clifton e. swift and william l. sulzbacher meat …
TRANSCRIPT

69.
THEORY OF E E I U L S I O N S P H Y S I C A L A N D C H E M I C A L N A K E U P O f SAUSAGE E M U L S l O W S
C L I F T O N E. SWIFT and W I L L I A M L. SULZBACHER
M E A T LABORATORY E A S T E R N U T I L I Z A T I O N R E S E A R C H AND DEVELOPMENT D I V I S I O N
AGRl CULTURAL R E S E A R C H S E R V l CE U N I T E D STATES DEPARTMENT O F AGRICULTURE
B E L T S V I L L E . M A R Y L A N D ................ .............................................
In comminuted sausage, such as frankfurters and bologna, there is approximately 305 f a t ; yet , without magnification, inspection of well-made products reveals l i t t l e evidence tha t f a t is a major component. This is because processing reduces a l l components t o an extremely small par t i c l e s ize . Fat dis t r ibuted and bound properly a f fec ts juiciness, tenderness, and f lavor desirably. Fat unbound, o r only partly bound, coalesces during processing, forming pockets, o r 'lcaps", which is f a t collected between the casings and the product.
Present methods of manufacturing comminuted sausage, such as frankfurters and bologna, although largely empirical, generally perform sa t i s fac tor i ly , if not optimally. Good judgment regarding the fac tors that a f f ec t f a t binding, such as the t o t a l and type of f a t i n the formula, the type and qua l i ty of meat, and the e f fec ts of variations i n processing pro- cedures, i s the pr incipal asse t successf'ul sausagemakers possess. A chal- lenge t o u t i l i z e the binding of r a w materials t o the f u l l e s t extent possible a r i s e s from the competitive nature of the industry. efficiency is seldom obtained; and the strongest e f fo r t s t o obtain the most f r o m materials a r e most prone t o produce unsatisfactory, poorly-bound prod- ucts. ing capacity of sausage ingredients and knowledge of the fac tors involved i n the process of f a t binding can provide an improved basis f o r u t i l i z i n g materials and processing them effect ively and ef f ic ien t ly . Efforts i n th i s connection have been underway i n our Laboratory f o r several years.
However, optimal
Obviously, the development of methods f o r evaluating the f a t emulsify-
The experimental work presented relates to meat emulsions prepared by a process known as emulsion curing. ducted, involves 8 o r 10 minutes of comminution which converts ice , lean and f a t meat, and curing and flavoring agents in to ba t te r , o r meat emulsion. A recent investigation of meat emulsions by Hansen (1) indicates t ha t par t of the f a t i n them ex i s t s i n the form of dispersed globules enclosed i n matrices formed by protein membranes. mechanism f i rs t described i n 1840 by Ascherson who observed tha t a coagulation i n the form of a membrane occurs inevitably and instantaneously when albumin comes i n contact with a l iqu id fa t (2). In the ensuing period, considerable work has been done i n studies of protein-stabil ized emulsions; and extensive information on emulsions i n mayonnaise, salad dressings, and homogenized milk (3). This has provided a background f o r our studies which include work on methods t o measure the emulsifying capacity of meat, the character is t ics of meat-stabilized emulsions, the efficiency of meat proteins a s s tab i l izers , and factors t h a t a f f ec t meat proteins as emulsion-stabilizers (4,5)
h u l s i o n curing, as generally con-
These protein membranes are formed by the

70
Our preliminary experiments indicated that f u l l employment of the capacity of meat t o ennilsify f a t requires thorough disintegration and dis- persion of t issue i n a re la t ively d i lu te system and tha t collapse of an emulsion can serve as an endpoint in determining the capacity of meat t o s tab i l ize an emulsion, provided that suff ic ient ly viscous emulsions are formed
Then, using the equipment shown i n Figure 1 (Slide 1) , Slide 1
: Shows j a r , mixer, graduated cylinder with tubing t o j a r : . I
we studied the effects of comminution of meat, dilution of meat slurry, emulsification a t different rates of mixing, addition of f a t a t different rates, effects of temperature, and the s t a b i l i t y and r ig id i ty of emulsions. This atudy vas conducted by systematically varying the following basic method: 50 grams of ground meat were placed in a pint J a r with 200 ml of cold 1 M N a C 1 solution. The mixture was connninuted for two minutes in a Servall mi- mixer. During the operation, the jsr and contents were cooled by innnersion in an ice bath. placed i n another jar , 37.5 m l of cold 1 M NaC1 were added, and the mixture was mixed f o r a few seconds. fmrn a graduated cylinder and high-speed cutting and mixing was begun. The f a t was added a t 8 r a t e of 0.8 m l per second f r o m a graduated separatory funnel through Tygon tubing into the stirred mixture. persisted, and f ina l ly collapsed, the t ransi t ion being marked by a gradual increase, followed by a sudden decrease, in viscosity. inmediately terminated on observation of the abrupt transit ion. i n routine work, it is necessary t o change conditions t o increase the viscosity so that an endpoint is mre pronounced; in other cases, it is necessary t o manually supplement the m i x i n g of very rigid emulsions with a piece of tubing so t ha t the mixtures flow into the blade of the Omni-mixer. The volume of f a t added I s reported as emulsifying capacity, that is, m l f a t emulsified per 2-1/2 g of meat.
