ceweld - drouguet soudage ceweld.pdfquality is what ceweld ... welding, brazing and metal spray...
TRANSCRIPT

CEWELD®

Quality is what CEWELD® stands for. Manufacturing facilities worldwide behind the CEWELD® products are proven to be the best in their field and are chosen fully independently to guarantee the highest quality available. We offer a huge variety of welding, brazing and metal spray consumables, a modern automated warehouse, batch registration and the ability to deliver all filler metals with a certificate of quality. All our consumables fully comply with the latest international standards.
QUALITY

CEWELD® has the world’s widest selection of welding consumables for the welding industry. We carry a huge stock of Mig-Mag welding wires, SAW wires, flux-cored wires, Tig rods, electrodes, silver brazing rods, spray powders and spray wires for steel, stainless steel, aluminium, copper, nickel, Inconel, Monel, Brightray, Nilo, Nimonic, Hasteloy, Stellite, titanium, CuNiFer and many other alloys.
PRODUCTS

The team behind CEWELD® is at your service day and night, using highly advanced computer systems that enable us to source filler metals quickly and efficiently from all over the world. We pride ourselves on the quality of our goods and the reliability of our delivery system. CEWELD® products are found in more than 25 countries worldwide. Our aim is to be the best organized company in the welding world.
SERVICE

All the products are stored at several CEWELD® warehouses exceeding 1,500 tons of welding, brazing and metal spray consumables that are directly available to our customers against extremely favourable conditions. From our warehouses, goods ordered before 16.00 hours will be shipped the same day. Batch and serial numbers of all goods are registered in order to guarantee error free delivery and traceability.
STOCK

INDEX
0�
0102
0304
05
0�
01.STICKELECTRODES9 FORUNALLOYEDANDLOWALLOYEDSTEEL11 FORSTAINLESSSTEEL,FERITIC&MARTENSITIC11 FORSTAINLESSSTEEL,CrNi12 FORSTAINLESSSTEEL,CrNiMo(Cu)12 FORHEAT-RESISTANTSTAINLESSSTEEL13 FORSTEELDIFFICULTTOWELD14 FORNICKELBASEDALLOYS15 FORCORROSIONRESISTANTHASTELOYALLOYS1� SHOCKANDABRASIONRESISTANT1� FORCASTIRONANDGOUGING1� FORCUTTINGEDGES1� MANGANESEBASED18 STELLITE(COBALTBASEDALLOYS)18 HIGHWEARRESISTANT19 SINTERED,HIGHWEARRESISTANT19 TUNGSTENCARBIDEALLOYS19 EXTREMEWEARRESISTANT19 ALUMINIUMBRONZE20 FORTINBRONZE20 FORALUMINIUMANDALUMINIUMALLOYS
02.FLUX-COREDWIRES22 METAL,FORUNALLOYEDANDLOWALLOYEDSTEEL22 RUTILE,FORUNALLOYEDANDLOWALLOYEDSTEEL23 BASIC,FORUNALLOYEDANDLOWALLOYEDSTEEL24 SELFSHIELDING24 STAINLESSSTEEL25 FORNICKELBASEDALLOYS2� STELLITE(COBALTBASEDALLOYS)2� FORCASTIRON2� FORHARDFACING,SHOCKANDABRASIONRESISTANT28 FORHARDFACING,HIGHABRASIONRESISTANT29 FORHARDFACING,WITHEXTREMEWEARRESISTANCE
03.SOLIDWIRESMIG/MAG/TIG/STRIP/FLUXES31 FORUNALLOYEDANDLOWALLOYEDSTEEL32 FORHARDFACING,SHOCKANDABRASIONRESISTANT32 SUBARC,FORUNALLOYEDANDLOWALLOYEDSTEEL33 SUBARCFLUXES(POWDERS)34 STAINLESSSTEELWIRESANDSTRIPS35 FORSTAINLESSSTEEL35 AGAINSTWEAR35 NICKELBASED35 STELLITE(COBALTBASED)3� FORALUMINIUMANDALUMINIUMALLOYS3� TITANIUMANDALLOYS3� FORCOPPERANDCOPPERALLOYS38 FORNICKELBASEDALLOYS(INCONEL,MONEL,ETC.)39 STELLITE(COBALTBASEDALLOYS)
04.BRAZING41 BRAZINGRODS41 HARDFACINGWITHTUNGSTENCARBIDES41 FLUXES42 SILVERALLOYS
05.THERMALSPRAY44 WIRESFORTHERMALSPRAY

01.STICK ELECTRODES
08

01.STICK
ELECTR
OD
ES
09
TYPE
�010
�010
8010
�013S
1000S
�013Fall
�013T
�024(150%)
�024(200%)
�02�(Rutileacid)
STICK ELECTRODES
FORUNALLOYEDANDLOWALLOYEDSTEELAPPLICATION / BASE METAL
�010isacellulosecoatedallpositionalpipeweldingelectrodedesignedespeciallyforverticaldownrootpassweldingonD.C.negativepolarityandforsubsequentpassesonD.C.positivepolarity.Apartfromitsexcellentweldingandgapbridgingcharacteristics�010offersawelddepositwithoutstandingimpactstrengthvaluesandthusoffersthebenefitofstillmoresafetyinfieldweldingofpipelines.St:3�.2,44.2,3�.3,52.3,H1,H11,3�.0,52.0,3�.4,52.4,35.8,45.8,210.�,3�0.�,X42,X�0,A-D
�010isourcellulosicelectrodeusedforrootandfillerpassweldingofpipelinesmadeofhigh-resistant,lowalloyedsteel.Itcanbeusedinallpositionsespeciallysuitableforverticaldownposition.St:290.�,415.�TM,X42,X�5,A-E
8010isourcellulosicelectrodeusedforrootandfillerpassweldingofpipelinesmadeofhigh-resistant,lowalloyedsteel.Itcanbeusedinallpositionsespeciallysuitableforverticaldownposition.St:290.�,415.�TM,X42,X�5,A-E
The�013Sisamediumthickcoatedelectrodeforallkindsofsteelstructuresandisparticularlysuitedforweldingjobsatpoorlyacces-siblepointsandbadlypreparedseams.The�013Sweldinallpositions,inparticularitisideallysuitedforverticaldownwelds.Viscousweldmetal,hencegoodgapbridging.Easyslagremovalandelectrodescanbebentverywelltoimproveaccessibilitytohardtoreachplaces.
1000Sisamediumthickcoatedelectrodesuitableforgeneralconstruc-tionandoffersaverysmoothseamsurface.1000Sissuitableforallpositions;2,5mmcanevenbeusedinverticaldownposition.Mediumfastfreezingweldmetalmakesthiselectrodeexcellentlysuitableforrootrunsinverticaluppositioninpipewelding.Theslagisselfdetachingandthespecialbluecoatingwasdevelopedtoofferhighresistanceagainstmoisturepickup.
The�013Fallisaspecialcoatedelectrodedeveloppedforweldinginverticaldownpositiononoldanddilutedplatessuchasinshiprepairwithbadlypreparedseamsand/ordeluted,galvanisedorpaintedplates.The�013Fallmaybeusedinallpositions.Viscousweldmetal,hencegoodgapbridging.Elektrodescanbebentandoffersexcelentresistanceagainstmoisturepickup!
The�013Tisathickcoatedelectrodeforjoiningandsurfacingsteelstructuresofallkindsinmechanicalengineering,bodyandwagonbuilding,inthefabricationofvesselsandcontainers,andinship-building.The�013Tiseminentlyweldableandpossessesexcellentweldingpropertiesinallpositionsexceptverticallydown.Easystrike,nospatterlosses.Veryeasyslagremoval.Smooth,finelyrippledseamsurfaceandlowfume.
The�024isahighperformanceelectrodewithathickrutilecoatingandarecoveryof150%.Forjoiningandsurfacinginmechanicalengineering,bodyandwagonbuildingaswellasinthefabricationofvesselsandcontainersandinshipbuilding.Moreoverthiselectrodecanbeusedforallkindsofsteelconstructions.The�024hasahighcurrentcarryingcapacityandgoodstrikingproperties.Thiselectrodeisveryeconomicalthankstolowspatteringlossesandeasyslagremoval.
The�024isahighperformanceelectrodewithathickrutilecoatingandarecoveryof200%.Forjoiningandsurfacinginmechanicalengineering,bodyandwagonbuildingaswellasinthefabricationofvesselsandcontainersandinshipbuilding.Moreoverthiselectrodecanbeusedforallkindsofsteelconstructions.The�024hasahighcurrentcarryingcapacityandgoodstrikingproperties.Thiselectrodeisveryeconomicalthankstolowspatteringlossesandeasyslagremoval.
The�02�isahighperformanceelectrodewithathickrutileacidcoatingandarecoveryof150%.Forweldinginmechanicalengineering,bodyandwagonbuildingaswellasinthefabricationofvesselsandcontainersandinshipbuilding.Moreoverthiselectrodeisideallysuitedforprimertreatedorrustymaterials.The�02�hasahighcurrentcarryingcapacityandselfdetachingporousslag(excellentfornarrowgabswheretheslagisoftenhardtoremove).
MECHANICAL PROPERTIES
T~520Y>380E>22%I >4�J(-30°C)
T~5�0Y>420E>22%I >4�J(-20°C)
T~�10Y>4�0E>22%I >4�J(-30°C)
T~510Y>3�0E>22%I >�0J(20°C)
T>510Y>420E>22%I >4�J(0°C)
T~5�0Y>480E>23%I >4�J(0°C)
T~590Y>3�0E>22%I >4�J(0°C)
T>510Y>390E>22%I >4�J(0˚C)
T~510Y~390E>22%I >4�J(0˚C)
T~500Y>420E>22%I >85J(+20°C)I >4�J(-40°C)
AWS A5.1/5.5
E�010
E�010-A1
E8010-G
E�012
E�013
E�013
E�013
E�024
E�024
E�02�
DIN 1913/8575/8529
E4354C4
E4322R(C)3
E5132RR(C)5
E4322R(C)3
E5122RR�
E4332RR11150
E4332RR11200
E5153AR111�0

01.S
TIC
KE
LEC
TRO
DES
10
TYPE
�018LC
�01�
�018-1
�018-A1
Corten
8018-B2
8018-C2
8018-C3
9018-B3
10018-D2
10018-G
11018-H
505-15
STICK ELECTRODES FOR UNALLOYED AND LOW ALLOYED STEEL
APPLICATION / BASE METAL
Extralowhydrogen,basicelectrodeforcriticaljoints,incasealowyieldstrengthisrequired.Thewelddeposithaspracticallynocarbonandaverylowmanganesecontent,whichoffersauniqueresistanceagainstfatigue.Extremegoodimpactvaluesatsubzerotemperatures.
Double-coatedlow-hydrogenelectrodewithexcellentweldingpropertiesindifficultpositionsandhighmechanicalproperties.ItisparticularlysuitedforpoorweldingmachineswithlowvoltageonACandDC+.Excellentlysuitedforoldandrustymaterialbecauseofitsstableandintensivearc.Wellsuitedforrootrunsandthemaintenanceandrepairsector.
The�018-1isalow-hydrogenelectrodesuitableforhighlystressedjointswithveryeasyweldabilityandextremehighmechanicalpropertiesforsteelandcastingsupto�10N/mm2tensilestrength.ItisparticularlysuitedforweldingonACandDC+.The�018-1issuitableforsteelwithupto0.�%carbonandhasverylowhydrogencontent.HD<5ml/100gr
Moalloyedbasicelectrodeforweldingcreep-resistantsteelwithyieldstrengthupto4�0N/mm2.Suitedforworkingtemperaturesof-40°Cto525°C.Mostlyusedfortheconstructionofboilersandpipes(15Mo3).
Basicelectrodeforweatherresistantsteelsuchas,Patinax,Corten,Acor50,HSB51,etc.Excellentmechanicalpropertiesandwellsuitedforuseatsubzerotemperatures.
Basicelectrodeforweldingofsteamproductionplants,steampipesandsimilarjointsmadeofCr-Moalloyedsteel.Theweldmetalisresistanttoworkingtemperaturesupto550°C.ForsteelSt:13CrMo44,15CroMo3,13CrMoV42etc.
Basic,Nickelalloyed(above3%)electrodewithexcellentweldingcharac-teristics,recommendedforfinegrainedsteelusedatlowtemperature(-�0to-80°C).Guaranteedexcellentmechanicalpropertiesatlowtemperatures.Excellentalloyforuseincryogenicandpetrochemicalindustries.Stockinganddistributionofliquidgasorproductsvolatile.HD<5ml/100
Thebasicoffshoreelectrodeaccordingtothelatestoffshorerequire-mentsforsubzerotemperaturesdownto-�0°C.SuitableuptosteeltypessuchasS4�0,approvedaccordingtograde5Y4�byLloydsandDNV.Excellentweldingpropertiesandextremelowhydrogencontent.
Basic,Nickelalloyedelectrodewithexcellentweldingcharacteristics,recommendedforsteelandsteelcastingswithtensilestrengthupto�85N/mm2andfine-grainedsteelwithyieldstrengthupto4�0N/mm2.Guaranteedexcellentmechanicalpropertiesatlowtemperatures.HD<5ml/100
BasicelectrodeespeciallydevelopedforNACErequirements,suitableforcriticalapplicationsatX80,4130andsimilarsteeltypes.Excellentweldingpropertiesaccordingtothelatestgenerationofbasicelectrodeswithextralowhydrogencontent.SuitableforPWHT.
Extremehighstrengthelectrodeforweldingsimilaralloyedsteelwithyieldstrengthupto�85N/mm,extremecrack-resistantandlowtemperature-resistantdownto-�0°C.Preheating,interpasstemperatureandpostweldtreatmentasrequiredbythebasemetal.ForsteelSt:N-A-XTRA�5,�3,�0,T1A,T1Betc.
Latestgenerationbasicelectrodedevelopedforfinegrain‘S�90’steelsinoffshoreapplicationsatextremelowsubzerotemperatures(-�0°C).Guaranteedmechanicalpropertiesaccordingtograde5Y�9andapprovedbyLloydsandDNV.SuitableforS�20,S�90,Weldox�00,API-5LX-X�0,X�5,X80,Dilimaxandothersteelgradesofthesamekind.
Basic,CrandMoalloyedelectrodewithexcellentweldingcharacteris-tics,recommendedforweldingcreep-resistantsteelandsteelcastingforworkingtemperaturesupto�00°C.Thewelddepositoffersahigh-resistantagainsthighhydrogenpressure.Commonlyusedinseveralapplicationsinoilandchemicalindustry.
MECHANICAL PROPERTIES
T~4�0Y<410E>22%I >120J(-20°C)
T~5�0Y>400E>22%I >4�J(-20°C)
T~�00Y>440E>24%I >4�J(-40°C)
T~590Y>450E>22%I >4�J(-40°C)
T>540Y>4�0E>20%I >4�J(-40°C)
T: 5�0-��0Y>4�0E>20%I >95J(20°C)
T>500Y>4�0E>22%I >4�J(-�0°C)
T: �20-��0Y>520E>18%I >95J(20°C)
T>�90Y>�20E>19%I >�0J(-40°C)
T: �80-940Y>�00E>1�%I >4�J(-20°C)
T>��0Y>�90E>1�%I >�9J(-�0°C)
T: �80-�80Y>550E>15%I >50J(-20°C)
AWS A5.1/5.5
E�01�
E�018-1
E�018-A1
E�018-G
E8018-B2
E8018-C2
E8018-G
E9018-B3
E10018-D2
E10018-G
E11018-M-H4
E505-15
DIN 1913/8575/8529
E�018
E5143B(R)10
E5155B10
EMoB2
EY50�5CuNiB
ECrMo1B20+
EY4�8�3NiBH520
EY50�5Mn1NiB
ECrMo2B20+
EY�9�5Mn2NiCrMoB
EY�9��Mn2NiMoBH5
E-CrMo9B20

