dasar sistem pengaturan - website personalpersonal.its.ac.id/files/material/591-jos-spm108-02...
TRANSCRIPT

Sistem Pengaturan Manufaktur - 02 11
TE090565 Sistem Pengaturan Manufaktur
Prinsip dan Komponen Mesin Numerical Control
Ir. Jos Pramudijanto, M.Eng.Jurusan Teknik Elektro FTI ITS
Telp. 5947302 Fax.5931237Email: [email protected]

Sistem Pengaturan Manufaktur - 02
Objektif:History of NC TechnologyType of NCLevel of CNCThe component of NC system

Sistem Pengaturan Manufaktur - 02
What the letters stand for
NC Numerical ControlCNC Computer Numerical ControlDNC Direct or Distributed Numerical
Control
NC, CNC, and DNC

Sistem Pengaturan Manufaktur - 02
Comparison of NC, CNC and DNC Technology
What they have in CommonAll are considered necessary elements of Computer Aided Manufacture (like graphics and solid modeling in CAD)All use coded numerical information to automatically direct the operation of machine tools or processes.Common physical elements are machine tools, drive systems and controllers.
How they differTechnology to interpret the coded information is hardware for NC and software for CNC and DNCNC and CNC are clearly stand alone and so is Distributed NC. Direct Numerical Control involves supervisory control, and so does Distributed NC in the for of a network communicating with stand alone machine tools.

Sistem Pengaturan Manufaktur - 02
Direct Numerical Control

Sistem Pengaturan Manufaktur - 02
In 1952 Parsons Co. and M.I.T made the first three-axes NC machine tool in the world.In 1955, the first industry NC machine tool was made by Bendix, U.S.A.From 1952 to present, NC machine tool has experienced five generations according to the development of NC system.
History of NC Technology

Sistem Pengaturan Manufaktur - 02
The NC machine tool is now machining an turbine
The Five Coordinate NC Systems

Sistem Pengaturan Manufaktur - 02
First: In 1955,NC was made of electron tubes. Large volume and high power consumption.Second: In 1959, it was made of transistors. Printed circuit board was widely used.Third: In 1965, small scale integrated circuit was used. Small volume and low power consumption. Improved reliability.NC functions were realized by hardware, so called “hard NC”
History of NC Technology

Sistem Pengaturan Manufaktur - 02
Fourth: In 1970, most hardware circuit was replaced by micro computer. Some functions were realized by software. Low price and power consumption, high reliability and multiple functions.Fifth: In 1974, micro processor was used as the core. Much more lower price, smaller volume.
History of NC Technology

Sistem Pengaturan Manufaktur - 02
Open loop CNC systemNo position detector. Signal is single-direction (NC ⇒ Feeding), so system has good stability.
Types of CNC
motor
Application Parts
phase A phaseBphaseC
F,nCNCInter-polation command
Pulse frequency &
pulseconversion
Pulse round
distri-bute switch
Power amplify