50 g of meat i n 200 m l of' 1 M NaCl. ennilsifying capacity of the sample, a maximum being attained with two minutes of comminution.
Twelve and five-tenths grams of the result ing s lurry were
Then melted lard o r vegetable o i l was added
Elmulsion formed,
Addition of f a t wEL6 Occasionally
Table 1 (Slide 2) shows the effect of varying the camminution of Varying comminution influenced the
7 Of Table 1, Ef'fect of differences i n t
camminution of meat slurryl . Minutes . U s i f y i n g a t 13,000 rpn : capacity/2.5 g t issue -
ml 1 13 7 2 148 3 133 4 131
50 g t i s sue i n 200 ml 1 M N a C l
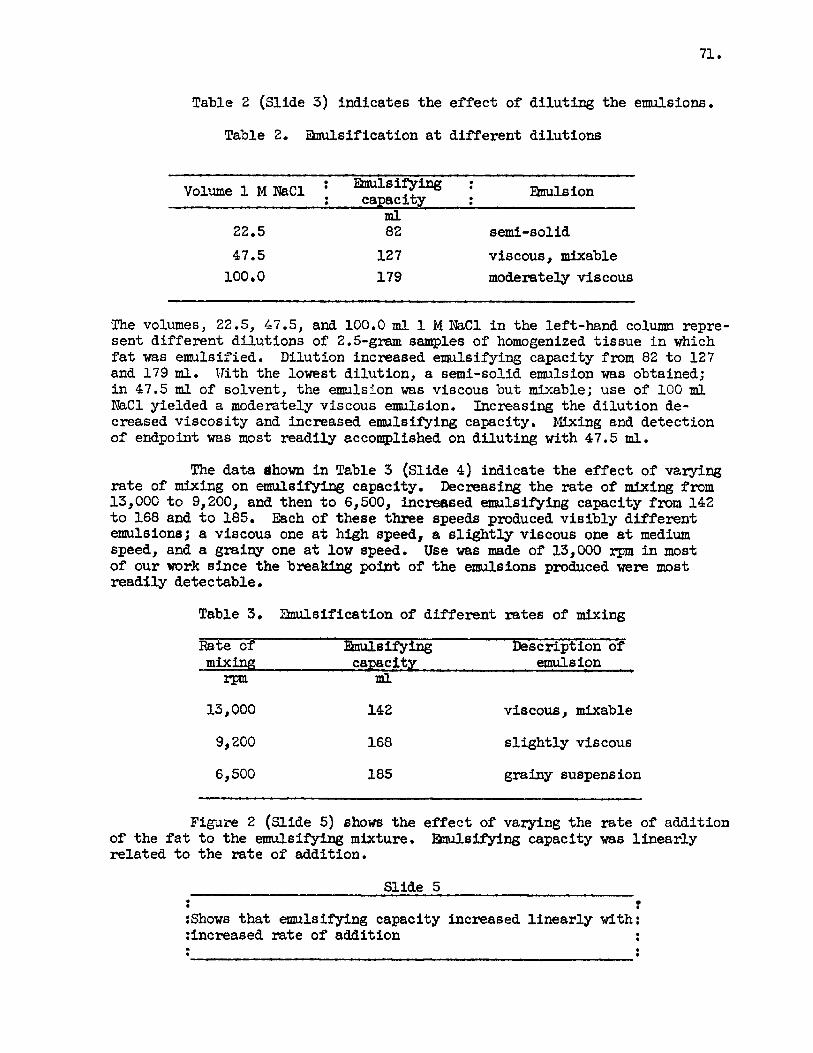
71 . Table 2 (Slide 3) indicates the e f fec t of d i lu t ing the emulsions.
