control anticipativo
DESCRIPTION
Control DestilaciónTRANSCRIPT

Los mismos factores que protegen los balances externos de la columna contra las perturbaciones hacen que la respuesta sea lenta. Cambiando la entrada de calor del sistema en Fig.9 se observa muy poco efecto permanente en las composiciones de producto, a menos que también se cambie el flujo de destilado. Así que el flujo de producto seleccionado debe ser manipulado para controlar la composición.
Control Anticipativo
La respuesta dinámica inferior de los balances de materia externos al sistema se puede superar mediante la implantación de un bucle de control de alimentación directo para manipular el equilibrio interno. Este concepto apareció por primera vez en la literatura en un artículo de Van Kampen , donde se informó de que había logrado una reducción en el período de oscilación de su bucle para mejorar la calidad de su producto de 5 h a 30 min.
Su esquema se muestra en la Fig. 10. En efecto, se combina la capacidad de respuesta dinámica del balance de materia interno con la precisión del balance de materia externo al sistema.
El dispositivo sumador calcula el punto de ajuste del reflujo L* como una función de salida del nivel del controlador mL y la medida del flujo de destilado D
L¿=mL−kDD(6)
El reflujo en última instancia está bajo la jurisdicción del controlador de nivel, sin embargo, es capaz de responder directamente al regulador, de la calidad o la temperatura. Las variaciones en la entrada de calor, entalpía de alimentación, temperatura de reflujo, etc., están compensadas por la acción del controlador de nivel, no obstante, la demanda para el cambio de la composición está satisfecha.
La selección del coeficiente kD es de una importancia primordial. Si se establece en cero, la manipulación del reflujo se deja totalmente en manos del controlador de nivel, y el reflujo responde a cambios en el flujo de destilado. Si kD se fija en la unidad, entonces cada cambio en el flujo de destilado producirá un cambio exactamente igual y opuesto en el flujo de reflujo.
En este caso, el nivel no debería verse afectado, y el controlador de nivel sólo necesitará ajustar los errores en las medidas y cálculos. (Este todavía tiene que ajustar el reflujo para las variaciones en el boilup (*), entalpía, etc.), la respuesta directa de reflujo para destilar así alcanzada elimina el retraso del acumulador de reflujo.
(*) Boilup: Fenómeno producido en columnas de destilación cuando el líquido del plato inferior de la columna es enviado a un rehervidor, donde es calentado por vapor de condensación o algún medio de calentamiento, para proveer el vapor para el contacto.
1

FIG.10 Prealimentacion del flujo de destilado para ajustar el reflujo. Combina las mejores características de los métodos de balance de materia internos y externos.
Con mejoras adicionales, es posible aumentando kD más allá de la unidad. De modo que ciertos ajustes para el destilado causan hipercorrecciones en el reflujo, esto se traduce en una acción de adelanto-atraso, generando un efecto derivado de la respuesta.
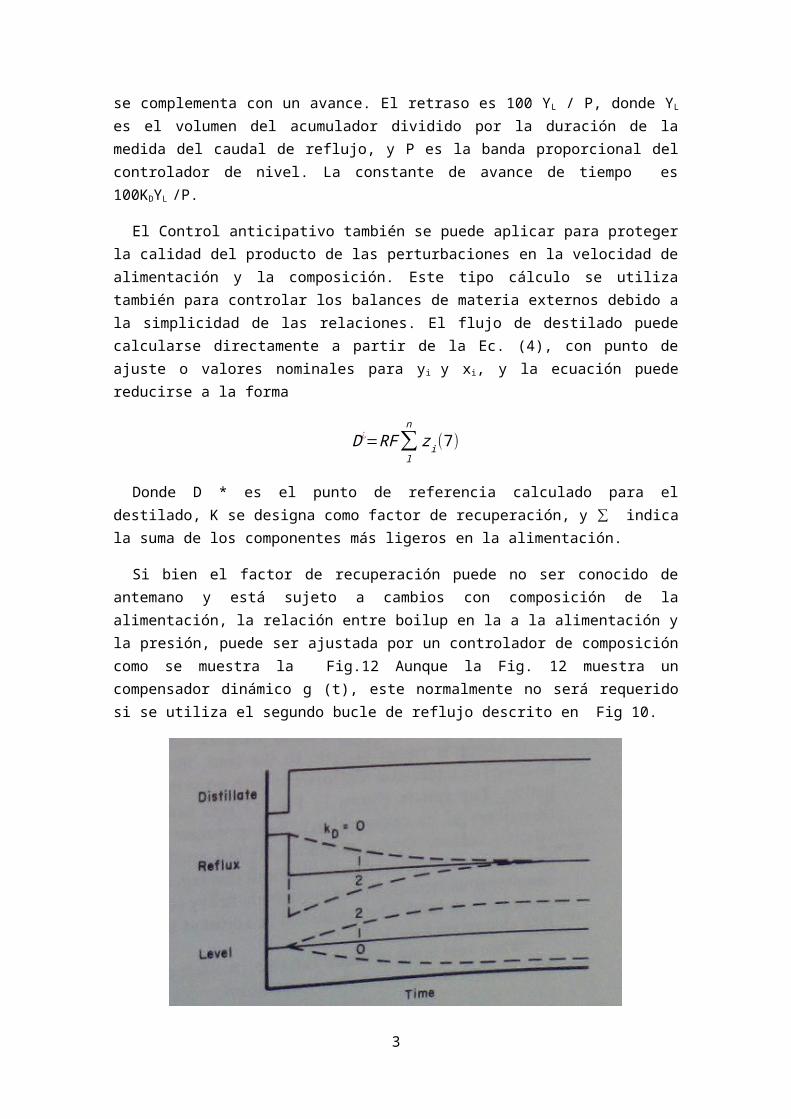
Respuestas escalón para estos ajustes se muestran en la Fig.11 en esencia, el retraso del acumulador se mantiene, pero se complementa con un avance. El retraso es 100 YL / P, donde YL es el volumen del acumulador dividido por la duración de la medida del caudal de reflujo, y P es la banda proporcional del controlador de nivel. La constante de avance de tiempo es 100KDYL /P.