Sistem Pengaturan Manufaktur - 02
Semi-closed loop NC Semi-closed loop NC’s position detector is shown in figure: driver equipment (always servo) , samples the revolving angle but not detect the real position of movement parts directly.
Position Control Adjuster
Speed Control Adjuster &
Driver
Detect & Feedback Unit
Position Control Unit Speed Control Unit
++
- -
Motor
Application PartsCNC inter-polation command
Position Feed-back
Speed Feed-back
Types of NC
Sistem Pengaturan Manufaktur - 02
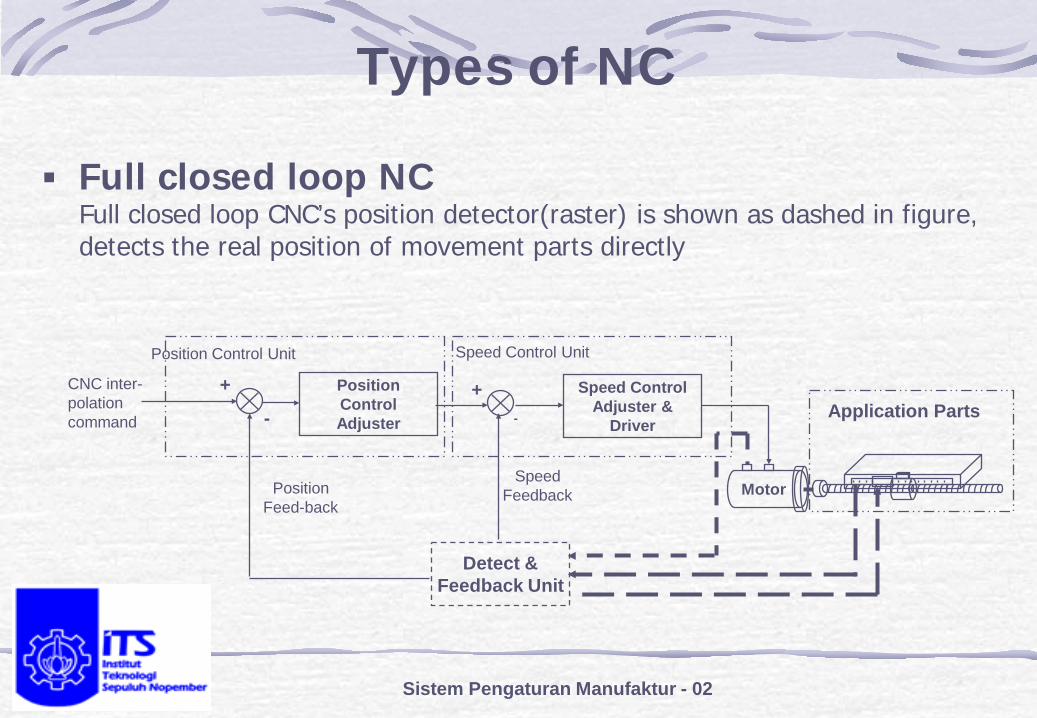
Full closed loop NCFull closed loop CNC’s position detector(raster) is shown as dashed in figure, detects the real position of movement parts directly
Types of NC
Position Control Adjuster
Speed Control Adjuster &
Driver
Detect & Feedback Unit
Position Control Unit Speed Control Unit
++
- -
Motor
Application PartsCNC inter-polation command
Position Feed-back
Speed Feedback

Sistem Pengaturan Manufaktur - 02
Open loop control, Single chip CNC, displays by LED or small single-color LCD, no more than 100KB RAM, step motor driver, Coordinated axis is 2 or 2,5, motion speed lower<6m/min, precision 0,01mm. Cost is cheap. Classic system: Dafang, Siemens 802S etc.Used in lathe mainly.
Economy level of CNC

Sistem Pengaturan Manufaktur - 02
Semi-closed loop control, 8-32bits CPU, 9 inch single color LCD, no graphic color display, about 150KB RAM, DNC function, analog DC brush or DC brushless servo driver, Coordinated axis are 3 to 4, highest speed 6-16m/min; position precision is 0,005-0,01mm.Classic system: Fanuc 0, Siemens 810,802C series etc.Used in cheap lathe, milling machine and machining center.
Popular level of NC

Sistem Pengaturan Manufaktur - 02
Full closed loop control, 32-64bits CPU, colorful or TFT LCD, graphic display, RAM is higher than 150KB, DNC and ether net function, extended digital profile modeling function, good user interface, digital AC brushless servo driver, linkage axis are more than 4, highest speed is more than 16m/min; position precision is more than 0,005mm. Classic system: Fanuc 160i,Siemens840 series,MAZAKA640 etc. Used in advanced,high precision machining center.
Advanced level of NC

