capacity planning
TRANSCRIPT
KAPASİTE PLANLAMACem Recai ÇIRAK
N14220665
Mustafa Mehmet BAYAR
N13228817
KAPSİTE KAVRAMI VE TERMİNOLOJİ
KAPASİTE YÖNETİMİ
TALEP YÖNETİMİ
KAPASİTE ANALİZLERİ VE KAPASİTENİN
TALEBE UYUMLANDIRILMASI
KAPASİTE KAVRAMI VE TERMİNOLOJİ
Kapasite
Tasarım Kapasitesi
Etkin Kapasite
Gerçekleştirilen Çıktı
Kapasite Kullanım Oranı
Verimlilik

KAPASİTE YÖNETİMİ
Uzun Vadeli Kapasite Kararları
Kapasite Zamanlama ve Boyutlandırma Stratejileri
Uzun Vadeli Kapasite Kararlarına Sistematik Yaklaşım
Kapasite Kararlarının Verilmesinde Önemli Noktalar

Kapasite Yönetimi

Uzun Vadeli Kapasite Kararları
Ölçek Ekonomileri
i. Sabit Maliyetlerin Dağıtılması
ii. İnşaat Harcamalarının Düşmesi
iii. Satın Alınan Malzemelerin Maliyetlerinin Düşmesi
iv. Süreç Avantajları
Negatif Ölçek Ekonomileri
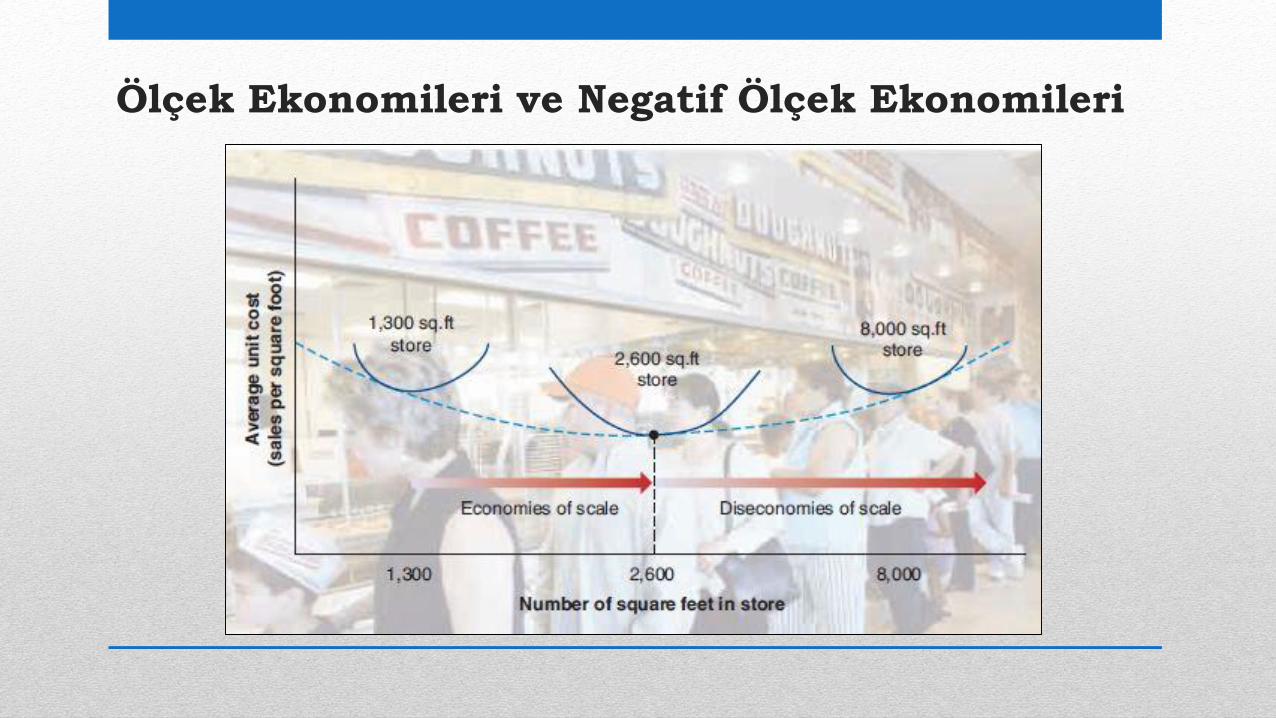
Ölçek Ekonomileri ve Negatif Ölçek Ekonomileri
Kapasite Zamanlama ve
