daniel morato pérez -...
TRANSCRIPT
ESCUELA SUPERIOR DE INGENIEROS
INDUSTRIALES DE SEVILLA
ANÁLISIS MEDIANTE LA METODOLOGÍA 6
SIGMA PARA LA REDUCCIÓN DEL TIEMPO DE
MONTAJE DEL ESTABILIZADOR HORIZONTAL DE
UN AVIÓN Y VALIDACIÓN MEDIANTE
SIMULACIÓN
Departamento de Organización Industrial y Gestión de Empresas
Sevilla, 19 de Febrero de 2008
Daniel Morato Pérez
1
Tabla de contenidos
1 INTRODUCCIÓN Y OBJETIVOS.......................................................... 4
1.1 INTRODUCCIÓN .............................................................................5
1.2 OBJETIVOS ....................................................................................7
2 CALIDAD TOTAL (TQM) .................................................................... 9
2.1 Definición. .....................................................................................9
2.2 Elementos claves de la Calidad Total (TQM). ......................................9
2.2.1 CICLO DE DEMING:.................................................................10
2.3 SEIS SIGMA.................................................................................11
2.3.1 Definición...............................................................................11
2.3.2 Herramientas del Seis Sigma ....................................................20
3 DESCRIPCIÓN DEL SISTEMA .......................................................... 37
3.1 El Avión Falcon 7X ........................................................................37
3.2 Descripción del Montaje.................................................................40
4 IMPLEMENTACIÓN DE LA METODOLOGÍA SEIS SIGMA EN EL
MONTAJE DEL ESTABILIZADOR............................................................ 50
4.1 Definición del Equipo de Trabajo.....................................................50
4.2 Desarrollo de la implementación de la metodología Seis Sigma...........53
4.3 Recogida de Datos. .......................................................................74
5 DISEÑO Y DESARROLLO DEL MODELO DE SIMULACIÓN ................. 90
5.1 Desarrollo inicial del modelado. ......................................................90
5.2 Análisis de los resultados...............................................................97
6 PRUEBAS...................................................................................... 101
6.1 Implementación de las mejoras en el modelo ARENA. ..................... 101
7 CONCLUSIONES............................................................................ 114
8 EXTENSIONES DEL PROYECTO...................................................... 115
9 BIBLIOGRAFÍA ............................................................................. 116

2
Listado de figuras Figura 1. Ciclo PDCA ([4]) ........................................................................11
Figura 2. Ciclo de Mejora Continua en Seis Sigma........................................15
Figura 3. . Esquema de un Diagrama Causa-Efecto. [2]................................21
Figura 4. Ejemplo de un Diagrama Causa-Efecto. [2] ...................................23
Figura 5. Ejemplo de un Diagrama de Flujo. [2] ..........................................27
Figura 6. Esquema de un Diagrama de Pareto. [2].......................................28
Figura 7. Ejemplo de un Diagrama de Pareto. [2] ........................................30
Figura 8. Ejemplo de un Diagrama de Árbol. [2]..........................................33
Figura 9. Ejemplo de un Diagrama de Árbol. [2]..........................................36
Figura 10. Representación cromática de velocidades...................................39
Figura 11. Esquema general de un cajón lateral de un estabilizador horizontal.
41
Figura 12. Estabilizador Horizontal del avión Falcon 7X. ..............................42
Figura 13. Secuencia de Montaje FASE I....................................................45
Figura 14. Grada de Montaje FASE II. .......................................................46
Figura 15. Grada de Montaje FASE III. ......................................................47
Figura 16. Grada de Montaje FASE IV. ......................................................49
Figura 17. Ciclo de Mejora Continua en Seis Sigma.....................................53
Figura 18. Diagrama de Flujo del montaje de la fase III ..............................58
Figura 19. Diagrama Causa-Efecto de la Fase III ........................................62
Figura 20. Nuevas herramientas de taladro y escariado...............................66
Figura 21. Control visual de preparación de previa de kit´s de montaje.........67
Figura 22. Alternativas de montaje para reducción de horas de montaje. ......69
Figura 23. Esquema de premontaje Costilla 1. ...........................................71
Figura 24. Esquema de premontaje de herrajes de carena...........................71
Figura 25. Esquema de la duplicación parcial de la grada de Fase III. ...........73
Figura 26. Mapa de Proceso de la FASE III.................................................89
Figura 27. Esquema general del modelo de simulación. ...............................91
Figura 28. Esquema general del Tramo 1...................................................94
Figura 29. Esquema general del Tramo 2...................................................95
Figura 30. Esquema general del Tramo 3...................................................96
3
Figura 31. Esquema general del Tramo 4...................................................96
Figura 32. Esquema general del Tramo 1...................................................97
Figura 33. Resultados de la Simulación. ....................................................99
Figura 34. Resumen de la reducción de horas de la curva de entrenamiento.102
Figura 35. Introducción de la variable “Entrenamiento”. ............................ 103
Figura 36. Introducción de las variables de tiempo asociadas a la curva de
entrenamiento....................................................................................... 104
Figura 37. Resumen de la reducción de la probabilidad de fallos................. 105
Figura 38. Introducción de la varible “mejora retraso avión”. ..................... 106
Figura 39. Resultados de la simulación con la incorporación de mejoras en los
procesos. 112
Figura 40. Reducción de horas de montaje por cada estabilizador............... 113

4
Listado de Tablas Tabla 1. Diferencias entre Calidad Tradicional y Seis Sigma [4]....................17
Tabla 2. Características generales del Falcon 7X.........................................39
Tabla 3. Características integrantes grupo Seis Sigma [4]. ..........................52
Tabla 4. Horas Media de Montaje por Fases. ..............................................59
Tabla 5. Resumen de Mejoras. .................................................................63
Tabla 6. Resumen ALTERNATIVA 2. ..........................................................72
Tabla 7. Resumen ALTERNATIVA 3. ..........................................................73
Tabla 8. Características de los Procesos ....................................................92
Tabla 9. Características de los Recursos. ...................................................93
Tabla 10. Características de la posibilidad de Retrasos..................................93
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
5
1 INTRODUCCIÓN Y OBJETIVOS
1.1 INTRODUCCIÓN
Desde que Henry Ford introdujo innovaciones en la producción, la preocupación
en la Calidad ha ido creciendo a medida que pasaban los años. En la década de
los 80, con la preocupación por la Calidad condujo al establecimiento de los
primeros estándares de Calidad. En nuestros días, existen numerosas técnicas
orientadas a la mejora de la Calidad (TPM, TQM, 5S,…).
Las últimas tendencias se orientan hacia el Lean Manufacturing (Esbeltez de
proceso) donde se analiza el proceso en su conjunto con el objetivo de eliminar
todo los elementos que no aportan valor añadido al producto. Las empresas
están empleando una gran variedad de herramientas para la consecución del
Lean Manufacturing, entre ellas está destacando Seis Sigma que ha conseguido
un gran éxito en empresas de muy diversos sectores (Motorola, General Electric,
Boeing, etc.).
Básicamente, podemos definir Seis Sigma como un sistema de calidad
totalmente orientado al cliente y soportado por una metodología que involucra a
todas las áreas de la empresa en busca de la eliminación absoluta de defectos
en sus procesos.
Seis Sigma es una técnica para monitorizar defectos y mejorar la calidad, así
como una metodología para reducir el nivel de defectos por debajo de los 3.4
defectos por millón de oportunidades (DPMO, por sus siglas en inglés).
Seis Sigma proporciona potentes herramientas capaces de mejorar los procesos
hasta niveles de Calidad nunca vistos. Nombraremos algunos ejemplos de estas
herramientas: Listas de chequeos, Diagrama de Pareto, Diagrama Causa Efecto,
Diagrama de Flujo, Mapa de Proceso, etc.
Compañías como General Electric, Sun Microsystem, EADS y Boeing están
utilizando Seis Sigma para crear nuevos productos y mejorar sus procesos. Los
líderes de estas y otras empresas Seis Sigma saben que Seis Sigma abarca una

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
6
gran variedad de herramientas, simples y más avanzadas, para resolver los
problemas, reducir la variación y encantar a los clientes en el largo plazo.
Sintetizando se puede decir que Seis Sigma:
� Genera resultados de forma rápida y demostrable avanzando hacia un
objetivo ambicioso, pero alcanzable: reducir los defectos (y sus costes
asociados) hasta casi hacerlos desaparecer en una fecha determinada.
� Posee mecanismos internos para mantener lo conseguido.
� Fija objetivos de rendimiento para toda la organización. Es decir, involucra
a todos los departamentos de una empresa.
� Seis Sigma combina algunas de las mejoras técnicas del pasado con
recientes avances en el pensamiento empresarial y con el simple sentido
común.
El término “Seis Sigma” hace referencia al objetivo de reducir los defectos hasta
casi el cero. Sigma es la letra griega que los estadísticos utilizan para
representar la “variación estándar de una población”. Sigma, o la variación
estándar, denota cuánta variabilidad hay en un grupo de elementos (“la
población”). Cuanta más variación haya, mayor será la desviación estándar.
En términos estadísticos, por tanto, el propósito de Seis Sigma es reducir la
variación para conseguir desviaciones estándar muy pequeñas, de manera que
prácticamente la totalidad de sus productos o servicios, cumplan, o excedan, las
expectativas de los clientes.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
7
1.2 OBJETIVOS
Este proyecto sólo pretende arrojar un poco de luz sobre la metodología Seis
Sigma y explicar la implementación en un caso real de montaje de una
aeroestructura como es el estabilizador horizontal de un avión.
Los principales objetivos del proyecto se resumen en los siguientes puntos:
� Mejora continua de los procesos para reducir el tiempo de fabricación del
estabilizador:
Este proceso de mejora tiene los siguientes pilares fundamentales:
o Análisis del proceso: describir de forma completa los procesos del
montaje del estabilizador, estableciendo el escenario para la
vigilancia eficaz y el control de los procesos que forman parte de la
fabricación del estabilizador.
o Resolución de problemas: es la base de la consecución de la mejora
del proceso, haciendo hincapié en conseguir soluciones prácticas y
que se mantengan a lo largo del tiempo.
� Utilizar herramientas y técnicas para analizar los procesos del sistema con
objetivo de detectar y neutralizar ineficiencias y cuellos de botellas:
La metodología Seis Sigma utiliza herramientas estadísticas para mejorar
la calidad. Estas herramientas son utilizadas para conocer los problemas
en el área de producción y saber el por qué de los defectos.
� Implantar una metodología para mejorar:
Básicamente Seis Sigma es una metodología en donde intervienen tres
actores:
o Procesos.
o Herramientas de mejora.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
8
o El factor humano.
La implementación del Seis Sigma no sólo se trata de eliminar los cuellos
de botella en el montaje de un estabilizador horizontal, sino lograr una
optimización de todos los procesos que permitan obtener un producto o
servicio rentable y de calidad, eliminando los procesos ineficaces en el
montaje.
� Analizar metodología con simulación.
Para analizar la eficiencia de las mejoras se pueden utilizar varios elementos:
utilizar métodos estadísticos, informatizar el proceso o emplear técnicas de
simulación que permitan comprobar las mejoras elegidas con respecto a la
forma de actuación anterior. Muchas de estas actuaciones no permiten
incorporar aspectos del día a día. La simulación sin ser una herramienta que
permita obtener una solución óptima del problema permite evaluar y analizar
estrategias y medidas previa implantación al sistema real. En el presente
trabajo se ha optado por evaluar las mejoras a través del diseño de un
laboratorio de pruebas en un entorno de simulación.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
9
2 CALIDAD TOTAL (TQM)
2.1 Definición.
La Calidad Total representa el enfoque moderno que actualmente se quiere
introducir en la filosofía de las empresas para satisfacer las exigencias de los
clientes. Es decir, el cliente a través de sus necesidades, determina la Calidad de
la empresa la cual debe de involucrar globalmente a sus empleados para
mejorar los procesos. La implantación correcta de dichas mejoras serán los
causantes de la satisfacción total de la clientela.
Una definición muy válida de TQM, es la que desglosa en un número de julio de
1995 de la revista Quality Progress, en la que Richard D. Dobbins (Dobbins,
1995) define la TQM como una filosofía de negocios relacionada con un sistema
de Gestión de la organización, tal que:
� Busca mejorar los resultados, incluyendo los financieros.
� Garantiza la supervivencia a largo plazo a través de un enfoque coherente
con el incremento de la satisfacción del cliente.
� Cumple las necesidades de todos los grupos de interés (clientes, personas,
suministradores, Sociedad y miembros con intereses económico).
En la Norma ISO 8402:1994, se define TQM como “Forma de gestión de una
organización, centrada en la Calidad, basada en la participación de todos sus
miembros y que pretende un éxito a largo plazo mediante la satisfacción del
cliente y beneficios para todos los miembros de la organización y para la
Sociedad”.
2.2 Elementos claves de la Calidad Total (TQM).
Los Elementos claves de la TQM se fundamentan en:
� Está enfocada al cliente:
Es decir, EL CLIENTE DEFINE LA CALIDAD. Nada de lo que la organización haga
para mejorar (formación personal, integración de la función Calidad en los
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
10
procesos de diseño, mejoras del software, compras de nuevas herramientas de
medida, etc.) es mejor indicador que la satisfacción del cliente.
� Requiere el compromiso total de todas las personas de la organización
Es imprescindible una participación de los empleados a todos los niveles para
conseguir cumplir los objetivos comunes.
� Busca la Mejora Continua.
Éste es sin duda el pilar clave en la Calidad Total Moderna, es decir, el TQM se
fundamenta en buscar la mejora continua en todos los niveles de la
organización, siendo esta mejora la que ocasiona las decisiones y cambios [4].
2.2.1 CICLO DE DEMING:
W. Edwards Deming está íntimamente relacionado con el principio de Calidad
moderna a partir de un viaje que realiza a Japón en 1950. En esa época unas
conferencias que imparten en ese país hacen que las compañías japonesas usen
su filosofía, lo que hará que ese país tome una posición privilegiada durante más
de treinta años.
El ciclo de Deming es una secuencia universalmente conocida de mejora
continua, Plan-Do-Check-Act (PDCA), es decir:
• Planificar una acción (qué hacer y cómo hacerlo).
• Hacerla (llevar a cabo la planificación).
• Comprobar que se cumple las expectativas (ver si los resultados deseados
se han obtenidos).
• Actuar sobre lo que se ha aprendido (hacer mejoras en el proceso basadas
en la información recogida durante la fase de comprobar, institucionalizar
y estandarizar).
Hay varias formas de representar el modelo PDCA, aunque la integridad del
contenido es invariable.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
11
La representación más común del modelo es una representación circular como la
de la figura 1.
Figura 1. Ciclo PDCA ([4])
El ciclo PDCA consigue que no se vea la mejora de la calidad como algo que
tiene un principio y un final determinados. Una vez que finalizamos un ciclo
PDCA, el proceso de mejora empieza otra vez.
A menudo el ciclo PDCA se llama Rueda de Deming o Rueda de Shewart, dado
que fueron los responsables de su desarrollo y divulgación [4].
2.3 SEIS SIGMA
2.3.1 Definición
En realidad, ¿qué es “Seis Sigma”?. Esta sería la primera pregunta que nos
tendríamos que plantear.
Analicemos primeramente la expresión. El término sigma es una letra del
alfabeto griego con la que se describe en términos generales la variabilidad:
Dicha letra es usada en estadística para representar la desviación típica y
varianza (cuadrado de la anterior).

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
12
Aunque “Seis Sigma” técnicamente consiste en hablar de una proporción de
errores de 3,4 por millón, en la práctica el término se usa para denotar mucho
más que un simple recuento de errores. Ello implica impregnarse de una cultura
de calidad, en la cual estrategias, procesos, técnicas estadísticas y factor
humano conforman un todo relacionado que permiten mejorar y hacer rentable
a una empresa.
La aplicación de Seis Sigma, pues, conlleva una nueva filosofía de entender la
empresa. Pasar de un mero recuento de defectos a determinar los procesos que
realmente aportan valor añadido al cliente [1].
Seis Sigma es una metodología para la mejora continua de los procesos. Una
filosofía del negocio en la que no se trata de trabajar más, sino mejor. Un
cambio cultural en la empresa consistente en la orientación de la organización
en función de las necesidades del cliente.
Para muchas empresas Seis Sigma es tan atractivo porque tener éxito y
mantenerlo en el actual modo de los negocios es mucho más difícil de los que ha
sido nunca. En la economía actual, la mayoría de las empresas se dedica a los
servicios en lugar de fabricar bienes y productos. Y la mayor parte de estos
servicios presenta unos niveles de ineficiencia tales que una fábrica cerraría en
un mes si produjera tantos defectos. Seis Sigma proporciona potentes
herramientas capaces de mejorar estos servicios hasta niveles de Calidad sólo
vistos hasta ahora en la industria de alta precisión.
Seis Sigma representa una metodología para la mejora de los procesos
productivos. Dicha metodología presenta la importancia de reducir la variación,
los defectos y los errores en todos los procesos a través de una organización
para así lograr aumentar la cuota de mercado, minimizar los costos e
incrementar los márgenes de ganancia. Se pone énfasis a la explicación de una
estrategia sobresaliente y de los elementos para implementar la Metodología
(Definir el proceso, Medirlo, Analizar sus datos, Mejorarlo y Controlarlo) para la
reducción de la variabilidad y el logro de Seis Sigma.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
13
En los últimos cuarenta años se han expuesto por lo menos 40 programas que
han sido la respuesta a problemas en la gestión de procesos. Estos incluyen cero
defectos, gestión de objetivos, círculos de calidad, gestión total de la calidad y
reingeniería. Pero es inevitable hacernos la pregunta, ¿Qué es lo que hace
diferente a Seis Sigma?
Primeramente, Seis Sigma es una filosofía de calidad basada en la asignación de
metas alcanzables a corto plazo enfocadas a objetivos a largo plazo. Emplea las
metas y objetivos del cliente para manejar la mejora continua a todos los
niveles en cualquier empresa. El objetivo a largo plazo es el de diseñar e
implementar procesos más robustos en los que los defectos se miden a niveles
de solamente unos pocos de millones de oportunidades.
Segundo, Seis Sigma proporciona medidas que se aplican tanto a las actividades
de producción como de servicios.
Básicamente la metodología Seis Sigma está soportada por tres pilares:
1. Se focaliza en la satisfacción de los requerimientos y expectativas
del cliente:
Seis Sigma es una terminología nueva para el sueño antiguo: productos y
servicios prácticamente perfectos para los clientes.
Durante el gran impulso de la Calidad Total en los ochenta y en los noventa,
docenas de empresas redactaron políticas y misiones encaminadas a satisfacer o
sobrepasar las expectativas y necesidades de los clientes. Sin embargo, por
desgracia, pocas empresas hicieron verdaderos esfuerzos para mejorar su
comprensión de las necesidades o expectativas de los clientes. Incluso, cuando
lo hicieron, la recogida de datos de los clientes fue generalmente una iniciativa
aislada o de corta duración, que ignoró la naturaleza dinámica de las
necesidades del cliente.
En Seis Sigma, la orientación al cliente se convierte en prioridad número uno.
Por ejemplo, las medidas de rendimiento Seis Sigma empiezan por el cliente y
por su valor. [5].

