bmfs 3373 cnc technology lecture 2. lecture objectives at the end of the lecture, you will be able...
TRANSCRIPT

BMFS 3373
CNC TECHNOLOGYLecture 2

Lecture Objectives
At the end of the lecture, you will be able to: Describe the two types of control systems used to
output tool movement Explain the two types of loop systems used with CNC
controller Explain how points are located using Cartesian
coordinate system and the CNC axis of motion Explain the significant difference between
incremental and absolute positioning

CNC Components
CNC system required two interfaces for it to function properly.
The Operator interface that consists of the control panel and the various connection for the input media.
The Machine tool that consists of a controller interface , the axis control and a power supply.

CNC Terminology
BLU: basic length unit smallest programmable move of each axis.
Controller: (Machine Control Unit, MCU) Electronic and computerized interface between operator and m/c
Controller components:
1. Data Processing Unit (DPU)
2. Control-Loops Unit (CLU)
Part Program: A part program is a series of coded instructions required to produce a part. It controls the movement of the machine tool and the on/off control of auxiliary functions such as spindle rotation and coolant. The coded instructions are composed of letters, numbers and symbols and are arranged in a format of functional blocks as in the following example N10 G01 X5.0 Y2.5 F15.0 | | | | | | | | | Feed rate (15 in/min) | | | Y-coordinate (2.5") | | X-coordinate (5.0") | Linear interpolation mode Sequence number

CNC Components

CNC System Elements
A typical CNC system consists of six elements
1. Part program 2. Program input device 3. Machine control unit 4. Drive system 5. Machine tool 6. Feedback system

NC System Elements

Controller Components
Data Processing Unit:
Input device [RS-232 port/ Tape Reader/ Punched Tape Reader]
Data Reading Circuits and Parity Checking Circuits
Decoders to distribute data to the axes controllers.
Control Loops Unit:
Interpolator to supply machine-motion commands between data points
Position control loop hardware for each axis of motion

Machine Control Unit
The machine control unit (MCU) is the heart of a CNC system. It is used to perform the following functions:
Read coded instructionsDecode coded instructions Implement interpolations (linear, circular, and helical)
to generate axis motion commands Feed axis motion commands to the amplifier circuits
for driving the axis mechanisms Receive the feedback signals of position and speed for
each drive axis Implement auxiliary control functions such as coolant
or spindle on/off, and tool change
Drive System
A drive system consists of amplifier circuits, stepping motors or servomotors and ball lead-screws. The MCU feeds control signals (position and speed) of each axis to the amplifier circuits. The control signals are augmented to actuate stepping motors which in turn rotate the ball lead-screws to position the machine table.
Types of CNC machines
Based on Motion Type:Point-to-Point or Continuous path
Based on Control Loops:Open loop or Closed loop
Based on Power Supply:Electric or Hydraulic or Pneumatic
Based on Positioning SystemIncremental or Absolute

Open-loop Control System
In open-loop control system step motors are used.
Step motors are driven by electric pulses.Every pulse rotates the motor spindle
through a certain amount.By counting the pulses, the amount of
motion can be controlled.No feedback signal for error correction.Lower positioning accuracy .

Operational Features of CNC Machines

Closed-loop Control Systems
In closed-loop control systems DC or AC motors are used.
Position transducers are used to generate position feedback signals for error correction.
Better accuracy can be achieved.More expensive.Suitable for large size machine tools.

Operational Features of CNC Machines

Operational Features of CNC Machines
NUMERICAL DATA MAY BE FED INTO THE SYSTEM BY STORED DATA.
A TRANSLATNG UNIT READ THE DATA AND CHANGES IT INTO AN ELECTRICAL FORM THAT THE MACHINE TOOL CAN UNDERSTAND.
A MEMORY SYSTEM STORES THE DATA UNTIL IT IS NEEDED.
ROTARY RESOLVERS OR SERVO UNITS (TRANSDUCERS) ON THE MACHINE TOOL CONVERT THE DATA INTO THE REQUIRED MACHINE MOVEMENTS.
A GAGING DEVICE MEASURES THE MACHINE MOVEMENTS TO DETERMINE IF THE SERVO UNITS HAVE GIVEN THE CORRECT COMMANDS.
A FEEDBACK UNIT FEEDS INFORMATION BACK FROM THE GAGING DEVICE FOR COMPARISON TO SEE THAT THE MACHINE HAS MOVED THE REQUIRED AMOUNT.
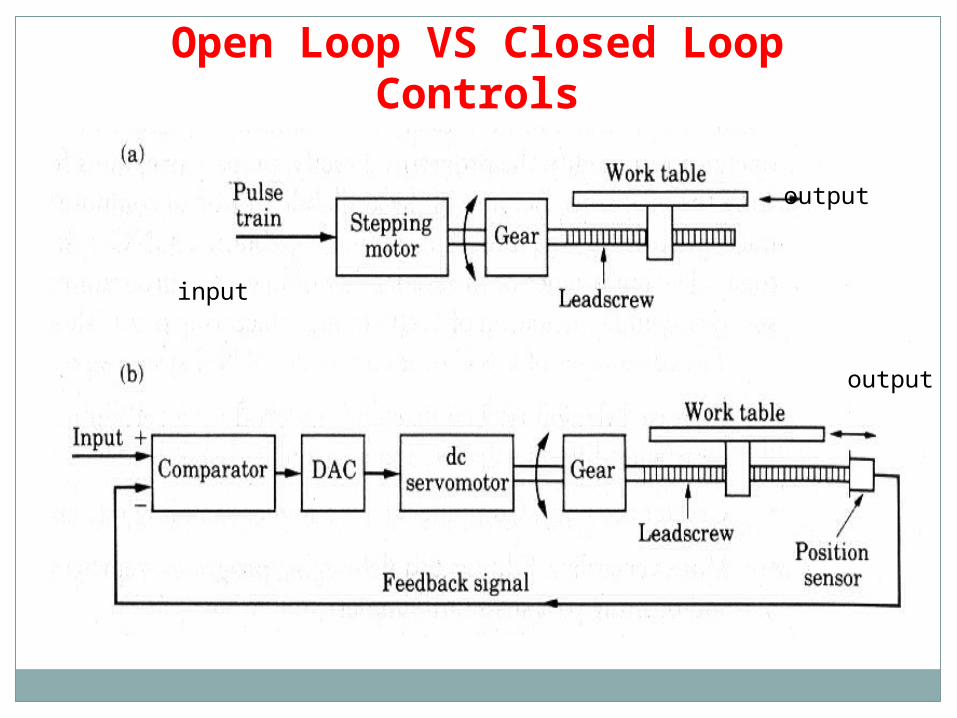
Open Loop VS Closed Loop Controls
output
input
output

