corporación mexicana de investigación en materiales, s.a ... · inclinados. nl/u/2002/000025 mod....
TRANSCRIPT

1
Corporación Mexicana de Investigación en Materiales, S.A. de C.V.
5. INFORME DE GESTION CORRESPONDIENTE A ENERO-MARZO DE 2008
Julio de 2008

2
Í N D I C E
Página
I. INTRODUCCIÓN………………………………………………………… 3 II. INFORME DE ACTIVIDADES…………………………………………. 4
A). Infraestructura Humana y Material……………………………… 4 A.1 Humana…………………………………………………… 4 A.2 Material…………………………………………………… 6
B). Productividad Científico y Tecnológica…………………… 6 B.1 Proyectos de Investigación y Desarrollo, Aplicación de
tecnología y estudios estratégicos……………………. 6 B.2 Conferencias Técnicas y Publicaciones………………. 8 B.3 Participación en Congresos 8 B.4 Informes Técnicos………………………………………. 8 B.5 Patentes Registradas…………………………………… 9 B.6 Portafolio de activos intelectuales 2008……………… 11
C). Formación de Recursos Humanos 11 C.1 Programas de Posgrado Interinstitucional en Ciencia y
Tecnología (Picyt)………………………………………. 11 C.2 Programas de Posgrado Interinstitucionales ……….. 17 C.3 Programa de Educación Continua…………………….. 23
D). Vinculación ………… ………………………………………… 24 D.1 Productiva y Social…………………………………… 24 D.2 Interinstitucional……………………………………….. 25
E). Difusión y Extensión …………………………………………. 27 F). Situación Programática-Presupuestal……………………….. 29
F.1 Metas Presupuestarias……………………………….. 29 F.2 Situación Financiera………………………………….. 30
G). Esfuerzos de Superación……………………………………… 32 H). Programa de prestación de servicios y/o Asociaciones
Estratégicas…………………………………………………….. 33
III. PERSPECTIVAS………………………………………………………. 34 IV. RESUMEN GENERAL DEL INFORME………………………………. 35 ANEXOS

3
I. INTRODUCCIÓN
El presente informe de labores incorpora el resultado de las actividades operativas
y financieras desarrolladas por la Corporación Mexicana de Investigación en
Materiales S.A. de C.V. durante el periodo enero – marzo del ejercicio fiscal 2008.
De los logros conseguidos en el periodo, resalta por su grado de importancia la
continuidad en el crecimiento de la demanda de los proyectos y servicios por parte
de diferentes sectores de la industria, así como de instituciones públicas y
privadas, teniéndose registrados a la fecha de este informe un total de 70
proyectos externos en ejecución con facturación programada para el presente
ejercicio fiscal de 370.5 millones de pesos de los cuales al mes de marzo se
habian facturado 86.9 millones de pesos.
Lo anterior permitirá, por una parte, dar continuidad y financiamiento a los
programas y proyectos institucionales de desarrollo tecnológico y de desarrollo de
recursos humanos (posgrados con registro en el PNPC), que contribuyen en gran
medida a fortalecer las capacidades de la entidad, y por otra parte, asegurar la
sustentabilidad económica en el corto y mediano plazo.

4
II. INFORME DE ACTIVIDADES A). Infraestructura Humana y Material.
A.1. Humana Al 31 de Marzo de 2008 la composición de la estructura humana permanente de la
entidad, se integró de acuerdo a las 159 plazas autorizadas, siendo su nivel de
distribución y ocupación el que se refleja en el siguiente cuadro:
Plazas Autorizadas y Ocupadas (al 31 de Marzo de 2008)
Tipo de plaza Anual Autorizadas Ocupadas % Alcance
Mando Medio y Superior 53 52 98
Homólogos 52 51 98
Sustantivos 28 25 89
Administrativos 26 26 100 159 154 97
En forma adicional, el H. Consejo de Administración, aprobó el programa de
Trabajo, Presupuesto, Programa de Inversiones y Plazas de eventuales para
2008, presentados por el Director General de la Entidad que considera la
contratación de 1,073 plazas de carácter eventual, promedio durante el ejercicio
2008.
El número de plazas eventuales se ocuparán de acuerdo a las necesidades que
generen los proyectos, respetando el presupuesto asignado al capítulo 1000
(servicios personales).
Tipo de plaza
Anual Autorizadas Ocupadas %
AlcanceEventuales 1073 912 85

5
Número de PersonalMarzo 2007 - Marzo 2008
159 154
635
912
2007 2008
EVENTUALESESTRUCTURA
La conformación académica de la plantilla de personal y su distribución por áreas
de actividad fue la siguiente:
Distribución Académica (al 31 de Marzo de 2008)
Grado Empleados Doctorado 8
Maestría 64
Profesional 670
Técnicos y otros 324
Total 1066
La distribución del personal por área al 31 de Marzo, fue la siguiente:
Distribución por áreas (al 31 de Marzo de 2008)
Áreas No. de personal % Dirección General 3 0.3
Órgano Interno de Control 10 0.9
Dirección de Ingeniería Región Centro Norte 260 24.4
Dirección de Ingeniería Región Sur 412 38.7
Dirección de Ingeniería de Materiales y Manufactura 274 25.7
Dirección de Transferencia de Tecnología 45 4.2
Dirección de Administración 62 5.8
Total 1066 100
Distribución por área de actividad (al 31 de Marzo de 2008)
Categoría Tipo de personal MMS Hom Sust Adm Eve Total
Tecnológico 41 45 20 7 891 1004
Administrativo 11 6 5 14 20 56 De apoyo (Servicios) 0 0 0 5 1 6
Total 52 51 25 26 912 1066

6
PERSONAL Actividad Planta Eventual Total
Científico y Tecnológico 113 891 1004
Administrativo y de Apoyo 41 21 56
Gran Total 154 912 1066 A.2. Material Durante el período enero–marzo de 2008, se realizaron adquisiciones dentro del
programa de inversiones autorizado, con un monto de 7.2 millones de pesos.
B) Productividad Científico y Tecnológica. B.1 Proyectos de Investigación y Desarrollo, Aplicación de Tecnología y Estudios Estratégicos. Durante el período que se informa, se iniciaron o continuaron con el avance de 18
proyectos de acuerdo a lo programado, así como 3 proyectos de tesis externos
(adicionales al programa de posgrado) y 3 estudios estratégicos. De los proyectos
de investigación, 4 de ellos se enfocaron a la generación, asimilación y
transferencia de conocimiento y 14 a la aplicación del conocimiento.
B.1.1 Proyectos de Generación, Asimilación y Transferencia de Conocimiento.
Nombre % Avance
• Transferencia de Tecnología de Sistemas de Combustión y Mecanización de Procesos a Ladrilleras Artesanales de México.
15.8
• Diseño, ingeniería y fabricación de una máquina de 300,000 lb para pruebas a tensión de estrobos de acero.
50
• Fabricación de un sistema prototipo a nivel laboratorio para pruebas de nitruración iónica.
90
• Mejoramiento de propiedades de superficie para incrementar la durabilidad del sistema camisa-piston de bomba de lodos.
40
B.1.2 Proyectos de aplicación de conocimiento.
Nombre % Avance
• Materiales y modelos arquitectónicos sutentables empleados en el desarrollo de viviendas bioclimáticas en el Estado de Zacatecas
85
7
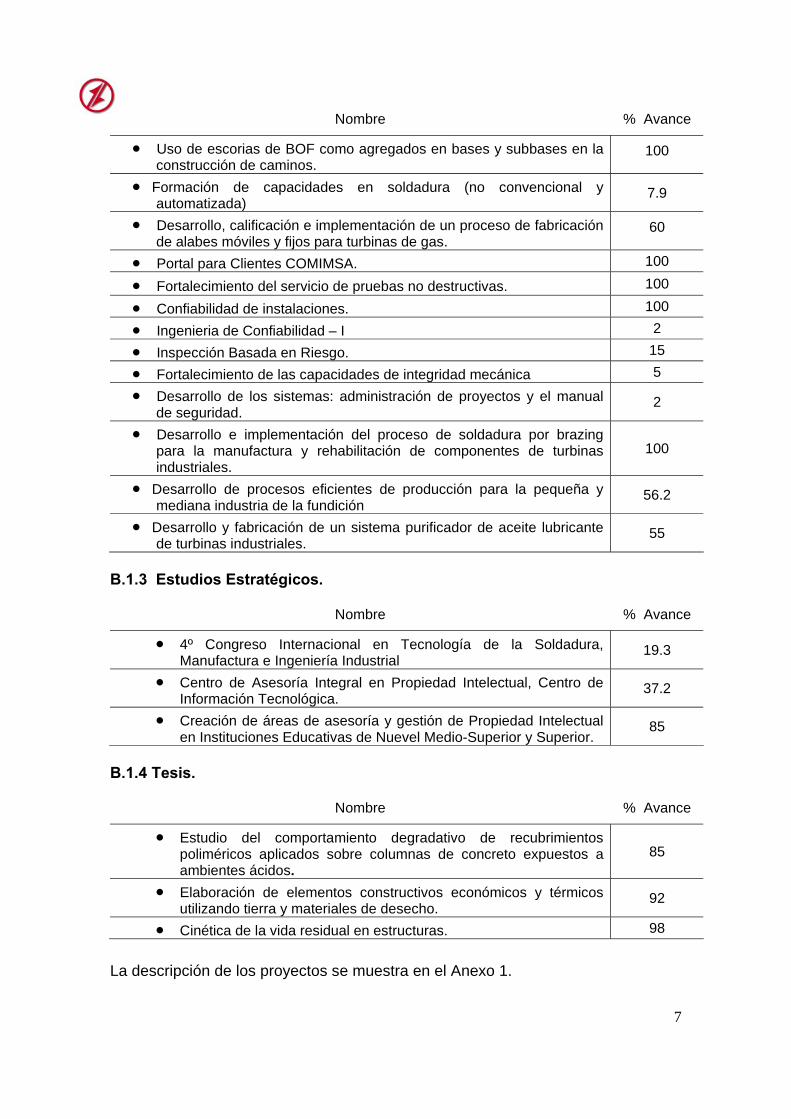
Nombre % Avance
• Uso de escorias de BOF como agregados en bases y subbases en la construcción de caminos.
100
• Formación de capacidades en soldadura (no convencional y automatizada)
7.9
• Desarrollo, calificación e implementación de un proceso de fabricación de alabes móviles y fijos para turbinas de gas.
60
• Portal para Clientes COMIMSA. 100
• Fortalecimiento del servicio de pruebas no destructivas. 100
• Confiabilidad de instalaciones. 100
• Ingenieria de Confiabilidad – I 2
• Inspección Basada en Riesgo. 15
• Fortalecimiento de las capacidades de integridad mecánica 5
• Desarrollo de los sistemas: administración de proyectos y el manual de seguridad.
2
• Desarrollo e implementación del proceso de soldadura por brazing para la manufactura y rehabilitación de componentes de turbinas industriales.
100
• Desarrollo de procesos eficientes de producción para la pequeña y mediana industria de la fundición
56.2
• Desarrollo y fabricación de un sistema purificador de aceite lubricante de turbinas industriales.
55
B.1.3 Estudios Estratégicos.
Nombre % Avance
• 4º Congreso Internacional en Tecnología de la Soldadura, Manufactura e Ingeniería Industrial 19.3
• Centro de Asesoría Integral en Propiedad Intelectual, Centro de Información Tecnológica. 37.2
• Creación de áreas de asesoría y gestión de Propiedad Intelectual en Instituciones Educativas de Nuevel Medio-Superior y Superior.
85
B.1.4 Tesis.
Nombre % Avance
• Estudio del comportamiento degradativo de recubrimientos poliméricos aplicados sobre columnas de concreto expuestos a ambientes ácidos.
85
• Elaboración de elementos constructivos económicos y térmicos utilizando tierra y materiales de desecho.
92
• Cinética de la vida residual en estructuras. 98
La descripción de los proyectos se muestra en el Anexo 1.

8
B. 2 Conferencias Técnicas y Publicaciones. Ademas de las relacionadas en el anexo 4, durante el lapso se realizaron las siguientes
Título: Implementación de la Inspección Basada en Riesgo
Conferencia: Congreso Internacional y Exposición de Ductos Participacion: Ponencia Técnica.
Título: La mujer y su participación activa en la autoconstrucción de vivienda
Congreso: Primer Congreso de Estudios de Género en el Norte de México,28-30,
abril (2008) aceptado
Título: Formación de Red de Innovación de la Fundición y Metal Mecánica
Conferencia: Taller de Innvación. Sociedad Mexicana de Fundidores Título: Study of cross-linking of gelatin by ethylene glycol diglycidyl ether
Publicación: Materials letters (Revista indexada aceptado) Título: Autoconstrucción de vivienda económica
Publicación: Ciencia y Desarrollo, Febrero, 56-59 (2008) DIfusión
B.3 Participación en Congresos. Título: Implementación de la Inspección Basada en Riesgo
Foro: Congerso Internacional y Exposición de Ductos
Participacion: Ponencias/Exposición
B.4 Informes Técnicos. En el período a que se refiere el presente informe, las Gerencias Regionales y los
Laboratorios de Pruebas Físicas, Análisis Químicos, Lubricantes, Metalúrgico, de
Corrosión, de Análisis de Fallas y Calidad del Aire, realizaron 3,125 informes
técnicos lo que representó un incremento del 73.2% en comparación con el mismo
periodo del 2007.

9
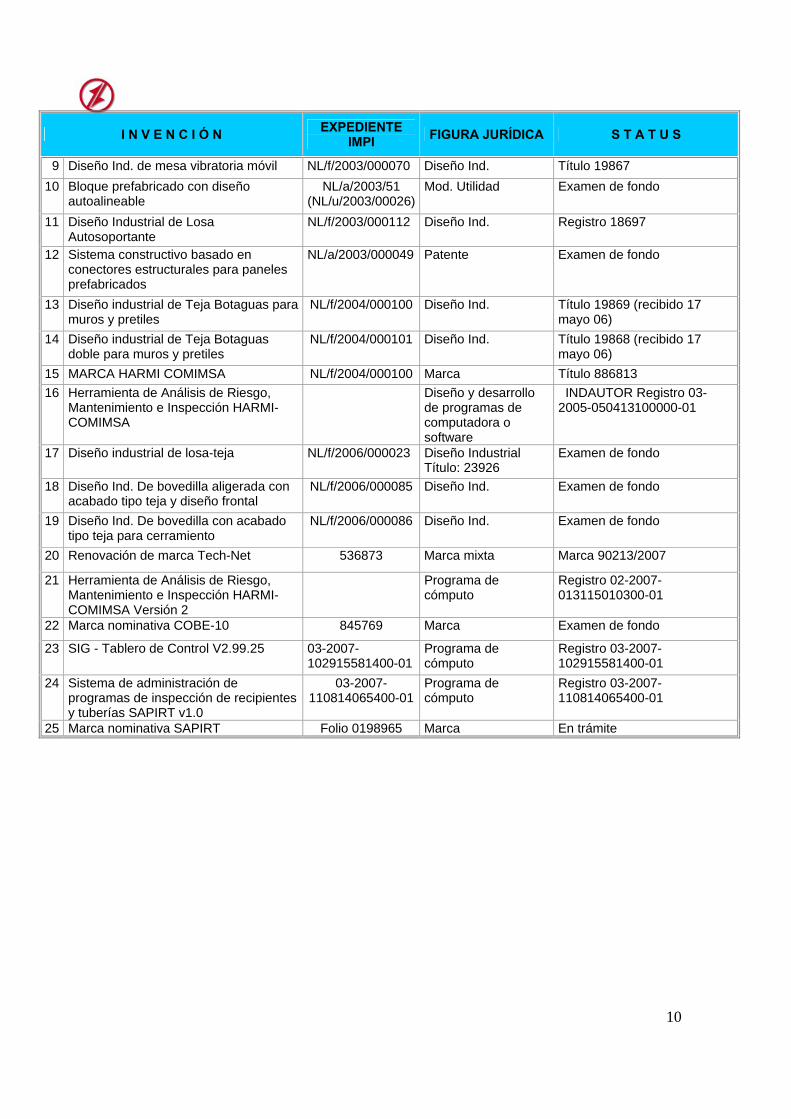
B.5 Patentes Registradas.
El estado que guardan los registros de propiedad industrial es el siguiente:
I N V E N C I Ó N EXPEDIENTE IMPI FIGURA JURÍDICA S T A T U S
1 Sistema de atomización y quemado de combustibles líquidos normalizados, mediante el acoplamiento de un impulsor de aspas curvas atrasadas.
NL/u/2002/000011 Mod. Utilidad Título 1410
2 Bovedilla con acabado tipo teja para soporte estructural y estético en techos inclinados.
NL/u/2002/000025 Mod. Utilidad Titulo 1114
3 Diseño Industrial de panel de construcción con ventana y puerta.
NL/f/2002/000036 Diseño Ind. Título 15475
4 Diseño Industrial de bovedilla con acabado tipo teja.
NL/f/2003/000009 Diseño Inc. Título 15668
5 Diseño Industrial de bovedilla de arco con acabado tipo teja.
NL/f/2003/000008 Diseño Inc. Titulo 18698
6 Marca innominada del logotipo de COMIMSA
31775 Marca Innom. Reg. Marca 794767
7 Patente de Mejora al Proceso de fusión y vaciado de precisión mediante un método de recubrimiento cerámico combinado.
NL/a/2003/000013 Patente Examen de fondo
8 Bloque prefabricado con sistema de machimbrado en sus diferentes caras.
NL/a/2003/52 (NL/u/2003/00021)
Patente Examen de fondo
ESPECIALIDAD CANTIDAD Ingeniería de Materiales 2,213
Procesos de Manufactura 13
Integridad Mecánica Región Sur 54
Ingeniería de Proyectos Región Sur 20
Ingeniería Ambiental Región Sur 6
Integridad Mecánica Región Marina 410
Ingeniería Ambiental Región Marina 10
Ingeniería de Proyectos Región Marina 6
Mantenimiento Región Norte 58
Integridad Mecánica Región Norte 327
Ingeniería Ambiental Región Norte 3
Proyectos Región Centro 5
Total 3,125
10
I N V E N C I Ó N EXPEDIENTE IMPI FIGURA JURÍDICA S T A T U S
9 Diseño Ind. de mesa vibratoria móvil NL/f/2003/000070 Diseño Ind. Título 19867 10 Bloque prefabricado con diseño
autoalineable NL/a/2003/51
(NL/u/2003/00026)Mod. Utilidad Examen de fondo
11 Diseño Industrial de Losa Autosoportante
NL/f/2003/000112 Diseño Ind. Registro 18697
12 Sistema constructivo basado en conectores estructurales para paneles prefabricados
NL/a/2003/000049 Patente Examen de fondo
13 Diseño industrial de Teja Botaguas para muros y pretiles
NL/f/2004/000100 Diseño Ind. Título 19869 (recibido 17 mayo 06)
14 Diseño industrial de Teja Botaguas doble para muros y pretiles
NL/f/2004/000101 Diseño Ind. Título 19868 (recibido 17 mayo 06)
15 MARCA HARMI COMIMSA NL/f/2004/000100 Marca Título 886813 16 Herramienta de Análisis de Riesgo,
Mantenimiento e Inspección HARMI-COMIMSA
Diseño y desarrollo de programas de computadora o software
INDAUTOR Registro 03-2005-050413100000-01
17 Diseño industrial de losa-teja
NL/f/2006/000023 Diseño Industrial Título: 23926
Examen de fondo
18 Diseño Ind. De bovedilla aligerada con acabado tipo teja y diseño frontal
NL/f/2006/000085 Diseño Ind. Examen de fondo
19 Diseño Ind. De bovedilla con acabado tipo teja para cerramiento
NL/f/2006/000086 Diseño Ind. Examen de fondo
20 Renovación de marca Tech-Net 536873 Marca mixta Marca 90213/2007
21 Herramienta de Análisis de Riesgo, Mantenimiento e Inspección HARMI-COMIMSA Versión 2
Programa de cómputo
Registro 02-2007-013115010300-01
22 Marca nominativa COBE-10 845769 Marca Examen de fondo
23 SIG - Tablero de Control V2.99.25 03-2007-102915581400-01
Programa de cómputo
Registro 03-2007-102915581400-01
24 Sistema de administración de programas de inspección de recipientes y tuberías SAPIRT v1.0
03-2007-110814065400-01
Programa de cómputo
Registro 03-2007-110814065400-01
25 Marca nominativa SAPIRT Folio 0198965 Marca En trámite

11
B.6 Portafolio de activos intelectuales 2008.
Títulos obtenidos 1021807: Marca nominativa COBE-10.
C) Formación de Recursos Humanos y Docencia. En el cumplimiento de nuestra misión y con el objetivo de contribuir al
fortalecimiento del sector industrial y al de ingeniería en México a través del
desarrollo profesional de recursos humanos especializados y de la formación de
capital intelectual de alto nivel científico y tecnológico, capaz de generar, innovar,
aplicar y transmitir conocimientos actuales, académicamente pertinentes y
socialmente relevantes que incidan en el desarrollo del sector productivo, en las
áreas y disciplinas sustantivas de COMIMSA, en el período Enero-Marzo, la
entidad dio atención directa a los siguientes programas:
C.1. Programa de Posgrado Interinstitucional en Ciencia y Tecnología (PICyT). Doctorado y Maestría.
El programa de Maestría y Doctorado en Ciencia y Tecnología con especialidad en
Ingeniería Industrial y de Manufactura, reportó en el presente período 28 alumnos
atendidos; 15 de nivel Doctorado y 13 de nivel Maestría; del total de alumnos, 12
corresponden a la quinta generación misma que inició en el mes de Enero de
2007, con un total de 7 aspirantes al grado de Doctor de un total de 10 solicitudes
y 6 aspirantes al grado de maestría de un total de 14 solicitantes; así como a 2
estudiantes de Maestría de la quinta Generación con inicio en el mes de
Septiembre.
En el mes de Febrero como parte de las actividades de difusión de los programas
académicos se lanzó la Convocatoria 2008 para estudios de posgrado, misma que
continua vigente y en el mes de Abril se participó en la 9ª. Feria de Posgrados,
con intervención en la sede de México, DF.; Cd. Juárez, Chihuahua y Tepic;
Nayarit.
En el mismo período se coordinó la participación de los diversos Centros que
integran el Posgrado para la elaboración y defensa del proceso de réplica del
Doctorado del PICYT, toda vez que en la pasada evaluación plenaria

12
correspondiente a la Convocatoria PNPC 2007 (Programa Nacional de Posgrados
de Calidad) el programa resulto aprobado como programa en desarrollo y
consolidación. A la fecha, nos mantenemos en espera de la resolución y se tiene
la firme convicción de que el proceso de mejora continua ha contribuido al avance
y evolución del propio Programa, lo que nos asegura que el Programa en su nivel
de Doctorado logrará su consolidación en el mediano plazo, el programa muestra
una prospección académica positiva sustentada en su plan de mejora continua y
en las metas factibles a alcanzar en el período 2008-2012, así como el
cumplimiento de los indicadores marcados como indispensables para ingresar al
PNPC.
En el Anexo 3 se presenta la relación de proyectos de nuevo conocimiento
asociados a estudios de posgrado en el nivel doctoral y los cuales son el resultado
del sistema de becas institucionales para estudiantes implementado por
COMIMSA. Este sistema contempla el equivalente al monto otorgado por el
CONACYT, más las prestaciones de ley y el financiamiento de los proyectos de
investigación asociados a los estudiantes de esta última generación.
Como se ha comentado el Posgrado Interinstitucional en Ciencia y Tecnología se
fundamenta en el desarrollo de un proyecto de investigación que ha de responder
a las necesidades planteadas por sector productivo. El núcleo del programa lo
constituye el Módulo de Investigación que caracteriza y define la parte esencial de
los estudios de Posgrado, comprende el 73% de los créditos totales para obtener
el grado de Maestría y el 77% para el grado de Doctorado. Por su naturaleza de
origen el programa tiende a reforzar la vinculación con los diferentes sectores. La
congruencia y claridad entre los objetivos, las metas y la justificación del plan de
estudios del PICYT con base en los resultados perseguidos, con referencia al
diagnóstico socioeconómico y al estado del arte en los campos de conocimiento
correspondientes se reflejan en:
• La demanda creciente de la matricula;
• La competitividad de los graduados en el mercado laboral (100% de los
egresados incorporados al mercado de trabajo);
• El impacto por $ 7 millones de pesos para el desarrollo de proyectos de Tesis
para la obtención de grado de Doctorado directamente ligados a la

13
investigación, a la solución de problemas tecnológicos del proceso productivo,
contribuyendo así a la independencia tecnológica de las organizaciones
participantes en el programa;
• Los recursos financieros invertidos y comprometidos por parte de las
organizaciones privadas y publicas para la realización de proyectos de I&D,
cuyo monto asciende a $ 13 millones de pesos;
• La creciente participación en Proyectos de I&D de fondos sectoriales, fondos
mixtos;
• La contribución al fortalecimiento de las IES al facilitar el desarrollo de
profesores o mediante la incorporación de egresados del Doctorado del PICYT
a las mismas;
Este Programa se ha constituido en un vehículo imprescindible para el desarrollo
de proyectos tecnológicos con vínculo directo con el sector industrial; la
experiencia recogida estos últimos años nos demuestra cómo se ha mantenido
una relación entre proyectos externos e internos de 3 a 1, lo que fortalece dos de
los ejes rectores de la Misión de COMIMSA y coadyuva al logro de nuestra Visión
Institucional. Por su naturaleza de origen el programa tiende a reforzar la
vinculación con los diferentes sectores, de lo anterior se desprende la vinculación
con 1 nueva empresa productiva; 1 institución de educación superior:
• El 10 de febrero se celebró el Convenio específico de colaboración con la
empresa PALLISER DE MÉXICO, con el objeto de desarrollar el proyecto de
investigación “Planeación sistemática de la distribución de planta para
asegurar el incremento de la producción: Caso Palliser Planta Morelos” en el
marco de la opción terminal de Ingeniería Industrial y de Manufactura a nivel
de Maestría, dentro del programa de Posgrado Interinstitucional en Ciencia y
Tecnología en el que participan ambas partes. Así mismo fue suscrito el
acuerdo de confidencialidad correspondiente.
• El 25 de marzo se celebró el Convenio General de colaboración con la
Universidad Popular Autónoma del Estado de Puebla (UPAEP), con el objeto
de establecer las bases y mecanismos de operación entre ambas partes para
desarrollar programas académicos de interés común, en los aspectos de

14
formación de recursos humanos, investigación científica, tecnológica y
humanística, así como en extensión y difusión de la cultura.
En el presente periodo se realizaron 21 productos de generación de conocimiento con opción a publicación resultado de la operación del programa de
posgrado, en el Anexo 4 se detalla la contribución al conocimiento del programa.
Enero - Marzo
Artículos con Arbitraje Internacional 6*
Publicaciones 6 Presentación en Congreso Internacional Arbitrado 15*
Presentación en Congreso Nacional 0
Presentación en Congreso por Invitación 0
Presentaciones en Congresos 15 * En revisión
Con el objetivo de difundir conocimientos originales e inéditos relacionados con la
ingeniería industrial y de manufactura, permaneciendo como un foro de excelencia
nacional e internacional para contribuir de esta forma al desarrollo de la Ciencia y
la Tecnología en el presente período se obtuvo los derechos de autor por el
Instituto Nacional de Derechos de Autor (INDAUTOR) para la Revista
Incorporación Tecnológica, con número 04-2007-092710045900-01; dicha
revista será editada por COMIMSA y soportada por los Centros que conforman el
PICyT y algunas universidades con líneas de conocimiento afines al Programa,
con la firme convicción de lograr su consolidación en el mediano plazo y hacer de
la Revista de COMIMSA una publicación de vanguardia, que difunda el más alto
nivel de investigación en ingeniería y desarrollo tecnológico que se realiza en
México y en el mundo.
A continuación se presenta la Eficiencia Terminal del Programa de Maestría por
cohorte generacional.
Acumulado al 31 Marzo 2008
1a. Gen. 2002
2a. Gen. 2003
3a. Gen.2004
4a. Gen.2005
5a. Gen 2006
6a. Gen.2007
7ª. Gen. 2007
sep-02 sep-03 ene-04 sep-05 sep-06 ene-07 Sep - 06
Total Acumulado
Inscripción 2(2002) 1(2003) 4(2004) 9(2005) 1(2006) 6 (2007) 2 (2007) 25
Total Inscripción 2 1 4 9 1 6 2 25

15
Bajas 1 1 2(2005) 1 - 1 - 6 Total Bajas 1 1 2 1 - 1 - 6 Créditos Terminados 1 - 2 3 - - - 6
Total Créditos Terminados* 1 - 2 3 - - - 6
Graduados 1 - 2 (2007) 3 - - - 6 Total Graduados** 1 - 2 3 - - - 6
Duración (Meses) 36 - 38 27 - - - 37
Pendientes *** 0 - 0 5 1 5 2 13 Activos 0 - 0 5 1 5 2 13
Invalidados 0 - - - - - - 0 Eficiencia Terminal**** 0.5 0 0.66 0.33 - - - 0.37
Nota: Duración del Programa de Maestría; para el caso de estudiantes de Tiempo
Completo 2 años como mínimo y 3 años como máximo, para estudiantes de
Tiempo Parcial 2.5 años como mínimo y 3.5 años como máximo.
• * Total de alumnos que han terminado los créditos del programa incluyendo
los requisitos de egreso (Presentación en Congreso Nacional o
Internacional o publicación de artículo en revistas especializadas o
memorias en extenso, 450 puntos TOEFL).
• ** Total de alumnos que han presentado su examen de Grado y han
obtenido el Grado de Maestro en Ciencia y Tecnología.
• ***Total de alumnos que tienen pendiente la defensa de su examen de
Grado, se dividen en: a) Activos; total de estudiantes que están dentro de
los limites en tiempo para obtener el grado, b) Invalidados: total de
estudiantes que están fuera de los limites normativos para obtener el grado
y por ende sus estudios pueden quedar invalidados.
• **** Eficiencia Terminal de los programas académicos por cohorte
generacional; la 4a. Generación; continua vigente, por lo que la Eficiencia
Terminal que se reporta en el presente periodo es el acumulable a la fecha,
quedando pendientes 5 de la generación 2005, 1 de la generación 2006 y 2
de la generación 2007.

