a methodology for triaging product needs for …
TRANSCRIPT

The Pennsylvania State University
The Graduate School
College of Engineering
A METHODOLOGY FOR TRIAGING PRODUCT NEEDS FOR
LOCALIZED MANUFACTURING WITH 3D PRINTING
IN LOW-RESOURCE ENVIRONMENTS
A Dissertation in
Mechanical Engineering
by
Benjamin Lyle Savonen
© 2019 Benjamin Lyle Savonen
Submitted in Partial Fulfillment
of the Requirements
for the Degree of
Doctor of Philosophy
August 2019

ii
The dissertation of Benjamin Savonen was reviewed and approved* by the following:
John Gershenson
Director of Humanitarian Engineering and Social Entrepreneurship and Teaching Professor
Dissertation Advisor and Chair of Committee
Timothy W. Simpson
Paul Morrow Professor of Engineering Design and Manufacturing
Nicholas A. Meisel
Assistant Professor of Engineering Design
Jason Acimovic
Assistant Professor of Supply Chain Management
Karen A. Thole
Head of the Department of Mechanical Engineering and Distinguished Professor
*Signatures are on file in the Graduate School
iii
Abstract
3D printing has captured the attention of those working in international development and humanitarian
efforts. The increased usability and lower costs of 3D printing increasingly democratize the technology for
all, and those working in low-resource contexts may be able to especially benefit from the ability to locally
manufacture products with 3D printing (LM3D). For these users, locally manufacturing products could
result in lower costs, shorter delivery times, and the ability to customize products to unique settings.
Implementations of LM3D in low-resource contexts, however, are still relatively few, and the field as a
whole is just beginning to emerge. While relatively flexible, the 3D printing technologies enabling these
implementations are still not without issues, and nearly all of them are not being designed with low-resource
users in mind. The technology’s limitations restrict instances in which LM3D can be reliably applied in the
field. The issue is that those developing 3D printing are generally unfamiliar with humanitarian or
development work, and those working in these low-resource contexts are rarely experts on the technology.
This research bridges the gaps in these understandings by painting a better picture of what constitutes an
appropriate use of LM3D in low-resource contexts.
Inspired by my own experiences working with 3D printing in the Kenyan healthcare system and the
documented experiences of others looking to pioneer 3D printing in low-resource contexts, I set out to
determine what factors should be considered when evaluating an opportunity to utilize LM3D in a low-
resource setting. I hypothesize that these factors should be based on principles established in the existing
literature on designing products for additive manufacturing and designing products for low-resource
contexts. After identifying from the literature what considerations are relevant in deciding whether 3D
printing is an appropriate intervention, I further hypothesize that these considerations can be assembled into
a method that can enable any user to evaluate products for LM3D.
To be robust enough for use in low-resource settings, LM3D must be able to be applied to a wide variety
of products and scenarios with relative ease and consistent success. For this to be the case, it is important
iv
that LM3D is applied to products for which both the 3D printing process and the scenario of its use make
sense. Based on the medical idea of triage, I created a set of algorithms across a wide range of considerations
to screen out products and situations encountered in low-resource contexts that would be an inappropriate
use of LM3D. With the intent of aiding those in the field to better understand these considerations of LM3D,
the triage is designed to answer the questions of whether a product needed in a particular scenario can and
should be manufactured with the available 3D printing technology.
Using case studies that describe particular product needs that could arise in low-resource contexts, I tested
the triage first to see if it could predict or agree with experts’ verdict for each product. I found the triage to
be correct, but generally more conservative than experts who have experience with 3D printing in lower-
resource contexts in identifying potential issues. I next tested the triage with novices without such
experiences to see if, using the triage, their outcomes would agree with the experts’ recommended course
of action for each. Once again, the triage was found to be helpful and correct, but conservative in its
recommendation on whether to proceed with a design. The triage was found to be particularly helpful in
guiding the novice users to the experts’ opinion in the instances where the decisions are more difficult.
The triage method outlined in this dissertation, and the LM3D considerations that it is based upon, present
many opportunities for future work, with the more complete development of each of the triage algorithms
representing potential research projects in of themselves. This work, as was intended, is not a conclusion
to the discussion of how LM3D can be applied to low-resource contexts, but rather represents a merging of
two fields (additive manufacturing and design for low-resource contexts) and provides a framework for
which future research at this junction should be built off of.
v
Table of Contents
Table of Figures.......................................................................................................................................... ix
Table of Tables .......................................................................................................................................... xii
Abbreviations and Acronyms .................................................................................................................. xv
Acknowledgements .................................................................................................................................. xvi
Dedication ................................................................................................................................................ xvii
Introduction to LM3D .............................................................................................................. 1
3D Printing and Localized Manufacturing ................................................................................... 1
Overview of Material Extrusion 3D Printing ................................................................................... 1
Introduction to the Research Objectives .......................................................................................... 3
Motivation for Research ................................................................................................................. 4
Overview of Dissertation ................................................................................................................ 5
Impacts of LM3D in Low-Resource Contexts ........................................................................ 7
Benefits of LM3D ............................................................................................................................ 7
LM3D for Humanitarian Response ............................................................................................... 7
Potential for Impact on Humanitarian Responses ............................................................................ 8
Examples of 3D Printing in Humanitarian Response ...................................................................... 9
LM3D for International Development ........................................................................................ 10
Potential for Impact on International Development ....................................................................... 10
Examples of 3D printing in International Development ................................................................ 11
Gaps in Knowledge ....................................................................................................................... 13
Healthcare Applications of LM3D in Kenya ........................................................................ 15
Opportunities and Obstacles for LM3D and Medical Devices ................................................. 16
Potential for LM3D in Low-Resource Healthcare Systems ........................................................... 16
Obstacles for LM3D in the Healthcare Sector ............................................................................... 19
Focus on the Kenyan Healthcare Sector ........................................................................................ 20
Research Conducted in Kenya ..................................................................................................... 22
Determination of a Research Site ................................................................................................... 22
Description of Research and Technical Activities in Kisumu ....................................................... 24
Perspectives on LM3D from Kisumu Healthcare Workers ........................................................... 28
Products Manufactured with LM3D Kisumu ............................................................................ 41
Development of 3D-Printable Clubfoot Brace ............................................................................... 44
Summary of Kenya Research and Next Steps ............................................................................ 45
Need for A Product-Sorting Methodology ..................................................................................... 46
Determining Criteria for LM3D Eligible Products ............................................................. 49
vi
Creation of an LM3D Decision Making Method ........................................................................ 49
The Concept of Triage ................................................................................................................... 49
Creating a LM3D triage ................................................................................................................. 50
Literature for Identifying Product Triage Content ................................................................... 51
Overview of Findings from DFAM Literature Review ............................................................. 53
Design Considerations for Additive Manufacturing ...................................................................... 53
Impacts of 3D Printing ................................................................................................................... 55
Existing AM Process Selection Methodologies ............................................................................. 58
Summary of DFAM Literature Review ......................................................................................... 60
Overview of Findings from DFLRC Literature Review ............................................................ 61
Background on Design for Low-Resource Contexts ..................................................................... 62
Design Considerations for LRC ..................................................................................................... 64
Existing Methodologies and Frameworks for DFLRC .................................................................. 68
Design Considerations for Implementing Localized Manufacturing in LRC ................................ 71
Summary of DFLRC Literature Review ........................................................................................ 72
Summary of Design Considerations ............................................................................................ 72
Defining General vs Contextual Triage ...................................................................................... 73
Description of Triage Algorithms and Elements ........................................................................ 75
Decision Elements ......................................................................................................................... 75
Flag Elements ................................................................................................................................. 76
Process Elements ........................................................................................................................... 77
Lookup and Conditions Elements .................................................................................................. 78
Verdict Elements ............................................................................................................................ 79
Summary of Triage Elements ........................................................................................................ 80
Summary of the Process for Identifying Context for LM3D Triage ........................................ 80
Next Steps in Triage Creation ........................................................................................................ 81
A Method for General Triage ................................................................................................ 82
Creation of the General Triage .................................................................................................... 84
User-Safety Considerations .......................................................................................................... 85
Hazardousness Considerations ....................................................................................................... 85
Biological-Compatibility Considerations ...................................................................................... 99
Summary of User-Safety Triage Category ................................................................................... 103
Material-Compatibility Considerations .................................................................................... 103
Electrical-Compatibility Considerations ...................................................................................... 107
Thermal-Compatibility Considerations ........................................................................................ 109
Chemical Compatibility Considerations ...................................................................................... 114
vii
Mechanical-Compatibility Considerations................................................................................... 118
Summary of Material-Compatibility Triage Category ................................................................. 128
Process-Capability Considerations ............................................................................................ 129
Maximum-Size Considerations .................................................................................................... 131
Dimensional-Tolerance Considerations ....................................................................................... 137
Resolution-Limitation Considerations ......................................................................................... 143
Gravity-Related Considerations ................................................................................................... 150
Surface-Quality Considerations ................................................................................................... 152
Summary of Process-Compatibility Triage Category .................................................................. 153
General Triage Summary ........................................................................................................... 154
A Method for Contextual Triage ......................................................................................... 155
Scenario-Feasibility Considerations .......................................................................................... 157
Human-Resource Considerations ................................................................................................. 157
Quality-Control Considerations ................................................................................................... 160
Infrastructure-Compatibility Considerations ............................................................................... 163
Material-Access Considerations .................................................................................................. 166
Environmental-Impact Considerations ........................................................................................ 169
Legal Considerations ................................................................................................................... 170
Summary of Scenario-Feasibility Triage Category...................................................................... 172
Economic-Justification Considerations ..................................................................................... 172
Cost Considerations ..................................................................................................................... 172
Delivery-Time Considerations ..................................................................................................... 177
1.1.1 Quantity-of-Production Considerations ....................................................................................... 184
Added-Value Considerations ....................................................................................................... 186
Summary of Economic-Justification Triage Category ................................................................. 188
Product-Acceptance Considerations ......................................................................................... 188
Longevity Considerations ............................................................................................................ 189
Familiarity Considerations ........................................................................................................... 197
Cultural-Appropriateness Considerations .................................................................................... 205
Summary of Product-Acceptance Triage Category ..................................................................... 205
Contextual Triage Summary ...................................................................................................... 206
Testing of Triage ................................................................................................................... 207
Aims of Testing the Triage Process ........................................................................................... 207
Testing Procedures ...................................................................................................................... 208
Procedure for Answering Research Question 1 ........................................................................... 210
Procedure for Research Question 2 .............................................................................................. 212
viii
Research Question 1 Results ...................................................................................................... 213
Discussion for Research Question 1 ............................................................................................ 216
Research Question 2 Results ...................................................................................................... 219
Findings from Respondents Without Access to Triage ................................................................ 221
Findings from Respondents with Access to Triage ...................................................................... 223
Discussion for Research Question 2 ............................................................................................ 237
Conclusions of Triage Testing .................................................................................................... 240
Conclusions and Future Work ............................................................................................. 243
Summary of Chapters ................................................................................................................. 243
Review of Research Objectives .................................................................................................. 246
Significance of Research Objective 1 and Its Findings ............................................................... 247
Significance of Research Objective 2 and Its Findings ............................................................... 248
Significance of Research Objective 3 and Its Findings ............................................................... 249
Contributions to the Field .......................................................................................................... 251
Intellectual Merit .......................................................................................................................... 251
Broader Impacts ........................................................................................................................... 252
Future Work ................................................................................................................................ 253
Future Work Based on the General Triage .................................................................................. 254
Future Work Based on the Contextual Triage.............................................................................. 257
Future Work Based on Testing of Both Triages .......................................................................... 259
Final Remarks ............................................................................................................................. 261
References ................................................................................................................................................ 262
Appendix A Product Needs Encountered in Western Kenya Healthcare System ...................... 281
Appendix B Considerations Identified in Literature .................................................................... 285
Appendix C General Triage Flowchart .......................................................................................... 288
Appendix D Contextual Triage Flowchart ..................................................................................... 290
Appendix E Case Study 1 ................................................................................................................ 292
Appendix F Case Study 2 ................................................................................................................ 296
Appendix G Software Version of Triage ........................................................................................ 300
ix
Table of Figures
Figure 1: Levels of a Tiered Healthcare System ......................................................................................... 23
Figure 2: Kijenzi 3D Printing System ......................................................................................................... 26
Figure 3: The Module Design of the Kijenzi System Allowed for Easier Transportation .......................... 27
Figure 4: Mean Index Scores From Health Staff Considering 3D Printing ................................................ 34
Figure 5: Mean Index Scores for Health Staffs’ Interests in Adopting 3D Printing ................................... 34
Figure 6: Mean Index Scores for Health Staffs’ Concerns About Adopting 3D Printing........................... 35
Figure 7: Examples of 3D-Printed Prototypes Made with Input from Hospital Staff (from left to right, Pill
Counter, Slide Holder, Uterus Model, Umbilical Cord Clamp, Microscope Knob) ............... 43
Figure 8: 3D-Printable Clubfoot Brace ....................................................................................................... 44
Figure 9: Place of the triage in a LM3D product development process ...................................................... 50
Figure 10: Example of Decision Elements ................................................................................................. 76
Figure 11: Example of Decision and Flag Elements Paired Together ........................................................ 76
Figure 12: Examples of Flags Encountered Throughout Both triages ........................................................ 77
Figure 13: Example of a Process Elements ................................................................................................. 77
Figure 14 Example of a Lookup and Conditions Elements ........................................................................ 78
Figure 15: Examples of Verdicts ................................................................................................................ 79
Figure 16: Order of Actions in Implementing LM3D with Triages ............................................................ 82
Figure 17: Hazard Scale Used in Graphical Representation of triage......................................................... 88
Figure 18: Example of Non-Toxic Flag ...................................................................................................... 90
Figure 19: Medical Device Hazard Classification Algorithm ..................................................................... 90
Figure 20: Products for Children Hazard Classification Algorithm ........................................................... 92
Figure 21: Heavy Machinery and Transportation Components Classification Algorithm ......................... 94
Figure 22: Personal Protective Equipment Classification Algorithm ......................................................... 95
Figure 23: Risk to Property Classification Algorithm ................................................................................ 96
Figure 24: Food-Contact Algorithm ......................................................................................................... 101
Figure 25: Biological Compatibility Algorithm ........................................................................................ 102
Figure 26: Electrical Compatibility Algorithm ......................................................................................... 109
x
Figure 27: Example Comparisons of Glass-Transition Temperatures ...................................................... 111
Figure 28: Heat-Exposure Flag ................................................................................................................. 112
Figure 29: Thermal-Compatibility Algorithm .......................................................................................... 113
Figure 30: Durability: Thermal Flag ......................................................................................................... 113
Figure 31: Chemical Compatibility Algorithm ......................................................................................... 117
Figure 32: Other Cleaning Flag ................................................................................................................ 117
Figure 33: Durability: Chemical Flag ....................................................................................................... 118
Figure 34: Risk Matrix Used in Mechanical Compatibility Algorithm .................................................... 123
Figure 35: Example Comparisons of Yield Strength and Fracture Toughness for Original Material and
Filament ................................................................................................................................. 125
Figure 36: Durability: Mechanical Flag .................................................................................................... 126
Figure 37: Mechanical Compatibility and Risk Algorithm....................................................................... 127
Figure 38: Product Being 3D Printed Must Fit in Build Envelope ........................................................... 131
Figure 39: Example of Determining Maximum X, Y, and Z Dimension of Product ................................ 132
Figure 40: Product Reoriented to Fit within Build Envelope ................................................................... 133
Figure 41: Possible Orientations of an Example Product (90° increments) .............................................. 134
Figure 42: Types of Orientations Relevant to Assessing Maximum Dimensions .................................... 134
Figure 43: Maximum-Size Algorithm....................................................................................................... 136
Figure 44: Orientation Groups Relevant for Determining Dimensional Tolerance Limits ...................... 139
Figure 45: Dimensional Tolerance Algorithm .......................................................................................... 142
Figure 46: Examples of Small Features .................................................................................................... 144
Figure 47: Differentiating Positive and Negative Features ....................................................................... 145
Figure 48: Resolution-Limitations Algorithm .......................................................................................... 149
Figure 49: Mechanical PP Flag ................................................................................................................. 151
Figure 50: Chemical PP and Mechanical PP Flags ................................................................................... 153
Figure 51: Contextual Triage is Needed Before Deployment of LM3D Products .................................... 156
Figure 52: Human-Resources Considerations Algorithm ......................................................................... 159
Figure 53: Quality-Control Algorithm ...................................................................................................... 162
Figure 54: Power Fluctuations Flag .......................................................................................................... 164
xi
Figure 55: Infrastructure Compatibility Algorithm................................................................................... 165
Figure 56: Chemical Post-Processing Flag ............................................................................................... 167
Figure 57: Material-Access Algorithm ..................................................................................................... 168
Figure 58: Cost Assessment Algorithm .................................................................................................... 176
Figure 59: Description of Parameters Used to Estimate Print Time ......................................................... 180
Figure 60: Delivery Time Comparison Algorithm.................................................................................... 182
Figure 61: Durability Flags ....................................................................................................................... 190
Figure 62: Longevity Sub-Algorithm Based Upon Use ............................................................................ 192
Figure 63: Wear Resistance Sub-Algorithm ............................................................................................. 194
Figure 64: Environmental Exposure Sub-Algorithm ................................................................................ 196
Figure 65: Product Acceptance Category Algorithm ................................................................................ 204
Figure 66: Verdicts by Experts and triage for Each Question .................................................................. 218
Figure 67: Survey Respondents by Degree-Level Currently Pursuing ..................................................... 219
Figure 68: Survey Respondents by Self-Described Level of Experience with 3D Printing ..................... 220
Figure 69: Survey Respondents by Self-Described Level of Experience with Low-Resource Contexts . 220
Figure 70: Respondents Ability to Match Expert’s Verdict Without the Triage ...................................... 222
Figure 71: Respondents’ Ability to Identify Potential Concerns Over Products ...................................... 223
Figure 72: Time Needed to Make Assessment, With and Without Triage ............................................... 224
Figure 73: Decision-Correctness Weighting Method ............................................................................... 225
Figure 74: Percentage of Instances in Which Each Triage Algorithm is Correctly Applied .................... 226
Figure 75: Respondents’ Ability to Make Evaluations on User Safety .................................................... 229
Figure 76: Respondents’ Ability to Make Evaluations on Material Compatibility .................................. 230
Figure 77: Respondents’ Ability to Make Evaluations on Printer Capability........................................... 231
Figure 78: Respondents’ Ability to Make Evaluations on Scenario Feasibility ....................................... 233
Figure 79: Respondents’ Ability to Make Evaluations on Economic Justification .................................. 234
Figure 80: Respondents’ Ability to Make Evaluations on Product Acceptance ....................................... 236
Figure 81: Negative Bias from Triage Users ............................................................................................ 238
xii
Table of Tables
Table 1: Percentage of Kenyan Health Facilities Properly Equipped with Selected Example Medical
Devices (Adapted from IHME, 2014 and World Health Organization, 2015) ........................ 21
Table 2: Summary of Hospitals Visited Over First Research Period .......................................................... 25
Table 3: Summary of Desired Attributes for 3D Printer for Research in Kisumu ...................................... 26
Table 4: Variables Associated with Modified UTAUT Model and Corresponding Questionnaire Items .. 29
Table 5: Questionnaire Items Regarding Reasons for Interest in Adoption of 3D Printing ....................... 31
Table 6: Questionnaire Items Regarding Reasons for Concern in Adoption of 3D Printing ...................... 32
Table 7: Demographic Breakdown of Participanting Medical Professionals ............................................. 33
Table 8: Examples of Products Commonly Required in Healthcare Facilities Visited .............................. 42
Table 9: Overview of Literature Reviews ................................................................................................... 52
Table 10: Geometry-Specific AM Design Consideration Categories ......................................................... 54
Table 11: Overview of Product Considerations Found in DFAM Literature Review ................................ 61
Table 12: WHO Guidelines Medical Devices in Developing World Contexts, Adapted from (World
Health Organization, 2010b) ................................................................................................... 70
Table 13: Overview of Product Considerations Encountered in DFLRC literature ................................... 72
Table 14: Merged Considerations from Both Literature Reviews .............................................................. 73
Table 15: Differentiating LM3D Considerations for General vs Contextual Triage .................................. 74
Table 16: Categories of Considerations in General Triage ......................................................................... 83
Table 17: Levels of Hazard Classification .................................................................................................. 87
Table 18: Hazard Mapping for Medical Devices ........................................................................................ 89
Table 19: Hazard Mapping for Products Intended for Children ................................................................. 91
Table 20: Hazard Mapping for Heavy Machinery/Transportation Components ........................................ 93
Table 21: Hazard Mapping for Personal Protective Equipment ................................................................. 95
Table 22: Summary of Possible Verdicts for Hazardousness Considerations ............................................ 98
Table 23: Levels of Property-Specific Hazard Classification for Future Development ............................. 99
Table 24: Summary of Possible Biological Compatibility Outcomes ...................................................... 101
Table 25: Material Properties Included in triage’s Engineering Material Property Database .................. 106
xiii
Table 26: Summary of Possible Electrical Compatibility Outcomes ........................................................ 108
Table 27: Summary of Possible Thermal Compatibility Outcomes ......................................................... 112
Table 28: Filament Compatibility Results (Median Values) from Heikkinen et al., 2018 ....................... 115
Table 29: Summary of Possible Chemical Compatibility Outcomes ........................................................ 116
Table 30: Summary of Possible Mechanical Compatibility Outcomes .................................................... 126
Table 31: Possible Product Orientations and Compatibility Checks ........................................................ 135
Table 32: Summary of Possible Maximum-Size Compatibility Outcomes .............................................. 136
Table 33: Possible Product Orientations and Compatibility Checks for Dimensional Tolerances ........... 140
Table 34: Summary of Possible Dimensional Tolerance Compatibility Outcomes .................................. 141
Table 35: Possible Product Orientations and Compatibility Checks for Positive Small Features ............ 146
Table 36: Possible Product Orientations and Compatibility Checks for Negative Small Features .......... 147
Table 37: Summary of Possible Resolution-Limitation Outcomes ........................................................... 148
Table 38: Categories and Considerations used in Contextual Triage ....................................................... 157
Table 39: Summary of Possible Human-Resources Considerations Outcomes ........................................ 159
Table 40: Summary of Possible Quality-Control Considerations Outcomes ............................................ 161
Table 41: Summary of Possible Infrastructure Considerations Outcomes ............................................... 164
Table 42: Summary of Possible Material Access Considerations Outcomes ........................................... 167
Table 43: Summary of Cost Considerations Outcomes ............................................................................ 175
Table 44: Summary of Delivery Time Considerations Outcomes ............................................................ 182
Table 45: Summary of Delivery Time and Cost Composite Considerations Outcomes ........................... 185
Table 46: Summary of Longevity Considerations Due to Use Outcomes ................................................ 191
Table 47: Summary of Longevity Considerations Due to Wear Outcomes .............................................. 193
Table 48: Summary of Longevity Considerations Due to Environment Outcomes ................................. 195
Table 49: Examples of Aesthetic Attributes and Related Properties (Adapted from Ashby and Johnson,
2002) ...................................................................................................................................... 200
Table 50: Summary of Familiarity Consideration Outcomes ................................................................... 203
Table 51: Overview of Case Studies ......................................................................................................... 209
Table 52: Summary of Survey Given to Experts ...................................................................................... 211
Table 53: Summary of Expert and Triage Verdicts .................................................................................. 214
xiv
Table 54: Summary of Factors in Experts’ and Triage’s Verdict’s Case study 1 ..................................... 215
Table 55: Summary of Factors in Experts’ and Triage’s Verdict for Case study 2 .................................. 215
Table 56: Comparison of Respondents’ general triage Verdicts Based Upon triage Access.................... 228
Table 57: Comparison of Respondents’ general triage Verdicts Based Upon triage Access.................... 232
Table 58: Summary of Performance by Triage Users when Compared to Non-triage Users ................... 239
Table 59: Recommended Future Work for Each Algorithm of General Triage ....................................... 256
Table 60: Recommended Future Work for Each Algorithm of Contextual Triage................................... 258
xv
Abbreviations and Acronyms
3D Three-Dimensional
ABS Acrylonitrile Butadiene Styrene
AM Additive Manufacturing
AT Appropriate Technology
BOP Bottom of the Pyramid
CI Confidence Interval
CPSC Consumer Product Safety Commission
DFAM Design for Additive Manufacturing
DFLRC Design for Low-Resource Contexts
DFM Design for Manufacturing
FDA Food and Drug Administration
ME Material Extrusion
FMEA Failure Mode and Effects Analysis
HCD Human-Centered Design
HDPE High Density Polyethylene
HTA Health Technology Assessment
IDP Internally-Displaced Person
IP Intellectual Property
IT International Tolerance
LM3D Localized Manufacturing with 3D Printing
LRC Low-Resource Context
MOH Ministry of Health
NGO Non-Governmental Organization
PC Polycarbonate
PETG Polyethylene Terephthalate Glycol
PP Post-Processing
ROW Refugee Openware
STL Stereolithography (referring to the file format)
UNICEF United Nations International Children's Emergency Fund
USD United States Dollar
UTAUT Unified Theory of Acceptance and Use of Technology
UV Ultraviolet
WHO World Health Organization
xvi
Acknowledgements
Thank you to the students and faculty of both Michigan Tech and Penn State who helped various parts of
this research along.
Thank you to the people of Kisumu for your enthusiastic collaboration.
Thank you to my advisor, John, for his mentorship and support.
Thank you to my friends, family, and especially Cait for being so supportive through the ups and downs
of this research.
xvii
Dedication
This work is dedicated in memory of the late Dr. Peter Odada Sumba and the late Eng. Jared Miyombe.
Both men were instrumental in making this research possible.
1
Introduction to LM3D
Digital manufacturing methods have been increasingly hyped by many as the next Industrial Revolution
with the potential to completely redefine how and where goods are manufactured (Birtchnell and Hoyle,
2014). This reshuffling of production capabilities could extend to all sectors, markets, and industries, and
there has been much excitement over the potential for digital manufacturing to revolutionize the way both
international development and humanitarian work is done (Birtchnell and Hoyle, 2014; James and Gilman,
2015; Pearce et al., 2010; Rogge et al. 2017). 3D printing’s ability to manufacture a diverse array of
products on a single machine could serve as a means of filling supply and equipment gaps in low-resource
contexts (James and Gilman, 2015).
3D Printing and Localized Manufacturing
To clarify, the term ‘3D Printing’ is used to colloquially refer to various types of additive manufacturing
(AM) methods including, vat photopolymerization, powder bed fusion, directed energy deposition, and
material extrusion among others. While each technology relies on different technologies to manufacture
products, all these forms of additive manufacturing operate on the same basic strategy of binding
materials together, layer by layer, in order to create computer-modeled geometries. While each of these
technologies presents unique advantages, material extrusion (ME), or sometimes called Fused Filament
Fabrication (FFF), is the most commonly used type of additive manufacturing by both industry (Core-
Baillais et al., 2017) and hobbyists (Ford and Despeisse, 2016), and is what is meant by ‘3D printing’ in
the remainder of this dissertation.
Overview of Material Extrusion 3D Printing
Material extrusion 3D printers operate by pushing molten thermoplastic through an end effector attached
to a robotic arm. The robotic arm is programmed to move based on information given in a Standard
Tessellation Language (STL) file that describes the geometry of the desired product. Because of both its
2
relative simplicity and its ability to manufacture with a wide variety of thermoplastics, ME is typically the
most cost effective and reliable type of additive manufacturing technology for most applications, and is
thus generally considered to be the best candidate for international development and humanitarian
deployments (Bhatia and Ramadurai, 2017; Bikas et al., 2016; Loy et al., 2016).
The majority of ME 3D printers currently in use are built with open-source elements developed by a
global community of user-experts, and the rapid development of small-scale ME 3D printing has largely
been attributed to its open-source nature (Jong and Bruijn, 2013). Self-replicating rapid prototypers
(RepRaps) are open-source 3D printers that are designed to be able to fabricate many of their own
components (Jones et al., 2011). This self-replicability can reduce the production cost of a RepRap
machine when compared to other 3D printers. By building prototypes with these widely available and
accessible designs and components, users of RepRap ME 3D printers have been able to more freely
access all the information and support needed for the successful construction, operation, maintenance,
design, and enhancement of their own 3D printers (RepRap, 2019), making 3D printing a uniquely
democratized manufacturing technology.
Both open-source and commercial ME machines still face plenty of limitations, and the repeatability and
consistency of products manufactured with ME continues to be difficult to maintain (Huang et al., 2015;
Roca et al., 2017; Oropallo and Piegl, 2016). In addition to having overall weaker mechanical properties
than other thermoplastic manufacturing methods such as injection molding (Dawoud et al., 2016), several
other common mechanical product design requirements prove challenging to achieve with ME. These
challenges include the achievement of air/water tightness (Mireles et al., 2011), exceptionally large or
small geometric features (Urbanic and Hedrick, 2015), and high dimensional precision (Adam and
Zimmer, 2015; Lanzotti et al., 2015).
As ME is typically confined to manufacturing with thermoplastics, there is limitations in what can
realistically be produced. While many hybrid combination of materials, including metals, ceramics, and
3
plastics, have been successfully 3D printed with ME processes, or processes resembling ME, many still
cite material restrictions as a major hurdle for 3D printing to overcome (Huang et al., 2015). Some
additional engineering flexibility can be given by ME machines capable of manufacturing with multiple
materials, but these printers are not without their own sets of challenges (Hergel and Lefebvre, 2014;
Oropallo and Piegl, 2016).
Introduction to the Research Objectives
The impact that 3D printing may have in low-resource contexts, such as developing communities or
humanitarian crisis scenarios, has largely been discussed more than it has been tested. While many
humanitarians, academics, and technology experts have touted the potential impact that 3D printing can
have in low-resource contexts (Bhatia and Ramadurai, 2017; Birtchnell and Hoyle, 2014; Pearce et al.,
2010; Rogge et al., 2017), its application is only beginning to be explored experimentally. The limited
testing that has occurred thus far has largely supported the merit of many of the supposed benefits, but it
has also uncovered many of the obstacles to 3D printing being able to be effectively used in either
development or humanitarian work (James, 2017; Rogge et al., 2017; Tatham et al.. 2015).
Most of the limited applications of 3D Printing in low-resource contexts have revolved around the
deployment of a particular ‘high-impact’ product that was identified as being both needed in low-resource
settings and able to be manufactured with 3D printing (James, 2017; Kats et al., 2019; Saripalle et al.,
2016). While these settings are rife with examples in which specific products are both needed and otherwise
unavailable, there exists no formal methodology for determining when Localized Manufacturing with 3D
printing (LM3D) is appropriate intervention for a product or scenario.
This research takes a comprehensive look at 3D printing and its implementation in these contexts to
determine when 3D printing has the potential to enable localized manufacturing to address product needs
in a given context. I determine what some of the necessary criteria are for 3D printing to be more effectively
and sustainably implemented in development and humanitarian contexts going forward. From these criteria
4
I create a triage-type methodology that that allows experts and non-experts alike to determine if a product
needed in a scenario can be manufactured with 3D printing and if LM3D is a manufacturing strategy that
should be pursued.
In summary, this research sets out to meet the following objectives:
Research Objective 1: Give an overview of the existing activities and literature regarding
applications of LM3D in low-resource contexts, including developing communities and
humanitarian response scenarios.
Research Objective 2: Evaluate the reception of and potential uses for LM3D in a developing
community, specifically in the context of a western-Kenyan healthcare system.
Research Objective 3: Design and test a product evaluation tool that can enable non-experts in
using 3D printing in low-resource contexts to evaluate when a product-need may realistically be
satisfied by LM3D.
The meeting of these research objectives lay the groundwork for more effective implementation of 3D
printing in rural developing-communities and humanitarian-response contexts. By disseminating this
research through both academic knowledge and open-source technology, this work creates a platform for
future engineers, designers and humanitarians, to be able to continually improve on 3D printing and adapt
it to the needs of both developing communities and populations experiencing humanitarian crises.
Motivation for Research
The initial motivation for this research was ignited by my service with the United States Peace Corps (2012-
2014). In the United Republic of Tanzania I worked on projects related to science education, health, and
water access in a rural village setting. Whether it was pipe fitting or piece of laboratory equipment, a
common thread through my work was a lack of accessibility to the specialty goods need to complete these
5
projects. Upon the competition of my service and my return to the United States, I became aware of the
ever-increasing accessibility of 3D printing in the United States in both home and educational settings. I
was interested in how the idea of locally manufacturing these specialty products would have impacted my
Peace Corps service and the lives of the people that I regularly collaborated with in Tanzania. As is
evidenced in Chapter 4, there were many in academia who were having similar ideas at the same time.
In the subsequent years or researching this topic, I have worked with development workers, humanitarians,
and those who live in low-resource contexts who are all interested in how 3D printing could be better
integrated into their work. They are interested in the idea of being able to manufacture goods locally and/or
for themselves, but it takes time and effort for them to be able to effectively understand the abilities and
limitations of the technology. The research and methods generated in the latter half of this dissertation were
motivated by a desire to make it easier for more people to be able to integrate 3D printing, and eventually
other forms of localized digital manufacturing as they emerge, into their work.
Overview of Dissertation
The research objectives outlined in section 1 of this chapter have been met through four years of research
conducted in East Africa and domestically. This research primarily took the form of on-the-ground
experimentation with LM3D and extensive literature reviews. A description of these activities are in the
following chapters, as described in the following paragraphs.
Chapter 2 gives an overview of some existing instantiations of LM3D that have been explored in the
literature of academia and the activities of development and humanitarian actors. These instantiations are
briefly analyzed as a means of understanding how the technology has been used so far, and in what
directions the technology has been able to gain more traction.
Chapter 3 takes a more focused look at LM3D through the lens of the western-Kenya healthcare facilities.
This research includes the creation and implementation of a short-term 3D printing pilot program with a
6
county hospital system. I measure how well these activities were received by using surveys administered
to medical professionals within these healthcare facilities. These professionals represent a population
currently facing a variety of product needs, and the surveys seek to understand their overall acceptance of
using LM3D to address them. This research also entails working with this population to better understand
the contexts in which access to LM3D would improve their work and livelihoods.
Chapter 4 describes the literature review process used to determine design criteria for products that are
being considered for manufacturing with 3D printing or products that are being considered for deployment
in a low-resource context. This literature focuses on the technical, economic, and social appropriateness of
3D printing a product and reflect the common categories found in both Design for Additive Manufacturing
(DFAM) literature and Design for Low-Resource Contexts (DFLRC) literature. Through these literature
reviews (and my own research conducted in East African hospitals), I develop a list of considerations that
a product being considered for LM3D must be able to meet in order to be able to be considered good
candidate for 3D printing in that particular context..
Chapter 5 and Chapter 6 describe the two parts of the proposed product triage methodology and their
derivation from the considerations identified in Chapter 4. Chapter 5 focuses on the general triage that is to
determine whether a product can be functionally and safely be 3D printed. The contextual triage is the focus
of Chapter 6 and determines whether a product should be 3D printed in a given scenario.
Chapter 7 describes the testing and validation of both triage methodologies. This is be done by giving both
the methodology and examples of scenarios in which LM3D could be applied to users who are not experts
in either the fields of development or 3D printing. The assessments that these non-experts make is compared
to those of expert assessments in order to evaluate the effectiveness and usability of the triage methods.
Chapter 8 summarizes all the other chapters and detail areas that require more work in the future.

7
Impacts of LM3D in Low-Resource
Contexts
3D printing with Material Extrusion is not a miracle technology, and as it currently stands, it is a
manufacturing technology like any other; filled with financial viability pros and cons, having limitations in
the products it can produce, and requiring the appropriate technological knowledge to operate (Attaran,
2017a). These concerns are being continually addressed as the technology improves, and it is increasingly
easier for anyone to use 3D printing technologies for home manufacturing (Mota, 2011; Pearce, 2017;
Rayna and Striukova, 2016; Wade et al., 2017).
Benefits of LM3D
Like other digital manufacturing techniques, 3D printing has allowed for manufacturing activities to
become increasingly democratized by significantly reducing the upfront capital costs typically associated
with production (Li, 2016; Naudé, 2017). Localized manufacturing with 3D printing can result in large
economic savings for many consumer products, and in some cases over 99% of the original product’s
original cost is able to be retained by the consumer (Pearce et al., 2013). Beyond saving the consumer
money, this democratization enabled by LM3D also transfers some control of the design and manufacturing
process of consumer goods from a handful of multinational corporations back into the hands of individuals
and communities (Kohtala, 2015; Laplume et al., 2016; Mota, 2011).
LM3D for Humanitarian Response
While there are significant differences between international development and humanitarian relief
applications (collectively referred to here as ‘low-resource contexts’), the logistical benefits of LM3D have
also been touted as impactful for both sectors.
8
Potential for Impact on Humanitarian Responses
The reduction in capital required for manufacturing with LM3D can reduce the time and money used in the
procurement of goods required in a humanitarian response (Sniderman et al., 2016; Tatham et al., 2015).
By manufacturing goods locally at the site of a humanitarian response, the only materials that need to be
shipped to the site of a humanitarian effort are the raw materials needed for manufacturing. These raw
materials typically take up far less storage and transport space, are far more durable, and require far less
packaging than the actual goods needed in a disaster response (Loy et al., 2016; Sniderman et al., 2016).
The large virtual inventory of parts allowed by LM3D can also help to reduce the mismatch of what is
supplied in a humanitarian crisis. It is impossible to forecast every need that could arise during a disaster,
and thus many relief organizations ship thousands of products that are not required and find they require
many that were not shipped (James and Gilman, 2015). The Red Cross, for example, has a set catalog of
nearly 10,000 different products that it can ship to any given disaster regardless of its nature (ICRC, 2018).
LM3D can not only be used to only manufacture the exact products required, but also allow a degree of
customization previously impossible. This customization can take many forms, including optimizing
designs to match a user’s geometry (Wong & Pfahnl, 2014) or adapting a part to fit a specific machine
(James and Gilman, 2015; Loy et al., 2016). While 3D printing can never completely replace traditional
humanitarian logistics, by integrating 3D printing into a humanitarian response, the larger effort can be
made more efficient and the mismatch can be reduced (James and Gilman, 2015; Saripalle et al., 2016).
Finally, as many humanitarian response efforts end up transitioning into development efforts as a disaster-
struck region begins to rebuild, LM3D can also be used in aiding this transition by providing refugees or
disaster victims with an opportunity to learn new vocational skills as they rebuild their community (Refugee
Open Ware, 2018).
9
Examples of 3D Printing in Humanitarian Response
Though 3D printing as a tool for disaster relief is still in its infancy, it is rapidly growing. Remote
manufacturing with 3D printing has already been explored by Oxfam (Mcbride, 2014) and the American
Red Cross (Scott and Harrison, 2015). 3D printing has been found to be useful in addressing humanitarian
response needs as diverse as housing (Gregory et al., 2016), vehicle repair (De la Torre et al., 2016), and
surgical tools (Yu and Khan, 2015).
Two non-governmental organizations (NGOs) in particular have been exploring the possibilities that 3D
printing may have in Humanitarian applications - Field Ready and Refugee Open Ware. Field Ready
explores different ways of localizing the manufacturing of items needed in a crisis, especially with digital
fabrication methods. Through trials in Haiti, Nepal, Syria, and several other countries, they have used 3D
printing, laser cutting, small-scale injection molding, CNC milling, and other digital manufacturing
methods to create items for water access, sanitation, health, camp management, shelter, nutrition,
protection, education, logistics, telecommunication, and early recovery efforts (James and Gilman, 2015).
Field Ready and their digital fabrication efforts have been supported by Humanitarian Makers, a United
States-based network of engineers, designers, and makers with an interest in creating designs that can meet
humanitarian product needs encountered by Field Ready or other organizations (Humanitarian Makers,
2018).
Refugee Open Ware (ROW) brings similar digital fabrication tools and training to refugees from Syria, so
that refugees begin to develop their own supplies and the skills to address the challenges of rebuilding their
lives. While much of what they have produced are prosthetics, refugees that work with ROW have also
developed a variety of products to address other challenges faced by Syrian refugees, including water
management and blindness (Refugee Open Ware, 2018).
10
LM3D for International Development
While there are significant differences between international development and humanitarian relief
applications, many developing communities that are not experiencing humanitarian crises would still
benefit from the logistics of LM3D. Reducing delivery times and simplifying supply chains may not be as
critical as they are in international development, but the adoption of LM3D could represent a key
opportunity for fighting global poverty.
Potential for Impact on International Development
There has been much excitement over the last decade over the possibility of 3D printing being able to be
‘game-changer’ for those working in development (Birtchnell and Hoyle, 2014; Pearce et al., 2010). For
countries that have never really experienced the industrial revolution (in terms of manufacturing) the
embrace of 3D printing could result in a ‘short circuiting’, effectively skipping over mass manufacturing
like the way that cellular technology allowed for a skipping of landlines in many countries. The extreme
localization of manufacturing also represents a hybrid development strategy that addresses poverty by
simultaneously addressing the product needs of individuals while improving their community’s industrial
capabilities (Johnson and Magleby, 2004). If applied appropriately to the contexts of developing
communities, 3D printing could allow for an empowering of individuals to take the lead on the
manufacturing of their own products in environments where that has never before been possible. Beyond
reductions in cost and delivery time, this could have two additional impacts on developing communities:
increasing access to specialty goods and empowering local designers.
From the standpoint of a rural community with very restricted resources, LM3D presents a never before
seen opportunity to have access to specialty and custom goods (King et al., 2014). While the marketing of
consumer goods targeting small markets has been traditionally nonviable (El-Khasawneh, 2013), if LM3D
can occur, then we can expand the geographic availability of many specialty products to be more inclusive
of small developing communities (Laplume et al., 2016). Local consumers could have access to a greater
11
selection of products that may better fit their needs, lifestyle, socio-economic setting, and culture, rather
than only using a limited selection of products made by a handful of designers (Rauch et al., 2016).
3D printing could allow for an empowering of individuals from the rural, developing communities to have
a greater voice in the products that they use. Most of all goods produced globally are designed in more-
industrialized countries. Design science and more complex design practices are largely non-existent in
developing communities (Donaldson, 2006), and these skills are not addressed by the education of many
less industrialized economies which are mostly service oriented (El-Khasawneh, 2013). It has been noted
that the few Western efforts that exists in product design for developing communities have often failed due
to the West’s lack of socioeconomic understandings and neo-colonial cultural impositions on design
expectations (Nussbaum, 2010).
Examples of 3D printing in International Development
There have been several instantiations of 3D printing by international development organizations. While
the following descriptions are not exhaustive, they represent some more notable efforts at introducing
LM3D to new locations around the world.
Concern Worldwide is a development and humanitarian organization that focuses on issues of poverty and
public health around the world. Launched in 2014, the Maker Movement for Maternal, Newborn, and Child
Health is one of Concern’s major projects in Kenya (Concern Worldwide, 2016). This program that was
supported by Philips and UNICEF, focused on using digital manufacturing techniques that include, but are
not limited to 3D printing, to manufacture spare parts for medical equipment in Nairobi’s largest hospital
and university (Concern Worldwide, 2016). While only funded for a temporary period, the project
successfully manufactured several commonly required medical devices and spare parts (Concern
Worldwide, 2016).
Practical Action, another Non-Governmental Organization (NGO) with global reach, has also done some
experimenting and trialing in Peru (Whitehead, 2016). This project was primarily focused on using 3D
12
printing as a tool to better empower Peruvian designers to be able to engage in design and prototyping
activities that they otherwise would not be able to participate in (Whitehead, 2016).
TechforTrade is a UK-based NGO that has spent years investigating how different technologies can be used
to empower impoverished communities around the world to be able to lift themselves out of poverty
(TechforTrade, 2019). TechforTrade has experimented with ways that 3D printing can be used to create a
sustainable and impactful business, and they have worked to promote 3D printing on the African continent
(Rogge et al., 2017). Three different 3D printing-focused companies have been launched with the assistance
of TechforTrade’s Digital Blacksmith’s program: African-Born 3D (AB3D) in Nairobi, Kenya, STICLab
in Dar es Salaam, Tanzania, and Klaks3D in Accra, Ghana (Digital Blacksmiths, 2019). All three
companies are based upon using an open-source 3D printer design that is primarily constructed of e-waste
and locally available materials (TechforTrade, 2019). All three of these companies build and sell 3D printers
within their respective countries, and work with TechforTrade to explore opportunities for 3D printing to
be used locally for economic growth (Digital Blacksmiths, 2019).
Outside of NGO-based examples, there have been several other examples of 3D printing being used in
small business development in East Africa. Gearbox, one of Africa’s most prominent makerspaces, allows
Nairobians to use digital manufacturing tools (including 3D printers) to design, test, and prototype product
ideas for building their own businesses (Gearbox, 2019). Additionally, Gearbox provides trainings on how
to use these types of equipment and regularly holds workshops to equip people with digital manufacturing
skills (Gearbox, 2019). In 2016, Gearbox hosted the MakerNet pilot program that looked for medical
devices that could be economically manufactured at a makerspace and would benefit communities around
Nairobi (Sewe, 2017).
Many other capitals and large cities throughout the world are also home to makerspaces known as ‘Fab
Labs’ (Fabrication Laboratories). Fab Labs are all born out of the Massachusetts Institute of Technology
and their ‘Fab Academies’ (Fab Lab-specific technical trainings held around the world)(Fab Foundation,

13
2018). The Fab Lab model has done much to allow people around the world to have access to digital
fabrication knowledge and technologies, including 3D printing. Currently there are well over 1000 Fab
Labs around the world, on every continent other than Antarctica (Fablab, 2019.). However, while prolific
at spreading from country to country, the Fab Lab/makerspace model only represents a partial realization
of LM3D, as their primary focus is on prototyping new products and these facilities are often located
capitals or other major cities (as opposed to more rural or lower-resource areas that are in more need of
development).
As stated previously, there are very few examples of formal academic studies that have been published
regarding the use of 3D printing in developing communities where the study was actually conducted within
a developing community. Other than the research detailed in Chapter 3 of this dissertation, the only other
published findings found were from the University of Michigan (John et al., 2017). This research was
conducted during a three-month pilot program where a 3D printer and operator were installed in a hospital
in Nepal with the intent of determining what products they could locally manufacture and whether 3D
printing would be beneficial (John et al., 2017).
Nearly all of these examples, while taking place in lower-resource countries, are still taking place in highly
urban areas (where limited wealth is typically concentrated). There is still very little understood about how
localized manufacturing made available with 3D printing can affect the bulk of people living in these
countries.
Gaps in Knowledge
Due to the hype surrounding 3D printing, much of the literature available on LM3D looks like ‘holding a
hammer and looking for nails,’ and it still remains to be seen if and how 3D printing can best act as a
sustainable manufacturing method in low-resource contexts. There is an inherent danger of LM3D
becoming a technology that is pushed from technology developers rather than a technology that is pulled
from its potential beneficiaries (Baumers et al., 2016), and while the responses of humanitarian response

14
practitioners have already been shown to be largely positive (Tatham et al., 2015), there is no data available
regarding the demand for 3D printing from those living in developing communities. Before anything can
be more conclusively said about 3D printing’s future in low-resource contexts there are two major questions
that need to be answered: How would the implementation of LM3D be received by those living in
developing communities, and what would LM3D be used for in these types of settings?
15
Healthcare Applications of LM3D in Kenya
This chapter takes a more focused look at LM3D and how it could be applied to a particular need: healthcare
in Kenya. I first briefly look at some of the key challenges related to medical devices in low-resources
settings around the world and how LM3D could be used to address some of them. Then I focus on medical
device challenges in Kenya and describe some of the research conducted into how LM3D would be received
by a healthcare system in western Kenya.
While there is much overlap between international development and humanitarian crisis-response work,
they still represent two different fields. Humanitarian responses are focused on providing short-term aid
and assistance to populations struck with a natural or human-made catastrophe, whereas development work
is focused on making long-term improvements to the health and livelihoods of people in economically
depressed areas. While there are circumstances in which the fields overlap with one another, they are
ultimately operating towards different goals. The examples to be described from western Kenya are
representative of challenges faced by a developing community, and they do not represent a humanitarian
crisis-type setting. It would be both expensive and irresponsible to bring untested technology into an actual
humanitarian response setting (Betts and Bloom, 2014; Ramalingam et al., 2009).
The research that this chapter describes is, at times, only partially related to the methodology creation
described in the subsequent chapters. The findings from this preliminary research, however, were
instrumental in inspiring and formulating this dissertation, and their inclusion was justified for three
reasons:
• The research presented in this chapter gives the reader an understanding of the context and
experiences that inspired the methodology outlined in later chapters.
• The research presented in this chapter provides additional content that may be useful for some
readers.
16
• The research presented in this chapter represents findings that require documentation and
dissemination, and this dissertation is the most relevant work for them to be documented in and
disseminated through.
Opportunities and Obstacles for LM3D and Medical Devices
The bulk of engineering design in low-resource contexts has focused on health challenges. Low-resource
consumers are particularly vulnerable to fluctuations in health. Sub Saharan Africa shoulders 24% of the
world’s disease burden, accounts for less than 3% of the world’s spending on medical supplies (World
Health Organization, 2012). LM3D could represent an opportunity for making a large impact on addressing
several challenges related to medical device access in lower-resource settings.
Potential for LM3D in Low-Resource Healthcare Systems
Many of the challenges seen by the healthcare sector in low-resource contexts could be directly impacted
by the implementation of LM3D, including reductions in the cost of medical devices, more locally
appropriate designs, better ability to maintain equipment, and a simplified procurement process.
Access to LM3D could reduce cost of medical devices
Developing communities have far less money to spend on healthcare and healthcare equipment when
compared to more industrialized countries. In 2012, Kenya spent 84 USD on medical devices per citizen as
compared to many Western countries who spending on medical devices can range from 3000-9000 USD
per citizen (World Health Organization, 2017). As the geometric complexity of a product does not impact
the cost of manufacturing it with 3D printing (Pearce et al., 2013), the technology has the potential to
significantly drive down the costs of many types of expensive specialty equipment used in medical and
laboratory settings (Baden et al., 2015; Choonara et al., 2016; Pearce, 2013). Still the extent to which the
reduction in manufacturing or logistical costs would occur is completely dependent upon the product, and
many products may not be economically viable candidates for localized 3D printing.
17
The cost of manufacturing a typical medical device, however, is only a small part of the expenses associated
with its overall life-cycle cost (Cordero, 2014; World Health Organization, 2010), as over 95% of medical
devices in developing communities are imported from more-industrialized regions (Malkin, 2007). By
manufacturing these products locally, costs associated with shipping, handling, warehousing, taxing, and
other stages of procurement could be reduced for the end buyer.
Localized manufacturing of medical devices could also potentially cut costs by creating devices more
tailored and more appropriate to the environment in which they are being used. Many international
standards on medical equipment are only necessary for specific contexts and the price of some medical
devices are driven up needlessly high by trying to meet superfluous global standards (World Health
Organization, 2010a).
Access to LM3D could result in more locally appropriate medical devices
Beyond procurement, merely keeping medical equipment in operation in low-resource contexts is a
challenge in itself, and it has been estimated that almost 40% of the medical devices in the developing world
do not function properly (Perry and Malkin, 2011). As nearly all products are designed elsewhere and
imported, a lack of connections between the on-the-ground user and designers continues to be the reason
that most medical devices for the developing communities are left wanting (World Health Organization,
2010a). Scarcely any local production of medical devices currently takes place in the low-resource contexts
(Malkin, 2007; World Health Organization, 2012), and many Western designers in biomedical equipment
have lagged behind in applying appropriate user considerations for health-care workers outside of more
developed countries (Eltringham and Neighbour, 2014).
As discussed in Chapter 2, LM3D could not only simplify complex procurement processes, but the
democratization of medical production could transfer some design and manufacturing control of certain
medical equipment from a handful of multinational corporations into the hands of local medical
professionals who better understand their local context (World Health Organization, 2016).
18
Access to LM3D could improve access to spare parts and consumables
A lack of access to spare parts is a major hindrance to keeping medical equipment around the world running,
especially when spares for the equipment are no longer produced (Malkin, 2007; World Health
Organization, 2010b). This is particularly common with donated medical equipment frequently given to
developing communities without any consideration of spare parts (World Health Organization, 2010a), as
regardless of how well designed any piece of medical equipment may be, it will eventually break and require
spare parts. A study by Duke University showed that 28% of broken medical equipment in developing
communities requires imported spare parts to repair (Malkin and Keane, 2010), and a similar study by
Engineering World Health found that 12.3% of all unused machines (broken or not) could be made useful
again with access to spare parts (Malkin, 2007).
Estimates from the World Health Organization show that more complex medical devices automatically
depreciate from their original value as much as an additional 80% in an ecosystem without access to spare
parts (World Health Organization, 2006). These medical devices are typically much costlier and therefore,
when inoperable, may represent significant idle capital in any given health facility. With the appropriate
design support, LM3D could potentially have a major impact restoring some of this otherwise derelict
equipment by printing spare parts or tools necessary for repairing the equipment.
Similar to spare parts, many devices require consumable components to operate, like tips to surgical devices
(World Health Organization, 2010b) or items that interface with equipment used intravenously (World
Health Organization, 2010a), and an inability to find a steady supply of consumables is cited as one of the
most common barriers to the purchase of medical equipment (Malkin, 2007). Lack of standardization in
consumables can make replacement impossible (World Health Organization, 2010b), particularly for
medical equipment that may be a little bit more dated though still functional. Though many of these
consumables are not mechanical parts (Malkin, 2007), 3D printing could still be useful in instances where
solid consumable components are needed.
19
Access to LM3D could reduce management complications
Surveys were conducted by the World Health Organization asking a range of experts on medical supply
from 46 countries found that some of the top reasons cited for lack of equipment were not only technical or
economic, but administrative (World Health Organization, 2012). There are many sources of inefficiencies
in health systems around the world that result in administrations selecting equipment that may not be what
is needed locally (World Health Organization, 2012; World Health Organization, 2010b). While unable to
improve management practice, LM3D printing does have the possibility to offer a short circuiting in the
logistics process, and allow local administrators, who are much closer to the point-of-use, to be able to
determine what equipment they locally require in their facilities.
Obstacles for LM3D in the Healthcare Sector
The potential benefits of implementing LM3D are not without accompanying challenges. The need for
personnel training and regulatory controls must be addressed before LM3D could have a real impact on the
healthcare sector.
Lack of expertise and technical training is already a healthcare issue
Many low-income countries lack personnel who are experienced enough in medical procurement,
inventorying, and management (World Health Organization, 2010b), and hospitals and health centers
throughout developing communities struggle to maintain the equipment that they have as technicians and
technical ability are scarce. Malkin and Keane suggest that 66% of all broken and unused equipment could
be made useable if only hospitals had personnel trained in general repair skills (Malkin and Keane, 2010).
Unfortunately, these skills remain elusive in many places as very few local universities offer any type of
biomedical training and the few professionals that do pursue health tech-focused careers tend to have very
high employment turnover rates (World Health Organization, 2010b).
If LM3D technology does not prove to be robust or user-friendly enough for local technicians, it is possible
that it could quickly become just another derelict machine in a health facility. For any implementation of

20
LM3D in the healthcare system to be successful, medical staff must be properly trained and instructed on
what the technology can realistically do for them.
Regulatory controls on health products cannot be ignored by LM3D
Practically, the enforcement of these international-level regulations in most low-resource contexts are
noticeably weak and “largely confined to national disease programmes” (Rugera et al., 2014). Many more
healthcare facilities in some low-resource contexts are probably less concerned with adhering to national
standards than pragmatically finding ways to address their equipment needs (Chen et al., 2014). At this
level, the purchasing preferences and experiences of doctors and facility managers become more important
in determining what makes an appropriate device.
However, the lack of regulatory enforcement in some places does not justify the manufacturing of
equipment that is unsafe to the people who are using it or are treated by it. The democratization of
manufacturing will bring with it the challenge of enforcing some sort of safety standards where regulations
are already difficult to enforce (Rogge et al., 2017a). With all of this in mind, products produced with
LM3D should still be required to measure up to the relevant safety standards, and for many devices, this
could prove to be challenging due to the inconsistent nature of 3D printing (Nissan, 2016).
Focus on the Kenyan Healthcare Sector
Kenya, though a leader in most measures of development among Sub Saharan Africa’s countries (United
Nations, 2018), is not immune to the struggle of keeping its medical facilities fully stocked with the
equipment necessary for adequate healthcare. A 2014 study of Kenyan healthcare facilities showed that
they carried, on average, only 77% of the equipment that the World Health Organization lists as necessary
(IHME, 2014). However, this number drops even lower to 60% when examining Kenyan dispensaries (the
designated first point of contact for Kenyans with medical needs and typically the only option in the most
rural settings) with some dispensaries carrying as little as 23% of the necessary medical equipment (IHME,
2014). While not inclusive of all medical equipment, the availability of selected necessary medical

21
equipment can be seen in Table 1, with grey colored items indicating that the product is not required at the
given health facility according to WHO guidelines.
Table 1: Percentage of Kenyan Health Facilities Properly Equipped with Selected
Example Medical Devices (Adapted from IHME, 2014 and World Health Organization,
2015)
MEDICAL EQUIPMENT Hospital
(District
Level/Public)
Hospital
(District
Level/Private
)
Health
Center
(Public)
Health
Center
(Private)
Dispensary/C
linic
(Public)
Dispensary/C
linic
(Private)
Blood chemistry analyzer 33 59 8 13 0 8
Sphygmomanometer 100 100 95 93 96 100
Refrigerator 55 80 18 14 - -
Centrifuge 93 100 68 80 23 73
Delivery forceps 73 82 68 73 87 100
Electrocardiography (ECG) 7 41 0 7 0 4
Glucometer
100 100 74 80 19 69
Hemoglobin Meter 48 59 5 20 4 8
Incubator (Laboratory) 44 76 8 33 0 8
Incubator (Infant) 46 76 6 0 0 10
Handheld Light source 77 88 68 87 38 81
Microscope 100 100 97 93 42 73
Resuscitation Mask (Adult) 85 82 42 53 23 33
Resuscitation mask
(Neonatal)
77 82 62 64 20 60
Retractor (Surgical) 50 93 24 29 - -
Scale (Adult) 100 100 97 100 88 92
Scale (infant) 85 88 94 82 80 80
Scalpel 91 100 47 100 - -
Surgical Scissors 100 100 94 91 100 100
Speculum 96 100 85 55 53 100
Stethoscope 100 100 95 100 92 96
Suction apparatus 100 100 82 86 - -
Surgical scissors 77 87 71 71 - -
Thermometer 100 100 92 100 88 100
Ultrasound 19 71 0 7 0 8
Umbilical Cord clamp 100 100 85 82 93 100
Vacuum extractor 23 41 15 18 13 20
Wheelchair 85 94 34 40 4 19
X-ray machine 41 59 3 7 0 4
Due to this urgent need for medical devices in Kenya, the Kenyan healthcare system is the focus for the
next phase of this research. 3D printing’s ability to manufacture and customize goods locally in places with
22
the minimal infrastructure could present a means of addressing some of these gaps in Kenya’s medical
supply. However, this is merely speculation without an evaluation of how LM3D could fit into its existing
healthcare system, and research is needed to understand what challenges are faced by those working within
this system and how they would use LM3D to address these needs.
Research Conducted in Kenya
Within any market, a technology will not be demanded if there is not yet a place for it in people’s lives.
Technologies cannot exist without the simultaneous development of the ecosystem of products and services
that support and complement their usage, and a revolutionary technology like 3D printing is no exception.
Thus, the research outlined in this section focuses on how LM3D would be accepted into the Kenya
healthcare system and how it could be used.
Over the course of two three-month research periods, a small research team visited nine hospitals in western
Kenya multiple times for the purpose of better understanding the equipment gaps that existed there. We
introduced the idea of LM3D to some staff members working in these hospitals through demonstrations
and one-on-one prototyping of some of the products that they lacked. Through this research we were able
to familiarize hospital staff with the technology and gain their insights and feedback into the role LM3D
could have with their work.
Determination of a Research Site
Kenya was selected as a test site due to its perceived prominence as a leader in development,
entrepreneurship, and innovation among countries in Sub Saharan African. 3D printing already has a
foothold in the Kenyan capital (AB3D, 2018; University of Nairobi, 2019). However, due to its
exceptionally well-developed economy and a culture uniquely separate from the rest of the region, Nairobi
was determined to be an unsuitable research site. Rather, Kisumu, Kenya’s third largest town, was
determined to be a more appropriate test location, as it is significantly removed from the capital and, while
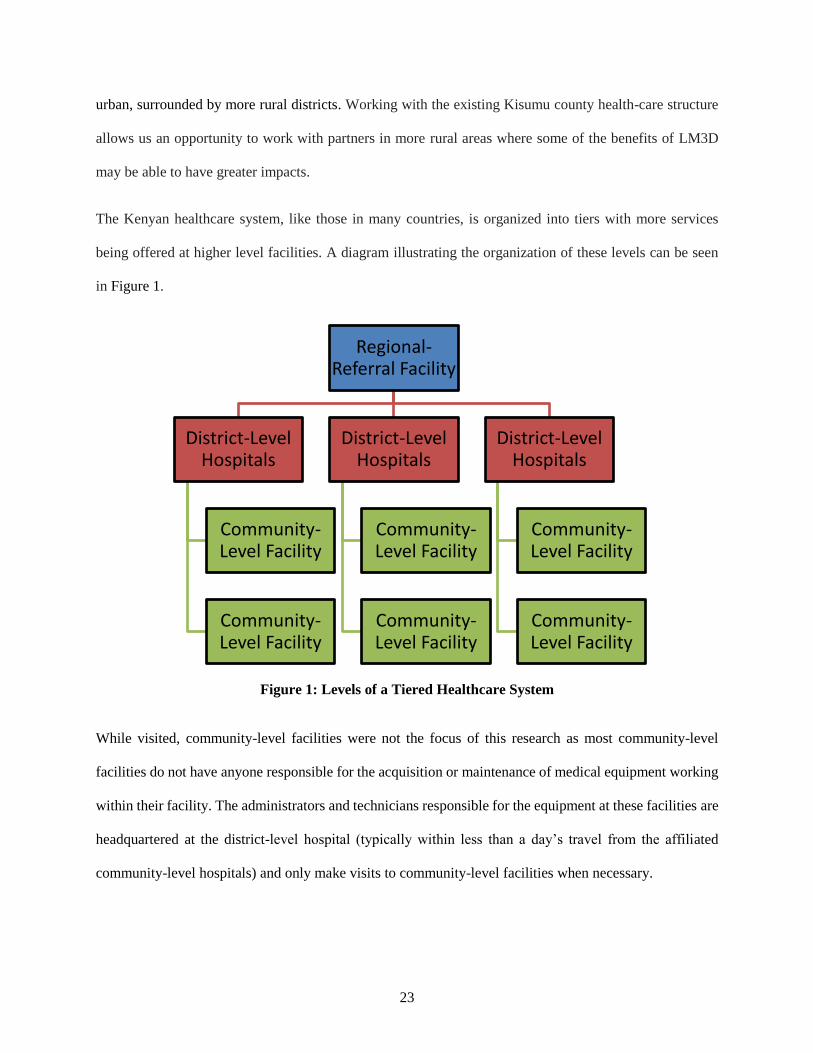
23
urban, surrounded by more rural districts. Working with the existing Kisumu county health-care structure
allows us an opportunity to work with partners in more rural areas where some of the benefits of LM3D
may be able to have greater impacts.
The Kenyan healthcare system, like those in many countries, is organized into tiers with more services
being offered at higher level facilities. A diagram illustrating the organization of these levels can be seen
in Figure 1.
Figure 1: Levels of a Tiered Healthcare System
While visited, community-level facilities were not the focus of this research as most community-level
facilities do not have anyone responsible for the acquisition or maintenance of medical equipment working
within their facility. The administrators and technicians responsible for the equipment at these facilities are
headquartered at the district-level hospital (typically within less than a day’s travel from the affiliated
community-level hospitals) and only make visits to community-level facilities when necessary.
Regional-Referral Facility
District-Level Hospitals
Community-Level Facility
Community-Level Facility
District-Level Hospitals
Community-Level Facility
Community-Level Facility
District-Level Hospitals
Community-Level Facility
Community-Level Facility
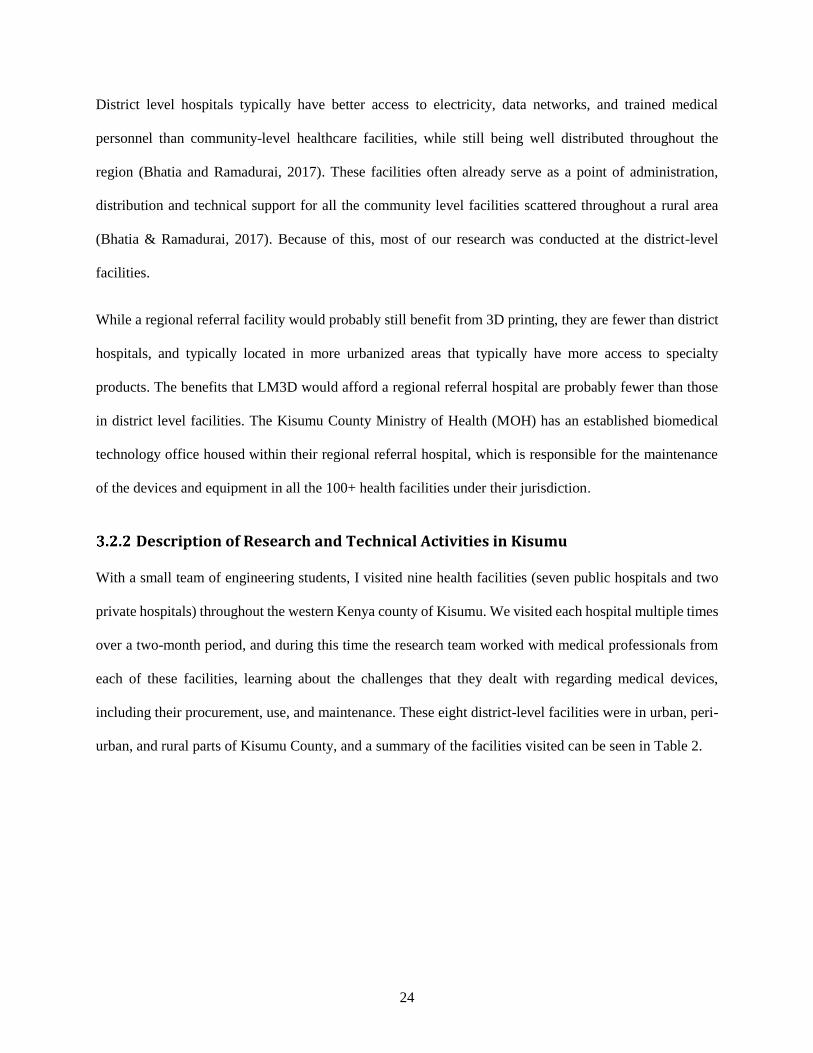
24
District level hospitals typically have better access to electricity, data networks, and trained medical
personnel than community-level healthcare facilities, while still being well distributed throughout the
region (Bhatia and Ramadurai, 2017). These facilities often already serve as a point of administration,
distribution and technical support for all the community level facilities scattered throughout a rural area
(Bhatia & Ramadurai, 2017). Because of this, most of our research was conducted at the district-level
facilities.
While a regional referral facility would probably still benefit from 3D printing, they are fewer than district
hospitals, and typically located in more urbanized areas that typically have more access to specialty
products. The benefits that LM3D would afford a regional referral hospital are probably fewer than those
in district level facilities. The Kisumu County Ministry of Health (MOH) has an established biomedical
technology office housed within their regional referral hospital, which is responsible for the maintenance
of the devices and equipment in all the 100+ health facilities under their jurisdiction.
Description of Research and Technical Activities in Kisumu
With a small team of engineering students, I visited nine health facilities (seven public hospitals and two
private hospitals) throughout the western Kenya county of Kisumu. We visited each hospital multiple times
over a two-month period, and during this time the research team worked with medical professionals from
each of these facilities, learning about the challenges that they dealt with regarding medical devices,
including their procurement, use, and maintenance. These eight district-level facilities were in urban, peri-
urban, and rural parts of Kisumu County, and a summary of the facilities visited can be seen in Table 2.
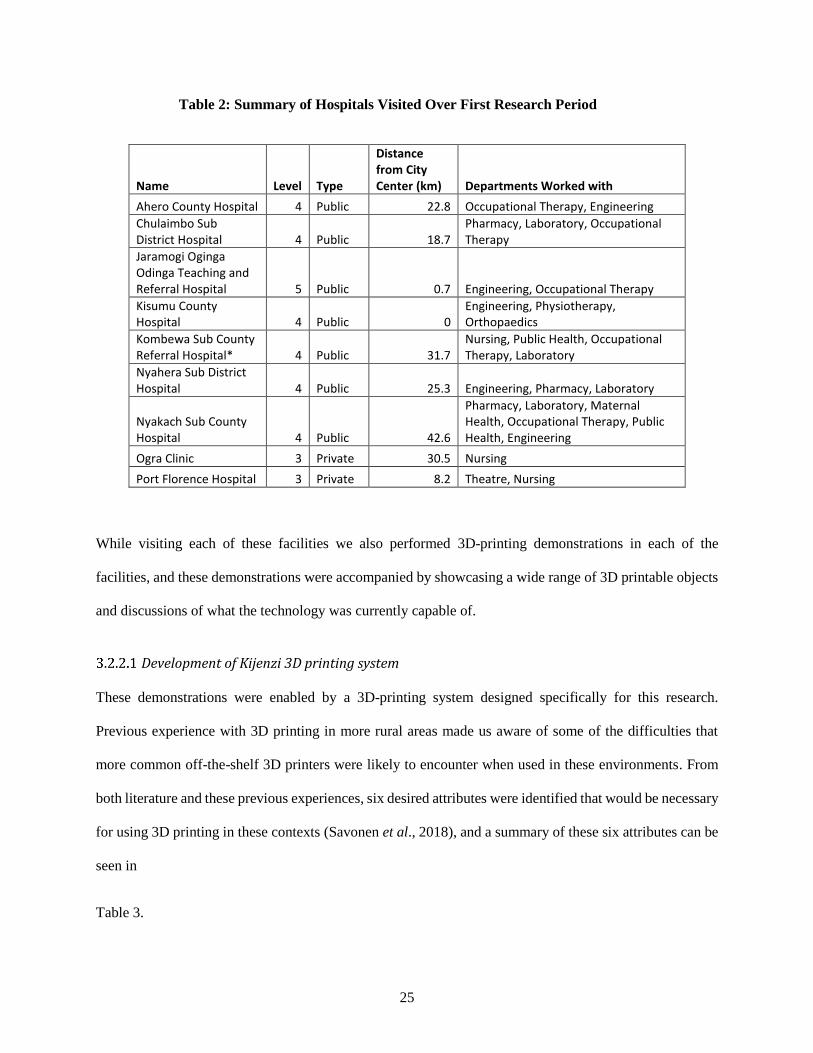
25
Table 2: Summary of Hospitals Visited Over First Research Period
Name Level Type
Distance from City Center (km) Departments Worked with
Ahero County Hospital 4 Public 22.8 Occupational Therapy, Engineering
Chulaimbo Sub District Hospital 4 Public 18.7
Pharmacy, Laboratory, Occupational Therapy
Jaramogi Oginga Odinga Teaching and Referral Hospital 5 Public 0.7 Engineering, Occupational Therapy
Kisumu County Hospital 4 Public 0
Engineering, Physiotherapy, Orthopaedics
Kombewa Sub County Referral Hospital* 4 Public 31.7
Nursing, Public Health, Occupational Therapy, Laboratory
Nyahera Sub District Hospital 4 Public 25.3 Engineering, Pharmacy, Laboratory
Nyakach Sub County Hospital 4 Public 42.6
Pharmacy, Laboratory, Maternal Health, Occupational Therapy, Public Health, Engineering
Ogra Clinic 3 Private 30.5 Nursing
Port Florence Hospital 3 Private 8.2 Theatre, Nursing
While visiting each of these facilities we also performed 3D-printing demonstrations in each of the
facilities, and these demonstrations were accompanied by showcasing a wide range of 3D printable objects
and discussions of what the technology was currently capable of.
Development of Kijenzi 3D printing system
These demonstrations were enabled by a 3D-printing system designed specifically for this research.
Previous experience with 3D printing in more rural areas made us aware of some of the difficulties that
more common off-the-shelf 3D printers were likely to encounter when used in these environments. From
both literature and these previous experiences, six desired attributes were identified that would be necessary
for using 3D printing in these contexts (Savonen et al., 2018), and a summary of these six attributes can be
seen in
Table 3.
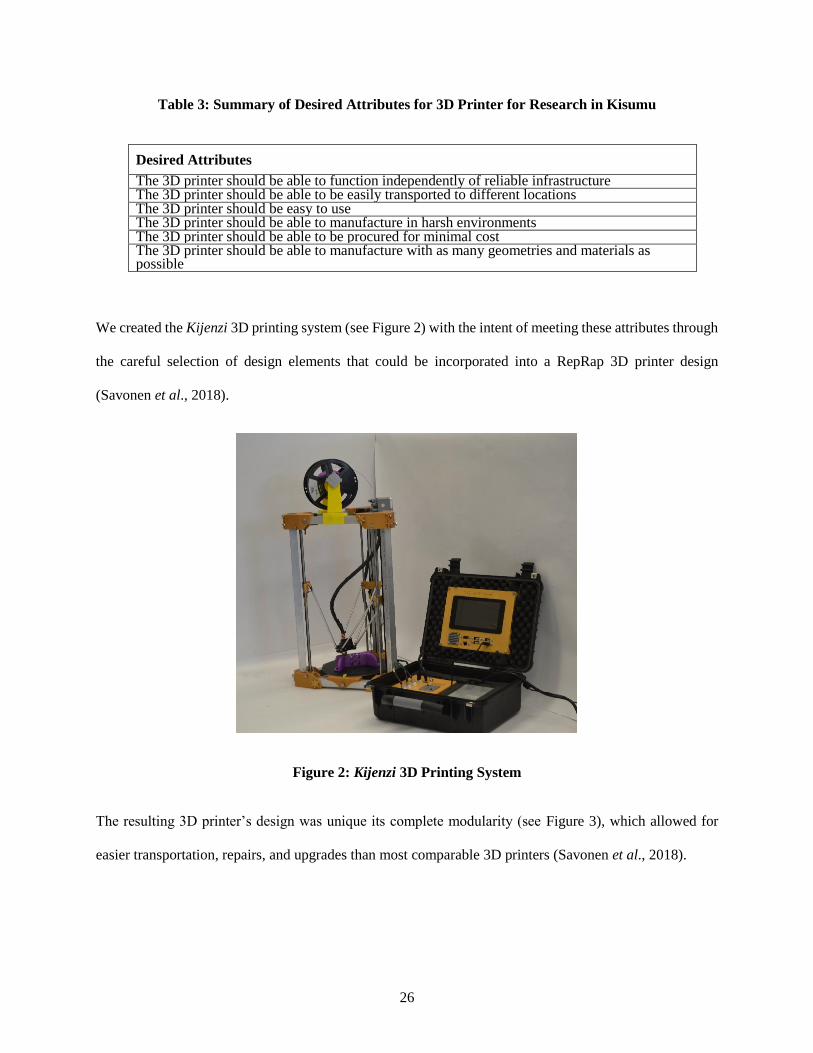
26
Table 3: Summary of Desired Attributes for 3D Printer for Research in Kisumu
Desired Attributes
The 3D printer should be able to function independently of reliable infrastructure The 3D printer should be able to be easily transported to different locations The 3D printer should be easy to use The 3D printer should be able to manufacture in harsh environments The 3D printer should be able to be procured for minimal cost The 3D printer should be able to manufacture with as many geometries and materials as possible
We created the Kijenzi 3D printing system (see Figure 2) with the intent of meeting these attributes through
the careful selection of design elements that could be incorporated into a RepRap 3D printer design
(Savonen et al., 2018).
Figure 2: Kijenzi 3D Printing System
The resulting 3D printer’s design was unique its complete modularity (see Figure 3), which allowed for
easier transportation, repairs, and upgrades than most comparable 3D printers (Savonen et al., 2018).
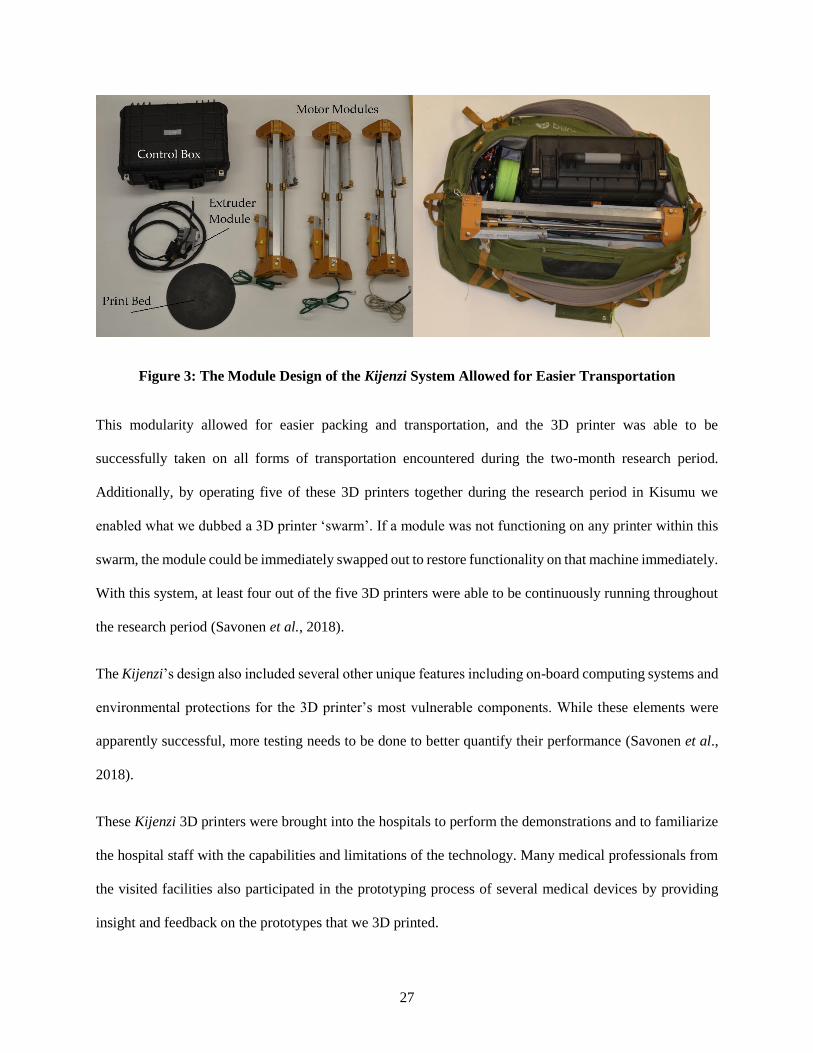
27
Figure 3: The Module Design of the Kijenzi System Allowed for Easier Transportation
This modularity allowed for easier packing and transportation, and the 3D printer was able to be
successfully taken on all forms of transportation encountered during the two-month research period.
Additionally, by operating five of these 3D printers together during the research period in Kisumu we
enabled what we dubbed a 3D printer ‘swarm’. If a module was not functioning on any printer within this
swarm, the module could be immediately swapped out to restore functionality on that machine immediately.
With this system, at least four out of the five 3D printers were able to be continuously running throughout
the research period (Savonen et al., 2018).
The Kijenzi’s design also included several other unique features including on-board computing systems and
environmental protections for the 3D printer’s most vulnerable components. While these elements were
apparently successful, more testing needs to be done to better quantify their performance (Savonen et al.,
2018).
These Kijenzi 3D printers were brought into the hospitals to perform the demonstrations and to familiarize
the hospital staff with the capabilities and limitations of the technology. Many medical professionals from
the visited facilities also participated in the prototyping process of several medical devices by providing
insight and feedback on the prototypes that we 3D printed.

28
Perspectives on LM3D from Kisumu Healthcare Workers
After the hospital staff at the various hospitals throughout Kisumu were familiarized with 3D printing and
the products that it could manufacture, we conducted questionnaires to gauge their perspectives on the
potential of LM3D. All respondents were from the nine health facilities (Table 2) and represented people
who regularly interact with medical equipment. When taking the questionnaire, respondents were grouped
into two categories based upon their roles at their respective hospital: medical and technical. Medical refers
to any respondent who primarily uses medical equipment to provide patient care, including doctors, nurses,
and specialists. Technical refers to any respondent who primarily operates, maintains, or repairs medical
equipment, including biomedical engineers, technicians, and skilled maintenance workers.
As the use of 3D printing in a hospital setting was completely novel to the Kisumu healthcare system, it
was important that all respondents possessed a minimum amount of familiarity with the technology. All
respondents were required to meet the following criteria by the completion by the time the demonstration
phase of the research had been completed:
1. The respondent had seen at least one demonstration of the 3D printer in operation.
2. The respondent had participated in at least one group question and answer session regarding 3D
printing.
3. The respondent had been given opportunities to freely handle a variety of 3D-printed samples of
medical devices.
In addition to meeting these criteria, most of the respondents had also participated in the design,
prototyping, and 3D printing of a medical device relevant to their specific field. Before participating in the
study, potential respondents were also given a verbal description of the study and its goals, with the intent
of enabling respondents to be able to give informed consent to respond to the questionnaire. After their
verbal informed consent was received, the questionnaire was verbally administered to them.
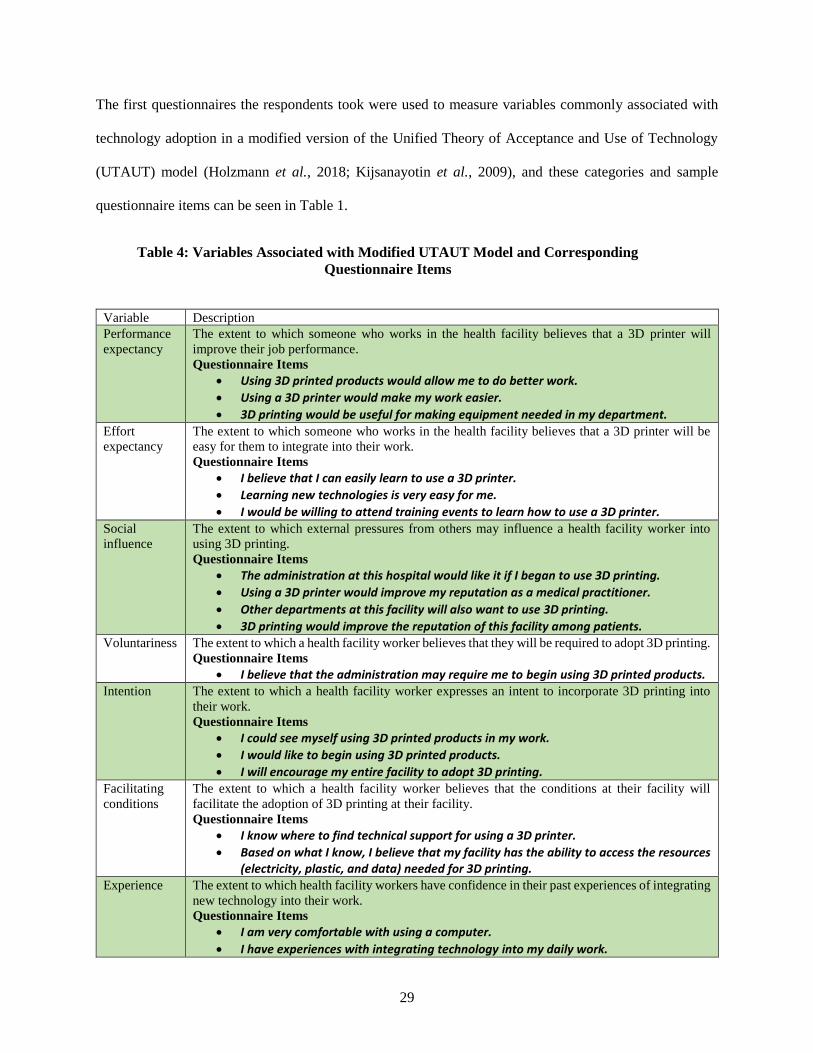
29
The first questionnaires the respondents took were used to measure variables commonly associated with
technology adoption in a modified version of the Unified Theory of Acceptance and Use of Technology
(UTAUT) model (Holzmann et al., 2018; Kijsanayotin et al., 2009), and these categories and sample
questionnaire items can be seen in Table 1.
Table 4: Variables Associated with Modified UTAUT Model and Corresponding
Questionnaire Items
Variable Description
Performance
expectancy
The extent to which someone who works in the health facility believes that a 3D printer will
improve their job performance.
Questionnaire Items
• Using 3D printed products would allow me to do better work.
• Using a 3D printer would make my work easier.
• 3D printing would be useful for making equipment needed in my department.
Effort
expectancy
The extent to which someone who works in the health facility believes that a 3D printer will be
easy for them to integrate into their work.
Questionnaire Items
• I believe that I can easily learn to use a 3D printer.
• Learning new technologies is very easy for me.
• I would be willing to attend training events to learn how to use a 3D printer.
Social
influence
The extent to which external pressures from others may influence a health facility worker into
using 3D printing.
Questionnaire Items
• The administration at this hospital would like it if I began to use 3D printing.
• Using a 3D printer would improve my reputation as a medical practitioner.
• Other departments at this facility will also want to use 3D printing.
• 3D printing would improve the reputation of this facility among patients.
Voluntariness The extent to which a health facility worker believes that they will be required to adopt 3D printing.
Questionnaire Items
• I believe that the administration may require me to begin using 3D printed products.
Intention The extent to which a health facility worker expresses an intent to incorporate 3D printing into
their work.
Questionnaire Items
• I could see myself using 3D printed products in my work.
• I would like to begin using 3D printed products.
• I will encourage my entire facility to adopt 3D printing.
Facilitating
conditions
The extent to which a health facility worker believes that the conditions at their facility will
facilitate the adoption of 3D printing at their facility.
Questionnaire Items
• I know where to find technical support for using a 3D printer.
• Based on what I know, I believe that my facility has the ability to access the resources (electricity, plastic, and data) needed for 3D printing.
Experience The extent to which health facility workers have confidence in their past experiences of integrating
new technology into their work.
Questionnaire Items
• I am very comfortable with using a computer.
• I have experiences with integrating technology into my daily work.
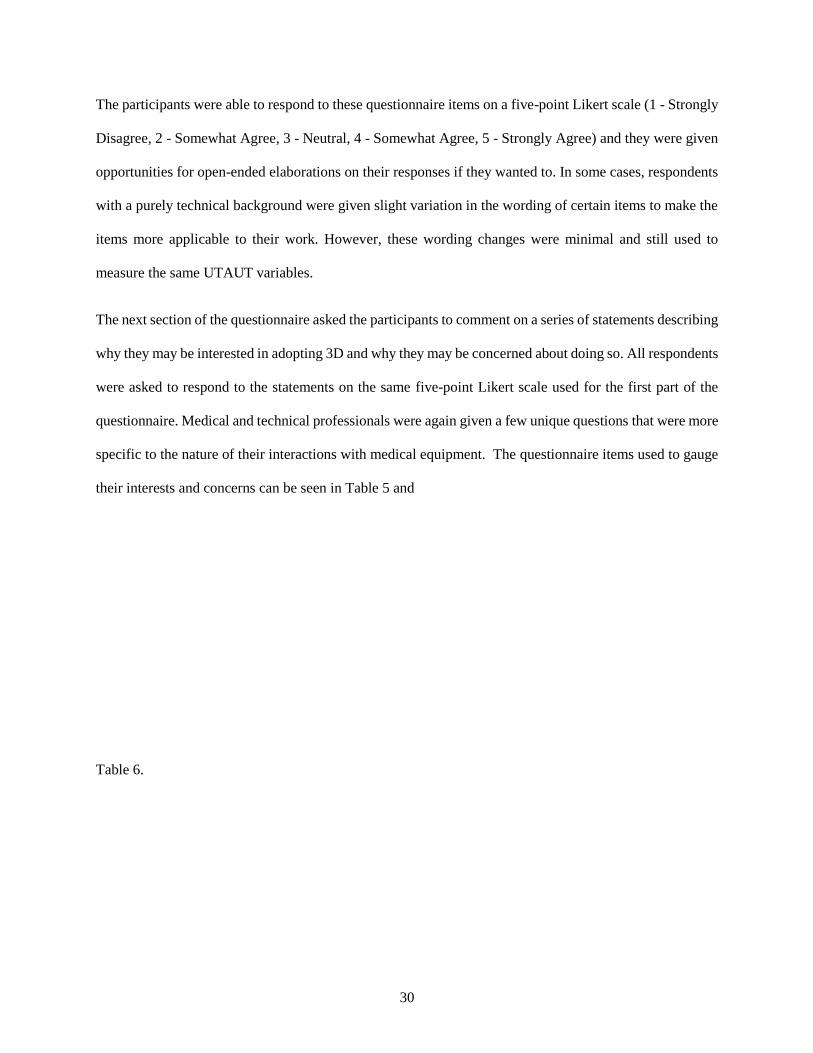
30
The participants were able to respond to these questionnaire items on a five-point Likert scale (1 - Strongly
Disagree, 2 - Somewhat Agree, 3 - Neutral, 4 - Somewhat Agree, 5 - Strongly Agree) and they were given
opportunities for open-ended elaborations on their responses if they wanted to. In some cases, respondents
with a purely technical background were given slight variation in the wording of certain items to make the
items more applicable to their work. However, these wording changes were minimal and still used to
measure the same UTAUT variables.
The next section of the questionnaire asked the participants to comment on a series of statements describing
why they may be interested in adopting 3D and why they may be concerned about doing so. All respondents
were asked to respond to the statements on the same five-point Likert scale used for the first part of the
questionnaire. Medical and technical professionals were again given a few unique questions that were more
specific to the nature of their interactions with medical equipment. The questionnaire items used to gauge
their interests and concerns can be seen in Table 5 and
Table 6.
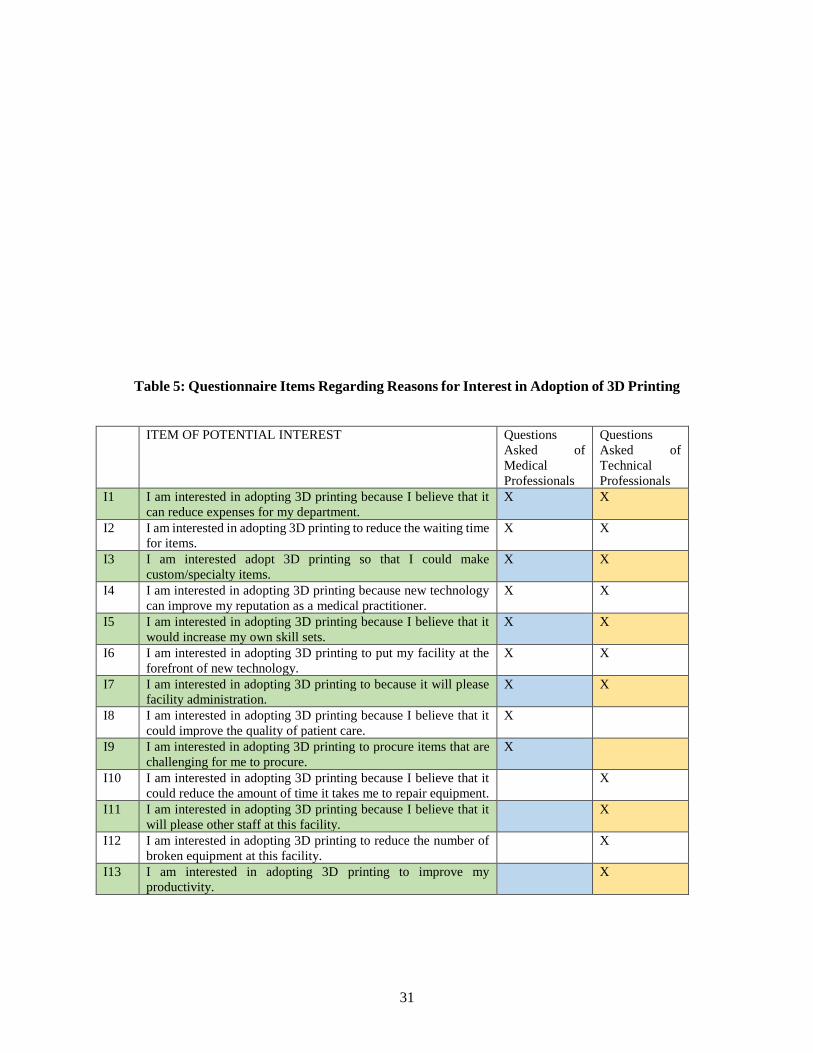
31
Table 5: Questionnaire Items Regarding Reasons for Interest in Adoption of 3D Printing
ITEM OF POTENTIAL INTEREST Questions
Asked of
Medical
Professionals
Questions
Asked of
Technical
Professionals
I1 I am interested in adopting 3D printing because I believe that it
can reduce expenses for my department.
X X
I2 I am interested in adopting 3D printing to reduce the waiting time
for items.
X X
I3
I am interested adopt 3D printing so that I could make
custom/specialty items.
X X
I4
I am interested in adopting 3D printing because new technology
can improve my reputation as a medical practitioner.
X X
I5 I am interested in adopting 3D printing because I believe that it
would increase my own skill sets.
X X
I6 I am interested in adopting 3D printing to put my facility at the
forefront of new technology.
X X
I7 I am interested in adopting 3D printing to because it will please
facility administration.
X X
I8 I am interested in adopting 3D printing because I believe that it
could improve the quality of patient care.
X
I9 I am interested in adopting 3D printing to procure items that are
challenging for me to procure.
X
I10 I am interested in adopting 3D printing because I believe that it
could reduce the amount of time it takes me to repair equipment.
X
I11 I am interested in adopting 3D printing because I believe that it
will please other staff at this facility.
X
I12 I am interested in adopting 3D printing to reduce the number of
broken equipment at this facility.
X
I13
I am interested in adopting 3D printing to improve my
productivity.
X