01.STICK
ELECTR
OD
ES
11
TYPE
CrMo9V
RailB
TYPE
4009B
4015HL-Kb
4115HL
4122HL-Kb
TYPE
4302Ti*
4302HL
4302HLS
431�Ti
431�HL
431�HLS
4551Ti*
4551HL
4551HLS
*Alsoavailableaslimebasic
STICK ELECTRODES FOR UNALLOYED AND LOW ALLOYED STEEL
APPLICATION / BASE METAL
Basic,CrandMoalloyedelectrodewithexcellentweldingcharacteris-tics,recommendedforweldingcreep-resistantheattreated9-12%Crsteel,especiallyforsteelsT91andT92,forworkingtemperaturesupto�00°C.Preheatandinterpasstemperatures200-300°C.
Basicelectrodeforrapidlyjoininglargecrosssectionprofiles.Joiningofrailswithacontinuesfillingofthegapbetweentwosectionswithveryhighcurrentcarryingcapacity.Highmechanicalpropertieswillbeachievedduetothespecialbasiccoating.Suitableforrails,thickandconcretebars,profilescanbecutoffstraightbeforefillingthegap.
MECHANICAL PROPERTIES
T: �50-850Y>500E>1�%I >50J(20°C)
T: �90-890Y>�20E>18%I >4�J(-40°C)
AWS A5.1/5.5
E901�-B9
DIN 1913/8575/8529
STICK ELECTRODES
FORSTAINLESSSTEEL,FERITIC&MARTENSITICAPPLICATION / BASE METAL
Electrodeforweldingferiticandmartensiticsteel,caststeelandalsoforcladdingofexhaustvalves.W.Nr:1.4000,1.4002,1.400�,1.4024
Developedforjoiningandcladdingof1�%chromiumalloysandforcladdingwhentemperatureandcorrosionresistanceisnecessary.W.Nr:1.405�,1.4�40,1.4�42,1.4059,1.4�41
Developedforjoiningandcladdingof1�%chromiumalloysandforcladdingwhentemperatureandcorrosionresistanceisnecessary.W.Nr:1.4115
Developedforjoiningandcladdingof1�%chromiumalloysandforcladdingwhentemperatureandcorrosionresistanceisnecessary.W.Nr:1.4122
AWS A5.1/5.5
E410-1�
E430-15
EN1�00:ZE1�1R53
EN1�00:EZ1�11B53
ANALYSIS
C <0.0�Cr ~13
C <0.10Mn0.5-1.0Cr 1�-18
C 0.18Cr 1�-1�Mo1.0-1.5
C <0.40Cr 1�-18Mn<0.5Mo0.9-1.10Ni <0.�
DIN 1913/8575/8529
E-4009B
E-4015HL-Kb
E-4115HL
E-4122HL-Kb
STICK ELECTRODES
FORSTAINLESSSTEEL,CrNiR %
100
150
150
100
150
150
100
150
150
ANALYSIS
C <0.0�Cr ~19Ni ~9.5
C <0.03Cr ~19Ni ~9.5
C <0.03Cr ~19Ni ~9.5Nb+
DIN 8556
E199R23
E199MPR2�150
E199R2�150
E199LR23
E199LMPR2�150
E199LR2�150
E199NbR23
E199NbMPR2�150
E199NbR2�150
AWS
E308-1�
E308-1�
E308-1�
E308L-1�
E308L-1�
E308L-1�
E34�-1�
E34�-1�
E34�-1�
APPLICATION / BASE METAL
Developedforjoiningstainlesssteeltypes18/8Cr-Niandsurfacingaswell,theweldmetalcanbepolishedandissuitableforworkingtemperaturesupto300°C.Basemetals:1.4300,1.4301,1.4310,1.4312,1.4550,1.4001,1.401�,1.405�
Developedforjoiningstainlesssteeltypes18/8Cr-Niandsurfacingaswell,theweldmetalcanbepolishedandissuitableforworkingtemperaturesupto400°C.Basemetals:1.4300,1.4301,1.430�,1.4541,1.4543,1.4550
DevelopedforweldingstabilisedCrNi-steelofthetype18/8.Theweldmetalcannotbepolishedandissuitableforworkingtemperaturesupto400°C.Basemetals:1.4301,1.4310,1.4541,1.4543,1.4550,1.48�8
MECHANICAL PROPERTIES
T>550Y>320E>35I >�0
T>550Y>320E>35I >�0
T>580Y>350E>32I >�0
01.S
TIC
KE
LEC
TRO
DES
12
TYPE
4403Ti*
4403HL
4403HLS
4430Ti
4430TiFallVerticaldown
4430HL
4430HLS
4430H
4440AC
44�2Ti
4539Ti
45��Ti*
45��HL
45��HLS
*Alsoavailableaslimebasic
TYPE
4820Ti
4820HL
STICK ELECTRODES
FORSTAINLESSSTEEL,CrNiMo(Cu)R %
100
1�0
1�0
100
100
1�0
1�0
100
100
110
110
100
1�0
1�0
ANALYSIS
C <0.0�Cr ~19Ni ~12Mo~2.�
C <0.03Cr ~22.5Ni ~12Mo~2.�
C <0.05Cr ~19.0Ni ~12.0Mo~2.�
C <0.03Cr ~18Ni ~1�.5Mo~4.50
C <0.04Cr ~22.5Ni ~9Mo~3
C <0.03Si ~0.5Mn~1.5Cr ~20Ni ~25Mo~4.5Cu ~1.5
C <0.05Cr ~19Ni ~11.5Mo~2.�Nb+
DIN 8556
E19123R23
E19123MPR2�1�0
E19123R2�1�0
E19123LR23
E19123LR13
E19123MPR2�1�0
E19123LR2�1�0
E19123R12
E9-UM-300-CKR
E2293LR23
E20255CuLR23
E1912NbR23
E19123MPR2�1�0
E19123NbR2�1�0
AWS
E31�-1�
E31�-1�
E31�-1�
E31�L-1�
E31�L-1�
E31�L-1�
E31�L-1�
E31�H-1�
E31�L-1�
E2209-1�(duplex)
E385-1�(904)
E318-1�
E318-1�
E318-1�
APPLICATION / BASE METAL
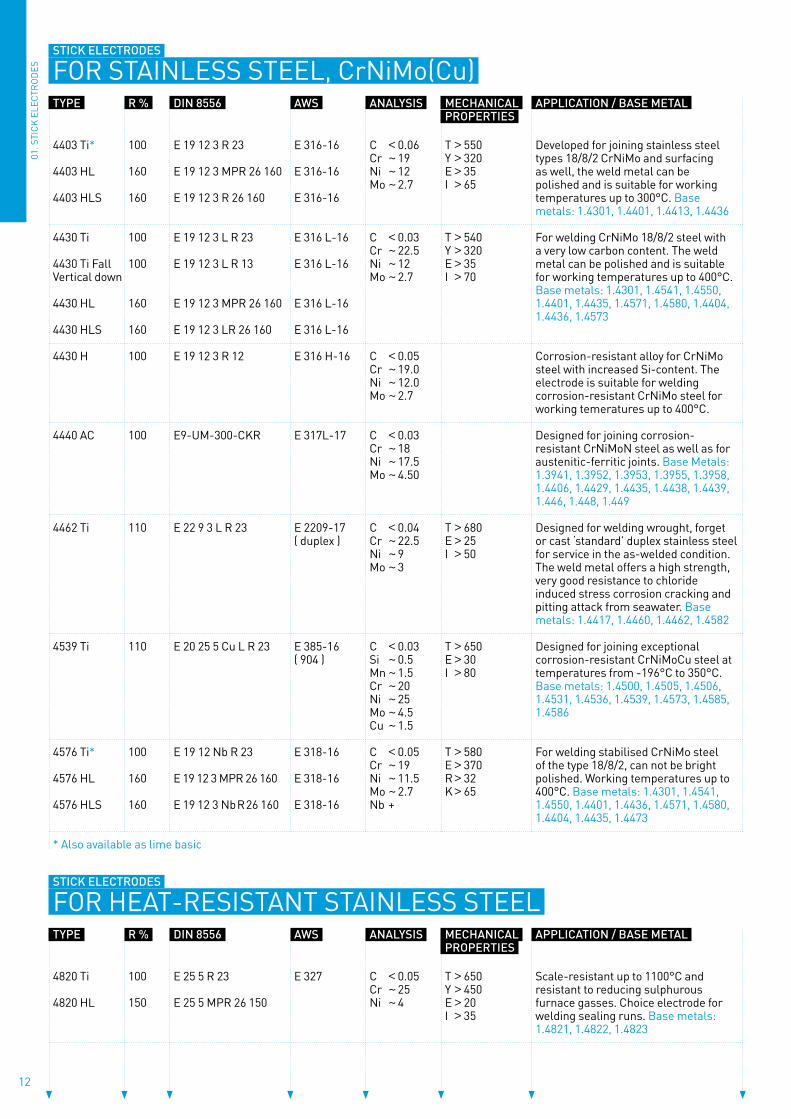
Developedforjoiningstainlesssteeltypes18/8/2CrNiMoandsurfacingaswell,theweldmetalcanbepolishedandissuitableforworkingtemperaturesupto300°C.Basemetals:1.4301,1.4401,1.4413,1.443�
ForweldingCrNiMo18/8/2steelwithaverylowcarboncontent.Theweldmetalcanbepolishedandissuitableforworkingtemperaturesupto400°C.Basemetals:1.4301,1.4541,1.4550,1.4401,1.4435,1.45�1,1.4580,1.4404,1.443�,1.45�3
Corrosion-resistantalloyforCrNiMosteelwithincreasedSi-content.Theelectrodeissuitableforweldingcorrosion-resistantCrNiMosteelforworkingtemeraturesupto400°C.
Designedforjoiningcorrosion-resistantCrNiMoNsteelaswellasforaustenitic-ferriticjoints.BaseMetals:1.3941,1.3952,1.3953,1.3955,1.3958,1.440�,1.4429,1.4435,1.4438,1.4439,1.44�,1.448,1.449
Designedforweldingwrought,forgetorcast‘standard’duplexstainlesssteelforserviceintheas-weldedcondition.Theweldmetaloffersahighstrength,verygoodresistancetochlorideinducedstresscorrosioncrackingandpittingattackfromseawater.Basemetals:1.441�,1.44�0,1.44�2,1.4582
Designedforjoiningexceptionalcorrosion-resistantCrNiMoCusteelattemperaturesfrom-19�°Cto350°C.Basemetals:1.4500,1.4505,1.450�,1.4531,1.453�,1.4539,1.45�3,1.4585,1.458�
ForweldingstabilisedCrNiMosteelofthetype18/8/2,cannotbebrightpolished.Workingtemperaturesupto400°C.Basemetals:1.4301,1.4541,1.4550,1.4401,1.443�,1.45�1,1.4580,1.4404,1.4435,1.44�3
MECHANICAL PROPERTIES
T>550Y>320E>35I >�5
T>540Y>320E>35I >�0
T>�80E>25I >50
T>�50E>30I >80
T>580E>3�0R>32K>�5
STICK ELECTRODES
FORHEAT-RESISTANTSTAINLESSSTEELR %
100
150
ANALYSIS
C <0.05Cr ~25Ni ~4
DIN 8556
E255R23
E255MPR2�150
AWS
E32�
APPLICATION / BASE METAL
Scale-resistantupto1100°Candresistanttoreducingsulphurousfurnacegasses.Choiceelectrodeforweldingsealingruns.Basemetals:1.4821,1.4822,1.4823
MECHANICAL PROPERTIES
T>�50Y>450E>20I >35

01.STICK
ELECTR
OD
ES
13
TYPE
4332Ti
4829MoTi
4829MoHL
4842Ti
4842HL
4842HLS
310Mo
4850Kb
4853Kb
TYPE
43�0Kb
43�0Ti
43�0HL
Croni29/9S
29/9HL
CronimoTi
CronimoHL
STICK ELECTRODES FOR HEAT-RESISTANT STAINLESS STEEL
R %
100
100
1�0
100
1�0
1�0
100
130
130
ANALYSIS
C <0.04Cr ~23Ni ~13Si ~0.9
C <0.04Cr ~23Ni ~12Mo~3
C <0.10Cr ~25Ni ~20
C <0.10Cr 22-25Ni ~20Mo2-3
C Min:0,12 Max:0,1Cr ~22Ni ~33,5
C <0.50Cr ~2�Ni ~35
DIN 8556
E2312LR23
E23123R23
E23123MPR2�1�0
E2520R2�
E2520MPR2�1�0
E2520R2�1�0
E25222NLB
DINEN1�00:EZ2132NbB32
E9-UM-200RZDINEN1�00:EZ2535NbB32
AWS
E309L-1�
E309Mo
E309Mo
E310-1�
E310-1�
E310-1�
E310Mo-1�
APPLICATION / BASE METAL
Electrodeforweldingnon-similar,stainlessandheat-resistantsteelsuchasdissimilarjoints.
Jointweldingsofheat-resistantsteelofthesamekindandhighandlowalloysteel.Scale-resistantupto1100°C.
Joint-weldingofheat-resistantCrNisteelofthesamekind.Scale-resistantupto1200°C.Basemetals:1.4841,1.484�,1.4848,1.483�,1.4��2,1.4845,1.4849
Ceweld310MoissimilartoCeweld4842Ti,butwithmolybdenumaddedforimprovedhightemperaturecreepproperties.Basemetals:1.4832,1.483�,1.4841,1.4845,1.484�,1.4849,1.4848,1.4828,1.4�13,1.4�2�,1.4�10,1.4�45,1.4823
Heat-resistantstainlesssteelalloyforMMAwelding.Joiningandcladdingheat-resistantCrNisteelofthesamekindandCaststeel.Basemetals:1.48��,1.48�1,1.4859
Joiningheat-resistantCrNisteelofthesamekindandCaststeel.Basemetals:1.4852,1.4849,1.4859,1.48��,1.48�5
MECHANICAL PROPERTIES
T>�00Y>400E>35I >�0
T>5�0Y>330E>35I >�5
T>�00Y>350E>30I >90
T~540Y~380E~35I ~�0
STICK ELECTRODES
FORSTEELDIFFICULTTOWELDR %
100
100
1�0
100
1�0
100
1�0
ANALYSIS
C <0.08Cr ~18Ni ~8Mn~�
C <0.10Cr ~29Ni ~9
C <0.05Cr ~19Ni ~9Mo~3
DIN 8556
E188Mn�B20+
E188Mn�R2�
E188Mn�MPR2�1�0
E299R23
E299MPR2�1�0
E1993R23
E1993MPR2�1�0
AWS
E30�-15
E30�-1�
E30�-1�
E312-1�
E312-1�
E308Mo
E308Mo
APPLICATION / BASE METAL
Fullyausteniticelectrodeforweldingsteelwithdifficultweldability.Thedeposithashighplasticityandactsasashockabsorbinglayer.Heat-resistantupto900°C.Highlyinsensibleforcracks!Excellentlysuitedforoverlaysontrainandtramtracks.
Specialaustenitic/ferriticelectrodeforjoiningbasematerialswithextremedifficultweldability,suchasmanganesesteel,springsteelandhigh-speedtoolsteel.Suitableasbufferlayerbeforehardfacing.
Specialelectrodeforjoiningbasemetalswithriskofcracking.Especiallysuitedforjointweldingbetweenferriticandausteniticmaterials.Corrosion-andacid-resistant.Welsuitedfordissimilarwelding(steeltostainlesssteel).
MECHANICAL PROPERTIES
T>580Y>350E>40I >100
T>800Y>�00E>20I >50
T>�00Y>400E>30I >�0

01.S
TIC
KE
LEC
TRO
DES
14
TYPE
Nicro�00
NicroHLS
Nicro�25
NiTi3
NiCu30Mn
Nicro135/�5
NiCrCo�1�
NiCrMo�8�
NiCrMo�22
AlloyC2��
AlloyHX
Dur�Ni
DurAlTi
STICK ELECTRODES
FORNICKELBASEDALLOYSW.NR.
2.480�
2.4548
2.4321
2.415�
2.43��
2.4�53
2.4�28
2.4813
2.48��
1.2�14
DIN 1736UNS
EL-NiCr15FeMnW8�182
EL-NiCr19Nb
EL-NiCR20Mo9NbW8�112
EL-NiTi3
EL-NiCu30Mn
EL-NiCr28Mo
EL-NiMo15Cr
EL-NiMo15Cr
EL-NiMo15Cr
EL-NiMo15Cr15W
N0�002
DIN8555:E22-UM-40-CTZ
DIN8555:E23-UM-350-PTZ
AWS
ENiCrFe3
ENiCrFe3
ENiCrMo-3
ENi-1
ENiCu-�
ENiCrCoMo-1
EL-NiCu30Mn
ENiCrMo-10
ENiCrMo-4
ENiCrMo-2
APPLICATION
ElectrodeforweldingNiandNiCralloys(Inconel,Hasteloy,Nimonicetc.)andstainlesssteelwitheachotherorwithmildsteel.Resistanttocorrosionandhightemperatures.Temperaturesfrom-19�to+�00°C.Alsosuitableformetalrefining.Theweldingmaterialhasthermoshock-resistantproperties.AlsoavailableasMig,TigandS.A.wireandstrip.
ElectrodeforweldingInconel�25,825andalloy25-�Moandnickelalloysordifferentmetalswitheachother.NiCrMoalloysandjointweldingswithlowandhighalloyedsteel;austeniticsteelwithhighcorrosionresistancefortemperaturesabove300°C.AlsoavailableasMig,TigandS.A.wireandstrip.
Specialelectrodeforweldingpurenickelandnickelcladsteelsheetandjoiningofpurecopperandbandcopperalloyswithunalloyedorstainlesssteel.Especiallysuitableforjointweldingofnickelandsteel.Brazingcrackswillnotoccur.AlsoavailableasMig,TigandS.A.wireandstrip.
ElectrodeforweldingNiCu30Fe,CuNialloysandjoiningthesealloyswithsteelsuchasMonel400,R-405andK-500.AlsoavailableasMig,TigandS.A.wireandstrip.
ElectrodeforjoiningIncoloy825andotherNiFeCrMoCualloysofcom-parablecomposition.Theweldmetalhasgoodresistanceagainstgeneralcorrosionandpittinginmanychemicalsolutionsincludingsulphuricandphosphoricacids.AlsoavailableasMig,TigandS.A.wireandstrip.
ElectrodeforweldingInconel�1�.Theweldmetalhashighmechanicalpropertiesandisextremelyresistanttocorrosionatveryhightemperatures.ApplicabletoInconel�00and�01,alloy800HTand802andcastalloyssuchasHK-40,HP,HP-45modified.AlsoavailableasMig,TigandS.A.wire.
SpecialalloyforjoiningDuplex,Superduplexandsuper-austeniticstainlesssteelaswellasnickelalloyssuchasN0�059,N0�022,HasteloyC-2��andInconel�22,�25and�8�.Thisalloyoffersawiderangeofapplicationsinthechemicalandpetrochemicalindustries.AlsoavailableasMig,TigandS.A.wireandstrip.
ElectrodeforjoiningInconel�22en�25,alloy25-�MoandIncoloy825.Excellentlysuitableforjoiningdifferentmetalsincluding:Inconel�25andHasteloyC-2��.Theweldmetaloffersgoodcorrosionresistancewhenusedwithmolybdenum-containingstainlesssteel.AlsoavailableasMig,TigandS.A.wire.
ElectrodeforHasteloyC-2��andsimilarNiCrMoalloys.Typicallyusedforsurfacingonsteel.Thewelddeposithasexcellentcorrosionresistanceinaggressivemediaandisespeciallyresistanttopittingandcrevicecorrosion.Thisalloyisusefulforvariousdissimilarjointsinvolvingnickelalloys,stainlesssteelandlowalloyedsteel.
ElectrodeusedforweldingHasteloyXandsimilarNiCrMoalloy.AlsousedforsurfacingsteelandjoiningofHasteloyX,nickelalloys,stainlesssteel,carbonsteelandlowalloysteel.Thewelddepositisverystrongandhasexcellentoxidationresistanceathightemperaturesupto1200°C.
Electrodewithexcellentglidingproperties(metaltometal)andhighresistancetoerosion,corrosionandwearfromabrasiveminerals.FieldofapplicationissimilartothatofStellite,however,thisalloycannotbeusedinconnectionwithhydrochloricacid.Thehardnessofthewelddepositismaintainedevenatgreattemperaturechanges.
Basiccladelectrodeforoverlaysonhotcuttingtools.Thewelddeposithasgoodscaleandthermoshockresistanceaswellasishigh-wearresistantathightemperatures.Application:overlaysonforginghammersetc.

