106 conclusiones al finalizar el presente trabajo de grado
TRANSCRIPT
106
CONCLUSIONES
Al finalizar el presente trabajo de grado basado en una propuesta para el
mejoramiento de los procesos de recarga de extintores en la empresa
SISPECA EXTIN, se pudo destacar que existe la posibilidad de mejorar los
procesos y a su vez aumentar considerablemente la productividad de la misma.
Realizado el cumplimiento y discusión de los objetivos planteados, se
pueden enunciar las siguientes conclusiones como resultado del proceso de
investigación: con respecto al Diagnóstico de la situación actual de los
procesos de recarga de extintores se utilizó el guion de observación y la
guía para el análisis de trabajo como instrumento de recolección de datos, que
permitieron el diagnóstico de la situación actual de la empresa SISPECA EXTIN
Por medio de dichos instrumentos mencionados se pudo observar que
existen retrasos en el proceso de recarga de extintores, por otra se evidenció
que la empresa lleva a cabo registros históricos de las recargas en cuanto a los
procesos de entradas y salida de los extintores para así garantizar un buen
control de calidad. Del mismo modo por medio de la observación directa se
percató que los operarios realizan movimientos repetitivos el cual les genera
fatiga, también se notó que el entorno en el cual se llevan a cabo los procesos
productivos de la empresa no presentan ningún tipo de falla en cuanto a la
iluminación, nivel de ruido, ni tensión por el calor.
Así mismo se continuó con el Registro de los detalles de los procesos de
recarga de extintores donde se utilizó el guion de observación, así como
también diagramas de proceso de operaciones y diagramas de proceso de flujo
107
de recorrido. Ahora bien, por medio de estos instrumentos se pudo notar la mala
distribución de áreas, también se pudo evidenciar que la empresa no presenta
un mejoramiento continuo de los procesos de recarga de extintores, por otra
parte se pudo observar las diferentes actividades y movimientos que se realizan
en el proceso de recarga desde el inicio hasta el final para así poder realizar un
mejor arreglo de tal manera que disminuya los tiempos de dicho proceso.
Por otro lado para Elaborar el análisis operacional se utilizó como
instrumento, el guion de sondeo y el análisis operacional, de esta manera luego
de haber realizado un estudio a las diferentes actividades llevadas a cabo
dentro del proceso de recarga de extintores tales como a los aspectos:
funcional, económico y humano, se concluyó que las actividades críticas dentro
del proceso, son las de llenado de PQS y de pintado del extintor. Seguidamente,
se le realizó a dichas actividades criticas el análisis operacional, permitiendo
desglosar el proceso en nueve enfoques según lo planteado por Niebel y
Freivalds concluyendo que la empresa presenta fallas en cuanto a la
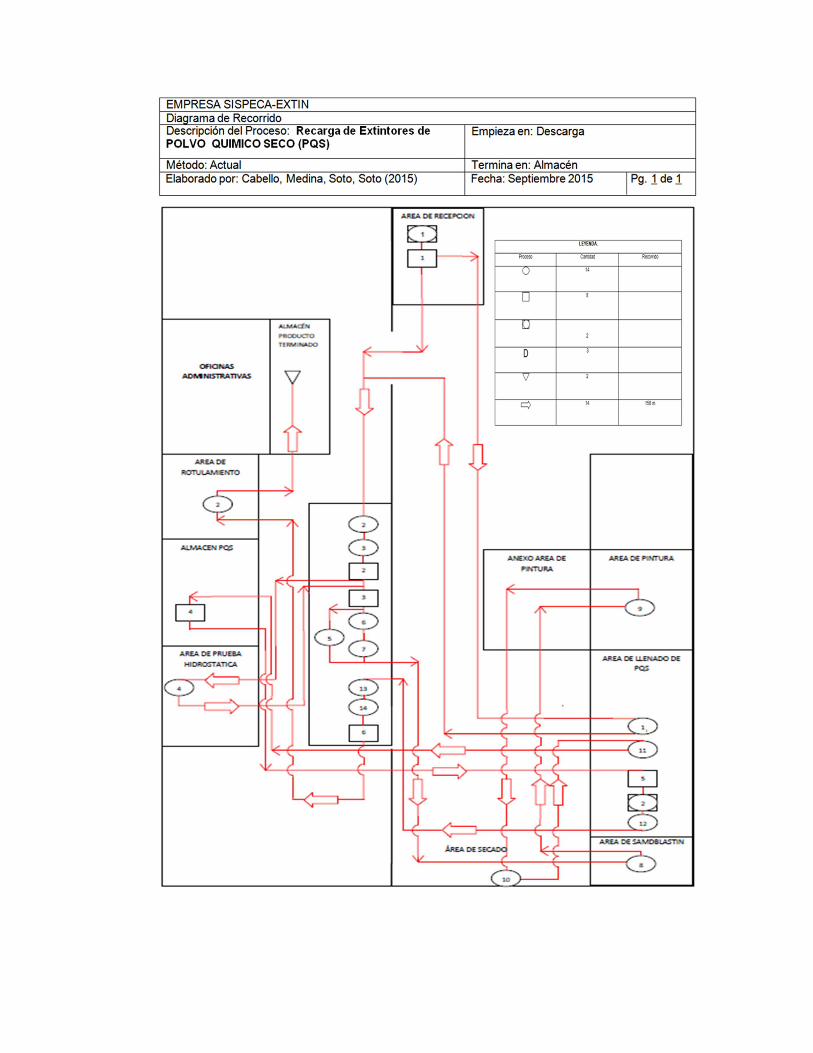
distribución de planta en ambas actividades criticas, ya que la materia prima se
encuentra muy alejada del área de llenado de PQS y a su vez se pudo observar
que presenta desperdicio de espacio en el área de pintado. (Ver diagrama de
recorrido p.78)
Para continuar con el trabajo de investigación se realizó un estudio de
tiempos acudiéndose como herramienta un cronometro (vuelta cero) para
realizar el debido registro de los tiempos de las actividades de mayor criticidad
mencionadas en el objetivo anterior, situación esta que permitió obtener el
108
tiempo del ciclo de cada operación, con el propósito de calcular el número de
mediciones a tomar. En este aporte se acude al determinado criterio de la
general electric, con el objeto de definir que para la actividad de “Llenado de
PQS” las mediciones a tomar para proceder a realizar los cálculos eran de diez
(10) tomas (Ver cuadro 16, p. 93), y para el proceso de “Pintado de extintor” se
tomarían cinco (05) mediciones. (Ver cuadro 20, p.99)
Con la aplicación del Sistema Westinghouse y la tabla de suplementos
por descansos expuesta en la figura 6 (p. 96) para así obtener el tiempo normal
y estándar de las dos (02) operaciones criticas, con la finalidad de tener un
soporte al momento de presentar la propuesta de mejoramiento relacionada
con los tiempos que cada una de estas se demora en realizar.
Por último, para dar cumplimiento al objetivo donde se diseñó una propuesta
que permita el mejoramiento de los procesos de recarga de extintores en
la empresa SISPECA EXTIN, desde el punto de vista productivo y laboral. (Ver
fase V, p. 102)
Esta se fundamenta en la implementación de una tolva de vacío que permita
aumentar el número de extintores llenados en el menor tiempo posible y a su
vez evitar el contacto físico de los operadores con la materia prima (PQS) así

109
como también la expansión de la línea de soportes de extintores en el proceso
de pintado el cual permitirá aumentar el número de extintores pintados por cada
ciclo, con el propósito de obtener una mayor productividad.
110
RECOMENDACIONES
Tomando en cuenta el análisis de los resultados y las conclusiones
obtenidas del trabajo de investigación anteriormente desarrollado, se cree
conveniente y acertado realizar algunas recomendaciones lo cual tendría
como principal y de mucha importancia implantar la propuesta planteada en
el capítulo IV de dicho trabajo de investigación debido a que actualmente el
tiempo promedio de llenado de un extintor de 10 libras, es de 7 minutos y con
la implementación del nuevo sistema de llenado, se lograra llenar 5 de
extintores de 10 libras en 10 minutos, esto significa un aumento
considerable de la productividad.
Se recomienda también implantar un horno el cual desarrollaría la función
de secar los extintores de forma más rápida para así incrementar el nivel de
productividad de dicho proceso, siendo la productividad muy importante para
la empresa como la define García (2005) que “es el grado de rendimiento
con que se emplean los recursos disponibles para alcanzar los objetivos
predeterminados.” Puesto que a través de los estudios previamente
realizados se observó que existe la necesidad tomando en cuenta que en él
se producen cuellos de botella y esto atrasa la operación posterior que es la
de llenado del extintor.
Se recomienda ubicar la materia prima (PQS) cerca del área llenado, Por
medio del diagrama de recorrido se pudo observar que el almacén de
materia prima (PQS) se encuentra muy distante del área de llenado, por lo
111
tanto esto ocasiona traslados innecesarios los que le genera al trabajador
fatiga. En el área de llenado se observó que existe espacio suficiente para
almacenar gran cantidad de producto (PQS).
112
REFERENCIAS BIBLIOGRÀFICAS
(A)TEXTOS
Balestrini Acuña, Mirian (2001). Metodología para la elaboración de
informes: Modalidades, estructuras, cuestiones gramaticales y
redacción. Caracas: BL Consultores Asociados.
Bavaresco de Prieto, Aura M. (1994). Proceso Metodológico de la
Investigación: Cómo hacer un Diseño de Investigación. Caracas:
Academia Nacional de Ciencias Económicas
Bernal Torres, César A. (2006) Metodología de la investigación: Para
administración, economía, humanidades y ciencias sociales.
Cortés Díaz, José María (2000). Técnica de Prevención de Riesgos
Laborales. Madrid; España: Tebar.
Cortés Díaz, José María (2007). Técnicas de Prevención de Riesgo
Laborales. Madrid; España: Tebar.
García Criollo, Roberto (2005). Estudio del trabajo. Medición del
trabajo. Editorial: McGraw Hill
González, Nelson (2008). Seguridad e higiene industrial: Principios
gerenciales. Venezuela
113
Heizer y Render (1996). Principios de Administración de Operaciones.
Primera Edición.
Hernández Sampieri, Roberto; Fernández Collado, Carlos y Baptista
Lucio, Pilar (2006). Metodología de la investigación. México: McGraw-Hill
Interamericana.
Hurtado de Barrera, Jacqueline (2000). Metodología de la investigación
holística. Caracas: SYPAL.
Instituto Nacional de Seguridad e Higiene de España (INSHT) (S/F)
Krajewski Lee J. y Ritzman (2000). Administración de operaciones:
Estrategia y análisis. México: Prentice-Hall.
Méndez Álvarez, Carlos Eduardo (1995). Metodología: Guía para
elaborar diseños de investigación en ciencias económicas, contables y
administrativas. Santafé de Bogotá: McGraw-Hill.