32
Table 6: Questionnaire Items Regarding Reasons for Concern in Adoption of 3D Printing
ITEM OF POTENTIAL CONCERN Questions
Asked of
Medical
Professionals
Questions
Asked of
Technical
Professionals
C1 I am concerned that 3D printing is too complicated. X X
C2 I would not adopt 3D printed products before it had full approval
from authorities
X X
C3 I am concerned that 3D printing would take too much of my time. X X
C4 I am concerned that the administration would not support the
adoption of 3D printing.
X X
C5 I am concerned that 3D printing cannot make enough useful
products for my department.
X X
C6 I am concerned that 3D printing would take too long to make the
products that I need.
X X
C7 I am concerned that 3D printing because the products it makes
are not durable enough for my needs.
X X
C8 I am concerned that 3D printing cannot make products that
function as I need them to.
X X
C9 I am concerned that 3D printing would be a distraction from
patient care.
X
C10 I am concerned that it may be too difficult to sterilize the
products a 3D printer makes.
X
C11 I am concerned that the parts that a 3D printer makes are too low
of quality.
X
C12 I am concerned that 3D printers are not reliable enough. X
C13 I am concerned about adopting a 3D printer because I don’t think
there enough technical support resources available.
X
C14 I am concerned that it is too difficult to procure plastic necessary
for 3D printing.
X
C15 I am concerned that it would be too difficult to learn how to
operate a 3D printer.
X
C16 I am concerned about adopting a 3D printer because I do not
think that I could maintain and repair it.
X
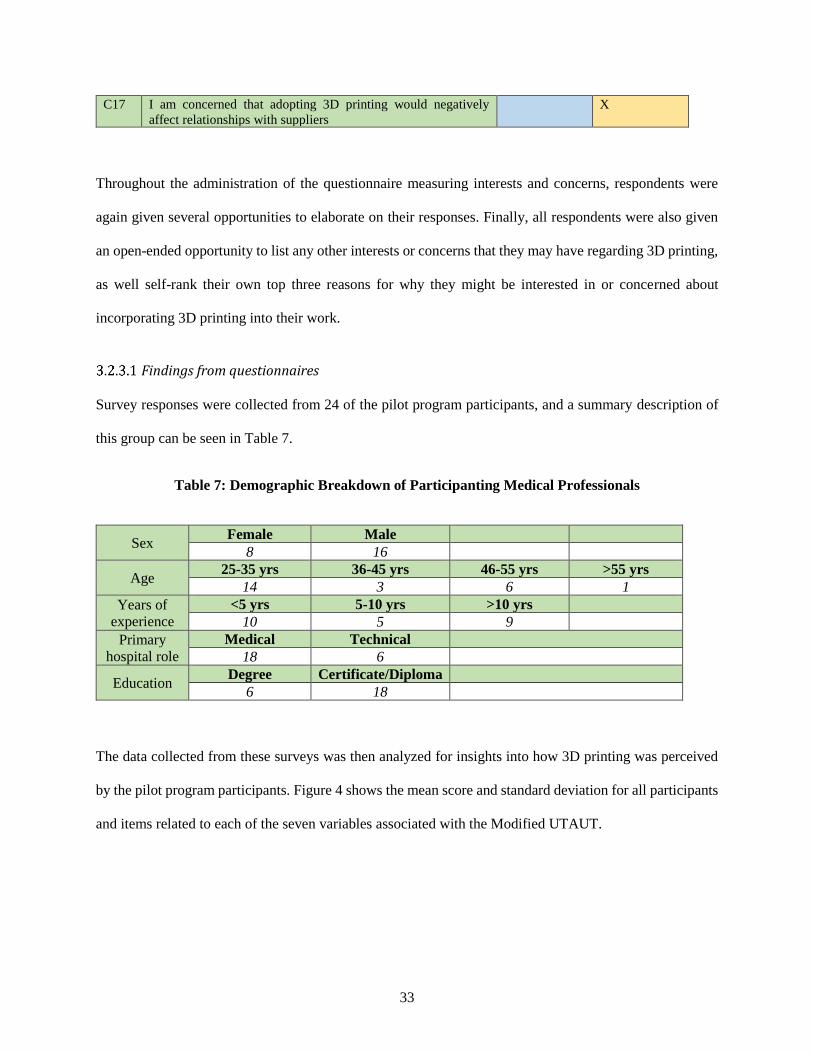
33
C17 I am concerned that adopting 3D printing would negatively
affect relationships with suppliers
X
Throughout the administration of the questionnaire measuring interests and concerns, respondents were
again given several opportunities to elaborate on their responses. Finally, all respondents were also given
an open-ended opportunity to list any other interests or concerns that they may have regarding 3D printing,
as well self-rank their own top three reasons for why they might be interested in or concerned about
incorporating 3D printing into their work.
Findings from questionnaires
Survey responses were collected from 24 of the pilot program participants, and a summary description of
this group can be seen in Table 7.
Table 7: Demographic Breakdown of Participanting Medical Professionals
Sex Female Male
8 16
Age 25-35 yrs 36-45 yrs 46-55 yrs >55 yrs
14 3 6 1
Years of
experience
<5 yrs 5-10 yrs >10 yrs
10 5 9
Primary
hospital role
Medical Technical
18 6
Education Degree Certificate/Diploma
6 18
The data collected from these surveys was then analyzed for insights into how 3D printing was perceived
by the pilot program participants. Figure 4 shows the mean score and standard deviation for all participants
and items related to each of the seven variables associated with the Modified UTAUT.
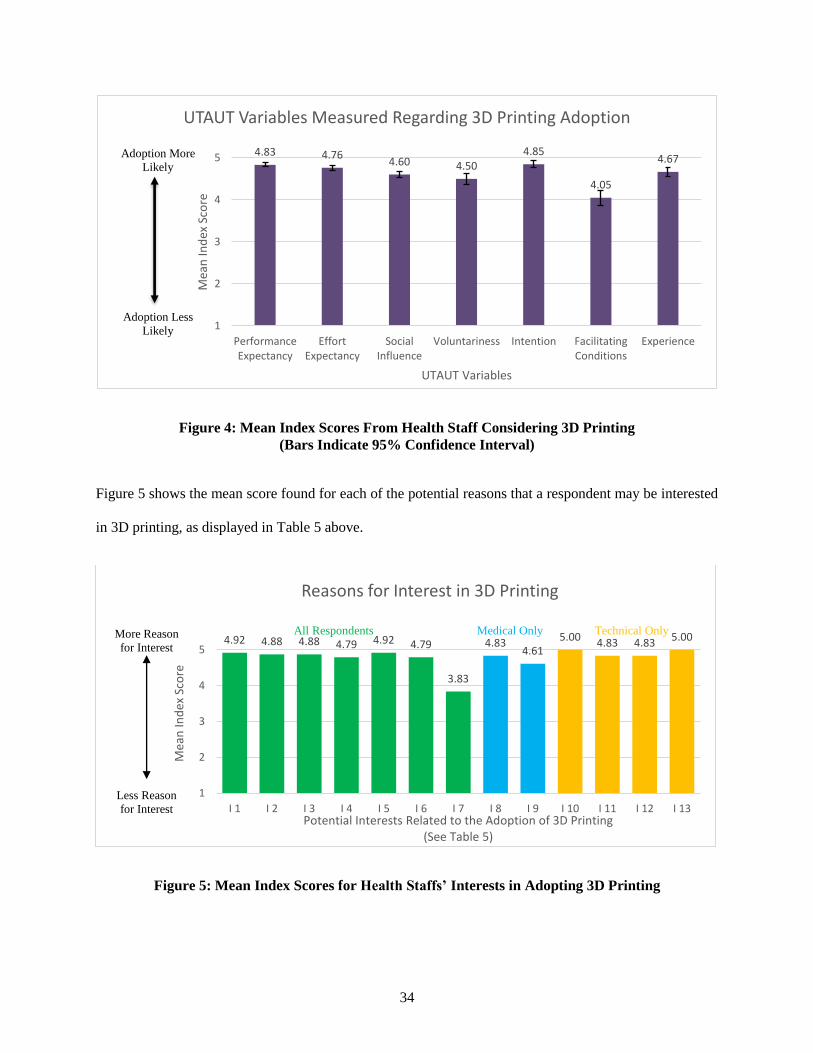
34
Figure 4: Mean Index Scores From Health Staff Considering 3D Printing
(Bars Indicate 95% Confidence Interval)
Figure 5 shows the mean score found for each of the potential reasons that a respondent may be interested
in 3D printing, as displayed in Table 5 above.
Figure 5: Mean Index Scores for Health Staffs’ Interests in Adopting 3D Printing
4.83 4.764.60 4.50
4.85
4.05
4.67
1
2
3
4
5
PerformanceExpectancy
EffortExpectancy
SocialInfluence
Voluntariness Intention FacilitatingConditions
Experience
Mea
n In
dex
Sco
re
UTAUT Variables
UTAUT Variables Measured Regarding 3D Printing Adoption
4.92 4.88 4.88 4.79 4.92 4.79
3.83
4.834.61
5.00 4.83 4.83 5.00
1
2
3
4
5
I 1 I 2 I 3 I 4 I 5 I 6 I 7 I 8 I 9 I 10 I 11 I 12 I 13
Mea
n In
dex
Sco
re
Potential Interests Related to the Adoption of 3D Printing(See Table 5)
Reasons for Interest in 3D Printing
Less Reason
for Interest
More Reason
for Interest
Technical OnlyMedical OnlyAll Respondents
Adoption More
Likely
Adoption Less
Likely
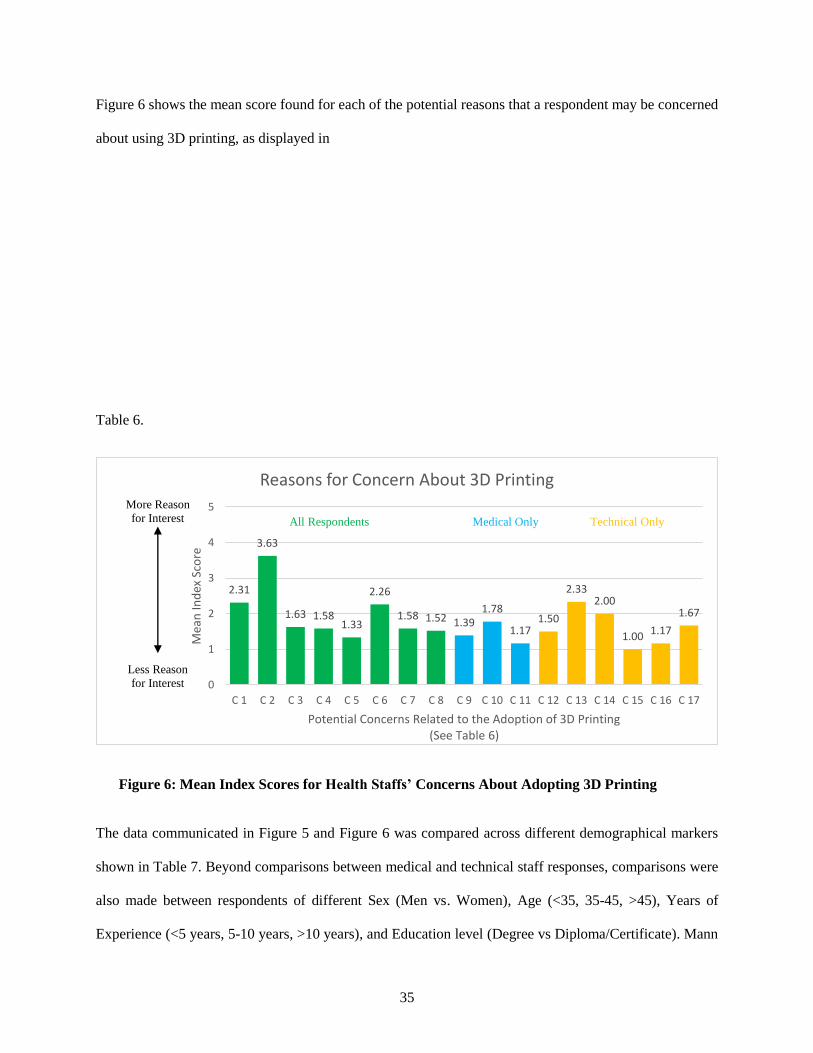
35
Figure 6 shows the mean score found for each of the potential reasons that a respondent may be concerned
about using 3D printing, as displayed in
Table 6.
Figure 6: Mean Index Scores for Health Staffs’ Concerns About Adopting 3D Printing
The data communicated in Figure 5 and Figure 6 was compared across different demographical markers
shown in Table 7. Beyond comparisons between medical and technical staff responses, comparisons were
also made between respondents of different Sex (Men vs. Women), Age (<35, 35-45, >45), Years of
Experience (<5 years, 5-10 years, >10 years), and Education level (Degree vs Diploma/Certificate). Mann
2.31
3.63
1.63 1.581.33
2.26
1.58 1.52 1.391.78
1.171.50
2.332.00
1.00 1.17
1.67
0
1
2
3
4
5
C 1 C 2 C 3 C 4 C 5 C 6 C 7 C 8 C 9 C 10 C 11 C 12 C 13 C 14 C 15 C 16 C 17
Mea
n In
dex
Sco
re
Potential Concerns Related to the Adoption of 3D Printing(See Table 6)
Reasons for Concern About 3D Printing
Less Reason
for Interest
More Reason
for Interest Technical OnlyMedical OnlyAll Respondents
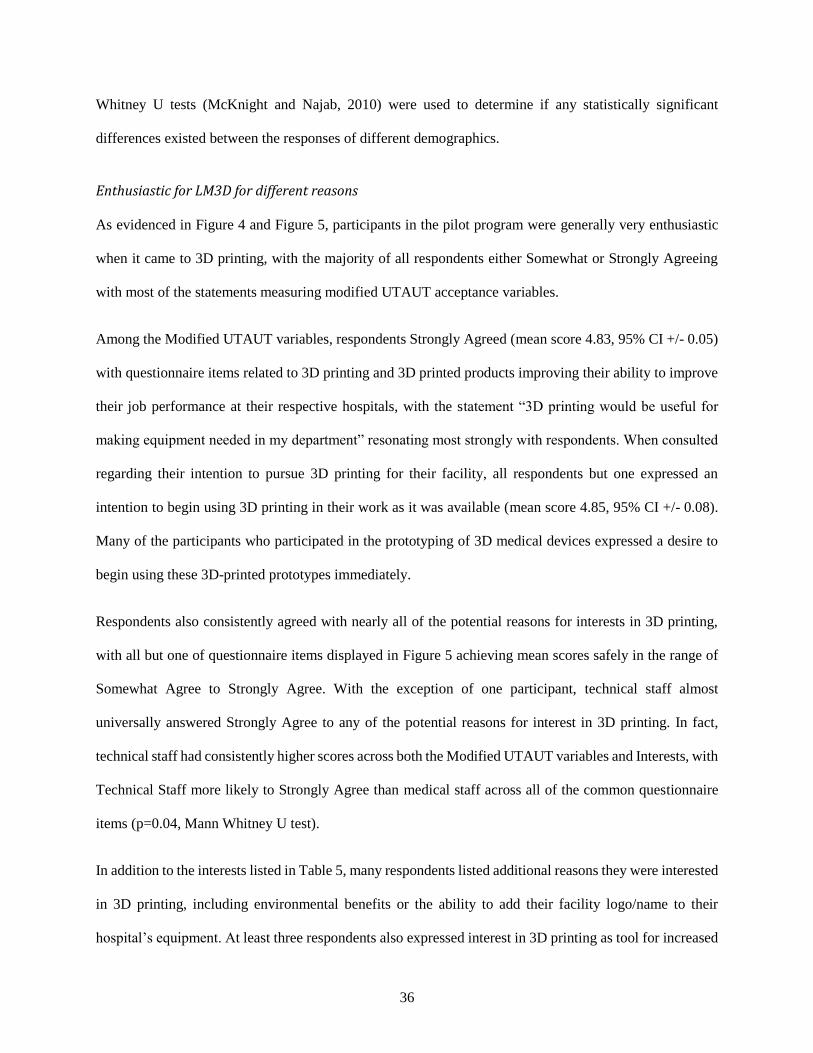
36
Whitney U tests (McKnight and Najab, 2010) were used to determine if any statistically significant
differences existed between the responses of different demographics.
Enthusiastic for LM3D for different reasons
As evidenced in Figure 4 and Figure 5, participants in the pilot program were generally very enthusiastic
when it came to 3D printing, with the majority of all respondents either Somewhat or Strongly Agreeing
with most of the statements measuring modified UTAUT acceptance variables.
Among the Modified UTAUT variables, respondents Strongly Agreed (mean score 4.83, 95% CI +/- 0.05)
with questionnaire items related to 3D printing and 3D printed products improving their ability to improve
their job performance at their respective hospitals, with the statement “3D printing would be useful for
making equipment needed in my department” resonating most strongly with respondents. When consulted
regarding their intention to pursue 3D printing for their facility, all respondents but one expressed an
intention to begin using 3D printing in their work as it was available (mean score 4.85, 95% CI +/- 0.08).
Many of the participants who participated in the prototyping of 3D medical devices expressed a desire to
begin using these 3D-printed prototypes immediately.
Respondents also consistently agreed with nearly all of the potential reasons for interests in 3D printing,
with all but one of questionnaire items displayed in Figure 5 achieving mean scores safely in the range of
Somewhat Agree to Strongly Agree. With the exception of one participant, technical staff almost
universally answered Strongly Agree to any of the potential reasons for interest in 3D printing. In fact,
technical staff had consistently higher scores across both the Modified UTAUT variables and Interests, with
Technical Staff more likely to Strongly Agree than medical staff across all of the common questionnaire
items (p=0.04, Mann Whitney U test).
In addition to the interests listed in Table 5, many respondents listed additional reasons they were interested
in 3D printing, including environmental benefits or the ability to add their facility logo/name to their
hospital’s equipment. At least three respondents also expressed interest in 3D printing as tool for increased
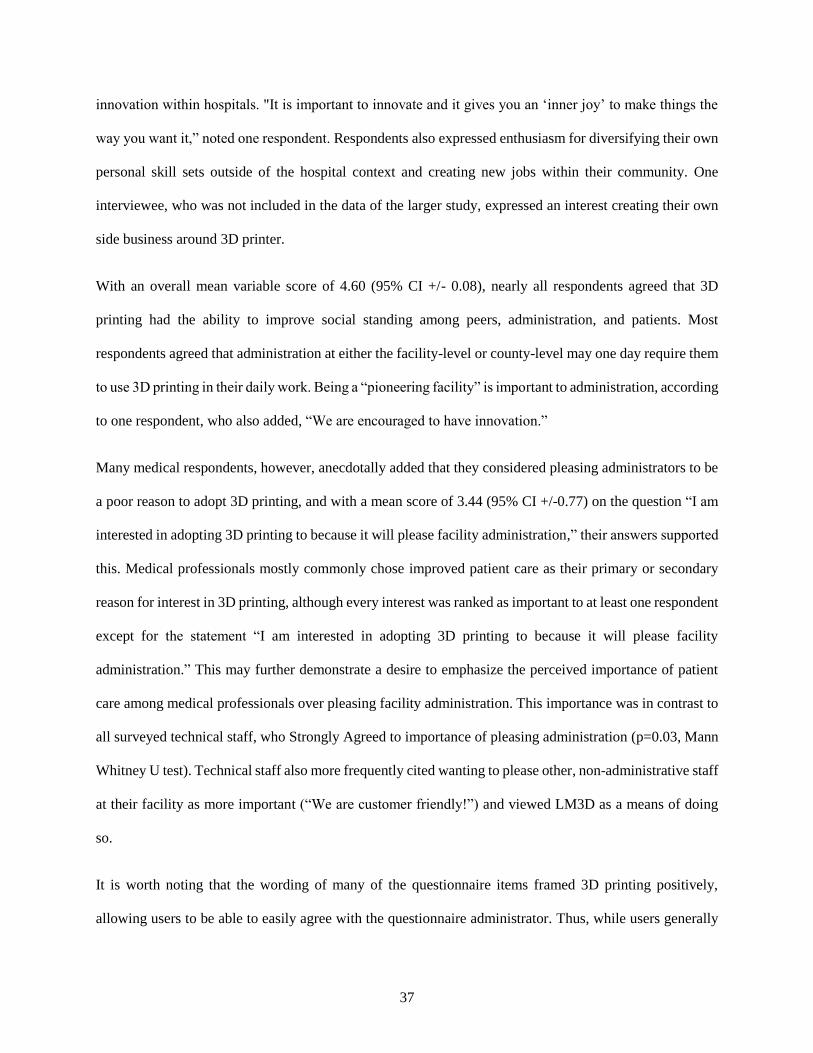
37
innovation within hospitals. "It is important to innovate and it gives you an ‘inner joy’ to make things the
way you want it,” noted one respondent. Respondents also expressed enthusiasm for diversifying their own
personal skill sets outside of the hospital context and creating new jobs within their community. One
interviewee, who was not included in the data of the larger study, expressed an interest creating their own
side business around 3D printer.
With an overall mean variable score of 4.60 (95% CI +/- 0.08), nearly all respondents agreed that 3D
printing had the ability to improve social standing among peers, administration, and patients. Most
respondents agreed that administration at either the facility-level or county-level may one day require them
to use 3D printing in their daily work. Being a “pioneering facility” is important to administration, according
to one respondent, who also added, “We are encouraged to have innovation.”
Many medical respondents, however, anecdotally added that they considered pleasing administrators to be
a poor reason to adopt 3D printing, and with a mean score of 3.44 (95% CI +/-0.77) on the question “I am
interested in adopting 3D printing to because it will please facility administration,” their answers supported
this. Medical professionals mostly commonly chose improved patient care as their primary or secondary
reason for interest in 3D printing, although every interest was ranked as important to at least one respondent
except for the statement “I am interested in adopting 3D printing to because it will please facility
administration.” This may further demonstrate a desire to emphasize the perceived importance of patient
care among medical professionals over pleasing facility administration. This importance was in contrast to
all surveyed technical staff, who Strongly Agreed to importance of pleasing administration (p=0.03, Mann
Whitney U test). Technical staff also more frequently cited wanting to please other, non-administrative staff
at their facility as more important (“We are customer friendly!”) and viewed LM3D as a means of doing
so.
It is worth noting that the wording of many of the questionnaire items framed 3D printing positively,
allowing users to be able to easily agree with the questionnaire administrator. Thus, while users generally
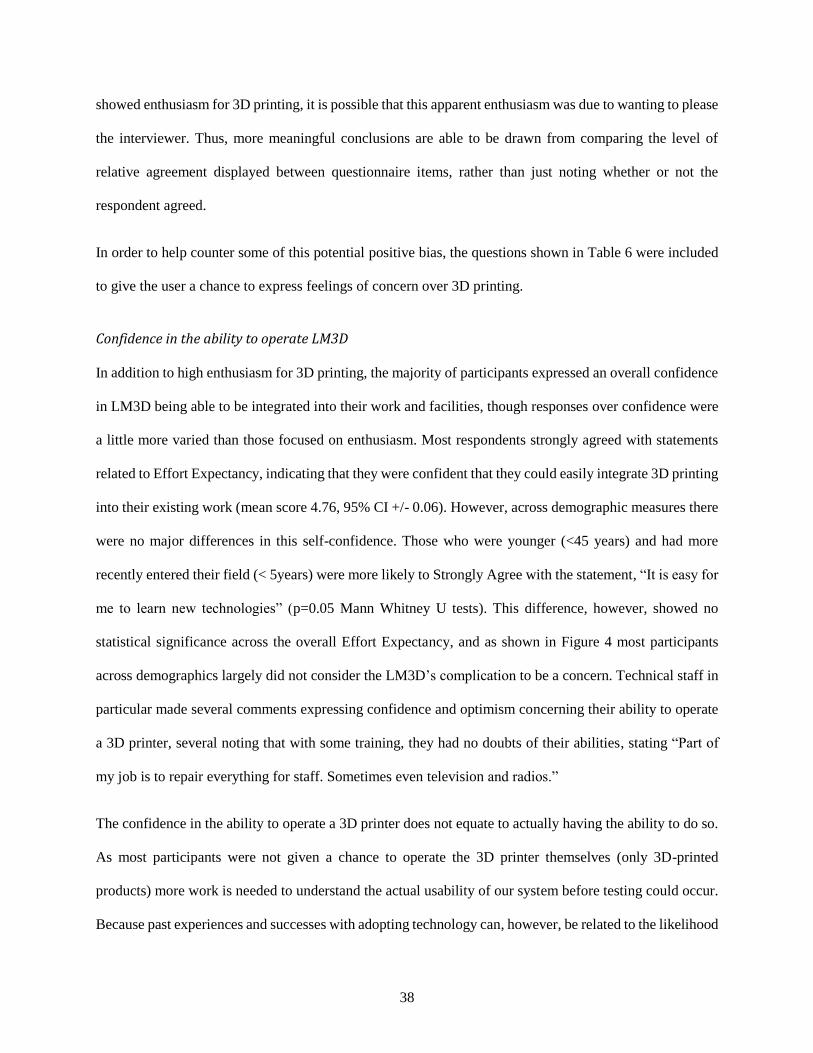
38
showed enthusiasm for 3D printing, it is possible that this apparent enthusiasm was due to wanting to please
the interviewer. Thus, more meaningful conclusions are able to be drawn from comparing the level of
relative agreement displayed between questionnaire items, rather than just noting whether or not the
respondent agreed.
In order to help counter some of this potential positive bias, the questions shown in Table 6 were included
to give the user a chance to express feelings of concern over 3D printing.
Confidence in the ability to operate LM3D
In addition to high enthusiasm for 3D printing, the majority of participants expressed an overall confidence
in LM3D being able to be integrated into their work and facilities, though responses over confidence were
a little more varied than those focused on enthusiasm. Most respondents strongly agreed with statements
related to Effort Expectancy, indicating that they were confident that they could easily integrate 3D printing
into their existing work (mean score 4.76, 95% CI +/- 0.06). However, across demographic measures there
were no major differences in this self-confidence. Those who were younger (<45 years) and had more
recently entered their field (< 5years) were more likely to Strongly Agree with the statement, “It is easy for
me to learn new technologies” (p=0.05 Mann Whitney U tests). This difference, however, showed no
statistical significance across the overall Effort Expectancy, and as shown in Figure 4 most participants
across demographics largely did not consider the LM3D’s complication to be a concern. Technical staff in
particular made several comments expressing confidence and optimism concerning their ability to operate
a 3D printer, several noting that with some training, they had no doubts of their abilities, stating “Part of
my job is to repair everything for staff. Sometimes even television and radios.”
The confidence in the ability to operate a 3D printer does not equate to actually having the ability to do so.
As most participants were not given a chance to operate the 3D printer themselves (only 3D-printed
products) more work is needed to understand the actual usability of our system before testing could occur.
Because past experiences and successes with adopting technology can, however, be related to the likelihood
39
of future success (Kijsanayotin et al., 2008), we asked participants to comment on their past experiences
with integrating new technology into their work. Respondents with a college degree gave a universal
response of Strongly Agree to positive statements regarding their experience with computers and integrating
new technology into their work, with a slightly lower score (4.55, 95%, CI +/- 0.20) for those who had gone
through other certification programs. When asked to give examples of instances of integrating new
technology into their work, the bulk of all responses referenced computers and software (especially data
collection/management software) with some additional examples of upgraded autoclaves, incubators, and
ultrasound machines, as well as various pieces of laboratory equipment.
All participants expressed a strong willingness to learn the technology, though the actual capabilities the
staff possess, and the training required for them to use 3D printing remains an area that still requires future
research. The statement, “I would be willing to attend training events to learn how to use a 3D printer”
received the highest score of any statement corresponding to any variable in the questionnaire (4.95, 95%
CI +/-0.03), with all but one respondent strongly agreeing to it.
3D Printing ecosystem not yet ready
When asking about the technically feasibility of integrating 3D printing into their healthcare facility, we
received the most varied responses (standard deviation of 0.99) and lowest overall index score (mean score
4.05, 95% CI of +/- 0.18). Respondents were generally confident in the ability of their healthcare facility
to have sufficient access to electricity and data to operate a 3D printer, but because there are no established
supply chains for (or localized manufacturing of) plastic 3D-printer filament, there were doubts expressed
regarding their ability to procure the raw plastic material necessary for 3D printing. The level to which
respondents agreed to the idea that their facility had the infrastructure to support 3D printing diverged more
between medical and technical staff more than any other variable. Technical staff on average expressed
much more confidence in their facility being able to support a 3D printer than medical staff (mean index
score of 4.75 +/- 0.35 vs 3.82 +/- 0.50 with 95% confidence in the relationship using a Mann Whitney U
test). This is perhaps due to the primary role of these two types of staff, with the job of technical staff
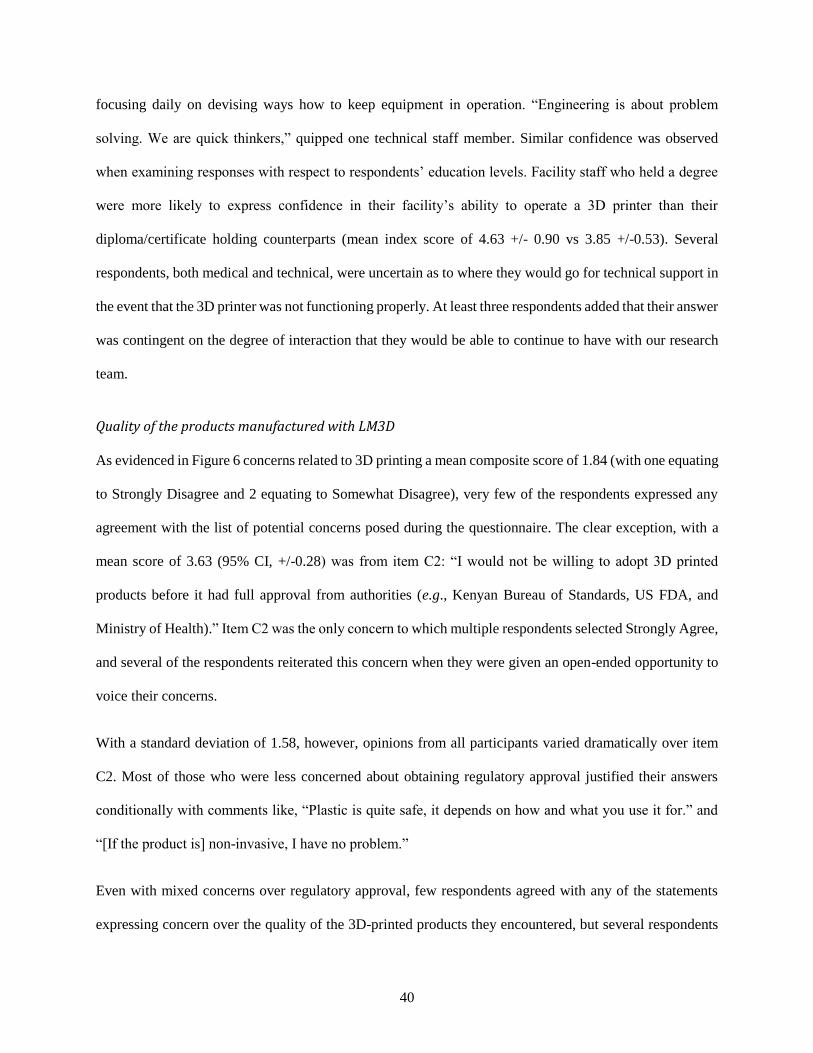
40
focusing daily on devising ways how to keep equipment in operation. “Engineering is about problem
solving. We are quick thinkers,” quipped one technical staff member. Similar confidence was observed
when examining responses with respect to respondents’ education levels. Facility staff who held a degree
were more likely to express confidence in their facility’s ability to operate a 3D printer than their
diploma/certificate holding counterparts (mean index score of 4.63 +/- 0.90 vs 3.85 +/-0.53). Several
respondents, both medical and technical, were uncertain as to where they would go for technical support in
the event that the 3D printer was not functioning properly. At least three respondents added that their answer
was contingent on the degree of interaction that they would be able to continue to have with our research
team.
Quality of the products manufactured with LM3D
As evidenced in Figure 6 concerns related to 3D printing a mean composite score of 1.84 (with one equating
to Strongly Disagree and 2 equating to Somewhat Disagree), very few of the respondents expressed any
agreement with the list of potential concerns posed during the questionnaire. The clear exception, with a
mean score of 3.63 (95% CI, +/-0.28) was from item C2: “I would not be willing to adopt 3D printed
products before it had full approval from authorities (e.g., Kenyan Bureau of Standards, US FDA, and
Ministry of Health).” Item C2 was the only concern to which multiple respondents selected Strongly Agree,
and several of the respondents reiterated this concern when they were given an open-ended opportunity to
voice their concerns.
With a standard deviation of 1.58, however, opinions from all participants varied dramatically over item
C2. Most of those who were less concerned about obtaining regulatory approval justified their answers
conditionally with comments like, “Plastic is quite safe, it depends on how and what you use it for.” and
“[If the product is] non-invasive, I have no problem.”
Even with mixed concerns over regulatory approval, few respondents agreed with any of the statements
expressing concern over the quality of the 3D-printed products they encountered, but several respondents
41
added that quality depends completely on a product by product basis, adding comments like,“3D printing
can occupy a niche [...] You must choose the right materials.” While not necessarily reflected in
questionnaire items, there were many questions from medical professionals regarding the ability of 3D
printed products to be cleaned or sterilized. As the predominant method of sterilization in the hospitals that
we visited was the use of an autoclave or bleach, devices created with 3D printing would require materials
that are able to withstand either of these methods.
Summary of Perspectives on LM3D from Kisumu Healthcare Workers
Based upon the results of these surveys we can see that there is a general enthusiasm among health
professionals over the idea of using LM3D to support local healthcare facilities in Kisumu. However, the
reasons for this enthusiasm over the technology varied depending on the health professional. The potential
for the adoption of LM3D was also supported by the prior technology experiences and general confidence
that most health professionals (especially those in younger generations) had in their own ability to
incorporate 3D printing and 3D-printed products into their work.
There was more concern, however, about LM3D being able to take place in many of the settings where
health facilities were located, due to either a lack of resources or available infrastructure. Not all respondents
were certain that their work setting was one in that LM3D could be supported. We also saw in the survey a
general awareness on the part of health professionals that 3D printing is not a proper solution to all product
needs, and, whether from a legal, ethical, technical, or other standpoint, only some of the medical devices
that they needed could be made with 3D printing.
Products Manufactured with LM3D Kisumu
While we established a positive perception and likely adoption of LM3D and 3D-printed products among
Kisumu’s medical and technical professionals, the utility of LM3D would always be governed on a product-
by-product basis (Tofail et al., 2017). Both before and after the administration of these questionnaires, the
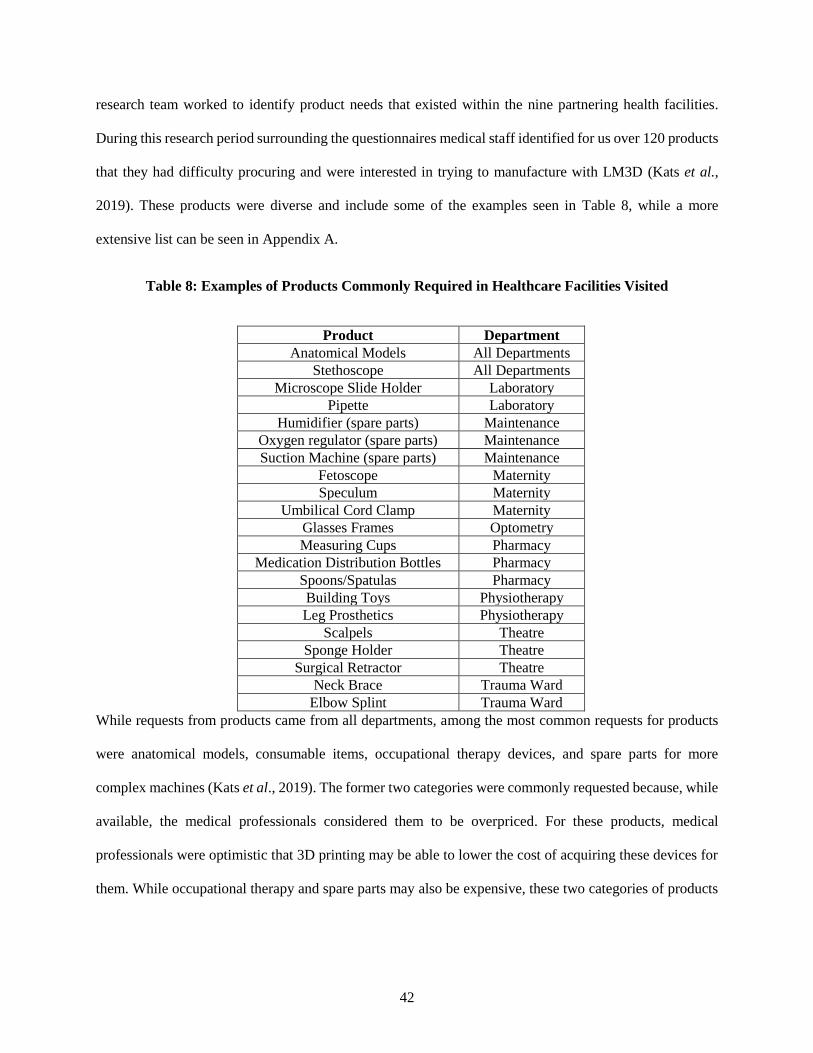
42
research team worked to identify product needs that existed within the nine partnering health facilities.
During this research period surrounding the questionnaires medical staff identified for us over 120 products
that they had difficulty procuring and were interested in trying to manufacture with LM3D (Kats et al.,
2019). These products were diverse and include some of the examples seen in Table 8, while a more
extensive list can be seen in Appendix A.
Table 8: Examples of Products Commonly Required in Healthcare Facilities Visited
Product Department
Anatomical Models All Departments
Stethoscope All Departments
Microscope Slide Holder Laboratory
Pipette Laboratory
Humidifier (spare parts) Maintenance
Oxygen regulator (spare parts) Maintenance
Suction Machine (spare parts) Maintenance
Fetoscope Maternity
Speculum Maternity
Umbilical Cord Clamp Maternity
Glasses Frames Optometry
Measuring Cups Pharmacy
Medication Distribution Bottles Pharmacy
Spoons/Spatulas Pharmacy
Building Toys Physiotherapy
Leg Prosthetics Physiotherapy
Scalpels Theatre
Sponge Holder Theatre
Surgical Retractor Theatre
Neck Brace Trauma Ward
Elbow Splint Trauma Ward
While requests from products came from all departments, among the most common requests for products
were anatomical models, consumable items, occupational therapy devices, and spare parts for more
complex machines (Kats et al., 2019). The former two categories were commonly requested because, while
available, the medical professionals considered them to be overpriced. For these products, medical
professionals were optimistic that 3D printing may be able to lower the cost of acquiring these devices for
them. While occupational therapy and spare parts may also be expensive, these two categories of products

43
were also problematic due to their lack of access. Both sets of products commonly required import, and the
prospect of manufacturing them locally was met with enthusiastic responses.
Subsequent work in Kisumu has only led to an ever-increasing list of product requests from the healthcare
facilities, and we have only been able to design and prototype a small fraction of these requests (Kats et al.,
2019). Some examples of the prototyped medical devices that were 3D printed with support from the
medical staff can be seen in Figure 7.
Figure 7: Examples of 3D-Printed Prototypes Made with Input from Hospital Staff
(from left to right, Pill Counter, Slide Holder, Uterus Model, Umbilical Cord Clamp,
Microscope Knob)
The selection of product requests for prototyping has thus far been done by the requesting medical
professional and a member of the research team working together to determine whether manufacturing a
needed product with LM3D could ever be feasible or viable. Over the course of the field research we were
only able to do these assessments crudely, and, in the interest of time, products were brought to the
prototyping stage as quickly as possible so that the medical professionals would be able to weigh-in on the
product’s design before the given research period was over. This has resulted in more emphasis on creating
proof-of-concept prototypes rather than finished products. Some products, however, were able to be
developed beyond this point to a near-finished product.
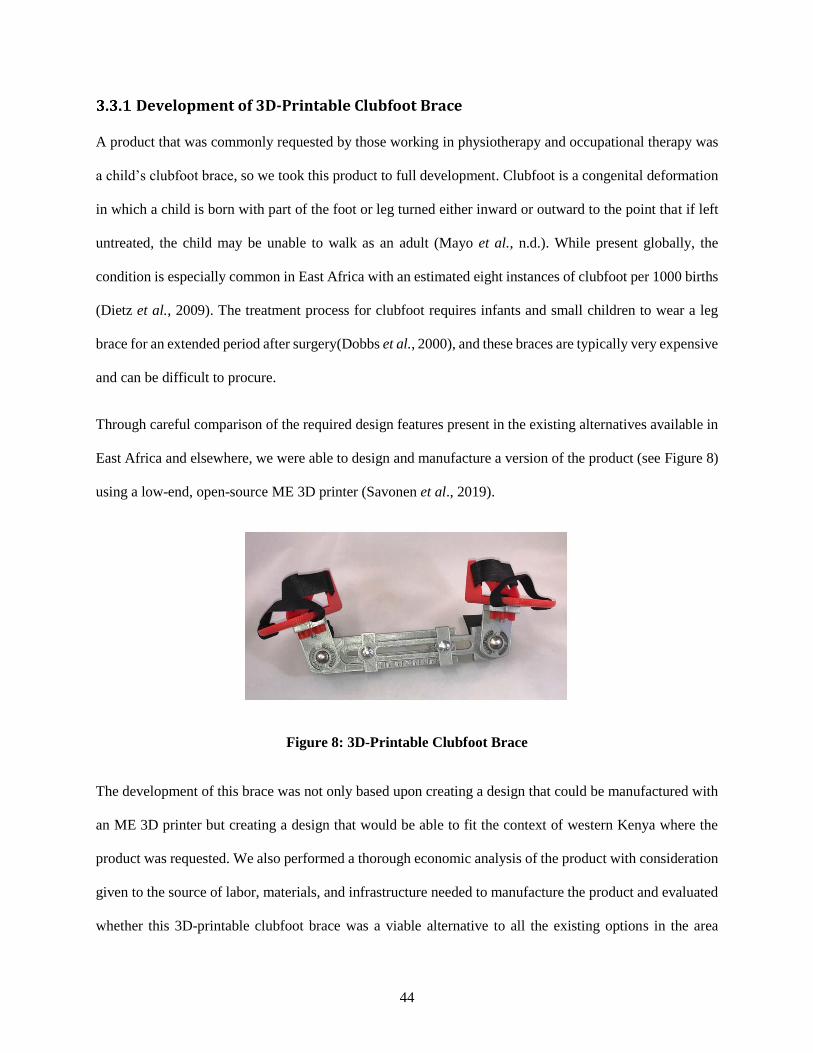
44
Development of 3D-Printable Clubfoot Brace
A product that was commonly requested by those working in physiotherapy and occupational therapy was
a child’s clubfoot brace, so we took this product to full development. Clubfoot is a congenital deformation
in which a child is born with part of the foot or leg turned either inward or outward to the point that if left
untreated, the child may be unable to walk as an adult (Mayo et al., n.d.). While present globally, the
condition is especially common in East Africa with an estimated eight instances of clubfoot per 1000 births
(Dietz et al., 2009). The treatment process for clubfoot requires infants and small children to wear a leg
brace for an extended period after surgery(Dobbs et al., 2000), and these braces are typically very expensive
and can be difficult to procure.
Through careful comparison of the required design features present in the existing alternatives available in
East Africa and elsewhere, we were able to design and manufacture a version of the product (see Figure 8)
using a low-end, open-source ME 3D printer (Savonen et al., 2019).
Figure 8: 3D-Printable Clubfoot Brace
The development of this brace was not only based upon creating a design that could be manufactured with
an ME 3D printer but creating a design that would be able to fit the context of western Kenya where the
product was requested. We also performed a thorough economic analysis of the product with consideration
given to the source of labor, materials, and infrastructure needed to manufacture the product and evaluated
whether this 3D-printable clubfoot brace was a viable alternative to all the existing options in the area
45
(Savonen et al., 2019). In this case, the 3D-printable clubfoot brace was determined to have comparable
functionality to that of the high-end braces (>$300), while being comparable in cost to that of the least-
expensive available alternative (~$10) (Savonen et al., 2019).
The request for a clubfoot brace that could be manufactured with LM3D in western Kenya ended up being
a feasible and viable use of technology, and this product represents a good candidate for future
manufacturing and deployment with LM3D. However, the time and effort that went into the design and
analysis of this product was substantial, and it is not practical to engage in this level of development and
analysis for all of the products being requested by our partner facilities in Kisumu. We need to be able to
recognize early on if a product need could actually be fulfilled by LM3D.
Summary of Kenya Research and Next Steps
In Chapter 2 of this dissertation we note many of the benefits of local manufacturing with 3D printing. We
see the vision, as described in both the limited trials and literature, and the potential that local manufacturing
could have on humanitarian and development type activities. In Chapter 3 we look at a specific low-resource
context that could benefit from LM3D, and within this specific context we conducted some basic trials and
surveys to gauge the practicality and acceptance of introducing LM3D into a low-resource context.
From the results of these questionnaires and product prototyping activities, there is evidence that there is
both desire and confidence from the potential beneficiaries of LM3D that its usage should continue to be
developed. There does appear to be a niche, or niches, for 3D printing to occupy in a developing community
healthcare system and that role would most likely increase as the technology continues to become more
robust, reliable, and consistent.
A common theme in our own research, and the research conducted by others (described in Chapter 2), is
the need for identifying when LM3D is an appropriate intervention for a product. While enthusiasm for
LM3D was high amongst the survey respondents, the majority were also quick to note that the technology
46
is not appropriate for every scenario or need. Evaluations of the suitability of LM3D must be made on a
product-by-product and scenario-by-scenario basis. Most of the currently developed product prototypes
emerging from this research were at the proof-of-concept level, and the time, effort, and expertise to develop
a product more fully is, as evidenced by the clubfoot brace, significant.
There are increasingly more organizations who are interested in using 3D printing to solve supply-chain
challenges around the world. TechforTrade’s Digital Blacksmith program, for example, is always looking
for products that can enable opportunities that can be 3D printed and have high-impact on low-resource
communities (Rogge et al., 2017), and when Field Ready arrives at the site of a humanitarian response, one
of their first actions is to determine what products are needed locally and how they can be manufactured
(James, 2017). As the concept of using LM3D in low-resource settings continues to grow, it is also gaining
the attention of the larger development organizations like the aforementioned Concern Worldwide (Concern
Worldwide, 2016) and even the World Bank (Hallward-Driemeier and Nayyar, 2017), who are looking to
better understand when and where 3D printing should be applied in their work. There are no existing
materials or methodologies, however, for guiding these agencies on how to implement this technology in
their work.
Need for A Product-Sorting Methodology
Because, with a few of the exceptions outlined in Chapter 2, the proposed benefits of LM3D are theoretical,
the practicalities of implementing LM3D are not well documented, outlined, or understood. The coming
chapters of this dissertation represent the first comprehensive and methodical look into all of the aspects of
a product or project that must be evaluated before employing LM3D in a low-resource context. This work
can allow those who are working at the intersection of AM and humanitarian/international development to
be able to have a detailed and candid look at what is required for LM3D to be able to have the impacts
promised of it.
47
In order for this work to be useful to those working in low-resource contexts, it must be presented in a way
that makes technical and engineering knowledge digestible and actionable to them. While trainings and
demonstrations, like those we conducted in the Kenyan healthcare system, are an effective way to begin
this process, this type of knowledge dissemination can be effort-intensive and difficult to scale to larger
audiences. Further, even those who participate in a LM3D training are not guaranteed to be able to identify
LM3D product opportunities with consistency.
While it is possible to eliminate many inappropriate products from consideration with the aid of a guide or
checklist for LM3D compatibility (Savonen, 2015), these tools lack the ability to account for interactions
between assessment criteria and does not always provide feedback for meaningful decision making.
For example, if a product has never before been manufactured with 3D printing, then it will be necessary
to consider how the change in the manufacturing process and materials will change the overall mechanical
performance of the product. While some products’ usage may not be affected by these changes (such as
decorative items), products expected to go through any type of mechanical motion or bear any loads will
need to be reassessed for their ability to perform as the product is expected to. To go a step further, in cases
where the 3D-printed version of the product is indeed expected to experience a change in performance, the
scenario will still need to be further evaluated as to whether a change in mechanical performance would be
permissible. For a simple toy, a change in mechanical properties may be admissible, but a high-performance
product, such as a life-saving medical device, the product will need to perform exactly as expected. Thus,
in this example, determining whether a product could be 3D printed is a confluence of factors, including
changes in manufacturing, changes in material, intended use, and the potential for risk to the end user. If
any one of these factors were to change, the end decision regarding the product’s 3D printability would be
affected. While a simple checklist deals with only one variable at a time, a methodology is dynamic and
can combine these multiple data points into a single decision. This allowance for multiple interacting
variables makes a product assessment method more adaptable than a checklist when considering the wide
range of scenarios and products that may be encountered in either development or humanitarian work.
48
In order for the practice of LM3D in low-resource contexts to grow, there is need for a more formal method
of analyzing whether LM3D is an appropriate solution to that product need and scenario. This method
should be able to quickly sort through products to assess where LM3D is the appropriate intervention. If
there existed such a methodology, humanitarian and development practitioners could be able to assess
whether LM3D is a strategy that is worth pursuing for them to achieve their larger agendas. For those trying
to pioneer and develop the use of LM3D in low-resource contexts, such a methodology could allow them
to be able to better focus their efforts on more impactful implementations of LM3D and standardize a field
that currently lacks clarity and structure.
Unfortunately, there are few frameworks available for assessing the practical implementation of a new
technology into humanitarian or development context, let alone the implementation of LM3D. The coming
chapters do not only present and test a methodology for assessing products for LM3D, but they also present
an overall strategy for creating such a methodology. In the future, others may be able to adapt this
methodology-creation strategy for other technologies/system interactions being considered for the
humanitarian or development sector.
49
Determining Criteria for LM3D Eligible
Products
Based on the field experiences in East Africa, there is need for a method that can determine whether LM3D
is an appropriate solution for addressing a product need in a low-resource context. This chapter outlines the
creation of a decision-making methodology for identifying when a product can and should be made with
LM3D in a low-resource setting and the literature used to create that methodology.
Creation of an LM3D Decision Making Method
In most decision-making methodologies related to additive manufacturing (the preferred technical term for
3D printing), the objective is to determine which manufacturing method to use to make a product (van der
Haar, 2016). In our case, however, the manufacturing method is known (whatever 3D printing technology
is available for the given project), and the question is whether a product encountered during fieldwork in a
low-resource setting is an appropriate use for that manufacturing method.
The time and effort required to gather the data required for in-depth analyses takes too many resources to
be practical in many low-resource contexts (Lilford et al., 2015), and it would make it virtually impossible
to assess more than a few products at once. Thus, the methodology developed here must exist in a balance
between having gathered enough information to make a meaningful decision and not gathering so much
information that the process is bogged down or muddled by details. It is natural, therefore, for us to draw
comparisons between the product identification method desired and the medical practice of triage.
The Concept of Triage
Triage methods were first developed by medics in the military during the 1800s as a more fair and efficient
way to save as many soldiers as possible with a finite amount of resources (Frykberg, 2005). While
methodology specifics vary, the general principle is always the same: patients are quickly and
systematically sorted into groups based upon their likelihood of being able to survive, as determined by
50
preestablished criteria. Medics in the field can then systematically treat these patient groups in order to save
the most possible lives (Frykberg, 2005). Triage methods are not a comprehensive assessment, and they do
not provide the level of thorough detail that full analyses would (Frykberg, 2005).
The product identification method needed here is similarly created with the intent of quickly sorting product
needs encountered by humanitarian and development workers while in the field and can therefore be
thought of as a type of triage. This triage would allow humanitarian and development workers to be able to
take product needs identified from their work and determine whether LM3D would be an appropriate
solution to these needs. If the product is not appropriate for LM3D, the triage user could avoid wasting
time, money, and expertise in developing these products for deployment. An overview of how the triage
fits into the LM3D product development process can be seen in Figure 9.
Figure 9: Place of the triage in a LM3D product development process
Creating a LM3D triage
While we can look to the field of triage as an inspiration, the content of our triage needs to come from
existing literature that is relevant to LM3D. This brings us to our first criterion for triaging whether a
product can be manufactured with LM3D in a particular context:
Criterion 1: A product that is suitable for LM3D should be a good candidate for manufacturing
with 3D printing, specifically Material Extrusion.
The triage developed here needs to be able to successfully evaluate whether a product can be effectively
manufactured with the available 3D printing equipment. The triage’s evaluation of a product for 3D printing
should empower the user to accurately evaluate the product in a way that is beyond their current expertise
Need for product
identified
Product is triaged
Product is prototyped and tested
Product is deployed in
LRC
51
(Booth et al., 2018; Kennedy et al.,1996; Kruse et al., 2017) and do so in a way should be systematic and
repeatable (Lindemann and Koch, 2016). Those who are working in low-resource contexts, whether a
humanitarian/development worker or a local end-user, will rarely have a background in engineering,
especially 3D printing, and therefore any tool used in the field should be able to be used by people with
various technical backgrounds (Bauer and Brown, 2014). Therefore, while the principles used in creating
the triage rely on engineering expertise, the language of the final methodology should be accessible to the
layperson and not require anything more than back-of-the-envelope calculations (Lilford et al., 2015).
Because of the humanitarian nature of this application, there is also an important ethic of do-no-harm
(Sandvik et al., 2017), which means that any decision-making methodology that only assesses the
manufacturability of a product is insufficient. Rather, a product triage to be used in low-resource contexts
needs to be able to assess all of the aspects of manufacturing the product locally, including the economics,
quality, safety, and larger effects of localized production (Rauch et al., 2016; Rogge et al., 2017) to
determine whether a product can and should be locally manufactured with 3D printing. This leads us to our
second criterion:
Criterion 2: A product that is suitable for LM3D should be a good candidate for deployment in a
low-resource context.
To determine whether a product is able to meet both of these criteria, I conducted literature searches to
determine more specifically what is required of a product to meet these criteria. For Criterion 1, I conducted
a literature review into design for additive manufacturing (DFAM), and for Criterion 2, I investigated
literature focused on designing products for low-resource contexts (DFLRC).
Literature for Identifying Product Triage Content
The results of both literature searches were scanned for aspects of a product that make the product a good
candidate for additive manufacturing or a good candidate for deployment in low-resource contexts. These
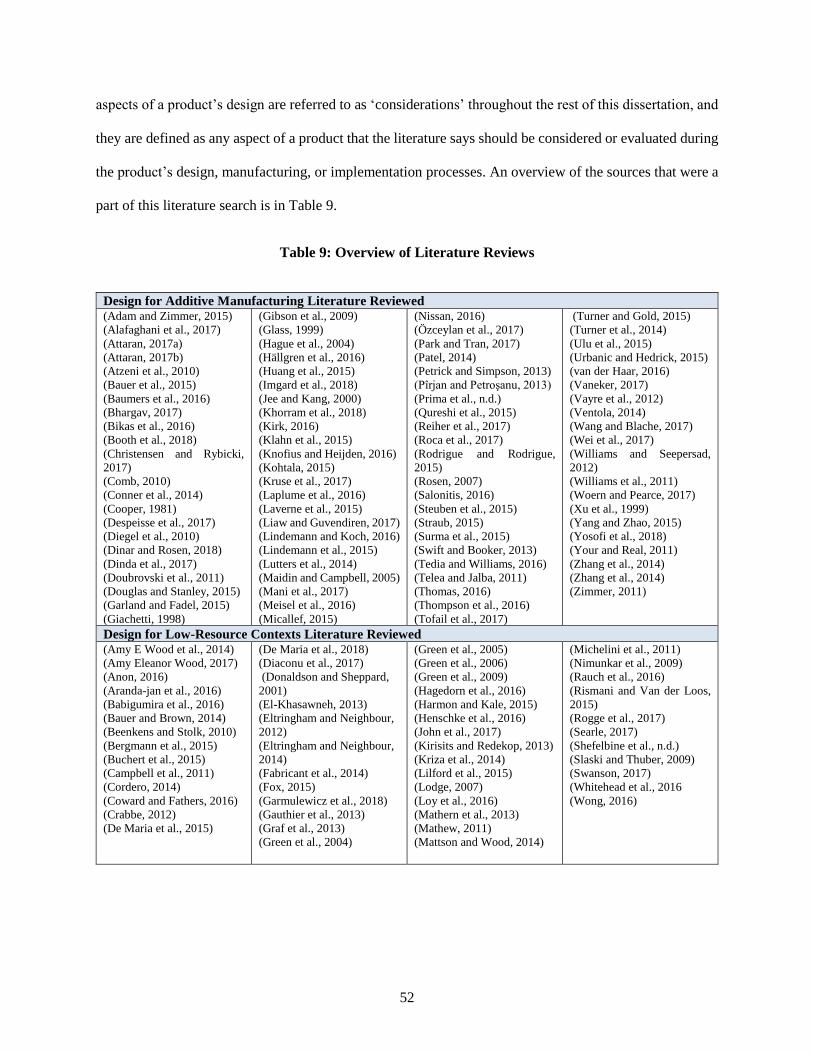
52
aspects of a product’s design are referred to as ‘considerations’ throughout the rest of this dissertation, and
they are defined as any aspect of a product that the literature says should be considered or evaluated during
the product’s design, manufacturing, or implementation processes. An overview of the sources that were a
part of this literature search is in Table 9.
Table 9: Overview of Literature Reviews
Design for Additive Manufacturing Literature Reviewed (Adam and Zimmer, 2015)
(Alafaghani et al., 2017)
(Attaran, 2017a)
(Attaran, 2017b)
(Atzeni et al., 2010)
(Bauer et al., 2015)
(Baumers et al., 2016)
(Bhargav, 2017)
(Bikas et al., 2016)
(Booth et al., 2018)
(Christensen and Rybicki,
2017)
(Comb, 2010)
(Conner et al., 2014)
(Cooper, 1981)
(Despeisse et al., 2017)
(Diegel et al., 2010)
(Dinar and Rosen, 2018)
(Dinda et al., 2017)
(Doubrovski et al., 2011)
(Douglas and Stanley, 2015)
(Garland and Fadel, 2015)
(Giachetti, 1998)
(Gibson et al., 2009)
(Glass, 1999)
(Hague et al., 2004)
(Hällgren et al., 2016)
(Huang et al., 2015)
(Imgard et al., 2018)
(Jee and Kang, 2000)
(Khorram et al., 2018)
(Kirk, 2016)
(Klahn et al., 2015)
(Knofius and Heijden, 2016)
(Kohtala, 2015)
(Kruse et al., 2017)
(Laplume et al., 2016)
(Laverne et al., 2015)
(Liaw and Guvendiren, 2017)
(Lindemann and Koch, 2016)
(Lindemann et al., 2015)
(Lutters et al., 2014)
(Maidin and Campbell, 2005)
(Mani et al., 2017)
(Meisel et al., 2016)
(Micallef, 2015)
(Nissan, 2016)
(Özceylan et al., 2017)
(Park and Tran, 2017)
(Patel, 2014)
(Petrick and Simpson, 2013)
(Pîrjan and Petroşanu, 2013)
(Prima et al., n.d.)
(Qureshi et al., 2015)
(Reiher et al., 2017)
(Roca et al., 2017)
(Rodrigue and Rodrigue,
2015)
(Rosen, 2007)
(Salonitis, 2016)
(Steuben et al., 2015)
(Straub, 2015)
(Surma et al., 2015)
(Swift and Booker, 2013)
(Tedia and Williams, 2016)
(Telea and Jalba, 2011)
(Thomas, 2016)
(Thompson et al., 2016)
(Tofail et al., 2017)
(Turner and Gold, 2015)
(Turner et al., 2014)
(Ulu et al., 2015)
(Urbanic and Hedrick, 2015)
(van der Haar, 2016)
(Vaneker, 2017)
(Vayre et al., 2012)
(Ventola, 2014)
(Wang and Blache, 2017)
(Wei et al., 2017)
(Williams and Seepersad,
2012)
(Williams et al., 2011)
(Woern and Pearce, 2017)
(Xu et al., 1999)
(Yang and Zhao, 2015)
(Yosofi et al., 2018)
(Your and Real, 2011)
(Zhang et al., 2014)
(Zhang et al., 2014)
(Zimmer, 2011)
Design for Low-Resource Contexts Literature Reviewed (Amy E Wood et al., 2014)
(Amy Eleanor Wood, 2017)
(Anon, 2016)
(Aranda-jan et al., 2016)
(Babigumira et al., 2016)
(Bauer and Brown, 2014)
(Beenkens and Stolk, 2010)
(Bergmann et al., 2015)
(Buchert et al., 2015)
(Campbell et al., 2011)
(Cordero, 2014)
(Coward and Fathers, 2016)
(Crabbe, 2012)
(De Maria et al., 2015)
(De Maria et al., 2018)
(Diaconu et al., 2017)
(Donaldson and Sheppard,
2001)
(El-Khasawneh, 2013)
(Eltringham and Neighbour,
2012)
(Eltringham and Neighbour,
2014)
(Fabricant et al., 2014)
(Fox, 2015)
(Garmulewicz et al., 2018)
(Gauthier et al., 2013)
(Graf et al., 2013)
(Green et al., 2004)
(Green et al., 2005)
(Green et al., 2006)
(Green et al., 2009)
(Hagedorn et al., 2016)
(Harmon and Kale, 2015)
(Henschke et al., 2016)
(John et al., 2017)
(Kirisits and Redekop, 2013)
(Kriza et al., 2014)
(Lilford et al., 2015)
(Lodge, 2007)
(Loy et al., 2016)
(Mathern et al., 2013)
(Mathew, 2011)
(Mattson and Wood, 2014)
(Michelini et al., 2011)
(Nimunkar et al., 2009)
(Rauch et al., 2016)
(Rismani and Van der Loos,
2015)
(Rogge et al., 2017)
(Searle, 2017)
(Shefelbine et al., n.d.)
(Slaski and Thuber, 2009)
(Swanson, 2017)
(Whitehead et al., 2016
(Wong, 2016)
53
Because the fieldwork described in Chapter 3 was especially focused on healthcare, both literature searches
included several extra sources with a healthcare focus. Products made for the medical field commonly have
additional design considerations attached to them that may not have otherwise been captured in the broader
DFAM and DFLRC literature.
Overview of Findings from DFAM Literature Review
For the review of the available literature regarding designing products for 3D printing or additive
manufacturing (AM) methods, the sources were both diverse and overlapping; they included papers focused
on designing products for additive manufacturing processes, selecting an additive manufacturing (AM)
technology for a set of product requirements, and an overview of possible ‘big-picture’ design
considerations that may come into play when manufacturing a product with additive manufacturing. This
review also included a few texts that were not additive-specific but dealt with issues in regarding general
design for manufacturability and material selection processes for new products.
Design Considerations for Additive Manufacturing
More than any other category of DFAM literature, I reviewed papers outlining principles for designing
products for manufacturing with 3D printing. The design constraints of AM ultimately determine whether
not a product can be feasibly manufactured with any AM process, and, in the case of the triage described
in Chapters 5 and 6, ME. DFAM is truly its own field of study, and nearly all of these sources focus on the
geometric constraints of these manufacturing methods. These geometric constraints can largely be grouped
into six different categories of design considerations - maximum size limitations, minimum print resolution,
dimensional accuracy and precision, gravity-related constraints, surface quality, and anisotropic
considerations. While all of these constraints are detailed more in the next chapter as the triage is developed,
a general description of these geometry-specific considerations can be seen in Table 10.
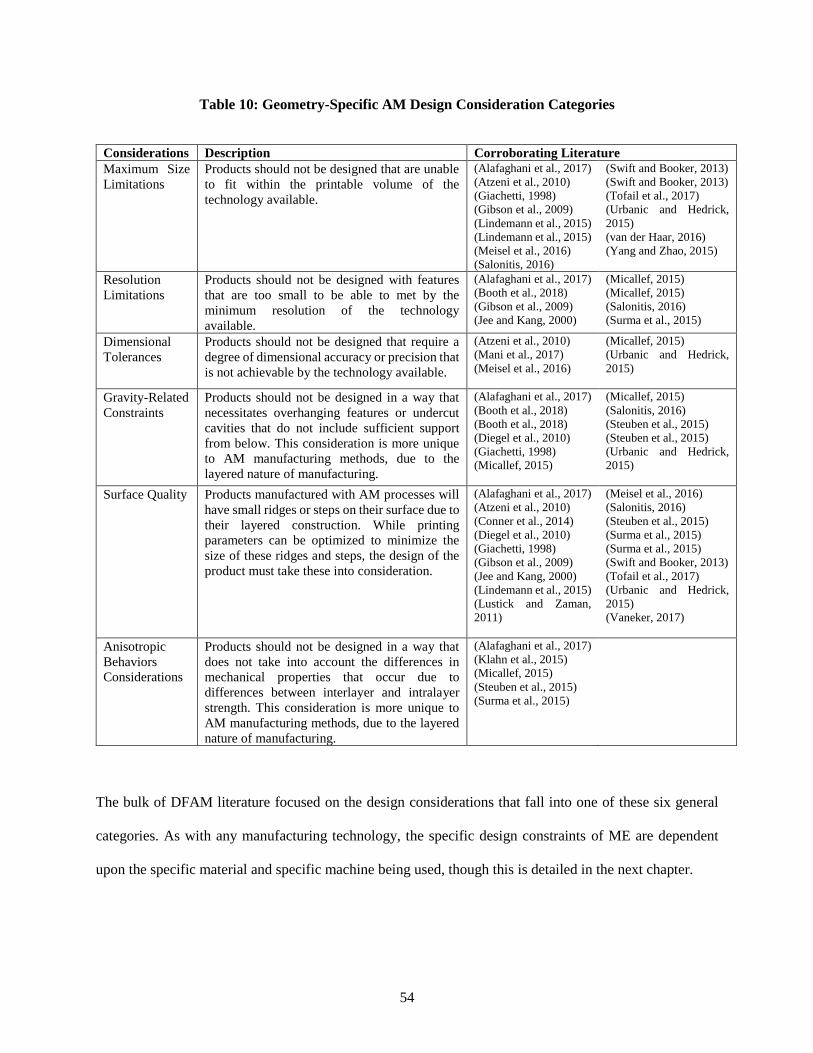
54
Table 10: Geometry-Specific AM Design Consideration Categories
Considerations Description Corroborating Literature
Maximum Size
Limitations
Products should not be designed that are unable
to fit within the printable volume of the
technology available.
(Alafaghani et al., 2017)
(Atzeni et al., 2010)
(Giachetti, 1998)
(Gibson et al., 2009)
(Lindemann et al., 2015)
(Lindemann et al., 2015)
(Meisel et al., 2016)
(Salonitis, 2016)
(Swift and Booker, 2013)
(Swift and Booker, 2013)
(Tofail et al., 2017)
(Urbanic and Hedrick,
2015)
(van der Haar, 2016)
(Yang and Zhao, 2015)
Resolution
Limitations
Products should not be designed with features
that are too small to be able to met by the
minimum resolution of the technology
available.
(Alafaghani et al., 2017)
(Booth et al., 2018)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Micallef, 2015)
(Micallef, 2015)
(Salonitis, 2016)
(Surma et al., 2015)
Dimensional
Tolerances
Products should not be designed that require a
degree of dimensional accuracy or precision that
is not achievable by the technology available.
(Atzeni et al., 2010)
(Mani et al., 2017)
(Meisel et al., 2016)
(Micallef, 2015)
(Urbanic and Hedrick,
2015)
Gravity-Related
Constraints
Products should not be designed in a way that
necessitates overhanging features or undercut
cavities that do not include sufficient support
from below. This consideration is more unique
to AM manufacturing methods, due to the
layered nature of manufacturing.
(Alafaghani et al., 2017)
(Booth et al., 2018)
(Booth et al., 2018)
(Diegel et al., 2010)
(Giachetti, 1998)
(Micallef, 2015)
(Micallef, 2015)
(Salonitis, 2016)
(Steuben et al., 2015)
(Steuben et al., 2015)
(Urbanic and Hedrick,
2015)
Surface Quality Products manufactured with AM processes will
have small ridges or steps on their surface due to
their layered construction. While printing
parameters can be optimized to minimize the
size of these ridges and steps, the design of the
product must take these into consideration.
(Alafaghani et al., 2017)
(Atzeni et al., 2010)
(Conner et al., 2014)
(Diegel et al., 2010)
(Giachetti, 1998)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Lindemann et al., 2015)
(Lustick and Zaman,
2011)
(Meisel et al., 2016)
(Salonitis, 2016)
(Steuben et al., 2015)
(Surma et al., 2015)
(Surma et al., 2015)
(Swift and Booker, 2013)
(Tofail et al., 2017)
(Urbanic and Hedrick,
2015)
(Vaneker, 2017)
Anisotropic
Behaviors
Considerations
Products should not be designed in a way that
does not take into account the differences in
mechanical properties that occur due to
differences between interlayer and intralayer
strength. This consideration is more unique to
AM manufacturing methods, due to the layered
nature of manufacturing.
(Alafaghani et al., 2017)
(Klahn et al., 2015)
(Micallef, 2015)
(Steuben et al., 2015)
(Surma et al., 2015)
The bulk of DFAM literature focused on the design considerations that fall into one of these six general
categories. As with any manufacturing technology, the specific design constraints of ME are dependent
upon the specific material and specific machine being used, though this is detailed in the next chapter.

55
As noted in the previous subsection, there have been many sources that list designs considerations, rules,
and guidelines, but there are relatively few methodologies available to allow a novice to be able to evaluate
a design’s appropriateness for manufacturing with ME processes. A notable exception is the design for
additive manufacturing worksheet that was developed by Booth et al. at Purdue University (2018). This
worksheet distills many of the more commonly seen ME design considerations into one-page tool with
eight picture-guided questions to help students determine whether their design may be able to be
manufactured on a typical ME 3D printer (Booth et al., 2018). While the worksheet does oversimplify some
advanced concepts, it has been tested and shown to be able to improve novice designer’s ability to create
successful 3D printed products (Booth et al., 2018). The simplicity and usability of this tool provide
excellent usability benchmarks for the DFAM portion of the triage method being created here.
For the purpose of assessing a product, however, we are not only concerned about its geometry (where the
bulk of DFAM literature tends to focus), but also on the material choices available to the manufacturing
technology. Material properties and geometric form are equally important in defining a product, and how
the two sets of property interact with one another is what ultimately defines a product. Thus, because DFAM
is so focused on geometric constraints, additional pieces of literature that detail material selection in broader
manufacturing processes were also analyzed and used to determine design considerations for the triage.
Impacts of 3D Printing
There were many design considerations that arose because they were adjacent to the DFAM literature
search. These considerations were not focused on the specific design of a product but looked at how 3D
printing a product can affect the larger ecosystem, market, and society in which it exists. Because the
ultimate ethos of humanitarian applications is to do-no-harm on any level, all of the larger, systems-level
design considerations of 3D printing must be considered in this triage.
Good design is not enough for ensuring that 3D printing can manufacture a product, as it does not ensure
that the final product would be up to the standards of the original design. As noted, 3D printing still tends
56
to be a relatively unreliable technology, with many machines often failing to produce the product exactly
as required. The need for quality control mechanisms in 3D printing is still very high (Douglas and Stanley,
2015; Huang et al., 2015; Roca et al., 2017; Tofail et al., 2017). The solution to this in any particular setting
can take multiple forms whether it is automated quality control mechanisms that improve the process (Bikas
et al., 2016) or skilled personnel operating and monitoring the machines (Huang et al., 2015; Roca et al.,
2017; Tofail et al., 2017). However, without some form of quality control, the automated nature of 3D
printing is still not generally sufficient to attain the desired accuracy or quality of products is achieved
needed in many cases (Bikas et al., 2016; Huang et al., 2015).
The importance of considering the economic considerations of manufacturing a part using 3D printing
processes is also a key consideration in much of the literature. The costs of manufacturing with 3D printing
is a major consideration, with most literature either comparing the costs of 3D printing to other
manufacturing processes or creating costing models for a particular 3D printing process (Douglas and
Stanley, 2015). Literature that focuses on comparing 3D printing processes to other manufacturing methods
emphasizes reductions in wasted material (including reducing material inside of a product) (Bauer et al.,
2015). While there is generally still a need for better costing models (Bauer et al., 2015), most of the existing
literature regarding the cost of 3D printing a product are based upon analyzing the manufacturing inputs
including material costs, labor costs, energy and machine costs (Baumers et al., 2016; Douglas and Stanley,
2015; Thomas, 2016; Yosofi et al., 2018). Beyond per-unit manufacturing costs, there are also economic
considerations regarding how 3D printing can more broadly affect supply chains. While not universally
true, localizing manufacturing with 3D printing can typically reduce the cost and delivery times of
transporting a product in many scenarios (Attaran, 2017a; Laplume et al., 2016; Thompson et al., 2016).
The quantity of products demanded is also of importance when evaluating the economics of producing a
part locally, as 3D printing processes can produce smaller production volumes than other manufacturing
methods at no extra cost (Attaran, 2017a; Conner et al., 2014; Thomas, 2016). When localized 3D printing
57
can reduce waste associated with excess inventory (Attaran, 2017a; Douglas and Stanley, 2015) or reduce
disruptions where inventory is insufficient (Douglas and Stanley, 2015; Thompson et al., 2016).
Beyond reducing the cost of a product or improving the supply chain, the literature also stresses the
importance of considering the larger effect that 3D printing may have on society (Baumers et al., 2016;
Pîrjan and Petroşanu, 2013). 3D printing locally can have unforeseen impacts on a local community by
increasing access to goods or affecting the local demand for labor (Laplume et al., 2016). 3D printing a
product can also result in various legal complications in an area, particularly in issues surrounding
intellectual property and liability (Attaran, 2017a). The positive and negative effects on the community
should ultimately be considered before ultimately making the decision to begin producing a product locally
with 3D printing.
Because of 3D printing techniques incur no extra manufacturing costs when dealing with small batches,
they easily allow for customization in a way that has never previously been seen with other manufacturing
techniques (Conner et al., 2014). For some products, the increase in customization and design freedom
allowed per product can allow for products that are able to better meet the consumers preferred taste or
performance ability (Diegel et al., 2010; Hällgren et al., 2016; Laplume et al., 2016). Not only does
customization take into account sensitivity for meeting the needs of consumers, but this may also result in
products that are less impactful on the environment in a harmful way. Multiple sources note that improved
product performance can result in improved product attachment, which results in improve product lifespans
(Diegel et al., 2010; Kohtala, 2015). This reduced impact on the environment should be factored into the
larger environmental analysis of a product along with its potential for reduced transportation-related
environmental impacts (Attaran, 2017a; Kohtala, 2015), and the reductions in material and energy usage
that 3D printing can offer in many cases (Douglas and Stanley, 2015).
58
Existing AM Process Selection Methodologies
There have been many methodologies made in the past few years that focus on helping manufacturers
understand and successfully employ additive manufacturing techniques within their operational portfolios.
As the proposed product triage ultimately is being made to allow those working in low-resource contexts
to be able to identify opportunities for LM3D, it has a similar goal, just with a very specific end-user. Most
of the existing process-selecting techniques focus high-end products and AM techniques that are out of
realm of relevance for any of the near-term applications of ME in low resource settings. However, many of
the principles and elements used in creating these selection methodologies proved to be useful to the
development of the triage in the later chapters of this dissertation.
There have been several methodologies developed to assist potential beneficiaries of AM in understanding
which specific AM technology may best fit their product, business and setting. Park and Tran (2017)
developed a computer program helping users to differentiate between AM processes based on available
material types and the mechanism used for binding said material. Meisel et al. (2016) create a similar
decision-making methodology that goes a step further, differentiating AM processes by the setting in which
they are used, with an emphasis on remote manufacturing settings. The process from both Park and Tran
(2017) and Meisel et al. (2016), while useful to note the considerations input into them for making
decisions, are not fully applicable to the triage developed here because their primary function is to
differentiate between AM technologies. As our triage assumes ME is the AM process being employed,
these methodologies have limited usefulness.
Slightly more applicable to the creation of this triage is the work of Wang and Blanche (2017). While their
AM decision making methodology still seeks to differentiate between AM technologies, it is not only
focused on determining the most suitable technology, but also evaluates which of the available technologies
could still feasibly manufacture the product at hand, while noting the various trade-offs between
methodologies. Gibsen, Rosen, and Stucker (2009), take this a step further by creating a AM assessment

59
methodology which uses databases of specific materials and machines to specific recommendations as to
what should be used for manufacturing a specific product.
Knofius and Heiden (2016) developed a product-focused, rather than a technology-focused, decision-
making methodology. In their methodology, they focus on ranking catalogs of parts from most to least
appropriate for manufacturing with an AM process. As the triage developed here is focused on whether it
is feasible to manufacture a product, rather than ranking relative manufacturability, only elements of this
method may prove useful in the creation of this triage.
Lindemann et al. (2015) has done significant work in developing a selection methodology that can help
non-experts determine whether a part may be a good fit for additive manufacturing, and this methodology
may be the most comparable to the goal of our triage. The methodology asks a small list of questions about
the product being considered for AM and makes a recommendation as to whether AM could manufacture
the part in question and whether it is economically viable to do so. While the methodology incorporates
many product considerations that are relevant to all AM techniques (product size, surface quality, cost-of
manufacturing, etc.), the methodology is focused primarily (though not exclusively) on the use of SLS
technologies to manufacture parts for the aerospace industry. Because of this, there is still a heavy focus on
using the methodology to determine whether AM is the optimal manufacturing process (as compared to
being merely an acceptable manufacturing process), and the methodology still requires an expert to weigh
in with their opinion to make the final assessment (Lindemann et al., 2015). Ideally, the triage methodology
developed in this dissertation should not require outside opinions to make an assessment, as these may not
be available during fieldwork.
Tatham et al. (2015) actually met with multiple humanitarian-response logisticians to discuss the use of 3D
printing and recognized the need for a method to explain to them when a product can physically be 3D
printed (2015). In response to this, they created a preliminary flow-chart to guide practitioners through the
thought-process of determining whether a product is 3D printable (Tatham et al., 2015). Though having
60
some similar aims to the triage tool we are looking to develop here, many questions of the flow-chart lack
specificity and still required expertise and experience with 3D printing to be able to answer. Additionally,
the flow-chart is only focused on what is technically feasible rather than the broader impacts and challenges
that LM3D may incur.
While each of these decision-making methodologies had slightly different objectives, many of the required
input data was similar across all of them. In addition to pulling inspiration from many of these design
methodologies, the required inputs of each of these methodologies (and the others reviewed, but not
described in this subsection), were also cataloged and used in the creation of the final triage.
Summary of DFAM Literature Review
If a source within the literature made mention of a consideration that needs to be taken into account when
considering a product for 3D printing, the consideration was recorded. The level of detail each of these
considerations were given varied dramatically across the literature, with some sources making a passing
reference to the consideration and other sources focusing primarily on their respective consideration. At the
end of the literature review, I analyzed the recorded concerns and found twenty different types of
considerations that were relevant to whether a product could or should be 3D-printed. While not exhaustive,
this list is comprehensive, and these considerations (described in more detail in the coming chapters) are in
Table 11.
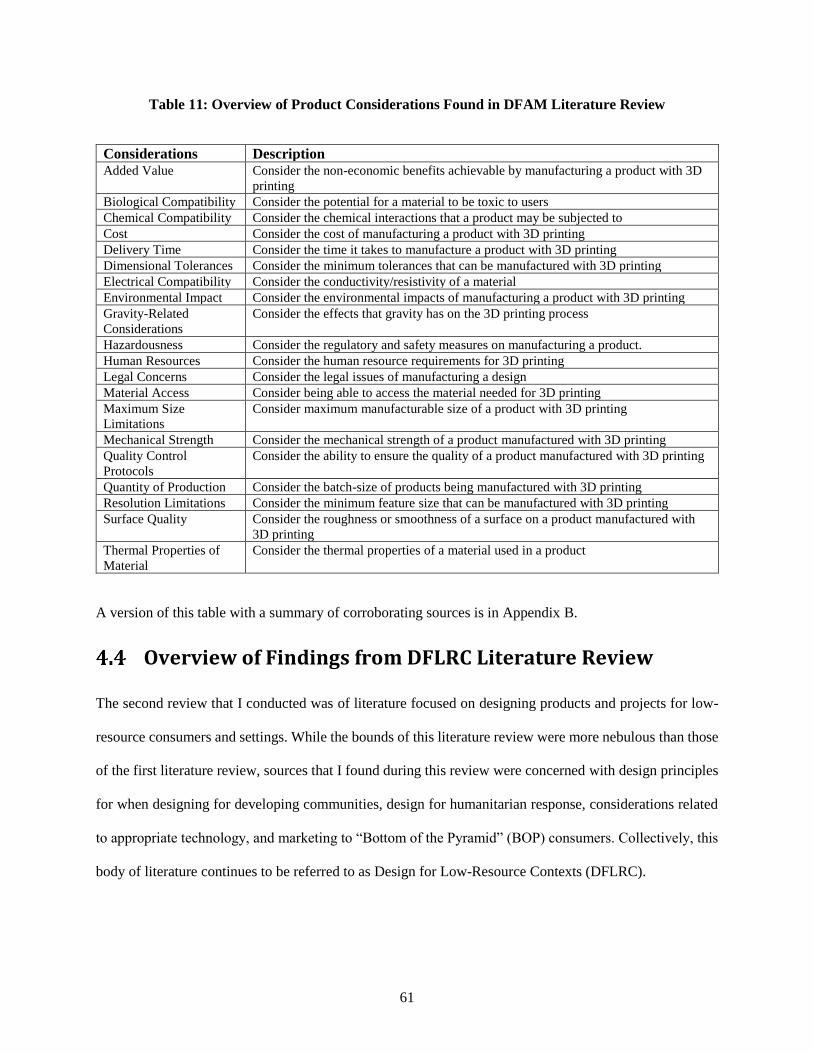
61
Table 11: Overview of Product Considerations Found in DFAM Literature Review
Considerations Description Added Value Consider the non-economic benefits achievable by manufacturing a product with 3D
printing
Biological Compatibility Consider the potential for a material to be toxic to users
Chemical Compatibility Consider the chemical interactions that a product may be subjected to
Cost Consider the cost of manufacturing a product with 3D printing
Delivery Time Consider the time it takes to manufacture a product with 3D printing
Dimensional Tolerances Consider the minimum tolerances that can be manufactured with 3D printing
Electrical Compatibility Consider the conductivity/resistivity of a material
Environmental Impact Consider the environmental impacts of manufacturing a product with 3D printing
Gravity-Related
Considerations
Consider the effects that gravity has on the 3D printing process
Hazardousness Consider the regulatory and safety measures on manufacturing a product.
Human Resources Consider the human resource requirements for 3D printing
Legal Concerns Consider the legal issues of manufacturing a design
Material Access Consider being able to access the material needed for 3D printing
Maximum Size
Limitations
Consider maximum manufacturable size of a product with 3D printing
Mechanical Strength Consider the mechanical strength of a product manufactured with 3D printing
Quality Control
Protocols
Consider the ability to ensure the quality of a product manufactured with 3D printing
Quantity of Production Consider the batch-size of products being manufactured with 3D printing
Resolution Limitations Consider the minimum feature size that can be manufactured with 3D printing
Surface Quality Consider the roughness or smoothness of a surface on a product manufactured with
3D printing
Thermal Properties of
Material
Consider the thermal properties of a material used in a product
A version of this table with a summary of corroborating sources is in Appendix B.
Overview of Findings from DFLRC Literature Review
The second review that I conducted was of literature focused on designing products and projects for low-
resource consumers and settings. While the bounds of this literature review were more nebulous than those
of the first literature review, sources that I found during this review were concerned with design principles
for when designing for developing communities, design for humanitarian response, considerations related
to appropriate technology, and marketing to “Bottom of the Pyramid” (BOP) consumers. Collectively, this
body of literature continues to be referred to as Design for Low-Resource Contexts (DFLRC).
62
Background on Design for Low-Resource Contexts
Since the 1970s, engineers and designers have touted the potential that design and technology hold for
improving the lives of the global poor (Amir, 2016; Ibragimova and Boeijen, 2014). Appropriate
Technologies (AT), or technologies developed to specifically address the needs of the global poor, became
championed as the way to address the needs of people across the planet. However, appropriate technologies
have long had a history of being praised before ever getting to be tested with actual users (Donaldson,
2008), and many designers involved with AT have seen it fail in the implementation stage (Johnson and
Magleby, 2004). In fact, much of what is deemed appropriate technology ends up being abandoned due to
being too technology-centric rather, missing on user-centric and market focused criteria (Campbell et al.,
2011; Donaldson, 2006). The failures of products designed for the low-resource contexts have mostly been
due to an insufficient understanding on the part of engineers in regarding these markets and users.
The push for appropriate technology was followed by the BOP thinking or the development of business
models that emphasize the importance of creating financially viable and affordable products that allow the
global poor to engage in the larger economy. BOP literature supposes that technological fit is not the only
consideration that needs to be considered when designing a product for low-resource contexts, but also the
market in which these products are being used. BOP literature focuses on making products more affordable
so to better engage these consumers in the global economy; it takes the view of poverty as being primarily
an affordability or supply chain issue (Fawcett and Waller, 2015). Product designers of some major
companies such as Unilever or Vodafone have seen success with this type of thinking (Schuster and
Holtbrügge, 2014).
While both the AT and BOP approaches saw varying degrees of success in addressing the needs of the
global poor, very few products designed for low-resource contexts have made the impacts that they have
intended to (Donaldson, 2008). In response to this, designers are beginning to consider how users in low-
resource contexts may have different needs and motivations than those in wealthier settings (Michelini et

63
al., 2011). The failure of products designed for these users has largely been due to an insufficient
understanding on the part of engineers in regard to these consumers and their desires.
This lack of understanding is being addressed with an increased emphasis of human-centered design (HCD).
This model, given terminology by the design firm IDEO, pushes forth the idea that successful products
need to be technologically and organizationally feasible, economically viable, and desirable by consumers
(IDEO, 2009). While existing design literature relating to AT has largely been concerned with issues of
technical feasibility and BOP literature has addressed some viability concerns of products intended for the
global poor, HCD incorporates an awareness of the actual end-user of products. This level of design is
much more difficult than the technical or economic aspects of product design, and has been historically
neglected, perhaps in part due to the difficulty of collecting meaningful quantitative data on what low-
resource users want out of a product (Pease et al., 2014).
Understanding what constitutes a desirable product to the world’s most budget-constrained consumers is a
complicated task, and effective design requires designers to have a thorough understanding of both the
culture and socioeconomic context in which the user will be using the product (Gilliam et al., 2014). Any
products that neglect this understanding have had a history of failure (Donaldson, 2009). Understanding
what the end-user finds desirable generally requires a strategy of co-design that takes place in the context
and community of a product’s use. Co-design, with members of a low-resource community being active in
the design process, has increasingly become one of the key principles in designing for low-resource contexts
(Mattson and Wood, 2014).
Partnering with low-resource users during the design process, however, is not simple, and many have noted
that the challenges associated with these design processes can include establishing a common understanding
of goals, getting input from the correct stakeholders, and designers exercising too much control over the
process (Hussain et al., 2012; Ramachandran et al., 2007). This work is also very time consuming and often
64
costly (Fabricant et al., 2014), which discourages many from undertaking it (Aranda-jan et al., 2016; Green
et al., 2009).
Due to the imperfections of co-design, it may seem that ‘design by’ the developing world could be the gold-
standard by which design processes are measured. After all, there is no one more knowledgeable on the
end-user than themselves or their neighbors. However, formal design traditions are pretty rare in low-
resource contexts and attempts at exporting formal design education efforts have largely failed (Lewis et
al., 2006). Additionally, Donaldson’s studies on more informal design practices used in Kenya’s
manufacturing sector found them to be largely ineffective, noting that design processes, such as sketching,
prototyping, or user testing, were largely unobserved, with the goal of all designs being merely “passable
functionality” (Donaldson, 2006). The result of this are a non-diverse portfolio of products that tend to
imitate Western designs while failing to live up to their imported equivalents in measures of reliability,
functionality, or other key product attributes (Donaldson, 2006). Donaldson’s study explained the lack of
design practice coming out of low-resource contexts occurring due it being seen locally as a waste of time
and resources (2006).
With all of this in mind, it seems that the best design strategy is one that balances the technical
considerations of AT literature, the financial considerations of BOP literature, and the social considerations
of HCD literature.
Design Considerations for LRC
It is difficult to isolate specific design considerations for products being made for low-resource contexts
within the literature, and very little of specificity has been published on the topic (Mattson and Wood,
2014). This makes sense, as the increased emphasis on human-centered co-design has shown that there are
fewer universally applicable design considerations for designing products for low-resource contexts. Every
low-resource setting is unique, and a set of product design criteria cannot really be standardized across all
types of low-resource contexts (Green et al., 2009). Many attempts at creating such as set of product design
65
criteria are still met with counter examples given enough analysis (Wood et al., 2014), and more thorough
attempts at creating product design criteria still require weighing their various criteria against each other
differently for each scenario (Aranda-jan et al., 2016; Green et al., 2009).
Still, there are some broad general statements that do tend to emerge across the literature. From a technical
standpoint, it is important that the product be able to meet the demands of the location in which it is being
used in. This means that the product cannot require access to resources that are not available where the
product is being used. Things like electricity access, network access, water access, protection from the
elements, or the need for careful transportation can all affect a product’s successful implementation (Anon,
2016; Diaconu et al., 2017; Eltringham and Neighbour, 2012; Gilliam et al., 2014).
A common set of design considerations that often come to mind when designing for low-resource context
is creating a product that can be used in harsher or more rugged settings, and this is not without good reason.
Due to heat, dust, and misuse, products used in a low-resource context often need to be designed for a wide
range of hostile environments that products made for more developed communities may not need to
consider (World Health Organization, 2010b). The ruggedness and reliability of a product is critical to a
low-resource consumer, who may depend on a product for their livelihood and likely have no recourse or
access to a warranty if a product is to fail them (Campbell et al., 2011). As noted by Donaldson (2008),
“Design for development customers are like customers in any society- except that they are vulnerable. A
failed product, particularly one in which users have invested effort, money, and personal pride, can lead to
dire consequences […]” For this reason, products designed for low-resource consumers cannot just be low-
cost versions of products offered to more-developed contexts, but they must often be better than the original
product to meet the needs of low-resource consumers (Aranda-jan et al., 2016; Eltringham and Neighbour,
2012).
Low-resource consumers are wary of unknown technology with unknown maintenance costs and are often
willing to pay more money for a product that they can trust (Graf et al., 2013), even when their purchasing
66
abilities are limited. In fact, low-resource consumers are not immune to perceptions of more expensive
products and brands being of higher quality, and thus the cheapest product (independent of actual quality)
may not necessarily be the most desired (Banerjee and Duflo, 2006).
This is not to say that affordability is not an issue, and while quality needs to be maintained when designing
a product for low-resource contexts, low-resource consumers are acutely aware of the initial cost of
purchasing product (Campbell et al., 2011; Michelini et al., 2011). Affordability is not just something to
be thought of in terms of the cost of procuring a product, but also the costs that a product may entail over
the course of its lifetime (Cordero, 2014). Devices that are less disposable are typically less cost effective
than those that are durable (Eltringham and Neighbour, 2012), and resource-constrained consumers still
evaluate products based upon how much value it offers them relative to its nearest competitor (Khadilikar
and Mani, 2015). If a product does not have enough perceived ability to add value in someone’s life, they
will typically not engage with embracing it at the level necessary (Slaski and Thuber, 2009), and the
literature notes that product designs for developing communities that have had the most impact are those
that are able to add definite economic value to users lives (Graf et al., 2013).
Accessibility is also a major issue to developing world consumers as supply chains are typically limited by
poor infrastructure (Gauthier et al., 2013; Purohit, 2007). This lack of supply chains disconnects consumers
in small rural settings from participating in trade as well as having access to information about the products
that they could potentially engage with (Purohit, 2007). For a product to have any chance at being able to
succeed with consumers it must first be made available to them. For many products, it is it not just the
availability/accessibility of the product that matters, but also the availability of complimentary components
needed that matter. This can include spare-parts, consumables, and required utilities (Anon, 2016;
Eltringham and Neighbour, 2012; Gauthier et al., 2013).
What is equally important to a product’s actual functionality is its observable functionality. In consumer
populations where education or advertising is less accessible, it is more important that a product can
67
showcase its functional value so that users have a reason to engage with the product (Nakata and Weidner,
2012; Slaski and Thuber, 2009). Products are far more likely to be adopted by a low-resource consumer if
they encounter it through the people around them already using and endorsing it (Graf et al., 2013).
Consumers must be able to know that the products they are purchasing are going to adequately perform
their expected functions.
Many items manufactured in one culture end up finding a completely different function when brought into
a new culture. Low-resource consumers are very adept at their ability to find innovations to “cope” with a
present challenge and are more likely than more wealthy consumers to repurpose a consumer product
(Beninger and Robson, 2014; Ibragimova and Boeijen, 2014). In much of the world, machetes can be used
for a wide variety of uses beyond the intended use of clearing brush including - butchering meat, scraping,
chopping firewood, and even digging holes, among countless others. It is possible that low-resource
consumers may make purchasing decisions just as much based upon the alternative uses of a product as its
designed function (Beninger and Robson, 2014). It is historically common for designers is to simplify and
strip down product features when redesigning a product for low-resource markets. As costs of parts are cut,
however, functionality and multifunctionality are often affected (El-Khasawneh, 2013), which may actually
result in a less economically efficient product (Simanis, 2012).
Products that are new to a market, context, and culture should possess some similarity to products that the
users are familiar with or have its intended use be apparent and obvious to those living within the culture
of its use (Khadilikar and Mani, 2015; Whitehead et al., 2016). Thus, the ‘compatibility’ with the existing
norms of a user’s life and experiences are relevant to its adoption (Khadilikar and Mani, 2015).
Studies conducted by Jagtap and Larsson looked at design considerations made by designers with lower-
resource and wealthier consumers considerations in mind and found that most designers tended to ignore
considerations like aesthetic or ergonomic preferences when designing for lower-resource users (Jagtap et
al., 2015). This is a major oversight, however, as soon as the absolute bare necessities are acquired,
68
consumers of all income-levels make adoption decisions based upon some level of emotional preference
(Banerjee and Duflo, 2006).
Nearly everything about an individual affects their likelihood of finding a product acceptable (Bergmann
et al., 2015), from their culture, societal patterns, education level, location, and even anthropometric
requirements all have an impact on design considerations for a product in low-resource contexts (Gauthier
et al., 2013; Mathern et al., 2013).
Existing Methodologies and Frameworks for DFLRC
While there are few universal criteria for designing products in low-resource contexts, there have been
several attempts at creating frameworks and methodologies to guide designers through creating products
for these contexts. The presence of frameworks allows researchers to disseminate their findings while still
allowing for flexibility depending upon the specific location. This need for rebalancing is partially because
different contexts are too unique from one another, and design criteria truly needs to be adjusted depending
upon the specific context (Aranda-jan et al., 2016; Green et al., 2009). Most of these frameworks focus not
so much on the criteria for the products being designed, but the criteria for the design process itself. Mattson
and Wood (2014), for example, reviewed the literature that existed in DFLRC and published their findings
based upon principles for design and implementation, rather than product design criteria.
Donaldson proposed a methodology for assisting designers in evaluating their product or prototype when
considering it for deployment in a low-resource setting. The Product Definition Assessment Checklist
mostly focused on helping a company or NGO determine if a product fit within their stated mission,
capabilities, and setting (Donaldson et al., 2001). While useful from an organizational standpoint, this
methodology was not directly focused on a product or manufacturing method.
Green et al. (2009) noted the importance of treating each context differently and proposed a design method
that breaks a potential product down into information about its usage (how it is used, and where it used),
information about the user, and information about the market that it is to be introduced into. This presents
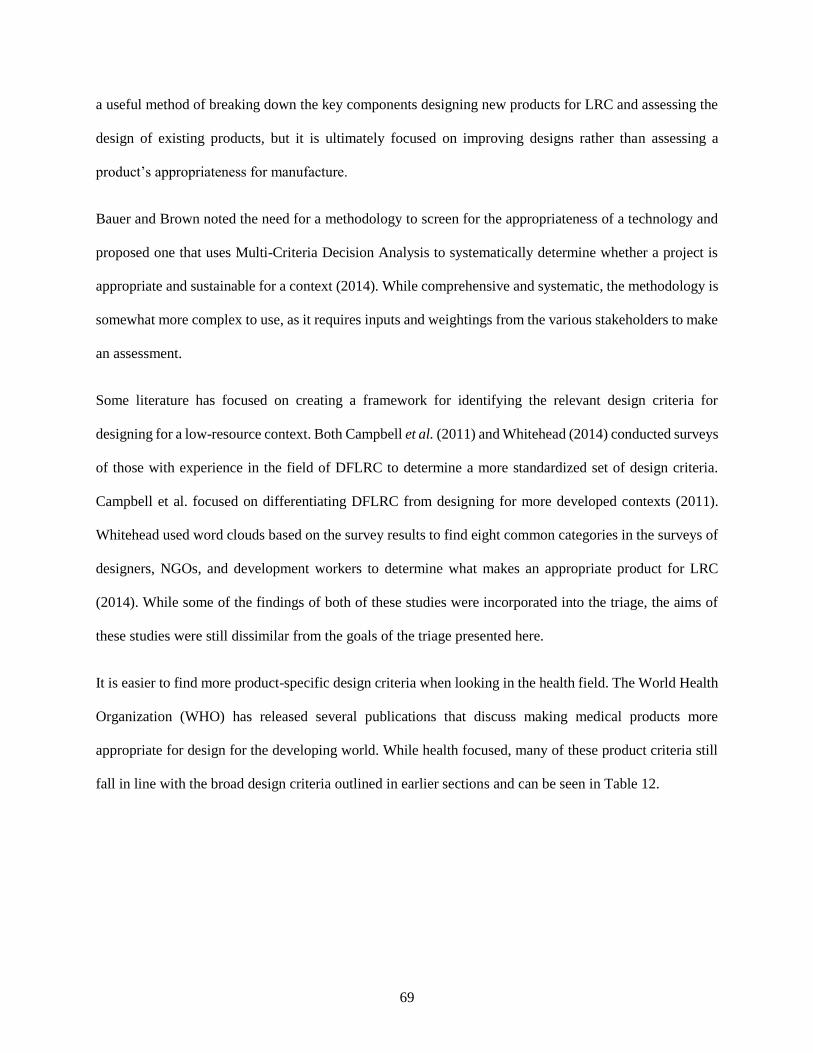
69
a useful method of breaking down the key components designing new products for LRC and assessing the
design of existing products, but it is ultimately focused on improving designs rather than assessing a
product’s appropriateness for manufacture.
Bauer and Brown noted the need for a methodology to screen for the appropriateness of a technology and
proposed one that uses Multi-Criteria Decision Analysis to systematically determine whether a project is
appropriate and sustainable for a context (2014). While comprehensive and systematic, the methodology is
somewhat more complex to use, as it requires inputs and weightings from the various stakeholders to make
an assessment.
Some literature has focused on creating a framework for identifying the relevant design criteria for
designing for a low-resource context. Both Campbell et al. (2011) and Whitehead (2014) conducted surveys
of those with experience in the field of DFLRC to determine a more standardized set of design criteria.
Campbell et al. focused on differentiating DFLRC from designing for more developed contexts (2011).
Whitehead used word clouds based on the survey results to find eight common categories in the surveys of
designers, NGOs, and development workers to determine what makes an appropriate product for LRC
(2014). While some of the findings of both of these studies were incorporated into the triage, the aims of
these studies were still dissimilar from the goals of the triage presented here.
It is easier to find more product-specific design criteria when looking in the health field. The World Health
Organization (WHO) has released several publications that discuss making medical products more
appropriate for design for the developing world. While health focused, many of these product criteria still
fall in line with the broad design criteria outlined in earlier sections and can be seen in Table 12.
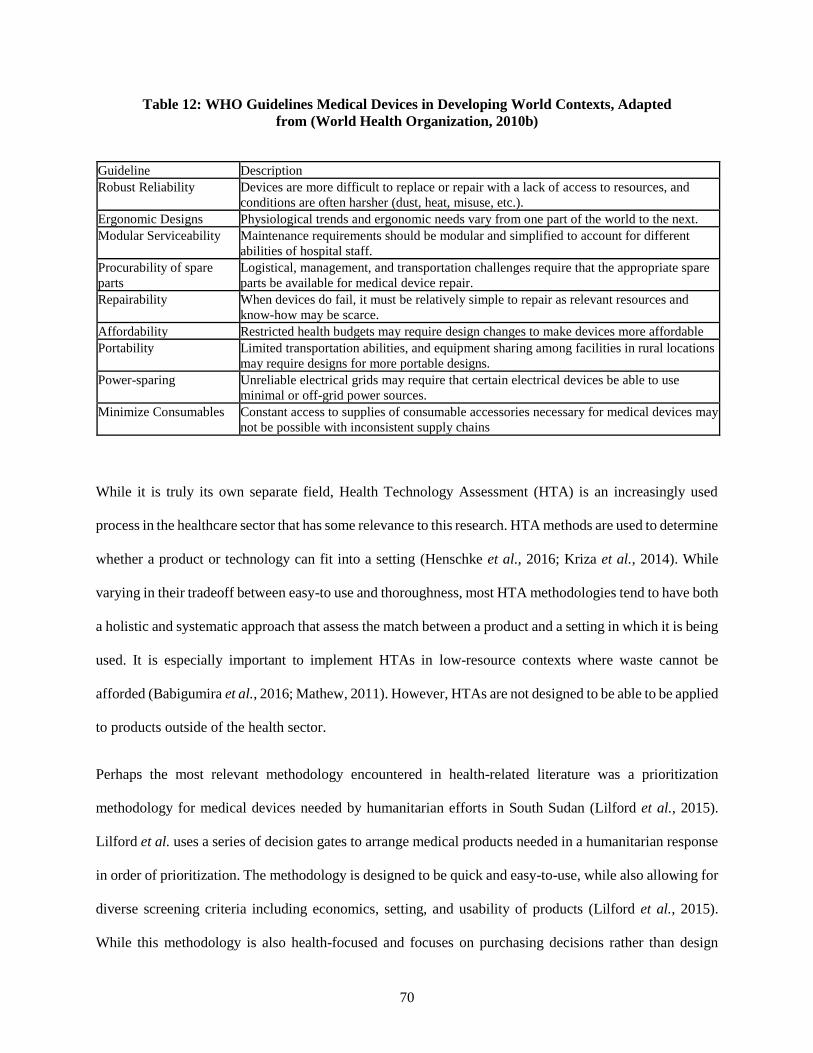
70
Table 12: WHO Guidelines Medical Devices in Developing World Contexts, Adapted
from (World Health Organization, 2010b)
Guideline Description
Robust Reliability Devices are more difficult to replace or repair with a lack of access to resources, and
conditions are often harsher (dust, heat, misuse, etc.).
Ergonomic Designs Physiological trends and ergonomic needs vary from one part of the world to the next.
Modular Serviceability Maintenance requirements should be modular and simplified to account for different
abilities of hospital staff.
Procurability of spare
parts
Logistical, management, and transportation challenges require that the appropriate spare
parts be available for medical device repair.
Repairability When devices do fail, it must be relatively simple to repair as relevant resources and
know-how may be scarce.
Affordability Restricted health budgets may require design changes to make devices more affordable
Portability Limited transportation abilities, and equipment sharing among facilities in rural locations
may require designs for more portable designs.
Power-sparing Unreliable electrical grids may require that certain electrical devices be able to use
minimal or off-grid power sources.
Minimize Consumables Constant access to supplies of consumable accessories necessary for medical devices may
not be possible with inconsistent supply chains
While it is truly its own separate field, Health Technology Assessment (HTA) is an increasingly used
process in the healthcare sector that has some relevance to this research. HTA methods are used to determine
whether a product or technology can fit into a setting (Henschke et al., 2016; Kriza et al., 2014). While
varying in their tradeoff between easy-to use and thoroughness, most HTA methodologies tend to have both
a holistic and systematic approach that assess the match between a product and a setting in which it is being
used. It is especially important to implement HTAs in low-resource contexts where waste cannot be
afforded (Babigumira et al., 2016; Mathew, 2011). However, HTAs are not designed to be able to be applied
to products outside of the health sector.
Perhaps the most relevant methodology encountered in health-related literature was a prioritization
methodology for medical devices needed by humanitarian efforts in South Sudan (Lilford et al., 2015).
Lilford et al. uses a series of decision gates to arrange medical products needed in a humanitarian response
in order of prioritization. The methodology is designed to be quick and easy-to-use, while also allowing for
diverse screening criteria including economics, setting, and usability of products (Lilford et al., 2015).
While this methodology is also health-focused and focuses on purchasing decisions rather than design

71
decisions, it provides an excellent example of a methodology that can be used for evaluating products in an
LRC.
Design Considerations for Implementing Localized Manufacturing in LRC
There is limited literature available regarding the impacts and considerations that localized manufacturing
(3D printing or otherwise) could have on the people living in low-resource contexts. Most of these sources
echo some of the benefits mentioned in earlier sections that focus on local manufacturing allowing for
products to be adapted to meet local requirements and tastes (Rauch et al., 2015; Rogge et al., 2017), or
allowing greater self-sufficiency in remote or rural areas (Wong, 2016). The ability to localize
manufacturing, however, does not mean that manufacturing is able to occur completely outside of the global
economy. Raw materials are still needed, and places where the infrastructure or supply chains are poor may
not be able to truly embrace localized manufacturing (Fox, 2015), even if it is often easier to transport raw
materials for 3D printing than finished goods (Loy et al., 2016). While theoretically possible to create a
standalone manufacturing setup with LM3D using plastics recycling, there is still need for the recycling
technology (and recycling infrastructure in most places) to mature considerably (Garmulewicz et al., 2018).
The decentralization of manufacturing in low-resource contexts also carries with it the risk of harmful
products being created without any regulatory oversight or quality control (Loy et al., 2016; Rogge et al.,
2017). Products that are harmful to the user or result in unforeseen impacts on the economy, society, or the
environment may end up being manufactured locally in low-resource context due to a lack of knowledge,
expertise, or consideration (Loy et al., 2016; Rogge et al., 2017). These larger, sometimes more difficult to
see, consequences of product development are often controlled for through regulatory agencies, and so
localized manufacturing also necessitates some localized form of quality control on products (Loy et al.,
2016; Rauch et al., 2016). There is then some level of balance to be struck in allowing manufacturing to
occur locally to empower local communities, while preventing harm from dangerous products (Loy et al.,
2016).
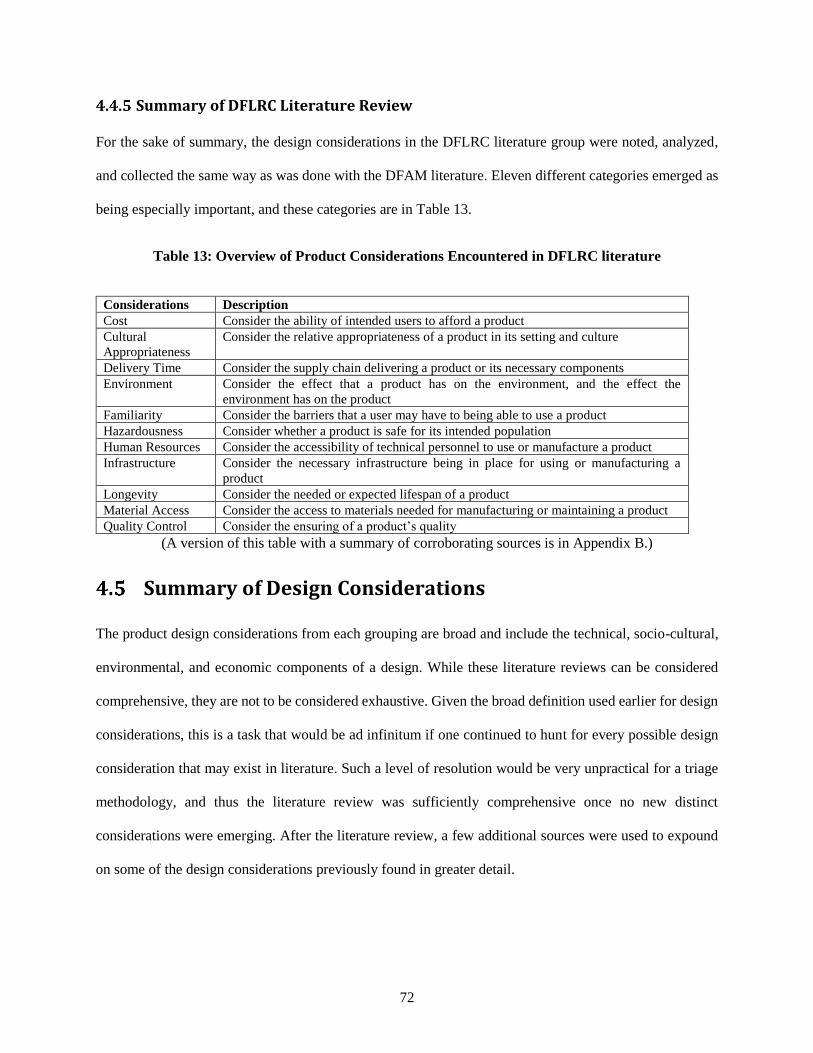
72
Summary of DFLRC Literature Review
For the sake of summary, the design considerations in the DFLRC literature group were noted, analyzed,
and collected the same way as was done with the DFAM literature. Eleven different categories emerged as
being especially important, and these categories are in Table 13.
Table 13: Overview of Product Considerations Encountered in DFLRC literature
Considerations Description
Cost Consider the ability of intended users to afford a product
Cultural
Appropriateness
Consider the relative appropriateness of a product in its setting and culture
Delivery Time Consider the supply chain delivering a product or its necessary components
Environment Consider the effect that a product has on the environment, and the effect the
environment has on the product
Familiarity Consider the barriers that a user may have to being able to use a product
Hazardousness Consider whether a product is safe for its intended population
Human Resources Consider the accessibility of technical personnel to use or manufacture a product
Infrastructure Consider the necessary infrastructure being in place for using or manufacturing a
product
Longevity Consider the needed or expected lifespan of a product
Material Access Consider the access to materials needed for manufacturing or maintaining a product
Quality Control Consider the ensuring of a product’s quality
(A version of this table with a summary of corroborating sources is in Appendix B.)
Summary of Design Considerations
The product design considerations from each grouping are broad and include the technical, socio-cultural,
environmental, and economic components of a design. While these literature reviews can be considered
comprehensive, they are not to be considered exhaustive. Given the broad definition used earlier for design
considerations, this is a task that would be ad infinitum if one continued to hunt for every possible design
consideration that may exist in literature. Such a level of resolution would be very unpractical for a triage
methodology, and thus the literature review was sufficiently comprehensive once no new distinct
considerations were emerging. After the literature review, a few additional sources were used to expound
on some of the design considerations previously found in greater detail.