Table 2. ESnulsification a t d i f fe ren t di lut ions
Ehulsion EInulsifying : . capacity
22.5 82 Semi-solid
. Volume 1 M N a C l ml
47.5 1 2 7 viscous, mixable 100 . 0 1 7 9 moderately viscous
The volumes, 22.5, 47.5, and 100.0 m l 1 M N a C l in the left-hand colunm repre- sent d i f fe ren t di lut ions of 2.5-gram samples of homogenized t i s sue i n which f a t was emulsified. Dilution increased emulsifying capacity from 82 t o 127 and 1 7 9 m l . Crith the lowest di lut ion, a semi-solid emulsion was obtained; i n 47.5 ml of solvent, the emulsion was viscous but mixable; use of 100 m l NaCl yielded a moderately viscous emulsion. creased viscosi ty and increased emulsifying capacity. of endpoint was most readily accomplished on di lu t ing with 47.5 ml.
Increasing the d i lu t ion de- J U i n g and detection
The data ahown i n Table 3 (Slide 4) indicate the e f fec t of varying rate of mixing on emulsifying capacity. Decreasing the rate of mixing from 13,000 t o 9,200, and then t o 6,500, incressed emulsifying capacity f r o m 142 t o 168 and t o 185. Each of these three speeds produced v is ib ly d i f fe ren t emulsions; a viscous one a t high speed, a slightly viscous one a t medium speed, and a grainy one a t low speed. Use was made of 13,000 r p m in most of our work since the breaking point of the emulsions produced were most readily detectable.
Table 3. Emulsification of different rates of mixing
Rate of Z h l U l S i Q i n g Description of m i x i n g capacity emulsion
rpm ml
13,000 142 viscous, mixable
9,200 168 s l igh t ly viscous
6,500 185 grainy suspension
Figure 2 (Slide 5) shows the e f f ec t of varying the r a t e of addition of the f a t t o the emulsifying mixture. re la ted t o the r a t e of addition.
EhiLsifying capacity was l i nea r ly
Slide 5
:Shows t ha t emulsifying capacity increased l i nea r ly with: :increased ra te of addition . . . . .

72 . Figure 3 (Slide 6) shows the e f f ec t of varying temperature on
emulsifying capacity. re la ted t o the maximum temperature obtained during emulsification.
The amount of f a t emulsified 'was inversely and l inear ly
S l ide 6
:Shows inverse and linear relat ion of' emulsifying capacity: :and temperature . .
In view of evidence which will be shown l a t e r t ha t the emulsions are s table a t 7+C, heating i n the range shown ShGuld not have caused the emulsions t o break; mther , assuming t h a t a cause associated d i r ec t ly with the process of emulsifi- cation appears mrranted. This might be t h r o w an increased surface area resul t ing from an increased dispersion of f a t produced a t higher temperatures, possibly some denaturation of protein which would then be unable t o form protective membranes, or possibly, too, production of an al tered, unstable form of membrane.
Figure 4 (Slide 7) is a photograph of the membranes surrounding f a t The membranes formed around each f a t globule globules in a diluted emulsion,
have a non-uniform, polyhedral form. known t o be more o r less b r i t t l e and have a l imited mechanical strength. the other hand, they can be heated without breakdown.