El Control anticipativo también se puede aplicar para proteger la calidad del producto de las perturbaciones en la velocidad de alimentación y la composición. Este tipo cálculo se utiliza también para controlar los balances de materia externos debido a la simplicidad de las relaciones. El flujo de destilado puede calcularse directamente a partir de la Ec. (4), con punto de ajuste o valores nominales para yi y xi, y la ecuación puede reducirse a la forma
D¿=RF∑l
n
zi(7)
2
Donde D * es el punto de referencia calculado para el destilado, K se designa como factor de recuperación, y ∑ indica la suma de los componentes más ligeros en la alimentación.
Si bien el factor de recuperación puede no ser conocido de antemano y está sujeto a cambios con composición de la alimentación, la relación entre boilup en la a la alimentación y la presión, puede ser ajustada por un controlador de composición como se muestra la Fig.12 Aunque la Fig. 12 muestra un compensador dinámico g (t), este normalmente no será requerido si se utiliza el segundo bucle de reflujo descrito en Fig 10.
FIG11. El retraso del acumulador puede ser compensado con un avance proporcional al coeficiente ajustable kD
FIG12. El control anticipativo puede evitar trastornos en la calidad del producto como consecuencia de los cambios en las condiciones de alimentación.
Este último permite realizar ajustes y requiere funciones de retardo para lograr un equilibrio dinámico en la columna.
3

Si la entrada de calor es retenida de forma constante mientras la velocidad de alimentación cambia, la separación entre la dos fases variará según Eq(1).
Esto tiene un efecto en el factor de recuperación. Provocando que R disminuya mientras F aumenta. Mientras que la relación exacta es bastante compleja, se puede obtener un modelo relativamente sencillo para provocar la compensación deseada. La ecuación (7) se modifica quedando:
D¿=RO F∑l
n
z i−b F2(8)
Donde RO es el factor de recuperación cuando la velocidad de alimentación es cero, y b es un coeficiente que determina la no linealidad de la expresión, ajustado para que coincida con el modelo de la columna controlada. Este modelo tiene la ventaja de que no requiere de entradas adicionales y que es ajustable e través de un coeficiente único (asumiendo que RO se ajusta automáticamente en función de la calidad del controlador).
En la Fig.13 se representa un Diagrama de bloques que ilustra esta implementación. Se require un único dispositivo que contenga el sumando del coeficiente ajustable b para definir la función no lineal.
F2 También puede determinarse como la diferencia de presión a través del orificio de alimentación.
Si el punto de ebullición varía con la velocidad de alimentación, entonces la ecuación lineal (7) es suficiente, de no ser así, debe añadirse una trayectoria anticipativa entre la alimentación y el boilup. En la figura 14 se muestra un sistema donde se establece la relación del boilup con la K de alimentación total (independientemente de su composición).
El boilup provoca un cambio tan rápido en el equilibrio interno que un debe implantarse un retraso para producir la compensación dinámica en la trayectoria anticipativa instalada. Sin este retraso un incremento en la velocidad podría causar un aumento del boilup, que provocaría la entrada de componentes pesados en la columna reduciendo el nivel base. Por tanto, este retraso debe ajustarse para minimizar el efecto producido por cambios en la velocidad de alimentación en el nivel base.
Cuando la entrada de calor es variable, este efecto en el balance interno debe introducirse en los cálculos del reflujo.
