advances in manufacturing technology
TRANSCRIPT

Advances in
manufacturing technology
Dr Xun Chen
Professor of Manufacturing
Advanced Manufacturing Technology Research Laboratory
General Engineering Research Institute
Liverpool John Moores University
Liverpool L3 3AF, UK
27 January 2012
Advanced Manufacturing Technology
Current Research Themes High efficiency precision machining
Abrasive machining, diamond turning and micro milling
Functional surface machining and characterisation
Finite element analysis and molecular dynamics
Intelligent process monitoring and control Acoustic emission monitoring technology
Process monitoring using AI techniques
Design for manufacturing Fixturing design and optimisation
Knowledge support systems Database / Knowledge warehouse
Unique pioneer challenge in developing
next generation manufacturing technology
Electrical & Electronic
Engineering
Mechanical & Manufacturing
Engineering
Computing & information
Technology
Scope
Precision corrective machining
Fundamental investigation on abrasive machining
Acoustic emission monitoring technology
Intelligent process monitoring
Laser cleaning technique for grinding
Fixturing design and optimisation
Functional surface machining and characterisation
Knowledge warehouse development
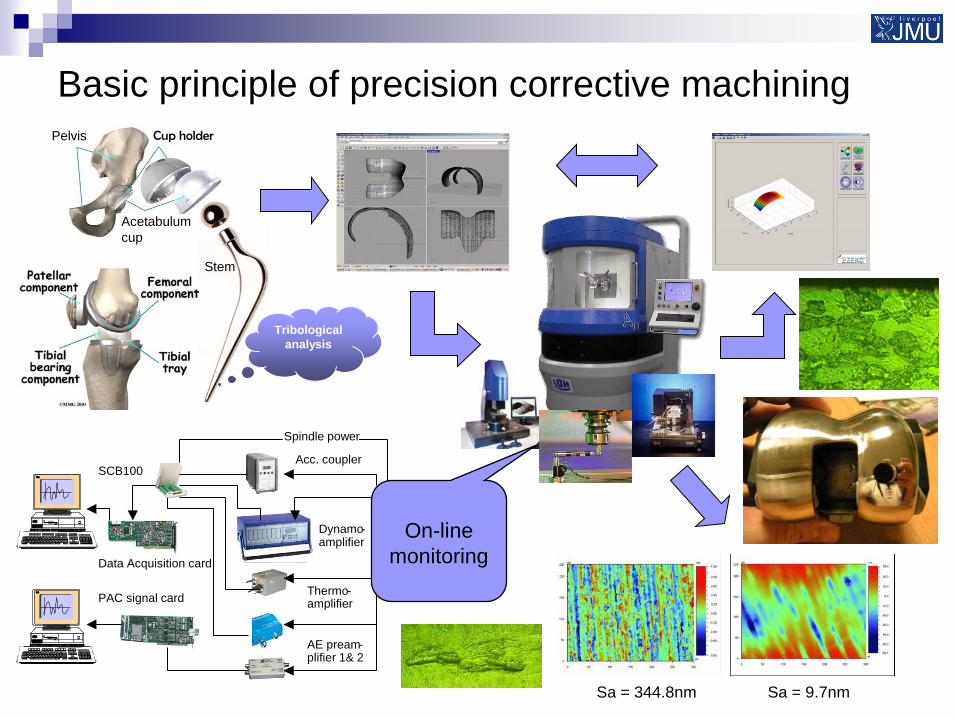
Basic principle of precision corrective machining
Sa = 344.8nm Sa = 9.7nm
Pelvis
Acetabulum
cup
Cup holder
Stem
Tribological
analysis
AE pream - plifier 1& 2
Acc. coupler
Dynamo - amplifier
Thermo - amplifier
Data Acquisition card
SCB100
Spindle power
PAC signal card
On-line
monitoring
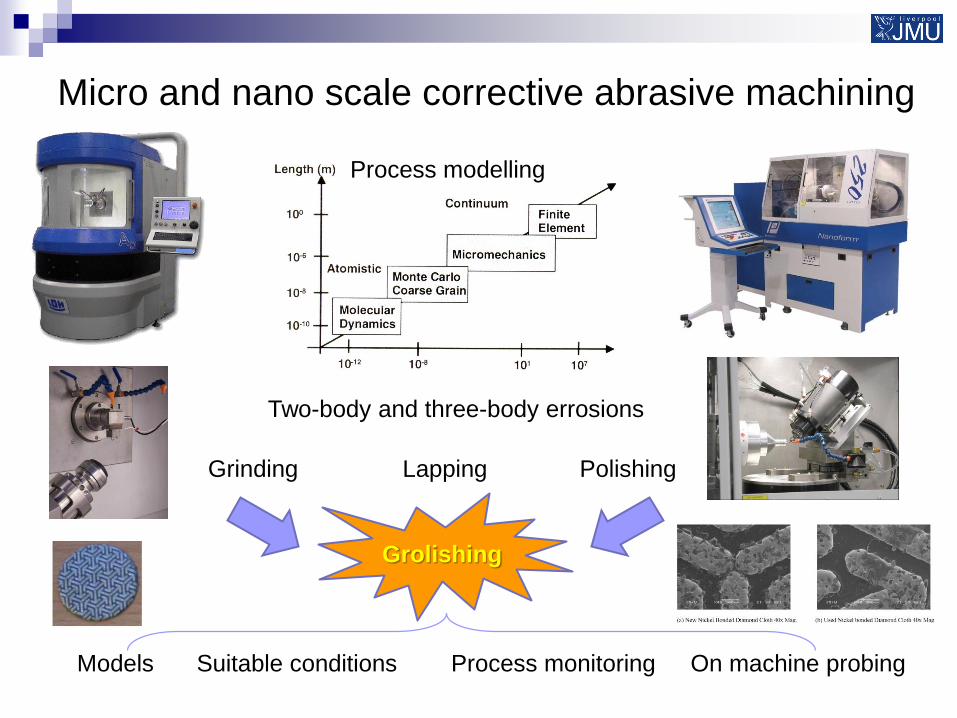
Micro and nano scale corrective abrasive machining
Process modelling
Two-body and three-body errosions
Grinding Lapping Polishing
Models Suitable conditions On machine probing
Grolishing
Process monitoring
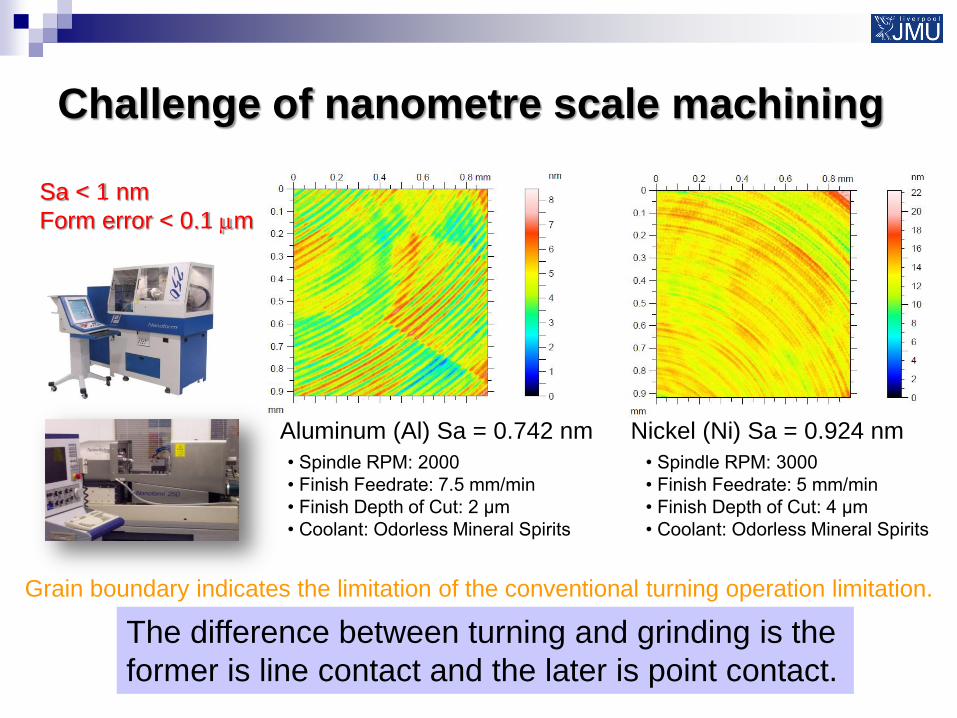
Challenge of nanometre scale machining
Grain boundary indicates the limitation of the conventional turning operation limitation.
What can be done?
Aluminum (Al) Sa = 0.742 nm Nickel (Ni) Sa = 0.924 nm
• Spindle RPM: 2000
• Finish Feedrate: 7.5 mm/min
• Finish Depth of Cut: 2 μm
• Coolant: Odorless Mineral Spirits
• Spindle RPM: 3000
• Finish Feedrate: 5 mm/min
• Finish Depth of Cut: 4 μm
• Coolant: Odorless Mineral Spirits
Sa < 1 nm
Form error < 0.1 mm
It was claimed that grinding has no minimum depth of cut.
The difference between turning and grinding is the
former is line contact and the later is point contact.
