control de calidad interno
TRANSCRIPT

“Control Interno de la Calidad en el Laboratorio Clínico y
Banco de Sangre: ”
Erik Mendoza Sedeño
EL CONTROL DE LA CALIDAD NO ES UNA CACERIA DE BRUJAS,….. ES UNA OPORTUNIDAD DE
MEJORA!!
Si quieres tener enemigos, dedícate al control de la calidad.

Nuestra realidad
Formación académica con muchas debilidades en control de la calidad.

• NormaKvidad que desconoce la naturaleza y minuciosidad de los procesos del laboratorio clínico, de cómo medirlos y de su gran impacto en la atención integral de salud.
Nuestra realidad

Un mecanismo de vigilancia poco enriquecedor, que nos lleva a maquillar la verdad y ocultar nuestras debilidades, sin
reconocer áreas de oportunidad.
Nuestra realidad

¡¡¡NUESTRA REALIDAD!!!

Modelo mental, que hasta la fecha, se ha caracterizado acKtudes inadecuadas;
cuando actualmente se requiere de trabajar en equipo, relaciones de confianza responsables. Modelo que sólo se logra mejorar con
capacitación.
Nuestra realidad

Definiciones • Calidad – Grado en el cual un conjunto de caracterísKcas inherentes cumplen con los requisitos (ISO 9000).
• Aseguramiento de la calidad – Parte de la gesKón de la calidad orientada a proporcionar confianza en que se cumplirán los requisitos de la calidad (ISO 9000).
• Control de la Calidad – Parte de la gesKón de la calidad orientada al cumplimiento de los requisitos de la calidad (ISO 9000).

Definiciones Requisitos de la calidad
Lo que el cliente (paciente) y el usuario (médico) esperan del laboratorio
1) Resultado confiable
2) Resultado entregado a Kempo

Definiciones Indicadores de calidad – Observaciones, estadís7cas, o datos definidos por la organización o servicio los cuales 7pifican el desempeño de un proceso de trabajo dado y brindan evidencia de que la organización o servicio saKsface sus intenciones de calidad (AABB).



El Sistema de GesKón de Calidad más empleado es el descrito en la norma ISO 9001.
Por otro lado la ISO 15189 que especifica los
requisitos parKculares relacionados con la calidad y con la competencia técnica para Laboratorios
clínicos.
Gestión de la Calidad
ISO 9001
Control de la Calidad

¿Que se requiere para implementar un sistema de control de la Calidad?
Laboratorio -‐ Personal (Capacitado, moKvado) -‐ Autoridades -‐ Instalaciones -‐ Equipamiento
Proveedor del sistema de control -‐ Lotes con caducidades amplias -‐ Sodware – ConecKvidad -‐ ComparaKvos Interlaboratorios -‐ Personal capacitado -‐ Seguimiento

¿Que se requiere para implementar un sistema de control de la Calidad? Proveedor de Insumos -‐ Lotes con caducidades amplias (ReacKvos, Calibradores, etc) -‐ Buenos Instrumentos -‐ Personal capacitado (Ingenieros y Asesores) -‐ Compromiso, Seguimiento, Cumplimiento.
InformáKca -‐ Buenos equipos de computo -‐ Red Intralaboratorio e Internet -‐ Soporte

ObjeKvos de un Sistema de la Calidad
• Detectar errores (SistemáKcos/Aleatorios) sistema de alarmas
• Bajar costos
• Credibilidad al laboratorio
• Beneficios al paciente
Aquí se muestra los costos ahorrados debido a la eliminación de repeticiones generados por falsos rechazos debidos al uso de la regla 1:2 s y evaluando el mismo número de corridas de control.
Los costos mostrados son originados de la suma de costo de producto por repetición X No de cambios X No de niveles X dias de pruebas X Pfr por regla X No de pruebas usando ésta regla.

Come on! It can‘t go
wrong every time... Vamos!!!!, no podemos
fallar en todas...
Laboratorio Clínico
¿?

