automation technology—on the way to an open system architecture
TRANSCRIPT

Robotics & Computer-Integrated Manufacturino, Vol. 7, No. 1/2, pp. 103 111, 1990 0736-5845/90 $3.00 + 0.00 Printed in Great Britain © 1990 Pergamon Press plc
• Paper
A U T O M A T I O N T E C H N O L O G Y - - O N THE WAY ARCHITECTURE
G. PRITSCHOW
University of Stuttgart, F.R.G.
TO AN O P E N SYSTEM
This contribution describes some basic rules for the construction of complex automation systems. It structures the factory from a control-technological view into functional blocks which are related to a 7-layer model of manufacturing technology. Thus, it becomes clear that the present MMS protocols end in the cell control layer in the functional unit of machine control. This unit, however, consists of functional blocks which, for flexible adaptation of future control tasks, should also be configurable and open. The function and communication structure of a factory are shown with a cube model.
1. I N T R O D U C T I O N In short, the words au tomat ion technology mean the technology of program-contro l led machines or sys- tems. Therefore, their development is directly linked with the development of information and semiconduc- tor technology. In the seventies, progress in semicon- ductor technology to a high level of integration led to a further development in N C technology which has become known as CNC, AC, D N C and PLC and which has opened new dimensions in the shape of manufactur ing structures. D N C technology especially, even in the manufactur ing of small and medium series, has started the process of controll ing the material flow in the shop floor by using computers to make a further, impor tan t step in au tomat ion through the concept of manufactur ing cells (Fig. 1).
The increase in numerical control functions, especially in control panes, has been supported by the cont inuous development of high integration of proces- sors from 8 bit technology to the present 32 bit technology on the basis of distributed multiple proces- sor systems. Since the mid-eighties, the great task of developing the computer- integrated au tomated factory with complete information flow has been subsumed under the term C I M technology. This task requires a new quality of adaptabil i ty a m o n g software components . The insufficiency of software (develop- ment until now has been oriented towards hardware) is increasingly felt as a handicap. Therefore the goal for the nineties is: For the flexible au tomat ion technol- ogy of the future, configurable open systems have to be developed which give the user the flexibility neces- sary to adapt information technology to his require- ments, which one expects of flexible product ion facilities to adapt them to the market. This paper deals
with these problems and the solutions found up to n O W .
By completely connecting all au tomated isles of the information process through "open system inter- faces", the factory becomes a complex au tomated system. As a functional unit, it obtains orders from the market and delivers products according to the con- trol- technical structure of a function which obtains orders as input and generates results according to its function as output. With the growing complexity of au tomated systems, availability, however, is decreas- ing in general, if impor tant construct ion rules for the au tomat ion technology are not observed (Table 1).
Table 1
2.
3.
4.
5.
6.
7.
Sequential systems complementing one another (serial con- nections) are to be avoided, instead parallel systems replac- ing one another are to be used. Bottleneck capacities and sequential structures reduce availability. Hierarchical structures with decentralized intelligence and decentralized databases should be developed. Central sys- tems are susceptible to trouble and are inefficient. Hierarchical layer structure is to be formed by using inde- pendent components according to modular technology. System producers are to create configurable modules which can be adapted to different applications. In the field of information processing, "open systems" are required. The modular structure should be such that the quantity of information for the ordering process and for the delivering of results is minimized. Information transfer requires time and administration and is susceptible to problems. Functional units in the factory are to be structured in a determinate way, so that the functional units are simpler and less susceptible to problems. Components for fault observation (collection of operating data) and fault detection (automatic diagnosis) are to be system characteristics of automated systems from the begin- ning.
103

104 Robotics & Computer- Integra ted Manufactur ing • Volume 7, Nu mb er 1/2, 1990
, • NC single machines FMS (single cells) Automated factory o ! transfer lines o.r . . . . . . . . . . . . . . . . . . . . . .
Relay control PLC ~, , Robot functions State controller Open communication NC (with basic CNC ~*.' Programming Collision monitoring (MAP, TOP, Bussystems)
~1 functions) f . ' Modular system Simulation Open control technology #°. Display screen DIAGNOSTIC function (Configurable software)
I ~ ' guidance 31 . . . . . . . . . . . . . . . . . . . .