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
14
2. Está basada en la utilización efectiva de datos concretos:
Seis sigma lleva el concepto de “dirección por hechos” a un nivel nuevo y más
potente. A pesar de la atención prestada en los últimos años a las medidas, a
los sistemas mejorados de información, a la gestión del conocimiento, etc. No
debe sorprender que muchas decisiones empresariales todavía se basan en
opiniones y suposiciones. La disciplina Seis Sigma empieza por esclarecer qué
medidas son las fundamentales para valorar el rendimiento del negocio; luego
aplica los datos y el análisis para comprender las variables clave y optimizar los
resultados.
Seis Sigma ayuda a la Dirección de una empresa a responder a dos preguntas
esenciales que apoyan las decisiones y soluciones basadas en los hechos:
¿Qué datos/información necesito realmente?
¿Cómo debo utilizar esos datos/información para obtener el máximo beneficio?
[5].
3. Incorpora un método robusto y sistemático para la resolución de
problemas y mejora de los procesos:
Seis Sigma es una metodología rigurosa que utiliza herramientas y métodos
estadísticos para Definir los problemas; tomar datos, es decir, Medir, Analizar
la información; emprender mejoras, es decir, Mejorar; Controlar procesos;
rediseñar procesos o productos existentes o hacer nuevos diseños, con la
finalidad de alcanzar etapas óptimas, retornando nuevamente a algunas de las
otras fases, generando un ciclo de mejora continua. (Véase Fig.2 Ciclo de
Mejora Continua en Seis Sigma) [5].

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
15
Figura 2. Ciclo de Mejora Continua en Seis Sigma
En el Seis Siga se ha desarrollado como sistema para la resolución de problemas
el método DMAMC (Definir-Medir-Analizar-Mejorar-Controlar).
Este método es llevado a la práctica por grupos especialmente formados a los
efectos de dar la solución a los diversos problemas u objetivos de una compañía.
Las claves del DMAMC se encuentran en:
1) Medir el problema. Siempre es menester una clara noción de los defectos
que se están produciendo en cantidades.
2) Enfocarse en el cliente. Las necesidades y requerimientos del cliente son
fundamentales, y ello debe tenerse siempre debidamente en
consideración.
3) Verificar la causa raíz. Es menester llegar hasta la razón fundamental o
raíz, evitando quedarse sólo en síntomas.
4) Romper con los malos hábitos. Un cambio de verdad requiere soluciones
creativas.
5) Gestionar los riegos. El probar y perfeccionar las soluciones es una parte
esencial de la disciplina Seis Sigma.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
16
6) Medir los resultados. El seguimiento de cualquier solución es verificar su
impacto real.
7) Sostener el cambio. La clave final es lograr que el cambio perdure.
Cabe destacar la similitud con el archiconocido ciclo de Deming característica de
la Calidad Tradicional.
Con lo expuesto, se plantea la siguiente pregunta, ¿Qué hace diferente a Seis
Sigma de la Calidad Tradicional? ¿No es soportada prácticamente por las
mismas herramientas y métodos conocidos? Las diferencias probablemente
residan en la forma de aplicar las herramientas y su integración con los
propósitos y objetivos de la organización, como un todo. La integración y
participación de todos los niveles y funciones dentro de la organización es factor
clave, respaldado por un sólido compromiso por parte de la alta Dirección y una
actitud proactiva, organizada y sistemática en busca de la satisfacción tanto de
las necesidades y objetivos de los clientes, como de las necesidades y objetivos
de la propia organización.
En la siguiente tabla se resume algunas de las diferencias más notables entre la
forma tradicional de enfocar la Calidad en las organizaciones y la forma de
enfocarla a través de la estrategia de Seis Sigma:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
17
CALIDAD TRADICIONAL SEIS SIGMA
Está centralizada. Su estructura es rígida y de enfoque reactivo
Está descentralizada en una estructura constituida para la detección y solución
de los problemas. Su enfoque es proactivo.
Generalmente no hay una aplicación estructurada de las herramientas de
mejora.
Se hace uso estructurado de las herramientas de mejora y de las
técnicas estadísticas para la solución de problemas.
No se tiene soporte en la aplicación de las herramientas de mejora.
Generalmente su uso es localizado y aislado.
Se provee toda una estructura de apoyo y capacitación al personal, para el empleo de las herramientas de
mejora.
La toma de decisiones se efectúa sobre la base de presentimientos y
datos vagos.
La toma de decisiones se basa en datos precisos y objetivos: "Sólo creo en Dios, los demás, que traigan datos".
Se aplican remedios provisionales o parches. Sólo se corrige en vez de
prevenir.
Se va a la causa raíz para implementar soluciones sólidas y efectivas y así
prevenir la recurrencia de los problemas.
No se establecen planes estructurados de formación y
capacitación para la aplicación de las técnicas estadísticas requeridas.
Se establecen planes de entrenamiento estructurados para la aplicación de las
técnicas estadísticas requeridas.
Se enfoca solamente en la inspección para la detección de los defectos (variables clave de salida de proceso). POST MÓRTEM.
Se enfoca hacia el control de las variables clave de entrada al proceso, la cuales generan la salida o producto
deseado del proceso.
Tabla 1. Diferencias entre Calidad Tradicional y Seis Sigma [4].

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
18
ALGUNAS HISTORIAS DE ÉXITO DE SEIS SIGMA:
El impacto que Seis Sigma está teniendo sobre algunas de las empresas más
importantes sienta las bases para comprender la importancia que está
alcanzando en el campo de la Gestión y de la Calidad dentro de las grandes
empresas:
General Electric:
Las cifras que hay detrás de la iniciativa Seis Sigma de GE cuentan sólo
parte de la historia. Tras aproximadamente un año inicial de esfuerzos
improductivos, los beneficios aumentaron a 750 millones de dólares a
finales de 1998, una previsión de 1500 millones para finales de 1999 y
expectativas de más de miles de millones a lo largo del camino. Algunos
analistas de Wall Street predijeron 5000 millones de dólares de beneficio a
partir de este esfuerzo, a principios de la década. Los márgenes operativos
de GE, alrededor del 10 por ciento durante décadas, continúan batiendo
récords trimestre tras trimestre. En la actualidad, estas cifras están
continuamente por encima del 15 por ciento, e incluso más elevadas en
algunos períodos. Los líderes de GE citan esta expansión en los márgenes
como la evidencia más visible de la contribución financiera aportada por
Seis Sigma [4].
Motorola:
Hoy, la existencia y el éxito del líder de la electrónica, Motorota, están
ligado a seis Sigma. Es la empresa que inventó los conceptos que han
evolucionado hasta este sistema de gestión global. Y mientras que GE ha
utilizado Seis Sigma para fortalecer una empresa que ya era pujante, para
Motorola se trató de una respuesta a la pregunta: ¿Qué hacemos para
permanecer en el mercado?
Lo que Seis Sigma ofreció a Motorola, aunque hoy día supone mucho más,
era un método simple y coherente para seguir y comparar su rendimiento
con las necesidades del cliente (la medida sigma) y con un objetivo
ambicioso de calidad prácticamente perfecta (el objetivo sigma).

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
19
El giro de Motorola fue tan notable a largo plazo como los resultados de GE
en unos pocos años. Tan sólo dos años después de lanzar Seis Sigma,
Motorola recibió el Premio Nacional de Calidad Malcolm Balridge. El personal
de la empresa se elevó de 71.000 empleados en 1980 a 130.000 en 2000.
De los logros conseguidos en la década transcurrida entre el inicio de Seis
Sigma en 1987 y 1997, destacan los siguientes:
Cinco veces más crecimiento en ventas, con beneficios que ascendieron casi
20 por ciento anual.
Los ahorros acumulados basados en los esfuerzos Seis Sigma alcanzaron
los 14.000 millones de dólares.
La cotización de las acciones de Motorola ascendió a un ritmo de 21.3 por
ciento anual.
Y todo esto en una empresa cuyo futuro estaba en entredicho a principios
de los ochenta. (Aunque a finales de los noventa se presentaron retos
difíciles para Motorola, debido en gran parte a algunos contratiempos y a la
competencia en el mercado de los teléfonos móviles y vía satélite
principalmente proveniente de mercado asiático, la compañía pareció volver
a mejorar a finales de 1999, con la mayoría de sus áreas generando
beneficios).
Más que como un conjunto de herramientas, Motorola aplicó Seis Sigma
como una forma de transformar el negocio, un método impulsado por la
comunicación, la formación, el liderazgo, el trabajo en equipo, las medidas
y por centrarse en el cliente. Tal como afirma Alan Larson, uno de los
primeros consultores internos de Seis Sigma en Motorola: “Seis Sigma es
realmente algo cultural, una forma de comportamiento” [4].
AlliedSignal/Honeywell:
AlliedSignal, con el nuevo nombre de Honeywell después de su fusión en
1999, es una historia de éxitos de Seis Sigma, que conecta Motorola con
GE.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
20
Allied comenzó sus propias actividades de mejora de calidad a principios de
los noventa y, en 1999, ahorraba más de 600 millones de dólares al año
gracias a la formación impartida a todo el personal y a la aplicación de los
principios de Seis Sigma. Los equipos Seis Sigma de Allied no estaban
solamente reduciendo los costes de reproceso de defectos, sino que
estaban aplicando los mismos principios al diseño de nuevos productos
como motores de aviación, reduciendo el tiempo desde el diseño hasta la
certificación de 42 a 33 meses. La empresa reconoce a Seis Sigma un 6 por
ciento de aumento de la productividad en 1998 y un margen de beneficio
récord del 13 por ciento. Desde que se inició el esfuerzo de Seis Sigma, el
valor de mercado de la compañía se elevó, durante el año fiscal 1998,
hasta un 27 por ciento anual.
Los directivos de Allied vieron Seis sigma como “algo más que cifras, una
declaración de nuestra determinación en la búsqueda de un estándar de
excelencia utilizando todas las herramientas disponibles y no dudando de
reinventar la forma en la que hacemos las cosas”.
El liderazgo Seis Sigma en AlliedSignal ayudó a obtener el reconocimiento
como la compañía mejor diversificada del mundo (edición global Forbes) y
la empresa aeroespacial más admirada (Fortune).
Esta metodología Seis Sigma ha sido ampliamente difundida y adoptada por
otras empresas de clase mundial, tales como: Sony, Polaroid, Dow Chemical,
FEDEC, Dupont, NASA, Lockheed, Bombardier, EADS, Boeing, Toshiba, J&J,
ABB, Black & Decaer, etc. [4].
2.3.2 Herramientas del Seis Sigma
A continuación se desglosan algunas de las herramientas que se engranan en la
filosofía Seis Sigma de una empresa para alcanzar los objetivos marcados.
Las herramientas más representativas del seis sigma son las siguientes:
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
21
a) DIAGRAMA CAUSA-EFECTO (Diagrama de Ishikawa ó espina de
pescado o “fishbone”)
• DEFINICIÓN
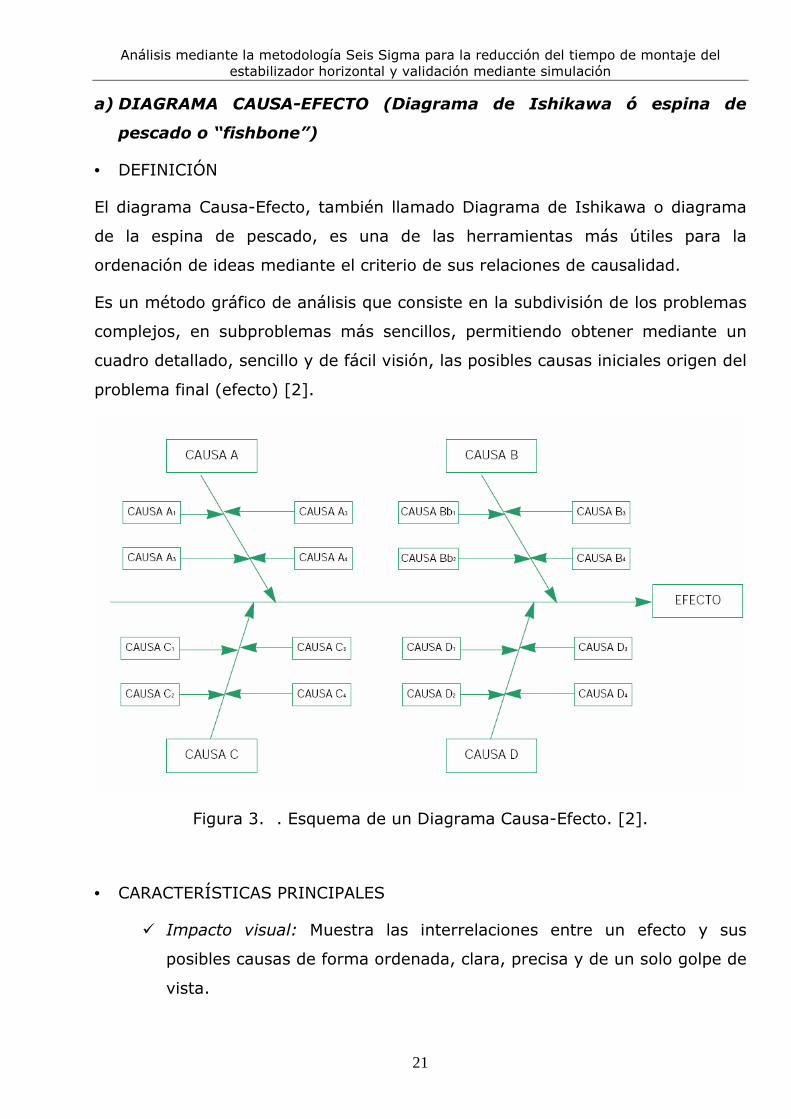
El diagrama Causa-Efecto, también llamado Diagrama de Ishikawa o diagrama
de la espina de pescado, es una de las herramientas más útiles para la
ordenación de ideas mediante el criterio de sus relaciones de causalidad.
Es un método gráfico de análisis que consiste en la subdivisión de los problemas
complejos, en subproblemas más sencillos, permitiendo obtener mediante un
cuadro detallado, sencillo y de fácil visión, las posibles causas iniciales origen del
problema final (efecto) [2].
Figura 3. . Esquema de un Diagrama Causa-Efecto. [2].
• CARACTERÍSTICAS PRINCIPALES
� Impacto visual: Muestra las interrelaciones entre un efecto y sus
posibles causas de forma ordenada, clara, precisa y de un solo golpe de
vista.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
22
� Capacidad de comunicación: Muestra las posibles interrelaciones causa-
efecto permitiendo una mejor comprensión del fenómeno en estudio.
Incluso en situaciones muy complejas. Centra la atención de todos los
componentes del grupo en un problema específico de una forma
estructurada y sistemática.
• APLICACIONES
� Para identificar características y parámetros claves.
� Para identificar las distintas causas que afectan a un problema.
� Para lograr entender un problema por parte de un grupo.
• CÓMO SE CONSTRUYE
1) Se escribe en forma resumida el problema o efecto que se va a analizar en
la cabeza del diagrama de la espina de pescado.
2) Se determina las categorías más apropiadas para agrupar las causas.
3) Se realiza una tormenta de ideas (“Braimstorming”) sobre las potenciales
causas de cada categoría.
4) Se identifica las relaciones causa-efecto entre los factores de cada
categoría.
5) Se construye el diagrama en forma de espina.
Las categorías principales constituyen las “espinas más grande” del
diagrama.
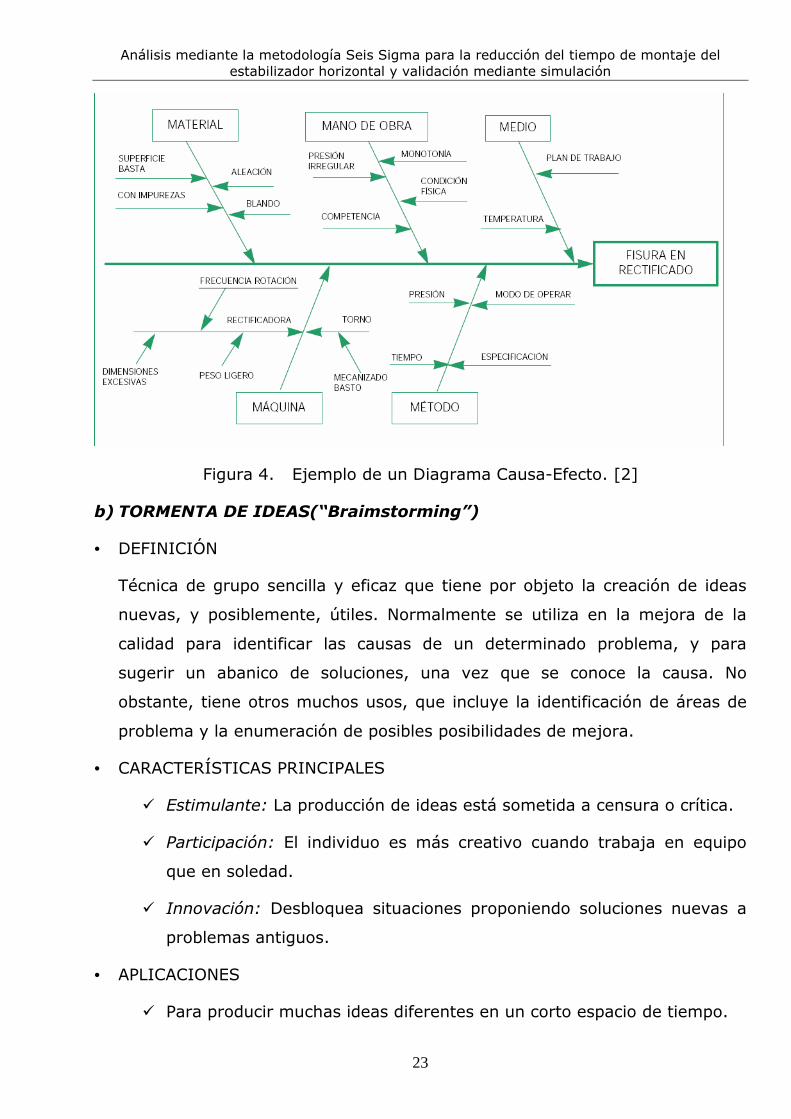
• EJEMPLO DE APLICACIÓN
Al 1% de los vehículos de una marca comercial se les rompe una pieza
determinada como consecuencia de fisuras en su rectificado ocurrido en un
lote de fabricación.
El efecto, por tanto, será fisuras en el rectificado.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
23
Figura 4. Ejemplo de un Diagrama Causa-Efecto. [2]
b) TORMENTA DE IDEAS(“Braimstorming”)
• DEFINICIÓN
Técnica de grupo sencilla y eficaz que tiene por objeto la creación de ideas
nuevas, y posiblemente, útiles. Normalmente se utiliza en la mejora de la
calidad para identificar las causas de un determinado problema, y para
sugerir un abanico de soluciones, una vez que se conoce la causa. No
obstante, tiene otros muchos usos, que incluye la identificación de áreas de
problema y la enumeración de posibles posibilidades de mejora.
• CARACTERÍSTICAS PRINCIPALES
� Estimulante: La producción de ideas está sometida a censura o crítica.
� Participación: El individuo es más creativo cuando trabaja en equipo
que en soledad.
� Innovación: Desbloquea situaciones proponiendo soluciones nuevas a
problemas antiguos.
• APLICACIONES
� Para producir muchas ideas diferentes en un corto espacio de tiempo.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
24
� Para generar ideas creativas.
� Para aumentar la implicación de los miembros de un equipo.
� Para estimular y obtener ideas de distintas funciones.
• CÓMO SE CONSTRUYE
1) INICIO: Definir con gran calidad el tema que va ser tratado.
2) Paso 1: FASE DE REFLEXIÓN: Los participante anotan en silencio sus
ideas, en pocas palabras.
3) Paso 2: FASE DE EMISIÓN DE IDEAS:
� El moderador de la tormenta de ideas, escribe en un panel todas las
ideas emitidas por el grupo.
� La figura del moderador debe velar por el respeto de las reglas de
funcionamiento.
� Relanza, si es necesario, la producción de ideas: en unos 10 minutos la
ideas primarias disminuyen y aparecen ideas nuevas.
4) Paso 3: FASE DE ANÁLISIS DE IDEAS:
� Se suelen utilizar herramientas de jerarquización y agrupación de ideas
tales como: “Diagrama de árbol”, “Diagrama Causa-efecto”, etc.
� Se clasifican las ideas por familias o temas y luego se jerarquizan.
� Eventualmente se reformulan y se mejoran las ideas.
� En este paso el moderador se puede apoyar en especialistas del tema
en estudio. Incluso esta fase puede realizarlas personas que no ha
participado en el grupo que ha producido las ideas. [2]
c) DIAGRAMA DE FLUJO
• DEFINICIÓN
El la herramienta gráfica de un proceso, de manera sencilla, mediante el
empleo de un conjunto universal de símbolos, que permite tener una visión
general del sistema y establecer la interrelación entre las fases.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
25
• CARACTERÍSTICAS PRINCIPALES
Es una herramienta que básicamente se emplea para analizar los procesos y
buscar la manera de simplificarlos.
En todos los procesos, el orden en que se suceden los acontecimientos, o los
hechos, es una de las características primordiales e importantes.
Mediante el flujo de procesos se ayuda a representar este orden y organizar la
recogida de datos, para la resolución de problemas, así como la ayuda para
solucionar los problemas.
• APLICACIONES
� Para mejorar el entendimiento común de un proceso.
� Para estandarizar y documentar los procesos.
� Para identificar los puntos de medición de los procesos.
� Para identificar fuentes de variación de los procesos.
� Para generar ideas respecto la mejora de los procesos.
� Para identificar actividades sin valor añadido.
• CÓMO SE CONSTRUYE
1) Se identifica, junto con todos los miembros del equipo, las actividades
que tienen lugar dentro de cada etapa del proceso hasta el siguiente nivel
de detalle.
2) Se orden las etapas en orden cronológico.
3) Se rodea cada una de las etapas con un símbolo que representa la
acción que se lleve a cabo:
i. CÍRCULO: Puntos de inicio y de fin
ii. RECTÁNGULOS: Acciones o tareas.
iii. ROMBO: Punto de decisión o de alternativas en el flujo.
iv. FLECHAS: Sentido del flujo del proceso.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
26
4) Se representa la dirección de los diferentes avances y retrocesos con
flechas.
5) Si se cree necesario, se recoge más datos para confirmar el flujo del
proceso.
6) Una vez realizado, se lleva a cabo lo siguiente, según proceda:
o Se valida el mapa con las personas que trabajan en el
proceso, pero que no pertenecen al equipo de
implementación de seis sigma.
o Se documenta y comunica los resultados obtenidos a todos
los que trabajarán en la implementación.
o Se examina y analiza el mapa del proceso/diagrama de
flujo en busca de oportunidades de mejora. [2]

