capitolul 1 lapte consum smantana
TRANSCRIPT
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
1
Capitolul 1 Lapte de consum şi
smântână
1.1. Descrierea laptelui materie primă
Laptele materie primă este un lichid de culoare alb-gălbuie secretat de glanda mamară a mamiferelor. În toate scrierile vechi ce se referă la condiţiile de viaţă ale popoarelor care au trăit cu mii de ani înaintea erei noastre în Europa în zona Mării Mediterane cunoşteau laptele pe care îl consumau ca atare şi sub formă de produse, în special brânzeturi. în lucrarea sa „Zece mii de ani de producţie de lapte” Michel Roblin arată că europenii de pe malurile Visteilei şi ale Niprului, strămoşi ai latinilor şi germanilor, cunoşteau deja laptele animal.
Laptele a fost folosit din cele mai vechi timpuri ca aliment principal în hrana diferitelor popoare, ca asirienii, babilonienii, grecii şi romanii.
Laptele este alimentul cel mai complex şi mai
uşor asimilat de organism, constituind unul din alimentele de bază şi în nutriţia omului. Este denumit şi „Sângele Alb” prin valoarea sa hrănitoare. Are peste o sută de substanţe nutritive necesare vieţii omului (20 aminoacizi, peste 10 acizi graşi, 25 vitamine, peste 45 elemente minerale, proteine). Proteinele conţin aminoacizi necesari creşterii şi menţinerii sănătăţii. Grăsimea în afară de rolul ei energetic mai posedă şi un rol de constituent pentru formarea rezervelor de grăsime în organism. Vitaminele conţinute în proporţii apreciabile ridică valoarea nutritivă a laptelui. Important este faptul că substanţele nutritive din lapte se găsesc în proporţii optime, astfel că laptele este asimilat de organism mai bine decât orice alt aliment, putând fi consumat atât în stare proaspată cât şi sub formă de diferite produse lactate. Atât laptele cât şi produsele lactate măresc rezistenţa organismelor faţă de infectii şi intoxicaţii, ridicând nivelul de sănătate a populaţiei.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
2
1.2. Factorii care influenţează cantitatea şi calitatea laptelui a. Factori interni:
• Specia -cea mai mare cantitate de lapte se obţine de la vaci;
• Rasa, familia, linia - sunt rase, linii sau familii care
produc lapte mai mult şi mai bogat în grăsime şi proteine în timp ce altele produc lapte mai putin şi cu o compozitie diferită;
• Individualitatea - dă diferenţe chiar în sânul aceleiaşi rase, linii sau familii şi în condiţii identice fiind influenţat de metabolismul fiecarui animal;
• Forma şi dezvoltarea ugerului - influenţează
capacitatea productivă; • Vârsta - producţia de lapte este mai mică la
primele fătări, creşte până la a IV a fătare, apoi scade treptat.
b. Factori de mediu:
• Naturali - caăldurile mari, ploile şi umezeala au influenţă negativă scăzând astfel producţia de lapte;
• Artificiali:
a) hrănirea, lipsa substanţelor nutritive duce la scăderea cantităţii de lapte (aceste fenomene se întâmplă iarna şi primavara când hrana nu este atât de bogată în substanţe hrănitoare ca vara sau toamna);
b) adăparea; c) igiena corespunzătoare; d) mulsul.
1.3. Proprietăţile fizice şi chimice ale laptelui a. Proprietăţile fizice:
• Densitatea - constituie indicele cel mai variabil al laptelui. Este condiţionată de raportul care există între concentraţia laptelui şi substanţele solide, negrase şi grăsime. Variază în raport invers cu conţinutul de grăsime şi în raport direct cu conţinutul de proteine, lactoze şi săruri;
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
3
Limitele normale de variaţie ale densităţii laptelui sunt cuprinse între 1,027 şi 1,033 cu o valoare medie de 1,029.
• Indicele de refracţie, punctul de congelare,
punctul de fierbere - constituie caracteristici constante ale laptelui normal, modificarea lor indicând un lapte anormal;
Punctul de fierbere al laptelui este de 100,55oC, la presiunea de 760mm col. Hg. Punctul de congelare este caracteristica cea mai constantă a laptelui. Temperatura de congelare a acestuia este de -0,555oC.
• Culoarea - laptele normal este un lichid opac de culoare alb-.galbuie uşor albăstrui;
• Mirosul - este specific, puţin pronunţat. Laptele
vechi are un miros acrişor, mai poate primi miros de grajd, urină, bălegar.
• Gustul - este dulceag şi caracteristic.
b. Proprietăţile chimice:
• pH- ul - aciditatea liberă a laptelui se exprimă prin pH care arată concentraţia în ioni de hidrogen din soluţii.
Laptele de vacă are pH- ul între 6,7- 6,4. • Aciditatea - laptele proaspăt muls este uşor acid.
Aciditatea se exprimă în grade Thörner şi este cuprinsă intre limitele 15-19oT.
Aciditatea totală a laptelui se stabileşte prin titrare cu o soluţie alcalină în prezenţa indicatorului fenoftaleină. Laptele proaspăt muls are o aciditate de 16-18oT. Aciditatea creşte în timpul păstrării, datorită acidului lactic care se formează prin fermentarea lactozei de către bacteriile lactice. Creşterea acidităţii este mai rapidă cu cât temperatura de păstrare este mai ridicată.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
4
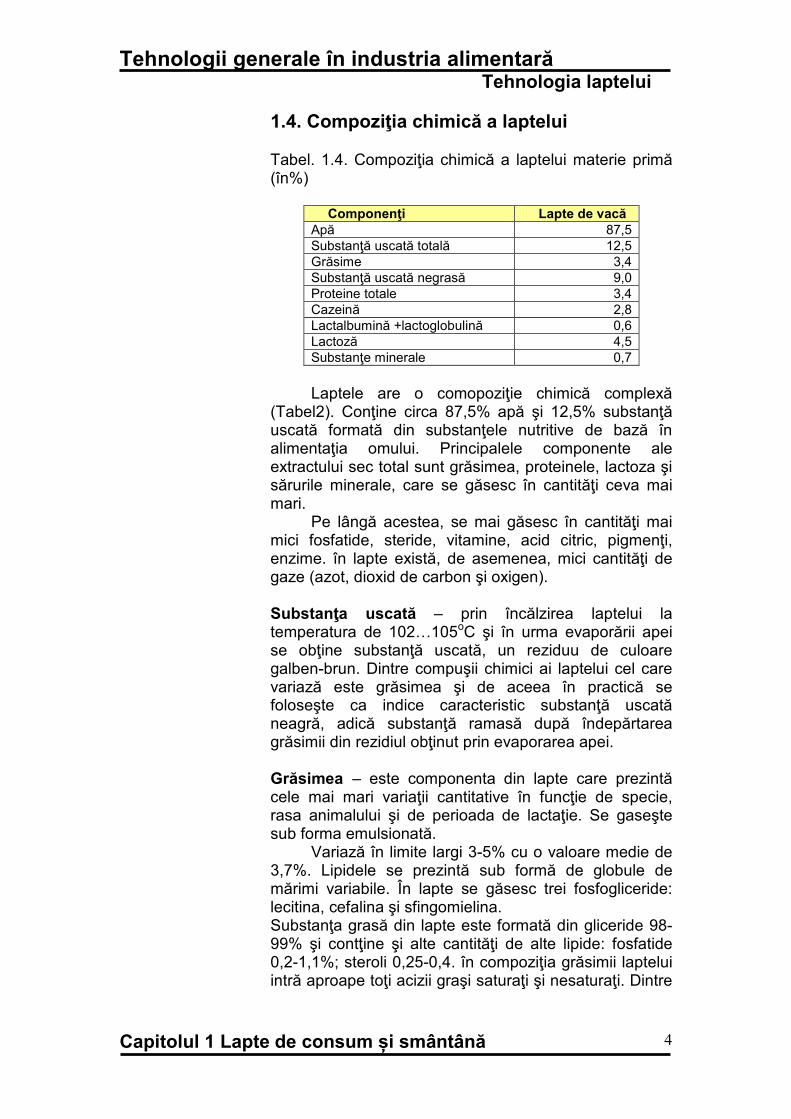
1.4. Compoziţia chimică a laptelui Tabel. 1.4. Compoziţia chimică a laptelui materie primă (în%)
Componenţi Lapte de vacă Apă 87,5 Substanţă uscată totală 12,5 Grăsime 3,4 Substanţă uscată negrasă 9,0 Proteine totale 3,4 Cazeină 2,8 Lactalbumină +lactoglobulină 0,6 Lactoză 4,5 Substanţe minerale 0,7
Laptele are o comopoziţie chimică complexă
(Tabel2). Conţine circa 87,5% apă şi 12,5% substanţă uscată formată din substanţele nutritive de bază în alimentaţia omului. Principalele componente ale extractului sec total sunt grăsimea, proteinele, lactoza şi sărurile minerale, care se găsesc în cantităţi ceva mai mari.
Pe lângă acestea, se mai găsesc în cantităţi mai mici fosfatide, steride, vitamine, acid citric, pigmenţi, enzime. în lapte există, de asemenea, mici cantităţi de gaze (azot, dioxid de carbon şi oxigen).
Substanţa uscată – prin încălzirea laptelui la temperatura de 102F105oC şi în urma evaporării apei se obţine substanţă uscată, un reziduu de culoare galben-brun. Dintre compuşii chimici ai laptelui cel care variază este grăsimea şi de aceea în practică se foloseşte ca indice caracteristic substanţă uscată neagră, adică substanţă ramasă după îndepărtarea grăsimii din rezidiul obţinut prin evaporarea apei. Grăsimea – este componenta din lapte care prezintă cele mai mari variaţii cantitative în funcţie de specie, rasa animalului şi de perioada de lactaţie. Se gaseşte sub forma emulsionată.
Variază în limite largi 3-5% cu o valoare medie de 3,7%. Lipidele se prezintă sub formă de globule de mărimi variabile. În lapte se găsesc trei fosfogliceride: lecitina, cefalina şi sfingomielina. Substanţa grasă din lapte este formată din gliceride 98-99% şi contţine şi alte cantităţi de alte lipide: fosfatide 0,2-1,1%; steroli 0,25-0,4. în compoziţia grăsimii laptelui intră aproape toţi acizii graşi saturaţi şi nesaturaţi. Dintre
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
5
aceştia 11 acizi graşi sunt prezenţi într-o cantitate mai mare: acid butiric, acid capronic, acid caprilic, acid lauric, acid miristic, acid palmitic, acid stearic, acid arahic, acid oleic şi acid linoleic.
Culoarea grăsimii este dată de prezenţa unor pigmenţi (carotină, xantofilă) care provin din nutriţiile verzi, încât vara datorită păşunatului culoarea grăsimii este mai galbenă decat iarna. Proteinele – proteinele din lapte sunt formate din cazeină, lactoalbumină şi lactoglobulină. a) Cazeina – este componentul proteic şi reprezintă 80% din totalul substanţelor proteice din lapte. Se poate obţine din lapte prin precipitare în prezenţa unui acid la pH= 4,6. În formă pură se prezintă ca o pulbere albă, fără gust şi fără miros. Ea coagulează şi sub actiunea unor enzime (cheag, pepsină); b) Lactoglobulina – se gaseşte în cantităţi foarte mici. Are un conţinut mai ridicat de sulf faţă de cazeină şi un conţinutfoarte redus de fosfor; c) Lactoalbumina – conţinut relativ redus de azot şi un conţinut ridicat de sulf. Nu conţine fosfor, este solubilă în apă, precipită sub acţiunea căldurii(peste 72oC). Alţi componenţi ai laptelui
Lactoza – sau zaharul din lapte imprimă gustul dulceag laptelui proaspăt muls. Puterea ei de îndulcire este de circa patru ori mai mică decât a zaharozei. Este secretată de glanda mamară, se gaseşte în natură numai în lapte. Din punct de vedere chimic este un dizaharid formată dintr-o molecula de glucoză şi una de galactoză. Sub acţiunea unor microorganisme (bacterii, drojdii) suferă diferite fermentaţii care imprimă anumite caracteristici de gust şi aromă la obţinerea diferitelor produse lactate.
Sărurile minerale – laptele conţine cca. şapte săruri minerale sub formăa de cloruri(Na, K), fosfaţi (monopotasic, dipotasic), citraţi(tripotasic, tricalcic). Un rol important îl au sărurile de calciu şi fosfor în procesul de închegare a laptelui asigurând obţinerea unui coagul cu o anumită consistenţă pentru a putea fi prelucrat în brânzeturi.
Vitaminele – laptele conţine cantităţi apreciabile
de vitamine hidrosolubile şi liposolubile. Conţinutul de
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
6
vitamine din lapte este influenţat în principal de tratamentul termic aplicat în diferitele faze tehnologice. Exemple de vitamine care se gasesc în lapte:
• Vitamina A: nu se distruge în timpul pasteurizării dacă se evită contactul cu aerul şi lumina. în lapte se gaseşte în proporţie de 30%;
• Vitamina B1: în lapte se găseşte în proporţie 23%, rezistă în timpul pasteurizării de scurtă durată;
• Vitamina B2: în lapte se găseşte în proporţie de 85%, nu se distruge în timpul pasteurizării de scurtă durată;
• Vitamina C: se găseşte în proporţie de 29%, este sensibilă la caldură şi lumină;
• Vitamina PP: se găseşte în lapte în proporţie de 66%.
Enzimele – în lapte se găsesc 19 enzime provenind din sânge sau secretate de diferite microorganisme. Principalele enzime ale laptelui sunt peroxidaza, catalaza, reductaza, amilaza, lipaza.
• Lipaza descompune grăsimea. • Proteazele descompun substanţele proteice. • Fosfataza şi peroxidaza se folosesc ca indicatori
ai proceselor termice la care este supus laptele.
Gazele – conţinutul de gaze înglobate în lapte este variabil. Imediat după muls volumul de gaze este mai mare şi predomină cantitativ CO2. 1.5. Obţinerea laptelui de consum şi a
smântânii
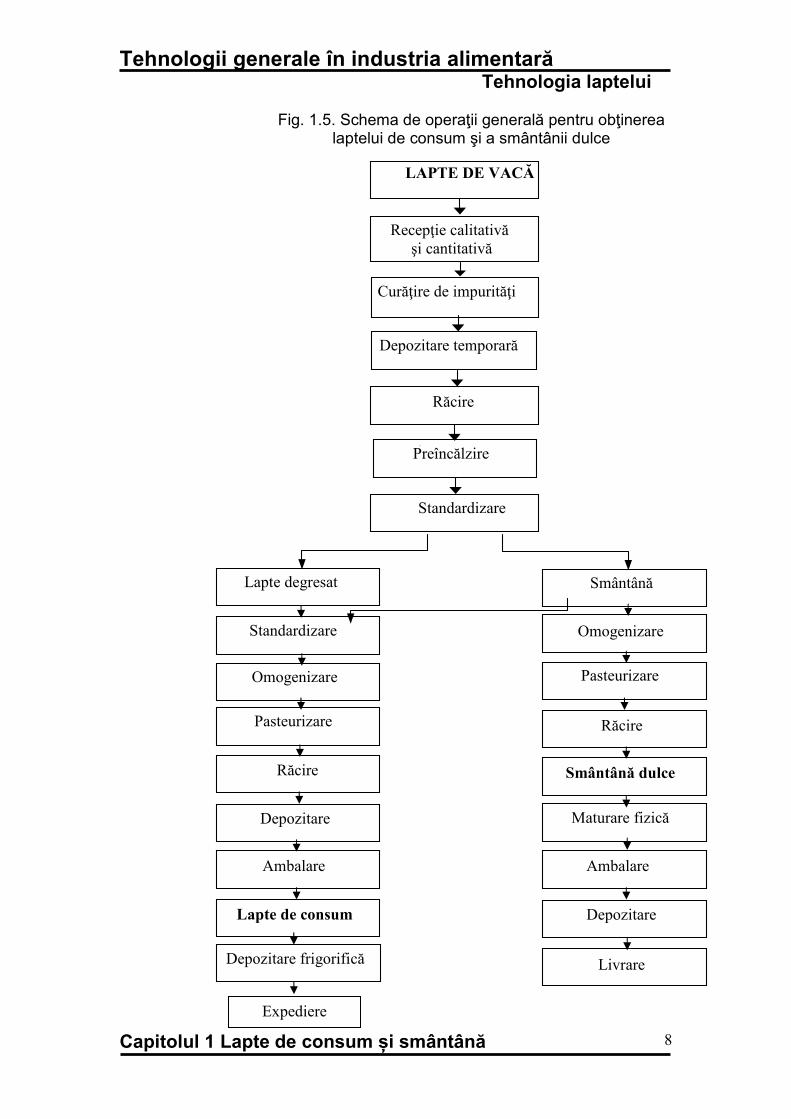
În fig. 1.5. este prezentată schema de operaţii generală pentru prelucrarea laptelui cu obţinere de lapte de consum standardizat pasteurizat şi smântână dulce.
Multe dintre operaţiile tehnologice componente ale procesului tehnologic de obţinere a laptelui de consum standardizat pasteurizat şi a smântânii sunt întâlnite în aproape orice proces tehnologic de prelucrare a laptelui materie primă cu obţinere de diferite produse lactate: recepţie cantitativă şi calitativă, curăţire de impurităţi, răcire, depozitare, preîncălzire etc. Alte operaţii cum sunt degresarea, omogenizarea, pasteurizarea, ambalarea pot fi specifice unui proces tehnologic de obţinere a unui anumit produs lactat astfel că, în continuare sunt prezentate şi analizate comparativ

Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
7
mai multe metode de realizare a acestora, metode existente pe plan mondial.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
8
Fig. 1.5. Schema de operaţii generală pentru obţinerea laptelui de consum şi a smântânii dulce
Lapte degresat
Standardizare
Omogenizare
Smântână
Omogenizare
Pasteurizare
Răcire Pasteurizare
Răcire Smântână dulce
Depozitare
Ambalare
Maturare fizică
Ambalare
Depozitare Lapte de consum
Depozitare frigorifică Livrare
Recepţie calitativă
şi cantitativă
LAPTE DE VACĂ
Curăţire de impurităţi
Răcire
Depozitare temporară
Standardizare
Preîncălzire
Expediere
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
9
1.6. Metode de realizare a stadardizării laptelui
Prin standardizare se înţelege procesul de separare a grăsimii din lapte şi obţinerea unui alt produs lactat, bogat în grăsime – smântâna.
Smântâna se foloseşte proaspătă (dulce) şi fermentată, ca materie primă la fabricarea untului sau a altor produse, de exemplu frişcă şi ca produs alimentar – smântână pentru alimentaţie.
Standardizarea laptelui se poate efectua atât prin separare spontană sau naturală a grăsimii, cât şi prin separare forţată, centrifugală.
Smântânirea naturală a fost utilizată până la inventarea separatorului şi constă în menţinerea laptelui în repaus o anumită perioadă de timp. În acest timp, globulele de grăsime, având o greutate specifică mai mică (0,925 g/cm3) în comparaţie cu plasma laptelui (1,034 g/cm3), se ridică la suprafaţă. Intensitatea separării naturale depinde de mai mulţi factori şi, în primul rând, de mărimea globulei de grăsime şi temperatura laptelui; globulele cu un diametru mai mare se separă mai uşor; în laptele cald se observă o separare mai intensă şi mai completă a grăsimii. În laptele smântânit prin smântânire naturală rămâne până la 2% grăsime, dacă menţinerea laptelui se face la temperaturi scăzute şi până la 1% grăsime – la temperaturi mai ridicate, considerate optime.
O dată cu inventarea separatorului centrifugal, smântânirea naturală a fost înlocuită cu smântânirea centrifugală. În prezent, smântânirea naturală se practică numai în condiţii casnice pentru degresarea unei cantităţi mici de lapte. Primele încercări de folosire a forţei centrifugale în scopul separării grăsimii din lapte a fost făcută de Fusch în anul 1859. Mai târziu, în Germania în anul 1875 a fost construit primul separator, al cărui tambur era fără talere. În anul 1877 savantul suedez K.G. Patric de Laval a construit un separator mai modern, iar peste 2 ani (1879) el a construit primul separator cu acţiune continuă. Inventarea separatorului a produs o adevărată revoluţie în tehnologia prelucrării laptelui, dar şi în alte ramuri ale activităţii umane. S-a stimulat în mare măsură dezvoltarea industriei untului, întrucât a devenit posibilă prelucrarea unei cantităţi mari de lapte. Procesul de separare a grăsimii s-a accelerat de 4-5 mii ori faţă de separarea naturală.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
10
În funcţie de operaţia tehnologică efectuată separatoarele pot fi de mai multe tipuri:
• separatoare pentru degresare; • separatoare – curăţitoare de lapte; • separatoare – normalizatoare; • separatoare pentru obţinerea smântânii cu
conţinut ridicat de grăsime; • separatoare pentru coagul.
1.7. Tehnologia de standardizare
Separarea grăsimii din lapte cu ajutorul separatorului are la bază folosirea forţei centrifuge ce se formează în tamburul separatorului. Sub acţiunea acestei forţe, globulele de grăsime, având o masă specifică mai mică, sunt aruncate spre centrul tamburului, iar plasma laptelui şi impurităţile mecanice cu o masă specifică mai mare spre periferie.
Smântâna, sub presiunea porţiunilor nou formate,
se ridică prin canalul format de talere şi canalul central de alimentaţie spre orificiul de evacuare, care este situat în partea de sus a talerului superior.
Laptele degresat se ridică prin spaţiul format de
talere şi capacul tamburului spre orificiul de evacuare a laptelui degresat amplasat în corpul tamburului separatorului. Produsele finite sunt evacuate prin conducte separate în rezervoarele de recepţie. Impurităţile mecanice, particulele de proteine, mucilagiul sunt aruncate spre pereţii capacului tamburului si se acumulează în spaţiul de colectare a sedimentului (“spaţiu de nămol”) al acestuia, de unde sunt evacuate. În separatoarele deschise cu capacitate mică, evacuarea sedimentului se efectuează prin oprirea separatorului şi spălarea tamburului sau înlocuirea acestuia cu unul curat.
Întrucât deconectarea pentru curăţare necesită o anumită perioadă de timp şi se răsfrânge negativ asupra calităţii laptelui şi a produselor obţinute, se recomandă ca productivitatea separatorului să permită smântânirea cantităţii de lapte prevăzută în acest scop într-o oră.
Separatoarele cu capacităţi mari sunt dotate cu
dispozitive de descărcare automată a sedimentului în flux continuu, nefiind necesară oprirea separatorului. Înainte de a începe smântânirea se montează corect piesele detaşabile, apoi separatorul se pune în acţiune
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
11
pentru a controla funcţionarea şi a atinge turaţia necesară. Dacă separatorul funcţionează uniform, fără vibraţii, prin el se trece apă caldă (38...40ºC) pentru a controla gradul de ermeticizare a tamburului şi a încălzi piesele acestuia.
Laptele destinat standardizării se filtrează, se încălzeşte până la temperatura de 38...40ºC şi după evacuarea completă a apei din tambur, se aduce prin conducta de alimentare în tamburul separatorului, unde are loc separarea grăsimii de plasma laptelui.
Produsele obţinute – smântâna şi laptele degresat, sunt conduse în recipientele prevăzute în acest scop. Pentru a controla procesul degresării în cazul folosirii separatoarelor deschise se poate determina raportul de lucru, prin care se înţelege raportul dintre cantitatea de smântână şi lapte degresat obţinut. Pentru obţinerea smântânii de 30% grăsime, acest raport trebuie să fie de 1:7 – 1:8 în funcţie de conţinutul de grăsime în lapte. Smântânirea decurge normal, dacă separatorul funcţionează continuu 1,5 – 2 ore. După aceasta el trebuie oprit şi curăţat de impurităţile colectate, în caz contrar, creşte brusc conţinutul de grăsime în laptele degresat.
La sfârşitul smântânirii pentru înlăturarea resturilor de smântână din canalele de evacuare, prin separator se trece lapte degresat şi separatorul se opreşte, după care se spală conform instrucţiunilor. 1.7.1. Factorii ce influenţează calitatea standardizării
Standardizarea se consideră eficientă dacă conţinutul de grăsime în laptele smântânit corespunde standardelor tehnice (0,04-0,05%). Gradul de separare a grăsimii este influenţat de mai mulţi factori care se referă atât la calitatea materiei prime, cât şi la starea tehnică a separatorului. a) Factori ce ţin de calitatea laptelui Aceşti factori se referă la:
• viteza de separare a globulelor de grăsime sub acţiunea forţei centrifuge, care depinde de dimensiunea lor, de greutatea specifică a grăsimii şi plasmei laptelui şi de vâscozitatea acestora. Creşterea vâscozităţii laptelui înrăutăţeşte procesul de degresare;
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
12
• temperatura mărită care reduce vâscozitatea laptelui şi sporeşte viteza de separare a grăsimii. Temperatura optimă a laptelui în procesul smântânirii este de 38...42°C. Ea corespunde temperaturii de preîncălzire a laptelui în secţiile de recuperare a pasteurizatoarelor. În cazul obţinerii smântânii cu procent înalt de grăsime pentru fabricarea untului, smântânirea se efectuează la temperatura de 80F90°C şi se aplică la fabricarea untului în flux continuu.
În prezent se practică şi smântânirea laptelui la
temperaturi obişnuite (15...20°C) şi chiar joase (1...4°C). În acest scop se folosesc separatoare obişnuite, însă debitul de lapte se reduce cu 50%.
Smântânirea decurge normal în cazul smântânirii laptelui curat cu aciditatea de până la 20°T. Impurităţile mecanice şi particulele de proteină precipitate în cazul laptelui cu aciditatea ridicată, măresc vâscozitatea laptelui şi împiedică separarea normală a grăsimii. Acestea se depun pe pereţii tamburului şi apoi ai talerelor, împiedecând circulaţia normală a laptelui şi reducând durata de smântânire normală.
Ca rezultat, creşte brusc conţinutul de grăsime în laptele degresat; tratamentul mecanic prealabil al laptelui destinat pentru smântânire - (răcire, pasteurizare, pompare dintr-un recipient în altul) influenţează negativ procesul de separare a grăsimii şi măreşte pierderile de grăsime cu laptele degresat.