Méndez Álvarez, Carlos Eduardo (2008). Metodología: Diseño y
desarrollo del proceso de investigación con énfasis en ciencias
empresariales. Santafé de Bogotá: Limusa.
Niebel y Freivalds (2004). Ingeniería Industrial. Métodos, Estándares y
Diseño del trabajo. Editorial: Alfaomega
Niebel y Freivalds (2009). Ingeniería Industrial. Métodos, Estándares y
Diseño del trabajo. Editorial: Alfaomega.
114
Norma COVENIN 1040-89 Norma Venezolana de Extintores portatiles
Norma COVENIN 2605-89 Extintores Manuales Portátiles de Polvo
Químico Seco. Presurización directa e indirecta
Norma ISO 9000:2005 Sistema de Gestión de Calidad
Tamayo y Tamayo, Mario (2002). Metodología formal de la
investigación científica. México: Limusa.
115
(B) TRABAJOS ESPECIALES DE GRADOS
Arteaga Carlos, Chourio Andrés, Montiel María, Muñoz Luis. Mejoramiento
de los procesos operativos de la empresa “Tintorería y Lavandería LEVIS C.A.” mediante un estudio de trabajo. Universidad Rafael Belloso Chacin. Facultad de Ingeniería. Escuela de Industrial. Maracaibo, 2012.
Elejalde Isaac, González Aníbal, Urbina Ricardo. Mejoramiento del proceso
productivo de la empresa Zoe Investments de Venezuela C.A. universidad Privada Dr. Rafael Belloso Chacin. Facultad de Ingeniería. Escuela de Industrial. Maracaibo, 2013.
Rodríguez Daniel, Urdaneta Jessica, Zambrano Julio. Propuesta de
Mejoramiento de los Procesos de Trabajo en el Departamento de Producción de la empresa Wood Group Amesa, Estado Zulia Universidad Rafael Belloso. Chacin. Facultad de Ingeniería. Escuela de Industrial. Maracaibo 2013.
ANEXOS
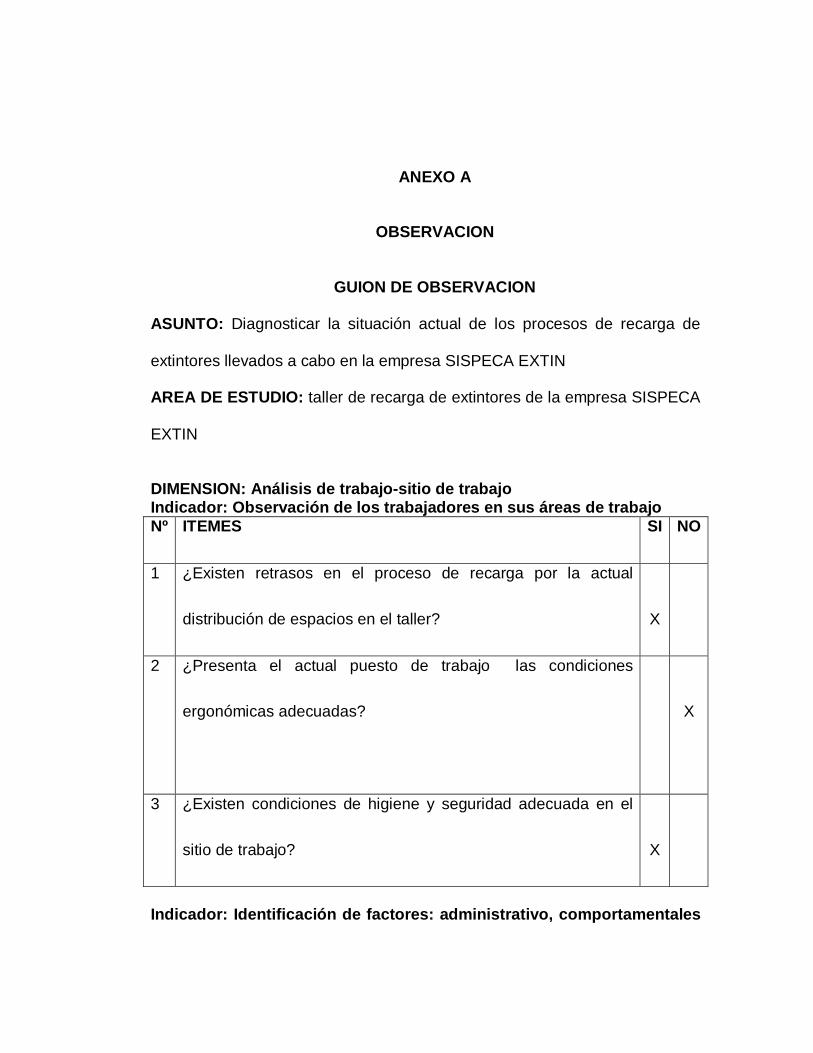
ANEXO A
GUION DE OBSERVACION
ANEXO A
OBSERVACION
GUION DE OBSERVACION
ASUNTO: Diagnosticar la situación actual de los procesos de recarga de
extintores llevados a cabo en la empresa SISPECA EXTIN
AREA DE ESTUDIO: taller de recarga de extintores de la empresa SISPECA
EXTIN
DIMENSION: Análisis de trabajo-sitio de trabajo Indicador: Observación de los trabajadores en sus áreas de trabajo Nº ITEMES SI NO
1 ¿Existen retrasos en el proceso de recarga por la actual
distribución de espacios en el taller?
X
2 ¿Presenta el actual puesto de trabajo las condiciones
ergonómicas adecuadas?
X
3 ¿Existen condiciones de higiene y seguridad adecuada en el
sitio de trabajo?
X
Indicador: Identificación de factores: administrativo, comportamentales
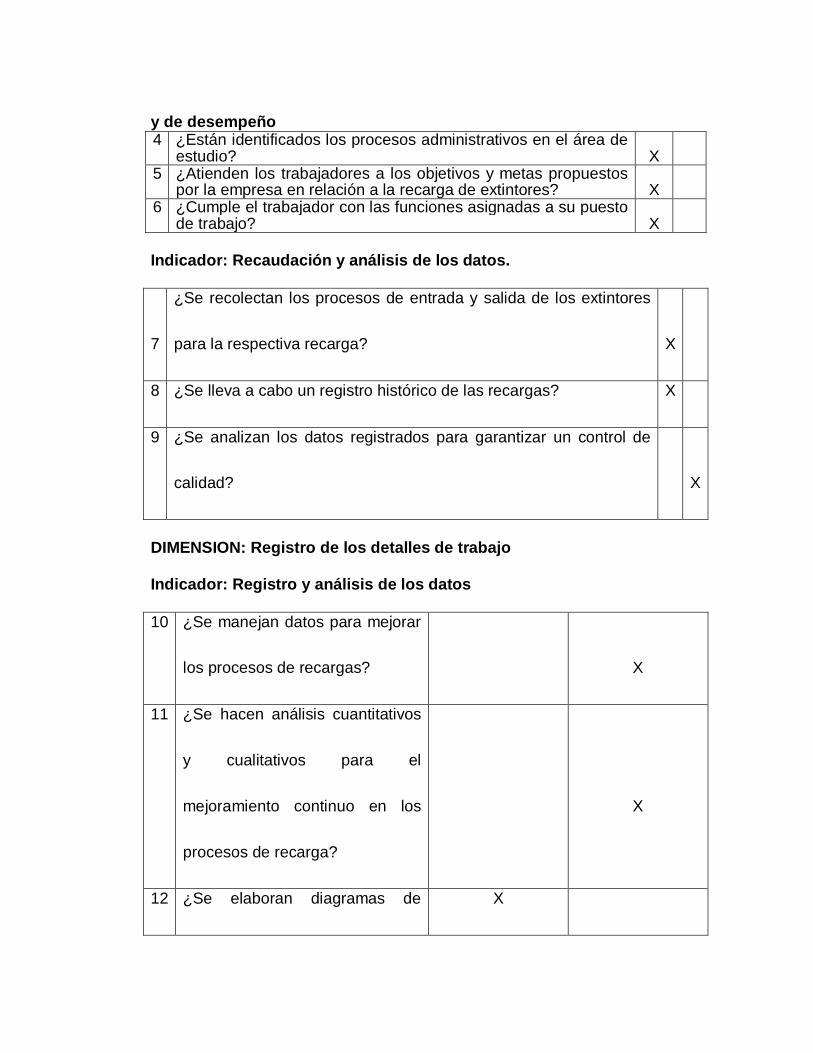
y de desempeño 4 ¿Están identificados los procesos administrativos en el área de
estudio? X
5 ¿Atienden los trabajadores a los objetivos y metas propuestos por la empresa en relación a la recarga de extintores?
X
6 ¿Cumple el trabajador con las funciones asignadas a su puesto de trabajo?
X
Indicador: Recaudación y análisis de los datos.
7
¿Se recolectan los procesos de entrada y salida de los extintores
para la respectiva recarga?
X
8 ¿Se lleva a cabo un registro histórico de las recargas? X
9 ¿Se analizan los datos registrados para garantizar un control de
calidad?
X
DIMENSION: Registro de los detalles de trabajo Indicador: Registro y análisis de los datos 10 ¿Se manejan datos para mejorar
los procesos de recargas?
X
11 ¿Se hacen análisis cuantitativos
y cualitativos para el
mejoramiento continuo en los
procesos de recarga?
X
12 ¿Se elaboran diagramas de X
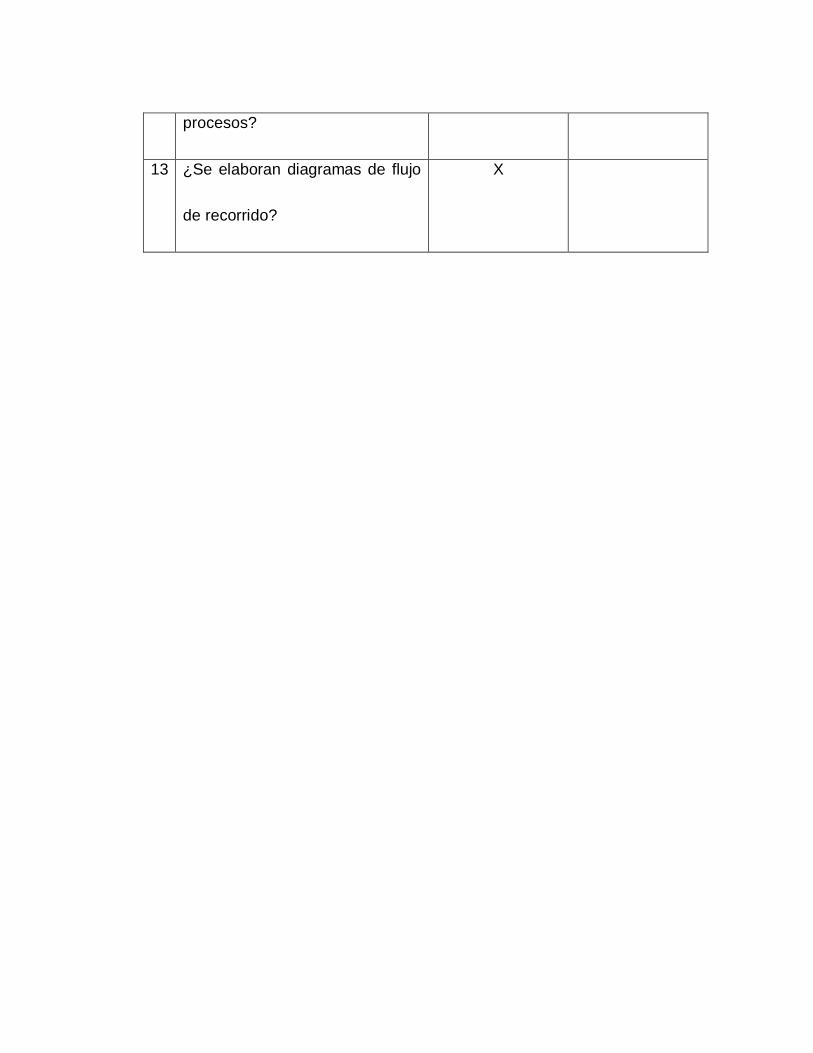
procesos?