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
27
• EJEMPLO DE APLICACIÓN
Figura 5. Ejemplo de un Diagrama de Flujo. [2]

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
28
d) DIAGRAMA DE PARETO
• DEFINICIÓN
• Herramienta consistente en un diagrama de barras en el que la longitud de
las barras, ordenadas por longitud descendente, representa la ocurrencia o
coste (dinero o tiempo). Por lo tanto, es un gráfico que muestra visualmente
qué situaciones son más importantes.
• CARACTERÍSTICAS PRINCIPALES
� Claridad: Hace aparecer el dato sobre el que ha de centrarse el
esfuerzo del grupo de trabajo, explicando cuales son las causas que,
una vez eliminadas bajarán el efecto del problema y por lo tanto son
sobre las que primero ha de actuar.
� Simplicidad: Es una herramienta de muy fácil aplicación.
� Efectividad: Su objetivo es conseguir el máximo resultado, atacando el
mínimo de causas. Este gráfico está basado en el principio de PARETO:
80% de los problemas provienen del 20% de las causas. A pesar de los
porcentajes no siempre son exactamente 80/20, usualmente sí se
cumple esta relación entre los “pocos y vitales y los muchos y triviales”.
Figura 6. Esquema de un Diagrama de Pareto. [2]

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
29
• APLICACIONES
� Para priorizar acciones necesarias para resolver problemas complejos.
� Para separar los “pocos y vitales” de los mucho y triviales”.
� Para separar las causas que contribuyen a un problema en importantes
y no importantes.
� Para medir la mejora después de realizar los cambios consiguientes.
• CÓMO SE CONSTRUYE
1) Seleccionar aquellos problemas que quieren compararse y ordenarse
mediante:
i. Tormenta de ideas.
ii. Utilización de datos ya existentes.
2) Seleccionar la unidad de medida estándar de comparación:
i. Coste.
ii. Frecuencia.
3) Seleccionar el período de tiempo a estudiar.
4) Obtener los datos necesarios en cada categoría.
5) Comparar la frecuencia o coste de cada categoría con el resto de
categorías.
6) Registrar las distintas categorías de izquierda a derecha en el eje
horizontal y en orden de frecuencia o coste decreciente. Cuando se tengan
categorías que contienen muy pocas ocurrencias, pueden agruparse en
una categoría que denominaremos “OTROS” y que situaremos en el
extremo derecho del eje horizontal.
7) Se dibuja una barra (rectángulo) encima de cada categoría, cuya altura
representa la frecuencia o el coste correspondiente a la misma. Aun no
siendo necesario para realizar el análisis, en ocasiones el gráfico de barras
se completa con lo siguiente:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
30
i. Los datos originales de frecuencia o coste se representan en una
escala del eje vertical, izquierdo, utilizando un eje vertical a la
derecha del gráfico que representan los mismos valores en una
escala de porcentajes. En este caso, es necesario asegurarse que
las dos escalas están coordinadas; es decir, la frecuencia o costes
totales a la izquierda deben corresponder con el 100% a la
derecha, la frecuencia.
ii. Desde la esquina superior derecha del rectángulo mayor y
moviéndose en sentido creciente de izquierda a derecha, se traza
una línea que representa la frecuencia acumulada de las
categorías. Sirve de ayuda a la hora de contestar a preguntas del
tipo: “¿Qué cantidad, respecto del total, acumulan las tres
primeras categorías?”.
• EJEMPLO DE APLICACIÓN
Figura 7. Ejemplo de un Diagrama de Pareto. [2]

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
31
e) DIAGRAMA DE ÁRBOL
• DEFINICIÓN
Método utilizado para representar el conjunto completo de actividades que es
necesario realizar con el fin de alcanzar un objetivo denominado principal y los
objetivos secundarios relacionados con éste. En definitiva y en un contexto
general, esta herramienta se utiliza para identificar los “métodos” necesario
para conseguir “un objetivo”.
• CARACTERÍSTICAS PRINCIPALES
� Realidad: Si se realiza adecuadamente, refleja el mundo real de la
implantación de la mejora continua.
� Concluyente: El Diagrama de árbol obliga a traducir la retórica en
conclusiones lógicas.
� Enfoca: Permite enfocar la atención en los detalles más pequeños de la
implantación que hace inevitable la consecución del siguiente nivel de
árbol.
• APLICACIONES
� Para traducir necesidades definitivas inadecuadamente (mal o
incompletas) en características operativas.
� Para explorar todas las causas posibles de un problema.
� Para identificar las actividades iniciales a realizar a nivel departamental
en la consecución de un objetivo global de empresa.
• CÓMO SE CONSTRUYE
� Se acuerda entre los miembros del equipo la definición del asunto,
problema u objeto a abordar. Esta definición debe ser clara, sencilla y
concisa.
� Generar todas las actividades, métodos o causas posibles relacionadas
con el tema a tratar. Puede realizarse de distintas forma, pero la más
utilizada es la realización de una tormenta de Ideas respecto de las

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
32
actividades, métodos o causa posibles relacionadas con el tema a
tratar. En la tormenta de ideas, la/s pregunta/s a responder debe/n
ser:
� ¿Qué debe suceder/existir para conseguir el objetivo “X”?
� ¿Qué ha sucedido/existe que causa el efecto “X”?
� Representar el diagrama de árbol:
i. Situar la tarjeta correspondiente al tema/objetivo principal en un
panel vertical o en una mesa en su parte izquierda. También
puede registrarse directamente sobre una pizarra. En las
instrucciones que se relacionan a continuación, se supone que
están utilizando tarjetas; no obstante, los pasos a dar serían los
mismos si se estuviesen representando directamente sobre una
pizarra.
ii. Se sitúa las ideas/actividades inmediatamente a la derecha de la
tarjeta del tema principal, como si se tratara de un “árbol
genealógico” familiar o un organigrama.
iii. Las ideas/actividades resultado del paso anterior pasan ahora a
ser el tema principal. Para cada una de ellas se repite la pregunta
del tema principal. Para cada una de ellas se repite la pregunta la
pregunta del segundo paso:” ¿Qué método o actividad es
necesario llevar a cabo con el fin de alcanzar este objetivo?”. Las
tarjetas que todavía no han sido utilizadas se situarán con el
mismo criterio a la derecha de éstas, constituyendo la tercera fila
del “árbol”. Este proceso se hace iterativo hasta agotar todas las
tarjetas. En caso de que el contenido de ninguna tarjeta de las
existentes responda a una pregunta en particular, debe crearse
una nueva tarjeta y se situará en su lugar correspondiente.
iv. Se revisa el Diagrama de Árbol completo con el fin de asegurar
que no existen “lagunas” en la cadena secuencial/lógica.
Compruébelo revisando cada paso, comenzando con las

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
33
actividades básicas situadas en el extremo derecho de la mesa o
pizarra. Para cada idea/actividad responda a la siguiente
pregunta: “Si realizamos Y, ¿tendrá como resultado la
consecución de esta idea/actividad X?”.
• EJEMPLO DE APLICACIÓN
Figura 8. Ejemplo de un Diagrama de Árbol. [2]

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
34
f) MAPA DE PROCESO
• DEFINICIÓN
Los Mapas del Proceso describen gráficamente cómo se lleva a cabo un proceso.
Estos mapas de procesos deben reflejar:
� Procesos CLAVES (ó Primarios): Estos procesos refleja los objetivos
principales que se desempeñan en la fase de producción en la que
se quiere implementar Seis Sigma
� Procesos de SOPORTE (ó Secundarios): Son los que apoyan y
forman parte de los Procesos claves
• CARACTERÍSTICAS PRINCIPALES
La característica principal de esta herramienta es que proporciona una
información detallada de los procesos que se realizan, recursos que se utilizan,
procesos primarios y secundarios que lo integran, etc.
Resulta de un análisis profundo de los sistemas productivos. En definitiva, es
una herramienta para escudriñar los procesos; “Cuanto más conocemos nuestro
proceso, más podemos mejorarlo”.
• APLICACIONES
� Para conocer y entender todas y cada una de las fase que tiene lugar
en el proceso.
� Medir cada uno de los procesos primarios que tiene lugar.
� Conocer los recursos requeridos por cada proceso.
� Ayuda gráfica para detectar y analizar cada una de las mejoras a
implementar.
• CÓMO SE CONSTRUYE
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
35
� Se genera un grupo de proceso (normalmente el equipo responsable de
la implementación del Seis Sigma) que analizará y desglosará las
actividades desarrolladas en cada una de las fases del proceso.
� Se determinan cuáles son los procesos primarios y cuales los
secundarios.
� Se le da un valor (promedio, tiempo, peso, etc.) a cada una de los
procesos y se determinan los recursos necesarios para llevar a cabo
con éxito los procesos.
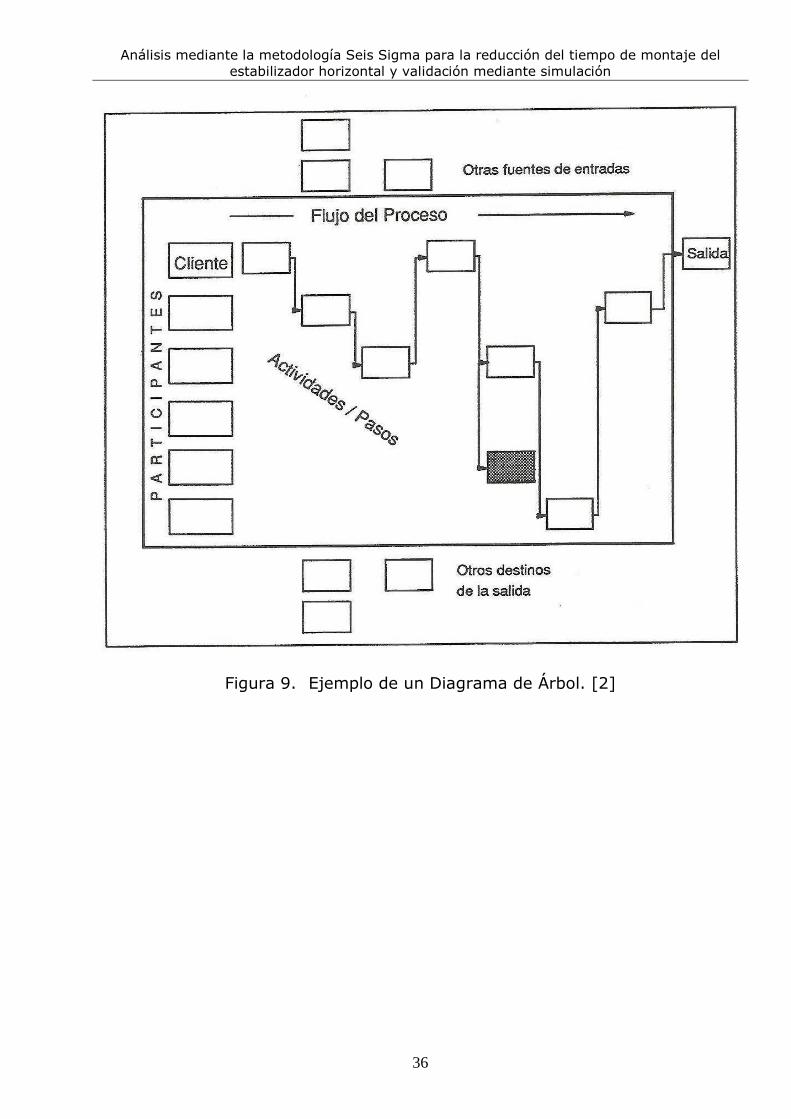
• EJEMPLO DE APLICACIÓN
Es de destacar, que existen innumerables ejemplos de aplicación de los mapas
de procesos ya que éstos deben diseñarse de acuerdo a las actividades
desarrolladas en la empresa. Un ejemplo básico de esta herramienta puede ser
la que puede observarse en la fig. 9.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
36
Figura 9. Ejemplo de un Diagrama de Árbol. [2]
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
37
3 DESCRIPCIÓN DEL SISTEMA
3.1 El Avión Falcon 7X
El Fabricante de aviones Dassault presentó este avión de negocio cuyas
características más innovadoras eran la de su gran autonomía en vuelo (puede
franquear distancias de hasta 10 500 Km.) debido a un diseño innovador del ala
y del estabilizador horizontal (Horizontal Tail Plain –HTP-) y de un prodigioso y
novedoso sistema de navegación y de los controles de la aeronave.
“El ala y el estabilizador son el corazón del vuelo y la aerodinámica es el corazón
del ala y estabilizador”, tal fue el lema de Dassault en la presentación del jet de
negocios 7X. Gracias a la adopción de importantes mejoras en el diseño este
trirreactor puede franquear distancias de hasta 10 500 Km. a una velocidad
media de Mach 0,90, es decir, unos 940 Km. /h a 10 000 m de altitud. En la
práctica, esto significa que el Falcon 7X puede volar desde San Francisco
(California) hasta Moscú o Buenos Aires sin escalas, con ocho pasajeros a bordo
y cuatro tripulantes.
Para asegurar buenas características de pilotaje a esos regímenes y
aprovechando la experiencia acumulada durante el desarrollo de aviones de
combate, Dassault previó para el 7X la utilización de controles eléctricos de
vuelo. En el puesto de pilotaje existen cuatro pantallas multifunción de 36 cm.
de lado, preparadas por Honeywell. Se combinan con sistemas de presentación
al nivel de los ojos que disminuirán la carga de trabajo de los tripulantes,
particularmente durante las operaciones de despegue y aterrizaje.
� Diseño avanzado
Las investigaciones para su diseño aerodinámico se centraron en el uso de un
perfil supercrítico de nueva generación en un ala con elevados ángulo de flecha
y alargamiento. Esta combinación permitió aumentar significativamente el
rendimiento aerodinámico total del ala, es decir, la relación
sustentación/resistencia al avance, en un porcentaje que alcanza dos dígitos con
respecto a diseños anteriores. Dassault invirtió cientos de millones de dólares en
el perfeccionamiento de sus programas CFD (Computational Fluid Dynamics),