Cele mai mici pierderi de grăsime se realizează în cazul smântânirii laptelui proaspăt muls. Păstrarea laptelui până la smântânire timp de 24 ore măreşte conţinutul de grăsime în laptele degresat cu 15-20%.
b) Factorii ce se referă la tehnica exploatării separatorului:
• montarea corectă a separatorului, uniformitatea spaţiilor dintre talere şi echilibrarea tobei. Smântânirea decurge normal, dacă spaţiile dintre talere sunt uniforme, în caz contrar, laptele va tinde să treacă prin spaţiile mai mari şi, deci, se dereglează procesul de dirijare a acestuia în cavitatea tobei şi ca rezultat, se înrăutăţeşte procesul de degresare;
• echilibrarea tamburului influenţează atât procesul de smântânire, cât şi forţa de acţionare a acestuia. Vibraţia tobei înrăutăţeşte procesul de
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
13
smântânire - consumul de forţă creşte şi se uzează mecanismul de acţionare;
• turaţia (viteza de rotaţie) tamburului - cu cât
viteaza este mai mare, cu atât smântânirea este mai completă. În scopuri de securitate nu se recomandă mărirea turaţiei tamburului peste valoarea normată, deoarece aceasta poate provoca accidente. Micşorarea numărului de rotaţii cu 25% duce la creşterea procentului de grăsime în laptele degresat de 4-5 ori, de aceea smântânirea trebuie începută numai după ce separatorul a atins viteza maximă.
Smântânirea poate fi efectuată numai în cazul funcţionării normale a separatorului, respectând strict instrucţiunea de exploatate. Aceasta duce nu numai la o smântânire completă, dar şi la evitarea posibilelor dereglări şi accidente. 1.7.2. Tipuri de separatoare
Separatoarele folosite în mod curent se deosebesc, în special, prin modul de alimentare cu lapte şi prin acela de evacuare a smântânii şi a laptelui degresat.
După felul acţionării, separatoarele pot fi:
• manuale (având o capacitate redusă de
degresare de maximum 600 l/h); • mecanice.
După construcţia şi modul în care se introduce laptele şi se evacuează smântâna şi laptele degresat se deosebesc următoarele tipuri de separatoare:
• separatoare deschise, la care laptele integral, smântâna şi laptele smântânit sunt în contact cu aerul;
• separatoare semiermetice, la care introducerea
laptelui se face deschis, în contact cu aerul, iar evacuarea smântânii şi a laptelui smântânit are loc prin conducte închise;
• separatoare ermetice, la care toate operaţiile sunt
ferite de contactul cu aerul. Totodată, în aceste condiţii, se evită formarea spumei.

Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
14
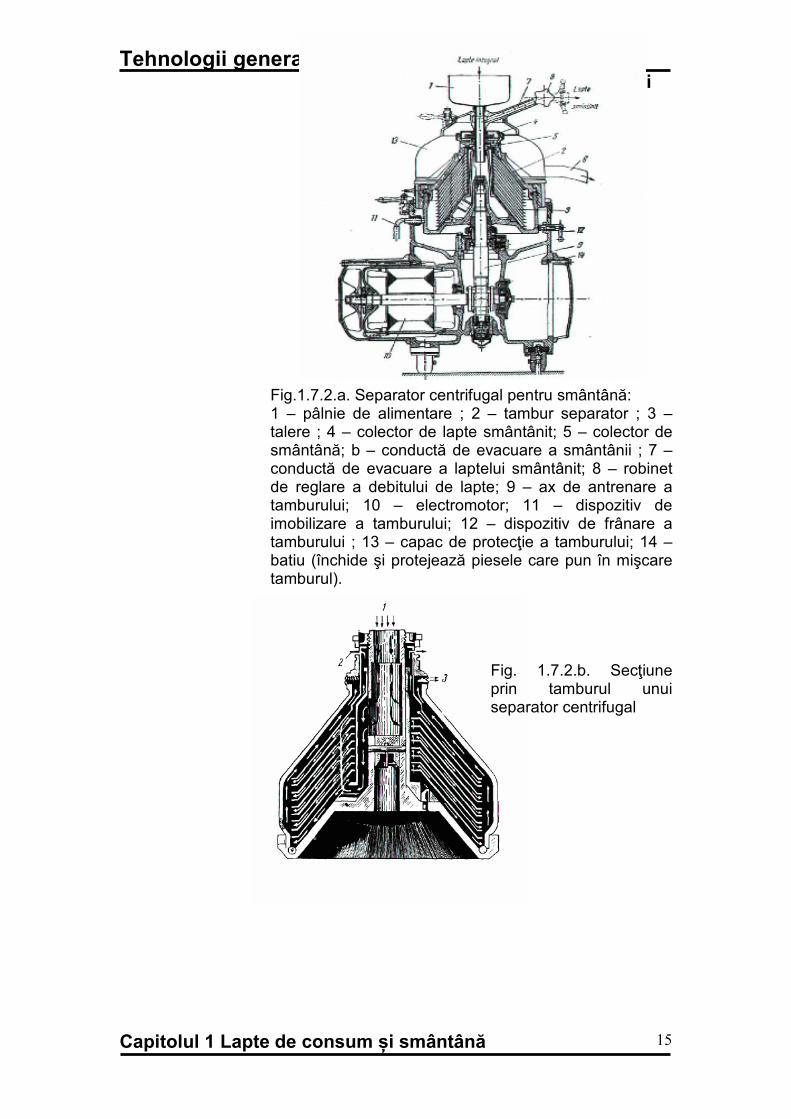
Principalele părţi componente ale unui separator şi
procesul propriu-zis de separare a smântânii are loc în tamburul separatorului (exemplu fig. 1.7.2). După cum se vede, tamburul are o formă tronconică; corpul tamburului este drept sau cilindric, având în centru un fus scurt, gol în interior, pe care se aşează distribuitorul. Când fusul serveşte ca distribuitor, este prevăzut cu o serie de orificii care corespund orificiilor aflate în talere şi prin care laptele se răspândeşte între talerele tamburului.
Talerele au şi ele formă tronconică; pe faţa
superioară sunt prevăzute cu o serie de nituri (butoni distanţatori), care asigură menţinerea unui spaţiu de 0,3 – 0,5 mm între talerele introduse pe distribuitor.
Talerele mai sunt prevăzute cu un număr variabil de orificii de separare (2–6); prin suprapunerea talerelor, aceste orificii formează un sistem de canale pe toată înălţimea tamburului.
Dimensiunile şi numărul talerelor variază în funcţie de debitul separatorului. Capacul tamburului este tronconic şi se fixează pe discul sau pe corpul cilindric al tamburului. Toba şi talerele sunt executate din oţel inoxidabil.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
15
Fig.1.7.2.a. Separator centrifugal pentru smântână: 1 – pâlnie de alimentare ; 2 – tambur separator ; 3 – talere ; 4 – colector de lapte smântânit; 5 – colector de smântână; b – conductă de evacuare a smântânii ; 7 – conductă de evacuare a laptelui smântânit; 8 – robinet de reglare a debitului de lapte; 9 – ax de antrenare a tamburului; 10 – electromotor; 11 – dispozitiv de imobilizare a tamburului; 12 – dispozitiv de frânare a tamburului ; 13 – capac de protecţie a tamburului; 14 – batiu (închide şi protejează piesele care pun în mişcare tamburul).
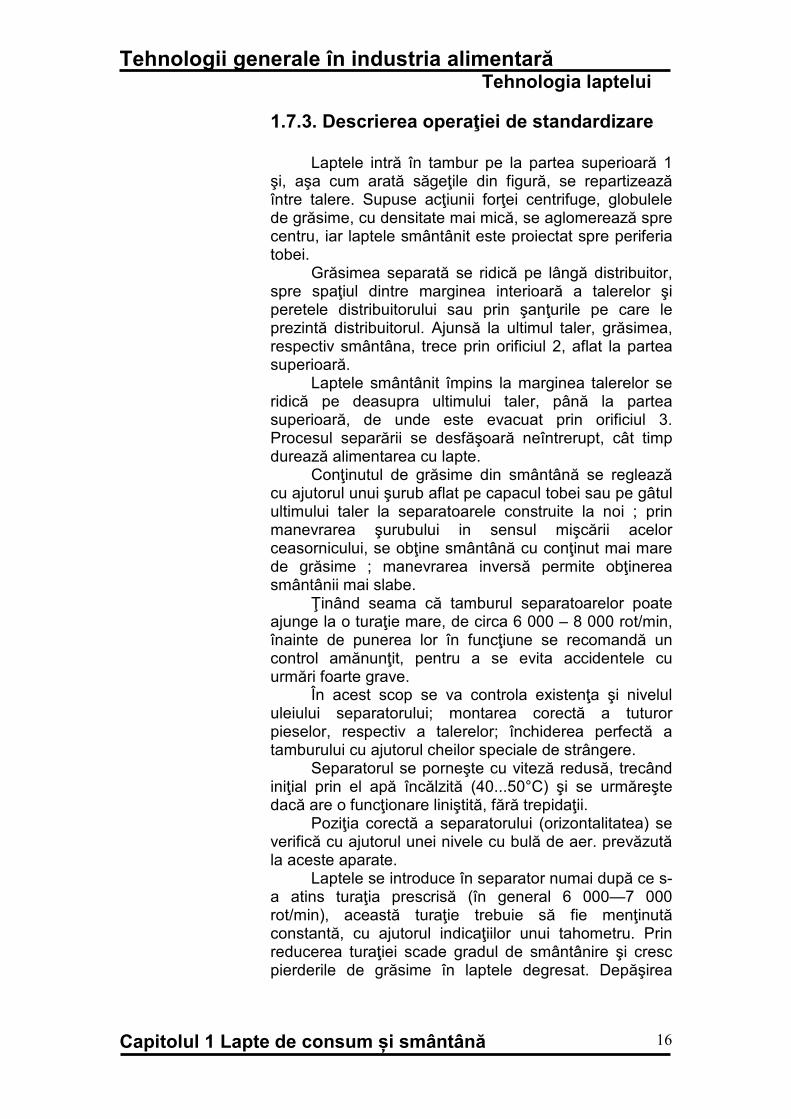
Fig. 1.7.2.b. Secţiune prin tamburul unui separator centrifugal
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
16
1.7.3. Descrierea operaţiei de standardizare Laptele intră în tambur pe la partea superioară 1
şi, aşa cum arată săgeţile din figură, se repartizează între talere. Supuse acţiunii forţei centrifuge, globulele de grăsime, cu densitate mai mică, se aglomerează spre centru, iar laptele smântânit este proiectat spre periferia tobei.
Grăsimea separată se ridică pe lângă distribuitor, spre spaţiul dintre marginea interioară a talerelor şi peretele distribuitorului sau prin şanţurile pe care le prezintă distribuitorul. Ajunsă la ultimul taler, grăsimea, respectiv smântâna, trece prin orificiul 2, aflat la partea superioară.
Laptele smântânit împins la marginea talerelor se ridică pe deasupra ultimului taler, până la partea superioară, de unde este evacuat prin orificiul 3. Procesul separării se desfăşoară neîntrerupt, cât timp durează alimentarea cu lapte.
Conţinutul de grăsime din smântână se reglează cu ajutorul unui şurub aflat pe capacul tobei sau pe gâtul ultimului taler la separatoarele construite la noi ; prin manevrarea şurubului in sensul mişcării acelor ceasornicului, se obţine smântână cu conţinut mai mare de grăsime ; manevrarea inversă permite obţinerea smântânii mai slabe.
Ţinând seama că tamburul separatoarelor poate ajunge la o turaţie mare, de circa 6 000 – 8 000 rot/min, înainte de punerea lor în funcţiune se recomandă un control amănunţit, pentru a se evita accidentele cu urmări foarte grave.
În acest scop se va controla existenţa şi nivelul uleiului separatorului; montarea corectă a tuturor pieselor, respectiv a talerelor; închiderea perfectă a tamburului cu ajutorul cheilor speciale de strângere.
Separatorul se porneşte cu viteză redusă, trecând iniţial prin el apă încălzită (40...50°C) şi se urmăreşte dacă are o funcţionare liniştită, fără trepidaţii.
Poziţia corectă a separatorului (orizontalitatea) se verifică cu ajutorul unei nivele cu bulă de aer. prevăzută la aceste aparate.
Laptele se introduce în separator numai după ce s-a atins turaţia prescrisă (în general 6 000—7 000 rot/min), această turaţie trebuie să fie menţinută constantă, cu ajutorul indicaţiilor unui tahometru. Prin reducerea turaţiei scade gradul de smântânire şi cresc pierderile de grăsime în laptele degresat. Depăşirea
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
17
turaţiei prescrise poate duce la distrugerea tamburului, la uzarea lagărelor şi la accidente grave.
În momentul când se aude un zgomot neobişnuit sau apar trepidaţii, separatorul trebuie oprit şi controlat. În cazul unei funcţionări de durată, separatorul va fi oprit la fiecare 0,5—2 h pentru a fi curăţat, tamburul înfundându-se cu impurităţi, atunci când laptele nu a fost iniţial trecut printr-un curăţitor centrifugal.
Separatoarele fiind maşini de mare precizie, corecta şi îndelungata lor funcţionare cere luarea unor măsuri speciale de întreţinere.
Lipsa de grijă în întreţinerea lor poate duce, în afara unor accidente grave, aşa cum s-a mai arătat, şi la pierderi importante pentru întreprinderi.
Un separator modern asigură ca grăsimea trecută în laptele smântânit să nu depăşească 0,02%. La o funcţionare defectuoasă laptele smântânit conţine până la 0,06% grăsime, adică în loc de 0,2 g grăsime, 0,6 g, deci la fiecare kilogram de lapte smântânit se pierd 0,4 g grăsime.
Cele mai frecvente defecţiuni ce apar sunt
următoarele : • defecţiuni tehnice, cum este funcţionarea
neregulată din cauza uzurii înaintate a lagărelor, ungerea insuficientă a lor, modificarea poziţiei normale a postamentului, acesta nefiind aşezat pe un plan orizontal, defecţiuni ale materialului din care este executat tamburul;
• defecţiuni ale talerelor în special ale celui superior, permiţând trecerea unei părţi a smântânii în laptele smântânit;
• variaţia turaţiei, care duce la o smântânire incompletă;
• funcţionarea de scurtă durată a separatorului, aceasta datorită calităţii necorespunzătoare a laptelui. Laptele murdar, cu aciditate mare, duce la blocarea rapidă a separatorului prin cantităţile mari de impurităţi depuse în spaţiul dintre tambur şi marginea talerelor.
La primele două tipuri de separatoare, introducerea laptelui în separator este însoţită de şocuri puternice care duc la ruperea parţiala a globulelor de grăsime şi la pierderi sporite de grăsime în laptele smântânit. Aceste neajunsuri dispar la separatoarele ermetice.
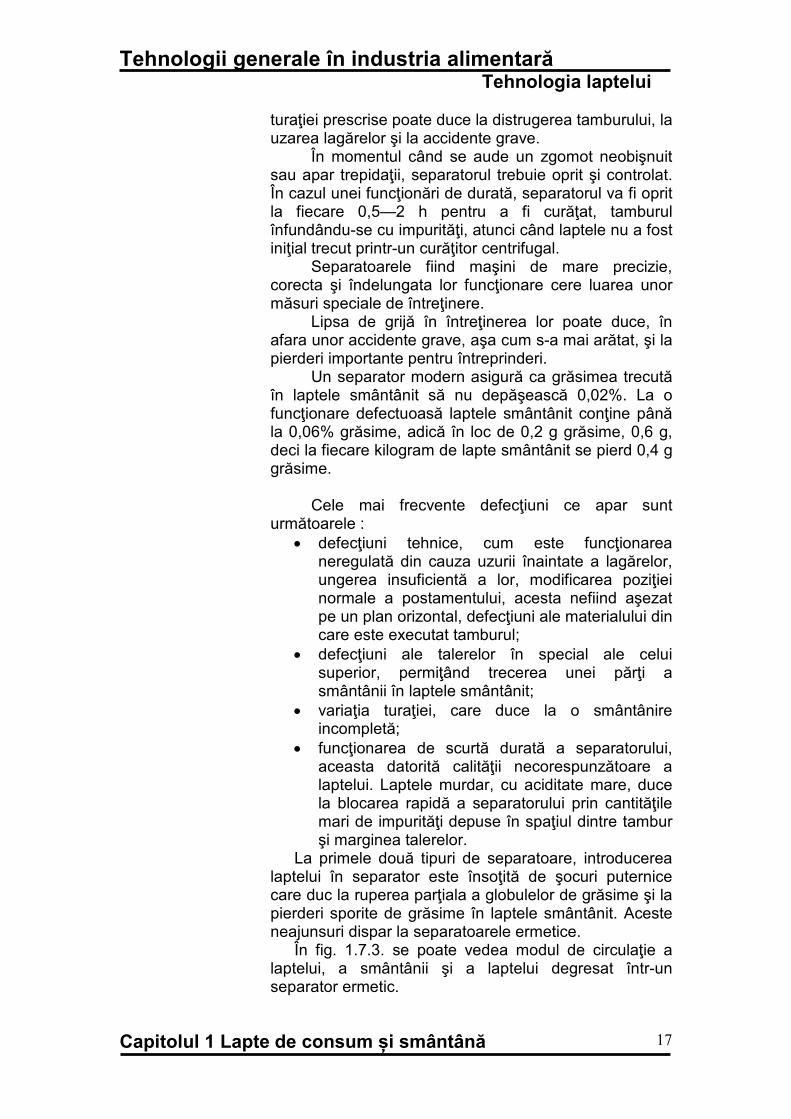
În fig. 1.7.3. se poate vedea modul de circulaţie a laptelui, a smântânii şi a laptelui degresat într-un separator ermetic.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
18
Fig. 1.7.3. Modul de circulaţie a laptelui, a smântânii şi a laptelui degresat într-un separator ermetic
Laptele materie primă, împins de o pompă, ajunge în centrul tamburului, unde viteza liniară este aproape nulă. În acest fel sunt anihilate aproape complet şocurile globulelor de grăsime care vin în contact cu tamburul în mişcare.
Tamburul, fiind complet închis, lucrează tot timpul plin cu lapte, smântâna şi laptele degresat fiind evacuate sub presiune, evitându-se astfel atât contactul cu aerul, precum şi formarea spumei. Separatoarele ermetice sunt folosite cu precădere în prezent, deşi ele necesită o forţă motrice mult mai mare faţă de a celor deschise. 1.8. Pasteurizarea laptelui şi a smântânii de consum
Pasteurizarea laptelui este procedeul de încălzire a laptelui până la o temperatură sub 100ºC şi menţinere la această temperatură. Prin acest procedeu se obţine distrugerea tuturor microorganismelor aflate în stare vegetativă şi inactivarea pentru o anumită perioadă a celor în stare sporulată.
Denumirea procedeului vine de la numele marelui savant francez Louis Pasteur, care a descoperit acţiunea dăunătoare a temperaturilor ridicate asupra microorganismelor şi a utilizat-o la tratarea unor produse pentru prelungirea duratei de păstrare a acestora. În funcţie de temperatura încălzirii şi durata acţiunii acesteia asupra laptelui, metodele de pasteurizare sunt foarte numeroase, cele mai practicate fiind următoarele:
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
19
1.8.1. Pasteurizarea joasă de lungă durată
Se face la temperatura de 63...65ºC timp de 30 min. Este o metodă lentă discontinuă. Se practică la pasteurizarea unor cantităţi neînsemnate de lapte în condiţii de fermă.
Avantajul acestei metode constă în modificările
neesenţiale în compoziţia laptelui: se denaturează circa 10% de albumină, precum şi enzimele – amilaza şi fosfataza, scade neesenţial puterea de coagulare a laptelui sub acţiunea enzimelor coagulante.
Dezavantajul acestei metode constă în faptul că
necesită, în afară de pasteurizatoare şi tancuri pentru menţinerea laptelui la temperatura pasteurizării, o anumită perioadă de timp şi nu asigură distrugerea unor specii de bacterii termostabile. Acest regim de pasteurizare se recomandă la fabricarea brânzeturilor şi a laptelui de consum, dar din cauza discontinuităţii procesului tehnologic, nu se practică în industria laptelui.
1.8.2. Pasteurizarea înaltă de scurtă durată (HTST)
Prevede încălzirea laptelui la temperatura de 72...76ºC timp de 15–20 sec. Este un procedeu rapid şi continuu, dar modificările în compoziţia şi proprietăţile laptelui sunt mai profunde:
• se denaturează până la 50% albumină şi 15% globulină;
• se insolubilizează 3-4% săruri minerale; • majoritatea enzimelor sunt inactivate; • scade considerabil puterea de coagulare a
cazeinei sub acţiunea cheagului. Această metodă se aplică în tehnologia fabricării
laptelui de consum şi a brânzeturilor. Se realizează într-o „serpentină de menţinere" situată în afara pasteurizatorului cu plăci. La dimensionarea serpentinei de menţinere se ţine seama de vâscozitatea, densitatea şi viteza de curgere a laptelui. Trebuie stabilit, pentru un anumit diametru interior al „serpentinei de menţinere", ce regim de curgere are laptele, deci este necesar să se cunoască valoarea criteriului de similitudine Reynolds:
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
20
în care: Re este criterul de similitudine Reynolds, caracteristic curgerii; ρ – densitatea laptelui, în kg/m3; w – viteza de curgere, în m/s; η – vâscozitatea dinamică a laptelui, în Pa�s; d – diametrul interior al serpentinei, în m. Re are următoarele valori:
• curgere laminară, Re < 2 300; • curgere intermediară 2 300 < Re < 3000; • curgere turbulentă, Re > 3 000.
În cazul curgerii turbulente (Re > 3 000), viteza de curgere a laptelui pe lângă pereţii serpentinei este egală cu viteza de curgere medie. Eficienţa menţinerii se exprimă cu relaţia:
Eficienţa (E) = 1002
1 ⋅τ
τ
în care: τ1 este timpul necesar pentru ca prima particulă să treacă prin serpentina de menţinere, în s; τ2 – timpul teoretic necesar pentru ca produsul în totalitate să parcurgă serpentina de menţinere, în s. Eficienţa menţinerii este de numai 50% în cazul curgerii laminare şi de aproape 80% la curgerea turbulentă.
Capacitatea serpentinei de menţinere poate fi calculată cu relaţia: în care: V este capacitatea volumică, în m3; Dv – debitul volumetric, în m3/h; E – eficienţa de menţinere în serpentină; τ – timpul de menţinere în serpentină, în s.
Pasteurizarea HTST se realizează în pasteurizatoare cu plăci şi prezintă următoarele avantaje:
• se pot trata cantităţi mari de lapte în flux continuu, instalaţia de pasteurizare prezentând
η
ρ⋅⋅=
dwRe
E
DV v 100
3600⋅
⋅=
τ
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
21
avantajul mecanizării şi automatizării întregului proces;
• se realizează o încălzire omogenă, fără supraîncălziri locale, gustul de fiert având o intensitate foarte redusă;
• încălzirea are loc în sistem închis, deci în absenţa aerului, prevenindu-se astfel oxidarea lipidelor şi vitaminelor;
• metoda este economică, instalaţia funcţionând cu un coeficient mare de transfer de căldură raportat la unitatea de suprafaţă, şi cu recuperare de căldură;
• spălarea instalaţiei şi dezinfecţia acesteia se face uşor mecanizat, cu maximă eficienţă;
• capacitatea de pasteurizare poate fi modificată prin variaţia numărului de plăci;
• construcţia pasteurizatorului este compactă, uşor de exploatat, de întreţinut, neexistând piese în mişcare;
• eficienţa pasteurizării este de minimum 99,9% (se distrug 99,9% din formele vegetative existente în lapte).
Dezavantajele pasteurizatorului care lucrează în
sistem HTST sunt următoarele:
• nu se pot trata cantităţi mici de lapte; • golirea instalaţiei se face cu pierderi mai mari de
lapte decât la pasteurizarea în vană; • garniturile se deteriorează destul de rapid,
consecinţa fiind pierderea etanşeităţii între plăci. 1.8.3. Pasteurizarea sub vid/depresiune (vacreaţie)
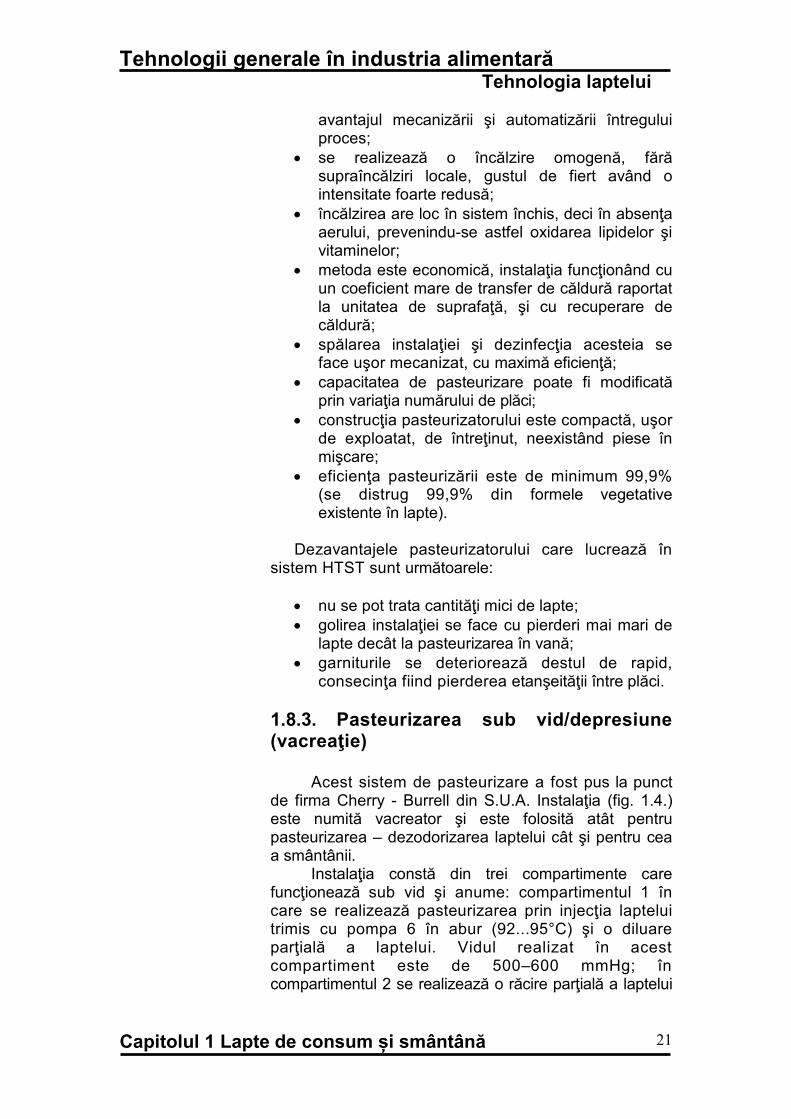
Acest sistem de pasteurizare a fost pus la punct de firma Cherry - Burrell din S.U.A. Instalaţia (fig. 1.4.) este numită vacreator şi este folosită atât pentru pasteurizarea – dezodorizarea laptelui cât şi pentru cea a smântânii.