16
La Eficiencia Terminal del Programa de Doctorado por cohorte generacional
correspondiente es:
Acumulado al 31 Marzo 2008
1a. Gen. 2002
Gen.2003
2a. Gen.2004
3a. Gen.2005
4a. Gen 2006
5a. Gen. 2007
sep-02 sep-03 ene-04 sep-05 ene-06 ene-07
Total Acumulado
Inscripción 6(2002) - 1(2004) 1(2005) 1(2006) 7 16 Total Inscripción 6 - 1 1 1 7 16 Bajas 1 - - - - 1 2 Total Bajas 1 - - - - 1 2
Créditos Terminados 1 - - - - - 1
Total Créditos Terminados* 1 - - - - - 1 Graduados 1(2007) - - - - - 1 Total Graduados** 1 - - - - - 1 Duración (Meses) - - - - - - - Pendientes *** 4 - 1 1 1 6 13
Activos 4 - 1 1 1 6 13 Invalidados - - - - - - -
Eficiencia Terminal****
Nota: Duración del Programa de Doctorado; para el caso de estudiantes de
Tiempo Completo 3 años como mínimo y 4.5 años como máximo, para
estudiantes de Tiempo Parcial 4 años como mínimo y 6.5 años como máximo.
• * Total de alumnos que han terminado los créditos del programa incluyendo
los requisitos de egreso (examen TOEFL, presentación en Congreso
Internacional y aceptación o publicación del resultado de su investigación
en revista internacional arbitrada).
• ** Total de alumnos que han presentado su examen de Grado y han
obtenido el Grado de Doctor en Ciencia y Tecnología.
• ***Total de alumnos que tienen pendiente la defensa de su examen de
Grado, se dividen en: a) Activos; total de estudiantes que están dentro de
los limites en tiempo para obtener el grado, b) Invalidados: total de
estudiantes que están fuera de los limites normativos para obtener el grado
y por ende sus estudios pueden quedar invalidados.
17
• **** Eficiencia Terminal de los programas académicos por cohorte
generacional, a la fecha del presente informe las Cohortes Generacionales
continúan vigentes, se contempla en el presente año la graduación de 4
estudiantes de Doctorado correspondientes a la generación 2002. Cabe
hacer mención que los estudiantes de la generación 2002, 2004 y 2005 son
estudiantes de Tiempo Parcial por lo que su terminación será en tiempo, a
partir de la generación 2006 los estudiantes de Doctorado son de Tiempo
Completo, lo anterior como resultado del otorgamiento de becas
institucionales por COMIMSA.
En el Anexo 5 se presentan los proyectos de investigación, desarrollo tecnológico
e innovación vinculados a la industria.
C.2. Programas de posgrado institucionales.
La Especialidad y Maestría en Tecnología de la Soldadura Industrial se
constituyen como el primer Programa en México en esta línea del conocimiento,
se desarrolló desde sus orígenes como el resultado del esquema de interacción
de COMIMSA para la Innovación en el sector Automotriz, Metal-Mecánico y de
Energía, por su naturaleza de origen tiende a fortalecer y reforzar su vinculación
con los sectores productivo, público y educativo.
En el presente período se dio atención directa a 40 alumnos, de los cuales treinta
(30) corresponden al nivel de especialidad: dos (2) de la generación 2004, cinco
(5) de la generación 2005, Trece (13) de la generación 2006, diez (10) de la
generación 2007 y diez (10) al nivel de maestría.
Cada alumno recibe atención personalizada frecuente y regular, garantizada por
el Plan de Estudios que tiene incorporada la figura del Comité Tutorial, encargado
de asegurar y dar seguimiento académico al alumno, constituido por un tutor
académico, un tutor en planta y un asesor especialista en el campo de su
proyecto terminal (monografía), a la par se cuenta con la normativa adecuada
para el desarrollo de su estadía industrial, lo que ha permitido obtener una
Eficiencia Terminal que hasta el presente ha sido buena; dando como resultado
para las cohortes generacionales 2003, 2004, 2005 y 2006 un promedio general
del 62%. Los alumnos que obtuvieron su Diploma de Especialidad lo han hecho

18
en 15.8 meses como promedio, el 100% del total de alumnos egresados están
incorporados al mercado de trabajo y laboran en un área coincidente al de
Especialidad, el 82% de estos laboran en la industria, el 18% en CPI`s y/o
Instituciones Educativas. Se cuenta con mecanismos automatizados de
seguimiento de graduados, de estudiantes y de empleadores, así como La Red
Nacional de Soldadura cuyo objetivo es articular áreas de interés regional, en
respuesta a las necesidades y demandas de los diferentes sectores. Existen
acuerdos de colaboración con empresas del sector productivo para la realización
de estadías; lo anterior ha dado como resultado que el 100% de los alumnos
egresados, cuya condición en el programa era como alumnos de tiempo completo
y no contaban con trabajo al inicio del programa, laboran hoy en la industria.
A continuación se presenta la Eficiencia Terminal por cohorte generacional.
Acumulado al 31 Marzo 2008
1a. Gen. Especialidad
2a. Gen. Especialidad
3a. Gen. Especialidad
4a. Gen. Especialidad
5a. Gen. Especialidad
Sede Saltillo Ene 2003
Sede SaltilloSep 2004
Sede SaltilloSep 2005
Sede SaltilloSep 2006
Sede Saltillo Sep 2007
Total Acumulado
Inscripción 10(2003) 10(2004) 13(2005) 17(2006) 10 (2007)
Total Inscripción 10 10 13 17 10 50
Bajas 0 1(2004) 1(2005) 1(2005) 2 (2006)
1(2007) -
Total Bajas 0 2 1 3 - 6
Créditos Terminados 7 8 9 14 -
Total Créditos Terminados* 7 8 9 14 - 38
Graduados 5(2004) 5(2005) 1(2006)
2 (2006) 5 (2007)
1(2007) 13(2008) -
Total Graduados** 5 6 7 14 - 32
Duración (Meses) 16 15.33 15.5 16.66 - 15.87
Pendientes *** 5 2 5 0 10 22
Activos 0 2 5 0 10 17
Invalidados 5 5
Eficiencia Terminal**** 0.5 0.6 0.5 0.8 62%

19
Nota: Duración del Programa de Especialidad: 12 meses como mínimo y 18
meses como máximo.
• * Total de alumnos que terminan los créditos del programa incluyendo la estancia industrial.
• ** Eficiencia Terminal a la fecha del presente informe, el programa continuo
vigente.
En el presente ejercicio 13 estudiantes sustentaron su examen para acceder al
Diploma de Especialista:
• El 01 de Febrero el candidato Arturo Alejandro Novales Rosales, presentó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Efecto de las Variables
de Proceso con las Propiedades de Uniones Soldadas Para Aceros
Inoxidables Martensiticos avalado por COMIMSA - THE OHIO STATE
UNIVERSITY.
• El 01 de Febrero el candidato Misael Hernandez Brito, presentó examen de
Monografía para acceder al Diploma de Especialista en Tecnología de la
Soldadura Industrial con el tema: Simulación del Proceso de Soldadura
Smaw en Piezas de Acero al Carbono Media Aleación (AISI 4140) avalado
por COMIMSA.
• El 01 de Febrero el candidato Jose Antonio Salazar Garrido presentó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Identificación del
Tamaño de Grano Mediante Técnicas No Destructivas Como Ultrasonido,
en Uniones Soldadas de Puentes avalado por la Secretaria de
Comunicaciones y Transporte.
• El 01 de Febrero el candidato Francisco Samuel Montejano Mendoza
presentó examen de Monografía para acceder al Diploma de Especialista
en Tecnología de la Soldadura Industrial con el tema: Control de Calidad de
las Uniones Soldadas por Resistencia Puntual en Aceros Avanzados
Ferritico-Martensiticos avalado por COMIMSA.
20
• El 01 de Febrero el candidato Victor Manuel Ventura Sobrevilla presentó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Impacto de las
Distorsiones Generadas Durante el Proceso de Expansión en la
Fabricación de Tuberías de Conducción Soldadas con Doble Arco
Sumergido avalado por COMIMSA - The Ohio State University.
• El 28 de Febrero el candidato Alejandro Hernández Briones presentoó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Desarrollo de un
Procedimiento Para Simulación del Proceso de Soldadura Smaw Aplicando
El Software Sysweld avalado por COMIMSA.
• El 28 de Febrero la candidata Reyna Areli Vazquez Aguilar presentó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Proceso de Soldadura
Brazing en Uniones Cerámico Metal avalado por COMIMSA.
• El 28 de Febrero el candidato Enrique López Villarreal presentó examen de
Monografía para acceder al Diploma de Especialista en Tecnología de la
Soldadura Industrial con el tema: Efecto De Las Variables De Los
Procesos Gtaw y Samw Sobre la Reparación de Moldes de Aleación
C99350 (CU-NI-AL) avalado por la empresa Fabricación de Maquinas S.A
de C.V.
• El 28 de Febrero el candidato Marcos Góngora Hernández presento
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Análisis de Falla en
Soldadura por arco Sumergido (SAW) en Filtros de Aceite Para
Locomotoras avalada por CAMFIL FARR.
• El 28 de Febrero el candidato Miguel Angel Buenrostro Guzmán presentó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Optimización del
Proceso Brazing en Uniones de Tubing de Aluminio Para la Industria
Automotriz avalado por COOPER ESTÁNDAR AUTOMOTIVE.

21
• El 13 de Marzo el candidato Juan Alfonso Martinez Fraustro presentó
examen de Monografía para acceder al Diploma de Especialista en
Tecnología de la Soldadura Industrial con el tema: Proceso de Soldadura
Laser Caso de Estudio: Unión de Láminas de Diferente Espesor de Acero
Bajo Carbono Mediante el Proceso de Soldadura Láser de Co2 avalado por
COMIMSA.
En el Anexo 5 se presentan los proyectos (monografías) vinculados a la industria
y asociados a la Especialidad.
Desde la creación del Programa de Especialidad, se planteó el objetivo de
desarrollar un Programa con orientación profesional, que tuviera articulado los
niveles de Especialidad y Maestría que fuera de buena calidad y que le permitiera
ser competitivo no sólo nacional sino también internacionalmente. Siendo el
Programa de Posgrado uno de los medios para el fortalecimiento interno de la
planta de profesores-investigadores de COMIMSA, éste ha sido diseñado para
ampliar su campo de influencia y permitir aprovechar la experiencia en vinculación
con la industria nacional, para desarrollar en conjunto con la planta productiva
proyectos específicos encaminados a su fortalecimiento y la formación de recursos
humanos de nivel Posgrado. El mantener vigente un objetivo de esta naturaleza
ha exigido de un proceso planeado y estructurado de auto evaluación encaminado
a poner en evidencia el estado actual del Programa, para que ello constituya la
plataforma de mejora continua y la consecución ordenada de los objetivos
específicos.
En el presente período se han realizado acciones encaminadas a fortalecer la
movilidad y vinculación de alumnos y profesores del Programa de Posgrado:
• El 15 de enero se celebró el Convenio específico de colaboración con la
empresa INDUSTRIAS RHEEM S.A. DE C.V., con el objeto de realizar un
proyecto de desarrollo tecnológico en el campo de la Tecnología de la
Soldadura Industrial, llamado "Análisis de mitigación de defectos en la
soldadura para la fabricación de calentadores de agua"; el cual incluye la
formación del estudiante dentro del programa de Maestría en Tecnología

22
de la Soldadura Industrial. Así mismo fue suscrito el acuerdo de
confidencialidad correspondiente.
• El 16 de enero se celebró el Convenio específico de colaboración con la
empresa CATERPILLAR ENVIRONMENTAL TECHNOLOGIES, con el
objeto de realizar un proyecto de desarrollo tecnológico en el campo de la
Tecnología de la Soldadura Industrial, llamado "Optimización de materiales
y procesos de soldadura para sistemas de control de emisiones "; el cual
incluye la formación del estudiante dentro del programa de Maestría en
Tecnología de la Soldadura Industrial. Así mismo fue suscrito el acuerdo de
confidencialidad correspondiente.
• El 15 de Abril se celebró el Convenio específico de colaboración con la
empresa Instituto Mexicano del Transporte (IMT), con el objeto de realizar
un proyecto de desarrollo tecnológico en el campo de la Tecnología de la
Soldadura Industrial, llamado "Estudio microestructural mediante
ultrasonido de las propiedades de fatiga en una unión de soldadura”; el cual
incluye la formación del estudiante dentro del programa de Maestría en
Tecnología de la Soldadura Industrial. Así mismo fue suscrito el acuerdo de
confidencialidad correspondiente.
• En el mes de marzo se aceptó la estancia de dos (2) estudiantes del
Programa de Especialidad en el Instituto italiano de la soldadura (Istituto
Italiano della Saldatura, IIS), dicha estancia será apoyada a través de las
becas mixtas, por un período de 1.5 meses, lo anterior como parte del
proceso de co-tutoria académica y en seguimiento a las estancias
industriales llevadas como parte de su formación académica:
o GladysYerania Perez Medina realizará la estancia para el desarrollo
del tema de Efecto de los Procesos de Soldadura y sus Diferentes
Variables, en la Microestructura y Propiedades Mecanicas en
Uniones de Aceros Avanzados de Alta Resistencia (AHSS)
Martensíticos, Dual Phase T Trip, Para Aplicación en la Industria
Automotriz; el profesor anfitrión será el Dr. Luis Mario Valpone.

23
o Francisco Cepeda Rodriguez realizará la estancia para el desarrollo
del tema de Estudio del Proceso de Soldadura Laser, sus Variables
y el Impacto de Estas en la Uniones Metales; el profesor anfitrión
será el Dr. Luis Mario Valpone.
La convocatoria 2008 para la difusión y promoción de los programas académicos
en TSI, continua vigente, en el presente ejercicio se contempla la apertura de la
sede Saltillo, Coahuila; Cd. Acuña, Coahuila y Villahermosa, Tabasco.
C.3. Programa de educación continua.
Con el objetivo de brindar servicios de entrenamiento y capacitación en diferentes
áreas de la ingeniería, se ha creado un compromiso con la Industria para brindar
oportunidades de desarrollo que no se encuentran fácilmente en el mercado
nacional. Lo anterior se ha concretado en la impartición de cursos con la
participación de 84 personas de 12 diferentes empresas para un total de 2,336
horas hombre de capacitación, dando como resultado la preparación de 84 especialistas en diversos procesos, de los cuales se calificaron y se certificaron
43, por así requerirlo el cliente.
Alumnos Atendidos Enero- Marzo 2008 Educación Continua y Actualización
Internos Clientes Externos
Posgrado Interinstitucional en Ciencia y Tecnología 1 27
Maestria y Especialidad en Tecnología de la Soldadura Industrial. 8 32
Personal capacitado por instructores externos. 193
Personal capacitado por instructores internos. 83
Personal capacitado de Empresa-Cliente.* 84
TOTAL 285 143
En el Anexo 2 se incluye el detalle de los cursos de formación de recursos
humanos y docencia.
• Programa de estudiantes en desarrollo profesional por tiempo definido en COMIMSA.
Mediante el apoyo para la realización de servicio social, prácticas profesionales,
residencia industrial, tutoría y/o cotutoría de proyectos de tesis, se integra a
estudiantes de nivel técnico, licenciatura y posgrado de diversas instituciones de

24
educación en proyectos dentro de la Corporación, contribuyendo al desarrollo
profesional de los mismos. En el presente período se registró la participación de
veintiocho (28) estudiantes, en el Anexo D, se presentan los detalles.
La siguiente tabla muestra en forma resumida las acciones que en este sentido se
realizaron para contribuir a la formación de recursos humanos.
• Programa de visitas guiadas.
Durante el período Enero-Marzo, se registraron en la entidad 2 visitas realizadas
por Instituciones de Educación Básica, Media y Superior, para un total de 45
alumnos atendidos en diversas áreas. Se anexa detalle de visitas en el Anexo 6.
D) Vinculación.
D.1 Productiva y Social. En el marco de actividades de comercialización, acorde a las capacidades de la
infraestructura humana y a la definición de los servicios tecnológicos y
lineamientos acordados por el Órgano de Gobierno, se continuó interactuando con
entidades y dependencias públicas, así como grandes, medianas y pequeñas
empresas del sector privado.
Durante el lapso Enero-Marzo, se trabajó principalmente en las especialidades
siguientes:
Tutoría a Estudiantes en Desarrollo Profesional por Tiempo Definido
(Alumnos de Pre-grado)
Alumnos Atendidos de IES Enero- Marzo
Residencias/Practicas Profesionales 26 Servicio Social 2
TOTAL 28
Integración ClientesNúmero de empresas
(Enero - Marzo)
806
94
PequeñasMedianasGrandes
Total: 196 empresas2008
Total: 180 empresas2007
598
129
Integración ClientesNúmero de empresas
(Enero - Marzo)
806
94
PequeñasMedianasGrandes
Total: 196 empresas2008
Total: 180 empresas2007
Integración ClientesNúmero de empresas
(Enero - Marzo)
806
94
PequeñasMedianasGrandes
Total: 196 empresas2008
Total: 180 empresas2007
598
129

25
D.2 Interinstitucional.
Universidad Autónoma de Nuevo León. Con la Facultad de Ingenieria Mecánica y Eléctrica se continuo la colaboración en
el proyecto apoyado con el fondo Mixto del Gobierno de Zacatecas, incluyéndose
la formación del estudiante de doctorado en ciencias.
Universidad Autónoma de Coahuila (UA de C) Planteamiento en colaboración con la Facultad de Metalurgia, Instituto
Tecnológico de Piedras Negras y la Universidad Tecnológica de Torreón del
proyecto “Diagnóstico de las necesidades de capacitación, certificación y
tecnologías en Soldadura en el Estado de Coahuila”, mismo que se envió a
consideración dentro de la convocatoria emitida por el Fondo para promover el
Desarrollo de la Ciencia y la Tecnología en Coahuila. Se apoyó en la revisión
externa de dos tesis de maestria en ciencia y tecnología cerámica.
Universidad Tecnológica de Torreón (UTT) Como se mencionó anteriormente se planteó el proyecto “Diagnóstico de las
necesidades de capacitación, certificación y tecnologías en Soldadura en el estado
de Coahuila”.
En este periodo se culminó el desarrollo de trabajos conjuntos en el diseño y
construcción de equipo prototipo para la mecanización de la ladrilleras del estado
de Coahuila, manteniendo en custodia temporal los equipos desarrollados para ser
entregados a ladrilleros del Municipio de Matamoros, Coahuila.

26
Universidad Autónoma de Zacatecas (UAZ)
Se trabaja en la segunda etapa del proyecto “Materiales y modelos arquitectónicos
sustentables empleados en el desarrollo de viviendas bioclimáticas en el estado
de Zacatecas”, apoyado con fondos mixtos Zacatecas.
Instituto Tecnológico de Saltillo (ITS) Se tiene la colaboración como asesor externo con la tesis “Estudio de la
microestructura de la aelación ASTM F75 procesado por soldadura TIG” así se
acordó trabajar en los proyectos “Aplicación del proceso láser sobre la superficie
de unba aleación base cobalto” y “Estudio de las variables involucradas en la
soldadura de revestimiento sin la adición de material de aporte mediante la
aplicación del proceso GTWA en una aleción base cobalto”
Consejo Estatal de Ciencia y Tecnología (COECYT) Se ha continuado con el desarrollo de actividades conjuntas en el tema de
propiedad intelectual, así como en la promoción de los diferentes programas de
dicho organismo y de CONACYT.
COMIMSA participa como facilitador en la formación de redes de innovación en el
Estado de Coahuila.
Cámara Nacional de la Industria de la Transformación, Coahuila Sureste. Se participó de manera conjunta en el proyecto de capacitación y consultoría en
diversos temas de 20 micros y pequeñas empresas pertenecientes a la Cámara.
A través de una metodología que presenta en su primera fase la elaboración de
diagnósticos, los cuales nos permitan encontrar áreas de oportunidad para mejorar
la competitividad de las empresas. Las oportunidades y áreas de interés son
capitalizadas a través de un programa de consultoría, con el apoyo de expertos,
que les permita integrar adicionalemente programas de capacitación para su
implementación y puesta en marcha. El proyecto ha concluido con la entrega de
cartas de aceptación de los tarbajos de consultoría y encuesta de Evaluación de
los consultores participantes.
American Welding Society. Durante el presente periodo se llevó a cabo en la sede de la AWS un encuentro
mundial con los diferentes organismos acreditados, dentro de los cuales se
encontra el Centro de Capacitación, Entrenamiento y Evaluación en Soldadura de

27
esta Corporación, en donde se expuso los resultados obtenidos a la fecha, así
como algunas perspectivas y acciones a realizar, a fin de incrementar la
penetración en México y América Latina, en los servicios de Capacitación y
Certificación de Soldadores e Inspectores.
E) Difusión y Extensión.
4º Congreso Internacional en Tecnología de la Soldadura, Manufactura e Ingeniería Industrial.
En respuesta a las necesidades del mercado asociado a los procesos de
soldadura, COMIMSA viene desarrollando este evento desde el año 2001. Este
año se inicia la organización del 4º Congreso Internacional en Tecnología de la
Soldadura, Manufactura e Ingeniería Industrial, con expectativas de al menos
igualar la participación del anterior Congreso que es de 388 empresas, 175
asistencias a conferencias técnicas y magistrales, 372 asistentes a conferencias
promocionales, 239 asistentes a cursos, 330 participantes en exposición
tecnológica y diversos eventos como son Olimpiadas del Soldador y Supervisor,
arte en soldadura.
Jornadas Tecnológicas en Soldadura. Con el propósito de promover la capacidad tecnológica tanto para servicios de
capacitación y certificación, así como de la Especialidad y Maestría en Soldadura
Industrial, se llevaron a cabo las Jornadas Tecnológicas en Soldadura, en las
cuales se presentó una conferecia técnica denominada Calidad en Soldaduras,
impartida por especialistas pertenecientes a esta Corporación, Certificados por la
American Welding Society, quienes durante dos horas dieron a conocer los
conceptos generales relacionados a la calidad en soldaduras, así como la
promoción de los servicios tecnológicos, posgrado y Congreso en Soldadura
Industrial, a fin de integrar a mas empresas en los procesos de mejora contínua en
lo que se refiere a procesos de soldadura.
A continuación se señalan las ciudades donde se celebraron, durante el lapso que
se informa, las Jornadas Tecnológicas, indicando además el número de
participantes en cada encuentro.

28
Sede Fecha No. de Participantes
Tijuana, B.C. 7 de Febrero 78
San Luis Potosí 27 de Marzo 86
Guadalajara 22 de mayo
Mazatlán 12 de junio
Puebla 10 de julio
Cabe mencionar que los eventos fueron sin costo, sin embargo el proceso ha
permitido al momento, realizar al menos un servicio en las sedes que se ha
realizado.
CONACYT Se han apoyado los diversos programas del Consejo, como son difusión, asesoría
y evaluación a proyectos sujetos de apoyo al programa de Estímulos Fiscales. Se
han evaluado también proyectos de diversos fondos mixtos.
Instituto Tecnologico Suizo ETH Gestión para estancia de especialistas de esta institución para participar en
proyectos.
MERIDIUM Gestión para realización de proyectos del tema de mantenimiento centrado en
confiabilidad de forma.
Instituto Mexicano del Petróleo Gestión para colaboración en proyectos de aguas profundas.
CONACYT Solicitud de estímulos fiscales para proyectos internos.
EXIDA – CSFP Gestión para certificación de profesionales en seguridad funcional.

29
58.2 73.9
271.7
43.0358.3
24.76.0 9.6
50.92.3
ProgramadoAnual
Modificado 2008
Reales 2007 Reales 2008
Comparativo del Gasto Corriente 2007-2008(Millones de pesos Marzo de 2008)
126.5
683.2
88.9
Ser. PersonalesMat. y SuministrosSer. GeneralesOtras Erogaciones
58.2 73.9
271.7
43.0358.3
24.76.0 9.6
50.92.3
ProgramadoAnual
Modificado 2008
Reales 2007 Reales 2008
Comparativo del Gasto Corriente 2007-2008(Millones de pesos Marzo de 2008)
126.5
683.2
88.9
Ser. PersonalesMat. y SuministrosSer. GeneralesOtras Erogaciones
Ser. PersonalesMat. y SuministrosSer. GeneralesOtras Erogaciones
7.2
2.0
15.3
5.4
Programado Anual
Real 2007 Enero-Marzo
Real 2008 Enero-Marzo
Obra públicaInv. Fisica
Comparativo del Gasto de Inversión(Millones de pesos)
7.2
2.0
15.3
5.4
Programado Anual
Real 2007 Enero-Marzo
Real 2008 Enero-Marzo
Obra públicaInv. Fisica
Comparativo del Gasto de Inversión(Millones de pesos)
630.5
65.3 86.9
Anual programado2008
2007 2008
Facturado
Venta Servicios TecnológicosEnero-Marzo
(millones de pesos)
630.5
65.3 86.9
Anual programado2008
2007 2008
Facturado
Venta Servicios TecnológicosEnero-Marzo
(millones de pesos)
F) Situación Programática-Presupuestal. F.1 Metas Presupuestarias. El ejercicio programático de metas presupuestarias al 31 de marzo de 2008, indicó
principalmente que se facturaron 86.9 millones de pesos que representó un
incremento de 33.1% respecto a lo facturado en 2007.
El comportamiento económico de los programas reportó un gasto acumulado de
$133.7 millones que representó un 19% respecto al presupuesto anual
programado.
En comparación con el mismo período de 2007, los ingresos al 31 de marzo de
2008, representaron en términos reales un incremento del 21%.

30
126.4123.2
72.441.5
Reales 2007 Reales 2008
Comparativo de Ingresos Totales(Millones de pesos Marzo de 2008)
198.8DevengadoEfectivo
164.7
126.4123.2
72.441.5
Reales 2007 Reales 2008
Comparativo de Ingresos Totales(Millones de pesos Marzo de 2008)
198.8DevengadoEfectivo
164.7
192
366
204
370
186
3322
204
23
2007 2008 2007 2008
Balance Generalal 31 de Marzo (Millones de pesos de 2007)
Circulante
Fijo
Pasivo
Patrimonio
Activo Pasivo y Patrimonio
Diferido
Circulante
Fijo
DiferidoPasivo
Patrimonio
192
366
204
370
186
3322
204
23
2007 2008 2007 2008
Balance Generalal 31 de Marzo (Millones de pesos de 2007)
Circulante
Fijo
Pasivo
Patrimonio
Activo Pasivo y Patrimonio
Diferido
Circulante
Fijo
DiferidoPasivo
Patrimonio
Balance Generalal 31 de Marzo (Millones de pesos de 2007)
Circulante
Fijo
Pasivo
Patrimonio
Activo Pasivo y Patrimonio
Diferido
Circulante
Fijo
DiferidoPasivo
Patrimonio
165.5
1.0
138.0
7.2
120.7126.4
5.8
72.4
ProgramadoEjercido Flujo EfectivoDevengado
Comportamiento del Flujode Efectivo y Devengado 2008Enero - Marzo (Millones de pesos)
IngresosCorrientes
EgresosOperación
198.8
126.5
EgresosInversión
7.2
165.5
1.0
138.0
7.2
120.7126.4
5.8
72.4
ProgramadoEjercido Flujo EfectivoDevengado
Comportamiento del Flujode Efectivo y Devengado 2008Enero - Marzo (Millones de pesos)
IngresosCorrientes
EgresosOperación
198.8
126.5
EgresosInversión
7.2
F.2 Situación Financiera.
En cuanto a la situación financiera, los principales resultados del período enero-
marzo de 2008 en comparación con el mismo período de 2007, fueron los
siguientes:
• Los pasivos a corto plazo, producto del incremento en la operación, aumentaron
en un 50% en términos reales en comparación al 2007.
• Se mantuvo el mismo nivel del activo circulante.
• Incremento de un 3% del activo fijo.
El saldo de cuentas por cobrar al 31 de marzo ascendió a 91.1 millones de pesos,
lo que representó un incremento del 32% del saldo real registrado al 31 de
diciembre de 2007, producto de la cobranza correspondiente.

31
( )* Nota: No incluye reserva para cuentas incobrables
133.9
91.1
-105
203550658095
110125140
31 Diciembre 2007 31 Marzo 2008
Antigüedad de Cuentas por Cobrar(millones $)
( )*
( )*
( )* Nota: No incluye reserva para cuentas incobrables ( )*( )* Nota: No incluye reserva para cuentas incobrables
133.9
91.1
-105
203550658095
110125140
31 Diciembre 2007 31 Marzo 2008
Antigüedad de Cuentas por Cobrar(millones $)
( )*( )*
( )*( )*
7.8
83.3
0153045607590
105120135
94-07 Enero-Marzo 2008
TOTAL: $91.1
Antigüedad de Cuentas por Cobrar(millones $)
( )*
( )* Nota: No incluye reserva para cuentas incobrables
7.8
83.3
0153045607590
105120135
94-07 Enero-Marzo 2008
TOTAL: $91.1
Antigüedad de Cuentas por Cobrar(millones $)
( )*( )*
( )* Nota: No incluye reserva para cuentas incobrables ( )*( )* Nota: No incluye reserva para cuentas incobrables
Estado de Resultadosdel 1 de Enero al 31 de Marzo (Millones de pesos de 2008)
93
7
8
6687
70
2
8
-12-3
Otros
Propios
2007 2008Ingresos
74
Propios
Otros
Déficit
Operación
Virtual
Virtual
77
89 101
2007 2008Egresos
Operación
Déficit
Estado de Resultadosdel 1 de Enero al 31 de Marzo (Millones de pesos de 2008)
93
7
8
6687
70
2
8
-12-3
Otros
Propios
2007 2008Ingresos
74
Propios
Otros
Déficit
Operación
Virtual
Virtual
77
89 101
2007 2008Egresos
Operación
Déficit
En el estado de resultados, las cifras alcanzadas reflejaron los siguientes índices:
• Aumento del 20% en términos reales en los ingresos.
• El gasto se incrementó el 31% a precios de marzo de 2008, en razon del
inicio de nuevos proyectos con trabajos en proceso pendientes de
facturación (capital de trabajo).
• El resultado del período reflejó un incremento en el deficit, ocasionado
principalmente por el número de proyectos de gran alcance iniciados en el
periodo.
En el Anexo 7 se presenta el detalle de la Situación Programática-Presupuestal al 31 de
marzo de 2008.

32
G) Esfuerzos de Superación.
Se realizan las actividades siguientes:
• La empresa certificadora SGS realizó la primera auditoría de recertificación de
los procesos “Servicios tecnológicos de apoyo al sector industrial y de la
ingeniería para la infraestructura, en los procesos de servicios de laboratorio,
estudios de posgrado, servicios administrativos y control de proyectos”, la cual
resultó con cero hallazgos, por lo que el sistema ha madurado suficientemente
y se encuentra dando los frutos para lo cual fue planteado.
• Mejora contínua en la sistematización de los procesos administrativos y de
control de proyectos, como es el caso del proceso de recursos humanos y su
interacción con el sistema del IMSS, registro de la identificación dactilar del
personal en línea, agilización en el proceso de contratación y baja de personal,
actualización de la plataforma tecnológica de reportes contables, autorización
de proyectos y procesos administrativos mediante tecnologías de oficina móvil,
entre otros.
• Desarrollo del Sistema de Información para la Administración de Servicio al
Cliente, para la sistematización de las actividades.
• Analisis del modelo de aplicación como empresas socialmente responsable..
• Gestión para elaborar el convenio de colaboración PEMEX-COMIMSA para el
desarrollo de Ejecución de los planes de inspección resultantes de los servicios
de Inspección Basada en Riesgo a PEMEX Gas 2008.
• Instalación de licencias de HARMI® en 2 Centros de Trabajo (Dirección
Corporativa de Operaciones y Topolobampo).
• Gestión de implementación de HARMI® a nivel institucional con PEMEX-
Dirección Corporativa de Operaciones –Tecnologias de Información.
• Gestión ante instituciones (Institutos educativos y centro de investigacion) para
desarrollo del equipo de inspección remota semiautomatizado.
• Gestión ante la Universidad Autonoma de Coahuila para lograr convenio de
cooperacion para formacion de nuevos talentos.