L¿=mL−0,5+kQQ−kDD(9)
4
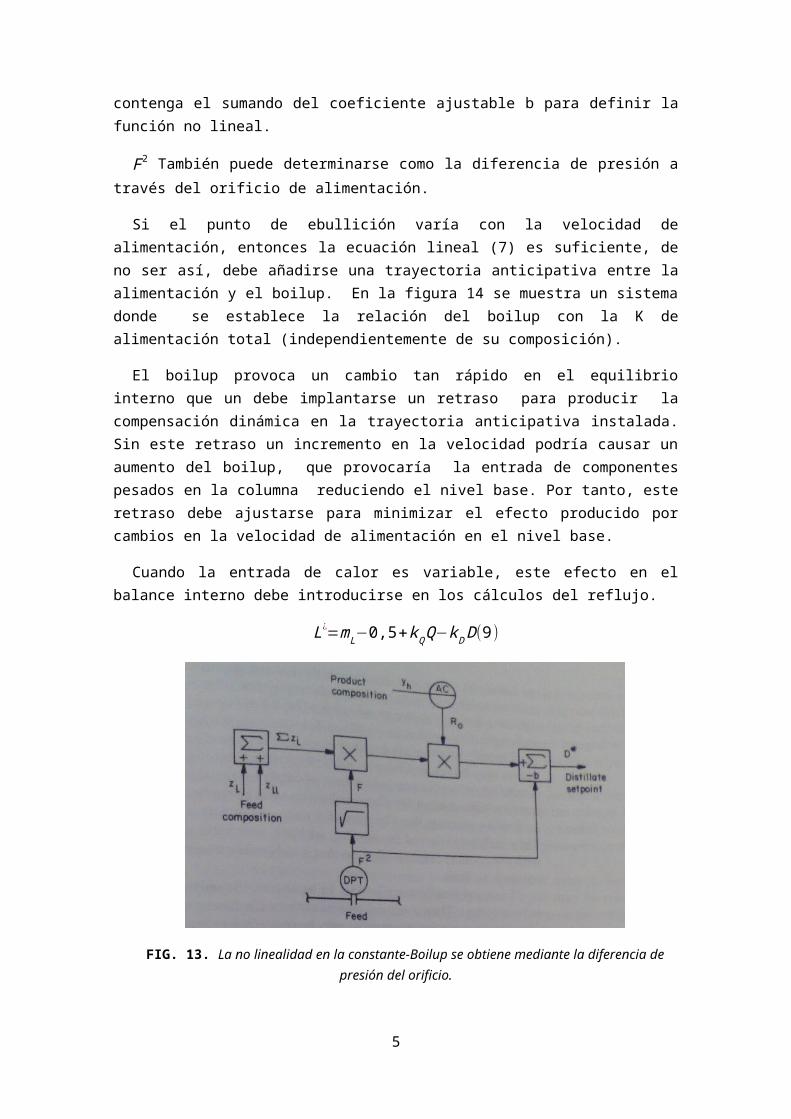
FIG. 13. La no linealidad en la constante-Boilup se obtiene mediante la diferencia de presión del orificio.
Aquí Q es la medida de calor entrando al reboiler y kQ convierte esta señal en un flujo equivalente de reflujo. El valor de 0,5 es necesario para mantener mL en las condiciones de equilibrio. Por ejemplo cuando
L=kQQ−D .
Si la composición de la alimentación no es fácilmente medible, o si esta variación es lo suficientemente lenta para ser corregida por la realimentación, se puede dejar fuera de los cálculos anticipativos con una pequeña perdida de rendimiento.
FIG.14. El Uso de modelos lineales requiere manipulaciones del Boilup con retrasos compensados.
5

Aplicando Restricciones.
En las operaciones reales, las limitaciones se encuentran en todos los lados, muy a menudo la válvula de control en la entrada de calor o reflujo será se mantiene totalmente abierta sin ser capaz de satisfacer su controlador de flujo.
Del mismo modo, no es raro encontrar la válvula de control de refrigerante completamente abierta, o la válvula de derivación del condensador cerrada, con la presión de la columna por encima de su valor de consigna. Estos flujos y presión de la columna son auto regulados para que puedan alcanzar un estado de equilibrio cuando el sistema no está siendo controlado.
La dificultad que surge en no ser capaz de controlar la presión es que las válvulas de alivio pueden abrirse. Esto no sólo se traduce en una perdida de producto, sino que trastorna el funcionamiento de toda la planta.
Por lo tanto, cuando las normas de control son incapaces de mantener la presión cerca de su valor deseado, debe aplicarse otro mecanismo. Por ejemplo, la pérdida de control por enfriamiento puede ser causada por una acumulación productos no condensables.
Estos productos no condensables pueden ser removidos, usando la válvula de ventilación en secuencia con la válvula de control del líquido refrigerante, de modo que sólo se abre cuando la válvula de líquido refrigerante ha alcanzado su límite.