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
38
que junto con sofisticados ensayos en túneles de viento permitieron lograr un
aumento de 0,5 Mach en la velocidad de crucero con relación al Falcon 900.
Las alas de los primeros aviones de negocios, como las del Falcon 20 certificado
en 1963, incorporaban un ala en flecha diseñada sólo para demorar la aparición
de las ondas de choque que se producen en el régimen transónico. Como se
sabe, éstas ocasionan un brusco aumento de la resistencia aerodinámica y por
consiguiente del consumo de combustible. Estas ondas también generan una
serie de fenómenos que afectan los alerones y las superficies de cola.
La técnica CFD de Dassault permite visualizar en la pantalla del proyectista el
comportamiento del flujo sobre el ala o cualquier cuerpo aerodinámico en tres
dimensiones. Mediante representación cromática es posible observar y medir la
velocidad que alcanza la corriente de aire en las diferentes partes de cualquier
cuerpo aerodinámico. Por ejemplo, cuando en determinada zona la corriente
llega o supera Mach 1 (velocidad del sonido) el flujo se identifica con rojo. A
medida que la velocidad decrece los colores pasan por el naranja, amarillo,
verde y azul. Obviamente, el objetivo del diseñador es retrasar o minimizar las
zonas en rojo, que es en donde aparecerán las ondas de choque.
En tal sentido, se trató de lograr la mejor combinación entre ángulo de flecha,
alargamiento y espesor relativo del perfil. El 7X tiene un ala con 340 de flecha
en la raíz y 300 en la sección externa. En realidad, este ángulo es moderado si
se lo compara con otras aeronaves de negocios, pero se trató de conservar las
excelentes cualidades de maniobra que siempre caracterizaron a la familia
Falcon, particularmente a bajas velocidades. El alargamiento o relación de
aspecto (cuadrado de la superficie alar dividido la envergadura) es 9, que es un
valor elevado para un avión de este tipo. Algo similar sucede con el espesor,
que es grande en la raíz pero luego decrece apreciablemente a medida que nos
aproximamos a la puntera. La relación sustentación/resistencia al avance se
incrementó en un 35%, lo cual permitirá, entre otras cosas, hacer una trepada
directa hasta los 12 500 m con el peso máximo.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
39
Figura 10. Representación cromática de velocidades.
Las características principales del Falcon 7X se detallan a continuación:
Características generales
Largo total 23,10 m
Envergadura 25 m
Alto 7,75 m
Diámetro fuselaje 2,45 m
Peso máx.desp. 28 950 kg
Peso máx. aterr. 27 500 kg
Peso máx. s/comb. 17 780 kg
Capac. combustible 16 300 litros
Vol. cabina pax 42 m3
Mach máx. operat. 0,9
Alcance (8 pax, reservas IFR) 10 560 km
Tabla 2. Características generales del Falcon 7X

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
40
3.2 Descripción del Montaje El sistema al que se le va a implantar las herramientas de Seis Sigma es al
montaje del estabilizador horizontal (HTP) del avión-jet comercial FALCON 7X.
Los estabilizadores horizontales son elementos, generalmente situados en la
parte trasera del avión, que permiten su control y aseguran la estabilidad y
confort del vuelo.
El estabilizador horizontal es semejante a un ala pequeña que se sitúa en la cola
del avión. Los aviones están diseñados de forma tal que el centro de presiones
esté por delante del centro de gravedad, ocasionando un momento de "nariz
arriba", que se compensa con el estabilizador horizontal (superficie, con función
de sustentación ubicada horizontalmente en la cola del avión). Para disminuir o
aumentar el efecto que provoca el estabilizador horizontal, el avión tiene en su
parte posterior superficies móviles llamadas elevadores o timón de profundidad.
A continuación, se puede observar el esquema típico de un cajón lateral de un
estabilizador horizontal de un avión:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
41
Figura 11. Esquema general de un cajón lateral de un estabilizador horizontal.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
42
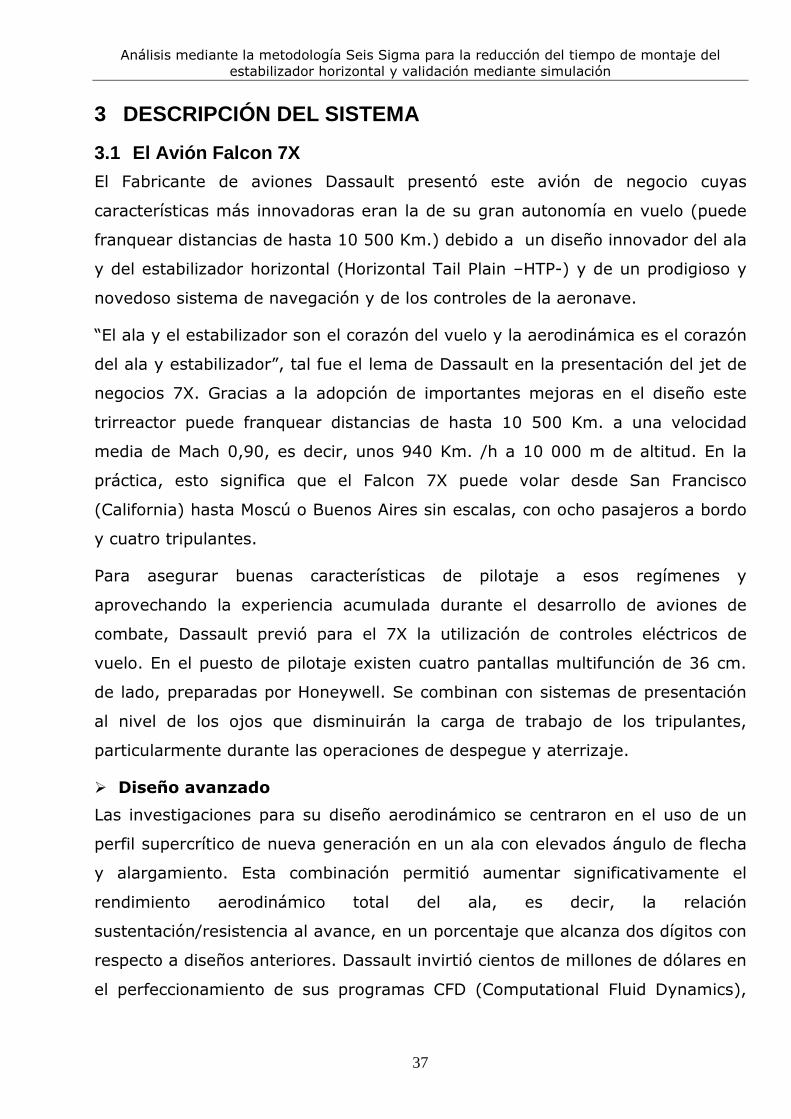
En la Figura 12 Se puede observar tanto una imagen del HTP del avión ya
terminado, como en la FAL (Línea Final de Vuelo en Burdeos (Francia)).
Figura 12. Estabilizador Horizontal del avión Falcon 7X.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
43
El sistema al cual se le va a aplicar la metodología Seis sigma consiste en el
montaje del estabilizado horizontal del Falcon 7X, que se compone principal de 4
Fases.
Durante esas 4 Fases se irán instalado secuencialmente todas y cada unas de
las piezas que forman el entramado del puzzle del que está compuesto una
aeroestructura tan compleja como es el estabilizador horizontal. A partir de
ahora abreviaremos nombrando al estabilizador, con las siglas HTP, que
representa la nomenclatura anglosajona (Horizontal Tail Plain).
A continuación se desglosan las 4 Fases en las que se componen el montaje final
del estabilizador horizontal del Falcon 7X y en las que se irán introduciendo y/o
ensamblando elementos en el estabilizador horizontal:
FASE I:
El montaje en la fase I se realiza en una grada duplicada (una para cada parte o
cajón lateral del HTP) de montaje cuya característica principal es que puede
desplazarse ambos revestimientos hacia arriba o hacia abajo, para poder
disponer de ellos en posición vertical.
Fig. 13. Grada de Montaje FASE I.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
44
Esta fase tiene como función principal la de trazar y fijar la colocación previa de
todos los elementos que forman parte del montaje, y que será instalados
posteriormente en las Fases II y III. Por ello, la mayoría de los elementos que
se montan en esta fase se van preinstalados a la fase II, donde ya en posición
horizontal y unidas las piezas que forman parte de los cajones, serán instalados
definitivamente los elementos.
Esta fase a su vez se subdivide en 5 subfases que se detallan a continuación:
� En esta fase primeramente se recantean y posicionan los revestimientos,
tanto superiores e inferiores que forman los dos cajones, alas o elementos
del HTP hasta dejarlo en su posición teórica mediante unos sistemas
hidráulicos de posicionado que tiene la grada.
� Seguidamente se colocan mediante posicionadotes telescópicos los
elementos que forman parte del “esqueleto” de los cajones: Costillas,
largueros RS y FS y larguerillos interiores.
� Se pasan los taladros previos de los revestimientos inferiores a los
elementos de unión de las costillas y larguerillos.
� Se procede de idéntica forma pero con los revestimientos superiores.
� Se premontan los conjuntos, es decir, los revestimientos con los
largueros, larguerillos, costillas y sus elementos de unión.
� Se tapa los cajones con los largueros, tanto el del borde de ataque
(Larguero RS), como el del borde de salida (Larguero FS) y se preinstalan
los herrajes de giro que alojarán a los timones que serán instalados en la
FASE IV.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
45
Figura 13. Secuencia de Montaje FASE I.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
46
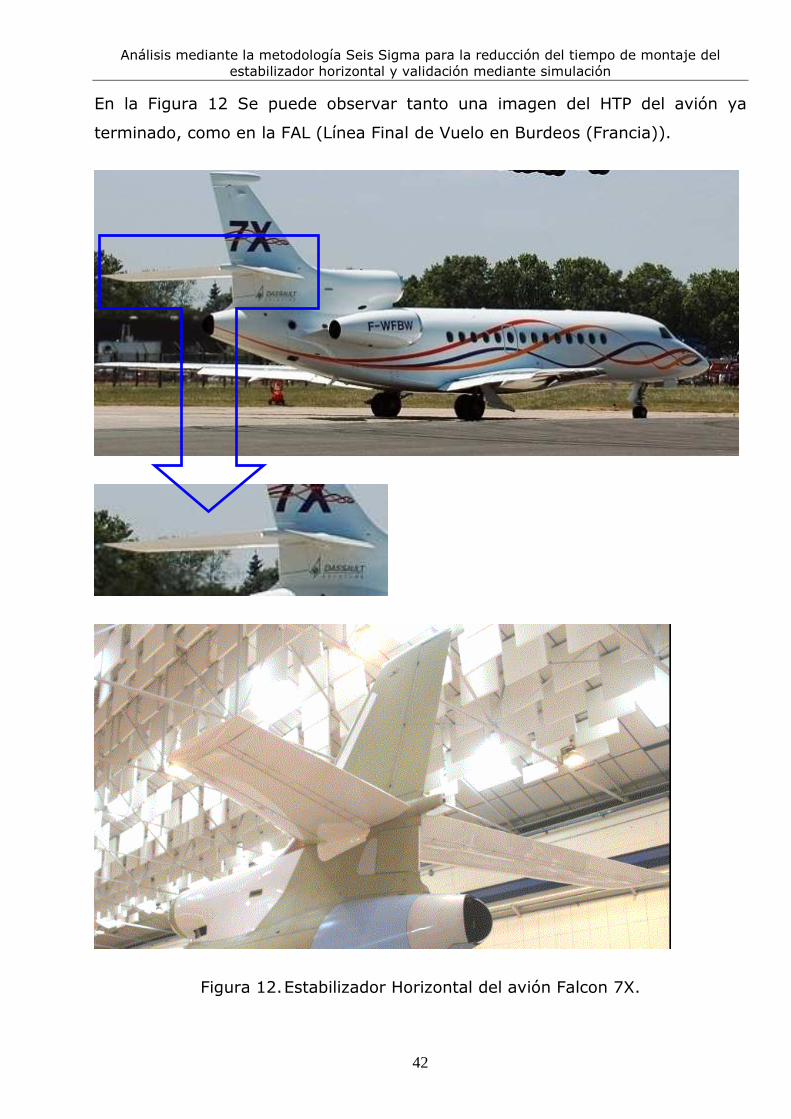
FASE II:
Esta fase es sencilla conceptualmente hablando, ya que consisten en montar
definitivamente todos los elementos premontados en la fase anterior.
Adicionalmente, durante esta fase del montaje también se equipa los
largueros de elementos tales como: soportes de tuberías del sistema
hidráulico de los mecanismos y cableado eléctrico, instalación de las zonas de
masa, etc.
Esta fase se realiza en una grada sencilla, que tiene como característica
principal la posición horizontal en la que se encuentra los elementos, ya que
esta es la posición de montaje más favorable para ello.
Figura 14. Grada de Montaje FASE II.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
47
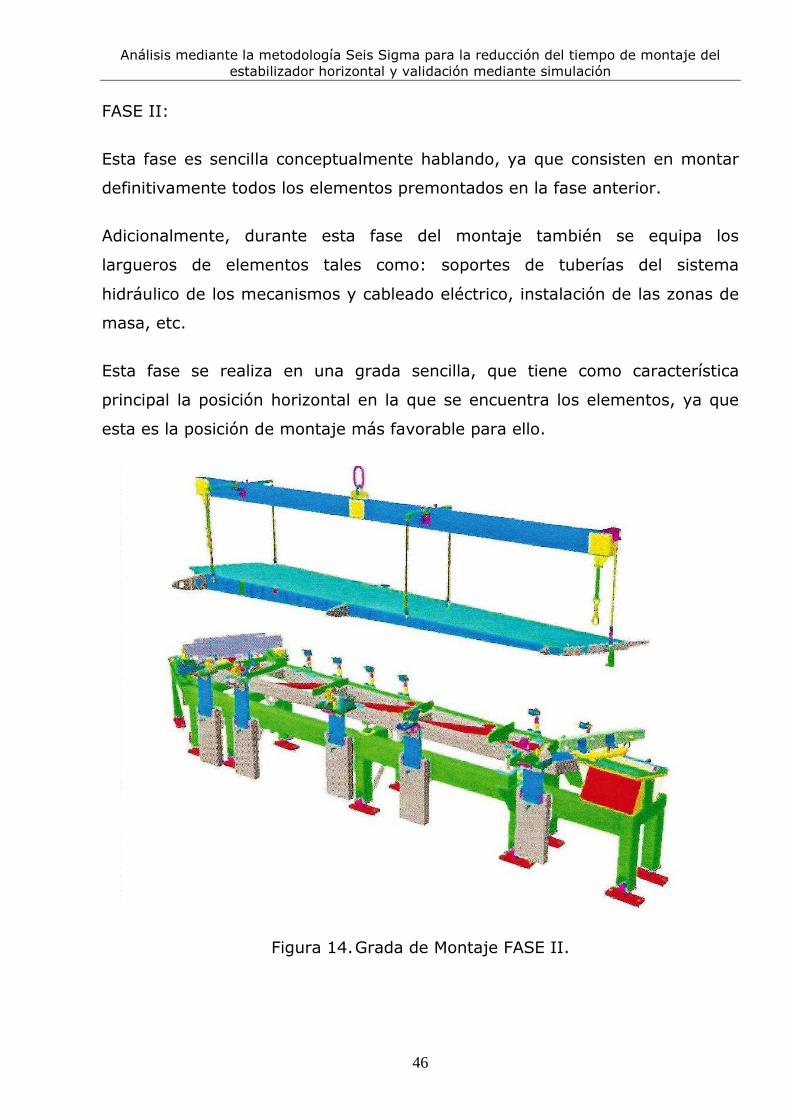
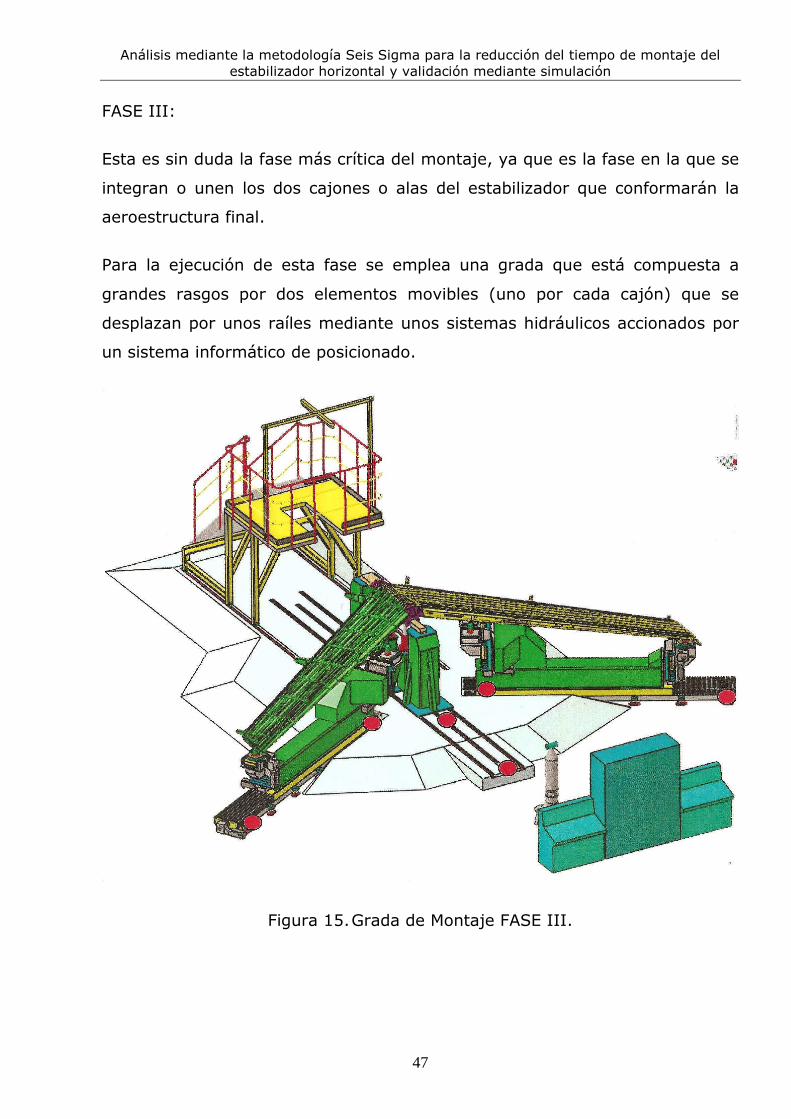
FASE III:
Esta es sin duda la fase más crítica del montaje, ya que es la fase en la que se
integran o unen los dos cajones o alas del estabilizador que conformarán la
aeroestructura final.
Para la ejecución de esta fase se emplea una grada que está compuesta a
grandes rasgos por dos elementos movibles (uno por cada cajón) que se
desplazan por unos raíles mediante unos sistemas hidráulicos accionados por
un sistema informático de posicionado.
Figura 15. Grada de Montaje FASE III.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
48
Una vez que ambos cajones llegan a su posición más próxima, la grada posee
un sistema láser que, calculando la posición real de los cajones a través de
unos “targets” colocados estratégicamente en los cajones, compara dicha
posición con la posición teórica insertada en el sistema.
Una vez comparada ambas posiciones, la grada iterativamente procede a
colocar los elementos a la posición final teórica óptima de vuelo. Este proceso
es lento y es necesario realizar varias iteraciones de movimientos milimétricos
en los tres ángulos del diedro hasta alcanzar la posición teórica del montaje.
Seguidamente, se procederá a instalar todos los elementos que forman parte
de la unión central de los cajones laterales y al remachado definitivo del
herraje del actuador del estabilizador que será la pieza de unión de ambos
cajones laterales.
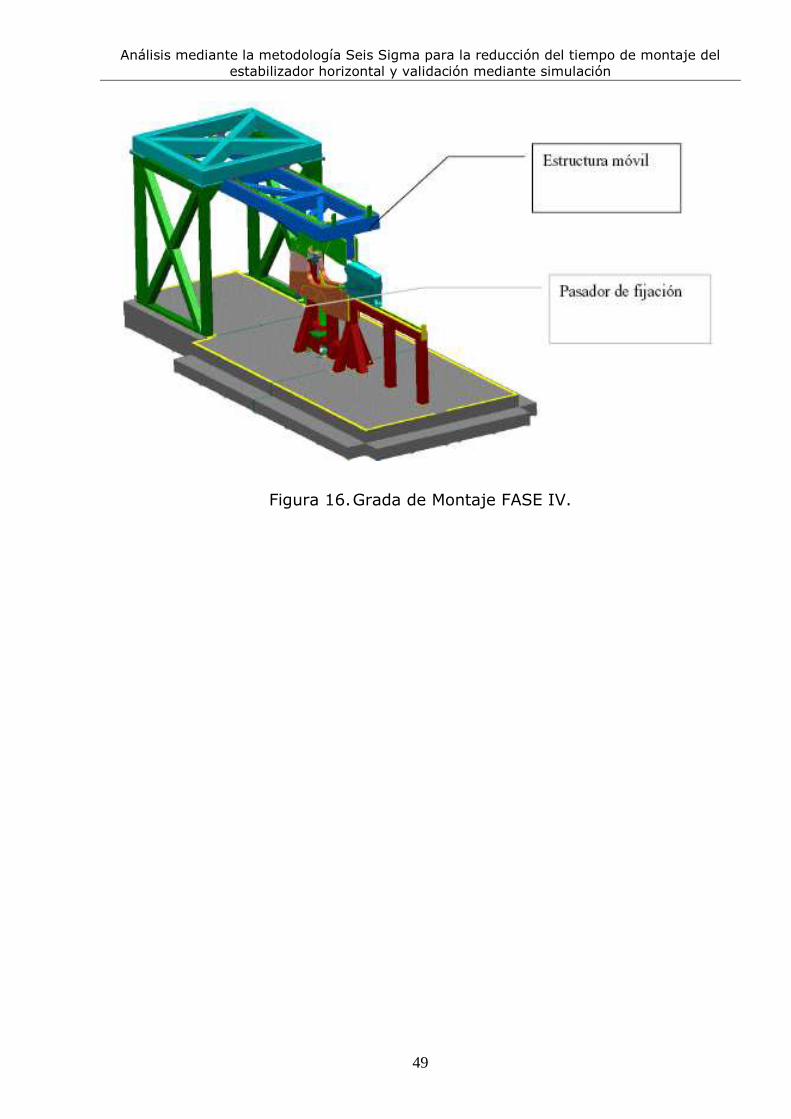
FASE IV:
Esta fase, al igual que la fase II, conceptualmente es sencilla. Es
prácticamente una fase de terminación del elemento en la cual no se monta
ningún elemento estructuralmente importante. Las subfases principales que la
componen son las siguientes:
� Montaje de tuberías de sistema hidráulico, tanto en los largueros del
borde de salida como del borde de ataque.
� Cierre y verificación interna de la estructurara.
� Montaje de los bordes de ataque y salida.
� Montaje final de los Lex. Estos elementos son las encargadas de unir el
estabilizador con la deriva en el montaje final del avión.
� Terminación final del elemento e introducción en el útil final de
transporte al cliente.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
49
Figura 16. Grada de Montaje FASE IV.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
50
4 IMPLEMENTACIÓN DE LA METODOLOGÍA SEIS SIGMA EN EL MONTAJE DEL ESTABILIZADOR
4.1 Definición del Equipo de Trabajo.
Una vez definido el concepto de la filosofía Seis Sigma y las herramientas en
las que se basa, se exponen a continuación cuáles fueron los criterios y de qué
manera se conformó el equipo de trabajo que engranaría para llevar a cabo las
mejoras del programa.
Para poder ser implementado con eficiencia, un programa Seis Sigma debe
implicar a todas las personas de la organización. En el programa, cada
individuo tiene un papel importante en la búsqueda de la excelencia de la
empresa.
Todas las técnicas y herramientas utilizadas en el programa de control y
mejora se prestan a ser desarrolladas y aplicadas por grupos de personas, lo
que aumenta su eficiencia. En un equipo, cada integrante aporta su
experiencia (no compite con otros integrantes del equipo) completando la del
resto.
En un programa en el que parte importante de la actividad es tomar
decisiones sobre acciones a realizar, basándose en la realimentación de
información sobre un problema en particular, es de gran importancia que las
personas que han de realizar dichas acciones se sientan de alguna forma “co-
responsable” de la decisión tomada, porque su participación será más activa.
Si las decisiones se toman en grupo y estas personas integran el grupo, se
habrá cubierto este objetivo. Por otra parte, a pesar de la opinión
generalizada, y en muchas ocasiones con fundamento, sobre la actuación de
un grupo de trabajo a la hora de resolver un problema frente a la de un solo
individuo, si el grupo está bien constituido, el objetivo es claro y los recursos
adecuados, las decisiones de un grupo siempre son de mejor calidad que las
de un individuo.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
51
Lo primero que se formó es un equipo de trabajo, liderado por jefe del
programa (Master Black-Belt) que se encargaría de encabezar, liderar,
orientar y tomar las decisiones a la hora de la implementación de las mejoras.
La elección del Black Belt debe basarse en las siguientes características:
Debe tener una experiencia de al menos 5 años en su área de atención.
Debe tener buenos conocimientos de estadísticas (no es necesario ser un
especialista).
Debería tener conocimientos de inglés (las mejores informaciones de Seis
Sigma están en ese idioma).
Debe ser dinámico y tener disposición de realizar cambios. Las personas que
les digan lo que deben de hacer no sirven para ser black belt.
Debe tener habilidad para organizar y comparar proyectos, y para coordinar
equipos de trabajo multifuncionales.
Otros personajes del programa Seis Sigma son los llamados Green Belt. Los
cinturones verdes son personajes de la organización que se dedican a tiempo
parcial a proyectos de Seis Sigma; Son empleados que tienen menos
responsabilidad que los black belts en el programa Seis Sigma, normalmente,
se involucran en proyectos directamente relacionados con su trabajo del día a
día.
Los Green Belts reciben un entrenamiento más simplificado que los black
belts. Sus tareas básicas pueden ser resumidas en dos tareas: auxiliar a los
black belts en la recogida de datos y liderar pequeños proyectos de mejora en
sus respectivas áreas de actuación [4].
A continuación se exponen un resumen de las principales características de los
integrantes de un grupo encargado de la implementación de la metodología
Seis Sigma:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
52
BLACK BELT GREEN BELT
CUALIFICACIONES Formación superior.
Sólidos conocimientos de Estadística básica.
Experiencia técnica y administrativa. Familiaridad con
herramientas estadísticas
básicas.
ENTRENAMIENTO Cuatro meses de
entrenamiento (160 horas+proyecto)
Dos meses de entrenamiento.
NÚMERO DE PERSONAS
ENTRENADAS
Un Black Belt por cada 100 empleados
Un Green Belt por cada 20 empleados.
Tabla 3. Características integrantes grupo Seis Sigma [4].
Este grupo de trabajo estaba compuesto por los siguientes actores:
Jefe de Programa: Ingeniero Industrial con un Master en Seis Sigma, que
será el encargado de liderar el grupo. En la filosofía de 6 sigma a este
personaje se le llama Master Black-Belt. Es la persona que motivará e
involucrará al grupo para el desempeño de la implementación de las mejoras.
Los Green Belt los componen los siguientes miembros del equipo:
Ingeniero de Proceso: Es la persona que ha ayudado activamente en el
diseño de los procesos de montaje. Será un actor clave en los “braimstorming”
para decidir sobre la viabilidad de permutación de procesos, cambio de fases
de algunas actividades, mejoras de utillaje, etc. Es el encargado de cuantificar
la reducción de tiempos de las mejoras.
Ingeniero de Fabricación: Persona con gran experiencia en montajes de
Aeroestructuras que aconsejará introducir mejoras, estimará tiempos de
aprendizajes de los montajes y servirá de enlace, junto al black belt, con la
alta dirección para proponer las mejoras diseñadas durante la aplicación de
herramientas 6 sigma del proyecto.
Jefe de Taller: Es el enlace vital de unión entre las necesidades del taller con
los objetivos de proyecto. Su experiencia en el montaje, será clave en la
implementación del Seis Sigma. Es sin duda, la persona que mejor conoce el
margen de mejora del proceso, así como de sus limitaciones.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
53
Ingeniero de Utillaje: Persona encargada de exponer las limitaciones y/o
margen de mejoras técnicas de las herramientas, utillajes, gradas de montaje,
etc. Ocasionalmente se convoca en los “braimstorming” para debatir estos
asuntos, pero no será una persona activa ni responsable de la implementación
de las herramientas Seis Sigma del programa.
Ingeniero en prácticas: Es la prolongación del Master Black-Belt en el
proyecto. Su misión será escudriñar el taller, analizando las necesidades,
limitaciones de los procesos y posibles mejoras a realizar, después de analizar
y medir el proceso. Junto al Master Black Belt será el encargado de diseñar las
herramientas del 6 sigma más adecuadas y eficientes para llevar a cabo las
mejoras.
4.2 Desarrollo de la implementación de la metodolog ía Seis Sigma.
Una vez justificada la necesidad de implementar la metodología Seis sigma de
mejora del proceso para tratar de reducir el lead-time de montaje,
desglosaremos por etapas de implementación del Seis Sima, tal como se
indica en el diagrama adjunto que fue explicado en el primer capítulo.
Figura 17. Ciclo de Mejora Continua en Seis Sigma