33
H) Programa de Prestación de Servicios y/o Asociaciones Estratégicas.
Colaboración con CANACINTRA Coahuila Sureste, para la consultoría y capacitación en 20 micros y pequeñas empresas socios
Objeto: Implementación de herramientas de mejora continua en beneficio de la
rentabilidad y productividad de las propias empresas con apoyo de fondo PYME.
Los resultados son los siguientes:
Número de empresas Atendidas: 20
Número de visitas a la empresa para desarrollo del Diagnostico: 79
Número de horas hombre dedicadas al diagnóstico: 340
Número de horas ordinarias en sitio, dedicadas a Capacitación y Consultoría:
536
Número de visitas a la empresa para desarrollo de la consultoría: 160
Centro de Integración para el Desarrollo de la Industria Automotriz en Coahuila. Coordinación de reuniones de consejo, con la participación de la Corporación en
calidad de socio fundador. Participación en reuniones de integración con
CANACINTRA para la posible alianza con CIDIAC. Evaluación de la propuesta.
Se presentaron los informes financieros correspondientes al periodo.
Fondo mixto CONACYT- Gobierno del Estado de Coahuila. Desarrollo de procesos eficientes de producción para la pequeña y mediana industria de la fundición.
Participantes: Fundiciones: Aleaciones y Metales Industriales de Saltillo S.A. de
C.V., Fundición JV, Aluminios y Metales Especializados, Procesos Térmicos del
Norte, S.A. de C.V.
Se realizaron los estudios de diagnostico y se presentaron los resultados con el
fin de determinar la prioridad como proyecto de mejora

34
III. PERSPECTIVAS. Los convenios y contratos formalizados durante enero–marzo de 2008,
permitieron un crecimiento de las actividades de proyectos y servicios tecnológicos
de tal forma que la facturación alcanzada durante el lapso que se informa fue
superior en 33.1% a la registrada durante el mismo período del año anterior.
Esta tendencia de crecimiento continuará durante 2008, toda vez que al inicio del
mes de abril, considerando los proyectos con convenio formalizado que se
encuentran en ejecución, se tiene una facturación programada de $283.6 millones,
además de los $86.9 millones ya facturados y que deberá adicionarse con las
ventas que se concreten durante el resto de 2008.
Lo anterior nos permitirá continuar con la consolidación de proyectos y servicios
tecnológicos demandados por diferentes clientes del sector industrial, así como
por diversas instituciones públicas y privadas del país, y simultaneamente aplicar
mayores recursos en la ejecución de proyectos de innovación y desarrollo
tecnológico, en los Programas de Posgrado y capacitación tecnológica, en
beneficio del sector industrial y de la ingeniería nacional.

35
IV. RESUMEN GENERAL DEL INFORME.
El informe muestra la gestión realizada por la Corporación durante el lapso enero–
marzo de 2008, así como los avances obtenidos en el marco de las directrices
establecidas en el Plan Estratégico COMIMSA 2004+ vigente, resaltando por su
importancia la creciente vinculación y generación de convenios, además de la
certificación de sus procesos.
En materia de productividad científica y tecnológica, se iniciaron o continuaron 18
proyectos de investigación y desarrollo y aplicación del conocimiento, se participa
en la elaboración de 3 tesis (adicionales al programa de posgrado) y 3 estudios
estratégicos; se elaboraron 8 publicaciones diversas y se elaboraron 3,125
informes técnicos.
Respecto a la formación de recursos humanos y docencia, el Programa de
Maestría y Doctorado en Ciencia y Tecnología (PICyT) con Especialidad en
Ingeniería Industrial y de Manufactura, reporta 28 alumnos y el Programa de
Posgrado Institucional en la Especialidad y Maestría en Tecnología de la
Soldadura cuenta también con 40 alumnos participantes.
Asímismo, 285 personas de la entidad fueron capacitadas por instructores
externos e internos y 143 personas externas recibieron capacitación.
En materia de vinculación productiva, se trabajó con 196 empresas alcanzando
una facturación de servicios tecnológicos de 86.9 millones de pesos. Respecto a la
vinculación interinstitucional, se trabajó en forma conjunta con 5 instituciones de
educación superior.
Respecto a las metas financieras, los ingresos durante el período crecieron en un
21% respecto al mismo lapso de 2007, mientras que el gasto operativo presentó
un incremento del 31% respecto al mismo período, ambos a precios de marzo de
2008.

36
La perspectiva financiera para 2008 muestra una tendencia alentadora, toda vez
que al inicio del mes de abril se tienen convenios de proyectos en ejecución, cuya
facturación probable es de 283.6 millones de pesos, que sumados a los $86.9
millones facturados en el lapso enero-marzo, nos ubica en una facturación
probable de $370.5 millones, sin contar con el monto que pueda concretarse en el
lapso abril-diciembre.
Los resultados anteriores son producto de la consolidación de proyectos y
servicios tecnológicos demandados por diferentes clientes del sector industrial, así
como por diversas instituciones públicas y privadas del país, continuando
simultaneamente con la ejecución de proyectos de innovación y desarrollo
tecnológico; favorecido con la mejora continua en los procesos de soporte a la
operación y, como parte fundamental, con el decidido apoyo de este H. Consejo
de Administración en la implementación de las diferentes estrategias e iniciativas
que hacen posible los resultados que se presentan.

37
Anexo 1

38
TRANSFERENCIA DE TECNOLOGIA DE SISTEMAS DE COMBUSTION Y MECANIZACION DE PROCESOS A LADRILLERAS ARTESANALES DE MEXICO. Tipo: Transferencia de conocimiento. Inicio: Febrero del 2008 Terminación: Enero del 2009 Avance: 15.8% Responsable: Ing. Mario Trejo Aguirre Monto Total del proyecto: $ 250,000.00 Monto ejercido: $ 18,850.00 Clientes Organismos Gubernamentales Objetivo: Transferir la tecnología desarrollada en COMIMSA sobre procesos de fabricación y quemado de productos de barro, así mismo difundir los desarrollos de la Corporación entre organismos no gubernamentales, autoridades estatales y municipales de otras entidades del país, así como en el extranjero Antecedentes: Las autoridades de Coahuila solicitaron a COMIMSA la realización de estudios para mejorar las prácticas de quemado de los ladrilleros de la región de Saltillo con el fin de eliminar la quema con llantas las cuales originaban una gran contaminación al medio ambiente. Como resultado de estas investigaciones se llegó al diseño de un equipo de combustión para empleo de aceite automotriz gastado como combustible alterno. Para el manejo de este sistema en forma segura se diseñaron paquetes de equipos fijos y móviles, con equipos de medición de temperaturas, procedimientos operativos, capacitación teórica-práctica a los usuarios. Con los equipos diseñados, la metodología aplicada y los estudios realizados, se logró la autorización de la SEMARNAT para el empleo del aceite residual como combustible, logrando disminuir la contaminación en niveles del 60 al 95 %. Posteriormente se diseñaron equipos para la Región Laguna utilizando combustibles sólidos (estiércol, gallinaza). Además se desarrolló un proyecto para la mecanización de las actividades de producción teniendo como resultados el diseño y construcción de un paquete de molino, criba, mezcladora y prensa manual para la mecanización del proceso productivo. El proyecto ha generado un gran interés en otras entidades de la Republica, solicitando información para proyectar estos resultados para la solución de problemas de sus comunidades. El Centro Regional de la Universidad de las Ameritcas solicitó información para disminuir la contaminacion generada por las ladrilleras en la comunidad de Cholula, Puebla, logrando transferir la tecnología de 60 equipos turbo quemadores de aceite automotriz gastado, capacitando al personal en el manejo de los equipos y en el control del proceso de quemado de sus productos. En la Ciudad de San Luís Potosí las autoridades de ecología del estado solicitaron la adquisición de un equipo fijo para la realización de la prueba de quemado en su centro de capacitación de ladrilleros. En la ciudad de Hujuapan de León, Oaxaca y a través de una transferencia a la Universidad de la Mixteca, también se está llevando a cabo un proyecto de

39
introducción de esta tecnología, con la cual se eliminará notablemente la deforestación por consumo de leña. Actividades:
- Determinación de clientes potenciales - Concertar citas para la presentación de proyectos - Visitas y presentaciones - Evaluación de procesos y propuestas - Pruebas demostrativas - Evaluación de resultados
Avances - Se visitó el municipio de Vicente Guerrero, Durango, a petición del presidente municipal con la finalidad de llevar a cabo una presentación del paquete tecnológico de ladrilleras desarrollado por COMIMSA. - Se entrevista con el MC. Rolando Orozco Contreras, Líder de proyecto “Reducción de índices de contaminación ambiental en el municipio de Vicente guerrero, Dgo, para la promoción, capacitación e implementación de nuevas alternativas de combustión y productividad en la fabricación de ladrillos para contribuir a una ambiente saludable”. - Se visitó el Parque Industrial Ladrillero de Durango y se entrevistó con el gerente del parque. Solicitan apoyo en la diversificación de productos, desarrollándoles el método para fabricar piso de barro similar al Saltillo Tile y en el diseño de un turbo atomizador especial para hornos pequeños que pretenden emplear para la fabricación artesanal de piezas de barro utilitarias como macetas y platones. -Se visitó el Instituto Tecnológico Superior de la Región de los Llanos en Guadalupe Victoria, Durango. Se entrevista con el Subdirector Académico, mostrándose el trabajo desarrollado en materia de ladrilleras y en algunos otros proyectos.
Presentación del paquete tecnológico de ladrilleras ante autoridades y ladrilleros del Municipio de Vicente Guerrero
Expectativas a 3 meses
• Concertar citas para la presentación del proyecto • Visitas y presentaciones. • Transferencia de un paquete tecnológico.

40
Diseño, ingeniería y fabricación de una máquina de 300,000 lb para pruebas a tensión de estrobos de acero. Tipo: Industrial Inicio: Enero 2008 Terminación: Octubre 2008 Avance: 50% Responsable: Ing. Jorge Candelas Ramírez Monto total del proyecto: $619,494.00 Monto ejercido: $150,651.64
Objetivo: Diseño, construcción, instalación y calibración de una máquina de tensión horizontal para la prueba de estrobos de capacidad de 300,000 Lbs.
Antecedentes Debido con las necesidades para la realización de maniobras de izaje se requiere procedimientos tanto operativos, como de seguridad del manejo de los estrobos, de ahí la necesidad de certificación de estrobos mediante ensayos de tensión, antes de iniciar su uso, todos los estrobos nuevos deben ser probados por el fabricante o personal calificado para garantizar la capacidad de carga que se requiere para realizar levantamiento o izaje de componentes y/o equipos, para tal fin es necesario realizar ensayo de tensión en una máquina horizontal. Alcance La máquina debe cubrir los requerimientos del método de prueba a ASTM A931 Tension testing of wire ropes and strands, ASME B30.9 Slings “Safety Standards for Cableways, Cranes, Derrcks, Hoists, Hooks, Jacks, and Slings” y cumplir con el método de calibración ASTM E4 Practices for force verification of test machines. Esta máquina debe ser capaz de probar estrobos en forma de 90° y 180° (“U”) hasta 2”.
Propuesta técnica: El diseño, construcción, instalación y calibración máquina debe contemplar los conceptos técnicos siguientes:
• BASES DE DISEÑO Los criterios de diseño para la máquina de prueba de estrobos depende de la fuerza máxima y el largo que se desea probar, la máquina es diseñada con los siguientes parámetros:
Fuerza máxima 1, 334,466 N (300,000 Lb.) Distancia de perno a perno 10mts. Panel de Control. Paro de Emergencia. Celda de carga. Graficar en tiempo real en PC (Software – Windows) Dispositivos de sujeción de estrobo Guardas de protección operadas desde el panel de control

41
Certificación, Calibración de máquina.
• Calculo de estructura La estructura donde está sujeto el estrobo debe ser capaz de soportar 1,335 KN en axial (300,000 Lb) y los esfuerzos auto contenidos en la estructura. La estructura de la máquina no debe tener mayores requerimientos de anclaje por lo que se puede hablar de una maquina fija o semi-fija. • Calculo de unidad hidráulica y pistón La unidad hidráulica con una presión de trabajo de 3000 PSI, una unidad de 10 HP con 1 bomba doble de 3 GPM a 3000 PSI y 19 GPM a 250 PSI para 1800 RPM. El pistón hidráulico debe ser unido mecánicamente a la estructura por un extremo y a un mecanismo de sujeción del otro extremo donde el estrobo será colocado.
• Selección de celda de carga (calibrable, certificación)
Tipo y modo de aplicación: Tensión Capacidad: 300000 Libras Desempeño o nivel de precisión: 0.15% Método de montaje: Roscado Ambos Lados 5.560" diámetro Requerimientos de aprobación Rasteable al NIST Calibrable Material: Acero inoxidable 100%
• Selección de PLC Los requerimientos básicos son;
Registro de la carga a través del tiempo. Control de encendido/apagado de la máquina. Control nivel y de temperaturas del aceite hidráulico. Registro de presión aplicada. Paros automáticos o de emergencia
• Selección de software
Registro de la carga fuerza en Newton (Lbs) a través del tiempo. Grafica en 2 dimensiones.
Los principales puntos a considerar como criterio son,
Software compatible con Windows. Sea capaz de graficar en tiempo real. Modo de conexión desde la celda de carga hacia la PC.

42
Programa del Plan de Trabajo:
TIEMPO (MESES) ACTIVIDAD ENE FEB MAR ABR MAY JUN JUL AGO SEP
BASES DE USUARIO BASES DE DISEÑO INGENIERIA PROCURA FABRICACION DE LA MAQUINA
PRUEBAS TRANSPORTACION Y RE-INSTALACION
ELABORACION DE PROCEDIMIENT OS
CIERRE ADMINISTRATIVO
Resultados: A la fecha se han realizado, las bases de diseño, memorias de cálculo de sistema hidráulico y estructural, la ingeniería conceptual y se ha iniciado la elaboración de la ingeniería de detalle. Expectativas a dos meses:
Complementar la ingeniería de detalle. Iniciar el proceso de procura.

43
FABRICACIÓN DE UN SISTEMA PROTOTIPO A NIVEL LABORATORIO PARA PRUEBAS DE NITRURACIÓN IONICA. Tipo: Generación de Conocimiento Aplicado Inicio: Enero 2007 Terminación: Junio 2008 Avance: 90% Responsable: Ing. Jorge Candelas Ramírez Monto Total del Proyecto: $785,647.94 Monto Ejercido: $680,010.73 Objetivo: Fabricación de un sistema de nitruración iónica mediante plasma pulsado, y hacer pruebas de nitruración en materiales que actualmente tengan una aplicación tribología en la industria metalmecánica; con miras a un escalamiento industrial. Avance:
Manufactura de la Fuente Pulsada
Durante este periodo se concluyó con la manufactura de la fuente de poder pulsada para generación de plasma. A la fecha, se tiene una fuente cuyo funcionamiento esta basado en control de fase de rectificadores trifásicos con variación de voltaje, frecuencia y ciclo de trabajo, a través de microcontroladores que de acuerdo a un voltaje variable de 0 – 5V entregan la salida proporcional a 0-1000V, 0-1000Hz y 0-100% respectivamente. La fuente tiene capacidad en potencia de 3 KW, voltaje máximo 1000V corriente máxima 3A. Tiene capacidad de regulación de voltaje 0-1000Volts, frecuencia 0- 1000Hz y ciclo de trabajo (tiempo on/off de pulso) de 0-100%. Sistema de Inyección
Con la instalación para la inyección y control de gases en operación, se procedió a realizar pruebas de inyección. Una vez establecidas las cantidades de gas requeridas para alcanzar las presiones de trabajo establecidas se procedió a la realización de pruebas de generación de plasma en diferentes mezclas gaseosas.
Pruebas de Operación. Con los sistemas de inyección de gases, generación de plasma y calentamiento ajustados y en correcta operación, se procedió a realizar pruebas de nitruración en forma. Inicialmente se habían realizado pruebas de nitruración sobre inoxidable AISI 304 las cuales fueron caracterizadas y los resultados fueron publicados en el congreso de la Sociedad Mexicana de Ciencia y Tecnología de Superficies y Materiales. Durante el periodo del presente reporte, se concluyó con la caracterización de los inoxidables AISI 304 y se inició con el proceso de nitruración de Aceros AISI 4340. Se ralizó el procesamiento y se caracterizó el

44
efecto de la frecuencia de pulso sobre las propiedades mecánicas superficiales de las muestras nitruradas. Publicaciones: Se preparó el extenso del articulo titulado “Efecto de la Modificación Superficial Mediante Plasmas Pulsados de Corriente Directa (CD) Sobre las Propiedades Superficiales de Acero AISI 4340” de autores J C. Díaz-Guillén, A. Campa Castilla, S I Pérez-Aguilar A Garza-Gómez, J Candelas Ramírez, R Méndez-Méndez el cual fue enviado para su evaluación y en su caso presentación en el congreso CIINDET 2008 en la sección de mecánica el cual es organizado por la sección del IEEE México. Actividades para el siguiente periodo:. Pruebas de nitruración y post oxidación. Evaluación de las propiedades mecánicas y de resistencia a la corrosión de muestras de AISI 1045 nitrurado y post oxidado por plasma.
Preparación de una ponencia respecto de nitrurado – pasivado sobre aceros AISI
1045

45
Mejoramiento de propiedades de superficie para incrementar la durabilidad del sistema camisa - pistón de bomba de lodos.
Tipo: Generación de Conocimiento Aplicado Inicio: Enero 15 de 2008 Terminación: Julio 28 de 2008 Avance: 40% Responsable: Ing. Jorge Candelas Ramírez Monto total del proyecto: $ 279,065.00 Monto ejercido: $ 70,041.33 Objetivo:
Desarrollo de una Junta Camisa – Pistón de bajo coeficiente de fricción para las bombas de lodos utilizadas en los equipos de perforación de pozos petroleros, que permita incrementar el tiempo de vida útil del sello de nitrilo del pistón y disminuya con esto los paros operativos para cambio de pistón, disminuyendo así los costos del proceso de perforación. Antecedentes: Debido al incremento en las exigencias para la tecnología de sellos y piezas en materiales plásticos, el material a utilizarse toma cada día mayor relevancia. Los materiales para la fabricación de sellos de hule están frecuentemente expuestos a condiciones de alta velocidad y pobre lubricación lo que trae consigo su desgaste continuo y con ello, la necesidad del retirar de operación equipos y maquinaria para el reemplazo de dichos sellos. En muchas ocasiones, se debe detener equipo crítico para el cambio de sellos deteniendo con ello procesos importantes de trabajo. En el caso específico de las bombas de lodos, utilizadas en el proceso de perforación en la industria petroquímica, el punto crítico que determina los periodos de paro está determinado por el tiempo de vida de los sellos de nitrilo (NBR) del pistón, cuya duración es a su vez, dependiente de las propiedades tribológicas del conjunto CAMISA – PISTON. Los paros de este tipo de equipos son críticos pues se detienen completamente las actividades de perforación de pozos petroleros. Con el objetivo específico de incrementar el tiempo de vida del sello de nitrilo utilizado en los pistones de las bombas de lodos, se pretende adicionar a la formulación tradicional del sello, el lubricante sólido MoS2 con la finalidad de disminuir el coeficiente de fricción del nitrilo disminuyendo con ello el desgaste del sello y consecuentemente incrementando su vida útil. De igual manera, se pretende desarrollar un recubrimiento cerámico sobre la parte interna de la camisa, el cual en su matriz, contenga partículas del lubricante sólido MoS2 que disminuirán al igual que para el caso anterior, el coeficiente de fricción con el nitrilo, incrementando también, la vida útil del sello de nitrilo y generalmente hablando, la vida útil de la junta CAMISA – PISTON.

46
La disminución del grado de desgaste de la junta en cuestión, traerá consigo el incremento en la vida útil del sello, el espaciamiento entre los periodos de mantenimiento de las bombas y en consecuencia, la disminución en los costos operativos. Alcance
Desarrollo de un material para el sello del pistón con características mecánicas similares, pero con más bajo coeficiente de fricción que el material utilizado actualmente (nitrilo).
Desarrollo de un recubrimiento cerámico de bajo coeficiente de fricción y el método de aplicación para la parte interna de las camisas utilizadas en las bombas de lodos, que permita incrementar la vida útil de la junta camisa – pistón. Propuesta técnica: Mediante el desarrollo exitoso de los materiales con bajo coeficiente de fricción para la junta CAMISA – PISTON en las bombas de lodos, el desarrollo de la ingeniería de producto y proceso, así como la implementación del proceso de producción, se pretende disminuir los paros operativos para mantenimiento, mejorar la productividad de los equipos de perforación, incrementar la capacidad productiva nacional así como analizar las posibilidades de exportación de un producto de este tipo. Con la finalidad de cumplir con los objetivos y el alcance establecido para el presente proyecto de desarrollo se han planteado las actividades que se describen a continuación asi como el siguiente programa del plan de trabajo:
ACTIVIDADES DESCRIPCION
Revisión Bibliográfica
Se refiere a la búsqueda intensa de información técnica y científica referente al desarrollo de materiales hules modificados físicamente para mejorar sus propiedades tribológicas, así como los tipos de recubrimientos cerámicos utilizados para las aplicaciones de interés.
Formulación Experimental del material para el sello.
Consiste en el diseño de una serie de formulaciones de hules con diferentes contenidos de lubricante sólido (MoS2) así como de la preparación de probetas experimentales para evaluación.
Formulación Experimental del recubrimiento cerámico para la camisa.
Consiste en el diseño de un serie de recubrimientos cerámicos de diferentes composiciones con y sin adición de lubricantes sólidos así como en su aplicación experimental sobre sustratos metálicos.
Construcción de equipo de evaluación para resistencia a la abrasión.
Se refiere a la construcción y/o adaptación de un equipo funcional que permita evaluar, mediante perdida en peso, la resistencia a la abrasión de ambos, material para el sello y recubrimiento cerámico.
Evaluación de propiedades de resistencia a la abrasión del sello y el recubrimiento cerámico.
Utilizando el equipo de evaluación se pretende realizar pruebas para determinar cual de las formulaciones diseñadas tiene mejores características de resistencia al desgaste.
Desarrollo de la ingeniería básica del proceso para la fabricación de los sellos de hule.
Ingeniería básica del proceso de fabricación de sellos

47
Desarrollo de la ingeniería básica para la aplicación de los recubrimientos cerámicos sobre la parte interna de los sustratos.
Ingeniería básica del proceso de aplicación de recubrimiento cerámico.
Calendario de actividades
TIEMPO (MESES) ACTIVIDADES
1 2 3 4 5 Revisión Bibliográfica
Formulación Experimental de Material Para Sello
Formulación Experimental de Recubrimiento Para Camisas.
Construcción equipo de evaluación para resistencia a la abrasión
Evaluación de Propiedades de resistencia a la fricción de sello y recubrimiento
Desarrollo de la ingeniería básica del proceso para la fabricación de los sellos de hule.
Desarrollo de la ingeniería básica para la aplicación de los recubrimientos cerámicos sobre la parte interna de los sustratos
Resultados: Formulación Experimental del Material del Sello y Recubrimiento. A la fecha del presente informe se ha realizado la formulación de un sello base nitrilo con la adición de MoS2 en proporciones de 3 , 5 y 10 % en peso, y se vulcanizaron las muestras en moldes diseñados específicamente para ello. Así mismo, se realizó la aplicación de cinco recubrimientos cerámicos mediante la técnica de esperado térmico (plasma spray) para su evaluación de resistencia al desgaste y coeficiente de fricción. Los recubrimientos aplicados fueron: Carburo de cromo, Carburo de tungsteno, Oxido de cromo, Oxido de aluminio y Zirconia. Construcción de un equipo para evaluación de resistencia al desgaste. Durante el periodo de reporte se acondicionó un equipo para su utilización como equipo para pruebas de desgaste. Se realizaron pruebas para evaluación de la repetibilidad por lo que a la fecha se encuentra listo para su utilización. Expectativas a dos meses: Realizar las pruebas de desgaste las muestras del sello de nitrilo modificado. Realizar pruebas de resistencia al desgaste sobre las muestras recubiertas. Evaluación de los coeficientes de fricción de ambos, sello y recubrimiento.

48
MATERIALES Y MODELOS ARQUITECTÓNICOS SUSTENTABLES EMPLEADOS EN EL DESARROLLO DE VIVIENDAS BIOCLIMÁTICOS EN EL ESTADO DE ZACATECAS. Tipo: Aplicación de conocimiento. Inicio: Octubre 2006 Terminación: Junio 2008 Avance: 85% Responsable: Ing. Mario Trejo Aguirre Monto Total del proyecto: $1,089,092.68 Monto apoyado: $700,000.00 (FOMIX Zacatecas) Monto ejercido: $325,743.81 Clientes potenciales: Instituto de la Vivienda del Gobierno de Zacatecas Objetivo: Diseño, aplicación y transferencia de materiales y modelos arquitectónicos sustentables y bioclimáticos para la creación o remodelación de espacios habitacionales en las zonas urbanas y rurales del estado de Zacatecas. Antecedentes: La problemática de la vivienda en Zacatecas como el resto del país, presenta muchas aristas. Una de ellas, la generación de espacios habitacionales sin ninguna consideración de las necesidades de los usuarios (lo cual genera un deterioro social), distribución espacial, aspectos de confort térmico y/o acústico, así como vivienda que invite a fomentar la cultura del empleo óptimo de los recursos naturales o energía. Por lo anterior, la presente propuesta tiene la finalidad de generar alternativas de materiales empleados para la construcción a partir de materiales considerados como desechos domésticos e industriales de la región, aplicados en sistemas constructivos y modelos arquitectónicos sustentables. Actividades - Continuación del desarrollo de modelos arquitectónicos - Inicio de la evaluación técnico económica de los modelos propuestos - Entrega y presentación de reporte de la segunda etapa al fondo mixto - Inicio de la tercera etapa Expectativas a dos meses - Continuación de la tercera etapa - Desarrollo y evaluación de componentes - Construcción y evaluación de prototipos a nivel laboratorio y escala real

49
USO DE ESCORIAS DE BOF COMO AGREGADOS EN BASES Y SUBBASES EN LA CONSTRUCCIÓN DE CAMINOS. Tipo: Aplicación de conocimiento. Inicio: Enero 2006 Terminación: Marzo 2008 Avance: 100% Responsable: Ing. Mario Trejo Aguirre Monto total del proyecto: $935,453.36 Monto apoyado: $387,500.00 (FOMIX Coahuila) Monto ejercido: $616,060.30 Clientes potenciales: Altos Hornos de México SA de CV. Objetivo: Desarrollar bases y subbases de caminos como la incorporación de agregados de escoria de BOF, que cumplan con las normas especificadas por la Secretaría de Comunicaciones y Transportes.
Antecedentes: Las escorias se han generado como sub-producto de procesos pirometalúrgicos y se han generalmente considerado como residuos. Muchas de las escorias se consideran actualmente como fuentes económicas potenciales de metales y como materia prima para materiales con aplicaciones específicas. Las escorias siderúrgicas son un material producido por la industria del hierro y del acero, y se definen como un material no metálico que consiste esencialmente de silicatos de calcio y ferritas combinadas con óxidos de fierro, aluminio, manganeso, calcio y magnesio. En el área del re-uso de escorias siderúrgicas se distinguen dos tipos de escoria: (1) escorias de alto horno (Blast Furnace Slag) y (2) escorias de acero (Steel Slag). En las escorias de acero se encuentran las producidas en reactores BOF (Basic Oxygen Furnace) y en los hornos eléctricos (EAF). Las dos categorías de escorias se distinguen por sus propiedades químicas y físicas que determinan en gran parte su aplicación. Entre las propiedades físicas importantes se puede citar el peso, tamaño de partícula, propiedades estructurales, etc. Las escorias de acero encuentran uso importante en la construcción de caminos. Se han utilizado en mezclas de asfalto para pavimentos donde los criterios de fricción son un aspecto importante en el diseño de pavimentos. Otro ejemplo de su uso es la tecnología europea SMA (Stone Matriz Asphalt), en la cual la escoria de acero representa el 80% de agregado grueso en una mezcla asfáltica resistente a la fractura a bajas temperaturas y a la deformación. Una de las aplicaciones más comunes de escoria de acero es la construcción de estacionamientos sin pavimento. Para esta aplicación son deseables escorias con alta expansión térmica, que una vez compactadas tienden a asentarse produciendo un material denso, duro y durable para soportar tránsito pesado. Otra aplicación de las escorias de acero es como material para acotamientos de caminos de pavimento. Las propiedades cementivas de la escoria de acero producen un agregado duro y durable que es menos susceptible a los efectos de la erosión provocados por la corriente de agua en medios lluviosos. Las escorias de acero se han utilizado también en la construcción de banquetas y pistas peatonales y de vehículos no motorizados. Otra aplicación importante de los escorias de acero es en bases y sub-bases de pavimentos. La base de un camino es una capa de material que

50
proporciona un soporte estable para capas superficiales. La base puede ser hecha de un agregado compactado, de asfalto o concreto. Agregados de escoria de acero se han utilizado como único material para bases, y han exhibido ventajas sobre los materiales usualmente utilizados. Las bases hechas de escorias han exhibido más resistencia al desgaste y requieren un mínimo de mantenimiento, además de ser estables bajo cualquier condición de humedad. Las bases hechas de agregados de escoria drenan mejor que los agregados convencionales con distribución de tamaño similar. Además, el espesor de las bases de agregado de escoria es menor debido a su alta resistencia. El uso se escoria de acero como agregado para bases y sub-bases de pavimentos se limita generalmente a una proximidad de 80 km de su lugar de producción u origen, lo cual restringe su disponibilidad y aplicación en muchos lugares. Por otro lado, donde existe disponibilidad de escoria de acero, su uso como base y sub-base se puede considerar a condición de un estudio previo del material y la aplicación considerada. La química de la escoria de acero puede variar dependiendo de su origen y es importante evaluar sus propiedades para considerar su aplicación. Por ejemplo, la composición química de algunas escorias de acero pueden promover niveles de expansión suficientes que impiden su uso como base de pavimentos. Otro caso frecuente es la presencia de un exceso de cal en la escoria de acero y consecuentemente sin reaccionar, lo que requiere un periodo de envejecimiento de la escoria antes de su uso. El uso de escorias de acero se enmarca también en un entorno ecológico al consumir materia prima considerada generalmente como material de desecho, y promover por otro lado la preservación de recursos naturales normalmente utilizados. En el contexto nacional y en particular en el estado de Coahuila, recientemente se han utilizado escorias de acero en la construcción de caminos en diferentes zonas de la ciudad de Monclova. Las escorias utilizadas provienen de la siderúrgica Altos Hornos de México S. A. localizada en la ciudad mencionada, que produce acero a través de la vía Alto-Horno-Convertidor al Oxígeno (AH-BOF). La escoria utilizada es la que proviene del reactor BOF, y ha sido empleada para sub-base y base de pavimentos y como superficie de rodamiento de bajo aforo vehicular. Una escoria de BOF consiste de 15-29% de alúmina, 30-50% de óxido de calcio, 3-10 % de óxido de magnesio y 7-10% de fierro total. La producción de escoria es de 10-15% en masa del acero fabricado. Así, la generación de escoria de BOF es del orden de 400 000 ton por año, las cuales históricamente se han confinado en los patios de AHMSA. La aplicación de la escoria de BOF como superficie de rodamiento de bajo aforo vehicular es de relevante interés en situaciones donde la aplicación de recubrimientos asfálticos y/o de concreto no son económicamente factibles. A fin de garantizar un funcionamiento apropiado de la escoria de BOF se requiere un estudio sistemático de los lotes de escoria disponibles a fin de contar con información geomecánica de los mismos que conduzcan a un diseño correcto de mezclas de escorias y procesamiento de las mismas, para obtener bases y sub-bases que cumplan con las normas establecidas por la Secretaría de Comunicaciones y Transportes, y que además puedan ser utilizadas como superficies de rodamiento de bajo aforo vehicular. Actividades:
Conclusión de construcción de prototipo Entrega de reporte final