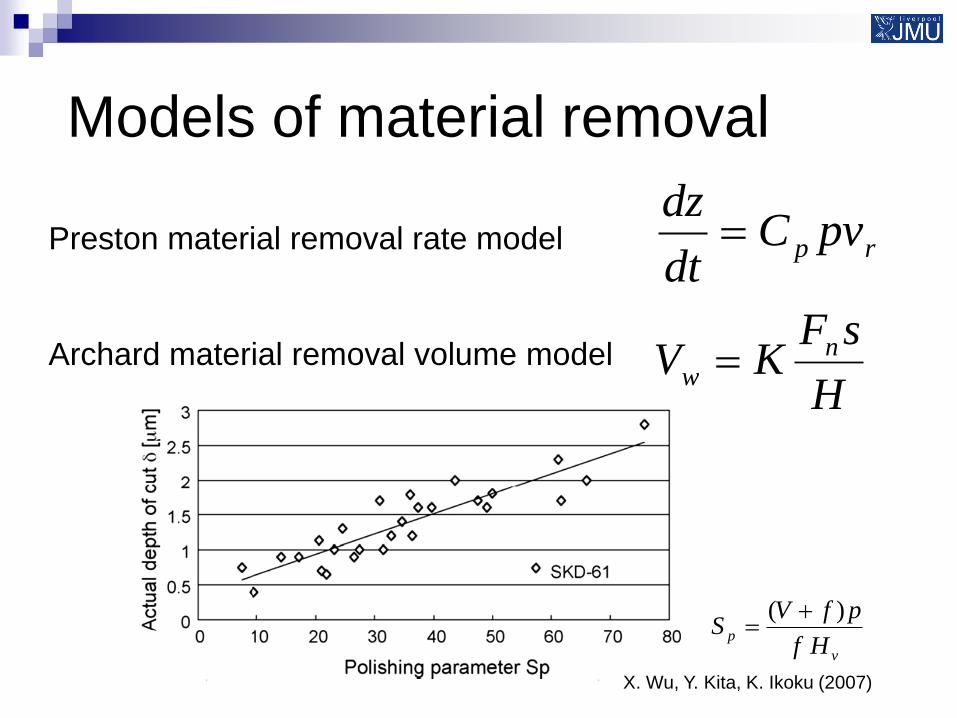
Models of material removal
rp pvCdt
dzPreston material removal rate model
Archard material removal volume model
H
sFKV n
w
v
pHf
pfVS
)(
X. Wu, Y. Kita, K. Ikoku (2007)
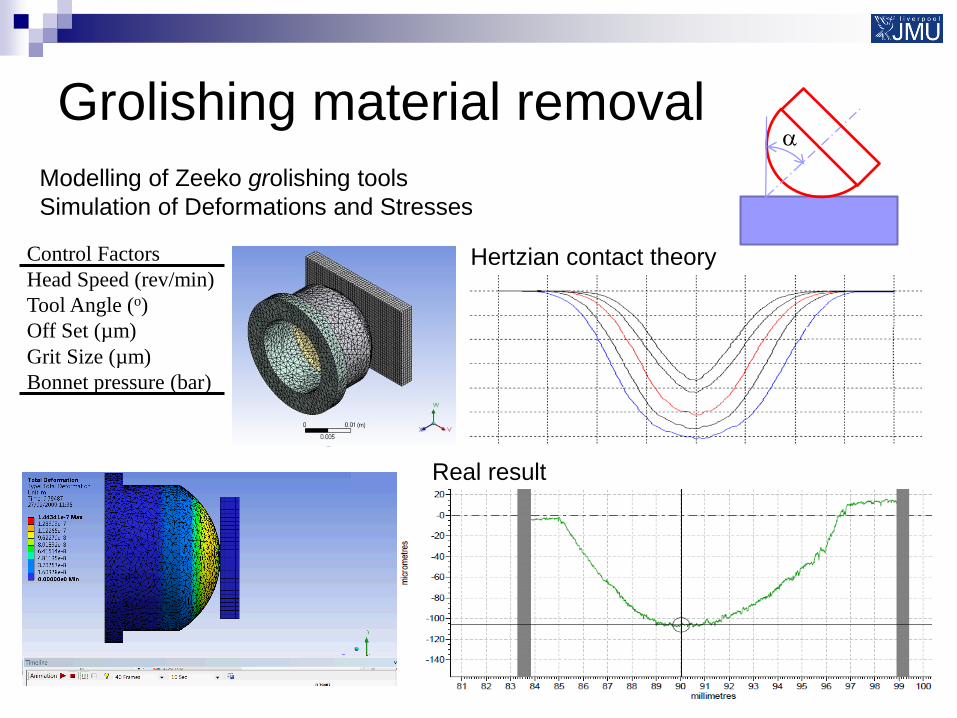
Grolishing material removal a
Hertzian contact theory
Real result
Modelling of Zeeko grolishing tools
Simulation of Deformations and Stresses
Control Factors
Head Speed (rev/min)
Tool Angle (o)
Off Set (µm)
Grit Size (µm)
Bonnet pressure (bar)
9
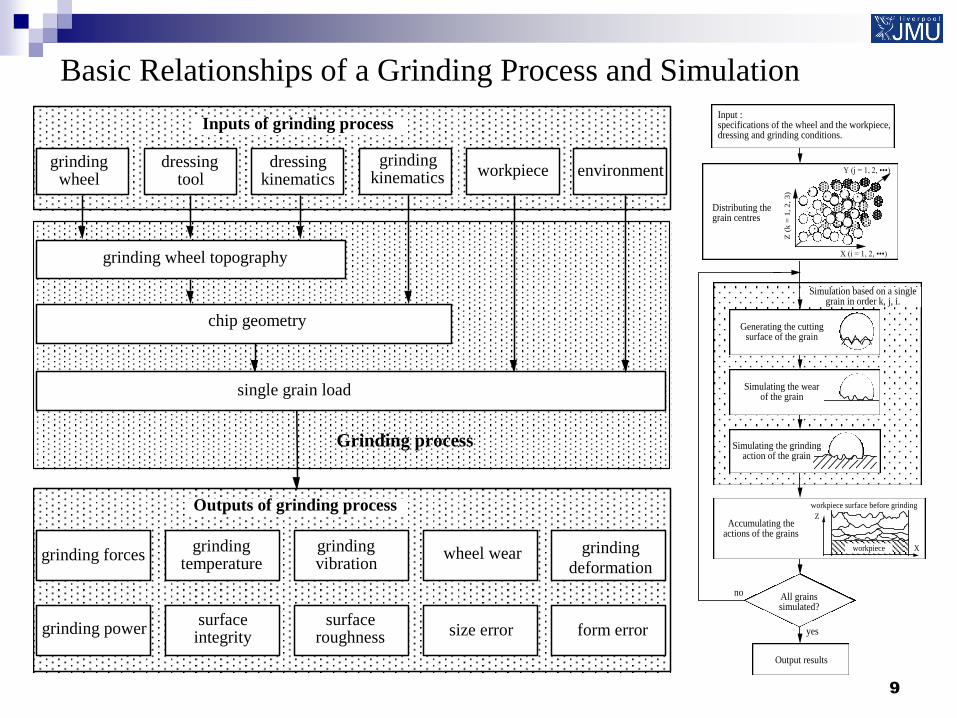
grinding forces wheel wear
grinding wheel topography
surfaceintegrity
surfaceroughness
grindingtemperature
grindingvibration
size error
Outputs of grinding process
grinding power
grindingwheel
workpiecedressing
tooldressing
kinematicsgrinding
kinematics
Inputs of grinding process
chip geometry
Grinding process
single grain load
environment
grinding
deformation
form error
Basic Relationships of a Grinding Process and Simulation
Input : specifications of the wheel and the workpiece, dressing and grinding conditions.
Generating the cutting surface of the grain
Simulation based on a single grain in order k, j, i.
Distributing the grain centres
X (i = 1, 2, •••)
Y (j = 1, 2, •••)
Z (
k =
1,
2,
3)
Simulating the grinding action of the grain
All grains simulated?
no
Output results
yes
Accumulating the actions of the grains
workpiece surface before grinding
workpiece
Z
X
Simulating the wear of the grain
10
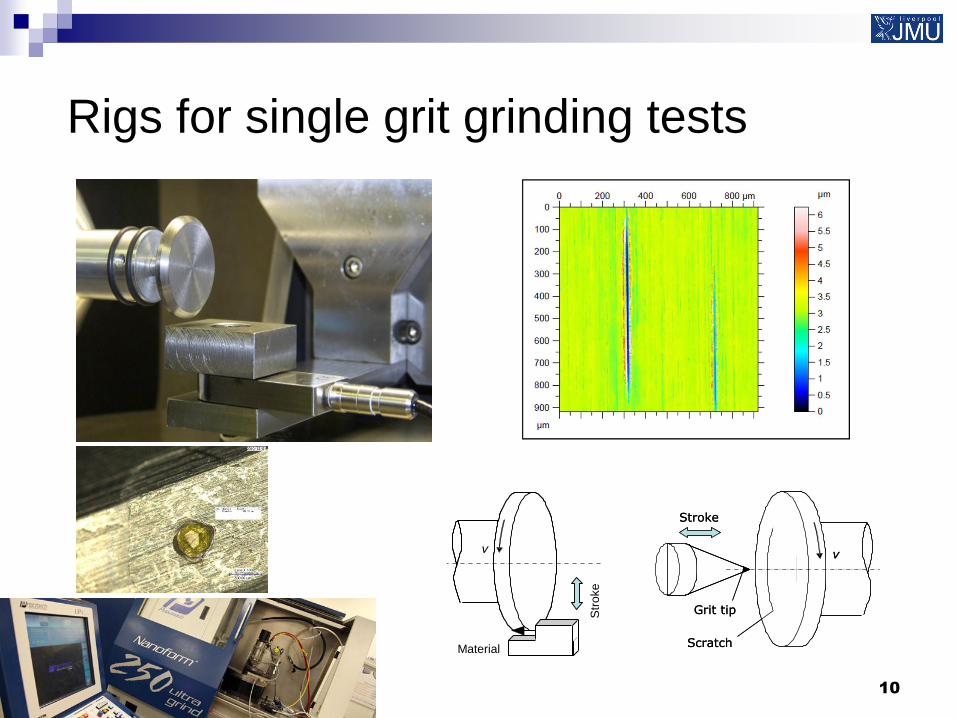
Rigs for single grit grinding tests
Material
v
Str
oke
v
Grit tip
Scratch
Stroke
v
Grit tip
Scratch
Stroke
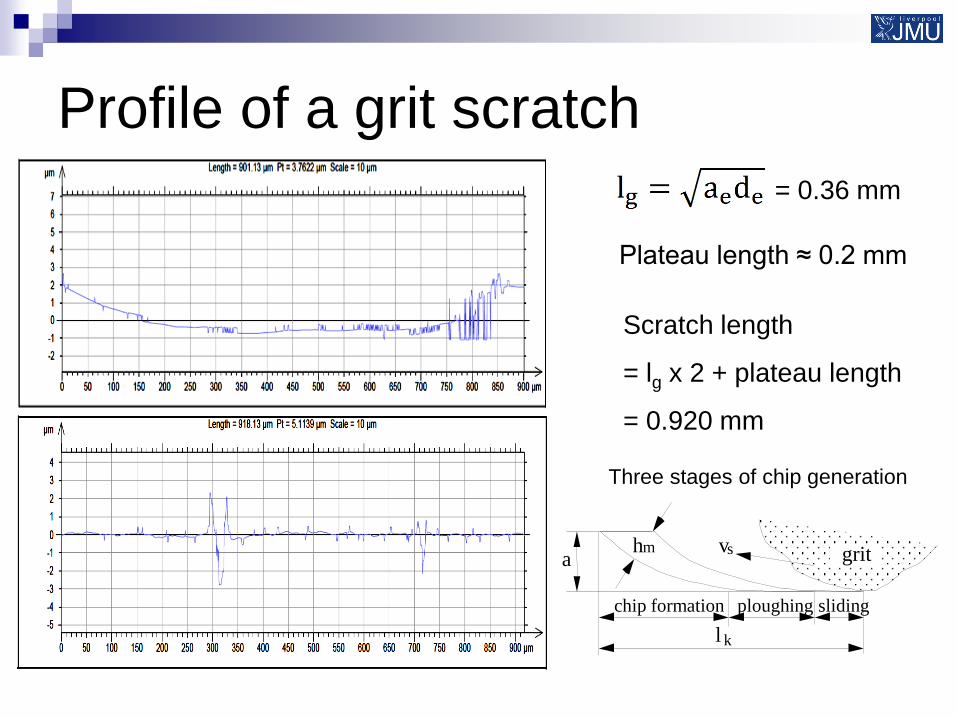
Profile of a grit scratch
= 0.36 mm
Plateau length ≈ 0.2 mm
Scratch length
= lg x 2 + plateau length
= 0.920 mm
a
chip formation ploughing sliding
grit h m
l k
v s
Three stages of chip generation
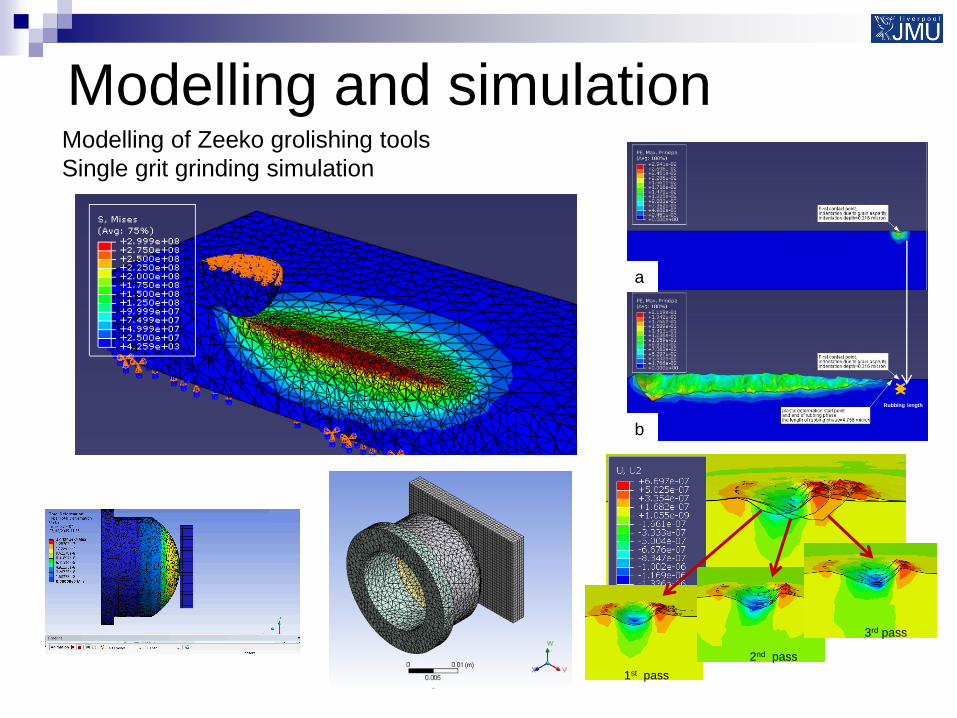
Modelling and simulation Modelling of Zeeko grolishing tools
Single grit grinding simulation
1st pass
2nd pass
3rd pass
Rubbing length
a
b
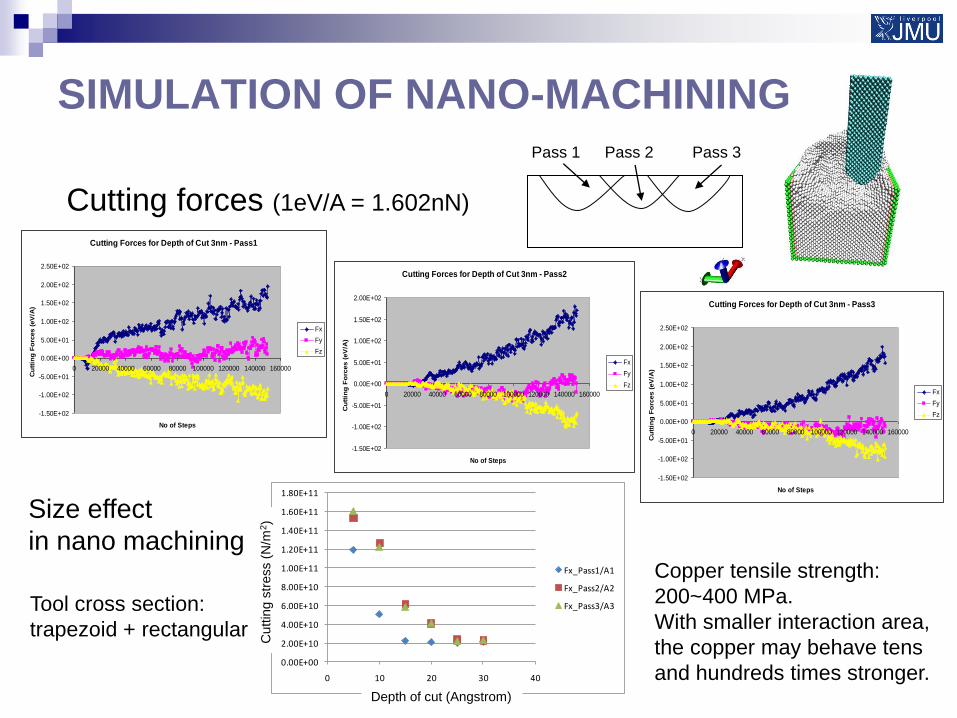
SIMULATION OF NANO-MACHINING Pass 1 Pass 2 Pass 3