Rigid rnenibranes, such as these, a r e On
Slide 7
. . :Shows stained membranes have noa-uniform polyhedral form:
I
A heated emulsion i s shown i n Figure 5 (Slide 8 ) . heated 30 min, a t 75OC wtthout separation of f a t ,
This emulsion had been
Slide 8
. :Shows emlsion t o be r ig id and s table a f t e r heating a t 75OC:
In other work, studies were made of efficiency of proteins in s t ab i l - iz ing f a t emulsions. This involved the preparation of extracts of water- soluble and salt-soluble proteins and then determination of the amounts of f a t t h a t di lut ions of these proteins would convert in to s table emulsions.
Table 4 (Slide 9) shows data obtained i n a study of the water- soluble proteins and sodium chloride-soluble proteins which indicate the amounts of proteins removed fmrn di f fe ren t concentrations of p r o t e b solu- t ions t o form insoluble membranes. These exprimrents involved measuring the protein content of the solution before and after emulslfication t o determine how much protein had been removed, and measuring the f a t emulsif'ying capacity. From these data indices of efficiency were calculated, i n terms of ml f a t emulsified per mg of protein.

73.
Table 4. Protein efficiency as emulsion s t ab i l i ze r
. . Protein : Fat emulsified Extract . . . . . . . .
: Present : Used : Total : ml/mg Protein mQ $ m l
Water 646 60 1 7 5 . 45 263 75 95 . 48
1 M NaCl 512 80 250 . 61 102 81 145 1.75
The efficiency observed with water-soluble protein was 0.45, 0.42, o r 0.48 ml f a t /= protein, while that of the salt-soluble proteins was 0.61 and 1.75 i n corresponding uni ts . Concentration of proteins in the water-soluble ex- t r a c t did not a f fec t emulsifying capacity appreciably. t e i n concentration of solutions of salt-soluble proteins produced an appre- ciable change; when the proteins were diluted, efficiency increased. The removal of proteins f r o m solution i n the process of emulsification is depicted i n the r e su l t s of ul t racentr i fugal studies.
Variation of the pro-
The ultracentrifuge patterns shown i n Figure 6 (Slide 10) indicate the amounts of water-soluble proteins and salt-soluble proteins present be- fore and a f t e r the solutions had been used in emulsification. water-soluble protein and most of the salt-soluble proteins were removed during the emulsification process.
Appreciable
In work that followed, we fur ther Investigated the factors t ha t a f f ec t the emul swing efficiency of these proteins, par t icular ly the effect of varying pH and sodium chloride on both water-soluble and salt-soluble proteins, the e f fec ts of d i f fe ren t s a l t s on the emulsieing capacity of water-soluble proteins, t he e f f ec t s of pH and NaCl on the emulsifying capacity of meat proper, and the e f fec t of varying the water content of sal ted meat on emulsifying capacity.
The e f fec ts on the emulsiFying capacity of water-soluble proteins of varying NaCl a t 0,5, 1.0, and 2.0 M concentrations a t pH values ranging f r o m 4.0 t o 7.85 a re shown in Figure 7 (Slide 11) The results indicate tha t a t a l l pH values t h e emulsifying capacity of proteins increased i n increasing concentrations of N a C l . a t approximately pH 5.2 and sharply reduced a c t i v i t y i n e i the r more basic o r acidic solutions. maximum a c t i v i t y a t a lower pH than is normally obtained i n meat and respond favorably t o higher concentrations of NaCl than those desired f o r flavoring purposes.
Variation of pH had a marked ef fec t with a maximum
It is notable that water-soluble proteins exert t h e i r
Also, i n connection with the e f f ec t of NaCl i n act ivat ing the emulsifying capacity of water-soluble proteins, we determined the emulsifying capacity of water-soluble proteins as affected by potassium thiocyanate, iodide, n i t r a t e , bromide, chloride, and sulfate . The data shown in Table 5 (Slide 1 2 ) indicate that the emulsifying capacity of water-soluble proteins

74 . decreased i n the order of the s a l t s named. Hofmeister series and appears t o be the s m e ef-fect t ha t a f fec ts the spread- ing of proteins as shown i n the previous studies of others (6). preting t h i s e a r l i e r work, the e f fec t was a t t r ibu ted t o the production of d i f fe ren t degrees of unfolding of proteins. presented here suggest that N a C l increases the emulsifying capaxity of water-soluble proteins by unfolding t h e i r structure, thus extending t h e i r a b i l i t y t o enclose f a t a o b u l e s in membranes.