Instalaţia constă din trei compartimente care funcţionează sub vid şi anume: compartimentul 1 în care se realizează pasteurizarea prin injecţia laptelui trimis cu pompa 6 în abur (92...95°C) şi o diluare parţială a laptelui. Vidul realizat în acest compartiment este de 500–600 mmHg; în compartimentul 2 se realizează o răcire parţială a laptelui
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
22
(smântânii) cu apă care circulă prin mantaua compartimentului, vaporii de apa şi substanţele de miros volatile fiind conduse în compartimentul 3, aflat şi el sub depresiune, prin distribuitorul 7.
Fig. 1.8. Schiţa instalaţiei de vacreaţie a laptelui
În compartimentul 2, vidul este de 340 mm Hg,
ceea ce corespunde la o temperatură de 75...80 °C. Laptele din compartimentul 2 este adus în
compartimentul 4 care lucrează la un vid de 90 mm Hg şi la temperatura de 45°C, compartiment care şi el este răcit în manta, în acest compartiment se elimină restul de vapori de apă şi substanţele de miros volatile care sunt şi ele conduse în compartimentul 3. în compartimentul 3, vaporii de apă şi substanţele sunt preluate de apa trimisă cu pompa 9 şi evacuate din sistem cu ajutorul unei pompe de vid cu inel de apă. Laptele pasteurizat, depozitat din compartimentul 4, este evacuat cu pompa 8. Evaporarea gazelor necondensate şi a vaporilor de apă se face prin conducta 5. 1.8.4. Pasteurizarea instantanee
Pasteurizarea instantanee se realizează prin încălzirea materiei prime la temperatura de 85...90ºC şi chiar mai mare fără menţinerea produsului la această temperatură.
Modificările în compoziţia şi proprietăţile laptelui se aprofundează:
• se denaturează toate enzimele;
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
23
• albumina şi circa 75–85% de globuline se denaturează;
• parte considerabilă de calciu precipită. Acest regim este utilizat la fabricarea smântânii, untului, laptelui concentrat; 1.8.5. Pasteurizarea după un regim special
Se efectuează la temperatura de 95...98ºC cu menţinerea laptelui la această temperatură timp de 8–10 min. După acest regim se pasteurizează laptele destinat fabricării produselor lactate acide dietetice. Încălzirea laptelui la temperaturi ridicate cu menţinerea lui de lungă durată la această temperatură provoacă modificări şi mai profunde în compoziţia laptelui, dar permite obţinerea unei consistenţe dense a coagulului produselor lactate acide, care este rezultatul interacţiunii cazeinei cu proteinele serice denaturate şi a produselor de hidratare a moleculelor de cazeină.
În afară de aceasta, temperatura ridicată şi menţinerea laptelui la această temperatură un timp destul de îndelungat, distrug toată microflora vegetativă termostabilă, fapt ce se răsfrânge pozitiv asupra dezvoltării microflorei favorabile introduse cu culturile starter. Controlul eficienţei pasteurizării se realizează în urma probei fosfatazei (pasteurizare joasă şi înaltă) şi proba peroxidazei (pasteurizare instantanee şi pasteurizare după un regim special). 1.8.6. Descrierea pasteurizatorul cu plăci
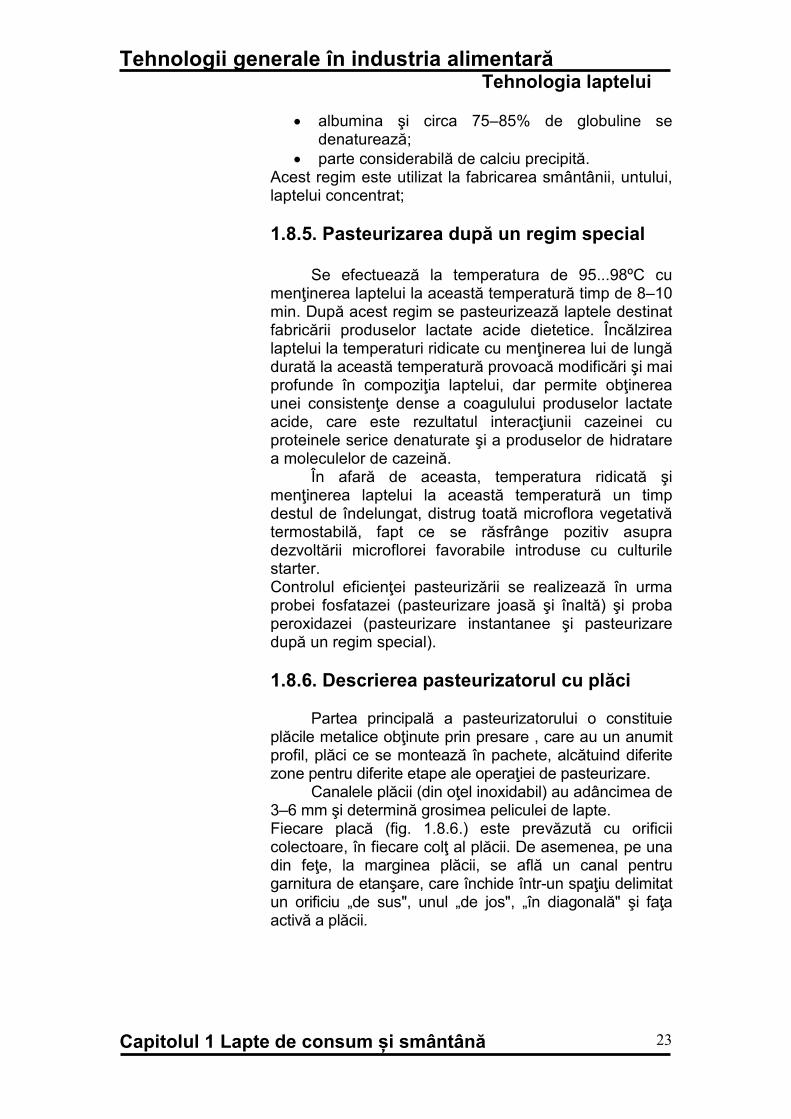
Partea principală a pasteurizatorului o constituie plăcile metalice obţinute prin presare , care au un anumit profil, plăci ce se montează în pachete, alcătuind diferite zone pentru diferite etape ale operaţiei de pasteurizare.
Canalele plăcii (din oţel inoxidabil) au adâncimea de 3–6 mm şi determină grosimea peliculei de lapte. Fiecare placă (fig. 1.8.6.) este prevăzută cu orificii colectoare, în fiecare colţ al plăcii. De asemenea, pe una din feţe, la marginea plăcii, se află un canal pentru garnitura de etanşare, care închide într-un spaţiu delimitat un orificiu „de sus", unul „de jos", „în diagonală" şi faţa activă a plăcii.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
24
Fig. 1.8.6.a. Exemplu de
placă pentru pasteurizatorul cu plăci
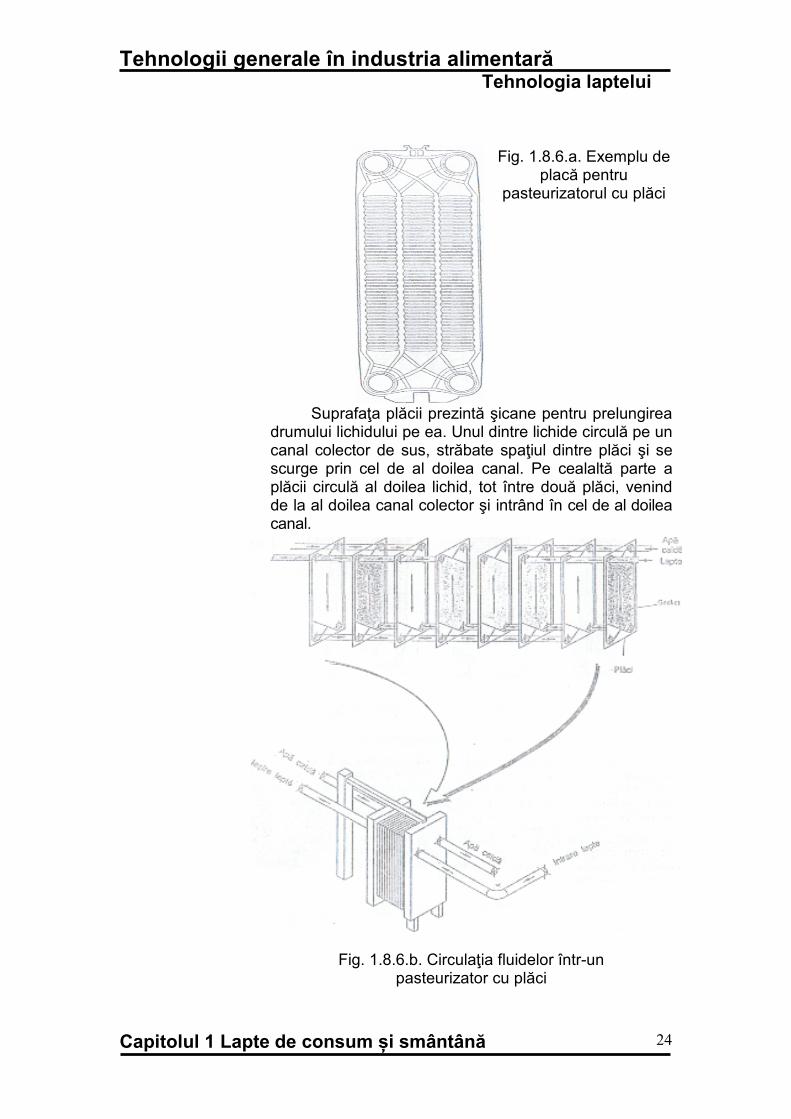
Suprafaţa plăcii prezintă şicane pentru prelungirea drumului lichidului pe ea. Unul dintre lichide circulă pe un canal colector de sus, străbate spaţiul dintre plăci şi se scurge prin cel de al doilea canal. Pe cealaltă parte a plăcii circulă al doilea lichid, tot între două plăci, venind de la al doilea canal colector şi intrând în cel de al doilea canal.
Fig. 1.8.6.b. Circulaţia fluidelor într-un
pasteurizator cu plăci
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
25
Circulaţia fluidelor este prezentată în fig. 1.8.6.b. Între zone se montează plăci intermediare care
permit intrarea şi ieşirea fluidelor din zonă sau trecerea acestora.
În construcţia pasteurizatoarelor mai există şi plăci cu rol de menţinere a temperaturii, care au numai două canale colectoare. De asemenea, există 1 – 2 plăci de capăt care servesc la strângerea pachetelor de plăci printr-un dispozitiv cu şurub sau hidraulic, până la presiunea necesară etanşării corecte a spaţiului dintre plăci. Ansamblul de plăci este susţinut de 2 bare fixate pe un batiu din oţel inoxidabil.
1.9. Sterilizarea laptelui de consum
Prin sterilizare se înţelege încălzirea laptelui la temperaturi de peste 100ºC cu sau fără menţinerea laptelui la aceste temperaturi. Scopul sterilizării este distrugerea integrală a microbiotei laptelui, atât a speciilor vegetative, cât şi a celor sporulate. Laptele sterilizat, ambalat în condiţii aseptice, are o durată de păstrare de 2–3 luni şi este absolut igienic.
Valoarea nutritivă şi biologică a laptelui sterilizat este mai scăzută în comparaţie cu a celui pasteurizat, întrucât denaturările unor componenţi sunt mai profunde.
În industria laptelui se utilizează două tipuri de
sterilizare: • sterilizarea de lungă durată este încălzirea
laptelui la temperatura de 115...120ºC, cu menţinere timp de 13–15 min;
• sterilizarea de scurtă durată constă în încălzirea
laptelui la temperatura de 135F145ºC, timp de 2–4 sec. Avantajul acestei metode de sterilizare constă în faptul că, sub acţiunea temperaturii înalte, viteza de distrugere a microorganismelor este mult mai superioară vitezei reacţiilor chimice ce au loc în lapte şi deci se poate micşora la minim durata acţiunii căldurii asupra laptelui şi, ca urmare, se evită denaturarea multor componenţi ai acestuia. În comparaţie cu sterilizarea de lungă durată, pierderile în vitamina A şi caroten scad de două ori, iar a vitaminelor C şi de 4–5 ori faţă de sterilizarea de lungă durată.
Conform modului de realizare, sterilizarea laptelui se
efectuează prin 2 procedee:
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
26
• sterilizarea laptelui în ambalaje ermetice – ambalajele cu lapte, închise ermetic cu capace metalice, sunt introduse în coşurile sterilizatorului care funcţionează periodic sau continuu (de tip tunel).
• sterilizarea se face la temperatura de 115...120ºC
cu durata de 13–15min.
1.9.1. Sterilizarea laptelui în flux continuu
Este realizată indirect prin contactul laptelui cu suprafaţa încălzită a schimbătoarelor de căldură tubulare ori cu plăci sau prin contact direct între lapte şi apă. Sterilizarea laptelui prin contact direct abur – lapte poate fi efectuată prin injectarea aburului cu temperatura de 150...160ºC pentru un timp extrem de scurt, direct în curentul de lapte.
Temperatura laptelui se ridică instantaneu până la 140...145ºC, apoi este imediat răcit. Diferenţa mare de temperatură între lapte şi abur conduce la un efect de ultrasonare, sub acţiunea căruia sunt distruse complet toate microorganismele din lapte, fără modificări esenţiale structurale şi organoleptice ale laptelui.
Laptele sterilizat prin această metodă este de culoare perfect albă, îşi păstrează gustul şi mirosul laptelui crud, din punct de vedere calitativ se aseamănă cu laptele pasteurizat la temperatură joasă şi este superior calitativ laptelui pasteurizat la temperatură înaltă. Durata de păstrare a laptelui sterilizat este de 2–3 luni dacă este ambalat în recipiente sterile.
1.9.2. Sterilizarea laptelui prin frecare mecanică
Constă în încălzirea laptelui până la temperatura de sterilizare, fără aport exterior de căldură. Acest efect se obţine prin trecerea laptelui într-un strat foarte subţire printre două suprafeţe care se află în mişcare rapidă una faţă de alta sau între o suprafaţă mobilă şi alta fixă. Energia mecanică folosită la transmiterea mişcării rapide a suprafeţelor mobile şi frecarea care rezultă între lichid şi suprafeţe se transformă în energie calorică, care este adsorbită de lapte şi asigură o creştere rapidă a temperaturii acestuia.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
27
Pentru ambalarea laptelui sterilizat se folosesc atât recipiente nerecuperabile tip Tetra Pak sau alt gen de cartoane aseptice, cât şi recipiente de sticlă închise ermetic (tot mai rar în ultima vreme).
Pe plan mondial se folosesc mai mult instalaţiile de sterilizare UHT cu încălzire indirectă, dintre care amintim doar 2 tipuri (Sterideal Stork şi APV -Ultramatic) şi un tip cu încălzire directă (Vacutherm VTIS).
În funcţie de modul de realizare, sterilizarea
laptelui se realizează prin două mari procedee: • sterilizarea laptelui în ambalaje ermetice; • sterilizare laptelui în flux continuu.
1.10. Sterilizarea laptelui în ambalaje
ermetice
Această metodă de sterilizare în ambalaj se poate realiza astfel : a) sterilizarea în autoclave (proces discontinuu) – folosită în trecut pentru laptele ambalat în recipiente din sticlă; b) sterilizarea în instalaţii continue cu sterilizatoare verticale cu coloane hidrostatice sau cu sterilizatoare orizontale; c) metode netradiţionale de sterilizare a laptelui (sterilizarea la rece).
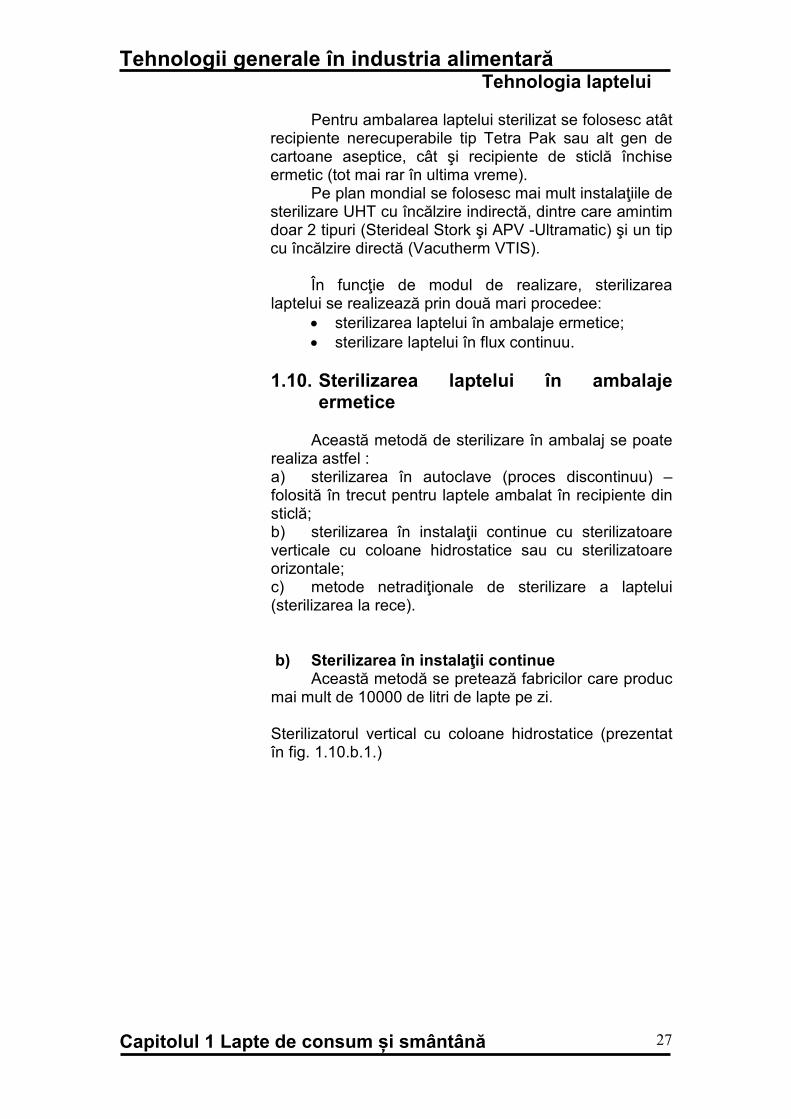
b) Sterilizarea în instalaţii continue Această metodă se pretează fabricilor care produc
mai mult de 10000 de litri de lapte pe zi. Sterilizatorul vertical cu coloane hidrostatice (prezentat în fig. 1.10.b.1.)
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
28
Fig. 1.10.b.1. Sterilizatorul vertical cu coloane hidrostatice
Această metodă se pretează fabricilor care produc mai mult de 10000 de litri de lapte pe zi.
Este cunoscut şi sub denumirea de „ sterilizatorul cu turnuri” şi constă de fapt dintr-o cameră centrală menţinută la temperatura de sterilizare cu ajutorul aburului sub presiune. Apa care circulă în turnul de intrare este încălzită iar cea din turnul de ieşire este răcită la nişte valori a temperaturii care să asigure eficienţa transferului de căldură, dar care să evite spargerea sticlelor datorită şocului termic. În turnurile sterilizatorului sticlele cu lapte închise ermetic sunt dirijate prin zonele de încălzire/sterilizare/răcire cu ajutorul benzilor transportoare, zonele fiind dimensionate în funcţie de temperatura de proces şi durata de menţinere la temperatura de proces. În majoritatea
1. prima etapă de încălzire 2. a doua etapă de încălzire 3. a treia etapă de încălzire 4. zonă de sterilizare 5. prima etapă de răcire 6. a doua etapă de răcire 7. a treia etapă de răcire 8. a patra etapă de răcire 9. răcire finale 10. roţi acţionate individual
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
29
cazurilor laptele este presterilizat într-o instalaţie asemănătoare instalaţiei UHT.
Laptele este încălzit la temperatura de 1350C timp de câteva secunde şi apoi răcit la temperatura de 30-700C (în funcţie de materialul utilizat pentru fabricare ambalajelor, deoarece se pot utiliza ca materiale de ambalare şi mase plastice),şi transferat către secţia de ambalare în recipiente curate şi preîncălzite.
Presterilizarea poate avea loc în instalaţii de sterilizare în regim direct sau indirect. Motivul pentru care se procedează la presterilizare este fie acela de a scădea numărul de spori care vor fi eliminaţi in etapa de sterilizare finală sau de a ajunge la acel nivel de sterilizare ca în etapele premergătoare sterilizării în instalaţiile UHT.
Astfel sterilizarea finală ar elimina doar micoorganismele care au ajuns în produs datorită ambalării în condiţii nonaseptice. Ambele etape de sterilizare sunt aplicate în vederea reducerii schimbărilor organoleptice şi denaturărilor componenţilor importanţi din lapte cu obţinerea unei calităţi a laptelui sterilizat apropiată de cea obţinută prin tratament UHT urmat de ambalare aseptică.
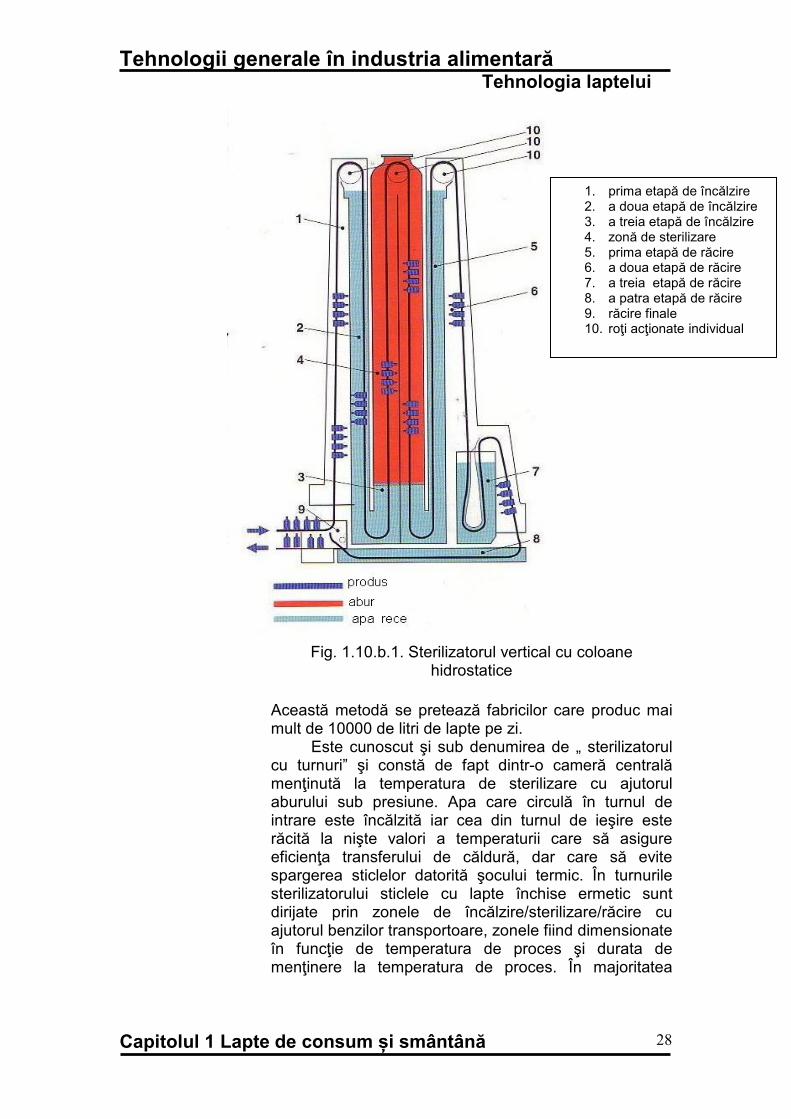
Durata procesului de sterilizare este de aproximativ o oră, din care 3-30 minute sunt necesare doar procesului de sterilizare propriu-zis la temperatura de 115-1100C. Acest tip de instalaţie poate produce până la 2000x0,5 l sau 16000x1 l de unităţi pe oră. Se pot utiliza pentru recipiente din mase plastice. Sterilizatorul orizontal este prezentat în fig. 1.10.b.2.
Fig. 1.10.b.2. Sterilizatorul orizontal
1. încărcarea automată a recipientelor pe banda transportoare; 2. roţi care acţionează banda; 3. .zonă de sterilizare; 4. ventilator; 5. zonă de prerăcire; 6. răcire
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
30
finală la presiune atmosferică; 7. descărcarea ambalajelor de pe bandă
Ambalajele cu lapte sunt trecute prin zona de sterilizare menţinută la temperatura de 132-1400C cu ajutorul aburului sub presiune. Ciclul de producţie durează 30-35 minute, durata de menţinere la temperatura de sterilizare fiind de 10-12 minute, iar instalaţia poate procesa până la 12000 de unităţi pe oră.
1.11. Sterilizarea laptelui în flux continuu Se poate realiza prin:
• încălzire directă, prin contact - injecţie de abur în lapte, pulverizare de lapte în abur;
• încălzire indirectă - schimbătoare de căldură cu plăci, schimbătoare de căldură tubulare;
• încălzire combinată.
Procesul UHT distruge microorganismele din lapte, atât formele vegetative cât şi cele sporulate şi poate fi aplicat atât timp cât produsul rămâne sub condiţii aseptice, fiind astfel necesar să se preîntampine recontaminarea prin ambalarea laptelui după sterilizare în ambalaje sterile şi în condiţii aseptice. Yi etapele de depozitare după sterilizare până la ambalare trebuie menţinute în condiţii aseptice, din acest motiv tratamentul UHT mai este cunoscut şi sub denumirea de procesare aseptică.
Acest procedeu a devenit cunoscut în anul 1960, când a intrat în funcţiune prima instalaţie de procesare aseptică şi ambalare în condiţii aseptice. Prima instalaţie UHT a funcţionat pe principiul injecţiei directe de abur în lapte, iar în comparaţie cu sterilizarea în ambalaj tratamentul UHT era mai rapid, mai eficient din punct de vedere economic şi necesită şi un spaţiu mai redus. Instalaţiile UHT sunt complet automate iar procesul decurge în 4 mari etape:
• presterilizarea instalaţiei; • producţie; • AIC (spălare aseptică intermediară); • CIP (spălare în circuit închis).