Open Loop VS Closed Loop Controls
Cartesian Coordinate System
The machine tool movements used in producing a product consists of two types.
1. Point-to-point ( straight line movements)2. Continuous Path (Contouring Movements)Any specific point can be described in
mathematical terms from any other point along three perpendicular axis.
This concepts fits machine tools perfectly since their construction is generally based on three axis of motion (X,Y,Z) plus an axis of rotation.

Cartesian Coordinate

CNC Vertical Spindle Machine

Positioning System
Absolute Positioning In the absolute system (G90), all dimensions or positions are
given from a fixed zero or reference point. The zero or origin point may be a position on the machine
table, such as the corner of the worktable or at any specific point on the workpiece.
In absolute dimensioning and programming, each point or location on the workpiece is given as a certain distance from the zero or reference point, measured along an axis.
By referring to the next slide, all positions on the part are taken from the X0/Y0 point at the lower corner of the part.
The first hole would have coordinates of X1.000, Y1.000; the second hole coordinates are X2.000, Y1.000; the third hole coordinates are X3.000, Y1.000.

Absolute Positioning

Positioning System
Incremental Positioning
In the incremental system (G91), dimensions or positions are given from a previous known point.
Incremental program locations are always given as the distance and direction from the immediately preceding or latter point.
By referring to the next slide, the first hole coordinates are X1.000, Y1.000; the second hole coordinates are X1.000,Y1.000.
After each machine move, the current location is reset to X0/Y0 for the next move. The machine controller does not reference any common zero point.

Incremental Positioning

Setting the Machine Origin
Most CNC machinery have a default coordinate system.
The origin of this system is called the machine origin or home zero location.
Home zero is usually located at the tool change position of a machining center.
There are three ways a zero point can be set on CNC machines.
1. Operator
2. Program absolute zero shift
3. Work Coordinates

Setting the Machine Origin
Manual settingThe setup person positions the spindle over the desired
part zero and zeros out the coordinate system on the MCU console. The actual keystroke sequence for accomplishing this varies from controller to controller.
Absolute Zero Shift An absolute zero shift is a transfer of the coordinate system
inside the NC program.The programmer commands the spindle to the home zero
location. Next, a command is given that tells the MCU how far from the home zero location the coordinate system origin is to be located.

Setting the Machine Origin
Work CoordinatesA work coordinate is a modification of the absolute zero
shift.Work coordinates are registers in which the distance from
home zero to the part zero can be stored.The part coordinate system does not take effect until the
work coordinate is commanded in the NC program.

DimensioningDatum DimensioningAll dimensions on a drawing are placed in
reference to one fixed zero point. Datum dimensioning is ideally suited to absolute positioning equipment.

DimensioningDelta DimensioningEach location is dimensioned from the
previous one. Delta drawings are suited for programming
incremental positioning machines.

CNC Safety
The use of CNC machine tools requires at least the same precautions as with conventional machine tools, including eye protection and standard setup procedures and operation.
Do not let others distract you from your work. Your concentration is critical when setting-up and operating machine tools. Likewise, do not distract others they need to concentrate.
You should never work inside a CNC machine tool when someone else is touching the controls. They might accidentally start the machine and cause serious injury to you. In fact, it is a good idea to put the machine in a locked mode such as “edit” before changing the tools or workpiece.

CNC Safety
You should always calculate speeds and feeds for CNC machining because you will not be able to feel when the cutting conditions are correct.
Special care should be used when using rapid transverse on a CNC machine tools, including allowing an adequate distance above the workpiece and not using rapid traverse below the surface of the part.
Part programs should be tested by first using a computer simulation on the PC, simulating on the control , and then dry-running above the workpiece at a reduced rate and in single block mode.

EndChapter 2