73
The design considerations and categories of both literature reviews were merged to create a master list of
design considerations. While much of the content of the two bodies of literature were distinct from one
another, there were many considerations that were redundant or overlapping across the two bodies of
literature. This merged list of considerations can be seen in Table 14.
Table 14: Merged Considerations from Both Literature Reviews
LM3D Considerations
Added Value
Biological
Compatibility
Chemical Compatibility
Familiarity
Cost
Cultural
Appropriateness
Delivery Time
Dimensional Tolerances
Longevity
Electrical Compatibility
Environmental Impact
Gravity-Related
Considerations
Hazardousness
Human Resources
Infrastructure
Legal Concerns
Material Access
Maximum Size
Limitations
Mechanical
Compatibility
Quality Control
Quantity of Production
Resolution Limitations
Surface Quality
Thermal Compatibility
Based upon Criteria 1 and 2, a product that is a good fit for LM3D should be evaluated across all of these
considerations before being deployed. In Chapters 5 and 6, I discuss each of these considerations in greater
detail and most considerations are used to create an algorithm that can be used a part of the triage
methodology.
Defining General vs Contextual Triage
As the triage being developed here is to ultimately determine whether a product can and should be 3D
printed in a low-resource context, we can divide it into two different parts: (1) general triage and (2)
contextual triage. The general triage is primarily built with considerations that that are relevant to whether
a product may ever be able to be effectively and safely manufactured with LM3D in any context. Focusing
primarily on technical feasibility, and thus leaning more heavily, though not exclusively, on the DFAM
literature considerations, the general triage primarily addresses Criterion 1.
74
The contextual triage builds upon the general triage, with an increased focus on the scenario for which
LM3D is being considered. Focused on issues beyond manufacturability, the contextual triage is used to
determine whether a product should be made with LM3D for the purposes of addressing the product need
at hand (Criterion 2). If a product need can pass through the screening of the general triage, but not the
contextual triage, then it may still be worthwhile to begin its development without deploying it. It is, after
all, impossible to predict all possible scenarios and contexts, and there could always exist a different
scenario in which LM3D could still be a suitable response.
The LM3D considerations of Table 14 were assigned to the general triage or the contextual triage based
upon whether they could be evaluated by merely assessing the product, or whether contextual information
was likely to be needed to make an evaluation. The division of the considerations can be seen in Table 15.
Table 15: Differentiating LM3D Considerations for General vs Contextual Triage
General Triage Contextual Triage
User-Safety Considerations
Hazardousness
Biological Compatibility
Material-Compatibility Considerations
Chemical Compatibility
Thermal Compatibility
Electrical Compatibility
Mechanical Compatibility
Process-Capability Considerations
Maximum Size Limitations
Dimensional Tolerances
Resolution Limitations
Surface Quality
Gravity-Related Considerations
Scenario-Feasibility Considerations
Human Resources
Quality Control
Infrastructure
Material Access
Environmental Impact
Legal Concerns
Economic-Justification Considerations
Cost
Delivery Time
Quantity of Production
Added Value
Market Impact
Product-Acceptance Considerations
Longevity
Familiarity
Cultural Appropriateness
As also shown in Table 15, these LM3D considerations were also grouped into three separate categories
within their respective triages. These categories were used to modularize the triage and they are based on
how changes in external factors may affect different the triage outcomes (e.g., the addition of a new 3D

75
printing material would affect the outcome of the material-compatibility considerations when assessing a
product, or a change in the business model being used could affect the evaluation of economic-justification
considerations). In addition to allowing us to better organize the triage, these groupings simplify the testing
of the triage in Chapter 7, as well as make it easier for users to make adjustments to the triage in the future.
As previously noted, the list of considerations identified in this chapter are comprehensive but not
exhaustive. It is possible that unique circumstances may require additional considerations beyond those
covered here, and future work may include discovering what some of those may be. These additions,
however, would have to have their inclusion justified, as a triage is not intended to be an exhaustive
assessment.
Description of Triage Algorithms and Elements
In Chapters 5 and 6, I distill each of the considerations into a defined algorithm that can be used to evaluate
products in the field. These algorithms are each composed of different elements related to each product
design consideration, and they together make up the triages (general and contextual). The elements that
make up these algorithms and a means for expressing them graphically, are detailed in this section.
Decision Elements
Decision elements form the bulk of the elements in the triage, and they are primarily comprised of decisions
or assessments that the triage user must make regarding the product that they are considering. In most cases,
a decision element is a simple binary, yes/no decision in which the triage user must factor in a piece of data
about the product. However, in some cases it may be appropriate for a decision element to include a third
option when the criteria cannot be simplified to a simple binary outcome. Most decisions elements have an
option that results in either permission to proceed to the next decision or a terminal.
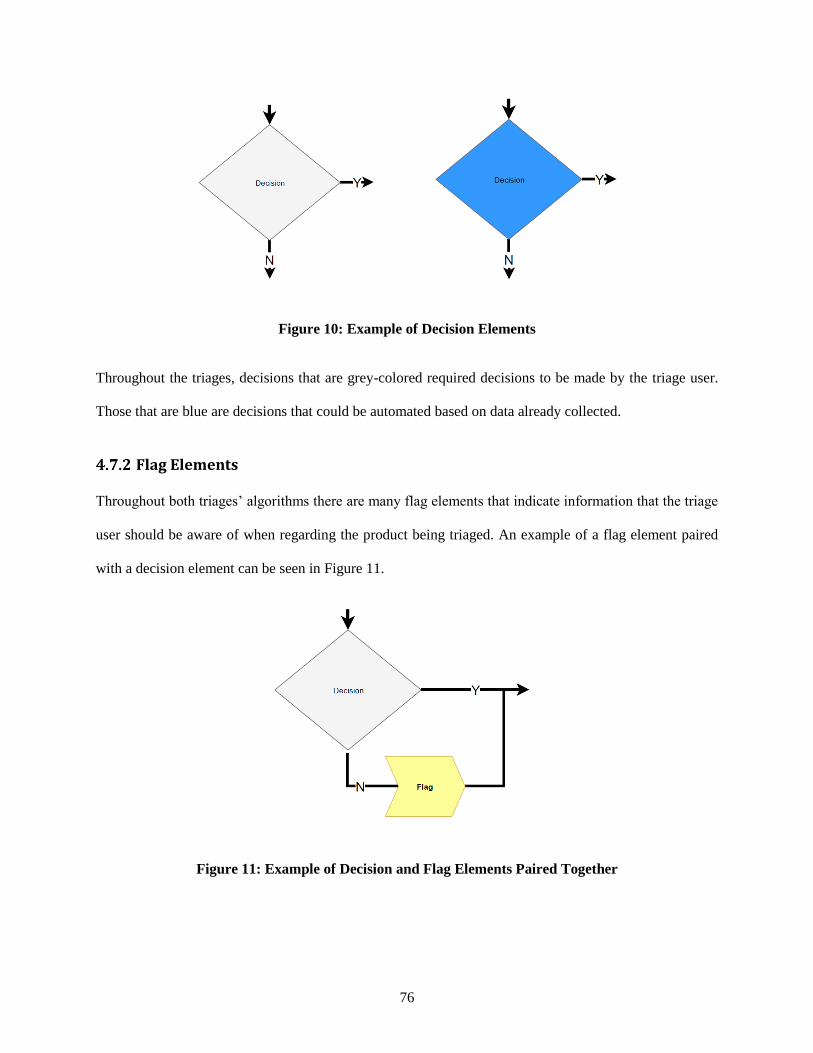
76
Figure 10: Example of Decision Elements
Throughout the triages, decisions that are grey-colored required decisions to be made by the triage user.
Those that are blue are decisions that could be automated based on data already collected.
Flag Elements
Throughout both triages’ algorithms there are many flag elements that indicate information that the triage
user should be aware of when regarding the product being triaged. An example of a flag element paired
with a decision element can be seen in Figure 11.
Figure 11: Example of Decision and Flag Elements Paired Together
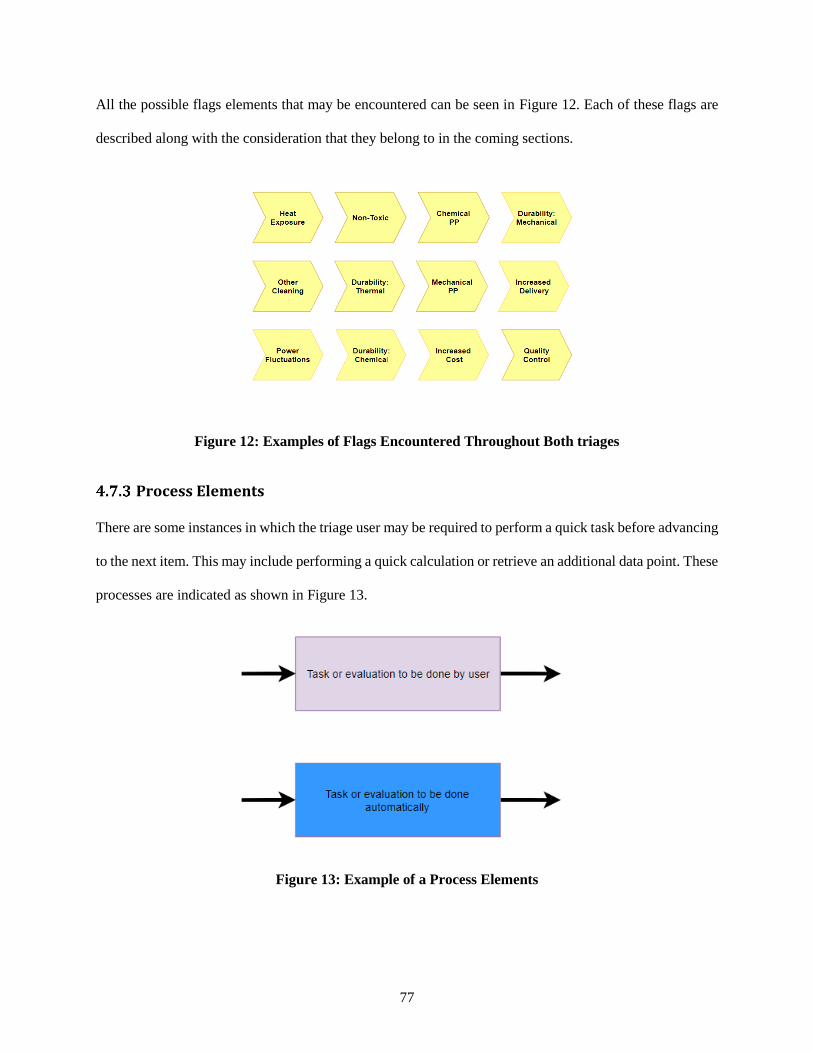
77
All the possible flags elements that may be encountered can be seen in Figure 12. Each of these flags are
described along with the consideration that they belong to in the coming sections.
Figure 12: Examples of Flags Encountered Throughout Both triages
Process Elements
There are some instances in which the triage user may be required to perform a quick task before advancing
to the next item. This may include performing a quick calculation or retrieve an additional data point. These
processes are indicated as shown in Figure 13.
Figure 13: Example of a Process Elements
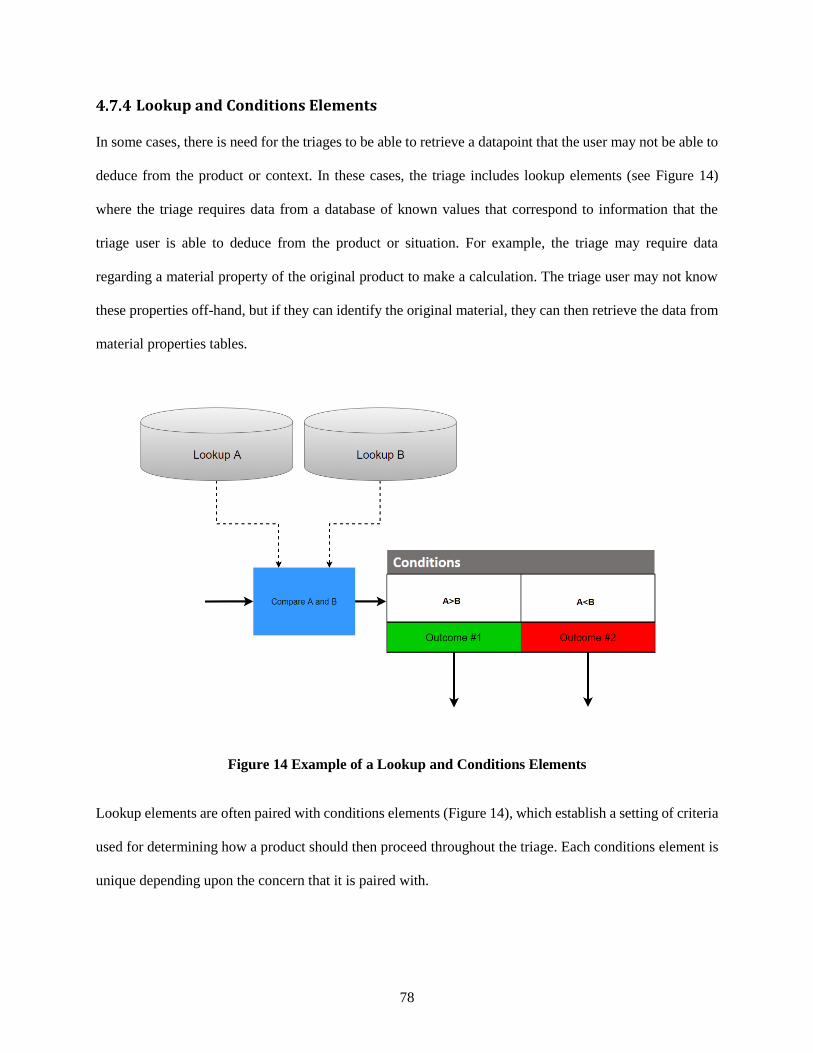
78
Lookup and Conditions Elements
In some cases, there is need for the triages to be able to retrieve a datapoint that the user may not be able to
deduce from the product or context. In these cases, the triage includes lookup elements (see Figure 14)
where the triage requires data from a database of known values that correspond to information that the
triage user is able to deduce from the product or situation. For example, the triage may require data
regarding a material property of the original product to make a calculation. The triage user may not know
these properties off-hand, but if they can identify the original material, they can then retrieve the data from
material properties tables.
Figure 14 Example of a Lookup and Conditions Elements
Lookup elements are often paired with conditions elements (Figure 14), which establish a setting of criteria
used for determining how a product should then proceed throughout the triage. Each conditions element is
unique depending upon the concern that it is paired with.

79
Verdict Elements
Verdict elements indicate what the triage user of the product should know about the product before
proceeding with 3D printing. There are three distinct types of verdicts - Prohibitive Concerns, Minor
Concerns, and No Concerns. As a product passes through each consideration, it receives either a verdict of
Prohibitive Concern, a Minor Concern, or a No Concern. An example of these verdicts can be seen in Figure
15.
Figure 15: Examples of Verdicts
If a product ends up at a verdict of Prohibitive Concern, then it indicates that the product should not proceed
and ultimately fails the triage. If the product passes through the Minor Concern verdict, then the product
may proceed to the next consideration’s triage, but the triage user is also to be notified that there may be
some reason for caution emerging from this consideration. The presence of flag elements is what typically
determines if a product is to be given a verdict of Minor Concern. In most consideration algorithms, flags
lead directly to a Minor Concern verdict. In some cases, multiple combinations of flag elements must be
triggered to yield a Minor Concern verdict.
Finally, if a product passes through a No Concern verdict, it goes on to the next consideration without the
triage user receiving any notification of caution or concern. Note that in the graphical representations of the
triage, there are some cases in which a product may pass through both a Minor Concern and a No Concern
80
verdict. To ensure that the triage user is knowledgeable on all possible hazards, the No Concern verdict is
ignored, and the Minor Concern verdict becomes the verdict the user sees.
Summary of Triage Elements
All of these triage elements outlined in this section are used as building blocks for both the general and
contextual triages. These elements are used to make an algorithm that correspond to each of the product
design considerations identified from the literature reviews.
A complete graphical representation of both triages can be seen in Appendices C and D. For the sake of the
testing of the triage, this graphical representation was programmed into a software program to improve the
overall usability of both triages. That software program is described in more detail in Chapter 7.
Summary of the Process for Identifying Context for LM3D
Triage
There are many levels of terminology and understanding introduced within this chapter, including triages,
categories, considerations, algorithms, and elements. A summary of this content follows:
• Aspects of a product that should be considered before manufacturing a product with AM processes
are identified from DFAM literature (and adjacent DFM literature).
• Aspects of a product that should be considered before manufacturing or deploying a product in a
low-resource context are identified from DFLRC literature.
• Both lists of considerations are merged into a master list of considerations relevant for assessing a
product’s suitability for LM3D in low-resource contexts.
• These LM3D considerations are identified as to whether they were better part of the general or
contextual triage depending on whether the evaluation could be made without contextual data
81
• Within each triage, the LM3D considerations are organized into three categories depending on what
they were assessing.
• Each consideration is turned into an algorithm comprised of decisions or actions to be undertaken
by the triage user. These algorithms are represented graphically the elements displayed in the
previous section.
Next Steps in Triage Creation
The next two chapters include a description of each of the considerations that must be made of a product
being triaged for LM3D potential, as well as the algorithm proposed for evaluating each consideration.
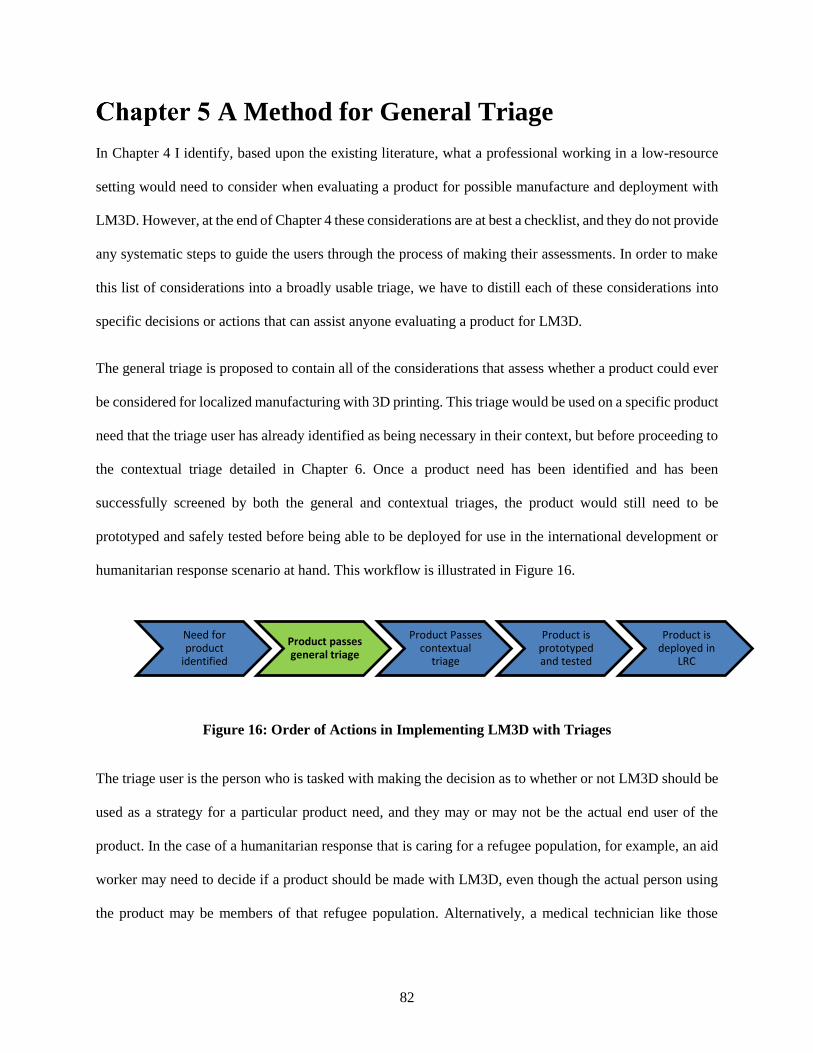
82
A Method for General Triage
In Chapter 4 I identify, based upon the existing literature, what a professional working in a low-resource
setting would need to consider when evaluating a product for possible manufacture and deployment with
LM3D. However, at the end of Chapter 4 these considerations are at best a checklist, and they do not provide
any systematic steps to guide the users through the process of making their assessments. In order to make
this list of considerations into a broadly usable triage, we have to distill each of these considerations into
specific decisions or actions that can assist anyone evaluating a product for LM3D.
The general triage is proposed to contain all of the considerations that assess whether a product could ever
be considered for localized manufacturing with 3D printing. This triage would be used on a specific product
need that the triage user has already identified as being necessary in their context, but before proceeding to
the contextual triage detailed in Chapter 6. Once a product need has been identified and has been
successfully screened by both the general and contextual triages, the product would still need to be
prototyped and safely tested before being able to be deployed for use in the international development or
humanitarian response scenario at hand. This workflow is illustrated in Figure 16.
Figure 16: Order of Actions in Implementing LM3D with Triages
The triage user is the person who is tasked with making the decision as to whether or not LM3D should be
used as a strategy for a particular product need, and they may or may not be the actual end user of the
product. In the case of a humanitarian response that is caring for a refugee population, for example, an aid
worker may need to decide if a product should be made with LM3D, even though the actual person using
the product may be members of that refugee population. Alternatively, a medical technician like those
Need for product
identified
Product passes general triage
Product Passes contextual
triage
Product is prototyped and tested
Product is deployed in
LRC
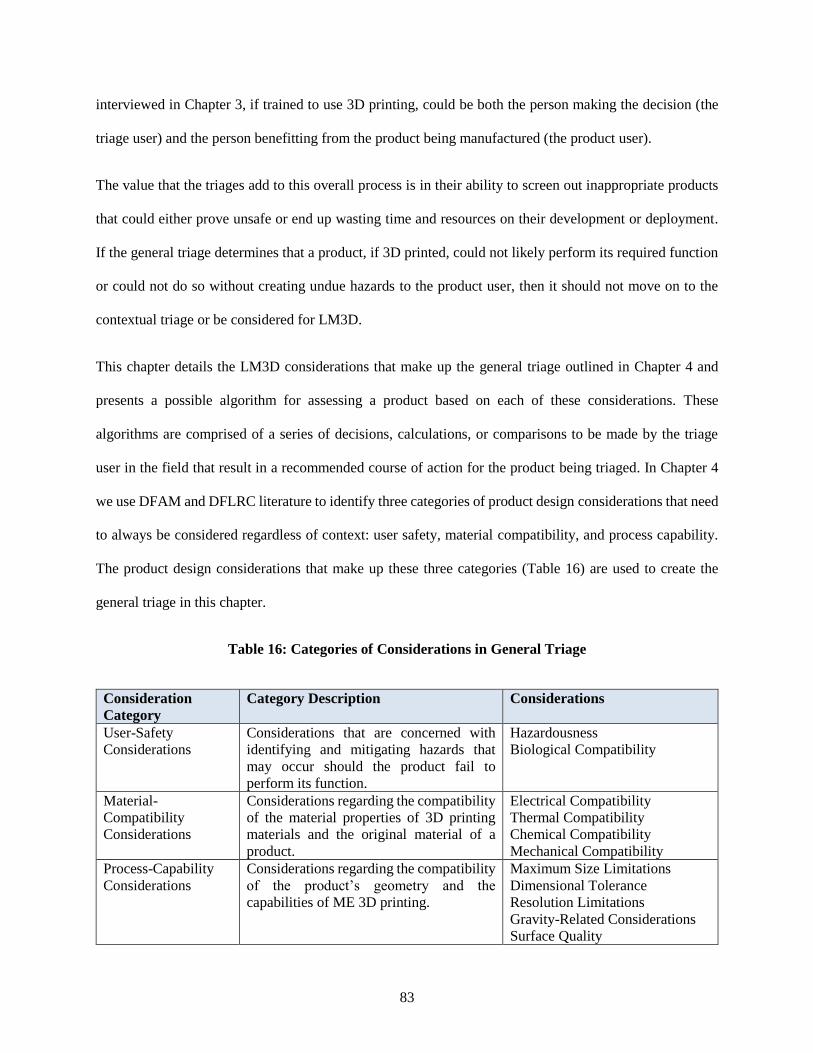
83
interviewed in Chapter 3, if trained to use 3D printing, could be both the person making the decision (the
triage user) and the person benefitting from the product being manufactured (the product user).
The value that the triages add to this overall process is in their ability to screen out inappropriate products
that could either prove unsafe or end up wasting time and resources on their development or deployment.
If the general triage determines that a product, if 3D printed, could not likely perform its required function
or could not do so without creating undue hazards to the product user, then it should not move on to the
contextual triage or be considered for LM3D.
This chapter details the LM3D considerations that make up the general triage outlined in Chapter 4 and
presents a possible algorithm for assessing a product based on each of these considerations. These
algorithms are comprised of a series of decisions, calculations, or comparisons to be made by the triage
user in the field that result in a recommended course of action for the product being triaged. In Chapter 4
we use DFAM and DFLRC literature to identify three categories of product design considerations that need
to always be considered regardless of context: user safety, material compatibility, and process capability.
The product design considerations that make up these three categories (Table 16) are used to create the
general triage in this chapter.
Table 16: Categories of Considerations in General Triage
Consideration
Category
Category Description Considerations
User-Safety
Considerations
Considerations that are concerned with
identifying and mitigating hazards that
may occur should the product fail to
perform its function.
Hazardousness
Biological Compatibility
Material-
Compatibility
Considerations
Considerations regarding the compatibility
of the material properties of 3D printing
materials and the original material of a
product.
Electrical Compatibility
Thermal Compatibility
Chemical Compatibility
Mechanical Compatibility
Process-Capability
Considerations
Considerations regarding the compatibility
of the product’s geometry and the
capabilities of ME 3D printing.
Maximum Size Limitations
Dimensional Tolerance
Resolution Limitations
Gravity-Related Considerations
Surface Quality
84
Creation of the General Triage
With the format and elements decided, we can now proceed with the creation of the general triage itself. A
key assumption of both the general triage and the contextual triage is that there already exists an original
product to which the triage is being applied. While much of the triage may be able to be useful for
developing a new product or design, the triage is not ultimately a design methodology for ground-up
products. Most of DFAM literature does focus on ways to redesign the geometry of a product to better meet
the requirements of the manufacturing method. When evaluating a product with the general triage, however,
the geometric form of the original product should be kept in mind when answering the questions. This
requirement is made for two reasons:
1. The triage should not require expertise to use, and therefore the triage user is not necessarily
qualified to understand what design changes can and cannot be made to the product.
2. A product that requires vast alterations to its geometry to accommodate the ME process can begin
to blur the line of what is and is not a completely new product.
While it is completely permissible to make minor changes to the geometry of the product to optimize its
compatibility for the ME process, this should be done by a qualified engineer or designer with experience
in DFAM after the product the product has already been identified as a suitable candidate for LM3D by
general triage. While some products may ultimately end up being screened out by the triage that could in
reality be manufactured with 3D printing given a geometric redesign, I assume that the product’s original
(non-3D printed) function and form are both important when progressing through the steps of the general
triage.
Beyond concerns over the product’s geometry, this triage also assumes that the original product is the
ultimate standard against which a 3D-printed version of the product should be measured. While it is possible
that a change in material or manufacturing method could actually result in an improved product, for the
general triage I assume that the designer of the original product had justifiable reasons in mind for the

85
materials, geometry, and manufacturing method they have in mind. Even if the original product is poorly
designed by our own standards, the triage must retain objectivity and I do this by always assuming that the
original product is the theoretical best solution to the product need at hand.
It is also important that the user of this triage only assess the product at the component level, rather than an
entire assembly. If the product being considered is an entire assembly, it should be broken down into
components before progressing through the general triage. This helps to ensure that the triage can focus on
the fewest number of functions and features, and therefore reduce ambiguity in the decisions made by the
triage user. While consolidations of entire assemblies as a singular component is an often-touted benefit of
3D printing (Booth et al., 2018; Dinar and Rosen, 2018; Vaneker, 2017), these advantages are outside of
the scope of the goals of the general triage at this time.
User-Safety Considerations
A central guiding ethos to the development of technology for humanitarian applications is that of “do no
harm” (Sandvik et al., 2017). Technology or products introduced to serve vulnerable populations must not
present any undue danger to the end user. If a product is not reasonably safe to be produced without the
relevant regulatory oversight, testing, and approval, then it should be removed from consideration in all
contexts.
Hazardousness Considerations
The most important consideration for a product is whether at any point in its life-cycle the product could
present any undue hazards to the wellbeing of its users (Aranda-jan et al., 2016; Attaran, 2017a; Bergmann
et al., 2015; Campbell et al., 2011; Christensen and Rybicki, 2017; Diaconu et al., 2017; Graf et al., 2013;
Green et al., 2006; Henschke et al., 2016; Liaw and Guvendiren, 2017; Lilford et al., 2015; Nimunkar et
al., 2009; Nissan, 2016; Rogge et al., 2017.; Vaneker, 2017). While some issues of safety are contextually
86
dependent, hazardous considerations focus on the hazards inherent to a product and its function, and so this
consideration was determined to best fit within the general triage.
Proposed Method of Assessing a Product’s Hazardousness
It is impossible to foresee every type of hazard that may occur with a product, and a full Failure Modes and
Effects Analysis (FMEA) is therefore not practical for a triage such as this. Instead, I assess the safety of a
product based upon its primary function. The concern about the hazardousness of locally manufacturing
product is not whether a product’s function is intuitively dangerous (such as a chainsaw or a blowtorch), as
the end user has already assumed those hazards when using the original product. Rather, we are concerned
with what additional hazards the product user is exposed to when the product is manufactured outside of
the protection of regulators.
While not the only purpose of regulations, safety standards are a large part of what product regulatory
agencies like the Consumer Product Safety Commission (CPSC) seek to maintain. Thus, we can look to
the foci of product regulatory agencies as a means of approximating a product’s potential for
hazardousness. Some of the more commonly regulated products in the United States include medical
devices (Food and Drug Administration, 2019b), products designed for children (Consumer Protection
Safety Commission, 2019), products that come into contact with food (Food and Drug Administration,
2018), heavy machinery, personal protective equipment (Occupational Safety and Health Administration,
2019), and transportation devices (National Highway Traffic Safety Administration, 2019).
As different countries in which LM3D may be deployed may have their own regulatory bodies, standards
may vary. However, as many countries emulate the standards set by agencies from the United States or
Europe (Harmon and Kale, 2015; Rugera et al., 2014), I deem products that fall under regulatory scrutiny
in the United States to be products whose functionality could present a hazard to the user if the product is
locally manufactured (and therefore, unregulated). Even in cases where product regulations do not exist, it

87
is always irresponsible to give a product to a user that may be hazardous to them, just because there is no
law against it (Cordero, 2014).
Not all products that fall under regulatory control are regulated to the same level of scrutiny, however, so
it is necessary to differentiate products within a regulatory category. Similar to other scales made for
assessing the severity of risk (Rodriguez-Perez, 2017), I begin by creating a scale (see Table 17) to denote
different levels of hazardousness based on the severity of injury that could occur to a person if the product
were to fail to perform one of its functions.
Table 17: Levels of Hazard Classification
Hazard Level Description
1- No Foreseeable
Injury
If the product were to fail to perform its primary function, it is unlikely
that it would have any negative consequence on the user.
2- Possible Property
Damage/No
Foreseeable Injury
If the product were to fail to perform its primary function, it unlikely that
the user would experience any physical harm. However, the user could
experience some sort of economic loss or damage to their personal
property.
3- Possible Minor
Injury
If the product were to fail to perform its primary function, it is unlikely
that the user would experience any injury that would require professional
medical attention (small cuts, scraps, bruises, minor sprains, etc.)
4- Possible Injury If the product were to fail to perform its primary function, it is likely that
the user would require professional medical attention, but not sustain any
permanent or disabling damage. (Large cuts, broken bones, etc.).
5- Possible Permanent
Injury/Death
If the product were to fail to perform its primary function, it is likely that
the user would require serious medical attention and would be at risk for
permanent and disabling damage or death.
Within the graphical representations of this triage, the hazard level is indicated by the scale in Figure 17.
In addition to giving the triage user a more detailed understanding of the product’s risk, these hazard levels
are used later in this chapter when determining the mechanical compatibility of materials.
88
Figure 17: Hazard Scale Used in Graphical Representation of triage
To simplify the hazard identification process, I propose using a combination of regulatory categories and
criteria for mapping a product to the most apparent hazard level. While not a perfect system, this represents
a preliminary attempt a simplifying the hazard identification process before proceeding with the triage.
The following types of regulated products present the most obvious risks to users when unregulated and
thus are the ones considered for this triage. In the future, more categories of hazardous products should be
introduced into the general triage, however, for now I consider medical devices, products for children,
heavy machinery components, transportation components, personal protective equipment, and products that
come into contact with food to be the primary sources of hazard.
Medical Devices
Medical devices are anything that are used to diagnose or treat conditions related to human health (Food
and Drug Administration, 2018). There have already been many examples of medical devices that are 3D
printable, and there are new, feasible designs that are continually being developed. For example, the
Rankin et al. (2014) assessed the practicality of 3D printing implements for surgery and preliminary
studies for printing complete surgical kits have also been conducted (Macedonia et al., 2013; Yu and
Khan, 2015). The FDA has already begun to try to grapple with creating regulations for 3D printed
products (FDA, 2017; Nissan, 2016; Di Prima et al., 2016), and there is little yet that is definitive.
In the United States and Europe, medical devices are typically classified on similar multi-level hazard
system. The higher the class, the more regulatory hurdles are required for a product to be approved for use
(Rodriguez-Perez, 2017). The United States’ system of device classification is based on the foreseeable
negative consequences if a device were to fail, while the European Union focuses on set criteria (e.g., how

89
long the product is used, or whether it is invasive to the body) to determine the potential hazard the device
poses (Rodriguez-Perez, 2017). While not the only criteria for determining which class a medical device
falls into, hazard levels are typically based upon whether or not a device is life-sustaining - Class 3 in the
U.S. and Europe - and whether it can cause injury to the user - at least Class 2 in both the U.S. and Europe
(Rodriguez-Perez, 2017). In the European system Class 2 is often broken into two different categories
(Class 2a and Class 2b) depending on several factors, including the duration of invasiveness to the body
(procedural or an implantation) (Rodriguez-Perez, 2017). While an oversimplification, the following
criteria (Table 18) are proposed to determine what level of consequence each type of medical device should
be mapped to.
Table 18: Hazard Mapping for Medical Devices
Product Function Consequence of Product Failure
Product is a life sustaining device (Class 3) Significant Injury/Death (Hazard Level 5)
Product is invasive to the body, long-term
(Class 2b)
Significant Injury/Death (Hazard Level 5)
Product is invasive to the body, short-term
(Class 2a)
Injury (Hazard Level 4)
Product is otherwise a medical device (Class 1) Minor Injury (Hazard Level 3)
Class 3 and Class 2b devices can result significant injury or death when the product fails to perform its
intended function and are therefore assigned a hazard level of 5. Class 2a is assigned to Hazard Level 4,
however, as if a medical product is to only be temporarily invasive to the human body, as there have already
been several examples of these types of products successfully manufactured with 3D printing (Macedonia
et al., 2013; Yu and Khan, 2015), and these products are typically being used by a medical professional
with some expertise. These products, however, due to their invasiveness still require that concerns of
material toxicity or bacterial contamination must be considered, and so Class 2a products trigger a Non-
Toxic flag that are used later in the triage (see Figure 18).
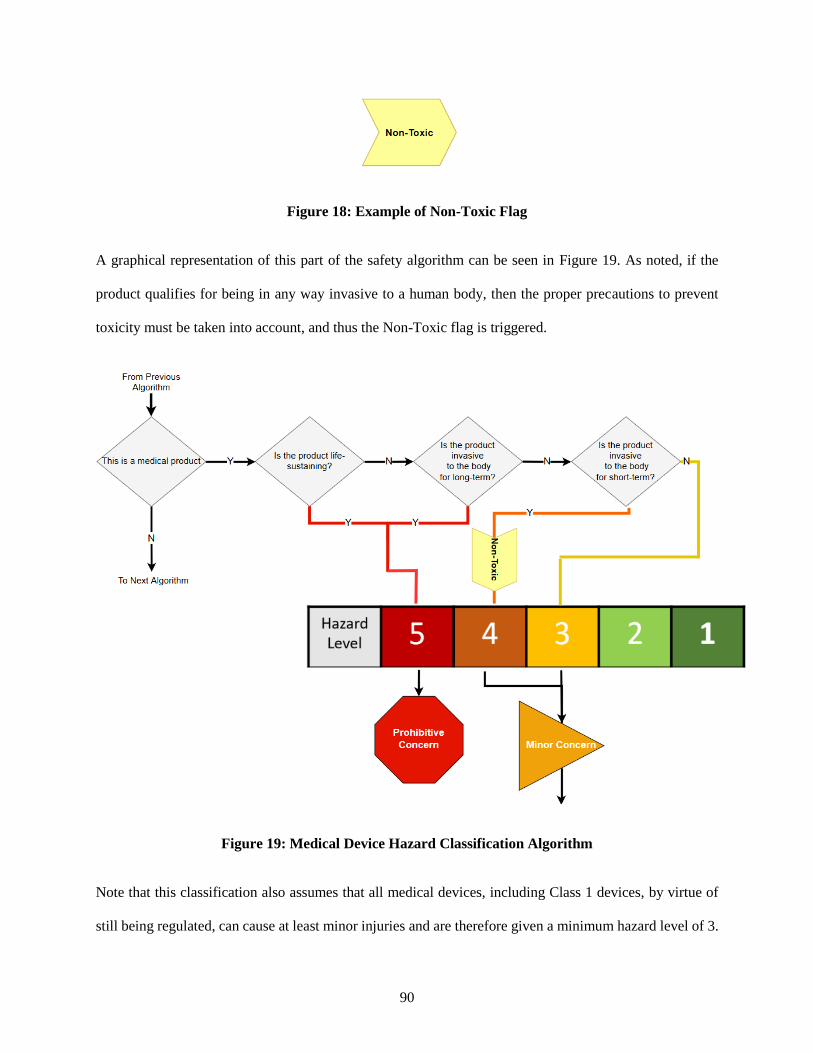
90
Figure 18: Example of Non-Toxic Flag
A graphical representation of this part of the safety algorithm can be seen in Figure 19. As noted, if the
product qualifies for being in any way invasive to a human body, then the proper precautions to prevent
toxicity must be taken into account, and thus the Non-Toxic flag is triggered.
Figure 19: Medical Device Hazard Classification Algorithm
Note that this classification also assumes that all medical devices, including Class 1 devices, by virtue of
still being regulated, can cause at least minor injuries and are therefore given a minimum hazard level of 3.

91
Products Intended for Children
Because they are an especially vulnerable population, regulatory agencies give special considerations to
products designed for children (Consumer Protection Safety Commission, 2018). For the sake of this triage
sorting method, we assume that any device for children should at least be given the level of scrutiny required
of a product that can result in minor injury (Hazard Level 3). Because there is not a defined hazard scale
for products being used by children as there is with medical devices, there are only two questions to
otherwise differentiate among products intended for children. Products intended for children that are
intended to bear the weight of children are some of the most commonly regulated children’s products
(Consumer Product safety Commission, 2019). These products have their Hazard Level increased to 4, as
if the product fails to perform its function, then the child is likely to fall in some way and injury is possible
(hazard level 4, by definition). This is evidenced in Table 19.
Table 19: Hazard Mapping for Products Intended for Children
Product Function Consequence of Product Failure
Product is designed to support a child’s weight Injury (Hazard Level 4)
Product is designed to be used by children Minor Injury (Hazard Level 3)
Additionally, the materials used in small children’s products are more likely to be monitored more closely
for toxicity due to their increased vulnerability over other consumers (Negev et al., 2018), and there is an
additional decision element added to flag this hazard for small children. This flag (evidenced in Figure 20)
are used later to indicate that a non-toxic/food-safe material should be selected when manufacturing the
product. Different regulators may have different definitions of who is considered to be a small child
depending on the toxin and product (Negev et al., 2018), for the sake of removing ambiguity and complexity
from this triage, I define a small child to be any child under the age of 5.

92
Figure 20: Products for Children Hazard Classification Algorithm
Heavy Machinery and Transportation
While both heavy machinery and transportation products are distinct from one another, they are both
regulated categories of products in the United States and both involve products that allow the user to
generate large amounts of controlled force. While transportation products (vehicles of any kind) are
relatively straightforward to identify, we broadly identify heavy machinery as any product that is able to
generate large amounts of force, under control of the user, to accomplish a specific intended task. Because
the hazard levels described here are also used later in the triage to assess the mechanical appropriateness of
replacing a component with LM3D, this category is included to catch these types of considerations.
As this triage seeks to break products down into their simplest components, it is unlikely that the triage user
would be considering the 3D printing of an entire vehicle. Thus, the primary concern is over whether the
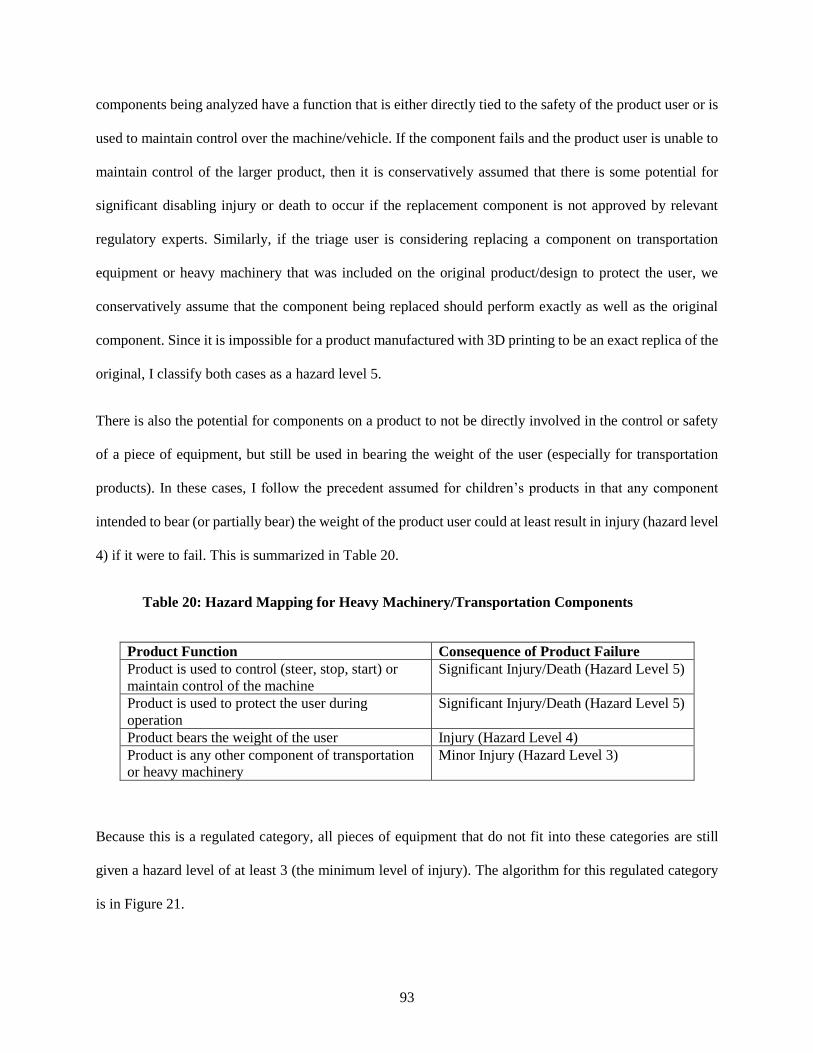
93
components being analyzed have a function that is either directly tied to the safety of the product user or is
used to maintain control over the machine/vehicle. If the component fails and the product user is unable to
maintain control of the larger product, then it is conservatively assumed that there is some potential for
significant disabling injury or death to occur if the replacement component is not approved by relevant
regulatory experts. Similarly, if the triage user is considering replacing a component on transportation
equipment or heavy machinery that was included on the original product/design to protect the user, we
conservatively assume that the component being replaced should perform exactly as well as the original
component. Since it is impossible for a product manufactured with 3D printing to be an exact replica of the
original, I classify both cases as a hazard level 5.
There is also the potential for components on a product to not be directly involved in the control or safety
of a piece of equipment, but still be used in bearing the weight of the user (especially for transportation
products). In these cases, I follow the precedent assumed for children’s products in that any component
intended to bear (or partially bear) the weight of the product user could at least result in injury (hazard level
4) if it were to fail. This is summarized in Table 20.
Table 20: Hazard Mapping for Heavy Machinery/Transportation Components
Product Function Consequence of Product Failure
Product is used to control (steer, stop, start) or
maintain control of the machine
Significant Injury/Death (Hazard Level 5)
Product is used to protect the user during
operation
Significant Injury/Death (Hazard Level 5)
Product bears the weight of the user Injury (Hazard Level 4)
Product is any other component of transportation
or heavy machinery
Minor Injury (Hazard Level 3)
Because this is a regulated category, all pieces of equipment that do not fit into these categories are still
given a hazard level of at least 3 (the minimum level of injury). The algorithm for this regulated category
is in Figure 21.
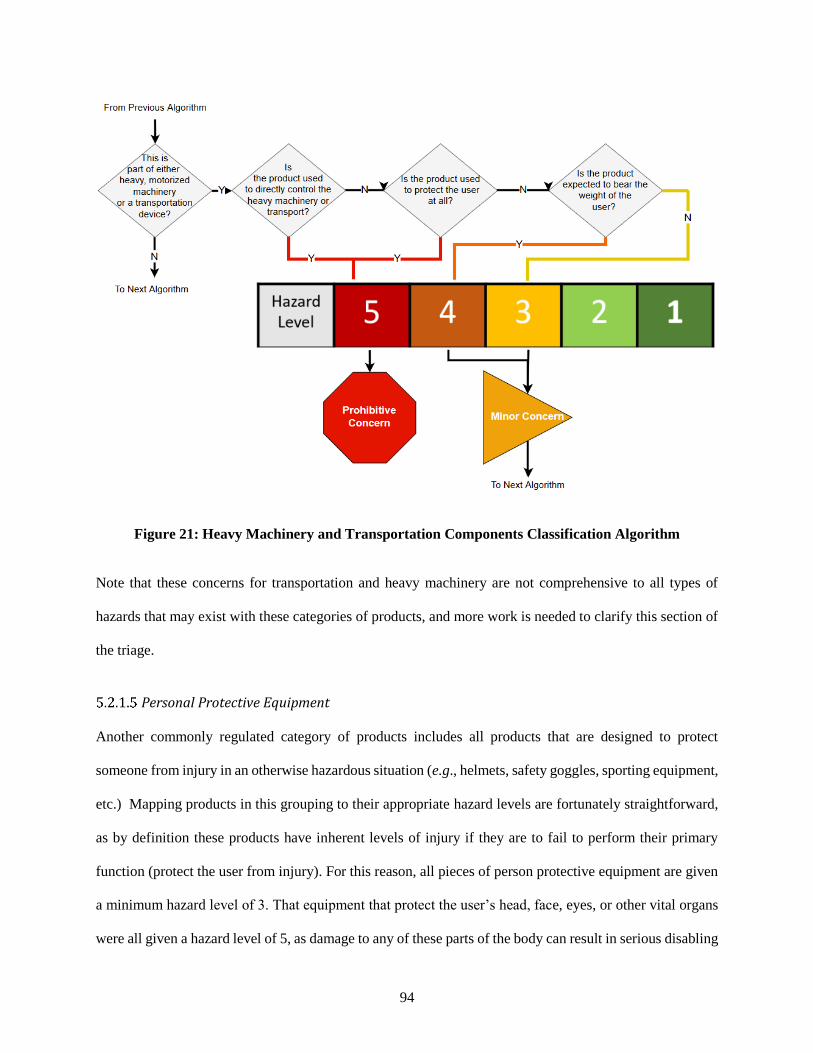
94
Figure 21: Heavy Machinery and Transportation Components Classification Algorithm
Note that these concerns for transportation and heavy machinery are not comprehensive to all types of
hazards that may exist with these categories of products, and more work is needed to clarify this section of
the triage.
Personal Protective Equipment
Another commonly regulated category of products includes all products that are designed to protect
someone from injury in an otherwise hazardous situation (e.g., helmets, safety goggles, sporting equipment,
etc.) Mapping products in this grouping to their appropriate hazard levels are fortunately straightforward,
as by definition these products have inherent levels of injury if they are to fail to perform their primary
function (protect the user from injury). For this reason, all pieces of person protective equipment are given
a minimum hazard level of 3. That equipment that protect the user’s head, face, eyes, or other vital organs
were all given a hazard level of 5, as damage to any of these parts of the body can result in serious disabling
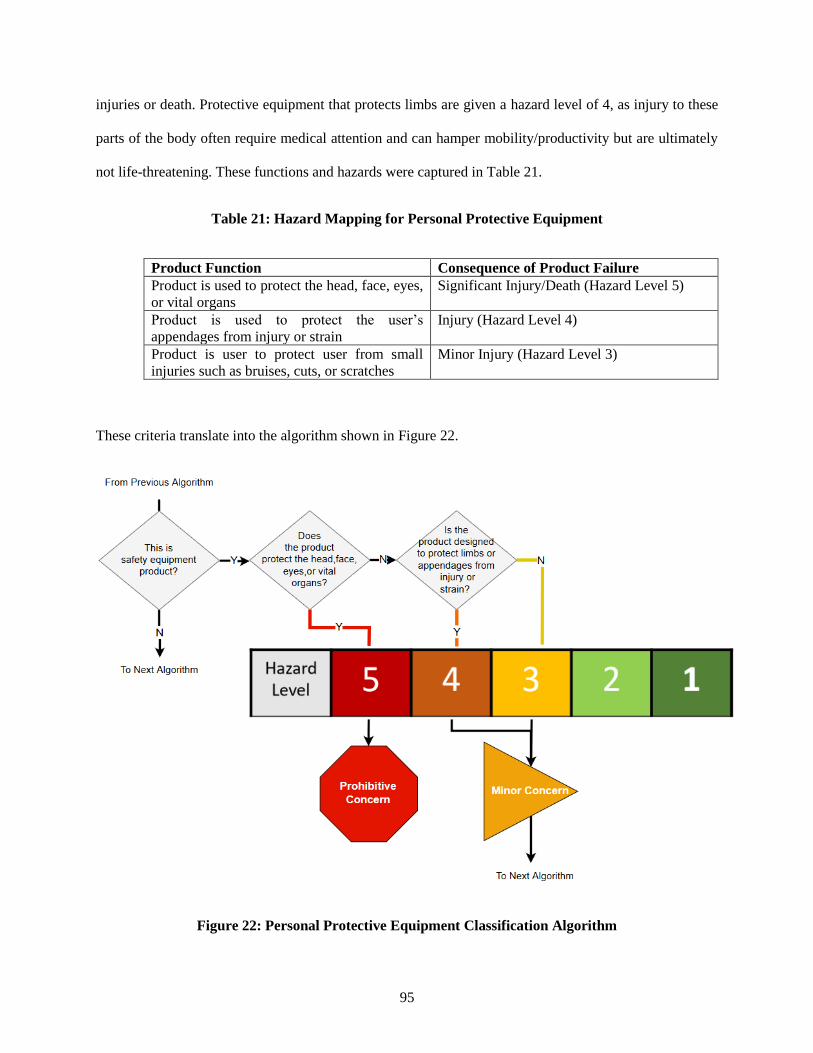
95
injuries or death. Protective equipment that protects limbs are given a hazard level of 4, as injury to these
parts of the body often require medical attention and can hamper mobility/productivity but are ultimately
not life-threatening. These functions and hazards were captured in Table 21.
Table 21: Hazard Mapping for Personal Protective Equipment
Product Function Consequence of Product Failure
Product is used to protect the head, face, eyes,
or vital organs
Significant Injury/Death (Hazard Level 5)
Product is used to protect the user’s
appendages from injury or strain
Injury (Hazard Level 4)
Product is user to protect user from small
injuries such as bruises, cuts, or scratches
Minor Injury (Hazard Level 3)
These criteria translate into the algorithm shown in Figure 22.
Figure 22: Personal Protective Equipment Classification Algorithm
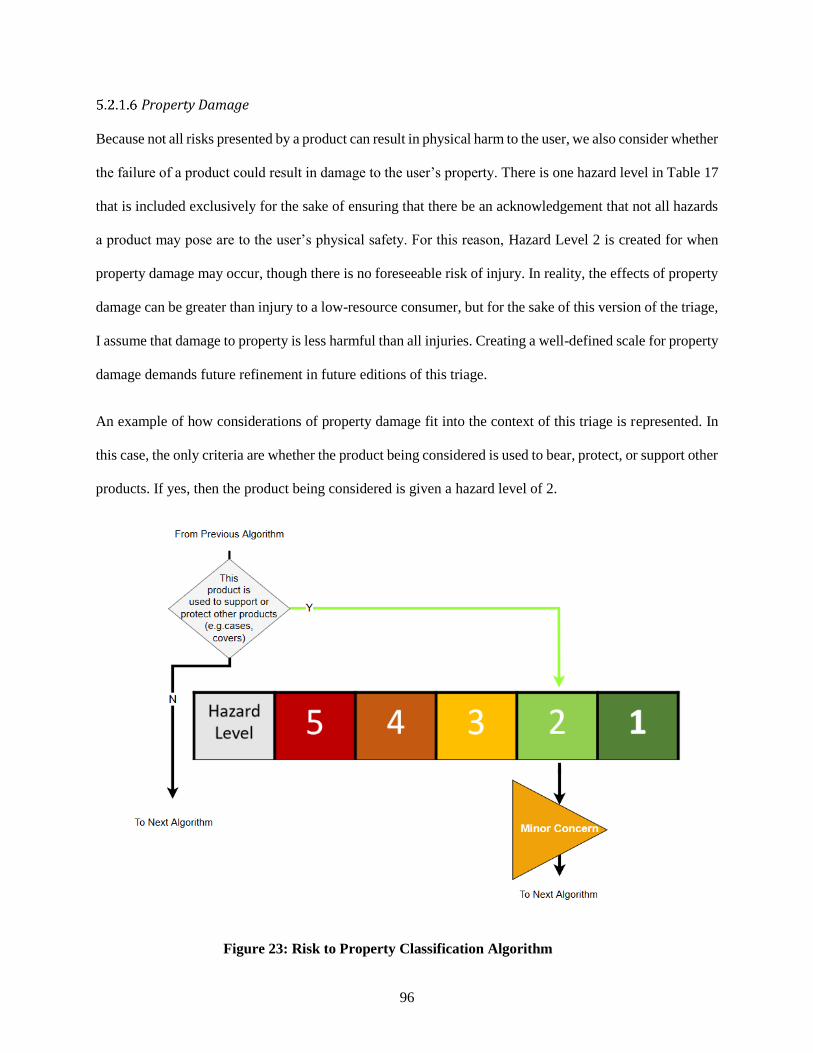
96
Property Damage
Because not all risks presented by a product can result in physical harm to the user, we also consider whether
the failure of a product could result in damage to the user’s property. There is one hazard level in Table 17
that is included exclusively for the sake of ensuring that there be an acknowledgement that not all hazards
a product may pose are to the user’s physical safety. For this reason, Hazard Level 2 is created for when
property damage may occur, though there is no foreseeable risk of injury. In reality, the effects of property
damage can be greater than injury to a low-resource consumer, but for the sake of this version of the triage,
I assume that damage to property is less harmful than all injuries. Creating a well-defined scale for property
damage demands future refinement in future editions of this triage.
An example of how considerations of property damage fit into the context of this triage is represented. In
this case, the only criteria are whether the product being considered is used to bear, protect, or support other
products. If yes, then the product being considered is given a hazard level of 2.
Figure 23: Risk to Property Classification Algorithm

97
While performing the triage, a product may qualify for more than one hazard level. To take the most
conservative approach to assessing hazards, the product going through the triage always take on the highest
of the identified hazard levels going forward (e.g., a child’s bicycle helmet would correspond to a minimum
hazard level of 3 because it is a product intended for children, while also being given a hazard level of 5
for being a piece of personal protective equipment that products vital organs. The child’s helmet ultimately
takes on the hazard level of 5).
However, because the triage ultimately can only end up with the three verdict elements (No Concern, Minor
Concern, Prohibitive Concern) to give information to the user these five hazard levels must also eventually
be funneled into one of the verdict elements. Of the five hazard levels, only products attaining the hazard
level of 5 is automatically given a verdict of Prohibitive Concern. This is due to the assumption that it is
always irresponsible to manufacture a product that could result in disabling injury or death without the
proper regulatory measures in place. While perhaps there are emergency situations in which a product of
hazard level 5 is needed and there is proper oversight over manufacturing in place, it is assumed that this is
not the norm.
Products that never reach a hazard level higher than 1 are immediately assigned a verdict element of No
Concern and be allowed to proceed into the next section of the triage. Products that receive a hazard level
of 2, 3, or 4 are assigned a verdict element of Minor Concern. This is not to say that all of these hazard
levels are equal to one another or are truly a minor concern. Rather, the Minor Concern verdict merely
indicates that the product could present risk to the product user and requires more information regarding
the construction of the product before a verdict can be made, as shown in Table 22.
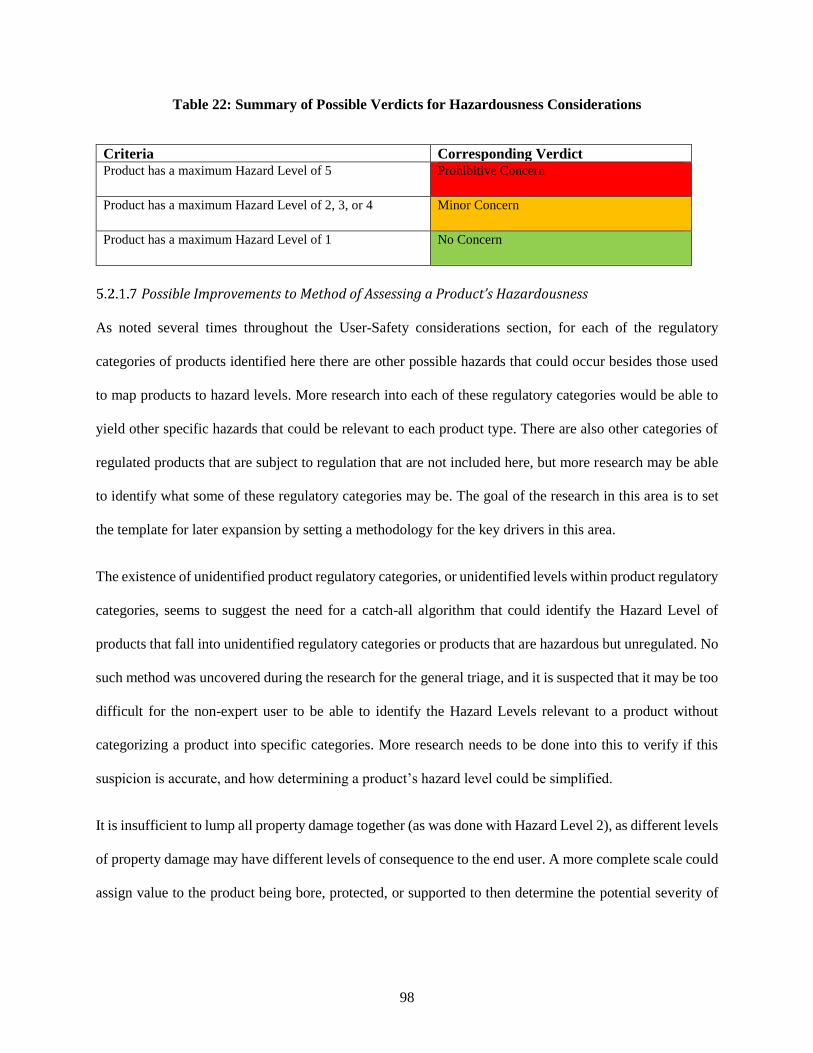
98
Table 22: Summary of Possible Verdicts for Hazardousness Considerations
Criteria Corresponding Verdict Product has a maximum Hazard Level of 5 Prohibitive Concern
Product has a maximum Hazard Level of 2, 3, or 4 Minor Concern
Product has a maximum Hazard Level of 1 No Concern
Possible Improvements to Method of Assessing a Product’s Hazardousness
As noted several times throughout the User-Safety considerations section, for each of the regulatory
categories of products identified here there are other possible hazards that could occur besides those used
to map products to hazard levels. More research into each of these regulatory categories would be able to
yield other specific hazards that could be relevant to each product type. There are also other categories of
regulated products that are subject to regulation that are not included here, but more research may be able
to identify what some of these regulatory categories may be. The goal of the research in this area is to set
the template for later expansion by setting a methodology for the key drivers in this area.
The existence of unidentified product regulatory categories, or unidentified levels within product regulatory
categories, seems to suggest the need for a catch-all algorithm that could identify the Hazard Level of
products that fall into unidentified regulatory categories or products that are hazardous but unregulated. No
such method was uncovered during the research for the general triage, and it is suspected that it may be too
difficult for the non-expert user to be able to identify the Hazard Levels relevant to a product without
categorizing a product into specific categories. More research needs to be done into this to verify if this
suspicion is accurate, and how determining a product’s hazard level could be simplified.
It is insufficient to lump all property damage together (as was done with Hazard Level 2), as different levels
of property damage may have different levels of consequence to the end user. A more complete scale could
assign value to the product being bore, protected, or supported to then determine the potential severity of
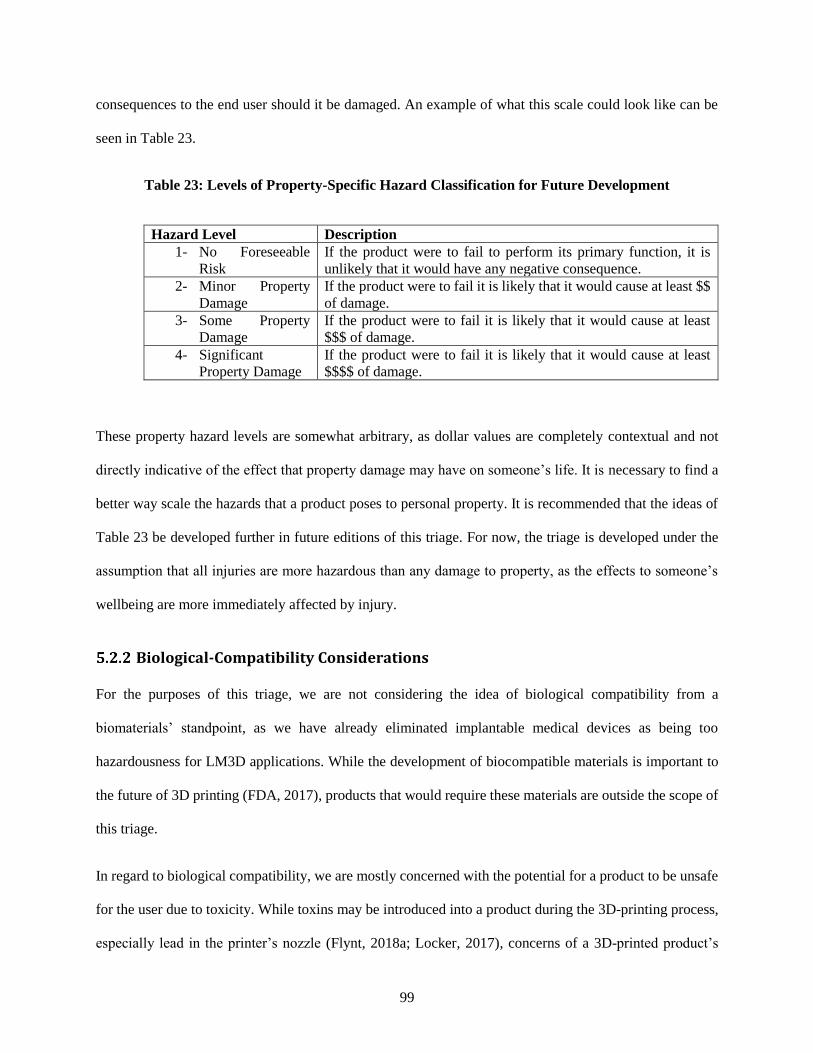
99
consequences to the end user should it be damaged. An example of what this scale could look like can be
seen in Table 23.
Table 23: Levels of Property-Specific Hazard Classification for Future Development
Hazard Level Description
1- No Foreseeable
Risk
If the product were to fail to perform its primary function, it is
unlikely that it would have any negative consequence.
2- Minor Property
Damage
If the product were to fail it is likely that it would cause at least $$
of damage.
3- Some Property
Damage
If the product were to fail it is likely that it would cause at least
$$$ of damage.
4- Significant
Property Damage
If the product were to fail it is likely that it would cause at least
$$$$ of damage.
These property hazard levels are somewhat arbitrary, as dollar values are completely contextual and not
directly indicative of the effect that property damage may have on someone’s life. It is necessary to find a
better way scale the hazards that a product poses to personal property. It is recommended that the ideas of
Table 23 be developed further in future editions of this triage. For now, the triage is developed under the
assumption that all injuries are more hazardous than any damage to property, as the effects to someone’s
wellbeing are more immediately affected by injury.
Biological-Compatibility Considerations
For the purposes of this triage, we are not considering the idea of biological compatibility from a
biomaterials’ standpoint, as we have already eliminated implantable medical devices as being too
hazardousness for LM3D applications. While the development of biocompatible materials is important to
the future of 3D printing (FDA, 2017), products that would require these materials are outside the scope of
this triage.
In regard to biological compatibility, we are mostly concerned with the potential for a product to be unsafe
for the user due to toxicity. While toxins may be introduced into a product during the 3D-printing process,
especially lead in the printer’s nozzle (Flynt, 2018a; Locker, 2017), concerns of a 3D-printed product’s
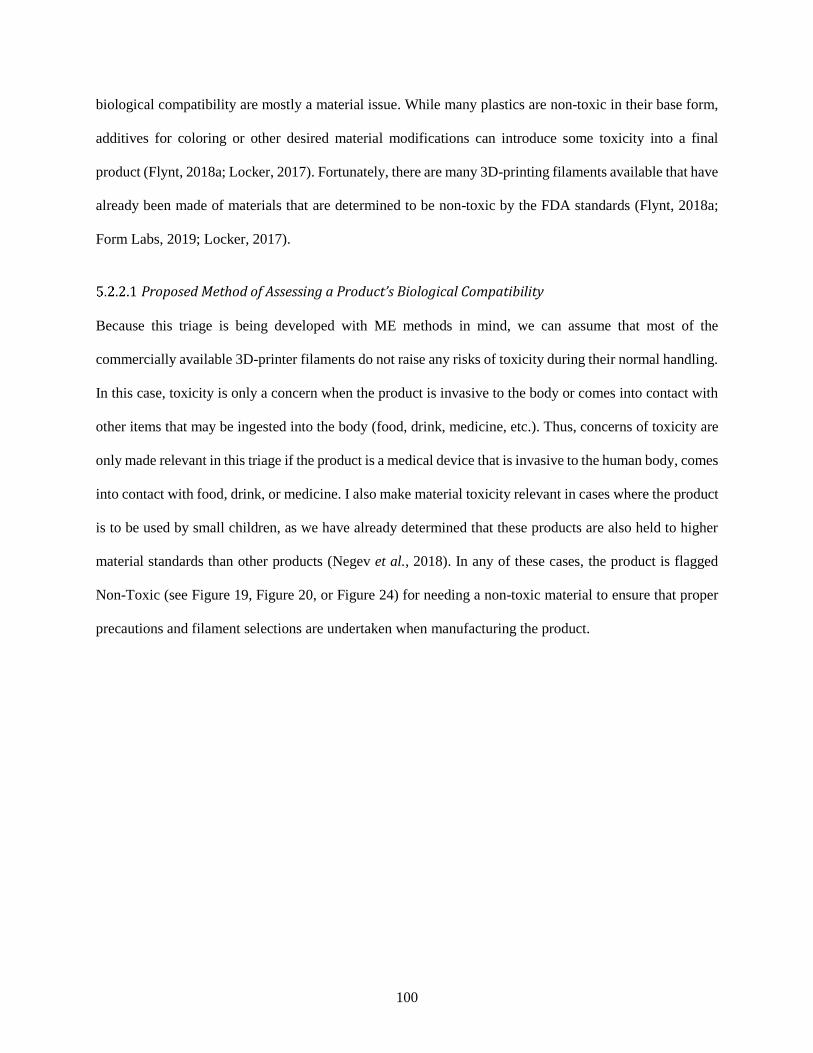
100
biological compatibility are mostly a material issue. While many plastics are non-toxic in their base form,
additives for coloring or other desired material modifications can introduce some toxicity into a final
product (Flynt, 2018a; Locker, 2017). Fortunately, there are many 3D-printing filaments available that have
already been made of materials that are determined to be non-toxic by the FDA standards (Flynt, 2018a;
Form Labs, 2019; Locker, 2017).
Proposed Method of Assessing a Product’s Biological Compatibility
Because this triage is being developed with ME methods in mind, we can assume that most of the
commercially available 3D-printer filaments do not raise any risks of toxicity during their normal handling.
In this case, toxicity is only a concern when the product is invasive to the body or comes into contact with
other items that may be ingested into the body (food, drink, medicine, etc.). Thus, concerns of toxicity are
only made relevant in this triage if the product is a medical device that is invasive to the human body, comes
into contact with food, drink, or medicine. I also make material toxicity relevant in cases where the product
is to be used by small children, as we have already determined that these products are also held to higher
material standards than other products (Negev et al., 2018). In any of these cases, the product is flagged
Non-Toxic (see Figure 19, Figure 20, or Figure 24) for needing a non-toxic material to ensure that proper
precautions and filament selections are undertaken when manufacturing the product.
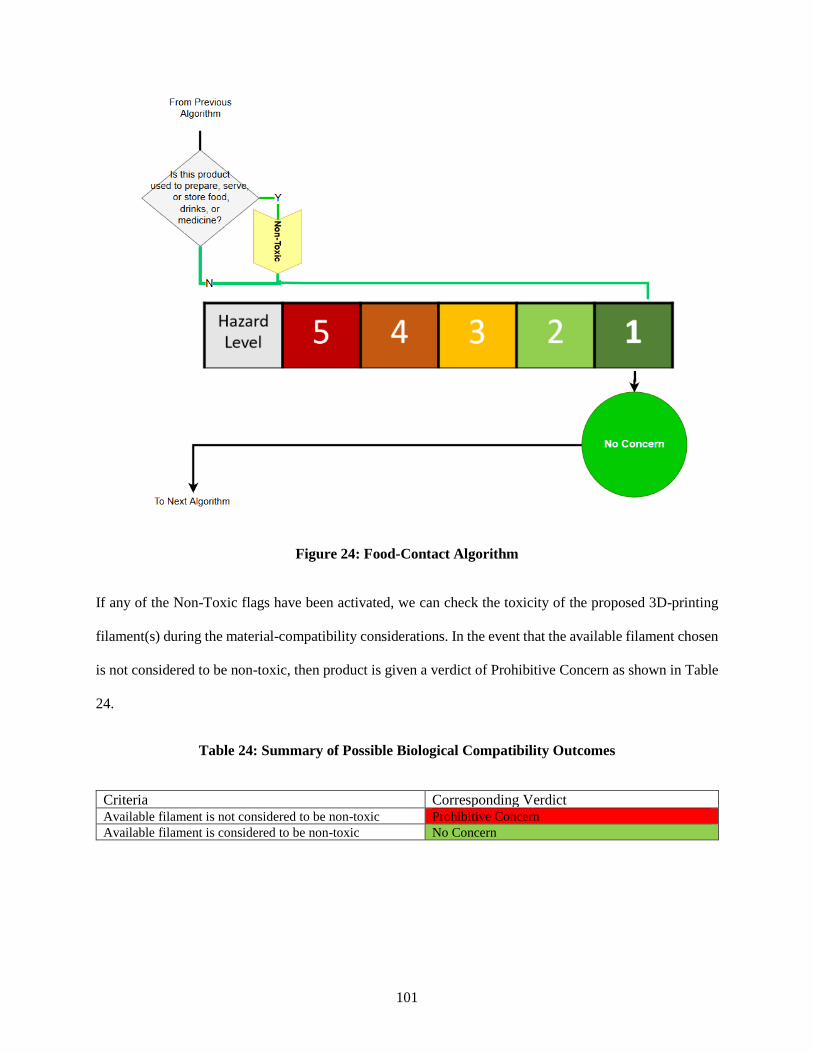
101
Figure 24: Food-Contact Algorithm
If any of the Non-Toxic flags have been activated, we can check the toxicity of the proposed 3D-printing
filament(s) during the material-compatibility considerations. In the event that the available filament chosen
is not considered to be non-toxic, then product is given a verdict of Prohibitive Concern as shown in Table
24.
Table 24: Summary of Possible Biological Compatibility Outcomes
Criteria Corresponding Verdict Available filament is not considered to be non-toxic Prohibitive Concern
Available filament is considered to be non-toxic No Concern
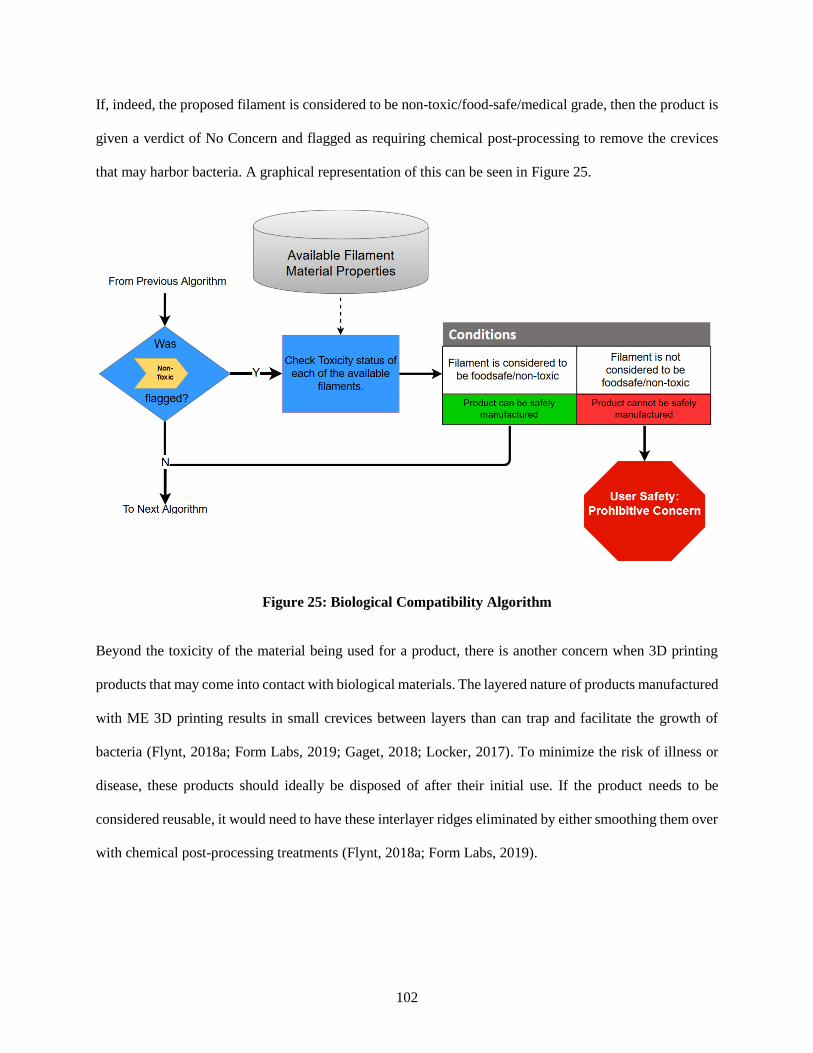
102
If, indeed, the proposed filament is considered to be non-toxic/food-safe/medical grade, then the product is
given a verdict of No Concern and flagged as requiring chemical post-processing to remove the crevices
that may harbor bacteria. A graphical representation of this can be seen in Figure 25.
Figure 25: Biological Compatibility Algorithm
Beyond the toxicity of the material being used for a product, there is another concern when 3D printing
products that may come into contact with biological materials. The layered nature of products manufactured
with ME 3D printing results in small crevices between layers than can trap and facilitate the growth of
bacteria (Flynt, 2018a; Form Labs, 2019; Gaget, 2018; Locker, 2017). To minimize the risk of illness or
disease, these products should ideally be disposed of after their initial use. If the product needs to be
considered reusable, it would need to have these interlayer ridges eliminated by either smoothing them over
with chemical post-processing treatments (Flynt, 2018a; Form Labs, 2019).
103
Possible Improvements to Method of Assessing a Product’s Biological Compatibility
Future versions of this triage may consider allowing an option in which the product may be considered
disposable instead, however, due to commonplace occurrence of users in low-resource contexts to re-use
products considered disposable (Popp et al., 2010), we do not assume that the product being triaged is
always correctly disposed of.
A product may also become contaminated during the 3D-printing process, as many 3D-printer nozzles are
made with a bronze that has small amounts of lead (Flynt, 2018a; Locker, 2017). For a product to be truly
biologically compatible, future versions of the general triage would also need to take this into account.
Summary of User-Safety Triage Category
Combing the algorithms in Figure 19-Figure 24, we are able to create the overall triage process for
determining whether a product could ever be safely manufactured locally using 3D printing (Appendix C).
The user-safety triage sorts products according to a five-level hazard scale based upon the severity of the
hazard that may occur if the product were to fail to perform its function. Products are sorted according to
whether they are a product that is commonly regulated in the United States due to safety concerns including,
medical products, products for children, personal protective equipment, heavy machinery, transportation,
or products used for food, drinks, or medicine. Products that attain a hazard level of 5 (products that risk
severe injury or death) are immediately eliminated from the triage while all of the other product are able to
proceed through the rest of the general triage (though potentially with a warning attached). Additionally, if
the product is flagged as needing a non-toxic material, then the triage initiates a process for assessing the
material’s biological compatibility before allowing the product to proceed.
Material-Compatibility Considerations
While there are certainly instances in which substitution of an ME-compatible material may represent an
improvement over the original material that a product is made of, we assume for this triage that the designer
104
of the original product had a reason for selecting the original material. Our strategy for determining if a
product can be manufactured with an ME therefore broadly consists of three steps:
1. Determine what material the original product is made of.
2. Determine what material properties are relevant to this product based upon its intended use.
3. Compare the material properties of the original material against those same properties of an
available ME filament.
If the relevant properties of the original material are able to be met by the ME filament, then the 3D-printing
material is considered to be compatible and the product is able to pass to the next step of the triage. If the
filament is unable to effectively match the material property of the original material, the product is not an
appropriate opportunity for LM3D and is removed from consideration. The exception to this would be in
cases where a material property is not relevant to the product performing its function (e.g., if a product is
never exposed to temperatures above room temperature, then there is no reason to compare the glass
transition temperature of the original material and the glass transition temperature of the filament if the
glass-transition temperature of the filament is well above room temperature). While some of the changes in
material properties may be compensated with a change in the geometry of the product, we are assuming, as
stated earlier, that major changes to a product’s geometry are not allowed while the product is being triaged.
These geometric changes could result in what is essentially a new product and understanding the changes
that need to be made to a product require a level of expertise that is not assumed for the users of this triage.
Note that in this triage, we are only analyzing the material compatibility of single 3D-printer filament
designs to the original material, however, in most cases an ME printer is able to manufacture products with
multiple types of filaments. Because of this, this section of the triage should be run through multiple times
with each of the filaments being considered (while this may be tedious if done manually, it can be done
efficiently with looping functions in a computer program).

105
I compare the material properties of the original material to that of the proposed filament across concerns
of electrical compatibility, thermal compatibility, chemical compatibility, and mechanical compatibility as
these were some of the more encountered themes of material compatibility as extracted from the literature
(biological compatibility was already addressed in the user-safety considerations.) For each of these
compatibilities, we look at one or two representative material properties of both the original material and
the replacement material and make evaluations of compatibility.
The ME manufacturing process is largely confined to thermoplastics and, from a cost and availability
standpoint, at this point ME is the only AM process worth considering for LM3D in humanitarian or
development contexts at this point (Bhatia and Ramadurai, 2017; Bikas et al., 2016; James and Gilman,
2015; Loy et al., 2016). It is assumed for the purposes of this methodology that all mechanical and material
limitations are with these materials in mind. It should also be noted that filaments with unique properties
are being introduced into market all the time, such as filaments with electrical conductivity (Flynt, 2018b)
or magnetic properties (Flynt, 2018c). To keep the general triage flexible, it requires a small database that
contains material properties for all of the filaments being considered. In the event that a filament with new
material properties is made available, the database can be updated to include it. The database used for this
version of the triage contained the material properties shown in Table 25.
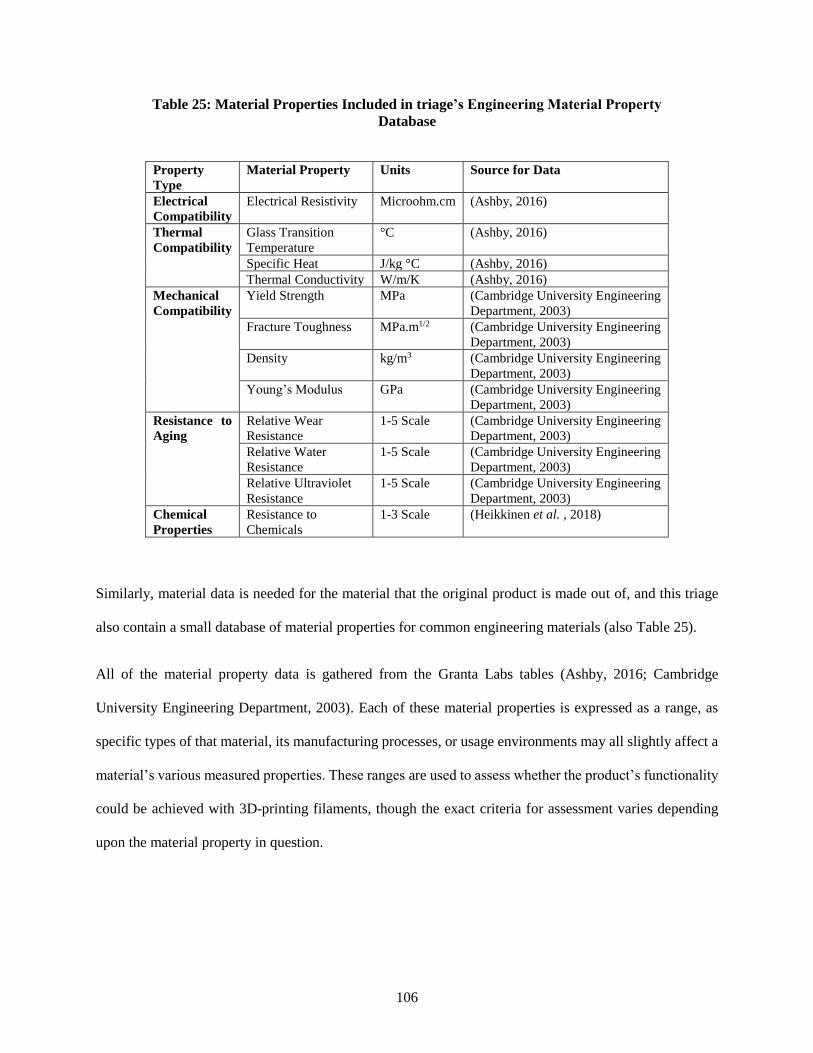
106
Table 25: Material Properties Included in triage’s Engineering Material Property
Database
Property
Type
Material Property Units Source for Data
Electrical
Compatibility
Electrical Resistivity Microohm.cm (Ashby, 2016)
Thermal
Compatibility
Glass Transition
Temperature
°C (Ashby, 2016)
Specific Heat J/kg °C (Ashby, 2016)
Thermal Conductivity W/m/K (Ashby, 2016)
Mechanical
Compatibility
Yield Strength MPa (Cambridge University Engineering
Department, 2003)
Fracture Toughness MPa.m1/2 (Cambridge University Engineering
Department, 2003)
Density kg/m3 (Cambridge University Engineering
Department, 2003)
Young’s Modulus GPa (Cambridge University Engineering
Department, 2003)
Resistance to
Aging
Relative Wear
Resistance
1-5 Scale
(Cambridge University Engineering
Department, 2003)
Relative Water
Resistance
1-5 Scale
(Cambridge University Engineering
Department, 2003)
Relative Ultraviolet
Resistance
1-5 Scale
(Cambridge University Engineering
Department, 2003)
Chemical
Properties
Resistance to
Chemicals
1-3 Scale (Heikkinen et al. , 2018)
Similarly, material data is needed for the material that the original product is made out of, and this triage
also contain a small database of material properties for common engineering materials (also Table 25).
All of the material property data is gathered from the Granta Labs tables (Ashby, 2016; Cambridge
University Engineering Department, 2003). Each of these material properties is expressed as a range, as
specific types of that material, its manufacturing processes, or usage environments may all slightly affect a
material’s various measured properties. These ranges are used to assess whether the product’s functionality
could be achieved with 3D-printing filaments, though the exact criteria for assessment varies depending
upon the material property in question.
107
Electrical-Compatibility Considerations
If a product being triaged is identified by the triage user as being a component of an electrical device, then
it is assumed that the product’s electrical properties are relevant to the functionality of the product (i.e., the
product needs to conduct electricity if the original material is a known conductor, or the product needs to
resist electrical current if the original material is known as a resistor). If the product is not a component in
an electrical device, then the user may proceed to the next check for compatibility. As this is consideration
is completely product dependent and non-contextual, it was included in the general triage along with other
material-compatibility considerations.
Though there are some experimental filaments that are designed to conduct electricity (Flynt, 2018b), the
vast majority of thermoplastics used in 3D printing are electrical insulators. Unless an exceptional filament
type is available, any product whose functionality depends upon the ability to function as an electrical
conductor should be removed from consideration for 3D printing.
Proposed Method for Assessing Electrical Compatibility
All of the materials available within the engineering materials database and filament database are broadly
categorized as either a conductor or a resistor (with only a few materials given the label of ‘semiconductor’).
In cases where the triage user indicates that the product is a component of an electrical device and the
filament and the original material are not similarly classified (both as insulators, both as conductors, or both
as semiconductors), the product is not permitted to advance in the triage as the product does not perform as
needed.
If both products are similarly classified, then the actual ranges of their resistivity were compared to one
another. (While not the only material property relevant to electrical compatibility of two materials,
resistivity is the most simple and easiest to attain data for). If the range of measured resistivities between
these two materials overlap with one another, then it is reasoned that both materials could conduct electricity
or insulate against electricity at a very similar level of performance, and the product coud be given a verdict
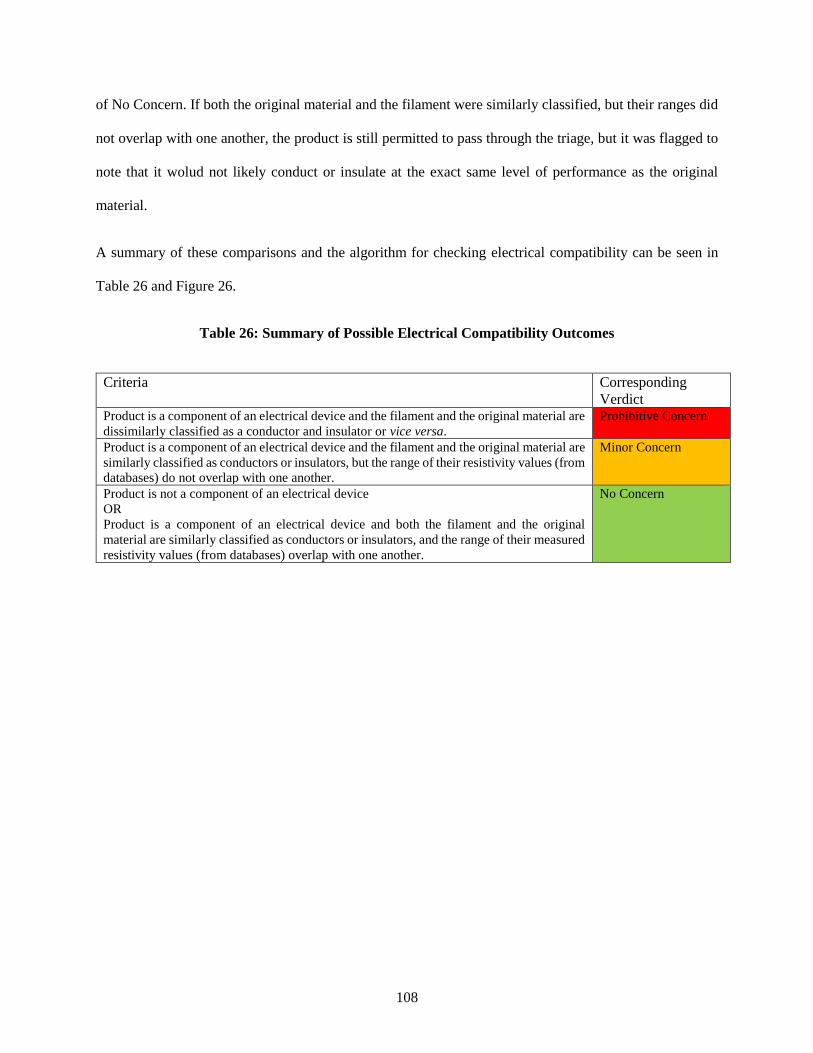
108
of No Concern. If both the original material and the filament were similarly classified, but their ranges did
not overlap with one another, the product is still permitted to pass through the triage, but it was flagged to
note that it wolud not likely conduct or insulate at the exact same level of performance as the original
material.
A summary of these comparisons and the algorithm for checking electrical compatibility can be seen in
Table 26 and Figure 26.
Table 26: Summary of Possible Electrical Compatibility Outcomes
Criteria Corresponding
Verdict Product is a component of an electrical device and the filament and the original material are
dissimilarly classified as a conductor and insulator or vice versa.
Prohibitive Concern
Product is a component of an electrical device and the filament and the original material are
similarly classified as conductors or insulators, but the range of their resistivity values (from
databases) do not overlap with one another.
Minor Concern
Product is not a component of an electrical device
OR
Product is a component of an electrical device and both the filament and the original
material are similarly classified as conductors or insulators, and the range of their measured
resistivity values (from databases) overlap with one another.
No Concern
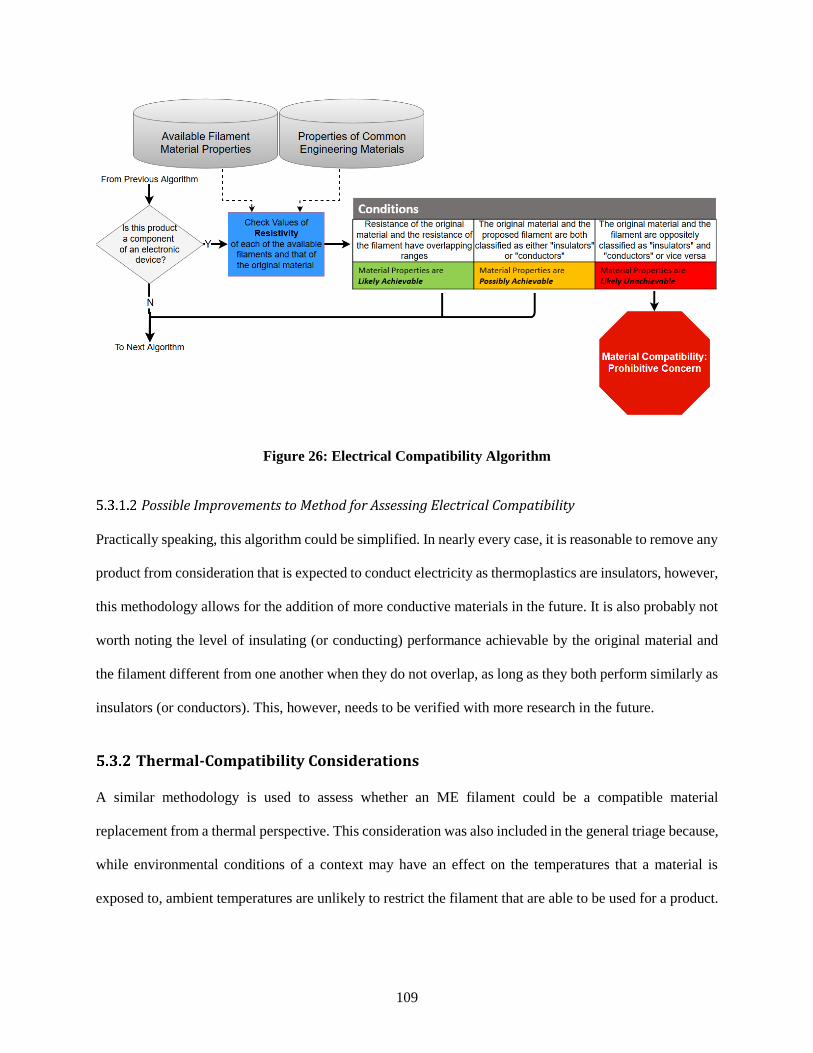
109
Figure 26: Electrical Compatibility Algorithm
Possible Improvements to Method for Assessing Electrical Compatibility
Practically speaking, this algorithm could be simplified. In nearly every case, it is reasonable to remove any
product from consideration that is expected to conduct electricity as thermoplastics are insulators, however,
this methodology allows for the addition of more conductive materials in the future. It is also probably not
worth noting the level of insulating (or conducting) performance achievable by the original material and
the filament different from one another when they do not overlap, as long as they both perform similarly as
insulators (or conductors). This, however, needs to be verified with more research in the future.
Thermal-Compatibility Considerations
A similar methodology is used to assess whether an ME filament could be a compatible material
replacement from a thermal perspective. This consideration was also included in the general triage because,
while environmental conditions of a context may have an effect on the temperatures that a material is
exposed to, ambient temperatures are unlikely to restrict the filament that are able to be used for a product.
110
Products’ whose use entails exposure to above ambient temperatures, however, require thermal
compatibility regardless of the context.
Proposed Method for Assessing Thermal Compatibility
First, the triage user is asked if the product is going to be subjected to above ambient temperatures through
exposure to any heat sources (including stoves, hot lamps, open flames, or hot liquids). In cases where the
product is to be exposed to temperatures that are above ambient (during the product’s use or cleaning), the
glass-transition temperature of the filament is retrieved from the filament database compared to the glass-
transition temperature of the original material. The glass-transition temperature is chosen for making
comparisons rather than the melting temperature because this is the temperature at which a material’s
mechanical behavior begins to be compromised.
There are also many other material properties that dictate the overall thermal compatibility between two
materials, including thermal conductivity, specific heat of the material, and the material’s coefficient of
thermal expansion. Because these properties deal more the with material’s behavior under different
temperatures (or temperature gradients) rather than the material’s ability to withstand high temperatures,
these properties are addressed, but at a later consideration in the triage.
In cases where the product is exposed to heat during its use (or cleaning), and the original material has a
higher, non-overlapping range of measured glass-transition temperatures, then the 3D-printed version of
the product could not sufficiently withstand high temperatures as well as the original material and the
product is given a verdict of Prohibitive Concern.
If the range glass-transition temperature values in the database for the filament and the original material
overlap, then the product is able to continue through the triage. However, if the range of the glass transition
temperature is overall higher for the original material than the filament, even though the temperatures
overlap, then the product is given a verdict of Minor Concern. In this case, the product is only flagged to
warn the user that it possible for the original material to theoretically withstand higher temperatures than
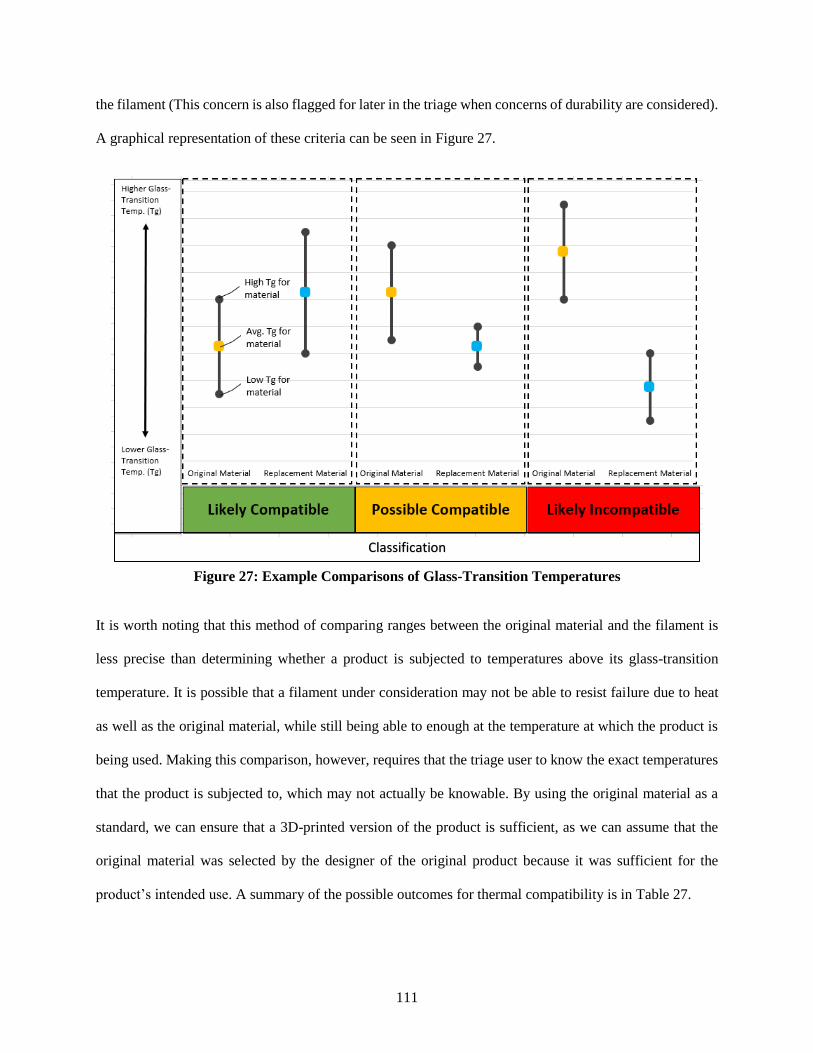
111
the filament (This concern is also flagged for later in the triage when concerns of durability are considered).
A graphical representation of these criteria can be seen in Figure 27.
Figure 27: Example Comparisons of Glass-Transition Temperatures
It is worth noting that this method of comparing ranges between the original material and the filament is
less precise than determining whether a product is subjected to temperatures above its glass-transition
temperature. It is possible that a filament under consideration may not be able to resist failure due to heat
as well as the original material, while still being able to enough at the temperature at which the product is
being used. Making this comparison, however, requires that the triage user to know the exact temperatures
that the product is subjected to, which may not actually be knowable. By using the original material as a
standard, we can ensure that a 3D-printed version of the product is sufficient, as we can assume that the
original material was selected by the designer of the original product because it was sufficient for the
product’s intended use. A summary of the possible outcomes for thermal compatibility is in Table 27.
Classification
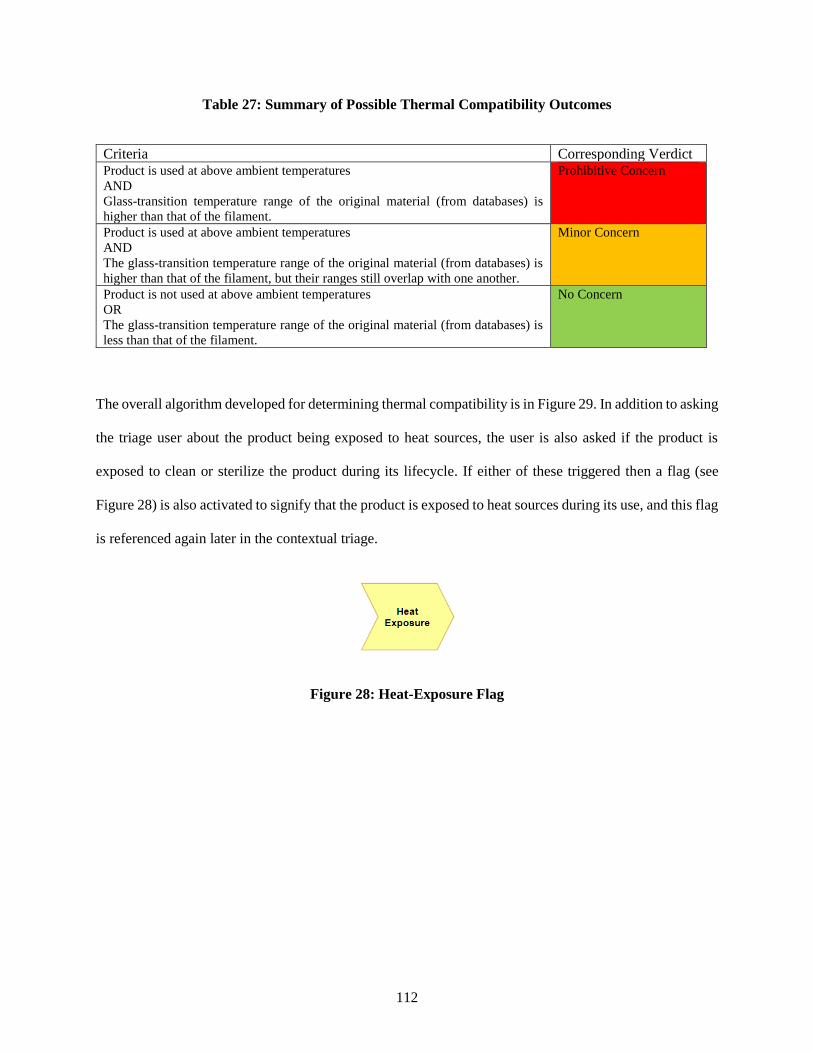
112
Table 27: Summary of Possible Thermal Compatibility Outcomes
Criteria Corresponding Verdict Product is used at above ambient temperatures
AND
Glass-transition temperature range of the original material (from databases) is
higher than that of the filament.
Prohibitive Concern
Product is used at above ambient temperatures
AND
The glass-transition temperature range of the original material (from databases) is
higher than that of the filament, but their ranges still overlap with one another.
Minor Concern
Product is not used at above ambient temperatures
OR
The glass-transition temperature range of the original material (from databases) is
less than that of the filament.
No Concern
The overall algorithm developed for determining thermal compatibility is in Figure 29. In addition to asking
the triage user about the product being exposed to heat sources, the user is also asked if the product is
exposed to clean or sterilize the product during its lifecycle. If either of these triggered then a flag (see
Figure 28) is also activated to signify that the product is exposed to heat sources during its use, and this flag
is referenced again later in the contextual triage.
Figure 28: Heat-Exposure Flag
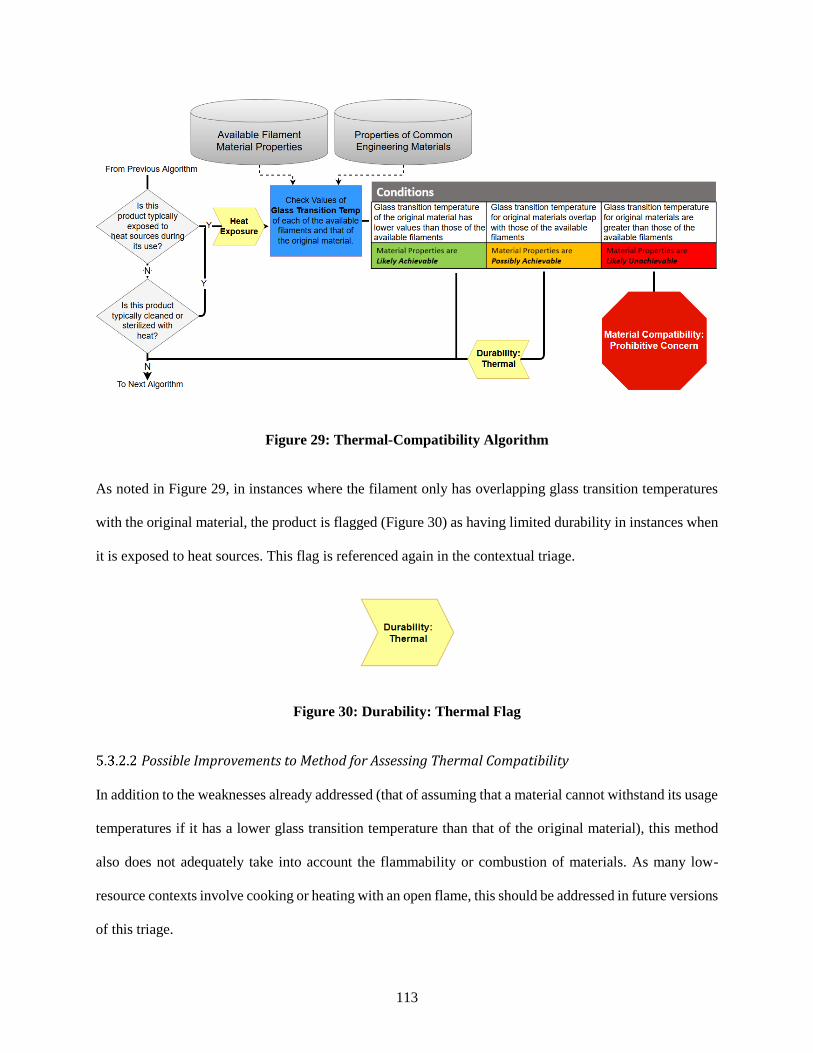
113
Figure 29: Thermal-Compatibility Algorithm
As noted in Figure 29, in instances where the filament only has overlapping glass transition temperatures
with the original material, the product is flagged (Figure 30) as having limited durability in instances when
it is exposed to heat sources. This flag is referenced again in the contextual triage.
Figure 30: Durability: Thermal Flag
Possible Improvements to Method for Assessing Thermal Compatibility
In addition to the weaknesses already addressed (that of assuming that a material cannot withstand its usage
temperatures if it has a lower glass transition temperature than that of the original material), this method
also does not adequately take into account the flammability or combustion of materials. As many low-
resource contexts involve cooking or heating with an open flame, this should be addressed in future versions
of this triage.
114
It should be noted that there are cases in which glass-transition temperature may not be the best material
for making comparisons, particularly in the case of elastomers, which are often have glass-transition
temperatures below typical ambient temperatures (Cambridge University Engineering Department, 2003).
More work should be done on this part of the triage to better account for materials in which low glass-
transition temperatures are desired.
While thermal behavior is addressed again later in the contextual triage, nowhere in either triage do we take
into account how materials behave in temperatures below ambient. More research should be done regarding
the comparison of material behavior for low temperatures as well.
Chemical Compatibility Considerations
While many products are subject to normal chemical reactions due to their environment (such as oxidation),
some products come into frequent contact with more concentrated chemicals during their use (e.g., chemical
lab-ware, cleaning tools, food preparation). For these products, it is important to make sure that the filament
used is able to resist corrosion or any other sort of chemical reaction that may occur when said concentrated
chemical comes into contact with the surface of the material. While the rate at which some of these chemical
reactions occur can vary dramatically, if a filament is exposed to a chemical that is likely to yield an
undesirable chemical reaction between the two, then that filament can be considered an unsuitable
replacement material for that product and the product can be removed from consideration.
In cases where a product is exposed to more concentrated chemicals, the specific chemical must be looked
up to determine whether the filament material can resist reacting with that chemical. This means that it is
not possible to make a simple comparison between the original material and the filament, as each chemical
reaction is unique. This necessitates the addition of more information to the triage regarding the reactivity
of filaments to different chemical compounds.
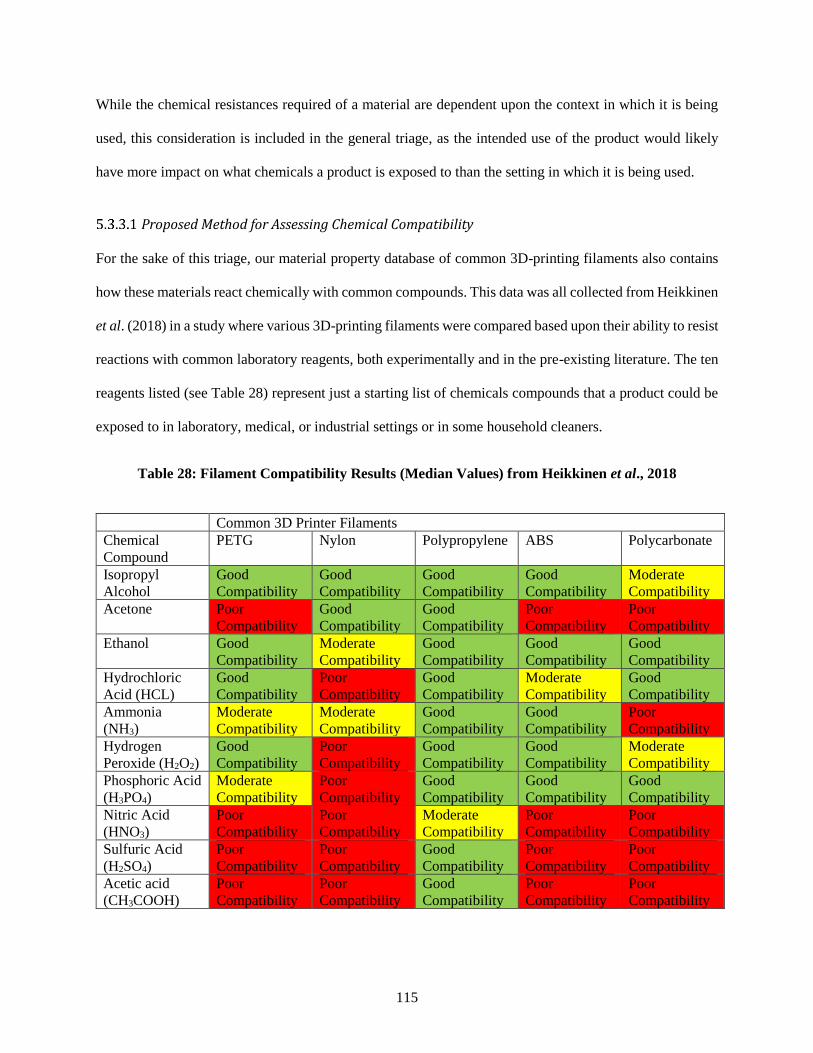
115
While the chemical resistances required of a material are dependent upon the context in which it is being
used, this consideration is included in the general triage, as the intended use of the product would likely
have more impact on what chemicals a product is exposed to than the setting in which it is being used.
Proposed Method for Assessing Chemical Compatibility
For the sake of this triage, our material property database of common 3D-printing filaments also contains
how these materials react chemically with common compounds. This data was all collected from Heikkinen
et al. (2018) in a study where various 3D-printing filaments were compared based upon their ability to resist
reactions with common laboratory reagents, both experimentally and in the pre-existing literature. The ten
reagents listed (see Table 28) represent just a starting list of chemicals compounds that a product could be
exposed to in laboratory, medical, or industrial settings or in some household cleaners.
Table 28: Filament Compatibility Results (Median Values) from Heikkinen et al., 2018
Common 3D Printer Filaments
Chemical
Compound
PETG Nylon Polypropylene ABS Polycarbonate
Isopropyl
Alcohol
Good
Compatibility
Good
Compatibility
Good
Compatibility
Good
Compatibility
Moderate
Compatibility
Acetone
Poor
Compatibility
Good
Compatibility
Good
Compatibility
Poor
Compatibility
Poor
Compatibility
Ethanol
Good
Compatibility
Moderate
Compatibility
Good
Compatibility
Good
Compatibility
Good
Compatibility
Hydrochloric
Acid (HCL)
Good
Compatibility
Poor
Compatibility
Good
Compatibility
Moderate
Compatibility
Good
Compatibility
Ammonia
(NH3)
Moderate
Compatibility
Moderate
Compatibility
Good
Compatibility
Good
Compatibility
Poor
Compatibility
Hydrogen
Peroxide (H2O2)
Good
Compatibility
Poor
Compatibility
Good
Compatibility
Good
Compatibility
Moderate
Compatibility
Phosphoric Acid
(H3PO4)
Moderate
Compatibility
Poor
Compatibility
Good
Compatibility
Good
Compatibility
Good
Compatibility
Nitric Acid
(HNO3)
Poor
Compatibility
Poor
Compatibility
Moderate
Compatibility
Poor
Compatibility
Poor
Compatibility
Sulfuric Acid
(H2SO4)
Poor
Compatibility
Poor
Compatibility
Good
Compatibility
Poor
Compatibility
Poor
Compatibility
Acetic acid
(CH3COOH)
Poor
Compatibility
Poor
Compatibility
Good
Compatibility
Poor
Compatibility
Poor
Compatibility
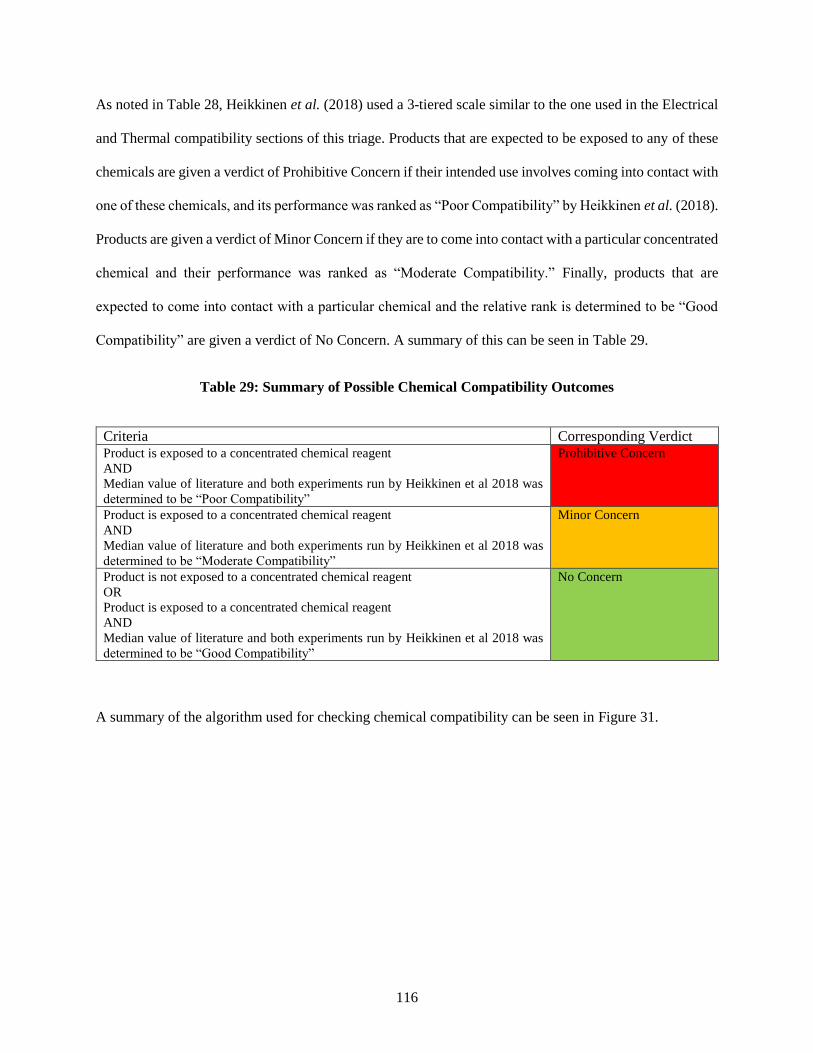
116
As noted in Table 28, Heikkinen et al. (2018) used a 3-tiered scale similar to the one used in the Electrical
and Thermal compatibility sections of this triage. Products that are expected to be exposed to any of these
chemicals are given a verdict of Prohibitive Concern if their intended use involves coming into contact with
one of these chemicals, and its performance was ranked as “Poor Compatibility” by Heikkinen et al. (2018).
Products are given a verdict of Minor Concern if they are to come into contact with a particular concentrated
chemical and their performance was ranked as “Moderate Compatibility.” Finally, products that are
expected to come into contact with a particular chemical and the relative rank is determined to be “Good
Compatibility” are given a verdict of No Concern. A summary of this can be seen in Table 29.
Table 29: Summary of Possible Chemical Compatibility Outcomes
Criteria Corresponding Verdict Product is exposed to a concentrated chemical reagent
AND
Median value of literature and both experiments run by Heikkinen et al 2018 was
determined to be “Poor Compatibility”
Prohibitive Concern
Product is exposed to a concentrated chemical reagent
AND
Median value of literature and both experiments run by Heikkinen et al 2018 was
determined to be “Moderate Compatibility”
Minor Concern
Product is not exposed to a concentrated chemical reagent
OR
Product is exposed to a concentrated chemical reagent
AND
Median value of literature and both experiments run by Heikkinen et al 2018 was
determined to be “Good Compatibility”
No Concern
A summary of the algorithm used for checking chemical compatibility can be seen in Figure 31.
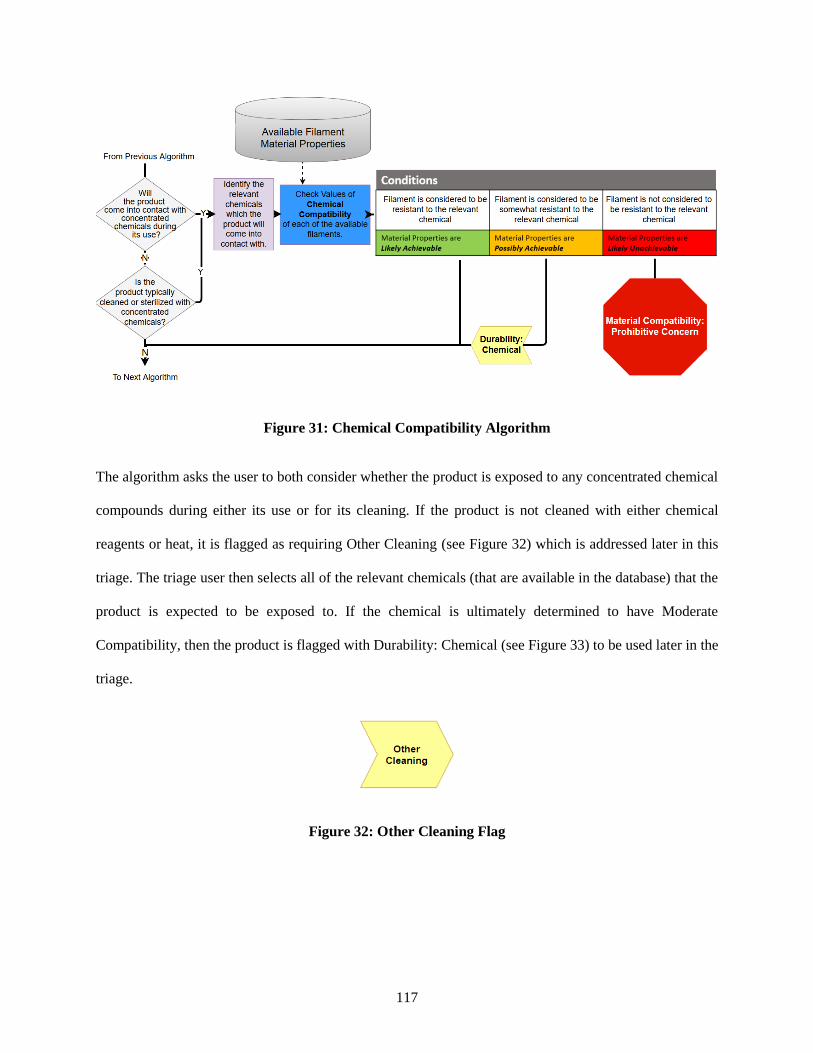
117
Figure 31: Chemical Compatibility Algorithm
The algorithm asks the user to both consider whether the product is exposed to any concentrated chemical
compounds during either its use or for its cleaning. If the product is not cleaned with either chemical
reagents or heat, it is flagged as requiring Other Cleaning (see Figure 32) which is addressed later in this
triage. The triage user then selects all of the relevant chemicals (that are available in the database) that the
product is expected to be exposed to. If the chemical is ultimately determined to have Moderate
Compatibility, then the product is flagged with Durability: Chemical (see Figure 33) to be used later in the
triage.
Figure 32: Other Cleaning Flag
118
Figure 33: Durability: Chemical Flag
Possible Improvements to Method for Assessing Chemical Compatibility
In the future, data needs to be continually collected regarding the expected chemical compatibility of the
filament with the compound that it is exposed to. It is very likely that not all the possible reactions are
well documented, and it may be beneficial to use larger trends to determine chemical compatibility rather
than relying on knowledge of specific chemical reactions (e.g., determine what characteristics of
compounds generally behave a certain way with the available filaments). As this algorithm relies on one
external study for its data (Heikkinen et al., 2018), the same relative scale of filament-chemical
compatibility would have to continue to be used in the future.
This triage also assumes that chemical reactions with the product are ultimately undesirable. As this is not
universally true for all products and reactions, this may also need to be further adapted in the future.
Mechanical-Compatibility Considerations
For this consideration, we are assessing whether it is likely that a product manufactured locally with 3D
printing is likely able to meet the mechanical requirements of the original product. Unlike electrical,
thermal, and chemical properties, mechanical properties are not able to be determined by only looking at
the materials, as the mechanical properties of a product are also determined by a product’s geometry and
its method of manufacture. Even though this consideration transcends the label of material compatibility, it
is still included among the considerations of material compatibility as it is highly material dependent and
contextual knowledge is unnecessary to make an assessment.
There are also many different types of mechanical properties of a material that are relevant when
considering the compatibility between a 3D-printed version of its product and its original, including density,