51
Prototipo construido a partir del empleo de la formulación con escoria de BOF propuesto. Calle Mauricio Magdalena Colonia 18 de marzo, Monclova
,Coahuila

52
FORMACIÓN DE CAPACIDADES EN SOLDADURA (NO CONVENCIONAL Y AUTOMATIZADA)
Tipo: Aplicación de conocimiento. Inicio: Febrero 2008 Terminación: Diciembre 2008 Avance: 7.9% Responsable: Ing. Mario Trejo Aguirre Monto Total del proyecto: $1,350,000.00 Monto ejercido: $112,998.51 Clientes potenciales: Varios
Objetivo: Desarrollar y fortalecer las capacidades en área de soldadura en procesos no convencionales con el objetivo de transferir conocimiento útil a empresas y a los gobiernos de los diferentes niveles.
Antecedentes: La tendencia generalizada a eficientar los procesos de manufactura en el mundo ha llevado al desarrollo de proceso de productivos mas complejos y con un grado de aplicación científico que requiere de conocimientos más profundos y especializados. Una disciplina donde se manifiesta lo mencionado es en la soldadura. Ejemplo de lo anterior, son las áreas metal-mecánica, automotriz, petrolera., etc. Sin embargo, en países como en México, donde el desarrollo tecnológico de esta disciplina es casi nulo, se ve reflejada la falta de capital humano que soporte dicha industria, obligándose a importar tecnología y dicho capital. En referencia a lo manifestado, COMIMSA, como institución que tiene el objetivos de prestar servicio a la industria, ha detectado la potencialidad en el desarrollo de capacidades en soldadura en proceso no convencionales y la automatización ya que actualmente no hay centro, institución o empresa en México capaz de preparar o especializar a gente al grado que no sólo sea una preparación técnica, sino que lleve a entender y como consecuencia capaz de proponer soluciones Por lo anterior, en este proyecto se pretende seguir avanzando en varios sentidos para cumplir las necesidades que presenta dicha disciplina en México. Para lo cual se contempla, en esta primer etapa, cubrir procesos de soldadura mediante Láser, fricción así como en la robótica y automatización.
Actividades - Impartición de cursos - Impartición de pláticas técnicas - Desarrollo de propuesta para fondos mixtos. - Formación a estudiantes de especialidad y maestría.
Expectativas a dos meses Impartición de cursos especializados. - Inicio de proyectos de investigación en campo en los temas de interés (automatización). Los productos derivados de estos proyectos se orientan a Patentes y/o diseños industriales, así como a la generación de conocimiento la cual se reflejará en la publicación de artículos en revistas nacionales e internacionales

53
DESARROLLO, CALIFICACIÓN E IMPLEMENTACION DE UN PROCESO DE FABRICACIÓN DE ALABES MOVILES Y FIJOS PARA TURBINA DE GAS Tipo: Aplicación del conocimiento Inicio: Diciembre 2006 Terminación: Diciembre 2009 Avance: 60% (considerando el cambio de alcance) Responsable: Ing. Jesús Castillo Tamayo Monto total del proyecto: $ 250,756.97 Monto ejercido: $ 240,878.88
Objetivo: Desarrollar e implementar el proceso de fabricación por forja de alabes fijos y móviles para turbinas de gas, que permita la fabricación de estos componentes en México. El proceso aplicará para componentes de acero inoxidables AISI de la serie 400, utilizados en compresores de turbinas industriales y sometidas a condiciones severas de erosión, de corrosión y de fuerza centrífuga durante su operación
Antecedentes En la actualidad la optimización de los recursos energéticos son de primordial importancia. En la industria petrolera es de vital importancia la vida de las turbinas transformadoras de energía. Estas turbinas constan de una serie de pasos de alabes de diferentes dimensiones la cuales producen un ciclo termodinámico. La vida de esta turbina depende de la vida de estos alabes. Los alabes para compresores de turbinas pueden ser fabricadas mediante forjado y/o maquinado. La mayor parte de la producción de alabes para turbinas son fabricadas recientemente de aceros inoxidables 403 martensiticos, en los años ochentas se implementaron alabes endurecidos por precipitación, aceros martensiticos inoxidables. Estos materiales proveen un incremento en la resistencia mecánica sin sacrificar la resistencia a la corrosión, así mismo incrementan la resistencia a la fatiga de ciclos altos y la corrosión por fatiga. Es necesario buscar esta resistencia a la corrosión ya que los alabes están expuestos muchas veces a ambientes salinos, como es el caso de las turbinas Ruston en México. En el caso de las turbinas Ruston sus álabes provienen de un proceso de forjado con una composición de acero martensitico inoxidable, aunque en este caso son 410. Los aceros inoxidables serie 400 son utilizados en la manufactura de componentes de turbinas industriales, pero particularmente para los alabes fijos y móviles del compresor. A pesar de sus excelentes propiedades, estos materiales sufren daños consistentes principalmente en erosión, y corrosión causados por la operación en un medio ambiente con condiciones de impurezas y humedad; estos daños ocasionan modificaciones dimensionales en los componentes y por lo tanto, la reducción de la eficiencia de los equipos.

54
Por otro lado, también se presentan daños ocasionados por objetos extraños o por el desgaste de las chumaceras que ocasionan que los alabes móviles se dañen en su parte superior; por lo tanto, es necesario emprender acciones encaminadas a la fabricación de estos componentes en México, con la finalidad de reducir el costo asociado por el reemplazo, disminuir tiempos de disponibilidad de componentes requeridos y evitar la fuga de divisas por la adquisición de este tipo de componentes en el extranjero.
Con base en lo anterior, se pretende desarrollar e implementar un proceso para la fabricación por forja de alabes de acero inoxidable serie 400 para el compresor axial de turbinas industriales de gas en México.
Alcance El alcance final en otra etapa del proyecto propuesto es la implementación industrial del proceso; para la cual se tiene planeado en el presente proyecto obtener el estado del arte con respecto al proceso de forjado y acabado de álabes de acero AISI 410. Para tal finalidad es necesario desarrollar las siguientes etapas:
- Bases de usuario. - Bases de diseño. - Ingeniería conceptual. - Ingeniería básica. - Diseño de herramental.
- Procura de materiales. - Pruebas de forja. - Estudio de las propiedades obtenidas. - Implementación del proceso.
Al alcance de la Etapa 1 del proyecto se le agregó lo siguiente: - Búsqueda de infraestructura para correr pruebas de forja. - Definición de una alternativa rápida que lleve a la fabricación de álabes
prototipo (incluyendo procura y la fabricación propia). - Estudio de las propiedades físicas, mecánicas y metalúrgicas de los álabes
prototipo.
Propuesta técnica: Se pretende implementar y/o adecuar la tecnología necesaria para llevar a cabo el proceso, así como elaborar procedimientos específicos de las diferentes etapas del proceso de alabes móviles y fijos de aceros AISI 410.
Desarrollo: El desarrollo del proyecto se realizará en un año de acuerdo al siguiente cronograma.
Proyecto actual (Etapa 1)
Siguiente etapa (Etapa 2)

55
Programa del Plan de Trabajo
2007 2008
Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May Jun Jul Ago Sep Oct Nov Dic
Revisión del estado del arte.
Elaboración de bases de usuario.
Desarrollo de bases de diseño.
Ing. conceptual del proceso.
Ing. Básica del proceso.
Conceptualización del diseño de experimentos.
Búsqueda de infraestructura.
Ing. preliminar 3D p/herramental.
Simulación del proceso de forja para desarrollo de herramental.
Búsqueda de infraestructura para correr pruebas.
Búsqueda de inf. Técnica para corroborar algunas variables del proceso.
Definición de opción alternativa para fabricar álabes prototipo.
Procura de materiales.
Fabricación de prototipos (alternativa rápida).
Estudio de propiedades físicas, mecánicas y metalúrgicas.
Integración de expediente y cierre de Etapa 1 del proyecto.
Alcance inicial
Nuevo alcance

56
Resultados: El avance del proyecto hasta Marzo de 2008 es del 60%, aclarando que el alcance inicial se cumplió al 100% con un (1) mes de atraso. El 60 % que se menciona es incluyendo el cambio de alcance establecido. El desarrollo del proyecto a la fecha ha incluido lo siguiente:
- Revisión del estado del arte del proyecto. - Elaboración de bases de diseño. - Ing. Conceptual y básica del proceso. - La definición de variables para el proceso de forjado. - Conceptualización del diseño de experimentos. - Estudios para el diseño del herramental (dados de forja). - Corroboración de algunas variables del proceso de forja. - Búsqueda de infraestructura para llevar a cabo pruebas piloto.
1. De acuerdo al conocimiento en materiales y a la búsqueda bibliográfica,
se definieron los parámetros y variables preliminares para implementar un diseño de experimentos para el proceso de forjado.
Parámetros de deformación Calculado para una velocidad de deformación de 10 (1/s).
Parámetro 1 stroke 2 stroke 3 stroke
Diámetro d1 = 1”
d2 = 0.73”
d2 = 0.73”
d3 = 0.44”
d3 = 0.44”
d4 = 0.22”
Espesor promedio (di-df)/2
0.135” 0.145” 0.11”
Velocidad del Ram (έ ) (espesor promedio)
1.35 in/s 1.45 in/s 1.1 in/s
Tiempo de contacto (di-df)/ (Vel de Ram)
0.19 s 0.2 s 0.2 s
Temperatura de Forja
Instantánea (1100°C) 1089°C 1028°C 963°C
Temperatura de Forja 1151°C 1120°C 1048°C

57
Instantánea (1200°C)
Deformación verdadera Ln (df/di)
0.3147 0.5062 0.693
% de deformación verdadera por paso
31.47% 19.15% 18.68%
Ancho de flash (L.grueso)
WLB = 0.2√WF
0.17”
0.17”
0.17”
Ancho de flash (L.delgado)
WLB = 0.2√WF
2/3 (0.17”) 2/3 (0.17”) 2/3 (0.17”)
Espesor del flash W/t = 4
0.04” 0.04” 0.04”
Estos parámetros están cada uno de ellos establecidos de acuerdo a la justificación y explicación teórica de la siguiente tabla.
Parámetro Dato Explicación 1er Rampa.-Temp. De calentamiento
1000°C a. Homogenizar debajo de la temperatura de nucleación de ferrita delta (Shtansky, 2000)
Tiempo de T de calentamiento 1er rampa
40 min a. Tiempo necesario para homogenizar (Shtansky, 2000)
Velocidad de calentamiento
5°C/ min a. Evitar un calentamiento rápido, evitando ΔC. (Shtansky, 2000)
2nd Rampa.- Temp. de calentamiento
1150°C (1) 1250°C (2)
a. Para lograr una temperatura de 1100°C, ya que se perderían en el traslado aprox. 50°C (Cardoso,2003)
Tiempo de T de calentamiento 2nd rampa
5 min a. Para homogenizar a la temperatura de forja
Velocidad de calentamiento
5°C/ min a. Evitar un calentamiento rápido, evitando ΔC. (Cardoso, 2003)
Temperatura de forja
1100°C (1) 1200°C (2)
(900–1200°C)
a. Evitar la nucleación de ferrita delta. (Cardoso, 2003, Sellars,2003 )
b. T necesaria para la deformación (Cardoso, 2003)
Velocidad de deformación
10 s-1
(1–1s-1- 50s-1) a. Evitar la nucleación de ferrita delta
(Tong,2004) b. Evitar la acumulación de esfuerzos y
no fracturarse durante el TT (Madhu)

58
Tiempo de contacto < 1s (<50 ms)
a. Evitar la nucleación de ferrita delta, (Bariani,2004, Shtansky,2000)
b. Acumulación de energía para la transformación en el contacto con el dado existirán ΔT, perjudiciales para la difusión de Cr. (Cardoso, 2003 )
c. Prolongar la vida del dado, deformación plástica, (Kim, 2005)
d. Comentarios de expertos en la materia
% de Reducción 20% max cada paso
a. Comentarios de expertos en la materia
Fuerza aplicada 49 tons a. Calculo realizado para el Paso No.12
Tiempo de recalentamiento (soaking)
20 min
a. Sin enfriar a T amb después del stroke, se puede dar 20 min para homogenizar.(Bariani,2004)
Colocación del tocho ΔS/S=12% a. Descentrada un 12%, para llenar la cavidad delgada, (Zhan, 2002)
Atmósfera Protectora en el calentamiento, sostenimiento y recalentamiento
Argon
a. Necesario para evitar mas de 1mm de oxido. (Douglas, 2000)
b. Al desbastar la escama se expone y es necesario proteger con atmósfera. (Bariani, 2004)
Dimensiones del tocho cilíndrico
Ø = 12mm L = 14mm
a. Para verificar las condiciones experimentales de Bariani en proceso de forja de alabes y extrapolar (Zhan,2002, Bariani, 2004)
Lubricante Grafito + H2O a. Mas comúnmente usado / biodegradable.
Densidad de sólidos en el lubricante
6% a. Recomendado entre 2 y 12%.
Temperatura del dado 250°C a. Evitar la adhesión de lubricante con dado o pieza.
2. En este momento se tienen propuestos los parámetros y variables a
controlar durante el proceso para realizar el primer diseño de experimentos para una pre-experimentación en probetas de acero AISI 410; dependiendo de los resultados que se obtengan de estas pruebas se realizarán las primeras pruebas sobre acero 410 grado aeroespacial para la preforma y resultados de diseño.
3. El ciclo de forja así como en la especificación de la forja se establecieron
de acuerdo al análisis de deformación.
Una de las condiciones para el diseño de los dados fue el mantener el volumen constante. Se manejó un volumen fijo sin tomar encuentra el porcentaje de escama que se va a formar ni tampoco se tomó en cuenta el 5%

59
Base 0.79mm
Altura 8.18mm
Base 0.91mm
Altura 9.46mm
recomendado para asegurar el llenado del molde. Se decidió hacer le diseño por separado de la paleta y el tenón.
Condiciones de simulación 1. En la primer simulación, se dieron las medidas del cilindro inicial como se
establecieron en los tres últimos informes. 2. Se observó, que el descentrar del cilindro mejoró el llenado de la paleta
y del tenón, pero aun no se ha logrado llenar el total del volumen del tenón.
3. Se rediseñó el diámetro inicial del cilindro, se redujo para evitar el flujo excesivo en la paleta.
4. Se mejora un poco con el diámetro, pero aun hay que descentrar.

60
Parámetro modificados en la simulación
1. Se incrementó el volumen de preforma en el tenón. 2. Se disminuyó la altura de la paleta en la preforma. 3. Se descentro la colocación del cilindro para facilitar el flujo de material
hacia el tenon. 4. Se incrementaron las curvaturas en el tenón y en unión de la paleta con
el tenón para mejorar el flujo del material.

61
Etapa cero 1er paso
Diseño de la nueva preforma para simulación Debido a que la preforma inicial no llena las cavidades, se optó por rediseñar la preforma del paso cero (0), el cual en físico en un prototipo de plastilina y madera llena la cavidad. Se muestra el 3D de esta nueva preforma la cual ha sido enviada a mallar para poder simular. Expectativas a dos meses
1.- Concluir el proceso de simulación. 2.- Definir otra alternativa más rápida de obtener las primeras muestras de
álabes prototipos, debido a que en la búsqueda de infraestructura para obtenerlas se ha invertido mucho tiempo.
3.- Iniciar búsqueda de infraestructura en instituciones y empresas para fabricación de prototipos por forja cerrada y de alta precisión.

62
Búsqueda de infraestructura en otras instituciones y empresas para realizar pruebas de forja. En el Instituto Politécnico Nacional se encontró una prensa y un horno que posiblemente sirvan para llevar a cabo pruebas piloto de forja cerrada de alta precisión. Se evaluará esta opción para ejecutar el diseño de experimentos más adelante.

63
PORTAL PARA CLIENTES COMIMSA Tipo: Aplicación de conocimiento. Inicio: Enero 2007 Terminación: Enero 2008 Avance: 100% Responsable: Ing. Mario Trejo Aguirre Monto total del proyecto: $ 184, 000.00 Monto ejercido: $ 55, 819.53 Objetivo: Integrar en la aplicación de software Portal para Clientes COMIMSA los nuevos requerimientos de desarrollo para ofrecer a los clientes proyectos con valor agregado a través de Internet, así como proveer el mantenimiento necesario a la misma para asegurar su funcionamiento y disponibilidad de la información. Antecedentes: Portal para Clientes se encuentra en operación desde Julio de 2006, a la fecha se han incorporado a la base de datos 773 archivos en aproximadamente 3392 visitas. Además, una parte importante de Portal para Clientes es la información generada a través del sistema para captura de resultados del análisis de lubricantes que se encuentra en operación desde Julio de 2004 con aproximadamente 5850 registros en su base de datos. A través del portal se permite consultar a los clientes de COMIMSA los resultados de análisis de lubricantes, termografía infrarroja, vibración mecánica, instalación de pararrayos y resúmenes financieros mediante un esquema de validación de permisos de usuario, además de proveer un medio de contacto a través de correo electrónico entre los clientes y los responsables de los servicios por parte de COMIMSA. Avance: 100% Portal para Clientes se encuentra disponible en Internet en la dirección www.comimsa.com.mx/clientes, la cual soporta el control de clientes, usuarios e informes. Cuenta con las especialidades de análisis de lubricantes, integridad estructural, pararrayos, termografía infrarroja y vibración mecánica. Otorgando la posibilidad de realizar consultas y/o descarga de informes, la generación de gráficos que nos muestren el comportamiento (historial) de los componentes analizados en el área de Lubricantes, así mismo nos permite visualizar la condición operativa de los equipos.

64
FORTALECIMIENTO DEL SERVICIO DE PRUEBAS NO DESTRUCTIVAS. Tipo Administrar procesos y métodos de trabajo en áreas
especificas. Inicio Febrero del 2007 Terminación Enero 2008 Avance 100% Responsable del proyecto Ing. Jesús García Ortiz Monto total del proyecto $ 2,862,325 Egreso Monto ejercido $ 974,631 Clientes potenciales PEMEX, CFE, Industria Química
1 Alcance: Fortalecer las capacidades de los servicios de pruebas no destructivas proporcionados por las Unidades Regionales Sur, Marina y Norte.
Actualizar los servicios de pruebas no destructivas a través de la formación de personal en técnicas no convencionales y adquisición de nueva tecnología de inspección.
1.1 Certificación de personal de acuerdo a la práctica recomendada ASNT-SNT-TC-1A, nivel III, en dos técnicas de pruebas no destructivas.
1.2 Coordinar y fomentar la capacitación al personal de las Unidades
Regionales Sur, Marina y Norte en las siguientes técnicas de inspección:
a) Corrientes de Eddy
b) Emisión Acústica.
c) Ultrasonido IRIS
d) Ondas Guiadas
1.3 Desarrollo de software de administración de programas de inspección de recipientes a presión y tuberías de proceso (SAPIRT) en versión web 1.0.
1.4 Publicación de alertas tecnológicas relativas a las pruebas no
destructivas, integridad mecánica, normatividad, soldadura entre otros en el portal de la Dirección de Ingeniería Región Sur.
1.5 Revisión y elaboración de los procedimientos operativos de inspección
generales de las técnicas de inspección avanzadas. 1.6 Revisión y análisis de nuevas tecnologías de inspección, para definir cual
es adecuada a las necesidades del cliente, para evaluar su adquisición.
2 Avance:
2.1 Certificación de personal nivel III.
Se aprobó el examen Básico, como primer paso para la certificación como Nivel III por la American Society for Nondestructive Testing (ASNT). El examen de método se tomará el año próximo.

65
2.2 Coordinar y fomentar la capacitación al personal de las Unidades Regionales Sur, Marina y Norte.
Ondas Guiadas por Ultrasonido Nivel I: Se realizó la capacitación en
ondas guiadas al personal de las Unidades Regionales Sur, Marina y Norte, con instructor de la compañía Guided Ultrasonic Ltd, fabricante del equipo, obteniendo la certificación dos personas como Nivel I avalado por la compañía mencionada, uno de la UR Sur y otro de la UR Marina.
Corrientes de Eddy: Se tomó la capacitación en corrientes de eddy por una persona de la Gerencia de Aplicación Tecnológica (GAT) la cual obtuvo el nivel I en esta técnica de inspección. Emisión Acústica: La capacitación de este curso estaba programada a tomarse con la compañía que fabrica los equipos como el que cuenta comimsa, sin embargo se pospuso por la compañía que lo imparte (Physical Acoustics) hasta el año entrante. Ultrasonido IRIS: Se realizó el entrenamiento de esta técnica de inspección, por personal de la GAT, tomando como base el manual de operación del equipo así como un procedimiento en revisión A. Se elaboraron los procedimientos de operación, calibración y mantenimiento del equipo IRIS. Se cuenta con la capacidad en recurso humano y equipo para la prestación de este servicio.
2.3 Desarrollo de software de administración del servicio de integridad
mecánica de recipientes a presión y tuberías de proceso.
Se desarrolló el software “Sistema de Administración de Programas de Inspección de Recipientes y Tuberías” (SAPIRT) en versión Web 1.0 en el módulo de Integridad Mecánica, cubriendo los submodulos que se menciona a continuación; considerados y adecuados a las necesidades operativas imperantes por los usuarios de la Unidad Regional Marina, así como en la seguridad en el acceso al software. Además, para resguardar esta herramienta como propiedad industrial de COMIMSA se realizaron los trámites de derechos de autor y registro de marca. Los submodulos son los siguientes:
a) Módulo de Registro de Instalaciones b) Módulo de Integridad Mecánica (tuberías de proceso) c) Módulo de administración de Usuarios
El módulo de integridad mecánica (Tuberías de Proceso) se implementó en la Unidad Región Marina, en la administración de los reportes de inspección del proyecto: “Administración de la Integridad Mecánica de los Circuitos de Tubería de Proceso y Recipientes a Presión del Activo Integral Cantarell”. El módulo de Integridad Mecánica (tuberías de proceso) incluye la generación de los siguientes reportes:
a) Inspección Visual

66
b) Daños por corrosión c) Medición de espesores por Ultrasonido d) Ultrasonido Haz Recto e) Caracterización de Materiales f) Isométricos g) Volumetría. h) Conclusiones
Las pantallas siguientes muestran los módulos desarrollados. Cabe aclarar que el modulo de la NOM-020 esta programado a desarrollarse el año entrante.
Figura 1. Módulos principales de SAPIRT.
Figura 2. Submodulos desarrollados en el modulo de Integridad Mecánica (tuberías de proceso).
Como prueba determinante en la implementación del software se procesó en el software la información de las actividades de inspección de un

67
circuito de tubería de proceso de 2500 elementos, solicitado por la Unidad Regional Marina. Los resultados de esta prueba fueron satisfactorios en general, detectándose mejoras a la herramienta que serán programadas para su elaboración en conjunto con la Unidad Regional considerando las prioridades operativas del uso de la herramienta, como parte de la mejora continua. Se implementó en el módulo de reportes el de “conclusiones”, considerado por la UR Marina prioritario para la homologación y sistematización como entregable en el expediente por circuito de tubería. Como parte de la implementación se elaboró el Manual de Operación de la herramienta SAPIRT en su revisión 0, con la cual se capacitó al personal de la Unidad Regiona Marina. Como parte de las necesidades especificas se desarrolló un módulo para realizar la evaluación de indicaciones externas de la tubería de acuerdo al código ASME B31.3.
Actualmente el SAPIRT se opera por personal de COMIMSA vía web en las instalaciones de Cd. del Carmen, como en plataformas de PEMEX costa afuera:
Adicionalmente el supervisor de PEP del convenio de “Administración de la Integridad de recipientes y tuberías” (Plan Emergente), puede acceder a la herramienta vía web y visualizar en línea los reporte de inspección. El impacto en el proyecto mencionado en el párrafo anterior se puede resumir en lo siguiente:
a) Se entregan al cliente 200 reportes mensuales, correspondientes a la cantidad de circuitos de tubería terminados.
b) Aumento en la calidad de los entregables, disminución de los retrabajos.
c) Homologación de los entregables. d) Supervisión en línea del personal de tierra de COMIMSA y de PEP,
de los avances del proyecto en campo (plataformas marinas).
Se obtuvo el registro de derechos de autor ante el INDAUTOR de la herramienta SAPIRT con el número de Registro: 03-2007-110814065400-01. Además se encuentra en proceso de trámite el registro de marca ente el IMPI.

68
2.4 Publicación de alertas tecnológicas Se elaboraron cuatro alertas tecnológicas, las cuales se publicaron para
su difusión en la intranet de COMIMSA en la Biblioteca Virtual:
• Alerta Tecnológica No. 1.- Inspección por Medio de la Técnica de Medición de Campo de Corriente Alterna (ACFM)
• Alerta Tecnológica No. 2 Certificación Suplementaria en Inspección Basada en Riesgo API 580.
• Alerta Tecnológica No. 3 Certificación Suplementaria en Mecanismos de Daño API 571.
• Tecnologías de Inspección de Tuberías de Intercambiadores de Calor.
2.5 Revisión y elaboración de los procedimientos operativos de inspección generales de las técnicas de inspección avanzadas. Se elaboraron los procedimientos siguientes que se encuentran en revisión cero:
• Procedimiento para el ensamble de componentes que integran el equipo IRIS.
• Procedimiento para la Operación y Calibración del equipo IRIS.
• Procedimiento para la operación del software de recopilación y
análisis de datos utilizado por el equipo IRIS.
• Procedimiento para la calibración y operación del equipo de corrientes de Eddy.
• Se elaboraron cinco procedimientos para la inspección visual de
cables de acero para los diferentes sistemas de izaje en plataformas marinas.
2.6 Revisión y análisis de nuevas tecnologías de inspección, para
definir cuál es adecuada a las necesidades del cliente, para evaluar su adquisición.
Debido a un requerimiento de PEMEX Perforación Unidad Marina, de monitorear los cables de los sistemas de Izaje instalados en las plataformas marinas, se procedió a investigar la actualización en tecnología del equipo de inspección electromagnética que actualmente tiene COMIMSA. Se obtuvo de esta investigación que existen actualizaciones en cuanto al software de análisis y en el hardware. Se procederá a la actualización

69
del equipo de inspección electromagnética en cuanto se tenga una aplicación específica bajo un convenio.
En el proyecto de inspección de tuberías de proceso y recipientes a
presión en la Región Marina se detectó la problemática de inspeccionar la tubería que se encuentra a una altura mayor de 2 metros ya que es necesario utilizar andamios o escaleras, lo cual lo impacta en la velocidad de avance de la inspección por ende en la productividad del proyecto.
Por esta situación se procedió al diseño y fabricación de un equipo de
inspección remota de medición de espesores e inspección visual que contribuya en la solución de esta problemática. Como primera etapa se desarrollará un equipo de operación manual, para posteriormente diseñar y fabricar un equipo de operación semiautomatizada.
Se avanzó en el diseño y fabricación del equipo de operación manual,
en el dispositivo de alojamiento de transductores y acoplamiento con pértiga de izaje. Esta actividad continuará el año 2008.
3 Formación del Recurso Humano:
3.1 Se capacitó en la operación de los módulos de Integridad Mecánica del
software SAPIRT, al personal de la UR Marina participante en el proyecto “Administración de la Integridad Mecánica de los Circuitos de Tubería de Proceso y Recipientes a Presión del Activo Integral Cantarell”.
3.2 Se impartió el curso de Códigos y Especificaciones en la Supervisión, al
personal de la Unidad Regional Sur que esta participando en proyectos de supervisión de construcción de ductos.
3.3 Se tomó la capacitación en la técnica de ondas guiadas por el personal
de las Unidades Regionales Sur, Marina y Norte, contando con dos personas certificadas por la compañía fabricante del equipo Guided Ultrasonic Ltd, uno de la UR Marina y otro de la UR Sur.
3.4 Se participó en conjunto con la Gerencia de Mantenimiento Integral de
PEMEX Región Marina, en la presentación de ponencia relativa a la “Inspección de Tuberías y Recipientes en Plataformas Marinas”, mostrando el software SAPIRT como una herramienta para la administración de los reportes de inspección.
Esta ponencia fue seleccionada por el Comité Técnico del Congreso y Exhibición Internacional del Petróleo en México, que se llevó a cabo en la Cd. de Veracruz Ver. del 27 al 30 de junio del 2007, siendo presentada por personal de la Gerencia de Mantenimiento Integral de PEMEX Región Marina.

70
3.5 Personal de la GAT tomó y aprobó el curso de Corrientes de Eddy nivel I de acuerdo al Práctica Recomendada ASNT-TC-1A.
3.6 Se tomó el curso y examen básico por personal de la GAT, como parte
del proceso de la certificación nivel III por la ASNT. El examen de método se tomará el año 2008.
3.7 Se participó en la Convención Latinoamericana de Ondas Guiadas con
la presentación de ponencia “Inspección de Tubería de Proceso mediante Ultrasonido por ondas Guiadas en Instalaciones Costa Afuera”
3.8 Como parte de la formación del personal de la GAT se tomaron los
cursos de metalurgia para no metalúrgicos y Pruebas no Destructivas para la Soldadura.
3.9 Se inicio la gestión para concretar un convenio entre la Facultad de
Metalurgia de la Universidad Autónoma de Coahuila, con la finalidad de que los alumnos próximos a graduarse reciban capacitación afín para ser aplicada a los proyectos operativos de integridad mecánica y/o inspección basada en riesgo.
4 Resultados Inmediatos:
3.1. El software SAPIRT versión web 1.0 en el módulo de Integridad
Mecánica correspondiente a los registros y reportes de inspección se esta utilizando en el proyecto operativo de inspección de tuberías y recipientes a presión en la Unidad Regional Marina. La implementación del reporte de conclusiones permitirá automatizar y homologar este entregable.
3.2. Se elaboró Manual y Guía de usuario del software SAPIRT con la cual
es posible el entrenamiento básico del sistema. La guía de usuario se colocó como ayuda en el SAPIRT
3.3. Se cuenta con personal certificado por la compañía fabricante del equipo
de ondas guiadas lo cual nos permite cumplir con un requisito solicitado por el cliente para la ejecución de proyectos con esta técnica de inspección.
3.4. Se cuenta con personal entrenado en la técnica de inspección IRIS, para
proporcionar el servicio de inspección. 3.5. La capacidad para la inspección por Corrientes de Eddy esta integrada,
al contar con personal nivel I en esta técnica. 3.6. Están sentadas las bases de diseño específico para el desarrollo del
equipo de inspección remota manual.