! Ge (Discret) Si TTL 8 bit x n 16 bit x n 32 bit x n Transputer Software technology
I I f - - • 1960 1970 1980 1990
: PLC Programmable Logic Controller FMS Flexible manufacturing system
Fig. 1. Development of control technology.
Apart from these basic rules, aspects of integrated quality security, human working places and the oper- ating panel become increasingly important.
2. BASIC SITUATION FOR THE C O N T R O L OF COMPLEX SYSTEMS
Control systems which are on the market at present hardly offer users (machine producers) any possibility to incorporate control concepts of their own or to complete them with developments of their own in some fields. Furthermore, it is almost impossible to find adequate control systems for highly complex machines. Therefore, compromises have to be made in many cases, which are unsatisfactory from the techni- cal and economic points of view. This is true for special-purpose machines and, at present, increasingly for the production of standard machines which, by their integration into interlinked systems, require their control functions to be enlarged (overall control). For this, the standard control systems offered by pro- ducers of control systems are not generally suitable.
This problem can be solved by modular, open control concepts which give machine producers the possibility of realizing their own control systems adapted to their special problems. Newer aspects in the development of control systems show a trend to configurable systems which make it possible to con- nect available standard modules with in-house devel- opments for overall control. For this a special architecture is necessary, which includes the charac- teristics of both configurability and openness. Such a control concept has the important advantages that a control system can be functionally made exactly for the manufacturing process to be controlled and that, by revealing the interfaces, the user has possibility of integrating his own system-specific functions.
2.1. Overall control process For production cells of flexible transfer lines, a
number of functions, which are connected to one another by logical interfaces, has to be provided to start an overall control process (Fig. 2).
The functional classification, with its details up to elementary basis functions, is the precondition for the generation of control units from which control sys- tems can be configured to permit adaption by the user to a variety of machine systems. An "open control system" for the user is only created if an ordering mechanism for single functions is created which is made known to the user in an international or at least in an industrial standard and if the operating control system allows integration of external software.
Today, such standardization efforts have made great progress in appliance technology by means of modular card systems (multibus, VME, AMS, MPST etc.). Several producers offer components. Thus, the opening of the hardware system and the solution to the problem of "second source" is achieved.
However, there are no standards for control software which would allow a configuration of functions from different software suppliers. This is only the case for operating systems and communication protocols. In the standard DIN 66264, part 2, there are the first regulations for data exchange among interfaces of software control units. This, however, does not yet lead to the goal, because there are only standards for the frame and not for the information content of data interfaces. The structure laid down here, however, has been proved in practice by the MPST system since the end of the seventies and can be used as an example for the enlarged task of open cell control. In the following, the basic principles will therefore be shown in brief.
2.2. Basic structure of an open system according to DIN 66246, part 2 If the functions of numerical control are divided into system control with function-oriented blocks, there are four typical tasks (Fig. 3). The functional blocks

Automation technology • G. PRITSCHOW 105
I The over all control process I
for production cells and flexible Iransfer lines ] Cont ro l Programming Dlagnosl lc Administrative Executive Communication functions functions functions functions functions external ) -Functional control (machine dependent) -Program control (compo- nent dependent)
-Control data distribution
-Programming of the functions control -Programming of the component dependent functions
-Machine diagn. "Control and "Periphery "Tools etc.
-Compon. depen- dent diagnostic
"Collision "Quality assurance
-Orders -Tools -Workpiece -Control datas
-Order processing -Tool storage organization -Tool correction organization
"i~ ~ i3" O" "0" Communication (Internal) ~J~
Z3 Measuring Operating and functions display functions -Temperature -Menu and -Detection by windowing sound -Graphic -Geometry
Detection of operation Dale base and machine datas
-Status -Operation datas -Operation time -Tool datas -Machining time -Control datas
Fig. 2. A funct ional plan of an overall control process.
LAN - connection
[ Syslem control (SYSI)
~ee Operating and control data Input/Output { BSEA) - Operating and operator guidance
-Edit tunclians - NC - program starage
I NC -program memory
T
NC - data ~1 managing (]nd
proc essing (NCVA) - NC - program
decoding -Subp,~cjroms and loops
- 1ool correction
Data flow (the interlace belween SYSI (]nd the functional blocks h(]s not been drown )
Fig. 3.
6eomelric dot(] processing (GEO) - ~erolian of pu~iti0n
' r e f ~ v d u e g u ~ -Position conlrol and moniloring
-Acceleration and de- acceleration romp (~ope)
-Pivol point run !