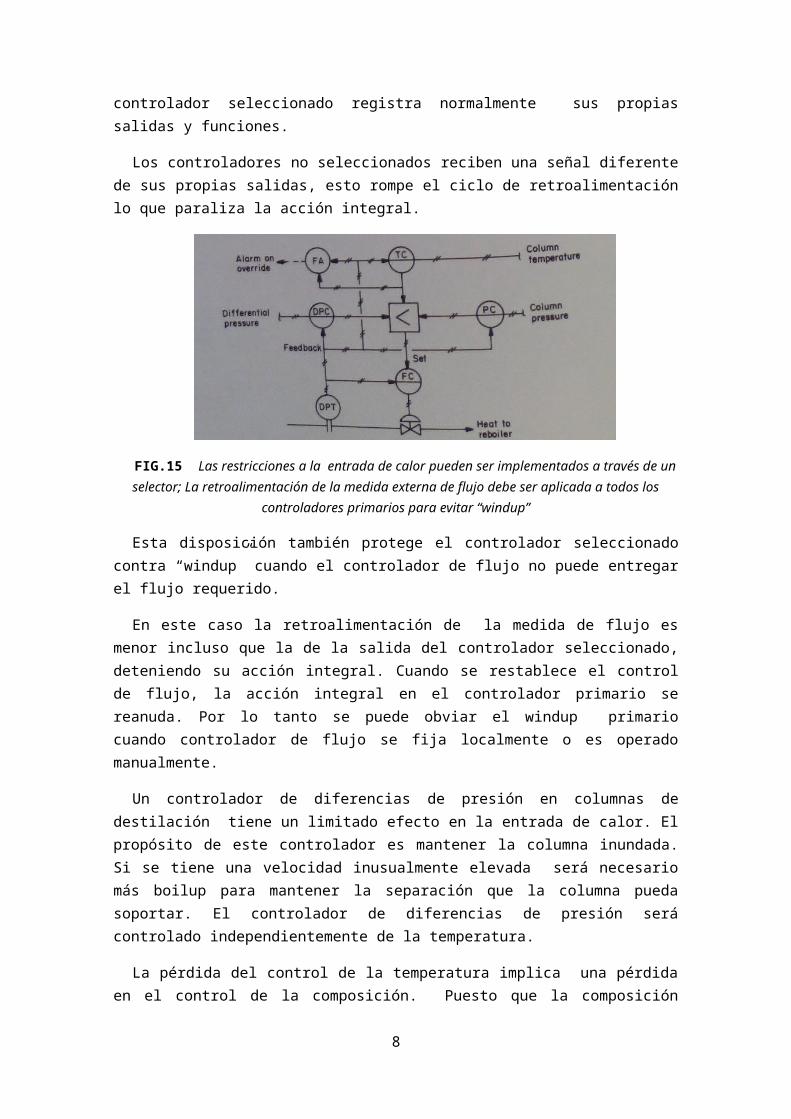
Si los productos no condensables están ausentes, la única alternativa puede ser reducir boilup. Entonces, un controlador de presión que tiene un segundo punto de ajuste por encima de la del controlador de presión normal puede ser conectado a la entrada de calor a través de un selector bajo como se muestra en la fig. 15.
Si la presión supera su punto de consigna, la salida del controlador caerá por debajo de la de los otros controladores y por lo tanto será seleccionado para establecer el boilup. En condiciones normales, la presión sería controlada por debajo del punto de ajuste máximo, en cuyo caso el controlador de presión en Fig.15 elevará su producción, por lo tanto no ser seleccionado por el control.
Como consecuencia de que el controlador de presión registra una desviación sustancial del punto de ajuste en condiciones normales. Este tenderá a integrar su salida hasta el punto de saturación. Entonces la salida del controlador permanecerá en el punto de saturación hasta que la presión se eleve por encima del punto de ajuste, esta condición se llama integral “windup”. Esto se puede evitar retroalimentando la medición del flujo de calor de todos los controladores primarios de la red. El controlador seleccionado registra normalmente sus propias salidas y funciones.
6

Los controladores no seleccionados reciben una señal diferente de sus propias salidas, esto rompe el ciclo de retroalimentación lo que paraliza la acción integral.
FIG.15 Las restricciones a la entrada de calor pueden ser implementados a través de un selector; La retroalimentación de la medida externa de flujo debe ser
aplicada a todos los controladores primarios para evitar “windup”
Esta disposición también protege el controlador seleccionado contra “windup” cuando el controlador de flujo no puede entregar el flujo requerido.
En este caso la retroalimentación de la medida de flujo es menor incluso que la de la salida del controlador seleccionado, deteniendo su acción integral. Cuando se restablece el control de flujo, la acción integral en el controlador primario se reanuda. Por lo tanto se puede obviar el windup primario cuando controlador de flujo se fija localmente o es operado manualmente.
Un controlador de diferencias de presión en columnas de destilación tiene un limitado efecto en la entrada de calor. El propósito de este controlador es mantener la columna inundada. Si se tiene una velocidad inusualmente elevada será necesario más boilup para mantener la separación que la columna pueda soportar. El controlador de diferencias de presión será controlado independientemente de la temperatura.