13 ¿Se elaboran diagramas de flujo
de recorrido?
X
ANEXO B
GUION DE SONDEO
ANEXO B
ENTREVISTA NO ESTRUCTURADA
GUION DE SONDEO
ASUNTO: Elaborar el análisis de operaciones de los procesos de recarga de
extintores en la empresa SISPECA EXTIN.
DIRIGIDO A:
UN (01) SUPERVISOR
UN (01) OPERADOR
DOS (02) OPERADORES EN AREA DE DESPRESURIZADO
DOS (02) TECNICOS DE ENSAMBLE
DOS (02) OPERADORES DE LLENADO
DOS (02) OPERADORES DE AREA DE PINTURA
Nº INTERROGANTES
1. ¿Se acude en su empresa a procesos y procedimientos necesarios de
la productividad? Explique.
2. Explique con argumento ¿qué tanto pudiera mejorarse a partir de un
estudio de procesos el lugar de trabajo?
3. Destaque (en su criterio) como un estudio de tiempo adecuado mejora
las operaciones de procesos de recarga en una empresa como en la que
usted trabaja
4. ¿El actual método para realizar operaciones de proceso de recarga
en su empresa es productivo? Explique.
5. ¿Mediante la aplicación de métodos productivos es posible, crear
mejores condiciones de trabajo? ¿Por qué?
6. ¿De qué manera se elevan los niveles de productividad en las
operaciones de recarga en su empresa?
ANEXO C
GUIA DE ANALISIS
Cuadro 4 Guía de análisis del trabajo-sitio de trabajo
Trabajo/sitio de trabajo: SIXPECA EXTIN fecha: 10/09/2015
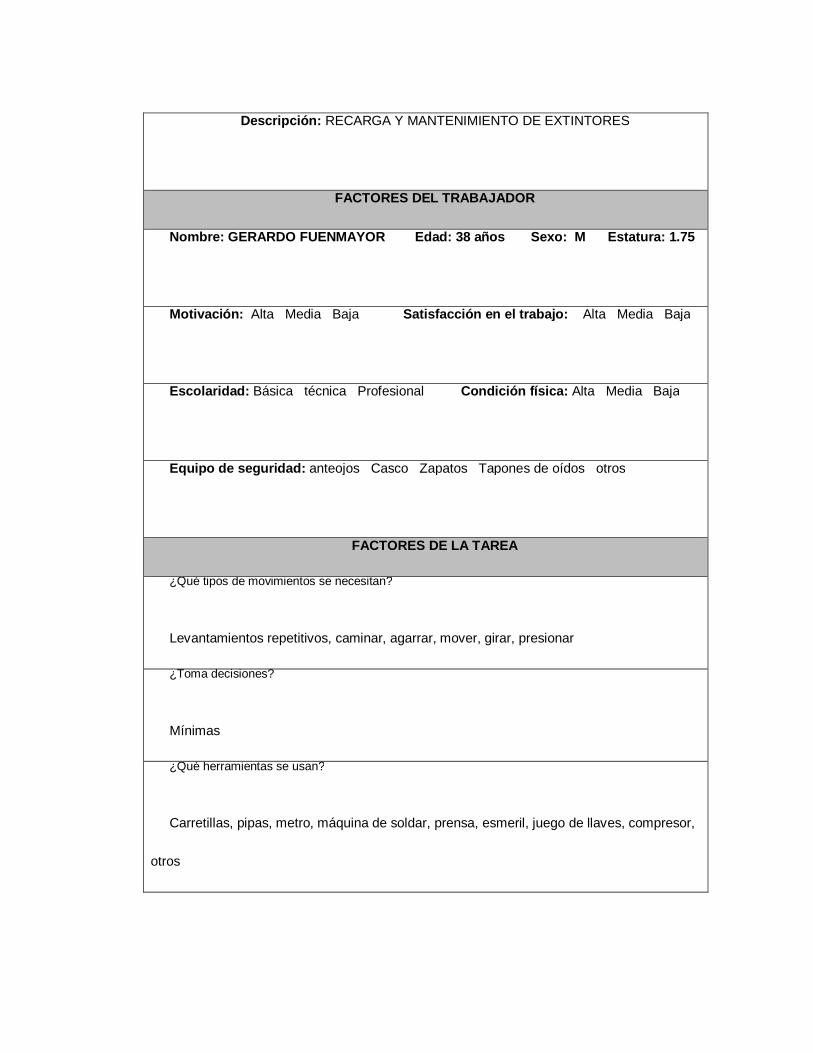
Descripción: RECARGA Y MANTENIMIENTO DE EXTINTORES
FACTORES DEL TRABAJADOR
Nombre: GERARDO FUENMAYOR Edad: 38 años Sexo: M Estatura: 1.75
Motivación: Alta Media Baja Satisfacción en el trabajo: Alta Media Baja
Escolaridad: Básica técnica Profesional Condición física: Alta Media Baja
Equipo de seguridad: anteojos Casco Zapatos Tapones de oídos otros
FACTORES DE LA TAREA
¿Qué tipos de movimientos se necesitan?
Levantamientos repetitivos, caminar, agarrar, mover, girar, presionar
¿Toma decisiones?
Mínimas
¿Qué herramientas se usan?
Carretillas, pipas, metro, máquina de soldar, prensa, esmeril, juego de llaves, compresor,
otros
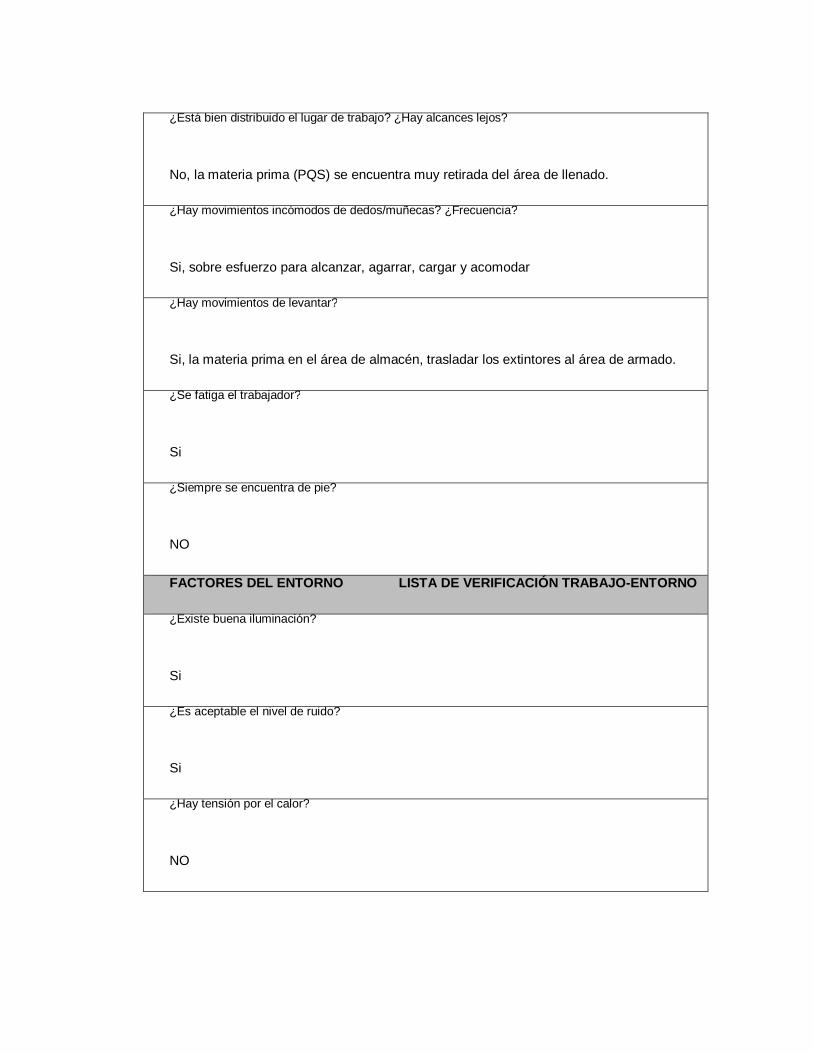
¿Está bien distribuido el lugar de trabajo? ¿Hay alcances lejos?
No, la materia prima (PQS) se encuentra muy retirada del área de llenado.
¿Hay movimientos incómodos de dedos/muñecas? ¿Frecuencia?
Si, sobre esfuerzo para alcanzar, agarrar, cargar y acomodar
¿Hay movimientos de levantar?
Si, la materia prima en el área de almacén, trasladar los extintores al área de armado.
¿Se fatiga el trabajador?
Si
¿Siempre se encuentra de pie?
NO
FACTORES DEL ENTORNO LISTA DE VERIFICACIÓN TRABAJO-ENTORNO
¿Existe buena iluminación?
Si
¿Es aceptable el nivel de ruido?
Si
¿Hay tensión por el calor?
