critical asset surveillance models using electrical ... · infrared scan ultrasound scan partial...
TRANSCRIPT

Critical Asset Surveillance Models Using
Electrical Maintenance Safety Devices
1
Presenter:
Martin RobinsonCEO IRISS Group

Which Bulb Is Not Working??2

Functioning
CorrectlyFunctioning
Correctly
Failed System:
Does not Work
Failed System:
Too BrightFailed System:
Too Dim3

Traditional Maintenance and testing of electrical systems utilize intrusive work practices such as:
• Tightness / Torque testing• Megger / Stress testing• Circuit Testing• Load Bank Testing• Breaker and Isolator Testing• Etc…
Traditional Electrical Maintenance practices
CAST 1-4
These “Maintenance Tasks” are designed with one outcome in mind: “To confirm whether of not the circuits and connections are good and that the system meets its “Operational Requirements”.
IS THERE A BETTER WAY????

Infrared Scan
Measures temperature caused
by high resistance connections, load imbalance, etc…
Ultrasound Scan
Records Airborne Emissions at 40 kHz to identify Arcing
Tracking and Corona.
Partial Discharge
Identifies cable insulation issues in
energized systems of 5kV and above
Motor Current Analysis
Identifies faulty electrical circuits & components. Can be
completed De-energized
Ultraviolet Scan
Finds Corona issues in energized systems
of 5kV and above
Visual Inspection
Visual identification of system integrity. Can be completed
De-energized
Electrical Connections must be inspected under load
conditions to allow their condition to be validated
The Majority of Condition Based Test Equipment Require Energized systems
**NFPA 70B Recommends a Minimum of 40% Load** 5
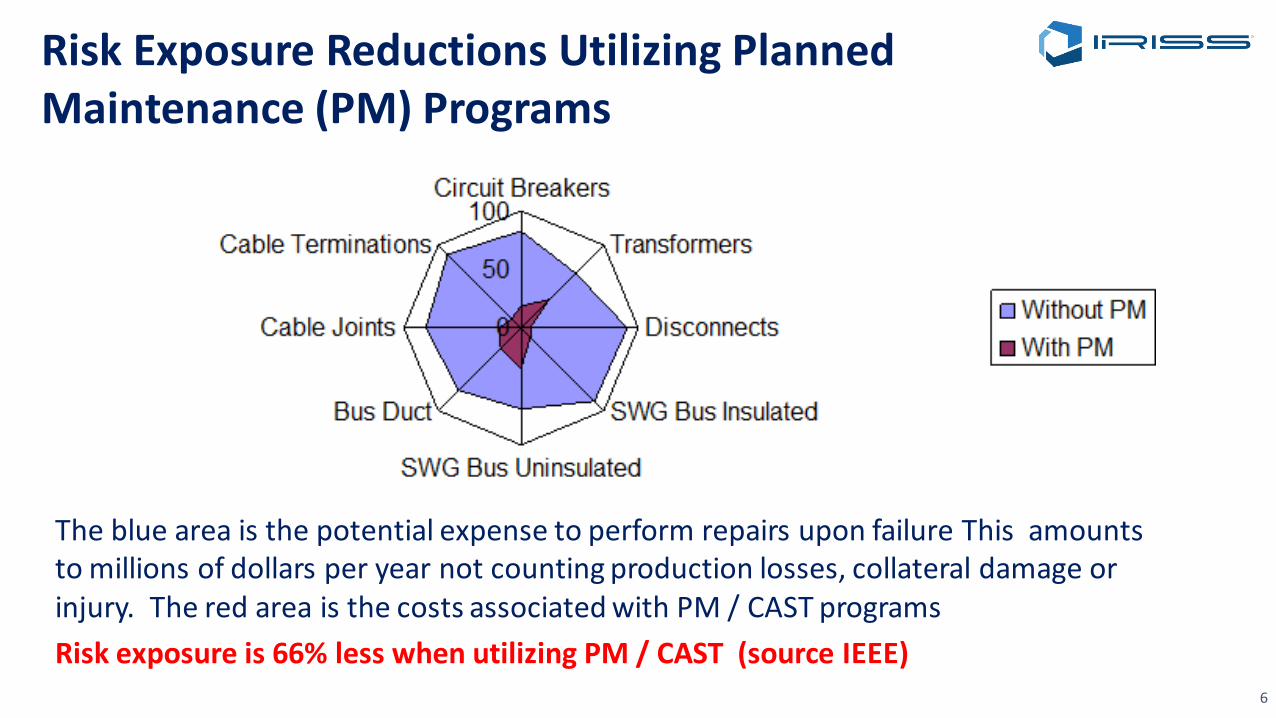
Risk Exposure Reductions Utilizing Planned Maintenance (PM) Programs
6
The blue area is the potential expense to perform repairs upon failure This amounts to millions of dollars per year not counting production losses, collateral damage or injury. The red area is the costs associated with PM / CAST programs
Risk exposure is 66% less when utilizing PM / CAST (source IEEE)