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
31
1.12. Procedeul direct de sterilizare UHT
În cazul acestui procedeu laptele este încălzit prin contact direct cu aburul care trebuie să aibă o calitate corespunzătoare folosirii în industria alimentară.
Avantajul principal al acestui procedeu este că produsul este menţinut la temperatura înaltă un timp foarte scurt, tratamentul fiind astfel mai protectiv. Exista doua metode de încălzire directă:
• metoda directă de sterilizare prin injecţie; • metoda directă de sterilizare prin infuzie (pulverizare).
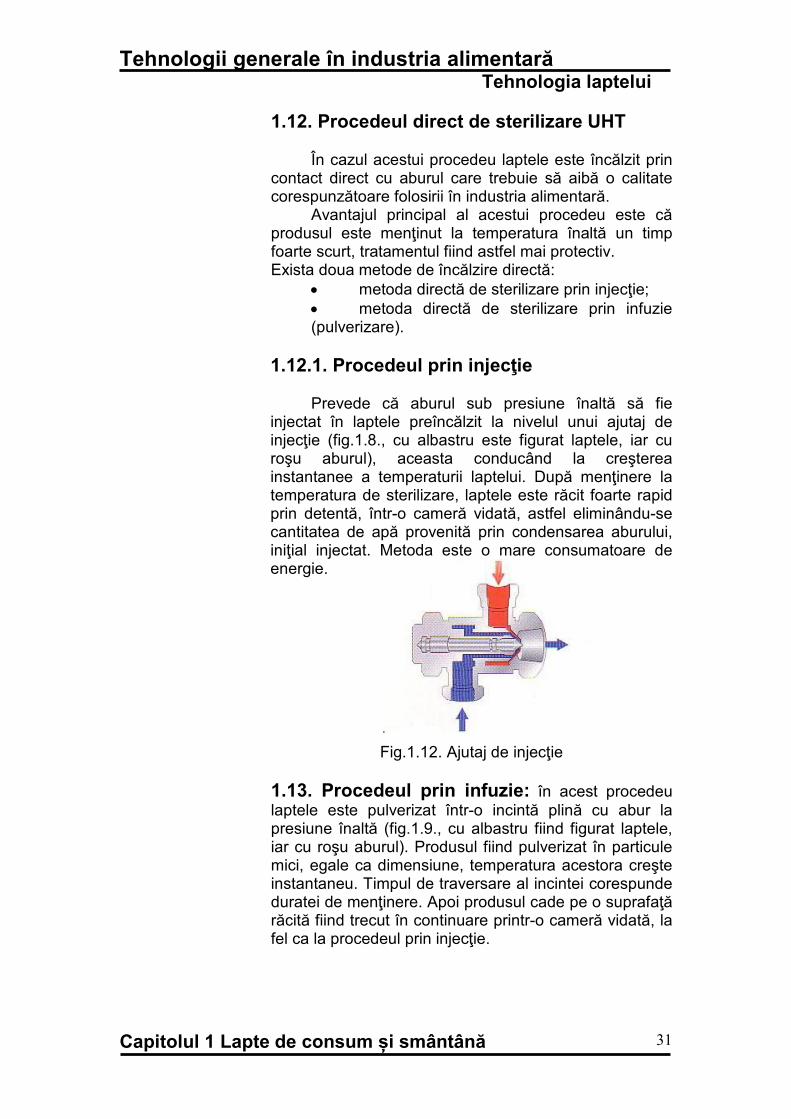
1.12.1. Procedeul prin injecţie
Prevede că aburul sub presiune înaltă să fie injectat în laptele preîncălzit la nivelul unui ajutaj de injecţie (fig.1.8., cu albastru este figurat laptele, iar cu roşu aburul), aceasta conducând la creşterea instantanee a temperaturii laptelui. După menţinere la temperatura de sterilizare, laptele este răcit foarte rapid prin detentă, într-o cameră vidată, astfel eliminându-se cantitatea de apă provenită prin condensarea aburului, iniţial injectat. Metoda este o mare consumatoare de energie.
Fig.1.12. Ajutaj de injecţie
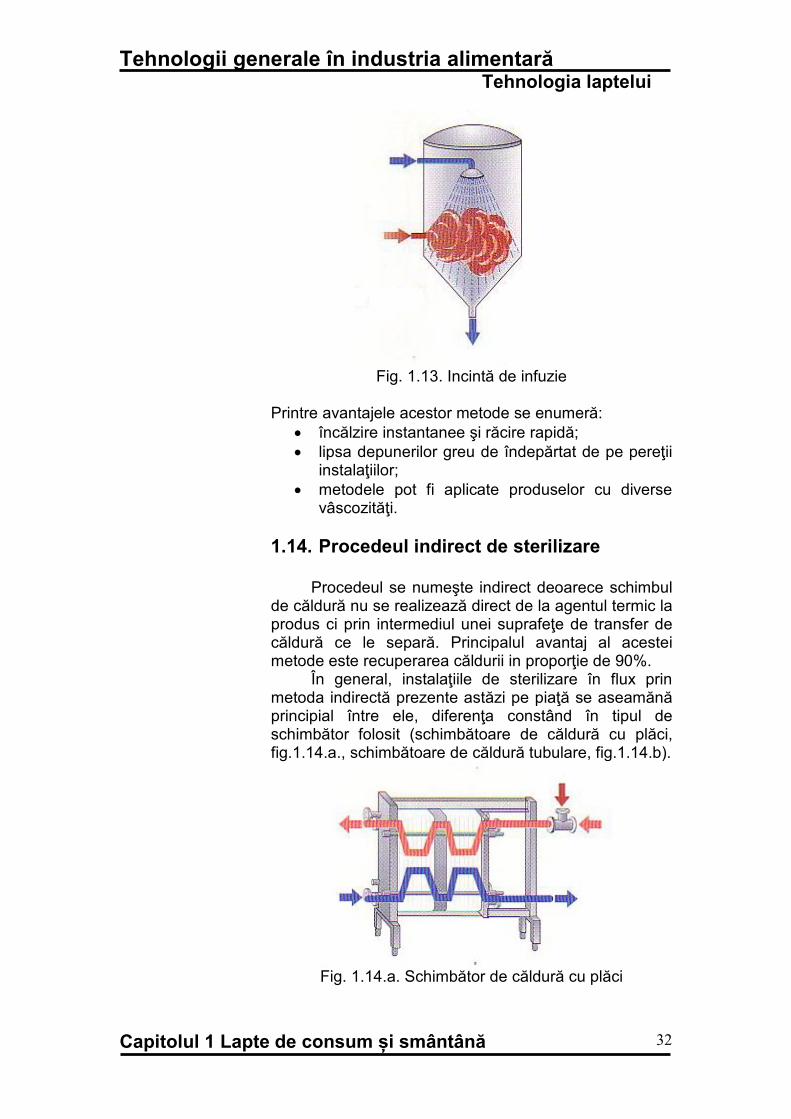
1.13. Procedeul prin infuzie: în acest procedeu laptele este pulverizat într-o incintă plină cu abur la presiune înaltă (fig.1.9., cu albastru fiind figurat laptele, iar cu roşu aburul). Produsul fiind pulverizat în particule mici, egale ca dimensiune, temperatura acestora creşte instantaneu. Timpul de traversare al incintei corespunde duratei de menţinere. Apoi produsul cade pe o suprafaţă răcită fiind trecut în continuare printr-o cameră vidată, la fel ca la procedeul prin injecţie.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
32
Fig. 1.13. Incintă de infuzie
Printre avantajele acestor metode se enumeră:
• încălzire instantanee şi răcire rapidă; • lipsa depunerilor greu de îndepărtat de pe pereţii
instalaţiilor; • metodele pot fi aplicate produselor cu diverse
vâscozităţi.
1.14. Procedeul indirect de sterilizare
Procedeul se numeşte indirect deoarece schimbul de căldură nu se realizează direct de la agentul termic la produs ci prin intermediul unei suprafeţe de transfer de căldură ce le separă. Principalul avantaj al acestei metode este recuperarea căldurii in proporţie de 90%.
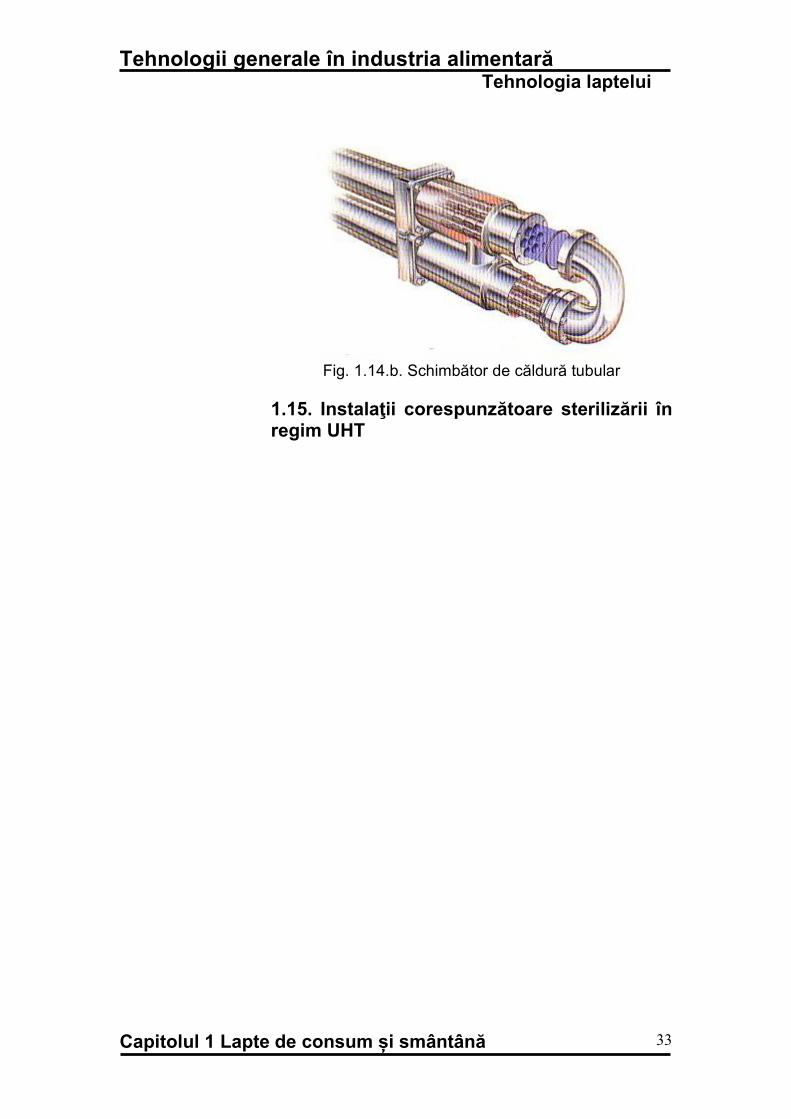
În general, instalaţiile de sterilizare în flux prin metoda indirectă prezente astăzi pe piaţă se aseamănă principial între ele, diferenţa constând în tipul de schimbător folosit (schimbătoare de căldură cu plăci, fig.1.14.a., schimbătoare de căldură tubulare, fig.1.14.b).
Fig. 1.14.a. Schimbător de căldură cu plăci
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
33
Fig. 1.14.b. Schimbător de căldură tubular
1.15. Instalaţii corespunzătoare sterilizării în regim UHT
Teh
no
log
ii g
en
era
le în
in
du
str
ia a
lim
en
tară
T
eh
no
log
ia lap
telu
i C
ap
ito
lul 1 L
ap
te d
e c
on
su
m ș
i sm
ân
tân
ă
34
F
ig.1
.15
. In
sta
laţie
UH
T în
re
gim
dire
ct b
aza
tă p
e in
jecţ
ie d
e a
bur
şi s
chim
băto
are
de
că
ldu
ră c
u p
lăci
1
. ta
nc
de
ech
ilib
are
; 2
. po
mpă
de
alim
enta
re;
3. s
chim
bă
tor
de
căld
ură
cu
plă
ci;
4.
aju
taj d
e in
jecţ
ie;
5.
serp
en
tină
de
men
ţiner
e i
nci
ntă
vid
ată
; 7
. p
omp
ă p
ent
ru e
vacu
are
a co
nd
ensa
tulu
i; 8
. p
omp
ă c
en
trifu
gală
; 9
. o
mo
gen
iza
tor
ase
ptic
;10
. ta
nc
inte
rme
dia
r d
e d
ep
ozi
tare
ase
ptic
; 1
1.
ma
sin
ă d
e a
mb
ala
t în
co
nd
iţii
ase
ptic
e;
12.
CIP
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
35
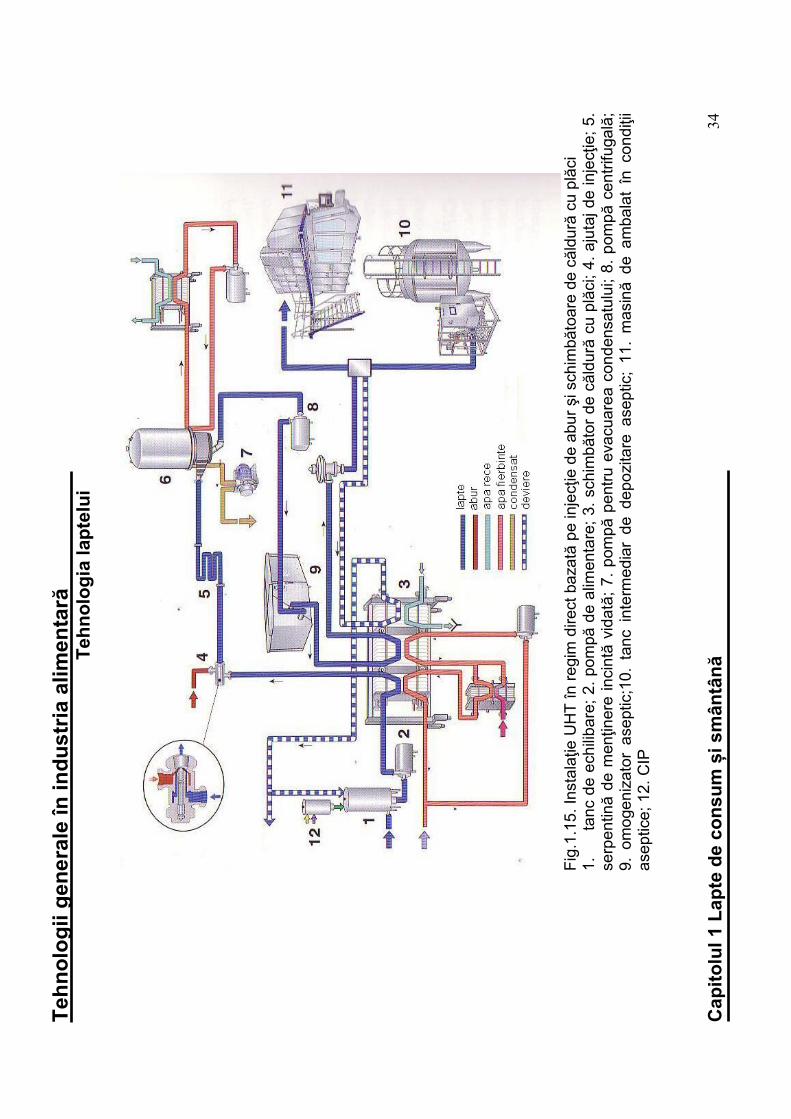
1.15.1. Funcţionarea instalaţiei UHT în regim direct bazată pe injecţie de abur şi schimbător de căldură cu plăci
Laptele este alimentat cu ajutorul pompei 2 şi preîncălzit în schimbătorul de căldură 3 cu ajutorul apei fierbinţi. După ce este încălzit la aproximativ 800C, laptele este trimis în ajutajul de injecţie 4. Aburul injectat în lapte ridică temperatura acestuia la aproximativ 140-1500C (presiunea prevenind fierberea). Produsul este apoi menţinut la temperatura de proces în serpentina 5 pentru câteva secunde după care este răcit rapid. Răcirea rapidă are loc în condensatorul 6 în care este menţinut vid parţial prin intermediul pompei 7. Vidul este astfel controlat încât cantitatea de condensat eliminată sa fie egală cu cantitatea de abur injectată anterior. Laptele este preluat în continuare de pompa centrifugală 8 şi condus către omogenizatorul în două trepte 9. După omogenizare laptele este răcit la temperatura de 200C în schimbătorul de căldură cu plăci 3 şi trimis spre depozitare în condiţii aseptice în tancul 11.
Dacă temperatura produsului scade în timpul procesului, produsul este deviat spre un tanc, iar locul laptelui este luat de apă până la rezolvarea problemei.
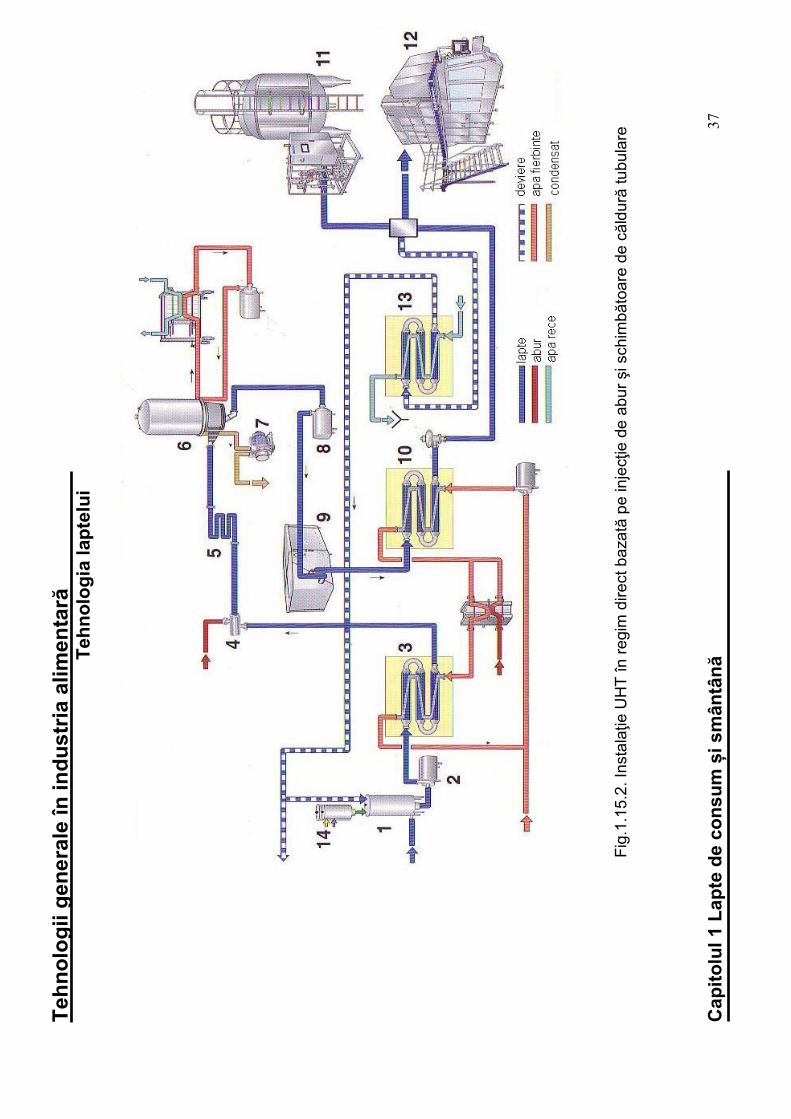
Astfel de instalaţii pot avea capacităţi de la 2 000-30 000l/h. 1.15.2. Funcţionarea instalaţiei UHT în regim direct bazată pe injecţie de abur şi schimbătoare de căldură tubulare (fig.1.15.2.)
Pompa de alimentare 2 preia laptele din tancul de echilibrare1, şi alimentează schimbătorul 3 în care are loc preîncălzirea laptelui până la temperatura de 800C cu ajutorul apei fierbinţi. Apoi laptele este trimis în ajutajul de injecţie 4, unde aburul sub presiune este injectat direct în lapte ridicând instantaneu temperatura acestuia la valoarea de 140-1500C. Produsul este apoi menţinut la temperatura de proces în serpentina 5 pentru câteva secunde după care este răcit rapid.
Răcirea rapidă se realizează în condensatorul 6 în care este menţinut vid parţial prin intermediul pompei 7, temperatura laptelui scăzând brusc la 800C. Vidul este astfel controlat încât cantitatea de condensat eliminată sa fie egală cu cantitatea de abur injectată anterior. Din acest punct prin intermediul pompei centrifugale 8 laptele este condus spre omogenizare în 9. Laptele este

Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
36
răcit apoi în schimbătorul 10 la temperatura de ambalare aproximativ 20-250C şi trimis în tancul 11 spre depozitare până la ambalare. Dacă temperatura produsului scade în timpul procesului, produsul este deviat spre un tanc, iar locul laptelui este luat de apă până la rezolvarea problemei.
Teh
no
log
ii g
en
era
le în
in
du
str
ia a
lim
en
tară
T
eh
no
log
ia lap
telu
i C
ap
ito
lul 1 L
ap
te d
e c
on
su
m ș
i sm
ân
tân
ă
37
Fig
.1.1
5.2
. In
sta
laţie
UH
T în
re
gim
dire
ct b
aza
tă p
e in
jecţ
ie d
e a
bu
r şi
sch
imbă
toa
re d
e c
ăld
ură
tub
ula
re
Teh
no
log
ii g
en
era
le în
in
du
str
ia a
lim
en
tară
T
eh
no
log
ia lap
telu
i C
ap
ito
lul 1 L
ap
te d
e c
on
su
m ș
i sm
ân
tân
ă
38
Fig
.1.1
5.3
. In
sta
laţie
UH
T în
re
gim
ind
irect
baz
ată
pe
sch
imbă
tor
de
că
ldu
ră c
u p
lăci
1
. ta
nc
de
ech
ilib
rare
; 2
.p
omp
ă
de
alim
enta
re;
3.
sch
imb
ăto
r d
e
căld
ura
cu
p
lăci
; 4
. om
oge
niz
ato
r n
ona
sep
tic;
5.
serp
entin
ă d
e m
enţ
ine
re;
6.
tan
c in
term
ed
iar
de
dep
ozi
tare
ase
ptic
; 7
. m
aşi
nă
de
am
ba
lat
ase
ptic
ă;
8. C
IP
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
39
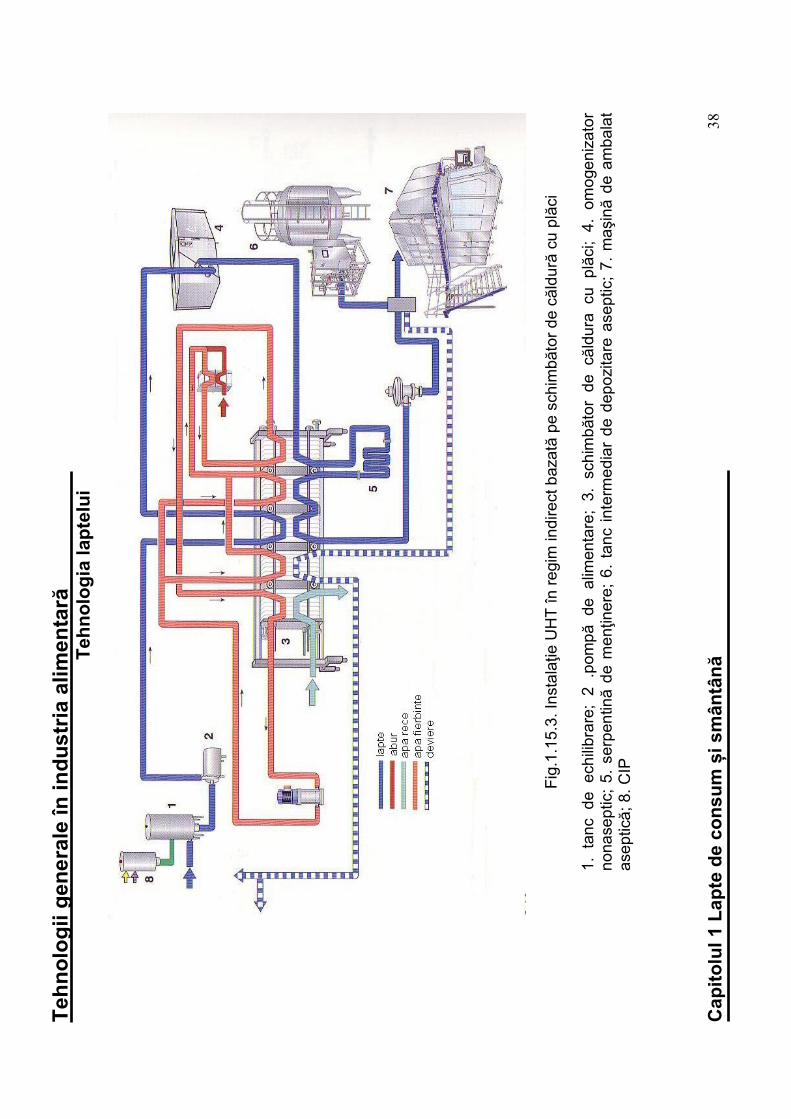
Aceste tip de instalaţie poate fi astfel dimensionata încât poate procesa până la 30000l/h. 1.15.3. Funcţionarea instalaţiei UHT în regim indirect bazată pe schimbător de căldură cu plăci (fig.1.15.3.)
Laptele cu temperatura de aproximativ 40C este preluat din tancul de echilibrare 1 cu ajutorul pompei 2 şi trimis către zona de preîncălzire a schimbătorului de căldură 3. În aceasta zonă a schimbătorului laptele este preîncălzit în contracurent cu laptele deja procesat, care în acelaşi timp se şi răceşte, temperatura laptelui preîncălzit la ieşire ajungând la valoare de 750C. Laptele preîncălzit este apoi omogenizat în 4. Deşi în schemă este trecut un singur omogenizator se pot utiliza şi doua omogenizatoare, unul înainte de tratamentul UHT propiu-zis iar altul după, pentru a îmbunătăţi stabilitatea produsului în timpul depozitării de lungă durată în special în cazul produselor cu un conţinut ridicat în grăsime, proteine sau substanţă uscată.
