ch. 13 anaerobic treatment by...
TRANSCRIPT
Chapter
13
ANAEROBIC TREATMENT
BY METHANOGENESIS
13.1 Uses for Methanogenic Treatment
13.2 Reactor Configuration
13.3 Process Chemistry and Microbiology
13.4 Process Kinetics
13.5 Special Factors for the Design of Anaerobic Sludge Digesters

Ch. 13 Anaerobic Treatment by Methanogenesis
Methanogenesis :
Organic matter (BODL) Reduced oxidation state (CH4)
anaerobic
At STP 1 g of BODL generates 0.35 l of CH4
Methanogenic process quite complex always contains methanogens
Acetate Fermenters Hydrogen Oxidizers
Electron Donor Acetate H2 and formate
Electron Acceptors Acetate CO2
Carbon Sources Acetate CO2
Fs0 0.05 0.08
Y 0.04 g VSSa/g Ac 0.45 g VSSa/g H2
q^ (at 350C) 7 g Ac/g VSSa-d 3 g H2/g VSSa-d
K 400 mg Ac/l ?
B 0.03/d 0.03/d
[xmin]lim 3.6 d 0.76 d
Smin 48 mg Ac/l ?
Slow growing

13.1 Uses for Methanogenic Treatment
Anaerobic treatment municipal wastewater and solid waste
High strength industrial wastewater << - lack of experience with the process
- lack of process understanding
- presence of toxic compound
- concern over the need for high process
reliability in a strong regulatory
Anaerobic treatment popular in developing world & warm climate
More complex, need high skill & solid understanding
+
Enough nutrient, low pH problem and presence of toxicant
reliable
treatment
process

13.1 Uses for Methanogenic Treatment
Advantages and disadvantages of anaerobic treatment
Advantages 1. Low production of waste biological solids
2. Low nutrient requirements
3. Methane is useful end products
4. Generally, a net energy producer
5. High organic loading is possible
Disadvantages 1. Low growth rate of microorganisms
2. Odor production
3. High buffer requirement for pH control
4. Poor removal efficiency with dilute wastes

Example 13.1 Energy Value of Methane
Flow (Q) = 104 m3/d, BODL = 20,000 mg/l
Task : 1. Compute the volume of generated CH4 if waste stabilization is 90%
2. Compute energy value of that methane
BODL loading rate = Q x BODL = 2.105 kg BODL/d
BODL stabilization rate = waste stabilization x BODL loading rate =
1.8 . 105 kg BODL/d
Methane generation rate = BODL stabilization rate x 0.35 m3 CH4 (STP)/kg BODL
= 6.3 . 104 m3 CH4 (STP)/d
Energy rate = Methane generation rate x 35,800 kJ/m3 CH4 (STP)
= 2.26 . 109 kJ/d

13.2 Reactor Configurations

13.2.1 Completely Mixed
Operational T = 350C
Td = 15 – 25 days
Earlier design : no mixing
Problems :
1. Fresh sludge & fermenting
microbes are not brought
together efficiently
2. Denser solids, tend to settle
in the reactor
Solutions : operated at detention times, based on the ratio
of tank volume to influent sludge flow rate
≥ 60 days

13.2.2 Anaerobic Contact
Anaerobic contact process
is analog to aerobic activated
sludge system
First : COD = 1,300 mg/l
Hydr. Td = 0.5 d
BOD removal = 91-95 %
at loading rate 2-2.5 kg/m3-d
PROBLEMS : - biosolids in the settling tank tends to rise due to bubble generation and
attachment in the settling tank
- biosolids loss to the effluent reduce x, affect process stability
SOLUTION : applying a vacuum in order to remove some of the gas supersaturation

13.2.3 Upflow and Downflow Packed Beds
Commonly called anaerobic filter
Trickling Filter
Biofilm attached to a rock/plastic
medium
Used to treat soluble substrate with
COD = 375-12,000 mg/l
Td = 4-36 h
Problems : -clogging by biosolids
-influent suspended solids
-precipitated minerals
Upflow
Solution : occasional high-rate application into
the bottom of the system
turbulent fluid motion
dislodge solids

13.2.3 Upflow and Downflow Packed Beds
Downflow
Advantages :
Solids tend to accumulate more near the top surface remove solids by gas
recirculation
Sulfide produced through sulfate reduction may be stripped from the liquid
Disadvantages :
•May have a greater tendency to lose biosolids to the effluent