01.STICK
ELECTR
OD
ES
15
TYPE
AlloyB2
AlloyB3
AlloyC22
AlloyC-2��
AlloyC-2000
AlloyC-4
AlloyG-30
UltimetAlloy
AlloyX
Alloy25
Alloy188
STICK ELECTRODES
FORCORROSIONRESISTANTHASTELOYALLOYSAWS
ENiMo-�
ENiMo-10
ENiCrMo-10
ENiCroMo-4
ENiCrMo-1�
ENiCrMo-�
ENiCrMo-11
ENiCrMo-2
AMS5�9�
APPLICATION
TheB-2alloyisanickel-basewroughtalloywithexcellentresistancetohydrochloricacidatallconcentrationsandtemperatures.Italsowithstandshydrogenchloride,sulfuric,aceticandphosphoricacids.Thealloyhasexcellentresistancetopitting,tostress-corrosioncrackingandtoknife-lineandheat-affectedzoneattack.Itresiststheformationofgrain-boundarycarbideprecipitatesintheweldheat-affectedzone,thusmakingitsuitableformostchemicalprocessapplicationsintheas-weldedcondition.
TheB-3alloyisanadditionalmemberofthenickel-molybdenumfamilyofalloyswithexcellentresistancetohydrochloricacidatallconcentrationsandtemperatures.Italsowithstandssulfuric,acetic,formicandphosphoricacids,andothernonoxidizingmedia.B-3alloyhasaspecialchemistrydesignedtoachievealevelofthermalstabilitygreatlysuperiortothatofitspredecessors,e.g.B-2alloy.B-3alloyhasexcellentresistancetopittingcorrosion,tostress-corrosioncrackingandtoknife-lineandheat-affectedzoneattack.
Mostversatilenickel-chromium-molybdenum-tungstenalloyavailabletodaywithimprovedresistancetobothuniformandlocalizedcorrosionaswellastoavarietyofmixedindustrialchemicals.TheC-22alloyexhibitssuperiorweldabilityandisusedasoveralloyfillerwireandweldoverlayconsumablestoimproveresistancetocorrosion.
Excellentcorrosion-resistancetobothoxidizingandreducingmediaandexcellentresistancetolocalizedcorrosionattack.
Mostversatile,corrosion-resistantalloywithexcellentresistancetouniformcorrosioninoxidizingorreducingenvironments.ExcellentresistancetostresscorrosioncrackingandsuperiorresistancetolocalizedcorrosionascomparedtoC-2��alloy.
TheC-4alloyisanickel-chromium-molybdenumalloywithoutstandinghigh-temperaturestabilityasevidencedbyhighductilityandcorrosionresistanceevenafteraginginthe1200to1900°F(�49to1038°C)range.Thisalloyresiststheformationofgrain-boundaryprecipitatesintheweldheat-affectedzone,thusmakingitsuitableformostchemicalprocessapplicationsintheas-weldedcondition.C-4alloyalsohasexcellentresistancetostress-corrosioncrackingandtooxidizingatmospheresupto1900°F(1038°C).
TheG-30alloyisahighchromiumnickel-basealloywhichshowssuperiorcorrosionresistanceovermostothernickel-andiron-basealloysincommercialphosphoricacidsaswellasmanycomplexenvironmentscontaininghighlyoxidizingacidssuchasnitric/hydrochloric,nitric/hydrofluoricandsulfuricacids.
Ultialloyiscobalt-chromiumalloywhichoffersexcellentcorrosionresistancecomparabletothatoftheNiCralloys.UltialloyexhibitsoutstandingwearresistancesimilartothatoftheNiCralloys.Also,ultialloypossesseshightensilestrengthcomparabletomanyduplexstainlesssteelcombinedwithexcellentimpacttoughnessandductility.
Xalloyisanickel-chromium-iron-molybdenumalloythatpossessesanexceptionalcombinationofoxidationresistance,fabricabilityandhigh-temperaturestrength.Ithasalsobeenfoundtobeexceptionallyresistanttostress-corrosioncrackinginpetrochemicalapplications.Xalloyexhibitsgoodductilityafterprolongedexposureattemperaturesof1200,1400,1�00F(�50,��0and8�0°C)for1�,000hours.
Excellenthigh-temperaturestrengthandgoodoxidationresistancealloy25isacobaltnickel-chromium-tungstenalloythatcombinesexcellenthigh-temperaturestrengthwithgoodresistancetooxidizingenvironmentsupto1800°F(980°C)forprolongedexposuresandexcellentresistancetosulfidation.Itcanbefabricatedandformedbyconventionaltechniquesandhasbeenusedforcastcomponents.Otherattractivefeaturesincludeexcellentresistancetometalgalling.
Alloy188isacobalt-nickel-chromium-tungstenalloythatcombinesexcellenthightemperaturestrengthwithverygoodresistancetooxidizingenvironmentsupto1095°C.Forprolongedexposures,andexcellentresistancetosulfatedeposithotcorrosion.Itisreadilyfabricatedandformedbyconventionaltechniquesandhasbeenusedforcastcomponents.Otherattractivefeaturesincludeexcellentresistancetomoltenchloridesaltsandgoodresistancetogaseoussulfidation.
W.NR.
2.4�1�
2.4�00
2.4819
2.4��5
2.4�10
2.4�03
2.4�81
2.4��5
2.49�4/2.49��
UNS
N10��5
N10��5
N0�022
N102��
N0�200
N0�455
N0�030
R31233
N0�002
R30�05
R30188

01.S
TIC
KE
LEC
TRO
DES
1�
TYPE
Alloy230
Alloy242
Alloy2�3
Alloy55�
Multimet
TYPE
E250Kb
E300Kb
E350Kb
E580
E�0Kb
E�0Ti
E�0Ti1�0
STICK ELECTRODES FOR CORROSION RESISTANT HASTELOY ALLOYS
AWS
AMS5�95
APPLICATION
The230alloyisanickelchromium-tungsten-molybdenumalloythatcombinesexcellenthigh-temperaturestrength,outstandingresistancetooxidizingenvironmentsupto2100°F(1149°C)forprolongedexposures,premierresistancetonitridingenvironmentsandexcellentlong-termthermalstability.Itisreadilyfabricatedandformedandiscastable.Otherattractivefeaturesincludelowerthermalexpansioncharacteristicsthanmosthigh-temperaturealloysandapronouncedresistancetograincoarseningwithprolongedexposuretohightemperatures.
242alloyisanage-hardenablenickel-molybdenum-chromiumalloywhichderivesitsstrengthfromalong-range-orderingreactionuponaging.Ithastensileandcreepstrengthpropertiesupto1300°F(�05°C)whichareasmuchasdoublethoseforsolidsolutionstrengthenedalloys,butwithhighductilityintheagedcondition.Thethermalexpansioncharacteristicsof242alloyaremuchlowerthanthoseformostotheralloysandithasverygoodoxidationresistanceupto1500°F(815°C).Otherattractivefeaturesincludeexcellentlowcyclefatigueproperties,verygoodthermalstabilityandresistancetohigh-temperaturefluorineandfluorideenvironments.
2�3alloyisanage-hardenablenickel-cobalt-chromium-molybdenumalloydesignedspecificallytocombineverygoodagedstrengthpropertieswithexcellentfabricationcoldcharacteristicsintheannealedcondition.WhileitsstrengthatelevatedtemperatureisnotquiteashighasmaterialssuchasWaspaloyalloyoralloyR-41,itisfareasiertoformorweldthanthesealloys.Alloy2�3exhibitsexcellentintermediatetemperaturetensileductilityandisnotnormallysubjecttostrainagecrackingproblemscommonforgammaprimestrengthenedalloys.
55�alloyisaniron-nickel-chromium-cobaltalloythatcombineseffectiveresistancetosulfidizing,carburizingandchlorine-bearingenvironmentsathightemperatureswithgoodoxidationresistance,fabricabilityandexcellenthigh-temperaturestrength.Ithasalsobeenfoundtoresistcorrosionbymoltenchloridesaltsandothersalts,andisresistanttocorrosionfrommoltenzinc.
TheMultialloy(alsoknowasalloyN-155)isasolid-solution-strengthenedsuperalloywithexcellenthigh-temperaturestrengthandgoodoxidationresistanceupto1800°F(980°C).Ithasbeenwidelyusedforforgedorfabricatedcomponentsinorderaircraftandland-basedturbineengineapplications.Formodernengineapplications,ithasbeenlargelyreplacedbynewermaterials,suchastheH-3140alloy,whichhaveimprovedproperties.Multialloymaybecold-orhot-for-medbyavarietyoftechniquesandisweldablebymoststandardmethods.
W.NR.
DINNR.2.4�33
DINNR.1.4883
UNS
N0�230
N10242
N0�2�3
R3055�
R30155
HARDFACE ELECTRODES
SHOCKANDABRASIONRESISTANTR %
100
120
120
110
130
120
150
ANALYSIS
C ~0.1Mn~1.5Cr ~1.0
C ~0.1Mn~1.0Cr ~3.0
C ~0.15Mn~1.0Cr ~3.0
C ~1.5Cr ~3
C ~0.5Mo~1.5Cr ~9V ~1.5
Mo~0.8-1.0Cr ~�-8V ~0.2-0.3
DIN 8555
E1-UM-250
E1-UM-300
E1-UM-350
E2-UM-�0
E�-UM-�0-PS
E�-UM-�0-PS
HARDNESS
250-2�5HB
2�5-325HB
350-400HB
5�-�1HRc
5�-�1HRc
APPLICATION / PROPERTIES
Limebasiccoatedelectrodeforapplicationswhicharesubjecttoslightwear.Canbeappliedinseverallayersandhasgoodmachineableproperties.
Limebasiccoatedelectrodeforapplicationswhicharesubjecttoheavyimpactloads.Theweldingmaterialhasgoodmachineablepropertiesandcanadditionallybeflamehardened.
Limebasiccoatedelectrodeformachinepartswhicharesubjecttowear.Theoverlaysarewellmachineablewithcarbidetippedtools!
Rutilecoatedelectrode.Theweldmetalistough,hardandabrasionproof.Itcanbeusedforhardfacinglayersondredgerteeth,crusherjawsandimpactstrips.
Limebasiccoatedelectrodeforapplicationswhicharesubjecttohighfrictionwear.Alsosuitableforrepairsoncoldcuttingtoolsandonausteniticmanganesesteel.
Rutilebasiccoatedelectrodeforapplicationswhicharesubjecttohighfrictionwear.Alsosuitableforrepairsoncoldcuttingtoolsandonausteniticmanganesesteel.

01.STICK
ELECTR
OD
ES
1�
TYPE
Ni(-)
FeNi�0N
NiFe2
HGW
GGG
GUTSS/B2
TYPE
WA45
SS�0Ti
TYPE
MN14
STICK ELECTRODES
FORCASTIRONANDGOUGINGDIN 1736UNS
ENi-BG22
ENiFe-1-BG23
ENiFe-1-BG23
EFe-1-S-13
AWS
ENi-C1
ENiFe-C1
ENiFe-C1
ESt
APPLICATION / BASE METAL
Specialelectrodewithapurenickelcorewireforjoiningandrepairweldingofgreyironcastingsandmalleablecastironcomponents.Flatdepositwithasmoothsurfacewithoutnotches.Current:=DC(-)orAC.
Coatedelectrodewithacorewireof�0%Niand40%Fe,especiallysuitedforweldingofspheroidalcastiron.Thewelddepositisfreefromporosityandhasthehighestresistancetocracking.Current:=DC(+)orAC.
Coatedelectrodewithabi-metalcorewireof�0%Niand40%Fe,especiallysuitedforweldingofspheroidalcastiron.Thewelddepositisfreefromporosityandhasthehighestresistancetocracking.Verywellsuitedfordilutedandoldcastiron.Current:=DC(+)orAC.
Specialcoatedelectrodeforweldingofcastironwhensubsequentmachiningoftheweldisnotnecessary.Excellentlysuitedforoil-drenchedgreycastiron.Current:=DC(+)orAC.
Specialelectrodewithoutnickel.Wellsuitedforcastironwelding.Colourandcorrosionresistancepropertiesarethesameasthoseofthecastalloy.Therefore,repairofblowholesandotherdamagecannotbeseenafterwards.Current:=DC(+).
Specialelectrodeforchamferingandcuttingofallconductivemetalssuchasalloyedandunalloyedsteel,castiron,aluminiumandcopperalloys.Hasanon-conductivecoatingandisthereforeideallyequippedforuseinplacesthataredifficulttoreachorfordrillingholes.Current:=DC(-)orAC.
MECHANICAL PROPERTIES
T=240-290H~1�0HB
T=380-480H~200HB
T=400-480H~200HB
T=340-390H~300HB
T=�20-�80H~200HB
HARDFACE ELECTRODES
FORCUTTINGEDGESR %
130
130
ANALYSIS
C ~0.2Cr ~2.5W ~4.5V ~0.�
C ~1.0Mo~8V ~1.5Cr ~4.5W ~2
DIN 8555
E3-UM-45-T
E4-UM-�0(�5w)-ST
HARDNESS
Untreated:45HRcTreated:48HRc
Untreated:59-�2HRcTreated:�3-�5HRc
APPLICATION / PROPERTIES
Limebasiccoatedelectrodeforrepairweldingontoolsofhotworksteelofthesametypeorforliningofworkingsurfacesonhotworkingtoolsoflow-alloyedorunalloyedsteel.Machiningofthewelddepositispossible.
Rutilecoatedelectrodeinhigh-speedtoolsteelqualityforthereinforcementofcuttingedges,fortoolbodies,foroverlayingofhotcuttingtools.Thewelddepositcanbeheat-treatedlikehigh-speedtoolsteel.Excellentformakingyourowncuttingtoolsoutofmildsteel.Goodtemperingpropertiesupto550°C.
HARDFACE ELECTRODES
MANGANESEBASEDR %
120
ANALYSIS
C ~1Mn~13Ni ~3
DIN 8555
E�-UM-250-K
HARDNESS
200-250HBAfterhardening:450-550HB
APPLICATION / PROPERTIES
Limebasiccoatedausteniticmanganesesteelelectrodeforweldingofausteniticmanganesesteelwhichismainlysubjecttoimpactloads.Strain-hardeningimprovesthehardnessconsiderably(strainhardeningtillapprox.400HB).Rebuildingrails,crossings,bufferlayerspriortohardfacing,crushinghammers,etc.

01.S
TIC
KE
LEC
TRO
DES
18
TYPE
Dur1U
Dur�U
Dur12U
TYPE
Dur50
Dur55
Dur�0
Dur�2
Dur�2S
DurCETube�2
Dur�3
Dur�4
HARDFACE ELECTRODES
STELLITE(COBALTBASEDALLOYS)ANALYSIS
C ~2.5Cr ~30Co ~52W ~15
C ~1.1Cr ~28Co ~�5W ~5
C ~1.3Cr ~28Co ~59W ~10
DIN 8555
E20-UM-55-CTZRCoCr-C
E20-UM-40-CTZRCoCr-A
E20-UM-50-CSTZRCoCr-B
HARDNESS
53-55HRc
43-45HRc
4�-48HRc
APPLICATION / PROPERTIES
Stellitealloywithhighresistancetoabrasion,oxidationanderosion.Especiallyresistanttoseizingoncaseoffrictionofmetaltometal.Evenuptoredhotthisalloyretainshighhardnessproperties.Completelytempering-resistant.
ToughandhightensileStellitealloyforoverlaysincaseofwearaswellastemperatureshocks,impactloadsorcorrosion.Dur�Uismainlyusedforcladdingexhaustvalveseatsforlongerservicelife.Excellentmetaltometalwearpropertiesduetoalowfrictioncoefficient.
InhardnessandtoughnessthisStellitealloyliesbetweenDur1Uand�U.Ascomparedto�Uitissomewhatmoreresistanttowearandascomparedto1Uitismoreresistanttotemperatureshocksandimpactloads.
HARDFACE ELECTRODES
HIGHWEARRESISTANTANALYSIS
C ~0.4W ~2,5Cr ~3V ~1.5
C ~5.5Nb~�Cr ~24
C ~4Cr ~32
C ~5Cr ~35
C ~�Cr ~35+Specials
C ~4Mo~2Cr ~25V ~0.�
C ~4.5Cr ~32+Specials
Cr-Mo-W-V-NbCarbide
DIN 8555
E3-UM-50-T
E10-UM-�0-Z
E10-UM-�0-ZEFeCr-A1
E10-UM-�5-ZEFeCr-A1
E10-UM-�5-ZEFeCr-A1
E10-UM-�0-Z
E10-UM-�5-ZEFeCr-A1
E10-UM-�5-Z
HARDNESS
50-53HRc
54-58HRc
5�-�0HRc
�0-�3HRc
�0-�4HRc
58-�3HRc
�0-�4HRc
�2-�5HRcat�00°C~40HRc
APPLICATION / PROPERTIES
Rutilebasiccoatedelectrodeforapplicationsagainsthighfrictionwear.
Extremelythickcoatedelectrodeforwear-resistantoverlayswhicharesubjecttoabrasion.
Extremelythickcoatedelectrodeforwear-resistantoverlayswhicharesubjecttoabrasion.Theelectrodeproducessmoothandbrightseamsurfaces.Coveringslag.
Thickcoatedelectrodeforhighwear-resistantoverlayswhicharesubjecttoabrasion.TheweldingpropertiesareequallygoodwithDC(+)andAC.Non-coveringslag.
Verythickcoatedelectrodeforhighwear-resistantoverlayswhicharesubjecttoabrasion.Highhardnessisachievedalreadyinthefirstlayerduetospecialadditives.Theelectrodeoffersanoncoveringslag.
Fluxcoredhardfacingelectrodewithexcellentweldingpropertiesatverylowamps.Extremelowdelutionratethatcausesahighhardnessalreadyinthefirstlayer.Sugarcaneknives,hammers,stonecrushers,wearplates,extruders,mixerblades,screws,concretemixers,etc.
Verythickcoatedelectrodeforhighwear-resistantoverlayswhicharesubjecttoabrasion.TheweldingpropertiesareequallygoodwithDC(+)andAC.HardnessHRc=�0-�4canbeachievedinonelayer.Non-coveringslag.
Verythickcoatedelectrodeforhighwear-resistantoverlayswhicharesubjecttoabrasionuptoworkingtemperaturesof�00°C.Duetoseveral(CrNbMo)complexcarbidesDur�4offersexcellentwearresistancetoalmostallwearproblems.
R %
130
200
1�0
1�0
200
250
210
230