Boyutlandırma Stratejileri
Kapasite Yastığının Boyutlandırılması
Genişlemenin Zamanlanması ve Boyutlandırılması
i. Genişlemeci Strateji
ii. Bekle-ve-Gör Stratejisi
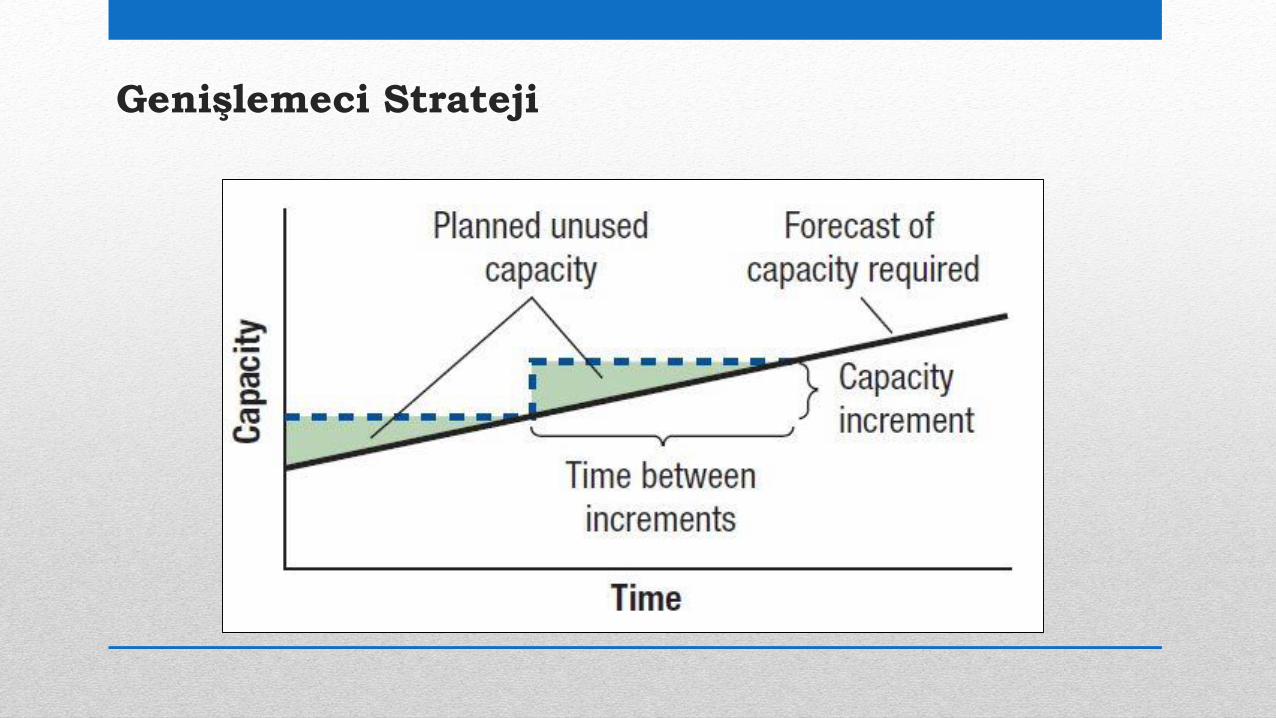
Genişlemeci Strateji
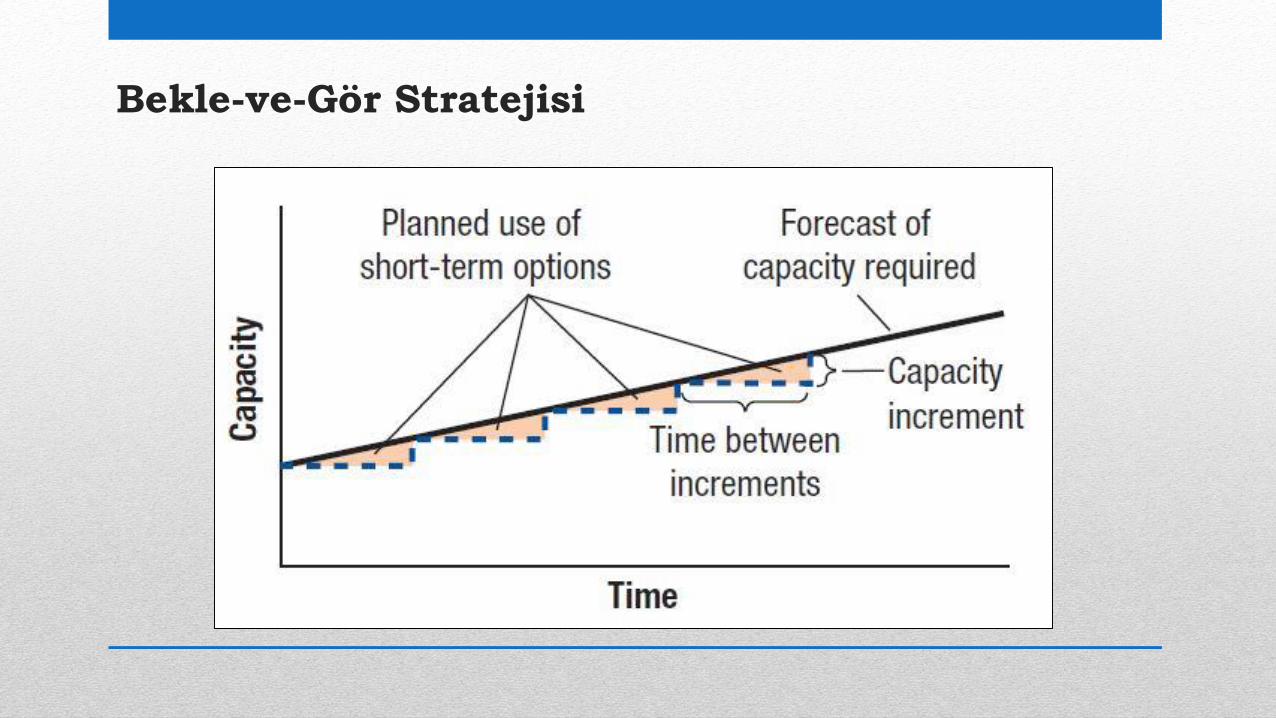
Bekle-ve-Gör Stratejisi

Uzun Vadeli Kapasite Kararlarına
Sistematik Yaklaşım Kapasite İhtiyacının Tahmini
i. Çıktı Ölçümü
ii. Girdi Ölçümü
Boşlukların Belirlenmesi
Alternatif Planların Geliştirilmesi
Alternatif Planların Değerlendirilmesi
i. Niteliksel Değerlendirme
ii. Niceliksel Değerlendirme

Çıktı Ölçümü
𝑀 =𝐷
1 −𝐶100
𝑀: 𝐾𝑎𝑝𝑎𝑠𝑖𝑡𝑒 𝑖ℎ𝑡𝑖𝑦𝑎𝑐ı
𝐷: 𝑌ı𝑙𝑙ı𝑘 𝑡𝑎𝑙𝑒𝑝 ö𝑛𝑔ö𝑟ü𝑠ü (ü𝑟ü𝑛/𝑦ı𝑙)
𝐶: İ𝑠𝑡𝑒𝑛𝑒𝑛 𝑘𝑎𝑝𝑎𝑠𝑖𝑡𝑒 𝑦𝑎𝑠𝑡ığı (%)
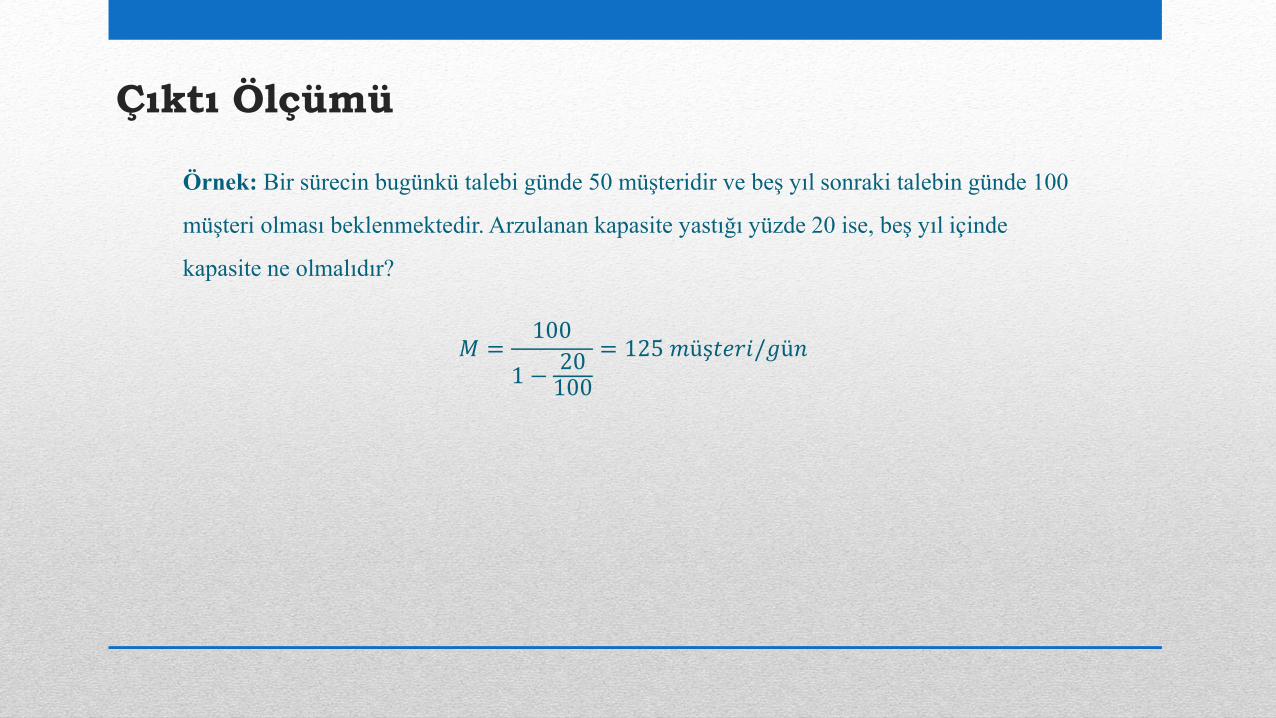
Çıktı Ölçümü
Örnek: Bir sürecin bugünkü talebi günde 50 müşteridir ve beş yıl sonraki talebin günde 100
müşteri olması beklenmektedir. Arzulanan kapasite yastığı yüzde 20 ise, beş yıl içinde
kapasite ne olmalıdır?
