análise macroergonômica do trabalho em uma escola fábrica de móveis de escritório
TRANSCRIPT
ANÁLISE MACROERGONÔMICA DO TRABALHO EM UMA ESCOLA FÁBRICA DE MÓVEIS DE ESCRITÓRIO
MACROERGONOMIC WORK ANALYSIS IN A OFFICE FURNITURE
FACTORY SCHOOL
Cristiane Affonso de Almeida Zerbetto1, Carolina Bernardes do Nascimento2, Diogo de Hercule3, Lílian Lago4, Marcela Pialarissi5
(1) Doutora em Agronomia (Energia na Agricultura), Universidade Estadual de Londrina
e-mail: [email protected]
(2) Especialista em Gestão Estratégica do Design, Universidade Estadual de Londrina
e-mail: [email protected]
(3) Especialista em Gestão Estratégica do Design, Universidade Estadual de Londrina
e-mail: [email protected]
(4) Especialista em Gestão Estratégica do Design, Universidade Estadual de Londrina
e-mail: [email protected]
(5) Especialista em Gestão Estratégica do Design, Universidade Estadual de Londrina
e-mail: [email protected]
Palavras-chave: macroergonomia, escola fábrica, móveis de escritório
Neste artigo é apresentada a Análise Macroergonômica do Trabalho (AMT) do setor produtivo de uma escola fábrica
de móveis de escritório. Por meio deste método, foi possível diagnosticar deficiências ambientais, tecnológicas e
interpessoais e propor soluções para tais necessidades.
Keywords: macroergonomics, factory school, office furniture This paper presents the Macroergonomic Work Analysis (MWA) of productive sector from a factory school that
produces office furniture. Through this method made it possible to diagnose environmental, technological and
interpersonal deficiencies and propose solutions to those needs.
1. Introdução
Segundo Delwing e Guimarães (2010), a
ergonomia contempla vários aspectos da relação
humano-trabalho, tais como a máquina, o
ambiente, a informação, a organização e os efeitos
do trabalho, para aprimorar o planejamento e
projeto deste, reduzir o esforço na realização das
tarefas, buscando bem-estar e qualidade de vida às
pessoas.
De acordo com Hendrick e Kleiner (2001) a
macroergonomia, uma subdisciplina da ergonomia,
consiste no enfoque da tecnologia de interface
humano-organização, baseada nos três subsistemas
que compõem o sistema sociotécnico: o
tecnológico, o pessoal e o laboral.
Neste artigo será apresentada a Análise
Macroergonômica do Trabalho (AMT) realizada
no setor produtivo de uma escola fábrica de móveis
de escritório, situada no pólo moveleiro do Paraná.
Os objetivos específicos foram levantar e analisar
os preceitos da macroergonomia, que são “as
variáveis ambientais, tecnológicas e interpessoais
que interferem nas interações sistêmicas entre os
indivíduos e os dispositivos de trabalho, como
forma de otimizar a produtividade” (MEDEIROS,
2005; KLEINER, 1998 apud BUGLIANI, 2007,
p.9) e propor melhorias para os Itens de Demanda
Ergonômica (IDE’s) identificados.
1.2 Escola fábrica
O SENAI, Serviço Nacional de Aprendizagem
Industrial, é uma instituição provedora de
formação profissional e inovação tecnológica que
promove a inserção de mão-de-obra qualificada no
setor industrial e, portanto, é um instrumento de
fomentação da economia brasileira.
Por meio de projetos como o “Escola Fábrica”, a
instituição proporciona formação profissional
inicial e continuada a jovens entre 16 (dezesseis) e
24 (vinte e quatro) anos, de renda familiar mensal
per capita de até um salário mínimo e meio e estes
devem estar matriculados na educação básica
regular da rede pública ou na modalidade de
Educação de Jovens e Adultos, prioritariamente no
ensino de nível médio (BRASIL..., 2005).
A Escola Fábrica do SENAI supre as necessidades
de mobiliários da sua própria estrutura, por isso é
autosustentável, e também atende a demanda da
Instituição como um todo.
1.2.1 Caracterização
A indústria de móveis em madeira encontra-se
instalada no interior da escola profissionalizante no
pólo moveleiro de Arapongas. Conhecida como
“escola fábrica”, a mesma caracteriza-se pela
reunião de diversos processos de produção,
envolvendo diferentes matérias-primas e uma
diversidade de produtos finais, que visam atender a
demanda de mobiliários das demais escolas
profissionalizantes do estado do Paraná. Além
disso, atende à produção dos kits didáticos que são:
bancadas móveis contendo ferramental de diversas
áreas, os quais são utilizados nos cursos
profissionalizantes em comunidades e cidades que
não possuem a escola profissionalizante.
Os móveis de madeira detêm expressiva parcela da
produção da escola fábrica analisada, cuja matéria-
prima principal constitui-se de aglomerados e
painéis de compensados, outros materiais como
estruturas de metal são construídas em outra
unidade especializada na área de metal mecânica.
Os maquinários da escola fábrica foram adquiridos
com recursos próprios e alguns doados,
devido à estreita cooperação com indústrias de
máquinas. Como o processo produtivo não é
contínuo torna-se possível que as máquinas
modernas coexistam com as máquinas obsoletas.
A estrutura conta com seis funcionários, que
dividem as tarefas de corte, furação, pintura,
acabamento e montagem, porém os mesmos não
têm funções únicas, executam um pouco de cada
tarefa para a produção diária, ou seja, o sistema
produtivo funciona em células.
2. Método
Para a aplicação do método, é preciso considerar
que os aspectos educacionais coexistem com os
produtivos, portanto, a escola fábrica trata-se de
um ambiente de produção e de aprendizagem.
O método norteador desta pesquisa é a Análise
Macroergonômica do Trabalho (AMT), proposto
por Guimarães (1999), compreendendo as
seguintes etapas: 1 - Fase 0: Lançamento do
projeto (explicação para os trabalhadores do
objetivo do projeto, suas fases, métodos e técnicas
a serem utilizadas); 2 - Fase 1: Apreciação
Macroergonômica, que segundo Moraes e
Mont’Alvão (2000) é uma fase exploratória que
compreende no mapeamento inicial dos problemas
macroergonômicos da empresa; 3 - Fase 2: Análise
ou Diagnose Macroergonômica (aprofundamento e
priorização dos problemas levantados na
apreciação, consiste no mapeamento dos IDEs -
Itens de Demanda Ergonômica); 4- Fase 3:
Projetação Macroergonômica; 5- Fase 4: Avaliação
ou Validação das propostas implementadas.