Cutting Forces for Depth of Cut 3nm - Pass1
-1.50E+02
-1.00E+02
-5.00E+01
0.00E+00
5.00E+01
1.00E+02
1.50E+02
2.00E+02
2.50E+02
0 20000 40000 60000 80000 100000 120000 140000 160000
No of Steps
Cu
ttin
g F
orc
es (
eV
/A)
Fx
Fy
Fz
Cutting Forces for Depth of Cut 3nm - Pass2
-1.50E+02
-1.00E+02
-5.00E+01
0.00E+00
5.00E+01
1.00E+02
1.50E+02
2.00E+02
0 20000 40000 60000 80000 100000 120000 140000 160000
No of Steps
Cu
ttin
g F
orc
es (
eV
/A)
Fx
Fy
Fz
Cutting Forces for Depth of Cut 3nm - Pass3
-1.50E+02
-1.00E+02
-5.00E+01
0.00E+00
5.00E+01
1.00E+02
1.50E+02
2.00E+02
2.50E+02
0 20000 40000 60000 80000 100000 120000 140000 160000
No of Steps
Cu
ttin
g F
orc
es (
eV
/A)
Fx
Fy
Fz
Cutting forces (1eV/A = 1.602nN)
0.00E+00
2.00E+10
4.00E+10
6.00E+10
8.00E+10
1.00E+11
1.20E+11
1.40E+11
1.60E+11
1.80E+11
0 10 20 30 40
Fx_Pass1/A1
Fx_Pass2/A2
Fx_Pass3/A3
Depth of cut (Angstrom)
Cuttin
g s
tress (
N/m
2)
Size effect
in nano machining Copper tensile strength:
200~400 MPa.
With smaller interaction area,
the copper may behave tens
and hundreds times stronger.
Tool cross section:
trapezoid + rectangular
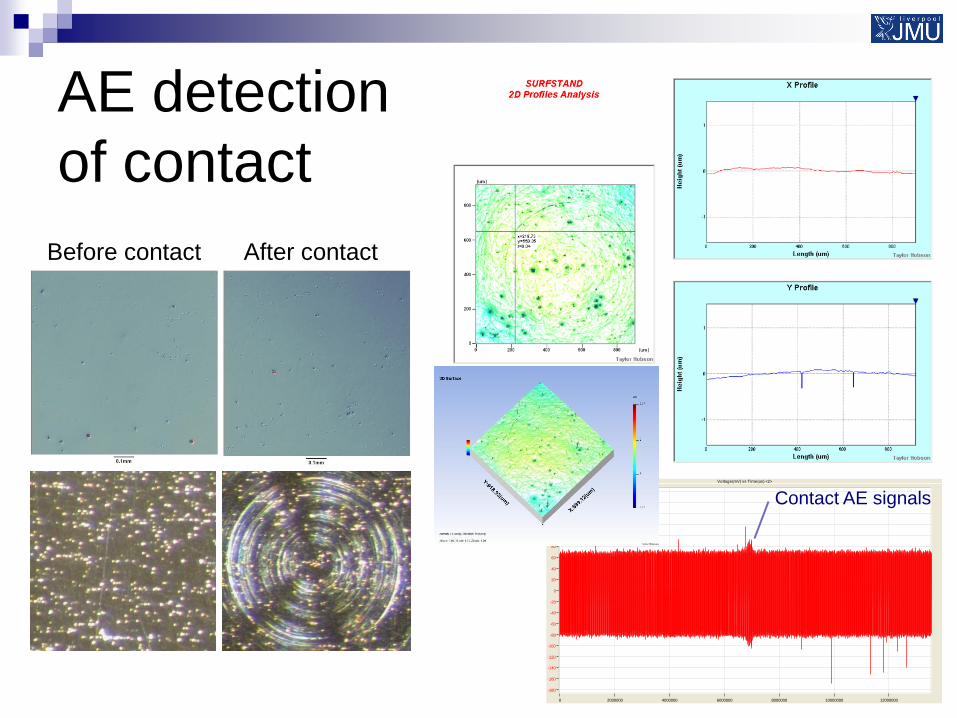
AE detection
of contact
Voltage(mV) vs Time(us) <2>
0 2000000 4000000 6000000 8000000 10000000 12000000
-180
-160
-140
-120
-100
-80
-60
-40
-20
0
20
40
60
80
100
120
140
160
180
Before contact After contact
Contact AE signals
15
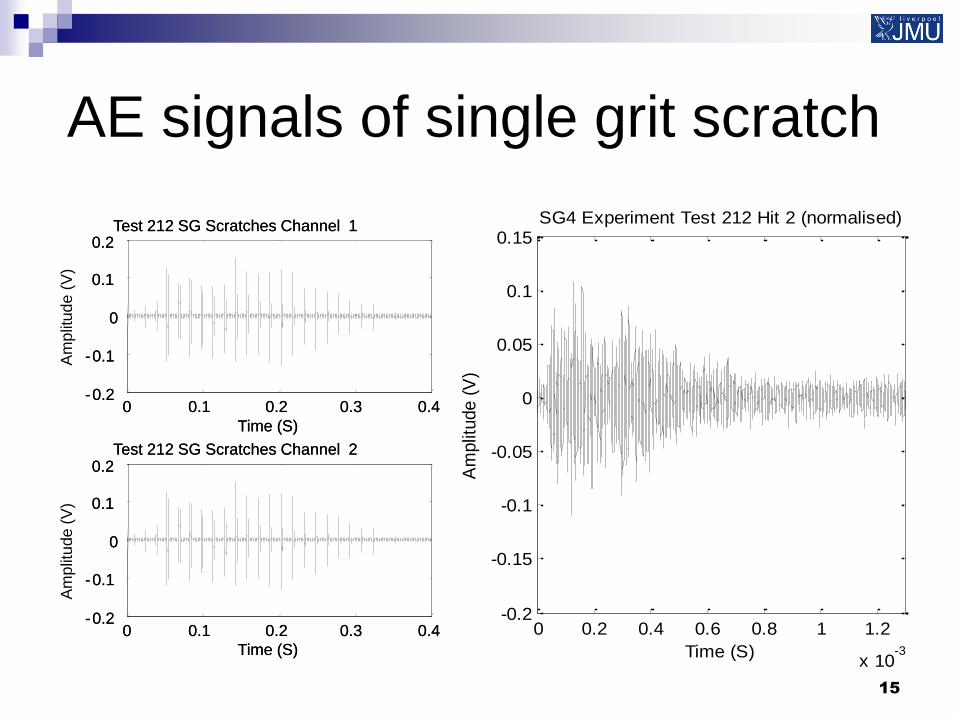
AE signals of single grit scratch
0 0.1 0.2 0.3 0.4 - 0.2
- 0.1
0
0.1
0.2 Test 212 SG Scratches Channel 1
Time (S)
0 0.1 0.2 0.3 0.4 - 0.2
- 0.1
0
0.1
0.2 Test 212 SG Scratches Channel 2
Time (S)
Am
plit
ude
(V
)
0 0.1 0.2 0.3 0.4 - 0.2
- 0.1
0
0.1
0.2 Test 212 SG Scratches Channel 1
Time (S)
Am
plit
ud
e (
V)
0 0.1 0.2 0.3 0.4 - 0.2
- 0.1
0
0.1
0.2 Test 212 SG Scratches Channel 2
Time (S)
0 0.2 0.4 0.6 0.8 1 1.2
x 10-3
-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
0.15
Time (S)
Am
plit
ude (
V)
SG4 Experiment Test 212 Hit 2 (normalised)
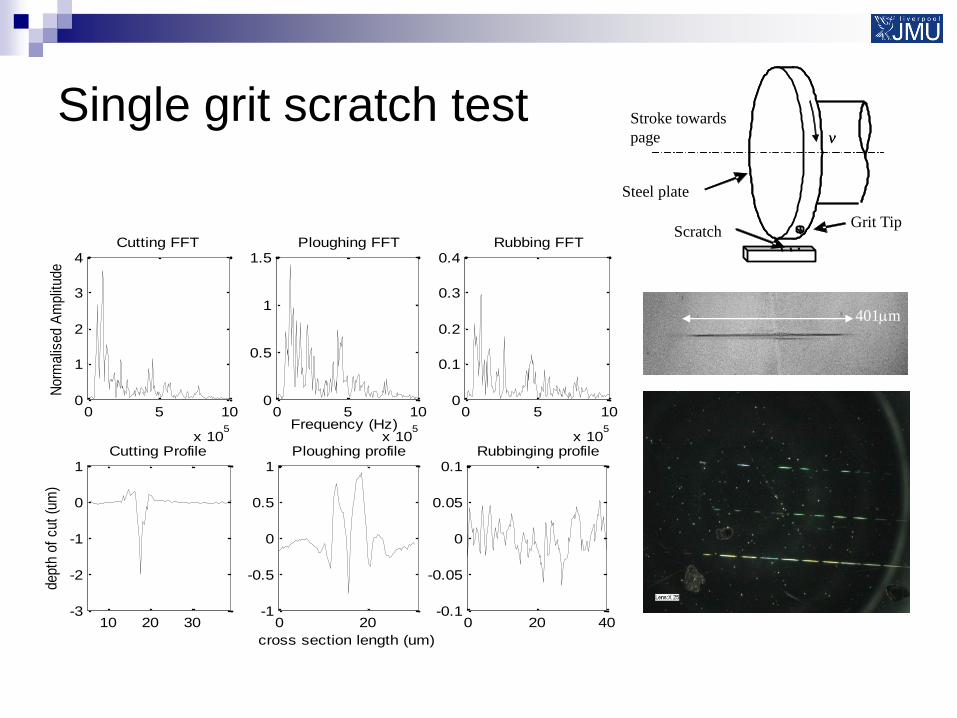
Single grit scratch test
v v
Scratch
Stroke towards
page