𝑀 =100
1 −20100
= 125 𝑚üş𝑡𝑒𝑟𝑖/𝑔ü𝑛
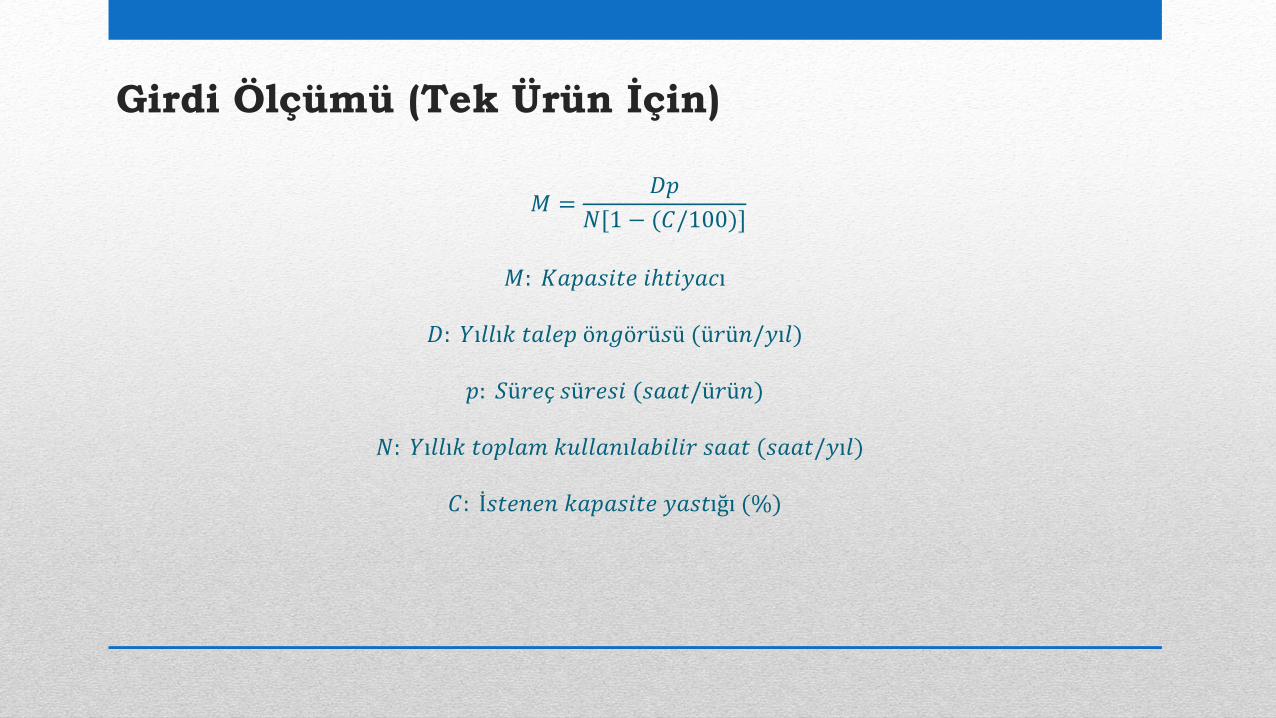
Girdi Ölçümü (Tek Ürün İçin)
𝑀 =𝐷𝑝
𝑁[1 − (𝐶/100)]
𝑀: 𝐾𝑎𝑝𝑎𝑠𝑖𝑡𝑒 𝑖ℎ𝑡𝑖𝑦𝑎𝑐ı
𝐷: 𝑌ı𝑙𝑙ı𝑘 𝑡𝑎𝑙𝑒𝑝 ö𝑛𝑔ö𝑟ü𝑠ü (ü𝑟ü𝑛/𝑦ı𝑙)
𝑝: 𝑆ü𝑟𝑒ç 𝑠ü𝑟𝑒𝑠𝑖 (𝑠𝑎𝑎𝑡/ü𝑟ü𝑛)
𝑁: 𝑌ı𝑙𝑙ı𝑘 𝑡𝑜𝑝𝑙𝑎𝑚 𝑘𝑢𝑙𝑙𝑎𝑛ı𝑙𝑎𝑏𝑖𝑙𝑖𝑟 𝑠𝑎𝑎𝑡 (𝑠𝑎𝑎𝑡/𝑦ı𝑙)
𝐶: İ𝑠𝑡𝑒𝑛𝑒𝑛 𝑘𝑎𝑝𝑎𝑠𝑖𝑡𝑒 𝑦𝑎𝑠𝑡ığı (%)
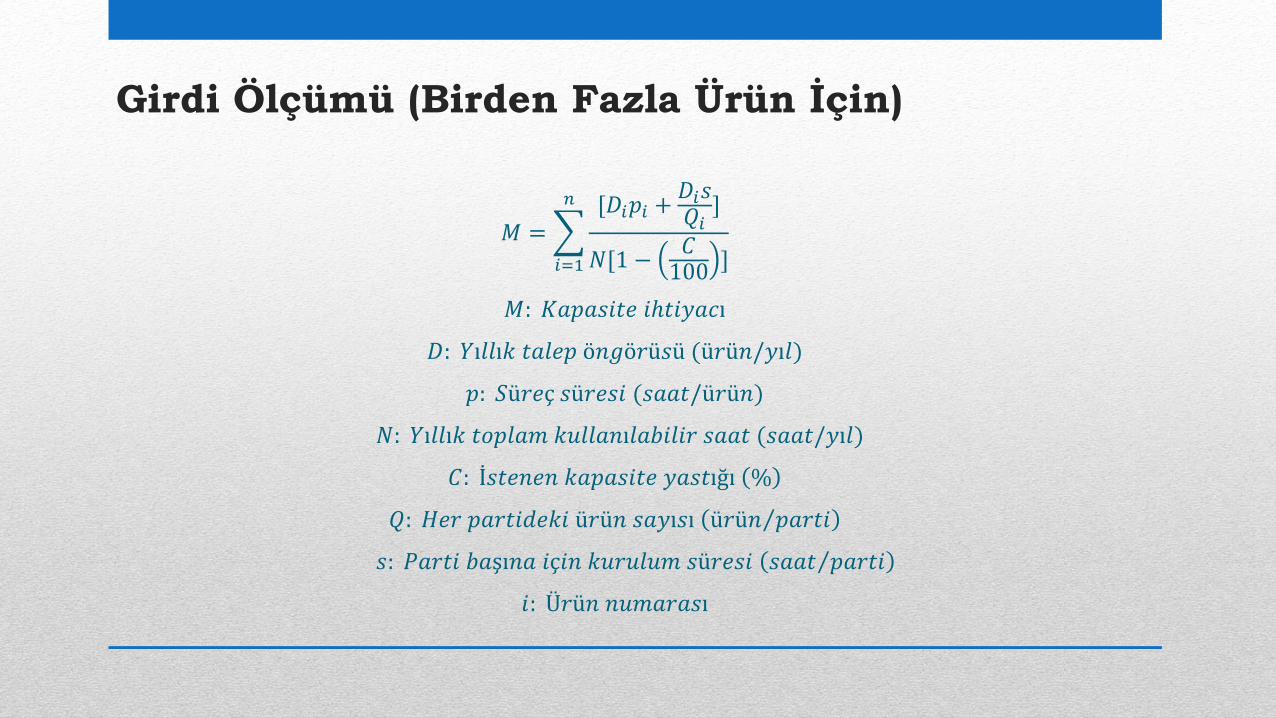
Girdi Ölçümü (Birden Fazla Ürün İçin)
𝑀 =
𝑖=1
𝑛 [𝐷𝑖𝑝𝑖 +𝐷𝑖𝑠𝑄𝑖
]
𝑁[1 −𝐶100 ]
𝑀: 𝐾𝑎𝑝𝑎𝑠𝑖𝑡𝑒 𝑖ℎ𝑡𝑖𝑦𝑎𝑐ı
𝐷: 𝑌ı𝑙𝑙ı𝑘 𝑡𝑎𝑙𝑒𝑝 ö𝑛𝑔ö𝑟ü𝑠ü (ü𝑟ü𝑛/𝑦ı𝑙)
𝑝: 𝑆ü𝑟𝑒ç 𝑠ü𝑟𝑒𝑠𝑖 (𝑠𝑎𝑎𝑡/ü𝑟ü𝑛)
𝑁: 𝑌ı𝑙𝑙ı𝑘 𝑡𝑜𝑝𝑙𝑎𝑚 𝑘𝑢𝑙𝑙𝑎𝑛ı𝑙𝑎𝑏𝑖𝑙𝑖𝑟 𝑠𝑎𝑎𝑡 (𝑠𝑎𝑎𝑡/𝑦ı𝑙)
𝐶: İ𝑠𝑡𝑒𝑛𝑒𝑛 𝑘𝑎𝑝𝑎𝑠𝑖𝑡𝑒 𝑦𝑎𝑠𝑡ığı %
𝑄: 𝐻𝑒𝑟 𝑝𝑎𝑟𝑡𝑖𝑑𝑒𝑘𝑖 ü𝑟ü𝑛 𝑠𝑎𝑦ı𝑠ı Τü𝑟ü𝑛 𝑝𝑎𝑟𝑡𝑖
𝑠: 𝑃𝑎𝑟𝑡𝑖 𝑏𝑎şı𝑛𝑎 𝑖ç𝑖𝑛 𝑘𝑢𝑟𝑢𝑙𝑢𝑚 𝑠ü𝑟𝑒𝑠𝑖 Τ𝑠𝑎𝑎𝑡 𝑝𝑎𝑟𝑡𝑖
𝑖: Ü𝑟ü𝑛 𝑛𝑢𝑚𝑎𝑟𝑎𝑠ı
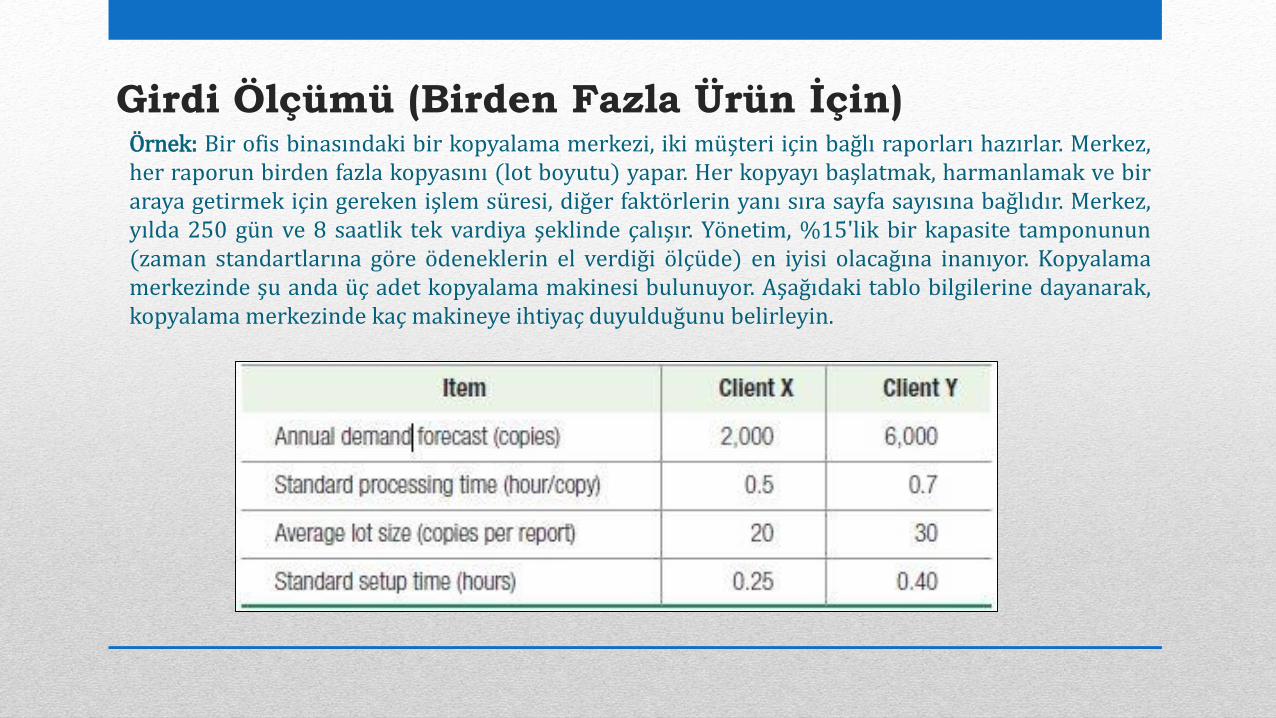
Girdi Ölçümü (Birden Fazla Ürün İçin)Örnek: Bir ofis binasındaki bir kopyalama merkezi, iki müşteri için bağlı raporları hazırlar. Merkez,her raporun birden fazla kopyasını (lot boyutu) yapar. Her kopyayı başlatmak, harmanlamak ve biraraya getirmek için gereken işlem süresi, diğer faktörlerin yanı sıra sayfa sayısına bağlıdır. Merkez,yılda 250 gün ve 8 saatlik tek vardiya şeklinde çalışır. Yönetim, %15'lik bir kapasite tamponunun(zaman standartlarına göre ödeneklerin el verdiği ölçüde) en iyisi olacağına inanıyor. Kopyalamamerkezinde şu anda üç adet kopyalama makinesi bulunuyor. Aşağıdaki tablo bilgilerine dayanarak,kopyalama merkezinde kaç makineye ihtiyaç duyulduğunu belirleyin.