CALIFICACIÓN DE EQUIPOS
VERIFICACION DE METODOS
CONTROL INTERNO DE LA CALIDAD
CONTROL EXTERNO DE LA CALIDAD

En la terminología del lab clínico, suele dis7nguirse entre CIC y CEC.
Aunque la sistemá7ca de ambos es similar, sus obje7vos son diferentes.
CIC ProspecKvo y pretende detectar errores inadmisibles en el
proceso analíKco. Precisión del sistema (estabilidad) CEC RetrospecKvo y permite comprobar la veracidad de los
procedimientos de medida o comparar los resultados de diferentes laboratorios.

Comparación de sistemas
CEC
CIC

Metrología de los procedimientos de medida Para conocer el valor de una magnitud se emplea: Proceso de
Medida.
Los resultados obtenidos son una esKmación del valor del mensurando.
Tal esKmación conKene un Error de medida
Nota: Es la diferencia entre el valor obtenido y el valor verdadero del mesurando.
Tiene dos componentes: Error Aleatorio y Error Sistemá7co

Bias ó Sesgo SD ó CV
Metrología de los procedimientos de medida

Precisión. Revisión diaria
Liberación de corridas analíticas. Veracidad. Comparativo interlaboratorios
Comprobación de la estabilidad del sistema

“Materiales de Control”

Caracterís7cas de un Control Ideal
• Copiar la matriz y viscosidad de las muestras de pacientes.
• Ser tan sensible (ksica y químicamente) a los cambios en el sistema analíKco como las muestras de pacientes.
• Contener la mayor canKdad posible de analitos en un solo vial.
• Concentraciones para los analitos próximas a niveles de decisión médica.

CaracterísKcas de un Control Ideal
• Lotes disponibles de largo vencimiento.
• Ser estable antes y después de abrir cada vial.
• Ser fácil de usar.
• Tener una buena relación costo beneficio.
• 3ª opinión

ESTADISTICA BÁSICA

La Media
– Es la mejor es7mación del valor verdadero del analito para un nivel de control específico.
– Error Sistemá7co – Se calcula sumando los valores medidos y dividiendo por el total de mediciones en el grupo:
(Xi) n
X= _

Error SistemáKco -‐ Error que se produce en una dirección y que provoca un desplazamiento (Bias o sesgo) de la media de una distribución de su valor real. -‐ Distribución Central. Proporcional (Depende de la concentración) Constante (No depende de la concentración)
www.westgard.com
Valor Verdadero
Media Observada
Sesgo

La Desviación Estándar 1) Estadís7ca que cuan7fica la dispersión de valores dentro de una
serie especifica de valores; 2) Es una medida de imprecisión o error aleatorio en unidades de
concentración.
Media Observada
Error Aleatorio

Creación de una Gráfica de Levey-‐Jennings
La gráfica de Levey-‐Jennings se usa para graficar valores de control de la calidad sucesivos; se crea una gráfica para cada prueba y nivel de control; el primer paso es calcular los límites de decisión.
Walter Shewhart desarrollo las gráficas estadísKcas en 1924, sin embargo son conocidas como Gráficas de Levey-‐Jennings.
Recolección de datos -‐ 20 mediciones durante 2 semanas o 10 días de trabajo. -‐ OpKmo: 20 mediciones durante 4 semanas o 20 días de trabajo. -‐ Períodos más cortos: Se subesKma el SD.
Creación de una Gráfica de Levey-‐Jennings

¿Cuántos puntos necesito para establecer una media?
Performance Driven Quality Control Zoe C Brooks
“8”

¿Cuántos puntos necesito para establecer mi desviación estándar?
Performance Driven Quality Control Zoe C Brooks
“20”

Premisas Hemos seleccionado el material de control Hemos establecido la media Hemos establecido la desviación estándar
Creación de una Gráfica de Levey-‐Jennings

212
208
204
200 196
192
188
+3SD
+2SD
+1SD
MEDIA -1SD
-2SD
-3SD

• Los puntos con alarmas no deben eliminarse dándose dos situaciones:
• Una alarma verdadera, con una causa asignada seguida de una medida correcKva (se grafica, se registra el error pero no se incorpora el valor a la estadísKca) OUTLIER
Consideraciones muy mportantes

Unity Real Time ®

Una alarma sin causa asignada ni medida correcKva (se grafica y se suma a la estadísKca)
Consideraciones muy Importantes
Unity Real Time ®


Creación de una Gráfica de Levey-‐Jennings
Uso de una Gráfica de Levey-‐Jennings
Se pueden detectar errores:
Aleatorios y sistemá7cos
Aleatorio: Resultado de una medición menos la media de un número infinito de mediciones del mismo mensurando efectuadas estas en condiciones de repe7bilidad.
[MNX-‐Z-‐055-‐IMNC]
Aleatorios: Es cualquier desviación respecto a un resultado esperado; existen errores aleatorios aceptables e inaceptables.