01.STICK
ELECTR
OD
ES
19
TYPE
Dur�1
TYPE
DurR
DurCETubeWC2
DurRU
DurR(Ni)
DurRU(Ni)
DurCS
TYPE
CuAl8
CuMnAlNi
HARDFACE ELECTRODES
SINTERED,HIGHWEARRESISTANTANALYSIS
Tungsten+chromiumcarbides
DIN 8555
E21-UM-�5-G
HARDNESS
�8-�2HRc
APPLICATION / PROPERTIES
Forextremelytoughhighwear-resistantoverlaysthatarenotsubjecttoheavyimpact.Extremelyresistanttowearbymineralsandceramicmaterials.Depositnotthickerthan4mm.Preheatingisrecommendedforhardsteel.Sandwichlayersarepossible.Current:DC(-)orAC.Developedforwearagainst(fine)mineralabrasion:claytransportscrews,sandmixers,bentonitemixers,hightemperaturewearproblems.
HARDFACE ELECTRODES AND FLAME WELDING
TUNGSTENCARBIDEALLOYSEXTREMEWEARRESISTANT
ANALYSIS
SteeltubefilledwithTungstencarbideWSCapprox�0%Fe-rest
WC2~40%
SteeltubefilledwithTungstencarbide
NiCrBSi=matrixWSCapprox=�0%WSC-500-1�00umWSC-2800HV
CuZnNimatrix+Tungstenlumpsapprox�5%
DIN 8555
G21-GF-�5
E21–GF–�5–GZ
E21-GF-(UM)-�5
G-21-GS-350GR
E-21/22-UM-�0CG
HARDNESS
ca.�5HRc
�2-��HRc
ca.�5HRc
Matrix-5�HRc
APPLICATION / PROPERTIES
Highwear-resistanttungsten-carbidebasedhardfacingalloy.Suitableforrotarydrillingandformining.Thealloycanbeappliedwithlittlepreheatofthesurfaceandweldingwithaslightexcessacetyleneflame.
Fluxcoredhardfacingelectrodewithexcellentweldingpropertiesatverylowamps.Extremelowdilutionratethatcausesahighhardnessalreadyinthefirstlayer.Earthdrillingequipment,stonecrushers,wearplates,extruders,mixerblades,screws,concretemixersetc.
SamealloyasDurR,butcoatedforelectricwelding.Thecurrentshouldbekeptaslowaspossibletoavoiddestructionofthecarbidesduetotoomuchheat.
SameasDurRorRU,butwithcorrosion-resistantmatrixforapplicationwithacidsandothercorrosivemedia.Duetothelowmeltingpointofthematrixthisalloyhasgoodbondingpropertiesanditcanbeappliedonalmosteverysurface.Applications:wearinchemicaland/orfoodindustries,stabilisers,deepdrilling,mixers,scratchers,bentonitmixers,plasticbottlerecycling,extruders,etc.
ThegasweldableDurCScontainsbrokenmassivelumpsofhardmetalwhicharefixedinamatrixofCuZnNiwithameltingpointofapprox900°C.Thisalloyisusedindeepdrillingtechnique(hardfacingofdrillpoint),stonemills,paperorpulpshredders,scratchersetc.Availablegrainsizes:2-4mm,4-�mm,�-8mm,10-12mminlengthsof450mm.
ELECTRODES
ALUMINIUMBRONZEANALYSIS
Al ~9Fe ~2Cu : Rest
Al ~8Ni ~2Fe ~2.5Mn~14Cu: Rest
DIN 1736 / AWS
E31-UM-150ECuAl-A1
E31-UM-200-CN
HARDNESS
~150HB10
~200HB
APPLICATION / PROPERTIES
Suitableforwear-andcorrosion-resistantoverlays,alsousedforjoiningcopperalloysofthesamekind.Theweldmaterialhasexcellentpropertiesasbushingmetalwithhighsurfaceloadsthatmakesitsuitableforrebuildingorcladdingbrassshippropellersandglidingsurfaces.Itisacid-,corrosion-andseawater-resistant.
Aluminiumbronzeelectrodecontainingmanganeseandnickelforjoiningbrass,bronzeandferrousmetals.Resistanttoseawaterandveryhighmechanicalproperties.Excellentforcladdingglidingsurfaces(metaltometal),castironparts,conicalclampingparts,rebuildingshippropellers,orotherapplicationsthatrequirehighcorrosionresistancecombinedwithearliermentionedproperties.Current:DC(+)only.

01.S
TIC
KE
LEC
TRO
DES
20
TYPE
Zibro
TYPE
EL-Al99,8
EL-AlSi5
EL-AlSi12
EL-AlMn1
DonotuseALSiweldingmaterialsiftheweldwillbeanodisedafterwards.Theweldwillthendiscolour.AlternativelyuseanALMgalloyedweldingwire.
ELECTRODES
FORTINBRONZEANALYSIS
Sn ~�Cu : Rest
DIN
E30-UM-100-CNR
HARDNESS
~100HB10
APPLICATION / PROPERTIES
Foroverlaysonbushingmetal,copper,copperalloys,tinbronze,mildsteelandcaststeel.Alsosuitableforjoiningpurecopperorsimilarcopperalloys.
AWS
ECuSn-C
ELECTRODES
FORALUMINIUMANDALUMINIUMALLOYSAPPLICATION / PROPERTIES
Electrodeforweldingmostlypurealuminiumwithmax.0.2%alloyingelements.Thematerialcanalsobeusedwhenhighcorrosionresistanceisrequired.(DC+).Suitableforwallthicknessfrom2mmandup.
Aluminiumalloyforweldingaluminiumwithamaximumof2%alloyingelementsandforcastingscontainingupto�%Si.Excellentflowcharacteristicsandpenetration.Recommendedifagoodlookingresultispreferredovergoodmechanicalpropertiesandcorrosionresistance.WeldingALMgalloyswithmorethan3%Mgisnotrecommendedbecauseoftheriskofcracking.(DC+).Suitableforwallthicknessfrom2mmandup.
Aluminiumalloyforcastalloyswithmorethan�%Si.Inspecialcircumstancestheso-calledmouldedalloyscanbeweldedalso.(DC+).Suitableforwallthicknessfrom2mmandup.
Aluminiumelectrodeforjointweldingandoverlaysonaluminiummanganeseandaluminiummagnesiumalloyswithamaximumof3%Mg.Ofallavailablealuminiumelectrodesthistypehasthehighestseawaterresistance.DC+only.Suitableforwallthicknessfrom2mmandup.
DIN 1732
EL-AL99,8
EL-AlSi5
EL-AlSi12
EL-AlMn1
AWS/SFA 5.10
E1100
E4043
E404�
E3003
02.FLUX-CORED WIRES
21

02.F
LUX-
CO
RED
WIR
ES
22
CODE
�10M
235M
23�M
23�M
240M
281M
�41M
940M
250M
�42M
80�M
1100M
CODE
�13R
�81R
821R
822R
FLUX-CORED WIRES
METAL,FORUNALLOYEDANDLOWALLOYEDSTEELDESCRIPTION
Seamlessflux-coredwirewithoutslagforgeneraluseandrobotapplications.Guaranteedmechanicalpropertiesdownto-�0˚C,suitableforPWHTandapprovedaccordingtograde5Y4�bythemainapprovalauthorities.
Seamlessflux-coredwirewithoutslagforcreep-resistantsteellike15Mo3.BecauseofitsexcellentmechanicalpropertiesalsooftenusedforX�0orsimmilarsteelgrades.
Seamlessflux-coredwirewithoutslagforcreep-resistantsteellike13CrMo44,24CrMo5etc.
Seamlessmetalcorewirewithoutslagforcreepresistant2¼Cr1Mosteelsuchas10CrMo9-10,10CrSiMoV�,etc.
Seamlessflux-coredwirewithoutslagwith1,4%nickelforcrane,steel,vesselandapparatusconstruction.
Seamlessmetalcorewirewithoutslagwith1,2%nickelforcranebuilding,pressurevesselsandapparatus.
Seamlessflux-coredwirewithoutslagforheat-resistantfinegrainsteelsuchas1.�3�8,1.5403etc.
Seamlessmediumalloyedflux-coredwirewithoutslagwith2,0%Ni.ForsteellikeHY80,X42,X80,EStE550etc.
Seamlessmediumalloyedflux-coredwirewithoutslagwith3,0%Ni.ForsteellikeHY100,X80,EStE�90,Weldox�00etc.
SeamlessmetalcorewirewithoutslagforweldingS�90.CTODtestedandguaranteedmechanicalpropertiesdownto-�0˚C.Approvedaccordingtograde5Y�9bythemainapprovalauthorities.Mediumalloyedhighstrengthflux-coredwirewithoutslagforsteellikeNaxtra�0,Weldox�00,EStE�90,EstE�90V,XABO�20etc.
Seamlessmediumalloyedhighstrengthflux-coredwirewithoutslagforsteellikeXABO90,StE890V,Weldox�00,Weldox900,42CrMo4etc.
Seamlessmediumalloyedhighstrengthflux-coredwirewithoutslagforsteellikeXABO90,StE890V,StE890VA,StE9�0TM,Weldox�00,Weldox900etc.
AWS
E�0C-�ME�1T-1
E81T1-A1E80C-G
–
E90C-B3
E80T1-GE80C-G
E80C-G
E90T1-GE80C-G
E90T1-GE80C-G
E111T1-GE110C-G
E111T1-K4E110C-G
E120T1-GE110C-G
E120T1-GE110C-G
EN
T4��MM1H5
TMoMM1H5
TCrMo1MM1H5
TCrMo2MM1H5
T50�1NiMM1H5
T4�4ZMM1H5
T55�1NiMoMM1H5
T55�Mn1,5NiMM1H5
T�9�Mn2,5NiMM1H5
T�9�Mn2NiCrMoMM1H5
T890ZMM1H5
T894Mn2Ni1CrMoMMH5
FLUX-CORED WIRES
RUTILE,FORUNALLOYEDANDLOWALLOYEDSTEELDESCRIPTION
Seamlessflux-coredwirewithslagandexcellentallpositionalweldingproperties.Remarkablemechanicalproperties.Excellentmechanicalpropertiesdownto-40°C.Approvedaccordingtograde4Y4�bythemainapprovalauthorities.
Seamlessflux-coredwirewithslagandexcellentallpositionalweldingpropertiesforweldingCorten,Patinaxandotherweatherresistantsteeltypes.ApprovedbyCWBon-40°C.
Seamlessflux-coredwirewithslagandexcellentallpositionalweldingpropertiesforlowtemperaturesupto-�0°C.CTODtestedandapprovedbythemainapprovalauthoritiesatgrade5Y4�.ThefirstchoiceextremelowhydrogenweldingwireinoffshorethatcoversthefullrangefromS355uptoS4�0andcanevenbeusedforPWHT.
Seamlessrutilefluxcoredwirewithexcellentweldingpropertiesinallpositions,suitableforlowtemperaturesdownto-�0°C.CTODtestedandapprovedbythemainapprovalauthoritiesatgrade5Y4�.ThefirstchoiceextremelowhydrogenweldingwireinoffshorethatcoversthefullrangefromS355uptoS4�0andcanevenbeusedforPWHT.
AWS
E�1T1
E81T1-G
E81T1-Ni1
E81T1-Ni1
EN
T4�4PM1H5
T4�2ZPM1H5
T50�1NiPM1H5
T50�1NiPM1H5

02.FLUX-C
OR
EDW
IRES
23
CODE
550R
�20R
825R
83�R
�90R
CODE
�31B
�35B
�3�B
�3�B
838B
�40B
�10B
�41B
�42B
�45B
80�B
FLUX-CORED WIRES RUTILE, FOR UNALLOYED AND LOW ALLOYED STEEL
DESCRIPTION
Seamlessrutilefluxcoredwirewithslagthatoffersaminimumyieldstrengthof550N/mm2,excellentweldingpropertiesinallpositions.Suitableforsubzerotemperaturesdownto-�0°C.RecommendedfororbitalMagwelding.Spatterfreewelding.
Seamlessrutilefluxcoredwirewithslagthatoffersaminimumyieldstrengthof�20N/mm2,excellentweldingpropertiesinallpositions.Suitableforsubzerotemperaturesdownto-40°C.RecommendedfororbitalMagwelding.Spatterfreewelding.
Seamlessflux-coredwirewithslagforcreep-resistantsteellike15Mo3etc.
Seamlessflux-coredwirewithslagforcreep-resistantCrMosteellike13CrMo44etc.
Micro-alloyrutileflux-coredwirewithrapidlysolidefyingslagforC02andAr-Co2mix.Excellentweldpuddlemanipulation,thussuperiorall-positionwelding.Usingtemperaturesdownto-�0°C.ParticularlysuitedforMAGorbitalweldingapplicationsandall-positionweldingonceramicbacking.Lowspatterloss,easyslagremoval.Recomendedforoffshoreapplicationsthatrequireyieldstrenghtupto�90N/mm2.CTODtestedandapprovedaccordingtograde4Y�9(5Y�9inprogress)bythemainapprovalauthorities.Thefirstseamlessflux-coredwireforStE�90onthemarket!
AWS
E91T1-Ni2
E91T1-K2M
E81T1-A1
E81T1-B2
E110T5-K4
EN
T55�Mn1,5NiPM1H5
T�241,5NiMoPM1H5
TMoPM1H5
TCrMo1PM1H5
T�9�ZPM1H5
FLUX-CORED WIRES
BASIC,FORUNALLOYEDANDLOWALLOYEDSTEELDESCRIPTION
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonhighcarbonandmildsteelapplicationssuchas,St52-3,X�0,1�Mn4etc.SuitableforPWHTandapprovedaccordingtograde5Y4�bythemainapprovalauthorities.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonsteellike,15Mo3,1�Mo5,GS�0etc.DuetothehighmechanicalpropertiesoftenusedforweldingX�0.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonCrMosteel,like13CrMo44,24CrMo5,etc.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsofhightemperatureandcompressedhydrogencontent2,25%Cr1%Mosteel.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonhightemperatureresistantCrMoVsteelsuchasGS-1�CrMoV511,21CrMoV511etc.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonsteellikeStE4�0,TstE4�0,X�0etc.
Seamlessbasicfluxcoredwireespeciallydevelopedforuseatextremelowtemperatures(-80°C)afterannealingat�20°Cinoffshoreapplications.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonsteellikeX�5,X�0,StE500,15NiCuMoNb5,1�MnMoV�-4,11NiMoV53etc.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonhighstrengthsteellikeNaxtra�0,Weldox�00,EStE�90,EstE�90V,XABO�20,HY100etc.SuitableforPWHTandapprovedaccordingtograde5Y�9bythemainapprovalauthorities.ThefirstchoiceincasethehighestcrackresistanceisrequestedwhenweldingS�90steelgrades.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonhighstrengthsteellikeStE890,XABO90,WELDOXetc.
Seamlessflux-coredwirewithslagforextremelycrack-resistantjointsonhigh-strengthsteellikeStE890,XABO90,WELDOX,25CrMo4,34CrMo4,42CrMo4,28NiCrMo44etc.
AWS
E�0T-5
E80T5-G
E80T5-B2
E80T5-G
E80T5-G
E80T5-G
E80T5-G
E90T5-G
E110T5-K4
E120T5-G
E120T5-G
EN
T4�4BM3H5
TMoBM3H5
TCrMo1BM3H5
TCrMo2BC(M)3H5
TCrMo1BC(M)3H5
T50�1NiBM3H5
T5082NiBM3H5
T55�Mn1NoMoBM3H5
T�9�Mn2NiCrMoBM3H5
T894Mn2NiCrMoBM3H5
T890ZBM3H5