13.2.4 Fluidized and Expanded Beds
General
• The fluidized bed reactor contains small media
(sand, granular activated carbon)
• High upflow velocity of WW causes biofilm
carriers to rise to balanced point
• A portion of effluent is recycled back to the
influent
Advantages
• high flow rate creates good mass transfer of
DOM from bulk liquid to particle surface
• clogging and short-circuiting of flow through
the reactor less than in the packed-bed
• the small carrier size gives a very high specific
surface area
Disadvantages
• difficulty in developing strongly attached biosolids containing the correct blend of methanogens
• abrasion between particles and fluid shear stress can increase detachment rates of microbes
• high recycle rates can increase energy cost due to head loss in the recycle piping
• defluidization for an extended period can cause process instability
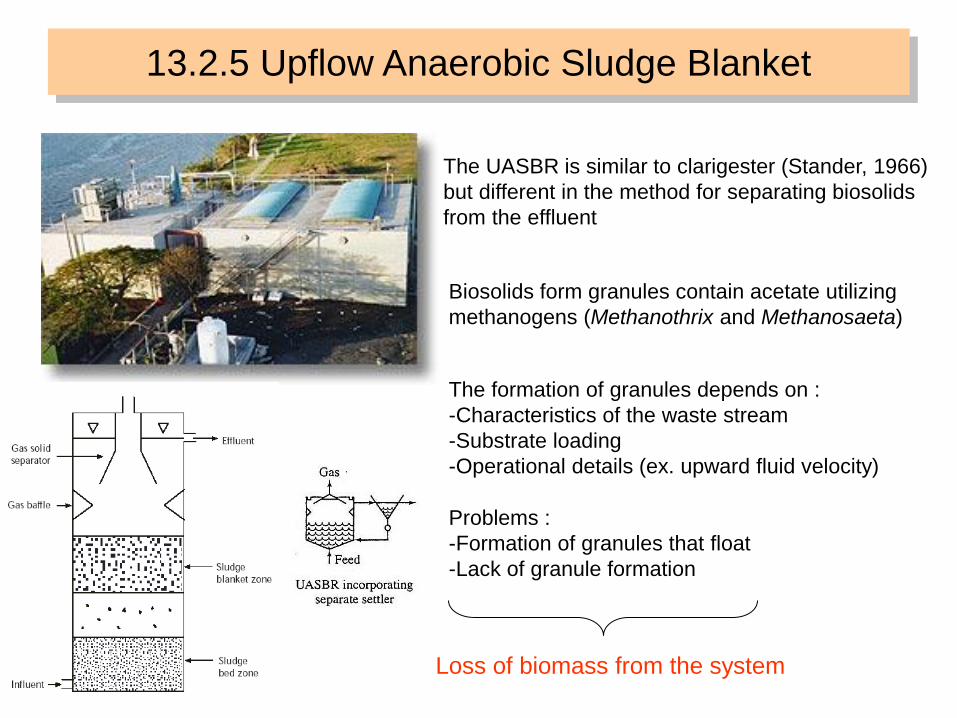
13.2.5 Upflow Anaerobic Sludge Blanket
The UASBR is similar to clarigester (Stander, 1966)
but different in the method for separating biosolids
from the effluent
Biosolids form granules contain acetate utilizing
methanogens (Methanothrix and Methanosaeta)
The formation of granules depends on :
-Characteristics of the waste stream
-Substrate loading
-Operational details (ex. upward fluid velocity)
Problems :
-Formation of granules that float
-Lack of granule formation
Loss of biomass from the system

13.2.6 Miscellaneous Anaerobic Reactors
Baffled Reactor
Wastewater alternately moves upward and downward,
upward movement
UASBR-like
biosolids from one chamber enter the next chamber
Prevent biosolids loss

13.2.6 Miscellaneous Anaerobic Reactors
Horizontal sludge-blanket reactor
Vol. loading is similar to UASBR
Advantages :
-Simple and lack of structures
minimize the costs
Disadvantages :
-Solids accumulation short circuiting
poor performance
Solids need to be removed regularly