I
~ E
> " ; - t :J i
1 ~ ~o .~
o e
I I~~chnology data processing I
e(]lizolion of I progromn~od swilching ~ , ~ functions ~ "~ Machine m~nitoring I ;
Example o f funct iona l blocks in numer ica l contro l .
(FB) are structured so that there is minimal data exchange between them. Data are exchanged between these blocks via defined interfaces.
For the multiple-processor control system (MPST), structures and interfaces for the software of such functional programs have been defined in DIN 66246, part 2. These functional programs are hardware- independent and therefore they can be transferred to other systems besides MPST. Generally, such func- tional units consist of a program sequence control, which, within the module, uses other subfunctions with the same structure (Fig. 4).
From the point of view of control technology, this structure is useful both for the user because it leads to clear units and for producers of controls because it offers instructions for detailed structuring into modules.
3. THE FACTORY AS SERVICE HIERARCHY In the following, the generative model, consisting of functional units with sequence controls which order functional units, will be applied as a control concept for the whole computer-controlled factory.
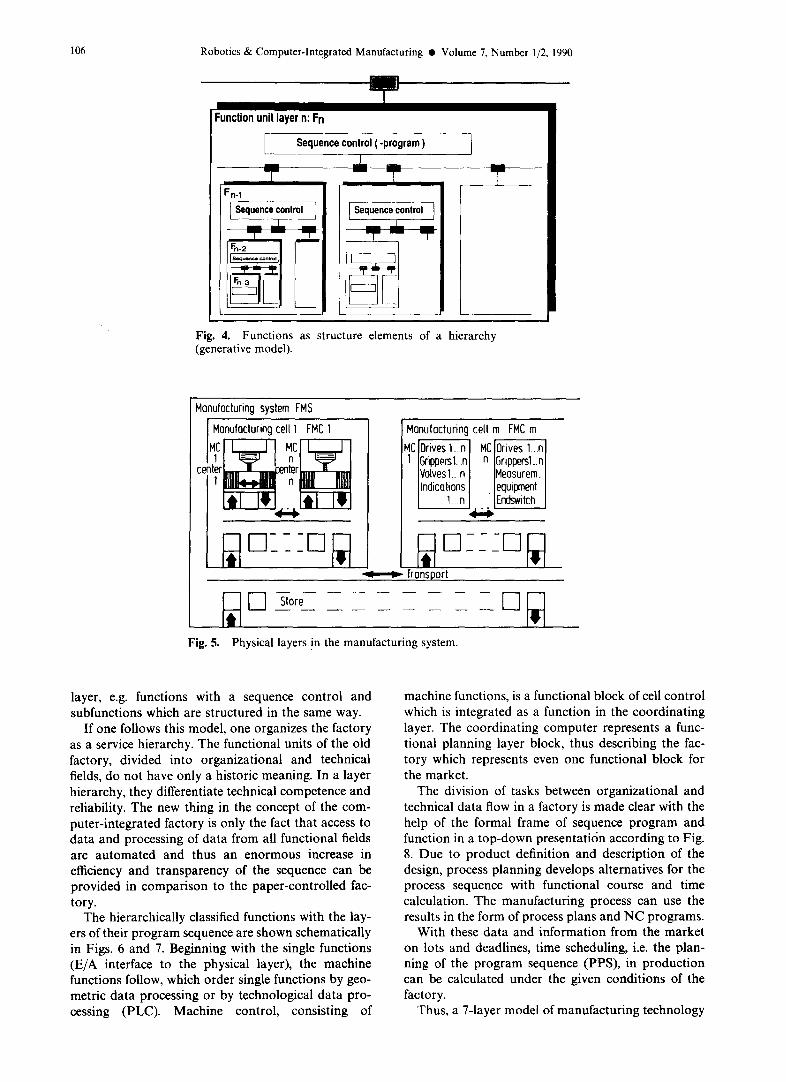
Since the beginning of the eighties, the concept of hierarchically structured, decentralized functional units has prevailed in flexible automation. ~ Single machines are united into manufacturing cells with autonomous material flow and manufacturing cells to manufacturing systems (Fig. 5).
