best practices for preventing and mitigating corrosion of...
TRANSCRIPT

Best Practices for Preventing and Mitigating
Corrosion of Metals in Maintenance Equipment:
A Cold-Climate Perspective
Xianming Shi, PhD, PE, Research Professor
A PRESENTATION AT 2014 NATIONAL CONFERENCE ON EQUIPMENT FLEET MANAGEMENT, ORLANDO, FL, JUNE 10, 2014

Outline
1. Why the issue is important? 2. Basics of metallic corrosion 3. Corrosion management program 5-min Coffee Break 4. Preventive maintenance 5. Corrective maintenance 6. Risk-based maintenance 7. Concluding remarks Q & A
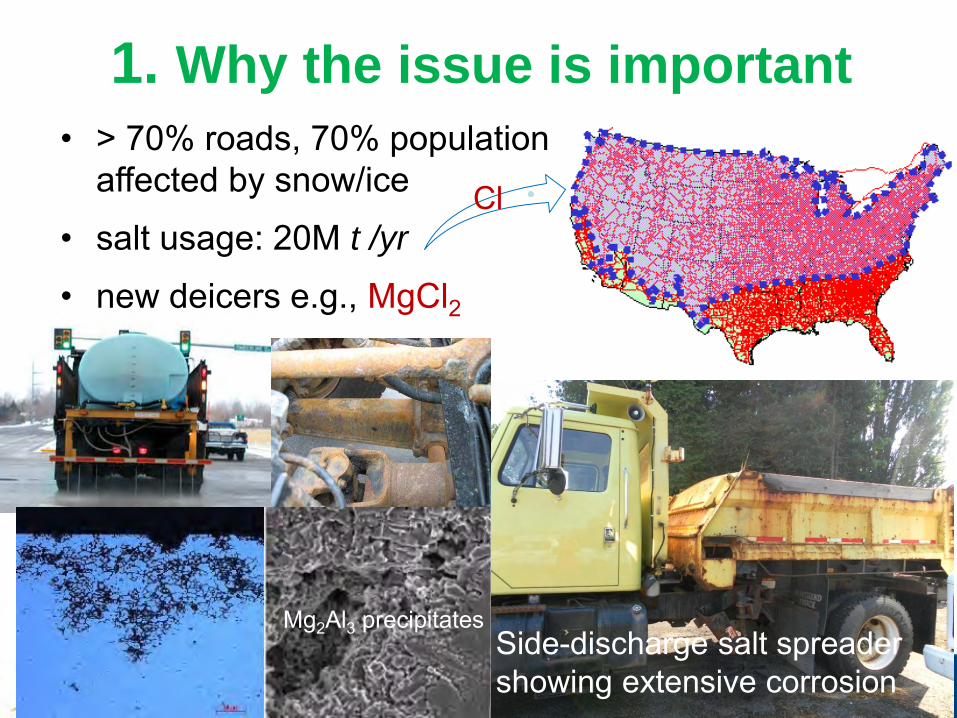
1. Why the issue is important
• > 70% roads, 70% population affected by snow/ice
• salt usage: 20M t /yr
• new deicers e.g., MgCl2
Side-discharge salt spreader showing extensive corrosion
Cl
Mg2Al3 precipitates

1a. Corrosion-prone parts on equipment
Exhaust system
Electric wiring, frames, bracket & supports, brake drums & disks, fittings, spreader chutes, granular hoppers, etc.
Brake drum

1b. Equipment corrosion risks due to
deicer exposure

1c. Equipment corrosion costs due to
deicer exposure
Li, Shi, et al., Transportation Research Record 2013, 2361:106-13.

1d. WSDOT corrosion-related equipment
repair costs (in 2011 dollars)

1e. Cost benefit analysis for WSDOT
• Equipment assets: $168M; fleet size: 7,287
• 25% of corrosion costs can be avoided by best practices
• It is possible to reduce the current cost of deicer corrosion risks by 80% 25%, if WSDOT can increase its current investment in deicer corrosion control by 20% and focus on critical failures, training & risk-based
maintenance
• B/C = (80% × 25% × ~$26.6M) / (20% × ~$1.2 million) = 22.2
Shi, et al., ASCE J. Transportation Eng. 2014, in press.