71
5. Expectativas a dos meses:
a) Se iniciará con el proyecto interno denominado “Fortalecimiento de
las capacidades de la especialidad de integridad mecánica” el cual considera en sus alcances para el primer semestre del año lo siguiente:
b) Guías para la determinación de los mecanismos de daño
mencionados en el documento base API 581.
c) Metodología de modelación de mecanismos de degradación (adelgazamiento interno por H2S y CO2) en el proceso de elaboración de planes de inspección.
d) Desarrollo de la herramienta SAPIRT en la versión Web 1.5
(Modulo de Recipientes).
e) Desarrollo de Equipo de Inspección Remota Manual, para tubería de proceso.
f) Formalización e inicio de un convenio de colaboración con
Universidad para la formación de talentos a integrarse a proyectos operativos.
72
CONFIABILIDAD DE INSTALACIONES. Tipo Administrar procesos y métodos de trabajo en áreas
específicas. Inicio Febrero 2007 Terminación Enero 2008 Avance 100% Responsable del proyecto Ing. Jesús García Ortiz Monto total del proyecto $ 1,931,480 Egreso Monto ejercido $ 717,766 Clientes potenciales PEMEX, CFE, Industria Química
1. Objetivo:
Continuar con el desarrollo y fortalecimiento de las capacidades de las Gerencias Sur, Marina, Norte y Aplicación Tecnológica en el tema de Confiabilidad Operacional, Análisis de Riesgo Cuantitativo e Inspección Basada en riesgo, a través de lo siguiente:
• Actualización y desarrollo en metodologías de confiabilidad y riesgo (Mantenimiento Centrado en Confialidad, Análisis Cuantitativo de Riesgo, Análisis Causa Raíz).
• Mejora continua del software HARMI®
• Inspección basada en riesgo – Vínculación externa.
• Formación de recurso humano en el tema de ingeniería de confiabilidad
2. Avance 2.1. Actualización y desarrollo en metodologías de confiabilidad y riesgo
(Mantenimiento Centrado en Confialidad, Análisis Cuantitativo de Riesgo, Análisis Causa Raíz).
Se tiene definido como metodología para la elaboración de planes de mantenimiento centrados en confiabilidad, la metodología definida por la norma SAE JA1011, donde se definen los criterios que debe de cumplir un programa de RCM. Se continuan realizando diferentes acercamientos básicamente con el personal de la Dirección Corporativa de Operación y de la Subdirección de Producción de Pemex Gas, para gestionar proyectos del tema de mantenimento centrado en confiabilidad, sin mayor éxito hasta el momento. Conjuntamente con la gerencia de la unidad regional norte, se gestionó la autorización para el proyecto de Inspección Basada en Riesgo de la Terminal Marítima de Topolobampo.

73
Se ha continuado con el tema de Análisis de Riesgo, a través del apoyo para la gestión de estudios HAZOP con la región marina en proyectos solicitados por la DCIP de Pemex. Se presentó propuesta técnico – económica para la realización de análisis causa – raíz con la Dirección Corporativa de Operaciones, al momento del presente, no se tiene respuesta en relación a la posible ejecución del proyecto. En cuanto a la actualización del personal, se tuvo la participación de dos especialistas en el tema de Mantenimiento Centrado en Confiabilidad, aplicando la metodoogía de RCM2. La actualización fue impartida por la compañía Ellman, Suerio y Asociados. Estos dos especialistas son pertenecientes a la Unidad Regional Sur. Ver figura 1.
Figura 1. Certificado de participación en el tema de
Mantenimiento Centrado en Confiabilidad En relación a la aplicación de la metodología en los diferentes secetores industriales, se realizó como parte del análisis y seguimieto, un mapa tecnologíco de la metodología de RCM, donde se obtuvo como conclusión la posible ejecución de proyectos en plantas de generación de energía eléctrica así como en instalaciones de procesamiento de hidrocarburos. Algunas de las otras conclusiones obtenidas se muestran a continuación:
A saber, empresas del sector de petróleo y gas, son facilitadoras de sus propios RCM.
El modelo de tecnología de RCM, es un modelo que evidentemente ha
funcionado en diferentes empresas en diferentes países, por lo que se requiere analizar y evaluar un modelo particular para su aplicación en México, específicamente en la industria de Petróleo y Gas.
Es área de oportunidad la exploración de las necesidades de mercado en otras
industrias adicionales a la del Petróleo y Gas. En México, los sectores que muestran mas avance en el tema, son la industria
química, de cemento y de alimentos.

74
La alternativa tecnológica en el tema de RCM que es de mayor aplicación y difusión es la de RCM2, sin embargo existen versiones similares que son de uso común y de dominio público que son aplicadas en prácticamente todo el mundo.
Asimismo, en el tema de RCM se realizó una evaluación general de los diferentes enfoques en los que puede aplicarse la metodología, como el RCM en Reversa, RCM Shell, RCMO, etc., comprobando sus diferentes aplicaciones, siempre y cuando éstas se encuentren bajo lo indicado por las normas de referencia SAE-JA 1011 y SAE-JA 1012. Por su parte, con la Gerencia Regional Sur de COMIMSA, se continuó con el soporte y actualización para los diferentes clientes con los cuales se ha venido aplicando la metodología de Inspección Basada en Riesgo. Adicionalmente, en cuanto a otras metodologías de Confiabilidad, se participó en el curso de formación de profesionales certificados en seguridad funcional, con la expectiva de completar durante el siguente año (2008) el proces de certificación. En este evento, participaron especialistas de las Gerencias Norte, Sur y de Aplicación de Tecnología. A la fecha se tiene la participación de 4 especialistas de la DIRS y 1 de la DIRN. Con esto, se espera poder ampliar la capacidad en cuanto a los servicios de confiabilidad, específicamente en el tema de Sistemas Instrumentados de Seguridad. Por otro lado, se realizó, de manera conjunta con la GRS, la actualización del software para análisis de consecuencias PHAST, con lo que actualmente se tienen ya un total de 6 licencias para la DIRS. Esta herramienta es de uso tanto en los proyectos de análisis de riesgo como en los de inspección basada en riesgo.
2.2. Mejora continua del software HARMI®
Se continuó con la difusión y actualización en la aplicación de la metodología de Inspección Basada en Riesgo mediante el uso del software HARMI® en diferentes centros de trabajo del cliente, tales como:
CPG Poza Rica CPG Arenque CPG Cactus CPG Ciudad Pemex Refinería Madero
Así como com el personal de COMIMSA participante en los proyectos operativos. Se tiene en operación estable la versión 2.3 del HARMI® con los proyectos operativos de la unidad regional sur, para la realización de estudios de IBR en las intalaciones de PGPB. Mientras que para la unidad norte, se tiene en operación estable la versión 2.2, del mismo. Se está en proceso de análisis para proceder a la actualización correspondiente. A solicitud del personal de la UR Sur, se realizó mejora para el ajuste de tasas de desgaste y evaluación del mecanismo de daño por adelgazamiento, incluyendo opción que permite considerar mediciones anteriores de espesor de pared de los componentes en análisis, derivadas de la ejecución de campañas previas de

75
inspección. Así como la adecuación correspondiente para poder considerar tanto espesores de pared externos como internos, en el módulo de sistematización. Esta opción pretende oprimizar el proceso de análisis en caso de no tener información disponible para el cálculo del riesgo y diseño del plan. Estas modificaciones se muestran en las figuras 2a, 2b y 2c.
Figura 2a. Módulo de sistematización – Registro de espesores
Figura 2b. Módulo de sistematización – Registro de espesores para Circuitos de tubería

76
Registro de campañas de Inspección
Registro de campañas de Inspección
Figura 2c. Ajuste de tasa de desagaste
Como parte del proceso de implementación y mejora, se ha proporcionado soporte tanto al personal de PGPB como al personal interno de COMIMSA (UR Sur / UR Norte)
Las principales mejores implementadas en el proces de mejora contínua del HARMI® consistene en:
1. Módulo de semaforización 2. Homologación de efectividades de inspección y registro de campañas de
inspección 3. Administración por técnica de inspección 4. Administración de Bases de Datos por Centro Procesador de Gas 5. Cambio de nivel de análisis para el atributo de placa Rolada y soldada a nivel
sistematización 6. Se incluyo el atributo de personal de la planta a nivel planta, anteriormente solo
se tenía a nivel instalación 7. Se incluyo campo para registro de observaciones generales, encontradas
durante la inspección. 8. Módulo cualitativo
Algunas de las mejoras mas relevantes se muestran en las fiuguras a continuación:
Semaforización

77
Administración de planes por
técnica de inspección
Administración de planes por
técnica de inspección
Antes
Después
Antes
Después
Homologación de efectividades de inspección y registro de campañas de inspección
Administración por técnica de inspección
Administración de Bases de Datos por Centro Procesador de Gas Al finalizar el ejercicio, se tiene en operación estable para los usuarios de COMIMSA Gerencia Sur, incluyendo los clientes de los CPGs Ciudad Pemex, Cactus y Nuevos PEMEX, la versión 2.4; mientras que para la Gerencia Norte, en la refniería de Cd. Madero, se tiene en operación la versión 2.3.2. Por su parte, los CPG’s Arenque y Poza Rica tienen al momento la versión 2.3. Pendientes de actualizar en el próximo año (2008).

78
Esto debido básicamente a la diferencia en el desarrollo de la metodología, así como al estado de madurez en la implementación del proceso de la IBR con los usuarios/clientes. Debido a que no se pudieron dar las gestiones con el cliente para desarrolar las interfaces HARMI-SAP, éstas intefaces no se implementaron.
2.3. Inspección basada en riesgo – Vínculación externa. Continua la gestión para incorporar personal externo como apoyo para poder migrar la metodologia de inspección basada en riesgo hacia modelos rigurosos, además de incorporar el conocimiento teórico – práctico. Habiéndose realizado visita por parte del Dr. M. Faber del instituto tecnológico de Zurich para definir alcances de la colaboración. Dicho personal se incorporará a COMIMSA en el año 2008, por un periodo de Marzo a Septiembre del mismo año. Se realizaron los trámites correspondientes ante las insituciones gubernamentales para el apoyo en la gestión de la presencia del Dr. Faber, actualmente se encuentra en etapa de finiquito del resto de los trámites pertinentes al caso, por lo que se espera que la estancia del mencionado Dr., tenga a bien iniciar a finales del mes de marzo del 2008. Los temas a considerar dentro del ámbiot de la Ingeniería de Confiabilidad, para desarrollar de manera conjunta con mencionado especialista son:
Instalaciones para la explotación de hidrocarburos en aguas profundas. Inspección Basada en Riesgo para instalaciones costa – fuera. Infraestructura para sistemas de transporte por ducto. Confiabilidad de sistemas complejos.
2.4. Formación de recurso humano en el tema de ingeniería de confiabilidad Por necesidades operativas se canceló la participación de personal en los siguientes eventos:
a) Root Cause Analysys and Incident Investigation b) FMEA/FMECA Xfmea
Sin embargo, el evento de “Análisis Causa – Raíz” fue reprogramado para diciembre de este año, con expectativas de poder asistir. En lo relacionado al tema de análisis de riesgo, se participó en el curso de capacitación de la metodología de Análisis Causa – Raíz, a finde conocer los diferetes contextos tanto proactivo como reactivo en los cuales puede ser aplicada la misma, así como los aspectos generales de la investigación de incidentes. En este curso participo un especialista de la Gerencia de Aplicación de Tecnología, curso el cuál fue impartido por la empresa ABSConsulting. Ver figura 3.

79
Figura 3. Certificado de participación en curso de Análisis Causa
Raíz e Investigación de Incidentes Adicionalmente, se participo, a través de la asistencia de 1 (un) especialista de la Gerencia de Aplicación Tecnológica en el evento “2nd annual IT Security Conference for the Oil and Natural Gas Industry”, auspiciado por el Insituto Americano del Petróleo, con el fin de vigilar las tendencias en el tema de seguridad en tecnologias de información para su implementación en el software HARMI®. Programa de Especialización en Ingeniería de Confiabilidad Se realizó visita por parte del persona de la Gerencia de Aplicaicón de Tecnología a la Universidad de Maryland (UM) en los Estados Unidos para verificar alcances, requisitos, costos, entre otros temas, en relación a los programas de confiabilidad de la misma universidad, de la cual se derivan tres posibles esquemas a seleccionar para su incursión en el siguiente año. Esquema de Certificación, de Maestria y de Doctorado. El programa de Ingeniería de Confiabilidad de la UM, de manera general consiste en:
1) Entender el porque y el como, los componentes, sistemas y procesos fallan. 2) Medir, dar seguimiento, y predecir los niveles de confiabilidad durante el ciclo
vida de los sistemas. 3) Mejorar la confiabilidad, aplicando la ciencia e ingeniería para eliminar las
causas de falla. 4) Proveer información para la toma de decisiones, relacionadas con el diseño de
sistemas y su operación. 3. Resultados Inmediatos 3.1. Apoyo a la realización de proyectos operativos de Inspección Basada en Riesgo
y Análisis de Riesgo en las regiones Sur y Marina de COMIMSA. 3.2. Implementación del software HARMI® en plantas de proceso de los Centros de
Trabajo de Pemex Gas y Petroquímica Básica:
CPG Arenque CPG Poza Rica

80
CPG Ciudad Pemex CPG Nuevo Pemex CPG Cactus
En instalaciones de Pemex Refinación:
Planta Coker Planta Maya Planta Hidrodesulfuradora de Gasoleos Planta Reformadora Terminal Refrigerada Topolobampo
3.3. Estabilización de la operación del HARMI® en los proyectos operativos de
Inspección Basada en Riesgo. 3.4. Implementación con la subdirección de producción de PGPB del desarrollo y
mejoras, del software HARMI®. 3.5. Participación de especialistas en la actualización del conocimiento en temas de
Análisis de Riesgo e Ingeniería de Confiabilidad, específicamente en temas de:
Seguridad Funcional (Niveles de Integridad) Mantenimiento Centrado en Confiabilidad Análisis Causa – Raíz e Investigación de Incidentes Seguridad en Tecnologías de Información
3.6. Detección de alternativas de formación académica, para personal de
COMIMSA, en el tema de Ingeniería de Confiabilidad, a través de reunión con personal responsable del programa de la Universidad de Maryland.
3.7. Participación el Premio Nacional de Tecnología con el proyecto representativo
de Confiabilidad de Instalaciones. 4. Expectativas a dos meses 4.1. Continuar el desarrollo en temas de Ingeniería de Confiabilidad a través de
seguir con la formación de especialistas, gestión de conocimiento y asimilación de metodologías, así como fortalecer el área de ingeniería ambiental con nuevos servicios.
4.2. Gestión y formalización de nuevos proyectos operativos en los temas de
Ingeniería de Confiabilidad, como pueden ser: Análisis de Riesgo, Análisis Causa – Raíz, Inspección Basda en Riesgo, etc., con los diferentes clientes dentro de PEMEX, como lo son, Gas y Petroquímica Básica, Dirección Corporativa de Operaciones, Región Marina Noreste.
4.3. Continuar con el proceso de desarrollo del HARMI® en su módulo de alertas. 4.4. Continuar con el proceso de mejora continua del HARMI®. 4.5. Gestionar la participación en proyectos relacionados con sistemas de transporte
por ducto.
81
4.6. Gestión de nuevos proyectos de análisis de riesgo para unidad regional marina
y la unidad regional sur en el área de Coatzacoalcos. 4.7. Participación en foros nacionales con los diferentes clientes para presentación
de trabajos técnicos en el tema de inspección basada en riesgo. 4.8. Continuar con el apoyo a las unidades regionales en la gestión de proyectos en
los temas de mantenimiento centrado en confiabilidad e inspección basada en riesgo, así como en la ejecución de proyectos operativos en Ingeniería Ambiental y análisis de riesgo.
5. Actividades complementarias Programa Estímulos fiscales Se presentó ante el Consejo Nacional de Ciencia y Tecnología, CONACYT solicitud para obtención de estímulos fiscales a los egresos realizados en relación al proyecto de Confiabilidad de Instalaciones, solicitándose un estímulo equivalente a aproximadamente el 30% del gasto realizado bajo el concepto. Esto corresponde a un monto aproximado de $ 450,000.00 Esta participación es dentro del programa de “Estímulo fiscal a la investigación y desrrollo de tecnología” convocado por el CONACYT. Programa de Doctorado Institucional Se esta participando con un estudiante dentro del programa de doctorado de Ingeniería Industrial de COMIMSA, con el proyecto de tesis en Ingeniería de confiabilidad. A la fecha se tienen definidos como entregables de este ejercicio, dos temas:
1. Estado del arte 2. Ingeniería confiabilidad y sus distribuciones estadísticas
Conferencias Técnicas y Publicaciones Dentro del tema de Inspección Basada en Riesgo, se participó en el XLVII Convención Nacional del Instituto Nacional de Ingenieros Químicos, con la ponencia “Implementación del Plan de Inspección Basado en Riesgo como Estrategia de Administración de Riesgo”, celebrado el pasado mes de octubre. Asimismo, se tiene aceptado para presentación en el 9° CONGRESO INTERNACIONAL DE DUCTOS, con la ponencia “Implementación del Plan de Inspección Basado en Riesgo. Dicho evento se reporgramó para el primer semestre de 2008.

82

83
INGENIERIA DE CONFIABILIDAD PARTE - 1 Tipo Administrar procesos y métodos de trabajo en áreas
específicas. Inicio Febrero del 2008 Terminación Enero 2009 Avance 2 % Responsable del proyecto Ing. Jesús García Ortiz Monto total del proyecto $ 2’162,254 Egreso Monto ejercido $ 29,680.00 Clientes potenciales PEMEX, CFE, Industria Química
1. Objetivo: Fomentar el desarrollo de las áreas ingeniería ambiental de las GRS, GRM y GRN a través de la elaboración y consolidación de metodologías de análisis de riesgo y confiabilidad, así como mediante la ejecución de proyectos pilotos que puedan ser traducidos en nuevos servicios que permitan ampliar el campo de desarrollo del área, así como la gestión del conocimiento del personal del área.
Lo anterior, a través del desarrollo de los siguientes objetivos particulares:
1.1. Ingeniería ambiental 1.2. Realizar proyecto piloto de RCM 1.3. Ingeniería de Confiabilidad UM 1.4. Estancia personal ETH
2. Avance
2.1 Ingeniería ambiental
El desarrollo en el tema de Ingeniería Ambientla consiste en cuatro objetivos partículares.
2.1.1 Análisis de Consecuencias
Esta actividad no esta aún en programa al momento del presente reporte.
2.1.2 Metodología de Análisis de Vulnerabilidad (AV)
Esta actividad no esta aún en programa al momento del presente reporte.
2.1.3 Análisis Causa – Raíz
Se tiene en desarrollo y discusión preliminar la metrodología de Análisis Causa Raíz; asimismo en proceso de análisis diferentes alternativas de entrenamiento y capacitación.
2.1.4 Metodología de Sistemas Instrumentados de Seguridad
Esta actividad no esta aún en programa al momento del presente reporte.

84
2.2. Realizar proyecto piloto de RCM A las fechas correspondientes al presente reporte, se tiene definida la instalación para la aplicación del proyecto piloto, así como la aceptación de la propuesta técnica por parte de PEMEX Gas y Petroquímca, para el proyecto conjunto. 2.3. Ingeniería de Confiabilidad UM Esta actividad no esta aún en programa al momento del presente reporte. 2.4. Estancia personal ETH Se ha recibio retro alimentación por parte del Dr. Faber del Intituto tecnológico de Zurich, en cuanto a la aceptación de sus trámites legales para la estancia en el país. Al momento, están por defirnirse las fechas de visita del mencionado doctor, para dar inicio a las acitividades. Las fechas dependen de los compromisos del Dr. Faber, ajenos al plan original.
3. Resultados Inmediatos
3.1. Definición de alcance del proyecto piloto de RCM para su inicio formal. 3.2. Planeación de la estrategia a seguir con el análisis causa - raíz
4. Expectativas a dos meses
4.1. Iniciar poryecto piloto en la planta Endulzadora del CPG Matapionche 4.2. Continuar con el proceso de visita del Dr. Faber para definir fechas y
alcances, en dado caso que los tiempos y periodos originales se vean modificados
4.3. Recibir cotización para análisis de herramienta para análisis de consecuencias empleando modelos CFD.
4.4. Iniciar con las actividades en relación al tema de los Sistemas Instrumentados de Seguridad.
4.5. Continuar trámites para posible certificación en el tema de Sistemas Instrumentados de Seguridad
4.6. Continuar con el apoyo a las unidades regionales en la gestión de proyectos en los temas de mantenimiento centrado en confiabilidad e inspección basada en riesgo, así como en la ejecución de proyectos operativos en Ingeniería Ambiental y análisis de riesgo.
85
INSPECCION BASADA EN RIESGO Tipo Administrar procesos y métodos de trabajo en áreas
específicas. Inicio Febrero del 2008 Terminación Enero 2009 Avance 15 % Responsable del proyecto Ing. Jesús García Ortiz Monto total del proyecto $ 814,941 Egreso Monto ejercido $ 145,714 Clientes potenciales PEMEX, CFE, Industria Química
1. Objetivo:
Optimizar la metodología de Inspección Basada en Riesgo, basados en los resultados y lecciones aprendidas de la aplicación de proyectos operativos, a fin de estandarizar su operación de forma que nos permita desarrollar modelos complementarios de análisis y re-evaluación de la misma metodología, así como continuar con la mejora continua del software HARMI®. Lo anterior, a través del desarrollo de los siguientes objetivos particulares:
1. Optimización de la metodología de IBR. 2. Proceso de Administración de la IBR (Re-evaluación) 3. Desarrollo de módulos complementarios metodología IBR en HARMI® 4. Módulo probabilístico
2. Avance
2.1. Optimización de la metodología de IBR
Esta actividad, consiste principalmente en la realización de usuarios, no ha podido ser ejectuda en virtud de los diferentes compromisos y tareas adquiridas con el área de Tecnologías de Información de la Dirección Corporativa de Operación acerca de la homologación y unificación de herramientas para la elaboración de planes de inspección basados en riesgo. Una vez resueltos estos compromisos y re-definidos alcances o cambios por requerimientos del cliente, se estará en posibilidades de retomar esta actividad.
2.2. Proceso de Administración de la IBR (Re-evaluación)
Como mejora destacable, en atención a solicitud expresa del cliente, se desarrollo el módulo de alertas, a fin de poder tener un monitoreo del “status” de los planes de inspección y su proceso de administración.
Módulo de alertas.

86
Se implementa el módulo de alertas para lo cual implicaron las siguientes implementaciones: En la sección de configuración general, donde únicamente el usuario administrador tiene acceso para realizar modificaciones, se agregaron las secciones para dar de alta las alertas identificadas, así como la configuración del servidor de correo electrónico.
Figuras 1A – 1B. Configuración de alertas
Así mismo, en la sección de registro de usuarios, se agrega la información del correo electrónico y las alertas se considere deba recibir.
Figura 2. Registro de Usuarios de Alertas
Se crea el módulo de alertas como una tarea externa al HARMI®, la cual se configura únicamente en un equipo y se define como tarea programada, de tal manera que automáticamente se ejecuta cada determinado período de tiempo,

87
haciendo una verificación en el estatus de los planes de inspección y si los encuentra que está por vencer o vencidos, envía la información a los usuarios previamente configurados, para recibir dicha información. Se han identificado e implementado las siguientes alertas: a) Nodos con inspecciones a vencer en tres meses b) Nodos con inspecciones vencidas La siguiente pantalla se muestra al momento de estar ejecutando la tarea de alertas:
Figura 3. Ejecución de Alertas
En cuanto al proceso de re-evaluación del riesgo y de administración de los planes de inspección basada en riesgo, se ha desarrollado lo siguiente: Modificaciones HARMI-Semicuantitativo. Administración del plan de inspección.
Figura 4. Adminisitación del Plan a nivel Técnica de Inspección

88
Informacióndel
Elemento
Árbol de Sistematización
Factor Estático
Informacióndel
Elemento
Informacióndel
Elemento
Informacióndel
Elemento
Árbol de Sistematización
Árbol de Sistematización
Factor EstáticoFactor
Estático
En el módulo de la administración del plan de inspección, se implementa dicha administración a nivel técnica de inspección, por lo que es necesario monitorear la ejecución de cada técnica de inspección propuesta en los planes, así como capturar información de hallazgos y responsable. Semaforización de planes de inspección.
Figura 5. Semaforización de Planes de Inspección
Se agrega el filtro por estatus del plan de inspección (propuesto, programado, en proceso, ejecutado, vencido).
2.3. Desarrollo de módulos complementarios metodología IBR en HARMI®
Mejora en la metodología cualitativa para IBR Con el objeto de diversificar los servicios de COMIMSA dentro del mismo IBR, se agregó a la metodología cualitativa la posibilidad de poder analizar agrupaciones de componentes, evitando la duplicación de análisis independientes a componentes con los mismos valores en la evaluación. Logrando así el retrabajo y mejorando el tiempo de evaluación. En base a lo anterior se modificaron algunas pantallas del módulo cualitativo, las cuales se presentan acontinuación:

89
MenúContextual
MenúContextual
Figura 6. Pantalla principal análisis cualitativo
Figura 7. Menú Contextual de una Planta – Agregar Sistema

90
Planta a la que va a pertenecer
el sistema
Planta a la que va a pertenecer
el sistema
MenúContextual
MenúContextual
Sistema al que va a pertenecer el
Grupo de Inventario
Sistema al que va a pertenecer el
Grupo de Inventario
MenúContextual
MenúContextual
Figura 8. Catálogo para agregar un Sistema
Figura 9. Menú Contextual de un Grupo de Inventario
Figura 10. Catálogo para agregar Grupo de Inventario

91
Grupo de Inventarioal que va a pertenecer
el Inventario
Sistemaal que va a pertenecer
el Inventario
Grupo de Inventarioal que va a pertenecer
el Inventario
Sistemaal que va a pertenecer
el Inventario
MenúContextual
MenúContextual
Figura 11. Menú Contextual de un Inventario
Figura 12. Catálogo para agregar Inventarios
Figura 13. Menú contextual de un Inventario De igual forma, se elaboraron los documentos como guía de usuario y manual de operación del mismo módulo cualitativo.

92
Complementariamente, en cuanto al desarrollo de la herramienta HARMI® se realizaron las siguientes mejoras: Carga de centros de trabajo simultáneamente.
Figura 14. Carga de centros de trabajo
Dado que las bases de datos de los proyectos de IBR, se encuentran separadas por centro de trabajo, se solicitó por parte del cliente, que se puedan ver en el mismo árbol todos los centros y únicamente ir cargando la información conforme se vaya seleccionando de dicho árbol, ya que anteriormente se tenía una lista con los centros de trabajo y el usuario seleccionaba hacia cual centro quería dirigir su consulta u operación. Por lo que para todos los módulos de HARMI®, donde se muestra el árbol con la información de la sistematización, se modificaron para que muestre todos los centros simultáneamente y conforme el usuario seleccione, direccionarse al servidor que corresponda al centro de trabajo seleccionado.

93
Información en sistematización a nivel planta.
Figura 15. Información Nivel Planta
Se agrega a nivel planta información que anteriormente se tenía considerada a nivel instalación, tal como:
No de convenio Descripción del proyecto Responsable del proyecto Persona que revisa Persona que autoriza Riesgo financiero tolerable Personal en planta
Sugerir técnicas en plan de inspección. Se implementa que al momento de generar el plan de inspección, la herramienta sugiera las técnicas de inspección que puedan aplicar según los mecanismos de daño identificados en el nodo evaluado. Para esto se modificó en la sección de configuración en la parte donde se administran las técnicas de inspección, se identifican los mecanismos de daño que monitorea determinada técnica y de ahí es tomada la información para el plan de inspección.

94
Figura 16. Mecanismos de daño y Técnicas de Inspección
Para que esta sección entre en operación se requiere la intervención de un especialista para relacionar las técnicas con sus mecanismos de daño, la herramienta se encuentra preparada para dicha configuración y operación. Se actualizaron los documentos de guía de usuario y manual de operación
2.4. Módulo probabilístico
Al momento del presente, esta actividad aún no está en programa Adicionalmente a las actividades antes mencionadas, se ha proporcionado capacitación al personal externo tanto en la metodología de Inspección Basada en Riesgo, como en la operación del HARMI®, entre otros a: Personal de la Región Marina Noreste de PEMEX Exploración y Producción, con los que se han realizado dos talleres. Personal de la Terminal Refrigerada de Topolobampo Además de proporcionar apoyo operativo a las Unidades regionales en cuanto a gestión de proyectos de IBR, elaboración de propuestas discusiones con los clientes, entre otras.
3. Resultados Inmediatos 3.1. Desarrollo de módulo de alertas gerenciales 3.2. Adecuación del módulo cualitativo en su sección de sistematización 3.3. Planeación y definición de estrategia de desarrollo hacia la versión WEB
derivada de las diferentes reuniones con el cliente. 3.4. Actualización de las diferentes versiones con los usuarios 3.5. Soporte técnico

95
4. Expectativas a dos meses 4.1. Iniciar con migración del sistema a ambiente WEB 4.2. Integración a modelo de CMMI como parte de desarrollo 4.3. Protección ante el IMPI de las versiones liberadas así como ante el INDAUTOR
de los documentos correspondientes. 4.4. Liberación de la versión 2.5 del HARMI® 4.5. Estabilización y soporte de la versión 2.5 4.6. Continuar con el soporte operativo en los temas de IBR 4.7. Análisis de factibilidad de desarrollo e implementación de módulo de
dispositivos de relevo de presión.

96
FORTALECIMIENTO DE LAS CAPACIDADES DE LA ESPECIALIDAD DE INTEGRIDAD MECANICA
Tipo Administrar procesos y métodos de trabajo en áreas
especificas. Inicio Enero del 2008 Terminación Diciembre 2008 Avance 5 % Responsable del proyecto Ing. Jesús García Ortiz Monto total del proyecto $ 3,712,436 Egreso Monto ejercido $ 140,868 Clientes potenciales PEMEX, CFE, Industria Química
1. Alcance: Fortalecer los servicios de Integridad Mecánica proporcionados por las Unidades Regionales Sur, Marina y Norte.
1.1 Desarrollo de guía para la determinación de los mecanismos de daño considerados en el documento base API 581 ( Risk Based Inspection. Base Resource Document).
1.2 Implementar la metodología de modelación de mecanismos de
degradación (adelgazamiento interno por H2S y CO2), en el proceso de elaboración de planes de inspección.
1.3 Desarrollo del software de Administración de los Programas de
Inspección de Recipientes y Tuberías de Proceso (SAPIRT) versión web 2.0.
1.4 Desarrollo del equipo de inspección remota manual para tubería de
Proceso, para diámetros de tubería de 4 a 8 pulgadas, en su primera fase.
1.5 Desarrollo de equipo de inspección remota semiautomatizado. En
primera fase se desarrollará la ingeniería conceptual y básica para la fabricación del modulo de medición de espesores por ultrasonido.
1.6 Nuevas tecnologías y servicios: se analizarán y evaluará la aplicación de
la técnica de inspección por ondas guiadas en la fluxeria de los intercambiadores de calor en una instalación de PEMEX Gas y Petroquímica Básica.
1.7 Se verificarán los servicios de integridad mecánica que se pueden
proporcionar en los FPSO´s.
1.8 Formación de personal: Certificación nivel III por la ASNT; Calificación nivel I en ondas guiadas; calificación nivel I en emisión acústica; formación en tubería de proceso en el código ASME B31.3; convenio de colaboración con una universidad del país para la formación de nuevos talentos.