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
54
� DEFINIR
En esta fase debe definirse claramente los siguientes puntos:
� En qué problema se ha se trabajar
� Por qué se trabaja en ese problema en particular.
� Cuáles son los requerimientos del cliente.
� Cuáles son los beneficios de realizar las mejoras.
Hay que tener en cuenta que definir correctamente un problema implica tener
un 50% de su solución. Un problema mal identificado y definido llevará a
desarrollar soluciones para falsos problemas.
Tras analizar en diferentes braimstorming, la situación de las diversas fases
del montaje y de las limitaciones en cada una de las gradas, se llega a la
conclusión de que la fase III genera el cuello de botella principal del montaje.
Los motivos son los siguientes:
o Se generan los mayores retrasos en el montaje.
o La grada de fase III es la más limitada por el espacio de trabajo. Esto
conlleva que en la mayoría de secuencias del montaje que tiene lugar
en este periodo está limitado por la presencia de 2 ó 3 operarios
como máximo, mientras que en otras fases pueda invertirse más
mano obra en determinadas circunstancias.
o Sólo existe una grada de integración, mientras que en las fases I y II
la grada es doble.
o Se observan las mayores desviaciones entre los tiempos reales de
montaje y los valores estipulados por Ingeniería de Fabricación. La
variación media medida en horas de las Fases I, II Y IV están entre
5%-10%; mientras que los valores de fabricación real son mayores
que los de ingeniería de fabricación entorno a un 47 % en la Fase III.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
55
Estos inconvenientes del montaje hacen que se produzcan constantemente
retrasos en las entregas al cliente. Esto unido a la necesidad de planificar la
producción con previsión de aumentar las entregas anuales de elementos,
hace necesario realizar un estudio de mejora de los sistemas productivos
integrados en el montaje del estabilizador para adelantarse a las exigencias de
entregas del cliente. El objetivo fundamental, será reducir los días de montaje
para poder tener un estabilizador mensualmente en grada de fase III.
En esta fase se han utilizado primordialmente las siguientes herramientas del
6 Sigma:
o Braimstormig: fundamentales para analizar los cuellos de botella. Por
cada tormenta de ideas generadas, siguiendo la secuencia de
montaje, se iban anotando todas y cada unas de las mejoras que
surgía.
En definitiva, consistía en una reingeniería de los procesos respaldada
por la experiencia del equipo de trabajo y liderada por el Master Black
Belt.
Tomando como línea conductora de las reuniones los diagramas de
flujos y la descripción detallada del proceso (mapa del proceso), el
equipo de trabajo con reuniones semanales procedía al análisis de
los elementos, circunstancias y limitaciones del montaje las
cuales inducían a no conseguir los objetivos marcados.
Así mismo, en estas reuniones semanales, el equipo encargado de la
implementación de seis sigma, analiza paso por paso todas las
secuencia de montaje; estudiando y valorando las posibles mejoras
susceptibles de ser introducidas en el montaje.
Las conclusiones de estas reuniones periódicas, se recogían en
sendas actas de reuniones en la que por cada mejora se señalaban
los siguientes puntos:
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
56
� Motivo de la mejora.
� Descripción de la mejora.
� Tiempo ahorrado en la mejora.
� Fase del montaje en la que se implementa de la mejora.
� Responsable de introducir la mejora.
� Fecha de implementación de la mejora.
� MEDIR
La etapa medir persigue dos objetivos fundamentales:
� Toma datos para validar y cuantificar el problema o la oportunidad.
Esta es una información crítica para refinar y completar el desarrollo
del plan de mejora.
� Nos permiten y facilitan identificar las causas reales del problema.
Las herramientas de Seis Sigma fundamentales utilizadas en esta fase fueron
las siguientes:
o Diagrama de Flujo:
El objetivo de la implementación de esta herramienta fue la de
profundizar en el análisis en las fases y subfases en las que se
compone el montaje del estabilizador, así como la de analizar dónde,
con qué frecuencia y la duración de los retrasos que se
producían en el desarrollo de los procesos.
Esta herramienta es el instrumento y guión fundamental que fue
utilizado en los braimstorming para definir posibles mejoras.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
57
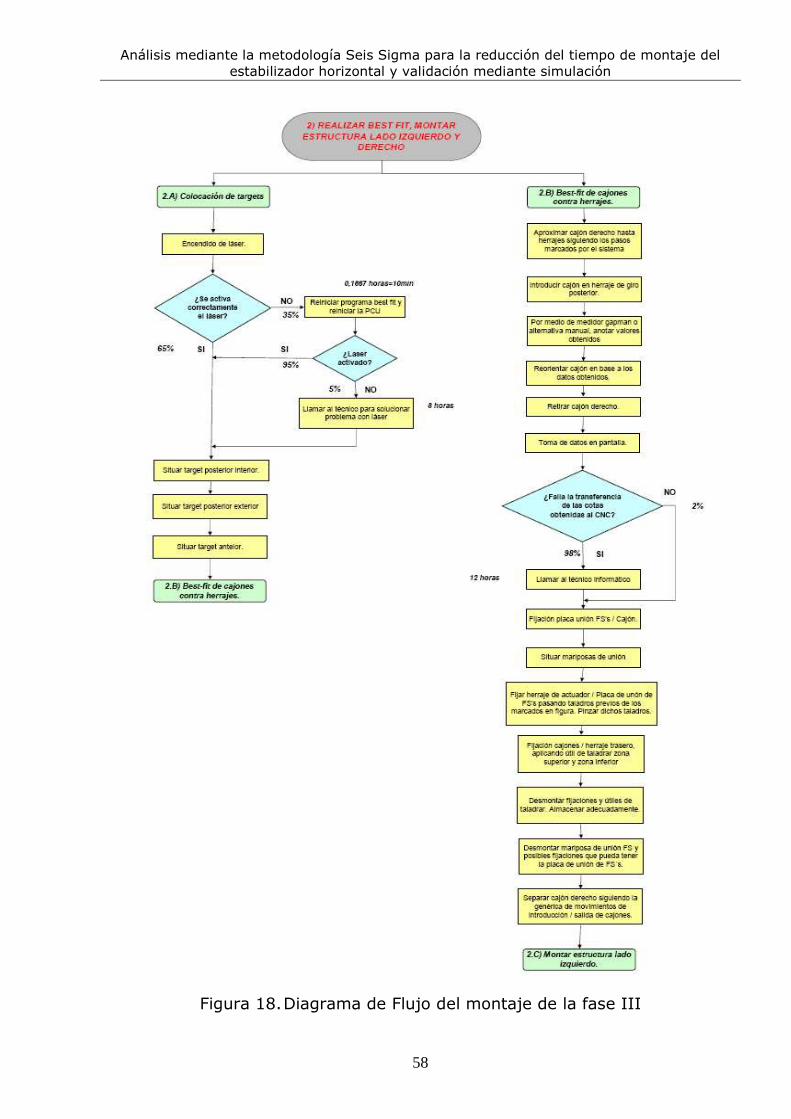
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
58
Figura 18. Diagrama de Flujo del montaje de la fase III