Grit Tip
Steel plate
0 5 10
x 105
0
1
2
3
4 Cutting FFT
Nor
mal
ised
Am
plitu
de
0 5 10
x 105
0
0.5
1
1.5 Ploughing FFT
Frequency (Hz)0 5 10
x 105
0
0.1
0.2
0.3
0.4 Rubbing FFT
10 20 30-3
-2
-1
0
1Cutting Profile
dept
h of
cut
(um
)
0 20-1
-0.5
0
0.5
1 Ploughing profile
cross section length (um)
0 20 40-0.1
-0.05
0
0.05
0.1 Rubbinging profile
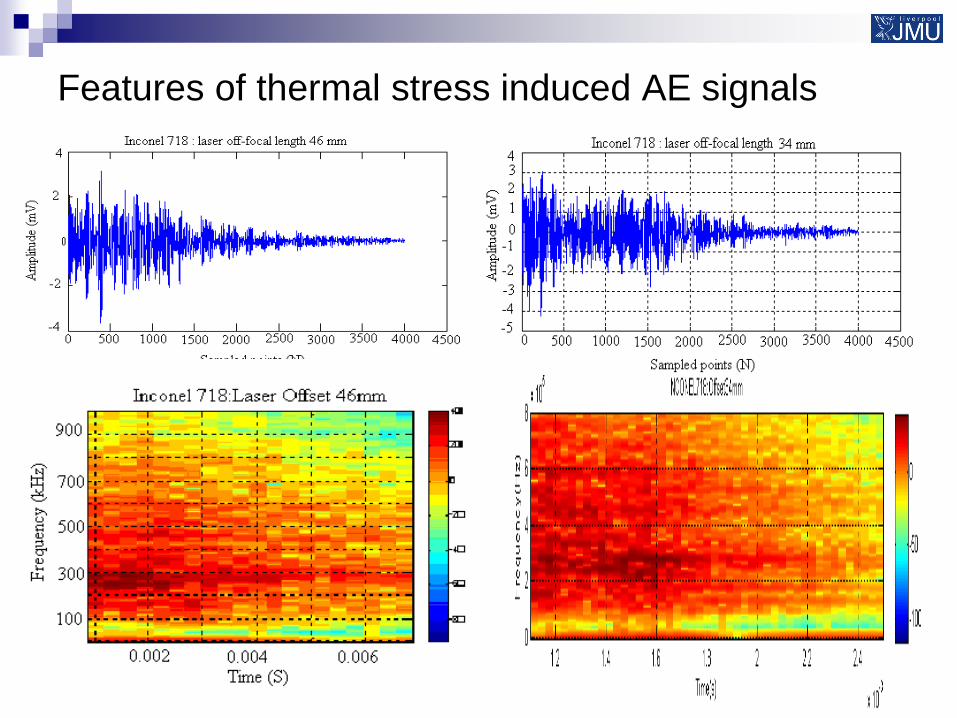
401mm
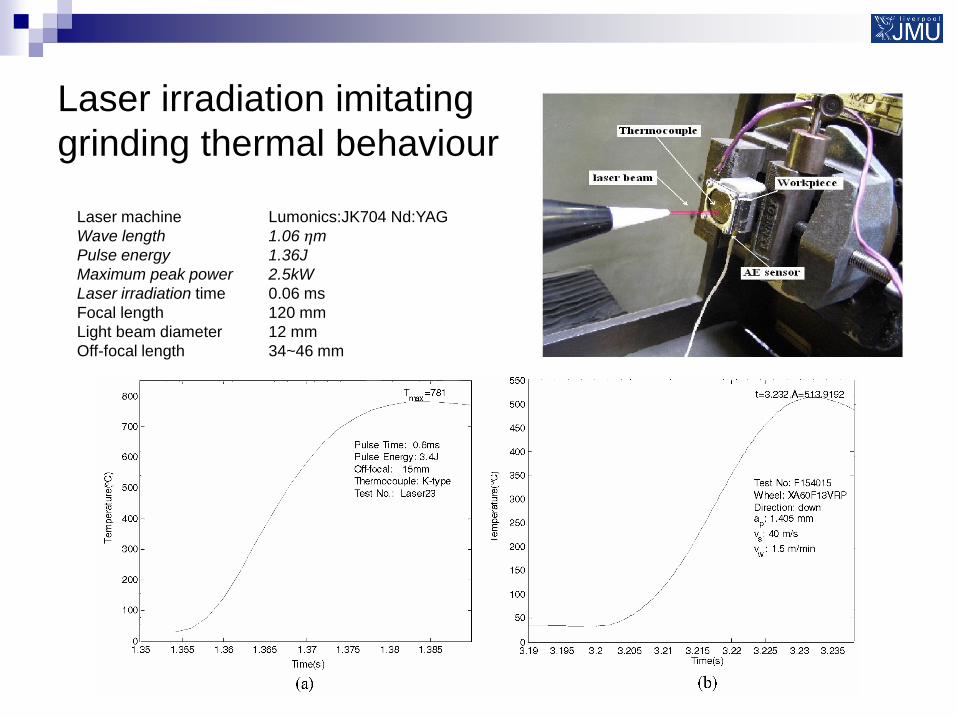
Laser irradiation imitating
grinding thermal behaviour
Laser machine Lumonics:JK704 Nd:YAG
Wave length 1.06 ηm
Pulse energy 1.36J
Maximum peak power 2.5kW
Laser irradiation time 0.06 ms
Focal length 120 mm
Light beam diameter 12 mm
Off-focal length 34~46 mm
18
Features of thermal stress induced AE signals
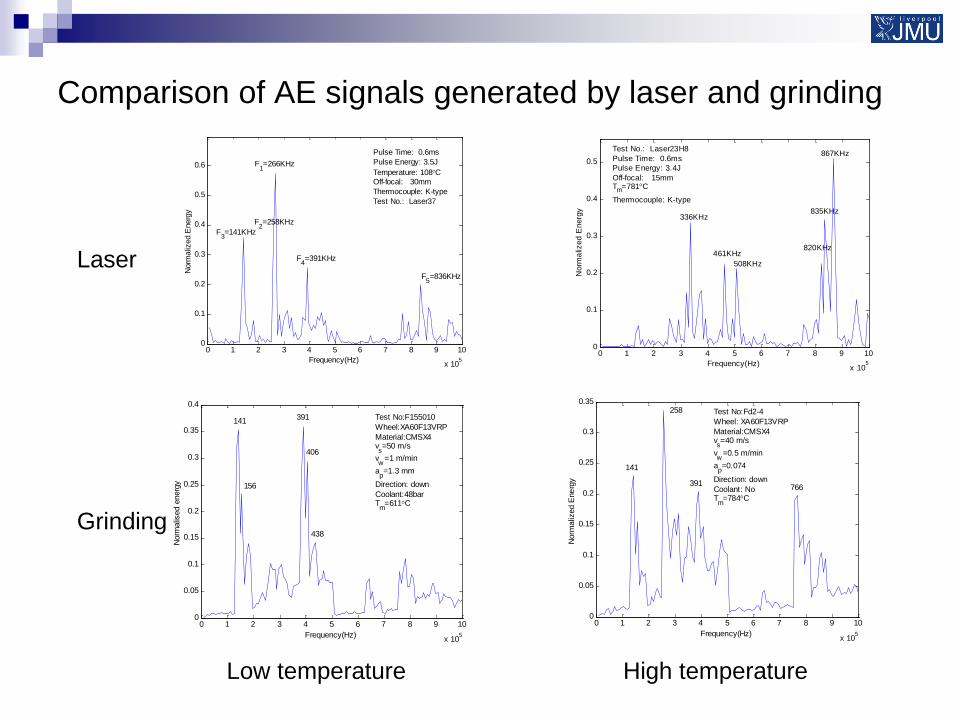
Comparison of AE signals generated by laser and grinding
0 1 2 3 4 5 6 7 8 9 10
x 105
0
0.1
0.2
0.3
0.4
0.5
Frequency(Hz)
Norm
aliz
ed E
nerg
y
Test No.: Laser23H8
Pulse Time: 0.6ms
Pulse Energy: 3.4J
Off-focal: 15mmTm=781C
Thermocouple: K-type
867KHz
835KHz
820KHz
508KHz
461KHz
336KHz
0 1 2 3 4 5 6 7 8 9 10
x 105
0
0.1
0.2
0.3
0.4
0.5
0.6
Frequency(Hz)
Norm
alized E
nerg
y
Pulse Time: 0.6ms
Pulse Energy: 3.5J
Temperature: 108COff-focal: 30mm
Thermocouple: K-type
Test No.: Laser37
F1=266KHz
F2=258KHz
F3=141KHz
F4=391KHz
F5=836KHz
0 1 2 3 4 5 6 7 8 9 10
x 105
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
Frequency(Hz)
Norm
alized E
ne
rgy
Test No:Fd2-4
Wheel: XA60F13VRP
Material:CMSX4vs=40 m/s
vw
=0.5 m/min
ap=0.074
Direction: down
Coolant: NoT
m=784C
258
141
391 766
0 1 2 3 4 5 6 7 8 9 10
x 105
0
0.05
0.1
0.15
0.2
0.25
0.3
0.35
0.4
Frequency(Hz)
Norm
alis
ed e
nerg
y
Test No:F155010
Wheel:XA60F13VRP
Material:CMSX4vs=50 m/s
vw
=1 m/min
ap=1.3 mm
Direction: down
Coolant:48barT
m=611C
391 141
406
156
438
Laser
Grinding
Low temperature High temperature
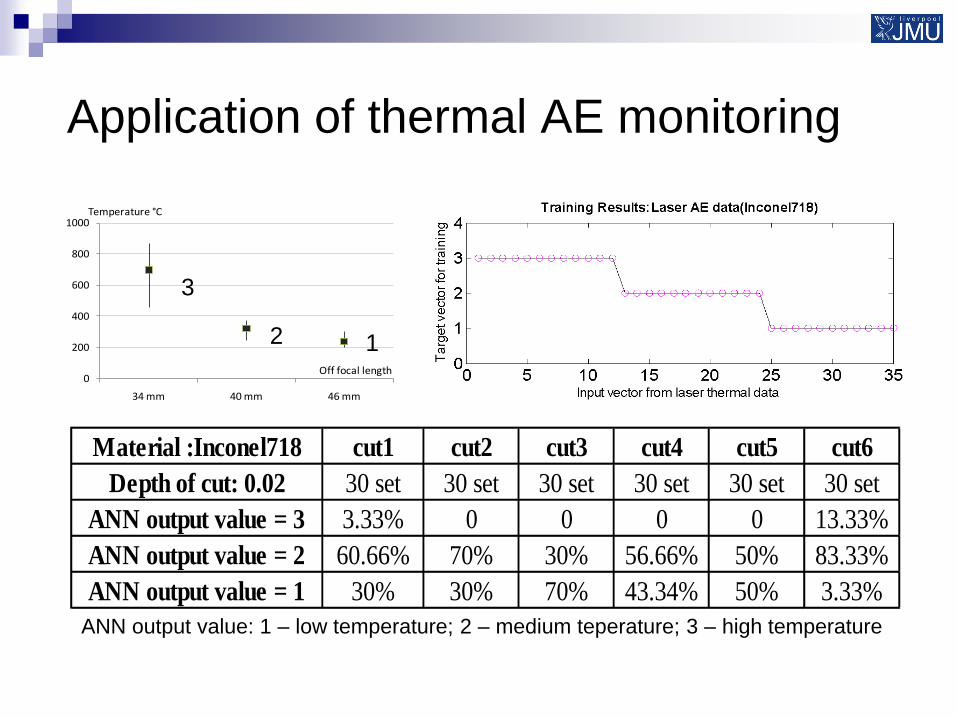
Application of thermal AE monitoring
Material :Inconel718 cut1 cut2 cut3 cut4 cut5 cut6
Depth of cut: 0.02 30 set 30 set 30 set 30 set 30 set 30 set
ANN output value = 3 3.33% 0 0 0 0 13.33%