1f. Need for research & tech transfer
• The underlying knowledge remains scattered
• Implementation of best engineering practices & anti-corrosion technologies can: o Preserve the performance, service life, &
value of equipment assets o Reduce the life cycle cost (+ environmental
footprint) of equipment assets o Minimize reliability or safety issues related
to metallic corrosion

2. Basics of metallic corrosion
“The chemical or electrochemical reaction between a material, usually a metal, & its environment that produces a deterioration of the material and its properties” http://www.corrosionsource.com/handbook/glossary/index.htm
•Metal: bare or coated, surface conditions, chloride residue, …
•Environment: time of wetness, temperature, deicer or airborne chloride, other contaminants, O2, …
7/2/2014
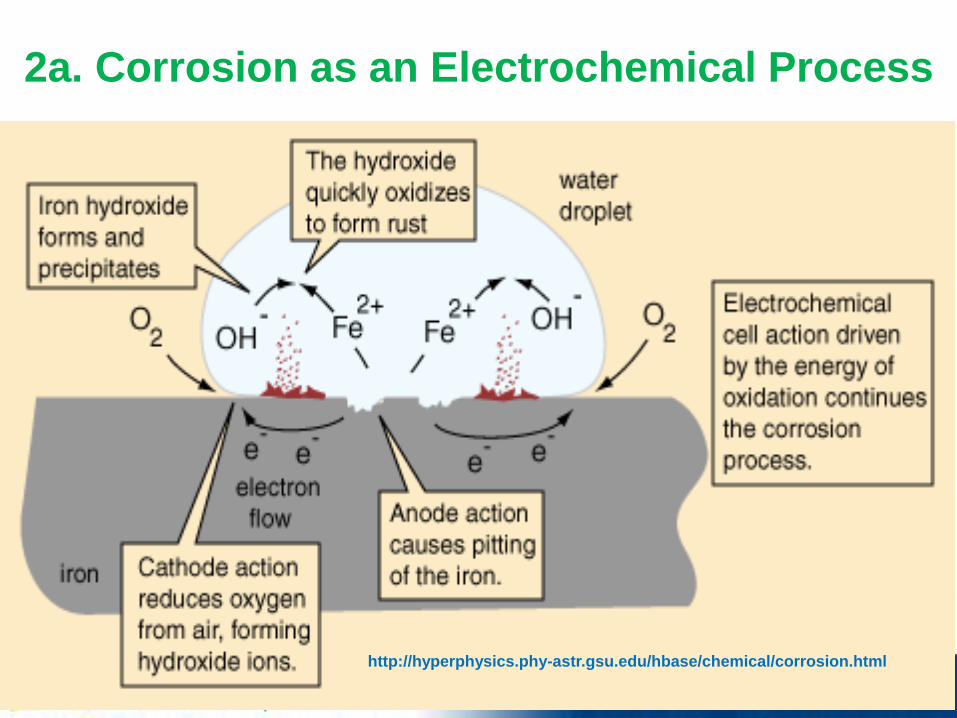
2a. Corrosion as an Electrochemical Process
http://hyperphysics.phy-astr.gsu.edu/hbase/chemical/corrosion.html

2b. Types of Corrosion
General corrosion
Galvanic corrosion
Pitting corrosion
Crevice corrosion
Filform corrosion
Intergranular corrosion
Stress corrosion cracking (SCC)
Corrosion fatigue
Fretting corrosion
Microbially influenced corrosion (MIC)

2c. Localized corrosion
Small anode area: faster corrosion rate (vs. general corr.)
“Unpredictable”: difficult to prevent