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
59
Debido a la linealidad de las fases y subfases restantes de la Fase III y
teniendo en cuenta que, en el resto del proceso no se observan retrasos;
se han omitido en dicha herramienta el resto de fases del montaje que lo
componen que ya han sido recogidas en el análisis del proceso del
montaje.
� ANALIZAR
El análisis nos permite descubrir la causa raíz del aumento del tiempo de
fabricación.
Tal como se atisbaba en la etapa anterior (DEFINIR); a continuación se
detallan un resumen de las horas media de montaje, así como las variaciones
entre los valores globales reales y los marcados por Ingeniería de Fabricación:
Tabla 4. Horas Media de Montaje por Fases.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
60
Como puede comprobarse, es en la fase III donde se experimentan la mayor
variación (46%).
Los valores de la variación de las otras fases son admisibles tendiendo en
cuenta que el montaje del estabilizador horizontal del Falcon 7X, se trata de
un programa en fase de puesta a punto y que en el tiempo del estudio de las
mejoras tan sólo se había fabricado los primeros 8 aviones.
La herramienta fundamental que se utilizó en esta fase de la implementación
del Seis Sigma fue sin lugar a duda fue el mapa de proceso:
o Mapa del Proceso: Esencial para definir todas y cada una de las
partes que intervienen en el montaje: Necesidad de operarios, tiempo
por operación, secuencia de montaje, etc.
Debido al hecho de que esta herramienta fue el soporte fundamental del
proyecto a la hora de recoger los datos para proceder a la simulación de
las eficiencias de las mejoras, será expuesto en detalle en el siguiente
capítulo.
� MEJORAR
En esta etapa asume una preponderancia fundamental la participación de
todos los participantes del proceso, como así también la capacidad creativa.
La fase de mejora implica tanto el diseño como la implementación.
En esta fase toma primordial importancia una herramienta clave para tener un
seguimiento efectivo de la implementación de las mejoras:
o Diagrama CAUSA-EFECTO:
Una vez recopilada toda la información de las limitaciones del
montaje analizadas en los braimstorming, se procede a realizar el
diagrama de causa efecto.
Este diagrama sintetiza gráficamente todas y cada una de las causas
y subcasusas que producía el aumento del lead-time en la fabricación
que implican no cumplir con los objetivos de fabricación.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
61
Una vez panelizado el diagrama, se consensua un código de colores
para remarcar el estado de supresión de las causas:
o Rojo: Causas en análisis de implementación de mejoras.
o Amarillo: Causa actualmente en proceso de implementación de
mejoras para su eliminación.
o Verde: Causa neutralizada al implementar las mejoras en el
montaje.
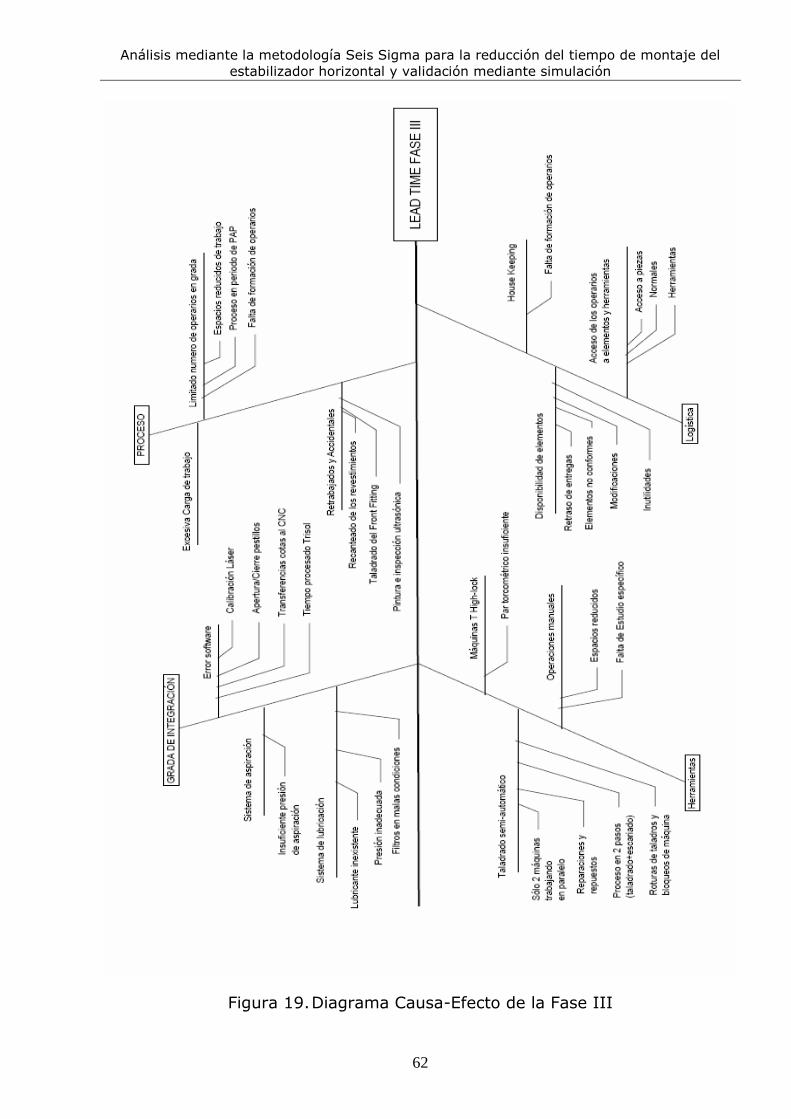
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
62
Figura 19. Diagrama Causa-Efecto de la Fase III
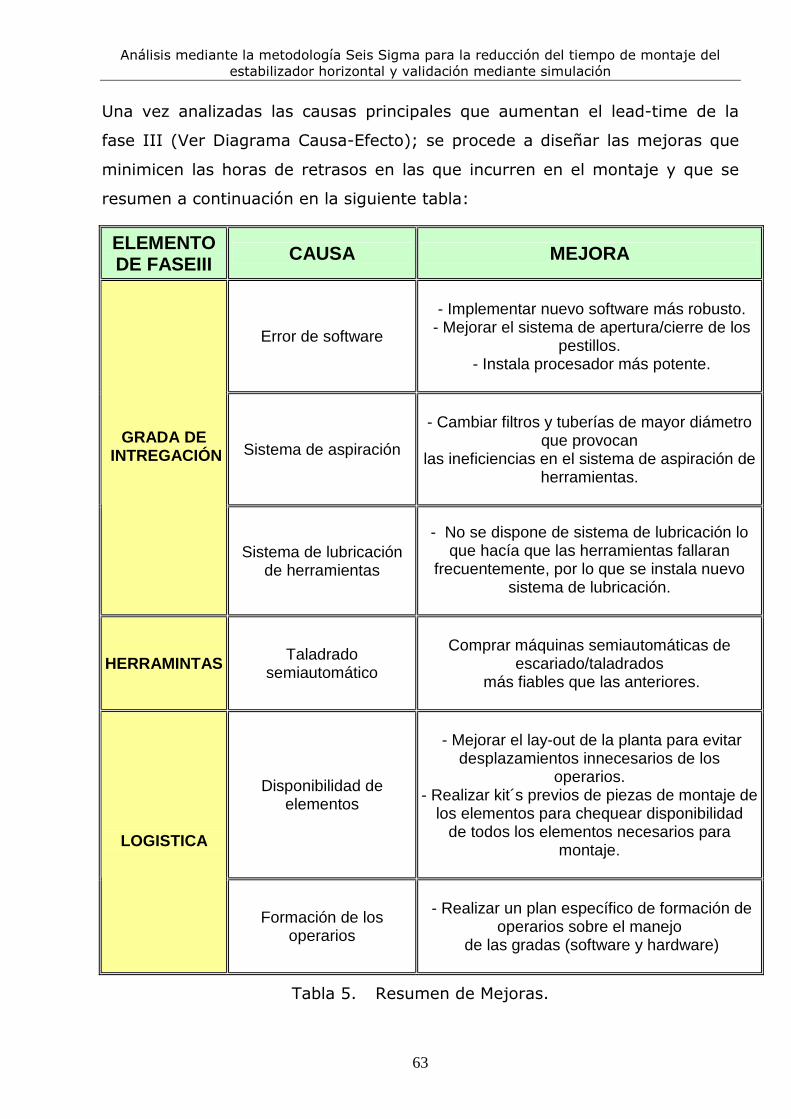
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
63
Una vez analizadas las causas principales que aumentan el lead-time de la
fase III (Ver Diagrama Causa-Efecto); se procede a diseñar las mejoras que
minimicen las horas de retrasos en las que incurren en el montaje y que se
resumen a continuación en la siguiente tabla:
ELEMENTO DE FASEIII CAUSA MEJORA
Error de software
- Implementar nuevo software más robusto.
- Mejorar el sistema de apertura/cierre de los pestillos.
- Instala procesador más potente.
Sistema de aspiración
- Cambiar filtros y tuberías de mayor diámetro
que provocan las ineficiencias en el sistema de aspiración de
herramientas.
GRADA DE INTREGACIÓN
Sistema de lubricación de herramientas
- No se dispone de sistema de lubricación lo
que hacía que las herramientas fallaran frecuentemente, por lo que se instala nuevo
sistema de lubricación.
HERRAMINTAS Taladrado semiautomático
Comprar máquinas semiautomáticas de
escariado/taladrados más fiables que las anteriores.
Disponibilidad de elementos
- Mejorar el lay-out de la planta para evitar
desplazamientos innecesarios de los operarios.
- Realizar kit´s previos de piezas de montaje de los elementos para chequear disponibilidad
de todos los elementos necesarios para montaje.
LOGISTICA
Formación de los operarios
- Realizar un plan específico de formación de
operarios sobre el manejo de las gradas (software y hardware)
Tabla 5. Resumen de Mejoras.
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
64
A continuación se detallan las mejoras principales obtenidas en cada uno de
los ámbitos del montaje:
A) GRADA DE INTREGACIÓN
� Error del Software: Un retaso significativo y sistemático en el
montaje de la FASE III se nos presenta en los innumerables
incidencias detectadas por los errores del software diseñado para
la cinética de la grada.
o Mejoras:
1. Realizar un software más robusto que minimice los
errores durante los movimientos de la integración de los
cajones laterales del Estabilizador.
2. Instalar un procesador con una doble función: la primera,
que reduzca los tiempos de cálculo de los ángulos
óptimos de montaje. La segunda, que dé más
consistencias al software encargado de la cinética de la
grada.
� Sistema de Aspiración:
Las principales herramientas de montaje de una Aeroestructura son:
Taladradora, escariadora y remachadora. La eficacia de estas
máquinas es directamente proporcional al sistema de aspiración que
tengan y que sea capaz de evacuar la viruta y restos del mecanizado
para evitar el fallo de la herramienta por rotura u obturación de los
cabezales.
Inicialmente no se disponía de un sistema eficiente de aspiración, por
lo que se plantea el diseño de un sistema de aspiración con las
siguientes características:
� Instalar un sistema de aspiración con tuberías con diámetro
mayor.
� Instalar un sistema de aspiración con un compresor de
mayor potencia.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
65
� Adquisición de sistema de aspiración manuales adicionales
que apoyen al sistema de aspiración existente.
� Sistema de Lubricación:
El sistema de lubricación es necesario para preservar la vida de la
herramienta.
Este sistema consiste en añadir a la instalación neumática que
provoca la dinámica de las herramientas, un elemento que aporte
periódicamente a la mecánica de la herramientas pequeñas
cantidades de aceite lubrificador que preserve la vida de ésta.
Inicialmente no se dispone de este elemento, lo que provoca
numerosos fallos y roturas de las herramientas.
B) HERRAMIENTAS
� Taladro Semiautomático:
Los taladros semiautomáticos se quedan obsoletos, provocando
numerosas roturas y fallos de herramientas.
Así mismos se posee una herramienta para taladrar y otra para
escariar. Esto conlleva que para pasar de una operación a otra es
necesario cambios continuos de herramientas.
Con todo ello, como mejora se plantea la incorporación de
herramientas nuevas (figura 19) que tienen la particularidad de
aumentar la potencia y capacidad permitiendo realizar ambas
operaciones simultáneamente (taladrado y escariado) y con menos
frecuencia de fallos.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
66
Figura 20. Nuevas herramientas de taladro y escariado.
C) LOGISTICA
� Disponibilidad de elementos:
Se comprueba que antes de comenzar la fase de integración, se
detecta numerosas faltas de elementos necesarios para el montaje; y
muy especialmente de piezas que se montan en dicha fase.
Estas faltas son provocadas por la apertura de documentos de calidad
(HNC, NC´s, ID´s) que se generan por motivo de encontrar
desviaciones fuera de lo establecido por las normas aeronáuticas.
Así mismo, se comprueba que se pierde mucho tiempo en recopilar
todos los elementos necesarios para el montaje, por la
desorganización existente en el taller. Dicha situación carecía de un
control visual de los elementos necesarios.
Para atajar esta situación, se estandarizó la situación de todos y cada
uno de los elementos imprescindibles para el montaje (piezas,
normales, utillaje, herramientas, etc.) mejorando el lay-out de la
planta, evitando desplazamientos innecesarios de los operarios y
teniendo un control visual de todos los elementos pudiendo detectar
posibles faltas que paralizarían el montaje.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
67
En las fotografías siguientes puede verse un ejemplo de las mejoras
de organización y Lay-out del taller:
Figura 21. Control visual de preparación de previa de kit´s de montaje.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
68
� Formación de los operarios:
Se trata de inculcar a los operarios la necesidad de estandarización
del taller adiestrándolo en la filosofía 5S para la mejor limpieza y
organización de la factoría.
Los operarios, como eslabón fundamental, en la cadena de los
miembros del Seis Sigma fueron totalmente inculcados en dicha
metodología de mejora.
Dichos operarios fueron centro de constante consulta en todas y cada
una de las mejoras introducidas en esta fase.
Paralelamente, se les dio un curso intensivo de manejo de la grada de
integración (Software, hardware, utillaje, etc.) así como la de poder
resolver pequeños imprevistos durante el manejo de la grada, ya que
sólo el Jefe de Taller poseía la formación necesaria para solventar el
manejo de la grada de integración.
Pero es sin duda en las secuencias del propio proceso de montaje tras
analizarlo, después de numerosos braimstroming, donde realmente se puede
actuar con mayor eficiencia para poder eliminar el cuello de botella generado
en la fase III del montaje del estabilizador horizontal.
A continuación se exponen una serie de alternativas de montaje que suponen
una serie de reducciones de horas de montaje en la fase III y que favorecen la
eliminación del cuello de botella detectado en dicha fase:
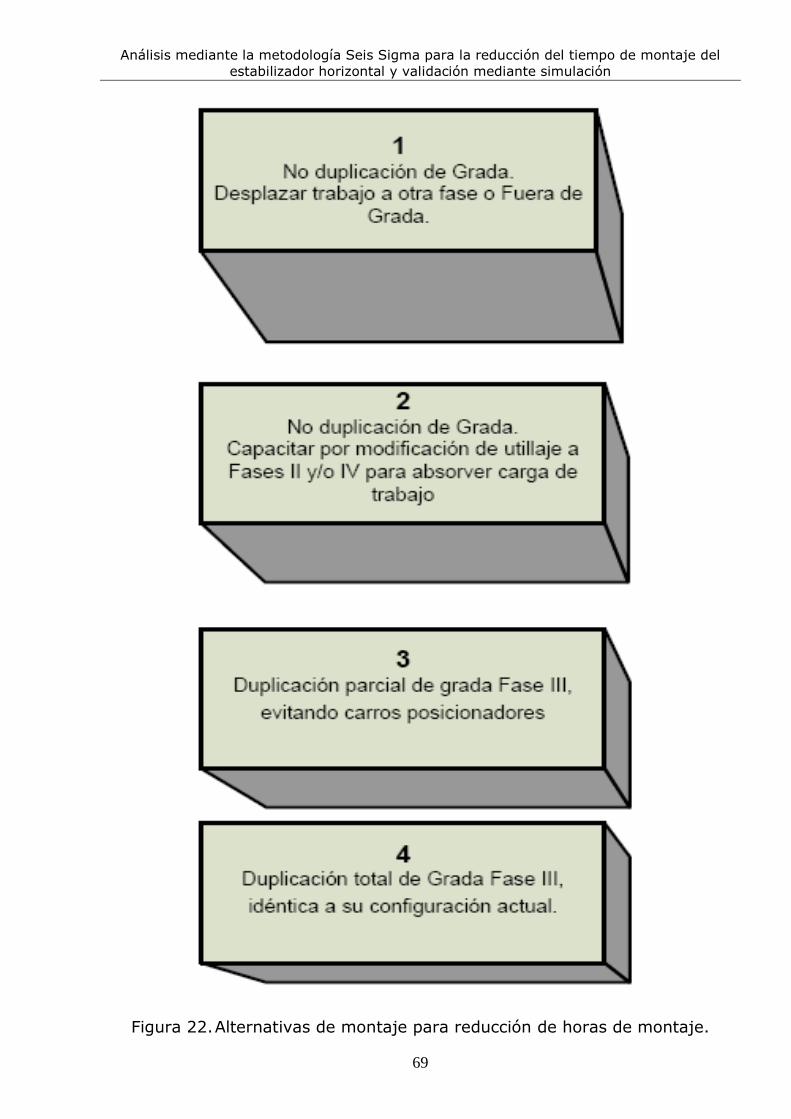
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
69
Figura 22. Alternativas de montaje para reducción de horas de montaje.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
70
ALTERNATIVA 1
Tras ser implementada la herramienta de Seis Sigma “Braimstorming” se
consideran como posibles para ser realizados fuera de grada de Fase III los
siguientes trabajos:
� No remachado de RS interior (debe estar con sellante aplicado y pinzado
suficiente, debe tener remaches definitivos instalados sin partir en un
10% de fijaciones, principalmente zona rear fitting).
� No instalación de herrajes de giro 1 a 3.
� No instalación de la costilla TER1.
� No instalación de straps superiores e inferiores correspondientes a esta
fase.
� No instalación de bandeja interior.
� No remachado de FS interior (debe estar con sellante aplicado y pinzado
suficiente, debe tener remaches definitivos instalados sin partir en un
10% de fijaciones).
� Montada con sellante pero no remachada la mariposa exterior FS´s (sí la
interior).
� Montada con sellante pero no con remachados la costilla LER1 y su
angular, pinzada 100% al angular y éste al larguero, y atornillada 100%
hacia revestimientos.
� No instalación de straps en esta zona.
En la integración del avión 7 de serie, se tuvo en cuenta estas alteraciones del
montaje introdujo en diferentes órdenes de montaje con resultados
satisfactorios en cuanto a ejecución.
La valoración por estimación de estos trabajos alcanza la reducción del lead-
time de 38 horas.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
71
ALTERNATIVA 2
Se consideran las siguientes posibilidades de carga de trabajo susceptibles de
ser trasladadas a Fase II:
1) Premontaje de costilla 1 metálica posterior y sus amarres de cogida a
revestimientos:
Figura 23. Esquema de premontaje Costilla 1.
2) Posibilidad anterior más premontaje de herrajes de carena centrales.
Figura 24. Esquema de premontaje de herrajes de carena.
COSTILLA 1
Herrajes de Carena

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
72
POS. OBSERVACIONES HORAS
ELIMINADAS FASE III
1
Necesidad de introducir referencias teóricas del nervio de herraje central ("peineta") en grada de Fase II. Sólo posibilidad de taladrado costilla/amarres en uno de los lados para no quitar libertad de best-fit posterior. Aparece necesidad de operaciones de galgueo costilla-peineta real en fase III y suplemento líquido o sólido. No posibilidad de remachado a revestimiento por compartir remaches con herrajes de carenas. Dificultad de acceso en zona interior de Fase II con posible necesidad de modificación de estructura en grada
22 h.
2
Posibilidad anterior más: Sólo posibilidad de instalar 5 herrajes de carenas. Necesidad de utillaje de situación de herrajes y referencias de en grada fase II. Necesidad de modificación de diseño en el tipo de remaches de cogida de tuercas remachables a tubular ABS por falta de acceso en fase III a la instalación de dichas tuercas. Necesidad de asegurar entrada de utillaje actual de carenas con los herrajes instalados.
77 h.
Tabla 6. Resumen ALTERNATIVA 2.
Unidas estas horas a las estimadas en la alternativa 1 resulta una eliminación
de horas del lead-time:
Posibilidad 1:
22 h. + 38 h. = 60 h.
Posibilidad 2:
77 h. + 38 h. = 115 h.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
73
ALTERNATIVA 3:
Se considera la duplicación parcial de la grada Fase III consistente en:
� Duplicación de columnas anterior y posterior de situación de front fitting
y rear fitting en configuración idéntica a la actual.
� Soportes de apoyo en cajones laterales capaces de regulación manual.
Figura 25. Esquema de la duplicación parcial de la grada de Fase III.
El proceso quedaría de forma que, una vez realizado el remachado total de
toda la unión central y posterior, atornillar parcialmente los largueros FS y RS
y costillas de BA y sacar HTP de Fase III a Fase III bis.
Desmontar largueros y costillas, escariar front fitting en zona superior e
inferior, Realizar todo el remachado que afecta a dicho herraje.
Realizar en esta Fase todo el trabajo anteriormente eliminado del caso 1.
OBSERVACIONES
HORAS ELIMINADAS FASE
III
Necesidad de superficie lay-out de la planta. Necesidad de duplicar el montaje de largueros interiores y costillas BA. Necesidad de realizar medición de ángulos aerodinámicos y puntos de nivelación en estructura incompleta.
20 h.
Tabla 7. Resumen ALTERNATIVA 3.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
74
Unidas estas horas estimadas en las alternativas 1 y 2 (posibilidad 2) las horas
eliminadas globales en Fase III serían:
20h. + 77h. + 38h. = 135 h.
Debido al coste económico desorbitado que implicaría una duplicación parcial o
total de la grada de montaje, queda descartada la alternativa 3 y 4.
La alternativa de mejora en el proceso de montaje elegida es la ALTERNATIVA
2, que implica una reducción de las horas de montaje de 115 horas totales,
introduciendo un tercer turno de trabajo.
� CONTROLAR
Una vez estimadas y calculadas las reducciones de horas de montaje que
supondrán las mejoras reseñadas y explicadas anteriormente en cada futura
fabricación de estabilizadores; el equipo de trabajo encargado de implementar
la metodología Seis Sigma, debe controlar que dichas reducciones de tiempo
se hagan efectiva.
Los valores de horas de montaje de cada ejecución de futuros estabilizadores,
serán calculados en el capítulo siguiente a través de la simulación en ARENA.
Si se encuentran desviaciones significativas entre los valores calculados por
ingeniería de fabricación y los realmente incurridos, la manera a proceder
sería la siguiente:
� Analizar qué mejoras son efectivas y cuales no.
� Modificar y/o eliminar las mejoras no efectivas.
� Recalcular la disminución de horas de montaje de las nuevas medidas a
tomar.
� Modelar el nuevo sistema para calcula los nuevos valores de los
montajes de los estabilizadores futuros.
4.3 Recogida de Datos.
La herramienta fundamental que se utilizó para proceder a la recogida de
datos fue el Mapa de Proceso ya reseñado en el apartado anterior