Porém, neste trabalho só serão apresentados os
resultados da pesquisa até a Fase 3. Este método
sugere que seja eleito um comitê de ergonomia
(COERGO), para fazer o acompanhamento de
todas as etapas da intervenção Macroergonômica
na empresa, atendo-se as questões de posto de
trabalho, ambientais, organizacionais, de
relacionamento, ou seja, de qualidade de vida
como um todo.
2.1 Apreciação Ergonômica
A seguir serão descritas as características
observadas na Apreciação Macroergonômica.
O barracão do setor produtivo da escola fábrica é
construído em alvenaria com cobertura em zinco,
piso plano na cor cinza, o mesmo divide-se em
duas partes, uma contém os maquinários para
corte, furação, usinagem, e a outra possui cabine
de pintura, a montagem é feita em ambas as partes
e não existe um espaço definido para o
armazenamento das peças já concluídas, estas
encontram-se nos corredores e espalhadas nos dois
setores, as peças em andamento também ficam
soltas ao lado das máquinas, e não são
identificadas, deixando dúvidas por quais etapas
ainda deverão passar. O layout das máquinas
configura-se de acordo com uma produção em
série, mesmo que esta não seja o método de
trabalho utilizado na escola fábrica. As máquinas
são identificadas e seu espaço sinalizado; o sistema
de exaustão não é eficaz, deixando o local com
aspecto sujo. As ferramentas ficam espalhadas em
vários locais, até mesmo no chão; a iluminação
natural é adequada assim como a ventilação,
proporcionando um aspecto agradável ao ambiente
em relação a estas duas variáveis. Os funcionários
trabalham uniformizados e utilizando EPI’s, os
itens de segurança como extintores e kit de
primeiros socorros estão bem localizados e
identificados.
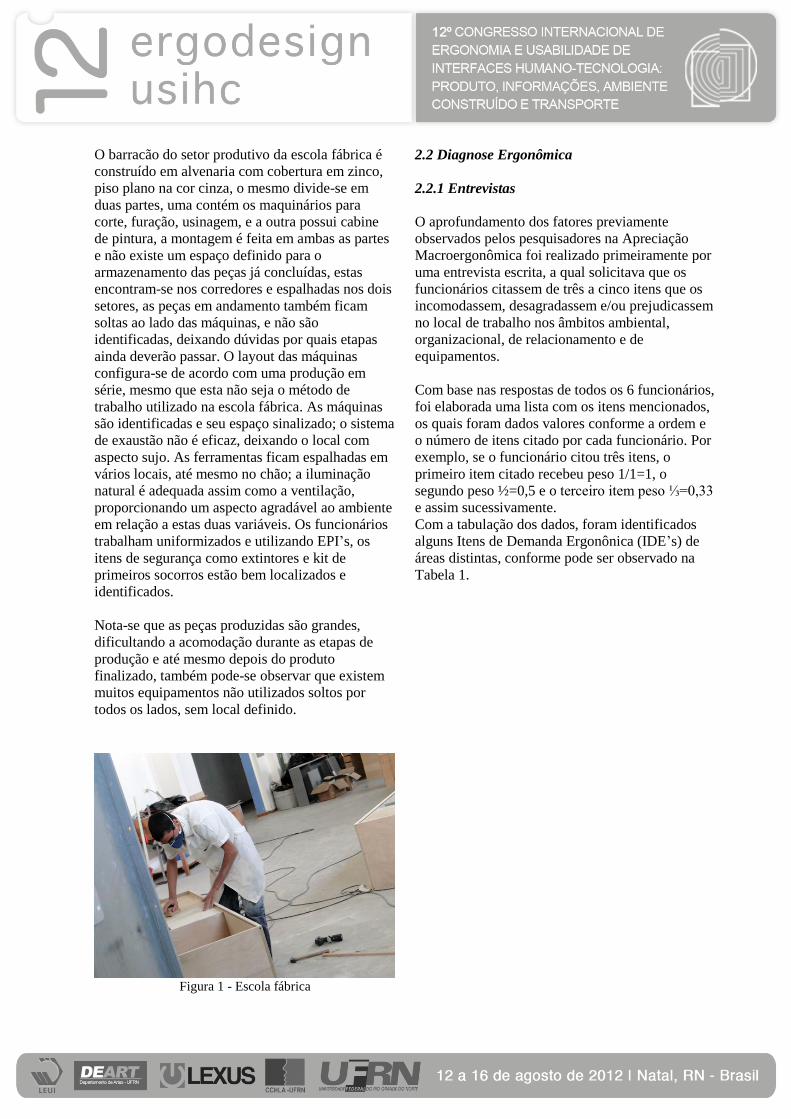
Nota-se que as peças produzidas são grandes,
dificultando a acomodação durante as etapas de
produção e até mesmo depois do produto
finalizado, também pode-se observar que existem
muitos equipamentos não utilizados soltos por
todos os lados, sem local definido.
Figura 1 - Escola fábrica
2.2 Diagnose Ergonômica
2.2.1 Entrevistas
O aprofundamento dos fatores previamente
observados pelos pesquisadores na Apreciação
Macroergonômica foi realizado primeiramente por
uma entrevista escrita, a qual solicitava que os
funcionários citassem de três a cinco itens que os
incomodassem, desagradassem e/ou prejudicassem
no local de trabalho nos âmbitos ambiental,
organizacional, de relacionamento e de
equipamentos.
Com base nas respostas de todos os 6 funcionários,
foi elaborada uma lista com os itens mencionados,
os quais foram dados valores conforme a ordem e
o número de itens citado por cada funcionário. Por
exemplo, se o funcionário citou três itens, o
primeiro item citado recebeu peso 1/1=1, o
segundo peso ½=0,5 e o terceiro item peso ⅓=0,33
e assim sucessivamente.
Com a tabulação dos dados, foram identificados
alguns Itens de Demanda Ergonônica (IDE’s) de
áreas distintas, conforme pode ser observado na
Tabela 1.