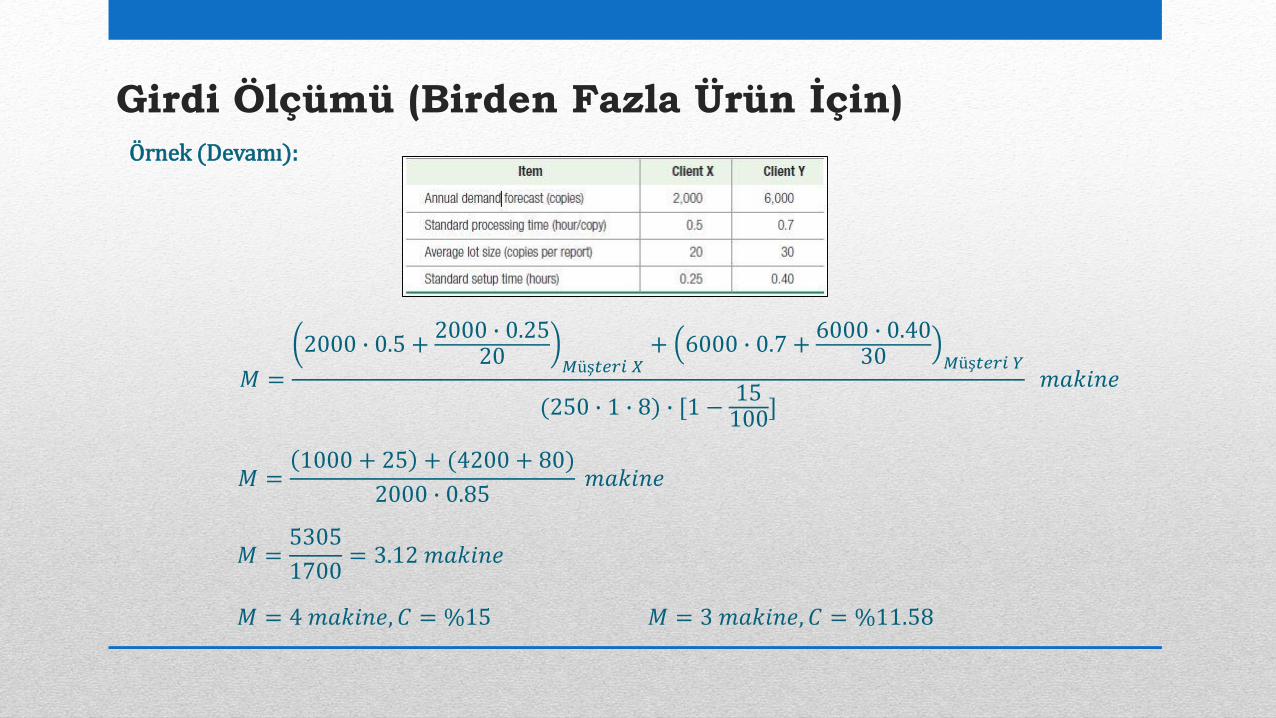
Girdi Ölçümü (Birden Fazla Ürün İçin)
Örnek (Devamı):
𝑀 =
2000 ∙ 0.5 +2000 ∙ 0.25
20 𝑀üş𝑡𝑒𝑟𝑖 𝑋+ 6000 ∙ 0.7 +
6000 ∙ 0.4030 𝑀üş𝑡𝑒𝑟𝑖 𝑌
(250 ∙ 1 ∙ 8) ∙ [1 −15100]
𝑚𝑎𝑘𝑖𝑛𝑒
𝑀 =1000 + 25 + (4200 + 80)
2000 ∙ 0.85𝑚𝑎𝑘𝑖𝑛𝑒
𝑀 =5305
1700= 3.12 𝑚𝑎𝑘𝑖𝑛𝑒
𝑀 = 4 𝑚𝑎𝑘𝑖𝑛𝑒, 𝐶 = %15 𝑀 = 3 𝑚𝑎𝑘𝑖𝑛𝑒, 𝐶 = %11.58
Uzun Vadeli Kapasite Kararlarına
Sistematik Yaklaşım Kapasite İhtiyacının Tahmini
i. Çıktı Ölçümü
ii. Girdi Ölçümü
Boşlukların Belirlenmesi
Alternatif Planların Geliştirilmesi
Alternatif Planların Değerlendirilmesi
i. Niteliksel Değerlendirme
ii. Niceliksel Değerlendirme

Kapasite Kararlarının Verilmesinde
Önemli Noktalar
Doğru Talep Tahmini Yapılması
Teknoloji Artışları ve Satış Hacmi Kısıtlarının Karşılanması
Optimum Kapasitenin Belirlenmesi
Değişikliklerin Uygulanması
TALEP YÖNETİMİ
Öznel Yöntemler
Nedensel Yöntemler
Zaman Serisi Analizleri
Öznel Yöntemler
Delphi Yöntemi
Çapraz Etki Analizi
Tarihi Analoji
Nedensel Yöntemler
Regresyon Analizi
Ekonometrik Analiz
Zaman Serisi Analizleri
Hareketli Ortalama ve Ağırlıklı Hareketli Ortalama
Üstel Düzeltme
Trend Etkili Üstel Düzeltme