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
75
Esta herramienta resultó clave para identificar todas y cada una de las
secuencias de montaje que tenían lugar en la fase III, para poder analizar
dónde se daban las mayores desviaciones entre los tiempos establecidos por
Ingeniería de Fabricación y los tiempos realmente incurridos durante la
fabricación.
También es de destacar del mapa de proceso que, junto con el diagrama de
flujo, fueron fundamentales para la construcción del modelo de simulación que
se analizará, en el capítulo siguiente, la eficiencia de las mejoras
desarrolladas. A continuación se expone el mapa de proceso diseñado para la
Fase de montaje III del estabilizador horizontal:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
76
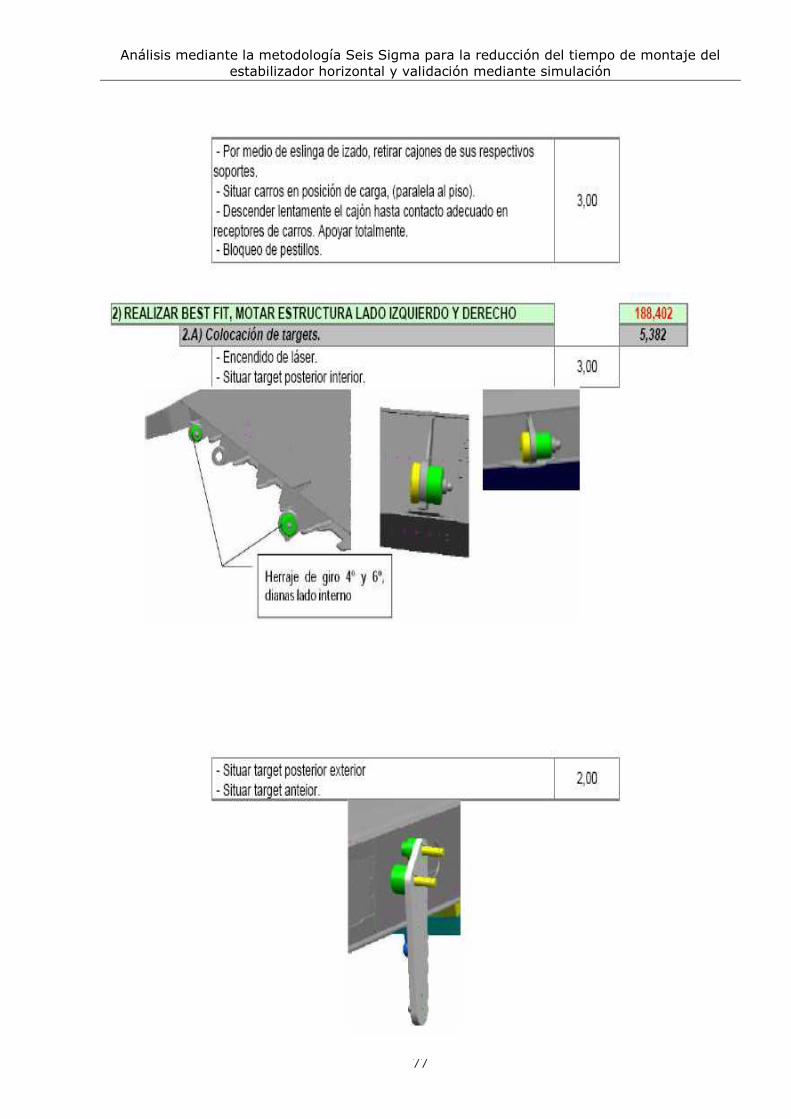
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
77

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
78
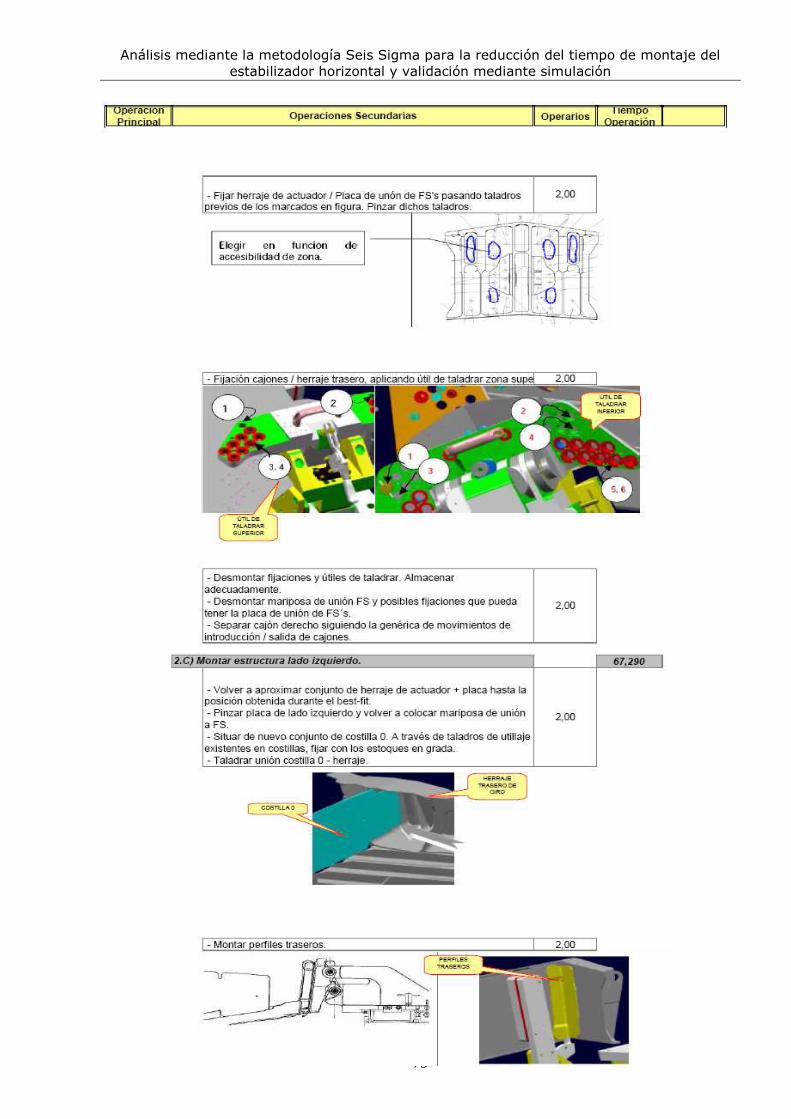
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
79

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
80

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
81

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
82

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
83

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
84

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
85

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
86

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
87
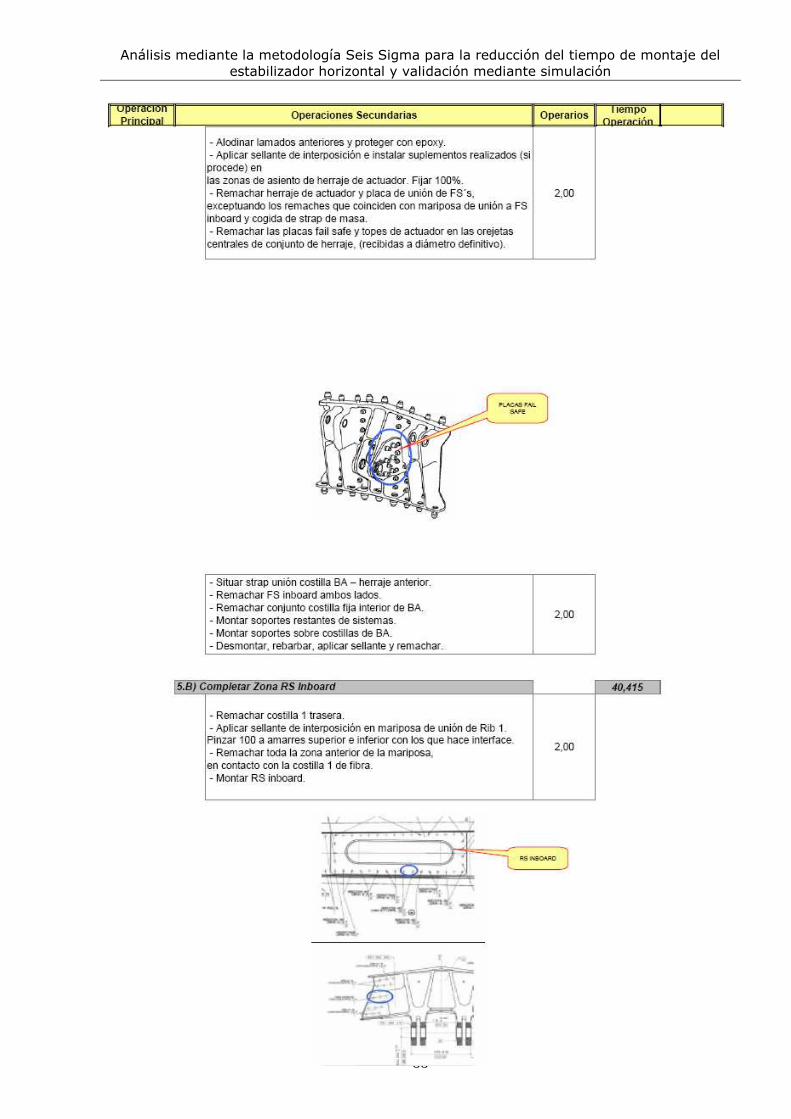
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
88
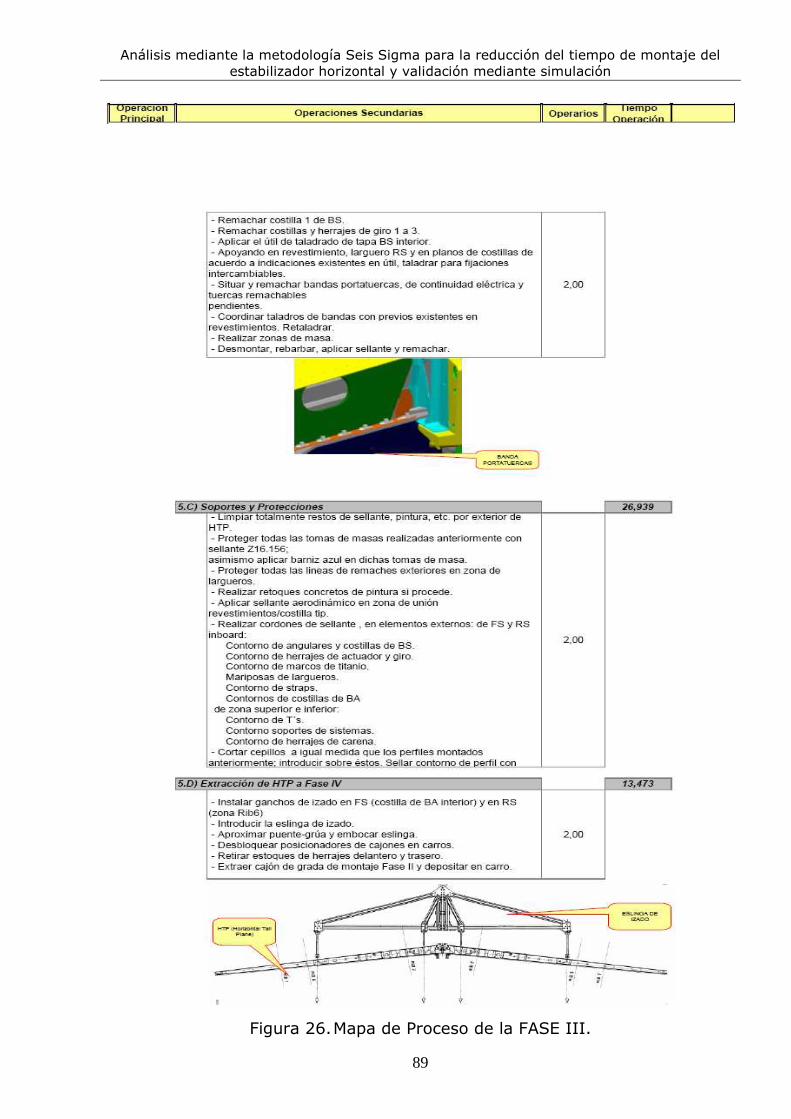
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
89
Figura 26. Mapa de Proceso de la FASE III.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
90
5 DISEÑO Y DESARROLLO DEL MODELO DE SIMULACIÓN
5.1 Desarrollo inicial del modelado.
Para tratar de demostrar la efectividad de las mejoras introducidas e
implementadas en el montaje, ampliamente desarrolladas en el apartado
anterior; se propone crear un modelo en ARENA que servirá de soporte para
llegar a las conclusión de la efectividades de todas las medidas tomadas.
El paso inicial es realizar un modelo previo con la situación actual del montaje.
Dicho modelo será validado, si y solo si, los valores de horas de montaje para
un avión se ajustan lo más posible a los valores reales de tiempo incurrido en
el montaje.
Para los valores reales se toma como avión de referencia el avión secuencial
número 8. Para dicho avión el tiempo total de integración del estabilizador fue
de 653,277 horas.
Nuestro modelo será validado si se aproxima a los valores de lead-time de
montaje para el avión número 8.
En la siguiente figura, se puede observar el esquema general del sistema de
simulación:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
91
Figura 27. Esquema general del modelo de simulación.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
92
A continuación exponemos de forma resumida los elementos principales que
han sido utilizados para la elaboración de nuestro sistema de simulación en
ARENA:
� ENTIDADES: Entidades tan sólo hay una que se denota como “HTP” que
para abreviar son las siglas del estabilizador horizontal en inglés
(Horizontal Tail Plain).
� PROCESOS:
Las características de los procesos que forman parte de nuestro sistema son
los siguientes:
POS. NOMBRE ACCIÓN TIEMPO (HORAS)
1 Situar_herraje_de_giro_Rear Fitting Assy_ Seize Delay 8.742 2 Situar_cajones_laterales_en_carros Delay 11.834 3 Best_fit_de_cajones_contra_herrajes Delay 484.398 4 Montar_estructura_lado_izquierdo Delay 67.29 5 Montar_estructura_lado_derecho Delay 67.29 6 Retraso1 Delay 3.5 7 Taladrado_de_herraje_de_giro Delay 13.473 8 Retraso2 Delay 0.083
9 Retraso3 Seize Delay
Release 0.5 10 Retraso4 Delay 0.083 11 Retraso5 Delay 0.1667 12 Retraso6 Delay 8 13 Colocacion_de_targets Delay 5.382 14 Taladrado_Ts_union Delay 26.939 15 Taladrado_Zona_central_RS Delay 26.939 16 Taladrado_Herrajes_de_Carena Delay 67.29 17 Remachado_de_herrajes_de_carenas_y_amarres_Rib_0 Delay 53.822 18 Remachado_de_la_union_central Delay 67.29 19 Remachado_de_soportes_de_instalacion Delay 26.939 20 Completar_Zona_FS_Inboard Delay 80.78 21 Completar_Zona_RS_Inboard Delay 40.415 22 Soportes_y_Protecciones Delay 26.939 23 Retraso7 Delay 8 24 Retraso8 Delay 12 25 Entrada 1 estabilizador en grada Seize Delay 0 26 Liberacion recursos Delay Release 0 27 coger grada Seize Delay 0
Tabla 8. Características de los Procesos