Entrevistados
Fatores 1 2 3 4 5 6 Total
Espaço de trabalho escasso
A 1 0,5 0,33 1,0 - - 2,83
Maquinário de tecnologia obsoleta
B 0,5 - - 0,5 - 0,33 1,33
Exaustão do ambiente ruim
C 0,33 0,33 - - - - 0,66
Ruídos D - 1,0 0,5 0,33 - 1,0 2,83
Risco na operação de máquinas
E - - 1,0 - - - 1,0
Falta de manutenção nas máquinas
F - - - 0,25 0,33 - 0,58
Falta de organização quanto às sobras de materiais
G - - - 0,2 - - 0,2
Falta de colaborativismo no uso do maquinário
H - - - 0,16 - - 0,16
Sala de bancadas possui cores muito frias
I - - - - 1,0 - 1,0
Ferramentas muito pesadas
J - - - - 0,5 - 0,25
Acúmulo de móveis que estão atrapalhando a circulação
K - - - - 0,25 - 0,25
Relacionamento L - - - - - 0,5 0,5
Sujeira M - - - - - 0,25 0,25
Tabela 1 - Resultados das Entrevistas
2.2.2 Questionários
A tabulação das entrevistas escritas foi utilizada
como base para a elaboração de um questionário
contendo 11 perguntas, a ser aplicado para os
mesmos seis funcionários, o qual mensura o nível
de satisfação de cada um através de uma escala de
avaliação contínua que possui 15 centímetros e
uma âncora em cada extremidade (STONE et
al;1974). As respostas foram avaliadas conforme o
nível marcado na escala, que parte da insatisfação
(nível 0) à satisfação (nível 15).
Após a aplicação dos questionários, foi feito um
levantamento do nível apontado em cada pergunta
e, posteriormente, a média aritmética entre os
níveis de uma mesma questão indicados pelos seis
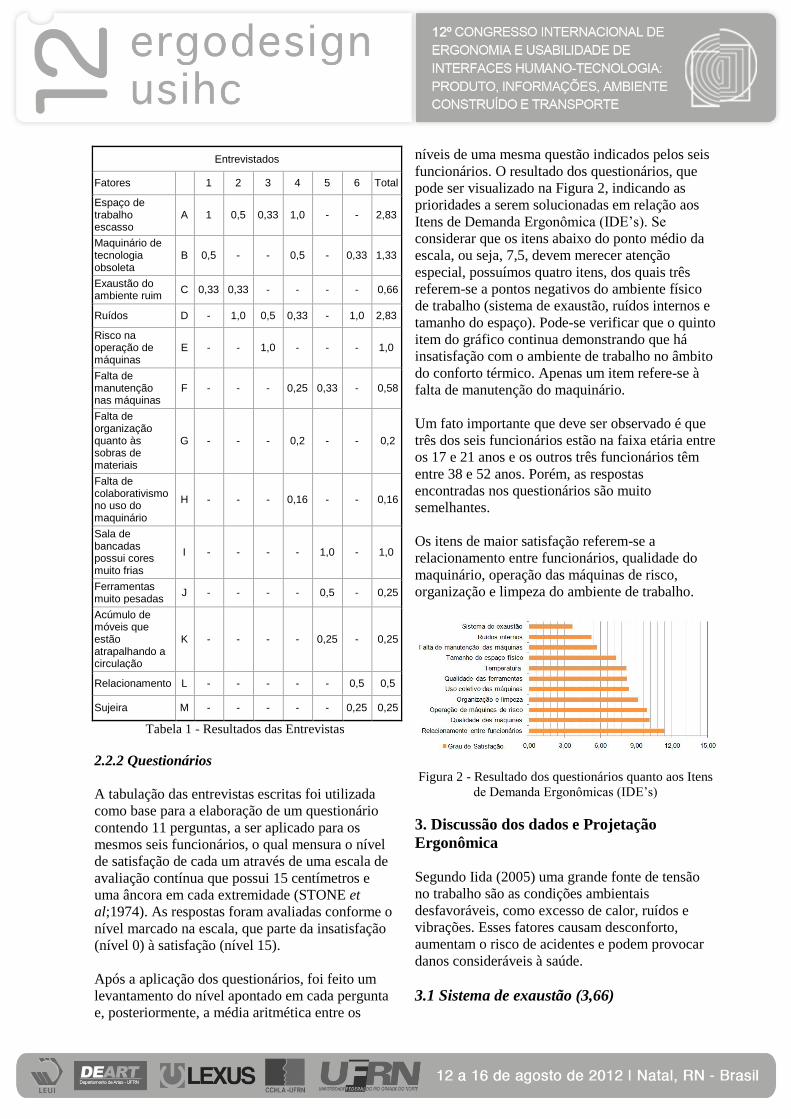
funcionários. O resultado dos questionários, que
pode ser visualizado na Figura 2, indicando as
prioridades a serem solucionadas em relação aos
Itens de Demanda Ergonômica (IDE’s). Se
considerar que os itens abaixo do ponto médio da
escala, ou seja, 7,5, devem merecer atenção
especial, possuímos quatro itens, dos quais três
referem-se a pontos negativos do ambiente físico
de trabalho (sistema de exaustão, ruídos internos e
tamanho do espaço). Pode-se verificar que o quinto
item do gráfico continua demonstrando que há
insatisfação com o ambiente de trabalho no âmbito
do conforto térmico. Apenas um item refere-se à
falta de manutenção do maquinário.
Um fato importante que deve ser observado é que
três dos seis funcionários estão na faixa etária entre
os 17 e 21 anos e os outros três funcionários têm
entre 38 e 52 anos. Porém, as respostas
encontradas nos questionários são muito
semelhantes.
Os itens de maior satisfação referem-se a
relacionamento entre funcionários, qualidade do
maquinário, operação das máquinas de risco,
organização e limpeza do ambiente de trabalho.
Figura 2 - Resultado dos questionários quanto aos Itens
de Demanda Ergonômicas (IDE’s)
3. Discussão dos dados e Projetação
Ergonômica
Segundo Iida (2005) uma grande fonte de tensão
no trabalho são as condições ambientais
desfavoráveis, como excesso de calor, ruídos e
vibrações. Esses fatores causam desconforto,
aumentam o risco de acidentes e podem provocar
danos consideráveis à saúde.
3.1 Sistema de exaustão (3,66)
Mesmo que tenha sido identificada no local
analisado a existência de dutos e sistema de
exaustão, acredita-se que o mesmo possa ter sido
mal dimensionado. De acordo com a American
Conference of Governmental Industrial Hygienists
(ACGIH), a importância da ventilação local
exaustora deve ter como objetivo principal captar
os poluentes de uma fonte (gases, vapores ou
poeiras tóxicas) antes que os mesmos se dispersem
no ar do ambiente de trabalho, ou seja, antes que
atinjam a zona de respiração do trabalhador. A
ventilação de operações, processos e
equipamentos, dos quais emanam poluentes para o
ambiente, é uma importante medida de controle de
riscos. De forma indireta, a ventilação local
exaustora também influi no bem-estar, na
eficiência e na segurança do trabalhador, por
exemplo, retirando do ambiente uma parcela do
calor liberado por fontes quentes que
eventualmente existam.