SistemáKco: Media que resulta de un número infinito de mediciones del mismo mensurando efectuadas bajo condiciones de repe7bilidad, menos un valor verdadero del mensurando.
[MNX-‐Z-‐055-‐IMNC]
SistemáKcos: Se manifiestan como un cambio en la media de los valores de control (Tendencia ó Desplazamiento).
Uso de una Gráfica de Levey-‐Jennings

Error sistemáKco -‐ Desplazamiento Un cambio repenKno y finalmente estable en los valores
de control y posiblemente en los valores de los pacientes; Un Kpo de error sistemáKco. Los cambios abruptos en la media de control. Se representan como un cambio posiKvo o negaKvo repenKno y pronunciado en el desempeño del sistema de análisis

Error sistemáKco -‐ Tendencia Una tendencia indica una perdida gradual de la confiabilidad del sistema de análisis. Usualmente las tendencias son suKles.

Asignación de Media
“Las reglas de Westgard detectan variaciones en el desempeño alrededor de la media”
Decisiones incorrectas
“Si la media asignada a la gráfica de control no representa la media actual, las reglas de Westgard no funcionan
correctamente”

Asignación de Media
Media Incorrecta y Alarmas Falso posiKvo
Media Asignada: 99 Desviación Estándar:1 Alarmas: 9
Media Asignada: 100 Desviación Estándar:1 Alarmas: 0
Performance Driven Quality Control Zoe C Brooks

Asignación de Media
Media Incorrecta y Falsos Nega7vos
Media Asignada: 99 Desvío estándar:1
Media Asignada: 100 Desvío estándar:1
Performance Driven Quality Control Zoe C Brooks

Asignación de la Desviación Estándar
Desviación Estándar asignada demasiado amplia “Inserto del Fabricante”
Más del 68 % de los puntos +/- 1 desviación estándar Performance Driven Quality Control Zoe C Brooks

Asignación de la Desviación Estándar Desviación Estándar asignada demasiado amplia
“Detección de Errores Aleatorios”
Performance Driven Quality Control Zoe C Brooks
Media Asignada: 100 Desvío estándar:2,5
Media Asignada:100 Desvío Estándar:1,0
Cambio Cambio

MUY IMPORTANTE
MUCHO CUIDADO AL USAR LA MEDIA Y LA DESVIACION ESTANDAR
DEL INSERTO PARA HACER SUS GRÁFICAS DE LEVEY-‐JENNINGS

¿PREGUNTAS?

Definiciones Requisitos de la calidad
Lo que el cliente (paciente) y el usuario (médico) esperan del laboratorio
1) Resultado confiable
2) Resultado entregado a Kempo

Bias ó Sesgo SD ó CV
Metrología de los procedimientos de medida
Requerimientos de la Calidad
Son especificaciones acerca de la tasa de error que puede ser permiKda en un método analíKco sin invalidar la uKlidad clínica del resultado.
ETmp ó TEa Error Total máximo permiKdo

Tablas de Requisitos de la Calidad

Tablas de Requisitos de la Calidad
Dr. David Rhoads www.dgrhoads.com Dr.. James Westgard www.westgard.com

ERROR TOTAL
ERROR TOTAL = E S + E A
ERROR TOTAL = SESGO + (CV) Z
Z= 1.65
2.0
2.33
Error Total TEa Aceptable < Error Total TEa Rechazado >
TE: Error Total TEa: Requerimiento de Calidad
Requerimientos de Calidad

Valor Verdadero
Requerimientos de la Calidad
CAMBIO
¿QUE PASA SI NO CONOZCO EL TEa?
Valor Verdadero
CAMBIO