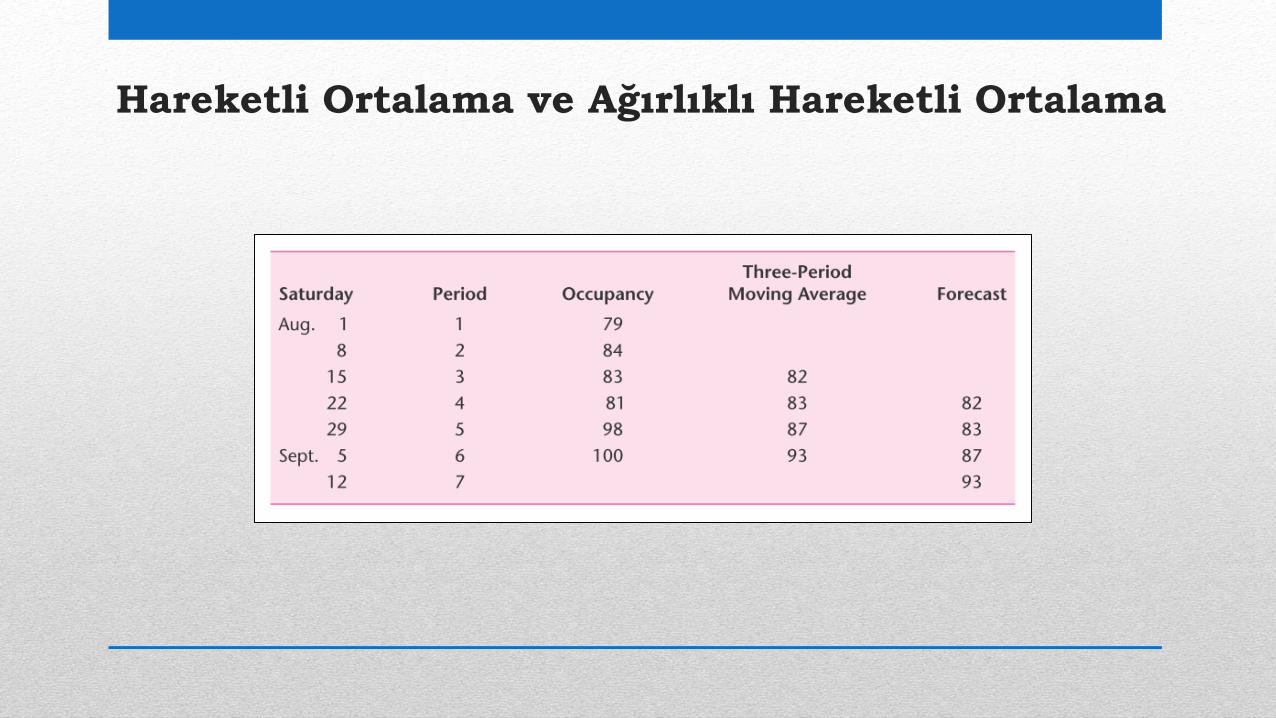
Hareketli Ortalama ve Ağırlıklı Hareketli Ortalama

Üstel Düzeltme
𝑆𝑖 = 𝑆𝑖−1 +∝ 𝐴𝑖 − 𝑆𝑖−1
𝐴𝑖 − 𝑆𝑖−1 ∶ ö𝑛𝑔ö𝑟ü ℎ𝑎𝑡𝑎𝑠ı
∝ ∈ 0, 1
𝑑ü𝑧𝑔ü𝑛𝑙𝑒ş𝑡𝑖𝑟𝑚𝑒 𝑘𝑎𝑡𝑠𝑎𝑦ı𝑠ı𝑛𝑎
∝ 𝑔𝑒𝑛𝑒𝑙𝑙𝑖𝑘𝑙𝑒 0,1 𝑖𝑙𝑒 0,5
𝑎𝑟𝑎𝑠ı𝑛𝑑𝑎 𝑑𝑒ğ𝑒𝑟𝑙𝑒𝑟 𝑣𝑒𝑟𝑖𝑙𝑖𝑟.
𝐹𝑖+1 ≅ 𝑆𝑖

Trend Etkili Üstel Düzeltme
)𝑆𝑖 = 𝛼𝐴𝑖 + (1 − 𝛼)(𝑆𝑖−1 − 𝑇𝑖−1
𝐹𝑖 = 𝑆𝑖−1 + 𝑇𝑖−1
𝑇𝑖 = 𝛽 𝑆𝑖 − 𝑆𝑖−1 + (1 − 𝛽)𝑇𝑖−1
KAPASİTE ANALİZLERİ VE KAPASİTENİN
TALEBE UYUMLANDIRILMASI
Darboğaz Analizi ve Kısıtlar Teorisi
Başabaş Noktası Analizi
Beklenen Parasal Değer
Karar Ağaçları
Darboğaz Analizi ve Kısıtlar Teorisi
Kısıtlar Teorisi
Darboğaz Yönetimi
Darboğaz Analizi ve Kısıtlar Teorisi
• Darboğaz
• İşlem süresi
• İş üretme süresi
• Darboğaz süresi
• Sistem kapasitesi
Darboğaz Analizi ve Kısıtlar Teorisi
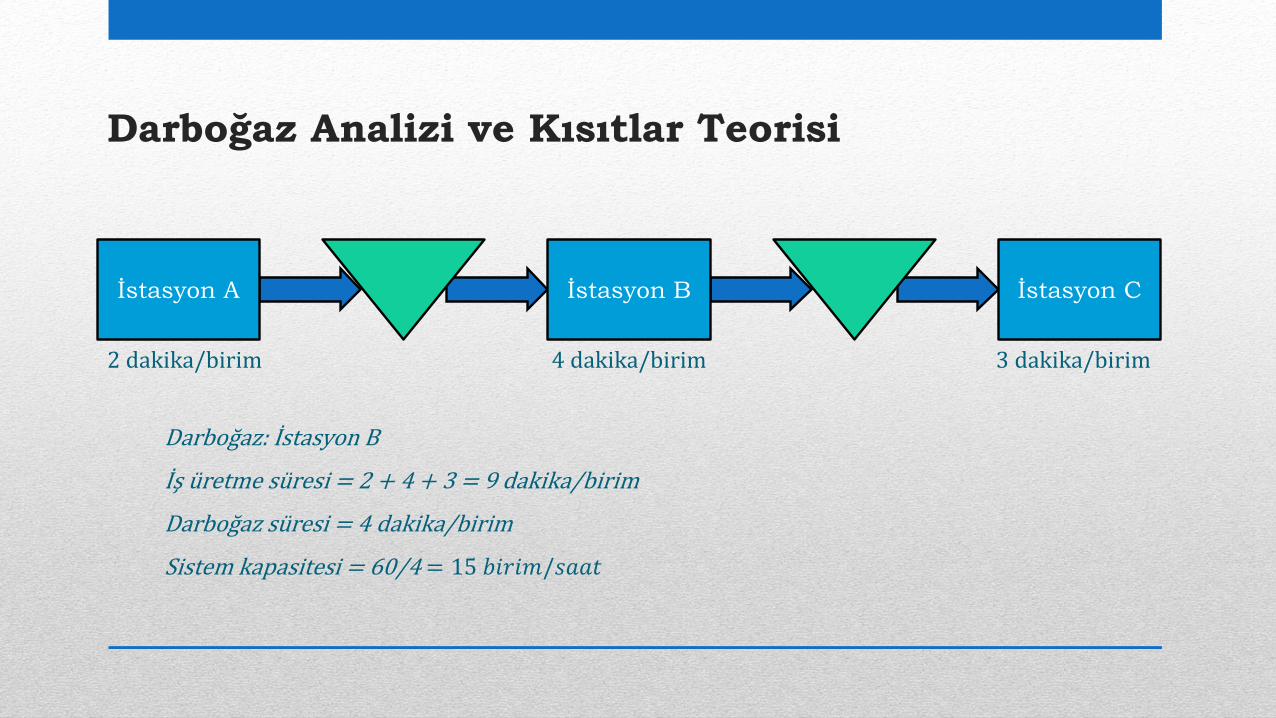
İstasyon Bİstasyon A İstasyon C
2 dakika/birim 4 dakika/birim 3 dakika/birim
Darboğaz: İstasyon B
İş üretme süresi = 2 + 4 + 3 = 9 dakika/birim
Darboğaz süresi = 4 dakika/birim
Sistem kapasitesi = 60/4 = 15 𝑏𝑖𝑟𝑖𝑚/𝑠𝑎𝑎𝑡
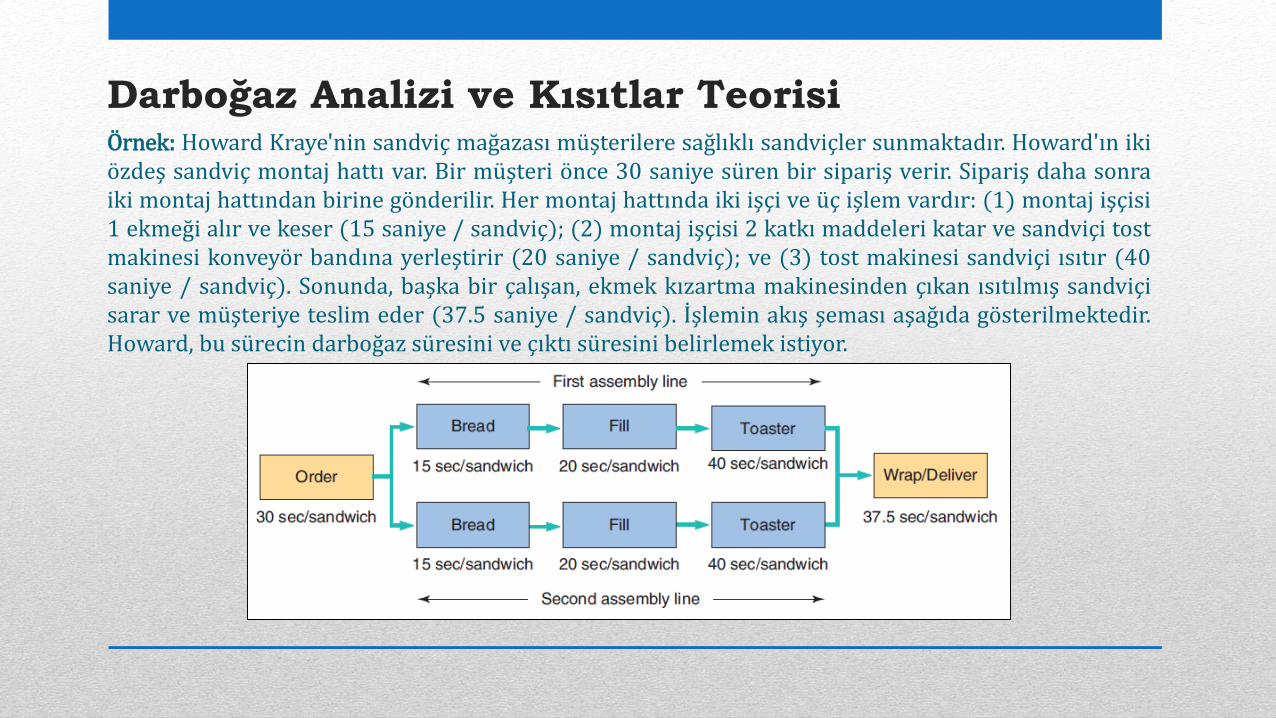
Darboğaz Analizi ve Kısıtlar TeorisiÖrnek: Howard Kraye'nin sandviç mağazası müşterilere sağlıklı sandviçler sunmaktadır. Howard'ın ikiözdeş sandviç montaj hattı var. Bir müşteri önce 30 saniye süren bir