97
2. Avance:
2.1 Guía para determinación de mecanismos de daño.
Se inició con la definición de la literatura a emplear tanto de los documento API como de ASM. Se determinó el alcance a cubrir en la guía para cada mecanismo de daño. Se inició con la elaboración de la guía con los submecanismos de adelgazamiento.
2.2 Modelación de mecanismos de degradación.
Esta actividad se iniciará, en conjunto con el Dr. Michael Faber, que participará en el desarrollo del proyecto interno de confiabilidad. El inicio de la actividad de la modelación de mecanismos de degradación por adelgazamiento será el segundo semestre del año.
2.3 Desarrollo de software de administración del servicio de integridad
mecánica de recipientes a presión y tuberías de proceso.
En el primer trimestre se enfocaron los recursos al desarrollo e implementación de mejoras, así como de correcciones del software solicitadas por al Unidad Regional Marina y por la Subgerencia de Integridad mecánica. Se realizan 10 mejoras al software, entre las más importantes se menciona las siguientes:
• Modificación del perfil de usuarios. Controlado el acceso del usuario por su actividad a realizar en el proyecto operativo y su localización en las de PEMEX a nivel de plataforma/planta.
• Creación de modulo para cargar al SAPIRT los reportes generados
por el Ultrapipe en formato de imagen.

98
Figura 1. Modificación al perfil de usuarios.
Figura 2. Submodulo para la administración de archivos generados por el software Ultrapipe.
2.4 Desarrollo del equipo de inspección remota manual
Se avanza en el desarrollo del sistema de inspección remota en su primera fase para el diámetro de 4 pulgadas.

99
1) Se desarrolló la ingeniería básica y de detalle del sistema. 2) Se fabricó el dispositivo de alojamiento de transductores para
tubería de proceso de 4” de diámetro.
3) Se inicia la fabricación del selector de transductores de ultrasonido.
4) Se inician pruebas piloto en instalaciones de comimsa, en tubería
de 4 pulgadas de diámetro.
2.5 Desarrollo del equipo de inspección remota semiautomatizado. Para el desarrollo de este equipo se cuenta con el diseño conceptual, y la estrategia seguir es la contratación de un centro de investigación o universidad para el desarrollo de la ingeniería de detalle y la fabricación del prototipo de medición de espesores. Para tal fin se tuvo un acercamiento con el Instituto Tecnológico de Saltillo, sin embargo no se concreto su contratación por políticas de su administración en el manejo de proyectos de desarrollo. Se continuará la búsqueda para vincular el proyecto con una institución para el desarrollo del equipo.
2.6 Revisión y análisis de nuevas tecnologías y servicios
La actividad de evaluar la aplicación de la técnica de inspección por ondas guiadas en la fluxeria de los intercambiadores de calor en una instalación de PEMEX Gas y Petroquímica Básica, a través de la empresa fabricante del equipo se programó para ejecutarse en el segundo semestre del año.
2.7 Servicios de Integridad Mecánica en los FPSO´s
Actividad programada para iniciarse en el segundo trimestre
2.8 Formación del Recurso Humano Se difundió en las Unidades Regionales los esquemas de certificación por la ASNT para la certificación como nivel III, definiendo los candidatos para alcanzar dicha meta. Se programa la presentación de dos personas de la gerencia de Aplicación Tecnológica el examen de método en el mes de agosto.
Se encuentra en proceso la gestión con la Facultad de Metalurgia de la Universidad Autónoma de Coahuila para la formalización de un convenio de colaboración para la formación de nuevos talentos.
3. Resultados Inmediatos:

100
3.1. Con las mejoras y correcciones realizadas en el software SAPIRT versión web 1.0 en el módulo de Integridad Mecánica se cubren las necesidades detectadas por los usuarios de la Unidad Regional Marina, siendo su utilización cada vez mas optima.
3.2. Con la ejecución de las pruebas piloto del desarrollo del equipo de inspección
remota manual, se programará realizar pruebas en campo en una instalación petrolera para evaluar la funcionalidad del sistema completo en un caso práctico.
3.3. Están sentadas las bases de diseño conceptual para el desarrollo del equipo
de inspección remota semiautomatizado.
3.4. Se iniciará la elaboración de la guía de los mecanismos de daño, específicamente basados en el documento base API 581.
4. Expectativas a dos meses:
a) Iniciar con el desarrollo del submodulo de Recipientes a presión en el módulo de Integridad Mecánica
b) Ejecutar la prueba piloto del equipo de inspección remota manual en una
instalación petrolera costa afuera.
c) Continuar con el desarrollo de la guía de los mecanismos de daño de acuerdo al documento base API 581, con los submecanismos de adelgazamiento.
d) Realizar la gestión con diferentes instituciones y/o Centros de
investigación las cuales cuenten con el conocimiento en la disciplina de robótica para formalizar un convenio para el desarrollo del equipo semiautomatizado de inspección remota.
e) Formalización del convenio de colaboración con la Universidad
Autónoma de Coahuila para la formación de talentos.

101
DESARROLLO DE LOS SISTEMAS: ADMINISTRACION DE PROYECTOS Y MANUAL DE SEGURIDAD
Tipo Administrar procesos y métodos de trabajo en áreas
especificas. Inicio Enero del 2008 Terminación Diciembre 2008 Avance 2% Responsable del proyecto Ing. Jesús García Ortiz Monto total del proyecto $ 884,338 Egreso Monto ejercido $ 0 Clientes potenciales PEMEX, CFE, Industria Química
1 Alcance:
Consolidar en las Unidades Regionales Sur y Marina el sistema de administración
de proyectos.
Desarrollar el Manual de Seguridad, para dar cumplimiento a los requerimientos
de seguridad establecidos por PEMEX en los convenios específicos, y lo
estipulado por la STPS, en las actividades que desarrolle el personal de
COMIMSA en los proyectos operativos.
Manual de Seguridad 1) Definición del modelo (índice) del Manual de Seguridad.
2) Revisión de anexo “S” de convenios específicos de diferentes
subsidiarias de PEMEX, normatividad de PEMEX, normatividad de la
STPS.
3) Elaboración del Manual de Seguridad Básico
4) Implantación del 100% del Manual de Seguridad básico en las
Regiones Sur y Marina
Sistema de Administración de Proyectos 1) Definición del modelo de administración de proyectos.
2) Revisión de procedimientos existentes
3) Definición y actualización en su caso de los procedimientos básicos
4) Capacitación por el PMI al personal de las Regiones Sur y Marina
Capacitado
5) Implantación del 100% del sistema en las Regiones Sur y Marina

102
2. Avance: Manual de Seguridad
2.1 Definición del modelo (índice) del Manual de Seguridad
Se determina el índice del contenido mínimo que debe de considerar el Manual de Seguridad. Se define el modelo conceptual del Manual de Seguridad.
2.2 Revisión del anexo S de los convenios específicos de PEMEX
Se recopila la información de los Anexos S de las diferentes subsidiarias de PEMEX, con la finalidad de contar con toda los requisitos de seguridad considerados por Petróleos Mexicanos en sus diferentes plantas e instalaciones.
2.3 Elaboración del Manual de Seguridad Básico Actividad a iniciarse en el segundo trimestre del año 2008.
2.4 Implantación de manual de Seguridad Básico en las Unidades Regionales Sur y Marina
Actividad a iniciarse en el segundo semestre del año 2008.
Sistema de Administración de Proyectos
Esta actividad se iniciara en el segundo semestre del año
3. Resultados Inmediatos:
3.1 Se cuenta con la información básica para iniciar con el desarrollo del
Manual de Seguridad
4. Expectativas a dos meses:
a) Iniciar con la elaboración del Manual de Seguridad, además de definir los
diferentes procedimientos operativos de seguridad de acuerdo a la normatividad nacional e internacional.

103
DESARROLLO E IMPLEMENTACIÓN DEL PROCESO DE SOLDADURA POR BRAZING PARA LA MANUFACTURA Y REHABILITACIÓN DE COMPONENTES DE TURBINAS INDUSTRIALES Tipo: Aplicación de Conocimiento Inicio: Mayo de 2006 Terminación: Marzo 2008 (Incluyendo extensión) Avance: 100 % Responsable: Ing. Jesús Castillo Tamayo Monto total del proyecto: $ 657,562.3 (Incluyendo extensión) Monto ejercido: $ 580,214.9 Cliente: Ingeniería de Manufactura Objetivo: Desarrollar e implementar un proceso de soldadura por brazing en vacío de componentes de superaleaciones endurecidas por precipitación base Níquel IN738 e IN939, que permita la rehabilitación de componentes de turbinas industriales usados, agrietados por efectos de operación y la manufactura de nuevos componentes críticos de turbinas industriales. Antecedentes: En proyectos ejecutados con PEMEX Refinación anteriormente para la reparación de alabes y toberas del 1º y 2º paso de turbinas de gas por el proceso de soldadura GTAW, se detectó la necesidad de reparar estos alabes y otros componentes a través de un proceso diferente que no requiriera la reparación elaborada por el proceso GTAW, debido a que las fallas que presentan este tipo de componentes no son relevantes en cuanto a esfuerzos mecánicos y térmicos. Una técnica alternativa es llevar a cabo la reparación de los componentes a través del proceso de soldadura brazing. Este proceso brinda ventajas importantes como por ejemplo tiempo de reparación menor y mejor acabado superficial, pero sobre todo que no se presentan problemas debido al calor depositado cuando se usa la soldadura GTAW y con el cual se modifica la microestructura provocando agrietamientos en la superficie. Alcance: El alcance del proyecto propuesto es la implementación industrial del proceso para la cual se tiene planeado obtener el estado del arte con respecto al proceso de soldadura brazing de superaleaciones base níquel. Para tal finalidad es necesario desarrollar las siguientes etapas: bases de usuario, bases de diseño, ingeniería conceptual, ingeniería básica, ingeniería de detalle, procura, pruebas de arranque y operación. Propuesta técnica: Se pretende implementar y/o adecuar la tecnología necesaria para llevar a cabo el proceso, así como elaborar procedimientos específicos de las diferentes etapas para la reparación por brazing de los componentes de IN738 e IN939.
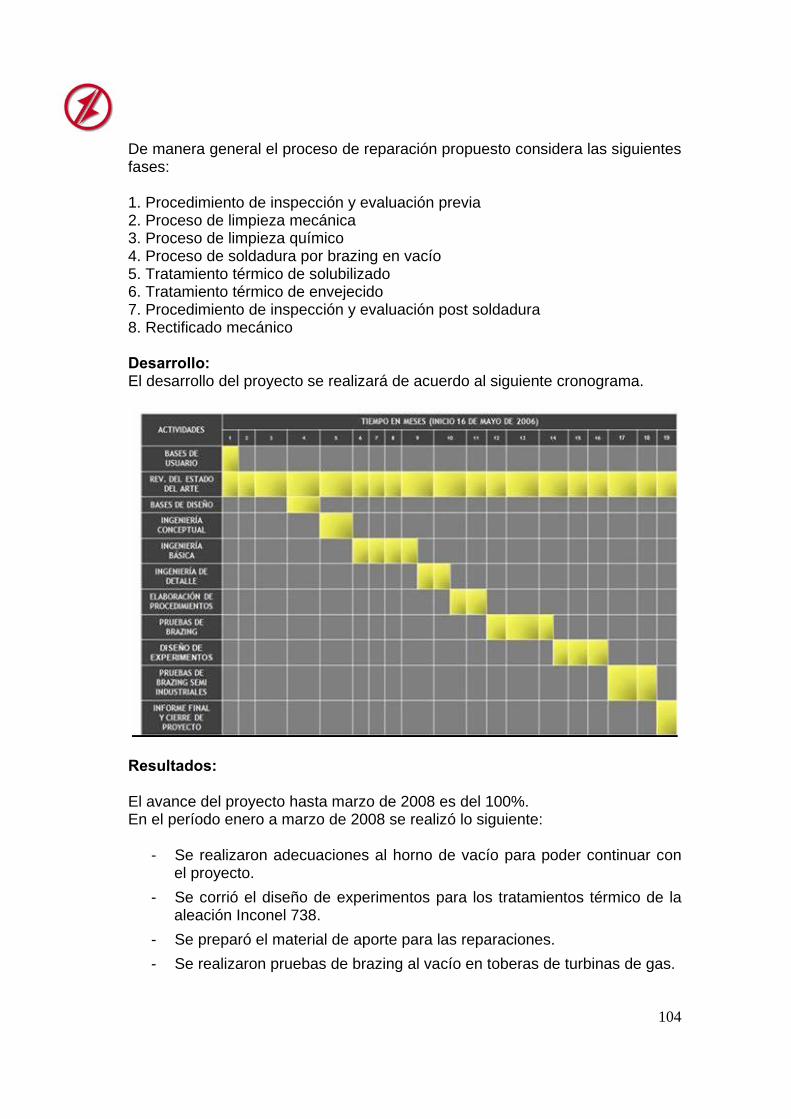
104
De manera general el proceso de reparación propuesto considera las siguientes fases: 1. Procedimiento de inspección y evaluación previa 2. Proceso de limpieza mecánica 3. Proceso de limpieza químico 4. Proceso de soldadura por brazing en vacío 5. Tratamiento térmico de solubilizado 6. Tratamiento térmico de envejecido 7. Procedimiento de inspección y evaluación post soldadura 8. Rectificado mecánico Desarrollo: El desarrollo del proyecto se realizará de acuerdo al siguiente cronograma.
Resultados: El avance del proyecto hasta marzo de 2008 es del 100%. En el período enero a marzo de 2008 se realizó lo siguiente:
- Se realizaron adecuaciones al horno de vacío para poder continuar con el proyecto.
- Se corrió el diseño de experimentos para los tratamientos térmico de la aleación Inconel 738.
- Se preparó el material de aporte para las reparaciones. - Se realizaron pruebas de brazing al vacío en toberas de turbinas de gas.

105
- Se prepararon probetas de las pruebas realizadas para realizar los análisis metalográficos correspondientes.
- Los resultados obtenidos del brazing en las toberas de turbinas de gas, fueron satisfactorios.
- Se realizaron los manuales y procedimientos requeridos para llevar a cabo el proceso desde la limpieza de las piezas hasta la inspección después de las reparaciones.
En la Figura 1 se muestran los componentes de toberas del primer y segundo paso considerados para realizar el brazing. Como se puede apreciar en esta figura se muestran las partes donde se realizaron los cortes para un mejor manejo y colocación de los metales de aporte en las toberas del segundo paso. Figura 1. Componentes antes de la reparación por brazing. En la Figura 2 se muestran fotografías de la preparación física de los metales de aporte para la reparación.

106
Figura 2. Materias primas, equipo utilizado y colocación de los metales de aporte para el brazing. En la Figura 3 se muestras las toberas del primer paso que se sometieron al brazing, como se puede ver ahí se observan las regiones donde el metal de aporte fundió y se solidificó. Figura 3. Componentes de toberas del primer paso sometidas al brazing. Las expectativas a dos meses incluyen las siguientes actividades: Cierre administrativo de proyecto.

107
DESARROLLO DE PROCESOS EFICIENTES DE PRODUCCION PARA LA PEQUEÑA Y MEDIANA INDUSTRIA DE LA FUNDICION Tipo: Aplicación de conocimiento. Inicio: Mayo del 2007 Terminación: Mayo del 2008 Avance: 56.2 % Responsable: Ing. Mario Trejo Aguirre Monto Total del proyecto: $ 600,000.00 Monto ejercido: $ 156,479.17 Clientes Tres empresas del ramo de la fundición Objetivo: Desarrollar programas de eficiencia energética y ambiental a grupo de empresas de la fundición, para incrementar la competitividad, reducción de costos y mejores prácticas ambientales, incorporando procesos eficientes de producción. Antecedentes: La contaminación del aire es un fenómeno complejo en donde intervienen elementos como: cantidad de energéticos consumidos (gasolina, diesel, combustoleo, gas, etc), calidad y tipo de combustibles, estado y operación de los equipos de combustión, control de la combustión y emisiones, granulometría de los suelos, condiciones metereológicas. La industria de la fundición es un sector que agrupa dos condiciones críticas que son los altos consumos de energía y la alta generación de contaminantes de emisión de gases como el CO2 (bióxido de carbono), CO (monóxido de carbono), NOx (óxidos de nitrógeno), SO2 (bióxido de azufre) y Pb (plomo), partículas sólidas así como desechos sólidos (escorias). En la ciudad de Saltillo y área conurbana se cuenta con aproximadamente 50 fundiciones desde pequeñas hasta grandes en este grupo se tienen empresas como De acero, CIFUNSA Y CASTECH, Aceros Fundidos Internacionales, las cuales regularmente están implementando tecnologías para la optimización de sus energéticos y la disminución de las emisiones a la atmósfera, ya que están concientes de los ahorros y el impacto de sus emisiones, pero principalmente por que cuentan con recursos económicos para invertir en tecnologías. Sin embargo las pequeñas y medianas industrias se encuentran en situaciones de alto consumo de energía, generando grandes niveles de contaminación que no sólo afectan al trabajador sino de manera general al entorno. Estas fundiciones generalmente están siendo presionadas por las autoridades ecológicas para que ejerzan medidas para su ordenamiento operacional, sin embargo las soluciones empleadas son en la medida de sus capacidades y recursos económicos, continuando normalmente con altos desperdicios de energía. Con el fin de apoyar a empresas de nivel pequeño o mediano se planteó este proyecto, conformando un grupo de tres fundiciones, en las cuales se pueden aplicar tecnologías de optimización de energía y disminución de contaminantes,

108
apoyándolos en el desarrollo de diagnósticos que llevan a soluciones específicas que puedan ser aplicadas en su etapa inicial con una mezcla de recursos y etapas posteriores con recursos propios provenientes de los mismos ahorros logrados. Sin embargo es importante señalar que tanto el incremento en los costos de los energéticos, así como la actualización de la legislación ambiental, son factores que motivan y obligan a las pequeñas y medianas industrias de la fundición a continuar con proyectos de esta naturaleza, con apoyos que les permitan generar los estudios, evaluaciones, diagnósticos y diseños para la toma de decisiones, motivando la inversión, consolidación de la planta productiva y el crecimiento hacia nuevos mercados. Actividades: Recopilación de información - Monitoreo a emisión de gases y partículas sólidas - Monitoreo a residuos sólidos - Consumo energético - Volúmenes de producción Elaboración e implementación de planes de mejora - Diseños conceptuales - Ingenierías para planes de inversión a futuro Evaluación de resultados y plan de seguimiento - Monitoreo a consumos energéticos - Residuos y emanación de gases - Planes de seguimiento y estudios de retorno de inversión para proyectos Avances Dentro de la primera etapa del proyecto se realizaron las siguientes actividades:
• Análisis de los residuos sólidos CRETI, • Emisión de gases y partículas sólidas.
Muestreo de residuos sólidos

109
Monitoreo gases de combustión
• Diagnóstico del consumo energético (combustible y energía eléctrica) • Condiciones de operación de los equipos. • Monitoreo al ambiente laboral (polvos totales y polvos respirables). • Monitoreo de emisión del ruido perimetral. • Análisis de volúmenes de producción. • Análisis de la información recopilada. • Optimización de consumos energéticos en los procesos. • Disminución del grado de peligrosidad de los residuos sólidos. • Desarrollo de ingenierías.
Expectativas a 3 meses
• Adecuación en las líneas de procesos. • Evaluación de resultados. • Documentación del proyecto.
Muestreo de gases y partículas Retiro de escoria del baño sólidas totales metálico DESARROLLO Y FABRICACIÓN DE UN SISTEMA PURIFICADOR DE ACEITE LUBRICANTE DE TURBINAS INDUSTRIALES.

110
Tipo: Aplicación del Conocimiento Inicio: May 2007 Terminación: Agosto 2008 (con extensión) Avance: 55% Responsable: Ing. Jesús Castillo Tamayo Monto Total del Proyecto: $265,305.72 Monto Ejercido: $ 37,988.17 Objetivo: Desarrollar y fabricar un sistema para la purificación en continuo de aceite empleado en la lubricación de turbomaquinaria que permita:
• La remoción de agua libre, emulsionada y disuelta.
• Mantener entre 50 (0.005%) y 100 (0.01%) ppm de solamente agua disuelta en el aceite.
• Una operación continúa del sistema. La remoción de sólidos de hasta 3 micrones.
Desarrollo: Programa Plan de Desarrollo:
Calendario de actividades
2007 2008 ACTIVIDADES
May Jun Jul Ago Sep Oct Nov Dic Ene Feb Mar Abr May Desarrollo de concepto Desarrollo del eductor-atomizador Desarrollo del separador Procura Fabricación de sistema de prueba Pruebas y mejora. Definición de sistema industrial Procura Fabricación del sistema industrial Pruebas finales Elab. de manuales y proced. Cierre de proyecto.

111
Resultados: El avance del proyecto hasta Marzo de 2008 es del 55%. En el periodo mencionado, se realizaron las siguientes actividades:
- Ensamble del sistema de prueba. - Pruebas preliminares. - Rediseño del eductor. - Pruebas con aceite con un contenido de agua de 10,000 ppm.
Ensamble del sistema prototipo.
Expectativas a dos meses:
• 1.) Continuar la etapa de pruebas.
• 2.) Analizar la información.
• 3.) Concluir la etapa de pruebas.

112
4º CONGRESO INTERNACIONAL EN TECNOLOGÍA DE LA SOLDADURA, MANUFACTURA E INGENIERÍA INDUSTRIAL Tipo: Transferencia de Conocimiento Inicio: Enero 2008 Terminación: Diciembre 2008 Avance: 19.3% Responsable: Ing. Mario Trejo Aguirre Monto Total del proyecto: $450,000.00 Monto ejercido: $0 Clientes potenciales: Empresas en el área de la soldadura y manufactura
a nivel nacional. Objetivo: Reunir a los más importantes usuarios, expertos y proveedores nacionales y extranjeros para analizar y difundir la oferta, la demanda y la tecnología en el campo de la soldadura y manufactura. Antecedentes: En respuesta a las necesidades del mercado asociado a los procesos de soldadura, COMIMSA viene desarrollando eventos desde el año 2001.
Fecha: del 28 de mayo al 2 de junio del 2001 Encuentro Internacional de Soldadura Industrial Este evento tuvo como objetivo el delinear a COMIMSA como el impulsor de la especialización y certificación en soldadura ante la industria y centros de capacitación, así como marcar los lineamientos en los desarrollos tecnológicos e investigaciones como centros de investigación.
Fecha: 9, 10 y 11 de Noviembre de 2005. Dentro del marco de celebración del 30 aniversario institucional de COMIMSA y 35 años de CONACYT se llevó a cabo el 2º Encuentro Internacional de Soldadura Industrial.
Fecha: 5, 6 y 7 de Septiembre de 2007. 3er. Encuentro y Congreso Internacional en Tecnología de la Soldadura Industrial y Segundo Foro Pyme de Soldadura y Pailería Actividades:
Industrias que se convocan: • Automotriz • Arquitectura, ingeniería y construcción • Electrodomésticos • Electrónica y eléctrica • Aeroespacial • Equipo pesado • Química, minera, alimentos y del petróleo • Entre otras
Tecnologías que abarca:

113
• Soldadura (procesos, material de aporte, I&D) • Fabricación de estructuras • Automatización • Láseres • Robótica • Equipo de seguridad • Deformación plástica de metales (estampado, laminación, doblez, etc.) • Tecnología de ductos • Corte y acabado • Herramientas • Entre otras
Expectativas Se pretende que dentro del 4º Congreso Internacional en Tecnología de la Soldadura, Manufactura e Ingeniería Industrial, se facilite a empresas en el área de la soldadura y manufactura, el contacto directo con empresarios de diferentes ciudades y países, que sostengan reuniones de negocios con posibles clientes y proveedores, en función de intereses específicos de oferta y demanda de bienes y servicios en el área de la soldadura y manufactura. El 4º Congreso Internacional en Tecnología de la Soldadura, Manufactura e Ingeniería Industrial, concentre importantes empresas, instituciones y universidades nacionales y extranjeras de la industria de la soldadura y manufactura, con el objeto de lograr:
Alianzas estratégicas Transferencia de tecnología Asistencia técnica y formación Acuerdos de distribución y representación Acuerdos de fabricación conjunta Creación de empresas mixtas Intercambios comerciales
Se pretende ofrecer:
• Conferencias Magistrales y Comerciales • Cursos y Talleres • Exposición Tecnológica • Encuentro de Negocios: Agenda personalizada de tres días con socios
potenciales para citas de negocios “uno a uno” • Base de datos de las empresas participantes • Promoción y publicación de su empresa en nuestra página web • Concursos: Arte en Soldadura, Olimpiadas en Soldadura
Encuentros de negocios: Brinda la oportunidad a empresas, instituciones y universidades de reunirse con empresas pequeñas y medianas del Área de la Soldadura y Manufactura,

114
durante días de trabajo y bajo agenda de negocios previa, bajo interés de negocios comunes, con la finalidad de buscar socios, lograr alianzas estratégicas e incrementar sus intercambios comerciales. Objetivos: Fortalecer la vinculación entre Cliente-Proveedor para que se integren cada vez más empresas a la cadena productiva regional y nacional. Reducir las Importaciones a través de la localización y desarrollo de proveedores locales o regionales, fomentando así la integración de cadenas productivas. Estimular la economía local y regional. Interactuar con micro, pequeñas, medianas y grandes industrias. Conocer en cada stand los productos y equipo de soldadura que las empresas compradoras están buscando desarrollar y los procesos en que las empresas proveedoras ofrecen capacidad disponible. Identificar oportunidades de negocio Bases de datos de las empresas participantes Al final del evento las empresas participantes obtendrán información completa de los participantes en todas las actividades del con la finalidad de dar seguimiento a cualquier negociación o acuerdo realizado. Programa de promoción y publicación en nuestra página web: Se cuenta con un sitio en internet en versiones español e inglés con la siguiente información:
• Información completa del programa general de actividades de este 4º Congreso Internacional en Tecnología de la Soldadura, Manufactura e Ingeniería Industrial Información curricular de las empresas participantes en la Exposición Tecnológica y el encuentro de negocios:
Nombre de la empresa Dirección Ciudad y Estado
Código Postal Nombre de contacto E-mail Teléfono / Fax Página de Internet promocional
• Agenda completa de los encuentros de negocios. • Formato de Registro para empresas participantes, indicando en qué le
gustaría participar, con qué empresas y temáticas a tratar.
Capacitación en Conferencias Magistrales y Técnicas: Temas propuestos:
• Procesos de la Soldadura Láser y por Resistencia • Procesos de Soldadura Convencionales

115
• Metalurgia de la Soldadura/ Joining y Desarrollo de Procesos • Evaluación en Soldadura • Análisis de Falla y Mitigación de Defectos en Soldadura • Soldadura de Aceros Inoxidables
Capacitación en Cursos Cursos:
• Metalurgia de la soldadura para no metalúrgicos. • El por qué y el cómo de los procedimientos de soldadura. • Ensayos no destructivos para soldadura. • Supervisión y control de calidad en soldadura. • Soldadura de metales no ferrosos
Concursos: Arte en Soldadura, Olimpiadas en Soldadura Arte en Soldadura Exposición, concurso y subasta de obras previamente elaboradas empleando alguna técnica de soldadura, se otorgará reconocimiento a todos los participantes y se premiará a los primeros tres lugares. Olimpiada del Soldador Dirigido a personal relacionado con la aplicación de soldadura en el área metal mecánica, se otorgará reconocimiento a todos los participantes y se premiará a los primeros tres lugares. Olimpiada del Supervisor Dirigido a personal relacionado con la supervisión en la inspección de soldadura, se otorgará reconocimiento a todos los participantes y se premiará a los primeros tres lugares.

116
Expectativas de resultados:
EXPECTATIVAS DE ASISTENTES PARA EL 2008
Asistencia a conferencias magistrales y técnicas
200
Asistencia a conferencias promocionales
372
Asistencia a talleres 240 Participantes en olimpiada del soldador y supervisor
117
Participantes en arte en soldadura
22
Empresas participantes en mesa de negocios
65
Personas inscritas para las visitas industriales
40
Número de expositores 20 Visitantes a la Exposición 1000

117
CENTRO DE ASESORÍA INTEGRAL EN PROPIEDAD INTELECTUAL, CENTRO DE INFORMACIÓN TECNOLÓGICA. Tipo: Estudios Estratégicos Inicio: Enero de 2008 Terminación: Enero de 2009 Avance: 37.2% Responsable del proyecto: Ing. Mario Trejo Aguirre Monto total del proyecto: $ 955,634. Monto Ejecutado: $ 28,105. Clientes Potenciales: COMIMSA, centros de investigación, instituciones
públicas e industria privada. Objetivo: Poner a disposición del personal de COMIMSA información científica y tecnológica a través del CIT, además de conformar el portafolio de activos intelectuales de la Corporación a través del CAIPI y ofrecer servicios y asesoría de Propiedad Intelectual a usuarios externos. Avances:
CIT ADQUISICION DE BIBLIOGRAFÍA Y NORMATIVA PERIODO 2008
Acervo bibliográfico
Fue llevado a cabo el proceso de adquisición de bibliografía, el cual contempla la recopilación de las necesidades de las diferentes áreas, evaluación de costos, clasificación y requisición.
Bases de datos Se mantuvo el servicio de las bases de datos contratadas el año anterior a través del CARI, Springer, Web of Science, Annual Reviews y Blackwell Synergy, más el servicio de Delphion y Science Direct servicio limitado, contratados estos últimos por COMIMSA directamente.
Operación del CIT. - 72 artículos técnicos multidisciplinarios de la base de datos Science Direct
fueron suministrados a diversas áreas de la institución. - Respecto a los préstamos de bibliografía, se atendieron 126 de las
diferentes direcciones. - Fue convocando todo el personal de COMIMSA Saltillo para la
capacitación sobre mejoras en las plataformas de las bases de datos de

118
Blackwell y web of science impartidas por los representantes de las empresas proveedoras del servicio.
- Dentro de las funciones continúas del CIT está la clasificación, catalogación y captura de datos bibliográficos al sistema de administración de bibliografía con los libros integrados de las diferentes áreas más los adquiridos.
CAIPI
Operación del CAIPI
PORTAFOLIO DE ACTIVOS INTELECTUALES
Títulos obtenidos 1021807: Marca nominativa COBE-10.
ASESORIA Y SERVICIOS DEL CAIPI 2008 Búsquedas tecnológicas 2 Contestación de oficio de fondo de marca 1 Solicitudes ante el IMPI / Indautor Gestiones de diseño industrial 3
SEGUIMIENTO DE ALIANZAS
Se está integrando el concepto para un evento de propiedad intelectual enfocado a obtener las bases para el establecimiento de políticas y líneas de acción en el tema de propiedad intelectual, dicho evento se elaborará con el apoyo del COECYT e IMPI, trabajando actualmente en el desarrollo de un documento con información relevante que sirva de antecedente de la situación que guarda el Estado en el tema.