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
93
� RECURSOS:
Los recursos utilizados son los siguientes:
POS. NOMBRE CAPACIDAD
1 Operario Infinite 2 Grada Infinite 3 Control 1 4 Puente grua 1
Tabla 9. Características de los Recursos.
El recurso Control se introduce para simular que debe entrar un elemento en
el sistema solo y cuando haya salido el anterior.
� POSIBILIDAD DE RETRASOS (MÓDULOS “DECIDE”):
En la tabla adjunta se puede observar los módulos “Decide” que se introducen
para simular la posibilidades de retrasos en el montaje por diversos fallos en
los procesos.
POS. NOMBRE % DE VERDAD
1 Es_posible_situar_estoque 10 2 Falla_accionamiento_automatico_pestillos 75 3 Disponibilidad_puente_grua 55 4 Falla_accionamiento_automatico_pestillos2 75 5 Activacion_correcta_targets 65 6 Activacion_LASER 95 7 Laser_activado? 95 8 Falla_transferencia_cotas_obtenidas_al_CNC? 98
Tabla 10. Características de la posibilidad de Retrasos.
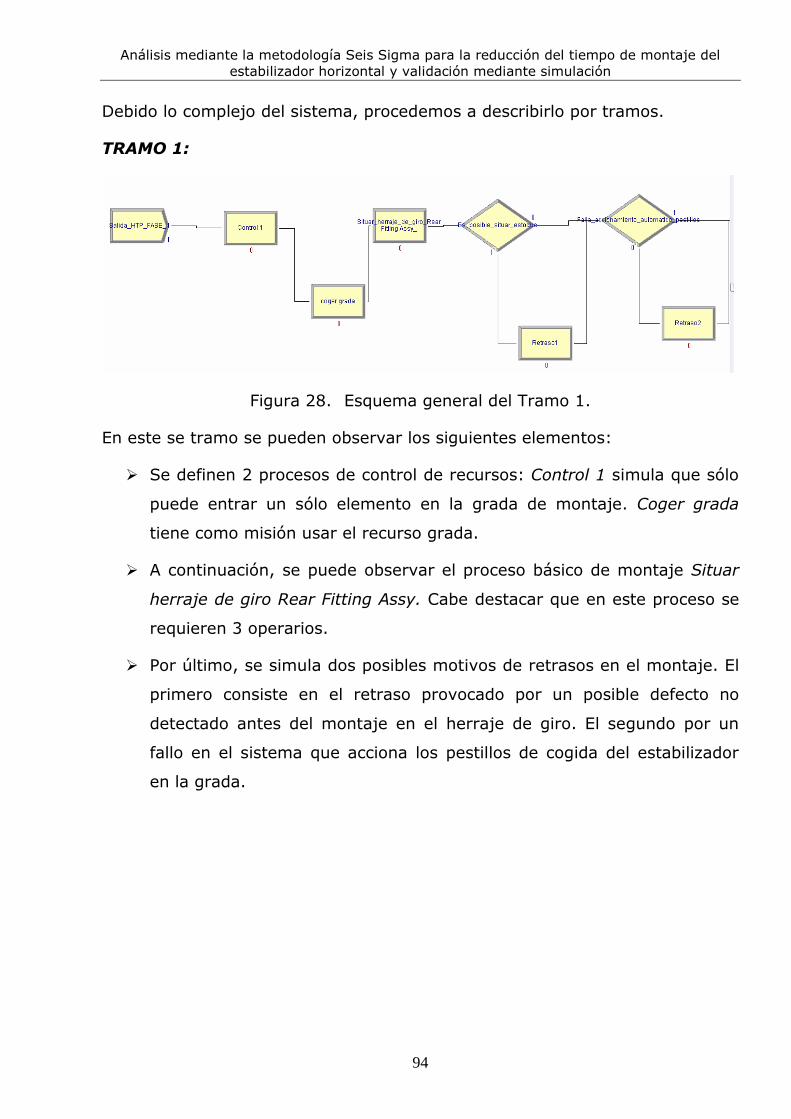
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
94
Debido lo complejo del sistema, procedemos a describirlo por tramos.
TRAMO 1:
Figura 28. Esquema general del Tramo 1.
En este se tramo se pueden observar los siguientes elementos:
� Se definen 2 procesos de control de recursos: Control 1 simula que sólo
puede entrar un sólo elemento en la grada de montaje. Coger grada
tiene como misión usar el recurso grada.
� A continuación, se puede observar el proceso básico de montaje Situar
herraje de giro Rear Fitting Assy. Cabe destacar que en este proceso se
requieren 3 operarios.
� Por último, se simula dos posibles motivos de retrasos en el montaje. El
primero consiste en el retraso provocado por un posible defecto no
detectado antes del montaje en el herraje de giro. El segundo por un
fallo en el sistema que acciona los pestillos de cogida del estabilizador
en la grada.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
95
TRAMO 2:
Figura 29. Esquema general del Tramo 2.
En esta sección se reseñan los siguientes eventos:
� Los retrasos provocados por la disponibilidad del puente grúa,
accionamiento de pestillos y la activación correcta de los “targets” de
láser de posicionado.
� Los procesos básicos de Situar cajones laterales en carros y la
Colocación de targets completan este bloque.
Cabe destacar que en este proceso se libera un operario. Esto está motivado a
la circunstancia de que en las operaciones anteriores es necesario tres
personas para poder manipular los cajones para colocarlos en grada.
En las fases posteriores la mano de obra está limitada en dos operarios ya que
el espacio de trabajo se focaliza en la parte central del estabilizador, teniendo
un espacio muy reducido de trabajo.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
96
TRAMO 3:
Figura 30. Esquema general del Tramo 3.
Las fases a destacar en este tramo son los siguientes:
� Los retrasos provocados por la activación incorrecta del láser y por los
fallos de procesado del programa de control numérico.
� Proceso básico de Montar estructura lado izquierdo.
TRAMO 4:
Figura 31. Esquema general del Tramo 4.
En esta parte tiene lugar los siguientes procesos:
Montar estructura lado izquierdo, Montar estructura lado derecho, Taladrado
de herraje de giro, Taladrado Ts unión, Taladrado Zona central RS, Taladrado

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
97
Herrajes de Carena, Remachado de herrajes de carenas y amarres Rib 0 y
Remachado de la unión central.
TRAMO 5:
Figura 32. Esquema general del Tramo 1.
En este tramo toman lugar los siguientes elementos:
� Los procesos: Remachado de la unión central, Remachado de soportes
de instalación, Completar Zona FS Inboard, Completar Zona RS inboard,
soportes y protecciones.
� Al finalizar la simulación quedan liberados los recursos con el proceso
Liberación de recursos.
5.2 Análisis de los resultados.
Una vez realizada la explicación del sistema procedemos a ejecutarlo y a
obtener los siguientes resultados:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
98

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
99
Figura 33. Resultados de la Simulación.
De este reporte de resultados extraídos del programa ARENA obtenemos
siguiente:
1. El tiempo total del montaje del estabilizador en esta fase resulta de 660
horas. Tal como comentamos al comienzo de la simulación, el tiempo
real de montaje fue de 653.277 horas; esto significa una variación
entre los valores de la simulación y los valores reales del montaje de tan
sólo un 2%.
Debido a que esta variación es mínima y teniendo en cuenta que se ha
estimado una desviación estándar de 0.2 horas en todos los procesos, se
llega a la conclusión que el sistema inicial de modelado es válido para
ser utilizado en el análisis de las mejoras.
2. La media de ocupación del recurso operario es de 2.04 operarios. Es
decir, en la mayoría de los proceso se requieren 2 operarios.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
100
Esto es lógico, si observamos que sólo se requieren 3 operarios en los
procesos iniciales, debido a las necesidades de transportar y manipular
el estabilizador.
Debido a lo delicado del elemento y al peso del elemento, es necesario
disponer de 3 operarios durante esta fase inicial del montaje.
3. Teniendo en cuenta que, inicialmente se considera una jornada laboral
de 2 turnos de 8 horas laborales al día, el lead-time de montaje en
fase III iniciales expresado en días laborables es de 41.25 días.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
101
6 PRUEBAS
6.1 Implementación de las mejoras en el modelo AREN A.
A continuación procedemos a implementar las mejoras analizadas en el
apartado anterior en modelo ARENA.
Las mejoras a introducir en el modelado son las siguientes:
� Se fija como objetivo la implementación de la ALTERNATIVA 2, es decir,
reducción de las horas de montaje de 115 horas totales,
introduciendo un tercer turno de trabajo. Se estipula la
implementación de dichas mejoras en el avión 10.
� Ingeniería de Fabricación, calcula la curva de entrenamiento de
montaje.
Esta curva de entrenamiento tiene una doble función: Una es la de
estimar que, al ser un programa en periodo de puesta a punto, el lead-
time de fabricación se reducirá proporcionalmente con cada fabricación
del estabilizador. Esto es debido al adiestramiento de los operarios y por
la implementación de todas las modificaciones de diseño que facilitan el
montaje. Es decir, la propia experiencia evoluciona la reducción del
tiempo de montaje.
La segunda función de la curva de entrenamiento, es la de estimar la
reducción sistemática de los retrasos que suponen el elevador valor de
las horas de montaje.
En la figura adjunta se puede observar la reducción sistemática de los
valores de las horas de montaje del estabilizador.
La reducción del Avión 8 al Avión 10 fue calculada realmente; siendo a
partir del avión 10 las estimaciones de bajada de horas las concluídas
por Ingeniería de Fabricación.
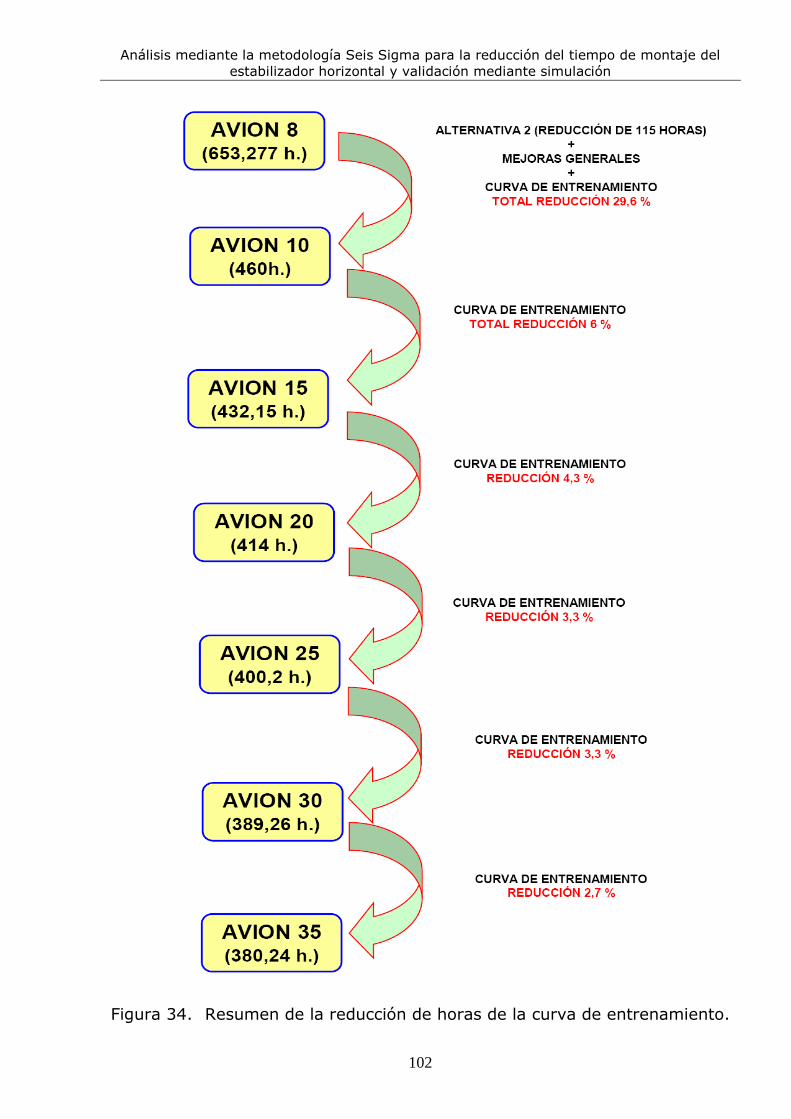
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
102
Figura 34. Resumen de la reducción de horas de la curva de entrenamiento.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
103
Para implementar esta curva de entrenamiento en nuestro modelado; se
introduce los siguientes elementos:
� Los tiempos de los procesos se introducen como variables. Estos
tiempos, serán decrementados porcentualmente siguiendo los
porcentajes reseñados en la tabla anterior, por cada iteración.
Para ello se introduce en el modelado inicial, un módulo de
asignación que irá decrementando los valores de las horas de
montaje para cada iteración.
Esto se simula introduciendo una variable “índice” (que tomará
valores del 1 al 6) y otra variable “Entrenamiento” que simula las
reducciones porcentuales indicadas en la relación anterior, tal
como se observa en la siguiente figura.
Figura 35. Introducción de la variable “Entrenamiento”.
Se estipula que a partir del avión 35, no se decrementa más el
tiempo, llegando en este avión al mínimo de la curva de
entrenamiento.
Iteración de montaje

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
104
Figura 36. Introducción de las variables de tiempo asociadas a la curva de
entrenamiento.
� La probabilidad de que se produzcan todos los retrasos, se irá
decrementando también porcentualmente por cada ejecución. Las
reducciones de las probabilidades de fallos se resumen en la figura
siguiente:

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
105
Figura 37. Resumen de la reducción de la probabilidad de fallos.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
106
Esto se simula se manera semejante a los procesos de montaje. Es decir, las
probabilidades de fallos se transforman en variables que serán decrementadas
en cada iteración del modelado.
Esto se consigue introduciendo la variable “mejora retraso avión”, la cual tiene
una función semejante a la de “Entrenamiento”; con la única salvedad que
será definida a través de una matriz de valores definida para cada avión y
cada retraso tal como se indica en la siguiente figura:
Figura 38. Introducción de la varible “mejora retraso avión”.
Si procedemos a ejecutar el modelo para 6 iteraciones (AV. 8, AV. 10, AV.15,
AV.20, AV.25, AV.30) obtenemos los siguientes resultados:
Retrasos
Iteración de montaje

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
107

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
108

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
109
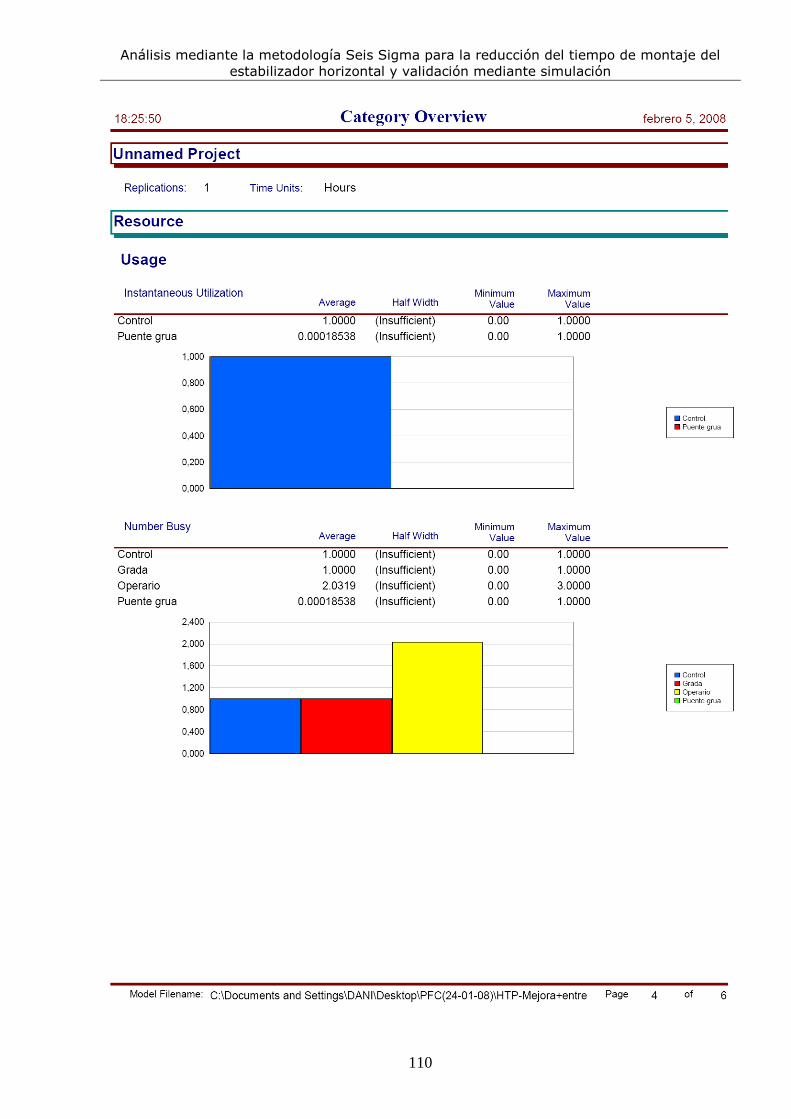
Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
110

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
111

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
112
Figura 39. Resultados de la simulación con la incorporación de mejoras en los
procesos.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
113
A continuación procedemos a exponer las conclusiones más significativas que
se pueden extraer del reporte de resultados:
� La reducción de horas de montaje va desde las 641 horas para el
avión 8 hasta las 380 horas para el avión 35.
Es decir, las mejoras introducidas generan para el avión 35 una
reducción de 261 horas de montaje. Expresados en términos
porcentuales, se trata de una disminución de un casi 60% de las
horas de totales de montaje para el avión 35.
� Si además tenemos en cuenta que se introduce un tercer turno, el
tiempo en días en grada del elemento pasa de ser de 41.25 a tan
sólo 16 días laborables.
En la siguiente figura puede verse la reducción sistemática para
cada iteración de los valores de horas de montaje dadas por el
modelo y sus correspondientes días laborables de montaje.
Figura 40. Reducción de horas de montaje por cada estabilizador.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
114
7 CONCLUSIONES Cabe destacar la potente herramienta que significa la metodología Seis Sigma
para un programa de ensamblaje de un estabilizador horizontal.
Las principales conclusiones que se pueden extraer del presente proyecto son
las siguientes:
� Se observa, que con la implementación de la metodología ha sido
eliminado el cuello de botella generado en una de las fases III de
montaje.
� La simulación en ARENA es un instrumento de bajo coste y con
gran fundamento práctico que ayuda a demostrar a la dirección de
una empresa la necesidad de implementar una metodología de
mejora del proceso como en este caso el Seis Sigma.
Dicha simulación tiene la misión de demostrar la eficiencia de las
mejoras de los procesos decrementando el lead-time de montaje
hasta reducir los cuellos de botella existentes.
� Seis Sigma no trata sólo de herramientas estadísticas y cálculos de
defectos. Ni tampoco se limita a organizar a la gente en equipos
de trabajo. Seis Sigma constituye una cultura de gestión
empresarial, incorporando el método estadístico en la toma de
decisiones y fomentando, mediante técnicas de trabajo en grupo,
un verdadero abordaje transversal de los procesos, de modo que
se parta de las necesidades del cliente y se concluya en una acción
integral (implicando a todos los departamentos) para atender esa
demanda.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
115
8 EXTENSIONES DEL PROYECTO A continuación se exponen algunas posibles extensiones que pueden
desarrollarse en el presente proyecto:
� Realizar un estudio paralelo de la reducción de costes asociados a
la disminución de horas de montaje conseguida por la
implementación de la filosofía Seis Sigma.
No se ha podido profundizar en este aspecto debido al hecho que
la compañía no ha facilitado la relación coste-horas de montaje por
confidencialidad de los datos.
� Estudiar la posibilidad e implementar la simulación en el caso de
duplicación parcial o total de la grada.
Recalcular las horas de montaje en estas circunstancias y estudiar
la viabilidad de esta posibilidad; comparando los beneficios
obtenidos con el coste adicional de adquisición de la grada total
y/o parcial.
� Implantación en las demás fases del montaje (Fase I, Fase II y
Fase IV), calculando el lead-time total de fabricación del
estabilizador y comparándolo con el plan de entrega del cliente.

Análisis mediante la metodología Seis Sigma para la reducción del tiempo de montaje del estabilizador horizontal y validación mediante simulación
116
9 BIBLIOGRAFÍA
[1] ARRANZ BARRADAS, César. ¿Qué es en realidad “Seis Sigma”/”Six sigma?
Gestión de Negocios. nº3 Mayo/Junio 2003.
[2] ASOCIACIÓN ESPAÑOLA PARA LA CALIDAD. Herramienta para la Calidad.
Editado por Cyan, Proyectos y producciones editoriales, S.A. 1º ed. 2002.
[3] DI PAOLO, Jorge. El Nuevo Falcon 7X. Http://www.aeroespacio.com.ar/site
/anteriores /538-550/547/site/_03falcon.htm. última visita (13-02-08)
[4] GOMEZ FRAILE, Fermín / Vilar Barrio, José Francisco / Tejero Monzón,
Miguel. SEIS SIGMA. Editado por Fundación Confemetal. 1º ed. 2002.
[5] PANDE, Peter S. / NEUMAN, Robert P. / CAVANAGH Roland R. Las claves
PRÁCTICAS de SEIS SIGMA. Traducido por Juan Manuel Caro Bernat / Elena
Caro Bernat; editado por MC Graw Hill, 1º ed. en español 2004.