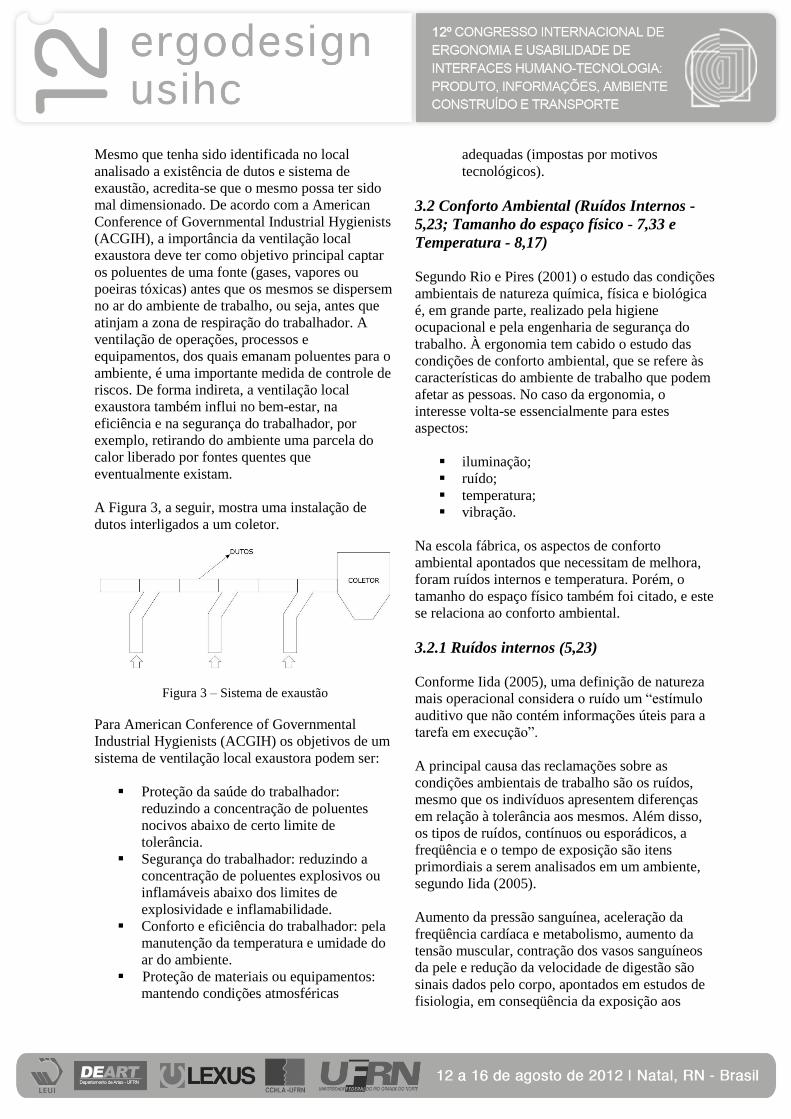
A Figura 3, a seguir, mostra uma instalação de
dutos interligados a um coletor.
Figura 3 – Sistema de exaustão
Para American Conference of Governmental
Industrial Hygienists (ACGIH) os objetivos de um
sistema de ventilação local exaustora podem ser:
Proteção da saúde do trabalhador:
reduzindo a concentração de poluentes
nocivos abaixo de certo limite de
tolerância.
Segurança do trabalhador: reduzindo a
concentração de poluentes explosivos ou
inflamáveis abaixo dos limites de
explosividade e inflamabilidade.
Conforto e eficiência do trabalhador: pela
manutenção da temperatura e umidade do
ar do ambiente.
Proteção de materiais ou equipamentos:
mantendo condições atmosféricas
adequadas (impostas por motivos
tecnológicos).
3.2 Conforto Ambiental (Ruídos Internos -
5,23; Tamanho do espaço físico - 7,33 e
Temperatura - 8,17)
Segundo Rio e Pires (2001) o estudo das condições
ambientais de natureza química, física e biológica
é, em grande parte, realizado pela higiene
ocupacional e pela engenharia de segurança do
trabalho. À ergonomia tem cabido o estudo das
condições de conforto ambiental, que se refere às
características do ambiente de trabalho que podem
afetar as pessoas. No caso da ergonomia, o
interesse volta-se essencialmente para estes
aspectos:
iluminação;
ruído;
temperatura;
vibração.
Na escola fábrica, os aspectos de conforto
ambiental apontados que necessitam de melhora,
foram ruídos internos e temperatura. Porém, o
tamanho do espaço físico também foi citado, e este
se relaciona ao conforto ambiental.
3.2.1 Ruídos internos (5,23)
Conforme Iida (2005), uma definição de natureza
mais operacional considera o ruído um “estímulo
auditivo que não contém informações úteis para a
tarefa em execução”.
A principal causa das reclamações sobre as
condições ambientais de trabalho são os ruídos,
mesmo que os indivíduos apresentem diferenças
em relação à tolerância aos mesmos. Além disso,
os tipos de ruídos, contínuos ou esporádicos, a
freqüência e o tempo de exposição são itens
primordiais a serem analisados em um ambiente,
segundo Iida (2005).
Aumento da pressão sanguínea, aceleração da
freqüência cardíaca e metabolismo, aumento da
tensão muscular, contração dos vasos sanguíneos
da pele e redução da velocidade de digestão são
sinais dados pelo corpo, apontados em estudos de
fisiologia, em conseqüência da exposição aos
ruídos, conforme Kroemer e Grandjean (2005).
Ademais, foi apontado que os ruídos possuem
efeitos psicológicos, pois, despertam sentimentos e
sensações e estes podem ou não ser um incômodo.
Iida (2005) citou que as tarefas mais prejudicadas
pelos ruídos são as que envolvem concentração e
precisão dos movimentos e tais tarefas podem
piorar após 2 horas de exposição ao ruído.