ANN output value = 2 60.66% 70% 30% 56.66% 50% 83.33%
ANN output value = 1 30% 30% 70% 43.34% 50% 3.33%
0
200
400
600
800
1000
34 mm 40 mm 46 mm
Temperature °C
Off focal length
1 2
3
ANN output value: 1 – low temperature; 2 – medium teperature; 3 – high temperature
21
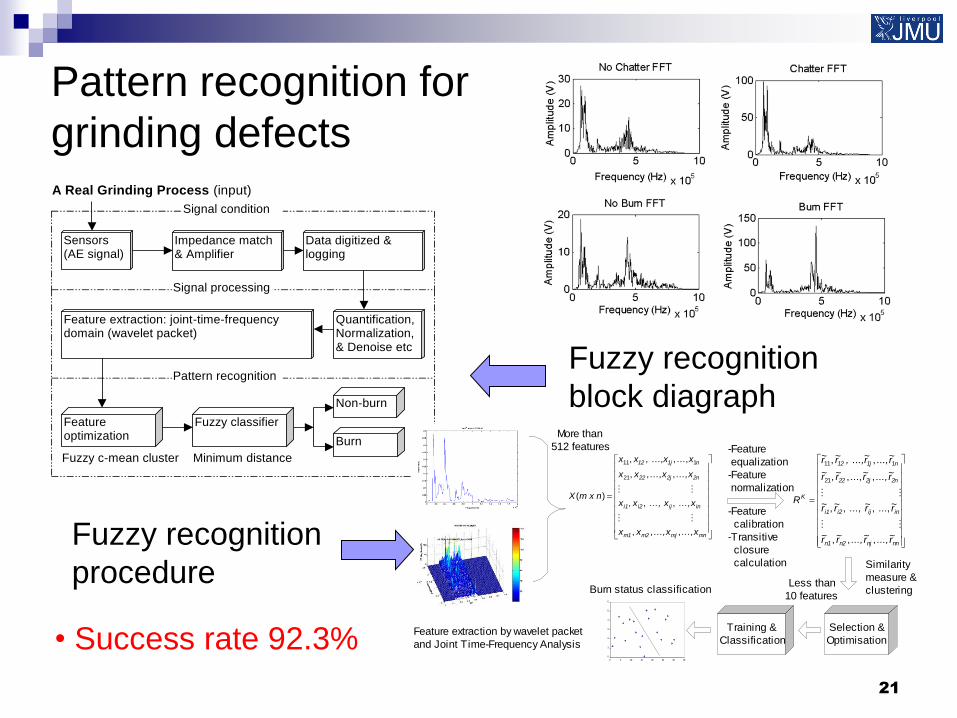
Pattern recognition for
grinding defects
A Real Grinding Process (input)
Sensors (AE signal)
Impedance match & Amplifier
Data digitized & logging
Quantification, Normalization, & Denoise etc
Feature extraction: joint-time-frequency domain (wavelet packet)
Feature optimization
Non-burn
Burn
Signal condition
Signal processing
Pattern recognition
Fuzzy classifier
Minimum distance Fuzzy c-mean cluster
Feature extraction by wavelet packet
and Joint Time-Frequency Analysis
-Feature
calibration
-Transitive
closure
calculation
-Feature
equalization
-Feature
normalization
More than
512 features
Similarity
measure &
clusteringLess than
10 features
mnmjm2m1
iniji2i1
2n2j22
n1j12
x ..., x ..., x x
x ..., x ..., x x
x ..., x x x
x x..., ,x x
n x mX
,,,
,,,
,...,,,
...,,,
)(
21
111
nnnjn2n1
iniji2i1
2n2j22
n1j12
K
r ..., r ..., r r
r ..., r ..., r r
r ..., r r r
r r..., ,r r
R
~,~,~,~
~,~,~,~
~,~...,,~,~
~...,,~~,~
21
111
Selection &
Optimisation
Training &
Classification
0
1
2
3
4
5
6
0 5 10 15 20 25 30 35
Burn status classification
Fuzzy recognition
procedure
Fuzzy recognition
block diagraph
• Success rate 92.3%
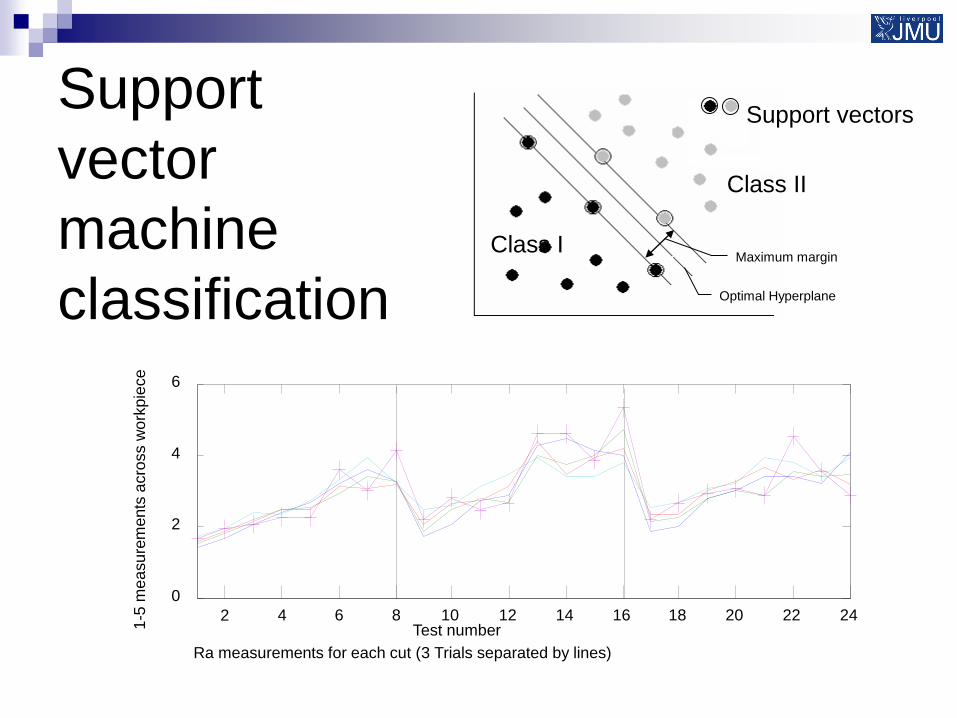
Support
vector
machine
classification Maximum margin
Optimal Hyperplane
Class I
Class II
Support vectors 1
-5 m
ea
su
rem
ents
acro
ss w
ork
pie
ce
2 4 6 8 10 12 14 16 18 20 22 24
0
2
4
6
Ra measurements for each cut (3 Trials separated by lines)
Test number
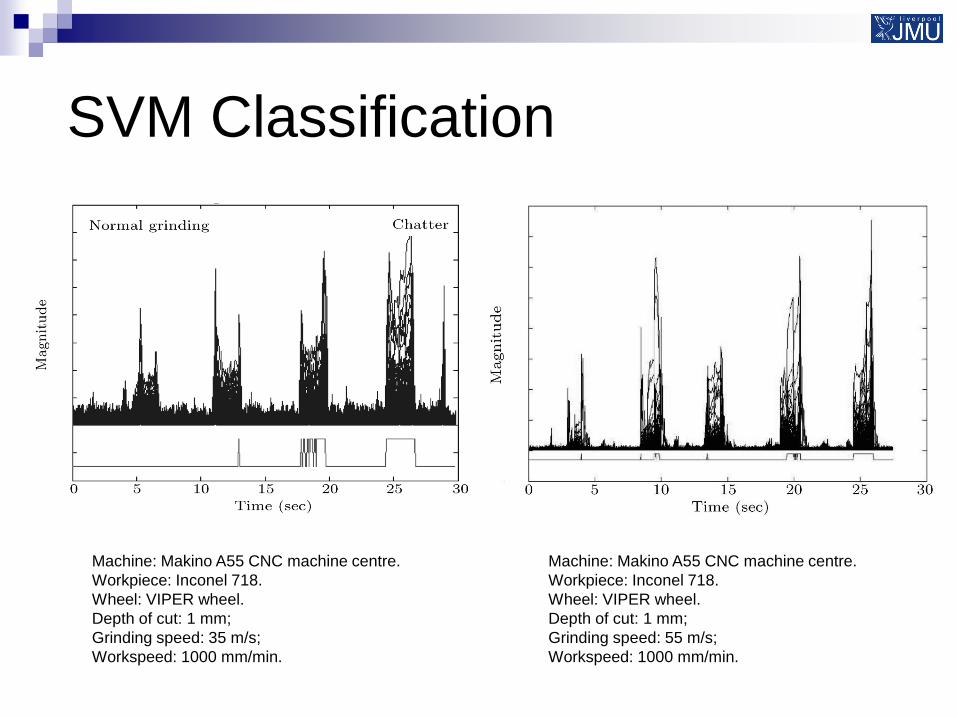
SVM Classification
Machine: Makino A55 CNC machine centre.
Workpiece: Inconel 718.
Wheel: VIPER wheel.
Depth of cut: 1 mm;
Grinding speed: 35 m/s;
Workspeed: 1000 mm/min.
Machine: Makino A55 CNC machine centre.
Workpiece: Inconel 718.
Wheel: VIPER wheel.
Depth of cut: 1 mm;
Grinding speed: 55 m/s;
Workspeed: 1000 mm/min.