3. Corrosion management program
• Make it an integral part of Fleet Management
• Take a life cycle perspective & holistic approach
• Manage the deicer-related corrosion risks at the program level o Accountability: records keeping, performance
monitoring, …
o Develop anti-corrosion design guidelines & specs
o Select materials & parts for corrosion prevention
o Include corrosion control requirements in purchase
orders
o Prepare technical orders for corrosion-related maintenance

3a. Example

3b. Current practices of corrosion control
Training
programs
Materials
selection
Design
improvements
Corrosion
monitoring
/testing
Proactive
maintenance
Reactive
maintenance
No. of Responses 8 15 9 1 14 8
Average $190,938 $320,667 $45,000 $10,000 $171,424 $325,000
Standard Deviation $342,845 $568,651 $43,157 NA $279,106 $319,598
Coefficient of Variance 180% 177% 96% NA 163% 98%
Li, Shi, et al., Transportation Research
Record 2013, 2361:106-13.

3c. Design improvements
= 1st line of defense against corrosion
• Use simplistic design wherever possible & allow easy access for maintenance & repair
• Provide easy drainage from all exposed surfaces • Remove tensile stress to avoid stress corrosion
cracking (SCC) • Use proper design of welded joints & gaskets (vs.
bolted/riveted joints) to minimize crevices • Avoid electrical contact of dissimilar metals, or use
larger anode (relative to cathode) in unavoidable couples

3d. Design improvements
• Use welds to close & seal off certain areas that are difficult to drain
• Use sealed connection wires (vs. butt connections) & avoid wire probes
• Eliminate junction boxes wherever possible

3e. Design improvements
• Seal brake canisters & hydraulic components • Install modified protective cover for battery • Install modified electrical junction boxes - mounted inside the cab and off the floor

3f. Materials selection
• Use Cambridge Material Selector: www.grantadesign.com or DoD Corrosion website: www.corrdefense.org
• Specify self-healing undercoats & fender liners for chassis
• Use high-quality weather-proof terminations & primers/topcoats in equipment specs
• Replace original oil pans with more resistant Zn oil pans
• Zn coating can improve Al & steel substrates • Use seals & lubricants for better reliability of
electronics connectors • Use sealing compounds or coatings on flange faces
to provide a barrier protection
4. Preventive maintenance
• Protect new & replacement components prior to installation with wraps, covers, or shields
• Apply coating for corrosion prevention
• Apply corrosion inhibitor periodically
• High pressure washing + salt remover
Consistent washing after application, regular rinsing & localized cleaning (followed by fast drying)

4a. Coatings, inhibitors, salt removers
• User experience (38 responses): o Rust Bullet, Lubra-Seal, Zero Rust Black, Zero
Rust Red o Krown, Rust-Oleum, Ship-2-Shore, Vegetable Oil o HoldTight, ChlorRid, MR 35, Neutro-Wash,
SaltAway, Soap Water • After a screening test + 2-week test with
electrochemical impedance spectroscopy measurements: oRust Bullet
oKrown & Rust-Oleum
oHoldTight & ChlorRid
Li, Shi, et al., Transportation Research Record 2013, 2361:106-13.

4b. Further testing of 1 coating & 2 inhibitors
• SAE J2334 (Rev. Dec. 2003): 8 cycles – Humid Stage: 50°C, 100% RH, 6 hrs – Salt Application Stage: 15-min immersion – Dry Stage: 60°C, 50% RH, 17 hrs 45 min • EIS + 3D laser profilometer scans – CS panels, wet/dry cycling

Corrosion of Metals As a Result of Cyclic
Exposure to 2.3% NaCl
Al; SS; CS MAS: Control vs. Rust Bullet

Corrosion of Metals As a Result of Cyclic
Exposure to 2.3% NaCl
Al; SS; CS MAS: Krown T40 vs. Rust Oleum

Corrosion of Metals As a Result of Cyclic
Exposure to 3.0% MgCl2
Al; SS; CS MAS: Control vs. Rust Bullet

Corrosion of Metals As a Result of Cyclic
Exposure to 3.0% MgCl2
Al; SS; CS MAS: Krown T40 vs. Rust Oleum

4c. Conclusions of further testing
• 3 metals, 2 deicers: most severe corrosion occurred at the beginning of humid stage
• Cyclic exposure to diluted MgCl2 poses more corrosion risk to 314 SS and 1008 CS (vs. NaCl)
• Inhibitors: more effective in MgCl2 • Periodical spray-on corrosion inhibitor or one-
time application of protective coating: > 99% corrosion prevention
Li, Shi, et al., Proceedings of the 2013 DoD Corrosion Virtual Conference, Sept. 16-17, 2013, USA.