02.F
LUX-
CO
RED
WIR
ES
24
CODE
OAS-�1-TGS
OAS-�1-T11
OAS-�0-T4R
TYPE
AA30�
AA308L
AA308H
AASD100
AA2594
AA2209Duplex
AA2209PI
FLUX-CORED WIRES
SELFSHIELDINGDESCRIPTION
Flux-coredwireforweldingwithoutgasonsheetmetalupto5mmwallthickness.Excellentresultsonpainted,rustyorotherwisedilutedplates.
Flux-coredwireforweldingwithoutgasonsheetmetal>5mmwallthickness.Excellentresultsonpainted,rustyorotherwisedilutedplates.
Flux-coredwireforweldingwithoutgas.Excelenthighspeedweldingdepositwithgoodmechanicalproperties.SuitableforC-Mnsteelsuchasrails,fabricationofmachinery,etc.
AWS
E�1T-GS
E�1T-11
E�0T-4
FLUX-CORED WIRES
STAINLESSSTEELANALYSIS
C <0.03Cr ~18-21Ni ~9-11
C ~0.02Cr ~22.�4Ni ~8.89Mo~2.99Si ~0.��
AWS
E30�T0-1E30�T0-4
E308-LT0-1E308-LT0-4
E308-LT0-1E308-HT0-4
E2594T1-4
E2209T0-1/-4
E2209T1-4
APPLICATION / BASE METAL
High-alloyedtubularwireforsteelthatisdifficulttoweldandthatworkhardenduringuseweldablewithoutprotectivegas.Especiallysuitedforbufferlayersbeforehardfacing.Thedepositdistinguishesitselfbyveryhighductilityandcrack-resistance.Itisrust,wear-andheat-resistantupto900°C.Applicationsinclude:joiningbetweenmanganesehardsteelandsteeldifficulttoweld,bufferlayersbeforehardfacing,hardfacingofpartssubjecttoimpactanddepositsonrailtracks.
Tubularausteniticwireforjoiningandoverlayson18/8CrNisteel,unalloyedandlow-alloysteel.Theweldingmaterialiscapableoftakingahighpolish.Suitableforworkingtemperaturesupto300°C.
Weldingof304Hand304Hderivativesthatoperateattemperaturesupto�50°C.
Metalcoredsuperduplexstainlesssteelweldingwirewithhighmechanicalpropertiesforgasshieldedarcwelding.Weldingwrougt,forgedorcastsuperduplexstainlesssteelforserviceintheas-weldedcondition.Hetero-geneousweldingbetweenSuperDuplexstainlesssteelanddissimilarweldsbetweenotherstainlessandmildorlowalloyedsteel.Developpedfor:SuperDuplex,Zeron100,SAF250�,ASTMS322��0,S32550andS312�0.
Highalloyedaustenitic/feritic,rutilefluxcoredwireforweldingSuperDuplex.WelddepositcanbeusedinweldedconditionforSuperDuplexanddissimilarwelding(steeltostainlesssteel).PRE>40.
High-alloytubularwireforjoiningstainlesssteel.Duplexsteel,highresistancetogeneralcorrosion,pittingandstresscorrosion.Maximumworkingtemperature:280°C.
Highalloyed,rutilefluxcoredwireforweldingDuplex,especiallydesignedforlowtemperatureapplications.Impactmeets>50Jouleat-�0°C.ThewelddepositcanbeusedinweldedconditionforDuplexanddissimilarwelding(steeltostainlesssteel).
MECHANICAL PROPERTIES
T:540-�50Y:310-350E:35I :�0-90
T:�89E:25%
CLASSIFICATIONEN-NORM
188MnMM3(C3)
T199LRM3T199LRC3
T199NRM3T199NRC3
TZ2594NLMM1
T2293NLRC(M)3

02.FLUX-C
OR
EDW
IRES
25
TYPE
AA309L
AA309LNb
AA309LMo
AA31�L
AA312
AA329M
AA410
AA410NiMo
AA=Weldablewithgasprotection OA=Selfshielded
TYPE
Nicro�00
Nicro�25
FLUX-CORED WIRES STAINLESS STEEL
ANALYSIS
C ~0.05Cr ~20-23Ni ~10-13Mn~1
C ~0,05Cr ~20-23Ni ~10-13Mo~2-2.5Mn~1
C <0.03Cr ~1�-20Ni ~10-13Mo~2-2.5
C <0.10Cr ~2�-30Ni ~�-10
AWS
E309-LT0-1E309-LT0-4
E309LCbT0-1
E309-LMoT0-1E309-LMoT0-4
E31�-LT1-4E31�-LT0-4
E312T0-1E312T0-4
Cr13E410
G134E410NiMo
APPLICATION / BASE METAL
Austenitictubularwireforjoiningdissimilarmetalsorcladding.Thedeposithasexcellentductilityandcrack-resistance.Itisrust-,wear-andheat-resistantupto1050°C.Oftenusedforcladdingifa18/8alloyinthefirstlayerisdesired.
Rutileflux-coredstainlesssteelweldingwirewithexceptionalweldabilityforusewithCo2andArgon/Co2mixedgas.Claddingmildandlowalloyedsteelinoffshoreand/orchemicalplantsincaseAISI34�orAISI321arerequiredascladlayer.
Austenitictubularwireforcladdingunalloyedorlow-alloysteelsuchascaststeel,finegrainsteel,machinesteelandrefinedsteeletc.Thedeposithasexcellentductilityandcrack-resistance.Itisrust,wear-andheat-resistantupto1050°C.Oftenusedforcladdingifa18/8/3alloyinthefirstlayerisdesired.
Tubularwirewithausteniticstructure.Theweldingmaterialiscapableoftakinghighpolish.Suitableforworkingtemperaturesupto350°C.Usedforjoiningandcladdingon18/8/2,5stainlesssteelandgenerallyallsteel,alloycompositionofwhichisbetween1�/21%Cr,�/13%Niand0and3%Mo.Seeelectrode4430forbasematerials.
High-alloyedaustenitic/ferritictubularwireforjoiningbasematerialswithextremedifficultweldability,suchasmanganesesteel,springsteelandhigh-speedtoolsteel.Suitableasbufferlayerbeforehardfacingandjoiningunknownalloys.
High-alloyedtubularwirebasedona25%Chromiumand4%Nickeldepositforcladdingandjoiningcomponentsagainstcorrosion,high-heatandwearresistance.Developedforgasshieldedarcwelding.
Metalcoredgas-shieldedwireforjoining,rebuil-dingandcladding,stainlessmartensiticandmartensitic/ferriticrolled,forgedandcaststeel.
Metalcoredgas-shieldedwireforjoining,rebuildingandcladding,stainlessmartensiticandmartensitic/ferriticrolled,forgedandcaststeel.UsedinsteampowerplantsandforthefabricationandrebuildingofFrancisandPeltonturbines.Thedepositismartensitic.Itcombinesgoodtoughnesswithexcellentresistancetocavitationandstresscorrosioncracking.
MECHANICAL PROPERTIES
T:540Y:400E:30H:180
T :540Y :320E :35I :80ZH:350HB
T:540-�50Y:310-350E:35I :�0-90
T:800Y:�00E:20I :50
CLASSIFICATIONEN-NORM
T2312LRM3(C3)
TZ2312NbRM3TZ2312NbRC3
T23122LRM3(C3)
T19123LPM1/LPC1(0.9mm)T19123LRM1/LRC3(1.2mm)
T29/9RM3(C3)
TZ254MM1
FLUX-CORED WIRES
FORNICKELBASEDALLOYSW.NR.
2.480�
2.4321
APPLICATION
Flux-coredwireforweldingofNiandNiCralloys(Inconel,Hasteloy,Nimonicetc.)andstainlesssteelwitheachotherorwithmildsteel.Resistanttocorrosionandhightemperatures.Temperaturesfrom-19�to+�00°C.Alsosuitableformetalrefining.Theweldingmaterialhasthermoshock-resistantproperties.AlsoavailableasMig,TigandS.A.wireandstrip.
Flux-coredwireforweldingofInconel�25,825andalloy25-�Moandnickelalloysordifferentmetalswitheachother.NiCrMoalloysandjointweldingswithlowandhighalloyedsteel;austeniticsteelwithhighcorrosionresistancefortemperaturesabove300°C.AlsoavailableasMig,TigandS.A.wireandstrip.

02.F
LUX-
CO
RED
WIR
ES
2�
TYPE
NiTi3
NiCrCo�1�
AlloyC2��
Dur�Ni
Thereisnoclassificationsystemfornickelbasedflux-coredwires.
TYPE
Dur1
Dur�
Dur12
TYPE
AAFeNi
OAGGG
AAGGG
AA=Weldablewithprotectivegas OA=Selfshieldingwire
FLUX-CORED WIRES FOR NICKEL BASED ALLOYS
W.NR.
2.415�
2.4�28
2.48��
APPLICATION
Specialflux-coredwireforweldingofpurenickelandnickelcladsteelsheetandjoiningofpurecopperandbandcopperalloyswithunalloyedorstainlesssteel.Especiallysuitableforjointweldingofnickelandsteel.Brazingcrackswillnotoccur.AlsoavailableasMig,TigandS.A.wireandstrip.
Flux-coredwireforweldingInconel�1�.Theweldmetalhashighmechanicalpropertiesandisextremelyresistanttocorrosionatveryhightemperatures.ApplicabletoInconel�00and�01,alloy800HTand802andcastalloyssuchasHK-40,HP,HP-45modified.AlsoavailableasMig,TigandS.A.wire.
Flux-coredwirefortheweldingofHasteloyC-2��andsimilarNiCrMoalloys.Typicallyusedforsurfacingonsteel.Thewelddeposithasexcellentcorrosionresistanceinaggressivemediaandisespeciallyresistanttopittingandcrevicecorrosion.Thisalloyisusefulforvariousdissimilarjointsinvolvingnickelalloys,stainlesssteelandlowalloysteel.
Flux-coredwirewithexcellentglidingproperties(metaltometal)andhighresistancetoerosion,corrosionandwearfromabrasiveminerals.FieldofapplicationissimilartothatofStellite,however,thisalloyscannotbeusedinconnectionwithhydrochloricacid.Thehardnessofthewelddepositismaintainedevenatgreattemperaturechanges.
FLUX-CORED WIRES
STELLITE(COBALTBASEDALLOYS)ANALYSIS
C ~2.5Cr ~30Co ~52W ~15
C ~1.1Cr ~28Co ~�5W ~5
C ~1.3Cr ~28Co ~59W ~10
DIN 8555
MSG20-GF-55-CTZ
MSG20-GF-40-CTZ
MSG20-GF-50-CTZ
HARDNESS
53-55HRc
43-45HRc
4�-48HRc
APPLICATION / PROPERTIES
Stellitealloywithhighresistancetoabrasion,oxidationanderosion.Especiallyresistanttoseizingoncaseoffrictionofmetaltometal.Evenuptoredhotthisalloyretainshighhardnessproperties.Completelytempering-resistant.
ToughandhightensileStellitealloyforoverlaysincaseofwearaswellastemperatureshocks,impactloadsorcorrosion.Mainlyusedforcladdingvalveseats.
InhardnessandtoughnessthisStellitealloyliesbetweenDur1and�.Ascomparedto�itissomewhatmoreresistanttowearandascomparedto1itismoreresistanttotemperatureshocksandimpactloads.
FLUX-CORED WIRES
FORCASTIRONANALYSIS
Ferro/Nickel
C ~1Si ~0.5V ~8-9Mn~1-2
C ~0,0�Si ~0,4Cr ~0,�V ~�
DIN 8555
MFNiFe-2
MSGFe-2
HARDNESS
200HB
200HB
APPLICATION / PROPERTIES
Newflux-coredwireforweldingcastiron,forverystrongjointsbetweengreycastiron,sphericalcastironandalloyedsteelaswellasbetweensteelandcastiron.Excellentweldingpropertiesduetogoodwetting.Availablefrom1.2mm.
Atubularwirefreeofnickel,basedonaspecialalloyformachinablehardfacingoncastironwithglobulargraphitelikeGGG40,GGG50,GGG�0andcastironwithlamellargraphitelikeGG10,GG20,GG25,GG30,GG40aswellasmalleablecastironGTS�0.Thecastironshouldbepreheatedtoapprox359°Candkeptatthistemperatureduringwelding.JointweldingsandrepairsofGGGenGGLwhenequalcorrosionpropertiesaredesired.Especiallysuitedforinvisiblerepairsofcastingmoulds.
Medium-alloyhigh-basicityflux-coredwirewithslagforhardfacingusingAr-Co2mix.Build-upofcastironandalloyedgrey-castiron,wellsuitedforwarmandinspecialapplicationsforcoldwelding.Usedtofill-invoidsandpores,build-upofworn-downparts.JointweldingsandrepairsofGGGenGGLwhenequalcorrosionpropertiesaredesired.Especiallysuitedforinvisiblerepairsofcastingmoulds.

02.FLUX-C
OR
EDW
IRES
2�
TYPE
OAMnCr
OAMn14
OAMn18Cr
OA300
AA350
OA400
A�40M
OA550-VW
MAG�00
A��0M
A��0B
OA=selfshieldingwire
FLUX-CORED WIRES
FORHARDFACING,SHOCKANDABRASIONRESISTANTANALYSIS
C <0.04Mn~13-15Cr ~13-15Mo~0.5
C ~1Cr ~2.5-3Ni ~2-2.5Mn~13-15
C ~1,0Cr ~14Ni ~1,2Mn~18
C ~0.15Cr ~1.5-2Si ~0.�-0,8Mo~0.4-0.�Mn~2-3
C <0.15Cr ~2-3Mo~0.4-0.�Mn~2-3
C ~0.5Cr ~�.0Mo~1.5Mn~3.0W ~1.0
C =0.45Cr =9.5Mn=0.5Si =3.0
C =0.5Cr =�.5Si =1.8Mn=3.0Mo=0.8V =0.4
DIN 8555
MF�-250-KNP
MF�-200-KNP
MF�-300-KNP
MF1-300-P
MF1-GF-40-KN
MSG5-GF-40-P
MF�-�0-PT
MF�-55-RP
MSG�-�0
MSG�-GF-�0-P
HARDNESS
250-500HB
250-450HB
280-320HB
38-40HRc
55-58HRc
�00HB
�00HB
APPLICATION / PROPERTIES
Austenitictubularwirefordepositssubjecttohardimpactwearthatisweldablewithoutprotectivegas.Depositthicknessasrequired.Especiallysuitedforlayersbeforehardfacing.Thedepositisnon-magneticandcannotbeflamecut.Extremelygoodweldingproperties.Bufferlayers,crusherjaws,dredgerteeth,blastfurnacemantles,railsetc.
Manganesebasedhigh-alloyedtubularwirewithCrandNiadditivesthatisweldablewithoutprotectivegas.Austeniticjointsthereforenon-magnetic.Depositthicknessasrequired.Theweldingshouldbedoneascoldaspossible.BufferlayersbeforehardfacingonsteelwithahighC-content.Manganesehardsteelandpartsthataremainlysubjecttoimpacts.
Tubularwireweldablewithoutprotectivegasforrebuildingandbufferlayersbeforehard-facingwithextremeresistancetoheavyimpactloads.Rebuilding,bufferlayers,rails,railscrossings,dredgerteeth,blastfurnacemantles.
Low-alloyedtubularwirefordepositsonpartssubjecttomediumwear,weldablewithoutprotectivegas.Thedepositistoughandwithoutcracksandresistanttometal-to-metalwear.Depositthicknessasrequired.Notsuitableformanganesesteel.Thedepositismachinable.Bufferlayersbeforehardfacing,ropepulleys,rails,cranewheels,shafts,wheelflanges,chutesetc.
Medium-alloyedtubularwirefordepositsonpartssubjecttoheavyimpactandshockstrainsthatisweldablewithoutprotectivegas.Depositthicknessasrequired.Abufferlayerisonlyrequiredforsensitivebasematerials.Thedepositcanbemachinedwithtungstencarbidecuttingtools.(A�40Misametaltype).Wheels,ropepulleys,cranewheelsetc.
Medium-alloyedtubularwireonaC-Cr-Mo-Wbasisforhighhardnessupto550°C.Recommendedforpartssubjecttostrongmineralabrasionanderosion,weldablewithoutprotectivegas.Cementpumps,crusherbars,hammerandblooming,tablerolls,mineralandbrickindustry.
Tubularhardfacingwirefortoughandwear-resistantdepositsonpartssubjecttoabrasivewearandheavyimpacts.Severallayerscanbeapplied.Homogenousandcrackfreedepositsthatcanbeappliedalmosteverywherewithoutanytrouble.Carshredders,suctiondredgers,dredgerbuckets,crushersetc.
Tubularhardfacingwireforwear-resistantdepositswithahardnessof�0HRc.Thedepositisresistanttoabrasivewearaswellastoheavyimpacts.(Availableinmetalandbasictype).Refusedisposal,snowploughs,hammers,dredgerbucketsetc.

02.F
LUX-
CO
RED
WIR
ES
28
TYPE
OA55
OA13-8Mn
OA55TC
OA5�Nb
OA�12
OA58
OA59
FLUX-CORES WIRES
FORHARDFACING,HIGHABRASIONRESISTANTANALYSIS
C ~4.5Mn~3.5Cr ~20-25
C ~1Cr ~�-9Mn~14-1�Nb~3-3.5
C ~2Ti ~4.5Mn~1-2Mo~1-1.5Cr ~5-�
C ~1,4W ~1.2Mn~1.3Nb~8.0Cr~�.5
C ~0.5Cr ~12.5Mn~0.5Si ~0.9
C ~4Cr ~20-25Mn~0.5-1Mo~1.0-15
C ~5Nb~�Cr ~22Si ~0,9Mn~0,5
DIN 8555
MF10-GF-55
MF�-GF-250-KNR
MF�-�0-GP
MF�-55-GP
MF10-GF-55
MF10-�0-G
MF10-�0-G
HARDNESS
5�-�0HRc
250-450HB
54-5�HRc
55-5�HRc
54HRc
5�-�0HRc
58-�4HRcverygoodwear-resistance
APPLICATION / PROPERTIES
High-alloyedtubularwireonaCr-carbidebasisforwear-resistantdepositssubjecttoheavyabrasivewearthatisweldablewithoutprotectivegas.Bestresultsareobtainedwithatwo-layerweld.Thedepositshouldbeabout5to�mmthick.AbufferdepositwithOA43�0isrecommendedforsensitivebasematerialsorremaindersofoldhardfacelayers.Screwconveyers,mixerblades,dredgerpumps,crusherrolls,agitatorarmsetc.
Manganese-basedhigh-alloyedtubularwirewithCrandNbadditivesthatisweldablewithoutprotectivegas.TheausteniticmatrixhasequallydiffusedNb-carbides,whichgiveahighhardnessandresistancetoheavyabrasivewear.Asthealloyhasahighductilityandcrackresistanceitisqualifiedforhardfacingsonpackingrings,especiallyintheblastfurnacetechnology.
Alloyedtubularwireonachromium-titanium-carbidebasisthatisweldablewithoutprotectivegas.Thespecialalloygivesresistancetoabrasivewearandimpactssimultaneously.3layerscanbeappliedwithoutcracks.Depositsupto10mmthickarepossible,mainlyfreeofcracks.Radlingcrusherscrewconveyors,dredgerteeth,crusherhammers,gravelpumps,bucketcollarsetc.
Fluxcoredhardfacingwirewithhighresistanceagainstshockandabrasion.Advisedincaseanalmostcrackfreewelddepositispreferedthatstilloffersmaximumwearprotection:stonecrushers,grinders,garbagerecycling,cementpumps,mixers,transportscrews,etc.
Alloyedtubularwireforwear-resistantdepositssubjecttoheavyabrasivewearthatisweldablewithoutprotectivegas.Upto3layersarepossible.Sandpumps,valvesittings,dredgermaterialetc.
High-alloyedtubularwireforoverlaysresistanttoheavyabrasivewearbyminerals.Weldablewithoutprotectivegas.Bestresultsareobtainedwithatwo-layerweld.Corrosion-resistantandscale-resistantpropertiesaregood.Repairsofminingmachinesaswellasofsteelmillequipment.Alsosuitableforhard-facingsonmachinepartsinconstructionandagriculturalindustries.
High-alloyedtubularwireonaCr-Nb-carbidebasisforwear-resistantdepositsonpartssubjecttoheavyabrasivewearbyminerals.Weldablewithoutprotectivegas.AbufferlayerwithOA43�0isnecessaryincaseofremaindersofhardfacelayers.Highresistancetowear,evenwithonelayer.Withtwolayersthedepositshouldhaveamaximumthicknessofapprox�mm.Mixerblades,dredgerteeth,dredgerbuckets,sandblastingequipment,suctiondredgers,cementindustryetc.