Laptele preîncălzit şi omogenizat este trimis în continuare spre zona de tratament UHT propriu-zis a schimbătorului 3, unde temperatura produsului ajunge la valoare de 1370C. Încălzirea are loc în contracurent cu apă fierbinte. După încălzire laptele intră în serpentina de menţinere 5 dimensionată astfel încât durata de menţinere să nu depăşească 4 secunde. Apoi laptele este răcit în zonele de recuperare de căldură a schimbătorului 3, într-o primă fază răcirea se realizează cu apă refulată din zona de tratament UHT, iar in a doua fază de răcire laptele este răcit în contracurent cu lapte rece. Daca temperatura produsului scade în timpul procesului, produsul este deviat spre un tanc, iar locul laptelui este luat de apă până la rezolvarea problemei. 1.15.4. Funcţionarea instalaţiei UHT în regim indirect bazată pe schimbătoare de căldură tubulare (fig.1.15.4.)
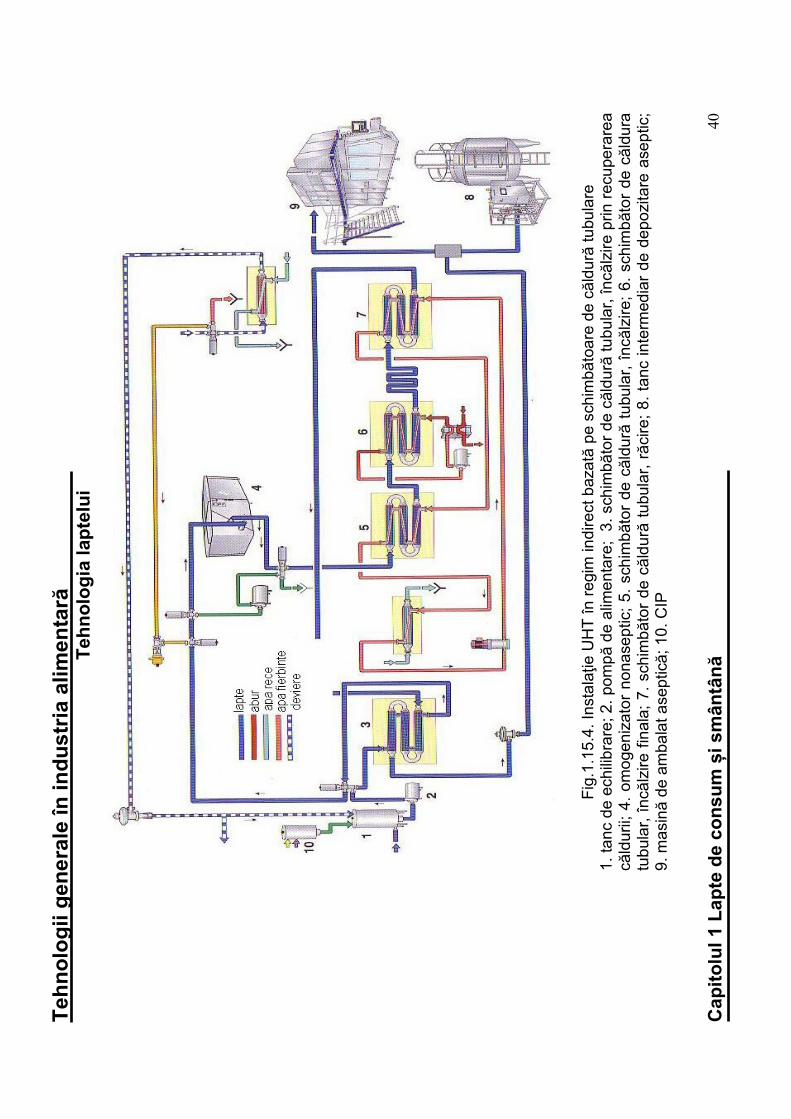
Este asemănătoare cu cea a schimbătorului cu plăci, numai că în această situaţie funcţiile zonelor schimbătorului cu plăci sunt preluate de schimbătoarele individuale.
Teh
no
log
ii g
en
era
le în
in
du
str
ia a
lim
en
tară
T
eh
no
log
ia lap
telu
i C
ap
ito
lul 1 L
ap
te d
e c
on
su
m ș
i sm
ân
tân
ă
40
F
ig.1
.15
.4. I
nst
ala
ţie U
HT
în r
egi
m in
dire
ct b
aza
tă p
e s
chim
băto
are
de
că
ldu
ră tu
bula
re
1.
tan
c d
e e
chili
bra
re; 2
. po
mp
ă d
e a
lime
nta
re;
3.
sch
imb
ăto
r d
e că
ldu
ră t
ub
ula
r, î
ncă
lzire
prin
re
cupe
rare
a că
ldu
rii;
4.
om
oge
niz
ato
r n
on
ase
ptic
; 5
. sc
him
băt
or
de
că
ldu
ră t
ubu
lar,
în
călz
ire
; 6
. sc
him
băt
or
de
că
ldu
ra
tub
ula
r, î
ncă
lzire
fin
ala
; 7
. sc
him
bă
tor
de
căld
ură
tu
bula
r, r
ăci
re;
8.
tan
c in
term
edia
r d
e de
po
zita
re a
sep
tic;
9. m
asi
nă
de
amb
ala
t ase
ptic
ă;
10.
CIP
Teh
no
log
ii g
en
era
le în
in
du
str
ia a
lim
en
tară
T
eh
no
log
ia lap
telu
i C
ap
ito
lul 1 L
ap
te d
e c
on
su
m ș
i sm
ân
tân
ă
41
F
ig.1
.15
.5. I
nst
ala
ţie U
HT
în r
egi
m d
irect
com
bin
at b
aza
tă p
e in
fuzi
e d
e a
bu
r şi
sc
him
băto
are
de
că
ldur
ă t
ubu
lare
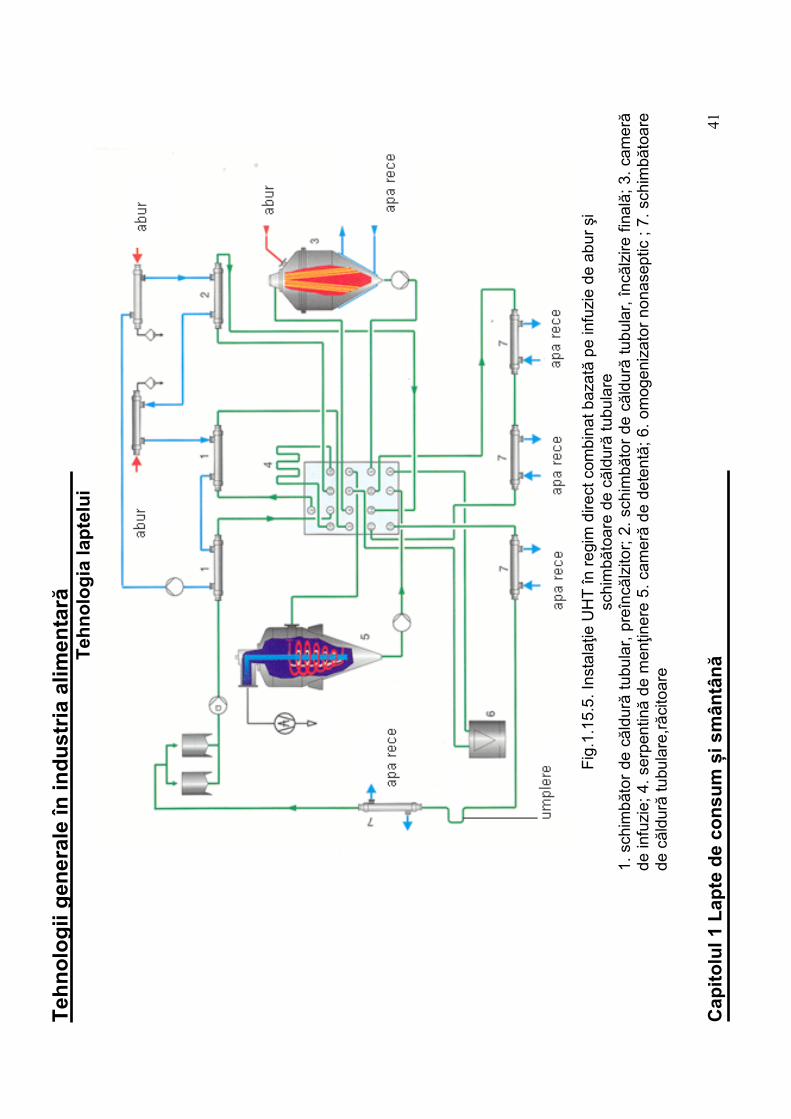
1
. sc
him
băt
or
de c
ăld
ură
tu
bula
r, p
reîn
călz
itor;
2.
sch
imbă
tor
de
că
ldu
ră t
ub
ula
r, î
ncă
lzire
fin
ală
; 3
. ca
me
ră
de
infu
zie
; 4
. se
rpen
tină
de
men
ţine
re 5
. ca
me
ră d
e d
ete
ntă
; 6
. om
oge
niz
ato
r n
on
ase
ptic
; 7
. sc
him
băto
are
d
e c
ăld
ură
tubu
lare
,ră
cito
are
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
42
Ţinând seama de dezavantajele sistemelor directe cât şi indirecte, în ultima perioada s-a elaborat un sistem care este capabil să îndeplinească următoarele cerinţe:
• modificări minime ale componentelor produsului; • recuperare maximă de energie; • efect sterilizant sporit; • durate de producţie optime şi eficienţă generală
crescută a instalaţiei; • curăţare minimă a instalaţiilor şi pierderi minime.
1.15.5. Funcţionarea instalaţie UHT în regim direct combinat bazată pe infuzie de abur şi schimbătoare de căldură tubulare (fig. 1.15.5.)
Instalaţia este inovatoare şi unică deoarece camera de expansiune este situată înaintea camerei de infuzie. Laptele este preluat din tancurile de alimentare şi încălzit într-o primă fază la temperatura de 950C minim 30 secunde în preîncălzitoarele tubulare1, pentru stabilizarea proteinelor. Urmează răcirea în vid a laptelui la 70-750C în camera de detentă 5. Astfel, tot aerul, precum şi o anumită cantitate de apă (mai târziu adăugată ca abur) sunt îndepărtate eficient.
Produsul este omogenizat în 6 şi preîncălzit mai departe până la temperatura de 120-1300C. Sterilizarea are loc în camera de infuzie 3 unde temperatura laptelui ajunge la 1500C, apoi produsul este răcit la temperatura de umplere cu ajutorul răcitoarelor tubulare7. Profilul standard al temperaturilor este: 5-95-75-130-150-250C. Printre avantajele sistemului se menţionează:
• dezaerarea eficientă înaintea omogenizării şi a încălzirii finale ce îmbunătăţeşte efectul omogenizării, reducând depunerile în schimbătoarele de căldură şi, deci îmbunătăţind durata de producţie; • tehnologia prin infuzie folosită elimină depunerile de produs în zona de încălzire maxima deoarece nu există suprafeţe de contact in timpul încălzirii(cădere liberă); • utilizarea vidului pentru o reducere a temperaturii de numai 20-250C produce o dezaerare eficienta reducând în acelaşi timp pierderile de aromă; • datorită faptului că procesele de încălzire şi răcire sunt instantanee şi independente ca debit
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
43
sistemul este proiectat pentru fluxuri variabile de produs, faţă de sisteme indirecte UHT.
c) Metode netradiţionale de sterilizare a laptelui
În prezent sunt cunoscute mai multe metode: tratarea laptelui cu unde ultrasonore, raze ultraviolete, radiaţii y, radiaţii X şi prin supercentrifugare. Multe din aceste metode provoacă modificări esenţiale în compoziţia laptelui, ceea ce condiţionează apariţia unor defecte- gust şi miros de lapte ars sub acţiunea undelor ultrasonore, oxidarea vitaminei A la tratarea laptelui cu raze ultraviolete etc. Aceste metode de tratare a laptelui sunt încă în stadiul de experimentare în scopul elaborării unor tehnologii, ce ar exclude apariţia efectelor nedorite.
Mai de perspectivă se prezintă metoda de sterilizare prin supercentrifugare. Aceasta metodă constă în centrifugarea laptelui cu ajutorul unor centrifuge cu viteză de rotaţie de 20-30 miirot/min.
Sub acţiunea forţei centrifuge din lapte sunt eliminate 99% din microorganisme, atât sub forma vegetativă, cât si sporulată. Pentru a evita scăderea calităţii laptelui în procesul de centrifugare, centrifugele sunt dotate cu instalaţii de descărcare automată a sedimentului. Dacă prin alte metode de sterilizare corpurile bacteriilor distruse rămân în lapte, iar substanţele ce le conţin-enzime şi toxine- nu sunt indiferente pentru sănătatea consumatorului, prin supercentrifugare acestea sunt eliminate din lapte, ceea ce este foarte pozitiv. Eficacitatea sterilizării prin supercentrifugare este în funcţie de forţa centrifugă aplicată cât şi de formă şi dimensiunea microorganismelor. Mai bine se înlătură bacteriile în formă de lănţisor, mai greu bacteriile din grupul E.coli etc. 1.16. Procedee de omogenizare
Omogenizarea laptelui reprezintă un proces tehnologic de fracţionare (dispersare) a globulelor de grăsime prin acţiunea asupra laptelui a unor forţe externe – laminare, şoc, ultrasunete etc. Omogenizarea se practică la fabricarea multor produse lactate şi este o operaţie obligatorie în tehnologia produselor lactate cu conţinut sporit de grăsime - lapte şi smântână pentru consum, produse lactate acide grase etc.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
44
Omogenizarea are ca scop stabilizarea emulsiei de grăsime în materia primă pentru evitarea separării grăsimii la suprafaţa produsului finit şi obţinerea unei consistenţe cât mai omogene. Se ştie că emulsia de grăsime în laptele natural este polidispersă, - diametrul globulelor de grăsime variind de la 1–2 µm până 10 µm şi mai mult. Globulele de grăsime cu diametrul de peste 2 µm, având o masă specifică mai mică decât a plasmei laptelui, în laptele liniştit au tendinţa de a se ridica la suprafaţă; gradul de separare este în funcţie de raza globulei şi temperatura laptelui.
În procesul omogenizării se obţine o micşorare a diametrului globulei până la 0,5–1 µm, ceea ce reduce considerabil puterea lor de separare din plasmă.
Globulele de grăsime cu dimensiuni mici nu au putere de separare, deci în laptele omogenizat practic nu se observă separare de grăsime. Omogenizarea laptelui se realizează cu ajutorul unor utilaje, denumite omogenizatoare. În industria laptelui se folosesc diferite tipuri de omogenizatoare: cu supapă, omogenizatoare - clarifixatoare, însă toate realizează o fracţionare a globulei de grăsime.
Omogenizarea laptelui modifică considerabil unele
particularităţi fizico-chimice şi tehnologice ale laptelui. În procesul de omogenizare a laptelui se micşorează diametrul globulelor de grăsime şi se măreşte numărul acestora. În procesul de fracţionare este distrusă membrana fosfoproteică a globulei de grăsime, ea fiind repartizată pentru formarea membranelor globulelor nou-formate. Ca masă, ea este insuficientă şi în acest proces sunt mobilizate proteinele din plasmă, iar ca rezultat se măreşte masa învelişurilor şi suprafaţa totală a emulsiei de grăsime. Astfel, se obţine un grad înalt de dispersare stabilă a emulsiei de grăsime în laptele omogenizat. Suprafaţa mărită a emulsiei de grăsime în laptele omogenizat contribuie la o asimilare mai deplină a grăsimii din lapte.
În procesul de omogenizare se elimină o oarecare cantitate de grăsime lactată liberă, cantitatea aceasta fiind în funcţie de temperatura de omogenizare. În laptele omogenizat cu un conţinut mediu de grăsime, emulsia de grăsime este stabilă şi nu se observă aglomerări de globule de grăsime cu diametru mic. În schimb, în produsele omogenizate cu conţinut mărit de grăsime se formează aglomerări de grăsime, care reduc efectul omogenizării.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
45
Acest mecanism de agregare a globulelor de grăsime se explică prin faptul că pe suprafaţa globulelor nou-formate sunt sectoare cu membrană subţire şi în aceste sectoare încep să acţioneze forţele intermoleculare de agregare a moleculelor apropiate şi formarea de aglomerări.
Unul din factorii care măresc gradul de stabilizare a emulsiei de grăsime la omogenizare este raportul dintre grăsime şi substanţa uscată, care trebuie să fie mai mare de 0,6–0,8. Fosfaţii şi citraţii din lapte, care contribuie la dispersarea fosfocazeinatului de calciu din lapte, stimulează procesul de stabilizare a emulsiei de grăsime, iar creşterea în lapte a conţinutului de calciu solubil favorizează procesele de agregare a globulelor de grăsime. Pentru a evita formarea aglomerărilor de grăsime se practică omogenizarea în două trepte, respectiv se omogenizează materia primă la o presiune ridicată, apoi se tratează la o presiune mai mică. Alt factor ce influenţează asupra stabilităţii emulsiei de grăsime în laptele omogenizat este temperatura de preîncălzire a laptelui destinat omogenizării; încălzirea acestuia peste temperatura de denaturare a proteinelor serice acţionează negativ în ceea ce priveşte mobilizarea acestora la formarea membranei globulei nou formate şi, deci, favorizează formarea aglomerărilor de globule de grăsime.
Posibilitatea apariţiei aglomerărilor în produsele omogenizate cu conţinut mare de grăsime are loc pe seama creşterii forţei de atracţie a moleculelor.
Temperaturile reduse de păstrare a produselor omogenizate măresc, de asemenea, forţa de agregare a globulelor de grăsime. În procesul de omogenizare proteinele suferă, de asemenea, unele modificări, o parte din acestea fiind adsorbite de grăsimi sub formă de complexe lipoproteice. Se observă deci o scădere a stabilităţii proteinelor. Capacitatea tampon a laptelui se reduce ca rezultat al adsorbţiei de către grăsime, odată cu proteinele, şi a unor fosfaţi şi citraţi din lapte.
Sub acţiunea omogenizării, în complexul cazeinei, odată cu acţiunea temperaturii ridicate se observă unele modificări în repartizarea azotului în diferite fracţii de proteine lactice. Ca rezultat al acestor modificări, scade stabilitatea laptelui omogenizat faţă de acţiunea cheagului, a sărurilor de calciu, a temperaturilor ridicate. Omogenizarea se răsfrânge pozitiv şi asupra proprietăţilor coagulului la fabricarea produselor lactate
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
46
acide, el devine mai fin, omogen, se reduce separarea zerului etc.
Omogenizarea măreşte vâscozitatea laptelui, culoarea din alb – gălbuie devine alb intensă, creşte capacitatea de spumare.
Membrana modificată a globulei de grăsime îşi pierde proprietatea de protecţie faţă de enzime, ca urmare, scade rezistenţa grăsimii faţă de acţiunea lipazei şi a proceselor de oxidare etc. De aceste modificări trebuie să se ţină cont în procesul de prelucrare a laptelui.
Practica omogenizării constă într-o mărunţire avansată a globulelor de grăsime de la un diametru mediu de 5–9 µm la 0,75–1 µm, (maximum 2 µm), ceea ce înseamnă o scădere de 100 de ori a vitezei de separare a grăsimii întrucât: = în care: vs este viteza de separare a globulelor de grăsime, în m/s; d – diametrul globulei de grăsime, în m;
1γ – greutatea specifică a plasmei laptelui, în kgf/ m3;
2γ – greutatea specifică a globulei de grăsime, în kgf/m3; η – vâscozitatea dinamică a laptelui, în Pa�s; g – acceleraţia gravitaţională, în m/s2.
Gradul de omogenizare GO se poate determina cu relaţia:
GO = 100⋅−
a
ba
în care: a - este conţinutul de grăsime din stratul superior (lapte aflat în cilindrul gradat); b - conţinutul de grăsime în laptele aflat în stratul mijlociu.
Procesul de omogenizare a globulelor de grăsime are loc într-o fracţiune de secundă, el realizându-se în următoarele faze:
• alungirea globulei iniţiale de grăsime; • gâtuirea globulei de grăsime alungite într-un lanţ
care este format din globule mai mici, urmată de fragmentarea lanţului de globule în globule separate;
sv
η
γγ 212
18
1 −⋅⋅⋅ gd
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
47
• dispersarea globulelor mici de grăsime în plasma laptelui.
Alungirea globulelor de grăsime apare la intrarea laptelui în omogenizator, ca o consecinţă a vitezei de intrare a produsului.
Faza a doua – gâtuirea şi fragmentarea lanţului de grăsime – se realizează la trecerea laptelui prin capul de omogenizare. Fiecare globulă nou-formată are o nouă membrană care diferă de membrana globulei iniţiale.
Faza a treia reprezintă faza de dispersie a globulelor nou-formate în plasma laptelui şi are loc atunci când laptele iese din capul de omogenizare. Laptele de consum se omogenizează la temperatura de 60...80°C şi la presiunea de 120–180 at, mai eficientă fiind omogenizarea în două trepte: treapta I la 200 at şi treapta a II-a la 50 at. 1.16.1. Consecinţele omogenizării laptelui
• membrana nou-formată la globulele de grăsime nu mai are aceeaşi compoziţie chimică ca cea iniţială, deoarece o parte din fosfolipide trec în plasmă iar circa 25 % din proteinele membranelor nou-formate sunt reprezentate de cazeină (rezultă că membrana nou-formată nu mai are aceeaşi acţiune antioxidantă ca membrana iniţială);
• stabilitatea proteinelor cazeinice scade deoarece la suprafaţa globulelor de grăsime se absorb şi fosfaţi şi citraţi din plasmă;
• vâscozitatea laptelui creşte ca o consecinţă a absorbţiei de cazeină ia suprafaţa globulelor de grăsime nou-formate;
• laptele omogenizat este mai susceptibil la oxidare din două motive:
� creşterea suprafeţei globulelor de grăsime şi pierderea capacităţii antioxidante a membranei;
� laptele omogenizat este mai susceptibil la acţiunea luminii decât cel neomogenizat (apare mai rapid gustul de „lumină");
• laptele omogenizat este alb intens şi apare opac faţă de laptele ca atare, care este alb-gălbui;
• gustul laptelui omogenizat este mai plin, ca şi când ar avea un conţinut mai mare de grăsime;
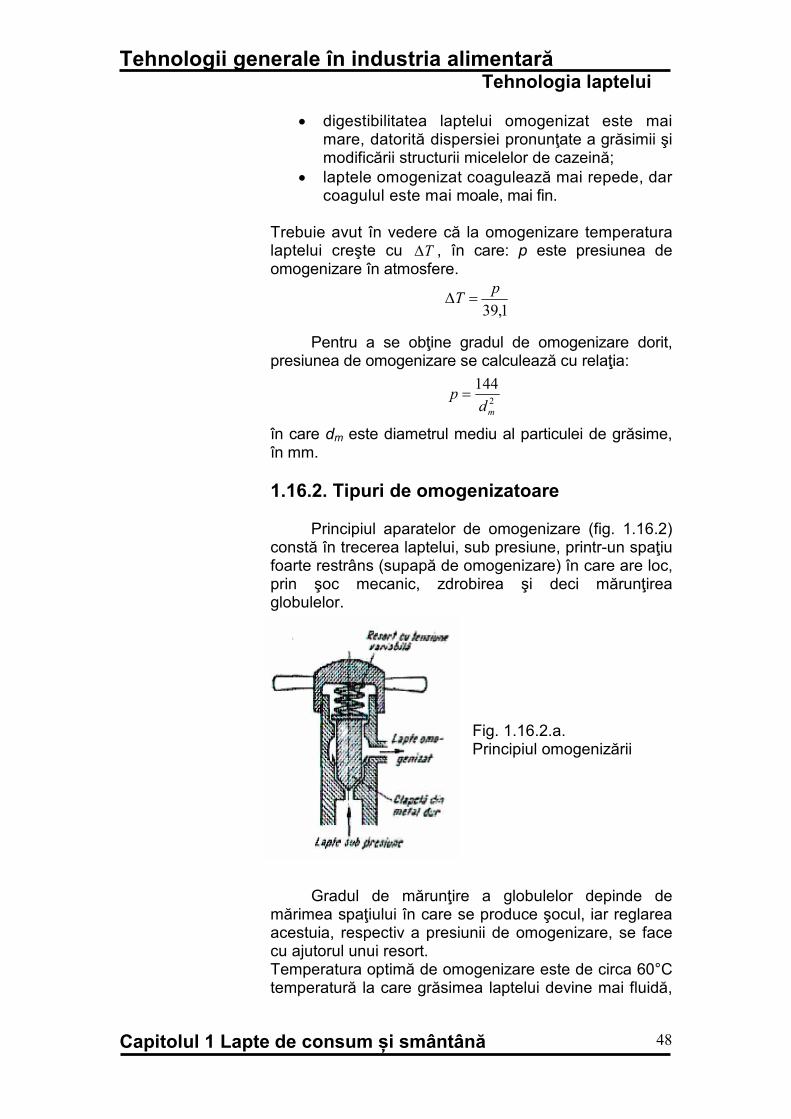
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
48
• digestibilitatea laptelui omogenizat este mai mare, datorită dispersiei pronunţate a grăsimii şi modificării structurii micelelor de cazeină;
• laptele omogenizat coagulează mai repede, dar coagulul este mai moale, mai fin.
Trebuie avut în vedere că la omogenizare temperatura laptelui creşte cu T∆ , în care: p este presiunea de omogenizare în atmosfere.
Pentru a se obţine gradul de omogenizare dorit, presiunea de omogenizare se calculează cu relaţia: în care dm este diametrul mediu al particulei de grăsime, în mm. 1.16.2. Tipuri de omogenizatoare
Principiul aparatelor de omogenizare (fig. 1.16.2) constă în trecerea laptelui, sub presiune, printr-un spaţiu foarte restrâns (supapă de omogenizare) în care are loc, prin şoc mecanic, zdrobirea şi deci mărunţirea globulelor.