La pérdida del control de la temperatura implica una pérdida en el control de la composición. Puesto que la composición tiende a ser auto regulado, puede alcanzarse un nuevo estado estable. No obstante es preciso instalar una alarma entre la salida del controlador y la medida de flujo para indicar al operador el momento en el que el control de temperatura finaliza.
En una situación donde la entrada de calor suele controlar el nivel base, no pueden realizarse anulaciones porque debe mantenerse el nivel de control base. Por lo tanto debe imponerse una anulación de la diferencia de presión en el reflujo. Reduciendo el reflujo se tiende a aumentar la presión, especialmente si es subenfriado. Eventualmente la reducción en el nivel
7
base puede provocar que la entrada de calor y presión caigan, pero esta reacción es muy retardada para producir un control efectivo.
Composición de la Realimentación:
El control anticipativo más exhaustivo puede ser superado por un simple sistema de realimentación si las variables controladas pueden responder rápidamente con una reacción correctiva.
Las principales limitaciones de un sistema de realimentación es que la precisión no puede ser tan alta como la necesaria para satisfacer las especificaciones en productos puros. Normalmente un 1% de cambio en el balance de materia puede provocar un cambio de 1% en las composiciones de producto.
La combinación de errores de los caudalímetros de alimentación y producto, junto con variaciones en la composición de la alimentación (si no se analiza), suelen estar cerca del 2%. Mientras que la precisión absoluta puede ser peor, su repetitividad podría ser algo mejor. No obstante el control anticipativo probablemente no puede obtener una composición más cercana que la del 2%.
Existen excepciones, en ciertas columnas, alguna de las corrientes de producto son muy pequeñas, las trazas de impurezas pesadas o ligeras son removidas del producto final. Esta velocidad de alimentación relativa permite tener un control mucho más cerca del balance de materia. También muchas columnas se utilizan haciendo paradas entre fracciones, por ejemplo una corriente de nafta puede ser dividida en fracciones pesadas y ligeras para ser la alimentación de diferentes procesos. Uno puede disponer de antemano el porcentaje de cada uno en la alimentación, en este caso los errores del orden del 2% tendrán pequeño efecto en la calidad del producto.
Sin embargo cuando productos cercanos al boiling se controlan con cierta precisión, la importancia de un bucle de realimentación sensible no puede ser exagerada. El control de los balances de materia externos puede ayudar a proteger el sistema contra las alteraciones de la velocidad de alimentación y la composición.
No obstante para llegar a un punto establecido inicialmente, y para mantener la composición del producto de forma estable mientras se corrigen los errores en el sistema anticipativo, el control sólo puede realizarse mediante un bucle de realimentación sensible.
Control del Punto de Ebullición.
8
Ciertas mezclas complejas de hidrocarburos, como las naftas y fracciones de petróleo se suelen especificar mediante el punto de ebullición. La medida de la composición generalmente consiste en una relación entre temperatura y presión.
Con fracciones con un amplio rango de ebullición como las separadas del petróleo crudo, será necesario especificar el punto de ebullición inicial o final en lugar del punto de ebullición medio. Por lo tanto deben aportarse con estos productos analizadores de destilación.
Algunas de las muchas ventajas de la medida de temperatura son la simplicidad y la velocidad de respuesta. Esta tiene limitaciones, sin embargo puesto que el punto de ebullición varía con la presión, es preciso controlar la presión en el punto de medición. El punto de ebullición también se ve afectado por la presencia de componentes secundarios. Cuando la diferencia entre los puntos de ebullición de los componentes clave es pequeña, una menor concentración de los componentes secundarios puede contribuir sustancialmente a la temperatura.
Una variación de 1% en la concentración (mol) de isobutano en n-butano causa solo una variación de 0,25ªF a 60lb/in2 , por otro lado los mismos 0,25ªF pueden también ser debidos a una variación de presión de 0,25 lb/in2 p un cambio de 0,6% mol de Isopentano.
Se aplican de diversas maneras las compensaciones para presiones variables, si existe disponible una curva de vapor-presión para el producto, este punto de ebullición es predecible a cualquier presión. Cuando la relación entre la presión y la temperatura es logarítmica, esta puede ser aproximada de forma satisfactoria mediante una ecuación lineal por encima de encima de los rangos de presión encontrados en muchas separaciones.
T b=T−a ( p−pb )(10)
Donde T b es el punto de ebullición referido a la presión base pb, T y P son medidas de temperatura y presión, el coeficiente a es la pendiente de la curva de presión de Vapor a pb.
En casos donde la mezcla es compleja y la curva de presión de vapor no está disponible, a puede encontrarse midiendo la presión de vapor de una muestra a dos temperaturas controladas en el rango de operación.
También se encuentra disponible un instrumento para la medida de la presión diferencial entre la columna y la muestra de producto expuesta a la misma temperatura. Una parte de este dispositivo diferencial para la presión de vapor está equipado con un bulbo de temperatura que contiene una muestra del producto deseado de la columna.