119
yield strength, tensile strength, compressive strength, yield strength, fracture toughness, hardness,
toughness, elasticity, and fatigue strength among others (Messler, 2012). Because of the complexity of what
determines a product’s mechanical properties (interactions of geometry, material, and process) and the large
spread of mechanical properties used to describe a product, we have to do some dramatic over-
simplification to make the triage useable.
Thus, for the mechanical compatibility consideration, we primarily concern ourselves with properties
related to mechanical failure, as opposed to mechanical behavior. While properties that describe mechanical
behavior that are not describing mechanical failure (e.g., density, young’s modulus) are indeed a key part
of determining whether a 3D-printed product is a compatible replacement for the original product, these
properties are not included in this step for determining mechanical compatibility. Many of these properties
that determine mechanical behavior have some broad correlations with mechanical strengths, such as
density and yield strength or stiffness and fracture strength (Ashby, 2010). For the general triage,
mechanical compatibility considerations are defined by mechanical strengths. We revisit the idea of
mechanical-compatibility considerations more broadly when evaluating product performance and
acceptance during the contextual triage.
From a standpoint of assessing mechanical failure, ME products have been shown to have generally lower
strengths than those manufactured through other manufacturing methods (Ahn et al., 2003; Dawoud et al.,
2016; Lee et al., 2007; Masood et al., 2010). However, due to the inherent anisotropic mechanical properties
that arise from the layered nature of ME products, making comparisons of mechanical strengths are also
highly dependent upon the direction and nature of the loading (Dawoud et al., 2016). As most of these
anisotropies are determined by manufacturing parameters of each 3D print, each product can be optimized
for manufacturing after passing through this triage if it is at least reasonably possible that the replacement
material can meet the demands of the original material (e.g., it is unlikely that the thermoplastics used in
ME 3D printing can ever match any of the mechanical strengths of cast-iron, regardless of how the load it
applied.).
120
Proposed Method for Assessing Mechanical Compatibility
Fortunately, we can remove the variable of geometry based upon our earlier assertion that the 3D-printed
product must retain the original product geometry as much as possible for the purposes of this triage. Again,
while much of the field of DFAM focuses on the modification of product geometry to optimize a product
for AM processes and materials, we are working under the assumption that any significant change in
geometry must wait until after the general triage has been administered.
Similarly, the anisotropic mechanical nature of products produced with ME are not considered for this
triage, due to the complexity that it adds to the assessment. As this triage is designed for non-experts to use,
a novice user cannot be expected to understand or describe the mechanical loads that a product experiences
during its use, nor be asked to quantify them (either to determine load’s direction as it relates to mechanical
anisotropy or load’s nature as it relates to failure mechanisms). I assume that once the product has passed
through the general triage, that the product is ultimately 3D printed with its manufacturing parameters
optimized to account for these anisotropies.
Without the ability to perform the exact requisite mechanical engineering calculations or the ability to
definitively identify materials in the field, it is impossible to accurately know if a 3D-printed version of a
product would be able to meet the required mechanical properties of the original product. By holding
geometric form as a constant and if the weakened mechanical strengths of ME products can be somewhat
accounted for with optimized manufacturing parameters, the only remaining variable in the function of
mechanical compatibility is that of comparing material properties.
While there are many modes of mechanical failure, two modes are focused on to be able to characterize the
ability of a material to resist failure while under stress: yield strength and fracture strength. Many of the
other modes of mechanical failure see some correlation to one of these strengths (Ashby, 2010), and when
making comparisons, it is assumed that by comparing these two types of failure between the original and
filament material is sufficient for this preliminary version of the general triage. The exception to using these
121
to failure modes is for ceramics, where we use ultimate compressive strength rather than yield strength for
making comparisons, as it is assumed that there are few designed products in which a designer elected to
use a ceramic to experience tensile or flexural loads (Cambridge University Engineering Department,
2003). In the future, any other measure of mechanical strength could be included along with, or in place of,
yield strength or fracture strength.
Thus far, three assumptions have been made to be able to make mechanical compatibility assessment
plausible, and these include:
• The 3D-printed product can undergo no significant changes in geometry from the original product.
• The anisotropic mechanical properties of products produced with ME can be temporarily ignored
during the administering of this triage, as describing them is complex for novice users of this triage
in the field and for many products, these mechanical weaknesses can be minimized through the
optimization of different manufacturing parameters during the 3D-printing process.
• Resistance to mechanical failure can be verified by examining yield strength and fracture toughness
as a proxy for all other failure modes. (Exception: In cases where the original material is a ceramic,
ultimate compressive strength is used instead).
These assumptions are a vast oversimplification of determining a product’s mechanical compatibility, and
they neglect of the complexities of the effects of the ME process introduce substantial uncertainty into the
actual mechanical properties of a 3D-printed version of a product. Because these multiple layers of
complexity in comparing the mechanical properties of the original product and the original are beyond the
abilities of the average user, we take a different approach for creating a final verdict on mechanical
compatibility.
Due to the quick production times and low costs associated with ME 3D printing, it may often be
faster/simpler to create and test a working prototype in the field rather than collecting all the tools and data
122
needed for performing adequate background calculations. My approach assumes that any product
manufactured with 3D printing in the field for the first time always carries some risk of mechanical failure,
due in large part to the assumptions/simplifications made so far, and the product’s actual mechanical
compatibility would need to be verified during the prototyping/testing stage of the LM3D process (see
Figure 16). However, to prevent products from passing through the triage that could cause harm during
field-testing, we also assess the severity of the consequences if the product were to mechanically fail.
Mechanical compatibility’s verdict is therefore determined by two criteria:
• The extent to which a 3D-printed product’s material strength (specifically yield strength and
fracture toughness) differ from that of the product’s original material
• The severity of the consequences that should occur if the product were to experience mechanical
failure during testing
These two criteria are similar to the axes commonly used for assessing risk (with probability on one axis
and the severity of outcome on the other) (Rodriguez-Perez, 2017). Fortunately, the severity of the
consequences should a product fail to perform its primary function has already been determined with the
hazard levels of a product that were identified in with the hazardousness consideration used earlier in the
general triage. With this information, we can create a risk assessment matrix (see Figure 34).
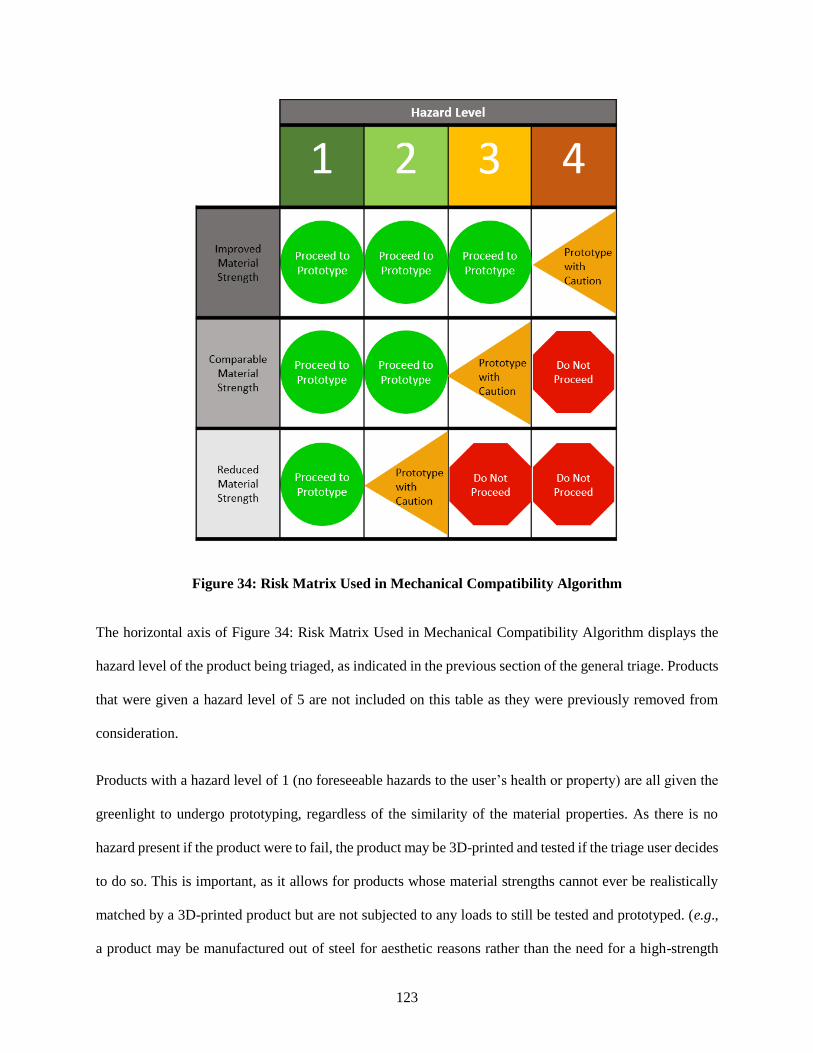
123
Figure 34: Risk Matrix Used in Mechanical Compatibility Algorithm
The horizontal axis of Figure 34: Risk Matrix Used in Mechanical Compatibility Algorithm displays the
hazard level of the product being triaged, as indicated in the previous section of the general triage. Products
that were given a hazard level of 5 are not included on this table as they were previously removed from
consideration.
Products with a hazard level of 1 (no foreseeable hazards to the user’s health or property) are all given the
greenlight to undergo prototyping, regardless of the similarity of the material properties. As there is no
hazard present if the product were to fail, the product may be 3D-printed and tested if the triage user decides
to do so. This is important, as it allows for products whose material strengths cannot ever be realistically
matched by a 3D-printed product but are not subjected to any loads to still be tested and prototyped. (e.g.,
a product may be manufactured out of steel for aesthetic reasons rather than the need for a high-strength
124
material; in this case, assuming there is no risk to the user if the product were to fail, it could potentially be
replaced with an ME thermoplastic without an issue.) Products with a hazard level of 2, 3, and 4 were given
graduated recommendations as to whether it was permissible to prototype the product depending upon the
difference in mechanical strength of the original material and the consequences were it to fail.
The vertical axis of Figure 34: Risk Matrix Used in Mechanical Compatibility Algorithm exists to sort
products based on the comparison of the two material strength comparisons made (yield strength and
fracture toughness). Using a sorting methodology like that of the Thermal Compatibility section, the ranges
for these two material properties are compared across the original and proposed replacement material (see
Figure 35).
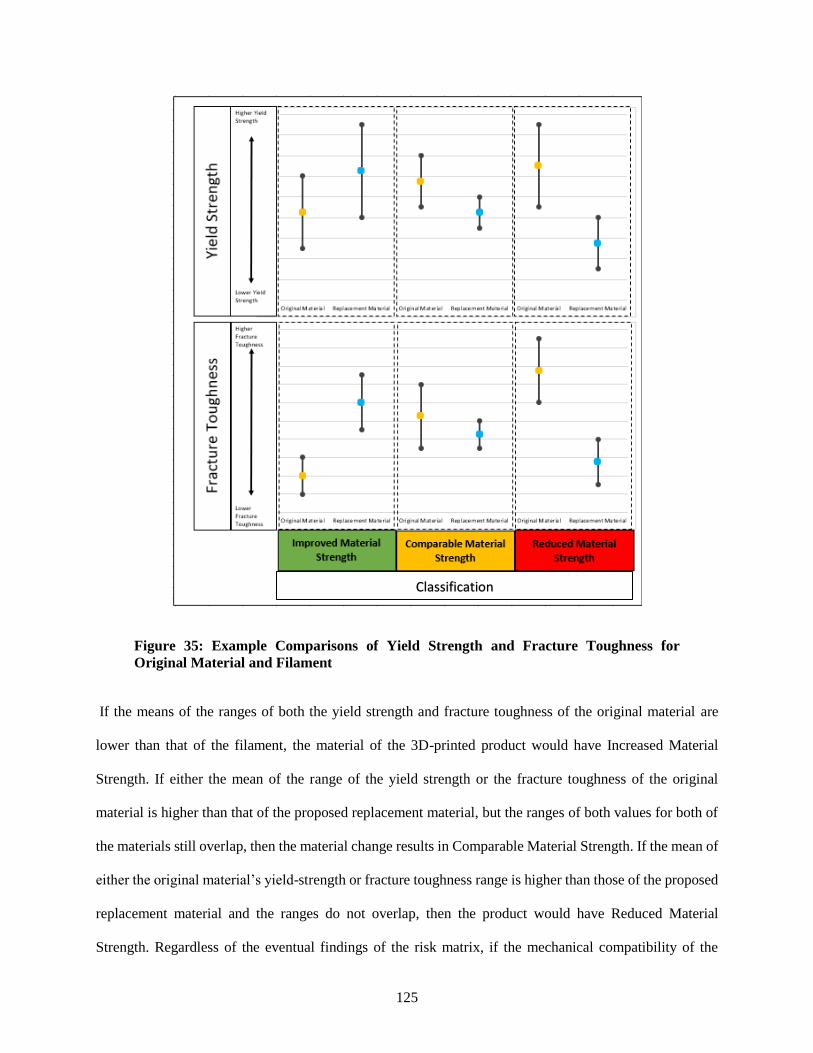
125
Figure 35: Example Comparisons of Yield Strength and Fracture Toughness for
Original Material and Filament
If the means of the ranges of both the yield strength and fracture toughness of the original material are
lower than that of the filament, the material of the 3D-printed product would have Increased Material
Strength. If either the mean of the range of the yield strength or the fracture toughness of the original
material is higher than that of the proposed replacement material, but the ranges of both values for both of
the materials still overlap, then the material change results in Comparable Material Strength. If the mean of
either the original material’s yield-strength or fracture toughness range is higher than those of the proposed
replacement material and the ranges do not overlap, then the product would have Reduced Material
Strength. Regardless of the eventual findings of the risk matrix, if the mechanical compatibility of the
Classification
126
material is given a classification of either Reduced Material Strength or Comparable Material Strength,
then the product should be flagged for Durability: Mechanical, which is used later in the contextual triage.
Figure 36: Durability: Mechanical Flag
The comparative material strengths are then used on the risk matrix (see Figure 34) to sort products into
final verdicts of either No Concern (Product may proceed to prototyping to verify mechanical
compatibility), Minor Concern (Exercise caution while prototyping to verify mechanical compatibility), or
Prohibitive Concern (Product is too risky to allow prototyping). For any verdict, all prototyping activities
should all wait until after the remainder of the general triage is completed. As summary of the criteria and
classifications to assess a materials mechanical compatibility can be seen in Table 30.
Table 30: Summary of Possible Mechanical Compatibility Outcomes
Criteria (See Risk Matrix) Corresponding Verdict Product has a Hazard Level of 4 and Comparable or Reduced Material Strength
OR
Product has a Hazard Level of 3 and Reduced Material Strength
Prohibitive Concern
Product has a Hazard Level of 4 and Improved Material Strength
OR
Product has a Hazard Level of 3 and Comparable Material Strength
OR
Product has a Hazard Level of 2 and Reduced Material Strength
Minor Concern
Product has a Hazard Level of 3 and Improved Material Strength
OR
Product has a Hazard Level of 2 and Comparable or Improved Material Strength
OR
Product has a Hazard Level of 1
No Concern
A summary of this category’s triage algorithm can be seen in Figure 37.
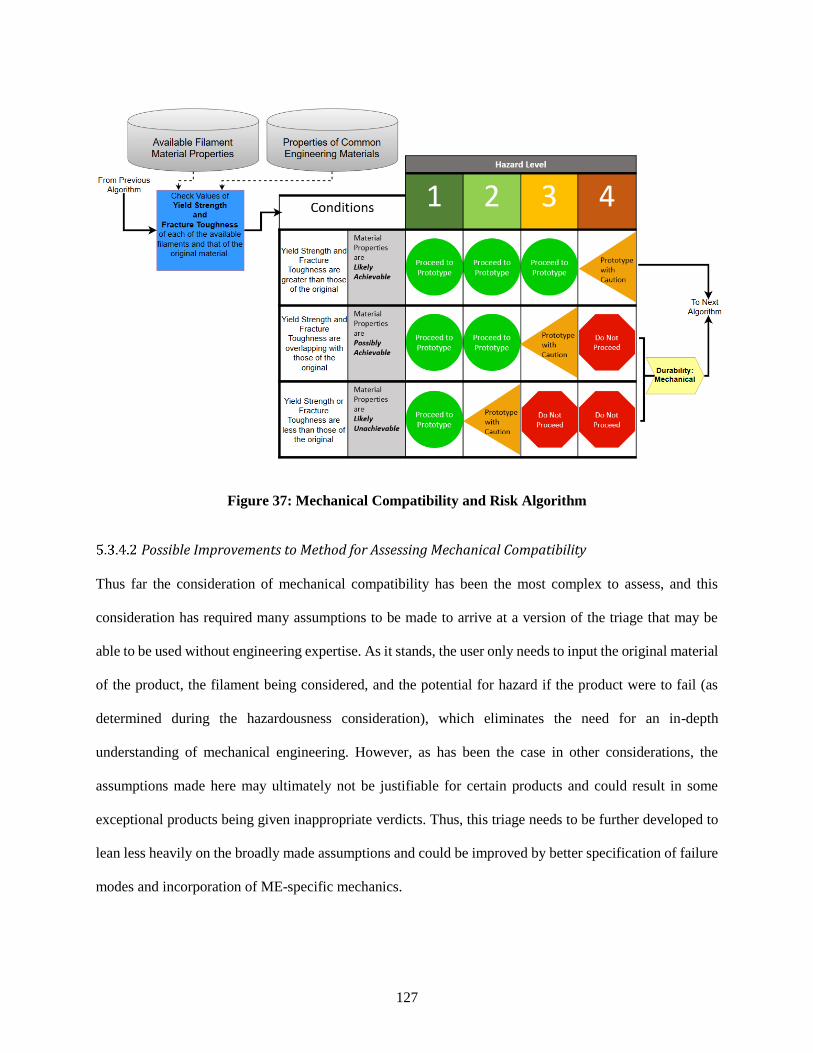
127
Figure 37: Mechanical Compatibility and Risk Algorithm
Possible Improvements to Method for Assessing Mechanical Compatibility
Thus far the consideration of mechanical compatibility has been the most complex to assess, and this
consideration has required many assumptions to be made to arrive at a version of the triage that may be
able to be used without engineering expertise. As it stands, the user only needs to input the original material
of the product, the filament being considered, and the potential for hazard if the product were to fail (as
determined during the hazardousness consideration), which eliminates the need for an in-depth
understanding of mechanical engineering. However, as has been the case in other considerations, the
assumptions made here may ultimately not be justifiable for certain products and could result in some
exceptional products being given inappropriate verdicts. Thus, this triage needs to be further developed to
lean less heavily on the broadly made assumptions and could be improved by better specification of failure
modes and incorporation of ME-specific mechanics.
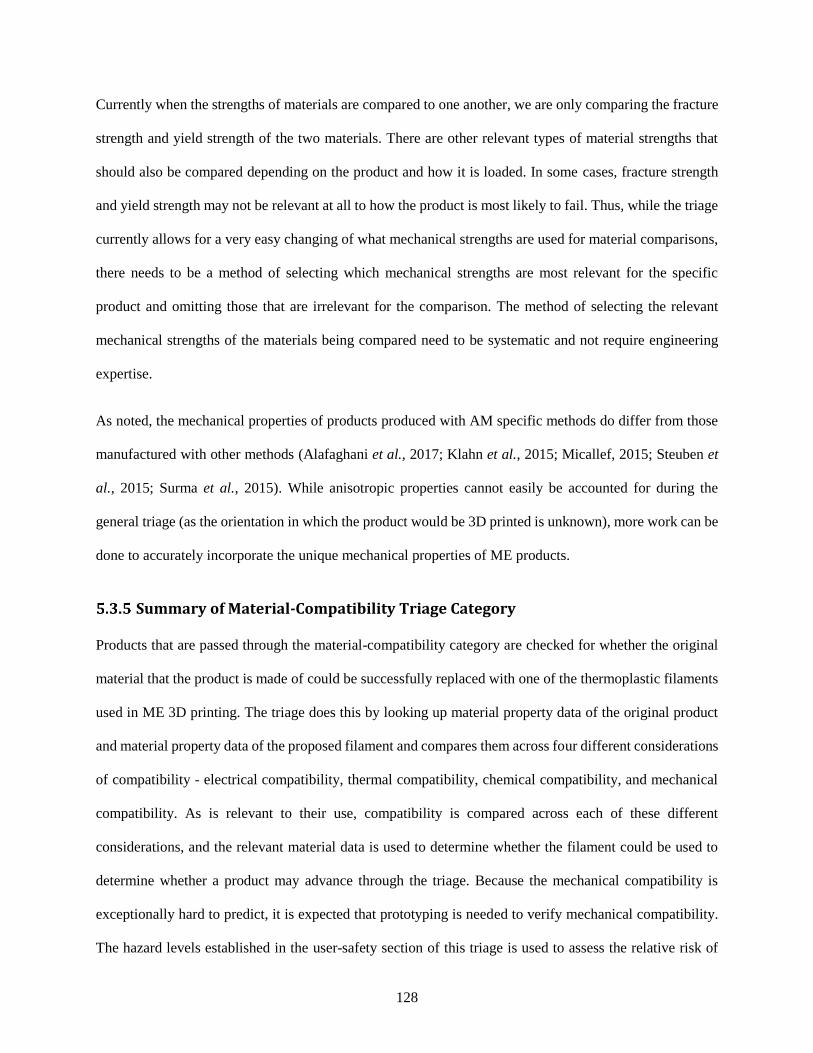
128
Currently when the strengths of materials are compared to one another, we are only comparing the fracture
strength and yield strength of the two materials. There are other relevant types of material strengths that
should also be compared depending on the product and how it is loaded. In some cases, fracture strength
and yield strength may not be relevant at all to how the product is most likely to fail. Thus, while the triage
currently allows for a very easy changing of what mechanical strengths are used for material comparisons,
there needs to be a method of selecting which mechanical strengths are most relevant for the specific
product and omitting those that are irrelevant for the comparison. The method of selecting the relevant
mechanical strengths of the materials being compared need to be systematic and not require engineering
expertise.
As noted, the mechanical properties of products produced with AM specific methods do differ from those
manufactured with other methods (Alafaghani et al., 2017; Klahn et al., 2015; Micallef, 2015; Steuben et
al., 2015; Surma et al., 2015). While anisotropic properties cannot easily be accounted for during the
general triage (as the orientation in which the product would be 3D printed is unknown), more work can be
done to accurately incorporate the unique mechanical properties of ME products.
Summary of Material-Compatibility Triage Category
Products that are passed through the material-compatibility category are checked for whether the original
material that the product is made of could be successfully replaced with one of the thermoplastic filaments
used in ME 3D printing. The triage does this by looking up material property data of the original product
and material property data of the proposed filament and compares them across four different considerations
of compatibility - electrical compatibility, thermal compatibility, chemical compatibility, and mechanical
compatibility. As is relevant to their use, compatibility is compared across each of these different
considerations, and the relevant material data is used to determine whether the filament could be used to
determine whether a product may advance through the triage. Because the mechanical compatibility is
exceptionally hard to predict, it is expected that prototyping is needed to verify mechanical compatibility.
The hazard levels established in the user-safety section of this triage is used to assess the relative risk of
129
prototyping and testing the product. If a product is able to advance through this section with either a verdict
of No Concern or Minor Concern, it may proceed to the next stage of the triage, though the product
ultimately needs to be 3D printed and tested to confirm that the 3D-printed version of the product can meet
the mechanical requirements of the original product.
Possibly Improvements to the Material Compatibility
There are obvious parallels between all of the material property algorithms in this section, and they may be
able to be condensed into a simpler and more broadly applicable methodology in the future. This method
would include a two-step process: a step for identifying which material properties are relevant to the
product’s functionality and then a step for comparing those properties between the original and proposed
replacement material. While this triage uses the material properties that are commonly relevant for most
products, there may be cases in which none of these material properties are relevant at all. Future versions
of this triage should be able to accurately identify, from an extensive list of material properties, which
properties are relevant for any given product.
Process-Capability Considerations
All AM methods, including ME, have unique requirements and abilities regarding the geometries of
products that they are able to manufacture (Conner et al., 2014; Gibson et al., 2009; Mani et al., 2017; van
der Haar, 2016). While AM methods are often employed for the specific purpose of producing products
with geometries not achievable by other manufacturing methods (Atzeni et al. 2010; Ngo et al., 2018;
Rosen, 2007; Yang and Zhao, 2015), the general triage is primarily concerned with the limitations of
additive manufacturing technologies rather that the unique properties that it can enable.
As mentioned in Chapter 3, this dissertation is considering ME to be the only AM process that is cheap
enough, robust enough, and portable enough for practical use in LM3D in humanitarian or development
contexts (Bhatia and Ramadurai, 2017; Bikas et al., 2016; James and Gilman, 2015; Loy et al., 2016), so I
130
only consider the limitations of ME. However, the considerations in this section broadly apply to all types
of AM, and therefore as other AM technologies continue to improve to a point where they may be more
appropriate for LM3D applications, the general triage may be easily modified to accommodate the
limitations of these technologies rather than ME.
Broadly speaking, there are five major types of geometric limitations that AM has when manufacturing
products, and three out of the five limitations are common to all types of manufacturing methods - maximum
manufacturable sizes, dimensional tolerances, resolution limitations, surface quality, and gravity-related
concerns during construction. These considerations, and a proposed method of evaluating them are detailed
in the following subsections.
Though stated previously, it is worth repeating that there are two key assumptions that are held throughout
the general triage:
• All products being analyzed have already been reduced to their simplest component before going
through the triage.
• All the products being analyzed are being considered for manufacturing with 3D printing in their
current geometric form.
Additionally, while the aforementioned five considerations apply to all uses of ME technology, the specific
limitations on whether a product can be manufactured is ultimately dependent upon the specific 3D printer
or 3D printers that are available for use. Like the method used for screening material compatibility by
selecting a particular 3D-printer filament and comparing it to the product’s original material, this section
checks whether or not the geometry of the product being triaged is able to be manufactured with a 3D
printer selected by the triage user. Similar to material properties, 3D-printer specifications are able to be
pulled into the triage via small databases which the triage is able to look up to make evaluations. While
tedious to do manually, scanning multiple 3D printers may be more effective by encoding the triage into
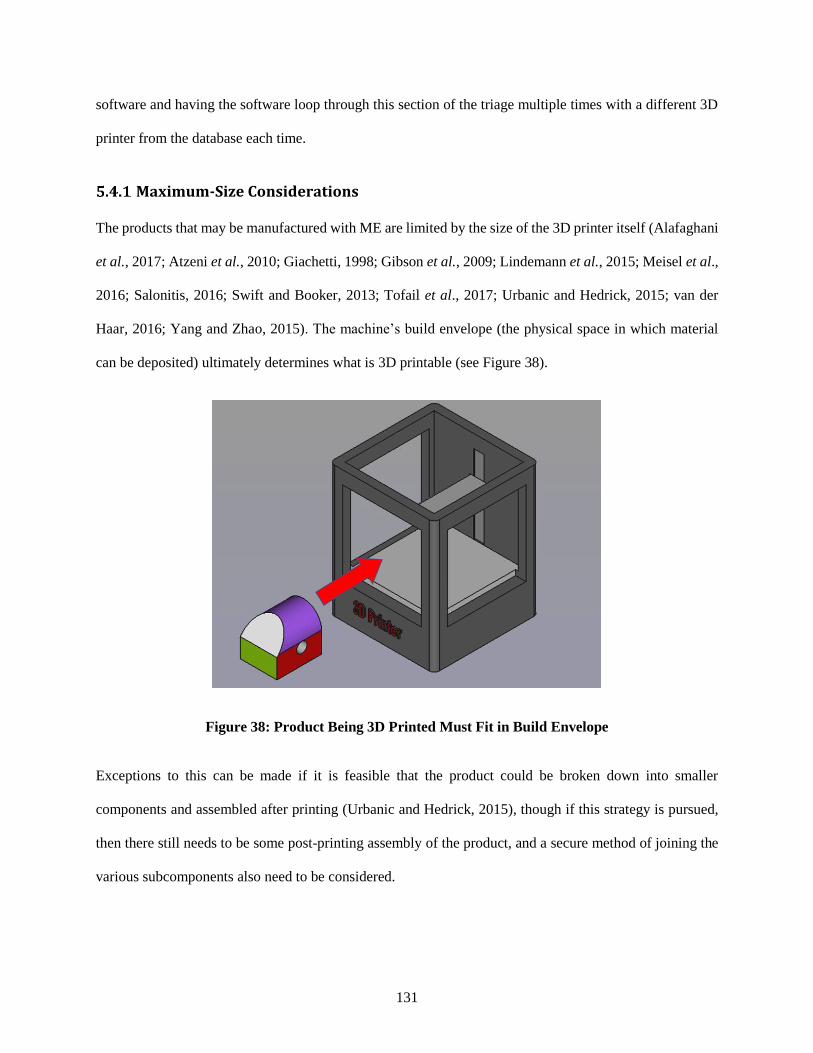
131
software and having the software loop through this section of the triage multiple times with a different 3D
printer from the database each time.
Maximum-Size Considerations
The products that may be manufactured with ME are limited by the size of the 3D printer itself (Alafaghani
et al., 2017; Atzeni et al., 2010; Giachetti, 1998; Gibson et al., 2009; Lindemann et al., 2015; Meisel et al.,
2016; Salonitis, 2016; Swift and Booker, 2013; Tofail et al., 2017; Urbanic and Hedrick, 2015; van der
Haar, 2016; Yang and Zhao, 2015). The machine’s build envelope (the physical space in which material
can be deposited) ultimately determines what is 3D printable (see Figure 38).
Figure 38: Product Being 3D Printed Must Fit in Build Envelope
Exceptions to this can be made if it is feasible that the product could be broken down into smaller
components and assembled after printing (Urbanic and Hedrick, 2015), though if this strategy is pursued,
then there still needs to be some post-printing assembly of the product, and a secure method of joining the
various subcomponents also need to be considered.
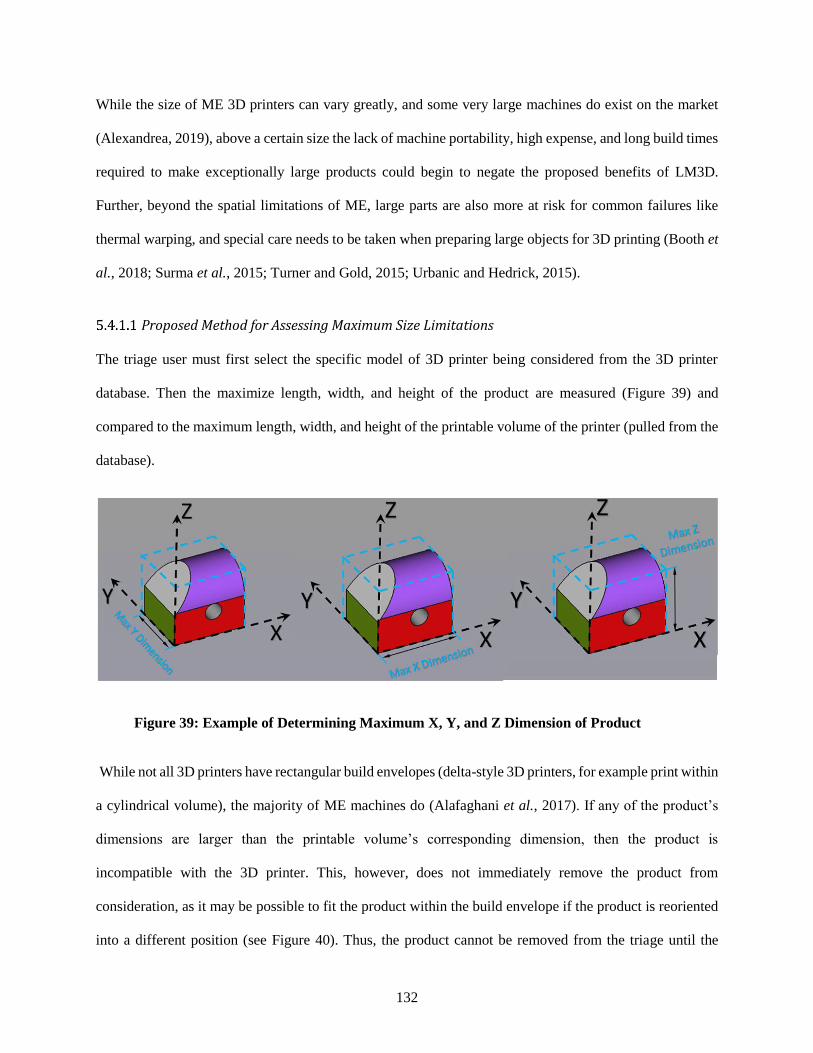
132
While the size of ME 3D printers can vary greatly, and some very large machines do exist on the market
(Alexandrea, 2019), above a certain size the lack of machine portability, high expense, and long build times
required to make exceptionally large products could begin to negate the proposed benefits of LM3D.
Further, beyond the spatial limitations of ME, large parts are also more at risk for common failures like
thermal warping, and special care needs to be taken when preparing large objects for 3D printing (Booth et
al., 2018; Surma et al., 2015; Turner and Gold, 2015; Urbanic and Hedrick, 2015).
Proposed Method for Assessing Maximum Size Limitations
The triage user must first select the specific model of 3D printer being considered from the 3D printer
database. Then the maximize length, width, and height of the product are measured (Figure 39) and
compared to the maximum length, width, and height of the printable volume of the printer (pulled from the
database).
Figure 39: Example of Determining Maximum X, Y, and Z Dimension of Product
While not all 3D printers have rectangular build envelopes (delta-style 3D printers, for example print within
a cylindrical volume), the majority of ME machines do (Alafaghani et al., 2017). If any of the product’s
dimensions are larger than the printable volume’s corresponding dimension, then the product is
incompatible with the 3D printer. This, however, does not immediately remove the product from
consideration, as it may be possible to fit the product within the build envelope if the product is reoriented
into a different position (see Figure 40). Thus, the product cannot be removed from the triage until the

133
product has gone through multiple different orientations and is unable to fit within the printable volume for
any of them.
Figure 40: Product Reoriented to Fit within Build Envelope
While there are theoretically an infinite number of possible print orientations for a given product (the
product may be rotated about any axis for any amount and end up a slightly different orientations), assessing
the printability of each orientation would require large amounts of calculations that are beyond this
preliminary version of the triage. Thus, to simplify calculations for this triage we only reorient and reassess
the product in 90° increments (along the X, Y, and Z axes of the 3D printer) from its original position. This
means there are theoretically 24 possible orientations in which a product may be printed (see Figure 41).
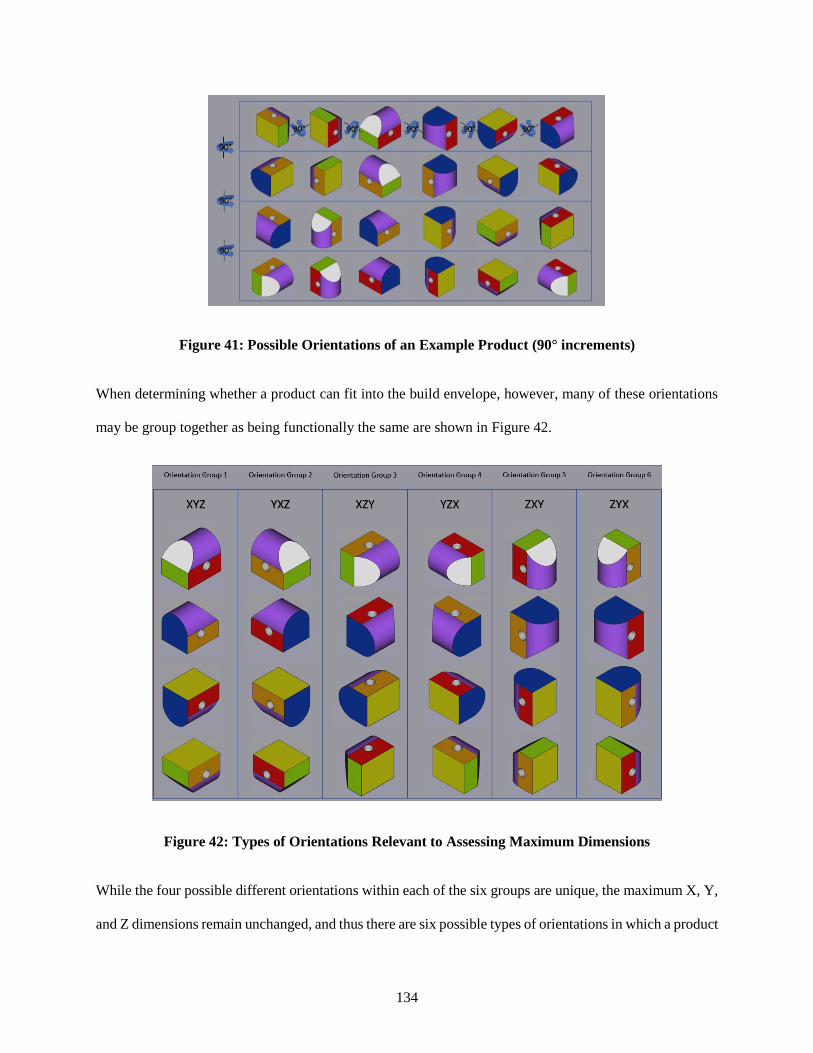
134
Figure 41: Possible Orientations of an Example Product (90° increments)
When determining whether a product can fit into the build envelope, however, many of these orientations
may be group together as being functionally the same are shown in Figure 42.
Figure 42: Types of Orientations Relevant to Assessing Maximum Dimensions
While the four possible different orientations within each of the six groups are unique, the maximum X, Y,
and Z dimensions remain unchanged, and thus there are six possible types of orientations in which a product

135
may be able to be 3D printed. The criteria for determining whether the product can fit into the build envelope
is then determined by checking if the maximum X, Y, and Z dimensions of the product (Max Xproduct, Max
Yproduct, and Max Zproduct) are less than the maximum X, Y, and Z dimensions of the build envelope (Max
Xenvelope, Max Yenvelope, and Max Zenvelope). Because the maximum X, Y, and Z dimensions of the product
change as the product is reoriented, these comparisons must be remade for each new orientation. This is
shown in Table 31.
Table 31: Possible Product Orientations and Compatibility Checks
Orientation
Group
Product Orientation Printability Criteria
1 XYZ
(in its original orientation)
Max Xproduct<=Max Xenvelope and
Max Yproduct<=Max Yenvelope and
Max Zproduct<=Max Zenvelope
2 XYZ => YXZ
(rotated 90° along the Z axis in either direction)
Max Yproduct<=Max Xenvelope and
Max Xproduct<=Max Yenvelope and
Max Zproduct<=Max Zenvelope
3 XYZ => XZY
(rotated 90° along the original X axis in either
direction)
Max Xproduct<=Max Xenvelope and
Max Zproduct<=Max Yenvelope and
Max Yproduct<=Max Zenvelope
4 XYZ => YZX
(rotated 90° once along its original Z axis and once
along its original X axis)
Max Yproduct<=Max Xenvelope and
Max Zproduct<=Max Yenvelope and
Max Xproduct<=Max Zenvelope
5 XYZ => ZXY
(rotated 90° once along its original X axis and once
along its original Z axis)
Max Zproduct<=Max Xenvelope and
Max Xproduct<=Max Yenvelope and
Max Yproduct<=Max Zenvelope
6 XYZ => ZYX
(rotated 90° along its original Y axis)
Max Zproduct<=Max Xenvelope and
Max Yproduct<=Max Yenvelope and
Max Xproduct<=Max Zenvelope
After checking each of the six possible orientation groups for their ability to fit into the selected 3D printer’s
build envelope, then the product is assigned a verdict for the maximum size limitation consideration. Only
one compatible orientation is needed for the product to be able to advance to the next stage, and this is
summarized in Table 32

136
Table 32: Summary of Possible Maximum-Size Compatibility Outcomes
Criteria Corresponding Verdict Orientation 1 AND Orientation 2 AND Orientation 3 AND Orientation 4 AND
Orientation 5 AND Orientation 6 are all incompatible with the 3D printer’s
build envelope
Prohibitive Concern
Orientation 1 OR Orientation 2 OR Orientation 3 OR Orientation 4 OR
Orientation 5 OR Orientation 6 is compatible is compatible with the 3D
printer’s build envelope.
No Concern
If all of the orientation groups have been checked and the product cannot fit in any of the given orientations,
then the product is given a verdict of Prohibitive Concern. If at least one of the orientation groups meet the
maximum size limitation check, then the product is given a verdict of No Concern.
An example of this sections triage can be seen in Figure 43.
Figure 43: Maximum-Size Algorithm
Possible Improvements to Method for Assessing Maximum Size Limitations
While it is limiting to only consider reorientations of the product in 90° increments, the triage in its current
form is limited in the number of calculations that it can realistically make at any given time. It is possible,
however, that a large product may be able to fit within the 3D printer’s build volume if the product were to
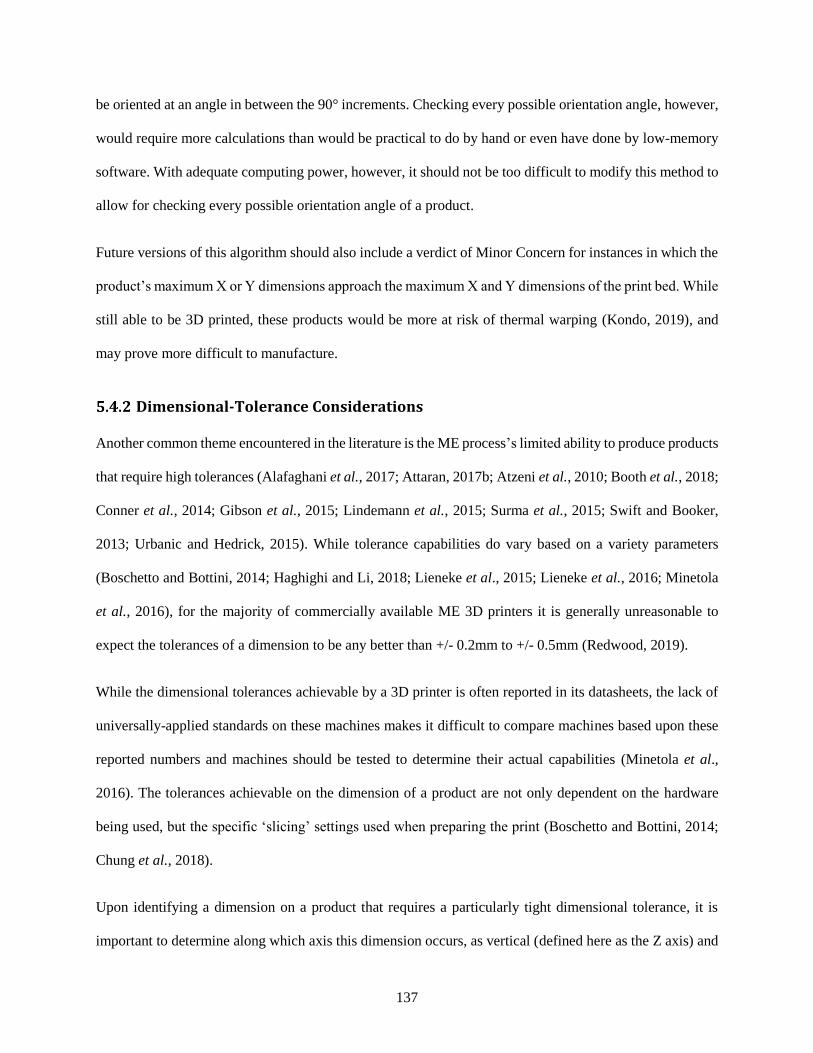
137
be oriented at an angle in between the 90° increments. Checking every possible orientation angle, however,
would require more calculations than would be practical to do by hand or even have done by low-memory
software. With adequate computing power, however, it should not be too difficult to modify this method to
allow for checking every possible orientation angle of a product.
Future versions of this algorithm should also include a verdict of Minor Concern for instances in which the
product’s maximum X or Y dimensions approach the maximum X and Y dimensions of the print bed. While
still able to be 3D printed, these products would be more at risk of thermal warping (Kondo, 2019), and
may prove more difficult to manufacture.
Dimensional-Tolerance Considerations
Another common theme encountered in the literature is the ME process’s limited ability to produce products
that require high tolerances (Alafaghani et al., 2017; Attaran, 2017b; Atzeni et al., 2010; Booth et al., 2018;
Conner et al., 2014; Gibson et al., 2015; Lindemann et al., 2015; Surma et al., 2015; Swift and Booker,
2013; Urbanic and Hedrick, 2015). While tolerance capabilities do vary based on a variety parameters
(Boschetto and Bottini, 2014; Haghighi and Li, 2018; Lieneke et al., 2015; Lieneke et al., 2016; Minetola
et al., 2016), for the majority of commercially available ME 3D printers it is generally unreasonable to
expect the tolerances of a dimension to be any better than +/- 0.2mm to +/- 0.5mm (Redwood, 2019).
While the dimensional tolerances achievable by a 3D printer is often reported in its datasheets, the lack of
universally-applied standards on these machines makes it difficult to compare machines based upon these
reported numbers and machines should be tested to determine their actual capabilities (Minetola et al.,
2016). The tolerances achievable on the dimension of a product are not only dependent on the hardware
being used, but the specific ‘slicing’ settings used when preparing the print (Boschetto and Bottini, 2014;
Chung et al., 2018).
Upon identifying a dimension on a product that requires a particularly tight dimensional tolerance, it is
important to determine along which axis this dimension occurs, as vertical (defined here as the Z axis) and
138
horizontal (defined here as the X or Y axes) dimensions typically have different limiting factors in
determining the level of precision achievable (Lieneke et al., 2016), as the mechanisms that cause motion
in the 3D printer’s Z direction are typically different than those in the X and Y directions.
Proposed Method for Assessing Dimensional-Tolerance Limitations
For the sake of this triage, the available 3D printer database includes the achievable tolerances for each 3D
printer under optimal conditions. This includes the tolerances that are achievable in the X and Y directions
and Z directions. It is common to express these achievable tolerances in terms of an International Tolerance
(IT) grade (Chohan et al., 2017; Minetola et al., 2016), or as a percentage of the nominal dimension with a
minimum achievable tolerance given for nominal dimensions that are particularly small (Redwood et al.,
2017)
After the 3D printer under consideration is selected, the triage can pull data on the best achievable tolerances
for that specific 3D printer. The product is then assessed using the following steps:
1. The triage user determines whether there are any dimensions on the product that must meet a
nominal dimension within a specified tolerance.
2. The triage user makes note of these dimensions and their required tolerances, along with the
direction (X, Y, or Z) that the dimension is parallel to.
3. The triage automatically compares the dimension and its required tolerance with that that is
achievable by the printer in the specified direction (X, Y, or Z), and makes an assessment. (In the
event that the dimension is not directly parallel to any of the major axes, it is compared against all
three of them.)
4. If the dimensional tolerances of the product are not able to be met by the 3D printer in the original
orientation, then the product should be reoriented and checked again.
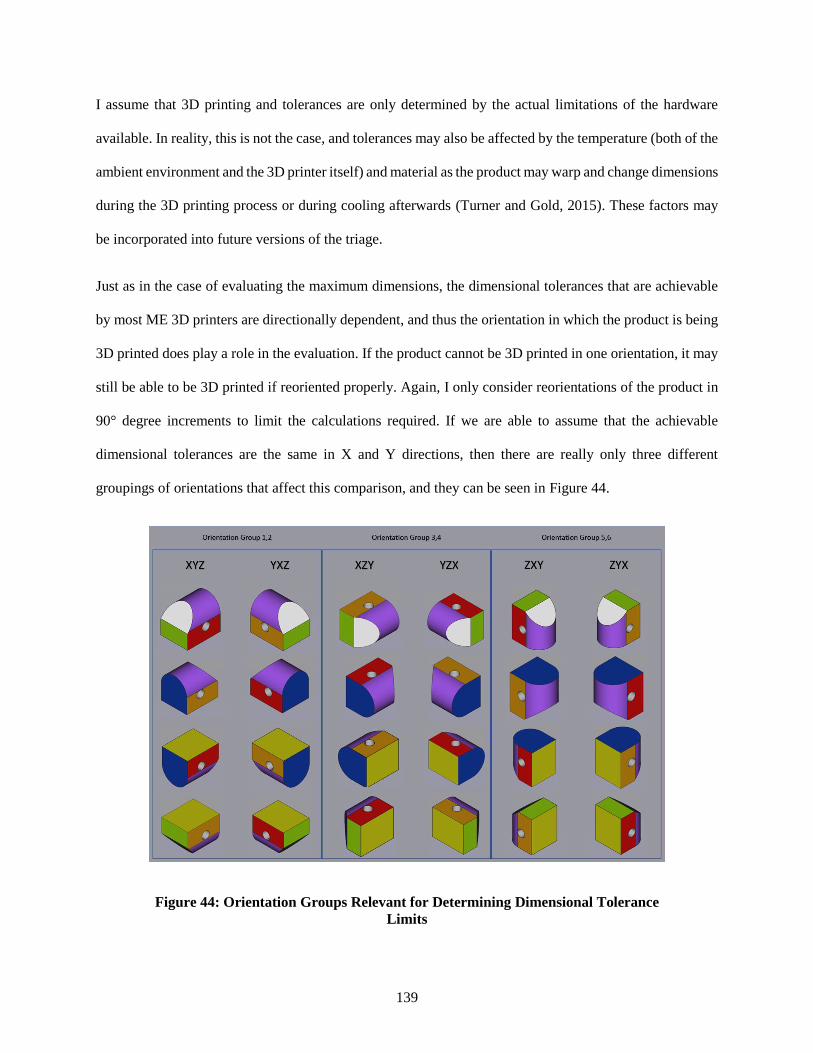
139
I assume that 3D printing and tolerances are only determined by the actual limitations of the hardware
available. In reality, this is not the case, and tolerances may also be affected by the temperature (both of the
ambient environment and the 3D printer itself) and material as the product may warp and change dimensions
during the 3D printing process or during cooling afterwards (Turner and Gold, 2015). These factors may
be incorporated into future versions of the triage.
Just as in the case of evaluating the maximum dimensions, the dimensional tolerances that are achievable
by most ME 3D printers are directionally dependent, and thus the orientation in which the product is being
3D printed does play a role in the evaluation. If the product cannot be 3D printed in one orientation, it may
still be able to be 3D printed if reoriented properly. Again, I only consider reorientations of the product in
90° degree increments to limit the calculations required. If we are able to assume that the achievable
dimensional tolerances are the same in X and Y directions, then there are really only three different
groupings of orientations that affect this comparison, and they can be seen in Figure 44.
Figure 44: Orientation Groups Relevant for Determining Dimensional Tolerance
Limits
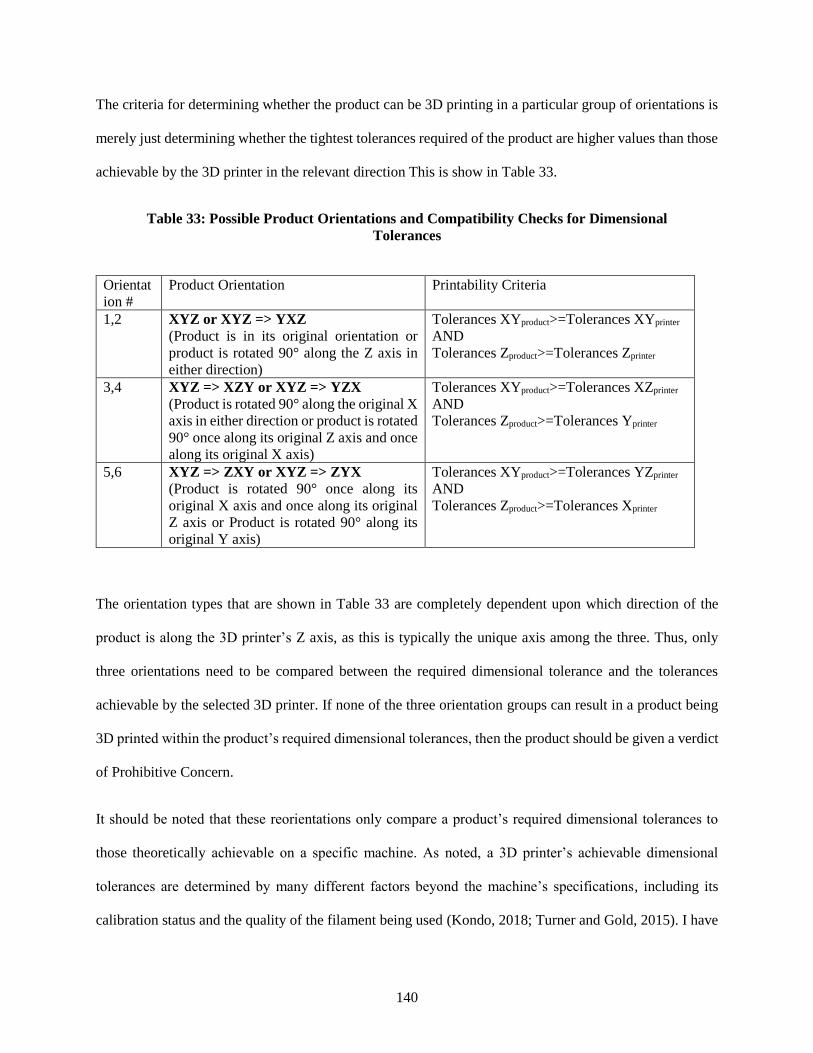
140
The criteria for determining whether the product can be 3D printing in a particular group of orientations is
merely just determining whether the tightest tolerances required of the product are higher values than those
achievable by the 3D printer in the relevant direction This is show in Table 33.
Table 33: Possible Product Orientations and Compatibility Checks for Dimensional
Tolerances
Orientat
ion #
Product Orientation Printability Criteria
1,2 XYZ or XYZ => YXZ
(Product is in its original orientation or
product is rotated 90° along the Z axis in
either direction)
Tolerances XYproduct>=Tolerances XYprinter
AND
Tolerances Zproduct>=Tolerances Zprinter
3,4 XYZ => XZY or XYZ => YZX
(Product is rotated 90° along the original X
axis in either direction or product is rotated
90° once along its original Z axis and once
along its original X axis)
Tolerances XYproduct>=Tolerances XZprinter
AND
Tolerances Zproduct>=Tolerances Yprinter
5,6 XYZ => ZXY or XYZ => ZYX
(Product is rotated 90° once along its
original X axis and once along its original
Z axis or Product is rotated 90° along its
original Y axis)
Tolerances XYproduct>=Tolerances YZprinter
AND
Tolerances Zproduct>=Tolerances Xprinter
The orientation types that are shown in Table 33 are completely dependent upon which direction of the
product is along the 3D printer’s Z axis, as this is typically the unique axis among the three. Thus, only
three orientations need to be compared between the required dimensional tolerance and the tolerances
achievable by the selected 3D printer. If none of the three orientation groups can result in a product being
3D printed within the product’s required dimensional tolerances, then the product should be given a verdict
of Prohibitive Concern.
It should be noted that these reorientations only compare a product’s required dimensional tolerances to
those theoretically achievable on a specific machine. As noted, a 3D printer’s achievable dimensional
tolerances are determined by many different factors beyond the machine’s specifications, including its
calibration status and the quality of the filament being used (Kondo, 2018; Turner and Gold, 2015). I have

141
chosen to use the tolerance requirement of +/- 1mm as a threshold for establishing when concerns of
sufficient tolerance may be relevant to a product. Assuming that the product’s overall size is within the
range of most commercially-available ME machines, this tolerance was estimated, conservatively, as a
tolerance that is just wider than common rules-of-thumb (Redwood et al., 2017) and is just beyond the
outer-limits of some of the observed experimental data (Boschetto and Bottini, 2014; Haghighi and Li,
2018; Lieneke et al., 2016; Minetola et al., 2016). In the case of products requiring a dimension’s tolerances
to be less than this conservative value of tolerance (+/- 1mm), and more than the theoretical minimum
tolerances achievable on a specific machine in the specified direction, these products are given a verdict of
Minor Concern. To 3D print the product on the available machine probably requires the machine to be well
calibrated and maintained, and care needs to be taken during the slicing process, to achieve the required
dimensional tolerances. The possible verdicts can be seen in Table 34.
Table 34: Summary of Possible Dimensional Tolerance Compatibility Outcomes
Criteria Corresponding Verdict Orientation 1,2 and Orientation 3,4 and Orientation 5,6 are not achievable
(Achievability is defined by Table 35)
Prohibitive Concern
Orientation 1,2 or Orientation 3,4 or Orientation 5,6 is achievable, but some
tolerances smaller than rule-of-thumb (+/- 1mm) are required
(Achievability is defined by Table 35)
Minor Concern
Orientation 1,2 or Orientation 3,4 or Orientation 5,6 is achievable, and no
tolerances smaller than rule-of-thumb (+/- 1mm) are required
No Concern
The triage for this section can be seen in Figure 45.
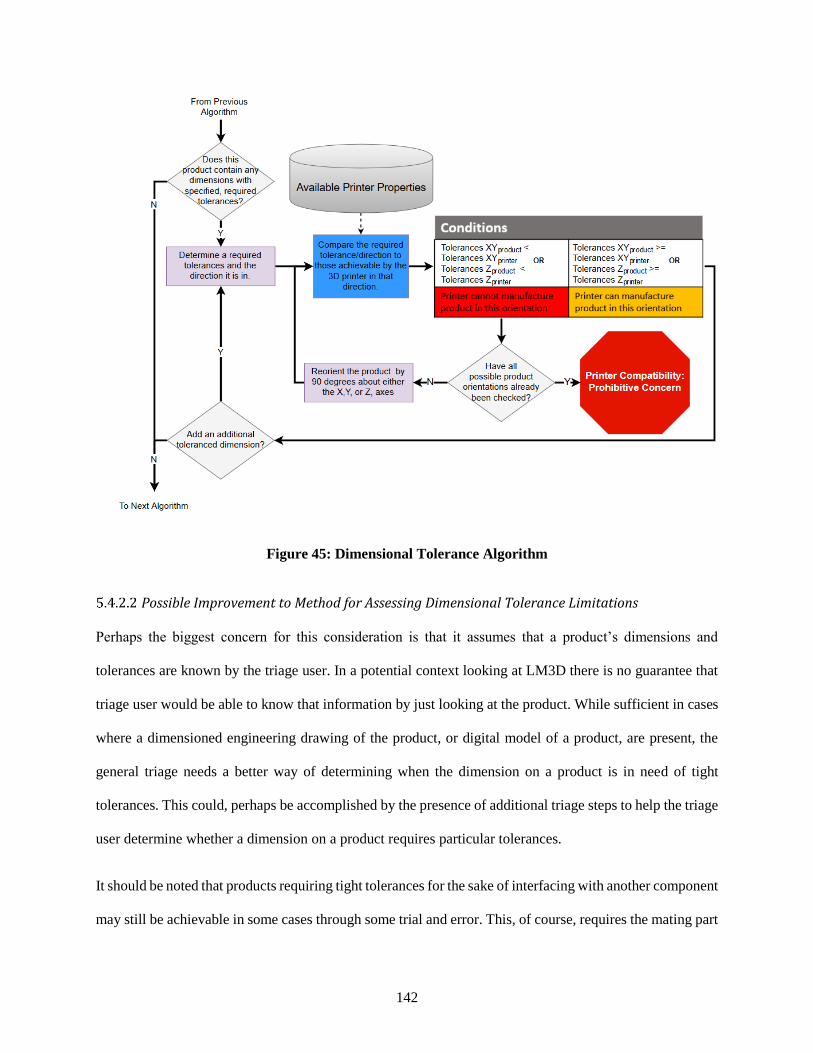
142
Figure 45: Dimensional Tolerance Algorithm
Possible Improvement to Method for Assessing Dimensional Tolerance Limitations
Perhaps the biggest concern for this consideration is that it assumes that a product’s dimensions and
tolerances are known by the triage user. In a potential context looking at LM3D there is no guarantee that
triage user would be able to know that information by just looking at the product. While sufficient in cases
where a dimensioned engineering drawing of the product, or digital model of a product, are present, the
general triage needs a better way of determining when the dimension on a product is in need of tight
tolerances. This could, perhaps be accomplished by the presence of additional triage steps to help the triage
user determine whether a dimension on a product requires particular tolerances.
It should be noted that products requiring tight tolerances for the sake of interfacing with another component
may still be achievable in some cases through some trial and error. This, of course, requires the mating part
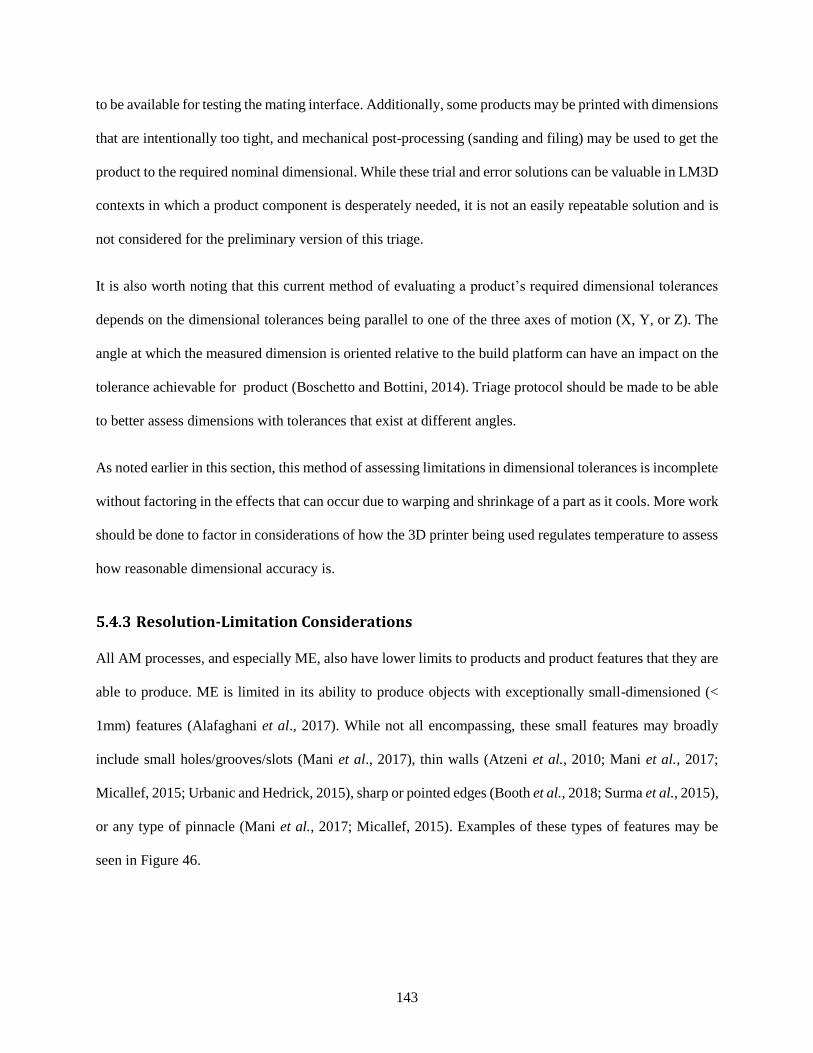
143
to be available for testing the mating interface. Additionally, some products may be printed with dimensions
that are intentionally too tight, and mechanical post-processing (sanding and filing) may be used to get the
product to the required nominal dimensional. While these trial and error solutions can be valuable in LM3D
contexts in which a product component is desperately needed, it is not an easily repeatable solution and is
not considered for the preliminary version of this triage.
It is also worth noting that this current method of evaluating a product’s required dimensional tolerances
depends on the dimensional tolerances being parallel to one of the three axes of motion (X, Y, or Z). The
angle at which the measured dimension is oriented relative to the build platform can have an impact on the
tolerance achievable for product (Boschetto and Bottini, 2014). Triage protocol should be made to be able
to better assess dimensions with tolerances that exist at different angles.
As noted earlier in this section, this method of assessing limitations in dimensional tolerances is incomplete
without factoring in the effects that can occur due to warping and shrinkage of a part as it cools. More work
should be done to factor in considerations of how the 3D printer being used regulates temperature to assess
how reasonable dimensional accuracy is.
Resolution-Limitation Considerations
All AM processes, and especially ME, also have lower limits to products and product features that they are
able to produce. ME is limited in its ability to produce objects with exceptionally small-dimensioned (<
1mm) features (Alafaghani et al., 2017). While not all encompassing, these small features may broadly
include small holes/grooves/slots (Mani et al., 2017), thin walls (Atzeni et al., 2010; Mani et al., 2017;
Micallef, 2015; Urbanic and Hedrick, 2015), sharp or pointed edges (Booth et al., 2018; Surma et al., 2015),
or any type of pinnacle (Mani et al., 2017; Micallef, 2015). Examples of these types of features may be
seen in Figure 46.
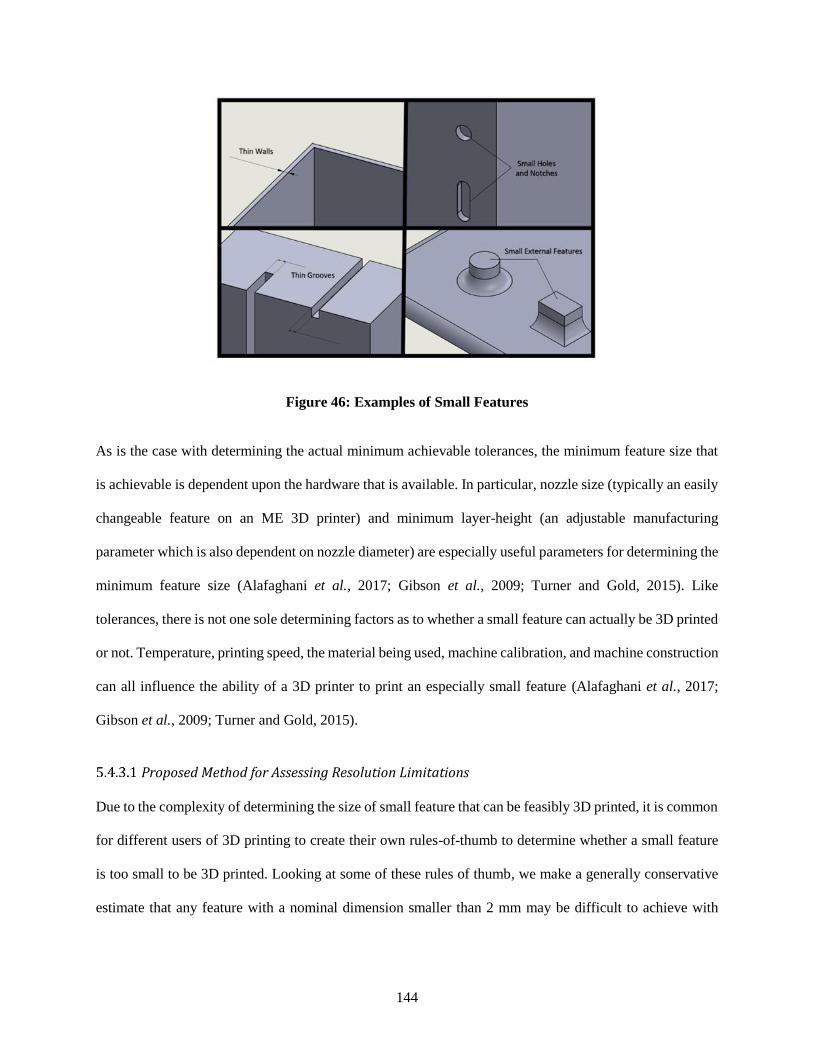
144
Figure 46: Examples of Small Features
As is the case with determining the actual minimum achievable tolerances, the minimum feature size that
is achievable is dependent upon the hardware that is available. In particular, nozzle size (typically an easily
changeable feature on an ME 3D printer) and minimum layer-height (an adjustable manufacturing
parameter which is also dependent on nozzle diameter) are especially useful parameters for determining the
minimum feature size (Alafaghani et al., 2017; Gibson et al., 2009; Turner and Gold, 2015). Like
tolerances, there is not one sole determining factors as to whether a small feature can actually be 3D printed
or not. Temperature, printing speed, the material being used, machine calibration, and machine construction
can all influence the ability of a 3D printer to print an especially small feature (Alafaghani et al., 2017;
Gibson et al., 2009; Turner and Gold, 2015).
Proposed Method for Assessing Resolution Limitations
Due to the complexity of determining the size of small feature that can be feasibly 3D printed, it is common
for different users of 3D printing to create their own rules-of-thumb to determine whether a small feature
is too small to be 3D printed. Looking at some of these rules of thumb, we make a generally conservative
estimate that any feature with a nominal dimension smaller than 2 mm may be difficult to achieve with
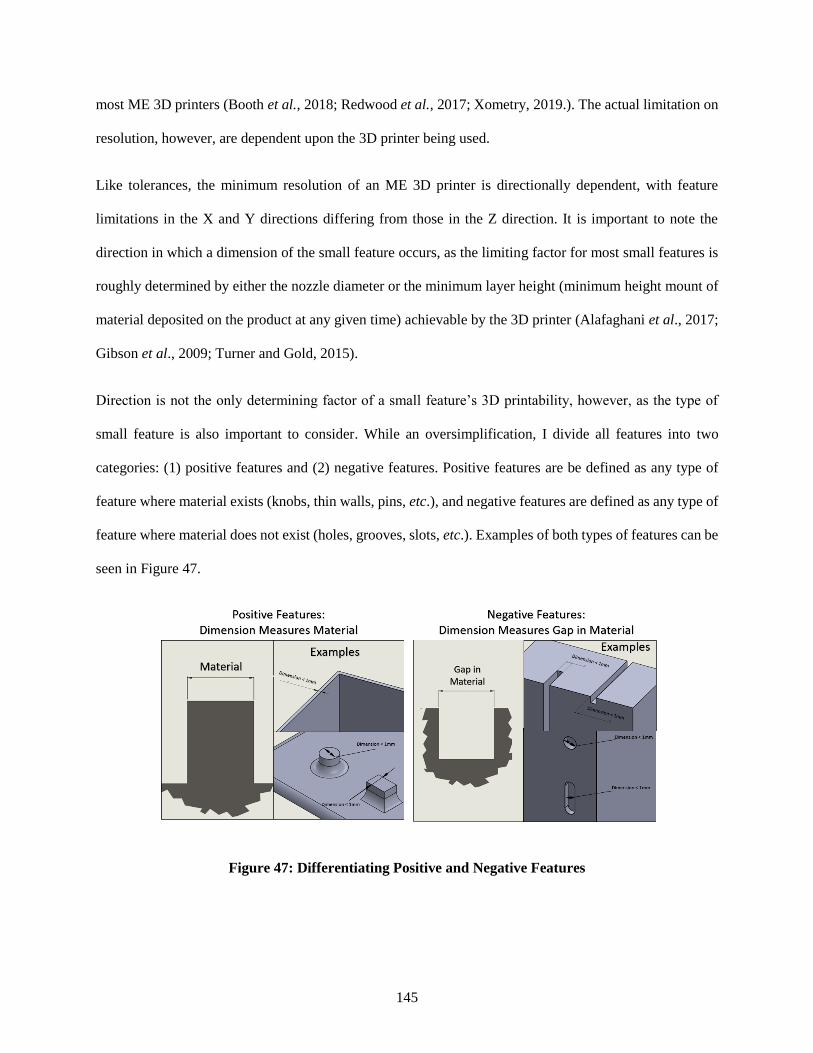
145
most ME 3D printers (Booth et al., 2018; Redwood et al., 2017; Xometry, 2019.). The actual limitation on
resolution, however, are dependent upon the 3D printer being used.
Like tolerances, the minimum resolution of an ME 3D printer is directionally dependent, with feature
limitations in the X and Y directions differing from those in the Z direction. It is important to note the
direction in which a dimension of the small feature occurs, as the limiting factor for most small features is
roughly determined by either the nozzle diameter or the minimum layer height (minimum height mount of
material deposited on the product at any given time) achievable by the 3D printer (Alafaghani et al., 2017;
Gibson et al., 2009; Turner and Gold, 2015).
Direction is not the only determining factor of a small feature’s 3D printability, however, as the type of
small feature is also important to consider. While an oversimplification, I divide all features into two
categories: (1) positive features and (2) negative features. Positive features are be defined as any type of
feature where material exists (knobs, thin walls, pins, etc.), and negative features are defined as any type of
feature where material does not exist (holes, grooves, slots, etc.). Examples of both types of features can be
seen in Figure 47.
Figure 47: Differentiating Positive and Negative Features

146
By looking at other available rules-of-thumb, it is typical for positive features (thin walls, pegs, lettering,
etc.) to be required to be at least twice the nozzle diameter if the dimension is in the X or Y dimension
(Gibson et al., 2009) and twice the minimum layer height if the dimension is in the Z direction (so as to
allow for at least two layers for the feature). Thus, for the triage, each small dimension is first determined
if it is positive or negative, and then the direction that the dimension is in is determined. As was the case in
checking dimensional tolerance compatibility, there are only three orientations that need to be checked (see
Figure 44 of the previous section), as the limitations along both horizontal directions (X and Y) are the
same. For small positive features, the following checks of Table 35.
Table 35: Possible Product Orientations and Compatibility Checks for Positive Small
Features
Orient
ation
#
Product Orientation Printability Criteria
1,2 XYZ or XYZ => YXZ
(Product is in its original orientation or
product is rotated 90° along the Z axis in
either direction)
Small dimensions in the product’s X or Y
direction must be less than twice the 3D
printer’s nozzle diameter.
Small dimensions in the product’s Z direction
must be less than twice the layer height.
3,4 XYZ => XZY or XYZ => YZX
(Product is rotated 90° along the original X
axis in either direction or product is rotated
90° once along its original Z axis and once
along its original X axis)
Small dimensions in the product’s X or Z
direction must be less than twice the 3D
printer’s nozzle diameter.
Small dimensions in the product’s Y direction
must be less than twice the layer height.
5,6 XYZ => ZXY or XYZ => ZYX
(Product is rotated 90° once along its original
X axis and once along its original Z axis or
Product is rotated 90° along its original Y
axis)
Small dimensions in the product’s Y or Z
direction must be less than twice the 3D
printer’s nozzle diameter.
Small dimensions in the product’s X direction
must be less than twice the layer height.
There are fewer guidelines available on the resolution limitations for negative features. For the sake of this
triage, I assume that negative feature dimensions must be at least the width of at least one nozzle diameter
when the dimension occurs in the X or Y direction, and at least one minimum layer height when the
dimension occurs in the Z direction (in both cases, these dimensions represent what is essentially an
omission of material along the tool path of the 3D printer’s end effector.) However, negative features this

147
small are not able to be 3D printed correctly, as the hole or groove would be undersized (Alafaghani et al.,
2017; Redwood et al., 2017; Sudin et al., 2016). However, small negative features, unlike small positive
features, may be more easily corrected by drilling out the cavity to the desired dimension (Redwood et al.,
2017). Thus, all small negative feature (defined earlier to be those < 2mm) are automatically be flagged as
requiring mechanical post-processing, and the omissions of material along the toolpath where the small
negative feature need to be would effectively serve as pilot-holes.
These printability criteria for negative small features are summarized in Table 36.
Table 36: Possible Product Orientations and Compatibility Checks for Negative Small
Features
Orientation
#
Product Orientation Printability Criteria
1,2 XYZ or XYZ => YXZ
(Product is in its original orientation or
product is rotated 90° along the Z axis
in either direction)
Small dimensions in the product’s X or Y
direction must be less than the 3D printer’s
nozzle diameter.
Small dimensions in the product’s Z direction
must be less than the layer height.
3,4 XYZ => XZY or XYZ => YZX
(Product is rotated 90° along the
original X axis in either direction or
product is rotated 90° once along its
original Z axis and once along its
original X axis)
Small dimensions in the product’s X or Z
direction must be less than the 3D printer’s
nozzle diameter.
Small dimensions in the product’s Y direction
must be less than the layer height.
5,6 XYZ => ZXY or XYZ => ZYX
(Product is rotated 90° once along its
original X axis and once along its
original Z axis or Product is rotated 90°
along its original Y axis)
Small dimensions in the product’s Y or Z
direction must be less than the 3D printer’s
nozzle diameter.
Small dimensions in the product’s X direction
must be less than the layer height.
To summarize this section of the triage, each small dimension (defined as < 2mm) of each small feature is
analyzed to determine if it is possible to be 3D printed on the available 3D printer. This is done through the
following steps:
1. Each dimension is checked to see if it qualifies as a small feature (<2mm).
2. The dimension is evaluated to determine if it measures a positive or negative feature.
148
3. The direction of the dimension is determined.
4. The triage pulls data on the nozzle diameter and layer height for the selected 3D printer from the
database.
5. If the small features is positive, then its dimension is checked against twice the nozzle diameter (if
in the X or Y direction) and against twice the minimum layer height (if in the Z direction).
6. If the small features is negative, then its dimension is checked against the nozzle diameter (if in the
X or Y direction) and against the minimum layer height (if in the Z direction). Small negative
features are automatically flagged as requiring post-processing.
7. If the small feature does not pass the checks described in previous steps, then the product may be
reoriented, and the dimension of the small feature is checked again against its relevant constraints.
Based on these printability criteria for different resolution limitations, a summary of the possible verdicts
can be seen on Table 37.
Table 37: Summary of Possible Resolution-Limitation Outcomes
Criteria Corresponding Verdict Orientation 1,2 and Orientation 3,4 and Orientation 5,6 are not achievable
(Achievability is defined by Table 38)
Prohibitive Concern
Orientation 1,2 or Orientation 3,4 or Orientation 5,6 is achievable, and some
dimensions are smaller than rule-of-thumb (2 mm)
(Achievability is defined by Table 38)
Minor Concern
No dimensions are smaller than rule-of-thumb (2 mm) No Concern
Based on these criteria, the following triage was able to be created as shown in Figure 48. Note that this
triage assumes that all orientations must be checked before a product is removed from consideration for
having a small feature. This section of the triage must be run through multiple times for each small feature
that is present on a product.
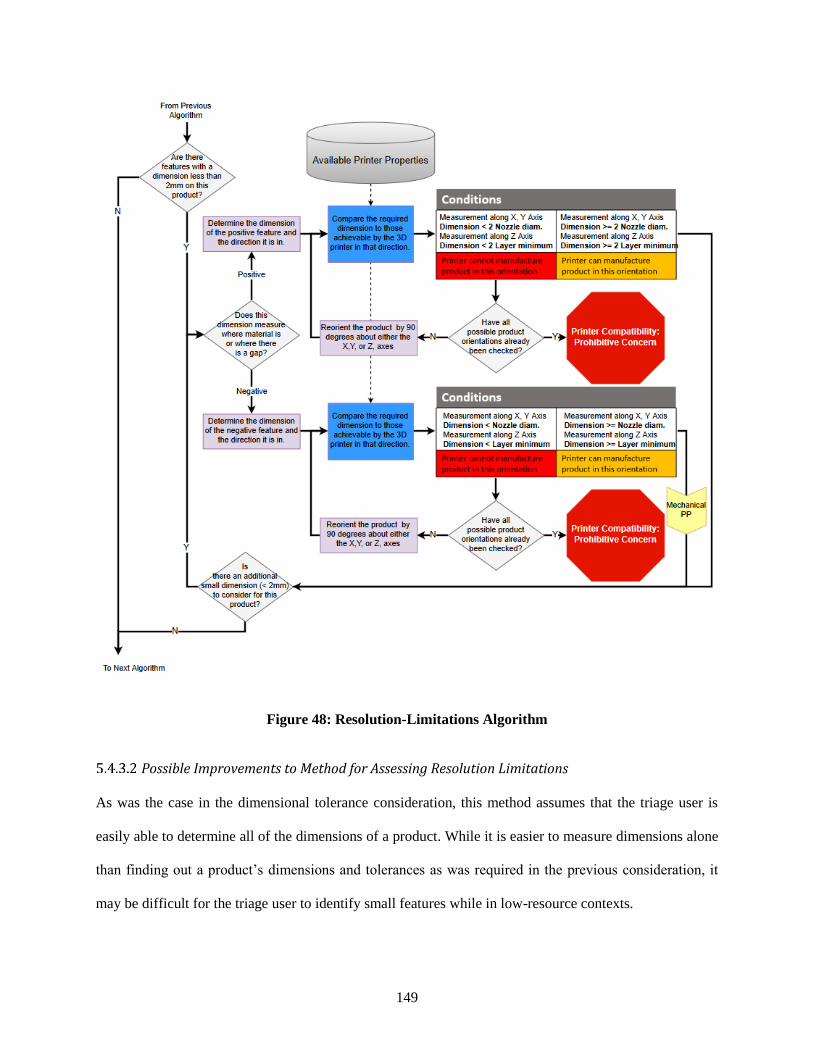
149
Figure 48: Resolution-Limitations Algorithm
Possible Improvements to Method for Assessing Resolution Limitations
As was the case in the dimensional tolerance consideration, this method assumes that the triage user is
easily able to determine all of the dimensions of a product. While it is easier to measure dimensions alone
than finding out a product’s dimensions and tolerances as was required in the previous consideration, it
may be difficult for the triage user to identify small features while in low-resource contexts.
150
In the future, this triage should also be able to specify more specific types of small features rather than just
broadly categorize them as either positive or negative features, as most DFAM guidelines recognize the
unique limitations that each type of feature presents, and they do not calculate their limitations with such
broad criteria. Future versions of the triage should allow for more specificity in identifying the small
features, and the criteria used in screening them. The dimensions attached to rounded features are less likely
to be easily identified as what their dimensions are at each point and what direction they are aligned with.
More work needs to be done to address resolution limitations with round small features.
Additionally, in this current version of the triage, the small feature limitations are currently governed by
rule-of-thumb limitations, and in the future, these limitations should be made by more evidence-based
criteria.
Gravity-Related Considerations
This consideration concerns many AM techniques’ layer-by-layer construction method. As each layer must
be built upon a layer beneath it, it is important that any given feature on a product be supported from below.
This is determined by optimizing the product’s orientations relative to the AM machine’s build plate (Booth
et al., 2018; Micallef, 2015; Steuben et al., 2015), the presence of unsupported/overhanging material
(Alafaghani et al., 2017; Booth et al., 2018; Giachetti, 1998; Micallef, 2015; Steuben et al., 2015; Urbanic
and Hedrick, 2015), and the likelihood that the product would require support material during its
construction.
Proposed Method for Assessing Gravity-Related Considerations
While a key part of DFAM literature, it is assumed for the purposes of the general triage that gravity-
defying features will not typically disqualify a product from being manufactured by ME. While there may
exist some product features that cannot ultimately rely on support structures, particularly those with hollow
internal geometric features, these products can still often be improvised through the use of dissolvable
support structures or manufacturing the product in pieces and assembling it after 3D printing.
151
The process of optimizing print orientation and avoiding the placing of supports is an art in it of itself.
However, with the earlier assumption of not changing the product’s geometry at all, we assume that most
products require at least some support structure to manufacture them with 3D printing, as the original
designer of the product probably did not design the product with this AM-specific constraint in mind. Thus,
in this version of the triage, all products are flagged (see Figure 49) with Mechanical Post Processing (PP).
Figure 49: Mechanical PP Flag
The Mechanical PP flag indicates that the product requires some degree of post-processing after
manufacturing, and in this case, it is the removal of support structures needed to prevent the product from
tipping during construction.
Possible Improvements to Method for Assessing Gravity-Related Considerations
DFAM is typically concerned with designing products with geometries that either reduce or eliminate the
need for support material, this was previously determined to be outside the scope of the general triage.
However, in the future, the triage should be modified to assist the user in finding an orientation in which
no-overhangs are required and determine whether supports are likely to be needed.
Because this triage flags all products as requiring some form of mechanical post-processing, there will
inevitably be some products that are incorrectly flagged as requiring mechanical post-processing when, in
actuality, none is required. This could result in discouraging some triage users from pursuing products that
may actually be good candidates for local manufacturing. Future versions of this triage should include a
methodology for identifying products that are very unlikely to require post-processing and remove this flag
from them accordingly.
152
Surface-Quality Considerations
Surface quality is an important factor in considering the use of additive manufacturing methods (Atzeni et
al., 2010; Conner et al., 2014; Diegel et al., 2010; Giachetti, 1998; Gibson et al., 2009; Jee and Kang, 2000;
Salonitis, 2016; Steuben et al., 2015; Surma et al., 2015; Swift and Booker, 2013; Tofail et al., 2017;
Urbanic and Hedrick, 2015; Vaneker, 2017). Because of the layered nature of construction in ME, all
surfaces of a 3D-printed product are naturally stepped or with ridges (Turner and Gold, 2015). While the
size of these ridges can be minimized in the file preparation process, products whose functionality requires
smoothness always require some form of post-processing for this to be achieved (Turner and Gold, 2015).
This is also true for creating products that are designed to be liquid-tight or gas-tight, as both fluids are able
to seep through the layers of the material if not sealed (Leite et al., 2018; Mireles et al., 2011). With proper
design, products can be designed that, assuming pressures are low, are able to maintain a degree of fluid-
tightness at lower pressures (Koslow, 2018).
Proposed Method for Assessing Surface Quality Considerations
For the creation of this section of the triage, we must consider why surface quality matters for the product
in question, as the reason for the required smoothness affects how the product is triaged. Foreseeably, there
are four primary reasons that a product could require smoothing - cleanliness, aesthetics, comfort, or
functionality. We have already addressed concerns of cleanliness, as we noted the need for chemical
smoothing over of a product that comes into contact with biological material, as the ridges that naturally
occur in ME products may harbor the growth of bacteria (Flynt, 2018a; Locker, 2017). For the general
triage we ignore concerns of aesthetics or comfort as they are difficult to quantify, though still extremely
important to product acceptance.
With regards to functionality, the smoothness of a product would only be relevant if the product were
moving relative to another surface. If friction were desirable, then surface quality limitations are assumed
not to be an issue (if a product requires additional friction to perform its function, then this could be achieved
by increasing the topological features of the product’s surface).
153
Products whose functionality relies on reduced friction are more problematic; ME parts have been shown
to be even less wear resistant than their injection-molded counterparts (Friedrich, 2018; Nagendra et al.,
2018). While the wear-rates of a product’s surface can be improved by optimizing printing parameters
(Equbal et al., 2010; Mahapatra et al., 2011), functionalities that depend upon sliding would never be ideally
met by ME parts. Still, if the product is otherwise selected by this triage for prototyping, and there is need
for a smoother surface, some post-processing (either chemical or mechanical) is required to manufacture
the necessary part. Products that ultimately move against another surface and require friction to be
minimized are ultimately be flagged (Figure 50) as requiring some chemical post-processing to smooth
over ME’s limited achievable surface quality.
Figure 50: Chemical PP and Mechanical PP Flags
Possible Improvements to Method for Assessing Surface Quality Considerations
More work should be done to add more specificity to the post-processing flags that occur in this section of
the triage. By enabling triage users to better understand what specifically they would need to do to the
product after it is done printing, then the triage user can make a more informed decision as to whether the
product would be appropriate to meet their needs.
Even with post-processing methods available, the method for assessing the consideration of surface quality
should be more systematic. This requires more defined thresholds of surface quality and a means of the
triage-user to identify the level of surface quality that they require for their product.
Summary of Process-Compatibility Triage Category
Based on the considerations of this section, products that are suitable for manufacturing for 3D printing
must meet the following requirements:
154
• Product is able to fit within the selected 3D printer’s build envelope.
• If the product has any dimensional tolerances (in any direction), they are achievable by the selected
3D printer.
• If the product has any small features (whose dimensions are in any direction) they are achievable
by the selected 3D printer.
These three requirements all have some element of directional dependence to them, and each of these
requirements must be checked in multiple orientations before the product can ultimately be given an overall
process capability verdict. It is possible, for example, that a product may only be able to be 3D printed in
Orientation 1 or 2 from a maximum-dimension standpoint but may only be able to be 3D printed in
Orientation 3 or 4 from a dimensional-tolerance standpoint. In such a case, the product is not compatible
with the process, and the entire section of the triage ultimately gives a verdict of Prohibitive Concern.
We also made assumptions that no product should be removed from consideration because it requires
support material to manufacture and also that most products (since they are likely not designed for AM
processes) would still require some support material. We also assume that while surface quality may be an
issue for some products, this could in most cases be taken care of by post-processing treatments.
General Triage Summary
If a product passes through the considerations related to user safety, material compatibility, and process
capability, then it is able to pass the general triage. This means that the product can likely be made with 3D
printing, but this can only be verified by manufacturing and testing the product.
A passing of the general triage does not ensure that the product should be deployed in the context in which
it is needed, however, as this is ultimately determined in the contextual triage outlined in the next chapter.
155
A Method for Contextual Triage
In Chapter 5 we introduce the general triage, which was built to consider of whether it was possible to ever
safely and effectively manufacture a product locally with 3D printing. The various considerations that make
up the general triage were all based upon the characteristics of the product itself and give no consideration
as to whether LM3D was an appropriate fit for the specifics of the low-resource context being considered.
There are many instances in which it would be inappropriate to manufacture a product with 3D printing, as
LM3D is not a panacea that can answer every single product need encountered in low-resource contexts.
LM3D would probably be an inappropriate solution, for example, to a product that is already locally
available in a developing community and costs less to procure than a 3D-printed version. Or consider an
example in which manufacturing a product with LM3D is the most economical solution for a product need,
but the introduction of LM3D would be unsustainable due to the lack of key resources needed to maintain
a 3D-printing operation. In either case, some analysis of the context into which LM3D and a 3D-printed
product is introduced is needed before implementing LM3D as a solution.
Like the general triage, the contextual triage is made up of a series of questions, calculations, and
comparisons that guide the triage user through an assessment of the local context and help them to decide
whether LM3D is an appropriate solution to a product need. Whereas the general triage determines if we
could manufacture the product with 3D printing, the contextual triage determines if we should use LM3D
to deploy the product in the place where the product need arose.
It is especially important at this point to distinguish, once again, between the triage user and the product
user. While possible that both roles are the same person, the triage user is someone who is currently faced
with the decision of whether to pursue LM3D as a means of satisfying a product need and the product user
is someone who currently has a product need. If the triage user is a humanitarian or development worker,
they may not ever use the product manufactured with LM3D and may just be commissioning its

156
manufacturing to benefit someone else. The product user is the person who actually ends up using the
product, regardless of whether they are involved in the decision to supply the product with LM3D.
As was the case with the general triage, we assume that the users of the contextual triage have already
identified a product that is needed within the local low-resource context in which they are working, and
they have already applied the general triage to the product to determine whether it can likely be
manufactured with the available 3D printing technology. The contextual triage may then be performed
before, after, or during the prototyping and testing of the product, as even if a product has not passed the
contextual triage it could continue to be developed as it is always possible that there may exist a different
context in which LM3D is an appropriate solution. However, if the triage user is only interested in LM3D
for the product/scenario at hand, they should perform the contextual triage before beginning prototyping
and testing (see Figure 51) to save the time and resources these activities require.
Figure 51: Contextual Triage is Needed Before Deployment of LM3D Products
As identified in Chapter 4, product considerations that depend upon where the product would be
manufactured and used are all grouped in with the contextual triage. These considerations can largely be
grouped into three categories: scenario feasibility, economic justification, and product acceptance. These
categories of considerations are largely parallel to the major themes in the DFLRC literature that were
summed up in the HCD literature (defined in Chapter 4) as desirability, feasibility, and viability (IDEO,
2009). Descriptions of these product categories and the considerations included within them can be seen in
Table 38.
Need for product
identified
Product passes general triage
Product Passes contextual
triage
Product is prototyped and tested
Product is deployed in
LRC
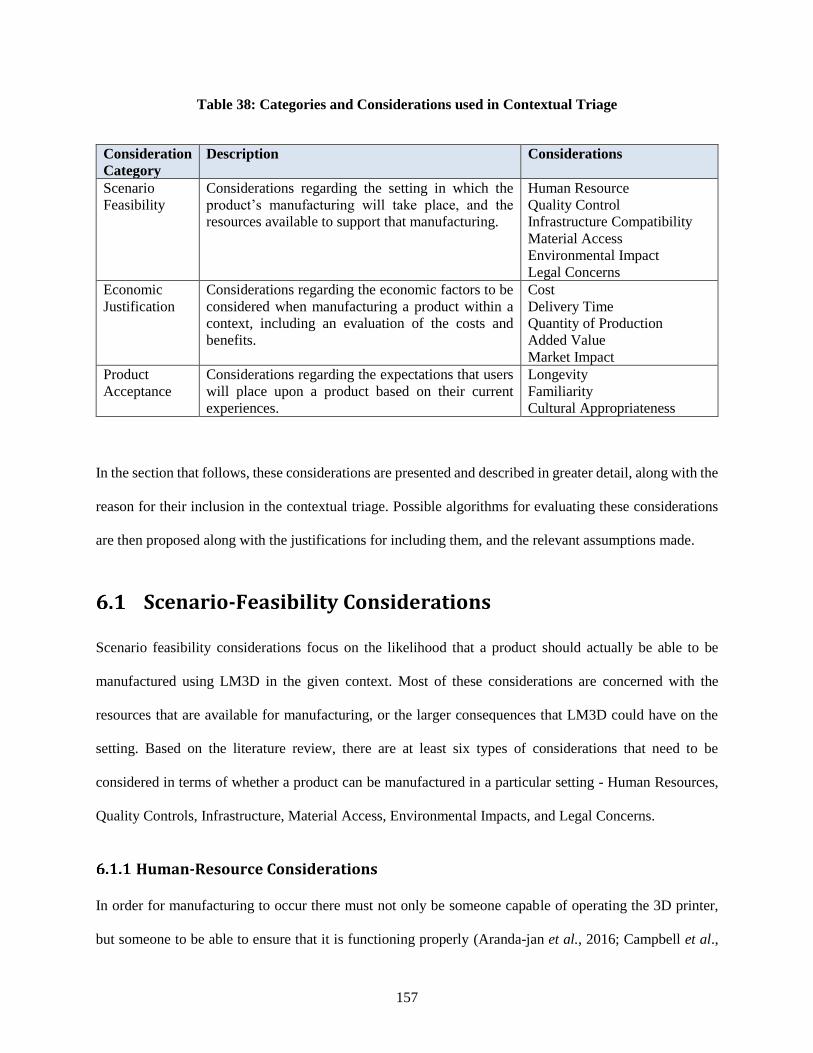
157
Table 38: Categories and Considerations used in Contextual Triage
Consideration
Category
Description Considerations
Scenario
Feasibility
Considerations regarding the setting in which the
product’s manufacturing will take place, and the
resources available to support that manufacturing.
Human Resource
Quality Control
Infrastructure Compatibility
Material Access
Environmental Impact
Legal Concerns
Economic
Justification
Considerations regarding the economic factors to be
considered when manufacturing a product within a
context, including an evaluation of the costs and
benefits.
Cost
Delivery Time
Quantity of Production
Added Value
Market Impact
Product
Acceptance
Considerations regarding the expectations that users
will place upon a product based on their current
experiences.
Longevity
Familiarity
Cultural Appropriateness
In the section that follows, these considerations are presented and described in greater detail, along with the
reason for their inclusion in the contextual triage. Possible algorithms for evaluating these considerations
are then proposed along with the justifications for including them, and the relevant assumptions made.
Scenario-Feasibility Considerations
Scenario feasibility considerations focus on the likelihood that a product should actually be able to be
manufactured using LM3D in the given context. Most of these considerations are concerned with the
resources that are available for manufacturing, or the larger consequences that LM3D could have on the
setting. Based on the literature review, there are at least six types of considerations that need to be
considered in terms of whether a product can be manufactured in a particular setting - Human Resources,
Quality Controls, Infrastructure, Material Access, Environmental Impacts, and Legal Concerns.
Human-Resource Considerations
In order for manufacturing to occur there must not only be someone capable of operating the 3D printer,
but someone to be able to ensure that it is functioning properly (Aranda-jan et al., 2016; Campbell et al.,

158
2011; Gauthier et al., 2013; Lilford et al., 2015; Meisel et al., 2016; Nissan, 2016; Rogge et al., 2017; Swift
and Booker, 2013; Tofail et al., 2017). Because the skills available in each context could be different (we
do not know that the triage user is experienced with 3D printing), this consideration is included in the
contextual triage.
While 3D printing is an automated process, there still needs to be an onsite operator with the appropriate
skills present (Tofail et al., 2017). The operating, maintaining, and possibly repairing of a 3D printer is not
low-skilled labor (Attaran, 2017a), and the triage user needs to carefully consider whether there is anyone
with these skills present in the low-resource context (Campbell et al., 2011; Green, 2006). Most 3D printers
are still relatively unreliable (Roca et al., 2017), and it is important that operators be familiar with their
specific machines (Nissan, 2016). There is a long history of technologies, especially medical technologies,
being brought into a context in which there is no local expertise available for using or maintaining the
technology (Aranda-jan et al., 2016; Gauthier et al., 2013; Lilford et al., 2015). If there is no permanent
local operator with working knowledge of all parts of the printing process, then a 3D printer can easily
become just another piece of derelict machinery and any implementation of LM3D would not be appropriate
for the context.
Beyond the need for personnel to operate the 3D printer, post-processing of parts may also require labor as
well. In the previous chapter we discuss the need for some products to go through either mechanical and
chemical treatments before being deployed. While these skills do not necessarily need to come from the 3D
printer operator, they also need to be present for the product to be manufactured locally.
Proposed Algorithm for Triaging Human-Resource Considerations
This consideration focuses on whether or not there is someone present at the site of manufacturing who is
able to operate, maintain, and repair a 3D printer. While perhaps obvious, the triage user should know where
the expertise comes from to produce the product, especially if this is to be a solution to this product need.
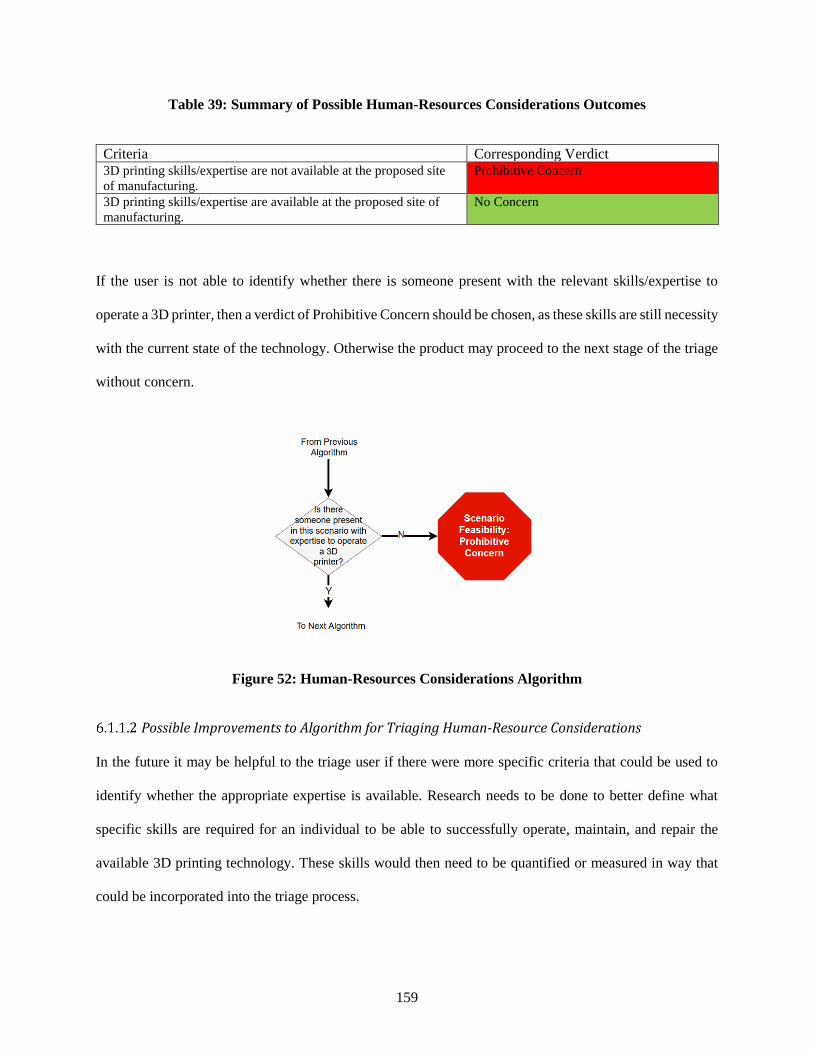
159
Table 39: Summary of Possible Human-Resources Considerations Outcomes
Criteria Corresponding Verdict 3D printing skills/expertise are not available at the proposed site
of manufacturing.
Prohibitive Concern
3D printing skills/expertise are available at the proposed site of
manufacturing.
No Concern
If the user is not able to identify whether there is someone present with the relevant skills/expertise to
operate a 3D printer, then a verdict of Prohibitive Concern should be chosen, as these skills are still necessity
with the current state of the technology. Otherwise the product may proceed to the next stage of the triage
without concern.
Figure 52: Human-Resources Considerations Algorithm
Possible Improvements to Algorithm for Triaging Human-Resource Considerations
In the future it may be helpful to the triage user if there were more specific criteria that could be used to
identify whether the appropriate expertise is available. Research needs to be done to better define what
specific skills are required for an individual to be able to successfully operate, maintain, and repair the
available 3D printing technology. These skills would then need to be quantified or measured in way that
could be incorporated into the triage process.