Fig. 1.16.2.a. Principiul omogenizării
Gradul de mărunţire a globulelor depinde de
mărimea spaţiului în care se produce şocul, iar reglarea acestuia, respectiv a presiunii de omogenizare, se face cu ajutorul unui resort. Temperatura optimă de omogenizare este de circa 60°C temperatură la care grăsimea laptelui devine mai fluidă,
1,39
pT =∆
2
144
mdp =
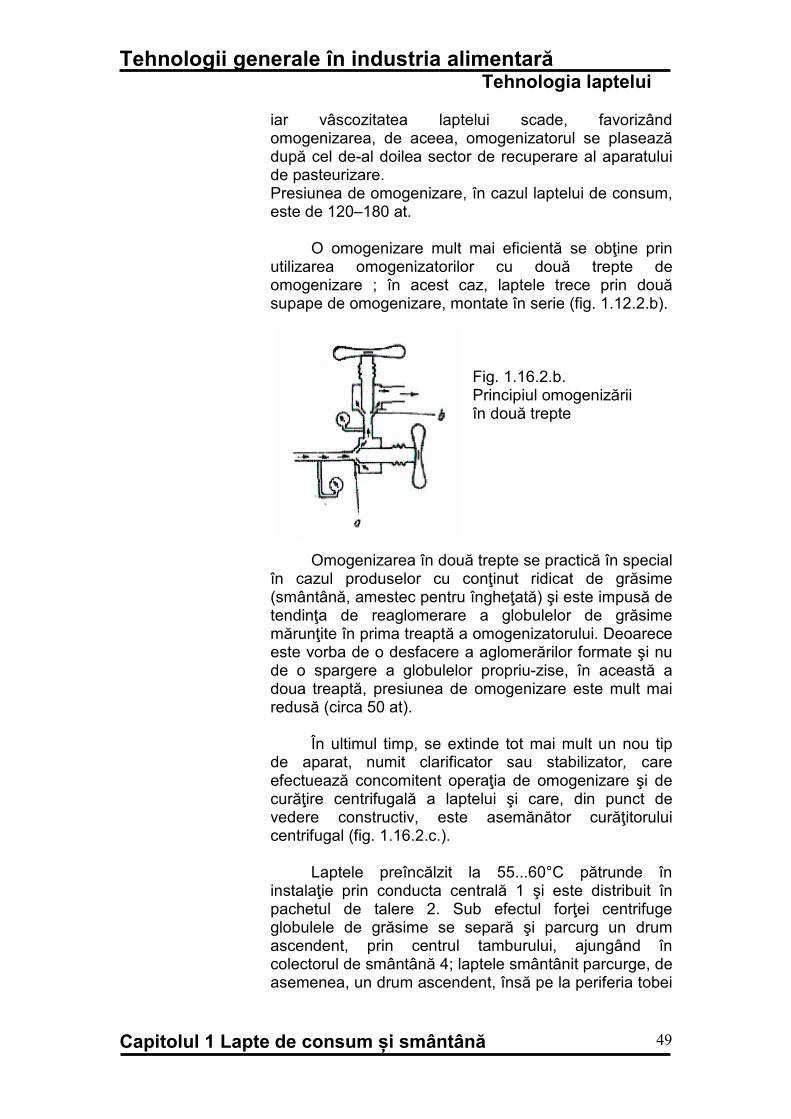
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
49
iar vâscozitatea laptelui scade, favorizând omogenizarea, de aceea, omogenizatorul se plasează după cel de-al doilea sector de recuperare al aparatului de pasteurizare. Presiunea de omogenizare, în cazul laptelui de consum, este de 120–180 at.
O omogenizare mult mai eficientă se obţine prin
utilizarea omogenizatorilor cu două trepte de omogenizare ; în acest caz, laptele trece prin două supape de omogenizare, montate în serie (fig. 1.12.2.b).
Fig. 1.16.2.b. Principiul omogenizării în două trepte
Omogenizarea în două trepte se practică în special în cazul produselor cu conţinut ridicat de grăsime (smântână, amestec pentru îngheţată) şi este impusă de tendinţa de reaglomerare a globulelor de grăsime mărunţite în prima treaptă a omogenizatorului. Deoarece este vorba de o desfacere a aglomerărilor formate şi nu de o spargere a globulelor propriu-zise, în această a doua treaptă, presiunea de omogenizare este mult mai redusă (circa 50 at).
În ultimul timp, se extinde tot mai mult un nou tip
de aparat, numit clarificator sau stabilizator, care efectuează concomitent operaţia de omogenizare şi de curăţire centrifugală a laptelui şi care, din punct de vedere constructiv, este asemănător curăţitorului centrifugal (fig. 1.16.2.c.).
Laptele preîncălzit la 55...60°C pătrunde în
instalaţie prin conducta centrală 1 şi este distribuit în pachetul de talere 2. Sub efectul forţei centrifuge globulele de grăsime se separă şi parcurg un drum ascendent, prin centrul tamburului, ajungând în colectorul de smântână 4; laptele smântânit parcurge, de asemenea, un drum ascendent, însă pe la periferia tobei
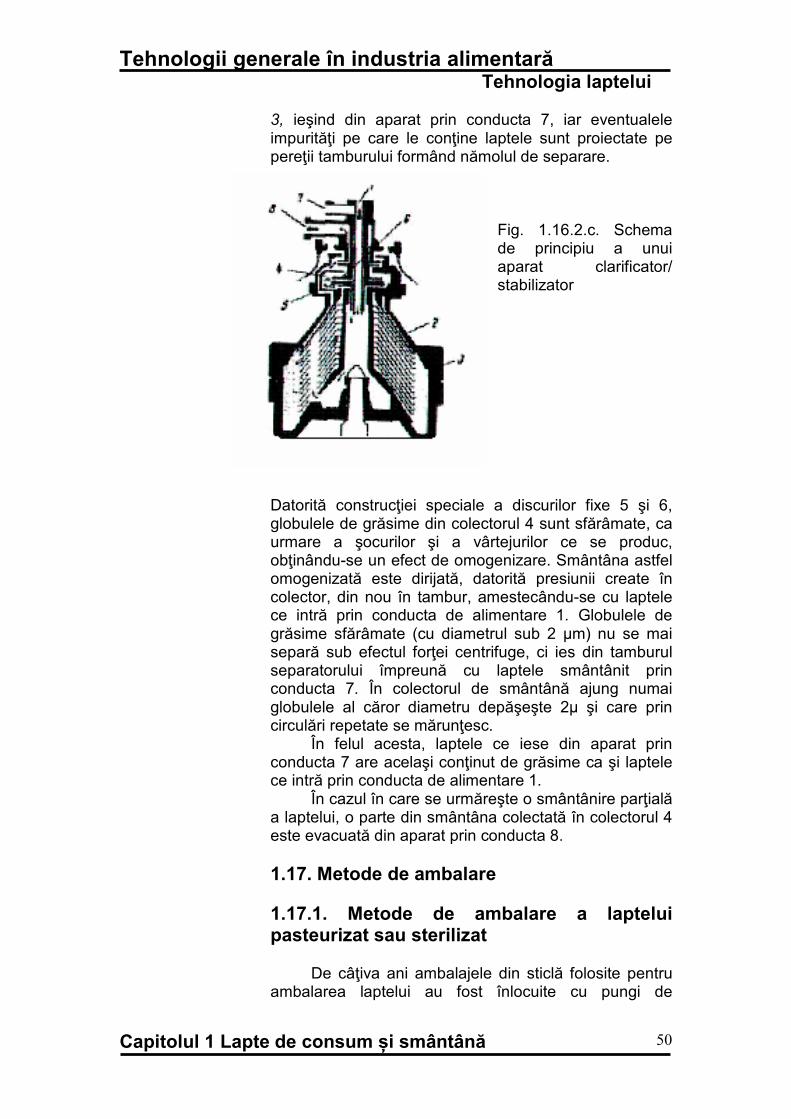
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
50
3, ieşind din aparat prin conducta 7, iar eventualele impurităţi pe care le conţine laptele sunt proiectate pe pereţii tamburului formând nămolul de separare.
Fig. 1.16.2.c. Schema de principiu a unui aparat clarificator/ stabilizator
Datorită construcţiei speciale a discurilor fixe 5 şi 6, globulele de grăsime din colectorul 4 sunt sfărâmate, ca urmare a şocurilor şi a vârtejurilor ce se produc, obţinându-se un efect de omogenizare. Smântâna astfel omogenizată este dirijată, datorită presiunii create în colector, din nou în tambur, amestecându-se cu laptele ce intră prin conducta de alimentare 1. Globulele de grăsime sfărâmate (cu diametrul sub 2 µm) nu se mai separă sub efectul forţei centrifuge, ci ies din tamburul separatorului împreună cu laptele smântânit prin conducta 7. În colectorul de smântână ajung numai globulele al căror diametru depăşeşte 2µ şi care prin circulări repetate se mărunţesc.
În felul acesta, laptele ce iese din aparat prin conducta 7 are acelaşi conţinut de grăsime ca şi laptele ce intră prin conducta de alimentare 1.
În cazul în care se urmăreşte o smântânire parţială a laptelui, o parte din smântâna colectată în colectorul 4 este evacuată din aparat prin conducta 8. 1.17. Metode de ambalare 1.17.1. Metode de ambalare a laptelui pasteurizat sau sterilizat
De câţiva ani ambalajele din sticlă folosite pentru ambalarea laptelui au fost înlocuite cu pungi de
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
51
polietilenă sau cu ambalaje din materiale complexe pe bază de carton, denumite pe scurt cartoane.
Pungile din polietilenă pot fi simple sau stratificate, în acest din urmă caz conţinând un strat intermediar de polietilenă colorată în negru pentru a împiedica pătrunderea luminii în interiorul ambalajului.
Cartoanele sunt confecţionate din materiale complexe pe bază de carton: carton acoperit cu materiale plastice şi carton combinat cu materiale plastice şi folie de aluminiu pentru ambalare aseptică. Aceste ambalajele au apărut pentru prima dată, în anii ’50 în Suedia, ca o alternativă a ambalării laptelui în butelii din sticlă. De la forma tetraedrică a primelor cartoane produse de Tetra Pak s-a ajuns la o mare diversificare a acestor ambalaje şi a produselor ambalate şi, implicit, a maşinilor care efectuează ambalarea.
Cartonul este un material folosit pe larg la ambalarea produselor alimentare datorită:
• disponibilităţii materiei prime şi a uşurinţei obţinerii;
• rezistenţei mecanice pe care o asigură produsului ambalat;
• protecţiei faţă de acţiunea luminii şi a radiaţiilor ultraviolete (suprafaţa neimprimată a cartonului transmite sub 1,5% din lumina incidentă la lungimi de undă mai mici de 550 nm şi este opacă sub 430 nm);
• posibilităţii de acoperire cu materiale plastice pentru a se obţine un material rezistent la grăsimi, cu suprafaţă netedă;
• posibilităţii de imprimare în culori variate; • obţinerii de ambalaje cu forme regulate care
permit o utilizare eficientă a spaţiului din ambalajele de desfacere, respectiv a spaţiului de depozitare.
Deşi cea mai largă utilizare a cartoanelor se remarcă la ambalarea laptelui şi a sucurilor de fructe, printre produsele ambalate în cartoane se numără:
• lapte de consum integral, parţial degresat, dietetic, pasteurizat sau sterilizat (UHT);
• lapte îmbogăţit cu vitamine şi/sau săruri minerale pentru copii, sportivi, viitoare mame;
• băuturi pe bază de lapte (lapte cu cacao, ciocolată, lapte aromatizat cu diverse arome etc.);
• smântână de consum dulce sau fermentată, frişcă;
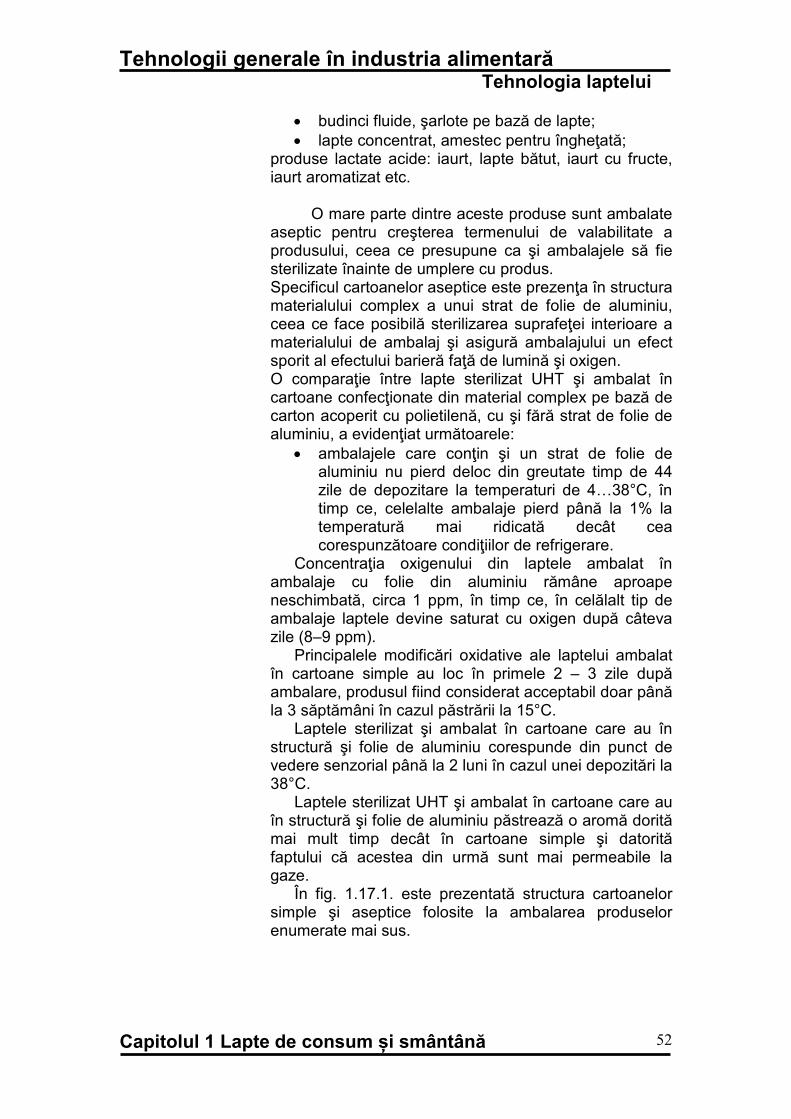
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
52
• budinci fluide, şarlote pe bază de lapte; • lapte concentrat, amestec pentru îngheţată;
produse lactate acide: iaurt, lapte bătut, iaurt cu fructe, iaurt aromatizat etc.
O mare parte dintre aceste produse sunt ambalate aseptic pentru creşterea termenului de valabilitate a produsului, ceea ce presupune ca şi ambalajele să fie sterilizate înainte de umplere cu produs. Specificul cartoanelor aseptice este prezenţa în structura materialului complex a unui strat de folie de aluminiu, ceea ce face posibilă sterilizarea suprafeţei interioare a materialului de ambalaj şi asigură ambalajului un efect sporit al efectului barieră faţă de lumină şi oxigen. O comparaţie între lapte sterilizat UHT şi ambalat în cartoane confecţionate din material complex pe bază de carton acoperit cu polietilenă, cu şi fără strat de folie de aluminiu, a evidenţiat următoarele:
• ambalajele care conţin şi un strat de folie de aluminiu nu pierd deloc din greutate timp de 44 zile de depozitare la temperaturi de 4F38°C, în timp ce, celelalte ambalaje pierd până la 1% la temperatură mai ridicată decât cea corespunzătoare condiţiilor de refrigerare.
Concentraţia oxigenului din laptele ambalat în ambalaje cu folie din aluminiu rămâne aproape neschimbată, circa 1 ppm, în timp ce, în celălalt tip de ambalaje laptele devine saturat cu oxigen după câteva zile (8–9 ppm).
Principalele modificări oxidative ale laptelui ambalat în cartoane simple au loc în primele 2 – 3 zile după ambalare, produsul fiind considerat acceptabil doar până la 3 săptămâni în cazul păstrării la 15°C.
Laptele sterilizat şi ambalat în cartoane care au în structură şi folie de aluminiu corespunde din punct de vedere senzorial până la 2 luni în cazul unei depozitări la 38°C.
Laptele sterilizat UHT şi ambalat în cartoane care au în structură şi folie de aluminiu păstrează o aromă dorită mai mult timp decât în cartoane simple şi datorită faptului că acestea din urmă sunt mai permeabile la gaze.
În fig. 1.17.1. este prezentată structura cartoanelor simple şi aseptice folosite la ambalarea produselor enumerate mai sus.
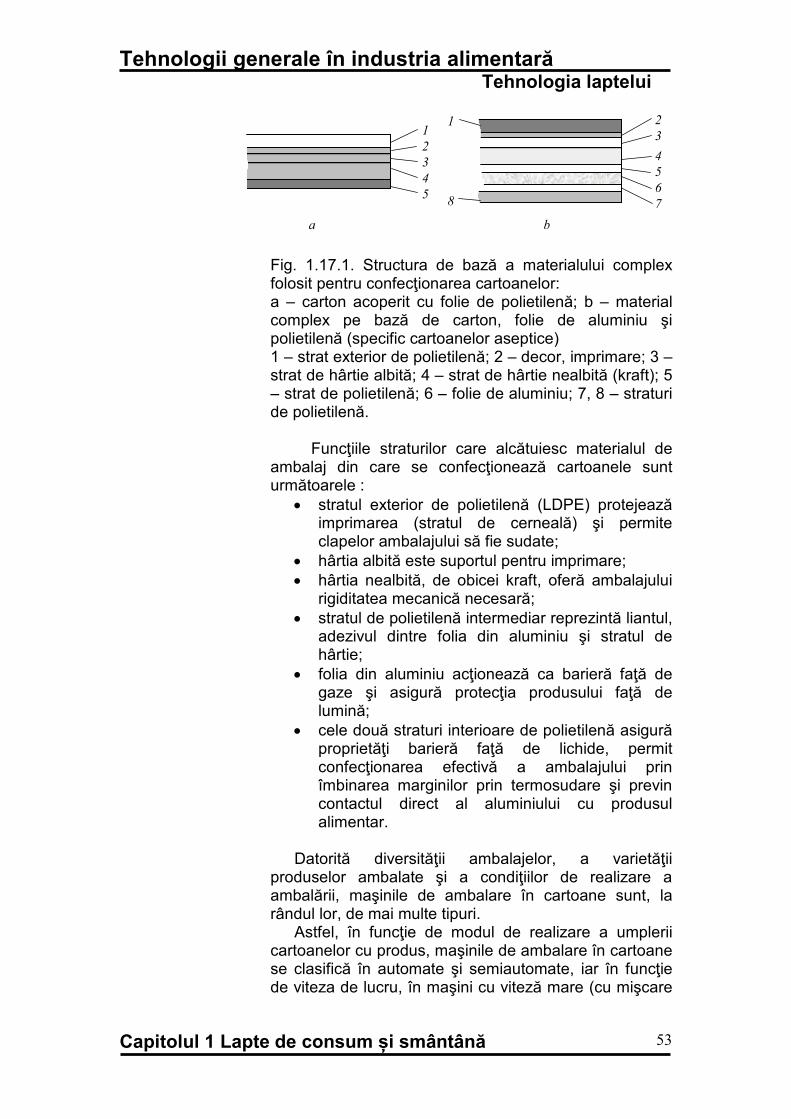
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
53
Fig. 1.17.1. Structura de bază a materialului complex folosit pentru confecţionarea cartoanelor: a – carton acoperit cu folie de polietilenă; b – material complex pe bază de carton, folie de aluminiu şi polietilenă (specific cartoanelor aseptice) 1 – strat exterior de polietilenă; 2 – decor, imprimare; 3 – strat de hârtie albită; 4 – strat de hârtie nealbită (kraft); 5 – strat de polietilenă; 6 – folie de aluminiu; 7, 8 – straturi de polietilenă.
Funcţiile straturilor care alcătuiesc materialul de ambalaj din care se confecţionează cartoanele sunt următoarele :
• stratul exterior de polietilenă (LDPE) protejează imprimarea (stratul de cerneală) şi permite clapelor ambalajului să fie sudate;
• hârtia albită este suportul pentru imprimare; • hârtia nealbită, de obicei kraft, oferă ambalajului
rigiditatea mecanică necesară; • stratul de polietilenă intermediar reprezintă liantul,
adezivul dintre folia din aluminiu şi stratul de hârtie;
• folia din aluminiu acţionează ca barieră faţă de gaze şi asigură protecţia produsului faţă de lumină;
• cele două straturi interioare de polietilenă asigură proprietăţi barieră faţă de lichide, permit confecţionarea efectivă a ambalajului prin îmbinarea marginilor prin termosudare şi previn contactul direct al aluminiului cu produsul alimentar.
Datorită diversităţii ambalajelor, a varietăţii
produselor ambalate şi a condiţiilor de realizare a ambalării, maşinile de ambalare în cartoane sunt, la rândul lor, de mai multe tipuri.
Astfel, în funcţie de modul de realizare a umplerii cartoanelor cu produs, maşinile de ambalare în cartoane se clasifică în automate şi semiautomate, iar în funcţie de viteza de lucru, în maşini cu viteză mare (cu mişcare
a b
1
2
3
4
5
2
3
4
5
6
7
1
8
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
54
continuă) şi maşini cu viteză mică (cu mişcare discontinuă). Dar cea mai importantă clasificare a maşinilor de ambalare în cartoane se face în funcţie de modul de confecţionare a acestora:
• maşini de ambalare în cartoane confecţionate continuu pe maşina de ambalare;
• maşini de ambalare în cartoane preconfecţionate care sunt predecupate, ştanţate, îmbinate longitudinal şi alimentate în maşină în stare pliată.
1.17.2. Tipuri de ambalaje folosite pentru laptele de consum şi smântână a. Sterilizarea materialelor de ambalaj
Maşinile de ambalare în cartoane confecţionate
continuu sunt aprovizionate cu material de ambalaj sub formă de bobină corespunzător tipului de carton ce urmează a fi confecţionat, furnizat de producătorul de maşini de ambalare şi materiale, imprimat conform cerinţelor producătorului, pentru un anumit tip de produs alimentar.
Sterilizarea materialului de ambalaj destinat ambalării
aseptice se realizează fie prin umezire, fie prin imersie într-o soluţie de apă oxigenată sau prin pulverizarea acesteia asupra materialului de ambalaj. În cazul procedeului de sterilizare prin umezire, pe suprafaţa interioară a materialului de ambalaj se aplică un film subţire de apă oxigenată 15–35% care conţine un agent de umezire pentru a îmbunătăţi formarea peliculei de lichid.
La sterilizarea prin imersie materialul de ambalaj este trecut printr-o baie adâncă cu apă oxigenată 35% la 78°C, timp de 6 min.
După aceea materialul de ambalaj este trecut printre două role de strângere pereche pentru îndepărtarea în mare măsură a surplusului de apă oxigenată. Restul apei oxigenate este evaporată fie prin trecerea pe sub un încălzitor electric tubular care încălzeşte suprafaţa interioară la circa 120°C, fie prin insuflare de aer cald de 125°C pe ambele feţe ale materialului prin intermediul unor duze, ceea ce sporeşte şi efectul de sterilizare.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
55
b. Confecţionarea ambalajelor Tetra Pak
Confecţionarea cartoanelor constă în efectuarea
îmbinării longitudinale prin termosudarea marginilor materialului de ambalaj care formează un cilindru de material în care se dozează produsul, îmbinarea transversală pentru dozare şi delimitarea ambalajelor prin tăiere. Procesele de sterilizare, umplere şi închidere se realizează toate în interiorul unei camere menţinute la o suprapresiune de 0,5 bar cu aer steril. Produsul poate fi alimentat:
• continuu, caz în care termosudarea transversală se efectuează sub nivelul produsului din cilindrul de material de ambalaj, ceea ce asigură că ambalajul este umplut complet cu produs;
• discontinuu, cu păstrarea unui spaţiu liber de până la 10% din volumul total prin introducerea fie de aer steril, fie a altor gaze inerte.
1.17.3. Tipuri de maşini de ambalat a. Maşina de ambalare în cartoane de formă paralelipipedică
Este alcătuită din următoarele părţi componente principale:
• alimentare cu material de ambalaj: bobina (1), rolele de transport şi întindere (3) şi (6);
• sterilizare material de ambalaj: baia de soluţie de apă oxigenată (4) şi rolele de stoarcere (5);
• alimentare cu produs: conducta (8) continuată cu tubul (11) în interiorul cilindrului de material de ambalaj;
• confecţionare şi închidere ambalaj: un umăr de formare (nereprezentat în schiţă), dispozitivul de termosudare longitudinală (9) şi dispozitivul de termosudare transversală (13);
• plierea şi închiderea clapelor (16) cu obţinerea formei paralelipipedice
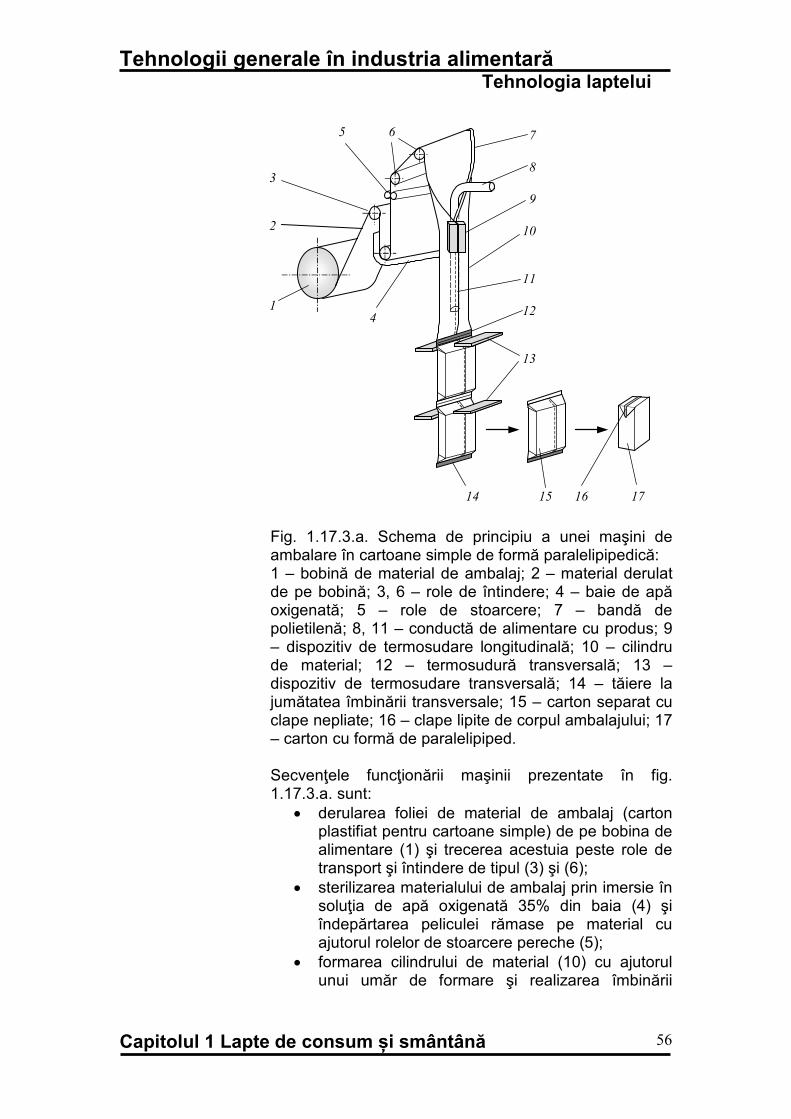
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
56
Fig. 1.17.3.a. Schema de principiu a unei maşini de ambalare în cartoane simple de formă paralelipipedică: 1 – bobină de material de ambalaj; 2 – material derulat de pe bobină; 3, 6 – role de întindere; 4 – baie de apă oxigenată; 5 – role de stoarcere; 7 – bandă de polietilenă; 8, 11 – conductă de alimentare cu produs; 9 – dispozitiv de termosudare longitudinală; 10 – cilindru de material; 12 – termosudură transversală; 13 – dispozitiv de termosudare transversală; 14 – tăiere la jumătatea îmbinării transversale; 15 – carton separat cu clape nepliate; 16 – clape lipite de corpul ambalajului; 17 – carton cu formă de paralelipiped. Secvenţele funcţionării maşinii prezentate în fig. 1.17.3.a. sunt:
• derularea foliei de material de ambalaj (carton plastifiat pentru cartoane simple) de pe bobina de alimentare (1) şi trecerea acestuia peste role de transport şi întindere de tipul (3) şi (6);
• sterilizarea materialului de ambalaj prin imersie în soluţia de apă oxigenată 35% din baia (4) şi îndepărtarea peliculei rămase pe material cu ajutorul rolelor de stoarcere pereche (5);
• formarea cilindrului de material (10) cu ajutorul unui umăr de formare şi realizarea îmbinării
3
2
14
5 6 7
8
9
10
11
12
13
14 15 16 17
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
57
longitudinale prin termosudare cu dispozitivul (9) simultan cu aplicarea bandei de polietilenă (7);
• alimentarea cu produs prin conducta (8); • închiderea ambalajelor prin termosudare
transversală cu dispozitivul (13) şi conferirea formei rectangulare;
• separarea paralelipipedelor prin tăiere (14); • îndoirea şi lipirea clapelor de corpul cartonului cu
obţinerea formei paralelipipedice.