02.FLUX-C
OR
EDW
IRES
29
TYPE
OA59H
OA�2
OA�5-�8
OA�3
OA�4
OA�8Nb
OAWC2Ni
AlloyC-G
AACrCoMo-50
FLUX-CORED WIRES
FORHARDFACING,WITHEXTREMEWEARRESISTANCEANALYSIS
C ~5,5Cr ~23-25Nb~�-8B ~+
C ~5-�Cr ~31-35B ~1
C ~2.3Mn~0.8Cr~10.0B ~4.0
C ~5B ~2Cr ~20-25Nb~4.5-�
C ~5Nb~5-�Cr ~19-22W ~1-2Mo~5-�V ~0.5-1
C ~4,0Nb~13.0Cr ~19,0Mo~0,30V ~0,4
CrNiBSi+WC2
SpecialAlloy
C ~0.0�Mo~1�Ni ~5�Fe ~�Cr ~15.5W ~4
DIN 8555
MF10-�5-G
MF10-�5-ZMF10-�0-CGZ
MF10-GF-�0-G
MF10-�5-G
MF10-�5-GZ
MF10-�0-G
MF21-55-CGTZ
MF23-GF-200-CKT
MF3-50-CKTZ
HARDNESS
�4-��HRc
�4-�8HRc
�5-�8HRc
�3-��HRchighwear-resistance
�0-�4HRchighwear-resistance
��-�9HRc
58HRccarbides2800HV
200-500HBcarbides2800HV
49-51HRc
APPLICATION / PROPERTIES
High-alloyedtubularC-Cr-Nb-Bbasedwireforextremelywear-resistantdepositsonpartssubjecttoheavyabrasivewearbyminerals.Mixerblades,dredgerteeth,dredgerbuckets,sandblastingequipment,suctiondredgersetc.
High-alloyedtubularCr-carbidebasedwireforextremelywear-resistantdepositssubjecttoheavyabrasivewearbyminerals.Weldablewithoutprotectivegas.AnintermediatelayerwithOA43�0isnecessaryforsensitivebasis.Highresistancetoabrasionrightfromthefirstlayer.Mixerblades,dredgerbuckets,sandblastingequipment,suctiondredgersetc.
High-alloyedtubularwireonaC-Cr-Bcarbidebasisforextremeharddepositsonpartssubjecttostrongmineralabrasion.Weld-ablewithoutprotectivegas.Cementindustry,pumps,mixerblades,recycling,earthmovingequipment,dredgingequipmentandparts,etc.
High-alloyedtubularC-Cr-Nb-Bbasedwireforextremelywear-resistantdepositsonpartssubjecttoheavyabrasivewearbyminerals.Mixerblades,dredgerteeth,dredgerbuckets,sandblastingequipment,suctiondredgersetc.
High-alloyedtubularCr-Mo-Nb-carbidebasedwireforextremelyharddepositsonpartssubjecttoexcessivelyabrasivewearweldablewithoutprotectivegas.Bestwear-resistanceevenathightemperatures.Morethan1or2layersarenotrecommended.AbufferlayerwithOA43�0isrecommended.Firegratings,gravelwashingequipment,clinkercrushers,screwconveyors,sinteringlines,mixerbladesetc.
HighC-,Cr-,Mo,Nb-,V-,alloyedflux-coredwireelectrodewhichformsextremelyhardcarbidesforextremelyharddepositsonpartssubjecttoexcessivelyheavyabrasivewear.Weldablewithoutprotectivegas.Morethan1,maximum2layersshouldnotbedeposited.AbufferlayerwithOA43�0,OAMnCrorER100isrecommended.Sinteringplants,gravelwashingequipment,clinkercrushers,stonerecycling,mixerbladesetc.
TubularwireonTungsten-Carbidebasiswithacorrosion-resistantmatrixweldablewithoutprotectivegas.Extremelyabrasion-resistant.Grounddrills,trenchdiggers,mixerblades,fertiliserinjectors,plasticbottlerecycling,etc.
TubularwireweldablewithprotectivegascorrespondingtothewellknownalloyHasteloyC.Thiswireiscorrosion-resistantunderoxidisingandreducingconditions.Theoverlaysaretoughandbecomecompactathightemperaturesandbyimpactstrengthupto400HBwithoutdeformingtheweldmetal.Wearingsonforgingdies,warmshearingblades,warmplugetc.ForusewithAr/Co2mixedgas(M21).
High-alloyedtubularwireonaC-Cr-Cobasisforwearprotec-tioninseveralapplicationswheremetaltometalwearathightemperaturesisneeded.WeldablewithshieldinggasaccordingEN439:M11,M12andM21.Hotworkingtoolssuchas:Diesandcontinuouscastingrollers.ForusewithAr/Co2mixedgas(M21).

03.SOLID WIRES MIG/MAG/TIG/STRIP/FLUXES
30

03.SOLID
WIR
ESMIG
/MAG
/TIG/STR
IP/FLU
XES
31
TYPE
SG1
SG2
SGTITAN
SG3
SGMo
SGCrMo1
SGCrMo2
SGCrMo5
SGCrMo9
GCrMo9B9
SGCorten
ER80S-D2
SGNiMo1
SGNi1
SGNi2,5
ER100S-1
ER110S-1
ER120S-1
SOLID WIRES MIG/TIG
FORUNALLOYEDANDLOWALLOYEDSTEELAPPLICATION / PROPERTIES
Weldingwirewithareducedsiliconandmanganesepercentageusedforapplicationsthataregalvanisedafterwardsandsheetsteel.Protection:Mix-gas.
Weldingwireusedtojoinunalloyedandfinegrainsteelupto420N/mm2.Usedforweldingoftanks,machinery,vehiclesandshipbuilding.Smoothadvancementinlongsheaths.
Stronglyimprovedweldingwireforjoiningofdilutedorgalvanisedsteelplatewithextremelygoodweldingpropertiesandabronzedsurface!
Universallyapplicableweldingwirewithincreasedtensilestrengthupto�20N/mm2DuetothehighermanganesecontentsuitableforuseuptoS4�0.Alsorecommendedforrootrunsincriticalhightensilesteeltoavoidcracks.
Low-alloyedweldingwireforcreep-resistantandfine-grainsteel.1�Mn4,19Mn5,15Mo3,StE255,StE420.Workingtemperaturesupto500°C.AlsosuitableforweldingX�0becauseofitshighmechanicalproperties.
Weldingwireforcreepandhydrogen-resistantsteel,forworkingtemperaturesupto550°C.
Weldingwireforcreepandhydrogen-resistantsteel,forworkingtemperaturesupto�00°C.
Weldingwireforcreepandhydrogen-resistantsteel,forworkingtemperaturesupto550°C.
Weldingwireforcreepandhydrogen-resistantsteel,yetforsimilarapplicationsanevenhigherchromepercentagethanCrMo1,2and5.
Vacumemeltedhighqualityweldingwireforcreep-resistanthightensilesteelwithadditionsoffNiobium,VanadiumenNitrogen.Mainapplication:Grade~91materials.
Weldingwireforweather-resistantsteelsuchasCorten,Patinaxetc.Duetotheadditionofcopper,thewelddepositoffersgoodweatherresistanceasrequiredforartanddesignstructures.
SolidweldingwiredevelopedaccordingtoNACErequirements,especiallysuitableforcriticalapplicationssuchasX80,4130andsimilargrades.Excellentweldingpropertieswithorwithoutimpulse.SuitableforPWHT.
Weldingwireforrefinedfinegrainsteel.Yield>550N/mm2.
Weldingwireforfinegrainsteelincoldtoughapplicationsdownto-�0°C.
Weldingwireforfinegrainsteelandcold-toughsteel.14NiMn�,10Ni14,12Ni14,13MnNi�3,TTStE355,TTStE4�0.Forworkingtemperaturesupto-�0°C.
Low-alloyweldingwireforhightensilestrength,refinedfinegrainsteel.Thewelddepositishighlycrack-resistantandiseasilyreformed.Maximumyieldstrengthof�90N/mm2.CommonlyusedforNAXTRA�0,Hardox,T1steeletc.
Low-alloyweldingwireforhightensilestrength,waterrefinedfinegrainsteel.Commonlyusedfore.g.XABO90.
Low-alloyweldingwireforhightensilestrength,refinedfinegrainsteelasdescribedabove,onlywithhigherNi-percentages.
CLASSIFICATION
DIN8559:SG1
DIN8559:SG2
.....+Ti-Zr-Al
DIN8559:SG3
DIN85�5:SGMo
DIN85�5:SGCrMo1
DIN85�5:SGCrMo2
DIN85�5:SGCrMo5
DIN85�5:SGCrMo9
AWS:ER90S-B9
AWS/SFA5.28:ER80SG
AWS:ER80S-D2
AWS/SFA5.28:ER80S-Ni1
AWS/SFA5.28:ER80S-Ni1
AWS/SFA5.28:ER80S-Ni2
AWS/SFA5.28:ER100S-1
AWS/SFA5.28:ER110S-1
AWS/SFA5.28:ER120S-1

03.S
OLI
DW
IRES
MIG
/MAG
/TIG
/STR
IP/F
LUXE
S
32
TYPE
MA250
MA350
MA500
MA�00
MA�50
MAHSS
TYPE
S1
S2
S3/S3Si
S4
S2Ni1
S2Mo
S3Mo
S4Mo
CrMo1
Corten
NiMoCr
SOLID WIRES MIG/TIG
FORHARDFACING,SHOCKANDABRASIONRESISTANTAPPLICATION / PROPERTIES
Weldingwireforoverlaysofwear-andshock-resistantoverlays.
Weldingwireforoverlaysofwear-andshock-resistantoverlays.
Weldingwireforoverlaysofverywear-andshock-resistantoverlays.
Widelyapplicableweldingwire,shock-,wear-andabrasion-resistant.Applications:jawcrushers,coldcuttingtools,carshredders,sandpumpsetc.
WeldingwirelikeMA�00,onlywithadditionofMolybdenum,TungstenandVanadium.
WeldingwirespecificallydesignedforrepairstoHSSorweldingcuttingedgestosoftsteel.Recommendedformoldedgerepairsandsteelstampingtools.Thealloyisusedforwoodshredders,coldcuttingtools,drillingchiselsandmanyotherapplications.
W.NR.
–
–
1.8425
1.4�18
1.2�0�
1.3348
HARDNESS
220/280HB
320/380HB
4�/52HRc
5�/�2HRc
5�/�4HRc
5�/�2HRc
SOLID WIRES
SUBARC,FORUNALLOYEDANDLOWALLOYEDSTEELBASE METAL
1.0351
1.0494
1.049�
1.508�
1.5425
1.542�
1.542�
1.�34�
DIN 8557/8575
S1
S2
S3
S4
S2Ni1
S2Mo
S3Mo
S4Mo
S2CrMo1
S2NiCu1
–
AWS 5.17/5.23
EL8/EL8K
EM12
–
EH14
ENi1
EA2
EA4
EA3
EB2
EM2
APPLICATION / PROPERTIES
Subarcwireforcommonsteelsubjecttolowstresslevelsusedinshipbuilding,structuresandequipmentwithtensilestrengthupto510N/mm.St.33.2.4�.2,H1,H11,35.8.45.8,A.D,finegrainsteeluptoSt.E355.
Generalusesubarcwireforconstructionsteel,boilers,shipbuilding.St.42.2.52.2,H1,H111,19Mn5,45.8,A.E,finegrainsteeluptoSt.E380.
Usedfortheconstructionofboilers,tanks,shipbuildingandfinegrainsteelwithtensilestrengthupto�00N/mm.S3Siisparticularlysuitableforpipewelding.DuetotheincreasedamountofSithesensitivitytodilutionhadbeenreducedconsiderably.CombinedwithFL1�0Fexcellentimpactresistancevaluesatlowtemperaturescanbeobtained.St.42.2.52.2,H11,H111,19Mn5,45.8,A.E,finegrainsteeluptoS4�0.
SubarcwireusedforconstructionsteelandboilerswithhightensilestrengthandCcontentupto2.5%aswellasfinegrainsteel.Alsousedforboilers,heavysteelstructures,shipbuilding,pipeproduction,machineryetc.St.42.2.52.2.�0,H111,19Mn5,55.4,A.E,finegrainsteeluptoS4�0.
Solidsubarcwireforoffshoreapplicationsdownto-�0°Cforsteelswith4�0N/mm2yieldstrength.S355,S420,S4�0.
Subarcwireforheat-resistantandfinegrainsteelforworkingtemperaturesupto500°C.Oftenusedforpipewelding(X�0).St.52-3,�0,H111,19Mn5,55.4,15Mo3,E315,E420,WStE315.WStE420.
Subarcwireforheat-resistantandfinegrainsteelforworkingtemperaturesupto500°C.St.50,52-3,�0,H111,19Mn5,55.4,15Mo3,E355,E4�0,WstE355,WstE4�0.
Subarcwireforheat-resistantandfinegrainsteelforworkingtemperaturesupto500°C.St.52-3,�0,19Mn5,55.4,15Mo3,E355,E500,WstE355,WstE500.
SubarcwireforCrMosteelintheproductionofbarrels,tanksandpipelines,creep-resistantupto�00°C.Optimumcrackandcreepresistanceduebylowacidconcentrations.13CrMo44,1�CrMo4,21CrMo3,24CrMo5,24CrMo54,25CrMo4.
Subarcwireforweather-resistantsteelsuchasCorten,Patinax,Resco,Itacoretc.ExcellentresultswhencombinedwithfluxFL180F.WTSt3�.WTSt52,CortenA,B,C,Patinax3�.
Subarcwireforlowalloysteelwithhighmechanicalpropertiesandcrackresistanceasforinstanceincoldapplications,T1,NAXTRA,S�90,Weldox�00andsimilarmaterials.Tensilestrengthupto�50N/mm2.

03.SOLID
WIR
ESMIG
/MAG
/TIG/STR
IP/FLU
XES
33
TYPE
FL1�0F
FL180F
FL188F
FL915
FL801
FL805
FL8111
FL122ES
FL423ES
FL830ESH
FL8�0ESH
SUBARCFLUXES(POWDERS)DIN
BFB155AC10MHVP5EN��0:SAFB155ACH5
BAR188AC10KMEN��0:SAAR188AC
BFB1�5AC12MHP5EN�5�-95:(TR)S4T2FBS2Mo(MR)S422FBS2Mo
BFB1�5DCEN��0:SAFB1�5DC
EN��0:SAZ2DC
EN��0:SAAF2CrDC
EN��0:AFB1�5ACH5
BFB��3155DC+40B-2-12EN��0:(E)SAFB2
EN��0:(E)SAFB3Mo
EN��0:SAFB2DC
BFB��544DC+40B-2EN��0:SAFB2
AWS A5.17
F�AP8-EH12KF�AP�-EH14F�AP�-EA3-A3
F�A2-EL12F�A3-EM12K
F�A4-EH14F�A0-EA2-A2
F�A�-EM12(K)F8A�-EH12KF8P4-EA2-A2F�P8-ENi1-Ni1F9P4-EF3-F3F9A4-EA3-A3F8P0-EB2-B2
APPLICATION / PROPERTIES
Agglomeratedneutralbasicfluxforsingleandmultipassweldingofcarbonandlowalloysteelrequiringhighimpactvaluesatlowtemperatures.Excellentbeadaspect,eveninfilletwelding.Goodslagremovaleveninhotweldingconditions.Tobeusedwith:S3Si,S4,S4Mo.
AgglomeratedrutilefluxadditiveinMnandSi,suitableforcarbonsteelweldingwithtwoorthreelayers.Excellentslagremovalinfilletandrootpasses.Itcanbeusedwithsingleormultiwiresathighspeedwithexcellentbeadaspect.S4wireissuitableonlyforfilletweldinginsinglepass.Tobeusedwith:S1,S2,S2Si,S4,SH2.(S4wireisonlysuitableforsingleruns)
Agglomeratedsemi-basicfluxsuitableforcarbonandlowalloysteelweldings,insingleormultipasstechniqueandinsingleormultiwireapplications.Theweldmetal,producedincombinationwithcorrespondingwireelectrodes,meetsexcelentmechanicalpropertiesandinparticularhightoughnessatlowtemperatures.Goodslagremovaleveninrootpassesandathightemperatures.Tobeusedwith:S1,S2,S2Si,S2Mo,SH2.
Agglomeratedsemi-basicfluxsuitableforlowalloyedsteeland13%Chromiumalloysinsingleormultipasstechniqueandinsingleormultiwireapplicationswithveryhighweldingspeed.Theweldmetal,producedincombinationwithcorrespondingwireelectrodes,meetsexcellentmechanicalpropertiesandinparticularhightoughnessatlowtemperatures.Excellentslagremovaleveninrootpasses.
FL801isanagglomerated,slightlybasicfluxdesignedforsubmergedarcstripcladding.withalltypesofausteniticstainlesssteelstripsuchas:AISI308L,34�,31�L,309Land309LNb.Itoffersexcellentweldingpropertiesandeasyslagremoval.Thefluxhasacompositionthatgivesaweldmetalwithaferritelevelexceeding4FN(acc.toDeLong)whenweldingthefirstlayerwithstripAISI309LWiththeappropriateparameters.
Agglomeratedchromecompensateduniversalbasicflux,especiallydesignedforweldinghighalloyedsteelsuchasInconel�25,1.4539,RVS31�,309Mo,Duplexandsimilarmaterials.TheFL805isespeciallyrecommendedwherehighimpactvaluesaredesired.FL805hasanexcellentbeadaspect,excellentweldingpropertiesandremarkablyeasyslagremoval.
Specialdesignedfluxforsubarcweldingstainlessteelsolidwiresandfluxcoredwires.Amazingresultsareobtainedwith13%cromiumwirescladdingsteelmillrollersandsimilarapplications.Slagreleasescompletelyitselvesandoffersaperfectbeadaspect.Excellentresistanceagainstmoisturepickup!
FL122ESisahighlybasicagglomeratedfluxdesignedforESstripcladdingwithstainlesssteelsinteredandsolidstripaswell.Itoffersexcellentbeadaspectandselfdetachingslagremovaleveninextremehotcondition.Thefluxhasaneutralactiononchemicalcompositionandcanbeusedforsingleandmultilayers.
FL122ESisahighlybasicagglomeratedfluxdesignedforESstripcladdingwith13%chromiumsinteredandsolidstripaswell.Itoffersexcellentbeadaspectandgoodslagremovaleveninextremehotcondition.ThefluxisaddingMolybdenumtotheweldpooltoimprovecorrosionandwearresistanceathighertemperaturesandcanbeusedforsingleandmultilayers.
FL830ESHisahighlybasicagglomeratedfluxdesignedforEShighspeedstripcladdingwithstainlesssteelalloysinthe300and400series.Itoffersexcellentbeadaspectandselfdetachingslagremovaleveninextremehotconditionswithoutanyresidues.Thefluxhasaneutralactiononchemicalcompositionandcanbeusedforsingleandmultilayers.
FL8�0ESHisahighlybasicagglomeratedfluxdesignedforEShighspeedstripcladdingwithNickelbasedalloys.Itoffersexcellentbeadaspectandselfdetachingslagremovaleveninextremehotconditionswithoutanyresidues.Thefluxhasaneutralactiononchemicalcompositionandcanbeusedforsingleandmultilayers.