Sistem Pengaturan Manufaktur - 02
I/O circuit of machine
Measure
equipment
Spindle
drive motor
Feed drive
motor
Spindle
Servo unit
Feed servo unit CNC
Unit
Control panel PLC
CNC system Machine
1. Main
movement
framework
2. Feed drive
framework
3. Accessorial
control
framework
Key board
I/O device
The component of NC system

Sistem Pengaturan Manufaktur - 02
The Control panel of NC system
Component: button station, state light, key array (has the same function as computer key) and monitor.A tool to communicate CNC unit for operatorA peculiar parts of NC machine.
BACK
CTR
L
INS
CR
TAB
ALT0SHI
→ ZEND
←WHO
ME
↓ TPgD
↑ OPgU
J
RST E
65“ 4
32? 1
98: 7
YX< >
VU[ ]
SRP Q
NMK L
IHF G
DCA BESC
14''
彩 色
显 示 器
空运行 Z 轴锁定 MST 锁定
任选程序段
机床锁定
快进+JOG -JOG 主轴正转 主轴停 主轴反转
急停
超程解除
循环驱动 进给保持 冷却液开/关 刀松/刀紧
主轴修调
16010
进给修调
160
50403020
100
电 源
关 开自动
方式选择
回零
手摇点动步进
单段
驱 动 器
NC机床
电源
X Y Z A
主轴超程
报警
− +
手摇脉冲发生器
2010 0 90增量倍率
1000
10 100
1
坐标轴选择
Z
Y
X

Sistem Pengaturan Manufaktur - 02
Control Panel of Turning CJK6132

Sistem Pengaturan Manufaktur - 02
Control Panel of Milling XK714

Sistem Pengaturan Manufaktur - 02
The Communication of NC system
Besides exchanging information with I/O device, modern NC system has the ability to exchange information with communication manner in common. They are the basic technology of achieving the integration of CAD/CAM, FMS and CIMS. The manner adopted as follows:
Serial communication (RS-232 etc)The special interface and criterion of autocontrol (DNC mode, MAP protocol etc)Network technology (internet, LAN etc)

Sistem Pengaturan Manufaktur - 02
Communication Unit

Sistem Pengaturan Manufaktur - 02
The CNC unit NC systemComponent: computer system, position control panel, PLC interface panel, communication interface panel, special function module and corresponding control software.Function: According to the input part program, output control order to the executive parts (servo unit, drive device and PLC, etc) to achieve the control of movement track and I/O of machine. All the work are organized by the hardware and software inside CNC unit. CNC unit is the kernel of CNC system

Sistem Pengaturan Manufaktur - 02
The Component of CNC unit
I/O device
Computer board
Display card
Function module m
Function module 1Electron disk
Multi function card Position control board n
Position control board 1
PLC module
Spindle control module
I/O of machine
Control panel
servo unit 1
servo unit n
Function drive 1
Function drive m
… ………
System B
US
The part of computer
CNC unit CNC system
The part of interface

Sistem Pengaturan Manufaktur - 02
The data transform in NC machining
decode
cutter compensation
Interpolation PLCcontrol
Feed servo system
Cutting movement,I/O circuit of machine
PositioncontrolPart program
Shape movement

Sistem Pengaturan Manufaktur - 02
Servo Drive SystemServo unit and drive motor
Spindle servo unit and spindle drive motor Feed servo unit and feed drive motor
Measure equipmentMeasure equipment of position and feed, used to achieve the closed loop control of feed servo system
Function: Ensure to track the order from CNC unit sensitively and exactly:
feed order: to achieve the movement of parts shape (speed and position control)Spindel order: to achieve the movement of parts cutting (speed control)

Sistem Pengaturan Manufaktur - 02
AC Servo Drive Unit or Spindle

Sistem Pengaturan Manufaktur - 02
HNC-21/22 Century star panel

Sistem Pengaturan Manufaktur - 02
Vertical Lathe

Sistem Pengaturan Manufaktur - 02
VMC750E Machining Center