13.2.6 Miscellaneous Anaerobic Reactors
Two-stage leaching bed leachate filter
Biomass (lignocellulosic materials) methane
Limiting step : hydrolysis of cellulose
By separating acid formation from methanogenesis,
the more sensitive methanogenic system can be
operated as a high-rate reactor

13.2.6 Miscellaneous Anaerobic Reactors
Two-phase digestion
Td = 1-2 d
Td = 8-10 d
Low pH accelerated hydrolysis
Fermentation and methanogenesis takes place
•The overall volume is less than conventional CSTR
•Higher volumetric loading than a conventional CSTR
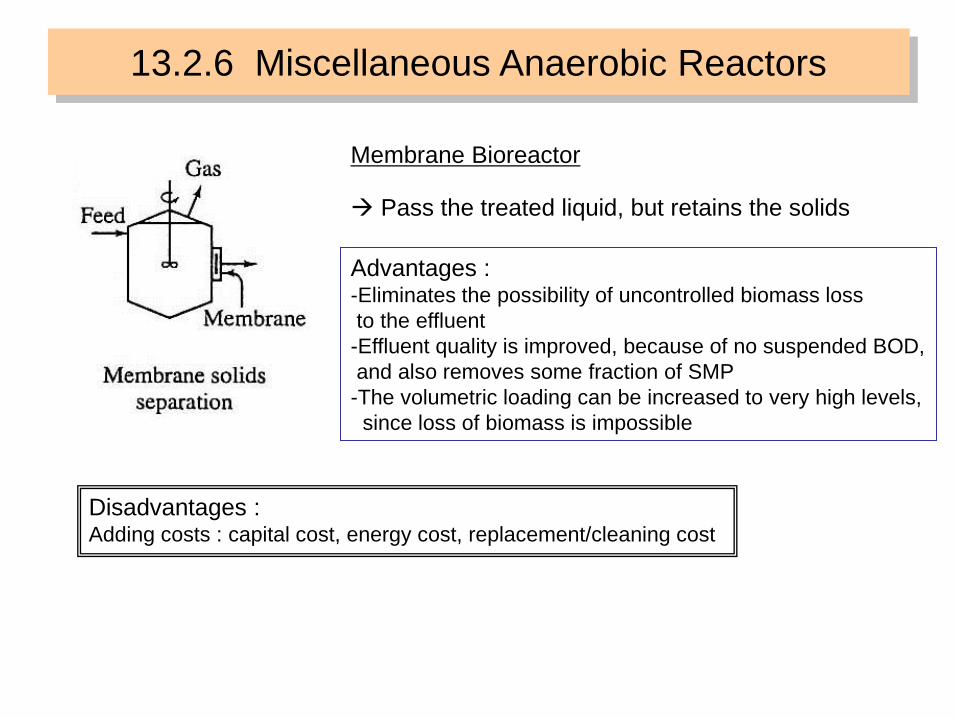
13.2.6 Miscellaneous Anaerobic Reactors
Membrane Bioreactor
Pass the treated liquid, but retains the solids
Advantages : -Eliminates the possibility of uncontrolled biomass loss
to the effluent
-Effluent quality is improved, because of no suspended BOD,
and also removes some fraction of SMP
-The volumetric loading can be increased to very high levels,
since loss of biomass is impossible
Disadvantages : Adding costs : capital cost, energy cost, replacement/cleaning cost

13.2.6 Miscellaneous Anaerobic Reactors
Aerobic Polishing
Remove the effluent from anaerobic system that
may exceed the regulatory requirement