03.S
OLI
DW
IRES
MIG
/MAG
/TIG
/STR
IP/F
LUXE
S
34
TYPE
30�Si
308LSi
34�Si
309LSi
309LMo
309H
310
312
31�LSi
318Si
22-09Duplex
SuperDuplex(25-0�)
2594SuperDuplex
904L
32�
409Cb
420BorC
430LNb
1.4115
410NiMo
SOLID WIRES
STAINLESSSTEELWIRESANDSTRIPSAPPLICATION / PROPERTIES
Suitableforweldingdissimilarandselfhardeningsteelsuchasarmouredandmanganesesteel.Theweldmetalhashighstressresistanceandisheat-resistantuptoapprox850°C.
Suitableforwelding18/8steelwithlowcarboncontent.PerfectarcstabilityandbetterflowingbecauseofthehigherSicontent.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
WeldingwireforNborTistabilised18/8andsimilarCrNisteel.Forworkingtemperaturesuptoapprox400°C.Highresistancetointercristallinecorrosionandoxidisingenvironments.
Suitableforweldingcorrosionandheat-resistantCr/NisteelandCr/Nisteeltounalloyedandlowalloysteel.Heat-resistantuptoapprox1100°C.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
Weldingwirewithhighcorrosionresistance,oftenusedforbufferlayerswhencladdingwithanAISI31�qualityandfordissimilarjointswithC,Mnandlowalloysteel.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
WeldingwirelikeAISI309withhighercarbonpercentageforbetterheatandwearresistance.
Weldingwireforsimilarheat-resistant25/20CrNisteelforworkingtemperaturesupto1200°C.Alsosuitableforweldingferriticstainlesssteel.
Weldingwireforweldingdifficulttoweldsteelandself-hardeningsteelsuchasarmouringsteel,austeniticMnsteel,springsteelandhighcarbonsteel.Verysuitableforrepairwelding.
LowcarbonweldingwireforausteniticCrNiMosteelforworkingtemperaturesupto350°C.Veryhighresistancetointercristallinecorrosion.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
WeldingwireforNborTistabilisedCrNiMosteelwithaworkingtemperatureupto400°C.Highresistancetointercristallinecorrosionandcorrosiveenvironments.
WeldingwireforstainlesssteelDuplexsteel,highresistancetogeneralcorrosion,pittingandstresscorrosion.Maximumworkingtemperature280°C.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
WeldingwireusedforStainlesssteel,SuperDuplex,Zeron100etc.
SolidSuperDuplexalloyforweldingSAF250�,ASTMS32��0(ZERON100),S32550andS312�0.Alsotobeusedonthestandardduplexgradesas2205.
Weldingwireforextremelycorrosion-resistantCrNiMoCusteel.Usablebetweentemperaturesfrom-19�°Cto350°C.1.4500,1.4505,1.450�,1.4531,1.453�,1.4539,1.45�3,1.4585,1.458�.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
Lownickelspecialwiresuitableinsulphurousenvironmentsatveryhightemperaturesasincombustiongasses.Veryhard,goodmachinabledeposit.
Stabilisedweldingwireforweldingsimilaralloysasfoundintheexhaustpipeindustry.
Stainlesssteel13%Cralloywithhighhardnesssuitableformanyoverlayapplications.Thetype420Chasahigherpercentagecarbonthan420B.420°C.Alsoavailableinstripdiametersof�0x0.5mmand30x0.5mm.
Ferriticweldingwirewithveryhightensilestrengthandgoodcorrosionresistance.Typicallyusedinthecarindustry.
1�%chromealloyweldingwirewithmeltdownhardnessofapprox45HRc.Forcorrosion-resistantlayerswithaworkingtemperatureupto550°C.Alsorecomendedforhardfacingincasecorrosionresistanceisrequired.
Martensiticthermoshock-resistantalloyforwearandimpact-resistantlayersatchangingtemperatures.Oftenusedforcladdingcontinuouscastingrollersinsteelmills.
AWS/SFA 5.9
ER30�
ER308LSi
ER34�Si
ER309LSi
ER309LMo
ER309
ER310
ER312
ER31�LSi
ER318Si
ER2209
ER2553
ER2594
ER385
–
ER409Cb
ER420
ER430LNb
ER410NiMo
W.NR.
1.43�0
1.431�
1.4551
1.4332
1.4459
1.4829
1.4842
1.433�
1.4430
1.45��
1.44�2
1.4410
1.4539
1.4820
1.4034
1.4511
1.4115

03.SOLID
WIR
ESMIG
/MAG
/TIG/STR
IP/FLU
XES
35
TYPE
SAS308L
SAS309L
SAS309LMo
SAS309LNb
SASX15CrNiMn322�8
TYPE
SAS30�
SAS4351L
SAS581
SAS�01
SAS410NiMo
SAS410MoV
SAS420
SAS430L
TYPE
SAS�25
SAS825L
SAS2��
SAS82
TYPE
SASDUR�
SASDUR�LC
SASDUR21
SINTERED STRIP
FORSTAINLESSSTEELC
0.010
0.010
0.015
0.015
0.140
Cr
20
23
22
24
32
Ni
10.5
12
14.0
12.0
2�.0
Mo
<0.2
0.2
2.9
–
–
Mn
1.8
1.8
1.8
1.8
�.5
Si
0.4
0.4
0.3
0.�
0.3
Nb
–
–
–
0.�
–
N
+
+
+
0.03
+
SINTERED STRIP
AGAINSTWEARC
0.0�
0.10
0.35
0.31
0.0�
0.15
0.38
0.0�
Cr
18.0
15.0
�.0
�.0
14.0
12.4
13.�
13.0
Ni
8
4.3
-
0.3
4.5
-
0.4
0.4
Mo
–
0.90
3.00
1.�0
0.90
2.00
0.15
0.15
Mn
�.0
0.9
2.0
3.0
0.8
1.2
1.0
1.0
Si
0.5
0.34
0.3
-
-
-
0.2
0.2
V
–
–
0.3
0.2
0.2
0.2
–
–
W
–
–
–
1.9
–
–
–
–
SINTERED STRIP
NICKELBASEDC
0.01
0.01
0.01
0.01
Cr
23.0
32.0
15.8
19.9
Ni
Rest
Rest
Rest
Rest
Mo
9.0
8.0
1�.�
–
Mn
0.2
2.3
0.5
3.2
Nb
3.5
0.2
0.1
2.3
Fe
<5.0
4.5
4.5
0.�
W
–
–
3.�
–
SINTERED STRIP
STELLITE(COBALTBASED)C
1.10
0.80
0.25
Cr
28
28
2�
Co
Rest
Rest
Rest
Mo
–
–
5.5
Si
1.0
1.0
0.8
Mn
0.�
0.�
0.3
Fe
<2.5
<2.5
<2.5
HARDNESS
40-43
3�-39
30-35
W
4.5
4.5
–
Nb
–
–
–
–
0.2
–
–
–
Ti
–
–
–
0.4

03.S
OLI
DW
IRES
MIG
/MAG
/TIG
/STR
IP/F
LUXE
S
3�
TYPE
Al99,8
Al99,5
AlMg3
AlMg4,5Mn
AlMg5
AlSi5
AlSi12
DonotuseALSiweldingmaterialsiftheweldwillbeanodisedafterwards.Theweldwillthendiscolour.AlternativelyuseanALMgalloyedweldingwire.
GRADE
Grade1(CommerciallyPure(PC)
Grade2
Grade3
Grade4
Grade5(�AI-4V)
�AI-4VEliWW
15V-3Cr-3Sn-3Al
�Al-2Sn-4Zr-2Mo
Grade12(0.3Mo-0.8Ni)
Grade�(Ti+Pd)
Grade9(3Al-2.5V)
SOLID WIRES
FORALUMINIUMANDALUMINIUMALLOYSAPPLICATION / PROPERTIES
Aluminiumwireforweldingmostlypurealuminiumwithmax.0.2%alloyingele-ments.Thematerialcanalsobeusedwhenhighcorrosionresistanceisrequired.
Aluminiumwireforweldingmostlypurealuminiumwithmax.0.5%alloyingele-ments.Thematerialcanalsobeusedwhenhighcorrosionresistanceisrequired.
Aluminiumalloyusedforweldingaluminiumalloyswithamaximumof3%Mg.Wherehighmechanicalpropertiesofthejointisrequired.Verygoodweldabilityandweldingproperties.
AluminiumalloysusedforweldingaluminiummagnesiumbasedalloyssuchasALMg/ALMg4.5Mn.alloys.Cosmeticallygoodweldingresult.Relativelyhightensilestrength.Mainlyusedinseawater-resistantapplications.
Aluminiumalloyforweldingaluminiummagnesiumbasedalloyswithamaximumof5%Mg.ThistypeisalsosuitableforweldingdifferentAluminiumalloyswitheachother.Excellentweldabilityandweldingresult,relativelyhightensilestrength.
Aluminiumalloyforweldingaluminiumwithamaximumof2%alloyingelementsandforcastingscontainingupto�%Si.Excellentflowcharacteristicsandpenetration.Recommendedifagoodlookingresultispreferredovergoodmechanicalpropertiesandcorrosionresistance.WeldingALMgalloyswithmorethan3%Mgisnotrecommendedbecauseoftheriskofcracking.
Aluminiumalloyforcastalloyswithmorethan�%Si.Inspecialcircumstancestheso-calledmouldedalloyscanbeweldedalso.
DIN 1732
SG-AL99,8
SG-AL99.5
SG-ALMg3
SG-ALMg4.5Mn
SG-ALMg5
SG-ALSi5
SG-ALSi12
AWS/SFA 5.10
ER1100
ER1100
ER5154
ER5183
ER535�
ER4043
ER404�
SOLID WIRES MIG/TIG
TITANIUMANDALLOYSAWS A5.16
ERTi1
ERTi2
ERTi3
ERTi4
ERTi5
ERTi5Eli
–
–
ERTi12
ERTi0.2Pd
ERTi9
AMS
AMS4951
AMS4951
AMS4951
AMS4951
AMS4954
AMS495�
AMS4914(Chem)
AMS4952
–
–
–
ASTM
B348,Gr1(Chem)
B348,Gr2(Chem)
B348,Gr3(Chem)
B348,Gr4(Chem)
B348,Gr5(Chem)
–
–
–
B348,Gr12(Chem)
B348,Gr�(Chem)
B348,Gr9(Chem)

03.SOLID
WIR
ESMIG
/MAG
/TIG/STR
IP/FLU
XES
3�
DIN 1733T.1
SF-Cu
SG-CuAg
SG-CuSn
SG-Cu-Si3
SG-CuSn�
SG-CuSn12
SG-CuAl5Ni2
SG-CuAl8
SG-CuAl9Fe
SG-Cu-Al8Ni2
SG-CuAl8Ni�
SG-CuMn13Al�
SG-CuAl14NiFe
SG-CuNi30Fe(Monel��)
SOLID WIRES MIG/TIG
FORCOPPERANDCOPPERALLOYSAWS
–
–
ERCu
ERCuSi-A
ERCuSn-A
–
–
ERCuAl-A1
ERCuAl-A2
–
ERCuNiAl
ERCuMnNiAl
–
ERCuNi
APPLICATION
Specialcopperwireforweldingcopper,joiningcoppertosteel,greycastironandNialloysof3mmwallthicknessormore.Particularlysuitableforlargeworkpieces.
Copperalloy,silveralloyedwithaslightlyhigherpercentageofphosphor,suitableforTIG/MIGwelding,easytohandle,highplasticityoftheweldmetal.
Copperfillermetal,tinalloyedwithgoodflowproperties.SuitableforjoiningCuandcop-peralloyedmetalssubjecttostrain.Verywellworkable.Weldingseamswithoutpores.
ForMIG/TIGweldingonfeeblyalloyedCuMn,CuSiMnandCuZnmaterials.Alsorecommendedforcladdingofferritic-pearliticsteel.Hightemperatureandcorrosionresistance.Mainlyusedinautomobileindustryandforsculpturingandsculpturerestoration.
Tinbronzealloyofminimally�%tinforvirtuallyallweldingprocedures.Verygoodde-oxidisation.SurfacingandjoiningofCuSnalloys.InsomecasesthisalloycanbeusedtoweldbrasswiththeTigproces.Widelyusedinovensoldering.
Copper-tinalloyofhightinpercentagesuitableformultipleweldingjobs.Theweldedmaterialattainshighhardnesssimilartocastbronzes,thereforetobeusedforspeciallywear-resistantsurfacing,joiningandrepairweldingofbronzes.
Lowalloyedaluminumbronze,particularlysuitableforjoiningonferriticandausteniticsteel.Goodflowingpropertieswithgoodcovergroove,alsosuitableforjoiningonsteelandcopper.Formultiplayerweldingonsteel,pulsedarcweldingisrecommended.Amazingresultsonstainlesssteelsheetmetalduetolessheatinput,highertravelspeedandlesscleaninghours.
Joiningofcopper-aluminiumalloyedmetals.Surfacingofferritic-pearliticsteel.Veryhighcorrosionandwearresistanceasrequiredforweldingbrassshippropellersincasethesamecolourisrequested.AlsosuitableforMigbrazingonthinsheetandgalvanizedplatesasincarmanufacturing.
Joiningofcopper-aluminiumalloyedmetals.Surfacingofferritic-pearliticsteel.Veryhighcorrosionandwearresistanceasrequiredforweldingbrassshippropellers.Improvedwear-resistanceandhardnesscomparedtoCuAl8.
Copper-aluminiumbasedfillermetal.Alloyofseveralmetalelements.SuitableforCuAlNialloyedmetals,surfacingofsteel.Highresistancetowearandabrasion.Verygoodcorrosion-andseawater-resistance.
Nickel-Aluminium-Bronzes.Highcorrosion-andwear-resistance.ForweldingCuAlNi-partsinoffshoretechnology,seawaterdesalting,shipbuildingandrepair(propeller)aswellaspowerplantsandchemicalindustrylikereactionplants,pumpsandtubesystems.
HighestgradeoftheAl-Bronze-types.Seawater-resistantcopper-aluminiumalloywithoutZnofhightoughnessandhardness.Joining-andwear-resistantsurfacingofcopperalloys,ofunalloyedandlow-alloysteelandgreycastiron.Applicationsinclude:shippropellers,pullingtoolsandslidingsurfacesincasecoldweldingneedstobeprevented.
Newsupercopperalloywithextremehardness(400HB).Especiallydesignedforapplicationswherebyhighhardnessisrequired.Thewelddepositisseawater-andwear-resistant.Homogenousandsparkfree.Applicationsinclude:axes,crankshafts,pliers,dredgeraxesetc.
Copper-Nickelalloyforconstructionandchemicalequipment,seawaterdesaltingandoffshoretechnology.
W.NR
2.00912.0090
2.1211
2.100�
2.14�1
2.1022
2.105�
–
2.0921
2.093�
2.0922
2.0923
2.13��
–
2.083�
BS
–
C1
C�
C9
C11
C2�
–
C12
C13
–
C20C2�
C22
–
C18