9
Cuando se opera a una temperatura dentro de la torre, el bulbo desarrolla la presión de vapor de la muestra a esa temperatura. La diferencia entre la presión de vapor de la muestra y la presión de la columna es lineal con la diferencia del punto de ebullición. Este instrumento por lo tanto compensa los cambios en la presión de la columna, además cuenta con una sensibilidad muy alta. Por ejemplo el punto de ebullición del ácido acético cambia 1ºF cuando está contaminado con 0,08% de agua. Este pequeño cambio produce una diferencia de presión de vapor de 7,3 in de agua.
Otro método de compensación es el uso de dos medidas de temperatura, una cerca del fondo de la torre y otra cerca del centro, la presión de la columna tiende a afectar a ambas por igual, de modo que el control de la diferencia de temperatura es en gran parte inmune a las variaciones de presión. En efecto, este es el gradiente de composiciones que está siendo controlado en la sección de la columna donde se encuentra localizado el bulbo de temperatura. Sin embargo el gradiente de composiciones y por lo tanto el gradiente de temperatura tienden a ser no lineales, cerca del fondo de la columna y generalmente cerca de la bandeja de alimentación. La posibilidad de que entonces exista la misma diferencia entre dos temperaturas puede lograrse con dos perfiles de composición completamente diferentes, uno de los cuales es indeseable. El control de la diferencia de temperatura generalmente es satisfactorio, no obstante durante algún contratiempo, este puede resultar en una perdida completa de control.
El estudio del control de la diferencia de temperatura fue perfeccionado por Boyd aplicando este control a la separación de hidrocarburos aromáticos, se obtuvo la medida de diferencia de temperatura a través de la sección superior de la columna, el informó acerca del control de la calidad de los productos en bajos niveles (partes por millón) con una banda proporcional de solo un 20% en su controlador de temperatura diferencial doble.
Aparentemente no se requiere prealimentación con este tipo de sistema, debido a que las mediciones de temperatura situado cerca de la mitad de la presumiblemente porque la medida de temperatura está localizada cerca de la mitad de la columna para corregir trastornos de alimentación lo suficientemente rápido.
Al igual que con otros balances de materia externos de ciertos sistemas, el rendimiento depende en gran medida de la capacidad de respuesta del controlador de nivel del acumulador que manipula el reflujo.
Muchos otros ingenieros han intentado usar múltiples medidas de temperatura para el control con resultados diversos. La relación entre el perfil de temperatura y las composiciones de producto debe caracterizarse para cualquier separación dada, utilizando un modelo de ordenador o datos de la planta. Además, los cambios de composición en la alimentación
10

pueden alterar la relación, en particular en columnas con bajas relaciones de alimentación de boilup.
Usando Analizadores la Retroalimentación
Mientras la medida de temperatura no informe con precisión la calidad de producto, esta capacidad de respuesta dinámica es importante para lograr un control estable, por el contrario un analizador puede informar sobre un cambio en la composición de producto media hora después de un cambio en la temperatura observada. Algunos retrasos en el análisis son inevitables, esto puede ser debido a la ubicación remota de los analizadores, el muestreo de líquidos con caudales bajos, etc.
El deterioro en el rendimiento debido a estos retrasos es considerable. El periodo natural de oscilación de un bucle de control de temperatura manipulando la entrada de calor es normalmente de 20 minutos, mientras que el de un bucle de composición con un analizador cromatográfico en el mismo proceso puede ser de 60 a 90 minutos.
El control de realimentación de un cromatógrafo puede ser solo 5 a 10% tan efectivo como el bucle de control de temperatura en la corrección de alteraciones de todo tipo.
Para minimizar los retrasos en la obtención de las medidas, idealmente, el analizador debería estar colocado en la columna, conectado directamente a una etapa de equilibrio. Esto normalmente no es posible, muchos analizadores requieren un área segura para su instalación. A continuación, se deben tomar muestras de vapor para maximizar la velocidad de la muestra. Reduciendo la presión tan pronto como una muestra deje la columna se aumentará aún más la velocidad y minimizará las posibilidades de fraccionamiento. Debe tomarse una muestra de sobrecarga desde el punto donde el vapor entra al condensador. Debe retirarse de la bandeja inferior una muestra de producto de fondo. Estos puntos se seleccionan para evitar los tiempos de retraso del acumulador y la base de la columna respectivamente.
Pueden existir retrasos adicionales en el analizador, particularmente en los cromatógrafos. Con el fin de separar una muestra de sus componentes, debe viajar a través de una columna de relleno a una velocidad controlada.