TEa TEa Valor Verdadero
TEa TEa
TE TE
TE: Error Total TEa: Requerimiento de la Calidad
Requerimientos de la Calidad


TEa
TEa
TE < TEa TE > TEa

TEa
TEa
TE > TEa


TEa
TEa
TE < TEa TE > TEa

• Las estadísKcas del control de calidad reflejan efecKvamente el desempeño del método únicamente si hemos establecido que es un desempeño aceptable.
• Si no establecemos los requerimientos de calidad podemos ver que existe un cambio, pero no sabemos si podemos aceptar ese cambio o no.
Requerimientos de la Calidad

Grafico Integral de Control de la Calidad
Levey-‐Jennings y Error Total máximo permi7do
Media + % ETmp à Limite superior
Media -‐ %ETmp à Limite inferior
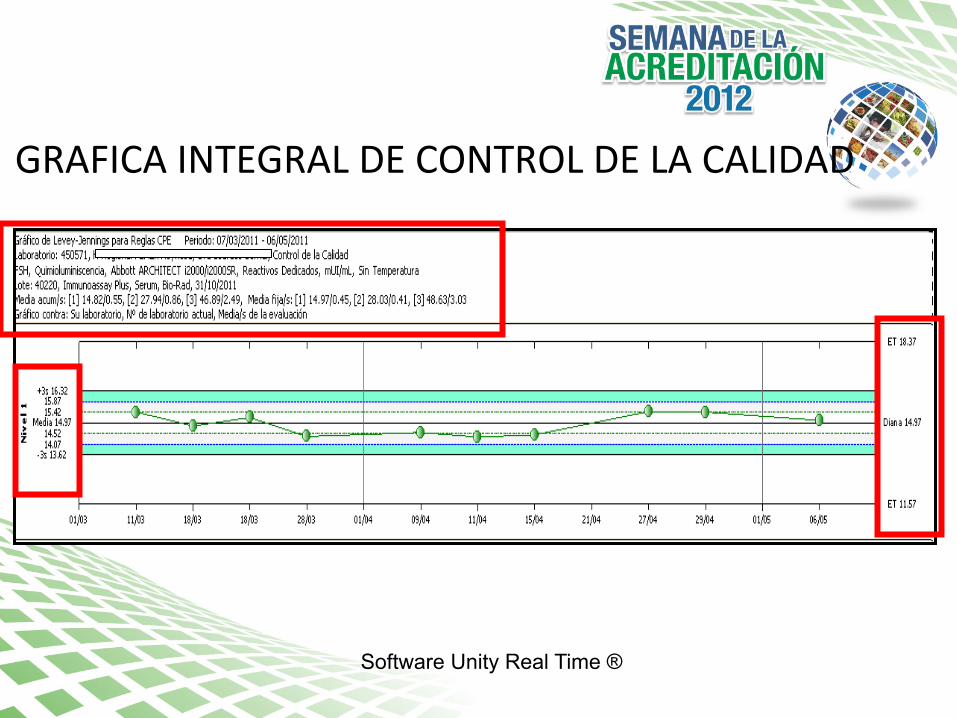
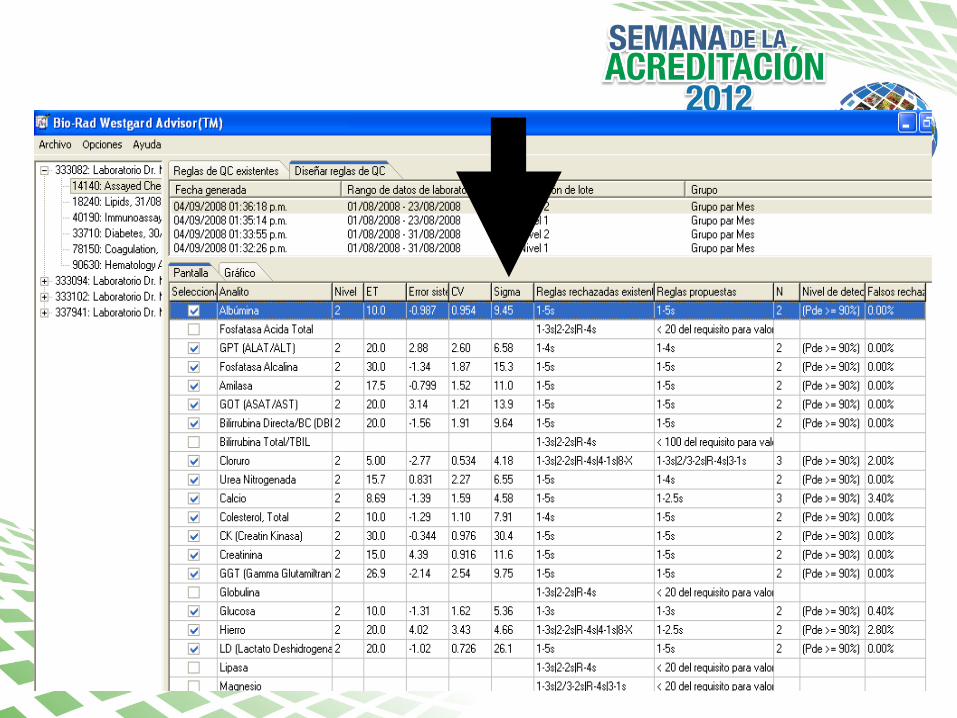
GRAFICA INTEGRAL DE CONTROL DE LA CALIDAD
Software Unity Real Time ®