This i s the order of the
In in t e r -
On the same basis, the resu l t s
Table 5. The e f fec ts of d i f fe ren t salts on t e emulsifying capacity of water-soluble proteins- a7
Salt se r i e s ICjCN M[ mo3 KBr KC1 KZs04
Fat emulsified 165 14 6 134 130 119 11 7 -.- __I_-
d 4.80 rag protein/50 ml, pH values before and a f t e r addition of s a l t s w e r e 5.52 and 5.12, respectively.
The resu l t s shown i n Figure 8 (Slide 13) were obtained on investi- gating the a f fec ts of varying pH and content of NaCl on the emulsifying capacity of sal t -soluble proteins, The enulsifying capacity of salt-soluble proteins was not s ignif icant ly different in 0.3, O.G, and 1 .2 M solutions of NaCl, except that pH values approaching pH 5.4, approximately the accepted i soe lec t r ic point of the salt-soluble proteins. In this pH range, increasing NaCl produced a s ignif icant increase i n the emulsifying capacity, an effect that can simply be explained as the effect of s a l t in lowering the pH a t which proteins a t t a i n minimLun solubi l i ty .
In Figure 9 (Slide 14), the results obtained wi th meat a r e shown on comminuting and dispersing samples i n 0.3, 0.6, and 1.0 M NaCl and then determining the i r errmlsifying capacity a t pH values adjusted i n a range extending from 4.6 t o 8.1. The resu l t s apparently r e f l ec t differences i n the a b i l i t y of the solutions both t o extract proteins and t o disperse and modify their character is t ics . Variation of both pH and content of NaCl strongly influenced emulsifying capacity. An increased concentration of N a C l increased the emulsifying capacity a t pH values i n the range 5.4 t o 6.0, but had no s ignif icant e f f ec t otherwise. In general, emulsifying capacity increased markedly with increase in pH. resu l t s can be understood by comparing these data with that previously shown that were obtained wtth water-soluble and salt-soluble proteins. curves lack maxima a t pH 5.2 a t which pR the water-soluble proteins exhibited a maximum but have a tendency t o plateau a t pH 5.0 where emulsifying capacity is approximately 100, These resu l t s indicate t h a t the apparent contribution of water-soluble proteins throughout the en t i r e range of pH values in a l l three concentrations was approximately 100. Also, a comparison of the curve shown here with Figure 6 indicates that the emulsifying capacity of meat and the sal t -soluble proteins of meat are genemlly similar i n the region pH 5-6 where increasing MaCl content apparently minimizes the e f f ec t of lowering pH and favorably a f f ec t s emulsifying capacity. Further comparison of these resu l t s with those previously shown indicates that the emulsifying capacity of meat, but not of the salt-soluble proteins, increased a t pH values ranging from 7 t o 8.
The significance of these
The
The evidence suggests that the e f fec t of increasing pH was not

75.
exerted by modifying the action of dispersed proteins. explanation i s that increasing a lka l in i ty increased extraction of the pro- te ins .
Rather, a logical
To be f u l l y effective, the proteins should be extracted and dis- persed. of the e f fec t on the emulsifying capacity of meat of varying ra t ios of water t o meat added t o cured meat before its use i n emulsification.
In Table 6 (Slide 15), data a re given showing the resu l t s of a study
Table 6
Table 6. The e f fec t on the emulsifying capacity of meat of varying content of added water
Ratio b r i y I - &ulsifying capacity, mlbJ t o meata . . . . A B C D - -I_
4.0 13 6 153 196 150
1.0 13 9 14 3 199 153
0.5 124 129 189 - 0.25 1 2 2 13 7 170 131
0.125 118 - - - 0.0 - 106 163 126
d Volume of 0.6 M NaCl indicated added t o ground meat contain- ing 5.85:: added NaCl. ' Four samples, capacity determined on weights equivalent t o 2.5 g meat i n meat-brine mixture adjusted t o 0.28 M NaC1 and 50 m l volume.