O ruído de 85 dB é considerado como limite
máximo para uma exposição contínua durante a
jornada de trabalho, já para o nível de ruído de 90
dB ou mais, algumas ações devem ser tomadas
para reduzir este nível, limitar o tempo de
exposição ou proteger o trabalhador. A seguir são
detalhadas algumas dessas medidas citadas tanto
por Iida (2005), quanto por Kroemer e Grandjean
(2005) que podem ser aplicadas à escola fábrica:
atuar na fonte: medida eficiente para a
redução de ruídos, propõe, por exemplo, o
redesenho das máquinas, a substituição de
máquinas ruidosas por outras menos
ruidosas ou ainda a troca de peças metálicas
por peças de materiais orgânicos que são
mais absorventes e que transmitem menos
vibrações, como a madeira, borracha e
plástico. A manutenção periódica também
contribui para a redução de ruídos;
isolamento das fonte através de cabines ou
barreiras acústicas de materiais de alta
densidade que dissipam as ondas sonoras
através das reflexões das paredes;
reduzir a reverberação com a colocação de
materiais absorventes, como por exemplo o
carpet no piso, que absorvem mais o som e
consequentemente diminuem a
reverberação;
alteração do layout da fábrica com a
realocação dos trabalhadores e/ou máquinas
ruidosas;
conscientização dos trabalhadores sobre os
efeitos danosos do ruído através de
treinamentos e uso de equipamentos de
proteção individual, que no caso da escola
fábrica são essenciais e obrigatórios o uso de
protetores auriculares.
3.2.2 Tamanho do espaço físico (7,33)
O espaço de trabalho é, para Iida (2005), um
volume imaginário, necessário para o organismo
realizar os movimentos requeridos durante o
trabalho. E é neste sentido que o IDE “tamanho do
espaço físico” apontado pelos funcionários da
escola fábrica foi inserido no contexto do conforto
do ambiente de trabalho.
Na escola fábrica, a reclamação em relação às
dimensões do espaço físico não se refere ao espaço
para o maquinário e as ferramentas. As peças dos
móveis originadas na produção possuem grandes
dimensões e, além disso, tais peças são produzidas
em grandes quantidades, mas não há um local de
depósito temporário e estas ficam armazenadas
junto ao local de trabalho. Assim, a reclamação dos
funcionários entrevistados em relação ao espaço
físico refere-se ao fato do ambiente de trabalho
estar sendo prejudicado porque o depósito dos
móveis está junto dele. Como afirma Rios e Pires
(2001), há o aspecto psicológico de como os
trabalhadores se sentem dentro dos seus ambientes
de trabalho, que por mais que os móveis e
máquinas utilizadas estejam ergonomicamente
corretos, os trabalhadores precisam se sentir
psicologicamente bem. Portanto, o correto, e
aplicável a situação da escola fábrica, não é
aumentar o local de trabalho, mas sim construir um
local apropriado separado da área de trabalho, mas
interligado a ela, para depositar temporariamente
estes móveis e, consequentemente melhorar a
qualidade do ambiente destes trabalhadores.
3.2.3 Temperatura (8,17)
De acordo com Iida (2005) e Weerdmeester
(2004), o desempenho do trabalho humano é
influenciado, principalmente, pelo conforto
térmico, composto pelos fatores: de natureza
ambiental - temperatura do ar, umidade do ar, calor
radiante e velocidade do ar; e de natureza ocasional
- a vestimenta e a intensidade do esforço físico.
A norma ISO 9241 (apud IIDA, 2005) sugere
manter a temperatura entre 20 e 24ºC no inverno e
23 a 26ºC no verão, pois o gradiente térmico (a
variação de temperatura) não deve ultrapassar 4ºC,
e a umidade relativa do ar deve oscilar entre 40 e
80%. Iida (2005) afirma que em temperaturas
acima de 24ºC, trabalhadores sentirão sonolência e
abaixo de 18ºC, os que realizam trabalho
sedentário (ou de mínimo esforço físico) irão sentir
tremores.
Weerdmeester (2004) recomenda em altas
temperaturas, utilizar-se de artifícios para ventilar
do local, para auxiliar o corpo a livrar-se do calor,
assim melhorando o conforto térmico. Iida (2005)
completa que em “ambientes industriais, a
ventilação pode ter o objetivo principal de remover
o ar contaminado de aerodispersóides.”
Para Kroemer e Grandjean (2005), o desconforto
térmico gera alterações funcionais que podem
afetar todo o corpo. As temperaturas elevadas,
acima de 32°C, podem gerar cansaço e sonolência,
redução do desempenho físico e aumento de erros.
A manutenção de um clima confortável é essencial
para o bem-estar e bom desempenho nas
atividades. Assim, para diminuir o calor sugere-se
a redução das atividades, desta forma o corpo
produz menos calor internamente. Já o excesso de
frio gera superatividade, a qual reduz o estado de
alerta e concentração, principalmente nas
atividades mentais. Neste caso, sugere-se a
estimulação para uma atividade que gera mais
calor interno.
Medidas aplicáveis ao caso da escola fábrica -
trabalho sob condições de muito calor - são
propostas por Kroemer e Grandjean (2005):
aclimatização do ambiente: indica-se que
seja feita gradativamente, começando com
uma exposição de apenas 50% do tempo
de trabalho sob o calor e aumentar 10% a
cada dia;
pausas no trabalho: quanto maior a carga
de calor e maior o esforço físico realizado
sob o calor, mais longas e mais frequentes
devem ser as pausas para resfriamento;
ingestão de líquido durante a jornada de
trabalho: não mais que 250ml a cada 10 ou
15 minutos. Se grandes quantidades de
líquidos foram necessárias, o ideal é que
este seja água;
a água para beber deve estar disponível e
perto do posto de trabalho, para que se
possa beber sempre que o individuo sentir
vontade.
Além destas ações que favorecem a melhora do
conforto térmico, Iida (2005) cita que o projeto
arquitetônico, determina o grau de penetração da
energia solar e a influência do calor. O isolamento
do telhado tem uma grande influência na troca de
calor entre edificação e o ambiente externo. Os
telhados de zinco e de cimento-amianto transferem
muito calor para dentro das edificações. Com base
neste estudo, indica-se a colocação de um forro sob
o telhado da escola fábrica. Os telhados e as
paredes com contatos diretos à luz solar deverão
ser pintadas de cores claras para refletir a energia
solar. Com providências desse tipo, espera-se
reduzir em até 2°C a temperatura interna.
3.3 Falta de manutenção das máquinas
(5,69), Qualidade das máquinas (10,14) e
Qualidade das ferramentas (8,20)
A escola fábrica faz parte é uma instituição que se
utiliza de licitações para a compra de produtos e a
contratação de serviços. Nem sempre o
produto/serviço é o de melhor qualidade no
mercado, porém, é preciso articulação diante desta
realidade, e para se conservar a qualidade do
equipamento adquirido, é necessário manutenção.