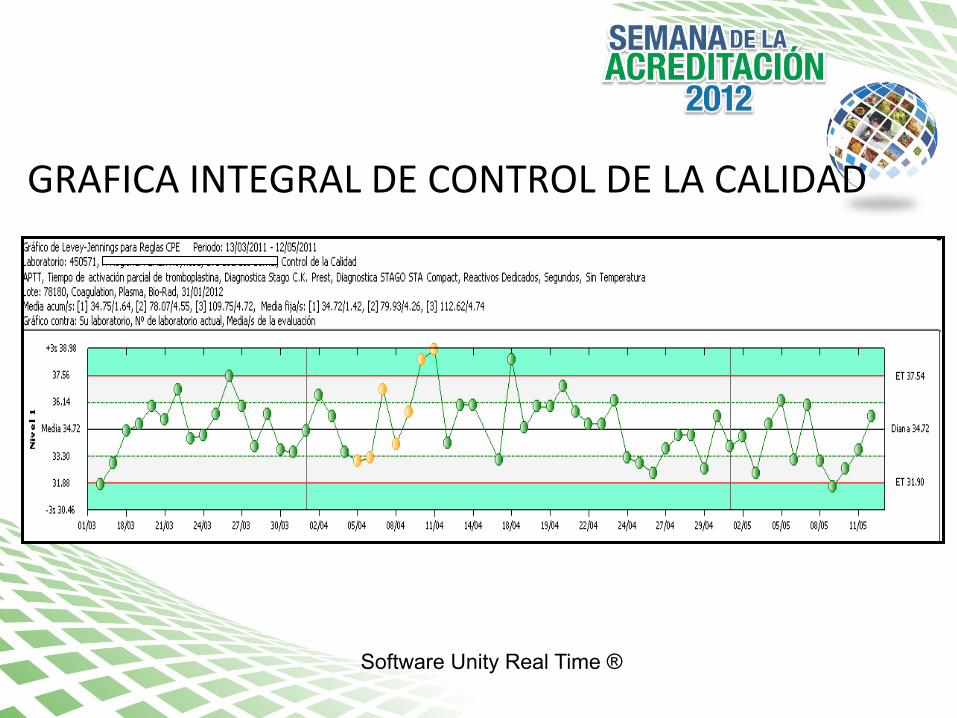
GRAFICA INTEGRAL DE CONTROL DE LA CALIDAD
Software Unity Real Time ®
GRAFICA INTEGRAL DE CONTROL DE LA CALIDAD
Software Unity Real Time ®

ESCOGER CORRECTAMENTE EL TEa Bilirrubina Directa
Software Unity Real Time ®

Algoritmo de Rhoads
www.dgrhoads.com

“SEIS SIGMA”
Es una herramienta que integra otras aplicaciones de control de la calidad como:
Error Total Especificaciones de la Calidad (TEa)
IncerKdumbre de la Medición

“Seis Sigma” es una herramienta mucho más Exigente que Error Total

78
DPMO %


80

> Sigma
< Desv. Estándar

El objeKvo de Seis Sigma
6 Desviaciones estándar, (“sigmas”) de variación deben adecuarse dentro del limite de tolerancia del proceso. (TEa).