sipariş verir. Sipariş daha sonraiki montaj hattından birine gönderilir. Her montaj hattında iki işçi ve üç işlem vardır: (1) montaj işçisi1 ekmeği alır ve keser (15 saniye / sandviç); (2) montaj işçisi 2 katkı maddeleri katar ve sandviçi tostmakinesi konveyör bandına yerleştirir (20 saniye / sandviç); ve (3) tost makinesi sandviçi ısıtır (40saniye / sandviç). Sonunda, başka bir çalışan, ekmek kızartma makinesinden çıkan ısıtılmış sandviçisarar ve müşteriye teslim eder (37.5 saniye / sandviç). İşlemin akış şeması aşağıda gösterilmektedir.Howard, bu sürecin darboğaz süresini ve çıktı süresini belirlemek istiyor.
Darboğaz Analizi ve Kısıtlar Teorisi
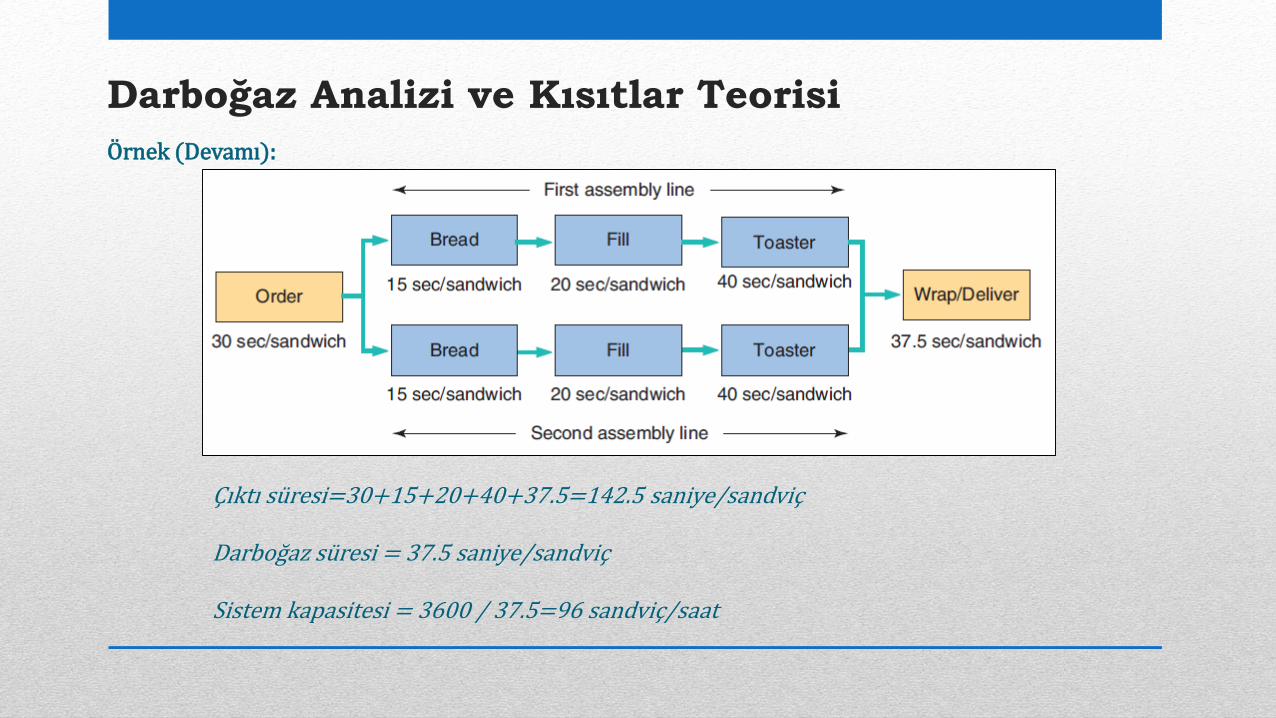
Örnek (Devamı):
Çıktı süresi=30+15+20+40+37.5=142.5 saniye/sandviç
Darboğaz süresi = 37.5 saniye/sandviç
Sistem kapasitesi = 3600 / 37.5=96 sandviç/saat
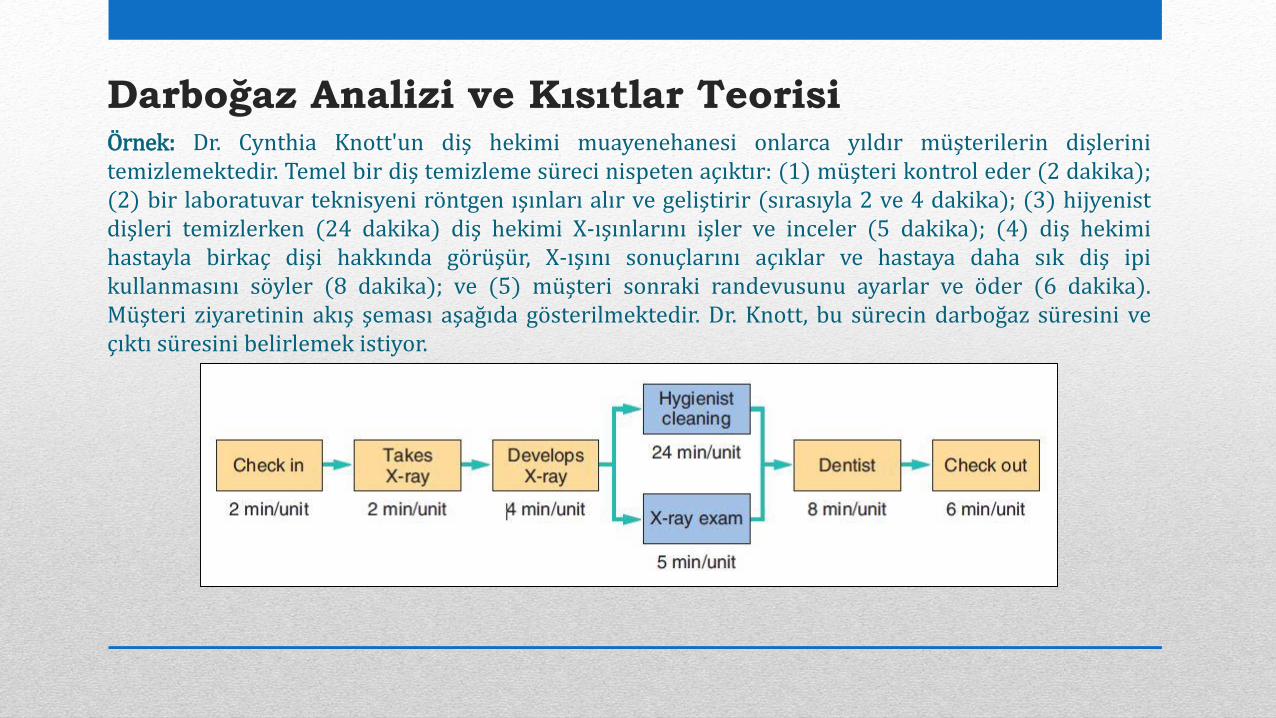
Darboğaz Analizi ve Kısıtlar TeorisiÖrnek: Dr. Cynthia Knott'un diş hekimi muayenehanesi onlarca yıldır müşterilerin dişlerinitemizlemektedir. Temel bir diş temizleme süreci nispeten açıktır: (1) müşteri kontrol eder (2 dakika);(2) bir laboratuvar teknisyeni röntgen ışınları alır ve geliştirir (sırasıyla 2 ve 4 dakika); (3) hijyenistdişleri temizlerken (24 dakika) diş