The information processing system of a CIM- oriented factory ends, in the physical layer, at the machine, i.e. at a drive, gripper, valve or end switch. 2 In a "bot tom-up" presentation, a hierarchically oriented layer model of manufacturing technology can be developed which has the same structure in every
106 Robotics & Computer-Integrated Manufacturing • Volume 7, Number 1/2, 1990
m
-F Function unit layer n: Fn
Sequence control ( -program ) •
m
- "r"
1
I Sequence control
Fig. 4. Functions as structure elements of a hierarchy (generative model).
Monufocturing syslem FMS
Monufocturing cell l FMC I Monulocluring cell m FMC m
MCJDrives I... n MClOrives 1,.n 1 IGrippersl...n n [Grippersl..n
IVolves 1,.. n ]Meosurem. llndicolions lequipmenl I ~...n . . . IE,~itcn
• , ~ fronsporl
Physical layers i n the manufacturing system. Fig. 5.
layer, e.g. functions with a sequence control and subfunctions which are structured in the same way.
If one follows this model, one organizes the factory as a service hierarchy. The functional units of the old factory, divided into organizational and technical fields, do not have only a historic meaning. In a layer hierarchy, they differentiate technical competence and reliability. The new thing in the concept of the com- puter-integrated factory is only the fact that access to data and processing of data from all functional fields are automated and thus an enormous increase in efficiency and transparency of the sequence can be provided in comparison to the paper-controlled fac- tory.
The hierarchically classified functions with the lay- ers of their program sequence are shown schematically in Figs. 6 and 7. Beginning with the single functions (E/A interface to the physical layer), the machine functions follow, which order single functions by geo- metric data processing or by technological data pro- cessing (PLC). Machine control, consisting of
machine functions, is a functional block of cell control which is integrated as a function in the coordinating layer. The coordinating computer represents a func- tional planning layer block, thus describing the fac- tory which represents even one functional block for the market.
The division of tasks between organizational and technical data flow in a factory is made clear with the help of the formal frame of sequence program and function in a top-down presentation according to Fig. 8. Due to product definition and description of the design, process planning develops alternatives for the process sequence with functional course and time calculation. The manufacturing process can use the results in the form of process plans and NC programs.
With these data and information from the market on lots and deadlines, time scheduling, i.e. the plan- ning of the program sequence (PPS), in production can be calculated under the given conditions of the factory.
Thus, a 7-layer model of manufacturing technology

Planning functions
E7
E6
Guiding control functions
E5
Cell control functions
Automation technology • G. PRITSCHOW
Fig. 6.
E4
Plant control r . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
i Sequence control
i s n Guiding Material - ~ computer supply
' i i Operation I ~ DNC !~[ Cell n l~ Material flow
! Sequence control I
Central i operation J [ Workpiece I I Internal . Lm_anagement~_ [ Machinecontrol I Ida. p°siti°n I • " • L . . . . . . . . . . . . . . . .
Hierarchical control concept E4-E7.
107
Machine control functions
Single functions
Physical layer
Fig. 7.
Machine control i
Sequence control | I /
1 T T T l ~ I
Operation I Proce~ing ~ Processing [1 Processing 1 I~ of control I r ofgeo- I ] oftechno-
E3 [ !-I data J I metrical data l | Iogicaldata
I Sequence contr°l 1 . J , m --T T T T Transfor- I / Influence on I] Generation of I1 Guided / t
E2 mation J~[ l / coupling nominal valuesJl I nominal values
Sequence control I • d , . 1 =
r
--T T T T '
I I ! I ' E1 Drive 1 Drive 2 Valve 1 Gripper 1 • • • I
Hierarchical control concept EI-E3.
has been created from the point of view of a user of communication networks. A layer is always ordered by a superior layer; feedback must be possible. For all orderings of functions in an open system, common protocols have to be developed by standardization; these protocols should be similar in their basic ele- ments (Fig. 9). This includes not only the functional blocks above the machine layer with the interfaces mentioned as examples in Fig. 6, but also in the future the functional-oriented interfaces below cell sequence control.