03.S
OLI
DW
IRES
MIG
/MAG
/TIG
/STR
IP/F
LUXE
S
38
TYPE
Nicro�00
Nicro�25
Nicro�18
NiTi3
NiCu30Mn
NiCrCo�1�
NiCrMo�8�
NiCrMo�22
AlloyC2��
AlloyHX
SOLID WIRES
FORNICKELBASEDALLOYS(INCONEL,MONEL,ETC.)W.NR.
2.480�
2.4831
2.4���
2.4155
2.43��
2.4�2�
2.4813
2.488�
DIN 1736UNS
SG-NiCr20NbN0�082
SG-NiCr21Mo9NbN0��25
SG-NiCr19MoTiN0��18
SG-NiTi4N020�1
SG-NiCu30MnTiN040�0
SG-NiCr22Co12MoN0��1�
N0��8�
N0�022
EL-NiMo1�Cr1�WN102��
N0�002
AWS
ERNiCrFe3
ERNiCrMo-3
ERNiFeCr-2
ERNi-1
ENiCu-�
ERNiCrCoMo-1
ERNiCrMo-14
ERNiCrMo-10
ERNiCrMo-4
ERNiCrMo-2
APPLICATION
SolidwireforweldingofNiandNiCralloys(Inconel,Hasteloy,Nimonicetc.)andstainlesssteelwitheachotherorwithmildsteel.Resistanttocorrosionandhightemperatures.Temperaturesfrom-19�to+�00°C.Alsosuitableformetalrefining.Theweldingmaterialhasthermoshock-resistantpropertiesanddistinguishesitselfduetothehighmechanicalproperties.Alsoavailableassubarcwireorstrip.
SolidwireforweldingofInconel�25,825andalloy25-�Moandnickelalloysordifferentmetalswitheachother.NiCrMoalloysandjoiningwithlowandhighalloyedsteel;austeniticsteelwithhighcorrosionresistancefortemperaturesabove300°C.Mainlyusedforcladdingapplicationsinburningovens.Alsoavailableassubarcwireorstrip.
SolidwireforweldingInconel,�18,�0�andX-�50.Theweldmetalishardenableandhasmechanicalpropertiescomparabletothoseofthebasemetals.
Specialsolidwireforweldingofpurenickelandnickelcladsteelsheetandjoiningofpurecopperandbandcopperalloyswithunalloyedorstainlesssteel.Especiallysuitableforjoiningnickelandsteel.Brazingcrackswillnotoccur.Alsoavailableassubarcwireorstrip.
SolidwireforweldingNiCu30Fe,CuNialloysandjoiningthesealloyswithsteelsuchasMonel400,R-405andK-500.Alsoavailableassubarcwireorstrip.
SolidwireforweldingInconel�1�.Theweldmetalhashighmechanicalpropertiesandisextremelyresistanttocorrosionatveryhightempera-tures.ApplicabletoInconel�00and�01,alloy800HTand802andcastalloyssuchasHK-40,HP,HP-45modified.
SpecialalloyforjoiningDuplex,Superduplexandsuper-austeniticstain-lesssteelaswellasnickelalloyssuchasN0�059,N0�022,HasteloyC-2��andInconel�22,�25and�8�.Thisalloyoffersawiderangeofapplicationsinthechemicalandpetrochemicalindustries.Alloy�8�isofferingthehighestavailablecorrosionresistancefromallnickelbasedalloysonthemarket.Alsoavailableassubarcwireorstrip.
SolidwireforjoiningInconel�22en�25,alloy25-�MoandIncoloy825.Excellentlysuitableforjoiningdifferentmetalsincluding:Inconel�25andHasteloyC-2��.Theweldmetaloffersgoodcorrosionresistancewhenusedwithmolybdenum-containingstainlesssteel.
SolidwirefortheweldingofHasteloyC-2��andsimilarNiCrMoalloys.Typicallyusedforsurfacingonsteel.Thewelddeposithasexcellentcorrosionresistanceinaggressivemediaandisespeciallyresistanttopittingandcrevicecorrosion.Thisalloyisusefulforvariousdissimilarjointsinvolvingnickelalloys,stainlesssteelandlowalloysteel.Alsoavailableassubarcwireorstrip.
SolidwireusedforweldingHasteloyXandsimilarNiCrMoalloy.AlsousedforsurfacingsteelandjoiningofHasteloyX,nickelalloys,stainlesssteel,carbonsteelandlowalloysteel.Thewelddepositisverystrongandhasexcellentoxidationresistanceathightemperaturesupto1200°C.

03.SOLID
WIR
ESMIG
/MAG
/TIG/STR
IP/FLU
XES
39
TYPE
Dur1
Dur�
Dur12
SOLID WIRES
STELLITE(COBALTBASEDALLOYS)ANALYSIS
C ~2.5Cr ~30Co ~52W ~15
C ~1.1Cr ~28Co ~�5W ~5
C ~1.3Cr ~28Co ~59W ~10
AWS
ERCoCr-C
ERCoCr-A
ERCoCr-B
HARDNESS
53-55HRc
43-45HRc
4�-48HRc
APPLICATION / PROPERTIES
Stellitealloywithhighresistancetoabrasion,oxidationanderosion.Especial-lyresistanttoseizingoncaseoffrictionofmetaltometal.Evenuptoredhotthisalloyretainshighhardnessproperties.Completelytempering-resistant.
ToughandhightensileStellitealloyforoverlaysincaseofwearaswellastemperatureshocks,impactloadsorcorrosion.Dur�isthemostusedtypeintherangeandismainlyusedforcladdingvalveseats.Extremelowfrictioncoefficient.
InhardnessandtoughnessthisStellitealloyliesbetweenDur1and�.Ascomparedto�itissomewhatmoreresistanttowearandascomparedto1itismoreresistanttotemperatureshocksandimpactloads.

04.BRAZING
40

04.BR
AZIN
G
41
TYPE
CuZn39Sn
CuZn40
CuZn40F
CuNi10Zn42
CuNi10ZnF
TYPE
DurR
DurR(Ni)
DurCS
TYPE
Super-flux
Uten-flux
Universal-flux
Gas-flux
Alu-flux
BRAZINGRODSDIN
L-CuZn39Sn2.0533
L-CuZn402.03��RBCuZn-A
L-CuNi10Zn422.0�11RBCuZn-D
APPLICATION / BASE METAL
Brassalloyformanyapplicationsincluding:bicycleindustry,shippropeller,furnitureindustryetc.Suitableforweldingbrassandbrazingofsteel,castiron,iron,copper,nickeletc.
Brassalloyformanyapplicationsincluding:bicycleindustry,shippropeller,furnitureindustryetc.CuZn40Fisfluxcoated.
Specialalloywithveryhighstrengthforjointweldingofsteel,castiron,nickelandnickelalloys.Excellentlysuitedforsurfacingcogoncogwheels.Thebrazingdepositisthickfluidthatmakesiteasytobuildup.CuNi10ZnFisfluxcoated.
MECHANICAL PROPERTIES
T ~450AT ~880°C
T ~450H ~110HBAT ~900°C
T =500-800H ~180HBAT : 900°C
ANALYSIS
Cu ~58Si ~0.15Sn ~0.5Mn~0.�
Cu ~�0Zn ~40
Cu ~50Zn ~40Ni ~10
BRAZING
HARDFACINGWITHTUNGSTENCARBIDESANALYSIS
SteeltubefilledwithTungstencarbideWSCapprox�0%Fe-rest
NiCrBSi=matrixWSCapprox=�0%WSC-500-1�00umWSC-2800HV
CuZnNimatrix+Tungstenlumpsapprox�5%
DIN 8555
G21-GF-�5
G-21-GS-350GR
HARDNESS
ca.�5HRc
Matrix-5�HRc
APPLICATION / PROPERTIES
Highwear-resistanttungsten-carbidebasedhard-facingalloy.Suitableforrotarydrillingandformining.Thealloycanbeappliedwithlittlepreheatofthesur-faceandweldingwithaslightexcessacetyleneflame.
SameasDurR,butwithcorrosion-resistantmatrixforapplicationwithacidsandothercorrosivemedia.Duetothelowmeltingpointofthematrixthisalloyhasgoodbondingpropertiesanditcanbeappliedonalmosteverysurface.Applications:wearinchemicaland/orfoodindustries,stabilisers,deepdrilling,mixers,scratchers,bentonitmixersetc.
ThegasweldableDurCScontainsbrokenmassivelumpsofhardmetalwhicharefixedinamatrixofCuZnNiwithameltingpointofapprox900°C.Thisalloyisusedindeepdrillingtechnique(hardfacingofdrillpoint),stonemills,paperorpulpshredders,scratchersetc.Availablegrainsizes:2-4mm,4-�mm,�-8mm,10-12mminlengthsof450mm.
BRAZING
FLUXESAPPLICATION / PROPERTIES
Fluxforbrazingofsilveralloyswithaworkingrangefrom450to850°C.Universalfluxforcopper,brass,steelandstainlesssteel.
FluxforbrazingofsilveralloyswithalongerlifethanSuperfluxe.g.forlargerworkpiecesandsomewhathighermeltingtemperaturessuchasmolybdenumandtungstentypesasattheproductionofdrillsandsawblades.
Fluxforbrazingofcopper,copperalloys,brass,steelandgalvanisedsteel.Workingrangefrom�50to1100°C.
Fluxforlarge-scaleuse(gastransported,comesalongwiththeflame)forbrazingcopper,brass,bronze,steelandgalvanisedsteel.Idealwhenacleanproductisdesiredorifusedwithasolderingmachine.Workingrangefrom�50to1100°C.
Fluxforweldingorbrazingaluminiumandaluminiumalloyswithaworkingrangefrom450to�20°C.
DIN 8511
F-SH1
F-SH1
F-SH2
F-SH2
F-LH1
AWS
BF3-C
FB4-D

04.B
RA
ZIN
G
42
ALLOYDIN: 8513
L-CuP�
L-Ag2P
L-Ag5P
L-Ag15P
L-Ag18P
L-Ag20Cd
L-Ag25Cd
L-Ag30Cd
L-Ag34Cd
L-Ag40Cd
L-Ag45Cd
L-Ag50Cd
L-Ag50CdNi
L-Ag25Sn
L-Ag30Sn
L-Ag34Sn
L-Ag40Sn
L-Ag45Sn
L-Ag55Sn
L-Ag2�
L-Ag49
Thealloysaboveareavailableinuncoatedandcoatedrods,ringsandstripsandonspoolsD-300invariousdiameters.
BRAZING
SILVERALLOYSAg
2
5
15
18
20
25
30
34
40
45
50
50
25
30
34
40
45
55
2�
49
Cu
94
91
89
80
�5
40
30
28
22
19
1�
15
15
40
3�
3�
30
2�
22
39
1�
Zn
25
2�
21
24
21
1�
1�
1�
33
32
2�
28
25
18
20
22
Ni
3
5
5
Sn
2
2
3
2
3
5
P
�
�
�
5
�
Cd
15
18
21
20
20
22
18
1�
MELTING POINT ºC
�30
�10
�10
�10
��0
�50
�10
�80
�40
�10
�20
�40
��0
�50
�40
�10
�90
��0
�50
840
�90
TENSILESTRENGHT(N/mm2)
250
250
250
250
250
410
420
420
430
450
450
350
300
430
430
430
400
400
400
300
300
APPLICATION
Coppertocopper(withoutflux).Brass,copperandcopper-tinalloys(withflux).Donotuseinasulphurousenvironment.Forworkingtemperaturesupto200°C.
Steel,stainlesssteel,copper,copperalloys.Nickel,nickelalloys.Forworkingtemperaturesupto200°C.
Copperalloys,tungstencarbidestometal.
Cadmiumfreerange:(foodindustry)suitableforsteel,copper,copperalloys,nickel,nickelalloysandgreycastiron.Forworkingtemperaturesupto200°C.
Tungstentooltipstosteel,tungstenandmolybdenum.

05.THERMALSPRAY
43

05.T
HER
MA
LSP
RAY
44
TYPE
SP80/20
SP80/20NiCr
SPNiTi4
SP1.3505
SP420
SP1.43�0
SP1.4302
SP1.4403
SP1.4115
SP1.4122
SPAlBz8
SPCuSN�
SPNiCu
SPCuZn3�
SPCU99,9
SPAL99,5
SPZnAl
SPBabbits
SPMo
WIRESFORTHERMALSPRAYAPPLICATION / PROPERTIES
Spraywirewithexcellentbondingstrength.Sprayedlayersofthismaterialareresistanttovariationinhightemperaturesandareusedasabufferlayerforallothersprayingalloys.Hardness,coatingmacro:approxHRc22.Maximumworkingtemperature:approx800°C.Layerthickness:approx0.1-0.15mm.Availableasfluxcoredandsolidwire
Soliddrawnspraywirewithgoodbondingpropertiesandhighcorrosion-resistanceforapplicationsinchemicalindustriesandasabufferlayerforceramiclayers.80/20NiCrcoatingsareresistanttooxidisingandcorrodinggassesatworkingtemperaturesupto900°C.Coatinghardnessmacro:approxHRb90.Availableasfluxcoredandsolidwire
Soliddrawnspraywirewithgoodbondingpropertiesforapplicationssuchasceramicsorsteelspraylayers.Highcorrosion-resistanceeveninacidsolutions.
Soliddrawnspraywireforextremelywear-resistantlayerswherecorrosion-resistanceisnotimportantorofminorimportance.Hardnessapprox50Hrc.
Solidspraywirewith13%Cr,acombinationofgoodwear-resistanceandafairlygoodcorrosion-resistanceforapplicationsinrepairsandnewwork.Thecoatinghashightensilestrengthandlowshrinkageandthereforecanbeappliedinlargerlayersthicknesseswithoutanyriskofcracking.Maximumworkingtemperature:approx540°C.Hardnessmacro:HRc.Machineablebygrinding.Availableinthreehardnesses:A,BandC.
Solidspraywireoftype18/8/�withlowshrinkfactorandthereforeverysuitableforthickcoatingsandcoatingsininternaldiameters.TheadditionofMngivesthecoatingwork-hardeningandwear-resistantproperties.Coatinghardnessmacro:HRb90,afterwork-hardening450HB.Forworkingtemperaturesupto850°C.
Solidspraywiretoachieveastainlesssteelcoatingconsistenttoquality18/8.Applicationsinclude:pumpparts,scalringsandglandsealings.Hardnessmacro:approxHRb80.
Solidspraywireforsprayingonpartsthatmustmeetahigherqualitythan18/8,corrosionandacidresistance.Maximumworkingtemperature:approx450°C.Hardnessmacro:HRb�4.
Solidspraywirethatcombineshightoughnesswithverygoodcorrosionresistance,shinycoatingandbettermachineabilitythantheSP420Ccoating.Hardnessapprox40/45HRc.Thewelddepositcanbemachined.
Solidspraywirethatcombineshightoughnesswithverygoodcorrosionresistance,shinycoatingwithalittlehigherhardnessthanSP1.4115.Thewelddepositcannotbemachinedwithnormalcuttingtools,grindingispossible.Hardnessapprox50HRc.
Spraywireforthermalsprayingofwearandseawater-resistantlayers,thatcanbereturnedtoaverysmoothandtightfinish.Thehighpressureresistanceandstrengthoftheselayersmakeitespeciallysuitableforheavyloadsonbearingsentreads.Suitableforlayerthicknessesupto5mm.Hardnessmacro:HRb80.
Spraywiremadeoutofcopperandtinforwear-resistantlayerswheregoodslidingcharacteristicsaredesired.
AlloylikeMonelwithverygoodresistancetoseawaterandexcellentslidingcharacteristics.
Brassspraywirewithhighspraycapacityforgeneralbronzeapplications.Suitableforsealingsurfacesandartprojects.Hardnessmacro:HRb30.
Purecopperspraywire.Thermallysprayedcopperlayerscaneasilybemachinedintoasmoothsurface.
Spraywirewithexcellentcorrosionresistance,typicallyusedinthefoodindustry.
Spraywireforso-calledscoupingwherehighcorrosionresistanceisrequired.Usuallyappliedonbridges,artworksandotherobjectsthatareexposedtoheavyweather.
Tinalloy,commonlyusedforitsgoodslidingcharacteristicse.g.forbearingscales.
Solidmolybdenumspraywirewithverygoodbondingpropertiesonaluminiumandcopper.Excellentresultsareobtainedduringhigh-speedwireandflamesprayingwithveryhighhardnesses(�00to1400HV).Oftenusedinthecarindustryatgearaxesorsimilarapplications,incasewearandfrictioncancauseproblems.
ANALYSIS
Ni ~80Al ~20
Ni =80Cr =20
Ni =BasisTi =3
C =1.0Si =0.25Cr =1.5
C =0.35Cr =13
Cr =18Ni =8Mn=�
Cr =19Ni =9
Cr =19Ni =12Mo=3
C =0.2Cr =1�.5Mo=1.1
C =0.35Cr =1�.5Mo=1.1
Cu =92Al =8
Cu =94Sn =�
Ni =�4Cu =Rest
Cu =�4Zn =Rest
Cu =99.9
Al =99,5
Zn =85Al =15
SnSb�Cu4
Mo=99.95
NOTES

NOTES

WELDING

Certilas Nederland BVEinsteinweg 86662 PW ElstThe Netherlands
T +31 (0)481 – 365 599F +31 (0)481 – 365 [email protected]
You can find all CEWELD® products on our website www.ceweld.com. Here you can also download various product sheets, material safety datasheets and check other information including the Schaeffer diagram, the DeLong diagram, welding calculations, equivalents tables, lists with alloy surcharges, and interesting facts on metals and their alloys. In short, all kinds of useful information for welders, purchasing agents and welding technicians.
LIAB
ILITYCEW
ELD®doesnotm
akeanywarrantyorassum
eanylegalliabilityorresponsibilityfortheaccuracyandcompletenessofthedatainthispublication|C
OLO
PH
ON
production:zaai|photography:ArjanZoom
ers|design:StudioMarselStoopen|C
W.C
AT-EN.2012-0�
Inconel,Incoloy,Monel,N
ilo,BrightrayenN
imonicareregisteredtradem
arksoffIncoAlloysInternationalLtd.H
asteloyandMultim
etareregisteredtrademarksoffH
aynesInternational.StelliteisaregisteredtrademarkoffD
eloroStellite.
CONTACT