hekimi X-ışınlarını işler ve inceler (5 dakika); (4) diş hekimihastayla birkaç dişi hakkında görüşür, X-ışını sonuçlarını açıklar ve hastaya daha sık diş ipikullanmasını söyler (8 dakika); ve (5) müşteri sonraki randevusunu ayarlar ve öder (6 dakika).Müşteri ziyaretinin akış şeması aşağıda gösterilmektedir. Dr. Knott, bu sürecin darboğaz süresini veçıktı süresini belirlemek istiyor.

Darboğaz Analizi ve Kısıtlar Teorisi
Örnek (Devamı):
Çıktı süresi = 2 + 2 + 4 + 24 + 8 +6 = 46 dakika/hasta
Darboğaz süresi = 24 dakika/hasta
Sistem kapasitesi = 60/24 = 2.5 hasta/saat

Kısıtlar Teorisi
1. Kısıtları tanımla.
2. Tanımlanan kısıtları aşmak için alternatif plan geliştir.
3. İkinci adımda başarılı olan kaynaklara odaklan.
4. İşi azaltarak veya imkanları artırarak kısıtların etkisini düşür.
5. Bir kısıt grubu aşıldıktan sonra ilk adıma dön ve yeni kısıtları tanımla.
Darboğaz Yönetimi
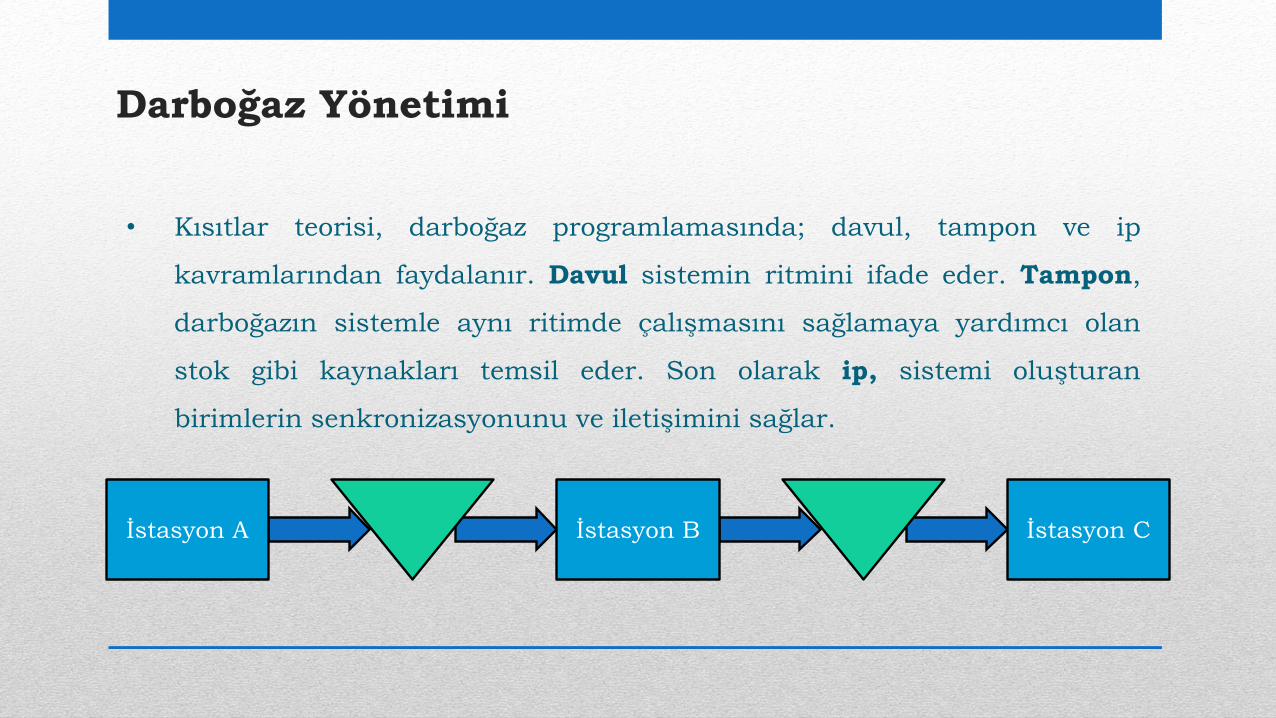
• Kısıtlar teorisi, darboğaz programlamasında; davul, tampon ve ip
kavramlarından faydalanır. Davul sistemin ritmini ifade eder. Tampon,
darboğazın sistemle aynı ritimde çalışmasını sağlamaya yardımcı olan
stok gibi kaynakları temsil eder. Son olarak ip, sistemi oluşturan
birimlerin senkronizasyonunu ve iletişimini sağlar.