4. THE WAY TO THE " O P E N SYSTEM" In every case where functional blocks are to communi- cate openly, i.e. when they are accessible to everybody
in the ordering process, the data and control data have to be standardized. Today, this task is solved by layer 7 of the MAP protocol with the MMS (Manufactur- ing Message Standard) protocol, version 3.0. For this, 87 orders are standardized in the form of macrocalls (such as service request, response, indication, con- firm), whereby MMS defines services and protocols which allow access to programs, data and functions (so-called objects) to other control system as a gener- alized virtual system (Virtual Manufacturing Device VMD). To specify the calls for special technologies (such as NC, RC, PLC), there will be attributive descriptions in form of so-called Companion Stan- dards, which are to describe the "objects" classified in the MMS protocol. In addition, there is also the firm-

108 Robotics & Computer-Integrated Manufacturing • Volume 7, Number 1/2, 1990
=_ required L moleri°l
lots, deadlines, capacities ]
PPS I /
production I
. . _ ] llimescheduling ~ sequence) production
producl description, construction I AV I ~mgmm of task sequences 11 [fools,work,fixtures e 0 (oltern) l l
functional co~rse time colcu at on I
I
]~ dfuncliOn°l I escnplions (NC -programs)
E.6 production control
E1 physicolloyer ;execution
Fig. 8. Program and function planning of production control.
E7
E6
E5
E4
E3
E2
El
MARKET, CONSUMER. CUSIOMER
Planning functions
Coordinating functions
Ceil functions
Machine functions
Controlling functions
Physical machining functions
Ordering
f
f {3
f {7
SlgnOIS
Sales, PP S, Material supply, Process Planning, Design, Coordinating layers Cells, Production scheduling,NC-ProgrManogem Operating panel, Management of info-system.. Machines. Operating panel,Production schedutg NC-I:rogromming, Manogem., State info, aS, BDE GEO, NCVA, PLC, Operating panel,Measuring fnct. Simulation, Tool management
Path controller, Positioning controller,Measure- ment dote, Precelcutotion of date
Indications,Drives, Switches,Grippers. SCQ npins
Fig. 9. The 7-layer model of manufacturing.
specific user's protocol with MAP protocol elements in the form of SINEC AP (application-orientated protocol) for single defined tasks according to the Companion Standards but with differing connection protocols. In the ESPRIT project " C N M A " (Com- munication Network for Manufacturing Automa- tion), the activities are attempted in practice-oriented test environments, to support actively the standard- ization work for layer 7 of the OSI-/ISO architecture model. The Institute for Control Technology (ISW) of the University of Stuttgart is a member in this ESPRIT project as a pilot tester. The worked-out protocols for layer 7 are to be tested in the environ- ment shown in Fig. 10 from the winter of 1989 on.
In contrast to the CIM configurations that exist in practice, it will be possible to call functions and data (objects) on layer 7 of the OSI reference model with standardized calls as far as content and address are concerned. The fact that even today a computer network over different nets is possible is shown by the great number of realized manufacturing systems in
laboratories and in practice. In general, however, the standardized protocols do not exceed layer 4, i.e. the syntax and semantics of the information are largely individual and therefore do not yet meet the require- ments for the desired open system.
The present standardization efforts concentrate on functions in the planning and coordinating layers but not in machine and single functions. An open, confi- gurable control structure, however, requires standar- dized ordering mechanisms in the same way as the present efforts towards superior layers. The task is the same for all manufacturing layers as in the cube model of an open control and communication structure shown in Figs. 11 and 12. At present, the path of standardized cells ends with the MMS protocol as frame and the Companion Standards as "content" in the control, i.e. in Fig. 11 in layer 4 of the cell function with the functional unit "machine".
The way standard calls of a "client" are actuially used by the "server" machine depends on how the machine is in a position to interpret this call. Realiza-

Automation technology • G. PRITSCHOW
Fieldbus
-I
Fig. 10.
IEEE 802,4 Token Broodbond I0 Mbills
I ~IEEE 802.4 Corrierband 5Mbil/s ) <~ IEEE 802.3 Elhernet I0 Mbills
Planned network structure of the CNMA pilot plant.
DECNEI . . . . .
~> <~ SINE[; H1 ......
109
Manufac tu r ing
layers v
E1 Physical Layer (Drives ... Sensors)
E4 == Ce l l -Func t i ons
Funct ions :
Protocol*):l
E7
E6 I c o E5 8e ~ e4 E o o E3
E2
I E I : Physical Layer
Fig. l l . Layer cube of cell function.