In these experiments, aZter t h i s "curing", the operation of emulsification was conducted a t low s a l t concentrations so t ha t proteins, not dissolved o r f u l l y hydrated during the "curing", would not become dissolved; a t the same time, conditions which would precipi ta te dissolved protein were avoided. This was obviously done i n an e f fo r t t o d i f fe ren t ia te the e f fec t of d i f fe r - ent levels of water i n curing while eliminating extraction of proteins i n the brine used i n the emulsification process. fying capacity m.s reduced 15 t o 305 by a dras t ic reduction of water content. The greater par t of the meat proteins was conditioned by the treatment with NaCl so t ha t they were dispers ible i n weak brine and act ing during the process of emulsification. Obviously the potent ia l emulsifying capacity i n meats i s not obtainable when the water content of meat emulsions is re- s t r i c t ed . On the other hand, reduction of added water apparently e f fec ts the interact ion of NaCl with the proteins t o only a moderate extent. The pH of ordinary meat is approximately 5.4 t o 6.0, and the usual ionic strength of sausage emulsions is approximately 0.6, o r approximately the
The results show that emulsi-

76.
equivalent of 0.6 M ITaCl. emulsification is most sensi t ive t o cbnge i n pH and content of N a C l . The resu l t s indicate tha t increasing e i the r o r both pH and N a C 1 should improve the emulsification ordinar i ly obtained i n preparing emulsion-based meat products
Und.er these conditions, the effectiveness of
Some may be interested i n the recent work on t h i s project. Ve found t h a t one inaus t r ia l f i ru using our method f o r determining emulsifying capacity has used the resu l t s i n computing sausage formulations with the I B M computer. In general, success was obtained insofar as emulsifying pork f a t was concerned, but emulsifying beef fa t apparently consti tutes a some- what d i f fe ren t problem. emulsification of f a t s containing relat ively large proportions of sol ids .
'Po handle this problem, we a r e now studying the
(1) Hansen, L, J. 1960. Etnulsion formation i n f ine ly comminuted sausage. Food Technola - 14, 565.
(2) Ascherson, F. 14. 1925. On the physiological u t i l i t y of the f a t s and a new theory of c e l l formation based on t h e i r cooperation and sup- ported by several new fac ts . (1840) reprinted In Hatschek, E, "The Foundations of Colloid C h e m i s t r y , " Wcmillan Co., New York.
Arch. Anat. Physiol. Lpz. p. 44
(3) Becher, Paul. 1957. "Esrmlsions: Theory and Practice." Reinhold Publishing Corp., New York.
(4) Swift, C. E., Lockett, C., and Fryar, A , J. 1961. Comminuted meat emulsions - the capacity of meats f o r emulsifying f a t . Technol. 15, 468.
Food Y
(5) Swift, C. E , , and Sulzbacher, 1.J. L, 1963. Comminuted meat emulslons: Factors affect ing meat proteins a s emulsion s tab i l izers . Technol. 17, L 106.
( 6 ) Adam, Ne= K. 1941. "The Physics and Chemistry of Surfaces," 3rd ed. Oxfoxd Press, London.
Food
f4R. SAFIU: Ve w i l l have a discussion session a f t e r the next two papers a re completed.
The next area that we want t o cover on the m l s i o n Type Sausages is the Effects of Various Binders on Sausage Zbiulsions, and Nichigan State has done considerable work i n t h i s a,rea, and Prof. Bratzler was t o give t h i s Paper but has been i n the hospital the l a s t two o r three weeks. But you a l l know the saying "Old Profs W l l IJever Let You Down", and I believe he con- tacted AI. Pearson who carted over a l l of the data so t ha t he could write the

Fig. 6 (Slide 10)
FAT EMU L S I F I CATION Effect on Protein Solutions
WATER-SOLUBLE
BEFORE
SALT-SOLUBLE
Sedimentation of proteins in solutions before and after emulsification.

Fig. 7 (Sl ide 11)
FAT EMULSIFICATION WITH . WATER-SOLUBLE PROTEINS
-
O.5M Na CI I I I 5 6 7 8 4
PH Influence of pH and NaCl on the mount of f a t emulsified by water-soluble proteins.