NO
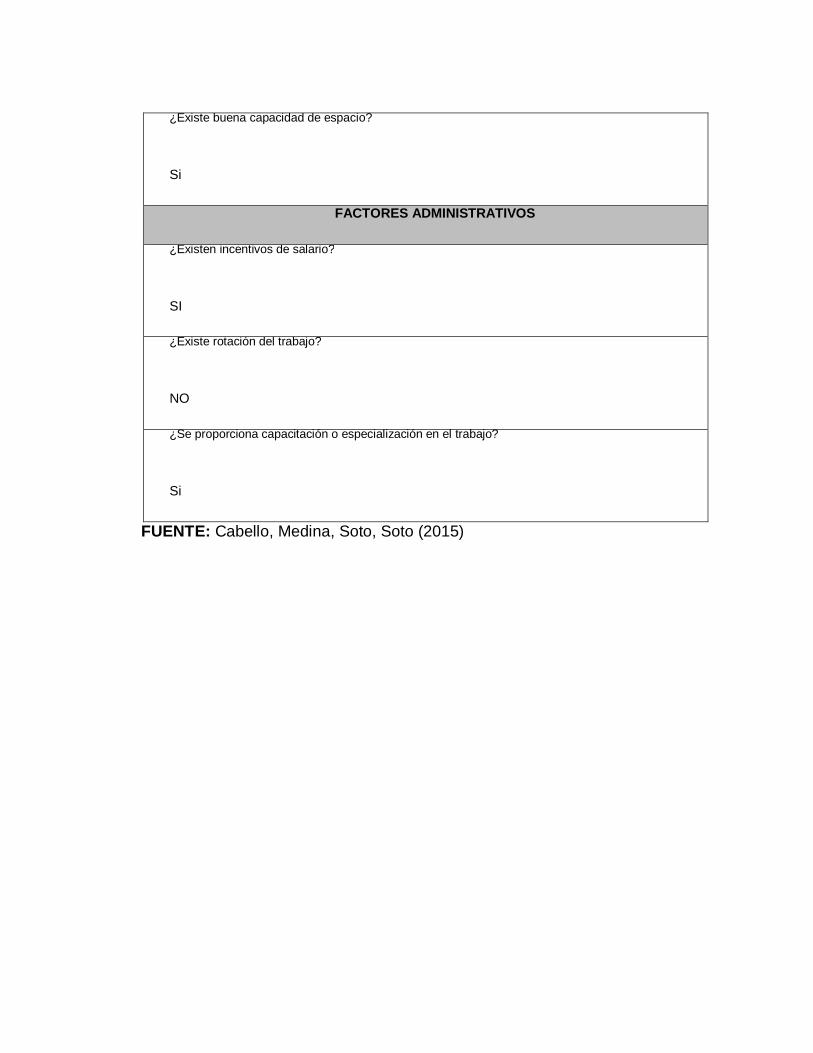
¿Existe buena capacidad de espacio?
Si
FACTORES ADMINISTRATIVOS
¿Existen incentivos de salario?
SI
¿Existe rotación del trabajo?
NO
¿Se proporciona capacitación o especialización en el trabajo?
Si
FUENTE: Cabello, Medina, Soto, Soto (2015)
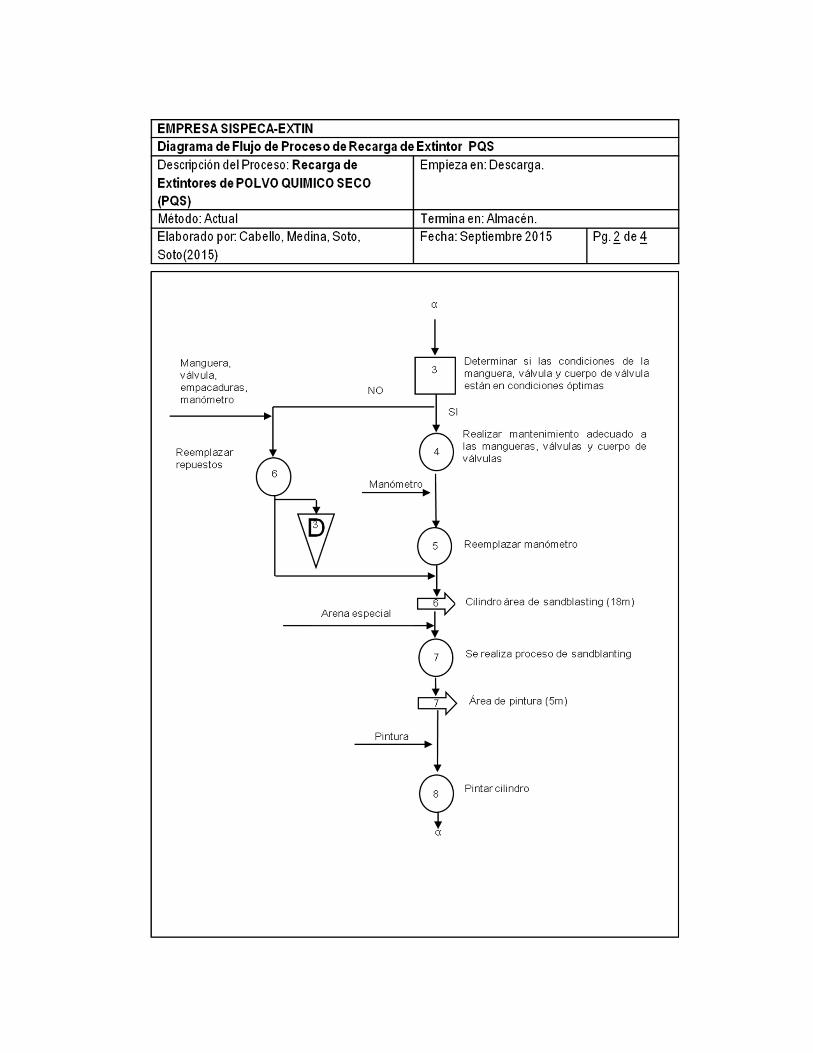
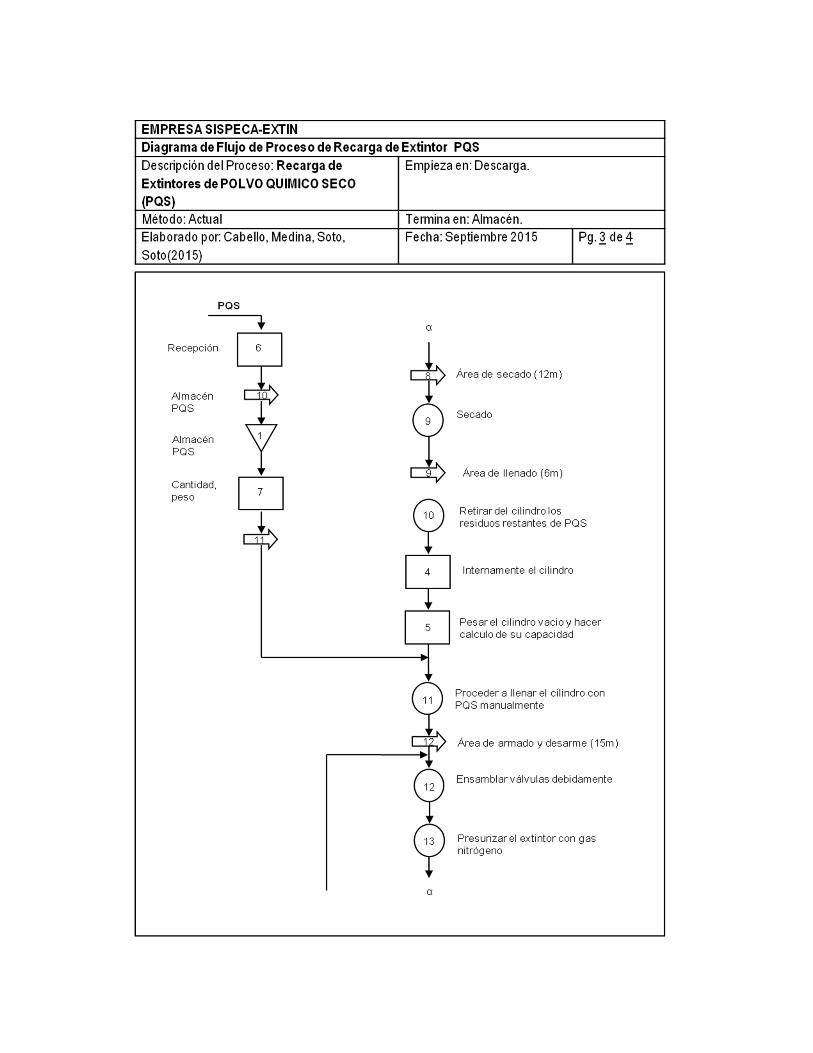
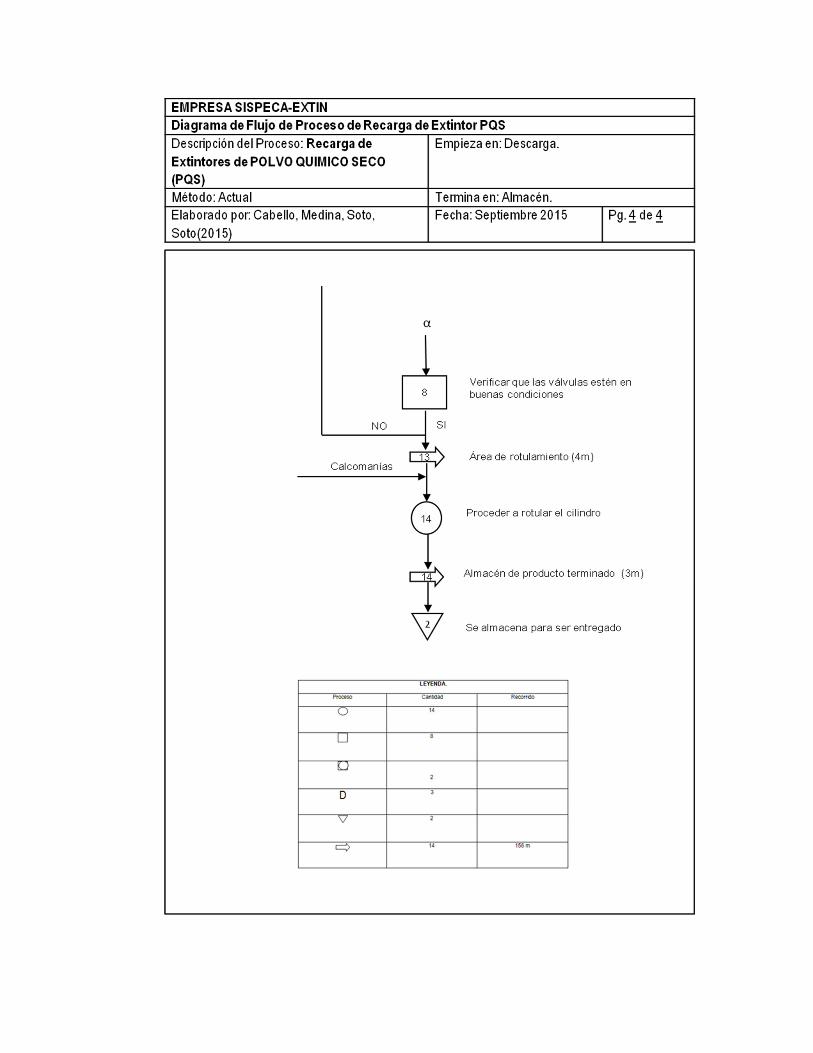
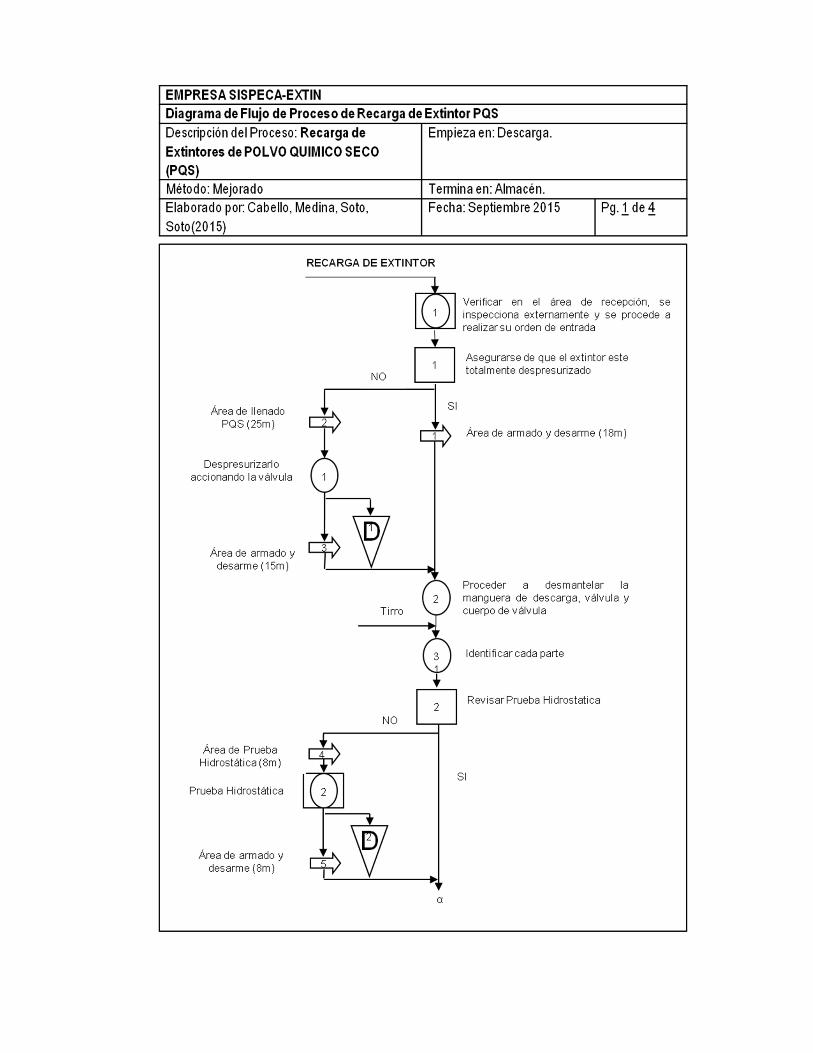
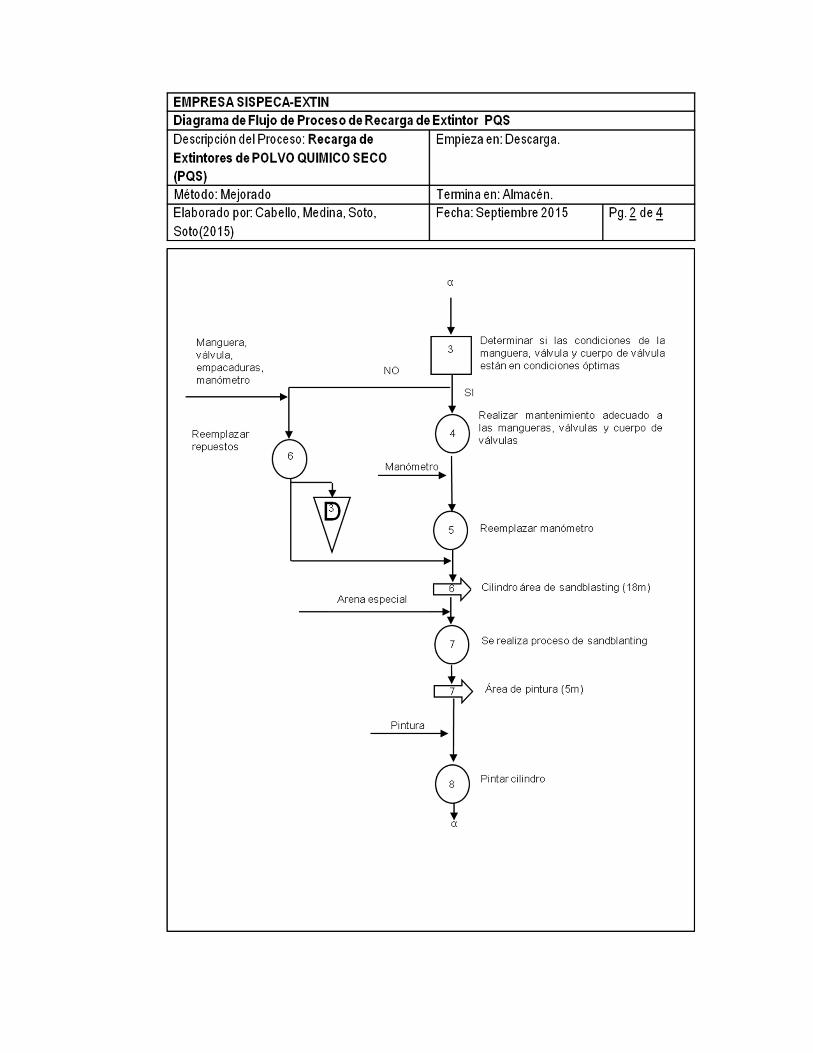
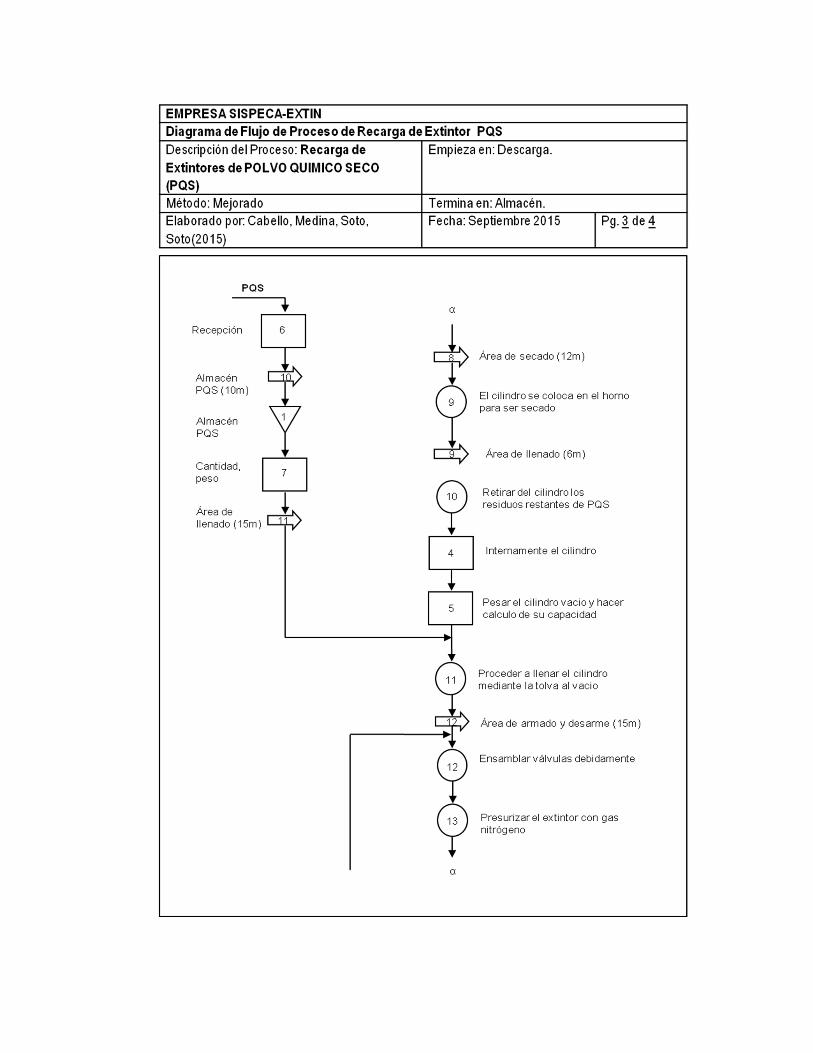
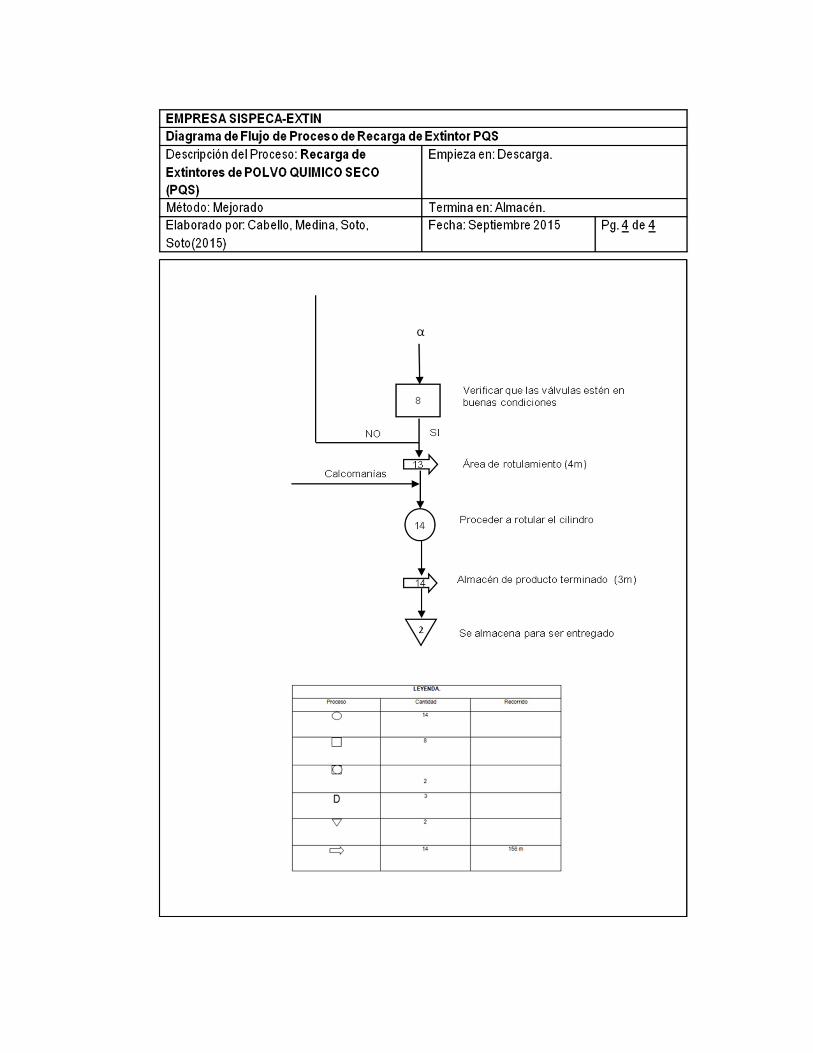
ANEXO D
DIAGRAMA DE FLUJO

ANEXO E
DIAGRAMA DE RECORRIDO
ANEXO F
ANALISIS OPERACIONAL
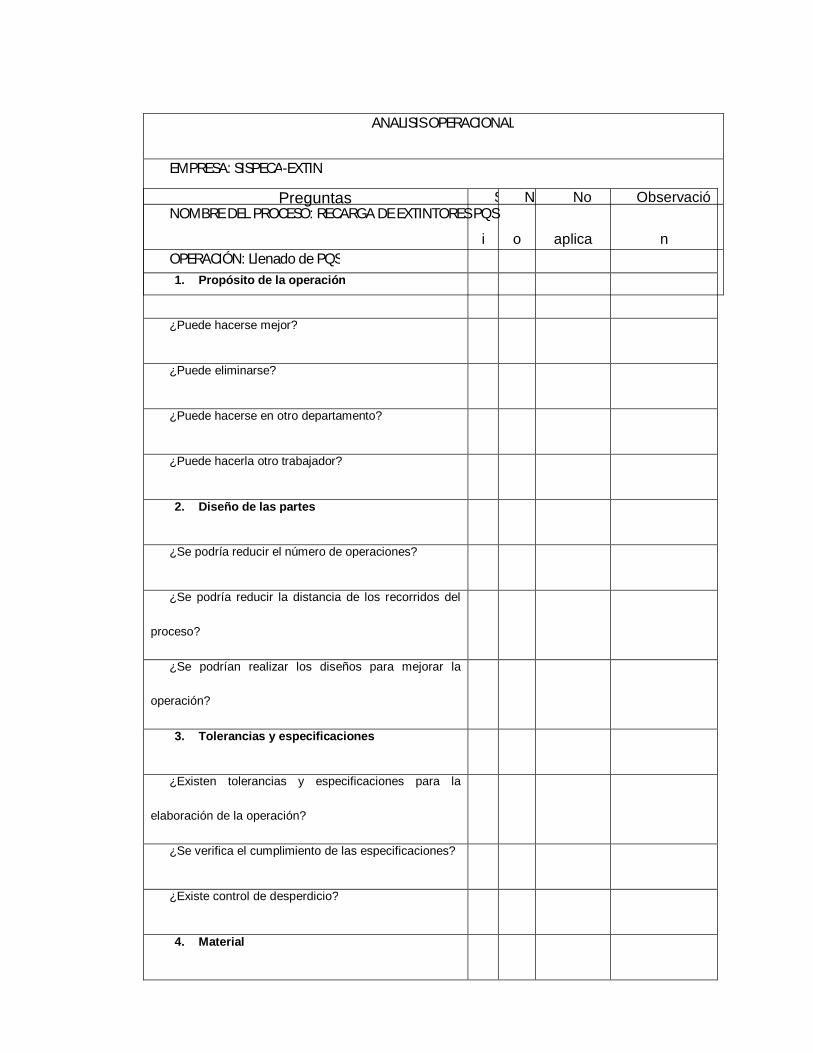
ANALISIS OPERACIONAL
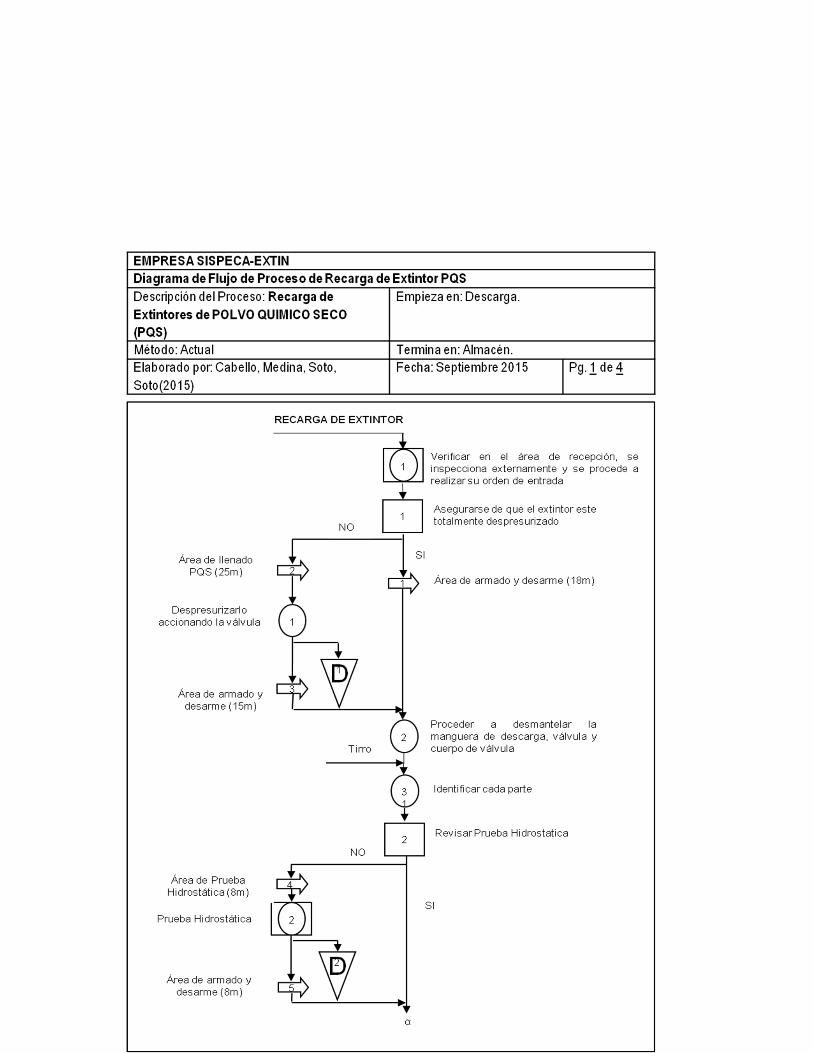
EMPRESA: SISPECA-EXTIN
NOMBRE DEL PROCESO: RECARGA DE EXTINTORES PQS