13.3 Process Chemistry and Microbiology
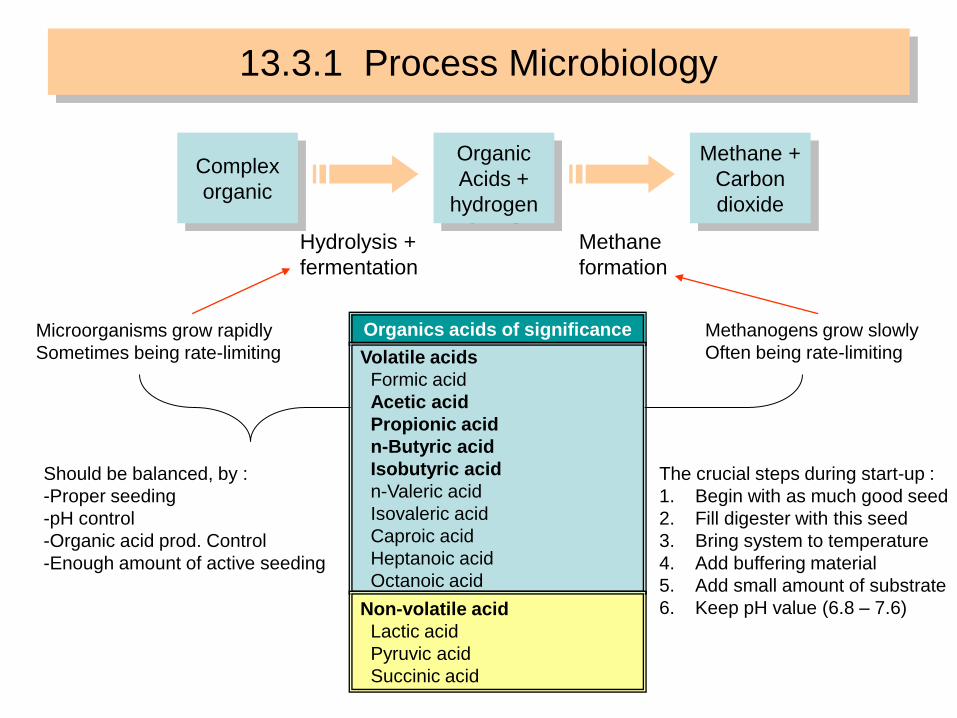
13.3.1 Process Microbiology
13.3.1 Process Microbiology
Complex
organic
Organic
Acids +
hydrogen
Methane +
Carbon
dioxide
Hydrolysis +
fermentation
Methane
formation
Organics acids of significance
Volatile acids
Formic acid
Acetic acid
Propionic acid
n-Butyric acid
Isobutyric acid
n-Valeric acid
Isovaleric acid
Caproic acid
Heptanoic acid
Octanoic acid
Non-volatile acid
Lactic acid
Pyruvic acid
Succinic acid
Microorganisms grow rapidly
Sometimes being rate-limiting
Methanogens grow slowly
Often being rate-limiting
Should be balanced, by :
-Proper seeding
-pH control
-Organic acid prod. Control
-Enough amount of active seeding
The crucial steps during start-up :
1. Begin with as much good seed
2. Fill digester with this seed
3. Bring system to temperature
4. Add buffering material
5. Add small amount of substrate
6. Keep pH value (6.8 – 7.6)
13.3.1 Process Microbiology
• Organic acid concentration and pH should be checked daily
• Inhibition of the biological reaction or
overload with organic waste increase of organic acid concentration
• Buffering capacity is depleted pH buffer must be added prevent the death of methanogens
Organic Acid and pH
Volatile Acid
• Present in highest concentration : acetic, propionic, butyric, isobutyric acids
• at normal pH, present in the ionized form
• pKa (35 0C) = 3.8 – 4.9
• should be monitored routinely, by GC, HPLC
Microorganisms
• routine analyses using oligonucleotide probes (to be discussed later)

13.3.2 Process Chemistry
Important chemical aspects :
1. Reaction stoichiometry
2. pH and alkalinity requirements
3. Nutrient requirements
4. The effect of inhibitory materials on the process
Stoichiometry
Most of the organic is converted to main end products : CO2, CH4, H2O, biomass
Other elements (nitrogen, sulfur) inorganic form (ammonium, sulfides)
Conversion of acetate to methane :
CH3 ┇ COO- + H2O CH4 + HCO3- (13.1)
Using half-reactions : eHHCOCOOHCOCHRd 3223
8
1
8
1
8
3
8
1
OHCHeHCORa 2424
1
8
1
8
1:
34238
1
8
1
8
1
8
1: HCOCHOHCOOCHR
(13.2)
(13.3)
(13.4)

13.3.2 Process Chemistry
Overall stoichiometric equations :
34
27524
2
2020
20858
420
92
HCOdf
cNHdf
c
NOHCdf
COdfdf
cnCHdf
OHdfdf
bcnNOHC
ss
sese
escban
(13.5)
Where d= 4n + a – 2b – 3c
x
xdss
b
bfff
1
110fs = fraction of waste synthesized to cells
fs0 = common value Table 13.2
b = decay rate
x= sludge retention time
fd = percentage conversion to end product