How do we start?CAST 1-7

Cable Connections Bus Bar Connections Isolator or Circuit Breaker
Connections
Identify the Components you wish to inspect
8

Infrared Scan Ultrasound Scan Partial Discharge Motor Current Analysis
Ultraviolet Scan Visual Inspection
Inspection Results
No Issues Found
Inspection Results
No Issues Found
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV Systems or Above)
Inspection Results
No Issues Found
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV
Systems or Above)
Inspection Results
No Issues Found
Good Electrical Connection and Circuit
Test Equipment Results
9

Infrared Scan Ultrasound Scan Partial Discharge Motor Current Analysis
Ultraviolet Scan Visual Inspection
Inspection Results
Uniform heating of completed Circuit
Inspection Results
No Issues Found
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV Systems or Above)
Inspection Results
No Issues Found
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV
Systems or Above)
Inspection Results
In extreme cases we may see heat damage
on cables, etc….
Overloaded Electrical Connection and Circuit
Test Equipment Results
10

Infrared Scan Ultrasound Scan Partial Discharge Motor Current Analysis
Ultraviolet Scan Visual Inspection
Inspection Results
Localized heating at bolted connection
Inspection Results
May find Arcing or tracking depending on
severity of the fault
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV Systems or Above)
Inspection Results
Inspections should show elevated
resistance reading in tested circuits.
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV
Systems or Above)
Inspection Results
In extreme cases we may see heat damage
on cables, etc….
High Resistance Or Loose Electrical Connection
Test Equipment Results
11

Infrared Scan Ultrasound Scan Partial Discharge Motor Current Analysis
Ultraviolet Scan Visual Inspection
Inspection Results
Localized heating at Lug/cable connection.
Inspection Results
May find Arcing or tracking depending on
severity of the fault
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV Systems or Above)
Inspection Results
Inspections should show elevated
resistance reading in tested circuits.
Inspection Results
No Issues Found(Voltage Related,
Usually used in 5kV
Systems or Above)
Inspection Results
No Issues Found
High Resistance Or Loose Cable Lug Connection
Test Equipment Results
12

Infrared Scan Ultrasound Scan Partial Discharge Motor Current Analysis
Ultraviolet Scan Visual Inspection
Inspection Results
Depending on severity level this may not produce heat….
Inspection Results
Should produce corona but is voltage
defendant
Inspection Results
TEV will be present but results are voltage
Related, Usually used in 5kV Systems or Above
Inspection Results
No Issues Found
Inspection Results
Corona will be present but results are voltage
Related, Usually used in
5kV Systems or Above
Inspection Results
In extreme cases the Partial Discharge can
be seen as a white
residue
Partial Discharge or Cable Insulation failure
Test Equipment Results
13

14
Equipment Failure Patterns
15
D-I-P-F Curve

16
Electrical D-I-P-F Curve

1. As much as 60% of failures & safety issues
can be prevented by making changes in
design
2. 80% or more of a facility's life cycle cost is
fixed during the plan, design, and build phases
3. 30-40% of equipment breakdowns are related
to poor equipment design or condition17
Asset Management and Design Strategies
A major part of asset design and procurement
relies heavily on the input from the Original
Equipment Manufacturer (OEM). We must consider
the OEM impact upon the ultimate design,
reliability, and success of a project. These directly
impact the following statistics:

18
There are three principles of system design in high availability
engineering:
1. Elimination of single points of failure. This means
adding redundancy to the system so that failure of a
component does not mean failure of the entire system.
2. Reliable crossover. In multithreaded systems, the
crossover point itself tends to become a single point of
failure. High availability engineering must provide for
reliable crossover.
3. Detection of failures as they occur. If the two
principles above are observed, then a user may never
see a failure. But the maintenance and reliability
activities must be designed to detect early signs of
impending failure.
System Design and Reliability

19
Electrical D-I-P-F Curve

CAST Technologies detect problems early
20

Final Stages of Failure:All CAST inspections continue to degrade, physical signs of detection seen by operators(smell, noise, hot-to-touch, etc…)
21

SummaryCritical Asset Surveillance Technologies
Critical Asset Surveillance Technologies22

CAST 1-23

CAST 1-24

Se
ve
rity
Likelihood
Risk Priority Number
CAST 1-25

CAST 1-26

Likelihood
Se
ve
rity
Online Monitoring
Monthly Inspection
Quarterly Inspection
Semi-Annual Inspection
Annual Inspection
CAST 1-27
Risk Appetite Maintenance Plan Selections

Bridging the Skills GapCAST 1-28

CAST 1-29

CAST 1-30

31
Critical Asset Surveillance Technologies
(CAST)

• CAST is a risk based 100% surveillance repair model that utilizes condition based monitoring technologies.
• Potential issues can be found easily and efficiently significantly impacting the detection multiplier on the RPN calculation.
• CAST surveillance and inspection methods determine the condition of assets or systems being inspected and include but are not limited to:
• Infrared Thermography• Airborne Ultrasound• Motor Current Analysis• Partial Discharge Testing• Power Quality Management• Ultraviolet “Corona” Imaging• Vibration Analysis• Alignment Testing• Visual Inspections
Critical Asset Surveillance Technologies Overview:
CAST 1-32

33

Common Ways to Interact with Equipment
• Opening or closing doors
• Removing or replacing a cover
• Reaching into or leaning into equipment
• Removing or replacing internal barriers
• Operating switches or circuit breakers
• Racking a circuit breaker
• Using tools or test equipment
An “Electrical Hazard” is a state that occurs when exposed parts are present OR when you are interacting with a piece of equipment in such a way that you could be electrocuted or cause an arc flash.
34

Reducing Maintenance
Induced Failures
35

36
Ports
Ultrasound
External Voltage Indicators
MCA
Power Quality
Online Monitoring
Temperature Monitoring
Asset Tags & Monitoring
Vibration Analysis
Partial Discharge
Power Quality
Types of Electrical Maintenance Safety Devices (EMSD)
Infrared (IR) Windows
Round / Rectangular IR
Windows
Visual / IR / UV spectrums
Custom designed IR
Windows

37
A Recent Emerson Study on The Effect of Regular, Skilled
Preventive Maintenance and Remote Monitoring of Critical
Power system Reliability on Mean Time Between Failures
(MTBF) showed the following Results:

38
The Asset MTBF is increased by 51
times by inspecting once per quarter
Source: The Effect of Regular, Skilled preventive Maintenance and Remote Monitoring on Cri tical Power system Reliability

Total Cost of Asset Ownership
Direct (Visible) Costs• Acquisition• Research• Design• Production and Test• Construction
Indirect (Invisible) Costs• Operations (Personnel, Facilities, Utilities)• Maintenance, Testing and Support• Spares and Inventory• Training• Software• Disposal
15%
85%
39

Total Cost of Asset Ownership
Direct (Visible) Costs• Acquisition• Research• Design• Production and Test• Construction
Indirect (Invisible) Costs• Operations (Personnel, Facilities, Utilities)• Maintenance, Testing and Support• Spares and Inventory• Training• Software• Disposal
15%
Up to 75%
40

The Use of EMSD CAST Programs Deliver the Following:
• Risk exposure is 66% less when utilizing CAST / PM programs
• RPN significantly reduced through improved fault detection techniques
• Simplified inspection programs bridge the skills gap• Significant impact on the Total Cost of Ownership by
reducing indirect costs associated with up to 75% of TCO41

The Use of EMSD CAST Programs Deliver the Following:
• MTBF is significantly improved adding to increased uptime and decreased downtime.
• Remove maintenance induced failures by simplifying energized maintenance inspection processes
• Increased ROI On CAST equipment and training
42

43

44