Barbosa (2000, p.74) afirma que “toda atividade
produtiva exige uma certa manutenção, sem o que
a produção entre em colapso”. De acordo com
Tavares (1999), manutenção são processos
necessários para que um artigo seja conservado ou
tenha sua condição reestabelecida. Mirshawka
(1991) relata que o sucesso na manufatura está
ligado a constantes atividades de manutenção.
Kardec e Nascif (1999) relatam que a manutenção
evolui por 3 gerações. A primeira, no período
anterior à II Guerra Mundial, quando os
maquinários necessitavam apenas de limpeza,
lubrificação e reparos após quebra - uma
manutenção corretiva. A segunda, a partir do
período da II Guerra até os anos 60, com o
aumento da mecanização e a maior complexidade
dos equipamentos, surgiu dependência e a
necessidade da confiabilidade para se garantir a
produtividade e a intenção de evitar falhas nos
equipamentos - uma manutenção preventiva. E a
terceira e atual geração, devido à intensa
automação, cresce o número de falhas, que
consequentemente, afetam a capacidade de manter
padrões de qualidade. É preciso então, detectar
precocemente chances de falhas para intervir no
momento correto - uma manutenção preditiva.
A manutenção corretiva, segundo Tavares (1999),
é todo o trabalho realizado nos equipamentos com
falha. Monchy (1989) acrescenta que esta é uma
ação defensiva enquanto se espera uma futura
falha, o que é característico da conservação
tradicional. Tavares (1999) também cita as
desvantagens desta manutenção corretiva ao longo
do tempo a diminuição do tempo de vida útil dos
equipamentos, aumento nos riscos de acidentes,
baixa na produção e queda na qualidade dos
serviços.
Para Kardec e Nascif (1999), a manutenção
preventiva são ações para minimizar e evitar falhas
ou quedas no desempenho produtivo organizadas
em intervalos específicos de tempo. Mirshawka
(1991) destaca duas vantagens da manutenção
preventiva: custos predeterminados que facilitam a
organização no setor financeiro e a programação
prévia das atividades na produção. E como
desvantagens, ele cita (apud BARBOSA, 2000,
p.77) “o custo das operações se eleva devido a
periodicidade e além do mais não se pode esquecer
que quanto maior é a freqüência maior se torna a
probabilidade de erro humano; a intervenção
comumente é antecipada para ficar em fase com
outras paradas; a desmontagem, mesmo parcial, de
um equipamento, incita a substituição de peças
provocada pela síndrome da precaução”.
De acordo com Tavares (apud BARBOSA 2000,
p.77), “a manutenção preditiva tem por objetivo
executar a manutenção preventiva em
equipamentos no ponto exato em que eles
interferem na confiabilidade do sistema”.
Wyrebski (1999), afirma como vantagens da
manutenção preditiva: a vida útil dos componentes
do equipamento é utilizada ao máximo, sendo
possível programar o reparo de apenas uma peça
comprometida. E como desvantagens, a
necessidade de acompanhamentos e vistorias
periódicas e profissionais capacitados para a
função.
Uma das máquinas da escola fábrica ficou fora de
atividade por um ano e meio, pois uma peça tinha
vida útil de 20 mil giros e a substituição desta
requeria um pedido para o fabricante alemão e
contratação de um profissional apto para este
trabalho. Depois do ocorrido, a escola fábrica
concluiu ser melhor programar a manutenção desta
máquina e importar antecipadamente a peça para
que o equipamento não fique ocioso, prejudicando
a produtividade do setor.
Assim, como ações recomendadas para
manutenção e garantia de qualidade e
produtividade do setor, têm-se:
Preparar um cronograma de manutenção
sob a orientação dos funcionários que
utilizam os equipamentos e devem estar
atentos às orientações do fabricante e
também às suas próprias necessidades de
utilização, as quais podem ser mais
urgentes do que o recomendado pelo
fabricante.
Orientar a equipe a avisar a gerência sobre
qualquer sinal de falha e suspender o uso
daquele maquinário ou ferramenta até que
este seja vistoriado por um técnico da área.
3.4 Coletividade: Organização e limpeza
(9,14), Relacionamento entre funcionários
(11,37), Uso coletivo das máquinas (8,37)
A ideia de coletividade remete a sistemas de
comunicação, portanto, os itens acima citados
estão inseridos no campo da ergonomia cognitiva.
De acordo com Michaelis (2011), a cognição está
relacionada à aquisição de conhecimento, mas de
maneira mais completa, Fialho (2011) define o
fenômeno da cognição uma função biológica,
como um processo pedagógico e por último, uma
episteme.
3.4.1 Ergonomia cognitiva
A ergonomia cognitiva, de acordo com a
APERGO... (2011), diz respeito aos processos
mentais como percepção, memória, raciocínio e
resposta motora que afetam as interações entre os
humanos e os outros elementos de um sistema. Os
tópicos relevantes incluem a carga de trabalho
mental, tomada de decisão, desempenho
especializado, interação homem-computador,
confiabilidade humana, stress no trabalho, e
formação relacionadas com a concepção homem-
sistema.
Segundo Fialho (2011), a visão cognitivista se
refere às aquisições simbólicas apoiadas em
significados cujo suporte é a linguagem natural ou
a linguagem especializada (formais ou técnicas).
Guimarães (2011) atribui três tipos de
características para o sistema cognitivo
(intersecções entre as pessoas, a tecnologia e o
trabalho):
1. Características de coordenação: como a
cognição, por meio dos agentes e artefatos,
se comporta dentro das situações de
mudança;
2. Características de resiliência: a
flexibilidade na adaptação e antecipação
de erros e problemas;
3. Características de affordance: o
comportamento dos artefatos em relação à
reação humana de mostrar conhecimento
diante das demandas de trabalho.
3.4.2 Dispositivos de Sinalização
Por meio de dispositivos de sinalização é possível
estabelecer e reforçar maneiras de proceder na
rotina de trabalho. Uma vez que as boas práticas
são traduzidas graficamente, tanto colaboradores
experientes quanto novatos comungarão da melhor
maneira de fazer uso das máquinas, aos poucos, a
percepção e a compreensão do suporte de
sinalização vai sendo incorporada aos métodos de
trabalho.
Uma maneira de estimular a percepção e
compreensão de um sistema de comunicação é
envolver os receptores da mensagem na sua
locução, ou seja, o sistema de sinalização pode
nascer de forma participativa e colaborativa para
que os resultados sejam mais eficazes.
Desta forma, é possível promover a troca de
experiências a fim de construir um sistema
informativo que se encarregue de disseminar
rotinas de organização e limpeza, além de
normatizar o uso das máquinas.