Ppp: Port- P¢oQrom Preporot|on
G[O: ProceslllnQ of geornelrk:ol Oota
~'[C: ProcellllJnQ of t echnoloqlcol Oato
tq . . . L I
C e l l - area
*) Ootostructure 0otoformot Semontlc Commllltl|orl|nQ
tions for today's marketable controls cannot exist because stable companion standards are not yet avail- able and even after a phase of stabilization it will take time until all control suppliers have adapted them-
selves to this fact. Even in the future it is doubtful if the contents of all possible applications can be determined as standardized inquiries, calls or orders and the question arises how a user can find his solution under

110 Robotics & Computer- Integra ted Manufactur ing • Volume 7, N u m b e r 1/2, 1990
Manufactur ing Layer
Function modules F:
Protocol
t 8
_u o f- >, O
E-J E a
Fig. 12.
E1 = Physical Layer (Drives ... Sensors)
O f Fi F2 Fn
Control o Pogit ion Pomition /
- - - - 7 r - - - - 1 r - - - ~ r - - 2 1 E5 = octuring Layer / I I
E6 = Planning L.oyer ~ " /
~oMtrol of r l r2 Fn (___~ / / " I runctlo., i.e.CAl] i;e.CAP ~ /
L_ I J E7 I _ _ ~ _
E6 i i
E5
E4
E3
E2
El: Physical Layer
Layer cube manufacturing and communication technology.
;4...E 1 = Cell oreo
Elfecls of lunclionol layers
E7
E 4.6
Fig. 13.
BUS 1
I BUS I [ e g ~S: O, IM Bil/s
I clevites I I devices I ~ /
BUS3 I e g Field-BJS IOMBil/s
MAP IOM Bills
Bus classes adapted to the 7 layers.
these circumstances in future. Doubts about a future- oriented solution are especially justified, because the present Companion Standards are orientated towards hardware solutions such as NC, RC or PLC and thus they are orientated backwards, i.e, at yesterday's solutions. The answer to the correct protocol structure can be simplified if all functional units of the machine control layer are constructed as open configurable modules which are subject to an ordering mechanism oriented at the MMS protocol. For this, a clear structure of the functions in this layer is necessary before a communication model between such modules can be designed which also has to meet highest real-
time requirements. This development task has still to be dealt with; first thoughts were discussed as a concept of the "open control" in a VDW (an associa- tion of German machine tool producers) working group one year ago.
When completely penetrating the problem of the open control in manufacturing, it can be seen that communication requirements largely differ between the single layers. In the planning layer, a large amount of data is exchanged with reaction times of seconds; in the single control layer, however, the reaction time requirement lies in the range of milliseconds or even less and both the quantity of data and the processing

Automation technology
performance per unit are considerably lower. Conse- quently, adapted bus classes according to Fig. 13 are offered as economic solutions for communication.
One recognizes that there cannot be any universal MAP protocol in the single control layer (drive con- trol) because of the lack of real-time capability. A special field bus concept is unavoidable in the ma- chine-near field with protocols for the drive layer, for instance as they are being worked out at present by ZVEI (the Central Association for Electro-technical Industries). As far as standardization activities are concerned, intensive work is essential if the dream of an "open control concept" for everybody is to become reality.
It must also be mentioned that interactions between functional units such as design, programming and simulation need a communication technology on the basis of standards. If this area is enlarged to all functions of a factory, the task of the working group of the ESPRIT project CIM-OSA (Computer-Integrated Manufacture, Open Systems Architecture) becomes
• G. PRITSCHOW 111
clear; this year according to the project plans the working group should have made a functional plan for the structure and the rules of an open systems archi- tecture for all functions within the factory organiza- tion.
This enormous task has to be mastered by all creators of the automated factory of the future, if the vision of the early eighties of "information from the black box" which is understandable for any device is to be realized economically and practically.
REFERENCES 1. Pritschow, G.: Die flexible Fertigungszeile. wt-Z. ind.
Fertig. 75 (11): 663-668, 1985. 2. Pritschow, G.: Rechnerverbundsysteme fiir die flexible
Produktion. Fachtagung ProzeBrechnersysteme 1988, Stuttgart. VDI/VDE Gesellschaft fiir MeB- und Au- tomatisierungstechnik, Tagungsband.
3. Pritschow, G.: Automatisierungstechnik--Eine ganzheit- liche steuerungstechnische Aufgabe. Tagungsband Pro- duktionstechnisches Kolloquium Berlin, 1989.