OPERACIÓN: Llenado de PQS
Preguntas S
i
N
o
No
aplica
Observació
n
1. Propósito de la operación
¿Puede hacerse mejor?
¿Puede eliminarse?
¿Puede hacerse en otro departamento?
¿Puede hacerla otro trabajador?
2. Diseño de las partes
¿Se podría reducir el número de operaciones?
¿Se podría reducir la distancia de los recorridos del
proceso?
¿Se podrían realizar los diseños para mejorar la
operación?
3. Tolerancias y especificaciones
¿Existen tolerancias y especificaciones para la
elaboración de la operación?
¿Se verifica el cumplimiento de las especificaciones?
¿Existe control de desperdicio?
4. Material
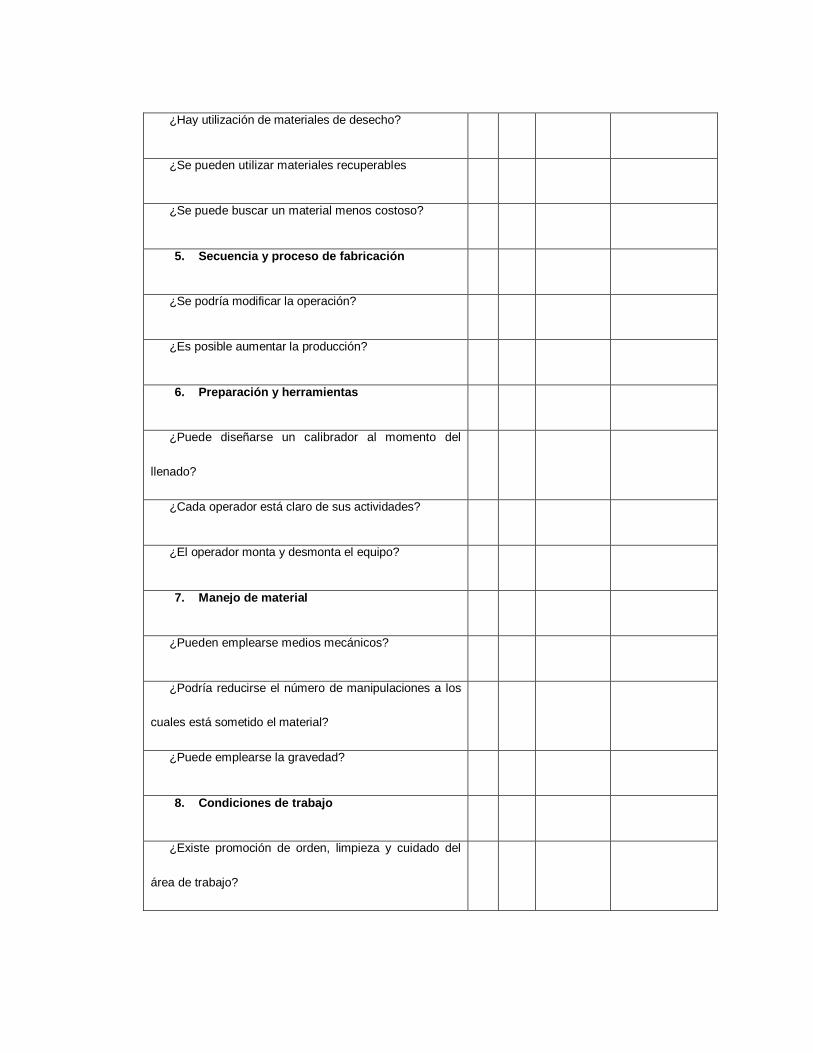
¿Hay utilización de materiales de desecho?
¿Se pueden utilizar materiales recuperables
¿Se puede buscar un material menos costoso?
5. Secuencia y proceso de fabricación
¿Se podría modificar la operación?
¿Es posible aumentar la producción?
6. Preparación y herramientas
¿Puede diseñarse un calibrador al momento del
llenado?
¿Cada operador está claro de sus actividades?
¿El operador monta y desmonta el equipo?
7. Manejo de material
¿Pueden emplearse medios mecánicos?
¿Podría reducirse el número de manipulaciones a los
cuales está sometido el material?
¿Puede emplearse la gravedad?
8. Condiciones de trabajo
¿Existe promoción de orden, limpieza y cuidado del
área de trabajo?
ANEXO G
¿Se provee al operador lo necesario para realizar el
trabajo?
¿La iluminación es la adecuada?
9. Distribución de plantas
¿Se aplica la economía de movimientos?
¿Se usa la ruta más corta o la mejor distribución de
planta?
¿Cuenta con el espacio adecuado para el manejo de
materiales en el área de trabajo?