+
+ *
Y X 0.707 1.5
*
+ *
Y Y
0.121
* X
X 0.707Y + X – 1.5 XY (Y+0.121X)
+
+
X 1.5
*
*
Y X
Y+0.121X+ X + 1.5 XY(0.707Y)
*
Y 0.70
7
+
Y
0.121
*
X
5A
7
A 6A
1
A 5B
7B
9
B
8
B
6B
1B
2B
3B 4B
2
A 3A 4A
X20
X8
X10
X14
X8
X10
X8
X10
X14
X14
X8
X13 X20
mydivide
plus
mydivide
mydivide
plus
plus
plusX20
mydivide
plus
mydivide
plus
plus
mydivide
-400 -350 -300 -250 -200 -150 -100 -50 0 50 100 -100
-50
0
50
100
150
200
250
300
350
400
Distance
Dis
tan
ce
Burn data & cluster centre
Chatter data & cluster centre
Normal grinding data & cluster centre
-400 -350 -300 -250 -200 -150 -100 -50 0 50 100 -150
-100
-50
0
50
100
150
Distance
Dis
tan
ce
Burn data & cluster centre
Chatter data & cluster centre
Normal grinding data & cluster centre
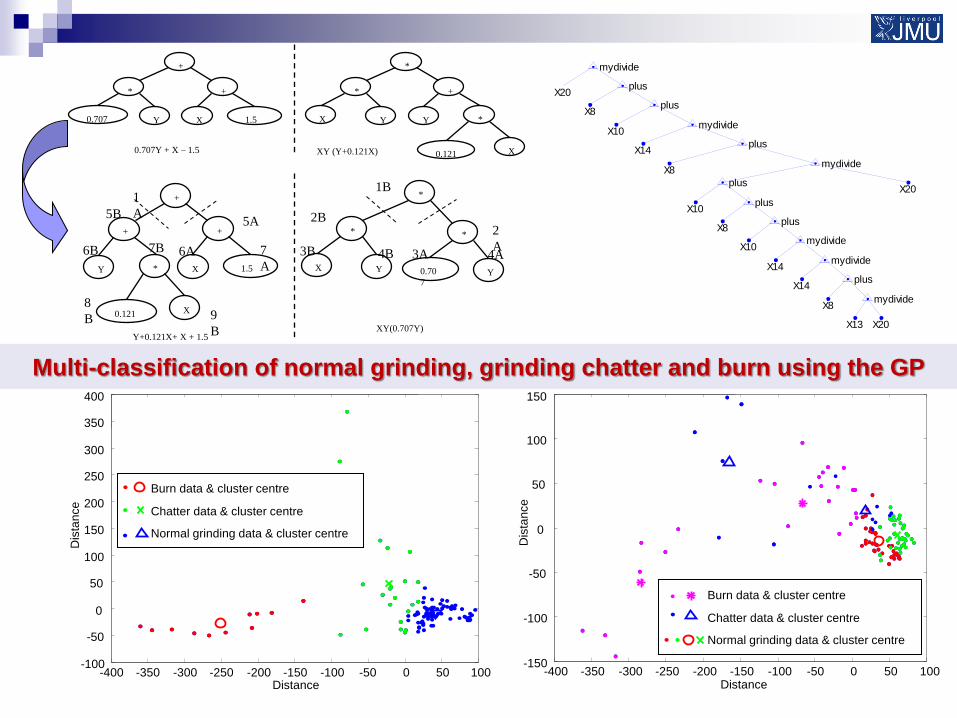
Multi-classification of normal grinding, grinding chatter and burn using the GP
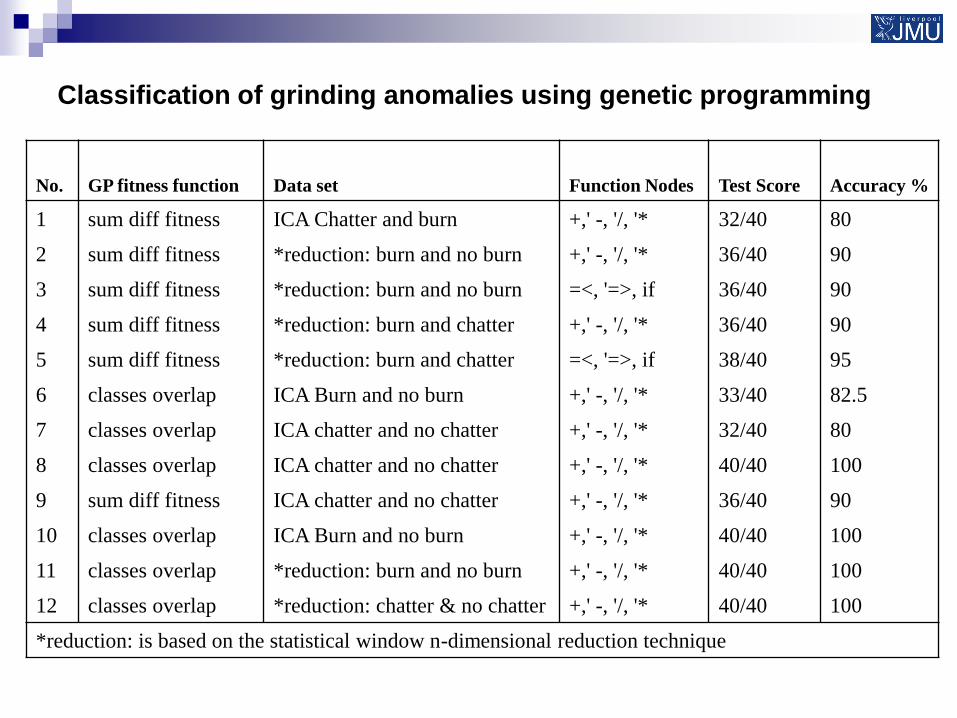
Classification of grinding anomalies using genetic programming
No. GP fitness function Data set Function Nodes Test Score Accuracy %
1 sum diff fitness ICA Chatter and burn +,' -, '/, '* 32/40 80
2 sum diff fitness *reduction: burn and no burn +,' -, '/, '* 36/40 90
3 sum diff fitness *reduction: burn and no burn =<, '=>, if 36/40 90
4 sum diff fitness *reduction: burn and chatter +,' -, '/, '* 36/40 90
5 sum diff fitness *reduction: burn and chatter =<, '=>, if 38/40 95
6 classes overlap ICA Burn and no burn +,' -, '/, '* 33/40 82.5
7 classes overlap ICA chatter and no chatter +,' -, '/, '* 32/40 80
8 classes overlap ICA chatter and no chatter +,' -, '/, '* 40/40 100
9 sum diff fitness ICA chatter and no chatter +,' -, '/, '* 36/40 90
10 classes overlap ICA Burn and no burn +,' -, '/, '* 40/40 100
11 classes overlap *reduction: burn and no burn +,' -, '/, '* 40/40 100
12 classes overlap *reduction: chatter & no chatter +,' -, '/, '* 40/40 100
*reduction: is based on the statistical window n-dimensional reduction technique
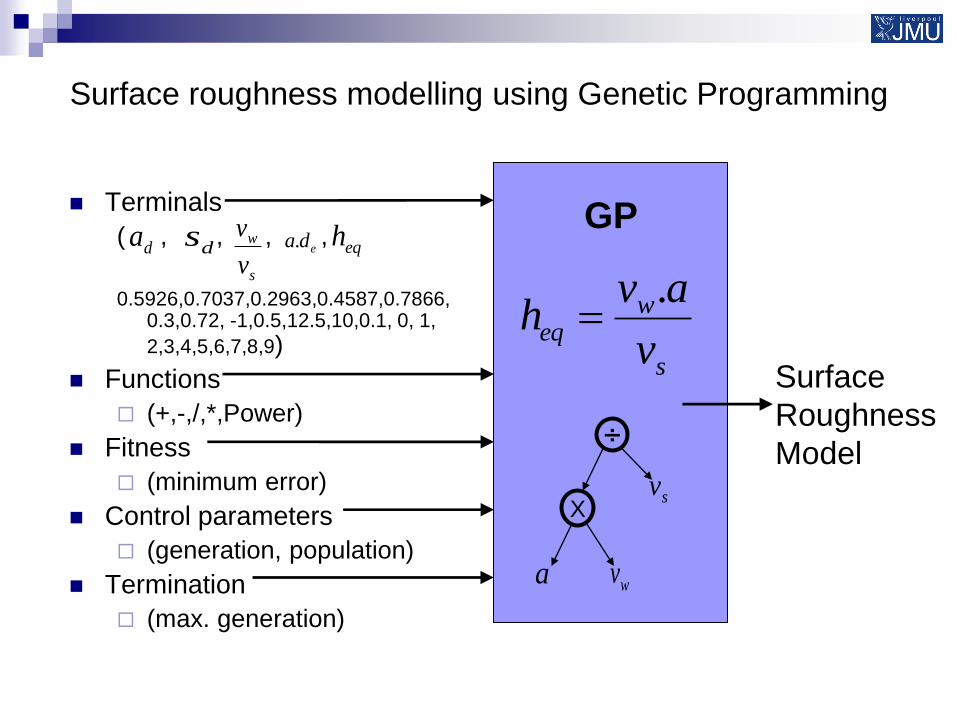
Surface roughness modelling using Genetic Programming
Terminals
( , , , ,
0.5926,0.7037,0.2963,0.4587,0.7866,
0.3,0.72, -1,0.5,12.5,10,0.1, 0, 1,
2,3,4,5,6,7,8,9)
Functions
(+,-,/,*,Power)
Fitness
(minimum error)
Control parameters
(generation, population)
Termination
(max. generation)
GP
Surface
Roughness
Model
da dss
w
v
veda. eqh
X
÷
wva
sv
s
weq
v
avh
.