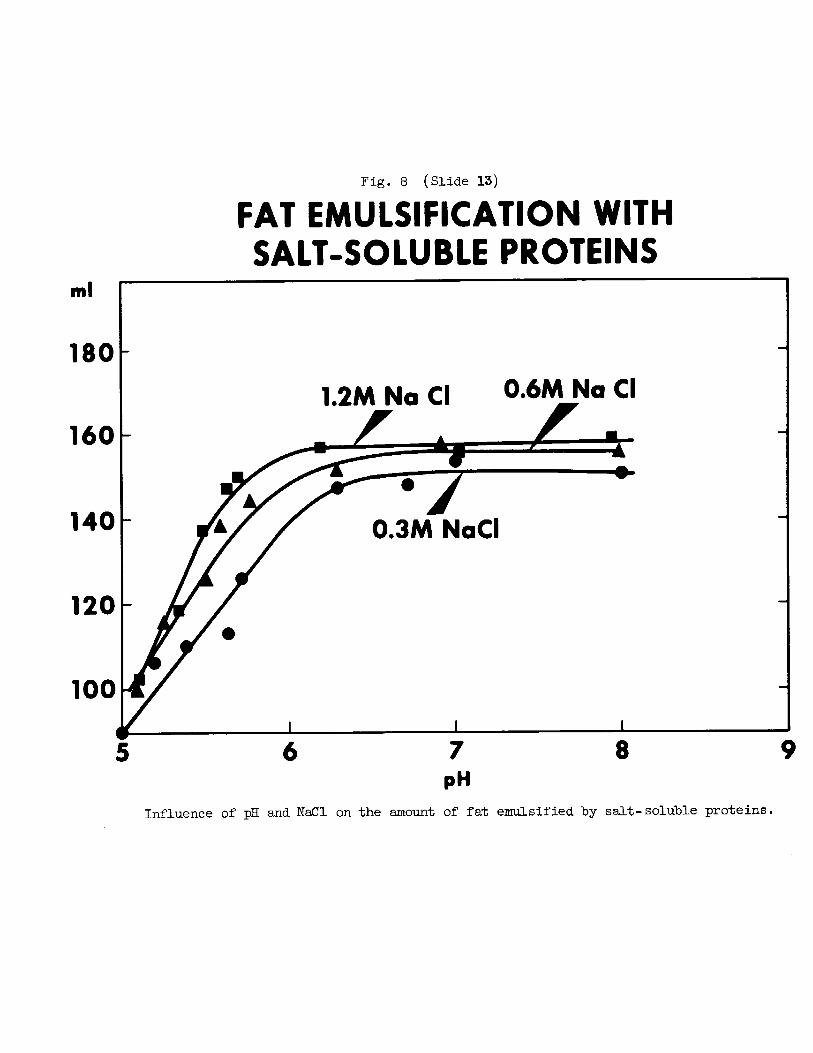
Fig . 8 ( S l i d e 13)
ml
180
160
140
120
100
FAT EMULSIFICATION WITH SALT-SOLUBLE PROTEINS
1.2M No CI 0.6M Na CI
6 7 PH
a 9
Influence of pH and N a C l on the amount of fat emulsified by salt-soluble proteins.

80
.
0
-- I
0
V 0 z 0
I I
I
0
00 0
-0
E
m c
I I
I
m
0
0
0
0
0 c
c
.t c
.o c

81 . paper there a t the hospital , and we have Jim Price who i s now back a t Michigan and who will present Professor Bratzler's paper.
MR. JIM PRICE : Thank you, Bob a
Prof. Bratzler, I am sure, regrets that he was unable t o be here a t the Conference, I know t ha t he wanted very much t o reminiscence and v i s i t with h is friends and colleagues tha t attend t h i s Conference, We f e e l con- f ident t h a t Prof. Bratzler w i l l be back a t his desk when we return t o East Lansing .
Since I had an occasion t o review the formal paper of Dr . Rongey who did th i s research work, Prof. Bratzler asked me t o present h i s paper here t h i s afternoon.
#######If####