ANALISIS OPERACIONAL
ANALISIS OPERACIONAL
EMPRESA: SISPECA-EXTIN
NOMBRE DEL PROCESO: RECARGA DE EXTINTORES PQS
OPERACIÓN: PINTAR EXTINTOR
Preguntas Si No No aplica Observación
1. Propósito de la operación
¿Puede hacerse mejor?
¿Puede eliminarse?
¿Puede hacerse en otro departamento?
¿Puede hacerla otro trabajador?
2. Diseño de las partes
¿Se podría reducir el número de operaciones?
¿Se podría reducir la distancia de los recorridos
del proceso?
¿Se podrían realizar los diseños para mejorar la
operación?
3. Tolerancias y especificaciones
¿Existen tolerancias y especificaciones para la
elaboración de la operación?
¿Se verifica el cumplimiento de las
especificaciones?
4. Material
¿Es apropiada la pintura utilizada?
¿Se puede utilizar una pintura menos costosa?
¿Se puede buscar una pintura que sea más fácil
de preparar?
5. Secuencia y proceso de fabricación
¿Se podría modificar la operación?
¿Es posible aumentar la producción?
6. Preparación y herramientas
¿Puede diseñarse un calibrador al momento de
pintar?
¿Cada operador está claro de sus actividades?
¿El operador monta y desmonta el extintor?
7. Manejo de material
¿Son adecuados los recipientes en que se
prepara la pintura?
¿Podría reducirse el número de manipulaciones a
los cuales está sometida la pintura?
¿Es adecuado el plan de distribución?
8. Condiciones de trabajo
¿Existe promoción de orden, limpieza y cuidado
del área de trabajo?
¿Se provee al operador lo necesario para realizar
el trabajo?
¿La iluminación es la adecuada?
¿Cuenta con la extracción necesaria el área de
ANEXO H
Criterio de la General Electric
pintado?
9. Distribución de plantas
¿Cuentan con una programación para la
realización de la actividad?
¿Cuenta con el espacio adecuado para el manejo
de materiales en el área de trabajo?
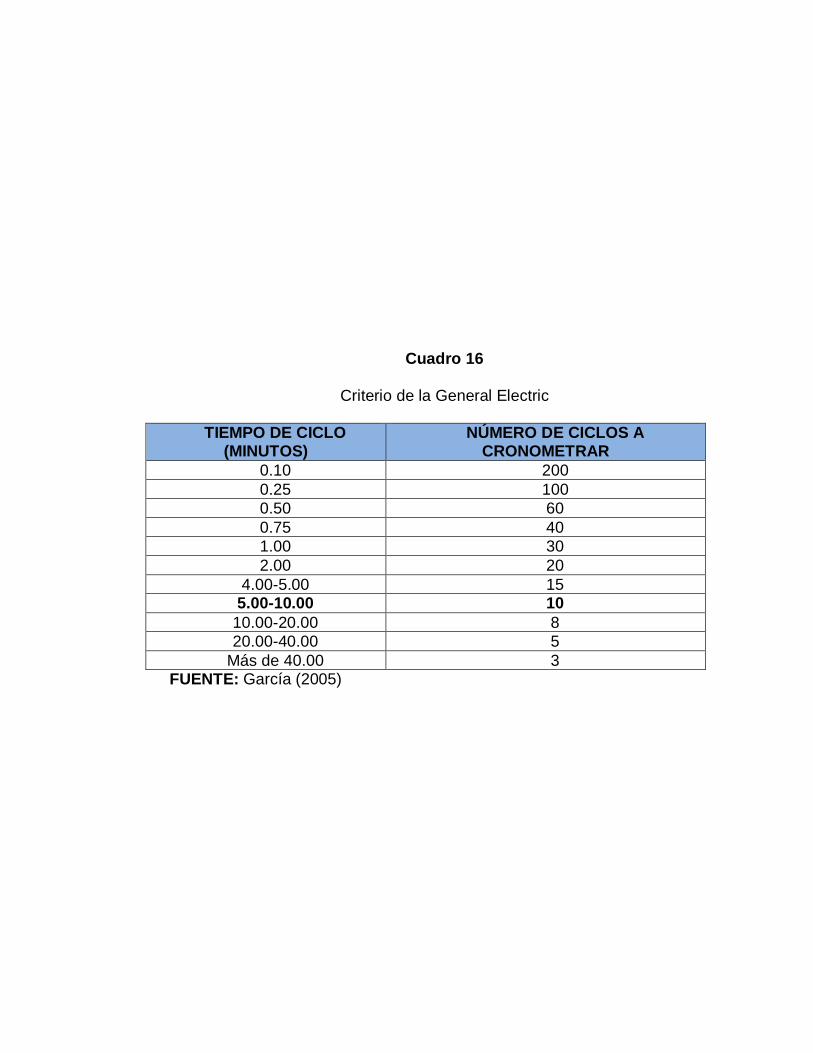
Cuadro 16
Criterio de la General Electric
TIEMPO DE CICLO (MINUTOS)
NÚMERO DE CICLOS A CRONOMETRAR
0.10 200 0.25 100 0.50 60 0.75 40 1.00 30 2.00 20
4.00-5.00 15 5.00-10.00 10
10.00-20.00 8 20.00-40.00 5