Results and Analysis of GP X3
X3
X1 X5
mypowerX4
minus
mydivide0.7866
minus0.2963
minus
minus
10 2
minusX4
minusX4
minusX4
minusX4
minusX5
mypower
X1 X1
times
X1 X5
mypowerX4
minus
X3
X1 X5
mypowerX4
minus
mydivide0.7866
minus0.2963
minus
minus
mypower1
mypower
X3
0.2963
0.72X4
minusX4
minus
mydivide0.7866
minus
X3
0.7866X4
minusX4
minus
mydivide
minus
minus
10 2
minusX4
minusX4
minusX4
minusX4
minusX5
mypower
1 3
plusX1
mypower
minus
times
times
X3 X1
times
X1
X3
X1 X5
mypowerX4
minus
mydivide0.7866
minus0.2963
minus
minus
mypower
times
X1 X3
times
timesX1
mypower
minus
times
GP output tree for 23 cases
dataset
X2X1
mydivide2
times
-1
X3X3
times
X10.2963
plus
X2X4
mypower0.001
plus
mydivide
mypower
mydivide2
timesX1
times
X2
X22
times
plus0.1
mydivide
plusX2
times
X2
X22
times
plus0.1
mydivide
plus
X22
times
X2
2X4
mypower0.001
plus
X2X1
timesX3
times
mypower
mydivideX3
times
0.001X3
times0.3
mypower
times0.3
mypower
X2X1
mydivide
X3X3
times
X10.2963
plus
-1
X3X3
times
X10.2963
plus
X2X4
mypower0.001
plus
mydivide
mypower
mydivide2
timesX1
times
X2
X2X1
mydivide0.3
times
plus
2X4
mypower
X3X3
times
X10.2963
plus
-1
X3X3
times
X10.2963
plus
X2X4
mypower0.001
plus
mydivide
mypower
mydivide2
timesX1
times
X2
X20.3
times
plus0.1
mydivide
plusX2
times
X2
X22
times
plus0.1
mydivide
plus
mydivide
mypowerX3
times
0.1
X22
times
plus
mypower
plus
mydivide
plusX2
times
0.0010.1
mydivide
plus
mydivide
mypower
times
0.29630.487
times
1000
X2X1
times
plus0.1
mydivide
plus
0.4872
times
0.001X3
times0.3
mypower
times0.2963
times0.3
mypower
times
times
plusX4
mypower
mydivide2
times
0.001X3
times0.3
mypower
timesX3
times0.3
mypower
times
times
0.001X3
times0.3
mypower
times
X1
X10.2963
plus
2X4
mypower
0.001X3
times
0.1
X22
times
plus
mypower
plus
mydivide
plus
2X4
mypower
X3X3
times
X10.2963
plus
-1
X3X3
times
X10.2963
plus
X2X4
mypower0.001
plus
mydivide
mypower
mydivide2
timesX1
times
X2
X2X1
mydivide0.3
times
plus
0.1
X110
times
plus
mydivide
plusX2
times
X2
X22
times
plus0.1
mydivide
plus
mydivide
mypowerX3
times
0.1
X22
times
plus
mypower
plus
mydivide
plus
GP output tree for for 17
cases dataset
X2 X1
mypowerX2
times0.3
mypower
X2 X1
mypower
X2 X1
mypower
2 X1
mypowerX2
times
times0.3
mypowerX1
mypowerX2
times0.2963
mypowerX2
times0.3
mypowerX1
mypowerX2
times
times0.3
mypower
mypowerX2
times0.3
mypower
X1
0.72
X1
0.7866 0.7866
timesX5
plusX1
minus
mydivide
12.5
0.5926 0.7866
times
mypower
mydivide
minus0.7866
mypower0.2963
times
mypower
X1
0.2963 X5
plusX1
minus
mydivide
12.5
0.7866 0.7866
times
mypower
mydivide
minus
GP output tree for 42 cases dataset GP output tree for all cylindrical datasets
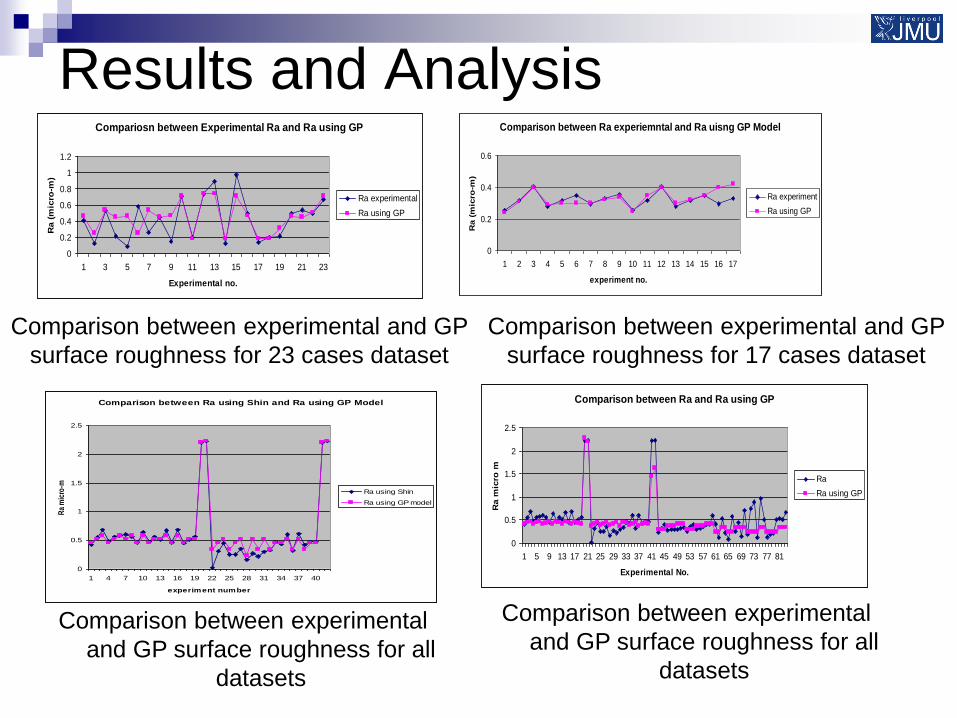
Results and Analysis Compariosn between Experimental Ra and Ra using GP
0
0.2
0.4
0.6
0.8
1
1.2
1 3 5 7 9 11 13 15 17 19 21 23
Experimental no.
Ra (
mic
ro-m
)
Ra experimental
Ra using GP
Comparison between experimental and GP
surface roughness for 23 cases dataset
Comparison between Ra experiemntal and Ra uisng GP Model
0
0.2
0.4
0.6
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
experiment no.
Ra (
mic
ro-m
)
Ra experiment
Ra using GP
Comparison between experimental and GP
surface roughness for 17 cases dataset
Comparison between Ra using Shin and Ra using GP Model