160
As the necessary skills on both the hardware and software side are unlikely to naturally occur in most
contexts, the triage could also take into account the accessibility of training opportunities for locally
developing 3D-printer expertise or even assess what the minimum skills sets are for 3D-printing trainings
to be effective.
Quality-Control Considerations
3D printers have issues with quality control and consistency of the products that they produce (Roca et al.,
2017) and there are many potential sources of error that can result in poor quality products (Tofail et al.,
2017). Even in manufacturing settings more industrialized than the ones being focused on in this work, the
lack of well-defined standards and quality-control protocols for products produced with 3D printing retards
the field as a whole from maturing (Douglas and Stanley, 2015; Nissan, 2016; Tofail et al., 2017; Vaneker,
2017). Even when quality-control standards are in place for a product, the distribution and localization of
manufacturing makes it even more difficult to ensure that these standards are being used correctly and
consistently (James, 2018; Nissan, 2016; Rogge et al., 2017).
Within industrial applications of 3D printing, two-thirds of 3D-printing adopters still use manual means of
inspecting their products (Khorram et al., 2018). Inspections frequently require unique measurements and
tests for each product (Nissan, 2016), including visual inspections (Khorram et al., 2018). Because of this,
we assume that quality control in contexts where LM3D would be used requires the presence of some sort
of expertise to be able to inspect each product before its deployment.
Proposed Algorithm for Triaging Quality-Control Considerations
Because the product has already passed through the Human-Resources algorithm, we know that there is
already someone present with the expertise to be able to identify whether a particular print has completely
failed. However, this expertise alone does not ensure that the operator of the 3D printer can ensure that the
product was properly manufactured as the operator may not be familiar enough with the product being 3D
printed to verify its quality, especially if it is a specialized product. The first question the triage user is
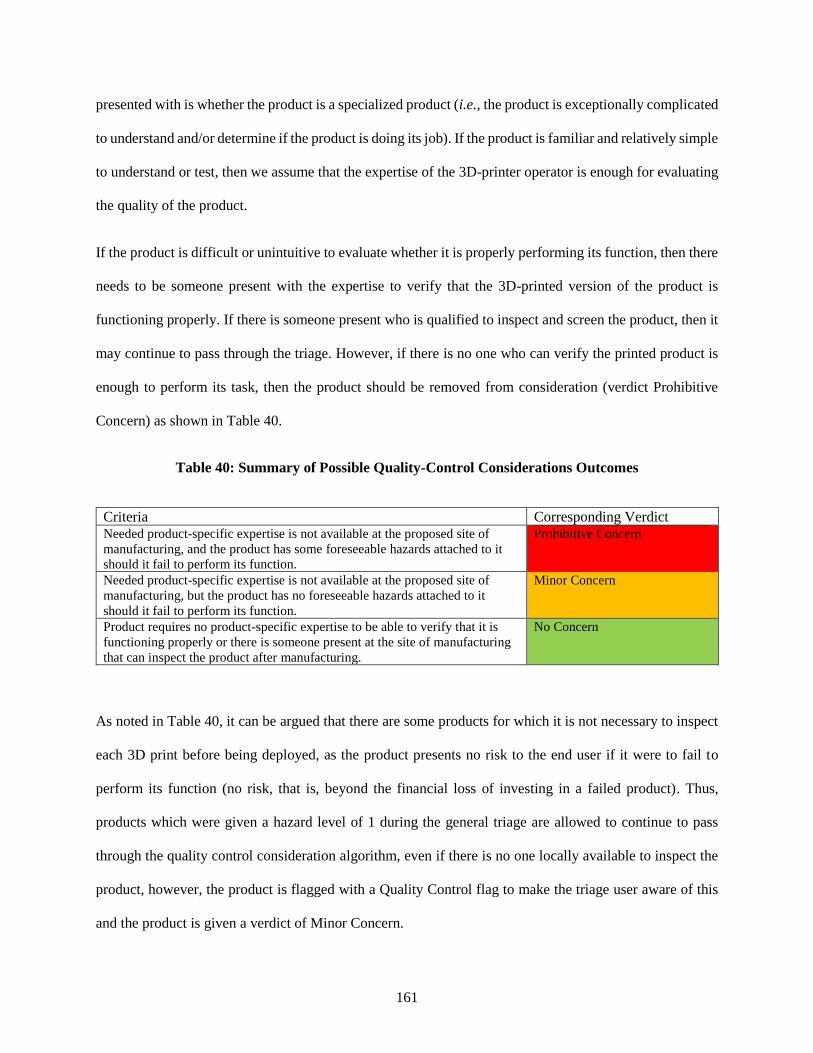
161
presented with is whether the product is a specialized product (i.e., the product is exceptionally complicated
to understand and/or determine if the product is doing its job). If the product is familiar and relatively simple
to understand or test, then we assume that the expertise of the 3D-printer operator is enough for evaluating
the quality of the product.
If the product is difficult or unintuitive to evaluate whether it is properly performing its function, then there
needs to be someone present with the expertise to verify that the 3D-printed version of the product is
functioning properly. If there is someone present who is qualified to inspect and screen the product, then it
may continue to pass through the triage. However, if there is no one who can verify the printed product is
enough to perform its task, then the product should be removed from consideration (verdict Prohibitive
Concern) as shown in Table 40.
Table 40: Summary of Possible Quality-Control Considerations Outcomes
Criteria Corresponding Verdict Needed product-specific expertise is not available at the proposed site of
manufacturing, and the product has some foreseeable hazards attached to it
should it fail to perform its function.
Prohibitive Concern
Needed product-specific expertise is not available at the proposed site of
manufacturing, but the product has no foreseeable hazards attached to it
should it fail to perform its function.
Minor Concern
Product requires no product-specific expertise to be able to verify that it is
functioning properly or there is someone present at the site of manufacturing
that can inspect the product after manufacturing.
No Concern
As noted in Table 40, it can be argued that there are some products for which it is not necessary to inspect
each 3D print before being deployed, as the product presents no risk to the end user if it were to fail to
perform its function (no risk, that is, beyond the financial loss of investing in a failed product). Thus,
products which were given a hazard level of 1 during the general triage are allowed to continue to pass
through the quality control consideration algorithm, even if there is no one locally available to inspect the
product, however, the product is flagged with a Quality Control flag to make the triage user aware of this
and the product is given a verdict of Minor Concern.
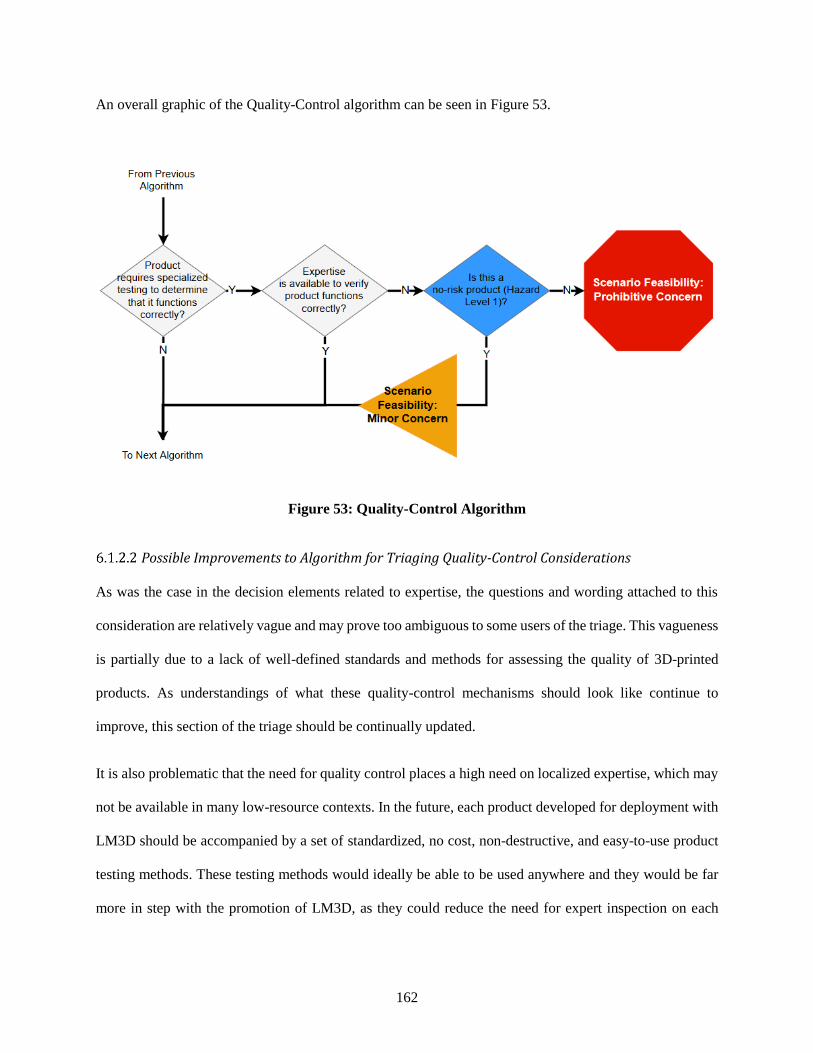
162
An overall graphic of the Quality-Control algorithm can be seen in Figure 53.
Figure 53: Quality-Control Algorithm
Possible Improvements to Algorithm for Triaging Quality-Control Considerations
As was the case in the decision elements related to expertise, the questions and wording attached to this
consideration are relatively vague and may prove too ambiguous to some users of the triage. This vagueness
is partially due to a lack of well-defined standards and methods for assessing the quality of 3D-printed
products. As understandings of what these quality-control mechanisms should look like continue to
improve, this section of the triage should be continually updated.
It is also problematic that the need for quality control places a high need on localized expertise, which may
not be available in many low-resource contexts. In the future, each product developed for deployment with
LM3D should be accompanied by a set of standardized, no cost, non-destructive, and easy-to-use product
testing methods. These testing methods would ideally be able to be used anywhere and they would be far
more in step with the promotion of LM3D, as they could reduce the need for expert inspection on each
163
iteration of a product. Standardized product tests would also be more aligned with the systematic nature of
this triage and are necessary for future of LM3D.
Infrastructure-Compatibility Considerations
Within the literature there are many considerations regarding the infrastructure available to support a
product’s use, or the infrastructure required to support a 3D printer. These considerations can largely be
grouped into two categories: location and resources. Location considerations related to concerns about the
actual location itself and whether there exists sufficient space, security, and cleanliness needed for 3D
printing to occur (Aranda-jan et al., 2016; Green et al., 2006; Lilford et al., 2015; Whitehead et al., 2016).
Resource considerations are concerned with having adequate access to amenities including electricity,
internet, gas, and water (Aranda-jan et al., 2016; Campbell et al., 2011; Green et al., 2006; Lilford et al.,
2015; Meisel et al., 2016; Nimunkar et al., 2009; Williams et al., 2011).
Proposed Algorithm for Triaging Infrastructure Compatibility
It is necessary to account for location considerations, including how the machine and materials involved
with 3D printing is protected from the elements, theft, or other forms of harm. However, these concerns are
typically not prohibitive of 3D printing, as they could be more feasibly improvised in the particular setting
in which manufacturing is to occur. Therefore, this version of the triage focuses moreso on resource
considerations.
While water and gas are typically not required for ME 3D printing and internet access is only required
intermittently, electricity is always needed for successful operation of a 3D printer, and it is important to
have consistent access during the printing process (Sniderman et al., 2016; Tatham et al., 2015). The lack
of consistent access to power represents a common constraint cited in the DFLRC literature (Campbell et
al., 2011), and technologies that rely on continuous access to external power-supplies are less favorable for
low-resource contexts (Diaconu et al., 2017; Lilford et al., 2015). Without appropriate safeguards, an
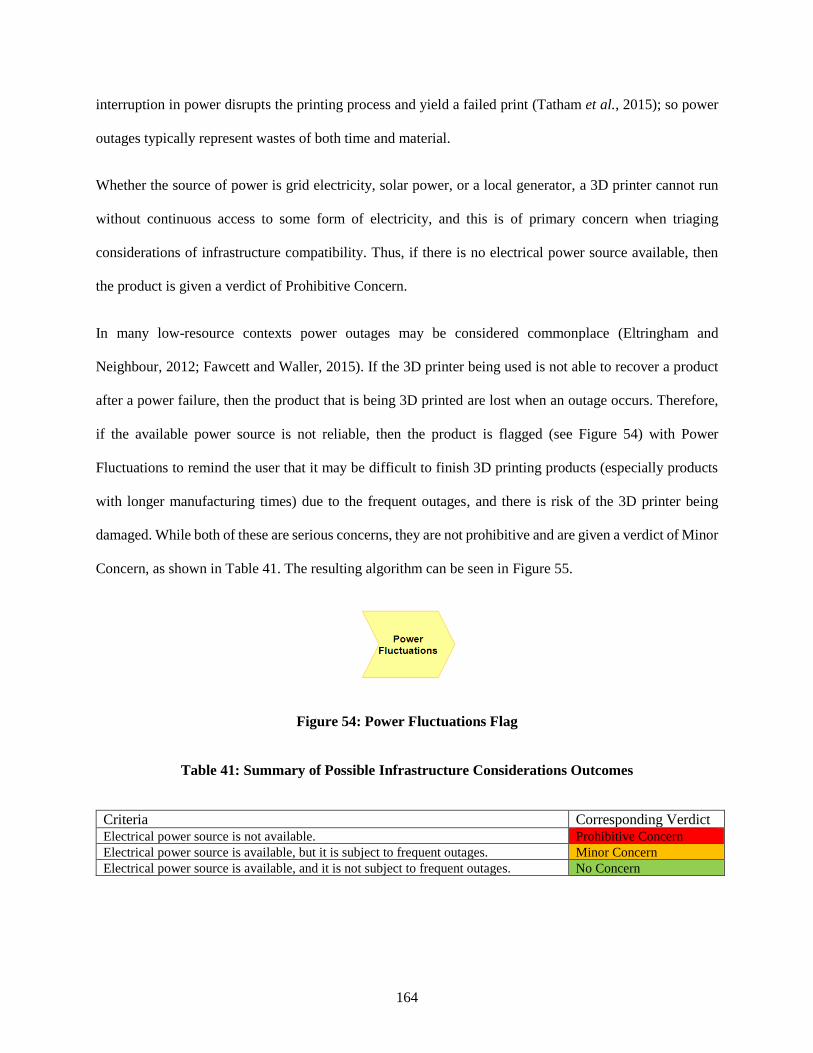
164
interruption in power disrupts the printing process and yield a failed print (Tatham et al., 2015); so power
outages typically represent wastes of both time and material.
Whether the source of power is grid electricity, solar power, or a local generator, a 3D printer cannot run
without continuous access to some form of electricity, and this is of primary concern when triaging
considerations of infrastructure compatibility. Thus, if there is no electrical power source available, then
the product is given a verdict of Prohibitive Concern.
In many low-resource contexts power outages may be considered commonplace (Eltringham and
Neighbour, 2012; Fawcett and Waller, 2015). If the 3D printer being used is not able to recover a product
after a power failure, then the product that is being 3D printed are lost when an outage occurs. Therefore,
if the available power source is not reliable, then the product is flagged (see Figure 54) with Power
Fluctuations to remind the user that it may be difficult to finish 3D printing products (especially products
with longer manufacturing times) due to the frequent outages, and there is risk of the 3D printer being
damaged. While both of these are serious concerns, they are not prohibitive and are given a verdict of Minor
Concern, as shown in Table 41. The resulting algorithm can be seen in Figure 55.
Figure 54: Power Fluctuations Flag
Table 41: Summary of Possible Infrastructure Considerations Outcomes
Criteria Corresponding Verdict Electrical power source is not available. Prohibitive Concern
Electrical power source is available, but it is subject to frequent outages. Minor Concern
Electrical power source is available, and it is not subject to frequent outages. No Concern
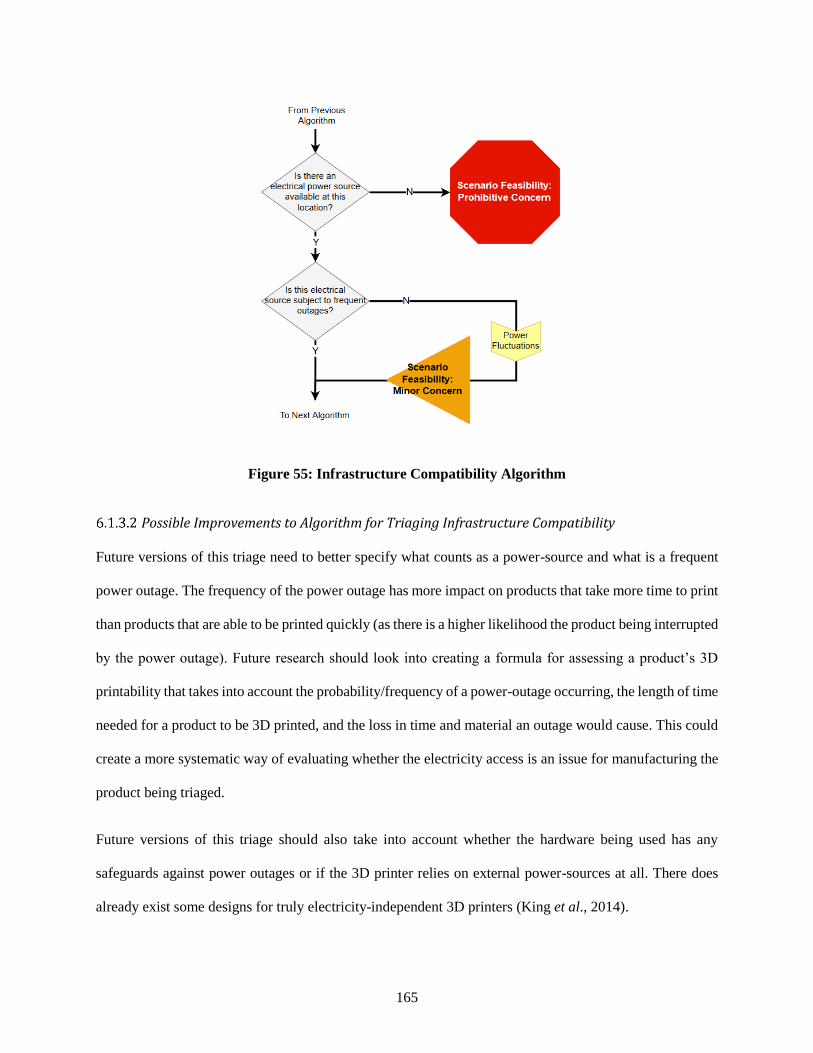
165
Figure 55: Infrastructure Compatibility Algorithm
Possible Improvements to Algorithm for Triaging Infrastructure Compatibility
Future versions of this triage need to better specify what counts as a power-source and what is a frequent
power outage. The frequency of the power outage has more impact on products that take more time to print
than products that are able to be printed quickly (as there is a higher likelihood the product being interrupted
by the power outage). Future research should look into creating a formula for assessing a product’s 3D
printability that takes into account the probability/frequency of a power-outage occurring, the length of time
needed for a product to be 3D printed, and the loss in time and material an outage would cause. This could
create a more systematic way of evaluating whether the electricity access is an issue for manufacturing the
product being triaged.
Future versions of this triage should also take into account whether the hardware being used has any
safeguards against power outages or if the 3D printer relies on external power-sources at all. There does
already exist some designs for truly electricity-independent 3D printers (King et al., 2014).
166
While many of the location considerations (housing, useable space, cleanliness, etc.). may be improvised
in the short term, future versions of the triage should also take into account the duration in which 3D printing
activities are expected to take place. These concerns do affect the lifespan of the 3D printer and should have
some impact on the triaging process.
Material-Access Considerations
Though perhaps obvious, it is impossible to manufacture a product without access to the raw materials used
to make the product (Fox, 2015; Khorram et al., 2018; Vaneker, 2017). Unfortunately, the presence of these
materials or reliable supply chains is not something that can be assumed in most low-resource contexts
(Campbell et al., 2011), and a lack of robust transportation infrastructure can easily hold back localized
manufacturing activities (Fox, 2015). Beyond manufacturing, many technologies deployed in low-resource
contexts end up being abandoned due to insufficient considerations having been given to how much the
technology requires a robust supply chain (Campbell et al., 2011; World Health Organization, 2010b), and
we should ensure that possible deployments of LM3D do not end up the same.
Most ME is done with rolls of manufactured thermoplastic filament. A completely localized manufacturing
method would be able to use the raw materials that are already available in a low-resource context to
manufacture these filaments locally, and several groups are currently working on ways to do so out of
recycled waste plastic (Rogge et al., 2017; Social Seva Initiatives, 2018). Ideally, as technology continues
to develop, it is more realistic for local sourcing of filament to occur using these recycled materials,
however, until that technology is demonstrated to be sufficiently robust, deployments of LM3D still depend
upon access to filament supply chains.
Filament is not always the only required material for a finished product, however. As noted in Chapter 5,
many products may require additional post processing after being 3D printed to meet desired surface
finishes or remove support structures. In the cases where a product requires a chemical treatment to be
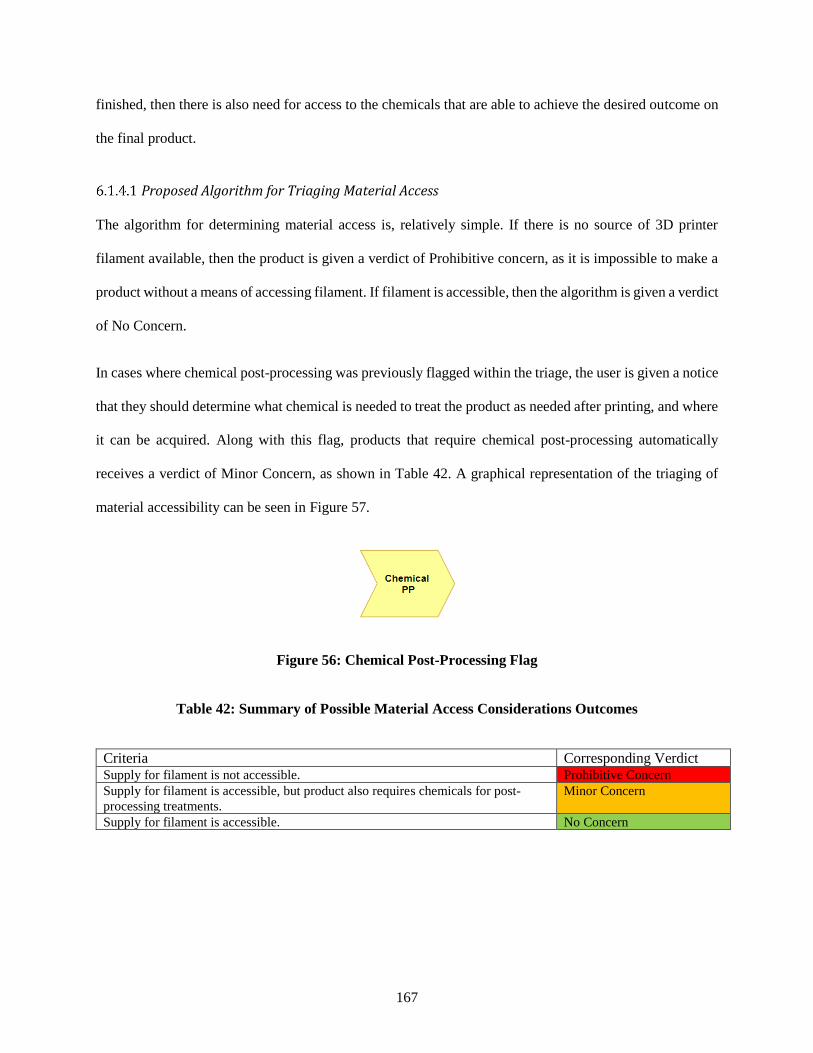
167
finished, then there is also need for access to the chemicals that are able to achieve the desired outcome on
the final product.
Proposed Algorithm for Triaging Material Access
The algorithm for determining material access is, relatively simple. If there is no source of 3D printer
filament available, then the product is given a verdict of Prohibitive concern, as it is impossible to make a
product without a means of accessing filament. If filament is accessible, then the algorithm is given a verdict
of No Concern.
In cases where chemical post-processing was previously flagged within the triage, the user is given a notice
that they should determine what chemical is needed to treat the product as needed after printing, and where
it can be acquired. Along with this flag, products that require chemical post-processing automatically
receives a verdict of Minor Concern, as shown in Table 42. A graphical representation of the triaging of
material accessibility can be seen in Figure 57.
Figure 56: Chemical Post-Processing Flag
Table 42: Summary of Possible Material Access Considerations Outcomes
Criteria Corresponding Verdict Supply for filament is not accessible. Prohibitive Concern
Supply for filament is accessible, but product also requires chemicals for post-
processing treatments.
Minor Concern
Supply for filament is accessible. No Concern
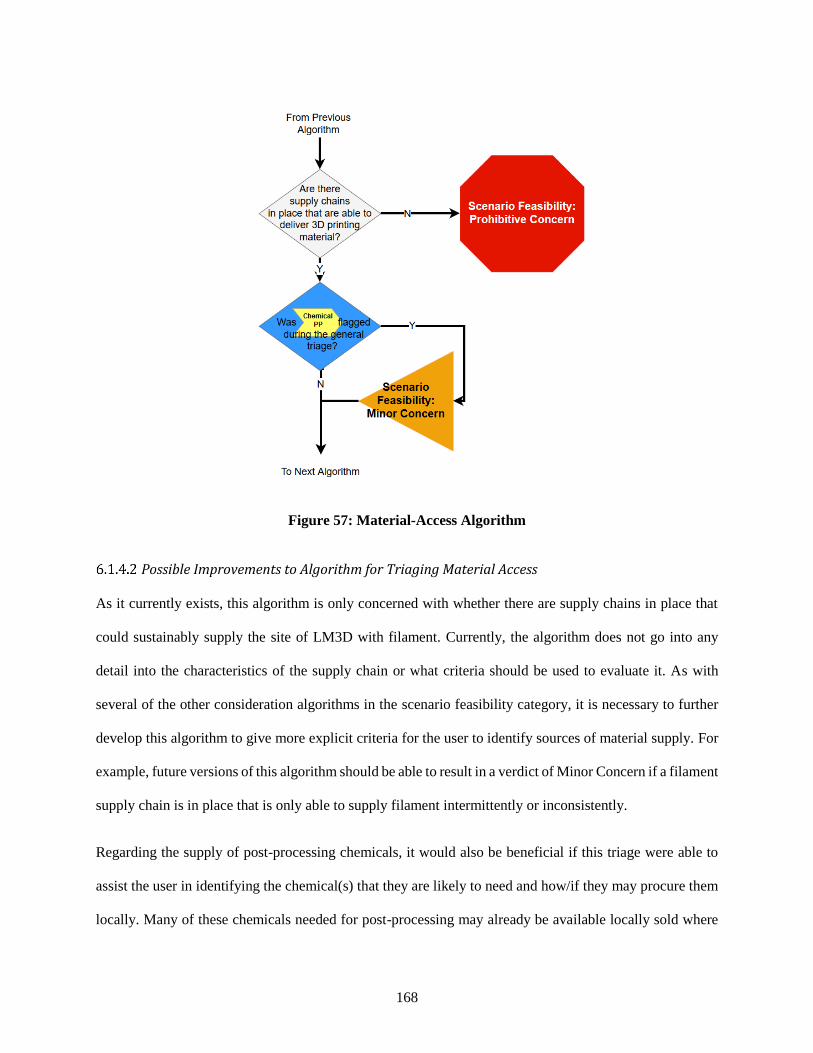
168
Figure 57: Material-Access Algorithm
Possible Improvements to Algorithm for Triaging Material Access
As it currently exists, this algorithm is only concerned with whether there are supply chains in place that
could sustainably supply the site of LM3D with filament. Currently, the algorithm does not go into any
detail into the characteristics of the supply chain or what criteria should be used to evaluate it. As with
several of the other consideration algorithms in the scenario feasibility category, it is necessary to further
develop this algorithm to give more explicit criteria for the user to identify sources of material supply. For
example, future versions of this algorithm should be able to result in a verdict of Minor Concern if a filament
supply chain is in place that is only able to supply filament intermittently or inconsistently.
Regarding the supply of post-processing chemicals, it would also be beneficial if this triage were able to
assist the user in identifying the chemical(s) that they are likely to need and how/if they may procure them
locally. Many of these chemicals needed for post-processing may already be available locally sold where
169
LM3D is being considered. (e.g., acetone is typically recommended for smoothing products produced with
ABS filament (Steuben et al., 2015), and I have found it to be widely available in small shops throughout
East African villages as nail-polish remover).
As the process of recycling thermoplastic filaments continues to improve, this triage could also include
criteria to determine whether the local production of filament is the best option. This requires more research
into understanding what materials, equipment, and expertise need to be locally available for these processes
to take place.
Environmental-Impact Considerations
The DFAM and DFLRC literature are concerned with how technology interacts with the environment
(Campbell et al., 2011). When considering the deployment of LM3D it is important to consider both the
effect that the manufacturing has on the local environment, and the effect that the environment has on the
local manufacturing (Meisel et al., 2016).
Possible Foci for Triaging Environmental Impact
How the environment affects local manufacturing has, to some extent, already been discussed in the
previous consideration of infrastructure compatibility. Temperature, humidity, and other environmental
factors can all have an effect on the quality of products manufactured with 3D printing (Meisel et al., 2016),
and in some cases climate control measures may need to be taken (either within the 3D printer or within
the location where the 3D printer is being used) to maintain the quality of product’s being manufactured.
While some level of environmental control can be improvised, the determination of specific criteria needs
to be researched more extensively in the future.
Regarding the impact of LM3D on the environment, the primary effects of LM3D locally would most likely
be the emission of fumes from the heating of the plastics (Khorram et al., 2018; Stephens et al., 2013;
Vaneker, 2017) and the possibility of increased waste plastic in the local environment due to unrecycled
failed 3D prints (Laplume et al., 2016). The level of harm that could be caused by emissions during the ME
170
process is material dependent (Stephens et al., 2013), and future versions of this triage should consider how
these emissions should be accounted for based upon the filament being used. While in most cases, 3D
printing can result in less plastic waste than other manufacturing methods (Attaran, 2017b), the lack of
control on localized manufacturing activities could result in a lack of control on where plastic wastes are
disposed. Plastic waste is already a very large concern in many low-resource contexts (Godfrey, 2019), and
in order to do no harm, there needs to be methods to manage the waste plastic associated with locally
manufacturing with ME. Ideally, there could be incentives to recycle this waste plastic as the technology
for recycling continues to become more robust (Social Seva Initiatives, 2018).
From a global perspective there is reason to believe that localized manufacturing models have a net-positive
impact on the environment due to reductions in manufacturing waste and carbon emissions associated with
transportation (Attaran, 2017b; Khorram et al., 2018). However, all environmental impacts ultimately need
to be analyzed on a per-product basis, ideally using life-cycle analyses (LCA) to make a more thoroughly
quantified understanding of the impact that LM3D may have locally and globally. Because performing
LCAs is an entire complex discipline in it of itself, it was determined to be too intensive for inclusion in
this version of the contextual triage. However, future versions of this triage should find ways of including
elements and principles of LCAs so as to better incorporate environmental impact considerations into the
overall triage assessment.
Legal Considerations
While most of the other considerations within the category of scenario feasibility were concerned with the
physical requirements of deploying LM3D, we cannot ignore the larger legal implications of manufacturing
a product within a particular country and scenario. Manufacturing a product without an understanding of
the legal concerns surrounding a product can pose some risk to the designer, operator, and organization
using LM3D, and it may be best to avoid some products entirely.

171
Possible Foci for Triaging Legal Concerns
While the legal concerns that surround manufacturing products locally are both potentially numerous and
contextually dependent, we look into two broad categories that are frequently mentioned in the literature:
(1) Liability and (2) Intellectual Property.
We have already discussed regulation from a harm-mitigation standpoint during the user-safety category
within the general triage. However, the triage user should also give consideration as to who is at fault if a
product is either dangerous or otherwise illegal in the country that manufacturing is taking place (Attaran,
2017b; Rogge et al., 2017). Depending on the circumstance and location, the product’s designer,
manufacturer, or user could each be at fault and be subject to legal or financial penalties. Whoever begins
to engage in LM3D activities should make themselves aware of what the potential legal responsibility and
consequences are for manufacturing the product locally.
Concerns of intellectual property (IP) are also frequently cited within the literature (Attaran, 2017b;
Christensen and Rybicki, 2017; Gauthier et al., 2013; Meisel et al., 2016; Nimunkar et al., 2009; Vaneker,
2017). As the popularity of 3D printing continues to grow globally, the open-source nature of low-end 3D
printing has brought along with it a continual need for reimagining how intellectual property concerns are
addressed (Khorram et al., 2018; Nimunkar et al., 2009). The creation of counterfeit copies of existing
designs is already common in developing communities (Donaldson, 2006; Wood et al., 2014), and the
enhanced manufacturing capabilities made possible by 3D printing would make it that much easier to
continue creating counterfeit designs that may, at times, infringe on existing IP protections.
As was the case for environmental impact considerations, the legal ramifications of manufacturing a product
locally are both important to the future of LM3D and very complex to determine (Rogge et al., 2017). This
continues to be an area that is in need of more research and clearer understanding before being incorporated
in the triage.
172
Summary of Scenario-Feasibility Triage Category
Based on the literature, I have identified six considerations that are important in determining the feasibility
of being able to 3D print a product in a scenario and context - human resources, quality control,
infrastructure compatibility (particularly electricity), material access, environmental impacts, and legal
concerns. An overview of the combined algorithm for this category can be seen in Appendix D.
Economic-Justification Considerations
The next category of considerations to be used in the contextual triage are those related to economics. There
were five identified considerations from the literature review that are discussed in this category - costs,
delivery time, production quantity, added value, and market impact. These are discussed along with their
proposed triage algorithms to evaluate the overall economic potential of a product and whether it is
sufficient to justify its production with LM3D.
The economics of manufacturing a product is highly dependent upon contextual factors including the local
costs of material and the nature of available supply chains options, and thus, considerations dealing with
economic justification are also included in the contextual triage.
Cost Considerations
Among the factors that go into determining whether there is significant economic justification to proceed
with LM3D, the most obvious is the relative cost of manufacturing the product with LM3D. Material costs,
machine costs, labor costs, overhead costs, electricity costs, and machine depreciation, all play a part in
determining what it costs to manufacture a product with 3D printing. (Atzeni et al., 2010; Diegel et al.,
2010; Dinda et al., 2017; Gibson et al., 2009; Jee and Kang, 2000; Khorram et al., 2018; Lustick and Zaman,
2011; Maidin and Campbell, 2005; Meisel et al., 2016; Surma et al., 2015; Swift and Booker, 2013;
Vaneker, 2017).
173
As is the case with most literature regarding DFAM, must of the existing literature regarding the economics
of 3D printing focuses on more high-end technologies (such as powder bed fusion or directed energy
deposition,) and more advanced applications than we are considering here. These methods focus on
assisting different industries to better integrate 3D printing into their existing manufacturing strategy and
be able to understand the financial incentives and conditions for doing so (Kruse et al., 2017; Lindemann
et al., 2015; Reiher et al., 2017). This has led to the creation of many cost models (Douglas & Stanley,
2015), many of which focus on comparing the cost of manufacturing a product with 3D printing to its next
most viable alternative.
Proposed Algorithm for Triaging Cost Considerations
For the sake of simplicity of the triage, we also evaluate considerations of cost by comparing the per-unit
cost of manufacturing a product with 3D printing to the per-unit cost of procuring one locally otherwise.
This alternative cost can be determined by looking for the best available means of procuring the needed
product in the local context.
While all of the aforementioned expenses (machine, labor, overhead, etc.) play a role in determining the
cost of a product manufactured with 3D printing, factoring all of these expenses into our calculations here
is overly complex for this triage. While some triage users who are more interested in creating
entrepreneurial opportunities within low-resource contexts need to factor in all the expenses involved in
producing a product with LM3D, they can perform these additional calculations when analyzing their
business cases. For this triage, we only focus on the direct costs of manufacturing each product and assume
that the initial investment costs of equipment and overhead have already otherwise been accounted for.
Savonen et al. (2019) describe that the cost of manufacturing a product in a low-resource context with an
ME 3D printer is driven by materials, labor, and electricity costs. Across AM methods, labor costs are
typically very low in comparison to the material costs (Hopkinson & Dickens, 2003), and this is likely to
also be the case in the low-resource that the triage is developed for (Savonen et al. 2019). Energy costs are
174
also very low for ME 3D printing (Douglas and Stanley, 2015). Pearce et al. (2013) conducted a study to
quantify the cost of locally manufacturing products and found that electricity costs were generally
negligible in comparison to the material costs for most of the sampled products. For this reason, we use a
simplified cost-model that is driven by the cost of the material alone. The cost of manufacturing the product
with 3D printing is determined by making a rough calculation to estimate the mass of material being used
when 3D printing the product and using the reported cost per-unit-mass of the material to estimate the cost
of manufacturing.
Many methods of cost estimation rely upon having a digital model of the product already created and
available and then use slicing software to give a rough estimate of the amount of material needed to 3D
print the product (Atzeni et al., 2010; Dinda et al., 2018). However, as the triage user does not necessarily
have access to the model or slicing software, we use a different method.
By knowing the mass of the original product and being able to retrieve the density of the original material
from the material-properties database (used in the material-compatibility considerations) we can eliminate
the need to directly calculate the volume of the product, which may be too difficult for some products and
triage users. The volume of the original product, along with the density of the filament, can then be used to
be calculate the mass of filament needed to produce the product and create a rough estimate for the cost of
manufacturing 3D printing. This is demonstrated in Equations 1-3.
V3𝐷 = V𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙 = (𝑚𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙
ρ𝑜𝑟𝑖𝑔𝑖𝑛𝑎𝑙) (1)
𝑚3𝐷 = (𝑉3𝐷
ρ𝑓𝑖𝑙𝑎𝑚𝑒𝑛𝑡) (2)
𝐶3𝐷 = (𝐶𝑓𝑖𝑙𝑎𝑚𝑒𝑛𝑡
𝑚3𝐷) (3)
where
V3D = volume of 3D printed product (mm3)
175
Voriginal = volume of the original product (mm3)
moriginal = mass of the original product (grams)
ρoriginal = density of the original material (gram/mm3)
m3D = mass of the 3D printed product (grams)
Cfilament = cost of filament (USD/gram)
C3D = cost of 3D printed product (USD)
ρfilament = density of the filament (gram/mm3)
This estimation is made with the assumption that the volume of material used on the original product is the
same as the volume of material used in the 3D printed product. This is unlikely to be completely true, as it
ignores the voids that occur in a 3D printed product, both intentionally (infill reductions) and
unintentionally (airgaps between roads and layers of the material as they are laid) (Serdeczny et al., 2018;
Urbanic and Hedrick, 2015). Thus, in most cases, the total volume of material occupied by a 3D printed
version of a product is almost never as much as the volume of material used for the original product. This
means, that estimated mass for filament required is higher than that used in the product. Over estimating
the amount of material cost of manufacturing a product may serve to offset not factoring in labor or
electricity costs, or the need for support material. It is also preferable to overestimate the material to be used
on the product because it is likely that some additional material is be lost due to failed prints (Laplume et
al., 2016; Pearce et al., 2013).
I then use the value calculated in Equation 3 to make a simple comparison of costs as shown in Table 43.
Table 43: Summary of Cost Considerations Outcomes
Criteria Corresponding Verdict LM3D per-unit cost > Other procurement method per-unit cost Minor Concern
LM3D per-unit cost < Other procurement method per-unit cost No Concern
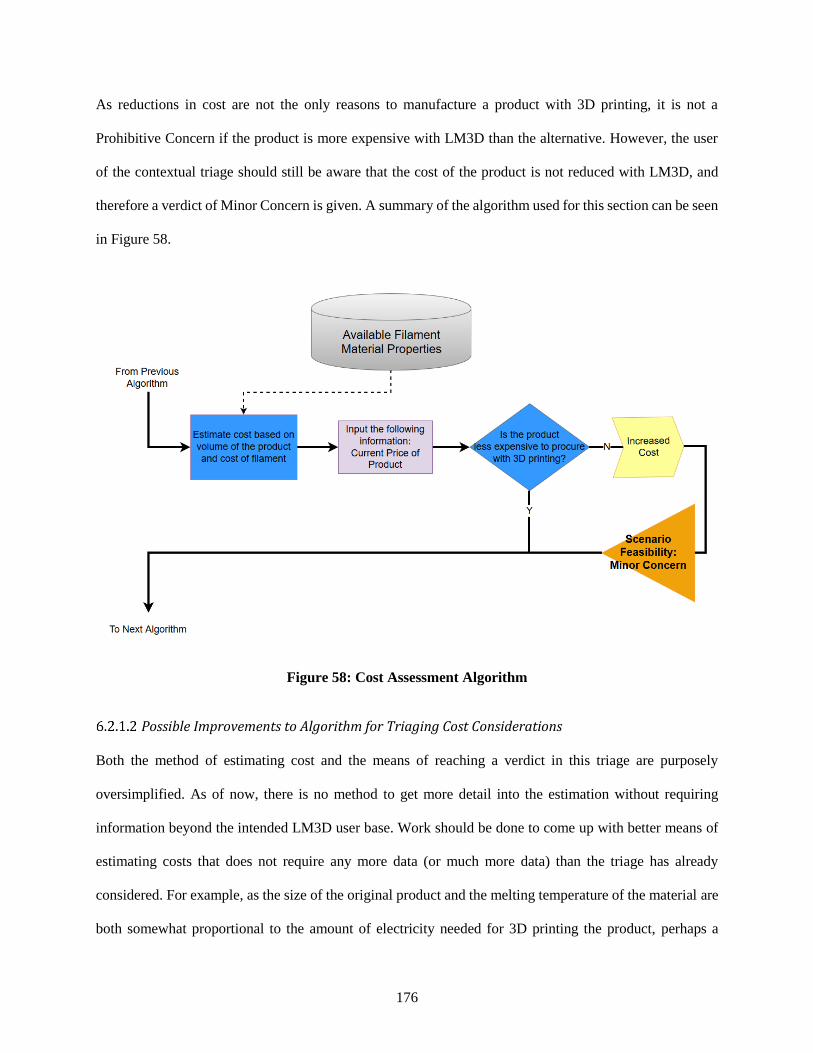
176
As reductions in cost are not the only reasons to manufacture a product with 3D printing, it is not a
Prohibitive Concern if the product is more expensive with LM3D than the alternative. However, the user
of the contextual triage should still be aware that the cost of the product is not reduced with LM3D, and
therefore a verdict of Minor Concern is given. A summary of the algorithm used for this section can be seen
in Figure 58.
Figure 58: Cost Assessment Algorithm
Possible Improvements to Algorithm for Triaging Cost Considerations
Both the method of estimating cost and the means of reaching a verdict in this triage are purposely
oversimplified. As of now, there is no method to get more detail into the estimation without requiring
information beyond the intended LM3D user base. Work should be done to come up with better means of
estimating costs that does not require any more data (or much more data) than the triage has already
considered. For example, as the size of the original product and the melting temperature of the material are
both somewhat proportional to the amount of electricity needed for 3D printing the product, perhaps a
177
correction factor that is based upon these values could create more accurate estimations. While the labor
costs are less likely to be to be proportional to the size of the product, the triage could also include some
assumed labor costs based upon the types of post-processing required for the product.
The method of determining a verdict also requires a greater degree of scrutiny, as now it only differentiates
between products that are either more or less expensive to procure than the next best available option. A
simple more-or-less verdict is not enough information for the triage to make an automatic decision for the
triage user, as the amount of the relative change in cost is also important. For now, the triage just shares the
values calculated and allow the user to make their own choice, but a more defined and weighted decision-
making algorithm would enable this algorithm to be more systematic in the future.
Delivery-Time Considerations
As in the case of the cost analysis, it is important to determine how access to the currently available product
compares to the LM3D version. While the design considerations listed in literature are diverse and include
shorter lead-times, reduced disruptions, more effective last-mile distribution strategies, reductions in
importing time, and transportation considerations (Attaran, 2017b; Douglas and Stanley, 2015), this triage
is only interested in the costs and benefits to the product user. From the perspective of the person using the
product, the total delivery time (e.g., the time it takes from placing an order to having that order fulfilled)
is what ultimately has effect on their lives.
Proposed Algorithm for Triaging Delivery Time Considerations
Similar to the way comparisons were made for costs, the delivery time for the product is evaluated by
comparing the delivery time of the original product to the time it takes to procure the product with LM3D.
As was also the case for considering costs, we assess delivery time from the perspective of the end user of
the product. We assume that all products are procurable, but delivery time is what varies. In reality, there
are times that a product that is needed, but there is no source from which the product can be procured; we
treat these products as having infinitely long delivery times.
178
Estimating the time that it takes to 3D print a product is even more complex than calculating the cost of
manufacturing, as there are many variables/parameters that determine how long it takes to 3D print a
product. ME 3D printing is still a relatively slow manufacturing method for larger products (Atzeni et al.,
2010; Swift and Booker, 2013), and these variables may all be adjusted before printing in accordance with
the volume of the product, the desired level of quality of the product, and the capabilities of the ME machine
being used (Alafaghani et al., 2017; Swift and Booker, 2013). The total time of 3D printing the product can
thus vary dramatically (Swift and Booker, 2013), with the longer print times generally resulting in better
products (Steuben et al., 2015).
To have some sort of quantification for making any kind of comparison to the best alternative’s delivery
time, we look at each of the key variables that are used in 3D printing a product and assume the most
common and/or median value for each variable.
The time that it takes to 3D print a product is effectively how long it takes to deposit all of the molten
filament needed to make up the total volume of the product. The rate at which filament is deposited (by
volume) can be roughly estimated by taking a look at the volume of the product, the diameter of the print
nozzle, the speed at which the printer arm is able to move and deposit material, and the chosen layer height
(Turner et al., 2014).
The volume of the product is calculated using Equations 1-3 from the previous consideration of cost. The
nozzle diameter is a physical dimension on a 3D printer that is a measure of the diameter across the nozzle
through which the molten filament is extruded onto the product being manufactured. While this represents
a part that is typically able to be swapped out on most 3D printers, we assume that each 3D printer within
the small database of 3D printers available (first mentioned during the process-capability considerations)
has data on the size of nozzles that correspond to the available 3D printer(s). The triage user can gather
these needed variables for calculations by looking up these values from the database of available printers.
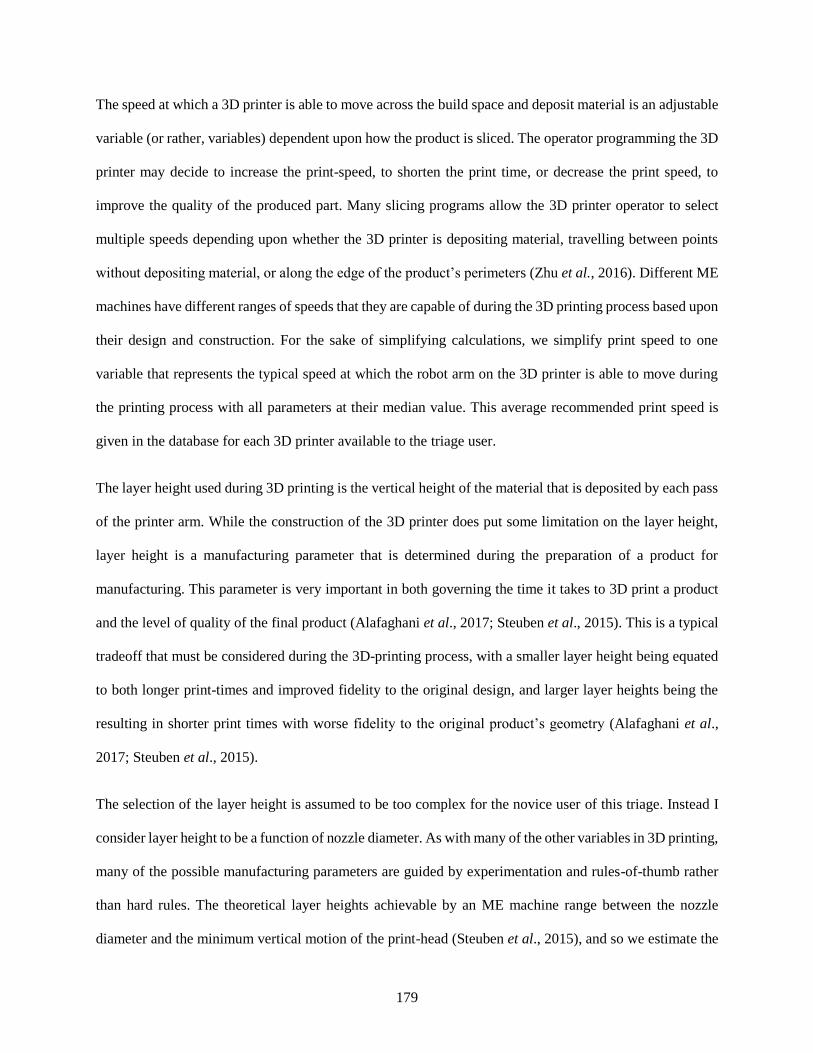
179
The speed at which a 3D printer is able to move across the build space and deposit material is an adjustable
variable (or rather, variables) dependent upon how the product is sliced. The operator programming the 3D
printer may decide to increase the print-speed, to shorten the print time, or decrease the print speed, to
improve the quality of the produced part. Many slicing programs allow the 3D printer operator to select
multiple speeds depending upon whether the 3D printer is depositing material, travelling between points
without depositing material, or along the edge of the product’s perimeters (Zhu et al., 2016). Different ME
machines have different ranges of speeds that they are capable of during the 3D printing process based upon
their design and construction. For the sake of simplifying calculations, we simplify print speed to one
variable that represents the typical speed at which the robot arm on the 3D printer is able to move during
the printing process with all parameters at their median value. This average recommended print speed is
given in the database for each 3D printer available to the triage user.
The layer height used during 3D printing is the vertical height of the material that is deposited by each pass
of the printer arm. While the construction of the 3D printer does put some limitation on the layer height,
layer height is a manufacturing parameter that is determined during the preparation of a product for
manufacturing. This parameter is very important in both governing the time it takes to 3D print a product
and the level of quality of the final product (Alafaghani et al., 2017; Steuben et al., 2015). This is a typical
tradeoff that must be considered during the 3D-printing process, with a smaller layer height being equated
to both longer print-times and improved fidelity to the original design, and larger layer heights being the
resulting in shorter print times with worse fidelity to the original product’s geometry (Alafaghani et al.,
2017; Steuben et al., 2015).
The selection of the layer height is assumed to be too complex for the novice user of this triage. Instead I
consider layer height to be a function of nozzle diameter. As with many of the other variables in 3D printing,
many of the possible manufacturing parameters are guided by experimentation and rules-of-thumb rather
than hard rules. The theoretical layer heights achievable by an ME machine range between the nozzle
diameter and the minimum vertical motion of the print-head (Steuben et al., 2015), and so we estimate the
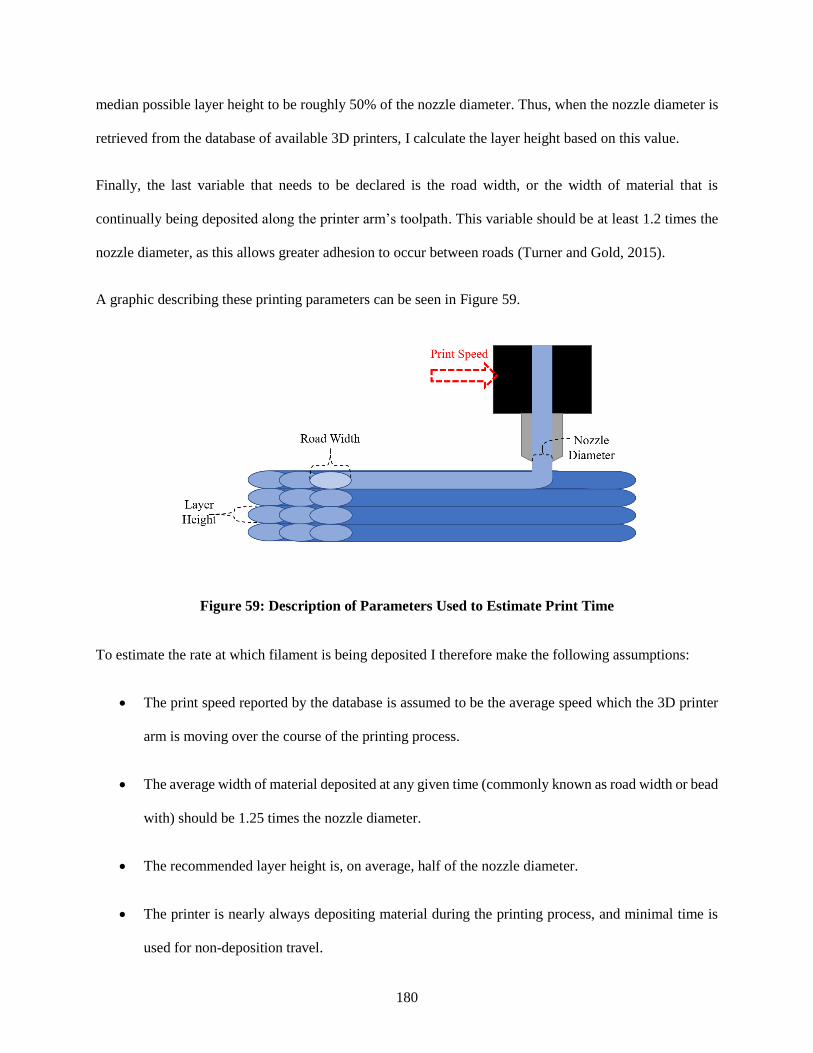
180
median possible layer height to be roughly 50% of the nozzle diameter. Thus, when the nozzle diameter is
retrieved from the database of available 3D printers, I calculate the layer height based on this value.
Finally, the last variable that needs to be declared is the road width, or the width of material that is
continually being deposited along the printer arm’s toolpath. This variable should be at least 1.2 times the
nozzle diameter, as this allows greater adhesion to occur between roads (Turner and Gold, 2015).
A graphic describing these printing parameters can be seen in Figure 59.
Figure 59: Description of Parameters Used to Estimate Print Time
To estimate the rate at which filament is being deposited I therefore make the following assumptions:
• The print speed reported by the database is assumed to be the average speed which the 3D printer
arm is moving over the course of the printing process.
• The average width of material deposited at any given time (commonly known as road width or bead
with) should be 1.25 times the nozzle diameter.
• The recommended layer height is, on average, half of the nozzle diameter.
• The printer is nearly always depositing material during the printing process, and minimal time is
used for non-deposition travel.

181
• The volume of the product can be calculated as done so in Equation 3.
Based on these assumptions, I have made the following back-of-the-envelope estimation for the time it
takes to 3D print a product.
�̇� = (𝑤𝑟𝑜𝑎𝑑 )(ℎ𝑙𝑎𝑦𝑒𝑟)(𝑣𝑝𝑟𝑖𝑛𝑡) (4)
�̇� = [(1.25)(𝑑𝑛𝑜𝑧𝑧𝑙𝑒)][(0.5)(𝑑𝑛𝑜𝑧𝑧𝑙𝑒)](𝑣𝑝𝑟𝑖𝑛𝑡) (5)
𝑡𝑝𝑟𝑖𝑛𝑡 = 𝑉3𝐷
�̇� (6)
where
�̇� = average rate of material deposition (mm3⁄s)
wroad = road width, or width of material being deposited(mm)
hlayer = layer height or height of material being deposited(mm)
vprint = average speed of printer arm(mm⁄s)
dnozzle = nozzle diameter(mm)
tprint = estimated print time
From this set of equations we have an estimate of the time that it takes to be able manufactuer the particular
product with 3D printing. We can then compare this time to the estimated total delivery time of the product
through traditional means and make an evaluation like those shown in Table 44.
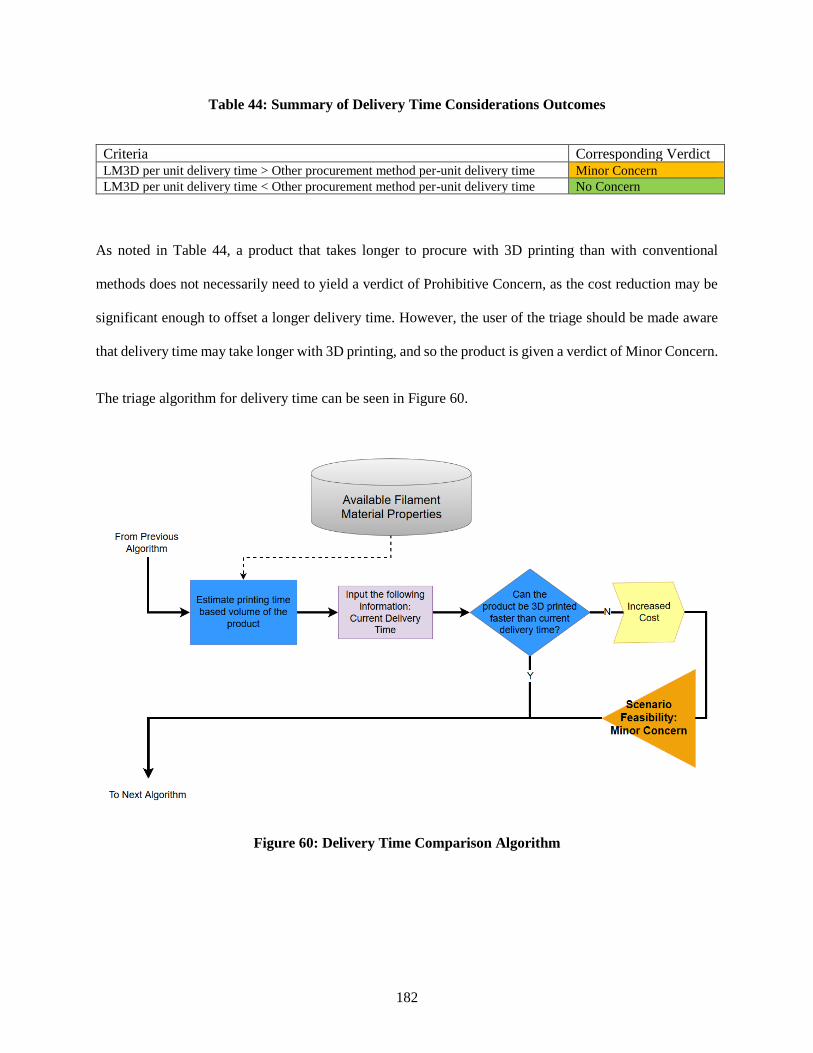
182
Table 44: Summary of Delivery Time Considerations Outcomes
Criteria Corresponding Verdict LM3D per unit delivery time > Other procurement method per-unit delivery time Minor Concern
LM3D per unit delivery time < Other procurement method per-unit delivery time No Concern
As noted in Table 44, a product that takes longer to procure with 3D printing than with conventional
methods does not necessarily need to yield a verdict of Prohibitive Concern, as the cost reduction may be
significant enough to offset a longer delivery time. However, the user of the triage should be made aware
that delivery time may take longer with 3D printing, and so the product is given a verdict of Minor Concern.
The triage algorithm for delivery time can be seen in Figure 60.
Figure 60: Delivery Time Comparison Algorithm
183
Possible Improvements to Algorithm for Triaging Delivery-Time Considerations
Because of the roughness of this method, there is a need to refine these estimation calculations in the future.
As noted, differing levels of print quality for the product could also result in very different overall print
times for the product (Swift and Booker, 2013), and a more accurate estimate of production time is
necessary.
Increased accuracy, however, must not come at the expense of simplicity for non-technical triage users.
The solution to balancing these factors could include the triage user choosing a value on a level-of-quality
scale. The low and high points on the scale could correspond to the lowest reasonable layer height and print
speed and highest reasonable layer height and print speed, depending on what the triage user selects. These
slightly more precise values of layer height and print speed could be used to make more accurate estimates
of the total print time. Alternatively, the triage could also use some of the geometric data collected during
the general triage to make an assessment on what the probably required level of resolution is, and how that
translates to layer height and print speed.
Methods of estimating printing time can also be improved to be more precise by taking into account the
geometry of the product, specifically the ratio of surface area to inner volume. The ratio of time spent
depositing material on the outer perimeter of a product, depositing material in the infill of a product, and
the time spent traveling between points (without depositing material at all) can all have a big impact on the
total 3D print time and are dependent upon the geometry of the product (Zhu et al., 2016). These three types
of motion by the printer arm are often done at different speeds than one another and can all affect the total
print time (Zhu et al., 2016).
Finally, there is a need for a better method of comparing the total 3D print time to the total delivery time.
The current algorithm only compares which time takes longer, however the perceived value in reduced
delivery time may be weighted differently by each triage user. As was the case for cost, the actual difference
in estimated delivery times is shared with the triage user so that they can make their own assessments,
184
however, a more systematic method of evaluating differences in delivery time would add value to this
triage.
1.1.1 Quantity-of-Production Considerations
One of the most unique factors about the economics of 3D printing is that economies of scale are largely
irrelevant. Unlike most manufacturing methods, increased quantities do not lead to lower manufacturing
costs (Conner et al., 2014), and thus, while 3D printing may make economic sense for a product that is
required infrequently, products that may be required in consistently large volumes may no longer be good
candidates for 3D printing (Douglas and Stanley, 2015; Khorram et al., 2017; Swift and Booker, 2013).
Even if it is cheaper for the product user to procure a product manufactured with 3D printing, LM3D may
not be able to physically keep up with frequent demand. Ideal products for 3D printing are those that are
needed in smaller quantities (Khorram et al. 2017).
Incorporation of Quantity of Production Considerations
Because of 3D printing’s uniquely linear production costs, it is relatively easy to be able to scale the costs
and delivery times associated with changing quantities of specific products. Both of these estimates can
simply be multiplied to estimate the total cost and delivery time of the total batch of the product as in
Equations 7 and 8.
𝑡𝑏𝑎𝑡𝑐ℎ = 𝑛𝑏𝑎𝑡𝑐ℎ(𝑡𝑝𝑟𝑖𝑛𝑡) (7)
𝐶𝑏𝑎𝑡𝑐ℎ = 𝑛𝑏𝑎𝑡𝑐ℎ(𝐶3𝐷) (8)
Where
tbatch = time to print the entire batch of products
nbatch = the number of products required in the batch
Cbatch = the total cost of producing the batch
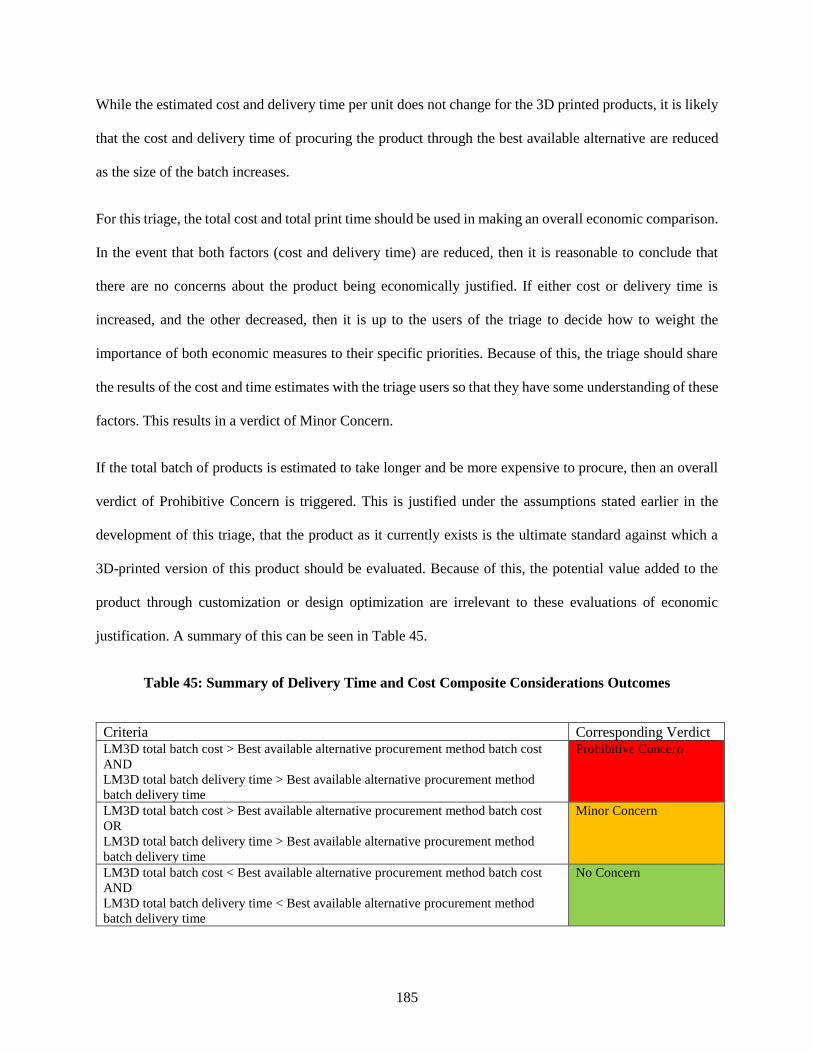
185
While the estimated cost and delivery time per unit does not change for the 3D printed products, it is likely
that the cost and delivery time of procuring the product through the best available alternative are reduced
as the size of the batch increases.
For this triage, the total cost and total print time should be used in making an overall economic comparison.
In the event that both factors (cost and delivery time) are reduced, then it is reasonable to conclude that
there are no concerns about the product being economically justified. If either cost or delivery time is
increased, and the other decreased, then it is up to the users of the triage to decide how to weight the
importance of both economic measures to their specific priorities. Because of this, the triage should share
the results of the cost and time estimates with the triage users so that they have some understanding of these
factors. This results in a verdict of Minor Concern.
If the total batch of products is estimated to take longer and be more expensive to procure, then an overall
verdict of Prohibitive Concern is triggered. This is justified under the assumptions stated earlier in the
development of this triage, that the product as it currently exists is the ultimate standard against which a
3D-printed version of this product should be evaluated. Because of this, the potential value added to the
product through customization or design optimization are irrelevant to these evaluations of economic
justification. A summary of this can be seen in Table 45.
Table 45: Summary of Delivery Time and Cost Composite Considerations Outcomes
Criteria Corresponding Verdict LM3D total batch cost > Best available alternative procurement method batch cost
AND
LM3D total batch delivery time > Best available alternative procurement method
batch delivery time
Prohibitive Concern
LM3D total batch cost > Best available alternative procurement method batch cost
OR
LM3D total batch delivery time > Best available alternative procurement method
batch delivery time
Minor Concern
LM3D total batch cost < Best available alternative procurement method batch cost
AND
LM3D total batch delivery time < Best available alternative procurement method
batch delivery time
No Concern
186
Because the comparisons outlined in Table 45 are based on the total batch of the products, which may
include a batch size of one product, the conditions of Table 45 encompass the conditions of Table 43 and
Table 44. Thus, while the actual triage algorithm shown in Appendix D uses the algorithms of Figure 58
and Figure 60, it also factors in the conditions related to batch size displayed in Table 45.
Possible Improvements to Incorporation of Quantity-of-Production Concerns
As was the case with the estimations of both cost and delivery time, this method of factoring quantity of
production is simplified; it assumes that product needs must be addressed as batches. If the product is
frequently required, but with more complex demand patterns, then a better method of assessment is needed.
Added-Value Considerations
Throughout this triage we are concerned with LM3D as a means of supplying an already existing product.
We have also stated during the general triage that the preexisting product should be the standard against
which the original product is measured, and therefore the 3D-printed version of the product can only provide
as much value to the product user as the original product could. Because of these assumptions, we are in
effect saying that the 3D-printed version of the product can only add value to the life of the product user by
being more accessible or more affordable. Because of this, the triage has been almost exclusively focused
on design restrictions of 3D printing, rather than its opportunities. The ability to manufacture a product with
the unique design opportunities that 3D printing provides, however, could add additional value to products
that consumers do not currently have access to (Aranda-jan et al., 2016; Conner et al., 2014; Dinar and
Rosen, 2018; Giachetti, 1998; Gibson et al., 2009; Lindemann et al., 2015; Lustick and Zaman, 2011;
Maidin and Campbell, 2005; Vaneker, 2017).
Triaging Added Value Considerations
The most obvious benefit that a product could provide is that of customization. Because it requires no
additional manufacturing costs to make each individual product unique, product users could receive
products that are adjusted to their specific need or liking (Conner et al., 2014; Vaneker, 2017; Yang et al.,
187
2015). While those in low-resource contexts may have some familiarity with customized products that are
traditionally hand-made, localized 3D printing would open up new products to being customized that
previously never been customizable (Conner et al., 2014; Rauch et al., 2015; Tofail et al., 2017). If the
design expertise was locally available to modify these products for the product users, this could result in
products that better meet the needs of those living in low-resource contexts that are currently unmet by the
few available imported options.
Because of the unique construction method of ME (and AM methods in general), it can create products
with unique geometries that could not otherwise be created with other manufacturing methods (Atzeni et
al., 2010; Conner et al., 2014; Dinar and Rosen, 2018). For some products this can mean more aesthetically
appealing designs (Doubrovski et al., 2011; Maidin and Campbell, 2005; Swift and Booker, 2013), the
consolidation of what was previously multiple components (Dinar and Rosen, 2018; Vaneker, 2017), the
reduction of material needed to make the product (Dinar and Rosen, 2018; Lindemann et al., 2015), or the
modification of geometries internal to a product (Atzeni et al., 2010). The latter can result in products where
the designer selectively places material to yield optimized mechanical properties throughout the product’s
volume (Garland and Fadel, 2015; Ulu et al., 2015; Vaneker, 2017; Yang et al., 2015).
Possible Algorithms for Triaging Added-Value Considerations
There may be some products for which it is economically justifiable to manufacturing the product with 3D
printing, even if it is more expensive and takes longer to procure, because there is additional value imparted
into the product when manufactured with 3D printing. This triage, however, makes the assumption that the
originally requested product is exactly what is needed in the low-resource context where the triage is being
applied. Therefore, determining the potential improvements that 3D printing may impart to the product is
outside of the scope of both the general triage and the contextual triage.
This consideration of added value is included so as to not neglect a major focus of the DFAM literature.
Future versions of this triage could include a third element (after the general and contextual triages) that
188
assesses a product that has been approved for LM3D in a low-resource context and assists the triage user
in understanding how the product user may benefit from using a product manufactured with AM as
compared to other methods. This work should look for ways to better quantify the aforementioned design
freedoms, as well as the product’s ability to benefit from them.
Summary of Economic-Justification Triage Category
Determining whether manufacturing a product locally with 3D printing is economically justifiable from the
perspective of the product user depends upon (1) the cost of manufacturing the product locally, (2) how
long it takes to manufacture the product locally, and (3) the quantity of the product the product user requires.
By understanding these three factors and comparing them to the best available alternative, we are able make
some rough estimates of the costs and benefits that supplying this product with LM3D could have for the
product user. The methods used for making these estimations do not consider the value that could be added
to a product by manufacturing it with 3D printing. Future versions of the triage should include more accurate
methods of estimating costs and delivery time, without sacrificing too much simplicity in the calculations
needed. Additionally, the potential for improving products with 3D printing should also be added onto the
end of the contextual triage to better acknowledge that there are products for which it may still be justifiable
to use LM3D, even though it is more expensive or takes longer to supply than other procurement options.
An overall view of the economic justification section of the triage can be seen along with the rest of the
contextual triage in Appendix D.
Product-Acceptance Considerations
This final category of considerations is how the product is used within its particular ecosystem and what
expectations are placed upon it by the product user over the course of its life-cycle. These considerations
are perhaps the most difficult to adequately assess and triage, as they are the most based upon individual
and cultural preferences. If the scenario-feasibility and economic-justification considerations aligned with
189
the feasible and viable elements of LM3D (borrowing the terms from HCD literature (IDEO, 2009), then
product-acceptance considerations align with the most difficult HCD category to assess in low-resource
contexts, desirability (Castillo et al., 2012; Donaldson, 2009; Gilliam et al., 2014; Pease et al., 2014). There
is no method for guaranteeing that a product is considered acceptable by the product user, because each
product user is an individual with unique preferences. Still, by examining some of the more common
product expectations that are present in low-resource contexts and creating some basic triage elements for
them, we can begin to create a framework for assessing the product expectations that consumers may have
for their products. In these final considerations of the contextual triage we look at how producing a product
with LM3D could affect the product’s longevity, familiarity, and appropriateness.
As preference and acceptance of a product are subjective criteria, none of the triages in these considerations
should completely remove a product from consideration, they should only register as concerns. As
continually stressed throughout the DFLRC literature, design decisions related to preference should be
made in concert with the product user.
Longevity Considerations
In general, product users coming from low-resource contexts prefer devices that can withstand harsher
operating conditions (Campbell et al., 2011; Diegel et al., 2010; El-Khasawneh, 2013; Green et al., 2006;
Mathern et al., 2013; Nimunkar et al., 2009; Whitehead et al., 2016). Since the lack of accessibility and
money needed to replace a product can be restrictive for product users in low-resource contexts, it is
important that a product can continue providing its functionality, for as long as the user expects (Green et
al., 2006).
Proposed Algorithm for Triaging Longevity Considerations Related to Product Use
As was the case with other considerations, we operate under the assumption that the original product
provides the standard to which a 3D-printed version of the product should be compared. If the 3D-printed
190
version of the product is unlikely to have a lifespan comparable to that of the original product, then it is less
likely to be considered acceptable by the product user.
While not exhaustive, we consider three aspects of a product’s life-cycle that may affect its overall longevity
- how the product is used, the product’s ability to resist wear, and the environment in which the product is
used. All three of these are examined and flagged to see if there is reason to believe that a 3D-printed
version of the product may have a reduced lifespan as compared to the original.
We already gathered some important information regarding how the product is used from the general triage,
including whether the product is to be subjected to heat sources or concentrated chemicals during its use
and how well the filament is expected to resist them. We have also compared material properties of the
filament and original material related to mechanical failure. All three of these material property
comparisons (i.e. thermal, chemical, and mechanical) are evaluated based upon whether the proposed
filament had improved resistance/strength, comparable resistance/strength, or reduced resistance strength
over the original material.
If the 3D-printing filament has improved mechanical strength/thermal resistance/chemical resistance over
the original material (i.e., the range of values for the filament’s relevant material properties were higher
than those of the original material), then no concerns are flagged related to the product’s durability.
However, if the 3D-printing filament represents either reduced or comparable mechanical strength/thermal
resistance/chemical resistance when compared to the original material, then the product would be flagged
for likely having reduced durability. These flags, all of which are first referenced in Chapter 5 are shown
in Figure 61.
Figure 61: Durability Flags
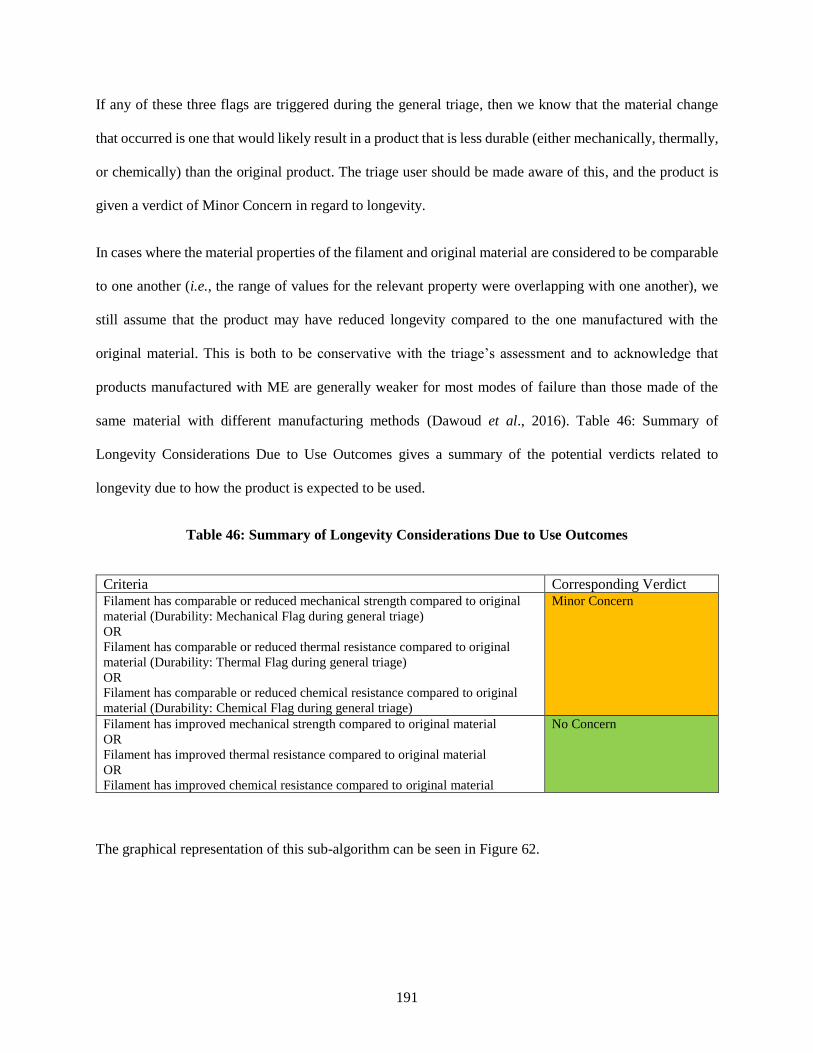
191
If any of these three flags are triggered during the general triage, then we know that the material change
that occurred is one that would likely result in a product that is less durable (either mechanically, thermally,
or chemically) than the original product. The triage user should be made aware of this, and the product is
given a verdict of Minor Concern in regard to longevity.
In cases where the material properties of the filament and original material are considered to be comparable
to one another (i.e., the range of values for the relevant property were overlapping with one another), we
still assume that the product may have reduced longevity compared to the one manufactured with the
original material. This is both to be conservative with the triage’s assessment and to acknowledge that
products manufactured with ME are generally weaker for most modes of failure than those made of the
same material with different manufacturing methods (Dawoud et al., 2016). Table 46: Summary of
Longevity Considerations Due to Use Outcomes gives a summary of the potential verdicts related to
longevity due to how the product is expected to be used.
Table 46: Summary of Longevity Considerations Due to Use Outcomes
Criteria Corresponding Verdict Filament has comparable or reduced mechanical strength compared to original
material (Durability: Mechanical Flag during general triage)
OR
Filament has comparable or reduced thermal resistance compared to original
material (Durability: Thermal Flag during general triage)
OR
Filament has comparable or reduced chemical resistance compared to original
material (Durability: Chemical Flag during general triage)
Minor Concern
Filament has improved mechanical strength compared to original material
OR
Filament has improved thermal resistance compared to original material
OR
Filament has improved chemical resistance compared to original material
No Concern
The graphical representation of this sub-algorithm can be seen in Figure 62.
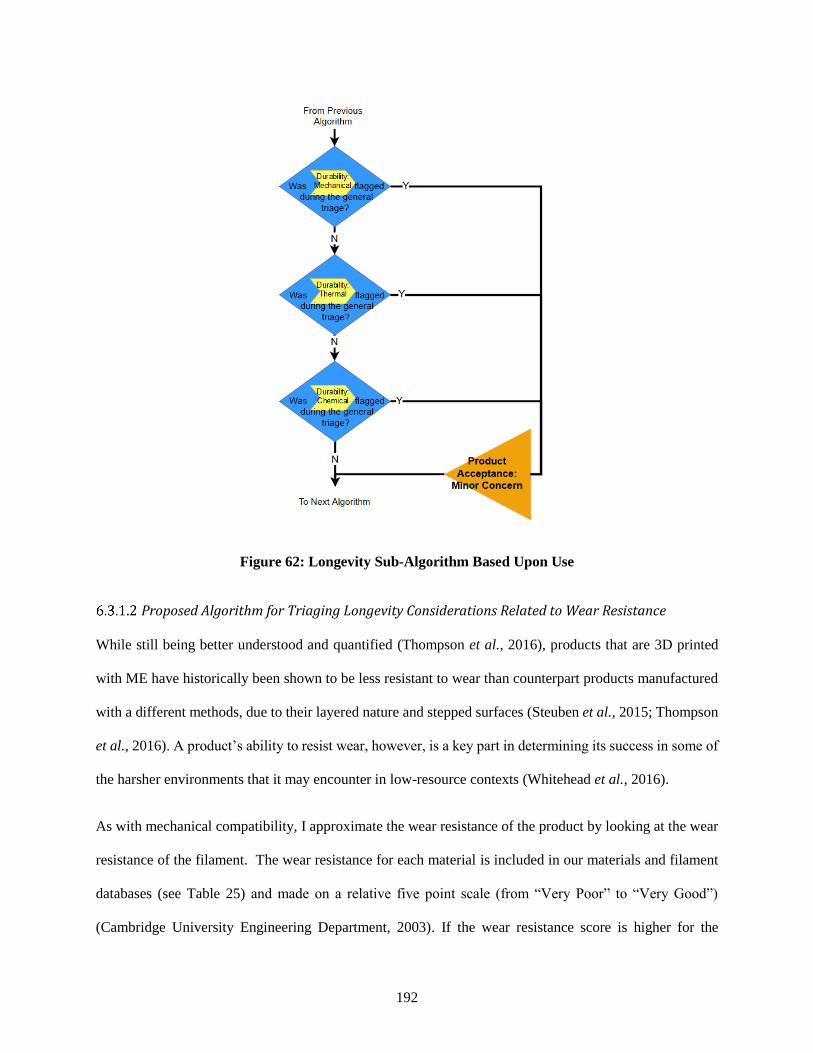
192
Figure 62: Longevity Sub-Algorithm Based Upon Use
Proposed Algorithm for Triaging Longevity Considerations Related to Wear Resistance
While still being better understood and quantified (Thompson et al., 2016), products that are 3D printed
with ME have historically been shown to be less resistant to wear than counterpart products manufactured
with a different methods, due to their layered nature and stepped surfaces (Steuben et al., 2015; Thompson
et al., 2016). A product’s ability to resist wear, however, is a key part in determining its success in some of
the harsher environments that it may encounter in low-resource contexts (Whitehead et al., 2016).
As with mechanical compatibility, I approximate the wear resistance of the product by looking at the wear
resistance of the filament. The wear resistance for each material is included in our materials and filament
databases (see Table 25) and made on a relative five point scale (from “Very Poor” to “Very Good”)
(Cambridge University Engineering Department, 2003). If the wear resistance score is higher for the
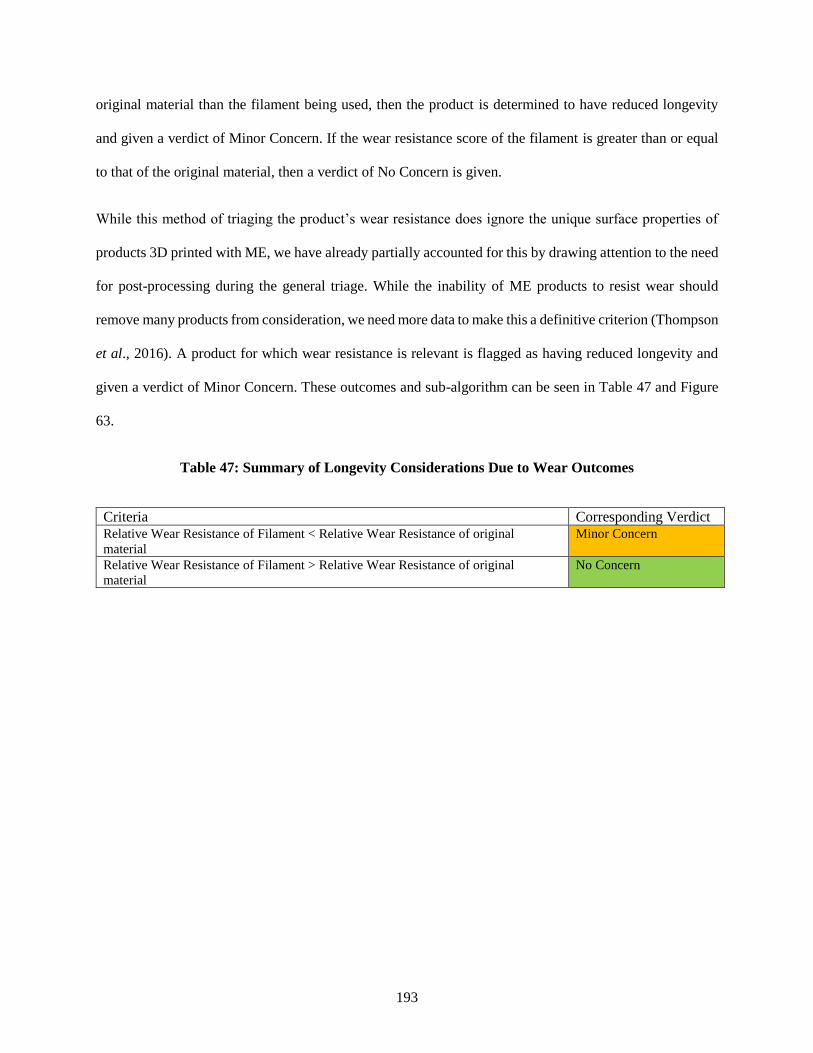
193
original material than the filament being used, then the product is determined to have reduced longevity
and given a verdict of Minor Concern. If the wear resistance score of the filament is greater than or equal
to that of the original material, then a verdict of No Concern is given.
While this method of triaging the product’s wear resistance does ignore the unique surface properties of
products 3D printed with ME, we have already partially accounted for this by drawing attention to the need
for post-processing during the general triage. While the inability of ME products to resist wear should
remove many products from consideration, we need more data to make this a definitive criterion (Thompson
et al., 2016). A product for which wear resistance is relevant is flagged as having reduced longevity and
given a verdict of Minor Concern. These outcomes and sub-algorithm can be seen in Table 47 and Figure
63.
Table 47: Summary of Longevity Considerations Due to Wear Outcomes
Criteria Corresponding Verdict Relative Wear Resistance of Filament < Relative Wear Resistance of original
material
Minor Concern
Relative Wear Resistance of Filament > Relative Wear Resistance of original
material
No Concern
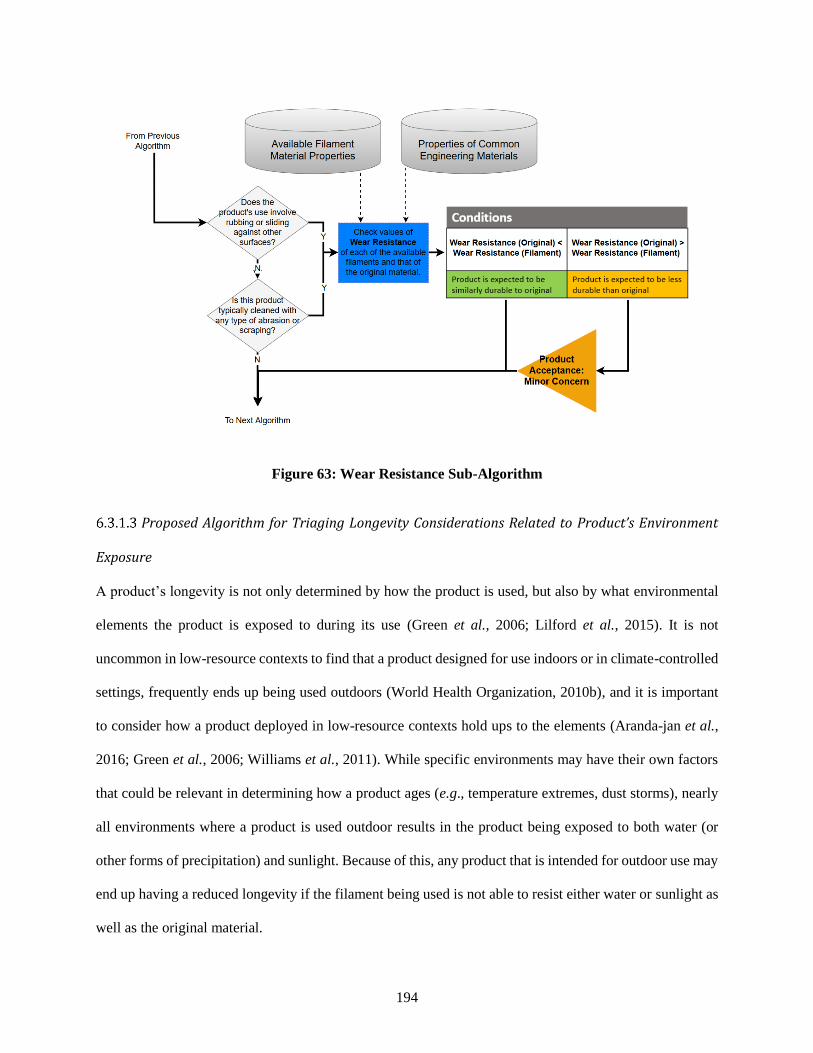
194
Figure 63: Wear Resistance Sub-Algorithm
Proposed Algorithm for Triaging Longevity Considerations Related to Product’s Environment
Exposure
A product’s longevity is not only determined by how the product is used, but also by what environmental
elements the product is exposed to during its use (Green et al., 2006; Lilford et al., 2015). It is not
uncommon in low-resource contexts to find that a product designed for use indoors or in climate-controlled
settings, frequently ends up being used outdoors (World Health Organization, 2010b), and it is important
to consider how a product deployed in low-resource contexts hold ups to the elements (Aranda-jan et al.,
2016; Green et al., 2006; Williams et al., 2011). While specific environments may have their own factors
that could be relevant in determining how a product ages (e.g., temperature extremes, dust storms), nearly
all environments where a product is used outdoor results in the product being exposed to both water (or
other forms of precipitation) and sunlight. Because of this, any product that is intended for outdoor use may
end up having a reduced longevity if the filament being used is not able to resist either water or sunlight as
well as the original material.
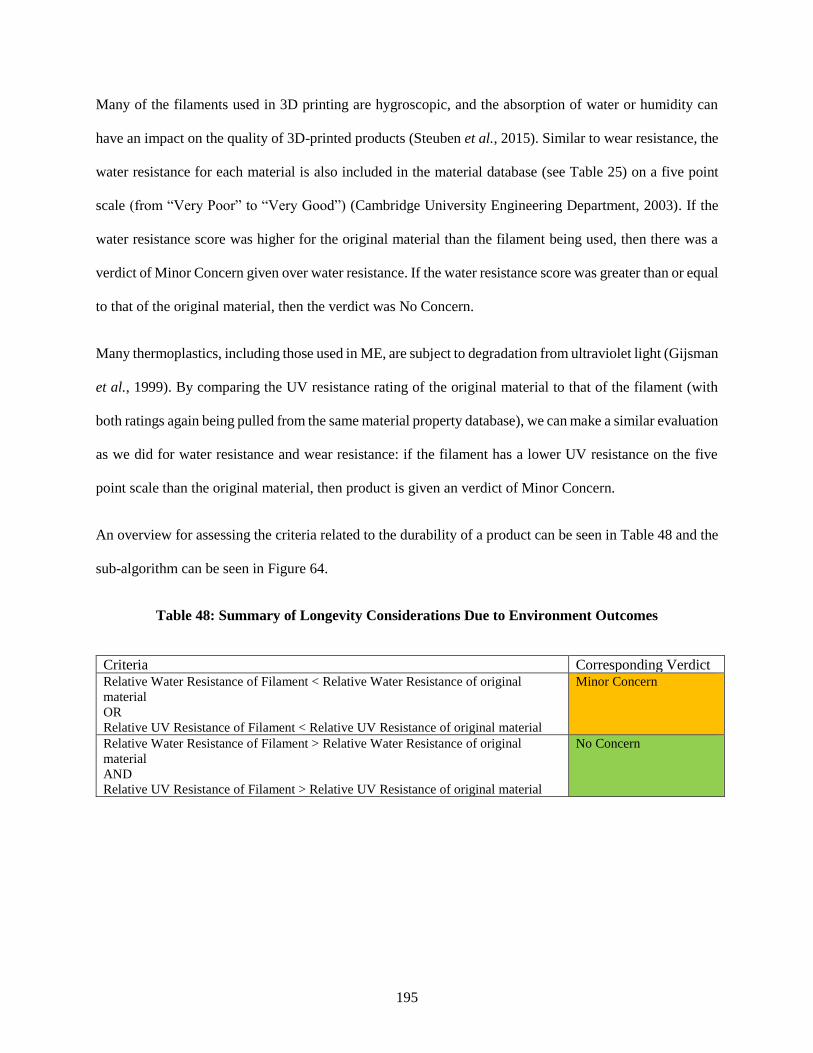
195
Many of the filaments used in 3D printing are hygroscopic, and the absorption of water or humidity can
have an impact on the quality of 3D-printed products (Steuben et al., 2015). Similar to wear resistance, the
water resistance for each material is also included in the material database (see Table 25) on a five point
scale (from “Very Poor” to “Very Good”) (Cambridge University Engineering Department, 2003). If the
water resistance score was higher for the original material than the filament being used, then there was a
verdict of Minor Concern given over water resistance. If the water resistance score was greater than or equal
to that of the original material, then the verdict was No Concern.
Many thermoplastics, including those used in ME, are subject to degradation from ultraviolet light (Gijsman
et al., 1999). By comparing the UV resistance rating of the original material to that of the filament (with
both ratings again being pulled from the same material property database), we can make a similar evaluation
as we did for water resistance and wear resistance: if the filament has a lower UV resistance on the five
point scale than the original material, then product is given an verdict of Minor Concern.
An overview for assessing the criteria related to the durability of a product can be seen in Table 48 and the
sub-algorithm can be seen in Figure 64.
Table 48: Summary of Longevity Considerations Due to Environment Outcomes
Criteria Corresponding Verdict Relative Water Resistance of Filament < Relative Water Resistance of original
material
OR
Relative UV Resistance of Filament < Relative UV Resistance of original material
Minor Concern
Relative Water Resistance of Filament > Relative Water Resistance of original
material
AND
Relative UV Resistance of Filament > Relative UV Resistance of original material
No Concern
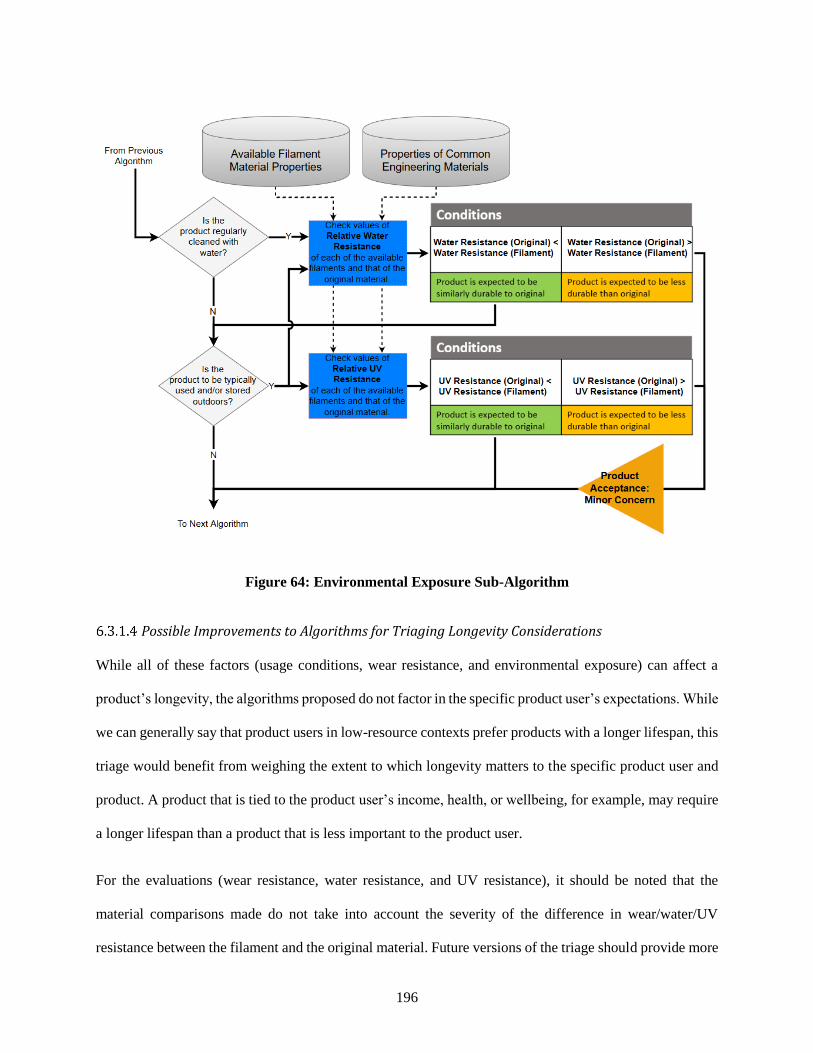
196
Figure 64: Environmental Exposure Sub-Algorithm
Possible Improvements to Algorithms for Triaging Longevity Considerations
While all of these factors (usage conditions, wear resistance, and environmental exposure) can affect a
product’s longevity, the algorithms proposed do not factor in the specific product user’s expectations. While
we can generally say that product users in low-resource contexts prefer products with a longer lifespan, this
triage would benefit from weighing the extent to which longevity matters to the specific product user and
product. A product that is tied to the product user’s income, health, or wellbeing, for example, may require
a longer lifespan than a product that is less important to the product user.
For the evaluations (wear resistance, water resistance, and UV resistance), it should be noted that the
material comparisons made do not take into account the severity of the difference in wear/water/UV
resistance between the filament and the original material. Future versions of the triage should provide more
197
detailed information or predictions regarding how severely the product’s longevity is to be reduced, as this
could end being to the triage user making decisions.
Similar to the considerations of Material Compatibility in the general triage, the comparisons of UV, water,
and wear resistance all follow a similarly parallel methodology. In the future, this section could be
condensed, by creating a simple two-step method for evaluating what types of resistances are relevant, and
then comparing each relevant resistance of the proposed replacement material to those resistances of the
existing material.
Familiarity Considerations
A key indicator of technology adoption is the usability of a product to the product user (Campbell et al.,
2011; El-Khasawneh, 2013; Graf et al., 2013; Green et al., 2006; Mathern et al., 2013; Slaski and Thuber,
2009; Whitehead et al., 2016; Williams et al., 2011). If a product is to be accepted, then it should be able
to align with the skills that the product users already possess (Diaconu et al., 2017). The product should be
easily able to be incorporated into the product user’s life and routine (Slaski and Thuber, 2009; Whitehead
et al., 2016). Product users from low-resource contexts are generally hesitant to invest in products and
technologies that they do not find familiar and have been found to pay more for products that they perceive
as being less of a risk (Graf et al., 2013).
There is also a common assumption that product users in low-resource settings are not concerned with
aesthetics when considering to adopt a product, and therefore many designers choose to ignore a product’s
form over its functionality (Jagtap et al., 2015). This assumption, however, is inaccurate, and product users
in low-resource settings are typically just as concerned with the aesthetics of a product as consumers
anywhere else in the world (Banerjee and Duflo, 2006; Campbell et al., 2011; Green et al., 2006; Whitehead
et al., 2016).
A product being evaluated for LM3D should be able to meet the pre-existing expectations that the user has
for how that product should look and function. As with the rest of this triage, we assume that there is a pre-
198
existing product that the triage user, and possibly the product user, have in mind when using the triage. We
are holding this pre-existing product as the standard against which our 3D-printed product is judged, and
thus the more familiar that the 3D printed product’s form and function is to the original product, the more
likely the product is accepted by the product user.
Proposed Algorithm for Triaging Familiarity
While difficult to determine how familiar the product is to the product user, we make the following
assumptions:
• The product user is already familiar with the original version of the product.
• The product user judges the familiarity of the 3D printed version of the product based upon how
they perceive it to be similar to the original product.
• Most product users probably perceive the product’s differences through touch and sight, although
some product users may also engage with the product through other senses, including hearing (the
product’s acoustical properties) or smell (what odors the product does or does not emit).
• The more the product looks and feels like the original product, the more familiar it is to the product
user.
Visual familiarity with the potential 3D-printed product is based upon how much its appearance resembles
the original product. Any changes in how the product looks are governed by the manufacturing process,
geometry, and material change. However, the largest impact that ME 3D printing is likely to have on the
product’s appearance are the limited surface quality and stair-stepping that occurs with ME parts (Surma et
al., 2015). We have already noted that many ME products can be made smoother with either chemical or
mechanical post-processing treatments (Turner and Gold, 2015). While there are still limitations on what
can be done in this regard, we ignore these limitations for the time being.