De acordo com Guimarães (2008) a visão é o
principal sentido humano, uma vez que os olhos
são os responsáveis pela maior parte do contato
que homem tem com seu meio ambiente. Além
disso, a imagem estabelece elos entre a mente e o
mundo físico.
Portanto, avaliando o tipo de informação, a forma
que ela será usada, a localização do receptor e o
ambiente em que ele atua, conclui-se que dentre os
canais sensoriais o visual é o mais apropriado para
construir o dispositivo de sinalização dentro da
escola fábrica.
Segundo Krippendorff (apud OKIMOTO, FADEL
e SILVA, 2011), no contexto semântico, o usuário
passa por três modos de atenção: reconhecimento,
exploração e confiança. Nas etapas de reconhecimento, metáforas visuais
são uma maneira de estabelecer a associação do
objeto com o contexto de sua utilização. O
momento de exploração permite que o usuário
compreenda o funcionamento do produto. E,
finalmente, a confiança, que se baseia em cenários
e motivações. Atualmente, a organização das peças no espaço da
escola fábrica acontece a partir da necessidade
individual. Sugere-se, então, que o ambiente seja
estruturado a partir do processo de produção. Deste
modo, as peças e seus respectivos setores
produtivos podem ser identificados por todos os
integrantes da fábrica. Como: setor de corte, setor
de furação, setor de usinagem, setor de pintura,
setor de montagem e setor de armazenamento.
3.5 Operação de máquinas de risco (9,91)
De acordo com Andrade (2004) os locais de
trabalho, por meio da atividade e pelas
características da empresa, podem comprometer a
saúde e segurança do trabalhador em curto, médio
e longo prazo, provocando lesões imediatas,
doenças ou a morte, além de prejuízos de ordem
legal e patrimonial para a empresa.
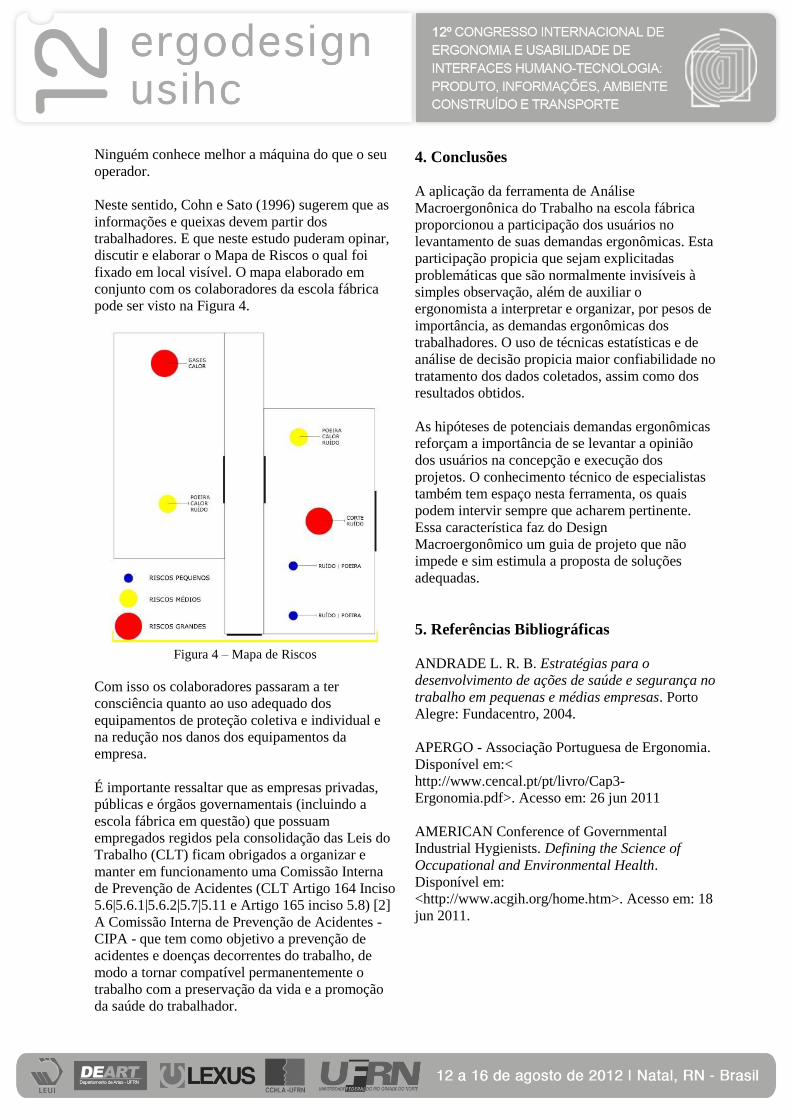
Assim indica-se a identificação das máquinas e dos
processos utilizados por meio da elaboração de um
Mapa de Riscos, que para Cohn e Sato (1996) é
uma modalidade simples de avaliação qualitativa
dos riscos existentes nos locais de trabalho. A
representação gráfica dos riscos, por meio de
círculos de diferentes cores e tamanhos, permite
fácil elaboração e visualização destes. O Mapa de
Riscos está baseado no conceito filosófico de que
quem faz o trabalho é quem conhece o trabalho.
Ninguém conhece melhor a máquina do que o seu
operador.
Neste sentido, Cohn e Sato (1996) sugerem que as
informações e queixas devem partir dos
trabalhadores. E que neste estudo puderam opinar,
discutir e elaborar o Mapa de Riscos o qual foi
fixado em local visível. O mapa elaborado em
conjunto com os colaboradores da escola fábrica
pode ser visto na Figura 4.
Figura 4 – Mapa de Riscos
Com isso os colaboradores passaram a ter
consciência quanto ao uso adequado dos
equipamentos de proteção coletiva e individual e
na redução nos danos dos equipamentos da
empresa.
É importante ressaltar que as empresas privadas,
públicas e órgãos governamentais (incluindo a
escola fábrica em questão) que possuam
empregados regidos pela consolidação das Leis do
Trabalho (CLT) ficam obrigados a organizar e
manter em funcionamento uma Comissão Interna
de Prevenção de Acidentes (CLT Artigo 164 Inciso
5.6|5.6.1|5.6.2|5.7|5.11 e Artigo 165 inciso 5.8) [2]
A Comissão Interna de Prevenção de Acidentes -
CIPA - que tem como objetivo a prevenção de
acidentes e doenças decorrentes do trabalho, de
modo a tornar compatível permanentemente o
trabalho com a preservação da vida e a promoção
da saúde do trabalhador.