119
Fomento de la cultura de la propiedad intelectual
en la institución
Asesoría en materia de propiedad intelectual
Evaluación de tecnologías (búsquedas)
Gestión jurídica de invenciones, signos
distintivos y derechos de autor
Apoyo en redacción
de patentes
Área de Gestión de Propiedad
Intelectual
Fomento de la cultura de la propiedad intelectual
en la institución
Asesoría en materia de propiedad intelectual
Evaluación de tecnologías (búsquedas)
Gestión jurídica de invenciones, signos
distintivos y derechos de autor
Apoyo en redacción
de patentes
Apoyo en redacción
de patentes
Área de Gestión de Propiedad
Intelectual
CAIPICAIPICOMIMSACOMIMSA
CapacitaciCapacitacióón y n y AsesorAsesoríía a
““Know howKnow how””procedimientosprocedimientos
CAIPICAIPICOMIMSACOMIMSA
CapacitaciCapacitacióón y n y AsesorAsesoríía a
““Know howKnow how””procedimientosprocedimientos
Instituto Tecnológico de Piedras Negras
Instituto Tecnológico Superior de Cd. Acuña
Instituto Tecnológico de Estudios Superiores de la Región Carbonífera
Universidad Tecnológica de Coahuila
CREACIÓN DE ÁREAS DE ASESORÍA Y GESTIÓN DE PROPIEDAD INTELECTUAL EN INSTITUCIONES EDUCATIVAS DE NIVEL MEDIO-SUPERIOR Y SUPERIOR Tipo: Estudios Estratégicos Inicio: Agosto de 2007 Terminación: Abril de 2008 Avance: 85% Responsable del proyecto: Ing. Mario Trejo Aguirre Monto total del proyecto: $ 240,000. Monto Ejecutado: $ 124,158. Clientes Potenciales: Instituciones educativas de nivel medio-superior y
superior Objetivo: Crear áreas de Asesoría y Gestión de Propiedad Intelectual en Instituciones Educativas de nivel medio-superior y superior. Avances: 1.1. Conformar el grupo de instituciones educativas para implementar el
proyecto.
a. Se visito a los directivos de los institutos tecnológicos de Piedras Negras, Cd. Acuña, de la Región Carbonífera y de la Laguna, así como a la Universidad Tecnológica de Coahuila, a quienes se les expuso el modelo de trabajo propuesto para desarrollar el proyecto, su alcance, beneficios y conveniencia de implementarlo en su institución, contando con el interés y aceptación por escrito de cada uno de ellos.
b. A través de la firma de convenios de colaboración, se formalizó la ejecución del proyecto con las diferentes instituciones educativas, a excepción del Instituto Tecnológico de la Laguna, quien en esa etapa decidió no colaborar.
c. Cada institución asignó a los encargados de las áreas de asesoría,
responsables de llevar a cabo el proyecto.

120
1.2 Capacitación en el tema de propiedad intelectual al personal encargado de atender las respectivas áreas de asesoría.
Se llevo a cabo el curso para la formación de capacidades en el tema de propiedad intelectual para el personal encargado de las áreas de asesoría de las diferentes instituciones, con una duración de 30 horas en la ciudad de Monclova y de Saltillo Coahuila. 1.3 Desarrollo de entregables A continuación se presenta el avance que se tiene en el desarrollo de herramientas y materiales que apoyarán y facilitarán las funciones de las respectivas áreas; los cuales se consideran entregables del proyecto para las Instituciones Educativas.
a. Material de apoyo para promover el tema de propiedad intelectual Respecto al material para la difusión de la cultura y conocimientos de la propiedad intelectual en las diversas instituciones, se les hizo llegar a los encargados un disco con la presentación del material personalizada, el cual cubre los temas de invenciones, signos distintivos, derechos de autor y de información general como antecedentes del tema, estadísticas, ejemplos, etc., lo cual puede ser utilizado con diversos tipos de público como empresarios, estudiantes, maestros, entre otros. b. Procedimientos de Trabajo Con la finalidad de que la función de asesoría y gestión en propiedad intelectual sea instituida formalmente en las instancias educativas, se puso a su disposición lineamientos sobre el seguimiento de la protección de la propiedad intelectual ya sea para los desarrollos internos o para estudiantes, industriales o público en general que lo requiera, entregando los siguientes procedimientos con sus respectivos registros:
c. Procedimiento de Protección de Propiedad Intelectual. d. Procedimiento para atención de clientes externos de servicios de gestión de
propiedad intelectual.

121
ESTUDIO DEL COMPORTAMIENTO DEGRADATIVO DE RECUBRIMIENTOS POLIMÉRICOS APLICADOS SOBRE COLUMNAS DE CONCRETO EXPUESTOS A AMBIENTES ÁCIDOS Tipo: Tesis Fecha de terminación: Julio 2008 Avance: 85% Responsable del proyecto: Ing. Mario Trejo Aguirre Objetivo: Determinar en recubrimientos poliméricos los fenómenos ocurridos durante la exposición a medios ácidos. Resumen: Uno de los problemas que mayor impacto presentan las columnas de concreto armadas expuestas a ambientes ácidos es la gran corrosión, por lo que resulta esencial el empleo de recubrimientos. Por lo anterior en el presente proyecto se tiene la finalidad de estudiar y caracterizar alternativas que permita alargar la vida de dichas columnas a las condiciones empleadas. Avance: Se alcanzó un avance en la escritura, lográndose discutir el 100% de los resultados. Expectativas Se pretende para el próximo trimestre la entrega del documento final a revisión.

122
ELABORACION DE ELEMENTOS CONSTRUCTIVOS ECONOMICOS Y TERMICOS UTILIZANDO TIERRA Y MATERIALES DE DESECHO. Tipo: Tesis Fecha de terminación: Junio 2008 Avance: 92% Responsable del proyecto: Ing. Mario Trejo Aguirre Objetivos: Estudiar el comportamiento de la tierra en diferentes elementos constructivos mezclados con concretos y además otros materiales de desecho como el PET, papel, vidrio, escombro, anhidrita, etc.
Resumen: Actualmente un porcentaje elevado de las viviendas de interés social en México, no cumplen con la necesidades básicas en cuanto a espacios (proyecto arquitectónico, dimensiones, restricciones). Aunado a lo mencionado, los adquirientes se vuelven dependientes de las energías convencionales ya que la mayoría de estas viviendas generan un confort térmico. Por lo anterior, se propone el desarrollo de elementos constructivos alternativos económicos a partir del empleo de tierra y materiales considerados como desechos domésticos e industriales. Avance:
• - Finalización de la parte experimental Expectativas a dos meses.
• -Terminar la escritura y presentar la defensa del trabajo en junio.

123
• CINÉTICA DE LA VIDA RESIDUAL EN ESTRUCTURAS
•
Tipo: Tesis Fecha de terminación: Abril 2008 Avance: 98% Responsable: Dr. Felipe Arturo Reyes Valdés Monto total del proyecto: Recursos de la SCT Coahuila Clientes potenciales: SCT, firmas de ingeniería, fabricantes de acero, etc. Este proyecto es una tesis doctoral en materiales de una persona de SCT, y quien da el grado es el Centro de Investigación y de Estudios Avanzados (CIMAV) Objetivo: Realizar un estudio para determinar el comportamiento termodinámico y cinético del deterioro por corrosión en estructuras metálicas embebidas en concreto. Avance: CONCLUIDO Expectativas a dos meses: Se presenta defensa de tesis

124
Anexo 2

125
FORMACIÓN DE RECURSOS HUMANOS Y DOCENCIA
Enero-marzo 2008
NOMBRE DEL CURSO PARTICIPANTES EMPRESAS: INICIO DURACION HHC
Calificación y Certificación de soldadores PEP Poza Rica 7 PEP Norte 14 al 17 de
Marzo 2008 40 280
Calificación y Certificación de soldadores 30 PEMEX Exploración y
Producción Región Marina
21 de Marzo al 10 de Abril
2008 40 1,200
Calificación y Certificación de soldadores 3 GUMEBA 14 – 17 de
Enero 2008 40 120
Curso de Soldadura GTAW 3 Blickman 21 – 26 de Febrero 2008 40 120
Curso de Soldadura Brazing 24 Whirlpool 18 de febrero 3 72
Curso de Soldadura para Supervisores 11 Varios Tijuana 19 – 22 de
Febrero 2008 32 352
Curso de Soldadura para Supervisores 6 Varios Monterrey Marzo 2008 32 192
TOTAL 84 7 - 227 2336

126
ANEXO 3

127
Proyectos de Investigación (generación de nuevo conocimiento) asociados a Estudios de Posgrado
I. Automatización de procesos de soldadura.
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: Enero 2007
Terminación: Diciembre 2010
Avance: 20%
Responsable: MC. Claudia A. González Vds., Gerencia de Desarrollo Humano
Participantes: Dr. Luis Torres Treviño y M.C. Ignacio Dávila Rios Clientes Potenciales: Empresas ensambladoras de la región sureste de Coahuila Medio o Mecanismo de Transferencia: Metodología, Licenciamiento, Patentes,
Modelos de Utilidad, Publicaciones
Objetivo General: Desarrollo de una metodología para la automatización de procesos de soldadura.
Objetivos Específicos:
• Estudio de los procesos de soldadura automatizados
• Estudio de Robótica industrial
• Simulación de procesos de soldadura automatizados
• Estudio de las consideraciones necesarias para automatizar un proceso de
soldadura.
Alcance: Desarrollo de una celda de soldadura robotizada para experimentación,
considerando a los procesos que más se utilizan en la región (MIG, TIG, GMAW,
Láser y por resistencia) Simulación de celdas robotizadas de soldadura.
Resultados al mes de Mayo del 2008:

128
• Se continúa con el estudio de los procesos de soldadura automatizados y en lo
particular con el estudio de robots automatizados incluyendo su simulación.
• Se genera un proceso de soldadura automatizado con el apoyo de un
estudiante de maestría considerando el control de parámetros tales como la
velocidad, el ángulo de orientación de la boquilla y su distancia a la superficie.
La estación permite soldar con parámetros controlados placas para unir dos de
ellas o realizar cordones de soldadura para unir ángulos.
• Se apoya en la instalación de una celda robotizada de manera conjunta con el
CINVESTAV. El robot es suministrado por el CINVESTAV Saltillo.
• Se realiza un artículo de difusión para el CERMA 2008 en donde se ilustra el
uso del simulador en 3D del robot soldador que se implementará en la celda de
manufactura.
• Se realiza un artículo de difusión para el IJIE 2008 en donde se ilustra la forma
de implementar una certificación con robots empleando un ambiente en 3D
Expectativas al 2008:
• Estudio completo de los procesos de soldadura automatizados.
• Estudio completo de la simulación de robots industriales.
• Propuesta para el desarrollo de una celda de soldadura robotizada propia.
• Establecer el posible aporte para una investigación doctoral.
• Integrar las actividades de certificación en el simulador de robots soldadores en
3D.

129
II. Optimización de procesos de soldadura.
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: Enero 2007
Terminación: Diciembre 2010
Avance: 20%
Responsable: MC. Claudia A. González Rdz.; Gerencia de Desarrollo Humano
Participantes: Dr. Luis Torres Treviño y MC. Rolando Javier Praga Alejo. Clientes Potenciales: Empresas ensambladoras de la región sureste de Coahuila Medio o Mecanismo de Transferencia: Metodología, Licenciamiento,
Publicaciones
Objetivo General: Desarrollo de una metodología para la optimización de procesos de soldadura.
Objetivos Específicos:
• Estudio de los procesos de soldadura de interés en la región
• Diseños experimentales para los procesos de soldadura
• Modelación de procesos de soldadura convencionales y no convencionales
• Validación de modelos
• Optimización vía modelación
• Verificación de resultados en los procesos reales
Alcance: Solamente se atenderán los procesos de soldadura que oferta COMIMSA, sin
embargo la metodología se podrá extender a otros procesos. Cada una de los
objetivos específicos requiere de técnicas muy especializadas, por lo que el
responsable considerará solamente uno de los puntos para establecer su aporte
para ser acreedor a un grado de estudios doctorales
Resultados al mes de Mayo 2008:

130
• Se tiene estados del arte de los procesos de soldadura tanto convencionales
como no convencionales, sin embargo falta establecer las características que
son requeridas en cada proceso de soldadura. De otra manera, se requiere
establecer los componentes, entidades, relaciones funcionales y lógicas,
variables y parámetros de los procesos en los cuales se trabajará.
• Se genera un proceso de soldadura automatizado con el apoyo de un
estudiante de maestría considerando el control de parámetros tales como la
velocidad, el ángulo de orientación de la boquilla y su distancia a la superficie.
La estación permite soldar con parámetros controlados placas para unir dos de
ellas o realizar cordones de soldadura para unir ángulos.
• Se realizan dos artículos de difusión para el CERMA 2008 en donde se ilustra el
uso del modelación y optimización de procesos de soldadura con regresión y
algoritmo evolutivos.
• Se realiza dos artículos de difusión para el IJIE 2008 en donde se ilustra por un
lado la comparación de diferentes redes neuronales y por otro la optimización
de parámetros de soldadura con métodos no convencionales.
Expectativas al 2008:
• Estudio completo de las características de los procesos de soldadura y de
sus productos tales como el conjunto de variables y parámetros del proceso,
los indicadores de calidad en la soldadura y los estudios requeridos para
evaluar el desempeño del proceso.
• Desarrollo experimental en un proceso de soldadura industrial
• Establecer el posible aporte.

131
III. Desarrollo de un modelo de confiabilidad operativa en un Sistema Flotante
de Producción, Almacenamiento y Abastecimiento (FPSO) en base a las características de diseño, materiales, operación y riesgo.
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: Enero 2008
Terminación: Diciembre 2010
Avance: 15%
Responsable: MC. Claudia A. González Rdz.; Gerencia de Desarrollo Humano
Participantes: Dr. Manuel Román Piña y MC. Nelda Johana Rodríguez Gamez Clientes Potenciales: DIRS - Gobierno, Instituciones y Empresas Medio o Mecanismo de Transferencia: Meta análisis, Metodología, Publicaciones
Objetivo General: Desarrollar modelos que aseguren la confiabilidad operacional y la optimización del
sistema de mezcla de crudo en equipos de proceso estático que integra el FPSO,
basados en las características de diseño, materiales, operación y riesgo del
sistema.
Objetivos Específicos:
• Evaluación de criterios de diseño del sistema de proceso de mezclado en un
FPSO a través de simulaciones por elemento finito.
• Definición del contexto operativo de los componentes involucrados en el
proceso de mezcla del crudo.
• Realizar el Análisis de Ingeniería: Simulación en programa computacional
considerando sus condiciones operativas, diseño y materiales (NISA, ABACUS,
StruCAD) para conocer el comportamiento en que se operan los componentes
• Determinar los principales riesgos y mecanismos de daño que afecten a la
seguridad, producción y medio ambiente del equipo estático del proceso de
mezclado.
• Analizar resultados e interpretar mediante la ciencia de los materiales. Fallas
Mecánicas, Metalúrgicas, deterioro, etc.

132
• Establecer herramientas de confiabilidad operativa, adecuadas a las
condiciones específicas de operación en el Golfo de México.
• Análisis de Riesgo
Alcance: El alcance del proyecto se centra en el equipo de proceso estático de mezcla de
crudo en un FPSO.
Resultados a mayo del 2008:
• Formación académica del Doctorarte en: Simulación Avanzada y
Confiabilidad.
• Asistencia a congreso internacional sobre aguas profundas y estructura de
un FPSO (bajo programa académico personalizado).
• Estado del arte del modelo de riesgo del FPSO y normas que le aplican.
Expectativas al 2008:
• Análisis exhaustivo del estado del arte de metodologías que integran, el
análisis por elemento finito, la integridad mecánica y la modelación
matemática en al análisis y modelación de un componente.
• Identificar el área para el aporte científico (ya que es nuevo tema).
• Predecir el comportamiento del deterioro del componente de proceso del
FPSO con respecto al tiempo y modelar su comportamiento a través de
simulación.
• Participar como ponente en congreso internacional con un artículo
relacionado a su investigación.
• Modelar un componente a través de elemento finito y aplicar la metodología
propuesta para validar resultados.
• Iniciar con experimentación a través de la modelación de componentes de
procesos de FPSO (archivo.stl del componente).

133
IV. Metodología para la Incorporación de los Efectos que el Medio Ambiente
Operacional tiene sobre la Confiabilidad de un Sistema.
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: Enero 2008
Terminación: Diciembre 2010
Avance: 35%
Responsable: MC. Claudia A. González Rdz.; Gerencia de Desarrollo Humano
Participantes: Dr. Manuel Román Piña Monarrez y MC. David S. González G. Clientes Potenciales: DIRS - Gobierno, Instituciones y Empresas Medio o Mecanismo de Transferencia: Metodología, Publicaciones.
Objetivo General: Desarrollo de una metodología para la gestión del mantenimiento basada en
confiabilidad.
Objetivos Específicos: Establecer los criterios para la realización de un modelo de análisis que nos permita
estimar:
• Confiabilidad de un componente.
• La probabilidad de falla.
• Vida media, vida remanente y tasa de falla de un componente o proceso.
Para el desarrollo de planes de mantenimiento mediante la confiabilidad de las
instalaciones para incorporarlo a los planes de mantenimiento.
Alcance:
• La realización de los planes de mantenimiento no forman parte de los
alcances del proyecto.
• Obtención de un modelo para la estimación de los indicadores de
confiabilidad de un sistema.
• Determinar estadísticamente confiable el riesgo base (tasa de falla) del
componente o sistema con el que se establecen los planes del
mantenimiento.
• Entregable final: En este periodo se inicia con la estructuración y redacción
del Manual operativo donde se desarrolla por pasos la metodología para su

134
seguimiento en planta y para este periodo solo contendrá. Los criterios para
determinar la distribución que sigue un conjunto de datos en forma
paramétrica y no paramétrica.
Resultados al mes de mayo del 2008:
• Formación académica del Doctorarte en: Análisis de regresión y
confiabilidad (Bajo programa académico personalizado).
• Publicación de artículo en congreso (IJIE, Memorias In Extenso).
• Aceptación de artículo en el Internacional Journal of Industrial Engineering
theory and practice.
• Aceptación de resumen en la 13th annual international conference on
industrial engineering, Las Vegas.
• Análisis de la aplicación operativa de las distribuciones de probabilidad en
confiabilidad.
• Desarrollo del modelo inicial para la cuantificación del riesgo en el análisis
de confiabilidad (Identificación de la aportación científica).
Expectativas al 2008:
• Desarrollo preliminar de la Metodología para la Incorporación de los Efectos
que el Medio Ambiente Operacional tiene sobre la Confiabilidad de un
Sistema.
• Presentar resultados parciales de su metodología propuesta.
• Reporte actividades complementarias: Cursos de análisis de riesgo y
optimización, estancia en Campo.
• Reporte inicial de experimentación de su metodología (al menos un 33%).
• Bases preliminares del diseño del software para el análisis del riesgo.
V. Automatización del proceso de diseño en una celda de manufactura.

135
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: Enero 2007
Terminación: Diciembre 2010
Avance: 22%
Responsable: MC. Claudia A. González Rdz.; Gerencia de Desarrollo Humano
Participantes: Dr. Pedro Pérez Villanueva y MC. Indira Escamilla Clientes Potenciales: Empresas ensambladoras de la región sureste de Coahuila Medio o Mecanismo de Transferencia: Metodología, Publicaciones.
Objetivo General: Automatización del proceso de diseño y manufactura en la celda
de manufactura de Comimsa
Objetivos Específicos:
• Estudio de las diferentes plataformas de diseño y manufactura existentes a
nivel mundial con el fin de implantar en Comimsa, la mas adecuada a sus
necesidades.
• Definir una metodología que permita automatizar el diseño y manufactura en
una celda de manufactura.
• Desarrollo de un sistema inteligente para identificar y mejorar el
desempeño de las variables envueltas en el maquinado de alta
velocidad del Ti 6Al-4V y Ti 6Al 2Sn 4Zr 2Mo.
Alcance:
• Desarrollo e implementación de una metodología para automatizar el diseño
y manufactura en una celda de manufactura.
• Desarrollo de un sistema inteligente para la optimización de variables
envueltas en un proceso de maquinado.
Resultados al mes de Mayo del 2008:

136
• En cuanto a la problemática operativa de la planta, se tiene un estado del
arte en las metodologías que existen para la integración de los sistemas de
diseño y manufactura mediante celdas automatizadas de manufactura.
• Se termino de impartir un curso de estandarización y procesos de
fabricación para el personal operario en la planta de manufactura, esto con
el fin de normalizar y actualizar los conocimientos del personal operativo
para que estén receptivos en la segunda etapa del proyecto cuando se
implante la plataforma para integrar el sistema de diseño y manufactura.
• Se inicio la Impartición de una serie de cursos (8) del software adquirido
para el proyecto de automatización del diseño y manufactura, a los
empleados del área de Manufactura, Diseño y maestros del Picyt en
Comimsa.
• Referente al proyecto de investigación doctoral se tiene y se sigue
incrementando la revisión del estado del arte en cuanto a metodologías
convencionales y no convencionales para permita identificar y optimizar los
parámetros y variables de fabricación en una celda de manufactura, para
garantizar la correcta elaboración de la pieza en la máquina.
• Se generó un convenio de confidencialidad entre las instituciones
Comimsa, Frisa y la Facultad de Ingeniería Mecánica y Eléctrica de
Monterrey (Fime) para el desarrollo aplicación y validación en campo del
proyecto doctoral.
• Se adecua las maquinas y dispositivos de medición en la Fime con el
propósito de iniciar las experimentaciones del material.
• Se realizo y envió un artículo al congreso Cerma 2008 describiendo el
proceso de predicción y optimización de la rugosidad de un acero aplicando
una red neuronal.
• Se realiza un artículo en extenso para el congreso IJIE 2008 “Surface
roughness prediction modeling in machining of Ti64 alloy using neural
network and linear regression“.
Expectativas al 2008:

137
• Continuar la revisión del estado del arte referente a la integración de
sistemas inteligentes en el proceso de fabricación de componentes.
• Adquisición del equipo auxiliar y las herramientas necesarias para el
desarrollo de la experimentación.
• Desarrollo de una etapa experimental para determinar las variables y
parámetros que se ven envueltos en un proceso de maquinado.
• Definir y puntualizar el aporte de investigación.
• Cursar las ultimas dos materias de la especialización
• Presentación de un articulo en un congreso internacional
• Continuar con la estancia en las instalaciones de la Facultad de Ingeniería
Mecánica y Eléctrica para el desarrollo de la experimentación.
• Continuar tomando los cursos de capacitación tanto del área de diseño
como de manufactura, para el desarrollo e implantación del proyecto de
automatización de la celda de manufactura de Comimsa.
VI -Sistema Dinámico de Evaluación Logística de una Red Regional de Aprovisionamiento Automotriz: El Caso de la Región Sureste de Coahuila.
Tipo: Desarrollo de Nuevo Conocimiento

138
Inicio: Septiembre 2005
Terminación: Septiembre 2009
Avance: 45%
Responsable: MC. Claudia A. González Rdz.; Gerencia de Desarrollo Humano
Participantes: Dr. Miguel Gastón Cedillo Campos y MC. Cuauhtémoc Sánchez
Ramírez Clientes Potenciales: Empresas proveedores y ensambladoras del cluster
automotriz de la región sureste de Coahuila Medio o Mecanismo de Transferencia: Modelo, Publicaciones. Objetivo General: Desarrollar un sistema dinámico de evaluación logístico para el cluster automotriz
de la Región Sureste de Coahuila.
Objetivos Específicos:
• Servir como herramienta de evaluación a las PyMES que quieran integrarse a la
cadena de suministro y también para las que ya forman parte de ella.
• Identificar los factores que influyen en la competitividad de la cadena de
suministro.
• Generar un modelo de simulación que represente el esquema de la cadena de
suministro del cluster automotriz de la región sureste de Coahuila.
Alcance: Mediante esta evaluación se puedan identificar los eslabones débiles de la cadena
de suministro regional, así como los factores que influyen en su desempeño, para
identificar estrategias que ayuden a mejorar la competitividad del Cluster
automotriz.
Resultados Obtenidos: Durante la realización de este proyecto se han obtenidos los siguientes resultados:
• Investigación del Proyecto:

139
• Desarrollo de los antecedentes y revisión bibliográfica que respaldan el
tema del Proyecto.
• Realización de entrevistas exploratorias a empresas del Cluster
Automotriz de Coahuila.
• Desarrollo de la metodología a utilizar en el desarrollo del Proyecto.
• Elaboración y evaluación de los primeros modelos en Dinámica de
Sistemas de la cadena de suministro del cluster automotriz de Coahuila.
• Publicaciones:
• Cedillo Campos, M.G.; Sánchez Ramírez, C. (2008) “Introducción al
Análisis Dinámico de Sistemas Industriales”. Editorial Trillas, México.
• Sanchez, C. Cedillo, M.G, Piña, M. “Model for Dynamic Analysis of
Industrial Clusters: The Case of Supply Chain in the Automotive Cluster
in the Southeast Región of Coahuila“. Proceedings of the 12th Annual
International Conference of Industrial Engineering Theory, Applications
and Practice, Cancun, México 2007.
• Cedillo Campos, M.G.; Sánchez Garza, J.; Sánchez Ramírez, C.: “The
new relational schemas of inter-firms cooperation: the case of the
Coahuila automobile cluster in Mexico “. Publicado en International
Journal of Automotive Technology and Management 2006 - Vol. 6, No.4
pp. 406 – 418.
• García Espinoza, L.H.; Sánchez Ramírez, C.; Cedillo Campos, M.G.:
“Mejora de la reactividad productiva a través de la programación
dinámica de la producción: El caso de Zinc Brigth Tecnologies.”. A
publicars en el Congreso Internacional sobre la Innovación y Desarrollo
Tecnológico (CIINDET 2007) en Octubre 2007.
Actividades a realizar del Proyecto. :
• Continuación del desarrollo y evaluación de los modelos en Dinámica de
Sistemas del cluster automotriz de Coahuila: Estructura de la cadena de
suministro, Infraestructura, Capital Laboral, Gobierno, Mercado y
competencia.

140
• Análisis y conclusiones que se obtengan de la evaluación de los modelos a
las empresas participantes.
• Estancia Doctoral en centros de investigación Nacional e Internacional.
• Publicación Indexada.
VII. Modelación de la influencia de los crudos pesados con alto contenido de azufre, en el deterioro de las instalaciones de refinación.
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: Enero 2007
Terminación: Diciembre 2010

141
Avance: 15%
Responsable: MC. Claudia A. González Rdz.; Gerencia de Desarrollo Humano
Participantes: Dr. Arturo Reyes Valdés y MC. Bernardo González Clientes Potenciales: Comimsa – DIRN – Gobierno e Instituciones Medio o Mecanismo de Transferencia: Metodología, Publicaciones
Objetivo General:
Optimización del control de los mecanismos de daño en equipos de las
instalaciones de refinación para garantizar una mayor vida útil de operación en
condiciones seguras.
Objetivos Específicos:
• Optimización de las torres de destilación para el procesamiento de crudos
pesados.
• Investigar procesos de deterioro por corrosión en equipos de refinación.
• Elaborar un modelo y una metodología de predicción de la vida remanente
de los equipos de refinación.
• Desarrollar un sistema que optimice el control de los mecanismos de daño
en los equipos de refinación.
Alcance:
• Determinación de las condiciones de operación que permiten alargar la vida
operativa de plantas refinadoras.
• Protección a las instalaciones de refinación de petróleo crudo.
• Programas de mantenimiento adecuados a los equipos de refinación.
• Impacto económico por la reducción de costos de mantenimiento y por la
optimización de las instalaciones de refinación.
• Aumento de la productividad.
• Publicación de artículos en revistas indexadas.
• Presentación de artículos en congresos internacionales de alto prestigio.
Resultados al mes de Mayo 2008:

142
• Se tiene estados del arte de los procesos de refinación, sin embargo falta
establecer las características principales que son requeridas en el proceso.
De otra manera, se requiere establecer los componentes, entidades,
relaciones funcionales y lógicas, variables y parámetros del proceso en el
cual se trabajará.
• Asistencia a un curso de actualización por parte de la NACE sobre el control
de la corrosión en la industria de la refinación, llevado acabo en New
Orleans en Marzo del 2008.
• Se realiza un artículo de difusión para el IJIE 2008 en donde se ilustra por
un lado el uso de redes neuronales para simular el deterioro de los
materiales de acero en la industria de la refinación
• Se realizan un artículo de difusión para el IMRC 2008 en donde se ilustra el
uso de la predicción y optimización de velocidades de corrosión a través de
la caracterización de la mezcla de crudo pesado usando sistemas
inteligentes.
Expectativas al 2008:
• Estudio completo de las características de los procesos de refinación de
crudos pesados y de sus productos tales como el conjunto de variables y
parámetros del proceso
• Desarrollo de un equipo de pruebas experimental en un proceso de
refinación.
• Establecer el posible aporte.