199
We assumed so far that as a product goes through this triage that its geometry is to remain unchanged. If a
product is able to pass through the general triage, then we have determined that its geometry does not need
to change from a manufacturability standpoint, and the product’s geometry should appear the same to the
product user.
The change in material could represent the largest factor in the change of appearance from the original
product, particularly if the original product is comprised of a material that is not any type of plastic or
polymer. However, as the range of colors and appearances found in commercially available filaments are
diverse, including those designed to emulate the appearance of wood, stone, and metals (Brownlee, 2015),
we also assume the material change to also not be a major concern. Because of the broad range of colors
and patterns available in 3D printing filaments, the changes in the color of the product are not considered
to be a concern in this triage.
The differences between how a 3D-printed product and the original product behave when being handled
product user, however, cannot be as easily overlooked as those of appearance. While not an exhaustive list,
Ashby and Johnson (2002) suggest several “aesthetic attributes,” derived from measurable material
properties that most product users could determine by handling a material or product and some examples
of these attributes are described in Table 49.
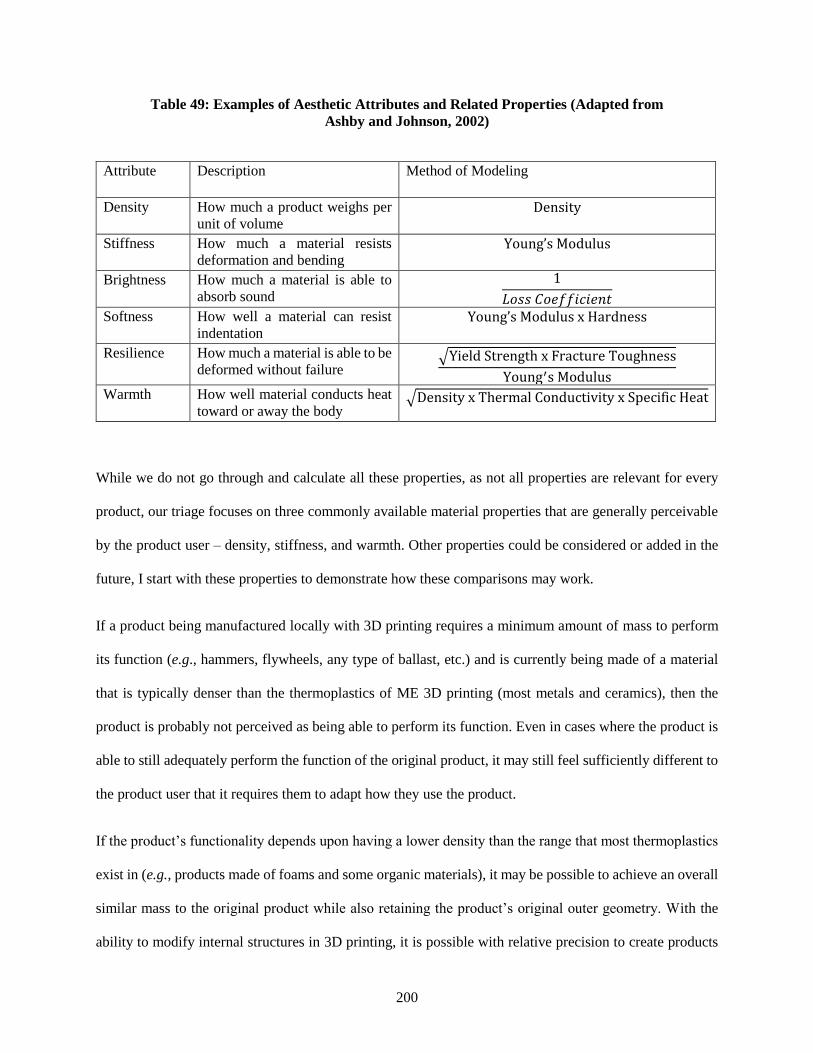
200
Table 49: Examples of Aesthetic Attributes and Related Properties (Adapted from
Ashby and Johnson, 2002)
Attribute Description Method of Modeling
Density How much a product weighs per
unit of volume Density
Stiffness How much a material resists
deformation and bending Young’s Modulus
Brightness How much a material is able to
absorb sound
1
𝐿𝑜𝑠𝑠 𝐶𝑜𝑒𝑓𝑓𝑖𝑐𝑖𝑒𝑛𝑡
Softness How well a material can resist
indentation Young’s Modulus x Hardness
Resilience How much a material is able to be
deformed without failure √Yield Strength x Fracture Toughness
Young′s Modulus
Warmth How well material conducts heat
toward or away the body √Density x Thermal Conductivity x Specific Heat
While we do not go through and calculate all these properties, as not all properties are relevant for every
product, our triage focuses on three commonly available material properties that are generally perceivable
by the product user – density, stiffness, and warmth. Other properties could be considered or added in the
future, I start with these properties to demonstrate how these comparisons may work.
If a product being manufactured locally with 3D printing requires a minimum amount of mass to perform
its function (e.g., hammers, flywheels, any type of ballast, etc.) and is currently being made of a material
that is typically denser than the thermoplastics of ME 3D printing (most metals and ceramics), then the
product is probably not perceived as being able to perform its function. Even in cases where the product is
able to still adequately perform the function of the original product, it may still feel sufficiently different to
the product user that it requires them to adapt how they use the product.
If the product’s functionality depends upon having a lower density than the range that most thermoplastics
exist in (e.g., products made of foams and some organic materials), it may be possible to achieve an overall
similar mass to the original product while also retaining the product’s original outer geometry. With the
ability to modify internal structures in 3D printing, it is possible with relative precision to create products
201
of a desired mass that is less than that of a solid thermoplastic of the same volume (Doubrovski et al., 2011;
Steuben et al., 2015). However, should the original product be made of a denser material than the available
3D-printing filament, it is not possible to emulate the original product’s weight, and the product user may
take notice.
Because we are holding the geometry of the product as a constant so far in this triage, the change in material
is what determines the change in stiffness of the material (Alafaghani et al., 2017; Jee and Kang, 2000). If
the original material has a modulus of elasticity that is vastly different than that of the 3D printing filament
being considered, then the product is not likely to behave mechanically as the product user expects
(Alafaghani et al., 2017; Giachetti, 1998; Swift and Booker, 2013). In some cases, if the filament properties
vary too much from the original material, then the product may not even be able to perform its base function.
It should also be noted that the anisotropic properties of products produced with 3D printing are not limited
to mechanical strength, and the stiffness/flexibility of a product produced with 3D printing is also largely
directionally dependent due to their laminar nature (Casavola et al., 2016) This should be considered when
deciding on the printing parameters for the product, but are not considered in this version of the triage.
Mechanical properties are not the only perceivable material properties from Ashby, as product users can
immediately notice differences in material from their thermal properties as well. Material warmth,
according to Ashby is the how the material transfers heat to or from the product user when it comes into
contact with them, and thus is a good determinant of how a product user may perceive a material change to
affect a product (Ashby and Johnson, 2002). If the original product is made up of a material with very
different warmth than the thermoplastic used in the 3D printed version of the part, them the product user
may not be as willing to accept the product. These changes may be especially noticeable when the product
is used in proximity to a heat source.
202
For material warmth, I calculate the warmth value by using the equation given by Ashby and Johnson
(2002), seen in Equation 9, and material properties pulled from the material database.
Warmth = √ρλcP (9)
Where
ρ = density of the material
λ = thermal conductivity of the material
cP = specific heat of the material
By calculating a low and high value (using the low and high values of density, thermal conductivity, and
specific heat), we can establish a possible range of warmth values for both the original material and the
proposed filament. If these values do not overlap with one another, I flag this product as a Minor Concern,
especially if the product is to be used around heat sources.
The density of a product manufactured with ME can be lowered (to some extent) to meet the design
requirements of a product originally made of a material less dense than the filament being used, but it is not
possible (without additional materials) to make a product that requires more density than the original
material. The range of possible density values can then be pulled from the material databased and used in
making an evaluation. In this case, flag products that are made of a material denser than that of the filament
with a verdict of Minor Concern.
In the case of the modulus of elasticity, the original material may either end up being more or less stiff than
the original, and if the range of their values as described by the database do not see any overlap, the product
is flagged with a verdict of Minor Concern. The operator of the 3D printer eventually needs to take this into
account when preparing the product for 3D printing. A summary of these evaluation criteria can be seen in
Table 50. The algorithm used for this consideration can be seen in Figure 65.

203
Table 50: Summary of Familiarity Consideration Outcomes
Criteria Corresponding Verdict Density of original material is greater than the density of Filament
Or
Range of values of Modulus of Elasticity of original material do not overlap with
those of the filament
Or
Range of values of material warmth of original material do not overlap with those of
the filament
Minor Concern
Density of original material is not greater than the density of Filament
Or
Range of values of Modulus of Elasticity of original material do overlap with those
of the filament
Or
Range of values of material warmth of original material do overlap with those of the
filament
No Concern
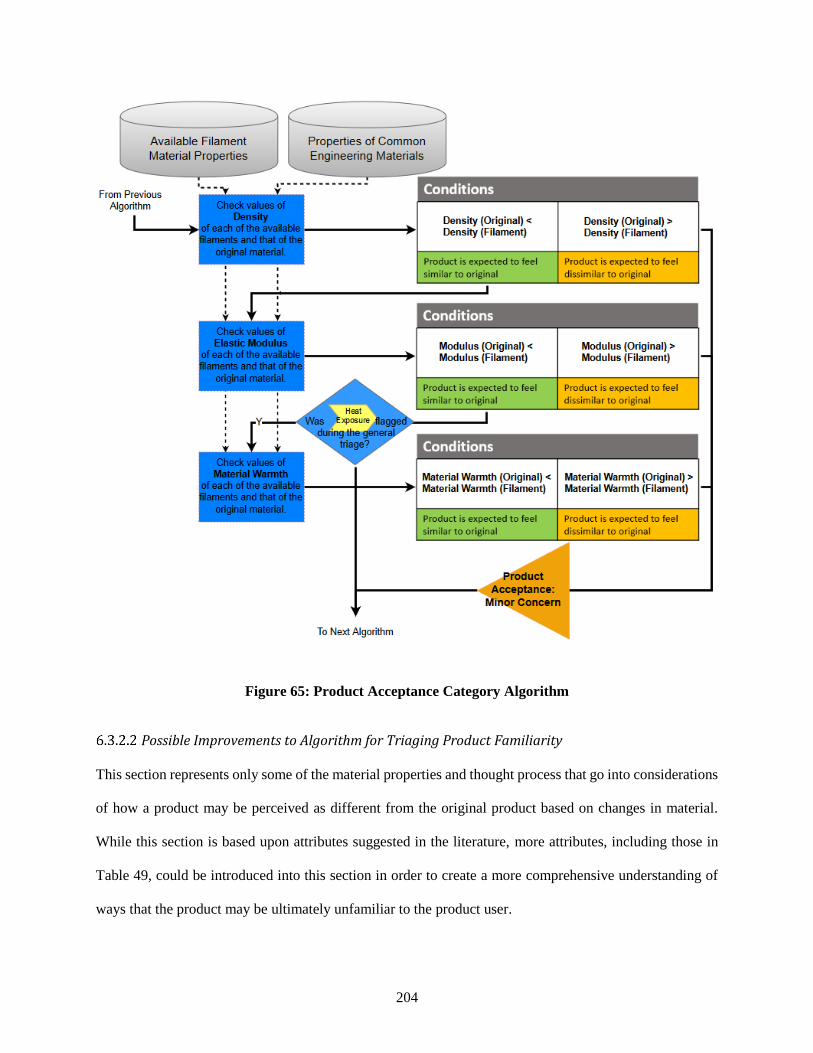
204
Figure 65: Product Acceptance Category Algorithm
Possible Improvements to Algorithm for Triaging Product Familiarity
This section represents only some of the material properties and thought process that go into considerations
of how a product may be perceived as different from the original product based on changes in material.
While this section is based upon attributes suggested in the literature, more attributes, including those in
Table 49, could be introduced into this section in order to create a more comprehensive understanding of
ways that the product may be ultimately unfamiliar to the product user.
205
It should be noted that none of the familiarity-related attributes analyzed here were given a verdict of
Prohibitive Concern. This is because it is not possible to eliminate any product based on these changes in
familiarity without better understanding what the local product users value about the product and what
changes to the product could result in a product that is too unfamiliar to them. Future versions of this triage
should allow for the triage user to be able to answer questions regarding how product users evaluate this
product, and the various familiarity-related attributes can then be weighted to reflect their importance.
Cultural-Appropriateness Considerations
Cultural appropriateness is also a common consideration encountered in the DFLRC literature. (Aranda-
jan et al., 2016; Campbell et al., 2011; Gauthier et al., 2013; Green et al., 2006; Lodge, 2007; Mathern et
al., 2013; Nimunkar et al., 2009; Williams et al., 2011). However, cultural appropriateness can mean
different things in many different locations, and it is impossible to simplify the complexities of what a
culture deems appropriate down to a single triage decision point.
Cultural appropriateness considerations require a solid working knowledge of a particular culture, and this
is why the importance of co-design is stressed. It is possible that with more research, some general trends
may be able to use to screen out more obvious culturally inappropriate products, but no such outline for
defining the screening was found in the current literature. Cultural Appropriateness, therefore, remains a
section that requires more work in the future.
Summary of Product-Acceptance Triage Category
Longevity was assessed by making material property comparisons based upon how and where the product
was to be used. These comparisons noted whether the new, 3D-printed material was more durable than the
original material and do not yet take into account how a product’s durability may have been affected by
being manufactured with the ME process.
206
While it is not always possible to predict whether a product would be accepted as familiar by the product
user, we look at general principles that typically apply to product users in low-resource contexts including,
a product’s longevity and product’s familiarity. A proposed method of assessing product familiarity is
created based on the assumption that deviations in how the product behaves mechanically (and in some
cases, thermally) due to the change in material and manufacturing process results in a difference in how the
product user perceives the product to function or how the product user interacts with the product.
Contextual Triage Summary
The contextual triage first evaluates a product based on considerations related to the feasibility of
manufacturing in that particular scenario. If the setting has access to all of the required resources for LM3D
to take place locally, then the product is evaluated based on its economics. If there is an economic
justification for manufacturing the product with LM3D (the product is cheaper or its delivery time reduced),
then the product moves onto the final set of considerations related to product acceptance. Unlike all of the
previous considerations of the contextual triage, the considerations related to product acceptance do not
ultimately remove a product from consideration, but merely inform the triage user of potential changes to
the final product that the product user may consider negative.
If a product is able to pass through all of the considerations of the contextual triage, the triage user can
know that this product is a good candidate for using LM3D. Being a good candidate for LM3D, however,
does not guarantee that producing the product with LM3D is guaranteed to be successful or sustainable. As
is the case after the general triage, only experimental verification by prototyping and testing the LM3D-
produced product locally can confirm that the product answers the product need in that particular context.
The contextual triage chiefly assists the triage user by identifying where opportunities for LM3D do and do
not exist.
Now that we have derived the content for both triages, we can assess their performance in the coming
chapter. A graphical summary of the contextual triage is in Appendix D.

207
Testing of Triage
The general and contextual triages outlined in Chapters 5 and 6 represent an attempt to capture all of the
product considerations derived from the literature in Chapter 4 and purpose them into a usable method.
This method should enable those working in low-resource contexts, whether a humanitarian response or
international development, to screen product needs that they encounter in their work, in order to
determine when LM3D is an appropriate response. As these triages are an initial attempt at creating such
a method, they require testing to verify whether they can serve their intended purpose. This chapter
outlines the methods and results of that testing.
Aims of Testing the Triage Process
The aim of this testing was to determine whether the general triage and the contextual triage enable novices
to evaluate whether a product can be manufactured with 3D printing and should be locally manufactured
with 3D printing in the given context. Since the triages were developed to be used by anyone, regardless of
their level of experience with LM3D, we tested the triage’s ability to improve the evaluation abilities of
novices. This was done by having novices assess, both with and without access to the general and contextual
triages, the same products assessed by those who had experience and expertise in implementing LM3D
projects. By comparing the evaluations made by novices with and without access to the triages to these
expert answers, we were able to evaluate the strengths and weakness of the triages as they are presented in
earlier chapters of this dissertation.
There were two primary research questions that were evaluated during the testing of the triage. The first is
a test of the accuracy of the triage itself, relative to the work of a small pool of experts. The second is a test
of whether the triage is useful in the hands of novices.
Research Question 1: Does the triage accurately predict whether a product needed in a low-
resource context could and should be manufactured with LM3D?
208
Research Question 2: Does the triage enable novices to make better assessments of whether a
product needed in a low-resource context could and should be able to be manufactured with LM3D?
Testing Procedures
I began answering both research questions by preparing two case studies of products that could be
encountered in low-resource contexts and be considered for LM3D. These case studies describe products
that have not been documented as having been 3D-printed before and require fresh analysis to determine
their eligibility for LM3D. While these two case studies are included in their entirety in Appendices E and
F, an overview of these two case studies are shown in Table 51.
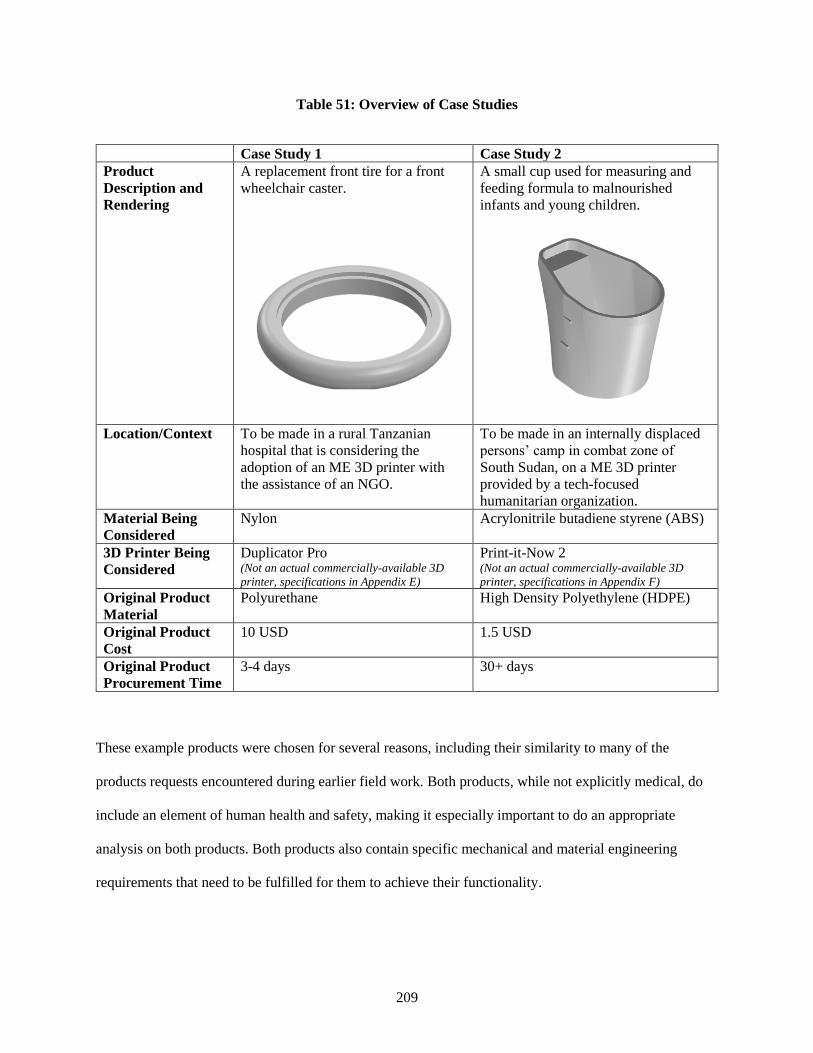
209
Table 51: Overview of Case Studies
Case Study 1 Case Study 2
Product
Description and
Rendering
A replacement front tire for a front
wheelchair caster.
A small cup used for measuring and
feeding formula to malnourished
infants and young children.
Location/Context To be made in a rural Tanzanian
hospital that is considering the
adoption of an ME 3D printer with
the assistance of an NGO.
To be made in an internally displaced
persons’ camp in combat zone of
South Sudan, on a ME 3D printer
provided by a tech-focused
humanitarian organization.
Material Being
Considered
Nylon Acrylonitrile butadiene styrene (ABS)
3D Printer Being
Considered
Duplicator Pro (Not an actual commercially-available 3D
printer, specifications in Appendix E)
Print-it-Now 2 (Not an actual commercially-available 3D
printer, specifications in Appendix F)
Original Product
Material
Polyurethane High Density Polyethylene (HDPE)
Original Product
Cost
10 USD 1.5 USD
Original Product
Procurement Time
3-4 days 30+ days
These example products were chosen for several reasons, including their similarity to many of the
products requests encountered during earlier field work. Both products, while not explicitly medical, do
include an element of human health and safety, making it especially important to do an appropriate
analysis on both products. Both products also contain specific mechanical and material engineering
requirements that need to be fulfilled for them to achieve their functionality.
210
The case studies were also created to represent two very different types of scenarios, with Case Study 1
presenting a need for a longer-term solution in an international development context and Case Study 2
presenting a need for a shorter-term solution in a humanitarian response context. The economic
conditions of scenarios are different enough that they represent a very different mindset in the decision-
making process.
It is not possible to test the triage extensively enough with only two case-studies to know that it would be
able to work in all circumstances. However, these two case studies were deemed both different and
relevant enough to represent many of the possible products that could be encountered in the field.
Procedure for Answering Research Question 1
These two case studies were then given to three different experts with on-the-ground experience in LM3D
and/or experience providing technical expertise to others who are engaged in LM3D activities. Along with
these case studies, the experts were also given access to all of the relevant information contained in the
triages’ databases, including material specification, 3D printer specifications, and filament specifications.
This information was included to ensure that their expertise is what was being measured, and not just their
knowledge of this data. Finally, after being asked to review both case studies, the experts were given a short
survey to gauge their opinions on each case study. A summary of the questions on this survey, along with
the available multiple-choice answers, are shown in Table 52.
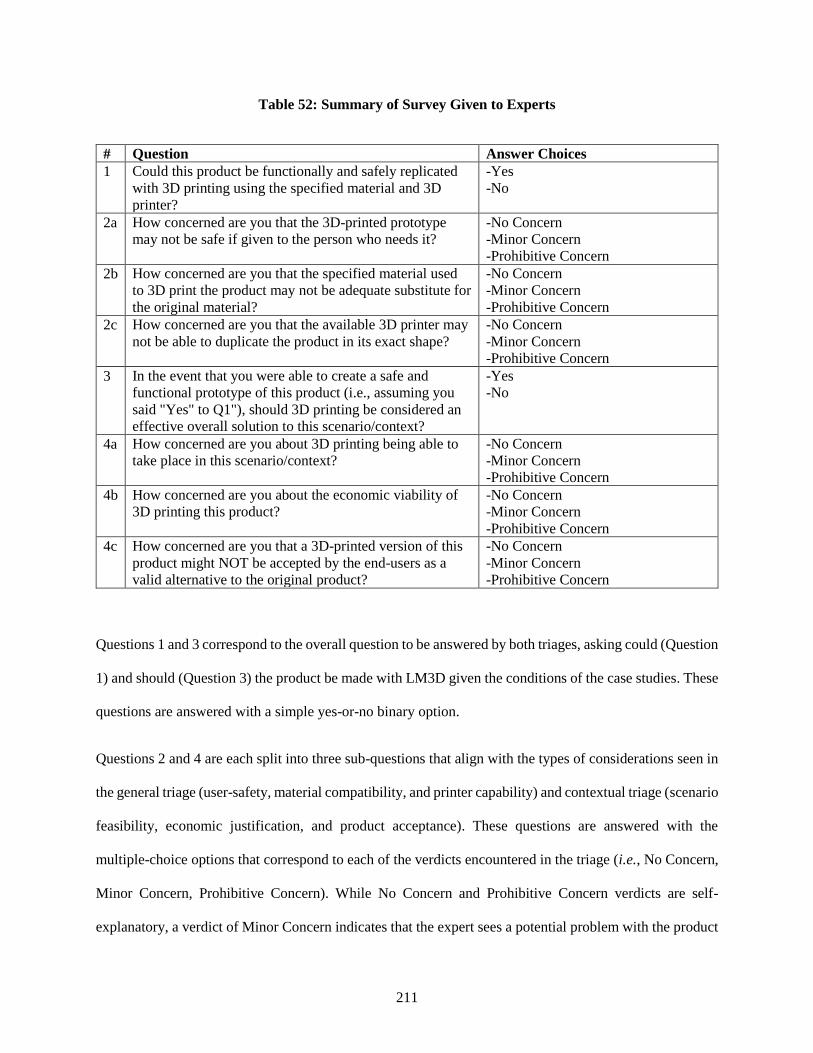
211
Table 52: Summary of Survey Given to Experts
# Question Answer Choices
1 Could this product be functionally and safely replicated
with 3D printing using the specified material and 3D
printer?
-Yes
-No
2a How concerned are you that the 3D-printed prototype
may not be safe if given to the person who needs it?
-No Concern
-Minor Concern
-Prohibitive Concern
2b How concerned are you that the specified material used
to 3D print the product may not be adequate substitute for
the original material?
-No Concern
-Minor Concern
-Prohibitive Concern
2c How concerned are you that the available 3D printer may
not be able to duplicate the product in its exact shape?
-No Concern
-Minor Concern
-Prohibitive Concern
3 In the event that you were able to create a safe and
functional prototype of this product (i.e., assuming you
said "Yes" to Q1"), should 3D printing be considered an
effective overall solution to this scenario/context?
-Yes
-No
4a How concerned are you about 3D printing being able to
take place in this scenario/context?
-No Concern
-Minor Concern
-Prohibitive Concern
4b How concerned are you about the economic viability of
3D printing this product?
-No Concern
-Minor Concern
-Prohibitive Concern
4c How concerned are you that a 3D-printed version of this
product might NOT be accepted by the end-users as a
valid alternative to the original product?
-No Concern
-Minor Concern
-Prohibitive Concern
Questions 1 and 3 correspond to the overall question to be answered by both triages, asking could (Question
1) and should (Question 3) the product be made with LM3D given the conditions of the case studies. These
questions are answered with a simple yes-or-no binary option.
Questions 2 and 4 are each split into three sub-questions that align with the types of considerations seen in
the general triage (user-safety, material compatibility, and printer capability) and contextual triage (scenario
feasibility, economic justification, and product acceptance). These questions are answered with the
multiple-choice options that correspond to each of the verdicts encountered in the triage (i.e., No Concern,
Minor Concern, Prohibitive Concern). While No Concern and Prohibitive Concern verdicts are self-
explanatory, a verdict of Minor Concern indicates that the expert sees a potential problem with the product

212
but does not ultimately think that problem should be a reason to not proceed with LM3D. These responses
allow us to understand the reasoning behind the expert’s evaluations of each of the case studies, and what
their reasoning may be behind the verdicts that they settled on in Questions 1 and 3.
Questions 2 and 4 were each based on the three categories of their respective triage, rather than each of the
twenty-five considerations identified in the literature review. This was done in the interest of minimizing
the time and effort needed to complete the survey and was justified because these six categories, as
described in Chapters 5 and 6, are the foci of the twenty-five considerations.
The expert responses to Questions 1-4 were collected for each case study, and I used them to determine
how they would collectively advise proceeding in the scenarios of each case study. I also applied the details
of the case studies directly to the triage to determine what the triages’ direct recommendations would be
for each of the two products. These triage results were then compared to those of the experts to evaluate the
triage’s accuracy.
Procedure for Research Question 2
The algorithms of both the general and contextual triages (as derived in Chapters 5 and 6 and shown in their
entirety in Appendices C and D). were both encoded into a survey-based software specifically designed for
usage in low-resource contexts (Pham et al., 2019). Designed for both computer and mobile applications,
this software would ask the user a series of questions (based upon each of the decision elements in the triage
algorithms) about the product and scenario of each case study. The wording on each of the questions in the
software was left unchanged from the wording on the triage algorithms, and they may be seen in their
software form in Appendix G. After receiving the necessary inputs from the user, the software would
perform the necessary calculations and yield a series of recommendations to user based upon the verdicts
seen in the triage algorithms in the previous chapters.
The two case studies that were given to the experts (Appendices E and F) were then given to a engineering
design class of 27 students. These students were almost all undergraduate engineering majors, with the
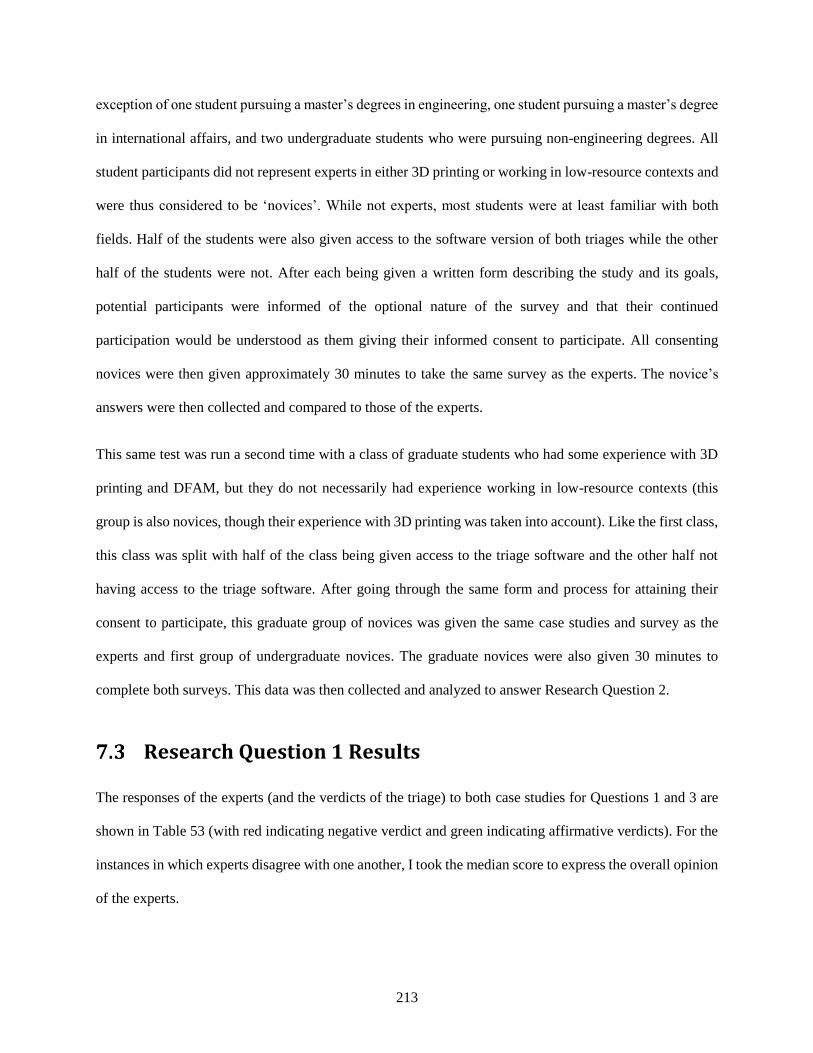
213
exception of one student pursuing a master’s degrees in engineering, one student pursuing a master’s degree
in international affairs, and two undergraduate students who were pursuing non-engineering degrees. All
student participants did not represent experts in either 3D printing or working in low-resource contexts and
were thus considered to be ‘novices’. While not experts, most students were at least familiar with both
fields. Half of the students were also given access to the software version of both triages while the other
half of the students were not. After each being given a written form describing the study and its goals,
potential participants were informed of the optional nature of the survey and that their continued
participation would be understood as them giving their informed consent to participate. All consenting
novices were then given approximately 30 minutes to take the same survey as the experts. The novice’s
answers were then collected and compared to those of the experts.
This same test was run a second time with a class of graduate students who had some experience with 3D
printing and DFAM, but they do not necessarily had experience working in low-resource contexts (this
group is also novices, though their experience with 3D printing was taken into account). Like the first class,
this class was split with half of the class being given access to the triage software and the other half not
having access to the triage software. After going through the same form and process for attaining their
consent to participate, this graduate group of novices was given the same case studies and survey as the
experts and first group of undergraduate novices. The graduate novices were also given 30 minutes to
complete both surveys. This data was then collected and analyzed to answer Research Question 2.
Research Question 1 Results
The responses of the experts (and the verdicts of the triage) to both case studies for Questions 1 and 3 are
shown in Table 53 (with red indicating negative verdict and green indicating affirmative verdicts). For the
instances in which experts disagree with one another, I took the median score to express the overall opinion
of the experts.
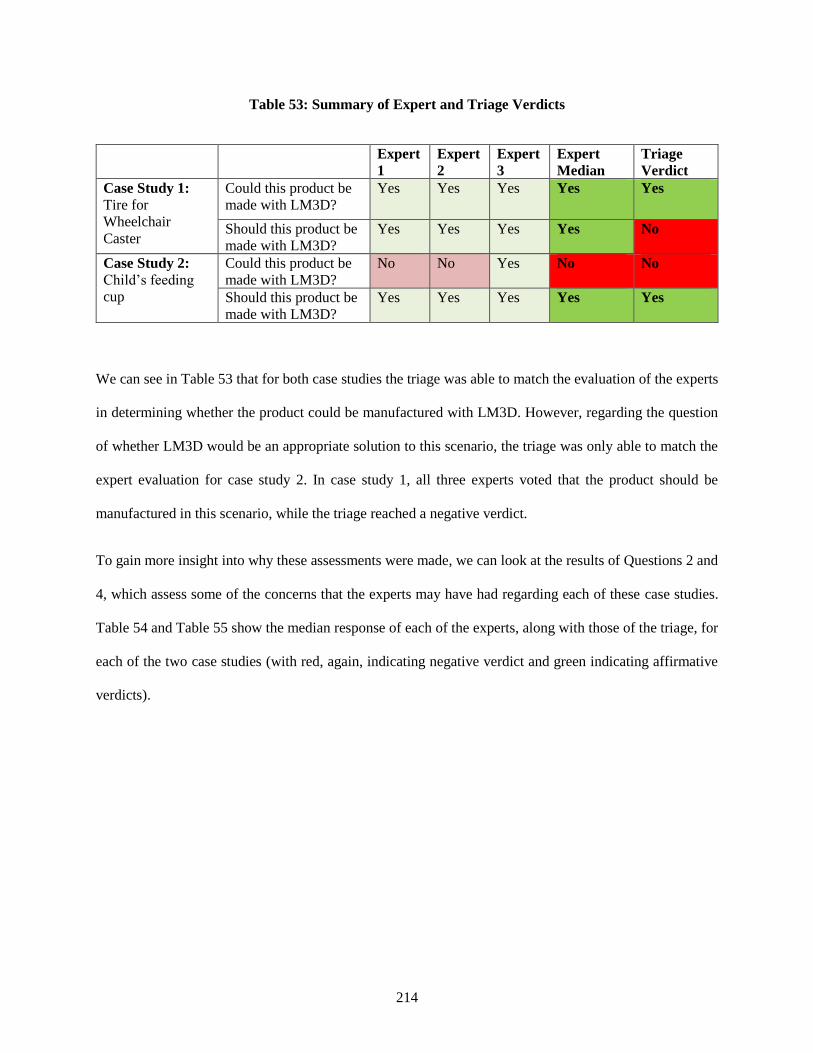
214
Table 53: Summary of Expert and Triage Verdicts
Expert
1
Expert
2
Expert
3
Expert
Median
Triage
Verdict
Case Study 1:
Tire for
Wheelchair
Caster
Could this product be
made with LM3D?
Yes Yes Yes Yes Yes
Should this product be
made with LM3D?
Yes Yes Yes Yes No
Case Study 2:
Child’s feeding
cup
Could this product be
made with LM3D?
No No Yes No No
Should this product be
made with LM3D?
Yes Yes Yes Yes Yes
We can see in Table 53 that for both case studies the triage was able to match the evaluation of the experts
in determining whether the product could be manufactured with LM3D. However, regarding the question
of whether LM3D would be an appropriate solution to this scenario, the triage was only able to match the
expert evaluation for case study 2. In case study 1, all three experts voted that the product should be
manufactured in this scenario, while the triage reached a negative verdict.
To gain more insight into why these assessments were made, we can look at the results of Questions 2 and
4, which assess some of the concerns that the experts may have had regarding each of these case studies.
Table 54 and Table 55 show the median response of each of the experts, along with those of the triage, for
each of the two case studies (with red, again, indicating negative verdict and green indicating affirmative
verdicts).
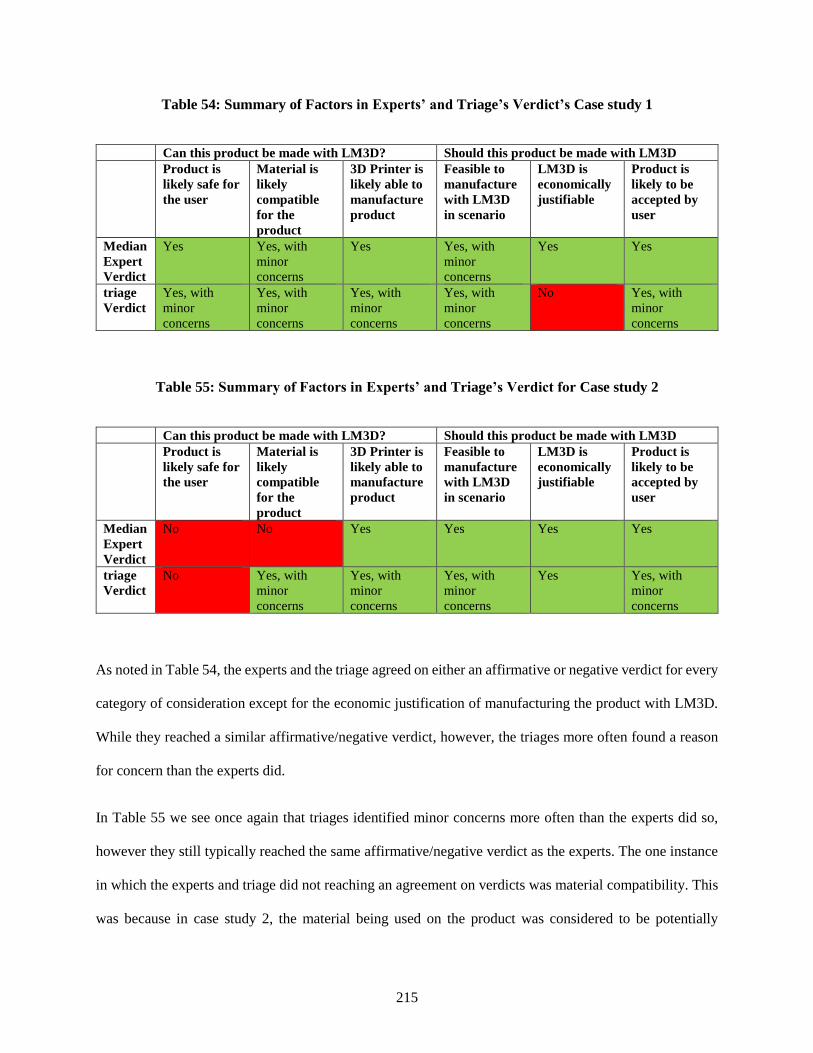
215
Table 54: Summary of Factors in Experts’ and Triage’s Verdict’s Case study 1
Can this product be made with LM3D? Should this product be made with LM3D
Product is
likely safe for
the user
Material is
likely
compatible
for the
product
3D Printer is
likely able to
manufacture
product
Feasible to
manufacture
with LM3D
in scenario
LM3D is
economically
justifiable
Product is
likely to be
accepted by
user
Median
Expert
Verdict
Yes
Yes, with
minor
concerns
Yes Yes, with
minor
concerns
Yes Yes
triage
Verdict
Yes, with
minor
concerns
Yes, with
minor
concerns
Yes, with
minor
concerns
Yes, with
minor
concerns
No Yes, with
minor
concerns
Table 55: Summary of Factors in Experts’ and Triage’s Verdict for Case study 2
Can this product be made with LM3D? Should this product be made with LM3D
Product is
likely safe for
the user
Material is
likely
compatible
for the
product
3D Printer is
likely able to
manufacture
product
Feasible to
manufacture
with LM3D
in scenario
LM3D is
economically
justifiable
Product is
likely to be
accepted by
user
Median
Expert
Verdict
No
No Yes Yes Yes Yes
triage
Verdict
No Yes, with
minor
concerns
Yes, with
minor
concerns
Yes, with
minor
concerns
Yes Yes, with
minor
concerns
As noted in Table 54, the experts and the triage agreed on either an affirmative or negative verdict for every
category of consideration except for the economic justification of manufacturing the product with LM3D.
While they reached a similar affirmative/negative verdict, however, the triages more often found a reason
for concern than the experts did.
In Table 55 we see once again that triages identified minor concerns more often than the experts did so,
however they still typically reached the same affirmative/negative verdict as the experts. The one instance
in which the experts and triage did not reaching an agreement on verdicts was material compatibility. This
was because in case study 2, the material being used on the product was considered to be potentially
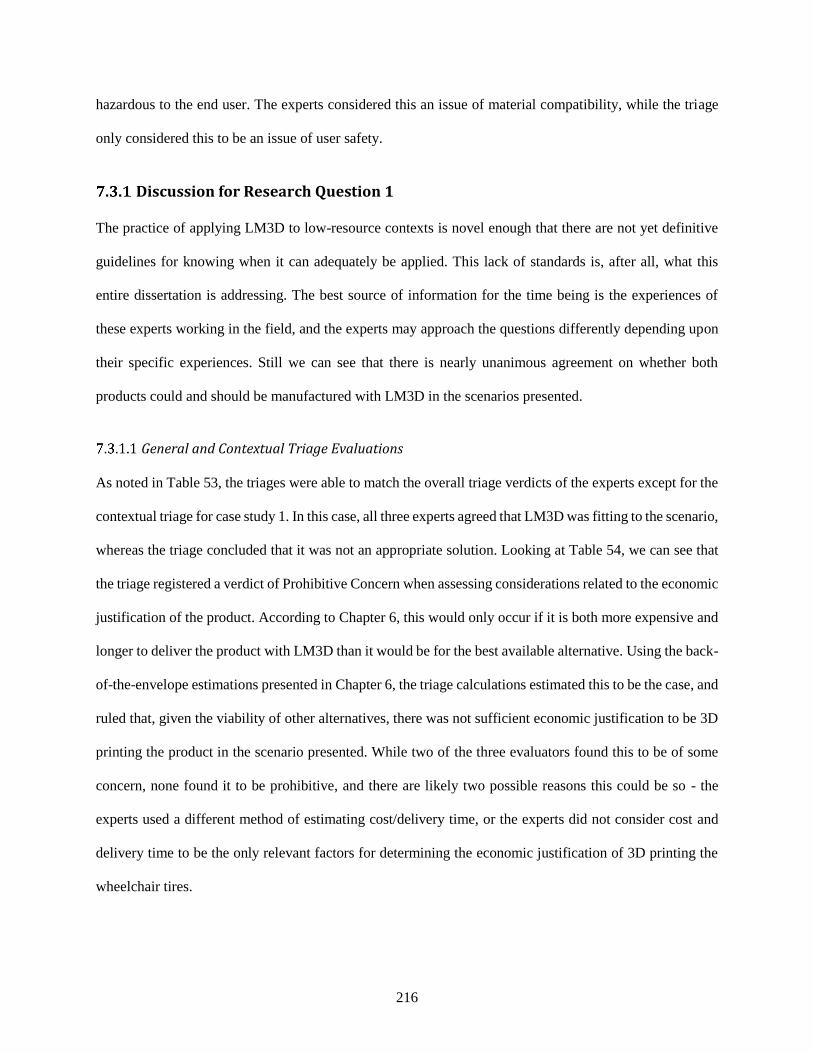
216
hazardous to the end user. The experts considered this an issue of material compatibility, while the triage
only considered this to be an issue of user safety.
Discussion for Research Question 1
The practice of applying LM3D to low-resource contexts is novel enough that there are not yet definitive
guidelines for knowing when it can adequately be applied. This lack of standards is, after all, what this
entire dissertation is addressing. The best source of information for the time being is the experiences of
these experts working in the field, and the experts may approach the questions differently depending upon
their specific experiences. Still we can see that there is nearly unanimous agreement on whether both
products could and should be manufactured with LM3D in the scenarios presented.
General and Contextual Triage Evaluations
As noted in Table 53, the triages were able to match the overall triage verdicts of the experts except for the
contextual triage for case study 1. In this case, all three experts agreed that LM3D was fitting to the scenario,
whereas the triage concluded that it was not an appropriate solution. Looking at Table 54, we can see that
the triage registered a verdict of Prohibitive Concern when assessing considerations related to the economic
justification of the product. According to Chapter 6, this would only occur if it is both more expensive and
longer to deliver the product with LM3D than it would be for the best available alternative. Using the back-
of-the-envelope estimations presented in Chapter 6, the triage calculations estimated this to be the case, and
ruled that, given the viability of other alternatives, there was not sufficient economic justification to be 3D
printing the product in the scenario presented. While two of the three evaluators found this to be of some
concern, none found it to be prohibitive, and there are likely two possible reasons this could be so - the
experts used a different method of estimating cost/delivery time, or the experts did not consider cost and
delivery time to be the only relevant factors for determining the economic justification of 3D printing the
wheelchair tires.

217
Due to the rough estimates used in determining the product’s cost and delivery time, it is very likely that
the experts made their final economic evaluations based upon different values of cost and delivery time.
However, as noted in Chapter 6, both methods the triage uses for assessing these variables are more likely
to underestimate costs rather than overestimate. It is unlikely that the experts actually did a cost analysis of
the manufacturing before answering this question. It is more likely that the experts took a more wholistic
perspective when evaluating economic justification and made their decision based upon factors beyond just
manufacturing costs and delivery time and assessed what additional benefits that 3D printing could bring
to the scenario at large. These benefits could include things like simplifying of the procurement process or
the empowering of local manufacturers. This highlights the importance of better understanding how
economic justifications considerations are prioritized to those working in the field, and future work should
be done to develop a method for evaluating what other types of added value (see section 6.2.4) are important
to those working in low-resource contexts.
Levels of Concern Evaluations
While all three expert evaluations did not always agree with one another on each item, there was generally
some consensus between at least two of them. In both case studies the experts were able to reach a complete
consensus in having no concerns of the 3D printers’ ability to manufacture the product’s geometry (Printer
Capability) and the likelihood of the product user considering the 3D-printed product to be acceptable
(Product Acceptance). Across all the other potential concerns in both case studies, there was at least one
dissenting opinion (see Figure 66).
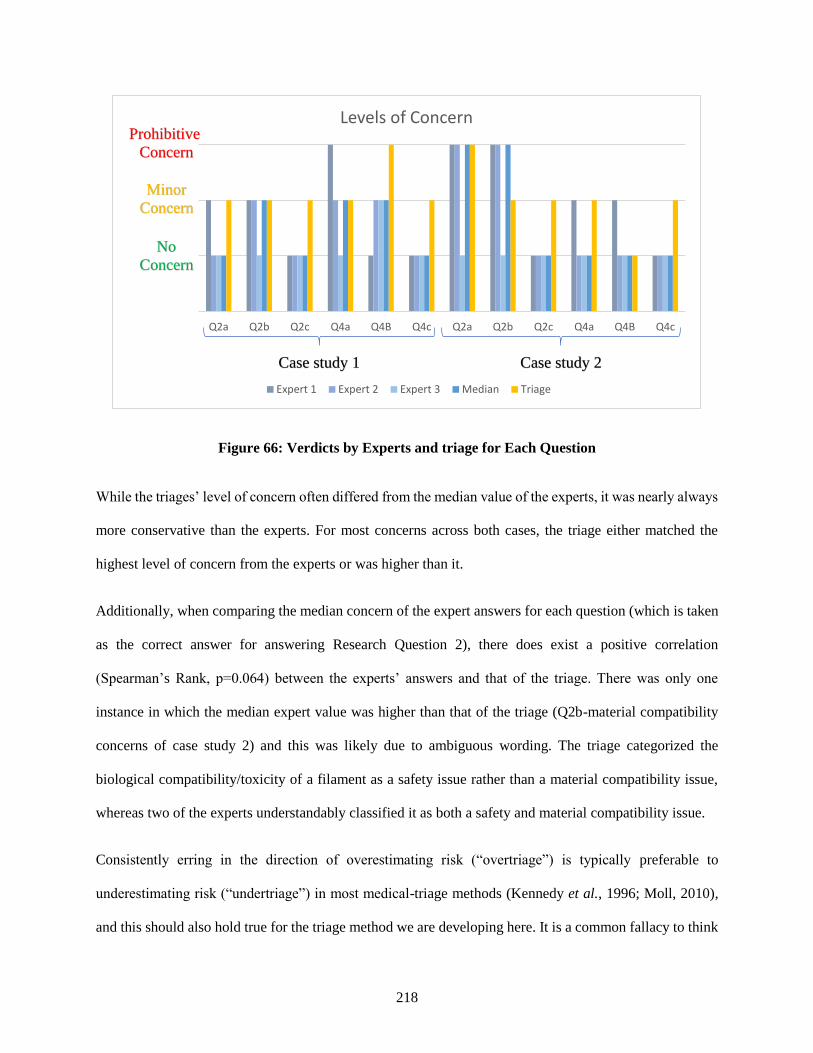
218
Figure 66: Verdicts by Experts and triage for Each Question
While the triages’ level of concern often differed from the median value of the experts, it was nearly always
more conservative than the experts. For most concerns across both cases, the triage either matched the
highest level of concern from the experts or was higher than it.
Additionally, when comparing the median concern of the expert answers for each question (which is taken
as the correct answer for answering Research Question 2), there does exist a positive correlation
(Spearman’s Rank, p=0.064) between the experts’ answers and that of the triage. There was only one
instance in which the median expert value was higher than that of the triage (Q2b-material compatibility
concerns of case study 2) and this was likely due to ambiguous wording. The triage categorized the
biological compatibility/toxicity of a filament as a safety issue rather than a material compatibility issue,
whereas two of the experts understandably classified it as both a safety and material compatibility issue.
Consistently erring in the direction of overestimating risk (“overtriage”) is typically preferable to
underestimating risk (“undertriage”) in most medical-triage methods (Kennedy et al., 1996; Moll, 2010),
and this should also hold true for the triage method we are developing here. It is a common fallacy to think
Q2a Q2b Q2c Q4a Q4B Q4c Q2a Q2b Q2c Q4a Q4B Q4c
Levels of Concern
Expert 1 Expert 2 Expert 3 Median Triage
Case study 1 Case study 2
Prohibitive
Concern
Minor
Concern
No
Concern
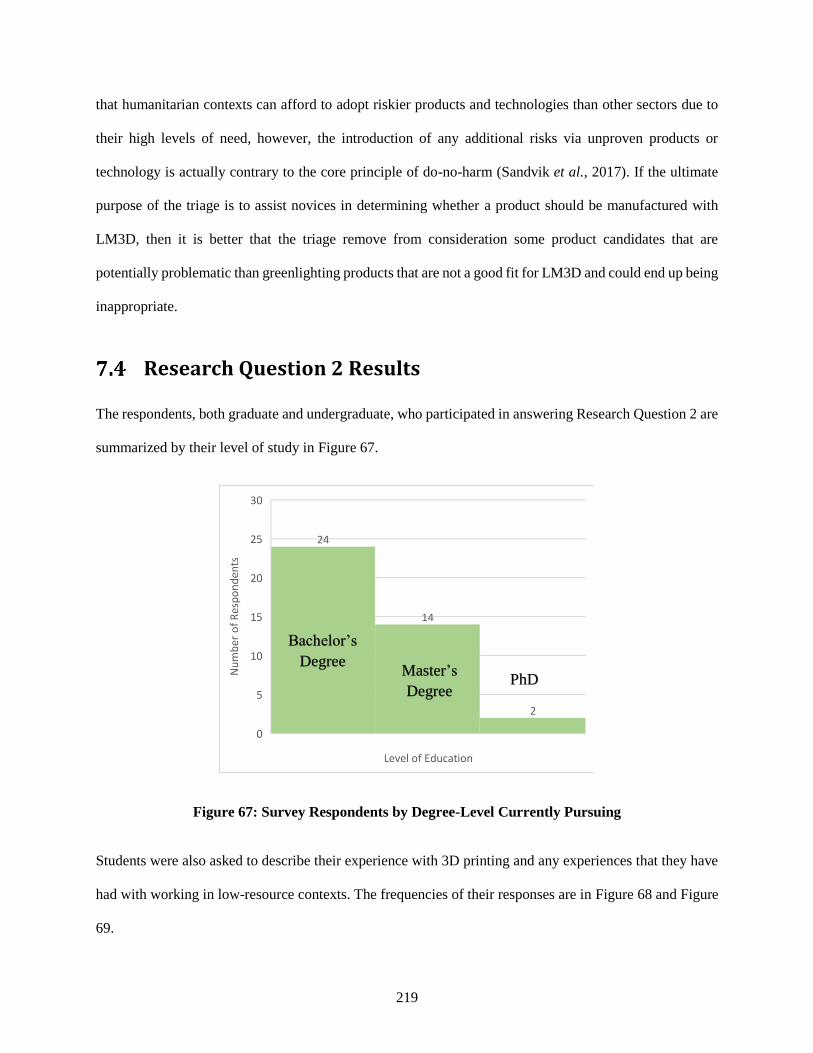
219
that humanitarian contexts can afford to adopt riskier products and technologies than other sectors due to
their high levels of need, however, the introduction of any additional risks via unproven products or
technology is actually contrary to the core principle of do-no-harm (Sandvik et al., 2017). If the ultimate
purpose of the triage is to assist novices in determining whether a product should be manufactured with
LM3D, then it is better that the triage remove from consideration some product candidates that are
potentially problematic than greenlighting products that are not a good fit for LM3D and could end up being
inappropriate.
Research Question 2 Results
The respondents, both graduate and undergraduate, who participated in answering Research Question 2 are
summarized by their level of study in Figure 67.
Figure 67: Survey Respondents by Degree-Level Currently Pursuing
Students were also asked to describe their experience with 3D printing and any experiences that they have
had with working in low-resource contexts. The frequencies of their responses are in Figure 68 and Figure
69.
Bachelor’s
Degree Master’s
Degree PhD

220
Figure 68: Survey Respondents by Self-Described Level of Experience with 3D Printing
Figure 69: Survey Respondents by Self-Described Level of Experience with Low-
Resource Contexts
17
19
4
00
2
4
6
8
10
12
14
16
18
20
Nu
mb
er o
f R
esp
on
den
ts
Level of Experience
No Experience
Some
Experience
(< 3 months)
Significant
Experience
(3 - 12 months)
Significant
Experience
( >12 months)
No Experience
Some
Experience
Significant
Experience Formal Training
and Experience
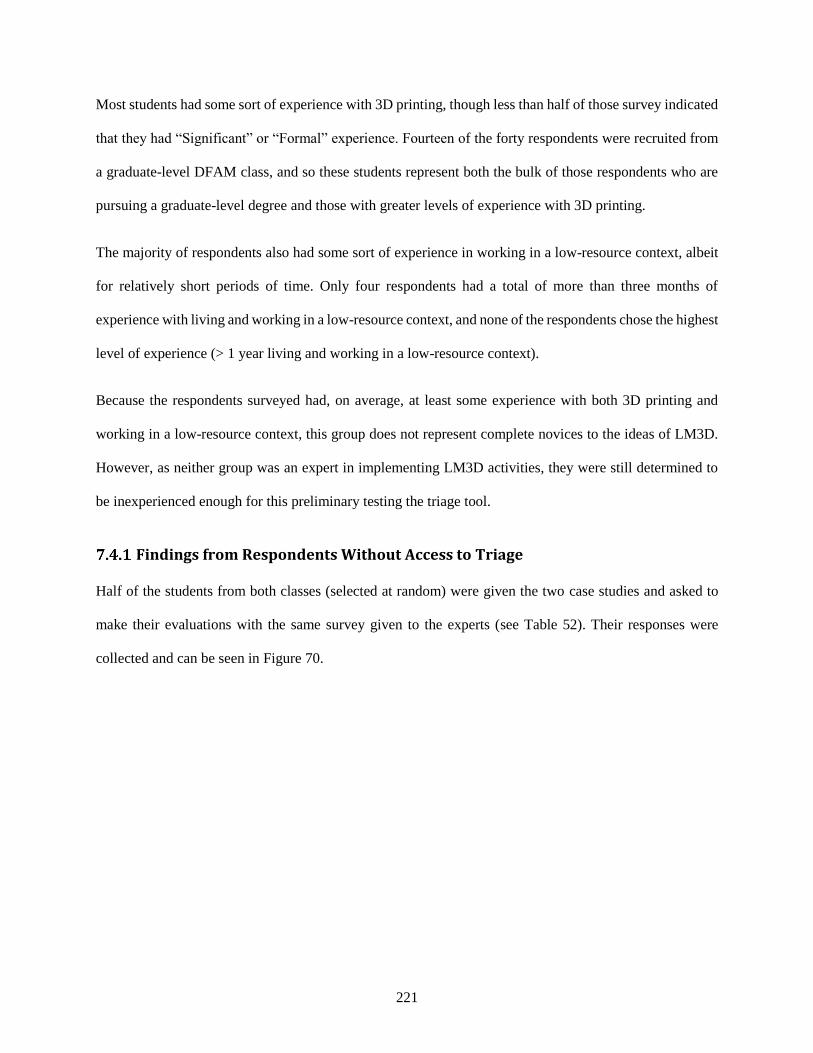
221
Most students had some sort of experience with 3D printing, though less than half of those survey indicated
that they had “Significant” or “Formal” experience. Fourteen of the forty respondents were recruited from
a graduate-level DFAM class, and so these students represent both the bulk of those respondents who are
pursuing a graduate-level degree and those with greater levels of experience with 3D printing.
The majority of respondents also had some sort of experience in working in a low-resource context, albeit
for relatively short periods of time. Only four respondents had a total of more than three months of
experience with living and working in a low-resource context, and none of the respondents chose the highest
level of experience (> 1 year living and working in a low-resource context).
Because the respondents surveyed had, on average, at least some experience with both 3D printing and
working in a low-resource context, this group does not represent complete novices to the ideas of LM3D.
However, as neither group was an expert in implementing LM3D activities, they were still determined to
be inexperienced enough for this preliminary testing the triage tool.
Findings from Respondents Without Access to Triage
Half of the students from both classes (selected at random) were given the two case studies and asked to
make their evaluations with the same survey given to the experts (see Table 52). Their responses were
collected and can be seen in Figure 70.
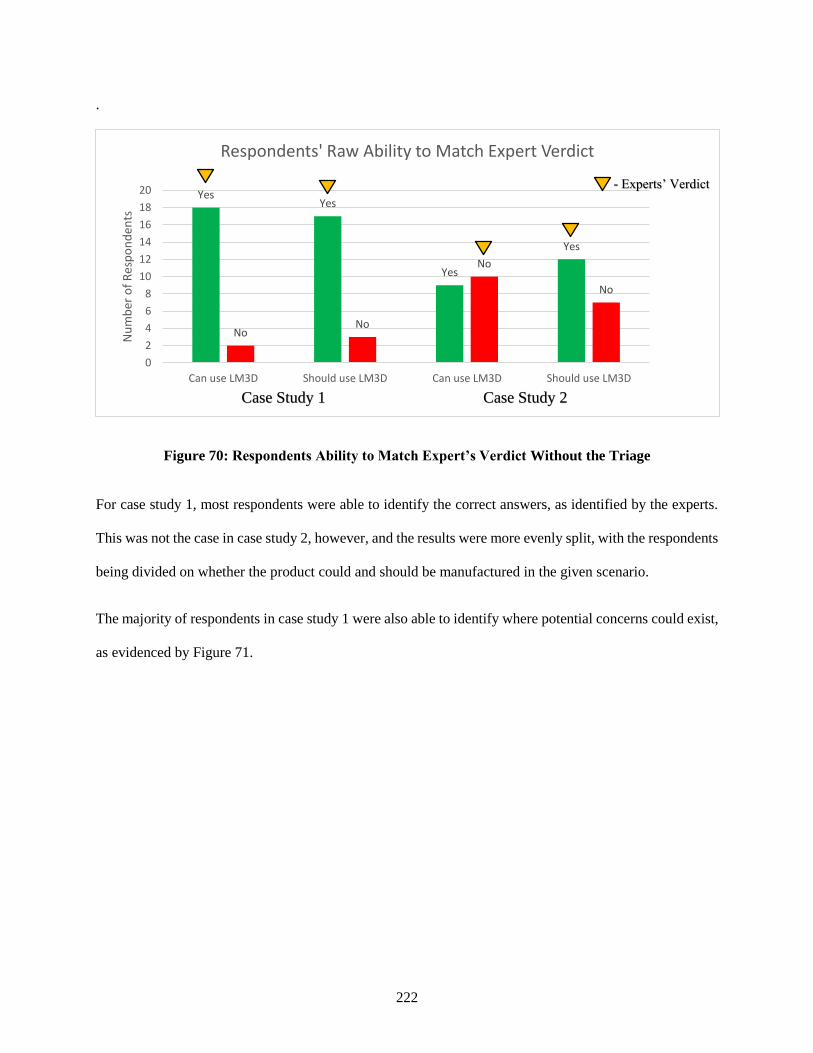
222
.
Figure 70: Respondents Ability to Match Expert’s Verdict Without the Triage
For case study 1, most respondents were able to identify the correct answers, as identified by the experts.
This was not the case in case study 2, however, and the results were more evenly split, with the respondents
being divided on whether the product could and should be manufactured in the given scenario.
The majority of respondents in case study 1 were also able to identify where potential concerns could exist,
as evidenced by Figure 71.
YesYes
Yes
Yes
NoNo
No
No
0
2
4
6
8
10
12
14
16
18
20
Can use LM3D Should use LM3D Can use LM3D Should use LM3D
Nu
mb
er o
f R
esp
on
den
ts
Respondents' Raw Ability to Match Expert Verdict
Case Study 1 Case Study 2
- Experts’ Verdict
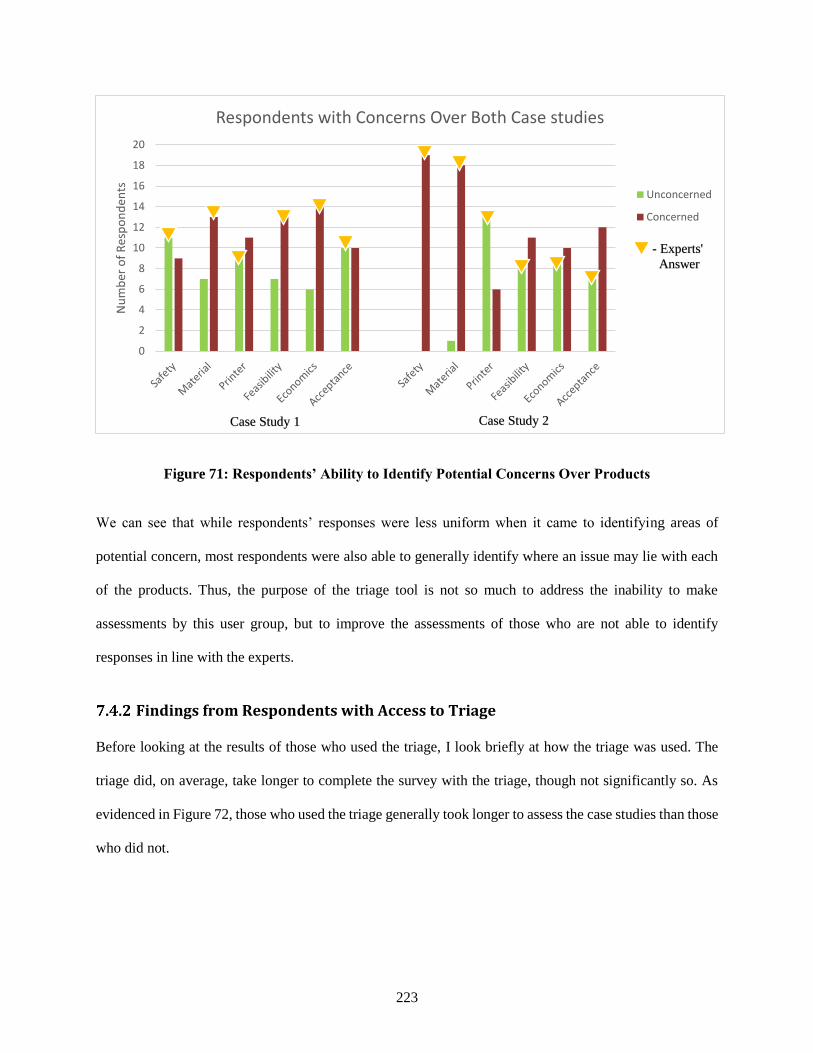
223
Figure 71: Respondents’ Ability to Identify Potential Concerns Over Products
We can see that while respondents’ responses were less uniform when it came to identifying areas of
potential concern, most respondents were also able to generally identify where an issue may lie with each
of the products. Thus, the purpose of the triage tool is not so much to address the inability to make
assessments by this user group, but to improve the assessments of those who are not able to identify
responses in line with the experts.
Findings from Respondents with Access to Triage
Before looking at the results of those who used the triage, I look briefly at how the triage was used. The
triage did, on average, take longer to complete the survey with the triage, though not significantly so. As
evidenced in Figure 72, those who used the triage generally took longer to assess the case studies than those
who did not.
0
2
4
6
8
10
12
14
16
18
20
Nu
mb
er o
f R
esp
on
den
tsRespondents with Concerns Over Both Case studies
Unconcerned
Concerned
- Experts'
Answer
Case Study 1 Case Study 2
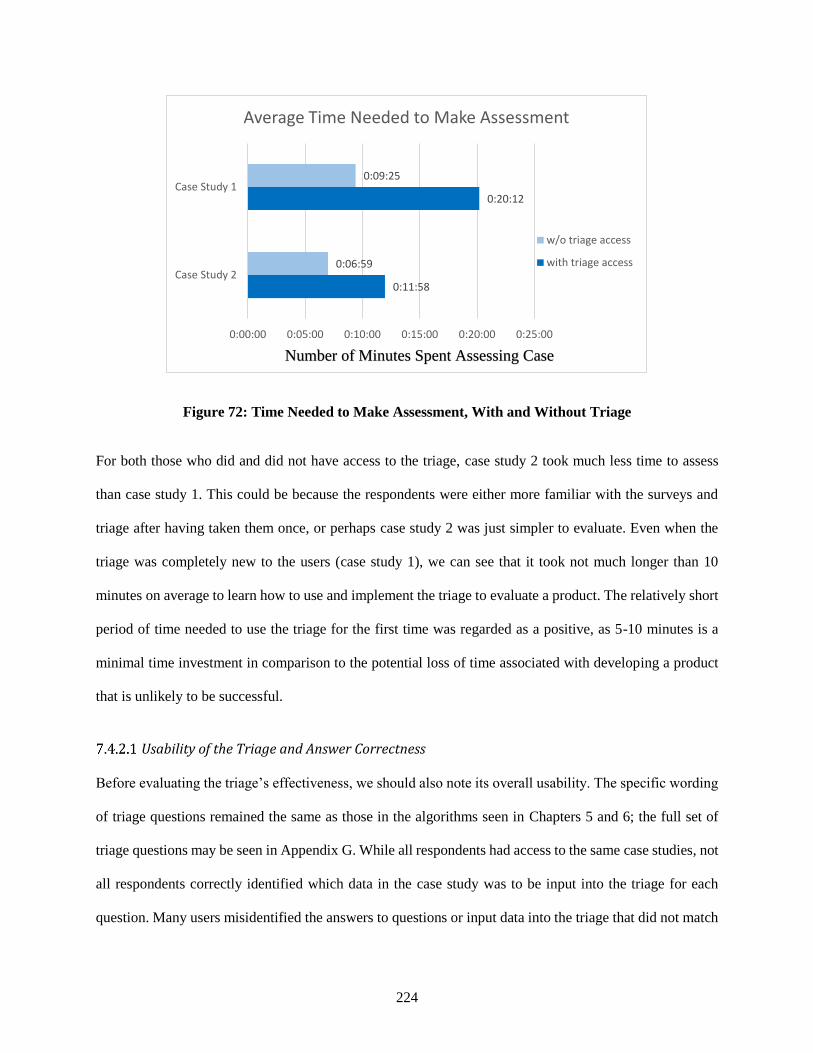
224
Figure 72: Time Needed to Make Assessment, With and Without Triage
For both those who did and did not have access to the triage, case study 2 took much less time to assess
than case study 1. This could be because the respondents were either more familiar with the surveys and
triage after having taken them once, or perhaps case study 2 was just simpler to evaluate. Even when the
triage was completely new to the users (case study 1), we can see that it took not much longer than 10
minutes on average to learn how to use and implement the triage to evaluate a product. The relatively short
period of time needed to use the triage for the first time was regarded as a positive, as 5-10 minutes is a
minimal time investment in comparison to the potential loss of time associated with developing a product
that is unlikely to be successful.
Usability of the Triage and Answer Correctness
Before evaluating the triage’s effectiveness, we should also note its overall usability. The specific wording
of triage questions remained the same as those in the algorithms seen in Chapters 5 and 6; the full set of
triage questions may be seen in Appendix G. While all respondents had access to the same case studies, not
all respondents correctly identified which data in the case study was to be input into the triage for each
question. Many users misidentified the answers to questions or input data into the triage that did not match
0:09:25
0:06:59
0:20:12
0:11:58
0:00:00 0:05:00 0:10:00 0:15:00 0:20:00 0:25:00
Case Study 1
Case Study 2
Average Time Needed to Make Assessment
w/o triage access
with triage access
Number of Minutes Spent Assessing Case
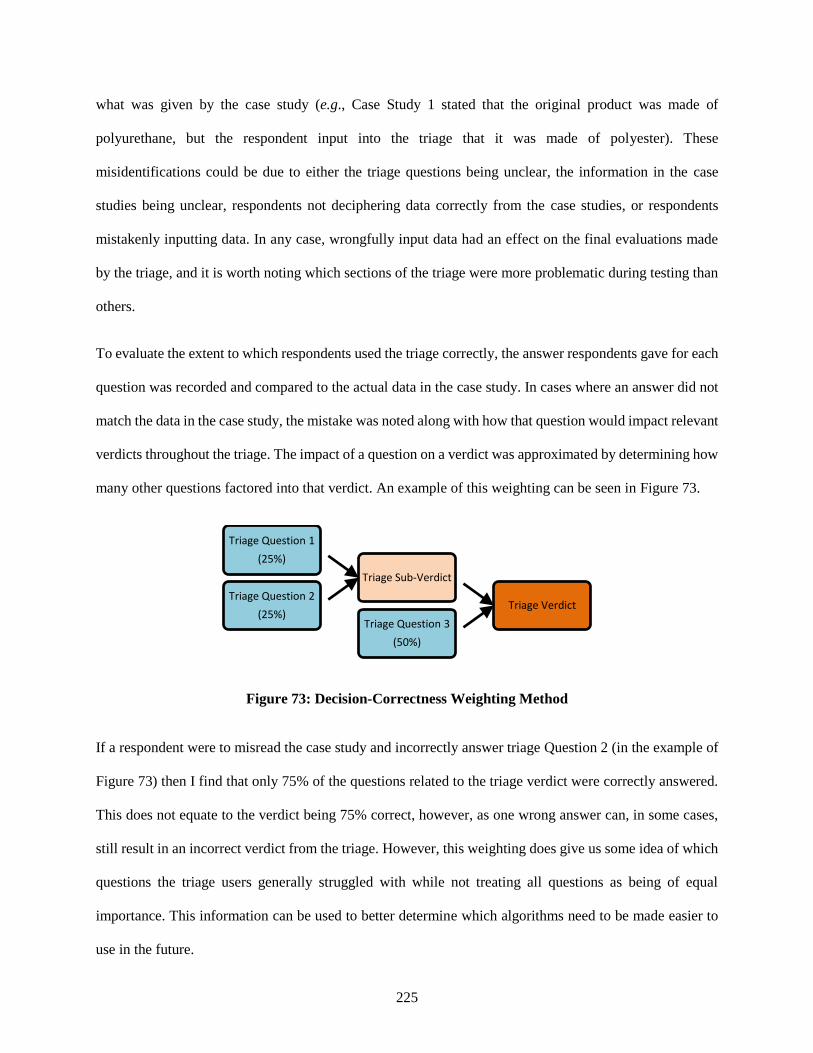
225
what was given by the case study (e.g., Case Study 1 stated that the original product was made of
polyurethane, but the respondent input into the triage that it was made of polyester). These
misidentifications could be due to either the triage questions being unclear, the information in the case
studies being unclear, respondents not deciphering data correctly from the case studies, or respondents
mistakenly inputting data. In any case, wrongfully input data had an effect on the final evaluations made
by the triage, and it is worth noting which sections of the triage were more problematic during testing than
others.
To evaluate the extent to which respondents used the triage correctly, the answer respondents gave for each
question was recorded and compared to the actual data in the case study. In cases where an answer did not
match the data in the case study, the mistake was noted along with how that question would impact relevant
verdicts throughout the triage. The impact of a question on a verdict was approximated by determining how
many other questions factored into that verdict. An example of this weighting can be seen in Figure 73.
Figure 73: Decision-Correctness Weighting Method
If a respondent were to misread the case study and incorrectly answer triage Question 2 (in the example of
Figure 73) then I find that only 75% of the questions related to the triage verdict were correctly answered.
This does not equate to the verdict being 75% correct, however, as one wrong answer can, in some cases,
still result in an incorrect verdict from the triage. However, this weighting does give us some idea of which
questions the triage users generally struggled with while not treating all questions as being of equal
importance. This information can be used to better determine which algorithms need to be made easier to
use in the future.
Triage Verdict
Triage Sub-Verdict
Triage Question 1
(25%)
Triage Question 2
(25%)Triage Question 3
(50%)
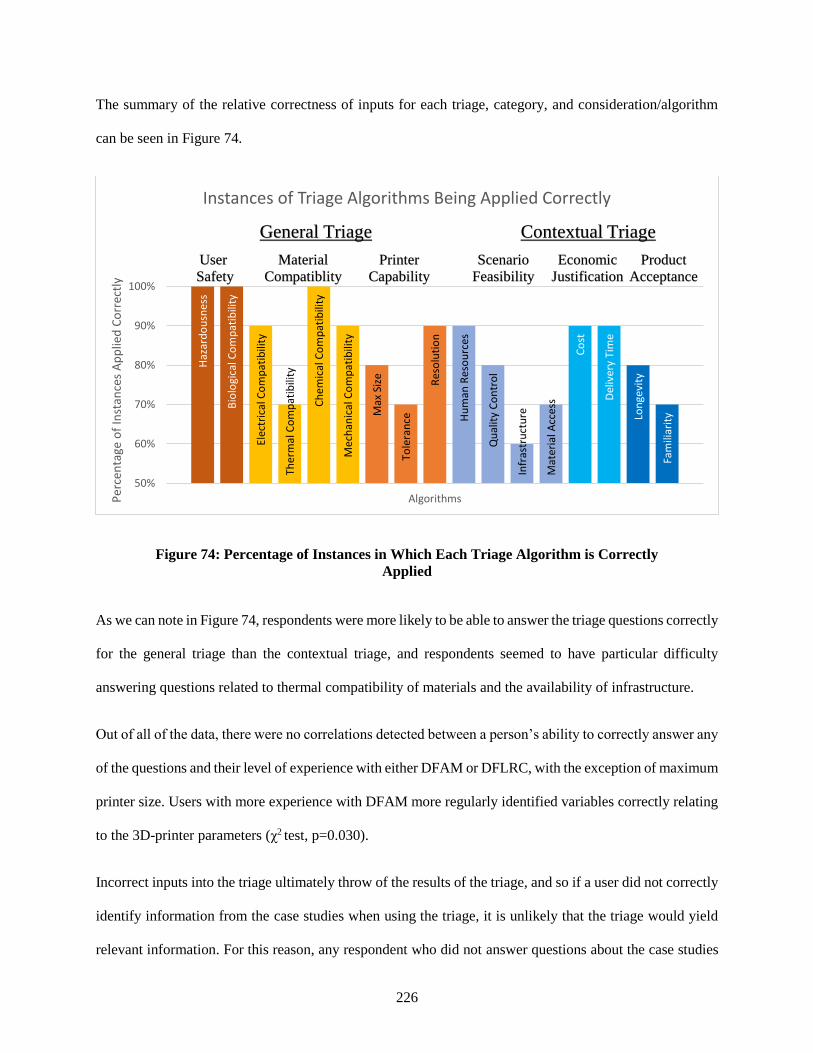
226
The summary of the relative correctness of inputs for each triage, category, and consideration/algorithm
can be seen in Figure 74.
Figure 74: Percentage of Instances in Which Each Triage Algorithm is Correctly
Applied
As we can note in Figure 74, respondents were more likely to be able to answer the triage questions correctly
for the general triage than the contextual triage, and respondents seemed to have particular difficulty
answering questions related to thermal compatibility of materials and the availability of infrastructure.
Out of all of the data, there were no correlations detected between a person’s ability to correctly answer any
of the questions and their level of experience with either DFAM or DFLRC, with the exception of maximum
printer size. Users with more experience with DFAM more regularly identified variables correctly relating
to the 3D-printer parameters (ꭓ2 test, p=0.030).
Incorrect inputs into the triage ultimately throw of the results of the triage, and so if a user did not correctly
identify information from the case studies when using the triage, it is unlikely that the triage would yield
relevant information. For this reason, any respondent who did not answer questions about the case studies
Haz
ard
ou
snes
s
Bio
logi
cal C
om
pat
ibili
ty
Elec
tric
al C
om
pat
ibili
ty
Ther
mal
Co
mp
atib
ility
Ch
emic
al C
om
pat
ibili
ty
Mec
han
ical
Co
mp
atib
ility
Max
Siz
e
Tole
ran
ce
Res
olu
tio
n
Hu
man
Res
ou
rces
Qu
alit
y C
on
tro
l
Infr
astr
uct
ure
Mat
eria
l Acc
ess
Co
st
Del
iver
y Ti
me
Lon
gevi
ty
Fam
iliar
ity
50%
60%
70%
80%
90%
100%
AlgorithmsPer
cen
tage
of
Inst
ance
s A
pp
lied
Co
rrec
tly
Instances of Triage Algorithms Being Applied Correctly
User
Safety
Material
Compatiblity
Printer
Capability
Scenario
Feasibility
Economic
Justification
Product
Acceptance
General Triage Contextual Triage
227
at least 90% correctly had their datapoint removed from calculations going forward. While those
respondents who did correctly represent the details of the case study at least 90% of the time could still
have missed key inputs, their data was not removed from consideration.
Respondents choosing to ignore the triage
There were also respondents who correctly used the triage, giving all of the correct inputs, but then decided
to disregard the triage’s final recommendations. Out of the 20 respondents who had access to the triage,
three of them overrode the triage on Question 1 and seven respondents overrode the triage on Question 3.
Out of these respondents who overrode a triage recommendation, all only did so for one case study or the
other.
The reasoning for respondents choosing to ignore the triage recommendations demands further study. There
was no observable pattern as to which respondents were more likely to choose to ignore or override the
triage’s recommendations. It was also difficult to determine why respondents would choose to disregard
the triage, as in some instances respondents gave a more conservative verdict than the triage, and in other
instances they chose to disregard warnings from the triage. In cases where the triage was overridden,
respondents were asked to explain their reason for doing so. These responses were varied, ranging from
detailed rationalizations of the respondents decision, to other responses indicating a simple preference to
follow their own intuition (e.g. “Why not [3D print the product]?” or “I don’t think they’ll mind [the 3D-
printed version of the product].”).
While further research into these decisions to ignore the triage recommendation may be useful for other
inferences about the triages’ usability, it does not allow us to make any assessments as to whether the triage
itself made any difference in making a product assessment. Responses that overrode the triage
recommendations were removed from consideration for evaluating the effectiveness of the triage.
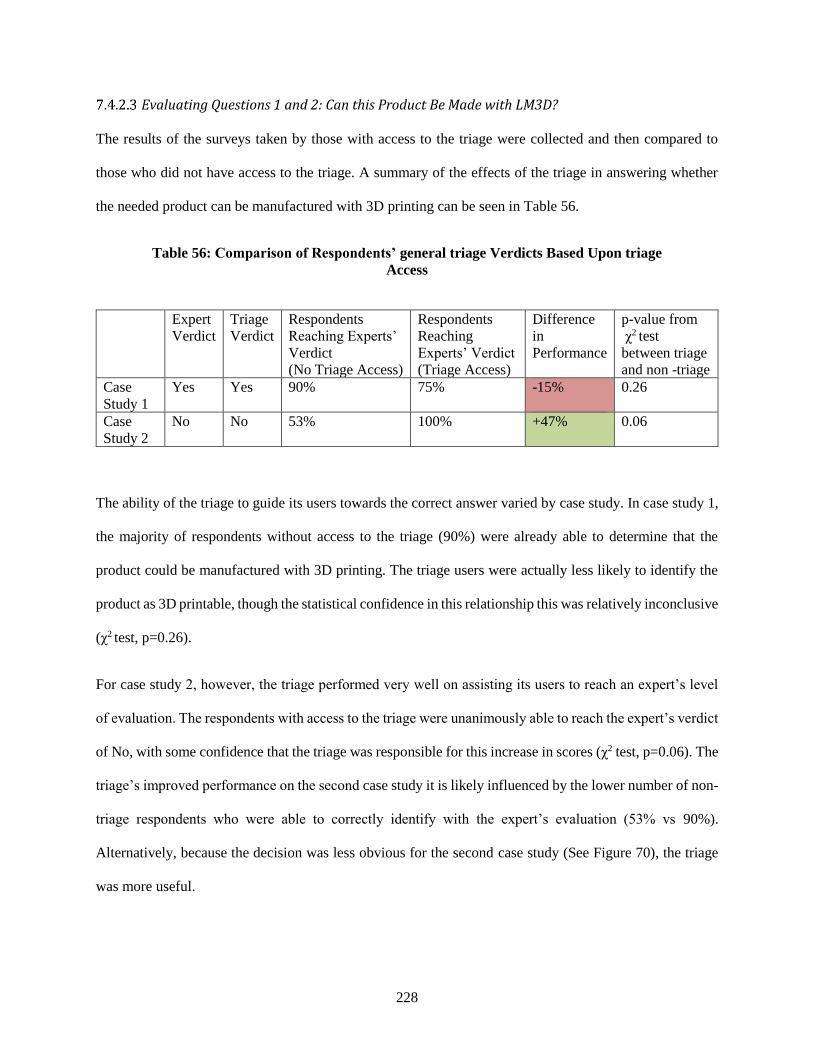
228
Evaluating Questions 1 and 2: Can this Product Be Made with LM3D?
The results of the surveys taken by those with access to the triage were collected and then compared to
those who did not have access to the triage. A summary of the effects of the triage in answering whether
the needed product can be manufactured with 3D printing can be seen in Table 56.
Table 56: Comparison of Respondents’ general triage Verdicts Based Upon triage
Access
Expert
Verdict
Triage
Verdict
Respondents
Reaching Experts’
Verdict
(No Triage Access)
Respondents
Reaching
Experts’ Verdict
(Triage Access)
Difference
in
Performance
p-value from
ꭓ2 test
between triage
and non -triage
Case
Study 1
Yes Yes 90% 75% -15%
0.26
Case
Study 2
No No 53% 100% +47%
0.06
The ability of the triage to guide its users towards the correct answer varied by case study. In case study 1,
the majority of respondents without access to the triage (90%) were already able to determine that the
product could be manufactured with 3D printing. The triage users were actually less likely to identify the
product as 3D printable, though the statistical confidence in this relationship this was relatively inconclusive
(ꭓ2 test, p=0.26).
For case study 2, however, the triage performed very well on assisting its users to reach an expert’s level
of evaluation. The respondents with access to the triage were unanimously able to reach the expert’s verdict
of No, with some confidence that the triage was responsible for this increase in scores (ꭓ2 test, p=0.06). The
triage’s improved performance on the second case study it is likely influenced by the lower number of non-
triage respondents who were able to correctly identify with the expert’s evaluation (53% vs 90%).
Alternatively, because the decision was less obvious for the second case study (See Figure 70), the triage
was more useful.
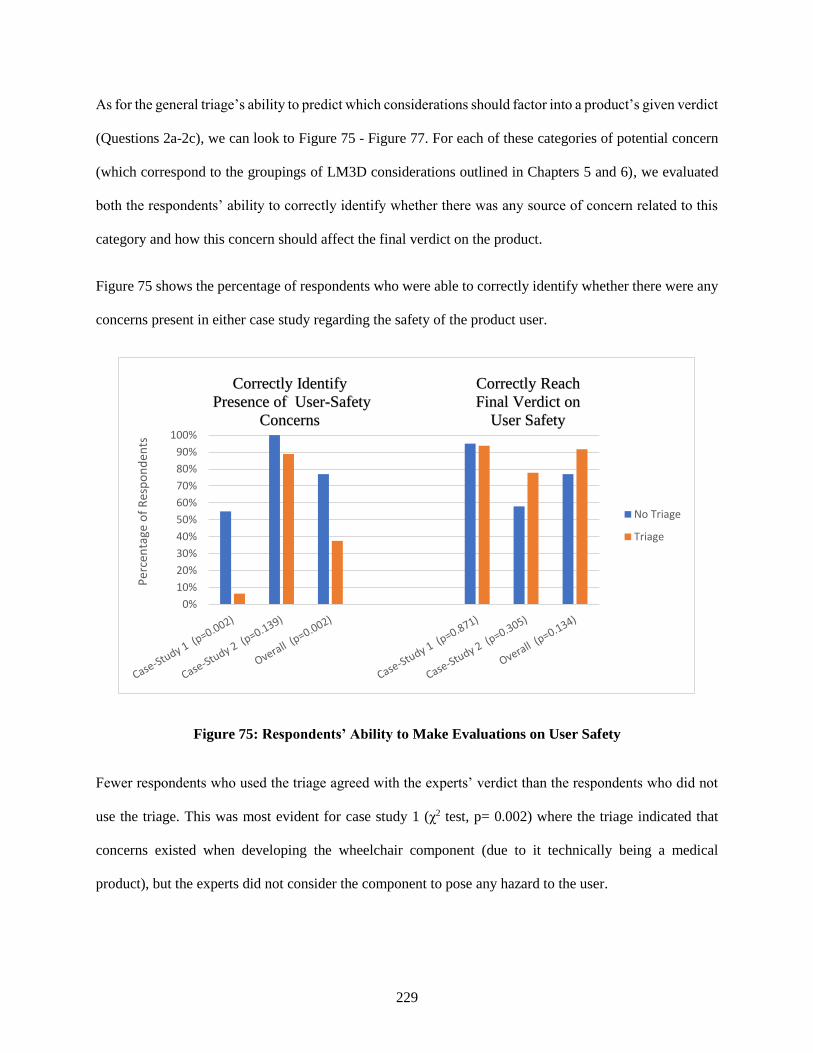
229
As for the general triage’s ability to predict which considerations should factor into a product’s given verdict
(Questions 2a-2c), we can look to Figure 75 - Figure 77. For each of these categories of potential concern
(which correspond to the groupings of LM3D considerations outlined in Chapters 5 and 6), we evaluated
both the respondents’ ability to correctly identify whether there was any source of concern related to this
category and how this concern should affect the final verdict on the product.
Figure 75 shows the percentage of respondents who were able to correctly identify whether there were any
concerns present in either case study regarding the safety of the product user.
Figure 75: Respondents’ Ability to Make Evaluations on User Safety
Fewer respondents who used the triage agreed with the experts’ verdict than the respondents who did not
use the triage. This was most evident for case study 1 (ꭓ2 test, p= 0.002) where the triage indicated that
concerns existed when developing the wheelchair component (due to it technically being a medical
product), but the experts did not consider the component to pose any hazard to the user.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Per
cen
tage
of
Res
po
nd
ents
No Triage
Triage
Correctly Identify
Presence of User-Safety
Concerns
Correctly Reach
Final Verdict on
User Safety
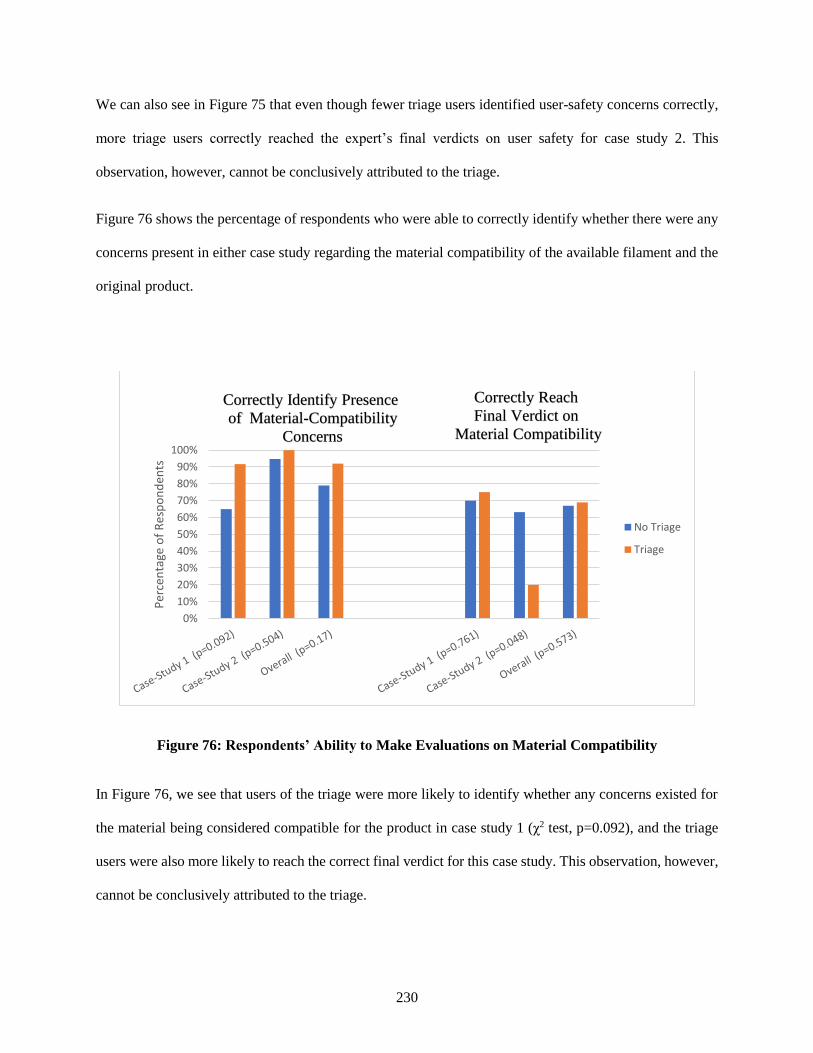
230
We can also see in Figure 75 that even though fewer triage users identified user-safety concerns correctly,
more triage users correctly reached the expert’s final verdicts on user safety for case study 2. This
observation, however, cannot be conclusively attributed to the triage.
Figure 76 shows the percentage of respondents who were able to correctly identify whether there were any
concerns present in either case study regarding the material compatibility of the available filament and the
original product.
Figure 76: Respondents’ Ability to Make Evaluations on Material Compatibility
In Figure 76, we see that users of the triage were more likely to identify whether any concerns existed for
the material being considered compatible for the product in case study 1 (ꭓ2 test, p=0.092), and the triage
users were also more likely to reach the correct final verdict for this case study. This observation, however,
cannot be conclusively attributed to the triage.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Per
cen
tage
of
Res
po
nd
ents
No Triage
Triage
Correctly Identify Presence
of Material-Compatibility
Concerns
Correctly Reach
Final Verdict on
Material Compatibility
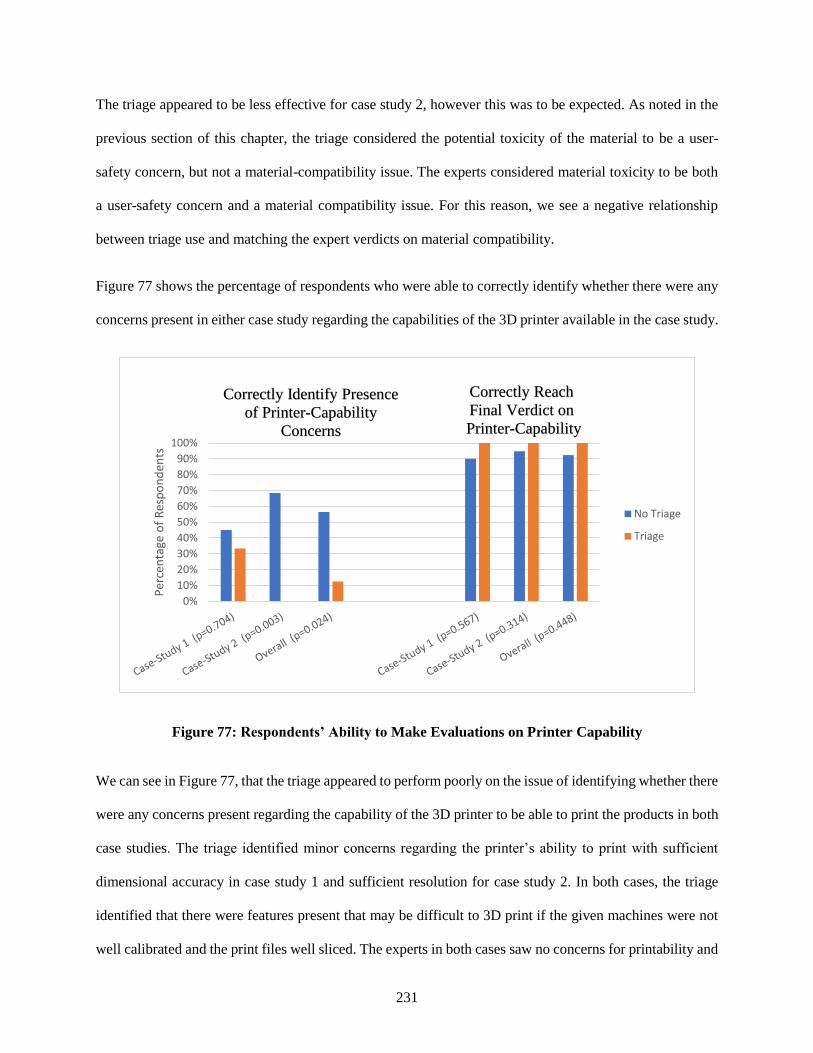
231
The triage appeared to be less effective for case study 2, however this was to be expected. As noted in the
previous section of this chapter, the triage considered the potential toxicity of the material to be a user-
safety concern, but not a material-compatibility issue. The experts considered material toxicity to be both
a user-safety concern and a material compatibility issue. For this reason, we see a negative relationship
between triage use and matching the expert verdicts on material compatibility.
Figure 77 shows the percentage of respondents who were able to correctly identify whether there were any
concerns present in either case study regarding the capabilities of the 3D printer available in the case study.
Figure 77: Respondents’ Ability to Make Evaluations on Printer Capability
We can see in Figure 77, that the triage appeared to perform poorly on the issue of identifying whether there
were any concerns present regarding the capability of the 3D printer to be able to print the products in both
case studies. The triage identified minor concerns regarding the printer’s ability to print with sufficient
dimensional accuracy in case study 1 and sufficient resolution for case study 2. In both cases, the triage
identified that there were features present that may be difficult to 3D print if the given machines were not
well calibrated and the print files well sliced. The experts in both cases saw no concerns for printability and
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Per
cen
tage
of
Res
po
nd
ents
No Triage
Triage
Correctly Identify Presence
of Printer-Capability
Concerns
Correctly Reach
Final Verdict on
Printer-Capability
232
unanimously gave a verdict of No Concern for both products. For this reason, the triage users were again
misled as to whether a concern was present for each product based upon the semantics of the survey. In
both case studies the majority of triage users were still able to correctly identify the verdict that corresponds
their products, however the impact of the triage on these results is inconclusive.
Questions 3 and 4: Should this Product Be Made with LM3D?
A summary of the effects of the contextual triage in answering whether the needed product can be
manufactured with LM3D can be seen in Table 57.
Table 57: Comparison of Respondents’ general triage Verdicts Based Upon triage
Access
Expert
Verdict
Triage
Verdict
Respondents
Reaching Experts’
Verdict
(No Triage Access)
Respondents
Reaching
Experts’ Verdict
(Triage Access)
Difference
in Results
p-value from
ꭓ2 test between
riage and non -
triage
Case
Study 1
Yes No 85% 44% -41% 0.02
Case
Study 2
Yes Yes 63% 100% +37% 0.09
We can see from Table 57 that, like the general triage, the contextual triage was more likely to guide users
to the experts’ assessment for the second case study, but not the first. This was to be expected for Case
Study 1, however, as we noted earlier that the experts and the triage differed from one another in their
expected verdict on the on the contextual triage (see Table 54). This difference in verdict between the triage
and experts was precipitated by a difference in the evaluation of the economic justification of using LM3D
to supply the wheelchair tires of Case Study 1 and resulted in a minority (44%) of the triage users reaching
the expert’s verdict.
The triage was apparently more effective in evaluating case study 2, as only 63% of the respondents without
the triage reached a verdict similar to that of the experts, while all of those who used the triage on Case
Study 2 were able to match the experts’ yes-verdict.
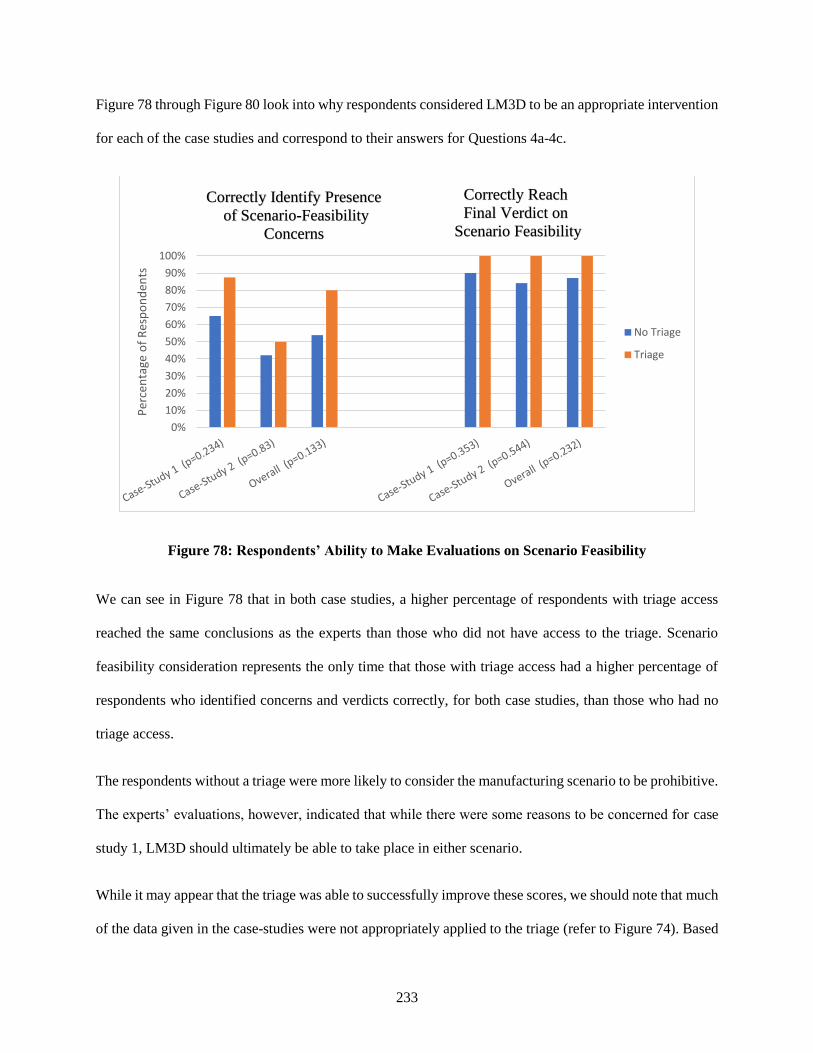
233
Figure 78 through Figure 80 look into why respondents considered LM3D to be an appropriate intervention
for each of the case studies and correspond to their answers for Questions 4a-4c.
Figure 78: Respondents’ Ability to Make Evaluations on Scenario Feasibility
We can see in Figure 78 that in both case studies, a higher percentage of respondents with triage access
reached the same conclusions as the experts than those who did not have access to the triage. Scenario
feasibility consideration represents the only time that those with triage access had a higher percentage of
respondents who identified concerns and verdicts correctly, for both case studies, than those who had no
triage access.
The respondents without a triage were more likely to consider the manufacturing scenario to be prohibitive.
The experts’ evaluations, however, indicated that while there were some reasons to be concerned for case
study 1, LM3D should ultimately be able to take place in either scenario.
While it may appear that the triage was able to successfully improve these scores, we should note that much
of the data given in the case-studies were not appropriately applied to the triage (refer to Figure 74). Based
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Per
cen
tage
of
Res
po
nd
ents
No Triage
Triage
Correctly Identify Presence
of Scenario-Feasibility
Concerns
Correctly Reach
Final Verdict on
Scenario Feasibility