83
Calculando la Medida de Sigma
Medida Sigma =(TEa% – Bias%)/CV

Bilirrubina Directa
Software Unity Real Time ®

Interpretación
Menor a 2 σ: Inaceptable Entre 2 σ y 3 σ: Marginal no válido para procesos de ruKna Entre 3 σ y 4 σ: Pobre Entre 4 σ y 5 σ: Bueno Entre 5 σ y 6 σ: Muy Bueno Mayor a 6 σ: Gold Standard

Las pruebas 6 Sigma pueden ser controladas con la regla 3.5s. Las pruebas 5 Sigma pueden ser controladas con la regla 2.5s.
Las pruebas 4 Sigma requieren procedimientos mulKreglas. Las pruebas 3 Sigma son problemáKcas.
Recomendaciones del Dr. Westgard

SISTEMA MULTIREGLAS

ERRORES ALEATORIOS
ERRORES SISTEMÁTICOS
1 2s
1 3s
R 4s
2 2s
4 1s 3 1s N x 7 T

“Reglas de Control: Pfr; Pde”
Ped : Probabilidad de detección de errores -‐ Ideal 1.0 (100%) -‐ Prác7ca 0.90 (90%)
Pfr : Probabilidad de falso rechazo -‐ Ideal 0.00 (0%) -‐ Prác7ca 0.05 (5%)
“Cada regla o combinación de reglas 7ene una cierta probabilidad de detectar errores significa7vos y una cierta probabilidad de generar falsos rechazos”


Programa de comparación Interlaboratorios
Lab. A
Lab. B
Lab.C
Lab. D
Base de Datos
Informe
¿Cómo funciona?

Coeficiente de Variación Rela7vo (CVR)
EsKmación de la imprecisión con base en análogos. El laboratorio puede determinar si la imprecisión de un análisis específico es aceptable comparando su imprecisión con la de su grupo de laboratorios análogos. Se calcula con la siguiente fórmula:
CVR= CV del laboratorio / CV del grupo de análogos
Programas Interlaboratorio Indicadores

Índice de Desviación Estándar (IDS, SDI)
Es una esKmación de la confiabilidad con respecto a análogos.
SDI = (Media Lab – Media Grupo) / SD Grupo
Programas Interlaboratorio Indicadores

GRUPOS DE COMPARACIÓN

Valor Verdadero Media actual SD o CV actual TEa
Bias SD o CV actual TE TEa + 2 * =
Programa de Control Interno de la Calidad con Comparación Interlaboratorios
Los 4 pilares son: 1)-‐ TEa (Requerimiento de la calidad) 2)-‐ Media Verdadera (valor verdadero) 3)-‐ Media Actual 4)-‐ Desviación Estándar actual

InvesKgación y Resolución de Problemas Debo hacerme 4 preguntas:
-‐ ¿Ha sido el valor Target (media verdadera) correctamente establecido?
-‐ ¿Puede ser alcanzado el requerimiento de calidad (TEa) seleccionado?
-‐ ¿Refleja la media el desempeño actual del método?
-‐ ¿Refleja el desviación estándar el desempeño actual del método?

Bibliograya fundamental


Control de la Calidad en el Laboratorio Clínico. Dr. Javier Gella 3ª Ed. Biosystems.
Biological Varia7on: From Principles to Prac7ce Callum G. Fraser, AACC
Calidad Analí7ca en el laboratorio Clínico, Ges7ón y Control Alba C. Garzón G.
Establishing Performance Standards:A Prac7cal Approach by David G. Rhoads, Ph.D., DABCC 2005 by David G. Rhoads Associates, Inc.

Si7os de Internet
www.westgard.com www.gmigliarino.com www.qcnet.com/la www.dgrhoads.com www.quikltda.com

¡GRACIAS!
erick_mendoza@bio-‐rad.com