İstasyon Bİstasyon A İstasyon C

Darboğaz Yönetimi
• Darboğazda kaybedilen süre sistemin bütünü için kapasite kaybını temsil eder.
• Darboğaz olmayan bir istasyonun kapasitesini artırmak illüzyondan ibarettir.
• Darboğazın kapasitesini artırmak bütün sistemin kapasitesini artırır.
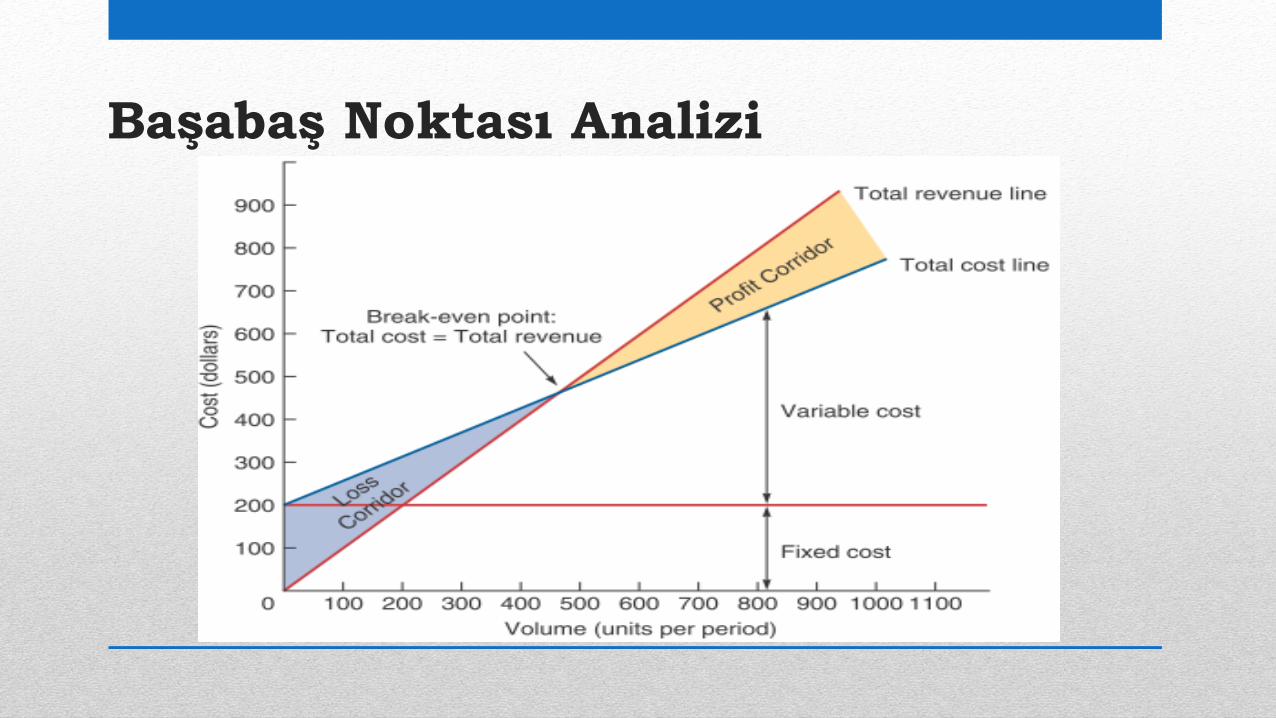
Başabaş Noktası Analizi
Beklenen Parasal Değer
𝑬𝑴𝑽 = 𝑷 𝝅𝟏 𝝅𝟏 + 𝑷 𝝅𝟐 𝝅𝟐 +⋯+𝑷(𝝅𝒏)𝝅𝒏
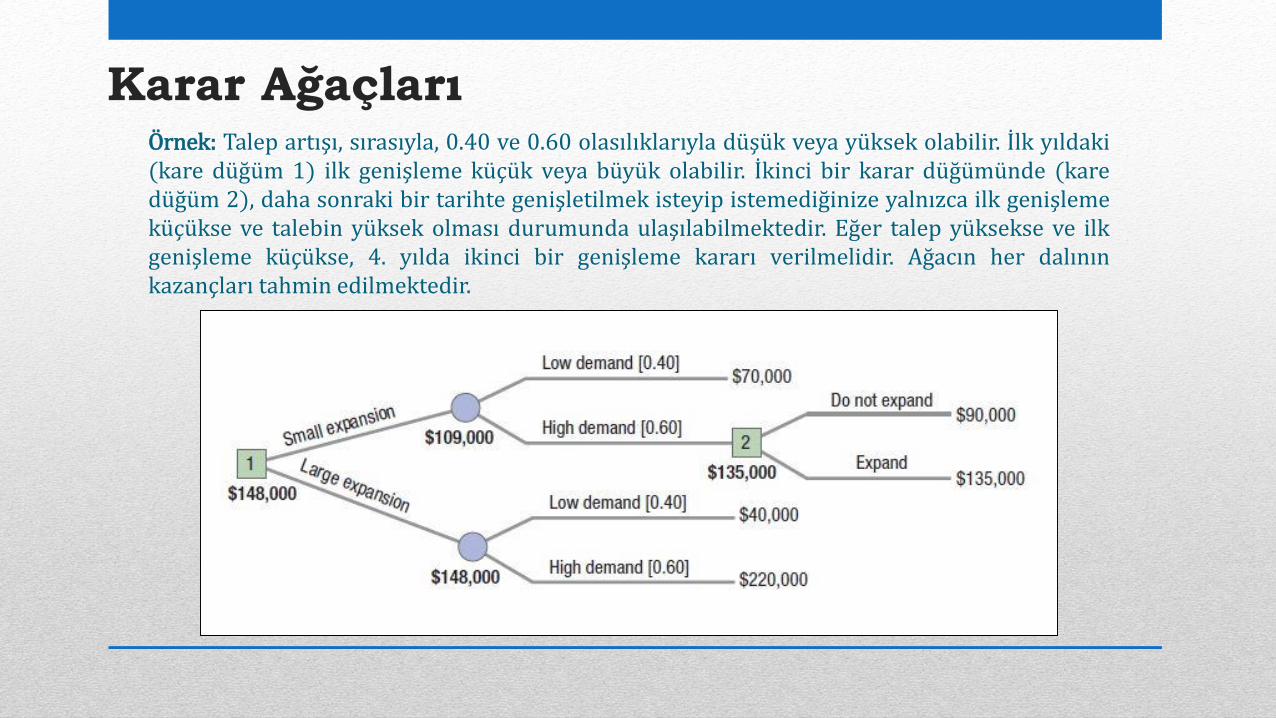
Karar AğaçlarıÖrnek: Talep artışı, sırasıyla, 0.40 ve 0.60 olasılıklarıyla düşük veya yüksek olabilir. İlk yıldaki(kare düğüm 1) ilk genişleme küçük veya büyük olabilir. İkinci bir karar düğümünde (karedüğüm 2), daha sonraki bir tarihte genişletilmek isteyip istemediğinize yalnızca ilk genişlemeküçükse ve talebin yüksek olması durumunda ulaşılabilmektedir. Eğer talep yüksekse ve ilkgenişleme küçükse, 4. yılda ikinci bir genişleme kararı verilmelidir. Ağacın her dalınınkazançları tahmin edilmektedir.

REFERANSLAR
Ersoy Saat, M., & Ersoy, A. (2011). Üretim/İşlemler Yönetimi. Ankara: İmaj Yayınevi.
Fitzsimmons, A. J., & Fitzsimmons, M. J. (2010). Service Management: Operations, Strategy,
Information Technology. New York: McGraw Hill.
Heizer, J., Render, B., & Munson, C. (2016). Operations Management: Sustainability and Supply
Chain Management. Boston: Pearson.
Krajewski, L. J., Ritzman, L. P., & Malhotra, M. K. (2013). Opeations Management: Processes and
Supply Chains. Essex: Pearson.
Slack, N., Chambers, S., & Johnston, R. (2010). Operations Management. New Jersey: Pearson.
Üreten, S. (2009). Üretim/İşlemler Yönetimi: Stratejik Kararlar ve Karar Modelleri. Ankara: Gazi
Yayınevi.

Bizi Dinlediğiniz İçin Teşekkürler…