13.3.2 Process Chemistry
Example 13.2 Stoichiometry of Glucose Fermentation to Methane
The wastewater contains 1.0 M glucose. Assume fs = 0.20, glucose is 100% consumed
Task : estimate CH4 prod., the mass of biological cells produced, concentration of NH4-N
required for cell growth per m3 of wastewater treated
Answer :
Molecular formula of glucose is C6H12O6 Eq. 13.5, n=6, a=12, b=6, c=0,
d=(4x6+12-2x6)=24, fe = 1-0.2=0.8
C6H12O6 + 0.24 NH4+ + 0.24 HCO3
- 2.4 CH4 + 2.64 CO2 + 0.24 C5H7O2N + 0.96 H2O
Thus, for each m3 wastewater, 2.4 kmol CH4 and 27.2 kg cells are produced
NH4-N required = 3.36 kg/m3 wastewater

Example 13.3 Stoichiometry of the Methanogenesis of an Organic
Mixture
Flow rate = 100 m3/d, COD = 5,000 mg/l, COD consists 50 % FAc. and 50 % protein
x = 20 d, T = 35 0C, Conversion = 80%. Protein = C16H24O5N4. Fatty Acids = C16H32O2
Estimate : CH4 prod., biological cell prod. rate, relative percentage of CO2 & CH4 produced,
bicarbonate alkalinity
Answer :
Reaction O-19 in Table 2.3,
Fatty Acids : 4/23 CO2 + H+ + e- = 1/92 C16H32O2 + 15/46 H2O
Protein : 2/11 CO2 + 2/33 NH4+ + 2/33 HCO3- + H+ + e- = 1/66 C16H24O5N4 + 31/66 H2O
50%
+
0.1779 CO2 + 0.0303 NH4+ + 0.0303 HCO3
- + H+ + e- = 0.013 C16H27.3O3.75N2.33 + 0.398 H2O
fs0 in Table 13.2 50% adding to each other fs
0 = 0.07, b = 0.05 d-1
042.0)20(05.01
)20)(05.0(2.0107.0
sf and fe = 1 - 0.042 = 0.958

Example 13.3 Stoichiometry of the Methanogenesis of an Organic
Mixture (cont.)
Substituting to Eq. 13.5 overall raection :
C16H27.3O3.75N2.33 + 10.73 H2O 9.20 CH4 + 3.83 CO2 + 0.161 C5H7O2N + 2.17 NH4+ + 2.17 HCO3-
COD removal rate = (S0-S)Q= [5,000 – 0.2(5,000)] mg/l x 100 m3/d = 4 x 105 g/d
At 35 0C, 1 mol CH4 = 25.3 l
CH4 prod. = 25.3 x 9.20 x molgCOD
dgCOD
/615
/)10(4 5
= 151 m3/d
Cell production = 0.161 x 113 x molgCOD
dgCOD
/615
/)10(4 5
= 11.8 kg/d
CH4 + CO2 = 100% %71)100(83.320.9
20.94
CH CO2 = 100-71 = 29%
3
33
000,50.
615.
17.2.
1
58.0)(
HCOmol
alkmg
CODg
mol
mol
HCOmolCODgxCaCOasAlk = 706 mg/l as CaCO3
13.3.2 Process Chemistry
The main chemical species controlling pH in anaerobic treatment related to the
carbonic acid system :
CO2 (aq) = CO2 (g) (13.6)
CO2 (aq) + H2O = H2CO3 (13.7)
H2CO3 = H+ + HCO3- (13.8)
HCO3- = H+ + CO3
2- (13.9)
H2O = H+ + OH- (13.10)
)35(/38][
)]([*
32
2 CmolatmKCOH
gCO o
H
Equilibrium relationship among those species :
H2CO3* = CO2 (aq) = CO2 (aq) + H2CO3 (13.11)
)35(105][
]][[ 7
1,*
32
3 CKCOH
HCOH o
a
(13.12) )35(106][
]][[ 11
2,
3
2
3 CKHCO
COH o
a
(13.13)
pH and Alkalinity Requirements pH = 6.6 – 7.6
)35(102]][[ 14 CKOHH o
w
(13.14)