4d. Overview of anti-corrosion coatings
• Recent advances: high-performance, non-toxic, and
cost-effective coatings
• Along with metallic coatings, polymer and sol-gel coatings show great potential
• New innovations: e.g., self-repairing/nanocomposite
coatings
Li, Shi, et al., J. Coatings Tech. Res., 2014, in review.

4e. Overview of corrosion inhibitors
• A variety of inhibitors show promising results in corrosion protection of iron, steel, Al & Al alloys
• Organic inhibitors can offer effective corrosion protection at low cost and low environmental impact
• Inorganic inhibitors can provide strength enhancement and high temperature resistance
• Limited studies at the microscopic level or in situ to fully understand the behavior & underlying mechanisms
Li, Shi, et al., Corrosion Reviews, 2014, in review.

4f. Research need
• Lack of research to assess the effectiveness & benefits in the synergistic use of frequent washing, salt remover, & corrosion inhibitor or coating to protect DOT equipment

5. Corrective maintenance
• Only recommended when the preventive maintenance strategy has overlooked a practical corrosion risk
• Replace certain corrosion-prone parts w/ more resistant materials e.g., SS or non-metallic ones
• Use dielectric silicone for sealing damaged areas or connections
• Grit blasting of corroded spots & reapplication of coating/inhibitor/seal
• Application of rust converter for corrosion mitigation
• Implement operational changes

6. Risk-based maintenance
• Goal: more efficient investment in corrosion cost avoidance
• Such a RBM program may entail investments in new approaches, new management practices, & new technologies, augmented by improved monitoring & inspection
• Conduct risk analysis to identify the critical 20% of corrosion-related failures

6a. Research need
• Identify/implement technologies to on-line assess the condition of key metallic components & their applied coatings so as to enable RBM
• e.g., sensors can alert maintenance personnel in real time if the coating at a specific location on a certain equipment falls below a predetermined threshold or is diagnosed to have failed, triggering a timely maintenance action

6b. Research need
• Such technologies can provide the basis for a corrosion management & planning tool for DOT fleet managers
• Provide the maintenance engineers & equipment owners with a long-term record of the equipment’s condition, which can be examined along with the history of the equipment itself & the exposure conditions it experiences

7. Concluding remarks
• Costs associated with corrosion to cold-climate DOT equipment assets are substantial (reduced value & service life, increased maintenance & repair costs, downtime & safety risk, …)
• Agencies are recommended to establish their corrosion management program as an integral part of Fleet Management
• Efforts should be focused on efficient investment in corrosion cost avoidance, which may entail an extensive risk-based maintenance program to preserve the value & performance of equipment assets

Acknowledgements
• Phase I: Washington State DOT & USDOT Research & Innovative Technology Administration
• Phase II: Clear Roads Pooled Fund • CSIL staff: Dr. Mehdi Honarvar Nazari, Dr.
Yongxin Li, Mr. Scott Jungwirth • Greg Hansen and Monty Mills at WSDOT • Clear Roads project technical panel
(www.clearroads.org)
Contact Info
Xianming Shi, Ph.D., P.E., Research Professor Founding Director, Corrosion & Sustainable Infrastructure Lab
Western Transportation Institute, PO Box 174250, Bozeman, MT 59717-4250
[email protected] Web: www.coe.montana.edu/me/faculty/Shi/
http://ine.uaf.edu/cesticc/ 406-994-6486 (Phone)
406-994-1697 (Fax)

Q&A