Banda de polietilenă (7) aplicată la termosudarea longitudinală are rolul de a acoperi îmbinarea longitudinală pentru a asigura protecţia foliei de aluminiu şi a straturilor de hârtie faţă de posibila acţiune de înmuiere şi/sau corosivă manifestată de produsul care vine în contact cu acestea.
Închiderea transversală cu dispozitivul de termosudare (13) se realizează sub nivelul lichidului alimentat continuu în cilindrul de material prin conducta (8) prelungită cu (11). Astfel, cartoanele sunt pline cu produs evitându-se atât spumarea, cât şi prezenţa aerului în ambalaj, respectiv a oxigenului care poate deprecia calitativ produsul ambalat.
Maşina este prevăzută şi cu un dispozitiv de imprimare fie a datei de fabricaţie, fie a datei limită de consum care ţine seama de termenul de valabilitate corespunzător produsului ambalat. Acest dispozitiv este amplasat înainte de evacuarea cartoanelor din maşină, după obţinerea formei paralelipipedice. Data se imprimă pe îmbinarea transversală.
b. Maşina de ambalare în cartoane Tetra Brik Aseptic
În fig. 1.17.3.b. este prezentată imaginea laterală a unei maşini de ambalare în cartoane Tetra Brik Aseptic confecţionate pornind de la o bobină de material complex.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
58
Fig. 1.17.3.b. Imaginea unei maşini de ambalare în cartoane confecţionate continuu Tetra Brik
c. Maşini de ambalare în cartoane preconfecţionate
Aceste maşini folosesc cartoane goale prefabricate, adică decupate, îndoite şi cu sudura longitudinală efectuată. Cartoanele sunt alimentate în instalaţie sub formă pliată şi, după ce se realizează închiderea la partea inferioară sunt umplute cu produs, apoi sunt închise şi primesc forma finală. Printre avantajele folosirii cartoanelor preconfecţionate se numără integritatea bună a îmbinării longitudinale, care poate fi sudată cu flacără şi faptul că aceeaşi maşină poate fi folosită pentru cartoane de diferite capacităţi, cu condiţia să aibă aceeaşi secţiune transversală, deci trebuie ajustată doar înălţimea. În fig. 1.17.3.c. este prezentată schema de obţinere a cartoanelor prefabricate destinate ambalării aseptice.
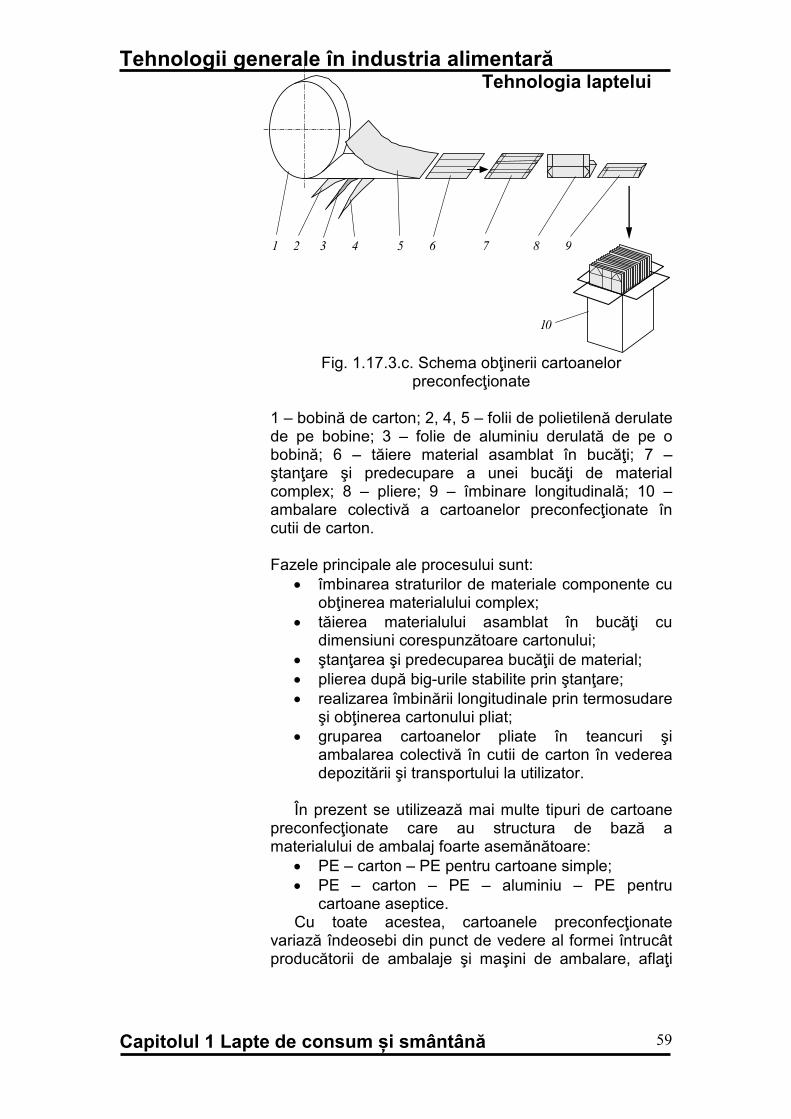
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
59
Fig. 1.17.3.c. Schema obţinerii cartoanelor preconfecţionate
1 – bobină de carton; 2, 4, 5 – folii de polietilenă derulate de pe bobine; 3 – folie de aluminiu derulată de pe o bobină; 6 – tăiere material asamblat în bucăţi; 7 – ştanţare şi predecupare a unei bucăţi de material complex; 8 – pliere; 9 – îmbinare longitudinală; 10 – ambalare colectivă a cartoanelor preconfecţionate în cutii de carton. Fazele principale ale procesului sunt:
• îmbinarea straturilor de materiale componente cu obţinerea materialului complex;
• tăierea materialului asamblat în bucăţi cu dimensiuni corespunzătoare cartonului;
• ştanţarea şi predecuparea bucăţii de material; • plierea după big-urile stabilite prin ştanţare; • realizarea îmbinării longitudinale prin termosudare
şi obţinerea cartonului pliat; • gruparea cartoanelor pliate în teancuri şi
ambalarea colectivă în cutii de carton în vederea depozitării şi transportului la utilizator.
În prezent se utilizează mai multe tipuri de cartoane
preconfecţionate care au structura de bază a materialului de ambalaj foarte asemănătoare:
• PE – carton – PE pentru cartoane simple; • PE – carton – PE – aluminiu – PE pentru
cartoane aseptice. Cu toate acestea, cartoanele preconfecţionate
variază îndeosebi din punct de vedere al formei întrucât producătorii de ambalaje şi maşini de ambalare, aflaţi
1 2 3 4 5 6 7 8 9
10
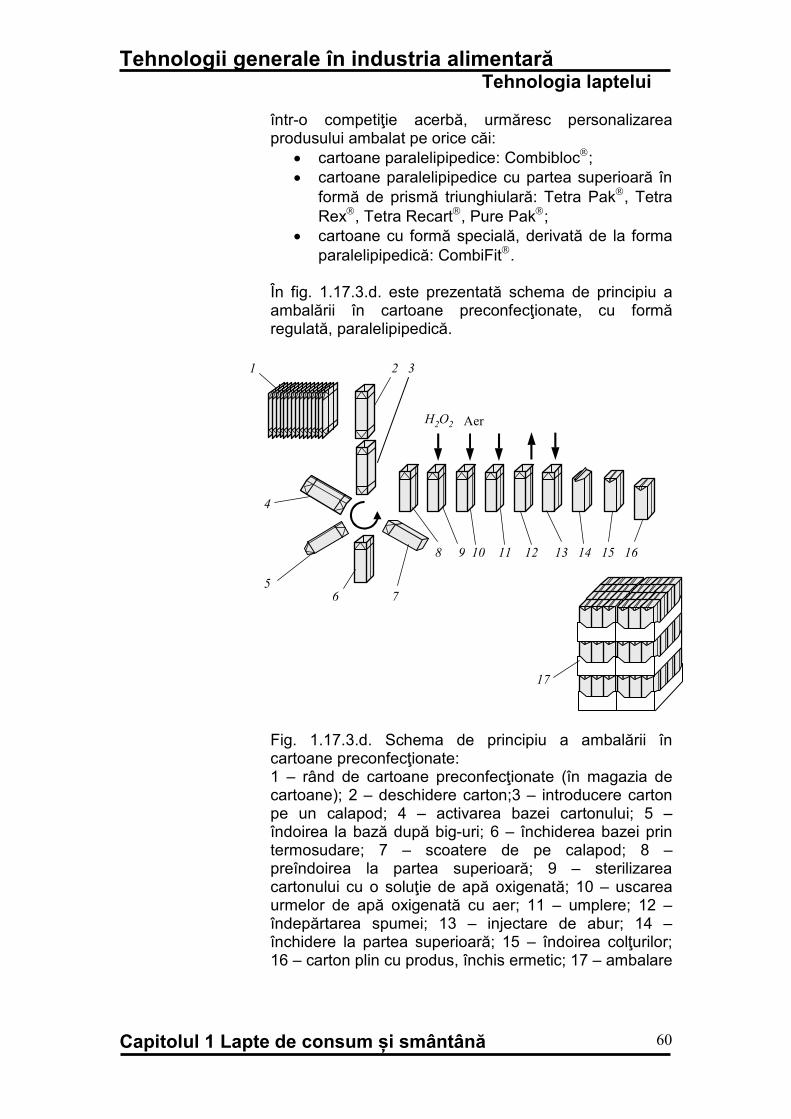
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
60
într-o competiţie acerbă, urmăresc personalizarea produsului ambalat pe orice căi:
• cartoane paralelipipedice: Combibloc; • cartoane paralelipipedice cu partea superioară în
formă de prismă triunghiulară: Tetra Pak, Tetra Rex, Tetra Recart, Pure Pak;
• cartoane cu formă specială, derivată de la forma paralelipipedică: CombiFit.
În fig. 1.17.3.d. este prezentată schema de principiu a ambalării în cartoane preconfecţionate, cu formă regulată, paralelipipedică.
Fig. 1.17.3.d. Schema de principiu a ambalării în cartoane preconfecţionate: 1 – rând de cartoane preconfecţionate (în magazia de cartoane); 2 – deschidere carton;3 – introducere carton pe un calapod; 4 – activarea bazei cartonului; 5 – îndoirea la bază după big-uri; 6 – închiderea bazei prin termosudare; 7 – scoatere de pe calapod; 8 – preîndoirea la partea superioară; 9 – sterilizarea cartonului cu o soluţie de apă oxigenată; 10 – uscarea urmelor de apă oxigenată cu aer; 11 – umplere; 12 – îndepărtarea spumei; 13 – injectare de abur; 14 – închidere la partea superioară; 15 – îndoirea colţurilor; 16 – carton plin cu produs, închis ermetic; 17 – ambalare
H2O2 Aer
1 2 3
4
56 7
8 9 10 11 12 13 14 15 16
17
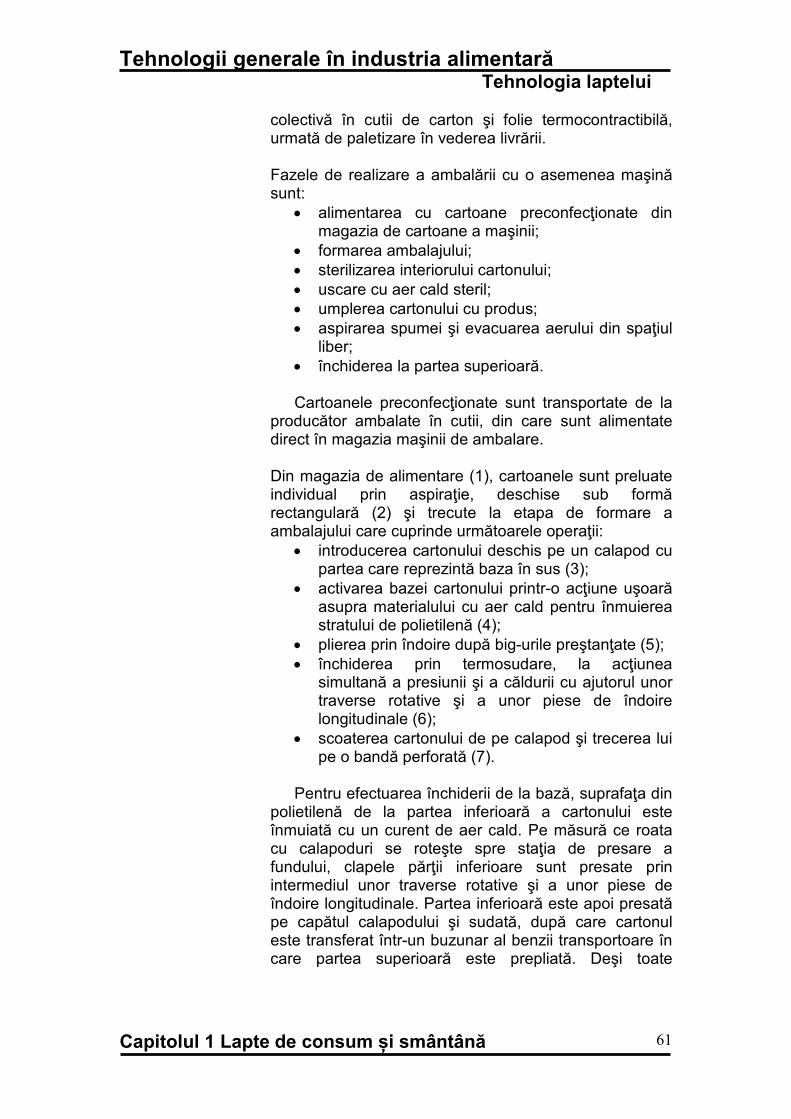
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
61
colectivă în cutii de carton şi folie termocontractibilă, urmată de paletizare în vederea livrării. Fazele de realizare a ambalării cu o asemenea maşină sunt:
• alimentarea cu cartoane preconfecţionate din magazia de cartoane a maşinii;
• formarea ambalajului; • sterilizarea interiorului cartonului; • uscare cu aer cald steril; • umplerea cartonului cu produs; • aspirarea spumei şi evacuarea aerului din spaţiul
liber; • închiderea la partea superioară. Cartoanele preconfecţionate sunt transportate de la
producător ambalate în cutii, din care sunt alimentate direct în magazia maşinii de ambalare.
Din magazia de alimentare (1), cartoanele sunt preluate individual prin aspiraţie, deschise sub formă rectangulară (2) şi trecute la etapa de formare a ambalajului care cuprinde următoarele operaţii:
• introducerea cartonului deschis pe un calapod cu partea care reprezintă baza în sus (3);
• activarea bazei cartonului printr-o acţiune uşoară asupra materialului cu aer cald pentru înmuierea stratului de polietilenă (4);
• plierea prin îndoire după big-urile preştanţate (5); • închiderea prin termosudare, la acţiunea
simultană a presiunii şi a căldurii cu ajutorul unor traverse rotative şi a unor piese de îndoire longitudinale (6);
• scoaterea cartonului de pe calapod şi trecerea lui pe o bandă perforată (7).
Pentru efectuarea închiderii de la bază, suprafaţa din
polietilenă de la partea inferioară a cartonului este înmuiată cu un curent de aer cald. Pe măsură ce roata cu calapoduri se roteşte spre staţia de presare a fundului, clapele părţii inferioare sunt presate prin intermediul unor traverse rotative şi a unor piese de îndoire longitudinale. Partea inferioară este apoi presată pe capătul calapodului şi sudată, după care cartonul este transferat într-un buzunar al benzii transportoare în care partea superioară este prepliată. Deşi toate

Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
62
operaţiile au loc în condiţii obişnuite (nesterile) se urmăreşte evitarea recontaminării.
Cartoanele trec apoi în zona aseptică. Aceasta constă din mai multe zone separate în care operaţiile au loc secvenţial. În fiecare zonă sterilitatea este menţinută printr-o uşoară presiune cu aer steril. Suprafaţa interioară este sterilizată (9) cu o soluţie de apă oxigenată 35% fin pulverizată sau cu apă oxigenată sub formă de vapori în aer cald care condensează pe suprafaţa cartonului.
Pelicula de apă oxigenată cu efect bactericid formată pe suprafaţa interioară a cartonului este îndepărtată folosind un jet de aer cald cu temperatura de 170F200°C (10). Ca o soluţie alternativă, interiorul cartonului poate fi pulverizat uniform cu o soluţie de apă oxigenată 1–2% urmată de iradiere cu ultraviolete timp de circa 10 secunde. Apa oxigenată este apoi încălzită şi îndepărtată cu jet de aer cald.
Deoarece cantitatea totală de apă oxigenată folosită în această ultimă metodă este de 20–30 ori mai puţină decât în prima metodă, problemele legate de apa oxigenată reziduală şi de contaminarea cu apă oxigenată a atmosferei înconjurătoare sunt mult mai uşor de supravegheat. Următoarea etapă este umplerea cartonului cu produs (11) după care se aspiră spuma eventual formată (12) la suprafaţa produsului. Este recomandat ca întotdeauna să fie asigurat un anumit spaţiu liber deasupra produsului astfel încât ambalajul să poată fi deschis şi produsul să fie turnat fără pierderi.
Atunci când conţinutul necesită agitare, ca în cazul băuturilor aromate din lapte sau al sucurilor de fructe cu pulpă, spaţiul liber de deasupra produsului este esenţial. Pentru sucuri de fructe este avantajos ca spaţiul liber de deasupra produsului să fie umplut cu abur sau cu un gaz inert, de exemplu azot. Dacă se foloseşte abur, volumul liber este redus ca rezultat al condensării acestuia (13). Prezenţa spaţiului liber este esenţială şi atunci când ambalajul nu poate fi închis sub nivelul produsului, cum este cazul produselor care conţin bucăţi solide. Acest spaţiu liber asigură că închiderea ambalajului s-a realizat deasupra nivelului superior al produsului, prevenind astfel materialul solid să ajungă la partea superioară a sudurii producând pierderea asepsiei. După umplere, partea superioară a cartoanelor este pliată şi închisă, sudarea fiind realizată fie prin încălzire, fie cu ultrasunete (14). Colţurile rămase pe părţile
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
63
laterale sunt îndoite şi sudate de corpul cartonului cu aer cald apoi cartoanele sunt evacuate din zona presurizată cu aer steril cu o suprapresiune de 40 mmHg. Codul produsului şi data sunt adăugate ulterior prin imprimare cu jet de cerneală sau prin marcare pe sudura de la partea superioară. Produsul ambalat este apoi descărcat din buzunarul benzii transportoare a instalaţiei de umplere – închidere fiind pregătit pentru ambalarea colectivă. Ambalarea colectivă se realizează în cutii de carton deschise, unităţi care sunt apoi ambalate în folie termocontractibilă şi paletizate în vederea depozitării şi a livrării. 1.18. Metode de ambalare a smântânii
Smântâna, de orice tip ar fi ea (dulce pasteurizată, fermentată pasteurizată sau nu, cu un conţinut anume de grăsime etc.) poate fi ambalată în diferite recipiente şi ambalaje: borcane de sticlă (extrem de rar), pungi din materiale plastice (rar), butelii din materiale plastice (rar), cutii şi pahare de diferite capacităţi, confecţionate din materiale plastice prin termoformare (cel mai frecvent).
Termoformarea este un procedeu de confecţionare a ambalajelor de tip cutii, pahare, tăvi, barchete, suporturi cu alveole etc. pornind de la o folie de material plastic sau alt material uşor deformabil, cu ajutorul căldurii şi al presării (fig. 1.14.).
Fig. 1.18. Schema generală de confecţionare a ambalajelor termoformate,
umplere cu produs şi închidere
a – încălzire; b – deformare; c – răcire; d – umplere cu produs; e – închidere; 1 – folie de material plastic; 2 – direcţiile de acţiune a căldurii; 3 – matriţă; 4 – folie în curs de deformare; 5 – ambalaj termoformat; 6 – produs; 7 – capac.
1 2 3 4 5 6 7
a b c d e
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
64
Folia este mai întâi încălzită gradat (a) până la temperatura optimă de deformare, apoi este dirijată către matriţe în care este deformată (b) pentru a lua forma matriţelor. Deformarea foliei se poate efectua cu ajutorul depresiunii sau cu aer comprimat, cu sau fără presare mecanică.
După ce folia este deformată complet urmează scoaterea din matriţe, decuparea pentru individualizarea ambalajelor termoformate, răcirea (c), umplerea cu produs (d) şi închiderea ambalajelor (e).
Decuparea este efectuată numai dacă ambalajele nu sunt destinate umplerii imediate cu produs, caz în care sunt ambalate în ambalaje de transport şi trimise la producătorii de alimente ca ambalaje termoformate preconfecţionate. Aceste ambalaje pot fi imprimate, operaţia efectuându-se după confecţionare.
Ambalajele destinate umplerii imediate cu produs sunt confecţionate în maşina de ambalare şi nu este necesară decuparea lor înainte de umplere. De obicei, decuparea se efectuează după închidere, simultan cu tăierea capacelor. În acest fel se pot obţine ambalaje grupate câte 2, 3, 4 sau 6, în special în cazul celor de capacitate mică.
Printre produsele frecvent ambalate în ambalaje
termoformate se numără: lapte concentrat pentru cafea, smântână, produse lactate acide: iaurt (gras, dietetic, cu fructe, aromatizat), kefir, sana, lapte bătut, unt în barchete de 10–35 g, brânză proaspătă, îngheţată, margarină, creme, paste, piureuri, sosuri, supe concentrate, jeleuri, gem, dulceaţă, miere de albine etc. Ambalajele termoformate pot fi obţinute cu ajutorul depresiunii sau al aerului comprimat, cu sau fără presare mecanică.
La formarea cu ajutorul depresiunii, forţa necesară pentru deformarea materialului încălzit este furnizată de diferenţa de presiune dintre matriţa vidată şi atmosferă. Ca atare, pentru realizarea practică a termoformării cu ajutorul depresiunii, este necesară o matriţă prevăzută cu orificii prin care să se creeze depresiune în spaţiul dintre matriţă şi material.
Termoformarea cu aer comprimat se realizează cu matriţe prevăzute cu orificii de creare a presiunii necesare pentru deformarea materialului încălzit prin pătrunderea aerului comprimat şi de creare a depresiunii
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
65
finale necesare pentru obţinerea formei finale a ambalajului.
Termoformarea cu aer comprimat permite obţinerea de ambalaje cu pereţi cu grosime uniformă. Astfel, chiar şi la formarea cu aer comprimat fără presare mecanică se obţin recipiente cu o grosime mai uniformă decât la formarea cu ajutorul depresiunii. De asemenea, datorită forţei mari de formare necesare într-un domeniu parţial limitat de temperatură, pentru materialele complexe se foloseşte numai metoda de formare cu aer comprimat. Cu toate acestea, maşinile de termoformare cu aer comprimat sunt mult mai complicate şi mai scumpe decât cele care folosesc depresiune.
În funcţie de destinaţie şi de maşinile de confecţionare, respectiv ambalare disponibile, ambalajele obţinute prin termoformare se împart în două mari categorii:
• ambalaje termoformate preconfecţionate; • ambalaje termoformate obţinute direct pe maşina
de ambalare. Ambalajele termoformate preconfecţionate sunt
realizate de obicei de un producător de ambalaje, fiind livrate şi transportate în ambalaje de transport care să le asigure protecţie faţă de sursele de contaminare externe.
În cazul ambalării aseptice, deşi considerate sterile imediat după obţinere, ambalajele termoformate preconfecţionate trebuie sterilizate înainte de utilizare la ambalare. Pentru aceasta sunt pulverizate la interior cu o soluţie de apă oxigenată 35% (35 mg pentru un pahar de 250 ml) fin dispersată în aer, cu formarea unei pelicule puternic microbicide. După circa 3 s, pelicula formată pe suprafaţa interioară a ambalajelor este îndepărtată cu aer comprimat, steril, cu temperatura maximă de 400°C în funcţie de materialul de ambalaj.
Suprafaţa interioară a paharelor ajunge la circa 70°C, fapt ce completează sterilizarea suprafeţei şi reduce apa oxigenată remanentă la valori acceptabile. Sterilizarea se poate realiza şi prin trecerea ambalajelor termoformate preconfecţionate printr-o baie cu o soluţie de apă oxigenată 35% cu temperatura de 85F90°C, pentru ca apoi să fie introduse într-o cameră sterilă în care sterilizarea este completată prin pulverizare de apă sterilă şi uscare cu aer cald.
De menţionat că trebuie sterilizat şi materialul utilizat pentru închidere (folie sau capace preconfecţionate).