13.3.2 Process Chemistry
][000,50
)(3
HCObicarbAlkalinity
][
][log
*
32
31,
COH
HCOpKpH a
H
a
K
gCO
bicarbAlkalinity
pKpH)]([
000,50
)(
log2
1,
][][2][][][ 2
33
OHCOHCOAlkalinityH (13.15)
Alkalinity can be quantified from a proton condition on the species of interest
(13.16)
Taking log of Eq. 13.12 : Subs. Eq.13.11 & 13.16 into Eq. 13.17
13.3.2 Process Chemistry

Example 13.4 Calculating the pH
Calculate the pH for Ex. 13.3, T = 35 0C, CO2 partial pressure = 29% 0.29 atm
Alkalinity was calculated as 706 mg/l.
Eq. 13.18 6.6
38/29.0
000,50/706log)105log( 7 xpH

13.3.2 Process Chemistry
HA + HCO3- H2CO3
* + A- (13.19)
[H+] + [Alkalinity] = [A-] + [HCO3-] + 2[CO3
2-] + [OH-] (13.20)
Release of NH4+ alkanility is added to the water
Biodegradation of organic matter can destroy alkalinity, by production of organic acid (HA)
In the case when weak acids and bicarbonate are present together :
Where : [A-] = summation of the molar conc. of all the weak acid salts present
(except for bicarbonate and carbonate)
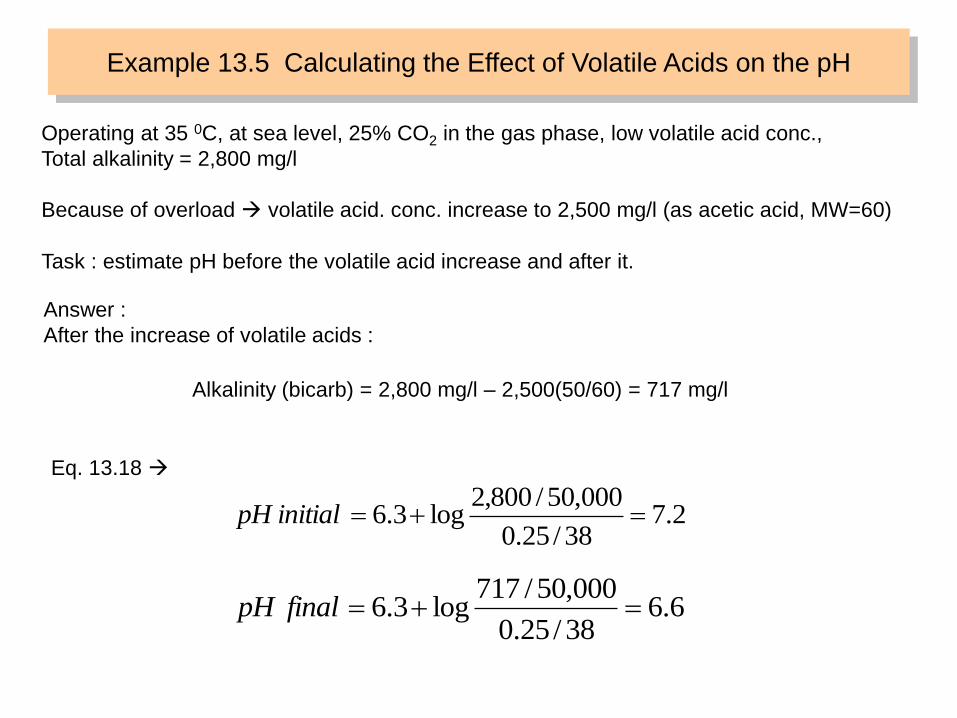
Example 13.5 Calculating the Effect of Volatile Acids on the pH
2.738/25.0
000,50/800,2log3.6 initialpH
6.638/25.0
000,50/717log3.6 finalpH
Alkalinity (bicarb) = 2,800 mg/l – 2,500(50/60) = 717 mg/l
Operating at 35 0C, at sea level, 25% CO2 in the gas phase, low volatile acid conc.,
Total alkalinity = 2,800 mg/l
Because of overload volatile acid. conc. increase to 2,500 mg/l (as acetic acid, MW=60)
Task : estimate pH before the volatile acid increase and after it.
Answer :
After the increase of volatile acids :
Eq. 13.18