143
VIII. Determinación del Mecanismo de Protección de los Inhibidores como
barreras de hidrógeno en aceros al carbono.
Tipo: Desarrollo de Nuevo Conocimiento
Inicio: 2004
Terminación: Diciembre 2008
Avance: 40%
Responsable: MC. Claudia A. González Rdz; Gerencia de Desarrollo Humano
Participantes: Dr. Arturo Reyes Valdés y MC. Claudia Teresa Saucedo Salazar Clientes Potenciales: COMIMSA – PEMEX Medio o Mecanismo de Transferencia: Metodología, Publicaciones Objetivo General:
• Determinar los mecanismos mediante los cuales los inhibidores actúan
como barreras de hidrógeno para la protección de aceros al carbono en
ambiente amargo mediante un método electroquímico en estado sólido
en un sistema estático.
Objetivos Específicos:
• Establecer los mecanismos de protección contra el daño por hidrógeno
en la interfase metal – inhibidor.
• Establecer una metodología para la evaluación de inhibidotes para
ambiente amargo.
Alcance:
• Establecimiento de una metodología mediante una técnica
electroquímica en estado estático para la evaluación del efecto de
inhibidores sobre el daño por hidrógeno en tuberías de transporte de
hidrocarburos en ambiente amargo.
• Establecimiento de criterios de selección de inhibidores para su
aplicación en la protección de tuberías de transporte de hidrocarburos
en ambiente amargo.
• Establecimiento de criterios para la realización de pruebas en sistemas
dinámicos en donde se tomen en cuenta los efectos de las condiciones

144
de flujo en el interior de las tuberías además de los parámetros a
estudiar en el presente estudio.
Resultados al 2008:
• Avance del 90% en estado del arte
• Planteamiento experimental 90%
• Diseño experimental 80%
• Caracterización de material ASTM A-36 100%
• Acondicionamiento de equipo para la realización de prueba electroquímica
de curvas de polarización (pendientes de Tafel) 90%
• Acondicionamiento de equipo para la realización de prueba electroquímica
de pruebas de impedancia 90%
• Desarrollo de pruebas para el establecimiento de parámetros de prueba de
curvas de polarización (pendientes de Tafel) 90%
Expectativas al 2008:
• Continuidad a las pruebas en laboratorio.
• Análisis y Tratamiento de Datos obtenidos de experimentación

145
ANEXO 4

146
Producción Científica Y Tecnológica Asociada a Estudios de Posgrado
Enero – Marzo 2008
• Artículos con Arbitraje Internacional enviados a Revistas.
Artículos en Revistas
Nombre de la Revista Asociada a
EP Nac. Int. Nac. Int.
Nombre del Artículo Autor(es) País / Fecha
Línea de Investigación
X*
Revista de
Metalurgia
Impacto en la metalurgia
de la soldadura de AHSS
(DP y TRIP):Estudio
Comparativo de procesos
Láser, GNAW y Brazing
L.M. Volpone, F.A.
Reyes-Valdes, S.
Muller, G.L. Rutili
España/
Marzo 2008
Metalurgia de la
soldadura
X*
Journal Coencia
Ergo sum
Minimización del error tipo
I en regresión lineal
múltiple
Dr. Manuel R. Piña
Monarrez
México
Enero 2008
Calidad y
Productividad
X*
Journal
Communication
in Statistics
Estimation of the k value
for a desire variance
reduction
Dr. Manuel R. Piña
Monarrez
Estados
Unidos
Enero 2008
Calidad y
Productividad
X*
IEEE Trans. Of
Neural
Networks
Neural network of
maximum sensibility Luis Torres-Treviño
USA/
Marzo 2008
Modelos de
procesos
X*
European
Journal of
operation
research
Modify ART for Group
Technology Formations
Elías Carrum-Siller,
Luis Torres-
Treviño, Pedro
Pérez-Villanueva
EUROPE/
Marzo 2008
Diseño de
celdas de
manufactura
Artículos Enviados
con Arbitraje Internacional * En revisión
X*
Rivista Italiana
della Saldatura
Correlation between
GMAW process and weld
quality parameters: a
neural network approach
applied in the automotive
industry
F.A. Reyes-Valdés1, L. Torres-
Treviño1, V.H. Lopez-Cortés1, F.
de la Cruz-Márquez1, F. Briceño-Ramirez2
ITALIA/
Febrero 2008
Metalurgia de la
soldadura
Total 6
* En revision

147
• Artículos con arbitraje internacional, participación en Congreso.
Asociada a EP Aceptado
Presen tado
En revisión
Congreso País/ Fecha
Nombre del Artículo Autor(es) Línea de
Investigación
X
17th
Internacional
Corrosion
Congress
USA/
Febrero 2008
Effect of Organics Inhibitors
on the Sour Service Carbon
Steel Corrosion Rate
C.T. Saucedo-
Salazar; F.A.
Reyes-Valdes
Deterioro de
materiales
X
17th
Internacional
Corrosion
Congress
USA/
Febrero 2008
The Impact of Residual
Stress of Welding to Pipe
API 5l X52 in the SSC
Susceptibility
V. Ventura-
Sobrevilla; F.A.
Reyes-Valdés
Deterioro en
Soldaduras
X
II Congreso
Internacional
de Metalurgia
y Materiales
México/
Marzo 2008
Análisis y mitigación de
defectos en la soldadura
para la fabricación de
calentadores de agua
F. S. Montejano,
G. García
Maestría en
Tecnología
de la
Soldadura
Industrial
X
IJIE (Las
Vegas)
Estados
Unidos/
Marzo 2008
ANOVA construction based
in the inverse of the
covariance matrix in multiple
linear regression
Dr. Manuel R.
Piña Monarrez
Calidad y
Productivida
d
X IJIE (Las
Vegas)
Estados
Unidos/ Marzo
2008
A note on confidence
intervals estimation for the
eigenvalues
Dr. Manuel R.
Piña Monarrez
Calidad y
Productivida
d
X IJIE (Las
Vegas)
Estados
Unidos/
Marzo 2008
Understanding and reducing
process variation on
manufacturing Applications
Lus Resendiz S.
Manuel R. Piña
M.
Pedro Pérez V.
Calidad y
Productivida
d
X IJIE (Las
Vegas)
Estados
Unidos/
Marzo 2008
Surface roughness
prediction modeling in
machining of Ti64 alloy
using neural network and
linear regression
Indira Escamilla,
Pedro Pérez V.
L. Torres
Optimización
de procesos
de
manufactura
Artículos con
Arbitraje Internaciona
l
X IJIE (Las
Vegas)
Estados
Unidos/
Multivariate non
parametrical control process
María E. Orzúa
G.
Calidad y
Productivida

148
Asociada a EP Aceptado
Presen tado
En revisión
Congreso País/ Fecha
Nombre del Artículo Autor(es) Línea de
Investigación
Marzo 2008 apply to stamping torque
converter 6L90
Manuel R. Piña
Monarrez
Luis M. Torres T.
d
X IJIE (Las
Vegas)
Estados
Unidos/
Marzo 2008
Optimization of the partial
likelihood breslow function
in cox model by hybrid
approach
David S.
González G.
Manuel R. Piña
Monarrez
Luis M. Torres T.
Calidad y
Productivida
d
X
Genetic and
Evolutionary
Computation
Conference
USA/
Enero 2008
Comparison between
several representations in
genetic algorithms to solve
1D cutting stock problems
Luis Torres-
Treviño
Optimización
de procesos
de
manufactura
X
Congreso de
Sistemas de
Innovación
para la
Competitividad
Tercera
Edición -2008
México
/Marzo 2008
Optimización de los
parámetros que determinan
la eficiencia de un modelo
preliminar de innovación
Rocio Paloma
Morales Valdes
y Luis Martín
Torres Treviño
Innovación
Tecnológica
X
Congreso
Internacional
sobre
Innovación y
Desarrollo
Tecnológico
México/
Marzo 2008
Simulación de un modelo
preliminar de innovación
Rocío Paloma
Morales Valdés,
Luis M. Torres
Treviño
Innovación
Tecnológica
X
Congreso
Internacional
sobre
Innovación y
Desarrollo
Tecnológico
México/
Marzo 2008
Diseño de un modelo
híbrido para la mejora de la
distribución de planta,
aplicado a una empresa de
muebles con cambios
frecuentes en sus modelos.
Adriana Borrego,
C. Sánchez,
P.Pérez
Innovación
Tecnológica
X
Congreso
Internacional
sobre
Innovación y
Desarrollo
Tecnológico
México/
Marzo 2008
Desarrollo de un modelo
dinámico para la
administración de
inventarios en una empresa
proveedora de la cadena de
suministro del clúster
automotriz de Coahuila: El
caso de Metal Work &
Stamping.
Ângela Ramírez,
C. Sánchez,
P.Pérez
Innovación
Tecnológica

149
Asociada a EP Aceptado
Presen tado
En revisión
Congreso País/ Fecha
Nombre del Artículo Autor(es) Línea de
Investigación
X
Congreso
Internacional
sobre
Innovación y
Desarrollo
Tecnológico
México/
Marzo 2008
Modelación con dinámica de
sistemas para la
comparación de políticas
que afectan la capacidad de
innovación en un centro de
investigación
Viridiana
Humarán S., Luis
M. Torres T.,
Cuauhtemoc
Sánchez R.,
Claudia A.
Gonzalez R.
Innovación
tecnológica
4 11 Total
* Por Publicar en memorias inextenso

150
Anexo 5

151
Proyectos de Investigación, desarrollo tecnológico e innovación vinculados a la industria y asociados a Estudios de Posgrado.
a) Programa de Posgrado Interinstitucional en Ciencia y Tecnología (PICyT):
Generación 2002 (Alumnos atendidos, vigentes)
ALUMNO
NOMBRE DEL
PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Eduardo
Marroquín Prado
Mejora de la Calidad
Dimensional de Productos
en un Proceso Industrial
Multivariado.
Daimler
Chrysler
Sep
(2002)
Marzo
(2008)
Doctorado
Dr. Mario
Cantú
Sifuentes
Sergio Manuel
Ramírez
Campos
Desarrollo de un sistema
de ayuda para mejorar la
reactividad de un sistema
de manufactura.
Daimler
Chrysler
Sep
(2002)
Marzo
(2008)
Doctorado
Dr. Miguel
Cedillo
Campos
Federico
Zertuche Luís
Análisis de Sensibilidad en
el Control No paramétrico
de procesos.
SACHS
Automotive
México
Sep
(2002)
Marzo
(2008)
Doctorado
Dr. Mario
Cantú
Sifuentes
Georgina Solís
Rodríguez
Sistema de aseguramiento
de la integridad
dimensional de un
producto utilizando
técnicas
neuroestadísticas.
Daimler
Chrysler
Sep
(2002)
Marzo
(2008) Doctorado
Dr. Humberto
Madrid de la
Vega

152
Generación 2004 (Alumnos atendidos, vigentes)
ALUMNO
NOMBRE DEL
PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Claudia Teresa
Saucedo Salazar
Determinación del
Mecanismo de
Protección de los
Inhibidores como
Barreras de Hidrógeno
en Aceros al Carbono.
COMIMSA Ene
(2004)
Ene
(2008) Doctorado
Dr. Felipe
Arturo Reyes
Valdés
Generación 2005 (Alumnos atendidos, vigentes)
ALUMNO
NOMBRE DEL
PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Cuauhtemoc
Sánchez
Ramírez
Sistema dinámico de
evaluación logística
en una red regional
de
aprovisionamiento
automotriz
COMIMSA Sep
(2005)
Sep
(2009) Doctorado
Dr. Miguel
Gastón
Cedillo
Campos
María Teresa
Rodríguez
Arévalo
Optimización de la
línea de producción
de volantes de la
empresa KS
CENTOCO
KS-CENTOCOSep
(2005)
Agosto
(2008) Maestría
Dr. Luis
Martin Torres
Treviño
José Alfredo
Campos
Rangel
Evaluación y
optimización de
Layout para el
proceso de
materiales resiste
CATERPILLARSep
(2005)
Agosto
(2008) Maestría
Dr. Miguel
Gastón
Cedillo
Campos
Lourdes
Haydee García
Espinosa
Mejora de la
reactividad
productiva a través
de la programación
dinámica de la
producción: El caso
de Zinc Brigth
Tecnologies
CATERPILLARSep
(2005)
Agosto
(2008) Maestría
Dr. Miguel
Gaston
Cedillo
Campos

153
ALUMNO
NOMBRE DEL
PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Alejandro
Cheang
Martínez
Optimización de la
Admón. del
mantenimiento
preventivo de fosas
de concreto armado
en el área de
electrólisis en planta
de Zinc
MET-MEX
PEÑOLES
Sep
(2005)
Agosto
(2008) Maestría
Dr. Jorge
Leobardo
Acevedo
Davila
Julio Valdez
Cuellar
Optimización del
proceso de
refinación de plata
mediante el
incremento de la
vida útil de los
hornos tipo rotatorio
MET-MEX
PEÑOLES
Sep
(2005)
Agosto
(2008) Maestría
Dr. Felipe
Arturo Reyes
Valdés
Generación 2006 (Alumnos atendidos, vigentes)
ALUMNO
NOMBRE DEL PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Javier
Alejandro
Herrera
Zamora
Optimización del proceso de
planeación de operaciones DEACERO
Sep
(2006)
Agosto
(2008) Maestría
Dr. Luis
Martin Torres
Treviño
Elías
Gabriel
Carrúm
Siller
Metodología para formar grupos
tecnológicos en la industria textil
Industrias
Karrum,
S.A. de
C.V.
Sep
(2006)
Jul
(2010) Doctorado
Dr. Luis
Martín Torres
Treviño

154
Generación 2007 (Alumnos atendidos, pendientes de obtener su grado académico)
ALUMNO
NOMBRE DEL
PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Indira Garay
Escamilla
Salazar
Diseño inteligente para
optimizar la integración
de una celda de
manufactura
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dra Patricia
Zambrano
Robledo.
Nelda J.
Gámez
Treviño
Desarrollo de modelos
de optimización y
confiabilidad para los
componentes de un
sistema FPSO
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dr. Manuel
Román Piña
M.
David S.
González
Gonzalez
Metodología para la
incorporación de los
efectos que el medio
ambiente operacional
tiene sobre la
confiabilidad de un
sistema
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dr. Manuel
Román Piña
M.
Ignacio Dávila
Ríos
Simulación de procesos
automatizaos de
soldadura
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dr. Luis
Martin Torres
Treviño
Rolando
Javier Praga
Alejo
Optimización de
procesos de soldadura
mediante el uso de
sistemas inteligentes
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dr. Luis
Martin Torres
Treviño
Bernardo
González Ortiz
Modelación de la
influencia de crudos
pesados con alto
contenido de azufre en
el deterioro de equipos
de refinación
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dr. Felipe
Arturo Reyes
Valdés
Claudia
Alejandra Ruiz
Diseño de un sistema
logístico de soporte al
comercio electrónico
para la industria
automotriz en la región
Coahuila Sureste
COMIMSA
Enero
(2007)
Enero
(2011) Doctorado
Dr. Miguel
Gastón
Cedillo
Campos

155
ALUMNO
NOMBRE DEL
PROYECTO EMPRESA INGRESO EGRESO NIVEL
TUTOR
ACADEMICO
Nora Hilda
Linares
Martinez
Optimización de
sistemas mecánicos de
balanceo en lavadoras
automáticas
MABE Enero
(2007)
Enero
(2009) Maestría
Dr. Felipe
Arturo Reyes
Valdes
Adriana
Alejandra
Borrego
Rediseño del proceso
de ensamble en la
empresa Palliser Planta
Saltillo Leather
PALLISEREnero
(2007)
Enero
(2009) Maestría
Dr. Pedro
Perez
Villanueva.
María Elena
Orzúa
Gonzalez
Reducción de la
variación del proceso de
estampado aplicando la
metodología de
superficies de respuesta
y redes neuronales
SACHS
Automotive
Enero
(2007)
Enero
(2009) Maestría
Dr. Manuel
Román Piña
M.
Rocío Paloma
Morales
Valdés
Modelo preliminar de un
sistema de innovación
estatal: El caso
Coahuila.
COMIMSAEnero
(2007)
Enero
(2009) Maestría
Dr. Luis
Martin Torres
Treviño
Luis Resendez
Zamudio
Desarrollo de modelo de
calidad para la
introducción de nuevos
productos
MABE Enero
(2007)
Enero
(2009) Maestría
Dr. Manuel
Román Piña
M.
Ángela Dariela
Ramirez
Benítez
Implementación de un
sistema de inventarios
utilizando la
metodología de
dinámica de sistemas
caso: Metalwork &
Stamping
Metalwork
&
Stamping
Septiembre
(2007)
Agosto
(2009) Maestría
Dr. Pedro
Perez
Villanueva
Viridiana
Humaran
Sarmiento
Comparación de
políticas de un sistema
estatal de innovación,
con modelación a base
a Dinámica de Sistemas
caso: Coahuila.
COMIMSA Septiembre
(2007)
Agosto
(2009) Maestría
Dr. Luis
Marín Torres
Treviño
b) Tecnología de la Soldadura Industrial

156
Programa de Especialización Generación 2003 (Alumnos atendidos, pendientes de obtener diploma de especialidad)
ALUMNO NOMBRE DEL PROYECTO EMPRESA TUTOR ACADÉMICO
Francisco Javier Rocha
Garza
Desarrollo de Manuales de
Capacitación para soldadores e
inspectores en los procesos de
soldadura de: SMAW, SAW,
GTAW, FCAW y GMAW.
Enertech
Fabricaciones S.A.
de C.V.
Dr. Alejandro
Garza Gómez.
Sergio Arellano Carrera
Ventajas del sistema de soldadura
GMAW-TANDEM sobre el sistema
semiautomático GMAW estándar
(un solo alambre).
MAGNA FORMEX M.C José Ángel
Reyes Dávalos.
Ignacio Javier González
Ordaz.
Recuperación de piezas de acero
bajo carbono. Jonh Deree - ITS
Dr. Alejandro
Garza Gómez.
Juan Antonio Lara
Magallanes
Aplicación de la inspección
basada en riesgo en la fabricación
y reparación por soldadura de
recipientes sujetos a presión
instalados en plantas criogénicas.
COMIMSA M.C Gabriel García
Cerecero.
Jesús García Ortiz
Aplicación del concepto RBI en
estructuras soldadas de mástiles
de perforación de pozos
petroleros terrestre.
COMIMSA Dr. Eduardo
Valdés.

157
Generación 2004 (Alumnos atendidos, pendientes de obtener diploma de especialidad)
ALUMNO PROYECTO EMPRESA TUTOR ACADEMICO
Sergio Armendáriz
Diseño de máquina de prueba
determinar temperatura de
transición dúctil-frágil en
uniones soldadas
COMIMSA
Dr. Marco Antonio L.
Hernández Rodriguez.
Raúl Ayala López
Soldabilidad de
superaleaciones base Ni (IN-
939) para aplicación en álabes
de turbina de gas Ruston
primer paso
COMIMSA Dr. Alejandro Garza
Gómez.
Generación 2005 (Alumnos atendidos, vigentes)
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR
ACADEMICO
Carlos Ascencio Brindis
Estudio y estado del arte en
automatización de procesos
de soldadura por resistencia
eléctrica
COMIMSA
Sep
(2005)
Vigente
Dr. Luis
Martin Torres
Treviño
Miguel Ángel Torres
Torres
Optimización del proceso de
soldadura SAW, en la
fabricación de tubería de
acero al carbono
PARTICULAR Sep
(2005) Vigente
M.C Gabriel
García
Cerecero
Raúl Everardo Galindo
Mier
Transformaciones de fase
mediante inoculación durante
el proceso de soldadura por
arco sumergido en la
fabricación de tubería de alta
resistencia para uso en
ambiente amargo
PARTICULAR Sep
(2005) Vigente
Dr. Felipe
Arturo Reyes
Valdés
Jorge Luis Martinez
Verastegui
Recuperación de Moldes de
acero H13 para la fabricación
de corazones de arena
mediante procesos de
soldadura de arco
NEMAK Sep
(2005) Vigente
Dr. Alejandro
Garza
Gomez

158
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR ACADEMICO
Francisco Javier Delabra
Rodríguez
Optimización de recuperación
de piezas de hierro gris por
soldadura en horno
(oxiacetileno)
CIFUNSA Sep
(2005) Vigente
M.C Gabriel
García
Cerecero
Generación 2006 (Alumnos atendidos – graduados) ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR
ACADEMICO
José Antonio Salazar
Garrido
Identificación del tamaño de
grano mediante técnicas no
destructivas como ultrasonido,
en uniones soldadas de puentes.
COMIMSA - IMTSep
(2006)
Enero
(2008)*
M.C Gabriel García
Cerecero
Francisco Samuel
Montejano Mendoza
Control de calidad de las
uniones soldadas por resistencia
puntual en aceros avanzados
ferritico-martensiticos.
COMIMSA Sep
(2006)
Enero
(2008)*
M.C Gabriel
Garcia C.
COMIMSA
Arturo Novales Rosales
Efecto de las variables de
proceso con las propiedades de
uniones soldadas para aceros
inoxidables martensiticos.
TUMINSA / OSUSep
(2006)
Enero
(2008)*
Dr. Felipe
Arturo Reyes
Valdes
Victor Manuel Ventura
Sobrevilla
Impacto de las distorsiones
generadas durante el proceso de
expansión en la fabricación de
tuberías de conducción soldadas
con doble arco sumergido.
TUBACERO /
OSU
Sep
(2006)
Enero
(2008)*
Dr. Felipe
Arturo Reyes
Valdes
Misael Hernandez Brito
Simulación del proceso de
soldadura smaw en piezas de
acero al carbono media aleación
(aisi 4140).
COMIMSA,
(Gerencia de
Manufactura)
Sep
(2006)
Enero
(2008)*
Dra. Ana Ma.
Arizmendi
Morquecho
Reyna Areli Vazquez
Aguilar
Proceso de soldadura brazing en
uniones cerámico metal.
COMIMSA,
(Gerencia de
Manufactura)
Sep
(2006)
Febrero
(2008)*
Dr. Jorge L.
Acevedo
Davila

159
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR ACADEMICO
Alejandro Hernandez
Briones
Desarrollo de un procedimiento
para simulación del proceso de
soldadura SMAW aplicando el
software sysweld.
COMIMSA Sep
(2006)
Febrero
(2008)*
M.C Gabriel
García
Cerecero
Pedro Marines García
Estudio de recuperación de
piezas de hierro nodular con
diferentes materiales de aporte
por soldadura SMAW.
COMIMSA Sep
(2006)
Abril
(2008)*
M.C. Jesús
Castillo T.
Rosa Ma. Aguilar
Gonzalez
Análisis y alternativas de
solución para distorsión en
aceros al carbono: un enfoque
cuantitativo y cualitativo.
CATERPILLAR Sep
(2006)
Abril
(2008)*
M.C Gabriel
Garcia C.
Marcos Góngora
Hernandez
Análisis de falla en soldadura
por arco sumergido (SAW) en
filtros de aceite para
locomotoras.
CAMFIL FARR.
Sep
(2006)
Febrero
(2008)*
M.C Gabriel
Garcia
Cerecero
Miguel Angel Buenrostro
Guzman
Optimización del proceso
brazing en uniones de tubing de
aluminio para la industria
automotriz
COOPER
ESTÁNDAR
AUTOMOTIVE.
Sep
(2006)
Febrero
(2008)*
Dra. Ana
Arizmendi
Morquecho
Enrique Lopez Villarreal
Efecto de las variables de los
procesos GTAW y SMAW sobre
la reparación de moldes de
aleación c99350 (cu-ni-al).
VITRO Sep
(2006)
Febrero
(2008)*
Dr. Felipe
Arturo Reyes
Valdes
Juan Alfonso Martinez
Fraustro
Proceso de soldadura láser caso
de estudio: unión de láminas de
diferente espesor de acero bajo
carbono mediante el proceso de
soldadura láser de CO2.
COMIMSA Sep
(2006)
Abril
(2008)*
Dr. Jorge L.
Acevedo
Davila
* Alumnos Graduados en el presente período
Generación 2007 (Alumnos atendidos – vigentes)

160
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR ACADEMICO
Edgar Daniel
Aguilar
Estudio metodológico para
reparación de defectos
mediante soldadura de
gasoductos "en servicio"
Por definir Septiembre 2007Agosto
2008
Dra. Alicia
Rodriguez Pulido
Francisco
Cepeda
Rodriguez
Optimización de los
parámetros involucrado en
el proceso de soldadura por
rayos láser.
Por definir Septiembre 2007Agosto
2008
Dr. Jorge
Leobardo
Acevedo Dávila
Gerónimo Rivera
Determinación de
parámetros de Soldadura
por el proceso GTAW en la
recuperación de flecha de
acero 4340 utilizando
simulación.
COMIMSA Septiembre 2007Agosto
2008
Dra. Ana Ma.
Arizmendi
Morquecho
Gladys Yerania
Pérez Medina
Estudio de la soldabilidad
de aceros avanzados de
alta resistencia (AHSS)
martensiticos doble fase y
Trip.
Por definir Septiembre 2007Agosto
2008
Dr. Felipe Arturo
Reyes Valdes
Isidro Guzmán
Flores
Evaluación de propiedades
mecánicas de uniones por
brazing de superaleaciones
base Niquel
Por definir Septiembre 2007Agosto
2008
Dr. Alejandro
Garza Gomez
Jaime Hernández
Ramos
Caracterización de micro
estructuras en soldadura de
superaleaciones base
Níquel
Por definir Septiembre 2007Agosto
2008
M.C Juan
Francisco Reyna
Valdez
Josue García
Navarro
Estudio de recuperación de
componentes de hierro alto
cromo mediante el proceso
de soldadura por electrodo
revestido
Por definir Septiembre 2007Agosto
2008
M.C Gabriel
Garcia Cerecero
Juan Bosco
Chaparro Valdez
Análisis y mitigación de
defectos en soldadura de
convertidor de torque con
fugas en cordón periférico
de soldadura.
ZACHS
AUTOMOTIVESeptiembre 2007
Agosto
2008
Dr. Benjamín
Vargas Arista

161
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR ACADEMICO
Juan Luis Alcalá
López
Evaluación de la calidad de
la soldadura por el proceso
de arco sumergido en
aceros estructurales.
Por definir Septiembre 2007Agosto
2008
M.C Mario
Francisco Trejo
Aguirre
Ismael Estrada
Guerrero
Optimización del proceso de
soldadura GMAW en
uniones estructurales
POWER
BRACE Septiembre 2007
Agosto
2008
Dr. Benjamín
Vargas Arista
Programa de Maestría
Generación 2007 (Alumnos atendidos – vigentes)
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR
ACADEMICO
Germán León Lara
Efecto del empleo de corrientes
pulsadas en el proceso
GMAW,sobre la suseptibilidad al
HIC en soldaduras
circunfenciales de tubería para
ambiente amargo.
COMIMSA Septiembre
2007
Agosto
2008
Dr. Jorge L.
Acevedo
Davila
Armando García
Sanchez
Optimización de los parámetros
de soldadura para un acero
A487 utilizando el proceso
GMAW.
COMIMSA Septiembre
2007
Agosto
2008
M.C Mario
Francisco
Trejo Aguirre
Victor Manuel Ventura
Sobrevilla
Impacto de las distorsiones
generadas durante el proceso
de expansión en la fabricación
de tuberías de conducción
soldadas en doble arco
sumergido.
COMIMSA
TUBACERO
Septiembre
2007
Agosto
2008
Dr. Felipe
Arturo Reyes
Valdes
Juan Francisco Reyna
Valdés
Efecto de las variables de
proceso brazing para
reestructuracion de
componentes de turbina de gas,
en los parámetros metalúrgicos
y propiedades mecánicas.
COMIMSA Septiembre
2007
Agosto
2008
Dra. Ana Ma.
Arizmendi
Morquecho
José Antonio Salazar
Garrido
Estudio micro estructural
mediante ultrasonido de las
propiedades de fatiga en una
COMIMSA Septiembre
2007
Agosto
2008
M.C Gabriel
García
Cerecero

162
ALUMNO PROYECTO EMPRESA INGRESO EGRESO TUTOR ACADEMICO
unión de soldadura.
Victor Hugo López
Cortes
Soldabilidad en aceros ultra
resistencia UHSS tipo
martensiticos mediante
soldadura de puntos por
resistencia RSW en
componentes automotrices.
MAGNA FORMEXSeptiembre
2007
Agosto
2008
Dr. Felipe
Arturo Reyes
Valdes
Arturo Alejandro
Novales Rosales
Optimización de materiales y
procesos de soldadura para
sistemas de control de emisión.
CATERPILLAR Septiembre
2007
Agosto
2008
Dr. Felipe
Arturo Reyes
Valdes
Francisco Samuel
Montejano Mendoza
Análisis y mitigación de defectos
en la soldadura por arco
sumergido (SMAW) para la
fabricación de calentadores de
aguas.
REENH Septiembre
2007
Agosto
2008
M.C Gabriel
García
Cerecero
Misael Hernandez Brito
Estudio de los parámetros del
proceso Brazing en uniones
base cobre.
WIRPOOL Septiembre
2007
Agosto
2008
Dra. Ana Ma.
Arizmendi
Morquecho
Fernando Macias Lopez
Estudio de las variables
implicitas en el proceso de
soldadura húmeda en materiales
de acero al carbono.
COMIMSA
Septiembre
2007
Agosto
2008
Dr. Jorge L.
Acevedo
Davila

163
Anexo 6

164
Estudiantes en Desarrollo Profesional por Tiempo Definido Enero – Marzo
Alumnos de Pre-grado a) Práctica Profesional.
NOMBRE AREA ASIGNADO NOMBRE TUTOR INSTITUCIÓN
Jesús Daniel González Obregón Ingeniería de Manufactura Ing. Gilberto García Treviño Instituto Tecnológico de Saltillo
Julieta Bautista de la Cruz Planeación y Vinculación Ing. Héctor Hernández Pelcaste Instituto Tecnológico de Saltillo
Alfredo Pérez Pérez Ingeniería Ambiental Ing. Martín Molina UAAAA "Antonio Narro"
Ilse Liliana Ramirez Sanchez Planeación y Vinculación Ing. Héctor Hernández Pelcaste Instituto Tecnológico de Saltillo
Olivia Ivone Panuco Valdés Ingeniería de Manufactura M.C. Juan Francisco Reyna Instituto Tecnológico de Saltillo
Nadia Vianey Hernández Galindo Desarrollo Humano Lic. Irma A. González Wong UVM
Martha Dianely Solís García Ingeniería de Manufactura Ing. Gilberto García Treviño Instituto Tecnológico de Saltillo
Oscar Dávila Velderrain Ingeniería de Manufactura Ing. Jorge Zavala Padrón Instituto Tecnológico de Saltillo
Adrián Cermeño Vázquez Planeación y Vinculación Ing. Mario Lara Gamez Instituto Tecnológico de Saltillo
Iván Israel Rodríguez Ruvalcaba Desarrollo Humano M.C. Juan Carlos Cisneros Torres Instituto Tecnológico de Saltillo
Carlos Cesar Chávez Santibáñez Gerencia de Ingeniería de Manufactura
Ing. Higinio de los Reyes Palacios Instituto Tecnológico de Saltillo
Maria Fernanda García García Ingeniería de Manufactura Ing. Gerónimo Rivera Alejandro Instituto Tecnológico de Saltillo
Jorge Carlos Vega del Bosque Desarrollo Tecnológico Ing. Julio Arnoldo Flores Instituto Tecnológico de Saltillo
Silvia Lorena Leija Martínez Desarrollo Humano Lic. Irma A. González Wong Instituto Tecnológico de Saltillo
José Manuel Valdez Ugalde Ingeniería de Manufactura Ing. Jorge Dávila Zavala Instituto Tecnológico de Saltillo
Lidia Sarai Ojeda Rueda Desarrollo Tecnológico Lic. Claudia Arcelia Siller Calderón
Universidad Autónoma del Noreste
Luciano Daniel Guerrero Cavaría Ingeniería de Manufactura Ing. Guillermo Canales CEBETIS 97
Guillermo Adrián Guerrero Martínez Recursos Materiales Lic. Hiram Guillermo Jaime León CETIS 48
Alejandro Rodríguez Tovar Ingeniería de Materiales Ing. Sergio Cenovio Armendáriz CETIS 48
Elena Elizabeth Contreras Alvarado Ingeniería de Manufactura Ing. Ezequiel García Lucio CEBETIS 97

165
b) Servicio Social.
NOMBRE
AREA ASIGNADO
NOMBRE TUTOR
INSTITUCIÓN
Luis Enrique Tovar Huerta Desarrollo Tecnológico Dr. Jorge Leobardo Acevedo Dávila UVM
Luis Edgardo Rosillo Villagómez Desarrollo Tecnológico Dr. Jorge Leobardo Acevedo Dávila UVM
Visitas Guiadas
Enero – Marzo 2008
INSTITUCIÓN FECHA VISITA AREA OBJETIVO
TOTAL ALUMNOS
Universidad Tecnológica de Coahuila
18 Enero 2008 Laboratorio de Pruebas Mecánicas
Que el Alumno conozca el Equipo de Pruebas de Ensayo de Materiales del
Laboratorio de la Empresa. 25
Universidad Tecnológica de
Coahuila 21 Febrero 2008 Laboratorio Móvil de
Monitoreo Ambiental
Que el Alumno Conozca como funciona un Laboratorio de Monitoreo
Ambiental 20
TOTAL 45

166
Anexo 7