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
66
Cel mai adesea, ambalajele termoformate preconfecţionate folosite şi ca ambalaje de prezentare sunt imprimate, în urma înţelegerii dintre producător şi utilizator, astfel că nu mai este necesară etichetarea lor.
Ambalajele confecţionate prin termoformare pe maşinile de ambalare prezintă următoarele avantaje: preţ favorabil, manipulare simplificată întrucât se evită încărcarea periodică a zonei de alimentare cu ambalaje, productivitate mai mare, spaţiu de depozitare redus pentru materialul de ambalaj.
În cazul ambalării aseptice, la acestea se adaugă şi sterilitate maximă a ambalajelor atât la interior, cât şi la exterior, obţinută prin trecerea materialului, înainte de încălzire şi formare, printr-o baie cu soluţie de apă oxigenată 35%, timp de maximum 15 s. Pelicula de agent de sterilizare rămasă pe suprafaţa materialului este îndepărtată folosind curenţi de aer înainte de încălzire la 130F150°C într-un tunel steril în vederea pregătirii pentru formare.
Materialele folosite pentru confecţionarea ambalajelor prin termoformare sunt variate, printre principalele lor caracteristici numărându-se o comportare bună la deformare pentru ca termoformarea să se realizeze uşor şi o bună termosudabilitate pentru a permite o închidere etanşă.
Pentru confecţionarea corpului ambalajelor se folosesc:
• folie de polipropilenă (PP) obţinută prin extrudare, opacă, de obicei albă dar putând fi şi colorată, cu proprietăţi de termoformare şi termosudare bune.
• folie de polistiren (PS) obţinută prin extrudare cu proprietăţi de termoformare şi termosudare bune, transparentă, incoloră sau opacă, albă ori divers colorată. Polistirenul incolor orientat este fragil astfel că, pentru ambalajele transparente, se foloseşte în combinaţie cu alte materiale sub formă de laminate. Nu poate fi lipit cu ajutorul curenţilor de înaltă frecvenţă, dar se comportă foarte bine la termosudare.
• folie rigidă de policlorură de vinil (PVC) obţinută prin calandrare, cu proprietăţi de termoformare bune, transparentă, incoloră sau colorată. Se poate lipi cu ajutorul curenţilor de înaltă frecvenţă, ultrasunetelor sau prin metode termice de contact (termosudare).
• folie de polietilen tereftalat (PET) cu proprietăţi de termoformare şi termosudare bune.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
67
Materiale complexe: • folie de policlorură de vinil/policlorură de viniliden
(PVC/PVdC) obţinut prin aplicarea PVdC sub formă de dispersie, emulsie sau uscată;
• folie de policlorură de vinil/polifluorură de vinil (PVC/PVF) obţinută prin laminarea simultană a celor două componente, destinată ambalării produselor extrem de higroscopice pentru zonele tropicale;
• folie de policlorură de vinil/polietilenă de joasă densitate/policlorură de viniliden (PVC/HDPE/ PVdC);
Alte materiale: • folie de aluminiu acoperită cu o peliculă de
polietilenă de joasă densitate (LDPE) pentru ca ambalajele termoformate să poată fi închise prin termosudare;
• hârtie bachelitizată (rar) etc. Capacele cu care se închid ambalajele obţinute prin
termoformare se confecţionează din următoarele materiale:
• folie de aluminiu acoperită cu un film de polietilenă de joasă densitate (LDPE) pentru ca închiderea prin termosudare să fie posibilă. Folia de aluminiu poate avea suprafaţa netedă sau în relief şi poate fi simplă sau imprimată;
• folii subţiri de materiale plastice termosudabile (LDPE, PP etc.), de obicei metalizate;
• folii de materiale plastice din care se obţin capace semirigide preconfecţionate, opace albe sau colorate, uneori transparente, care se aplică prin presare. De obicei, se folosesc capace confecţionate din acelaşi material ca şi corpul cutiei.
Clasificarea de bază a maşinilor de ambalare în ambalaje termoformate are la bază confecţionarea acestora fie de un producător de ambalaje, fie de producătorul de alimente, direct pe maşinile de ambalare. Prima categorie, formată din maşinile de ambalare în ambalaje termoformate preconfecţionate, cuprinde:
• maşini de ambalare rotative – maşini de capacitate mică şi medie;
• maşini de ambalare liniare – de diferite capacităţi.
În cadrul maşinilor de ambalare liniare se încadrează şi maşinile de ambalare aseptică în
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
68
ambalaje termoformate preconfecţionate, numite maşini de sterilizare – umplere – închidere. Cea de a doua categorie, formată din maşinile de ambalare alimentate cu material de ambalaj sub formă de bobină, deci care confecţionează ambalajele termoformate, cuprinde maşinile de termoformare – umplere – închidere. O clasificare secundară a maşinilor de ambalare în ambalaje termoformate se realizează în funcţie de tipul capacelor utilizate. Astfel, o maşină de ambalare liniară, fie că este alimentată cu ambalaje termoformate preconfecţionate, fie că le confecţionează din folie, poate realiza închiderea cu capace predecupate, preconfecţionate sau poate realiza şi capacele din folie derulată de pe o bobină. În continuare sunt prezentate câteva tipuri frecvent utilizate de maşini de ambalare în ambalaje termoformate.
1.19. Maşini de ambalare în ambalaje termoformate preconfecţionate a. Maşini de ambalare rotative
Maşinile de ambalare rotative în ambalaje termoformate preconfecţionate sunt folosite pentru ambalarea produselor alimentare obţinute pe linii de producţie de capacitate mică şi medie.
Sunt mult utilizate în unităţi de producţie în care se obţin numeroase produse simultan sau consecutiv, de exemplu în unităţi de industrializare a laptelui care produc, în afară de lapte de consum, smântână, lapte bătut, sana, iaurt etc.
Cu excepţia laptelui de consum, celelalte produse exemplificate pot fi ambalate în pahare termoformate preconfecţionate de diferite capacităţi, imprimate specific fiecărui tip de produs, cea mai potrivită maşină de ambalare fiind maşina rotativă.
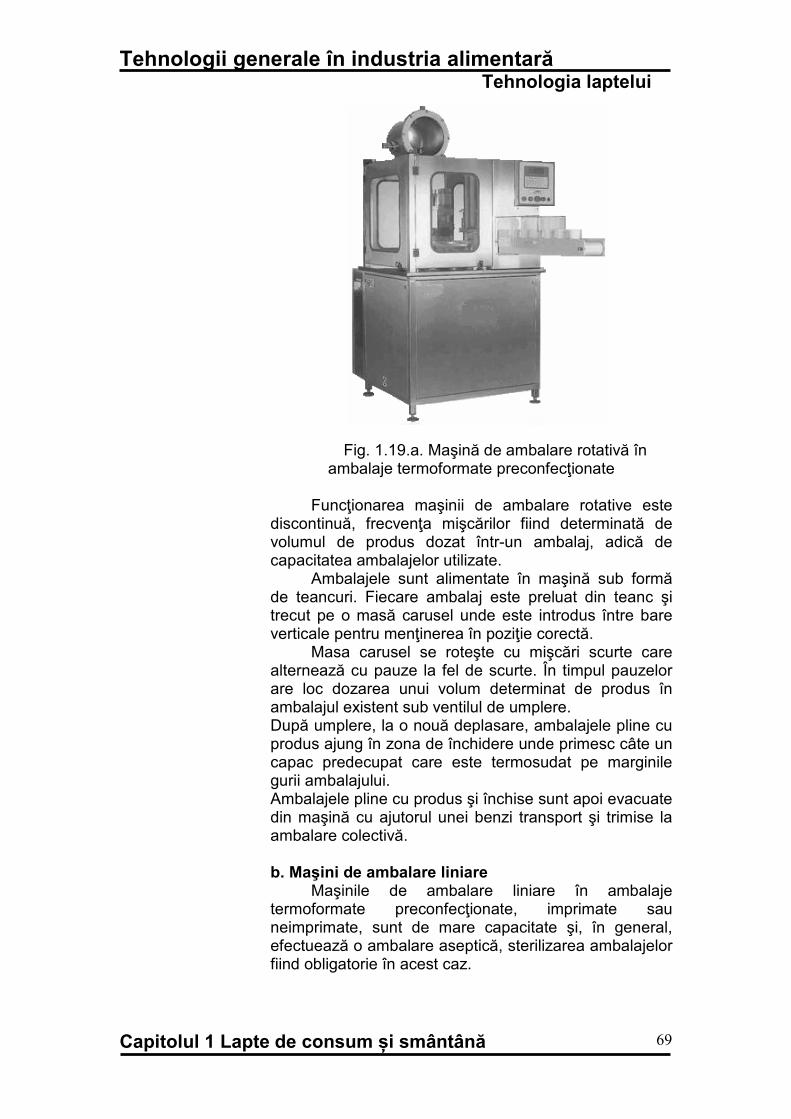
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
69
Fig. 1.19.a. Maşină de ambalare rotativă în ambalaje termoformate preconfecţionate
Funcţionarea maşinii de ambalare rotative este
discontinuă, frecvenţa mişcărilor fiind determinată de volumul de produs dozat într-un ambalaj, adică de capacitatea ambalajelor utilizate.
Ambalajele sunt alimentate în maşină sub formă de teancuri. Fiecare ambalaj este preluat din teanc şi trecut pe o masă carusel unde este introdus între bare verticale pentru menţinerea în poziţie corectă.
Masa carusel se roteşte cu mişcări scurte care alternează cu pauze la fel de scurte. În timpul pauzelor are loc dozarea unui volum determinat de produs în ambalajul existent sub ventilul de umplere. După umplere, la o nouă deplasare, ambalajele pline cu produs ajung în zona de închidere unde primesc câte un capac predecupat care este termosudat pe marginile gurii ambalajului. Ambalajele pline cu produs şi închise sunt apoi evacuate din maşină cu ajutorul unei benzi transport şi trimise la ambalare colectivă. b. Maşini de ambalare liniare
Maşinile de ambalare liniare în ambalaje termoformate preconfecţionate, imprimate sau neimprimate, sunt de mare capacitate şi, în general, efectuează o ambalare aseptică, sterilizarea ambalajelor fiind obligatorie în acest caz.
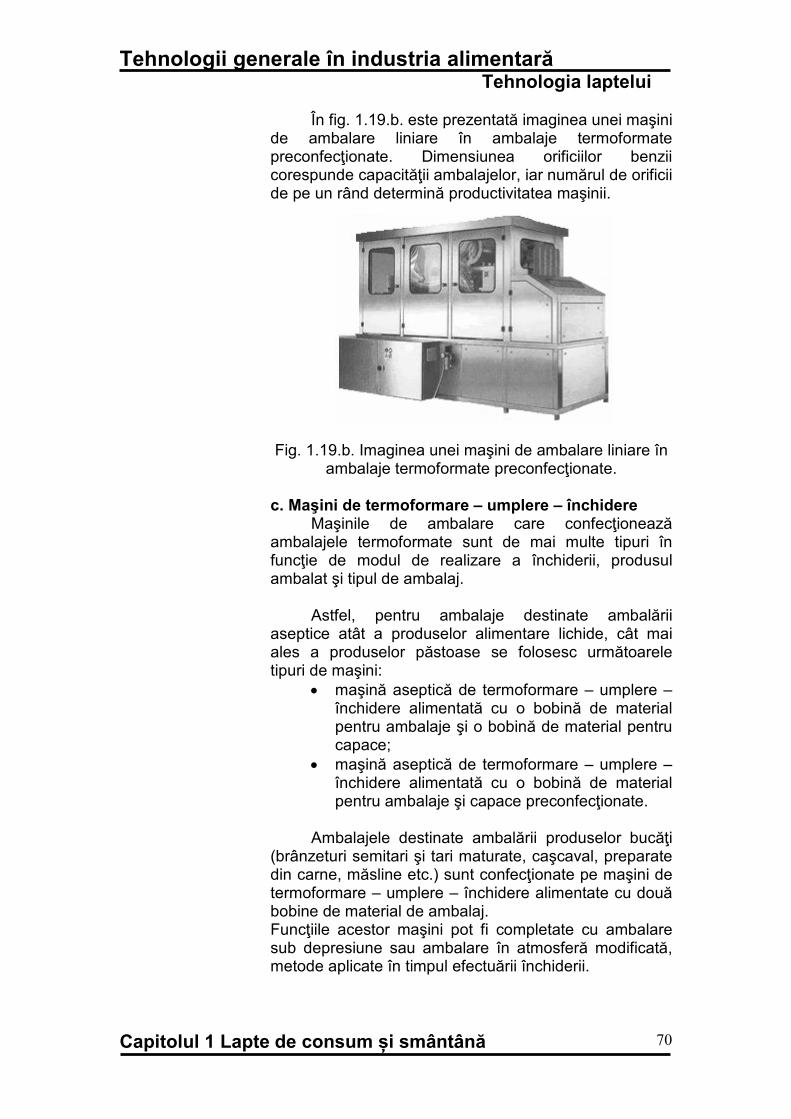
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
70
În fig. 1.19.b. este prezentată imaginea unei maşini de ambalare liniare în ambalaje termoformate preconfecţionate. Dimensiunea orificiilor benzii corespunde capacităţii ambalajelor, iar numărul de orificii de pe un rând determină productivitatea maşinii.
Fig. 1.19.b. Imaginea unei maşini de ambalare liniare în ambalaje termoformate preconfecţionate.
c. Maşini de termoformare – umplere – închidere
Maşinile de ambalare care confecţionează ambalajele termoformate sunt de mai multe tipuri în funcţie de modul de realizare a închiderii, produsul ambalat şi tipul de ambalaj.
Astfel, pentru ambalaje destinate ambalării
aseptice atât a produselor alimentare lichide, cât mai ales a produselor păstoase se folosesc următoarele tipuri de maşini:
• maşină aseptică de termoformare – umplere – închidere alimentată cu o bobină de material pentru ambalaje şi o bobină de material pentru capace;
• maşină aseptică de termoformare – umplere – închidere alimentată cu o bobină de material pentru ambalaje şi capace preconfecţionate.
Ambalajele destinate ambalării produselor bucăţi
(brânzeturi semitari şi tari maturate, caşcaval, preparate din carne, măsline etc.) sunt confecţionate pe maşini de termoformare – umplere – închidere alimentate cu două bobine de material de ambalaj. Funcţiile acestor maşini pot fi completate cu ambalare sub depresiune sau ambalare în atmosferă modificată, metode aplicate în timpul efectuării închiderii.
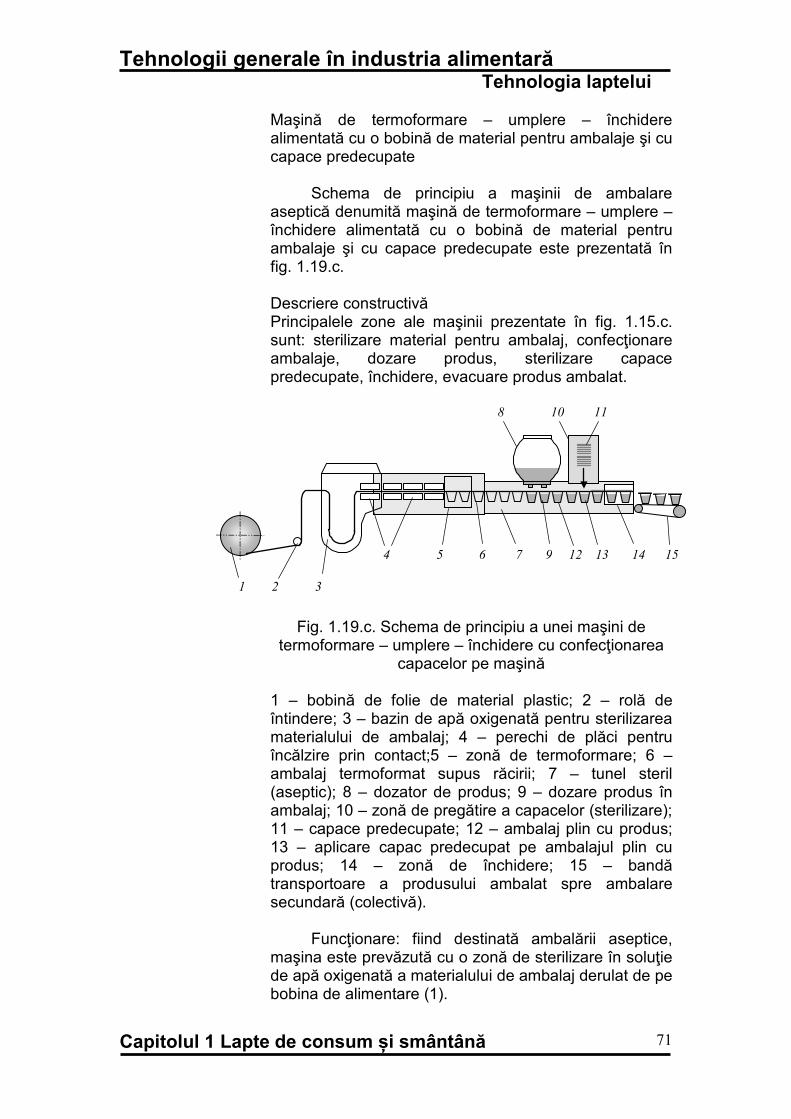
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
71
Maşină de termoformare – umplere – închidere alimentată cu o bobină de material pentru ambalaje şi cu capace predecupate
Schema de principiu a maşinii de ambalare aseptică denumită maşină de termoformare – umplere – închidere alimentată cu o bobină de material pentru ambalaje şi cu capace predecupate este prezentată în fig. 1.19.c.
Descriere constructivă Principalele zone ale maşinii prezentate în fig. 1.15.c. sunt: sterilizare material pentru ambalaj, confecţionare ambalaje, dozare produs, sterilizare capace predecupate, închidere, evacuare produs ambalat.
Fig. 1.19.c. Schema de principiu a unei maşini de
termoformare – umplere – închidere cu confecţionarea capacelor pe maşină
1 – bobină de folie de material plastic; 2 – rolă de întindere; 3 – bazin de apă oxigenată pentru sterilizarea materialului de ambalaj; 4 – perechi de plăci pentru încălzire prin contact;5 – zonă de termoformare; 6 – ambalaj termoformat supus răcirii; 7 – tunel steril (aseptic); 8 – dozator de produs; 9 – dozare produs în ambalaj; 10 – zonă de pregătire a capacelor (sterilizare); 11 – capace predecupate; 12 – ambalaj plin cu produs; 13 – aplicare capac predecupat pe ambalajul plin cu produs; 14 – zonă de închidere; 15 – bandă transportoare a produsului ambalat spre ambalare secundară (colectivă).
Funcţionare: fiind destinată ambalării aseptice, maşina este prevăzută cu o zonă de sterilizare în soluţie de apă oxigenată a materialului de ambalaj derulat de pe bobina de alimentare (1).
1 2 3
4 5 6 7 9 12 13 14 15
8 10 11
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
72
După sterilizare, are loc încălzirea foliei între mai multe perechi de plăci de contact (4) pentru a fi încălzită progresiv până la temperatura optimă de deformare astfel încât să ia uşor forma matriţelor din zona de termoformare (5).
Operaţiile de dozare a produsului şi de închidere se efectuează într-un tunel steril în care se menţine o suprapresiune de maximum 0,4 bar cu ajutorul aerului cald steril.
Capacele predecupate (11) sunt sterilizate, la rândul lor, în zona (10) apoi sunt aplicate pe ambalaje şi închise prin termosudare pe marginea gurii acestora.
Maşinile mai sofisticate pot fi prevăzute şi cu dispozitivele necesare pentru efectuarea ambalării în atmosferă modificată, aerul din spaţiul liber de deasupra produsului fiind înlocuit cu un amestec de gaze neutre (CO2 şi N2) în care predomină azotul.
La final, produsul ambalat este transportat spre ambalarea secundară.
Teste de evaluare
1. Definiţi termenul de lapte materie primă şi compoziţia chimică a laptelui.
2. Definiţi standardizarea laptelui şi menţionaţi produsele rezultate în urma acestei operaţii tehnologice.
3. Ce rol are operaţia de pasteurizare a laptelui? 4. Câte tipuri de sterilizare sunt destinate sterilizării
laptelui? 5. Care este rolul sterilizării UHT? 6. Care sunt consecinţele omogenizării laptelui? 7. Enumeraţi tipurile de maşini de ambalat folosite la
ambalarea laptelui de consum şi a smântânii. Răspunsuri
1. Laptele materie primă este un lichid de culoare alb-gălbuie secretat de glanda mamară a mamiferelor.
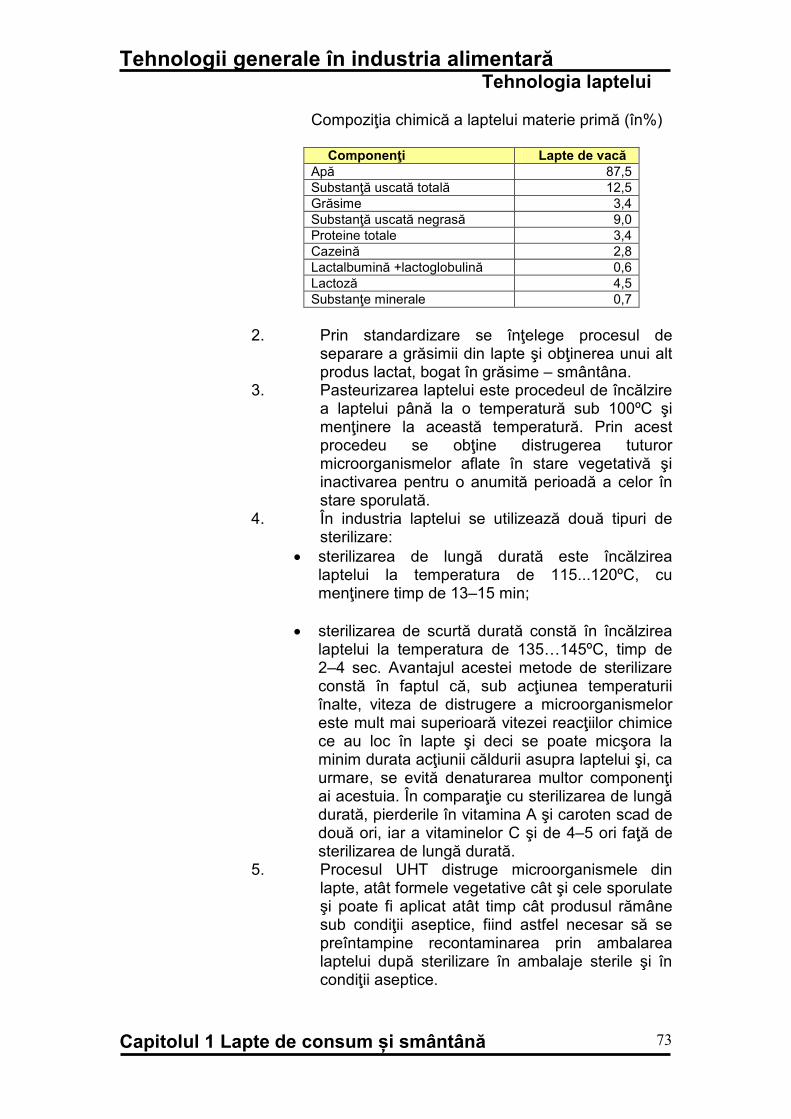
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
73
Compoziţia chimică a laptelui materie primă (în%)
Componenţi Lapte de vacă Apă 87,5 Substanţă uscată totală 12,5 Grăsime 3,4 Substanţă uscată negrasă 9,0 Proteine totale 3,4 Cazeină 2,8 Lactalbumină +lactoglobulină 0,6 Lactoză 4,5 Substanţe minerale 0,7
2. Prin standardizare se înţelege procesul de
separare a grăsimii din lapte şi obţinerea unui alt produs lactat, bogat în grăsime – smântâna.
3. Pasteurizarea laptelui este procedeul de încălzire a laptelui până la o temperatură sub 100ºC şi menţinere la această temperatură. Prin acest procedeu se obţine distrugerea tuturor microorganismelor aflate în stare vegetativă şi inactivarea pentru o anumită perioadă a celor în stare sporulată.
4. În industria laptelui se utilizează două tipuri de sterilizare:
• sterilizarea de lungă durată este încălzirea laptelui la temperatura de 115...120ºC, cu menţinere timp de 13–15 min;
• sterilizarea de scurtă durată constă în încălzirea
laptelui la temperatura de 135F145ºC, timp de 2–4 sec. Avantajul acestei metode de sterilizare constă în faptul că, sub acţiunea temperaturii înalte, viteza de distrugere a microorganismelor este mult mai superioară vitezei reacţiilor chimice ce au loc în lapte şi deci se poate micşora la minim durata acţiunii căldurii asupra laptelui şi, ca urmare, se evită denaturarea multor componenţi ai acestuia. În comparaţie cu sterilizarea de lungă durată, pierderile în vitamina A şi caroten scad de două ori, iar a vitaminelor C şi de 4–5 ori faţă de sterilizarea de lungă durată.
5. Procesul UHT distruge microorganismele din lapte, atât formele vegetative cât şi cele sporulate şi poate fi aplicat atât timp cât produsul rămâne sub condiţii aseptice, fiind astfel necesar să se preîntampine recontaminarea prin ambalarea laptelui după sterilizare în ambalaje sterile şi în condiţii aseptice.
Tehnologii generale în industria alimentară Tehnologia laptelui
Capitolul 1 Lapte de consum și smântână
74
6. a. membrana nou-formată la globulele de grăsime nu mai are aceeaşi compoziţie chimică ca cea iniţială, deoarece o parte din fosfolipide trec în plasmă iar circa 25 % din proteinele membranelor nou-formate sunt reprezentate de cazeină (rezultă că membrana nou-formată nu mai are aceeaşi acţiune antioxidantă ca membrana iniţială);
b. stabilitatea proteinelor cazeinice scade deoarece la suprafaţa globulelor de grăsime se absorb şi fosfaţi şi citraţi din plasmă;
c. vâscozitatea laptelui creşte ca o consecinţă a absorbţiei de cazeină ia suprafaţa globulelor de grăsime nou-formate.
7. a. Maşina de ambalare în cartoane de formă paralelipipedică b. Maşina de ambalare în cartoane Tetra Brik Aseptic
c. Maşini de ambalare în cartoane preconfecţionate
d. Maşini de ambalare în ambalaje termoformate preconfecţionate (maşini de ambalare rotative, maşini de ambalare liniare, maşini de termoformare – umplere – închidere)