234
on the available data, it is not possible to conclude whether this incorrect inputting of case study details was
due to the case study being unclear or respondents not reading the case-study carefully enough. Future
versions of this testing could try to better account for this by testing the case studies clarity before formal
testing with a wider audience.
These user’s corresponding data points had to be removed, and this in turn resulted in insufficient data to
be able to make any conclusive statements about the triage users’ performance in this section (p=0.353 and
p=0.544). We cannot make any larger conclusions about the ability of the contextual triage to help triage
users in assessing scenario feasibility without additional data.
Figure 79 shows the percentage of respondents who were able to correctly identify whether there were any
concerns present in either case study regarding the economic justification of producing the product with
LM3D.
Figure 79: Respondents’ Ability to Make Evaluations on Economic Justification
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Per
cen
tage
of
Res
po
nd
ents
No Triage
Triage
Correctly Identify Presence
of Economic Justification
Concerns
Correctly Reach
Final Verdict on
Economic Justification

235
As noted, the contextual triage’s verdict for Case Study 1 differed from that of the experts, and this was
reflected in that fewer triage users were able to correctly identify the presence of any economic justification
concerns or reach the correct final verdict on the wheelchair component’s economic justification. Once
again, the triage algorithms for economic justification in Chapter 6 failed to consider whether a product
could be improved beyond reductions in cost or delivery time, and the experts more likely took a broader
view of the product and scenario.
For case study 2, however, triage users were more likely to correctly identify the lack of any economic
justification concerns (the triage estimated that the feeding cup would be both cheaper and faster to produce
with LM3D), with a reasonable amount of confidence (ꭓ2 test, p=0.046). All triage users also correctly
reached a verdict on case study 2 that concurred with that of the experts, however we cannot say
conclusively that this was due to the triage (ꭓ2 test, p=0.337), as many of the non-triage users also reached
this conclusion.
Finally, in Figure 80 we can see the results of the triage’s user’s assessments of a product’s likelihood of
being accepted by the product end-user.
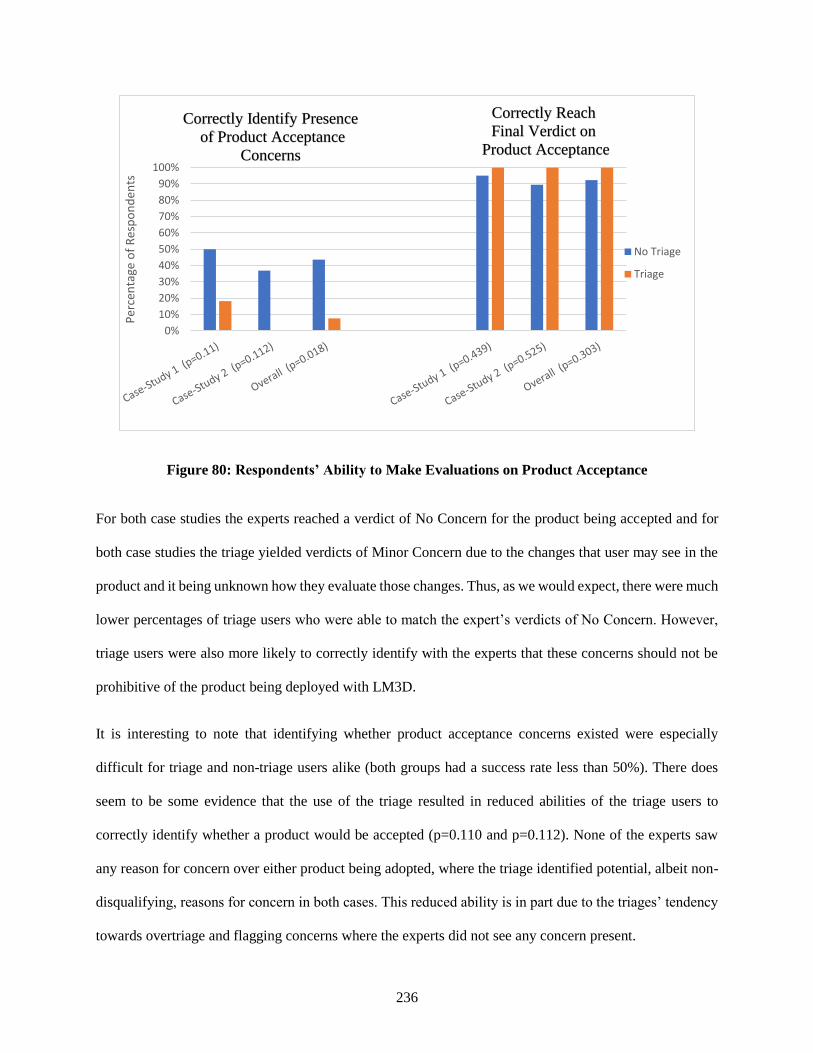
236
Figure 80: Respondents’ Ability to Make Evaluations on Product Acceptance
For both case studies the experts reached a verdict of No Concern for the product being accepted and for
both case studies the triage yielded verdicts of Minor Concern due to the changes that user may see in the
product and it being unknown how they evaluate those changes. Thus, as we would expect, there were much
lower percentages of triage users who were able to match the expert’s verdicts of No Concern. However,
triage users were also more likely to correctly identify with the experts that these concerns should not be
prohibitive of the product being deployed with LM3D.
It is interesting to note that identifying whether product acceptance concerns existed were especially
difficult for triage and non-triage users alike (both groups had a success rate less than 50%). There does
seem to be some evidence that the use of the triage resulted in reduced abilities of the triage users to
correctly identify whether a product would be accepted (p=0.110 and p=0.112). None of the experts saw
any reason for concern over either product being adopted, where the triage identified potential, albeit non-
disqualifying, reasons for concern in both cases. This reduced ability is in part due to the triages’ tendency
towards overtriage and flagging concerns where the experts did not see any concern present.
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Per
cen
tage
of
Res
po
nd
ents
No Triage
Triage
Correctly Identify Presence
of Product Acceptance
Concerns
Correctly Reach
Final Verdict on
Product Acceptance
237
Discussion for Research Question 2
Based on these results, we are only able to draw limited conclusions on the effectiveness of the triage, still,
there are some trends worth commenting on.
Triage Performance Difference Between Case studies
Looking at Table 56 and Table 57 we can see that the triages appeared to positively impact the assessments
of case study 2, but not case study 1. While this is relatively easy to explain in regard to the contextual
triage for case study 1 (the properly-applied contextual triage’s verdict disagreed with the experts’ verdict),
it is more complex for the general triage.
For both case studies and both triages, the majority of respondents without a triage were still able to identify
the expert answer, and this was especially true for Case Study 1. This is to be expected because, as noted
in Figure 68, the majority of respondents had at least some experience with 3D printing. Respondents with
more experience in 3D printing (either “Significant” or “Formal” experience), however, were even more
likely to identify with the experts’ answers on the questions related to the general triage. This group reached
verdicts with a success rate more comparable to the experts than the larger group for questions related to
user safety (ꭓ2 test, p=0.044), material compatibility (ꭓ2 test, p=0.038), and the overall general triage (ꭓ2
test, p=0.040). This was relatively unsurprising, however, as these general triage categories are based more
heavily on DFAM literature. There was no detectable relationship, however, in how respondents evaluated
a case study based upon whether they had any experience working in low-resource contexts. Thus, while
the general triage was more useful to those without any DFAM or 3D printing experience, the contextual
triage appeared equally useful to all respondents.
The triages also likely performed better for case study 2 than case study 1 because they appear to negatively
bias verdicts. Because the algorithms detailed in Chapters 5 and 6 are largely based on design restrictions,
the triage is essentially a list of reasons why a product should not be manufactured with LM3D. It should
not be surprising then that access to the triage resulted in improved evaluations on a case study where the
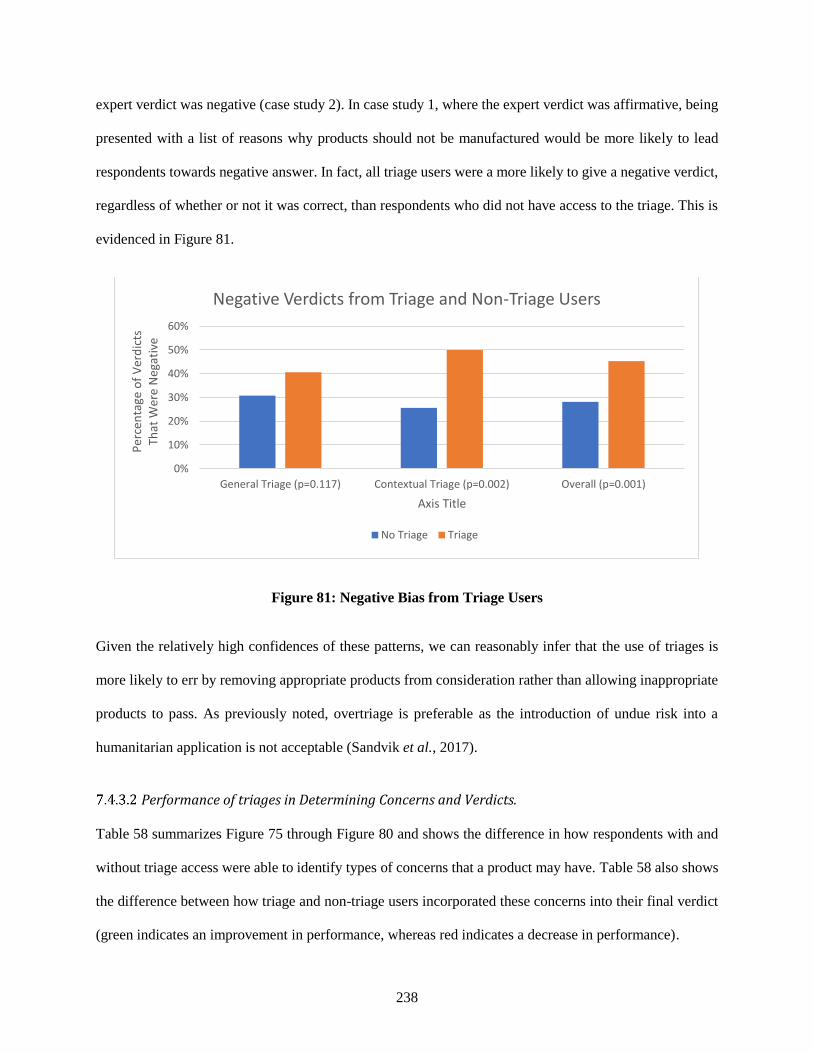
238
expert verdict was negative (case study 2). In case study 1, where the expert verdict was affirmative, being
presented with a list of reasons why products should not be manufactured would be more likely to lead
respondents towards negative answer. In fact, all triage users were a more likely to give a negative verdict,
regardless of whether or not it was correct, than respondents who did not have access to the triage. This is
evidenced in Figure 81.
Figure 81: Negative Bias from Triage Users
Given the relatively high confidences of these patterns, we can reasonably infer that the use of triages is
more likely to err by removing appropriate products from consideration rather than allowing inappropriate
products to pass. As previously noted, overtriage is preferable as the introduction of undue risk into a
humanitarian application is not acceptable (Sandvik et al., 2017).
Performance of triages in Determining Concerns and Verdicts.
Table 58 summarizes Figure 75 through Figure 80 and shows the difference in how respondents with and
without triage access were able to identify types of concerns that a product may have. Table 58 also shows
the difference between how triage and non-triage users incorporated these concerns into their final verdict
(green indicates an improvement in performance, whereas red indicates a decrease in performance).
0%
10%
20%
30%
40%
50%
60%
General Triage (p=0.117) Contextual Triage (p=0.002) Overall (p=0.001)
Per
cen
tage
of
Ver
dic
tsTh
at W
ere
Neg
ativ
e
Axis Title
Negative Verdicts from Triage and Non-Triage Users
No Triage Triage
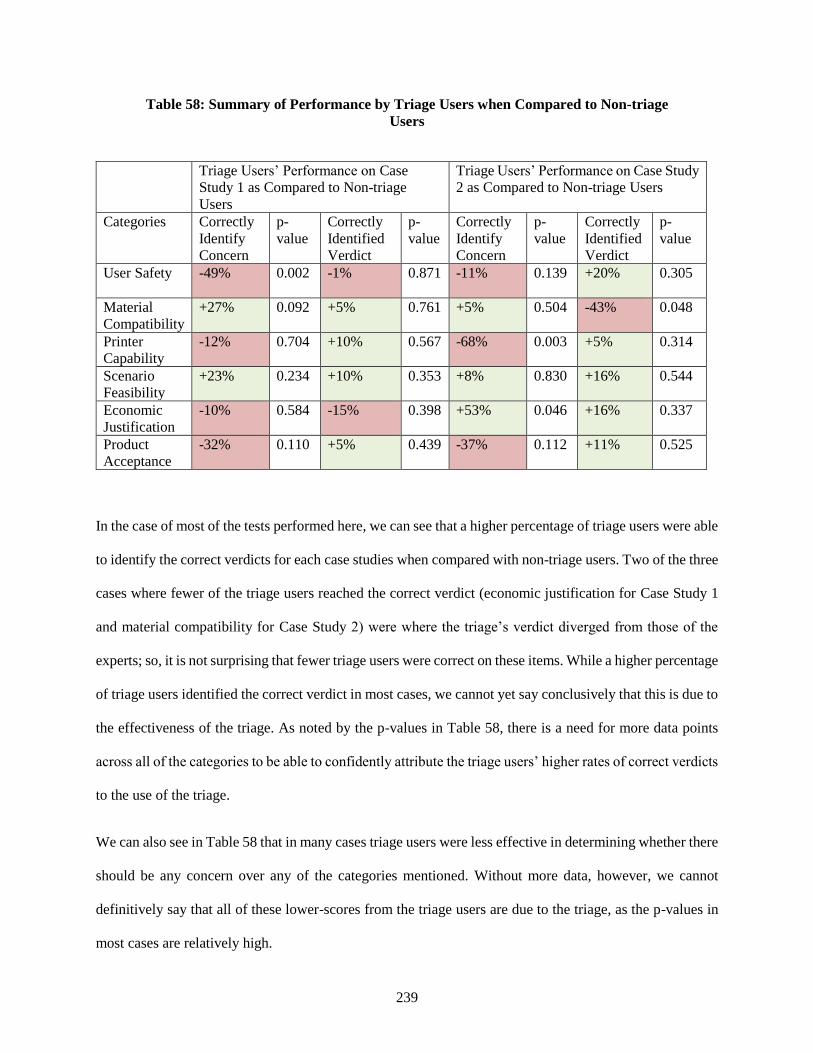
239
Table 58: Summary of Performance by Triage Users when Compared to Non-triage
Users
Triage Users’ Performance on Case
Study 1 as Compared to Non-triage
Users
Triage Users’ Performance on Case Study
2 as Compared to Non-triage Users
Categories Correctly
Identify
Concern
p-
value
Correctly
Identified
Verdict
p-
value
Correctly
Identify
Concern
p-
value
Correctly
Identified
Verdict
p-
value
User Safety
-49% 0.002 -1% 0.871 -11% 0.139 +20% 0.305
Material
Compatibility
+27% 0.092 +5% 0.761 +5% 0.504 -43% 0.048
Printer
Capability
-12% 0.704 +10% 0.567 -68% 0.003 +5% 0.314
Scenario
Feasibility
+23% 0.234 +10% 0.353 +8% 0.830 +16% 0.544
Economic
Justification
-10% 0.584 -15% 0.398 +53% 0.046 +16% 0.337
Product
Acceptance
-32% 0.110 +5% 0.439 -37% 0.112 +11% 0.525
In the case of most of the tests performed here, we can see that a higher percentage of triage users were able
to identify the correct verdicts for each case studies when compared with non-triage users. Two of the three
cases where fewer of the triage users reached the correct verdict (economic justification for Case Study 1
and material compatibility for Case Study 2) were where the triage’s verdict diverged from those of the
experts; so, it is not surprising that fewer triage users were correct on these items. While a higher percentage
of triage users identified the correct verdict in most cases, we cannot yet say conclusively that this is due to
the effectiveness of the triage. As noted by the p-values in Table 58, there is a need for more data points
across all of the categories to be able to confidently attribute the triage users’ higher rates of correct verdicts
to the use of the triage.
We can also see in Table 58 that in many cases triage users were less effective in determining whether there
should be any concern over any of the categories mentioned. Without more data, however, we cannot
definitively say that all of these lower-scores from the triage users are due to the triage, as the p-values in
most cases are relatively high.
240
While we can’t directly comment on the triage’s effectiveness in identifying concern, we can note an overall
trend towards identifying whether there should be any concern over a category. In most of these cases the
triage, even when correctly applied, would identify some minor concern that the experts did not find
concerning. This is in line with some of the conclusions of the previous section where we saw that the triage
was typically more conservative than the experts were across most categories. We can see this bias towards
caution in the triage to be especially significant for user safety (p=0.047) and printer capabilities (p=0.017),
as across both case studies triage users were more likely than non-triage users to identify these categories
as being concerning, even when the experts did not. While overtriage is permissible, the triage user should
always be notified of what triggered the triage to flag a concern so that, depending upon their level of
expertise, they may choose how they want to handle that concern if they choose to proceed with the product.
Usability of the Triage
While briefly discussed earlier, the usability of the triage ultimately impacted the results of its assessments.
Some of the algorithms described in Chapters 5 and 6 were applied unanimously correctly, such as those
related to biological compatibility or chemical compatibility, by all users across both case studies. Many
other algorithm questions, however, were often incorrectly answered, either due to a misunderstanding of
the case study or a misunderstanding of the question in the triage. While the tests of this chapter did not
directly measure the usability of the triage, the presence of some triage questions being incorrectly answered
(especially those related to scenario feasibility) indicates the need for more work to be done on the triage’s
usability or at least how the questions are written. More proven user-interface testing methods should be
used to ensure that future triage users know how to correctly apply them. However, we must keep in mind
that developing a final user tool was not the purpose of the work at this time.
Conclusions of Triage Testing
To test the effectiveness of this preliminary versions of the general and contextual triages, the triages were
applied to two case studies that describe a product need that could potentially be met with LM3D. These
241
case studies were given to three experts with LM3D experience to evaluate them and give their
recommendations on how to best proceed. The general and contextual triages were then also applied to
these case studies and the triage’s verdicts were recorded and compared to those of the experts to determine
if the triage could effectively make assessments as well as the experts (Research Question 1). The results
of these tests showed that the general and contextual triages were able to reach the same verdicts as the
experts with the exception of contextual triage’s application in case study 1. In this case, the contextual
triage took a more conservative approach to evaluating the economic justification of the product when
compared to experts and this resulted in a conflicting overall verdict. While the triages were generally able
to reach the same verdicts as the experts, we also saw that they were typically more conservative than the
experts were in flagging potential concerns. While perhaps not as accurate as the experts, this conservative
bias was deemed preferable to a triage that allows inappropriate products to be deployed in low-resource
contexts.
The triages were then tested with students from two engineering classes. All of the students were given
access to the same case studies and surveys as the experts and half of the students were randomly assigned
access to the triages as they made their assessments. The survey results of students who did and did not
have access to the triage were then compared to the experts to see if access to the triage enabled novice
users to evaluate products at a level more similar to the experts (Research Question 2). The results of this
test varied with the triage appearing to be more helpful for the second of the two case studies. This was
attributed to multiple reasons. Students without the triage were already able to evaluate the first case study
with a high success rate, perhaps due to the relative simplicity of the case. The second case study was less
conclusive among the students without triage access, and thus the triage appeared to make a better
improvement in scores. We also noted that users of both triages, regardless of case study, were more likely
to end up at a no-verdict than those without access to the triage, as the triage is primarily focused finding
reasons why a product should not be made with LM3D rather than finding reasons why it should be. Thus,

242
it appears to be more likely that the triages again err on the side of being more conservative than the expert
evaluations and encourage their users to do the same.
The triages’ users were not as effective as the experts at recognizing whether a concern was relevant for
each of the case studies, perhaps due to the triage’s overall conservative bias in flagging concerns when
compared to the experts, though these results are still largely inconclusive. More data is needed to be able
to determine whether many of these results are statistically relevant, as some of the data had to be removed
from evaluation due to incorrect applications of the triage to the case studies.
While these initial results imply that the triage is able to predict the experts’ opinion in most cases and have
the potential to allow novices users to do the same, more testing needs to be done. This testing was only
done with two case studies and a limited number of true novices. Future testing should include more
respondents (for greater statistical conclusiveness), evaluating more case studies (to evaluate the broader
abilities of the triages), and testing it with users having a greater range of abilities. Along with the latter,
there is also a need to do tests regarding the usability of the triage as it currently exists, as there were many
participants who, even with some exposure to 3D printing, struggled to apply certain triage algorithms
correctly to the case studies. Ideally all testing, both efficacy and usability, should be done at an algorithm-
by-algorithm level of scrutiny so as to allow for more precision improvements to the triage than simply
evaluating the overall performance of the triages and their larger groupings of considerations.
243
Conclusions and Future Work
Based on the previous chapters of this work, we can draw some conclusions as to how LM3D can affect
low-resource contexts and how a triage-methodology could be used to make its use more effective in the
future. This chapter looks at these conclusions, their significance, and what work should be done to build
upon them in the future.
Summary of Chapters
In Chapters 1 and 2, we introduce the idea of LM3D and set up the research objectives of this dissertation.
Then we look into what LM3D is and what its proposed benefits are to those working in either humanitarian
response or international development contexts. In a humanitarian response setting, LM3D can reduce the
burden of trying to correctly forecast all of the goods that are required in that response, as well as shortening
the delivery times of many products. In international development, LM3D can help to reduce the costs of
goods, make specialty goods more accessible, and promote local economic growth by localizing
manufacturing. There have been limited applications of LM3D in both fields, and there are still many
aspects of LM3D’s implementation that is not yet well understood, including how the technology would be
received in low-resource contexts, what products it would be used to make, and how to identify
opportunities for its implementation.
In Chapter 3, we look into the potential for LM3D to be implemented in low-resource healthcare systems,
including its potential impacts and hurdles on such healthcare systems. We then focus on a particular
healthcare system in western Kenya and describe a program that was used to introduce 3D printing into that
system for a brief period. The technology was well received by the health professionals working in that
system, with broad enthusiasm for its ability to empower their facilities by giving them better access to the
goods they required. The reason for enthusiasm over LM3D varied, however, and healthcare professionals
expressed different motivations and reservations about how 3D printing could be implemented in their
244
healthcare system. Most interviewees were motivated by the economic benefits that the 3D printer could
provide for them and their facilities.
The interviewees from the western Kenya healthcare system who were concerned about LM3D’s
implementation noted the importance of understanding where to apply the technology, and they
acknowledged that its success would be dependent upon the location and products it was being used to
manufacture. During that research period we discovered a wide variety of products (over 120 product
requests) that Kisumu medical professionals commonly required in their work that should be considered
for LM3D. A few of these products were prototyped, though, like others working in LM3D, we determine
that there is a need for being able to determine which products are the most appropriate for LM3D.
In Chapter 4, I propose the development of a methodology that can be used to evaluate when a product
needed in a low-resource context can and should be manufactured with 3D printing. I look to the field of
triage as an example and I look to find criteria for what would make a product a good candidate for LM3D
based upon product design considerations coming from the fields of DFAM and DFLRC. After a thorough
literature search, I identify 25 different considerations that should be taken into account before a product is
manufactured with LM3D. These considerations are divided into two groups to form the basis of the general
triage (detailed in Chapter 5) and contextual triage (detailed in Chapter 6), and the considerations are
separated based upon whether or not they rely on knowledge of the product’s context to be able to evaluate.
Considerations that are only based upon the product itself are included in the general triage, and
considerations that require knowledge of the scenario are included in the contextual triage.
Chapter 5 details the creation of the general triage, which is to be used by someone in working in a low-
resource context and who is considering using LM3D to address a product need that they have encountered
in the field. This triage is comprised of a series of questions tied to a series of recommended actions, all
derived from the product considerations distilled from both the DFAM and DFLRC literature in Chapter 4.
These considerations can be broadly grouped into categories regarding potential threats to the user’s safety,
245
the 3D printing material’s compatibility to the original product’s materials, and the capability of the 3D
printing process to manufacture the product. The triage guides the triage user through all of these
considerations and enables a verdict on whether the product can theoretically be manufactured with LM3D.
This verdict, however, still requires prototyping to confirm that the product can be manufactured with
LM3D in practice.
Similar to Chapter 5, Chapter 6 describes the creation of the contextual triage. The contextual triage is to
be used by someone working in a low-resource context to determine if LM3D is appropriate for their
specific product use scenario. To be used after the general triage, the contextual triage is built upon product
considerations in the DFAM and DFLRC literature that evaluate a product based upon the setting of its
manufacturing and eventual use. These considerations were broadly grouped into three categories of
considerations as well - whether it was feasible to manufacture in the given setting, whether it was
economically justifiable to use LM3D, and whether it was likely that the product would be accepted by the
intended product user. The user of the contextual triage answers questions about the product and scenario
for which they are considering making it, and the triage yields a verdict of how to proceed. If the contextual
triage approves a product for deployment in a low-resource context, then it is not a guarantee that the
product would succeed, but an indication that it is likely to be successful. As with the general triage, testing
and prototyping of the product in the field are needed to confirm this success.
In Chapter 7, I describe testing the general triage’s and contextual triage’s ability to replicate LM3D
experts’ opinions and the triages’ ability to assist novices in the decision-making. This testing is done by
asking both experts (those with experience implementing LM3D in low-resource contexts) and novices
(students from two engineering classes) to evaluate two example case studies of product needs that could
be encountered in a low-resource setting. First, I applied the triage to both case studies and compared its
results to the evaluations of the experts. The general triage is found to be able to match the experts’ verdicts
on both case studies, however, the contextual triage only aligned with the experts’ opinion on one of the
two case studies. By analyzing both triages category by category, we can see that the triage verdicts are
246
generally more conservative (i.e., more likely to remove a product from consideration) than those of the
experts. In the second study, novices who had access to the triage reached more conservative verdicts on
both case studies than novices that evaluated the case studies without access to the triages. The triage’s
ability to enable novices to reach the same verdicts as the experts, however, varied depending on the case
study, with both triage’s appearing to perform better when the decision to be made was less obvious. Overall
the triage testing yielded mixed results in improving the ability of novices to evaluate products for LM3D,
but because triage users who erred typically erred by making overly-conservative verdicts on products
(rather than overly-permissive verdicts) the triage is deemed to be moving in the correct direction.
Review of Research Objectives
The significance of this work is tied to the dissertation’s three research objectives. These objectives are as
follows:
Research Objective 1: Give an overview of the existing activities and literature regarding
applications of LM3D in low-resource contexts, including developing communities and
humanitarian response scenarios.
Research Objective 2: Evaluate the reception of and potential uses for LM3D in a developing
community, specifically in the context of a western-Kenyan healthcare system.
Research Objective 3: Design and test a product evaluation tool that can enable non-experts in
using 3D printing in low-resource contexts to evaluate when a product-need may realistically
satisfied by LM3D.
Looking back to the research objectives outlined in Chapter 1, we can see that Research Objective 1 was
met primarily in Chapter 2, where we find that there has been a wide variety of sources that describe many
of the potential benefits that LM3D could bring to both humanitarian contexts and developing communities.

247
For LM3D to be a practical tool for those working in low-resource contexts, there needs to be more research
conducted into when and how LM3D is useful, so as to better guide those working in these contexts.
Research Objective 2 was addressed in Chapter 3. By trialing an LM3D system in a Kenyan healthcare
system, we are able to conclude that there are contexts in which LM3D is an appropriate and well-received
solution to attaining difficult-to-procure products. LM3D’s utility, however, is very conditional, and the
products and settings in which it can be used are limited and not always immediately identifiable.
The third research objective was met in Chapters 4-6, where we describe the creation of the General Triage
and Contextual Triage, and in Chapter 7 where these triages are tested. These triages collectively represent
a tool that can be used on a product that has been identified as a need in a low-resource context, in order to
determine if the product would be an appropriate use of LM3D. By using these triage tools, development
workers or humanitarians can better identify opportunities for LM3D while working in the field.
Significance of Research Objective 1 and Its Findings
Regarding meeting the first research objective, I begin by summarizing some of the existing activities
revolving around 3D printing and describe them in Chapter 2. There are few broad descriptions of actual
LM3D activities available in the literature, and this is probably due to the relative scarcity of their
implementations. In Chapter 2 I find that there have only been limited instantiations of digital
manufacturing techniques in international development and humanitarian work, and many of these have
focused on using 3D printing to promote local innovation or manufacture specific high-need products.
While not exhaustive of all examples, this summary provides a good overview of the types of activities 3D
printing is being used for in low-resource contexts, and it highlights that there are few true examples of
LM3D occurring.
From the results of this preliminary review of existing LM3D activities, we can see that many of the existing
implementations of LM3D are still only aspiring to reach the full benefits supposed of the technology. The
broad potential of LM3D has made it difficult to know where to begin implementation and experimentation
248
and many of the current LM3D instantiations appear to be technology-pushed rather than demand-pulled.
Based on this preliminary research it is necessary to add focus, clarity, and direction if LM3D is ever to be
a fully realized solution, and this can only come from understanding the product needs that already exist in
these low-resource contexts. Future literature research into LM3D should be focused on where the currently
existing product supply gaps are and understanding which gaps need to be addressed by LM3D.
Significance of Research Objective 2 and Its Findings
For the second research objective, I investigate the practicalities of how 3D printing could effectively be
implemented into a low-resource context. While many have touted the benefits of LM3D for low-resource
settings and some have tried to address some of the technical challenges in LM3D, no one else has done a
full integration of 3D printing into an existing low-resource setting in order to learn about how the
technology would be received. In order to perform this trial integration, it required background research
into a setting in which local product needs were high but where LM3D could be responsibly tested. In this
case, the Kenyan healthcare system presented an opportunity for such a research setting.
This research also required the development of technology that would be sufficiently rugged and portable
to meet the demands of field work in rural areas. We designed and built the Kijenzi 3D printer just for this
purpose and this machine enabled our research and prototyping to take place directly in a low-resource
context we seek to impact. Along with the development of this research-enabling technology, preliminary
fieldwork was conducted to understand where some of the current product gaps exist in this low-resource
context.
All of this background work enabled several months of instantiating of an actual 3D printing program
directly in a western Kenya healthcare system. During this time, we were able to work side-by-side with
health professionals who were intimately aware of the product supply problems in their field, and we were
able to gain insights into how they would implement 3D printing into their work and benefit from it. We
found that most healthcare professionals were excited about the idea of being able to locally manufacture
249
the products that they needed locally, though their individual reasons for wanting to implement LM3D
varied depending on their role within the hospital. All healthcare professionals noted that some of the largest
barriers to implementation would be in the lack of reliable infrastructure to support 3D printing and possible
challenges from regulatory authorities. While informative, more research needs to be done better understand
the failure modes attached to these barriers and how these failures could be perceived and mitigated.
While working within the Kenyan healthcare system, it was observably difficult for those working in low-
resource contexts to procure specialty goods and LM3D appears to present a solution to this difficulty. If
LM3D is misapplied, however, it could result in wasted time, energy, and resources, if not something worse
– a loss of property, wellbeing, or life of the product user. Many product needs encountered in the trials in
western Kenya could not ultimately be manufactured for economic, technical, or ethical reasons. This
further highlights the need for more research into understanding what products can be effectively
manufactured with LM3D, and this is the exact focus of our third research objective.
Significance of Research Objective 3 and Its Findings
Our first research objective resulted in a need for more focused, demand-driven development of LM3D and
our second research objective highlighted the need for being able to identify when LM3D should be applied.
These two concerns lead us to the third research objective of this dissertation which looks to create a
decision-making tool that can identify whether specific product needs encountered in low-resource settings
may be an appropriate fit for LM3D. Such a tool can be used to respond to existing product demands more
efficiently, and therefore better direct the development of LM3D in low-resource settings as a whole.
No such methodology exists for holistically evaluating whether a product is an appropriate application of
LM3D, as the field of LM3D is still young and exploratory. None of the existing methods for evaluating
products for additive manufacturing take into account the diverse settings or scenarios present in
development or humanitarian work. Similarly, none of the existing frameworks for implementing a new
technology into a low-resource context adequately capture the complexities and concerns of locally
250
manufacturing a product with additive manufacturing. Being able to create a product-evaluation method for
the emerging field of LM3D requires extensive knowledge of both additive manufacturing and working in
low-resource contexts.
Over the course of this research I worked to gain this requisite knowledge as well as the field experience
needed for developing such a methodology. With this experience in hand, I started reviewing the literature
from the existing fields of DFAM and DFLRC and sorted through them to determine what criteria and
components were necessary for an effective LM3D system. I took these criteria and used them to propose
a series of algorithms that can enable a user working in low-resource contexts to be able to evaluate product
needs that may arise in their work for LM3D potential.
This methodology was tested and, while still in need of refinement, was able to predict the evaluations of
those with experience and expertise in LM3D. The triage methodology was also tested with novice users
inputting the data of the test case-studies. This triage was especially helpful to those without additive
manufacturing experience and it required all users to consider the larger impacts of implementing LM3D.
Usability, however, is still a major issue, and more work will need to be done to make the triage
methodology more usable by a wider audience. Additionally, the testing indicated a bias in the triage to
remove products from consideration (overtriage), whether or not they were appropriate. While this bias was
ultimately preferable to the alternative (undertriage), the triage needs to be made more sensitive in the future
to reduce the risk of removing potentially appropriate products from LM3D consideration.
Regardless of the need for future refinement of the triage, I showed that by drawing on the existing expertise
of these two fields (DFAM and DFLRC), it is possible to create a methodology that could simulate the
product assessment ability of those few who do have expertise with LM3D in low-resource contexts. This
method will allow for those without experience in LM3D to make more informed and standardize decisions
as to whether it is an appropriate solution for their product needs and allow those who are working at the
forefront of LM3D to have more effective implementations of the technology going forward.
251
More broadly this creation and testing of a triage methodology shows that it is possible to simulate some
level of expertise in a new field with the use of a carefully constructed methodology. It is reasonable to
conclude that other new fields that emerge from the junction of pre-existing fields of study may also be able
to use a similar strategy in creating their own guiding methodologies.
While more work needs to be done in order to refine the triage methodology, and, of course, improve create
improved implementations of LM3D, this dissertation represents a major step forward in making research
into LM3D for low-resource contexts more formal and standardized. The comprehensive yet systematic
nature of this evaluation methodology breaks the challenge of implementing LM3D into smaller, more
manageable challenges, making it easier for others to be able to build off of this work in the future and see
the technology’s benefits realized. With this work, and the work of others who build off of this work, people
living and working in low-resource settings will be able to see full implementations of LM3D and gain
access to the products that they need for their daily lives and livelihoods.
Contributions to the Field
Looking at these findings, we can begin to analyze the larger contributions that this work may have.
Intellectual Merit
By merging two distinct bodies of literature, DFAM and DFLRC, this dissertation has laid some of the
groundwork for what is a new research field of LM3D in low-resource contexts. Others may build off of
the criteria outlined in this work in order to begin conducting further research into this field.
The triage developed in the later chapters of this dissertation presents a novel approach for allowing
development and humanitarian practitioners to be able to integrate new technologies into their overall
strategies. The triage is the first of its kind for its intended purpose, and others may continue to both refine
and add greater detail to its content in the future. Though needing future refinements, the triage is a useable
252
tool that can begin to be used by those who need to evaluate product needs in low-resource contexts for
LM3D.
The application of triage to fieldwork in contexts beyond medicine presents a unique strategy for decision
making and project selection in low-resource contexts. The process used to create this triage can be adapted
and applied to other technologies and needs that may require expertise in places where there is none.
Broader Impacts
This study leads to an improved understanding of what localized manufacturing may look like in developing
economies and how opportunities for these technologies can be more effectively identified in low-resource
contexts. People from rural, developing communities, who otherwise might have especially poor access to
the products needed for improving their livelihood, would be given an opportunity to have the products
they need and, for the first time, be given input into the design and procurement of these products. While
LM3D is not likely to remove all needs for continued improvement to the supply chains serving low-
resource contexts, the work presented here can assist in the integration of LM3D into these larger supply
chain strategies and ease the burden on procuring some specialty products. While able to improve access to
all types of medical devices and products, LM3D appears to have the most potential, in the Kenyan context,
in supplying spare parts and occupational therapy devices. This research can enable LM3D to make these
types of medical products more accessible in Kenyan and around the world.
The use of 3D printing in a healthcare system for rural developing communities allows for unique insight
into product and technology adoptions processes in developing communities. Beyond LM3D, the research
conduct in the Kenyan healthcare system can improve the understanding of how technology adoption-
related decisions occur. This, in-turn, benefits engineers and designers from all contexts to better be able to
understand the design principles necessary for both effective technology transfer and in creating impactful
and viable products for consumers in developing communities.
253
The development of the triage methodology can help guide both the technological development of 3D
printing for low-resource contexts and allow development and humanitarian actors to better understand how
3D printing may be applied in their respective fields. It allows those few who are pioneering at the
intersection of both technology and international development to have some guidance in identifying high-
impact products and advancing the field as a whole.
This research influences the creation of 3D printing technologies and 3D printed products that would be
more appropriate as part of a localized manufacturing strategy in both developing communities and
humanitarian scenarios. These designs build upon existing work to create technologies more appropriate
for LM3D and consider the social, economic, and technical limitations that are present when designing
products and technologies for rural, developing communities. This, in turn, makes the benefits of this
technology accessible and practical to people living and working in low-resource contexts.
The results of this multidisciplinary study are freely shared, including all partners and publications in both
Kenya and America. This study directly paves the way for academic and design studies to be conducted in
other fields by providing a platform, connections, and initial data set for future work in this field. This
shared knowledge is also made available to the large open-source community of expert and amateur
designers pushing for improved manufacturing using 3D printing. By disseminating this research through
both academic knowledge and open-source platforms, this work creates a base for future engineers,
designers, and aid workers to be able to continually improve on 3D printing and adapt it to the needs of
both developing communities and populations in need of humanitarian assistance.
Future Work
The potential for LM3D to impact low-resource contexts has been well described, and initial testing clearly
shows its benefit, but there is still a need to substantiate these claims with more research. The triages
developed in this dissertation represent a first step in being able to identify when and where LM3D can best
254
be applied in low-resource context, and these triages lend the underlying guidance and structure to those
looking to do more research into this application of LM3D in the future.
Because these are initial investigations into the nature of LM3D in low-resource contexts, this research is
inherently pioneering. By mapping out what LM3D is, giving an example of how it was successfully trialed,
and providing a framework for evaluating potential LM3D implementations, this dissertation creates a
launch point that future research into LM3D can build off of. As this research exists at the intersection of
two bodies of knowledge (DFAM and DFLRC), this dissertation serves as the merging point between these
two bodies of research and allows for a distinct body of research (LM3D in low-resource contexts) to
emerge. The creation of this launching point for future research may be the most significant contribution of
this dissertation.
The triage method described here creates a framework for a wide range of future works that may either
improve upon the triages themselves or build off of the base of these triages in a different direction. The
triage itself touched on a broad swath of topics, most of which would benefit from more focused research
into each of them more specifically. These topics are addressed in the coming sections.
Future Work Based on the General Triage
The general triage presents several opportunities for more research in the future. While each individual
consideration that made up the general triage (and its corresponding algorithm) can use refinement in the
future, there are three overall improvements that I recommend be made on this work going forward: (1)
improved organization, (2) improved tolerance for uncertainty, and (3) improved ability to make
recommendations.
Currently, the general triage is not organized with the intent of assisting the triage user to reach a conclusion
as quickly as possible. It is designed for comprehensiveness, requiring the user to answer all questions
related to the triage before arriving at a verdict. However, if a question or element within the triage
determines that a product should be removed from consideration then, this should be brought to the triage

255
user’s attention immediately so that the triage user may move onto the next product that they need to assess.
Considerations and their algorithms should be arranged so that those that are most likely to disqualify a
product from LM3D are evaluated first, and those that focus on fewer common disqualifications are
evaluated later in the triage. The current order of considerations in the general triage is based on grouping
similar considerations together and prioritizing safety over other factors, but more work should be done to
determine the optimal order of considerations should be to maximize the triage’s efficiency.
More work should also be done to increase the general triage’s tolerance for uncertainty. Currently, the
triage user must know the answer to all of the questions in the triage algorithms to be able to reach a final
assessment; however, access to this information may not always be realistic in the field. Every question
that is asked of the triage user should have a defined course of action if they are unable to answer the
question. In some cases, not being sure of a piece of information should result in a product being disqualified
(if the information is absolutely required), and for other products the uncertainty over an aspect of a product
may merely be flagged as a Minor Concern. Giving triage users options to follow when they do not have
access to a piece of data needed to answer a question allows for the triage to be applied in more places
where some data may not be available.
Finally, while the general triage is able to reach verdicts as to whether a product may be able to be
manufactured with LM3D, it does not yet provide useful information as to how the triage user could
optimize LM3D in their scenario (or in instances in which a product receives a negative verdict, inform the
user what they must change to make LM3D possible). The general triage should be improved to give the
triage user a recommendation on how to proceed with a product, whether that be a change in material being
considered for the product, a change in the hardware being used to manufacture the product, or how the
product itself could be modified to be more eligible for LM3D. Work looking into how to enable the general
triage to make these types of recommendations to the triage user would greatly expand the usefulness of
the triage in the future.
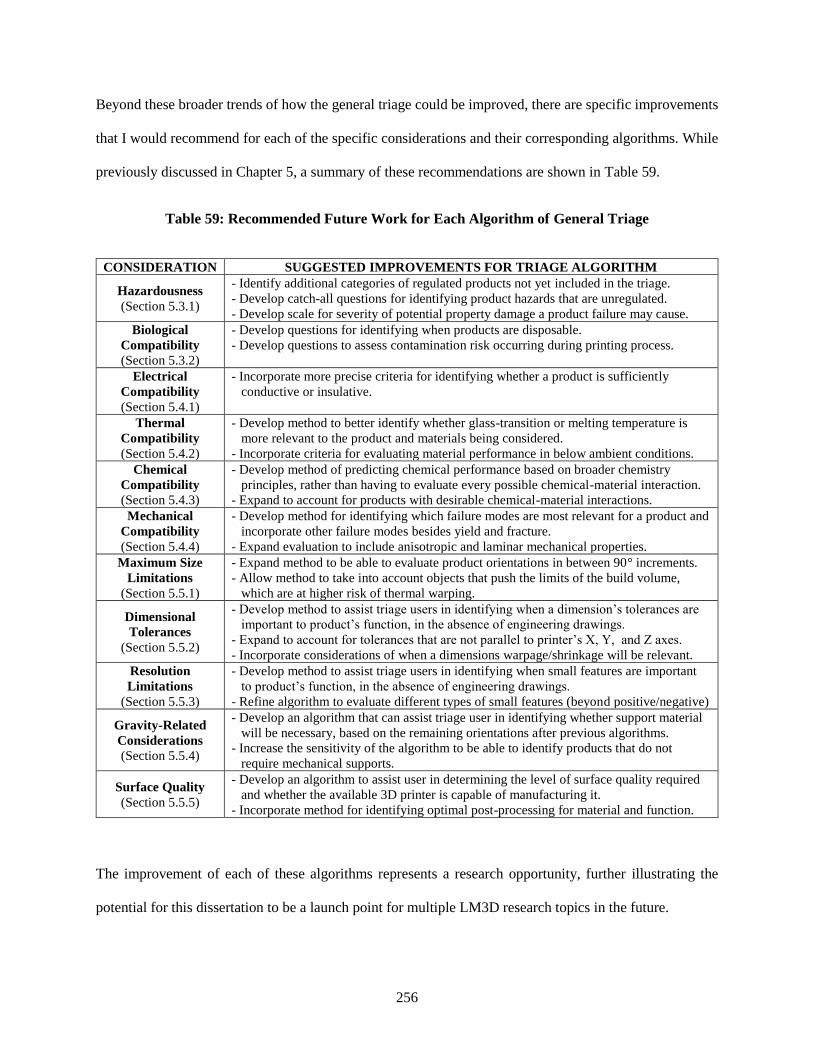
256
Beyond these broader trends of how the general triage could be improved, there are specific improvements
that I would recommend for each of the specific considerations and their corresponding algorithms. While
previously discussed in Chapter 5, a summary of these recommendations are shown in Table 59.
Table 59: Recommended Future Work for Each Algorithm of General Triage
CONSIDERATION SUGGESTED IMPROVEMENTS FOR TRIAGE ALGORITHM
Hazardousness
(Section 5.3.1)
- Identify additional categories of regulated products not yet included in the triage.
- Develop catch-all questions for identifying product hazards that are unregulated.
- Develop scale for severity of potential property damage a product failure may cause.
Biological
Compatibility
(Section 5.3.2)
- Develop questions for identifying when products are disposable.
- Develop questions to assess contamination risk occurring during printing process.
Electrical
Compatibility
(Section 5.4.1)
- Incorporate more precise criteria for identifying whether a product is sufficiently
conductive or insulative.
Thermal
Compatibility
(Section 5.4.2)
- Develop method to better identify whether glass-transition or melting temperature is
more relevant to the product and materials being considered.
- Incorporate criteria for evaluating material performance in below ambient conditions.
Chemical
Compatibility
(Section 5.4.3)
- Develop method of predicting chemical performance based on broader chemistry
principles, rather than having to evaluate every possible chemical-material interaction.
- Expand to account for products with desirable chemical-material interactions.
Mechanical
Compatibility
(Section 5.4.4)
- Develop method for identifying which failure modes are most relevant for a product and
incorporate other failure modes besides yield and fracture.
- Expand evaluation to include anisotropic and laminar mechanical properties.
Maximum Size
Limitations
(Section 5.5.1)
- Expand method to be able to evaluate product orientations in between 90° increments.
- Allow method to take into account objects that push the limits of the build volume,
which are at higher risk of thermal warping.
Dimensional
Tolerances
(Section 5.5.2)
- Develop method to assist triage users in identifying when a dimension’s tolerances are
important to product’s function, in the absence of engineering drawings.
- Expand to account for tolerances that are not parallel to printer’s X, Y, and Z axes.
- Incorporate considerations of when a dimensions warpage/shrinkage will be relevant.
Resolution
Limitations
(Section 5.5.3)
- Develop method to assist triage users in identifying when small features are important
to product’s function, in the absence of engineering drawings.
- Refine algorithm to evaluate different types of small features (beyond positive/negative)
Gravity-Related
Considerations
(Section 5.5.4)
- Develop an algorithm that can assist triage user in identifying whether support material
will be necessary, based on the remaining orientations after previous algorithms.
- Increase the sensitivity of the algorithm to be able to identify products that do not
require mechanical supports.
Surface Quality
(Section 5.5.5)
- Develop an algorithm to assist user in determining the level of surface quality required
and whether the available 3D printer is capable of manufacturing it.
- Incorporate method for identifying optimal post-processing for material and function.
The improvement of each of these algorithms represents a research opportunity, further illustrating the
potential for this dissertation to be a launch point for multiple LM3D research topics in the future.

257
Future Work Based on the Contextual Triage
The contextual triage would benefit from further development in all of the same ways recommended for
the general triage (improved organization, improved tolerance for uncertainty, and improved ability to
make recommendations). Additionally, it was realized in testing that many of the contextual triage’s
algorithms allow too much ambiguity in the decision making process, and more work needs to be done to
create questions for each algorithm that are based on either quantifiable data or clear binary/multiple
choice options. Some examples of this are described in Table 60, along with the other algorithm-specific
improvements described in Chapter 6.
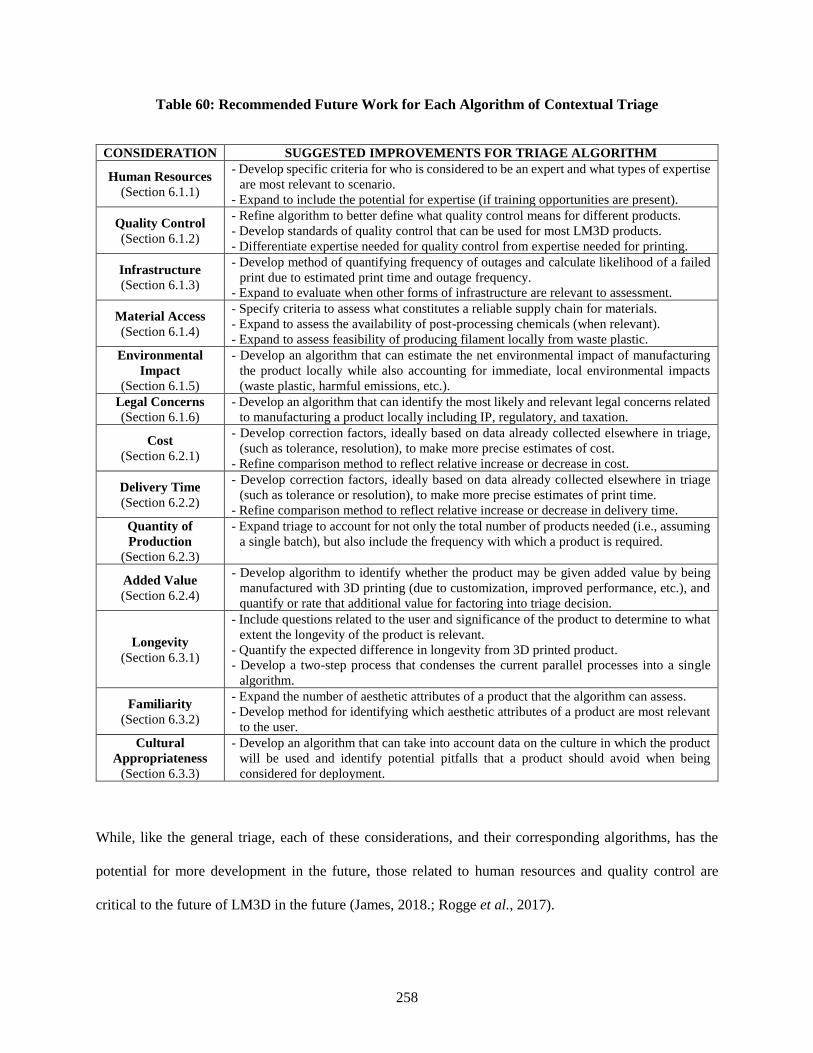
258
Table 60: Recommended Future Work for Each Algorithm of Contextual Triage
CONSIDERATION SUGGESTED IMPROVEMENTS FOR TRIAGE ALGORITHM
Human Resources
(Section 6.1.1)
- Develop specific criteria for who is considered to be an expert and what types of expertise
are most relevant to scenario.
- Expand to include the potential for expertise (if training opportunities are present).
Quality Control
(Section 6.1.2)
- Refine algorithm to better define what quality control means for different products.
- Develop standards of quality control that can be used for most LM3D products.
- Differentiate expertise needed for quality control from expertise needed for printing.
Infrastructure
(Section 6.1.3)
- Develop method of quantifying frequency of outages and calculate likelihood of a failed
print due to estimated print time and outage frequency.
- Expand to evaluate when other forms of infrastructure are relevant to assessment.
Material Access
(Section 6.1.4)
- Specify criteria to assess what constitutes a reliable supply chain for materials.
- Expand to assess the availability of post-processing chemicals (when relevant).
- Expand to assess feasibility of producing filament locally from waste plastic.
Environmental
Impact
(Section 6.1.5)
- Develop an algorithm that can estimate the net environmental impact of manufacturing
the product locally while also accounting for immediate, local environmental impacts
(waste plastic, harmful emissions, etc.).
Legal Concerns
(Section 6.1.6)
- Develop an algorithm that can identify the most likely and relevant legal concerns related
to manufacturing a product locally including IP, regulatory, and taxation.
Cost
(Section 6.2.1)
- Develop correction factors, ideally based on data already collected elsewhere in triage,
(such as tolerance, resolution), to make more precise estimates of cost.
- Refine comparison method to reflect relative increase or decrease in cost.
Delivery Time
(Section 6.2.2)
- Develop correction factors, ideally based on data already collected elsewhere in triage
(such as tolerance or resolution), to make more precise estimates of print time.
- Refine comparison method to reflect relative increase or decrease in delivery time.
Quantity of
Production
(Section 6.2.3)
- Expand triage to account for not only the total number of products needed (i.e., assuming
a single batch), but also include the frequency with which a product is required.
Added Value
(Section 6.2.4)
- Develop algorithm to identify whether the product may be given added value by being
manufactured with 3D printing (due to customization, improved performance, etc.), and
quantify or rate that additional value for factoring into triage decision.
Longevity
(Section 6.3.1)
- Include questions related to the user and significance of the product to determine to what
extent the longevity of the product is relevant.
- Quantify the expected difference in longevity from 3D printed product.
- Develop a two-step process that condenses the current parallel processes into a single
algorithm.
Familiarity
(Section 6.3.2)
- Expand the number of aesthetic attributes of a product that the algorithm can assess.
- Develop method for identifying which aesthetic attributes of a product are most relevant
to the user.
Cultural
Appropriateness
(Section 6.3.3)
- Develop an algorithm that can take into account data on the culture in which the product
will be used and identify potential pitfalls that a product should avoid when being
considered for deployment.
While, like the general triage, each of these considerations, and their corresponding algorithms, has the
potential for more development in the future, those related to human resources and quality control are
critical to the future of LM3D in the future (James, 2018.; Rogge et al., 2017).

259
For LM3D to be sustainable in any context, there needs to be both training and assessment materials
developed specifically for those working in low-resource contexts. These training materials should be more
focused on the practical aspects of operating, maintaining, and repairing 3D printing in low-resource
settings and less focused on theory than many of the materials being used in more formal engineering
curriculums are. Research should be done to determine exactly what the skillsets must be for operating and
maintaining 3D printing in a low-resource context. As these skillsets are determined and
training/assessment materials are developed, the principles behind them can be incorporated into this triage
to better define what expertise is required to enable LM3D to be possible in low-resource settings.
Similar to the development of training materials, the development of standardized quality-control testing
that can be performed by anyone, anywhere, is also critical to the growth of LM3D in low-resource contexts
(James, 2018). These should include a set of standardized, non-destructive testing methods that can be
applied by a 3D printer operator to a product before giving the product to the product user. While not all
testing methods would be relevant to all products, quality-control testing could take the form of having a
list of these tests that the 3D printer operator may draw from and apply to each product as relevant. Research
should be done into what kind of testing is possible and economically efficient for each type of product that
would emerge from the general and contextual triages. Future work could incorporate questions throughout
the triages that take into account the data regarding the product’s intended use and then make a
recommendation on the types of quality control, and corresponding tests, that would be relevant for the
product and scenario.
Future Work Based on Testing of Both Triages
While it allows us to draw some initial conclusions over the performance of the triage, the testing outlined
in Chapter 7 does not assess the breadth of products/scenarios that this triage is able to be applied to. While
the examination of two case studies lays the groundwork for how these triages should be tested as they are
expanded and they are sufficient to show the general success of this triage process, the case studies are not
sufficient to be able to make conclusions on the triages’ versatility. Future work should include testing on
260
more products and more scenarios to better understand the triages’ versatility and determine in what
scenarios their usefulness may be more limited. As others expand and refine elements of the triage, it is
also necessary to test it over a wider variety of products and scenarios. The testing performed in Chapter 7,
however, does provide a useful template for the testing of the triages’, and future testing should use a similar
procedure.
The testing outlined in Chapter 7 would also benefit from more data (generated with more case studies and
more respondents), as it was difficult to reach statistically confident conclusions on some of the trends
observed during testing. Specifically, it would be interesting to look into whether the apparent improvement
in triage users’ ability to assess scenario feasibility can gain greater statistical confidence with a larger
sample size.
Based on the testing done in Chapter 7, we can also see the need for the triage’s usability to be further
researched and developed. While it was not prioritized during this initial development, the usability of the
triage is important in determining its usefulness. The usability of the triage (especially the wording of the
questions and the user interface) was only informally trialed with a handful of student volunteers before
being deployed for the formal testing described in Chapter 7. While the testing did not set out to directly
assess the triage’s usability, the actual testing showed that some algorithms were not applied correctly to
the case studies by the respondents (see Figure 74 in Chapter 7), especially those algorithms related to
scenario feasibility.
While the available engineering students who participated in the formal testing provided a suitable initial
group of testers for the triage, they do not possess the same knowledge and skillsets as the target users of
this triage, namely, those working in low-resource contexts. Therefore, work done in improving the
usability of the triage should include testing of the triage elements with those who would end up using the
triage in the field. Such research is also affected by the user interface with which people use the triage. The
version of the triage tested in Chapter 7 was programmed into survey software, but minimal work was done

261
thus far in determining what type of software or user interface is ideal for the triage in the future. The
answer to this require research into both what tools are compatible with this application and what types of
technology are most available to those working in low-resource contexts.
Final Remarks
This research focused on the application of 3D printing as a means of localized manufacturing in low-
resource contexts. While the potential for this technology has been touted for several years, this dissertation
represents a major step in moving this new field from a series hypotheses and scattered trial
implementations, into a more formalized branch of research. While the technological specifics analyzed
here will surely continue to rapidly change, the principles, methods, and framework presented in this
dissertation will hold relevance as manufacturing technology continues to grow more democratic.
262
References
AB3D. (2018). African Born 3D Printing. Retrieved from https://www.ab3d.co.ke/
Adam, G. A. O., and Zimmer, D. (2015). On design for additive manufacturing: evaluating geometrical
limitations. Rapid Prototyping Journal, 21(6), 662–670. https://doi.org/10.1108/RPJ-06-2013-0060
Ahn, S. H., Baek, C., Lee, S., and Ahn, I. N. S. (2003). Anisotropic tensile failure model of rapid
prototyping parts - Fused Deposition Modeling ( ME ), International Journal of Modern Physics,
17, 1510–1516.
Alafaghani, A., Qattawi, A., and Ablat, M. A. (2017). Design consideration for additive manufacturing:
fused deposition modelling. Open Journal of Applied Sciences, 07(06), 291–318.
https://doi.org/10.4236/ojapps.2017.76024
Alexandrea, P. (2019). TOP 13 XXL ME 3D printers under $ 5,000 - 3Dnatives. Retrieved March 24,
2019, from https://www.3dnatives.com/en/xxl-3d-printer/
Amir, S. (2016). Rethinking design policy in the third world, Design Issues, 20(4), 68–75.
Anon. (2016). Problems with systems of medical equipment provision: An evaluation in Honduras,
Rwanda and Cambodia identifies opportunities to strengthen healthcare systems. Health Policy and
Planning. https://doi.org/10.1002/elan.
Aranda-jan, C. B., Jagtap, S., and Moultrie, J. (2016). Towards a framework for holistic contextual design
for low-resource settings. International Journal of Design, 10(3), 43–63.
Ashby, M. (2010). Material and process charts. The CES EduPack Resource Booklet 2, 42. Retrieved
from http://www.grantadesign.com/download/pdf/teaching_resource_books/2-Materials-Charts-
2010.pdf
Ashby, M. (2016). Material Property Data for Engineering Materials. Material Property Data (4th ed.).
Cambridge, UK. Retrieved from http://www.matweb.com/
Ashby, M., and Johnson, K. (2002). Materials and Design: The Art and Science of Material Selection in
Product Design (1st ed.). Oxford: Butterworth-Heinemann.
Attaran, M. (2017a). Additive manufacturing: the most promising technology to alter the supply chain
and logistics. Journal of Service Science and Management, 10(03), 189–206.
https://doi.org/10.4236/jssm.2017.103017
Attaran, M. (2017b). Additive Manufacturing: The most promising technology to alter the supply chain
and logistics. Journal of Service Science and Management, 10(03), 189–206.
https://doi.org/10.4236/jssm.2017.103017
Attaran, M. (2017c). The rise of 3-D printing: The advantages of additive manufacturing over traditional
manufacturing. Business Horizons, 60(5), 677–688. https://doi.org/10.1016/j.bushor.2017.05.011
Atzeni, E., Iuliano, L., Minetola, P., and Salmi, A. (2010). Redesign and cost estimation of rapid
manufactured plastic parts. Rapid Prototyping Journal, 16(5), 308–317.
https://doi.org/10.1108/13552541011065704