4. Conclusões
A aplicação da ferramenta de Análise
Macroergonônica do Trabalho na escola fábrica
proporcionou a participação dos usuários no
levantamento de suas demandas ergonômicas. Esta
participação propicia que sejam explicitadas
problemáticas que são normalmente invisíveis à
simples observação, além de auxiliar o
ergonomista a interpretar e organizar, por pesos de
importância, as demandas ergonômicas dos
trabalhadores. O uso de técnicas estatísticas e de
análise de decisão propicia maior confiabilidade no
tratamento dos dados coletados, assim como dos
resultados obtidos.
As hipóteses de potenciais demandas ergonômicas
reforçam a importância de se levantar a opinião
dos usuários na concepção e execução dos
projetos. O conhecimento técnico de especialistas
também tem espaço nesta ferramenta, os quais
podem intervir sempre que acharem pertinente.
Essa característica faz do Design
Macroergonômico um guia de projeto que não
impede e sim estimula a proposta de soluções
adequadas.
5. Referências Bibliográficas
ANDRADE L. R. B. Estratégias para o
desenvolvimento de ações de saúde e segurança no
trabalho em pequenas e médias empresas. Porto
Alegre: Fundacentro, 2004.
APERGO - Associação Portuguesa de Ergonomia.
Disponível em:<
http://www.cencal.pt/pt/livro/Cap3-
Ergonomia.pdf>. Acesso em: 26 jun 2011
AMERICAN Conference of Governmental
Industrial Hygienists. Defining the Science of
Occupational and Environmental Health.
Disponível em:
<http://www.acgih.org/home.htm>. Acesso em: 18
jun 2011.
BARBOSA, M. A. P. Análise dos serviços de
manutenção de máquinas e equipamentos a partir
de uma abordagem ergonômica. 2000. Dissertação
(Mestrado em Engenharia de Produção) -
Universidade Federal de Santa Catarina,
Florianopólis.
BRASIL, Lei n. 11.180, de 23 de setembro de
2005. Institui o Projeto Escola de Fábrica,
autoriza a concessão de bolsas de permanência a
estudantes beneficiários do Programa
Universidade para Todos - PROUNI, institui o
Programa de Educação Tutorial - PET, altera a
Lei 5.537, de 21 de novembro de 1968, e a
Consolidação das Leis do Trabalho - CLT,
aprovada pelo Decreto Lei n. 5.452, de 1º de maio
de 1943, e dá outras providências. Diário Oficial
da União, Brasília, 26 set. 2005.
BUGLIANI, R. de O. Macroergonomia: um
panorama do cenário brasileiro. 2007. Dissertação
(Mestrado em Desenho Industrial) – Universidade
Estadual Paulista “Júlio de Mesquita Filho”,
Bauru.
COHN, A; US, Hirano; SATO, A. Acidentes do
trabalho: uma forma de violência. São Paulo:
Brasiliense; Cedec, 1985 apud MENDES, René
(Org.). Patologia do Trabalho. Rio de Janeiro:
Atheneu, 1996.
DELWING, E. B.; GUIMARÃES, L. B. de M.
Fatores predisponentes de acidentes e doenças em
uma empresa frigorífica. In: GUIMARÃES, L. B.
de M. (Org.). Macroergonomia: colocando
conceitos em prática. Porto Alegre:
UFRGS/FEENG, 2010, v.2. (Série monográfica
ergonomia). p.1-41.
FIALHO, F. A. P. - 2. Aquisição do conhecimento.
In: GUIMARÃES, L. B. de M. “Ergonomia
Cognitiva”. Livro texto. Porto Alegre, RS:
PPGEP/UFRGS, 2002.
GUIMARÃES, L. B. de M. Análise
Macroergonômica do trabalho (AMT): modelo de
implementação e avaliação de um programa de
ergonomia na empresa. In: GUIMARÃES, L. B. de
M. (Org.). Macroergonomia: colocando conceitos
em prática. Porto Alegre: UFRGS/FEENG, 2010,
v.1. (Série monográfica ergonomia). p.1-101.
__________. Ergonomia de processo 1. 2 ed. Porto
Alegre: FEENGS/UFRGS, 1999.
__________. Engenharia de sistemas cognitivos.
Disponível
em:<http://www.producao.ufrgs.br/arquivos/discip
linas/103_480_sistemascognitivos.pdf
>. Acesso em: 26 jun 2011
IIDA, I. Ergonomia: projeto e produção. 2 ed. São
Paulo: Edgard Blücher, 2005.
KARDEK, A.; NASCIF, J. Manutenção: função
estratégica. Rio de Janeiro: Qualitymark,
1999.
KROEMER, K. H. E.; GRANDJEAN, E. Manual
de ergonomia: adaptando o trabalho ao homem. 5
ed. Porto Alegre: Bookman, 2005.
MICHAELIS. Disponível em
<http://michaelis.uol.com.br/moderno/portugues/in
dex.php?lingua=portugues-
portugues&palavra=cognição>. Acesso em: 19 jun
2011.
MIRSHAWKA, V. Manutenção preditiva:
caminho para zero defeitos. São Paulo: Makron
Books, 1991.
MONCHY, F. A Função manutenção: formação
para a gerência da manutenção industrial. São
Paulo: Durban, 1989.
MORAES, A.; MONT’ALVÃO, C. Ergonomia:
conceitos e aplicações. Rio de Janeiro: 2AB, 2000.
OKIMOTO, M. L.; FADEL. L. M.; SILVA, C. M.
A. Mensurando os aspectos considerados na
pesquisa “experiência do usuário com foco no uso
intuitivo”: definição do experimento. In:
Congresso Internacional de Ergonomia e
Usabilidade de Interface Humano-Tecnologia, 11,
2011. Anais... Manaus: UFAM, 2011. p. 1-10.
RIO, R. P.; PIRES, L. Ergonomia: fundamentos da
prática ergonômica. 3ed. São Paulo: LTR, 2001.
SENAI. Institucional - SENAI. Disponível em:
<http://www.pr.senai.br/FreeComponent229conten
t111194.shtml>. Acesso em: 11 jun 2011.

TAVARES, L. A. Administração moderna da
manutenção. Rio de Janeiro: Novo Polo, 1999.
WEERDMEESTER, J. D. B. Ergonomia prática.
Tradução de Itiro Iida. 2 ed. São Paulo: Edgard
Blücher, 2004.
WYREBSKI, J. Manutenção produtiva total: um
modelo Adaptado. 1997. Dissertação (Mestrado
em Engenharia de Produção) - Universidade
Federal de Santa Catarina, Florianópolis.