Más de 40.00 3 FUENTE: García (2005)
ANEXO I
Datos (vuelta a cero) y Resultados
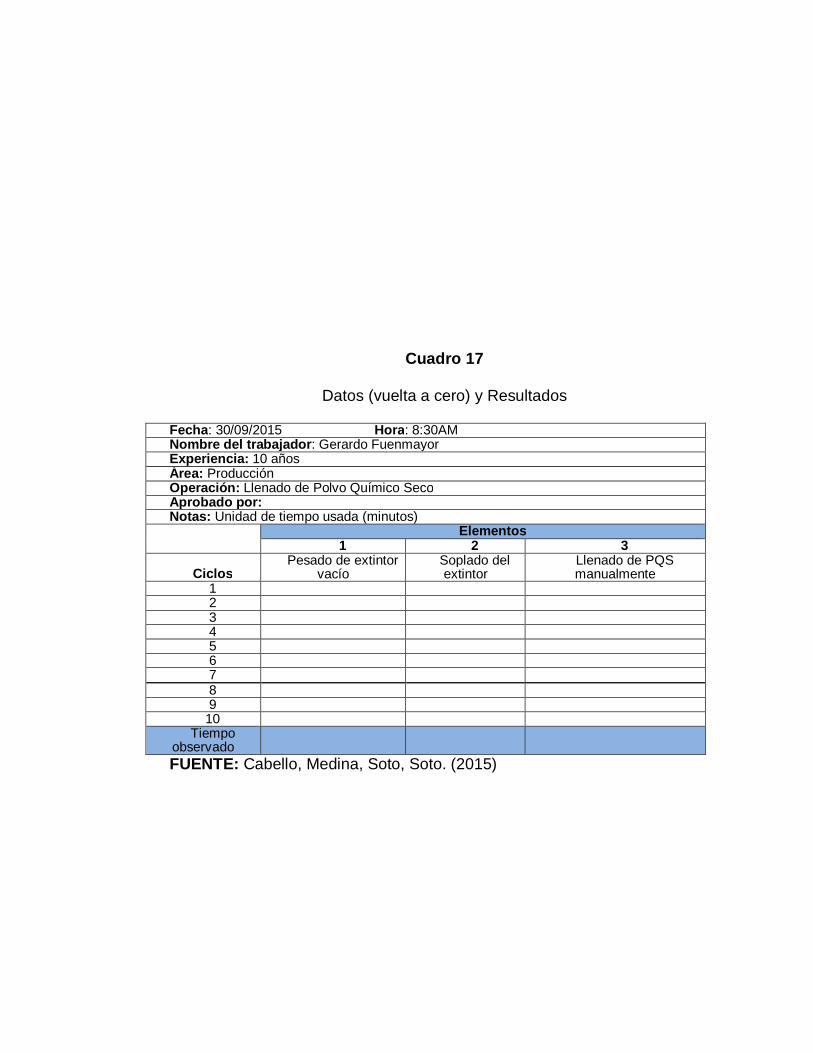
Cuadro 17
Datos (vuelta a cero) y Resultados
Fecha: 30/09/2015 Hora: 8:30AM Nombre del trabajador: Gerardo Fuenmayor Experiencia: 10 años Área: Producción Operación: Llenado de Polvo Químico Seco Aprobado por: Notas: Unidad de tiempo usada (minutos) Elementos 1 2 3
Ciclos Pesado de extintor
vacío Soplado del extintor
Llenado de PQS manualmente
1 2 3 4 5 6 7 8 9 10 Tiempo
observado FUENTE: Cabello, Medina, Soto, Soto. (2015)
ANEXO J
Calificación Westinghouse
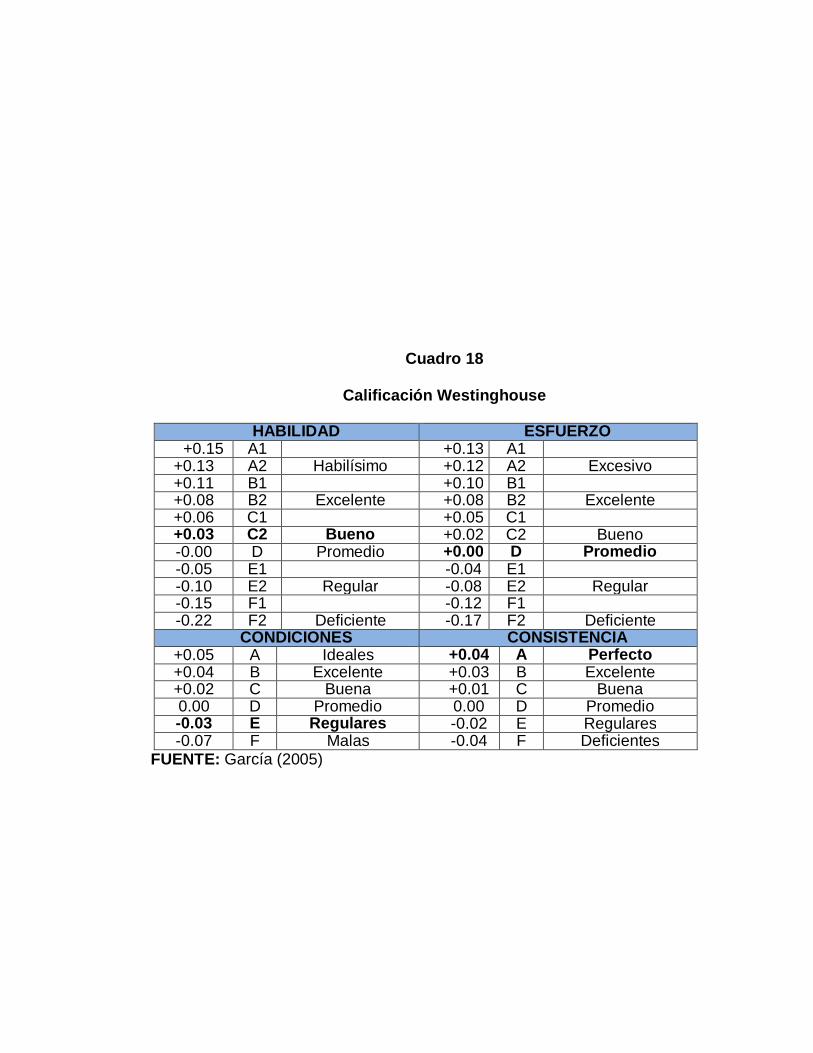
Cuadro 18
Calificación Westinghouse
HABILIDAD ESFUERZO +0.15 A1
+0.13 A1
+0.13 A2 Habilísimo +0.12 A2 Excesivo +0.11 B1
+0.10 B1
+0.08 B2 Excelente +0.08 B2 Excelente +0.06 C1
+0.05 C1
+0.03 C2 Bueno +0.02 C2 Bueno -0.00 D Promedio +0.00 D Promedio -0.05 E1
-0.04 E1
-0.10 E2 Regular -0.08 E2 Regular -0.15 F1
-0.12 F1
-0.22 F2 Deficiente -0.17 F2 Deficiente CONDICIONES CONSISTENCIA
+0.05 A Ideales +0.04 A Perfecto +0.04 B Excelente +0.03 B Excelente +0.02 C Buena +0.01 C Buena 0.00 D Promedio 0.00 D Promedio -0.03 E Regulares -0.02 E Regulares -0.07 F Malas -0.04 F Deficientes
FUENTE: García (2005)
ANEXO K
Suplementos de descanso
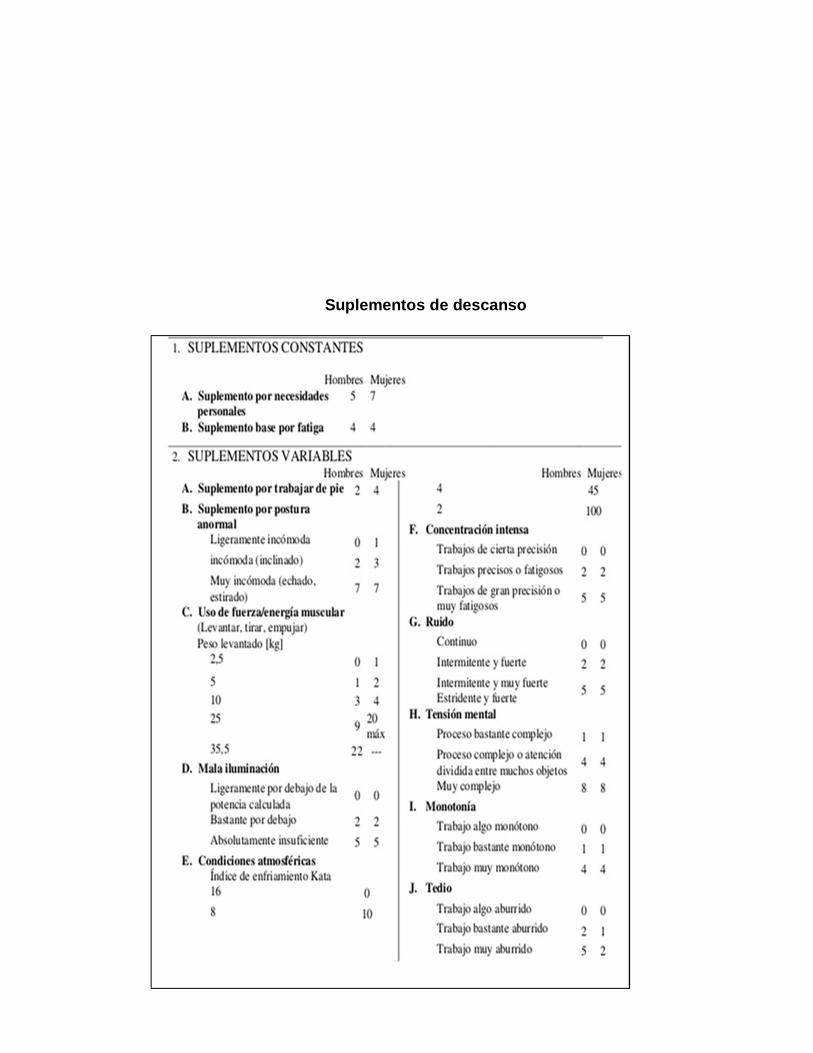
Suplementos de descanso
FUENTE: García (2005)
ANEXO L
Cuadro de datos obtenidos
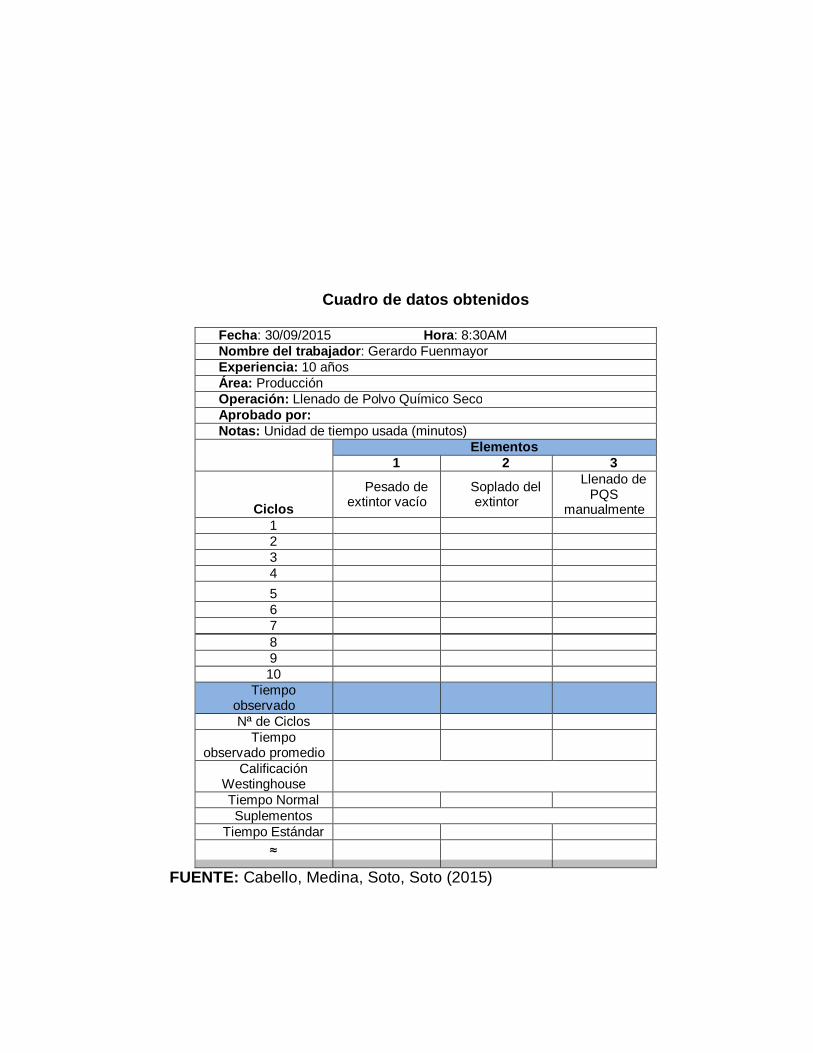
Cuadro de datos obtenidos
Fecha: 30/09/2015 Hora: 8:30AM Nombre del trabajador: Gerardo Fuenmayor Experiencia: 10 años Área: Producción Operación: Llenado de Polvo Químico Seco Aprobado por: Notas: Unidad de tiempo usada (minutos) Elementos 1 2 3
Ciclos Pesado de
extintor vacío Soplado del extintor
Llenado de PQS
manualmente 1 2 3 4 5 6 7 8 9 10
Tiempo observado Nª de Ciclos
Tiempo observado promedio
Calificación Westinghouse Tiempo Normal Suplementos
Tiempo Estándar ≈
FUENTE: Cabello, Medina, Soto, Soto (2015)
ANEXO M
Diagrama de Flujo Mejorado
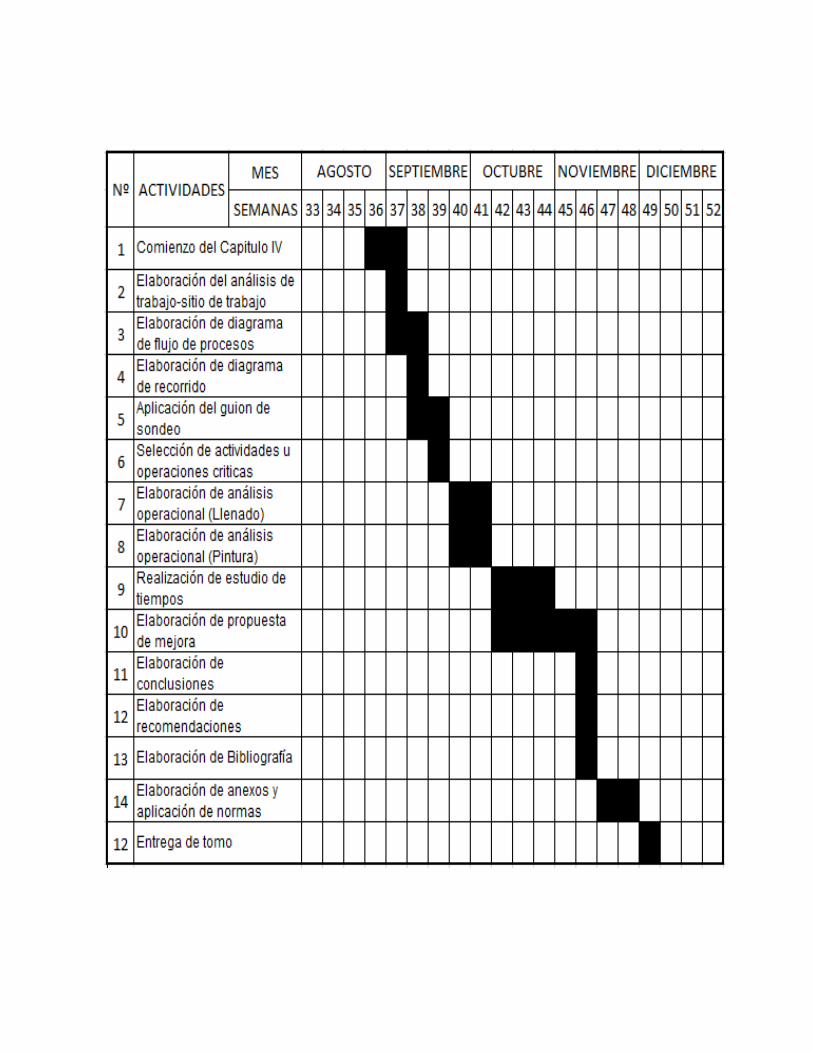
ANEXO N
Cronograma de Actividades