Los Resultados de un análisis pueden obtenerse unos pocos segundos o minutos después de que la muestra sea inyectada, dependiendo de la volatilidad de los componentes, este retraso es un tiempo muerto, cuyo valor se añadirá cuatro veces al periodo natural de oscilación del bucle de control. Por otro lado, se añade otro retraso efectivo para la toma de muestras sobre una base periódica. Los analizadores sólo reportan a intervalos específicos, a continuación, un análisis determinado se reporta teniendo una vida útil y va quedando obsoleto hasta que se obtiene uno posterior. Por lo tanto la edad promedio de la información es un medio de la muestra en el intervalo reportado, en consecuencia dicho muestreo
11

introduce un tiempo muerto adicional equivalente a la mitad del intervalo de muestreo. El tiempo Compartido de los analizadores entre corrientes no afecta el tiempo muerto, pero sí aumenta el intervalo de la muestra, reduciendo así el rendimiento del bucle de control.
La naturaleza intermitente de la salida del cromatógrafo también crea otros problemas de control. La acción derivativa no se puede utilizar porque la medición del controlador cambia paso a paso. Cada paso produciría un pico derivado de gran amplitud y de corta duración, que tiene una influencia perturbadora en la columna.
Sin embargo, si la acción del controlador está sincronizada con la salida del analizador, los efectos de la toma de muestras se pueden superar en gran medida. En la práctica, el controlador se debe dejar en modo manual la mayor parte del intervalo de muestra, el cambio a automático se realiza sólo por un corto tiempo después de la llegada de un nuevo análisis. Esto permite que la constante integral de tiempo se reduzca proporcionalmente al porcentaje de tiempo que el controlador está en modo automático. Además, el modo derivativo es capaz de producir una contribución sostenida si el tiempo durante el cual el controlador está en automático es menor que el tiempo de decaimiento del pico derivativo.
Los cromatógrafos, por supuesto pueden informar sobre varios componentes de una mezcla, por lo tanto permiten controlar la relación o la suma de dos componentes, como se requiere para la separación multiproducto descrita en fig.1.
Compensación No lineal
El punto de ebullición y la composición son normalmente lineales entre sí, no obstante, ambas varían de forma no lineal con la localización de la bandeja. Los cambios en la composición son pequeños cerca de los extremos de la columna donde la pureza es alta o por lo menos mayor en otros lugares. En caso de que la composición de la alimentación no coincida con la de la bandeja de alimentación, nuevamente el gradiente se reduce cerca de la bandeja de alimentación.
Estas características no lineales aparecen cuando se controla la temperatura de la bandeja. En condiciones normales existe una cierta sensibilidad de la temperatura en respuesta a la entrada de calor, pero durante una perturbación grave, el perfil de temperatura puede desplazarse, reduciendo el gradiente cerca del punto de control. Esto se observa como un aumento agudo o una caída en el nivel de temperatura donde la sensibilidad se reduce notablemente. La acción de control integral y continúa impulsando la entrada de calor para corregir el desequilibrio, pero la baja sensibilidad de la medida bajo estas condiciones indican que la acción de control es ineficaz.
Finalmente, se aplica suficiente acción correctiva para conducir la temperatura rápidamente de vuelta a través de su región sensible, el
12
resultado es una gran amplitud y un ciclo lento, muy diferente a la respuesta alcanzada cerca del punto de ajuste. El controlador no se puede ajustar de manera satisfactoria tanto para las condiciones de pequeña y gran amplitud.
Los ciclos de gran amplitud son sostenidos por la acción integral del regulador cuya constante de tiempo normalmente se seleccionará para una pequeña amplitud y un ciclo más rápido. Los ciclos de gran amplitud pueden ser eliminados mediante el uso de una constante integral de tiempo muy larga o mediante la eliminación de la acción integral. La última opción resultará en un desplazamiento entre la medición de temperatura y el punto de ajuste, esto resulta normalmente una alternativa inaceptable.
Sin embargo, si el controlador de temperatura se encuentra en cascada desde un controlador de composición como el que se observa en la figura 8, no necesita la acción integral.
Otra solución al problema es utilizar un controlador no lineal cuya característica se muestra en la figura 16. La función, que consiste esencialmente de tres segmentos, se aplica a la desviación del punto de ajuste. La desviación caracterizada de este modo, actúa mediante los modos de control convencionales.
Fig.16 Una característica no lineal de este tipo puede ayudar a superar la respuesta natural no lineal de la temperatura de la bandeja.
El Ancho de las zonas de baja ganancia y dicha ganancia son ajustadas para igualar las características del proceso.
Donde se controla la composición terminal, la respuesta solo se muestra en la dirección en la que se incrementa la pureza. La sensibilidad de la composición a los cambios en el balance de materia varía directamente con
13

la concentración de la impureza clave. Como dicha impureza se aproxima a cero, también lo hace la sensibilidad. El efecto de esta sensibilidad variable aparece en el registro de la composición controlada como una onda sinusoidal distorsionada, plana cerca de cero impurezas y agudamente alcanzó su punto máximo en los niveles superiores.
La función de compensación ideal para estas características es un logaritmo, en efecto, el logaritmo de la impureza tenderá a responder de forma lineal a la acción de control. No obstante, se puede alcanzar una función de compensación adecuada usando una combinación de sumas y divisiones.
f ( e )=yh
yh+ yh¿ −12(11)
Donde f ( e ) es la desviación característica de la impureza yh desde su
punto de ajuste yh¿. Hemos de notar que cando yh= yh
¿,f ( e )=0. El cálculo
puede hacerse fuera del controlador, con un punto de media de ½ aplicado al controlador, como se muestra en la figura 17.