0
0.5
1
1.5
2
2.5
1 4 7 10 13 16 19 22 25 28 31 34 37 40
experiment number
Ra
mic
ro-m
Ra using Shin
Ra using GP model
Comparison between Ra and Ra using GP
0
0.5
1
1.5
2
2.5
1 5 9 13 17 21 25 29 33 37 41 45 49 53 57 61 65 69 73 77 81
Experimental No.
Ra m
icro
m
Ra
Ra using GP
Comparison between experimental
and GP surface roughness for all
datasets
Comparison between experimental
and GP surface roughness for all
datasets
29
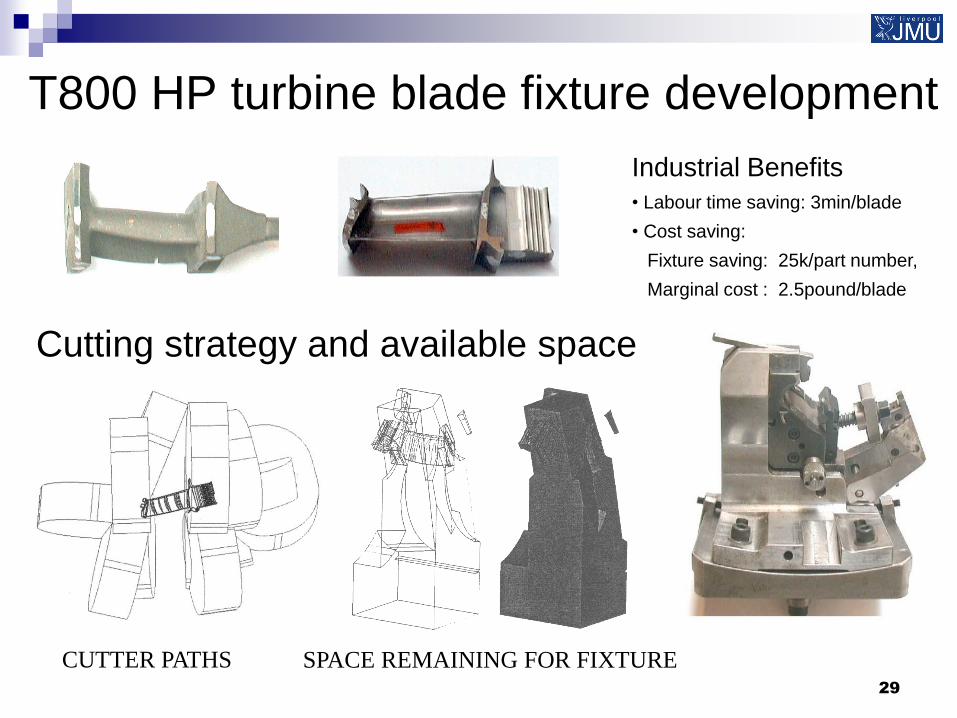
T800 HP turbine blade fixture development
CUTTER PATHS SPACE REMAINING FOR FIXTURE
Cutting strategy and available space
Industrial Benefits
• Labour time saving: 3min/blade
• Cost saving:
Fixture saving: 25k/part number,
Marginal cost : 2.5pound/blade
30
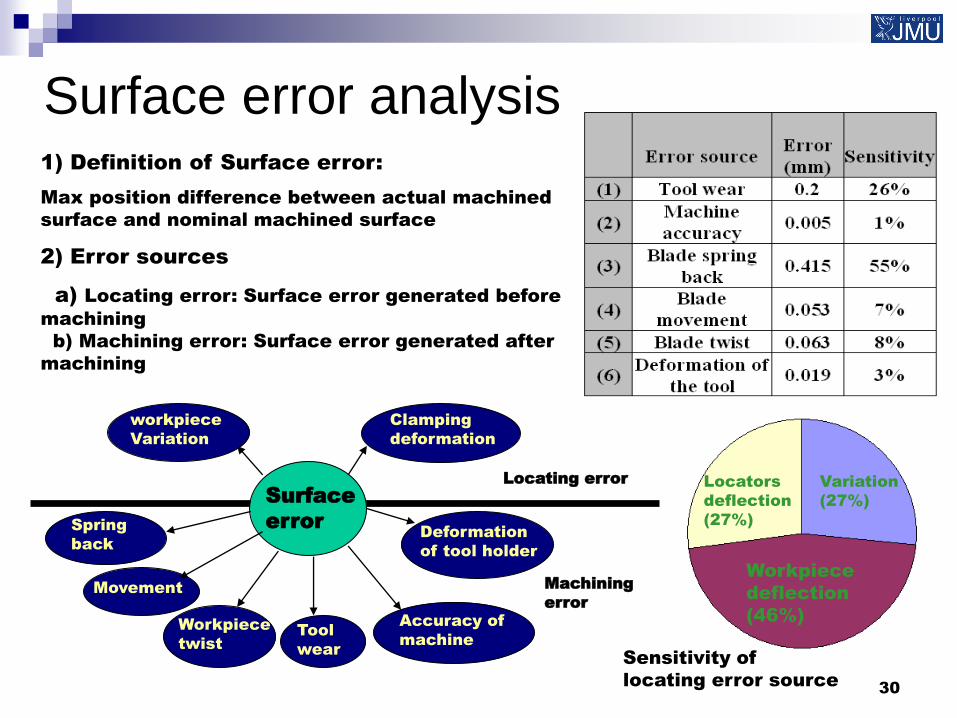
Surface error analysis
Surface
error
Locating error
Clamping
deformation
workpiece
Variation
Spring
back
Movement
Workpiece
twist
Tool
wear
Accuracy of
machine
Deformation
of tool holder
Machining
error
1) Definition of Surface error:
Max position difference between actual machined
surface and nominal machined surface
2) Error sources
a) Locating error: Surface error generated before
machining
b) Machining error: Surface error generated after
machining
Variation
(27%)
Workpiece
deflection
(46%)
Locators
deflection
(27%)
Sensitivity of
locating error source
31
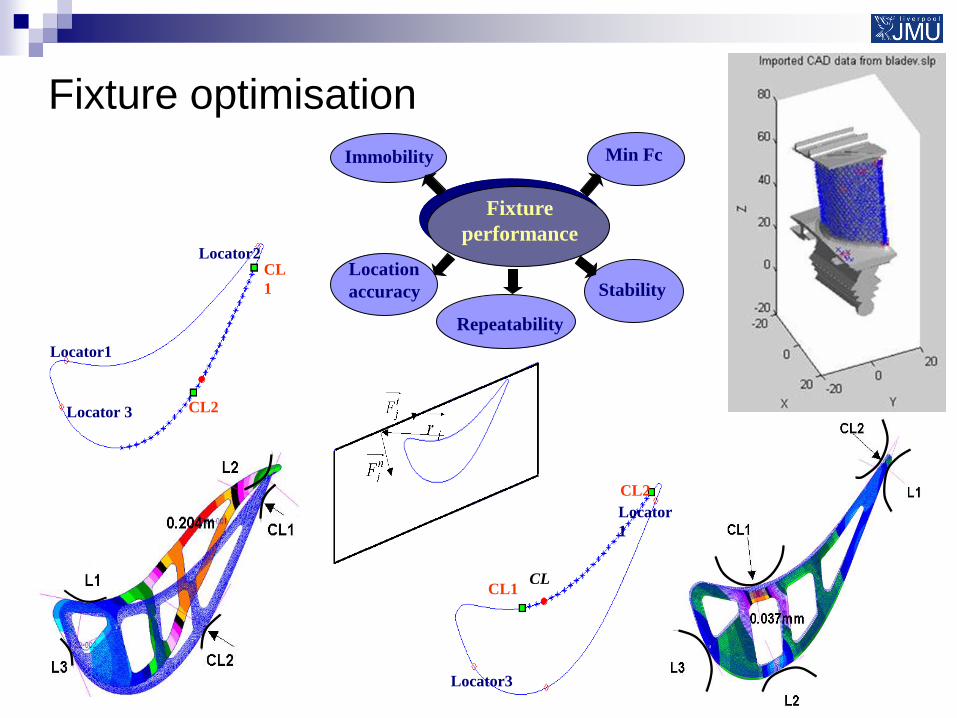
Fixture optimisation
CL2
Locator1
Locator2 CL
1
Locator 3
CL1
CL2
CL
Locator
1
Locator3
Fixture
performance
Repeatability
Min Fc
Stability
Immobility
Location
accuracy
32
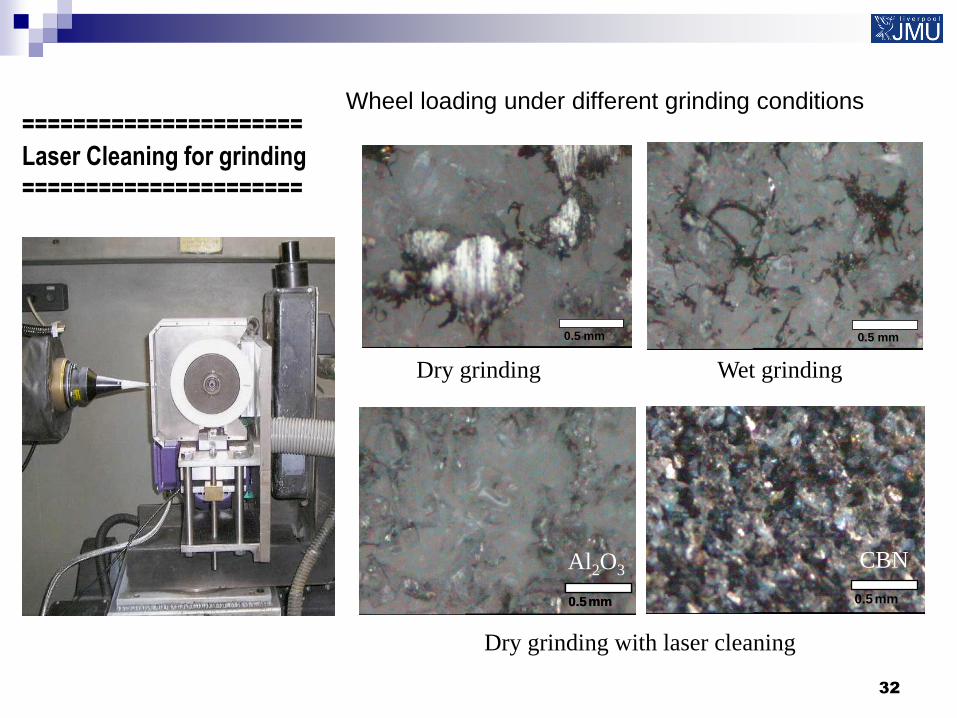
Wheel loading under different grinding conditions
0.5 mm
0.5 mm
Dry grinding Wet grinding
0.5 mm 0.5 mm
Dry grinding with laser cleaning
CBN
0.5 mm 0.5 mm
Al2O3
======================
Laser Cleaning for grinding
======================
33
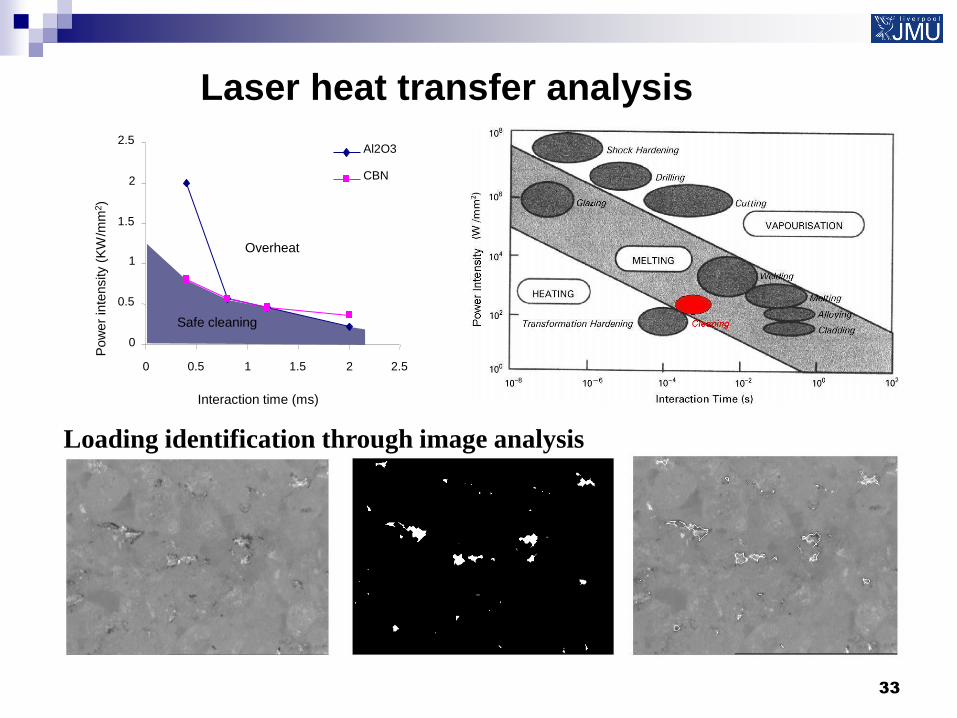
Laser heat transfer analysis
0
0.5
1
1.5
2
2.5
0 0.5 1 1.5 2 2.5
Al2O3
CBN
Interaction time (ms)
Pow
er
inte
nsity (
KW
/mm
2)
Safe cleaning
Overheat
Loading identification through image analysis
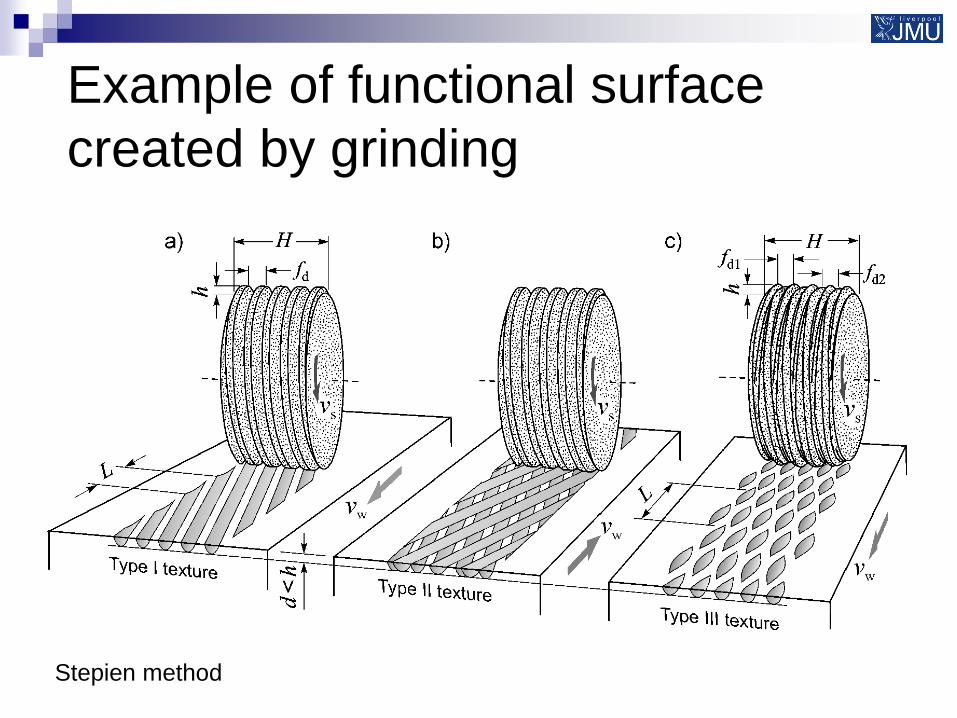
Example of functional surface
created by grinding
Stepien method
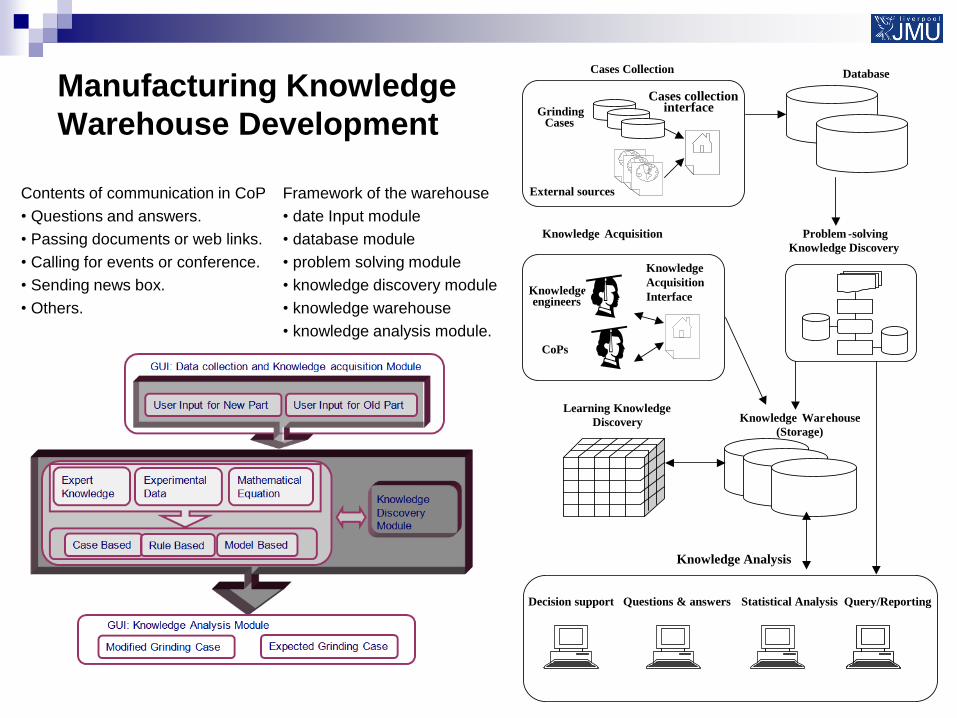
Manufacturing Knowledge
Warehouse Development
Framework of the warehouse
• date Input module
• database module
• problem solving module
• knowledge discovery module
• knowledge warehouse
• knowledge analysis module.
Database
Decision support Questions & answers Statistical Analysis Query/Reporting
Knowledge Acquisition
Knowledge Analysis
Cases Collection
Knowledge War e house (Storage)
Learning Knowledge Discovery
External sources
Grinding Cases
Cases collection interface
Knowledge engineers
CoPs
Knowledge
Acquisition
Interface
Problem - solving Knowledge Discovery
Contents of communication in CoP
• Questions and answers.
• Passing documents or web links.
• Calling for events or conference.
• Sending news box.
• Others.
Opportunities of further development
Ultra precision corrective machining at
nanometre scale
Structured functional surface machining
Intelligent machining monitoring and optimisation.
Precision machining knowledge support system
Design for precision manufacture
Thanks for listening