Esta función proporciona el mismo cambio en la ganancia que la función logarítmica para variaciones geométricas en la composición sobre el valor deseado, así mismo, es mucho más fácil de implementarla, tanto con el cálculo analógico como el digital.
FIG.17 Este cálculo aplica una compensación efectiva no lineal al controlador de la composición de producto.
Controlando dos o más composiciones:
La existencia de múltiples bucles de control en una unidad de proceso presenta la posibilidad de mutuas interacciones entre los mismos. El principal objetivo a la hora de identificar la mejor estructura de control para
14
un sistema, es el hecho de minimizar las interacciones contraproducentes en los cuatro o cinco bucles utilizados.
En este punto, debe tenerse una consideración especial a la posible interacción entre los múltiples lazos de control. Los resultados de este trabajo se resumen a continuación,
1. La interacción entre dos controladores de composición manipulando el Boilup y el Reflujo tiende a ser bastante violenta, en particular con un aumento de la relación de reflujo.
2. La interacción entre dos bucles que controlan la composición puede minimizarse si la composición de la corriente menos pura es controlada manipulando el destilado o el flujo de producto; controlando la corriente más pura mediante la manipulación de la entrada de calor o reflujo.
3. La interacción entre la composición de múltiples corrientes laterales también tiende a ser violenta.
Las interacciones violentas están marcadas por la aparición de inestabilidad cuando los controladores funcionan en modo automático. El Boilup y el reflujo tienden a dirigir la composición en la misma dirección. El cierre de dichos bucles se ve acompañado de un progresivo aumento o disminución de ambos flujos manipulados. No obstante, un balance variable de materia externo como el de destilado tiende a aumentar la pureza de un producto mientras disminuye la del otro. Interacciones con otra composición bajo el control del boilup o el reflujo aparecen como una oscilación alrededor del punto normal de operación. Las Interacciones entre pares de corrientes laterales es similar a la observada con el reflujo y el Boilup.
Pueden esperarse interacciones violentas cuando la pureza de los productos es similar, por ejemplo, un producto de destilado con un 5% del componente pesado y un producto de fondo con un 0,5% del componente ligero, pueden ambos ser controlados manipulando el flujo de destilado y la entrada de calor respectivamente. Pero si sus especificaciones fueran idénticas, por ejemplo, ambos con un 2%, la interacción será violenta. Si el destilado tiene que ser más puro que el producto de fondo, el reflujo y el flujo de fondo deben manipularse, de lo contrario ambos bucles no se cierran de manera satisfactoria.
En casos donde las purezas son similares, se puede añadir un desacoplamiento, un sistema de desacoplamiento es como un sistema de prealimentación en el que se intenta compensar para un bucle los trastornos inducidos por otro bucle. Un desacoplamiento parcial (unilateral) es suficiente para romperá la interacción, y es mucho más fácil de implantar y ajustar que un desacoplamiento bilateral. En la figura 18 se muestra un desacoplador parcial desarrollado específicamente para el control de la destilación.
15

En este sistema, la medida de la entrada de calor y la velocidad de alimentación se utilizan para calcular punto de ajuste de destilado.
D¿=F (t )[m−bF (t )Q ](12)
Notar la similitud entre la ecuación (12) y el modelo no lineal de prealimentación Eq (8). El desacoplamiento se aplica de manera no lineal para que coincida con el proceso real, si es posible dentro de una estructura simple. Además, sólo el coeficiente b debe ser ajustado para que coincida con el modelo para el proceso.
No obstante la característica más importante de este sistema de disociación es que sus entradas se han tomado de medidas del proceso en lugar de la composición del controlador inferior.
FIG.18 Variaciones en la entrada de calor causadas por el controlador de composición inferior, por una anulación, o por la intervención del operador, se ajusta automáticamente el flujo de destilado para evitar posibles alteraciones en la composición.
El bucle de destilado está protegido contra alteraciones en la entrada de calor si estas son inducidas por el controlador de composición inferior, por un controlador de anulación, un límite a la entrada de calor, o la intervención del propio operador.
Optimización:La optimización debe considerarse sólo después de que todas las
composiciones de los productos en la unidad de destilación hayan sido controladas satisfactoriamente. La optimización implica ajuste de ciertos parámetros de la planta en un esfuerzo por aumentar las ganancias sin dejar de satisfacer las especificaciones del producto. Puesto que se puede esperar que el ajuste de estos parámetros seleccionados alterare el control de calidad, la optimización sólo puede llevarse a cabo lentamente.
16

Hay dos fases de optimización que se describen a continuación. La primera considera el ajuste de presión de la columna para maximizar la volatilidad relativa,
17