263
Babigumira, J. B., Jenny, A. M., Bartlein, R., Stergachis, A., and Garrison, L. P. (2016). Health
technology assessment in low- and middle-income countries: A landscape assessment. Journal of
Pharmaceutical Health Services Research, 7(1), 37–42. https://doi.org/10.1111/jphs.12120
Baden, T., Chagas, A. M., Gage, G., Marzullo, T., Prieto-Godino, L. L., and Euler, T. (2015). Open
Labware: 3-D Printing Your Own Lab Equipment. PLoS Biology, 13(3), 1–12.
https://doi.org/10.1371/journal.pbio.1002086
Banerjee, A. V., and Duflo, E. (2006). The Economic Lives of the Poor. Journal of Economic
Perspectives, 21(1), 141–167. https://doi.org/10.2139/ssrn.942062
Bauer, A. M., and Brown, A. (2014). Quantitative assessment of appropriate technology. Procedia
Engineering, 78, 345–358. https://doi.org/10.1016/j.proeng.2014.07.076
Bauer, J., Systems, P., and Malone, P. (2015). Cost Estimating Challenges in Additive Manufacturing.
Proceedings of International Cost Estimating and Analysis Association: Professional Development
and Training Workshop. 4, 1–8.
Baumers, M., Dickens, P., Tuck, C., and Hague, R. (2016). The cost of additive manufacturing: Machine
productivity, economies of scale and technology-push. Technological Forecasting and Social
Change, 102, 193–201. https://doi.org/10.1016/j.techfore.2015.02.015.
Beninger, S., and Robson, K. (2014). Creative consumers in impoverished situations. International
Journal of Business and Emerging Markets, 6(4), 365–370.
Bergmann, J. H. M., Noble, A., and Thompson, M. (2015). Why is designing for developing countries
more challenging? modelling the product design domain for medical devices. Procedia
Manufacturing, 3(Ahfe), 5693–5698. https://doi.org/10.1016/j.promfg.2015.07.792
Betts, A., and Bloom, L. (2014). Humanitarian Innovation: The state of the art. OCHA Policy and Studies
Series, 9 (November).
Bhatia, S. K., and Ramadurai, K. W. (2017). 3D Printing and Bio-Based Materials in Global Health.
Cham, Switzerland: Springer International Publishing AG. https://doi.org/10.1007/978-3-319-
58277-1
Bikas, H., Stavropoulos, P., and Chryssolouris, G. (2016). Additive manufacturing methods and modeling
approaches: A critical review. International Journal of Advanced Manufacturing Technology, 83(1–
4), 389–405. https://doi.org/10.1007/s00170-015-7576-2
Birtchnell, T., and Hoyle, W. (2014). 3D Printing for Development in the Global South. Basingstoke, UK:
Palgrave Macmillan. https://doi.org/10.1057/9781137365668.0001
Booth, J. W., Alperovich, J., and Reid, T. N. (2018). The design for additive manufacturing worksheet,
139(October 2017), 1–9. https://doi.org/10.1115/1.4037251
Boschetto, A., and Bottini, L. (2014). Accuracy prediction in fused deposition modeling. International
Journal of Advanced Manufacturing Technology, 73(5–8), 913–928. https://doi.org/10.1007/s00170-
014-5886-4
Brownlee, J. (2015). What To Expect From 3-D Printed Wood, Metal, and Stone. Retrieved March 27,
2019, from https://www.fastcompany.com/3040507/what-to-expect-from-3-d-printed-wood-metal-
and-stone
264
Cambridge University Engineering Department. (2003). Materials Data Book. Cambridge, UK.
Campbell, R. D., Lewis, P. K., and Mattson, C. A. (2011). A method for identifying design principles for
the developing world. ASME International Design Engineering Technical Conferences and
Computers and Information in Engineering Conference, 8. https://doi.org/10.1115/DETC2011-
48584
Casavola, C., Cazzato, A., Moramarco, V., and Pappalettere, C. (2016). Orthotropic mechanical
properties of fused deposition modelling parts described by classical laminate theory. Materials and
Design, 90, 453–458. https://doi.org/10.1016/j.matdes.2015.11.009
Castillo, L. G., Diehl, J. C., and Brezet, J. C. (2012). Design considerations for base of the pyramid (bop)
projects. Proceedings of the Cumulus Helsinki 2012 Conference, (January), 1–15. Retrieved from
http://cumulushelsinki2012.org/cumulushelsinki2012.org/wp-content/uploads/2012/05/Design-
Considerations-for-Base-of-the-Pyramid.pdf
Chen, A., Dutta, A., and Maina, T. (2014). Assessing The Quality Of Primary Healthcare Services In
Kenya: Evidence From The Pets-Plus Brief. Health Policy Project. Washington D.C. (July).
Chohan, J. S., Singh, R., Boparai, K. S., Penna, R., and Fraternali, F. (2017). Dimensional accuracy
analysis of coupled fused deposition modeling and vapour smoothing operations for biomedical
applications. Composites Part B: Engineering, 117, 138–149.
https://doi.org/10.1016/j.compositesb.2017.02.045
Choonara, Y. E., Du Toit, L. C., Kumar, P., Kondiah, P. P. D., and Pillay, V. (2016). 3D-printing and the
effect on medical costs: A new era? Expert Review of Pharmacoeconomics and Outcomes Research,
16(1), 23–32. https://doi.org/10.1586/14737167.2016.1138860
Christensen, A., and Rybicki, F. J. (2017). Maintaining safety and efficacy for 3D printing in medicine.
3D Printing in Medicine, 3(1), 1-10. https://doi.org/10.1186/s41205-016-0009-5
Chung, M., Radacsi, N., Robert, C., McCarthy, E. D., Callanan, A., Conlisk, N., and Koutsos, V. (2018).
On the optimization of low-cost ME 3D printers for accurate replication of patient-specific
abdominal aortic aneurysm geometry. 3D Printing in Medicine, 4(1), 2-11.
https://doi.org/10.1186/s41205-017-0023-2
Concern Worldwide. (2016). The Maker Movement for Maternal, Newborn, and Child Health: End of
Project Findings. Concern Worldwide U.S., New York, NY, USA.
Conner, B. P., Manogharan, G. P., Martof, A. N., Rodomsky, L. M., Rodomsky, C. M., Jordan, D. C., and
Limperos, J. W. (2014). Making sense of 3-D printing: Creating a map of additive manufacturing
products and services. Additive Manufacturing, 1, 64–76.
https://doi.org/10.1016/j.addma.2014.08.005
Consumer Product safety Commission. (2019). Regulations, Mandatory Standards and Bans | CPSC.gov.
Retrieved March 23, 2019, from https://www.cpsc.gov/Regulations-Laws--Standards/Regulations-
Mandatory-Standards-Bans/
Consumer Protection Safety Commission. (2019). Children’s Products | CPSC.gov. Retrieved March 23,
2019, from https://www.cpsc.gov/Business--Manufacturing/Business-Education/childrens-products
Cordero, I. (2014). Innovation for medical devices for low resource settings-how limiting the scope of
work to creating low cost attention grabbing designs is not enough. IET Conference Publications,
265
2014, 1–3. https://doi.org/10.1049/cp.2014.0793
Core-Baillais, M., Bensoussan, H., Richardot, A., And Kusnadi, H. (2017). The State of 3D Printing -
2017. Sculpteo. https://www.sculpteo.com/media/ebook/State%20of%203DP%202017_1.pdf.
Dawoud, M., Taha, I., and Ebeid, S. J. (2016). Mechanical behaviour of ABS: An experimental study
using ME and injection moulding techniques. Journal of Manufacturing Processes, 21, 39–45.
https://doi.org/10.1016/j.jmapro.2015.11.002
De La Torre, N., Espinosa, M., and Dominguez, M. (2016). Rapid prototyping in humanitarian aid to
manufacture last mile vehicles spare parts: an implementation plan. Human Factors and Ergonomics
in Manufacturing, 26(5), 533–540. https://doi.org/10.1002/hfm
Diaconu, K., Chen, Y.-F., Cummins, C., Jimenez Moyao, G., Manaseki-Holland, S., and Lilford, R.
(2017). Methods for medical device and equipment procurement and prioritization within low- and
middle-income countries: findings of a systematic literature review. Globalization and Health,
13(1), 59-75. https://doi.org/10.1186/s12992-017-0280-2
Diegel, O., Singamneni, S., Reay, S., and Withell, A. (2010). Tools for sustainable product design:
additive manufacturing. Journal of Sustainable Development, 3(3), 68–75.
https://doi.org/10.5539/jsd.v3n3p68
Dietz, F. R., Tyler, M. C., Leary, K. S., and Damiano, P. C. (2009). Evaluation of a disease-specific
instrument for idiopathic clubfoot outcome. Clinical Orthopaedics and Related Research, 467(5),
1256–1262. https://doi.org/10.1007/s11999-008-0700-y
Digital Blacksmiths. (2019). Digital Blacksmiths. Retrieved from https://www.digitalblacksmiths.org/
Dinar, M., and Rosen, D. W. (2018). A Design for Additive Manufacturing Ontology. Journal of
Computing and Information Science in Engineering, 17(June 2017), 1–9.
https://doi.org/10.1115/1.4035787
Dinda, S., Modi, D., Simpson, T. W., Tedia, S., and Williams, C. B. (2017). Expediting build time,
material, and cost estimation for material extrusion processes to enable mobile applications.
Proceedings of the ASME 2017 International Design Engineering Technical Conferences, Cleveland
Ohio, August 6-9. Paper No. DETC2017-68230.
Dobbs, M., Morcuende, J., Gurnett, C., and Ponseti, I. (2000). Treatment of Idiopathic Clubfoot. The
Iowa Orthopaedic Journal, 20, 59–64. https://doi.org/10.1097/BPO.0b013e3182694f4d
Donaldson, K. (2008). Why to be Wary of “Design for Developing Countries.” Ambidextrous, 35–37.
Donaldson, K. (2009). The Future of Design for Development: Three Questions. Information
Technologies and International Development, 5(4), 97–100.
Donaldson, K. M. (2006). Product design in less industrialized economies: Constraints and opportunities
in Kenya. Research in Engineering Design, 17(3), 135–155. https://doi.org/10.1007/s00163-006-
0017-3
Donaldson, K. M. and Sheppard, S. (2001). Modification of a methodological design tool for the
developing country scenario. Proceedings of International Conference on Engineering Design,
Glasgow, August 21-23. 505-512.
Doubrovski, Z., Verlinden, J. C., and Geraedts, J. M. P. (2011). Optimal design for additive
266
manufacturing: opportunities and challenges. Proceedings of the ASME 2011 International design
Engineering Technical Conferences and Computers and Information in Engineering
Conference,Washington D.C., August 29-31.
Douglas, S., and Stanley, W. (2015). Costs and cost effectiveness of additive manufacturing : A literature
review and discussion costs and cost effectiveness of additive manufacturing. NIST Special
Publication 1176. US Department of Commerce.
El-Khasawneh, B. S. (2013). Design for availability (dfav) and design for cost (dfc): developing world
peculiarities. Proceedings from International Design Engineering Technical Conferences and
Computers and Information in Engineering Conference,Portland, OR, August 4-7. Paper No.
DETC2013-13026.
Eltringham, R., and Neighbour, R. (2012). The design of medical equipment for low income countries:
dual standards or common sense. 7th International Conference on Appropriate Healthcare
Technologies for Developing Countries, London. https://doi.org/10.1049/cp.2012.1462
Eltringham, R., and Neighbour, R. (2014). The reality of designing appropriate `low cost’ medical
products for developing countries and their unintended consequences. Appropriate Healthcare
Technologies for Low Resource Settings (AHT 2014), 32–33. https://doi.org/10.1049/cp.2014.0792
Equbal, A., Sood, A. K., Toppo, V., Ohdar, R. K., and Mahapatra, S. S. (2010). Prediction and analysis of
sliding wear performance of fused deposition modelling-processed ABS plastic parts. Proceedings
of the Institution of Mechanical Engineers, Part J: Journal of Engineering Tribology, 224(12),
1261–1271. https://doi.org/10.1243/13506501JET835
Erik Simanis. (2012). Reality Check At the Bottom Of the Pyramid. Harvard Business Review, (June), 1–
6.
Fab Foundation. (2018). What is a Fab Lab? Retrieved from
http://www.fabfoundation.org/index.php/what-is-a-fab-lab/index.html
Fablab. (2019). FabLab Map. Retrieved from https://www.fablabs.io/labs/map
Fabricant, R., Chaatpar, R., and Mishra, P. (2014). Making the case for design in the development sector.
Design Impact Group.
Fawcett, S. E., and Waller, M. A. (2015). Desiging the supply chain for success at the bottom of the
pyramid. Journal of Business Logistics, 36(3), 233–239. https://doi.org/http://dx.doi.org/10.2139/
FDA. (2017). Technical Considerations for Additive Manufactured Medical Devices - Guidance for
Industry and Food and Drug Administration Staff. Retrieved from
https://www.fda.gov/downloads/MedicalDevices/DeviceRegulationandGuidance/GuidanceDocume
nts/UCM499809.pdf
Flynt, J. (2018a). 3D Printing Food Safety: Make Food Safe 3D Filament Prints - 3D Insider. Retrieved
March 23, 2019, from https://3dinsider.com/food-safe-filament/
Flynt, J. (2018b). Electrically Conductive Filaments: Properties, Uses, and Best Brands. Retrieved March
23, 2019, from https://3dinsider.com/conductive-filament/
Flynt, J. (2018c). Magnetic Filaments: Properties, How to Use It, and Best Brands - 3D Insider. Retrieved
March 23, 2019, from https://3dinsider.com/magnetic-filament/
267
Food and Drug Administration. (2019a). Determining the Regulatory Status of Components of a Food
Contact Material. Retrieved from
https://www.fda.gov/food/ingredientspackaginglabeling/packagingfcs/regulatorystatusfoodcontactm
aterial/default.htm
Food and Drug Administration. (2019b). FDA Basics - What does FDA regulate? Retrieved March 23,
2019, from https://www.fda.gov/AboutFDA/Transparency/Basics/ucm194879.htm
Food and Drug Administration. (2018). Classify Your Medical Device - Is The Product A Medical
Device? Retrieved March 23, 2019, from
https://www.fda.gov/MedicalDevices/DeviceRegulationandGuidance/Overview/ClassifyYourDevic
e/ucm051512.htm
Ford, S., and Despeisse, M. (2016). Additive manufacturing and sustainability: an exploratory study of
the advantages and challenges. Journal of Cleaner Production, 137, 1573–1587.
https://doi.org/10.1016/j.jclepro.2016.04.150
Form Labs. (2019). The Essential Guide to Food Safe 3D Printing: Regulations, Technologies, Materials,
and More | Formlabs. Retrieved March 23, 2019, from https://formlabs.com/blog/guide-to-food-
safe-3d-printing/
Fox, S. (2015). Moveable factories: How to enable sustainable widespread manufacturing by local people
in regions without manufacturing skills and infrastructure. Technology in Society, 42, 49–60.
https://doi.org/10.1016/j.techsoc.2015.03.003
Friedrich, K. (2018). Polymer composites for tribological applications. Advanced Industrial and
Engineering Polymer Research, 1(1), 3–39. https://doi.org/10.1016/j.aiepr.2018.05.001
Frykberg, E. R. (2005). Triage: Principles and practice. Scandinavian Journal of Surgery, 94(4), 272–278.
https://doi.org/10.1177/145749690509400405
Gaget, L. (2018). Food safe 3D printing: Which materials are compatible? Retrieved March 23, 2019,
from https://www.sculpteo.com/blog/2018/05/16/food-safe-3d-printing-which-materials-are-
compatible/
Garland, A., and Fadel, G. (2015). Design and manufacturing functionally gradient material objects with
an off the shelf three-dimensional printer: challenges and solutions. Journal of Mechanical Design,
137(11), 111407. https://doi.org/10.1115/1.4031097
Garmulewicz, A., Holweg, M., Veldhuis, H., and Yang, A. (2018). Disruptive technology as an enabler of
the circular economy: what potential does 3d printing hold? California Management Review, 3 (60),
1–21. https://doi.org/10.1177/0008125617752695
Gauthier, A. K., Cruz, G., Medina, L., and Duke, S. (2013). Design factors for medical device
functionality in developing countries. Proceedings of the 2013 Industrial and Systems Engineering
Research Conference. 2227–2236.
Gearbox. (2019). Gearbox. Retrieved from http://www.gearbox.co.ke/
Giachetti, R. (1998). A decision support system for material and manufacturing process selection. Journal
of Intelligent Manufacturing, 9, 265–276. https://doi.org/10.1023/A:1008866732609
Gibson, I., Rosen, D., and Stucker, B. (2015). Additive Manufacturing Technologies: 3D Printing, Rapid
Prototyping, and Direct Digital Manufacturing, Second Edition. London: Springer Publishing
268
Company Incorporated. https://doi.org/10.1007/978-1-4939-2113-3
Gibson, I., Rosen, D. W. D. W., and Stucker, B. (2009). Additive Manufacturing Technologies: Rapid
Prototyping to Direct Digital Manufacturing. Media (Vol. 54). https://doi.org/10.1007/978-1-4419-
1120-9. Springer Publishing Company Incorporated.
Gijsman, P., Meijers, G., and Vitarelli, G. (1999). Comparison of the UV-degradation chemistry of
polypropylene, polyethylene, polyamide 6 and polybutylene terephthalate. Polymer Degradation
and Stability, 65(3), 433–441. https://doi.org/10.1016/S0141-3910(99)00033-6
Gilliam, J., Nassar, A., and Mehta, K. (2014). Failure modes for agricultural technology ventures in
developing countries. In VentureWell: Proceedings of Open, the Annual Conference, 1-14.
Godfrey, L. (2019). Waste Plastic, the Challenge Facing Developing Countries—Ban It, Change It,
Collect It? Recycling, 4(1), 3. https://doi.org/10.3390/recycling4010003
Graf, J., Kayser, O., and Klansfeld, L. (2013). Marketing innovative devices for the lessons from 15
global pioneers. Hystra. Hybrid Strategies Consulting: Bill and Melinda Gates Foundation.
Green, M. G. (2006). Enabling design in frontier contexts: A contextual needs assessment method with
humanitarian applications. ProQuest Dissertations and Theses, 352–352. University of Texas,
Austin.
Green, M. G., Jensen, D. A. N., Seepersad, C. C., and Wood, K. L. (2009). Design for frontier contexts :
classroom assessment of a new design methodology with humanitarian applications. International
Journal for Engineering Education, 00(0), 25(5), 1–17.
Green, M. G., Linsey, J. S., Seepersad, C. C., Wood, K. L., and Jensen, D. J. (2006). Frontier design: a
product usage context method. Proceedings from AMSE 2006 International Design Engineering
Technical Conferences and Computers and Information in Engineering Conference, (August), 1–15.
https://doi.org/10.1115/DETC2006-99608
Gregory, M., Hameedaldeen, S. A., Intumu, L. M., Spakousky, J. J., Toms, J. B., and Steenhuis, H. J.
(2016). 3D Printing and Disaster Shelter Costs. In Proceedings of PICMET, 2016. (pp. 712–720).
Haghighi, A., and Li, L. (2018). Study of the relationship between dimensional performance and
manufacturing cost in fused deposition modeling. Rapid Prototyping Journal, 24(2), 395–408.
https://doi.org/10.1108/RPJ-11-2016-0177
Hällgren, S., Pejryd, L., and Ekengren, J. (2016). (Re)Design for additive manufacturing. Procedia CIRP,
50, 246–251. https://doi.org/10.1016/j.procir.2016.04.150
Hallward-Driemeier, M., and Nayyar, G. (2017). Trouble in the Making?: The Future of Manufacturing-
led Development. World Bank Publications, Washington D.C..
Harmon, S. H. E., and Kale, D. (2015). Regulating in developing countries: Multiple roles for medical
research and products regulation in Argentina and India. Technology in Society, 43, 10–22.
https://doi.org/10.1016/j.techsoc.2015.07.002
Heikkinen, I. T. S., Liu, Z., and Asikainen, S. (2018). Chemical compatibility of fused filament
fabrication-based 3-d printed components with solutions commonly used in semiconductor wet
processing. Additive Manufacturing. 23, 99-107. https://doi.org/10.1016/j.addma.2018.07.015
Henschke, C., Panteli, D., Perleth, M., and Busse, R. (2016). Taxonomy of medical devices in the logic of
269
health technology assessment. International Journal of Technology Assessment in Health Care,
31(5), 324–330. https://doi.org/10.1017/S0266462315000562
Hergel, J., and Lefebvre, S. (2014). Clean color: Improving multi-filament 3D prints. Computer Graphics
Forum, 33(2), 469–478. https://doi.org/10.1111/cgf.12318
Holzmann, P., Schwarz, E. J., and Audretsch, D. B. (2018). Understanding the determinants of novel
technology adoption among teachers: the case of 3D printing. The Journal of Technology Transfer,
(0123456789). https://doi.org/10.1007/s10961-018-9693-1
Hopkinson, N., and Dickens, P. (2003). Analysis of rapid manufacturing — using layer manufacturing
processes for production. Proceedings of the Institution of Mechanical Engineers, Part C: Journal of
Engineering Manufacture, 217, 31–39.
Huang, Y., Leu, M. C., Mazumder, J., and Donmez, A. (2015). Additive manufacturing: current state,
future potential, gaps and needs, and recommendations. Journal of Manufacturing Science and
Engineering, 137(1), 014001. https://doi.org/10.1115/1.4028725
Huang, Z. F., Ma, Y. L., Wei, J. H., Pan, A. Q., and Liu, J. (2015). Research of fused deposition modeling
process oriented component design. Advanced Materials Research, 1095, 828–832.
https://doi.org/10.4028/www.scientific.net/AMR.1095.828
Humanitarian Makers. (2018). Retrieved from https://www.humanitarianmakers.org/
Hussain, S., Sanders, E. B. N., and Steinert, M. (2012). Participatory design with marginalized people in
developing countries: Challenges and opportunities experienced in a field study in Cambodia.
International Journal of Design, 6(2), 91–109.
Ibragimova, E., and Boeijen, A. Van. (2014). From bop to top and vice versa: daily practices in settings
with limited resources to inspire designers. Proceeding of Design Research Society’s 2014
Conference.
IDEO. (2009). Human Centered Design Toolkit (2nd ed.). Retrieved from: https://hcd-connect-
production.s3.amazonaws.com/toolkit/en/download/ideo_hcd_toolkit_final_cc_superlr.pdf
Institute for Health Metrics and Evaluation (IHME). (2014). Assessing Facility Capacity, Costs of Care,
and Patient Perspectives. Access, Bottlenecks, Costs and Equity (ABCE). Institute for Health Metrics
and Evaluation and Action Africa Help International, Seattle, WA.
International Federation of Red Cross and Red Crescent Societies. (n.d.) Emergency Items catalogue.
Retrieved from: http://itemscatalogue.redcross.int/
Jagtap, S., Larsson, A., Warell, A., Santhanakrishnana, D., and Jagtap, S. (2015). Design for the bop and
the top: requirements handling behavious of designers. Smart Innovation, Systems and
Technologies, 35(October), 375-385. https://doi.org/10.1007/978-81-322-2229-3
Jaime Bonnín Roca, Vaishnav, P., Mendonça, J., and Morgan, M. G. (2017). Getting Past the Hype About
3-D Printing. MIT Sloan Management Review, 58(3), 10. Retrieved from
http://sloanreview.mit.edu/article/getting-past-the-hype-about…e=getting-past-the-hype-about-3-d-
printingandpost_type=article
James, E., and Gilman, D. (2015). Shrinking the Supply Chain : Hyperlocal Manufacturing and 3D
printing in Humanitarian Response. OCHA Policy and Studies Series.
270
James, L. (2019). Opportunities and challenges of distributed manufacturing for humanitarian response.
GHTC 2017 - IEEE Global Humanitarian Technology Conference, Proceedings, 2017–Janua, 1–9.
https://doi.org/10.1109/GHTC.2017.8239297
Jee, D.-H., and Kang, K.-J. (2000). A method for optimal material selection aided with decision making
theory. Materials and Design, 21(3), 199–206. https://doi.org/10.1016/S0261-3069(99)00066-7
John, S. C., John, A., Cuthbertson, L., VanKoevering, K., and Green, G. (2017). 3D printing to repair,
modify and create medical equipment in a resource limited setting. Annals of Global Health, 83(1),
45–46. https://doi.org/10.1016/j.aogh.2017.03.099
Johnson, D., and Magleby, S. P. (2004). Considering the manufacturing environment of less-developed
countries when choosing product concepts, Proceedings from the ASME 2004 Design Engineering
Technical Conferences and Computers and Information in Engineering Conference. Salt Lake City,
Sept. 28-Oct. 2. 603–611. https://doi.org/10.1115/detc2004-57625
Jones, R., Haufe, P., Sells, E., Iravani, P., Olliver, V., Palmer, C., and Bowyer, A. (2011). Reprap - The
replicating rapid prototyper. Robotica, 29(1 SPEC. ISSUE), 177–191.
https://doi.org/10.1017/S026357471000069X
Jong, J. P. J. De, and Bruijn, E. De. (2013). Innovation Lessons From 3-D Printing. MIT Sloan
Management Review, 52(2), 43–52. https://doi.org/10.3402/meo.v20.29847
Kats, D., Spicher, L., Savonen, B., and Gershenson, J. (2019). 3D printing to supplement rural healthcare
supplies — what do healthcare facilities want? 2018 IEEE Global Humanitarian Technology
Conference (GHTC), 1–8. https://doi.org/10.1109/ghtc.2018.8601529
Kennedy, K., Aghababian, R. V., Gans, L., and Lewis, C. P. (1996). Triage: Techniques and applications
in decisionmaking. Annals of Emergency Medicine, 28(2), 136–144. https://doi.org/10.1016/S0196-
0644(96)70053-7
Khadilikar, P., and Mani, M. (2015). A capability approach based stakeholder analysis for the base of the
pyramid : A case study of the firewood based cook-stoves. In International Conference on
Engineering Design. Milan, Italy. 27-30.
Khorram Niaki, M., and Nonino, F. (2017). Impact of additive manufacturing on business
competitiveness: a multiple case study. Journal of Manufacturing Technology Management, 28(1),
56-74. https://doi.org/10.1108/JMTM-01-2016-0001
Khorram Niaki, M., and Nonino, F. (2018). The Management of Additive Manufacturing: Enhancing
Business Value. Cham, Switzerland: Springer. https://doi.org/10.1007/978-3-319-56309-1
Kijsanayotin, B., Pannarunothai, S., and Speedie, S. M. (2009). Factors influencing health information
technology adoption in Thailand ’ s community health centers : Applying the UTAUT model.
International Journal of Medical Informatics. 78, 404–416.
https://doi.org/10.1016/j.ijmedinf.2008.12.005
King, D. L., Babasola, A., Rozario, J., and Pearce, J. M. (2014). Mobile open-source solar-powered 3-d
printers for distributed manufacturing in off-grid communities. Challenges in Sustainability, 2(1),
18–27. https://doi.org/10.12924/cis2014.02010018
Klahn, C., Leutenecker, B., and Meboldt, M. (2015). Design strategies for the process of additive
manufacturing. Procedia CIRP, 36, 230–235. https://doi.org/10.1016/j.procir.2015.01.082
271
Knofius, N., Van Der Heijden, M. C., and Zijm, W. H. M. (2016). Selecting parts for additive
manufacturing in service logistics Journal of Manufacturing Technology Management, 27(7), 915–
931. https://doi.org/10.1108/JMTM-02-2016-0025
Kohtala, C. (2015). Addressing sustainability in research on distributed production: An integrated
literature review. Journal of Cleaner Production, 106(August 2014), 654–668.
https://doi.org/10.1016/j.jclepro.2014.09.039
Kondo, H. (2018). How to Test and Improve Your 3D Printer’s Tolerances | All3DP. Retrieved March 24,
2019, from https://all3dp.com/2/3d-printer-tolerance-test-and-improve-your-3d-printer-s-tolerances/
Kodo, H. (2019). How to Prevent ABS from Warping on Heated Bed | All3DP. Retrieved June 22, 2019,
from https://all3dp.com/2/how-to-prevent-abs-from-warping-on-a-heated-bed/
Koslow, T. (2018). Weekend Project: How to 3D Print Watertight and Airtight Containers | All3DP.
Retrieved March 24, 2019, from https://all3dp.com/weekend-project-how-to-3d-print-watertight-
and-airtight-containers/
Kriza, C., Hanass-Hancock, J., Odame, E. A., Deghaye, N., Aman, R., Wahlster, P., and Kolominsky-
Rabas, P. L. (2014). A systematic review of health technology assessment tools in sub-Saharan
Africa: methodological issues and implications. Health Res Policy Syst, 12-66.
https://doi.org/10.1186/1478-4505-12-66
Kruse, A., Reiher, T., and Koch, R. (2017). Integrating AM into existing companies - selection of existing
parts for increase of acceptance. Solid Freeform Fabrication Symposium, August 7-9, Austin TX,
2575–2584.
Lanzotti, A., Martorelli, M., and Staiano, G. (2015). Understanding Process Parameter Effects of RepRap
Open-Source Three-Dimensional Printers Through a Design of Experiments Approach. Journal of
Manufacturing Science and Engineering, 137(1), 011017. https://doi.org/10.1115/1.4029045
Laplume, A. O., Petersen, B., and Pearce, J. M. (2016). Global value chains from a 3D printing
perspective. Journal of International Business Studies, 47(5), 595–609.
https://doi.org/10.1057/jibs.2015.47
Lee, C. S., Kim, S. G., Kim, H. J., and Ahn, S. H. (2007). Measurement of anisotropic compressive
strength of rapid prototyping parts. Journal of Materials Processing Technology. 187 (December
2017), 627-650. https://doi.org/10.1016/j.jmatprotec.2006.11.095
Leite, M., Varanda, A., Ribeiro, A. R., Silva, A., and Vaz, M. F. (2018). Mechanical properties and water
absorption of surface modified ABS 3D printed by fused deposition modelling. Rapid Prototyping
Journal, 24(1), 195–203.
Lewis, C., Magleby, S., and Todd, R. (2006). Learning to design products in environments with limited
design traditions. International Journal of Engineering Education, 22(3), 591–597.
Li, A. (2016). 3D Printing in Africa Can Boost Manufacturing Sector. Borgen Magazine. Retrieved from
http://www.borgenmagazine.com/3d-printing-in-africa/
Liaw, C.-Y., and Guvendiren, M. (2017). Current and emerging applications of 3D printing in medicine.
Biofabrication, 9(2), 024102. https://doi.org/10.1088/1758-5090/aa7279
Lieneke, T., Adam, G. A. O., Leuders, S., Knoop, F., Josupeit, S., Delfs, S., … Zimmer, D. (2015).
Systematical Determination of Tolerances for Additive. 26th Annual International Solid Freeform
272
Fabrication Symposium, Austin, Texas, USA, 371–384. Retrieved from
https://sffsymposium.engr.utexas.edu/sites/default/files/2015/2015-30-Lieneke.pdf
Lieneke, T., Denzer, V., Adam, G. A. O., and Zimmer, D. (2016). Dimensional tolerances for additive
manufacturing: experimental investigation for fused deposition modeling. Procedia CIRP, 43, 286–
291. https://doi.org/10.1016/j.procir.2016.02.361
Lilford, R. J., Burn, S. L., Diaconu, K. D., Lilford, P., Chilton, P. J., Bion, V. and Manaseki-Holland, S.
(2015). An approach to prioritization of medical devices in low-income countries: An example
based on the Republic of South Sudan. Cost Effectiveness and Resource Allocation, 13(1), 1–7.
https://doi.org/10.1186/s12962-014-0027-3
Lindemann, C., and Koch, R. (2016). Cost efficient design and planning for additive manufacturing
technologies. Proceedings of the 27th Annual International Solid Freeform Fabrication Symposium -
An Additive Manufacturing Conference. 93–112.
Lindemann, C., Reiher, T., Jahnke, U., and Koch, R. (2015). Towards a sustainable and economic
selection of part candidates for additive manufacturing. Rapid Prototyping Journal, 21(2), 216–227.
https://doi.org/10.1108/RPJ-12-2014-0179
Locker, A. (2017). 12 Vital Facts About Food Safe 3D Printing | All3DP. Retrieved March 23, 2019,
from https://all3dp.com/1/food-safe-3d-printing-abs-pla-food-safe-filament/
Lodge, C. (2007). The impact of culture on usability: designing usable products for the international user.
Usability and Internationalization, 365–368. Retrieved from
http://dl.acm.org/citation.cfm?id=1769867
Loy, J., Healey, R., Tatham, P., and Tapper, C. (2016). 3D printing meets humanitarian design research:
creative technologies in remote regions. In Creative Technologies for Multidisciplinary Applications
(pp. 54–75). IGI Global.
Lustick, D. R., and Zaman, M. H. (2011). Biomedical engineering education and practice challenges and
opportunities in improving health in developing countries. Proceedings from 2011 Atlanta
Conference on Science and Innovation Policy, 1–5. https://doi.org/10.1109/ACSIP.2011.6064477
Macedonia, C., Kondor, S., Sabart, B., Michael Parsons, L., Grant, C. G., Liacouras, P., and Macy, B.
(2013). On demand additive manufacturing of a basic surgical kit. Journal of Medical Devices, 7(3),
030916. https://doi.org/10.1115/1.4024490
Mahapatra, S. S., Toppo, V., Ohdar, R. K., Equbal, A., and Sood, A. K. (2011). An investigation on
sliding wear of ME built parts. CIRP Journal of Manufacturing Science and Technology, 5(1), 48–
54. https://doi.org/10.1016/j.cirpj.2011.08.003
Maidin, S. Bin, and Campbell, I. (2005). Development of a design feature database to support design for
additive manufacturing. Assembly Automation, 32(3), 235-244.
https://doi.org/10.1108/01445151211244375
Malkin, R. A. (2007). Barriers for medical devices for the developing world. Expert Review of Medical
Devices, 4(6), 759–763. https://doi.org/10.1586/17434440.4.6.759
Malkin, R., and Keane, A. (2010). Evidence-based approach to the maintenance of laboratory and medical
equipment in resource-poor settings. Medical and Biological Engineering and Computing, 48(7),
721–726. https://doi.org/10.1007/s11517-010-0630-1
273
Mani, M., Witherell, P., and Jee, J. (2017). Design rules for additive manufacturing: A Categorisation.
ASME 2017 International Design Engineering Technical Conferences and Computers and
Information in Engineering Conference, 65(7–8), 77–82. https://doi.org/10.1115/DETC2017-68446
Masood, S. H., Mau, K., and Song, W. Q. (2010). Tensile properties of processed ME polycarbonate
material. Materials Science Forum, 654-656, 2556–2559.
https://doi.org/10.4028/www.scientific.net/MSF.654-656.2556
Mathern, R. M., Schopman, S., Kalchthaler, K., Mehta, K., and Butler, P. (2013). Design of affordable
and ruggedized biomedical devices using virtual instrumentation. Journal of Medical Engineering
and Technology, 37(4), 237–251. https://doi.org/10.3109/03091902.2013.785608
Mathew, J. L. (2011). KNOW ESSENTIALS: A tool for informed decisions in the absence of formal
HTA systems. International Journal of Technology Assessment in Health Care, 27(2), 139–150.
https://doi.org/10.1017/S0266462311000109
Mattson, C. A., and Wood, A. E. (2014). Nine principles for design for the developing world as derived
from the engineering literature. Journal of Mechanical Design, 136(12), 121403.
https://doi.org/10.1115/1.4027984
Mayo, E., Cuthel, A., Macharia, J., Lavy, C., and Mead, T. (n.d.). Creating a countrywide program model
for implementation of a Ponseti method clubfoot treatment program in developing countries. E.A.
Mayo, A.Cuthel, J.T. Macharia, C.B.D. Lavy, T. C. Mead, 1–20.
Mcbride, A. (2014). 3D Printing take emergency response to a new level. Retrieved February 4, 2018,
from https://policy-practice.oxfam.org.uk/blog/2014/05/3d-printing-takes-emergency-response-to-
another-level
McKnight, P. E., and Najab, J. (2010). Mann‐Whitney U Test. The Corsini encyclopedia of psychology,
1(1). John Wiley B and Sons Inc.
Meisel, N. A., Williams, C. B., Ellis, K. P., and Taylor, D. (2016). Decision support for additive
manufacturing deployment in remote or austere environments. Journal of Manufacturing
Technology Management, 27(7), 898–914. https://doi.org/10.1108/JMTM-06-2015-0040
Messler, R. W. (2012). Reverse Engineering. McGraw-Hill. New York City.
Micallef, J. (2015). Design Strategies for 3D Printing. Beginning Design for 3D Printing, 175–200.
https://doi.org/10.1007/978-1-4842-0946-2_6
Michelini, L., Lumsa, U., Fiorentino, D., and Lumsa, U. (2011). Critical success factors in social product
innovation : learning from case studies [Whitepaper], 1–21.
Minetola, P., Iuliano, L., and Marchiandi, G. (2016). Benchmarking of ME Machines through Part
Quality Using IT Grades. Procedia CIRP, 41, 1027–1032.
https://doi.org/10.1016/j.procir.2015.12.075
Mireles, J., Adame, A., Espalin, D., Medina, F., Winker, R., Hoppe, T., … Wicker, R. (2011). Analysis of
sealing methods for ME-fabricated parts. Solid Freeform Fabrication, (January 2011), 185–196.
Moll, H. A. (2010). Challenges in the validation of triage systems at emergency departments. Journal of
Clinical Epidemiology, 63(4), 384–388. https://doi.org/10.1016/j.jclinepi.2009.07.009
Mota, C. (2011). The rise of personal fabrication. Proceedings of the 8th ACM Conference on Creativity
274
and Cognition - CandC ’11, 279-288, Atlanta, Georgia. https://doi.org/10.1145/2069618.2069665
Nagendra, J., Prasad, M. S. G., and Syed Md Ali, S. S. (2018). Comparison of tribological behavior of
nylon aramid polymer composite fabricated by fused deposition modeling and injection molding.
International Journal of Mechanical Engineering and Technology, 9(13), 720-728.
Nakata, C., and Weidner, K. (2012). Enhancing new product adoption at the base of the pyramid: A
contextualized model. Journal of Product Innovation Management, 29(1), 21–32.
https://doi.org/10.1111/j.1540-5885.2011.00876.x
National Highway Traffic Safety Administration. (2019). Laws andamp; Regulations | NHTSA. Retrieved
March 23, 2019, from https://www.nhtsa.gov/laws-regulations
Naudé, W. (2017). Entrepreneurship, Education and the Fourth Industrial Revolution in Africa, (10855),
1–22. Institute of Labor Economics. Retrieved from www.iza.org
Negev, M., Berman, T., Reicher, S., Balan, S., Soehl, A., Goulden, S., and Diamond, M. L. (2018).
Regulation of chemicals in children’s products: How U.S. and EU regulation impacts small markets.
Science of the Total Environment, 616–617, 462–471.
https://doi.org/10.1016/j.scitotenv.2017.10.198
Ngo, T. D., Kashani, A., Imbalzano, G., Nguyen, K. T. Q., and Hui, D. (2018). Additive manufacturing
(3D printing): A review of materials, methods, applications and challenges. Composites Part B:
Engineering, 143(February), 172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Nimunkar, A. J., Baran, J., Van Sickle, D., Pagidimarry, N. K., and Webster, J. G. (2009). Medical
devices for developing countries: Design constraints and approaches. Proceedings of the 31st
Annual International Conference of the IEEE Engineering in Medicine and Biology Society:
Engineering the Future of Biomedicine, EMBC 2009, 7048–7051.
https://doi.org/10.1109/IEMBS.2009.5333377
Nissan, A. (2016). Regulating the Three-Dimensional Future: How the FDA Should Structure A
Regulatory Mechanism for Additive Manufacturing. Boston University Journal of Science and
Technology Law, 22, 267-297. https://doi.org/10.3366/ajicl.2011.0005
Nussbaum, B. (2010). Is Humanitarian Design the New Imperialism? Co.Design. Retrieved from
https://www.fastcodesign.com/1661859/is-humanitarian-design-the-new-imperialism
Occupational Safety and Health Administration. (n.d.). Safety and Health Topics | Personal Protective
Equipment - OSHA Standards | Occupational Safety and Health Administration. Retrieved March
23, 2019, from https://www.osha.gov/SLTC/personalprotectiveequipment/standards.html
Oropallo, W., and Piegl, L. A. (2016). Ten challenges in 3D printing. Engineering with Computers, 32(1),
135–148. https://doi.org/10.1007/s00366-015-0407-0
Park, H.-S., and Tran, N.-H. (2017). A Decision Support System for Selecting Additive Manufacturing
Technologies. Proceedings of the 2017 International Conference on Information System and Data
Mining, 151–155. https://doi.org/10.1145/3077584.3077606
Pearce, J. M. (2013). Open-Source Lab: How to Build Your Own Hardware and Reduce Research Costs,
1st ed.. Elsevier Science Publisher, Ed.
Pearce, J. M. (2017). Low-cost 3d printers are growing up. Machine Design. Retrieved from
https://search.proquest.com/docview/1876870128?accountid=15300%0Ahttp://sfx.cbuc.cat/upc?url_
275
ver=Z39.88-
2004andrft_val_fmt=info:ofi/fmt:kev:mtx:journalandgenre=unknownandsid=ProQ:ProQ%3Amateri
alscienceengineeringandatitle=Low-Cost+3D+Printers+Are+Growing+Upandtitle
Pearce, J. M., Blair, C. M., Laciak, K. I., Andrews, R., Nosrat, A., and Zelenika-Zovko, I. (2010). 3-D
printing of open source appropriate technologies for self-directed sustainable development. Journal
of Sustainable Development, 3(4), 17–29. https://doi.org/10.5539/jsd.v3n4p17
Pearce, J. M., Wittbrodt, B. T., Glover, A. G., Laureto, J., Anzalone, G. C., Oppliger, D., and Irwin, J. L.
(2013). Life-cycle economic analysis of distributed manufacturing with open-source 3-D printers.
Mechatronics, 23(6), 713–726. https://doi.org/http://dx.doi.org/10.1016/j.mechatronics.2013.06.002
Pease, J. F., Dean, J. H., and Van Bossuyt, D. L. (2014). Toward a market-based lean startup product
design method for the developing world. Proceedings from 40th Design Automation Conference
August 17-20. Buffalo, NY. ( 1–12).
Pennington, R. C., Hoekstra, N. L., and Newcomer, J. L. (2005). Significant factors in the dimensional
accuracy of fused deposition modelling. Proceedings of the Institution of Mechanical Engineers,
Part E: Journal of Process Mechanical Engineering, 219(1), 89–92.
https://doi.org/10.1243/095440805X6964
Perry, L., and Malkin, R. (2011). Effectiveness of medical equipment donations to improve health
systems: how much medical equipment is broken in the developing world? Medical and Biological
Engineering and Computing, 49(7), 719–722. https://doi.org/10.1007/s11517-011-0786-3
Pham, P., Vinck, P., Kreutzer, T., Milner, J., Dorey, A., Musaraj, P., Leger, O., Pietrzak, L., Coughlin, K.,
Aloo, S., and de St. Aubin, M. (2019). KoBoToolbox | Data Collection Tools for Challenging
Environments. Retrieved March 28, 2019, from https://www.kobotoolbox.org/
Pîrjan, A., and Petroşanu, D.-M. (2013). The impact of 3d printing technology on the society and
economy. Journal of Information Systems and Operations Management, 7(2), 360–370.
Popp, W., Rasslan, O., Unahalekhaka, A., Brenner, P., Fischnaller, E., Fathy, M., … Gillespie, E. (2010).
What is the use? An international look at reuse of single-use medical devices. International Journal
of Hygiene and Environmental Health, 213(4), 302–307. https://doi.org/10.1016/j.ijheh.2010.04.003
Prima, D., Coburn, Hwang, Kelly, Kharuzzzarman, and Ricles. (2016). Additively Manufactured Medical
Products - The FDA Perspective. 3D Printing in Medicine, 2(1), 1-6.
Purohit, H. C. (2007). Rural Consumers Expectation and Buying Behaviour of Consumer Durables.
Retrieved from
http://www.smsvaranasi.com/insight/rural_consumers_expectation_and_buying_behaviour_of_cons
umer_durables.pdf
Ramachandran, D., Kam, M., Chiu, J., Canny, J., Frankel, J. L., and Monica, S. (2007). Social dynamics
of early stage co-design in developing regions. Proceedings of The SIGCHI Conference on Human
factors in Computing Systems, San Jose, California, April 28- May 3. 1087–1096.
https://doi.org/10.1145/1240624.1240790
Ramalingam, B., Scriven, K., and Foley, C. (2009). Innovations in international humanitarian action.
Review Literature And Arts Of The Americas, (July 2010), 1–88. Retrieved from
http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.168.5146andamp;rep=rep1andamp;type=
276
Rankin, T. M. (2014). Three dimensional printing surgical instruments: Are we there yet? Journal of
Surgical Research, 189, 193-197.
Rauch, E., Dallasega, P., and Matt, D. T. (2016). Sustainable production in emerging markets through
Distributed Manufacturing Systems (DMS). Journal of Cleaner Production, 135, 127–138.
https://doi.org/10.1016/j.jclepro.2016.06.106
Rauch, E., Dallinger, M., Dallasega, P., and Matt, D. T. (2015). Sustainability in manufacturing through
distributed manufacturing systems (DMS). Procedia CIRP, 29, 544–549.
https://doi.org/10.1016/j.procir.2015.01.069
Rayna, T., and Striukova, L. (2016). From rapid prototyping to home fabrication: How 3D printing is
changing business model innovation. Technological Forecasting and Social Change, 102, 214–224.
https://doi.org/10.1016/j.techfore.2015.07.023
Redwood, B. (2019). Dimensional accuracy of 3D printed parts | 3D Hubs. Retrieved March 24, 2019,
from https://www.3dhubs.com/knowledge-base/dimensional-accuracy-3d-printed-parts
Redwood, B., Schffer, F., and Garret, B. (2017). The 3D Printing Handbook: Technologies, design and
applications. 3D Hubs.
Refugee Open Ware. (2018). Retrieved February 1, 2018, from http://www.row3d.org
Reiher, T., Lindemann, C., Jahnke, U., Deppe, G., and Koch, R. (2017). Holistic approach for
industrializing AM technology: from part selection to test and verification. Progress in Additive
Manufacturing, 2(1–2), 43–55. https://doi.org/10.1007/s40964-017-0018-y
RepRap. (2019). RepRap Wiki. Retrieved from https://reprap.org/wiki/RepRap
Rodriguez-Perez, J. (2017). Quality Risk Managment in the FDA-Regulated Industry (2nd ed.).
Milwaukee, WI: Quality Press.
Rogge, M. P., Menke, M. A., and Hoyle, W. (2017a). 3D Printing for Low-Resource Settings. The
Bridge, 47(3), 37–45.
Rosen, D. W. (2007). Design for additive manufacturing: A method to explore unexplored regions of the
design space. Proceedings from Eighteenth Annual Solid Freeform Fabrication Symposium, 402–
415. Retrieved from http://www.scopus.com/inward/record.url?eid=2-s2.0-
84898430125andpartnerID=40andmd5=8b5ea76aff8f88cb1a1f110f8677b388%5Cninternal-
pdf://218.171.117.36/Rosen-2007-Design for additive manufacturing_.pdf
Rugera, S., McNerney, R., Poon, A., Akimana, G., Mariki, R., Kajumbula, H., Kamau, E.,
Mpawenimana, S., Said, S., Toroitich, A., Ronoh, W., Sollis, K., Sonoiya, S., Peeling, R.. (2014).
Regulation of medical diagnostics and medical devices in the East African community partner
states. BMC Health Services Research, 14(1), 1–7. https://doi.org/10.1186/s12913-014-0524-2
Salonitis, K. (2016). Design for additive manufacturing based on axiomatic design method. International
Journal for Advanced Manufacturing Technology, 87(1), 989–996. https://doi.org/10.1007/s00170-
016-8540-5
Sandvik, K. B., Jacobsen, K. L., and McDonald, S. M. (2017). Do no harm: A taxonomy of the challenges
of humanitarian experimentation. International Review of the Red Cross, 99(2017), 1–26.
https://doi.org/10.1017/s181638311700042x
277
Saripalle, S., Bush, A., and Lundman, N. (2016). 3D Printing for Disaster Preparedness. Proceedings
from IEEE 2016 Global Humanitarian Technology Conference, 205-208.
Savonen, B. (2015). Criteria for Sustainable Product Design with 3D Printing in the Developing World.
(Masters Thesis). Michigan Technological University, Houghton, MI.
Savonen, B., Gershenson, J., Bow, J. K., and Pearce, J. M. (2019). Open-Source Three-Dimensional
Printable Infant Clubfoot Brace. Journal of Prosthetics and Orthotics.
Savonen, B., Mahan, T., Curtis, M., Schreier, J., Gershenson, J., and Pearce, J. (2018). Development of a
resilient 3-d printer for humanitarian crisis response. Technologies, 6(1), 30-50.
https://doi.org/10.3390/technologies6010030
Schuster, T., and Holtbrügge, D. (2014). Resource dependency, innovative strategies, and firm
performance in BOP markets. Journal of Product Innovation Management, 31(S1), 43–59.
https://doi.org/10.1111/jpim.12191
Scott, A., and Harrison, T. P. (2015). Additive manufacturing in an end-to-end supply chain setting. 3D
Printing and Additive Manufacturing, 2(2), 65–77. https://doi.org/10.1089/3dp.2015.0005
Serdeczny, M. P., Comminal, R., Pedersen, D. B., and Spangenberg, J. (2018). Numerical prediction of
the porosity of parts fabricated with fused deposition modeling. Proceedings from 29th Annual
International Solid Freeform Fabrication Symposium - An Additive Manufacturing Conference.
1849–1854.
Sewe, M. (2017). Health Innovations! Makernet Event. Retrieved from
http://www.gearbox.co.ke/stories/2017/8/24/innovations-makernet-event
Slaski, X., and Thuber, M. (2009). Cookstoves and Obstacles to Technology Adoption by the Poor (Vol.
4). Freeman Spogli Institute for International Studies. Stanford Program on Energy and Sustainable
Development. Stanford, CA.
Sniderman, B. B., Baum, P., and Rajan, V. (2016). 3D opportunity for life: Additive manufacturing takes
humanitarian action. Deloitte Review, (19), 26-41.
https://www2.deloitte.com/content/dam/insights/us/articles/3d-printing-for-humanitarian-
action/DR19_3DOpportunityForLife.pdf
Social Seva Initiatives. (2018). Protoprint: The World’s First Fair Trade Filament for 3D Printing.
Retrieved from https://www.socialseva.org/protoprint/
Stephens, B., Azimi, P., El Orch, Z., and Ramos, T. (2013). Ultrafine particle emissions from desktop 3D
printers. Atmospheric Environment, 79, 334–339. https://doi.org/10.1016/j.atmosenv.2013.06.050
Steuben, J., Van Bossuyt, D. L., and Turner, C. (2015). Design for Fused Filament Fabrication Additive
Manufacturing. Volume 4: 20th Design for Manufacturing and the Life Cycle Conference; 9th
International Conference on Micro- and Nanosystems, (AUGUST), V004T05A050.
https://doi.org/10.1115/DETC2015-46355
Sudin, M. N., Shamsudin, S. A., and Abdullah, M. A. (2016). Effect of part features on dimensional
accuracy of ME model. ARPN Journal of Engineering and Applied Sciences, 11(13), 8067–8072.
Surma, R., Sercer, M., and Pilipovic, A. (2015). Designing and Production Of Polymer Product With
Fused Deposition Modelling – Case Study. Proceedings from 15th International Scientific
Conference on Production Engineering –CIM2015, 221–226. Retrieved from
278
https://www.researchgate.net/publication/280717392%0ADESIGNING
Swift, K. G., and Booker, J. D. (2013). Process Selection Strategies and Case Studies. Manufacturing
Process Selection Handbook. Butterworth-Heinemann, Oxford, UK. https://doi.org/10.1016/B978-
0-08-099360-7.00002-1
Tatham, P., Loy, J., and Peretti, U. (2015). Three dimensional printing – a key tool for the humanitarian
logistician? Journal of Humanitarian Logistics and Supply Chain Management, 5(2), 188–208.
https://doi.org/10.1108/JHLSCM-01-2014-0006
TechforTrade. (n.d.). TechforTrade. Retrieved from http://www.techfortrade.org/#3d4d
Thomas, D. (2016). Costs, benefits, and adoption of additive manufacturing: a supply chain perspective.
International Journal of Advanced Manufacturing Technology, 85(5–8), 1857–1876.
https://doi.org/10.1007/s00170-015-7973-6
Thompson, M. K., Moroni, G., Vaneker, T., Fadel, G., Campbell, R. I., Gibson, I., … Martina, F. (2016).
Design for Additive Manufacturing: Trends, opportunities, considerations, and constraints. CIRP
Annals - Manufacturing Technology, 65(2), 737–760. https://doi.org/10.1016/j.cirp.2016.05.004
Tofail, S. A. M., Koumoulos, E. P., Bandyopadhyay, A., Bose, S., O’Donoghue, L., and Charitidis, C.
(2017). Additive manufacturing: Scientific and technological challenges, market uptake and
opportunities. Materials Today, 21(1), 22–37. https://doi.org/10.1016/j.mattod.2017.07.001
Turner, B. N., and Gold, S. A. (2015). A review of melt extrusion additive manufacturing processes: II.
Materials, dimensional accuracy, and surface roughness. Rapid Prototyping Journal, 21(3), 250–
261. https://doi.org/10.1108/RPJ-02-2013-0017
Turner, B. N., Strong, R., and Gold, S. A. (2014). A review of melt extrusion additive manufacturing
processes: I. Process design and modeling. Rapid Prototyping Journal, 20(3), 192–204.
https://doi.org/10.1108/RPJ-01-2013-0012
Ulu, E., Korkmaz, E., Yay, K., Burak Ozdoganlar, O., and Burak Kara, L. (2015). Enhancing the
structural performance of additively manufactured objects through build orientation optimization.
Journal of Mechanical Design, 137(11), 111410. https://doi.org/10.1115/1.4030998
United Nations Development Programme. (2018). Human Development Indices and Indicators 2018.
Statistical Update, 123. Communications Development Incorporated, Washington DC.
https://doi.org/10.18356/656a3808-en
University of Nairobi. (2019). University of Nairobi Fab Lab. Retrieved from http://fablab.uonbi.ac.ke/
Urbanic, R. J., and Hedrick, R. (2015). Fused deposition modeling design rules for building large,
complexcomponents. Computer-Aided Design and Applications, 13, 1–21.
https://doi.org/10.1080/16864360.2015.1114393
van der Haar, W. (2016). Assessing the Appropriateness of Additive Manufacturing. (Masters Thesis)
University of Twente, Enschede, Netherlands.
Vaneker, T. H. J. (2017). The role of design for additive manufacturing in the successful economical
introduction of am. Procedia CIRP, 60, 181–186. https://doi.org/10.1016/j.procir.2017.02.012
Wade, R., Garland, N., and Underwood, G. (2017). Challenges of 3d printing for home users. Proceedings
from International Conference on Engineering and Product Design Education. Oslo, Norway, Sept
279
7-8, 2017. 478-482.
Wang, Y., and Blache, R. (2017). Selection of additive manufacturing processes. Rapid Prototyping
Journal, 23(2), 434–447. https://doi.org/10.1108/RPJ-09-2015-0123
Whitehead, T. (2014). Enhancing New Product Development in Low Income Economies. (Doctoral
Disseratation). Loughborough University Institutional Repository, Lonborough.
Whitehead, T. (2016). 3D Printing in Developing Economies. Retrieved from
https://practicalaction.org/blog/news/campaigns/3d-printing-in-developing-economies/
Whitehead, T., Evans, M., and Bingham, G. (2016). Design tool for enhanced new product development
in low income economies. Proceeding from: 2016 Design Research Society 50th Anniversary
Conference, Brighton, UK, June 27-30. 1–16.
Williams, C. B., Mistree, F., and Rosen, D. W. (2011). A functional classification framework for the
conceptual design of additive manufacturing technologies. Journal of Mechanical Design, 133(12),
121002. https://doi.org/10.1115/1.4005231
Wong, J. Y. (2016). Applications of 3d printing in austere environments. Aerospace Medicine and Human
Performance, 87(4), 423–425. https://doi.org/10.3357/AMHP.4556.2016
Wong, J. Y., and Pfahnl, A. C. (2014). 3D printing of surgical instruments for long-duration space
missions. Aviation Space and Environmental Medicine, 85(7), 758–763.
https://doi.org/10.3357/ASEM.3898.2014
Wood, A. E., Wood, C. D., and Mattson, C. A. (2014). Application and Modification of Design for
Manufacture and Assembly Principles for the Developing World. Proceedings from IEEE 2014
Global Humanitarian Technology Conference. San Jose, CA. 451-457.
World Health Organization. (2006). The role of medical devices and equipment in contemporary health
care systems and services. Regional Office for the Easter Mediterranean, Cairo.
World Health Organization. (2010a). Barriers to Innovation in the Field of Medical Devices: Background
Paper 06, 23. https://doi.org/WHO/HSS/EHT/DIM/10.6 Geneva. Retrieved from:
https://apps.who.int/iris/bitstream/handle/10665/44407/9789241564045_eng.pdf?sequence=1
World Health Organization. (2010b). Medical Devices: Managing the Mismatch: An Outcome of the
Priority Medical Devices Project. World Health Organization.
World Health Organization (2012). Local production and technology transfer to increase access to
medical devices: Addressing the barriers and challenges in low- and middle-income countries, 1–
154. Geneva. Retrieved from http://www.who.int/medical_devices/1240EHT_final.pdf
World Health Organization. (2015). Interagency list of medical devices for essential interventions for
reproductive, maternal, newborn and child health. Geneva. World Health Organization. Retrieved
from: https://apps.who.int/iris/bitstream/handle/10665/205490/9789241565028_eng.pdf
World Health Organization. (2016). Towards improving access to medical devices through local
production Phase II. World Health Organization. Geneva. Retrieved from:
http://apps.who.int/medicinedocs/documents/s22388en/s22388en.pdf
World Health Organization. (2017). Global atlas of medical devices. WHO Medical device technical
series. World Health Organization. Geneva. https://doi.org/978-92-4-151231-2.
280
Xometry. (2019). What is the smallest feature that you can print? – Xometry. Retrieved March 24, 2019,
from https://support.xometry.com/hc/en-us/articles/217723698-What-is-the-smallest-feature-that-
you-can-print-
Yang, J.-H., Zhao, Z., and Park, S.-H. (2015). Evaluation of Directional Mechanical Properties of 3D
Printed Polymer Parts. Proceeding from International Conference of Control, Automation and
Systems.
Yang, S., and Zhao, Y. F. (2015). Additive manufacturing-enabled design theory and methodology: a
critical review. International Journal of Advanced Manufacturing Technology, 80(1–4), 327–342.
https://doi.org/10.1007/s00170-015-6994-5 Busan, South Korea. 1952-1954.
Yosofi, M., Kerbrat, O., and Mognol, P. (2018). Framework to combine technical , economic and
environmental points of view of additive manufacturing processes. Procedia CIRP, 69(May), 118–
123. https://doi.org/10.1016/j.procir.2017.11.085
Yu, A. W., and Khan, M. (2015). On-demand three-dimensional printing of surgical supplies in conflict
zones. Journal of Trauma and Acute Care Surgery, 78(1), 201–203.
https://doi.org/10.1097/TA.0000000000000481
Zhu, Z., Dhokia, V., and Newman, S. T. (2016). A new algorithm for build time estimation for fused
filament fabrication technologies. Journal of Engineering Manufacture, 230(12), 2214–2228.
https://doi.org/10.1177/0954405416640661
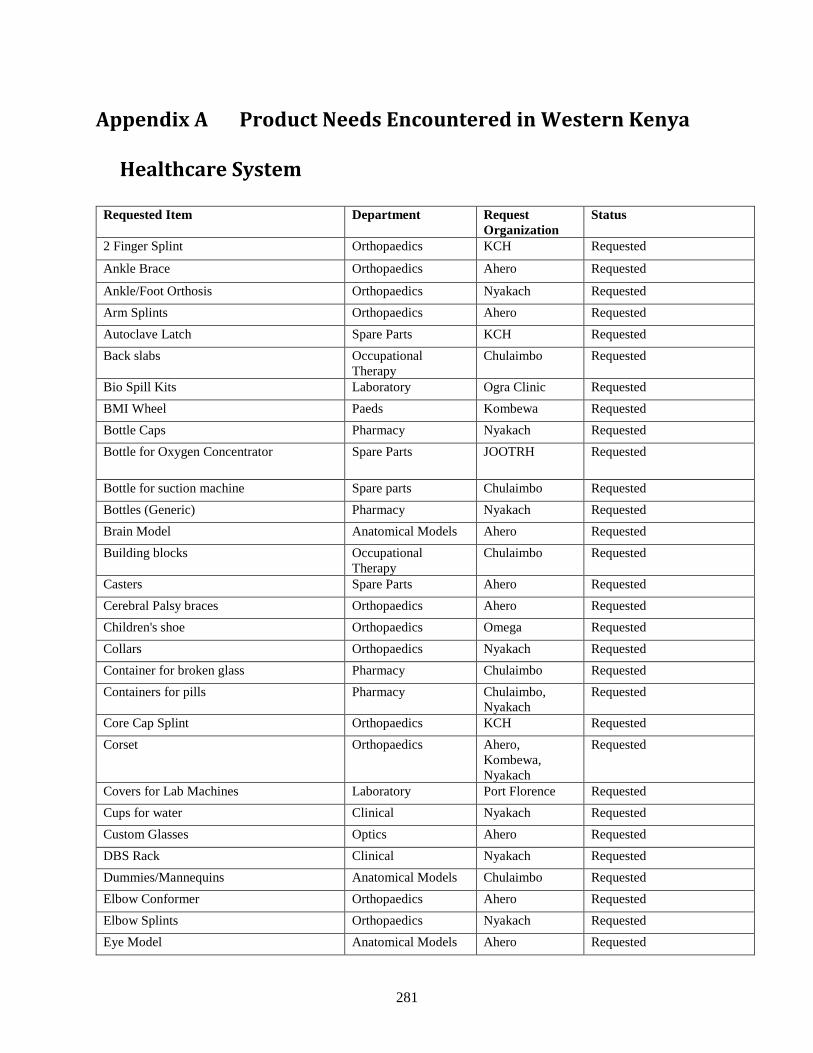
281
Appendix A Product Needs Encountered in Western Kenya
Healthcare System
Requested Item Department Request
Organization
Status
2 Finger Splint Orthopaedics KCH Requested
Ankle Brace Orthopaedics Ahero Requested
Ankle/Foot Orthosis Orthopaedics Nyakach Requested
Arm Splints Orthopaedics Ahero Requested
Autoclave Latch Spare Parts KCH Requested
Back slabs Occupational
Therapy
Chulaimbo Requested
Bio Spill Kits Laboratory Ogra Clinic Requested
BMI Wheel Paeds Kombewa Requested
Bottle Caps Pharmacy Nyakach Requested
Bottle for Oxygen Concentrator Spare Parts JOOTRH Requested
Bottle for suction machine Spare parts Chulaimbo Requested
Bottles (Generic) Pharmacy Nyakach Requested
Brain Model Anatomical Models Ahero Requested
Building blocks Occupational
Therapy
Chulaimbo Requested
Casters Spare Parts Ahero Requested
Cerebral Palsy braces Orthopaedics Ahero Requested
Children's shoe Orthopaedics Omega Requested
Collars Orthopaedics Nyakach Requested
Container for broken glass Pharmacy Chulaimbo Requested
Containers for pills Pharmacy Chulaimbo,
Nyakach
Requested
Core Cap Splint Orthopaedics KCH Requested
Corset Orthopaedics Ahero,
Kombewa,
Nyakach
Requested
Covers for Lab Machines Laboratory Port Florence Requested
Cups for water Clinical Nyakach Requested
Custom Glasses Optics Ahero Requested
DBS Rack Clinical Nyakach Requested
Dummies/Mannequins Anatomical Models Chulaimbo Requested
Elbow Conformer Orthopaedics Ahero Requested
Elbow Splints Orthopaedics Nyakach Requested
Eye Model Anatomical Models Ahero Requested
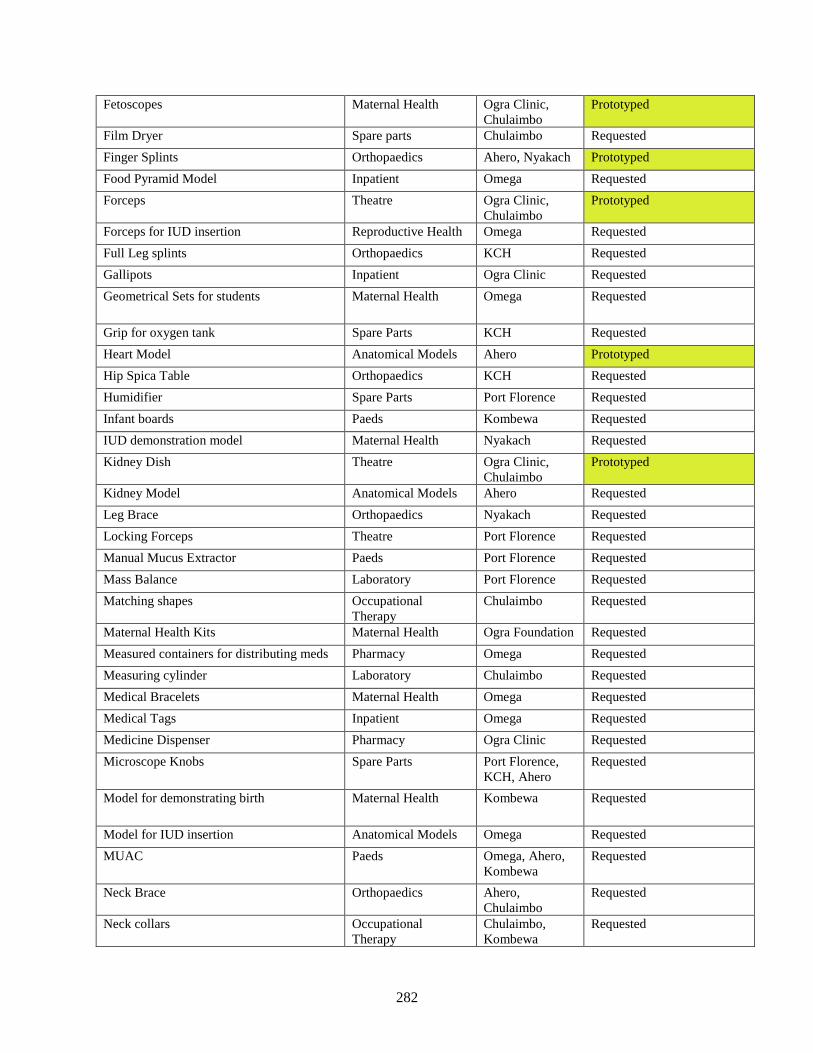
282
Fetoscopes Maternal Health Ogra Clinic,
Chulaimbo
Prototyped
Film Dryer Spare parts Chulaimbo Requested
Finger Splints Orthopaedics Ahero, Nyakach Prototyped
Food Pyramid Model Inpatient Omega Requested
Forceps Theatre Ogra Clinic,
Chulaimbo
Prototyped
Forceps for IUD insertion Reproductive Health Omega Requested
Full Leg splints Orthopaedics KCH Requested
Gallipots Inpatient Ogra Clinic Requested
Geometrical Sets for students Maternal Health Omega Requested
Grip for oxygen tank Spare Parts KCH Requested
Heart Model Anatomical Models Ahero Prototyped
Hip Spica Table Orthopaedics KCH Requested
Humidifier Spare Parts Port Florence Requested
Infant boards Paeds Kombewa Requested
IUD demonstration model Maternal Health Nyakach Requested
Kidney Dish Theatre Ogra Clinic,
Chulaimbo
Prototyped
Kidney Model Anatomical Models Ahero Requested
Leg Brace Orthopaedics Nyakach Requested
Locking Forceps Theatre Port Florence Requested
Manual Mucus Extractor Paeds Port Florence Requested
Mass Balance Laboratory Port Florence Requested
Matching shapes Occupational
Therapy
Chulaimbo Requested
Maternal Health Kits Maternal Health Ogra Foundation Requested
Measured containers for distributing meds Pharmacy Omega Requested
Measuring cylinder Laboratory Chulaimbo Requested
Medical Bracelets Maternal Health Omega Requested
Medical Tags Inpatient Omega Requested
Medicine Dispenser Pharmacy Ogra Clinic Requested
Microscope Knobs Spare Parts Port Florence,
KCH, Ahero
Requested
Model for demonstrating birth Maternal Health Kombewa Requested
Model for IUD insertion Anatomical Models Omega Requested
MUAC Paeds Omega, Ahero,
Kombewa
Requested
Neck Brace Orthopaedics Ahero,
Chulaimbo
Requested
Neck collars Occupational
Therapy
Chulaimbo,
Kombewa
Requested
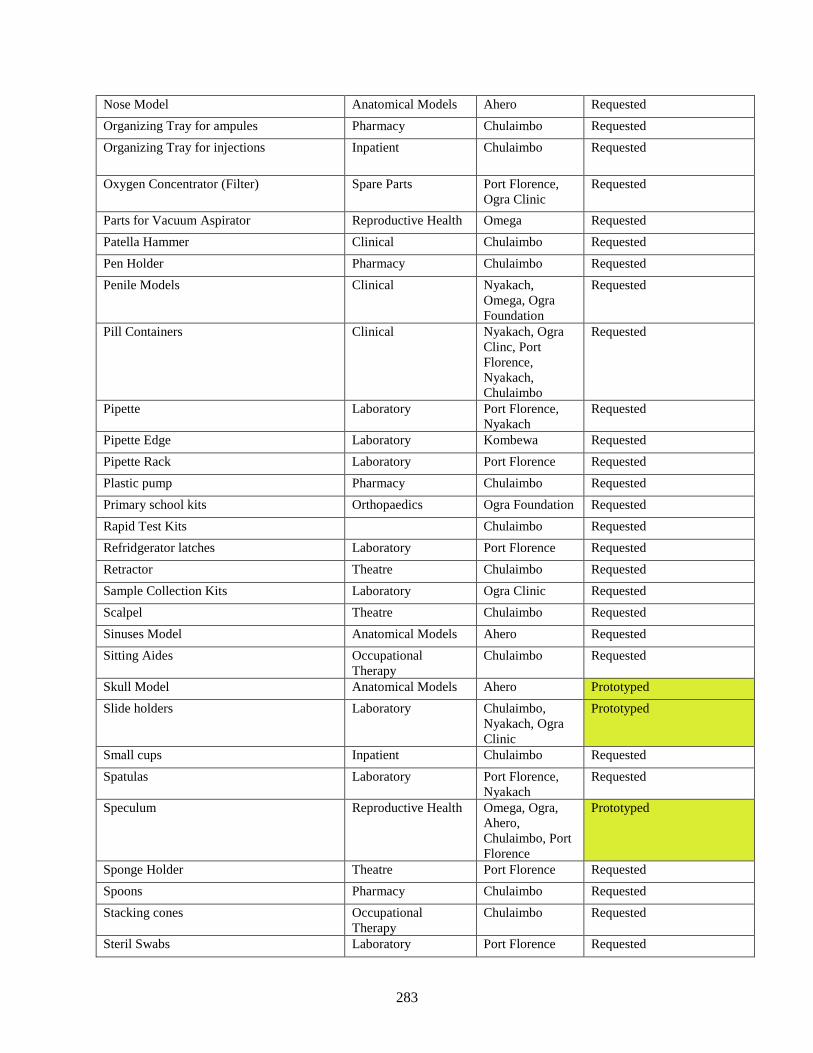
283
Nose Model Anatomical Models Ahero Requested
Organizing Tray for ampules Pharmacy Chulaimbo Requested
Organizing Tray for injections Inpatient Chulaimbo Requested
Oxygen Concentrator (Filter) Spare Parts Port Florence,
Ogra Clinic
Requested
Parts for Vacuum Aspirator Reproductive Health Omega Requested
Patella Hammer Clinical Chulaimbo Requested
Pen Holder Pharmacy Chulaimbo Requested
Penile Models Clinical Nyakach,
Omega, Ogra
Foundation
Requested
Pill Containers Clinical Nyakach, Ogra
Clinc, Port
Florence,
Nyakach,
Chulaimbo
Requested
Pipette Laboratory Port Florence,
Nyakach
Requested
Pipette Edge Laboratory Kombewa Requested
Pipette Rack Laboratory Port Florence Requested
Plastic pump Pharmacy Chulaimbo Requested
Primary school kits Orthopaedics Ogra Foundation Requested
Rapid Test Kits Chulaimbo Requested
Refridgerator latches Laboratory Port Florence Requested
Retractor Theatre Chulaimbo Requested
Sample Collection Kits Laboratory Ogra Clinic Requested
Scalpel Theatre Chulaimbo Requested
Sinuses Model Anatomical Models Ahero Requested
Sitting Aides Occupational
Therapy
Chulaimbo Requested
Skull Model Anatomical Models Ahero Prototyped
Slide holders Laboratory Chulaimbo,
Nyakach, Ogra
Clinic
Prototyped
Small cups Inpatient Chulaimbo Requested
Spatulas Laboratory Port Florence,
Nyakach
Requested
Speculum Reproductive Health Omega, Ogra,
Ahero,
Chulaimbo, Port
Florence
Prototyped
Sponge Holder Theatre Port Florence Requested
Spoons Pharmacy Chulaimbo Requested
Stacking cones Occupational
Therapy
Chulaimbo Requested
Steril Swabs Laboratory Port Florence Requested
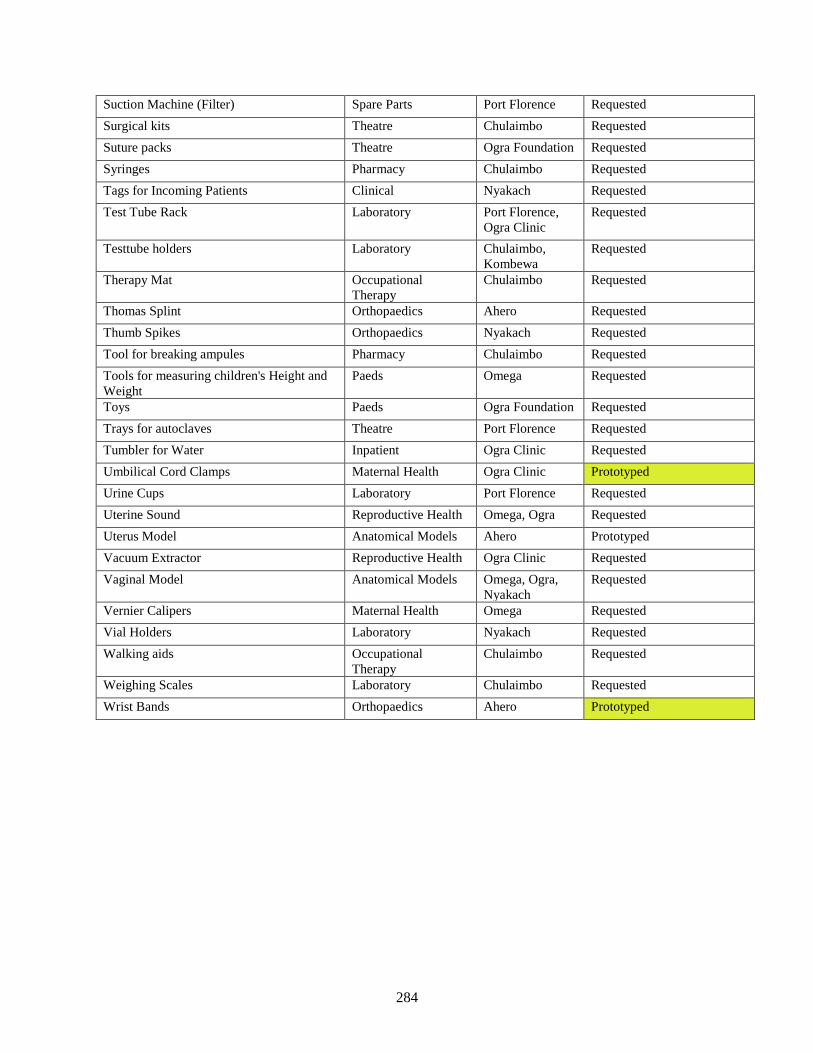
284
Suction Machine (Filter) Spare Parts Port Florence Requested
Surgical kits Theatre Chulaimbo Requested
Suture packs Theatre Ogra Foundation Requested
Syringes Pharmacy Chulaimbo Requested
Tags for Incoming Patients Clinical Nyakach Requested
Test Tube Rack Laboratory Port Florence,
Ogra Clinic
Requested
Testtube holders Laboratory Chulaimbo,
Kombewa
Requested
Therapy Mat Occupational
Therapy
Chulaimbo Requested
Thomas Splint Orthopaedics Ahero Requested
Thumb Spikes Orthopaedics Nyakach Requested
Tool for breaking ampules Pharmacy Chulaimbo Requested
Tools for measuring children's Height and
Weight
Paeds Omega Requested
Toys Paeds Ogra Foundation Requested
Trays for autoclaves Theatre Port Florence Requested
Tumbler for Water Inpatient Ogra Clinic Requested
Umbilical Cord Clamps Maternal Health Ogra Clinic Prototyped
Urine Cups Laboratory Port Florence Requested
Uterine Sound Reproductive Health Omega, Ogra Requested
Uterus Model Anatomical Models Ahero Prototyped
Vacuum Extractor Reproductive Health Ogra Clinic Requested
Vaginal Model Anatomical Models Omega, Ogra,
Nyakach
Requested
Vernier Calipers Maternal Health Omega Requested
Vial Holders Laboratory Nyakach Requested
Walking aids Occupational
Therapy
Chulaimbo Requested
Weighing Scales Laboratory Chulaimbo Requested
Wrist Bands Orthopaedics Ahero Prototyped
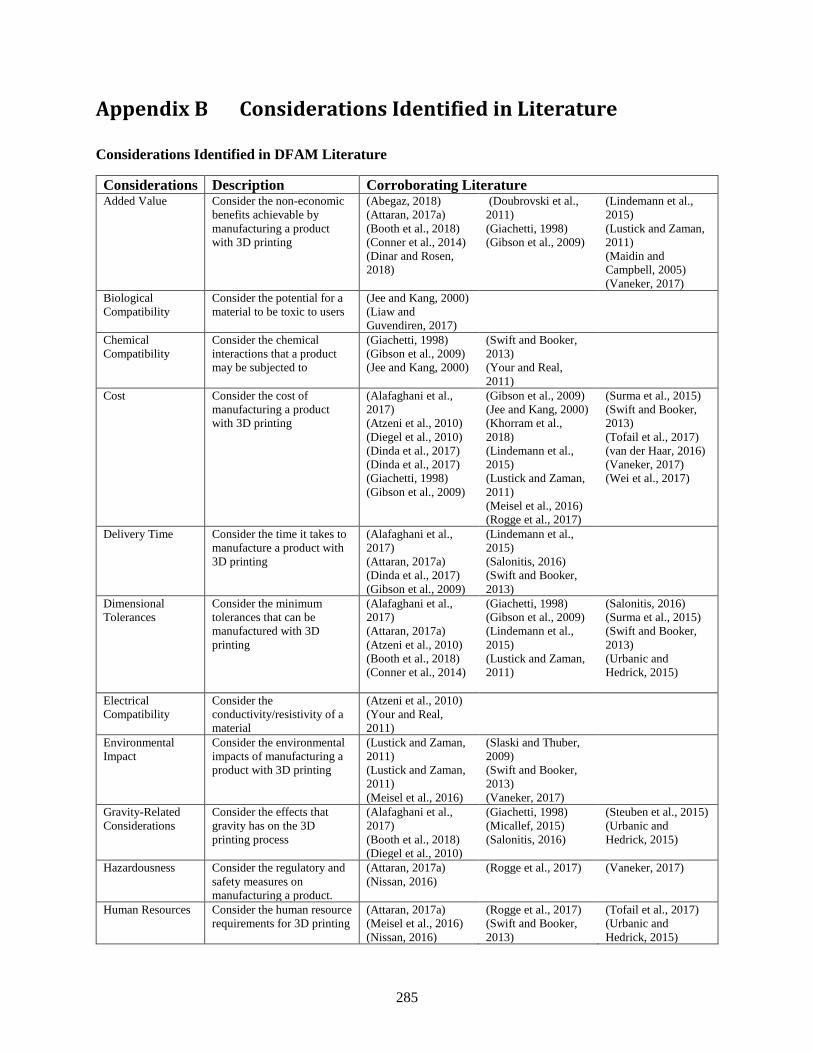
285
Appendix B Considerations Identified in Literature
Considerations Identified in DFAM Literature
Considerations Description Corroborating Literature Added Value Consider the non-economic
benefits achievable by
manufacturing a product
with 3D printing
(Abegaz, 2018)
(Attaran, 2017a)
(Booth et al., 2018)
(Conner et al., 2014)
(Dinar and Rosen,
2018)
(Doubrovski et al.,
2011)
(Giachetti, 1998)
(Gibson et al., 2009)
(Lindemann et al.,
2015)
(Lustick and Zaman,
2011)
(Maidin and
Campbell, 2005)
(Vaneker, 2017)
Biological
Compatibility
Consider the potential for a
material to be toxic to users
(Jee and Kang, 2000)
(Liaw and
Guvendiren, 2017)
Chemical
Compatibility
Consider the chemical
interactions that a product
may be subjected to
(Giachetti, 1998)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Swift and Booker,
2013)
(Your and Real,
2011)
Cost Consider the cost of
manufacturing a product
with 3D printing
(Alafaghani et al.,
2017)
(Atzeni et al., 2010)
(Diegel et al., 2010)
(Dinda et al., 2017)
(Dinda et al., 2017)
(Giachetti, 1998)
(Gibson et al., 2009)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Khorram et al.,
2018)
(Lindemann et al.,
2015)
(Lustick and Zaman,
2011)
(Meisel et al., 2016)
(Rogge et al., 2017)
(Surma et al., 2015)
(Swift and Booker,
2013)
(Tofail et al., 2017)
(van der Haar, 2016)
(Vaneker, 2017)
(Wei et al., 2017)
Delivery Time Consider the time it takes to
manufacture a product with
3D printing
(Alafaghani et al.,
2017)
(Attaran, 2017a)
(Dinda et al., 2017)
(Gibson et al., 2009)
(Lindemann et al.,
2015)
(Salonitis, 2016)
(Swift and Booker,
2013)
Dimensional
Tolerances
Consider the minimum
tolerances that can be
manufactured with 3D
printing
(Alafaghani et al.,
2017)
(Attaran, 2017a)
(Atzeni et al., 2010)
(Booth et al., 2018)
(Conner et al., 2014)
(Giachetti, 1998)
(Gibson et al., 2009)
(Lindemann et al.,
2015)
(Lustick and Zaman,
2011)
(Salonitis, 2016)
(Surma et al., 2015)
(Swift and Booker,
2013)
(Urbanic and
Hedrick, 2015)
Electrical
Compatibility
Consider the
conductivity/resistivity of a
material
(Atzeni et al., 2010)
(Your and Real,
2011)
Environmental
Impact
Consider the environmental
impacts of manufacturing a
product with 3D printing
(Lustick and Zaman,
2011)
(Lustick and Zaman,
2011)
(Meisel et al., 2016)
(Slaski and Thuber,
2009)
(Swift and Booker,
2013)
(Vaneker, 2017)
Gravity-Related
Considerations
Consider the effects that
gravity has on the 3D
printing process
(Alafaghani et al.,
2017)
(Booth et al., 2018)
(Diegel et al., 2010)
(Giachetti, 1998)
(Micallef, 2015)
(Salonitis, 2016)
(Steuben et al., 2015)
(Urbanic and
Hedrick, 2015)
Hazardousness Consider the regulatory and
safety measures on
manufacturing a product.
(Attaran, 2017a)
(Nissan, 2016)
(Rogge et al., 2017) (Vaneker, 2017)
Human Resources Consider the human resource
requirements for 3D printing
(Attaran, 2017a)
(Meisel et al., 2016)
(Nissan, 2016)
(Rogge et al., 2017)
(Swift and Booker,
2013)
(Tofail et al., 2017)
(Urbanic and
Hedrick, 2015)
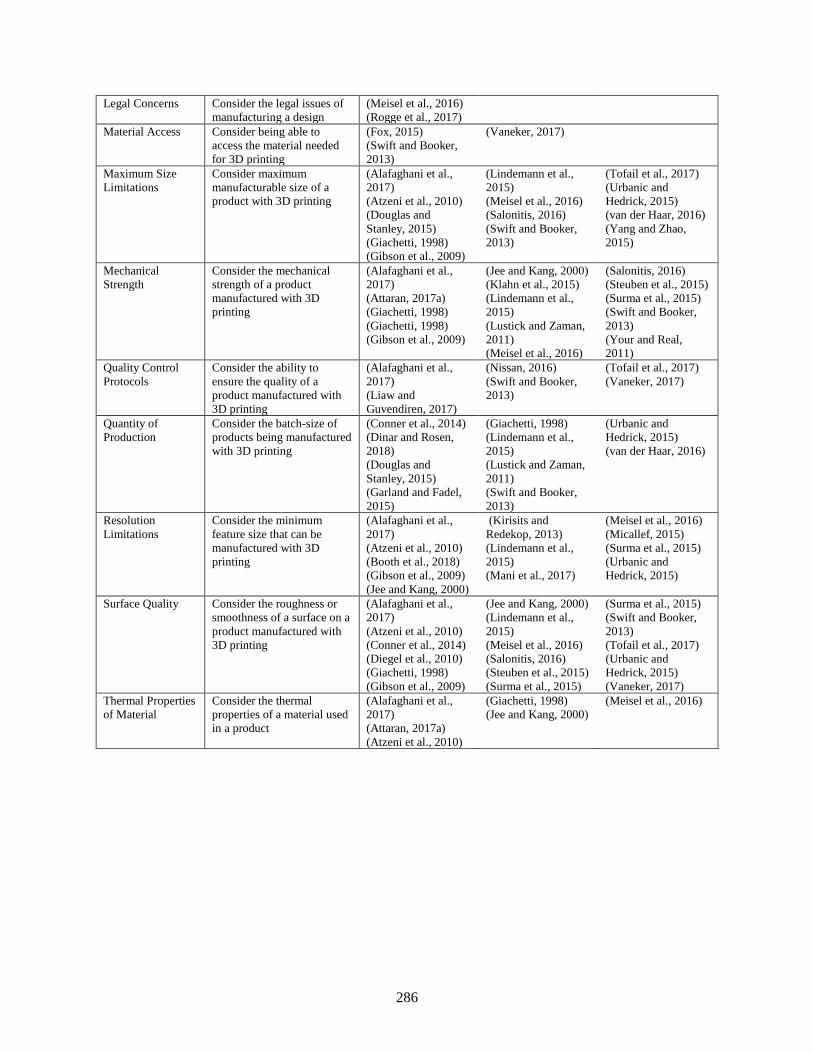
286
Legal Concerns Consider the legal issues of
manufacturing a design
(Meisel et al., 2016)
(Rogge et al., 2017)
Material Access Consider being able to
access the material needed
for 3D printing
(Fox, 2015)
(Swift and Booker,
2013)
(Vaneker, 2017)
Maximum Size
Limitations
Consider maximum
manufacturable size of a
product with 3D printing
(Alafaghani et al.,
2017)
(Atzeni et al., 2010)
(Douglas and
Stanley, 2015)
(Giachetti, 1998)
(Gibson et al., 2009)
(Lindemann et al.,
2015)
(Meisel et al., 2016)
(Salonitis, 2016)
(Swift and Booker,
2013)
(Tofail et al., 2017)
(Urbanic and
Hedrick, 2015)
(van der Haar, 2016)
(Yang and Zhao,
2015)
Mechanical
Strength
Consider the mechanical
strength of a product
manufactured with 3D
printing
(Alafaghani et al.,
2017)
(Attaran, 2017a)
(Giachetti, 1998)
(Giachetti, 1998)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Klahn et al., 2015)
(Lindemann et al.,
2015)
(Lustick and Zaman,
2011)
(Meisel et al., 2016)
(Salonitis, 2016)
(Steuben et al., 2015)
(Surma et al., 2015)
(Swift and Booker,
2013)
(Your and Real,
2011)
Quality Control
Protocols
Consider the ability to
ensure the quality of a
product manufactured with
3D printing
(Alafaghani et al.,
2017)
(Liaw and
Guvendiren, 2017)
(Nissan, 2016)
(Swift and Booker,
2013)
(Tofail et al., 2017)
(Vaneker, 2017)
Quantity of
Production
Consider the batch-size of
products being manufactured
with 3D printing
(Conner et al., 2014)
(Dinar and Rosen,
2018)
(Douglas and
Stanley, 2015)
(Garland and Fadel,
2015)
(Giachetti, 1998)
(Lindemann et al.,
2015)
(Lustick and Zaman,
2011)
(Swift and Booker,
2013)
(Urbanic and
Hedrick, 2015)
(van der Haar, 2016)
Resolution
Limitations
Consider the minimum
feature size that can be
manufactured with 3D
printing
(Alafaghani et al.,
2017)
(Atzeni et al., 2010)
(Booth et al., 2018)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Kirisits and
Redekop, 2013)
(Lindemann et al.,
2015)
(Mani et al., 2017)
(Meisel et al., 2016)
(Micallef, 2015)
(Surma et al., 2015)
(Urbanic and
Hedrick, 2015)
Surface Quality Consider the roughness or
smoothness of a surface on a
product manufactured with
3D printing
(Alafaghani et al.,
2017)
(Atzeni et al., 2010)
(Conner et al., 2014)
(Diegel et al., 2010)
(Giachetti, 1998)
(Gibson et al., 2009)
(Jee and Kang, 2000)
(Lindemann et al.,
2015)
(Meisel et al., 2016)
(Salonitis, 2016)
(Steuben et al., 2015)
(Surma et al., 2015)
(Surma et al., 2015)
(Swift and Booker,
2013)
(Tofail et al., 2017)
(Urbanic and
Hedrick, 2015)
(Vaneker, 2017)
Thermal Properties
of Material
Consider the thermal
properties of a material used
in a product
(Alafaghani et al.,
2017)
(Attaran, 2017a)
(Atzeni et al., 2010)
(Giachetti, 1998)
(Jee and Kang, 2000)
(Meisel et al., 2016)
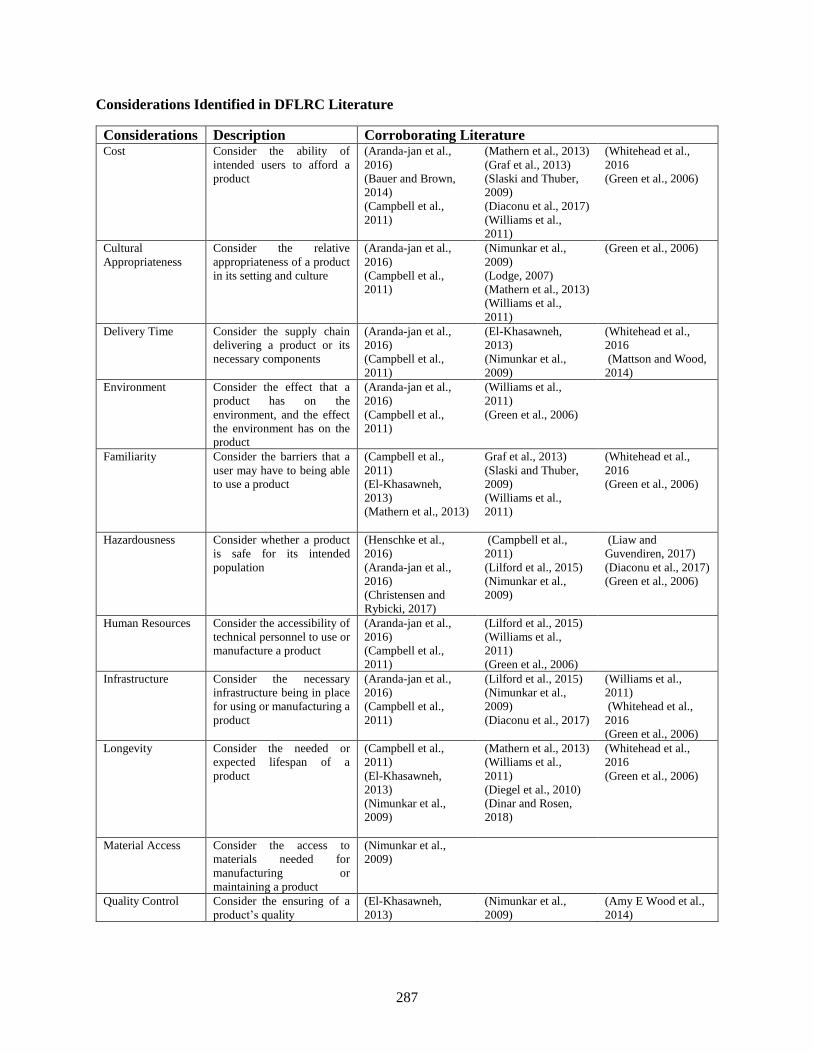
287
Considerations Identified in DFLRC Literature
Considerations Description Corroborating Literature Cost Consider the ability of
intended users to afford a
product
(Aranda-jan et al.,
2016)
(Bauer and Brown,
2014)
(Campbell et al.,
2011)
(Mathern et al., 2013)
(Graf et al., 2013)
(Slaski and Thuber,
2009)
(Diaconu et al., 2017)
(Williams et al.,
2011)
(Whitehead et al.,
2016
(Green et al., 2006)
Cultural
Appropriateness
Consider the relative
appropriateness of a product
in its setting and culture
(Aranda-jan et al.,
2016)
(Campbell et al.,
2011)
(Nimunkar et al.,
2009)
(Lodge, 2007)
(Mathern et al., 2013)
(Williams et al.,
2011)
(Green et al., 2006)
Delivery Time Consider the supply chain
delivering a product or its
necessary components
(Aranda-jan et al.,
2016)
(Campbell et al.,
2011)
(El-Khasawneh,
2013)
(Nimunkar et al.,
2009)
(Whitehead et al.,
2016
(Mattson and Wood,
2014)
Environment Consider the effect that a
product has on the
environment, and the effect
the environment has on the
product
(Aranda-jan et al.,
2016)
(Campbell et al.,
2011)
(Williams et al.,
2011)
(Green et al., 2006)
Familiarity Consider the barriers that a
user may have to being able
to use a product
(Campbell et al.,
2011)
(El-Khasawneh,
2013)
(Mathern et al., 2013)
Graf et al., 2013)
(Slaski and Thuber,
2009)
(Williams et al.,
2011)
(Whitehead et al.,
2016
(Green et al., 2006)
Hazardousness Consider whether a product
is safe for its intended
population
(Henschke et al.,
2016)
(Aranda-jan et al.,
2016)
(Christensen and
Rybicki, 2017)
(Campbell et al.,
2011)
(Lilford et al., 2015)
(Nimunkar et al.,
2009)
(Liaw and
Guvendiren, 2017)
(Diaconu et al., 2017)
(Green et al., 2006)
Human Resources Consider the accessibility of
technical personnel to use or
manufacture a product
(Aranda-jan et al.,
2016)
(Campbell et al.,
2011)
(Lilford et al., 2015)
(Williams et al.,
2011)
(Green et al., 2006)
Infrastructure Consider the necessary
infrastructure being in place
for using or manufacturing a
product
(Aranda-jan et al.,
2016)
(Campbell et al.,
2011)
(Lilford et al., 2015)
(Nimunkar et al.,
2009)
(Diaconu et al., 2017)
(Williams et al.,
2011)
(Whitehead et al.,
2016
(Green et al., 2006)
Longevity Consider the needed or
expected lifespan of a
product
(Campbell et al.,
2011)
(El-Khasawneh,
2013)
(Nimunkar et al.,
2009)
(Mathern et al., 2013)
(Williams et al.,
2011)
(Diegel et al., 2010)
(Dinar and Rosen,
2018)
(Whitehead et al.,
2016
(Green et al., 2006)
Material Access Consider the access to
materials needed for
manufacturing or
maintaining a product
(Nimunkar et al.,
2009)
Quality Control Consider the ensuring of a
product’s quality
(El-Khasawneh,
2013)
(Nimunkar et al.,
2009)
(Amy E Wood et al.,
2014)
288
Appendix C General Triage Flowchart
A graphical representation of the general triage refenced throughout the dissertation can be seen on the
following page.
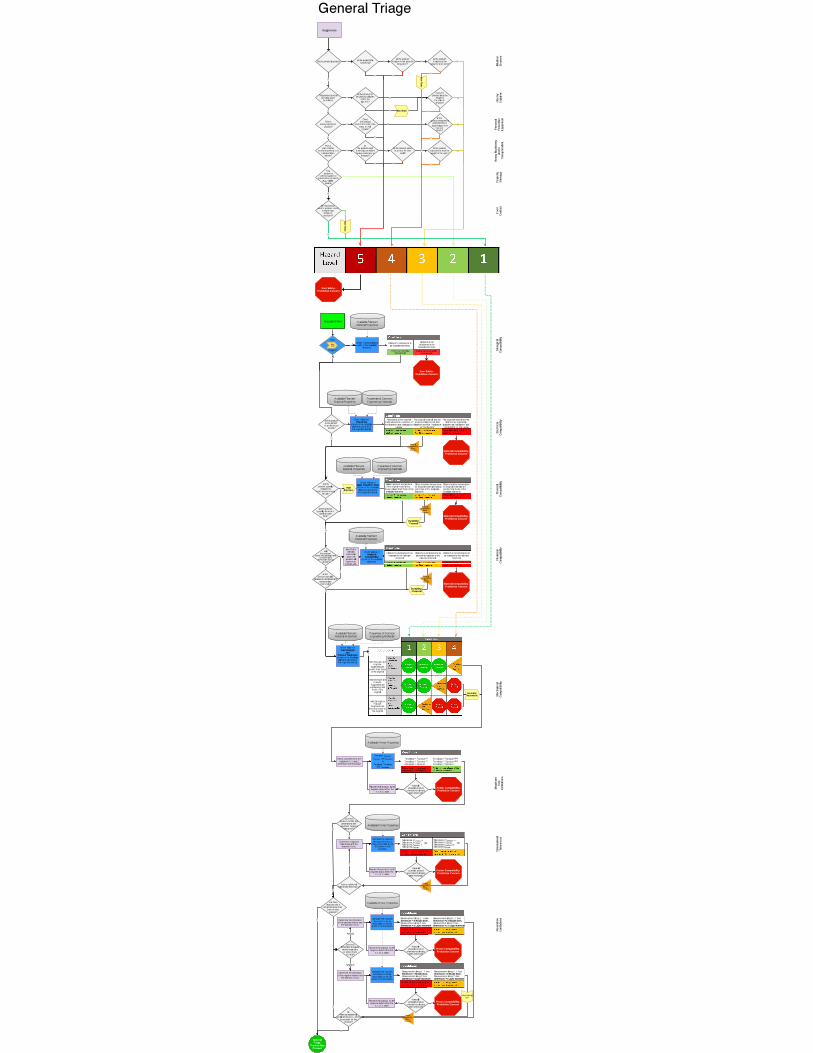

290
Appendix D Contextual Triage Flowchart
A graphical representation of the contextual triage refenced throughout the dissertation can be seen on the
following page.
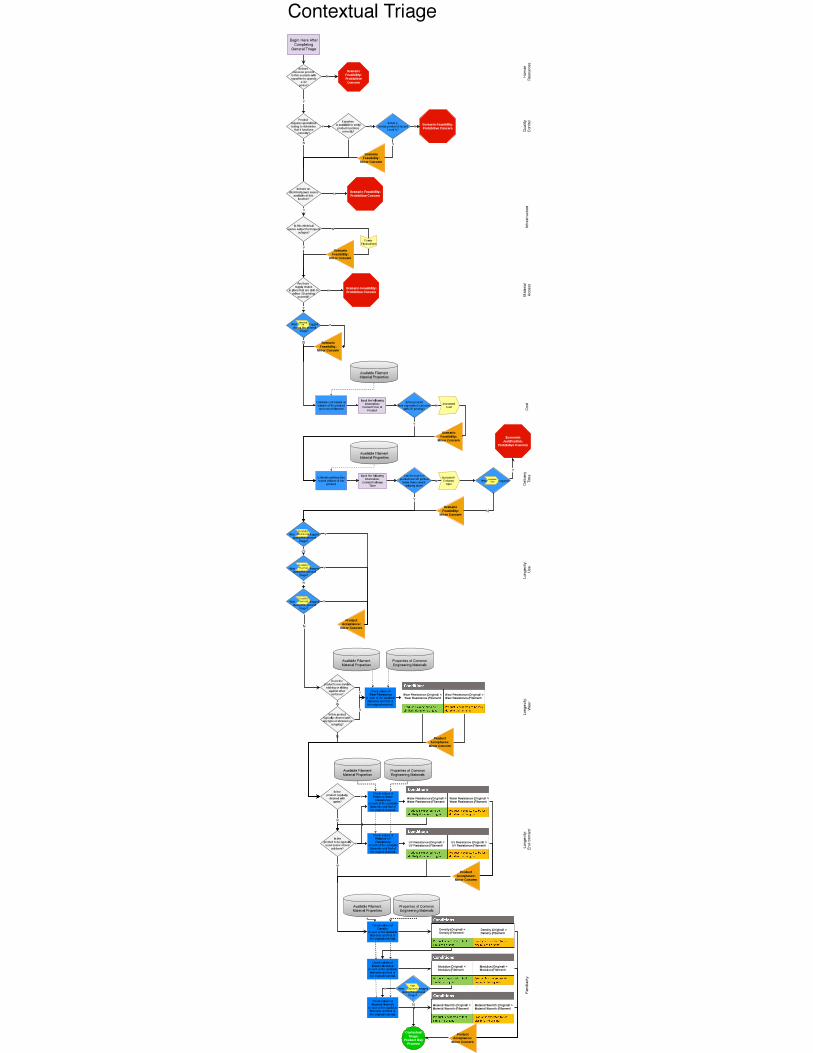

292
Appendix E Case Study 1
Tanzania’s Ukara Island is the second largest island in Lake
Victoria. This large community (50,000+) is only reachable
by boat, and nearly all manufactured goods come to it from
the mainland city of Mwanza.
Afya Health Center is the primary health care facility for the
residents of Ukara Island. Afya provides all types of non-
specialty healthcare services to the residents of Ukara,
including the procurement of medical goods. For example,
residents with various disabilities or mobility issues come to
Afya to get assistance in procuring assistive devices from
Mwanza, such as hearing aids, crutches, braces, and splints,
among other items.
Many residents in the
villages around Afya are
wheelchair-bound. Because the roads are not paved, wheelchairs
encounter rough terrain, and frequently require maintenance. The tires on
the smaller, front wheels wear out or crack, and eventually need
replacement. The staff at the hospital receive requests for wheelchair
maintenance, but they have no access to spares or tools needed to repair
wheelchairs. The approximate cost of getting a spare wheel (including
delivery) is $10. It will take 3 days to ship the wheels from Mwanza to
Ukara from order to delivery.
A Tanzanian development organization that is active in the area is
considering supporting Afya Health Center with a new 3D printing program
at the hospital, specifically for the purpose of repairing wheelchairs and
other assistive technologies. This program will involve training some of the
Afya staff members on how to operate the 3D printer. While the 3D printer
(Duplicator Pro) would offer the ability to print multiple types of wheelchair
spares, the front wheel tires will be the most requested part with 10 new tires
already requested.
The community where Afya is located has access to electricity,
but it is relatively unreliable, with power frequently going out
(typically 1-2 times per day). If the program is to start, the
development organization will ensure a regular delivery of
Nylon filament for use with the 3D printer.
The front wheels tires are typically made of polyurethane with
the most common wheels weighing about 300 grams.
*Photo Credit: Dauda Koroma/Oxfam, CC BY 2.0
**Photo Credit: CC 4.0 BY-NC
***Photo Credit: Public Domain
Wheelchair-bound resident
going to Afya for
assistance*
Front wheels are
among the most
frequently needed
replacement
parts**
Polyurethane tire (white)
surrounds the front
wheel***
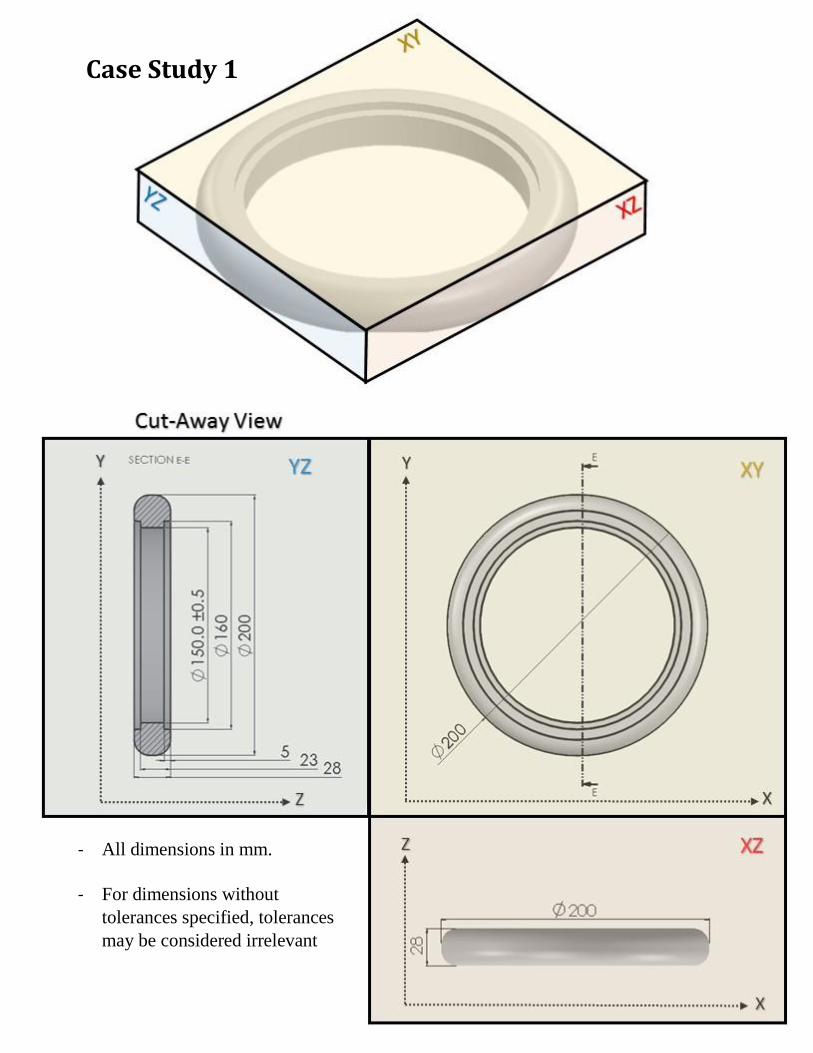
293
- All dimensions in mm.
- For dimensions without
tolerances specified, tolerances
may be considered irrelevant
Case Study 1
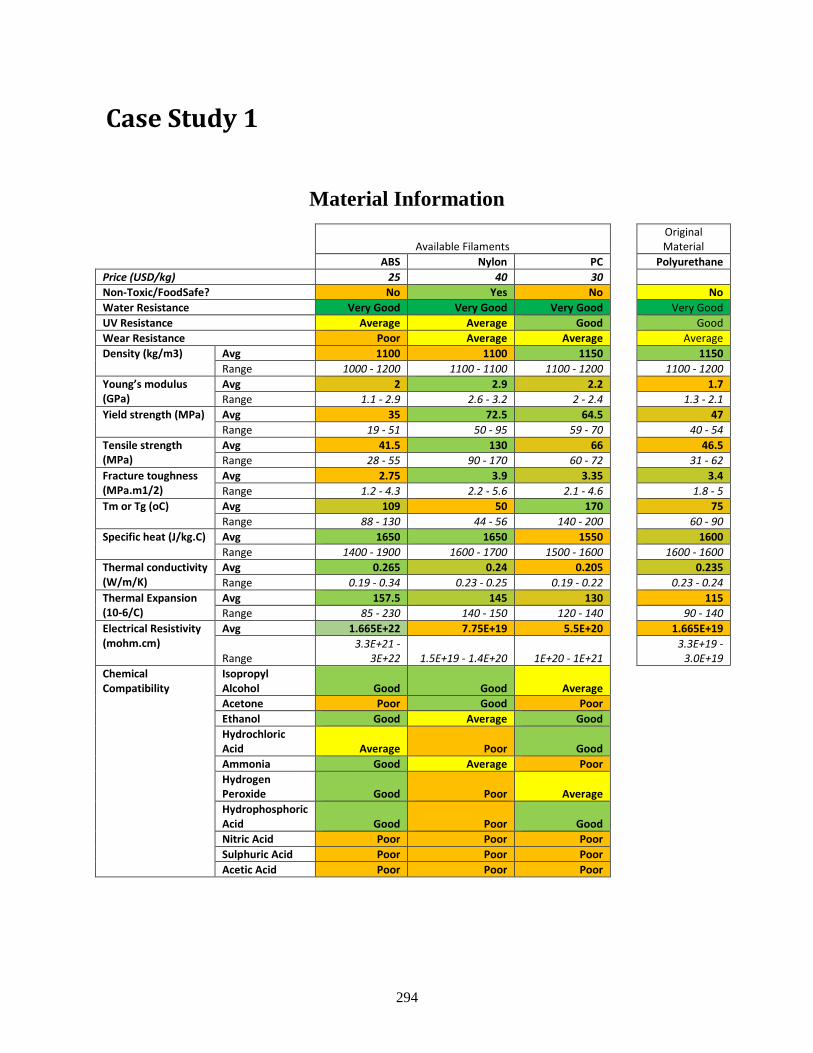
294
Material Information
Available Filaments Original Material
ABS Nylon PC Polyurethane
Price (USD/kg) 25 40 30
Non-Toxic/FoodSafe? No Yes No No
Water Resistance Very Good Very Good Very Good Very Good
UV Resistance Average Average Good Good
Wear Resistance Poor Average Average Average
Density (kg/m3) Avg 1100 1100 1150 1150
Range 1000 - 1200 1100 - 1100 1100 - 1200 1100 - 1200
Young’s modulus (GPa)
Avg 2 2.9 2.2 1.7
Range 1.1 - 2.9 2.6 - 3.2 2 - 2.4 1.3 - 2.1
Yield strength (MPa) Avg 35 72.5 64.5 47
Range 19 - 51 50 - 95 59 - 70 40 - 54
Tensile strength (MPa)
Avg 41.5 130 66 46.5
Range 28 - 55 90 - 170 60 - 72 31 - 62
Fracture toughness (MPa.m1/2)
Avg 2.75 3.9 3.35 3.4
Range 1.2 - 4.3 2.2 - 5.6 2.1 - 4.6 1.8 - 5
Tm or Tg (oC) Avg 109 50 170 75
Range 88 - 130 44 - 56 140 - 200 60 - 90
Specific heat (J/kg.C) Avg 1650 1650 1550 1600
Range 1400 - 1900 1600 - 1700 1500 - 1600 1600 - 1600
Thermal conductivity (W/m/K)
Avg 0.265 0.24 0.205 0.235
Range 0.19 - 0.34 0.23 - 0.25 0.19 - 0.22 0.23 - 0.24
Thermal Expansion (10-6/C)
Avg 157.5 145 130 115
Range 85 - 230 140 - 150 120 - 140 90 - 140
Electrical Resistivity (mohm.cm)
Avg 1.665E+22 7.75E+19 5.5E+20 1.665E+19
Range 3.3E+21 -
3E+22 1.5E+19 - 1.4E+20 1E+20 - 1E+21 3.3E+19 -
3.0E+19
Chemical Compatibility
Isopropyl Alcohol Good Good Average
Acetone Poor Good Poor
Ethanol Good Average Good
Hydrochloric Acid Average Poor Good
Ammonia Good Average Poor
Hydrogen Peroxide Good Poor Average
Hydrophosphoric Acid Good Poor Good
Nitric Acid Poor Poor Poor
Sulphuric Acid Poor Poor Poor
Acetic Acid Poor Poor Poor
Case Study 1
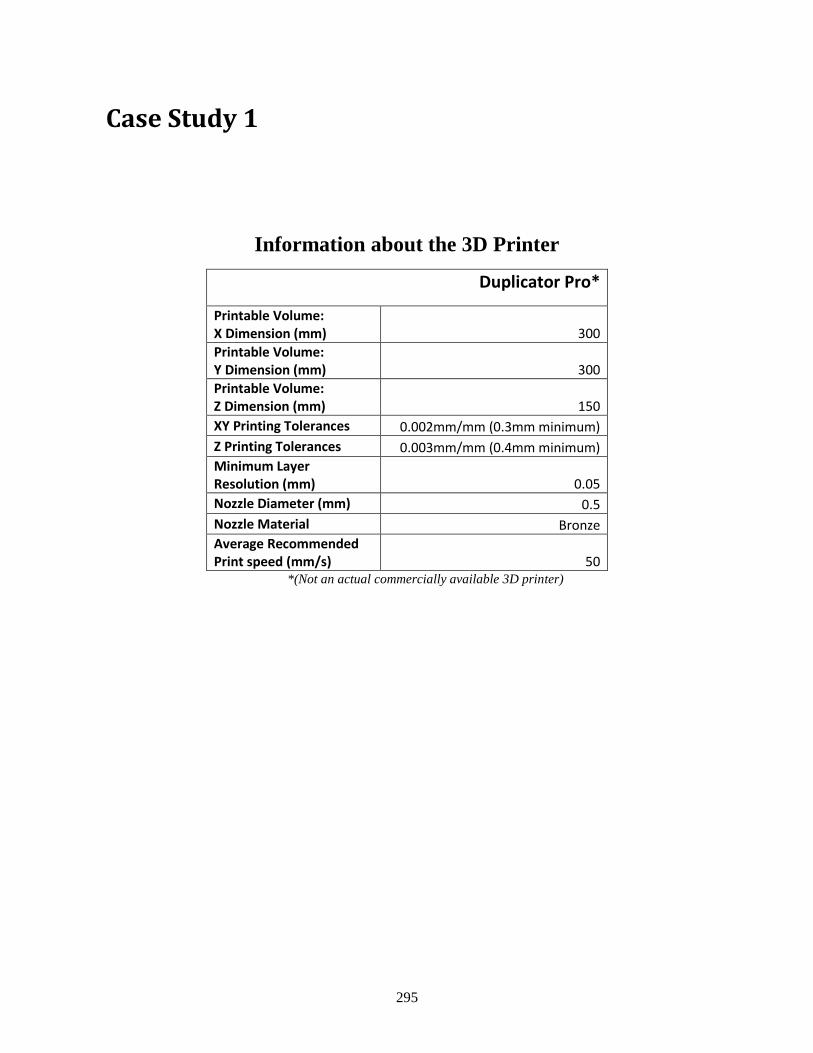
295
Information about the 3D Printer
Duplicator Pro*
Printable Volume: X Dimension (mm) 300
Printable Volume: Y Dimension (mm) 300
Printable Volume: Z Dimension (mm) 150
XY Printing Tolerances 0.002mm/mm (0.3mm minimum)
Z Printing Tolerances 0.003mm/mm (0.4mm minimum)
Minimum Layer Resolution (mm) 0.05
Nozzle Diameter (mm) 0.5
Nozzle Material Bronze
Average Recommended Print speed (mm/s) 50
*(Not an actual commercially available 3D printer)
Case Study 1

296
Appendix F Case Study 2
For the past decade, South Sudan has continued to be
one of the largest humanitarian crises on the planet. Two
brutal civil wars and drought have displaced millions
from their homes, with many people taking refuge in
internally displaced person’s (IDP) camps across the
country. Getting supplies is difficult for many of these
camps, as continued violence makes traditional supply
routes dangerous to traverse. One organization is
experimenting with the idea of using 3D printing to help
reduce dependency on the need for deliveries, and they
have installed a trial 3D printing station (equipped with
a Print-it-Now 2 3D printer and a trained printer
technician) within one of the country’s IDP camps.
Malnutrition is a serious issue for the people coming to
these IDP camps, with small children being hit
particularly hard by the recent drought in the area. As
numbers continue to swell at the camp, even basic goods
like utensils and containers for food distribution begin to
run short. The manager of the camp’s nutrition program
is particularly concerned about the lack of small feeding
cups for administering malnutrition formula to the young
children and infants. She asked the 3D print station
operator to make some more cups for her.
The cups the camp currently has are currently made of
plastic (High Density Polyethylene-HDPE) and have
graduated marks along the side to help in measuring out
formula and water. The cups are then used to help gradually feed the child (if they are too young or weak
to feed themselves) or are directly given to small children that are old enough to feed themselves. The cups
are routinely collected and washed by hand with very hot water. The program manager estimates that she
will immediately need about 20 more cups to meet the needs of the
new influx of people into the camp.
The cups cost about $1.50 each for the aid agency to procure right
now, and supply deliveries can only occur about once every 30 days.
They mass of the cups available for purchase are 25 grams.
The camp currently uses a combination of solar panels and a diesel
generator to keep the camp powered almost 24-7. ABS filament is the
material already available at the 3D printing station and is what is
being considered for this product, though other filaments could also
be delivered to the 3D printing station through the monthly supply
shipments.
*Photo Credit: Robert Stansfield/Department for International Development, CC BY 2.0
** Photo Credit: Kevin Burget, CC BY-NC-SA 2.0
New families arrive at the IDP camp*
Infant being fed formula with a
plastic feeding cup**
v
Feeding cup being
considered for 3D
printing
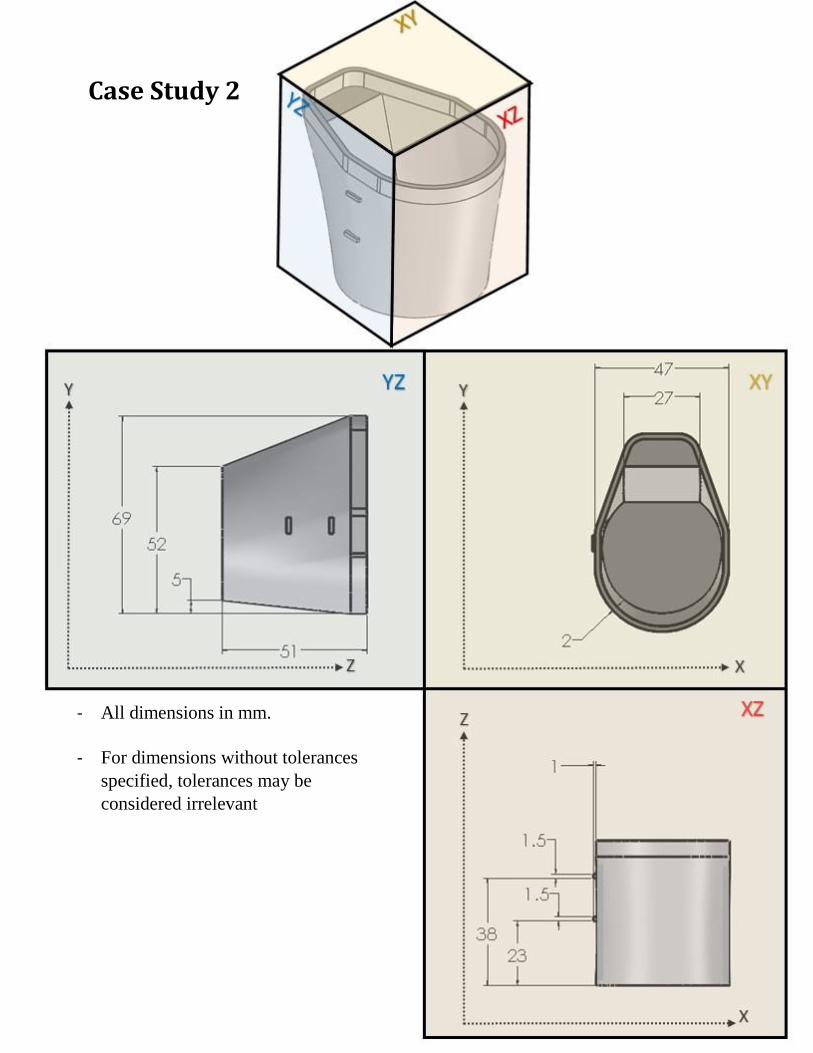
297
Case Study 2
- All dimensions in mm.
- For dimensions without tolerances
specified, tolerances may be
considered irrelevant
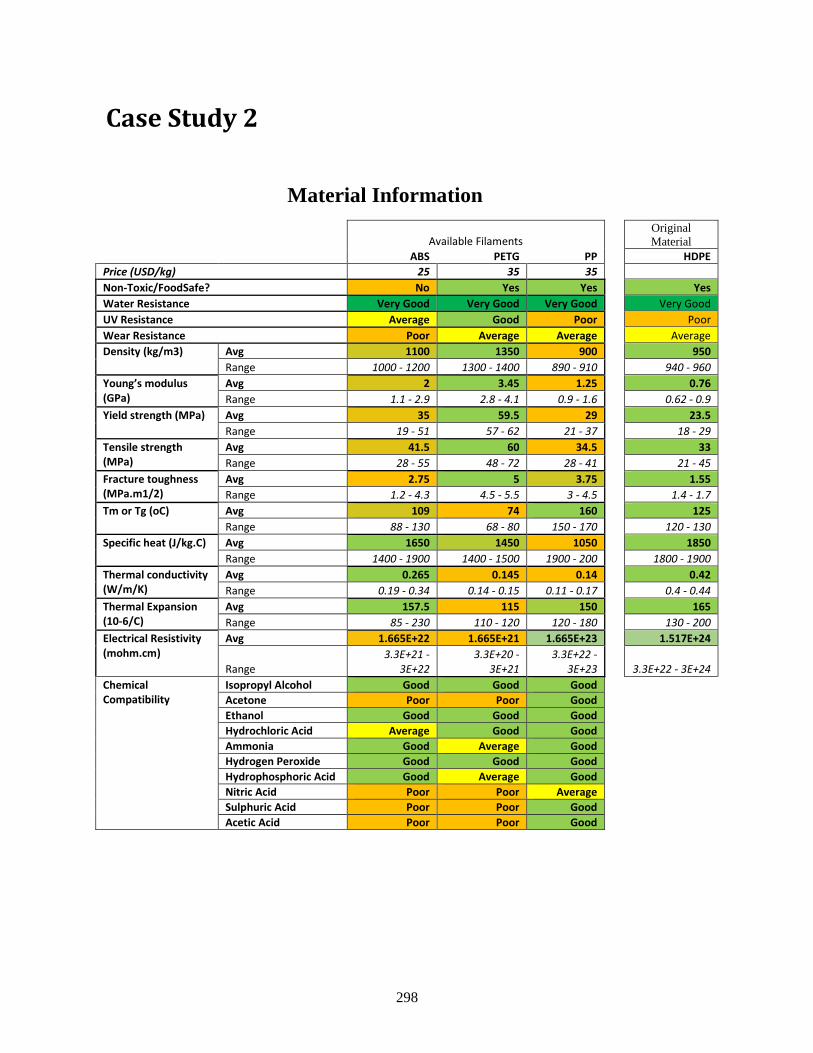
298
Material Information
Available Filaments
Original
Material
ABS PETG PP HDPE
Price (USD/kg) 25 35 35 Non-Toxic/FoodSafe? No Yes Yes Yes
Water Resistance Very Good Very Good Very Good Very Good
UV Resistance Average Good Poor Poor
Wear Resistance Poor Average Average Average
Density (kg/m3) Avg 1100 1350 900 950
Range 1000 - 1200 1300 - 1400 890 - 910 940 - 960
Young’s modulus (GPa)
Avg 2 3.45 1.25 0.76
Range 1.1 - 2.9 2.8 - 4.1 0.9 - 1.6 0.62 - 0.9
Yield strength (MPa) Avg 35 59.5 29 23.5
Range 19 - 51 57 - 62 21 - 37 18 - 29
Tensile strength (MPa)
Avg 41.5 60 34.5 33
Range 28 - 55 48 - 72 28 - 41 21 - 45
Fracture toughness (MPa.m1/2)
Avg 2.75 5 3.75 1.55
Range 1.2 - 4.3 4.5 - 5.5 3 - 4.5 1.4 - 1.7
Tm or Tg (oC) Avg 109 74 160 125
Range 88 - 130 68 - 80 150 - 170 120 - 130
Specific heat (J/kg.C) Avg 1650 1450 1050 1850
Range 1400 - 1900 1400 - 1500 1900 - 200 1800 - 1900
Thermal conductivity (W/m/K)
Avg 0.265 0.145 0.14 0.42
Range 0.19 - 0.34 0.14 - 0.15 0.11 - 0.17 0.4 - 0.44
Thermal Expansion (10-6/C)
Avg 157.5 115 150 165
Range 85 - 230 110 - 120 120 - 180 130 - 200
Electrical Resistivity (mohm.cm)
Avg 1.665E+22 1.665E+21 1.665E+23 1.517E+24
Range 3.3E+21 -
3E+22 3.3E+20 -
3E+21 3.3E+22 -
3E+23 3.3E+22 - 3E+24
Chemical Compatibility
Isopropyl Alcohol Good Good Good Acetone Poor Poor Good Ethanol Good Good Good Hydrochloric Acid Average Good Good Ammonia Good Average Good Hydrogen Peroxide Good Good Good Hydrophosphoric Acid Good Average Good Nitric Acid Poor Poor Average Sulphuric Acid Poor Poor Good Acetic Acid Poor Poor Good
Case Study 2
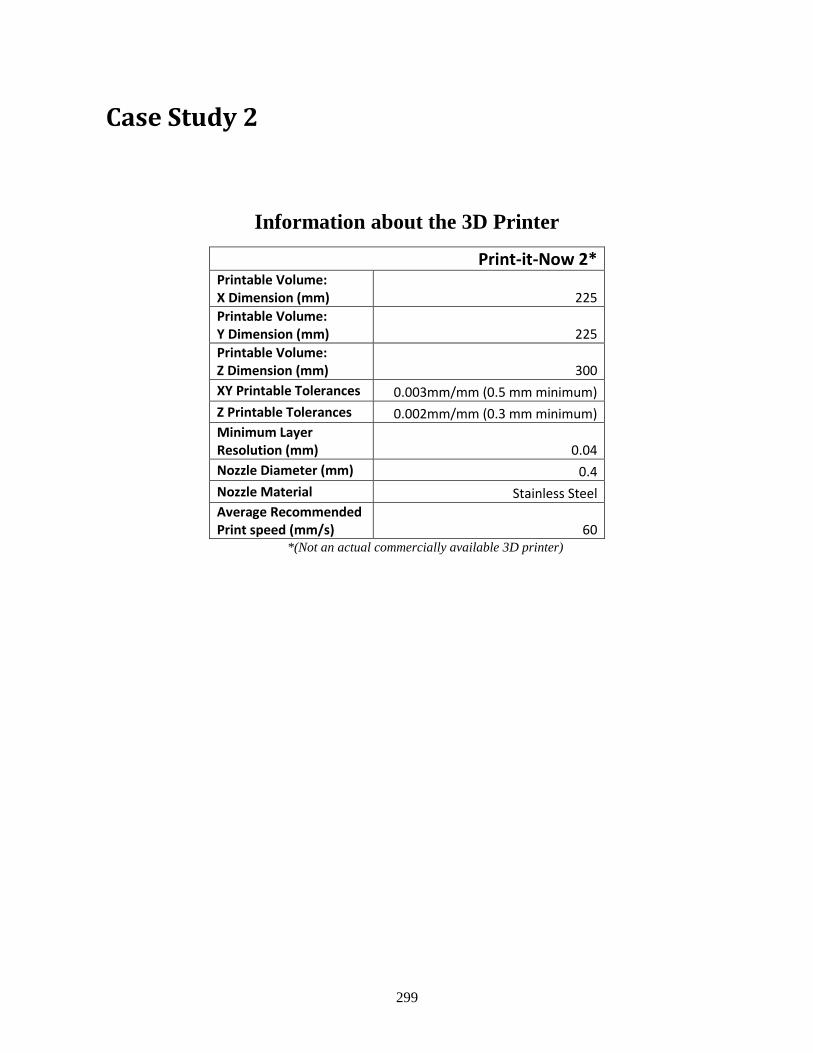
299
Information about the 3D Printer
Print-it-Now 2* Printable Volume: X Dimension (mm) 225
Printable Volume: Y Dimension (mm) 225
Printable Volume: Z Dimension (mm) 300
XY Printable Tolerances 0.003mm/mm (0.5 mm minimum)
Z Printable Tolerances 0.002mm/mm (0.3 mm minimum)
Minimum Layer Resolution (mm) 0.04
Nozzle Diameter (mm) 0.4
Nozzle Material Stainless Steel
Average Recommended Print speed (mm/s) 60
*(Not an actual commercially available 3D printer)
Case Study 2
300
Appendix G Software Version of Triage
The following pages contain the text of the software version of the both triages.
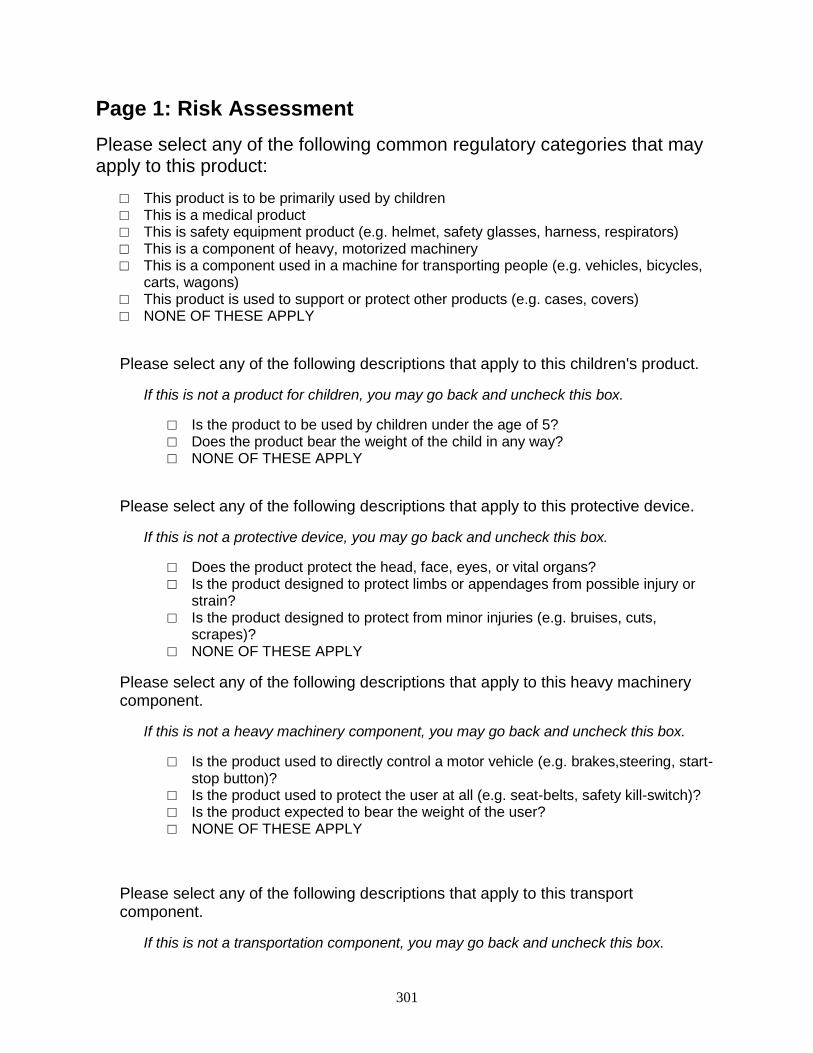
301
Page 1: Risk Assessment
Please select any of the following common regulatory categories that may apply to this product:
□ This product is to be primarily used by children □ This is a medical product □ This is safety equipment product (e.g. helmet, safety glasses, harness, respirators) □ This is a component of heavy, motorized machinery □ This is a component used in a machine for transporting people (e.g. vehicles, bicycles,
carts, wagons) □ This product is used to support or protect other products (e.g. cases, covers) □ NONE OF THESE APPLY
Please select any of the following descriptions that apply to this children's product.
If this is not a product for children, you may go back and uncheck this box.
□ Is the product to be used by children under the age of 5? □ Does the product bear the weight of the child in any way? □ NONE OF THESE APPLY
Please select any of the following descriptions that apply to this protective device.
If this is not a protective device, you may go back and uncheck this box.
□ Does the product protect the head, face, eyes, or vital organs? □ Is the product designed to protect limbs or appendages from possible injury or
strain? □ Is the product designed to protect from minor injuries (e.g. bruises, cuts,
scrapes)? □ NONE OF THESE APPLY
Please select any of the following descriptions that apply to this heavy machinery component.
If this is not a heavy machinery component, you may go back and uncheck this box.
□ Is the product used to directly control a motor vehicle (e.g. brakes,steering, start-stop button)?
□ Is the product used to protect the user at all (e.g. seat-belts, safety kill-switch)? □ Is the product expected to bear the weight of the user? □ NONE OF THESE APPLY
Please select any of the following descriptions that apply to this transport component.
If this is not a transportation component, you may go back and uncheck this box.

302
□ Is the product used to directly control a motor vehicle (e.g. brakes,steering, start-stop button)?
□ Is the product used to protect the user at all (e.g. seat-belts, safety kill-switch)? □ Is the product expected to bear the weight of the user? □ NONE OF THESE APPLY
303
Page 2 - Product Usage
Is this product used to prepare, serve, or store food, drinks, or medicines?
Օ Yes Օ No
Is this product a component of an electronic devices?
Any product or device that uses electricity
Օ Yes Օ No
Is this product typically exposed to heat sources? (e.g. stoves, hot lamps, open flames, hot liquids…)?
Օ Yes Օ No
Does the product require regular cleaning (after each use or every few uses)?
Օ Yes Օ No
How is the product typically cleaned?
Select all that apply
□ Cleaned with water □ Cleaned/Sterilized with heat □ Cleaned by brushing/scraping □ Cleaned/Sterilized with chemicals □ Cleaned/Sterilized with ultraviolet light □ Cleaned with other method not listed here
How is this product otherwise cleaned?
What chemicals are typically used to clean this product?
□ Isopropyl alcohol (Rubbing alcohol, hand sanitizer, etc) □ Acetone (nail-polish remover) □ Ammonia-based Houehold cleaner □ Hydrogen peroxide (some detergents) □ Other cleaning chemicals not listed □ Please note the chemical used to clean this product
304
Is the product expected to regularly come into contact with hazardous/concentrated chemicals during its use?
e.g. household cleaning chemicals, reagents commonly found in laboratories
Օ Yes Օ No
Will the product be exposed to any of the following chemicals?
□ Isopropyl alcohol □ Acetone □ Ethanol □ Hydrocholoric Acid □ Ammonia □ Hydrogen peroxide □ Orthophosphoric Acid □ Nitric Acid □ Sulfuric Acid □ Acetic Acid □ Other cleaning chemicals not listed
Please describe these other chemicals.
Is the product to be typically used and/or stored outdoors?
Օ Yes Օ No
Does the product's use involve rubbing or sliding against other surfaces?
Alternatively phrased, does the product see a lot of wear-and-tear
Օ Yes Օ No
Should friction be minimized between the product and the surface during this rubbing or sliding?
Օ Yes Օ No
305
Page 3 - Material Selection
Please choose a general category of material that the original product or component is currently made from.
Օ Ceramics (glasses, stone, some building materials…) Օ Metals Օ Polymers (plastics, rubbers, other synthetic materials…) Օ Natural Materials, Composites, and Foams
Please choose a specific material from [selected category].
If you don't know, scroll down to the bottom and select "I don't know"
Examples uses of [material].
If this seems incorrect, please go back and change your material before proceeding. Note: Your specific material does not need to be listed among the examples to proceed.
What is the mass of the original product? (in grams)
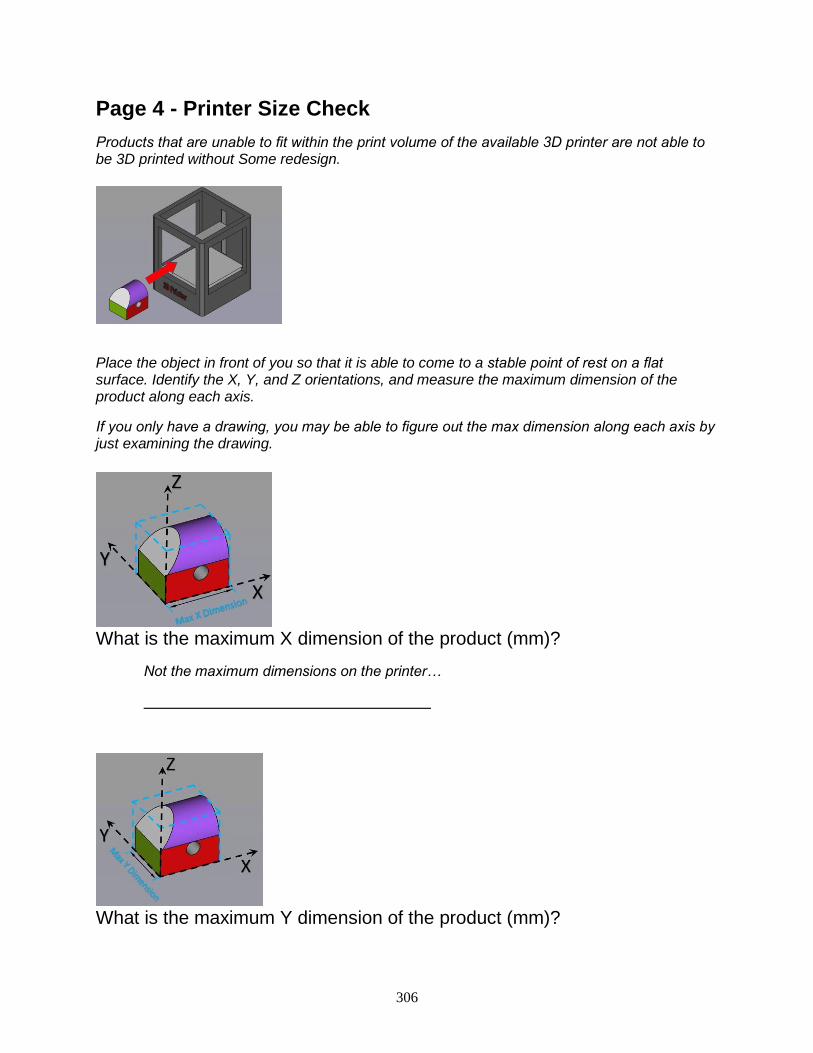
306
Page 4 - Printer Size Check
Products that are unable to fit within the print volume of the available 3D printer are not able to be 3D printed without Some redesign.
Place the object in front of you so that it is able to come to a stable point of rest on a flat surface. Identify the X, Y, and Z orientations, and measure the maximum dimension of the product along each axis.
If you only have a drawing, you may be able to figure out the max dimension along each axis by just examining the drawing.
What is the maximum X dimension of the product (mm)?
Not the maximum dimensions on the printer…
What is the maximum Y dimension of the product (mm)?
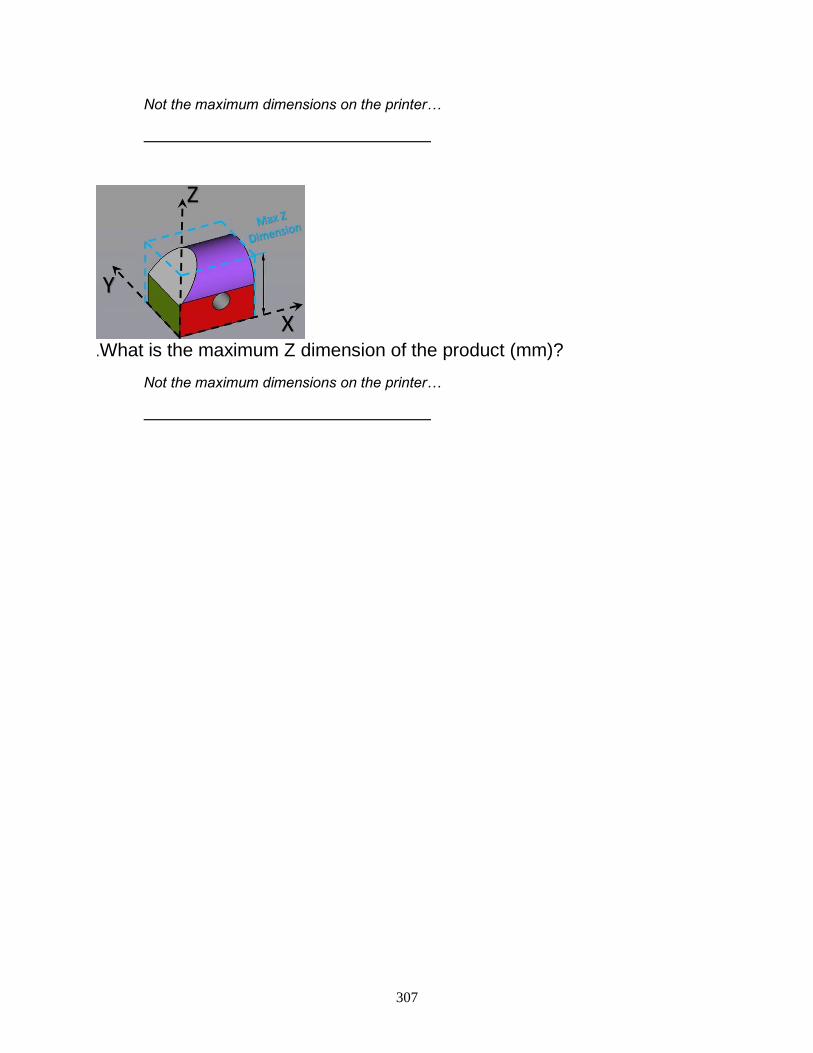
307
Not the maximum dimensions on the printer…
.What is the maximum Z dimension of the product (mm)?
Not the maximum dimensions on the printer…
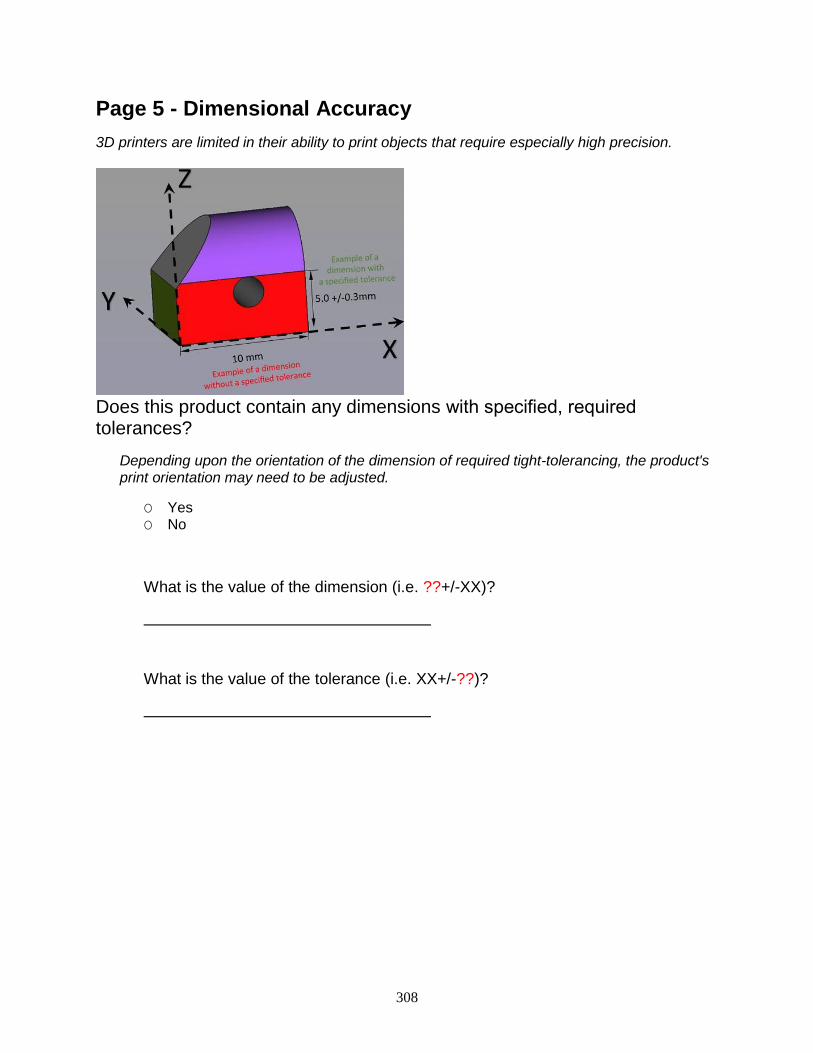
308
Page 5 - Dimensional Accuracy
3D printers are limited in their ability to print objects that require especially high precision.
Does this product contain any dimensions with specified, required tolerances?
Depending upon the orientation of the dimension of required tight-tolerancing, the product's print orientation may need to be adjusted.
Օ Yes Օ No
What is the value of the dimension (i.e. ??+/-XX)?
What is the value of the tolerance (i.e. XX+/-??)?
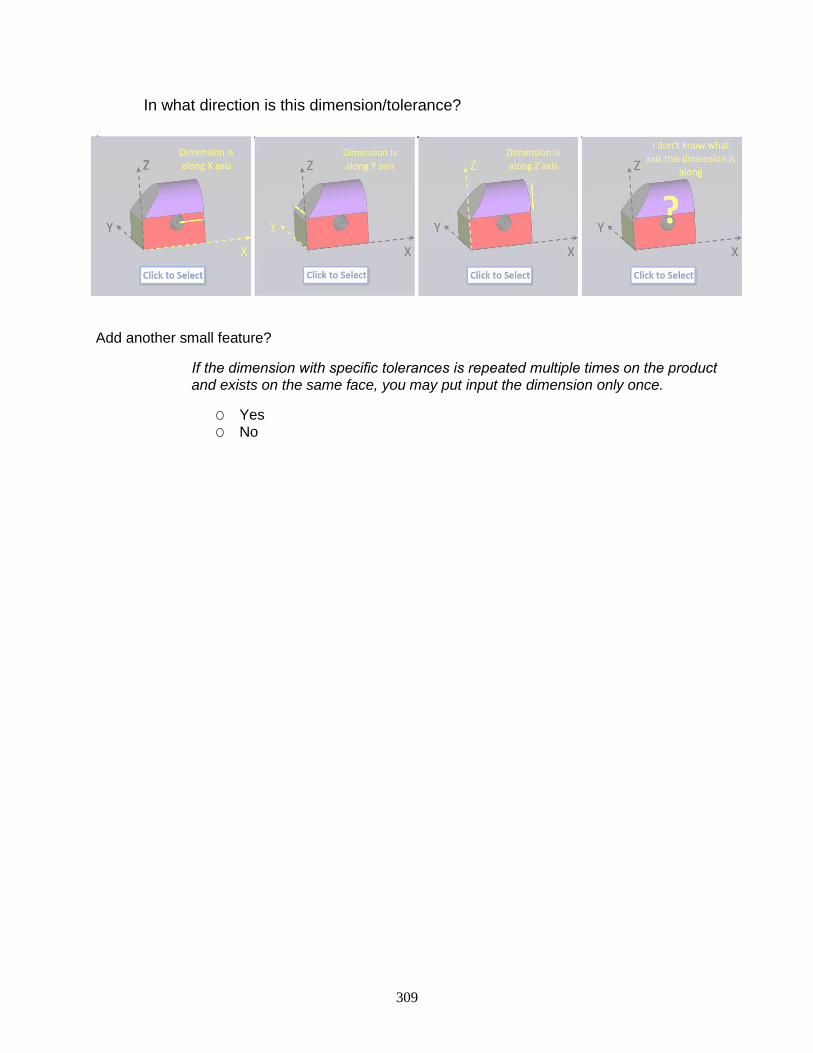
309
In what direction is this dimension/tolerance?
Add another small feature?
If the dimension with specific tolerances is repeated multiple times on the product and exists on the same face, you may put input the dimension only once.
Օ Yes Օ No
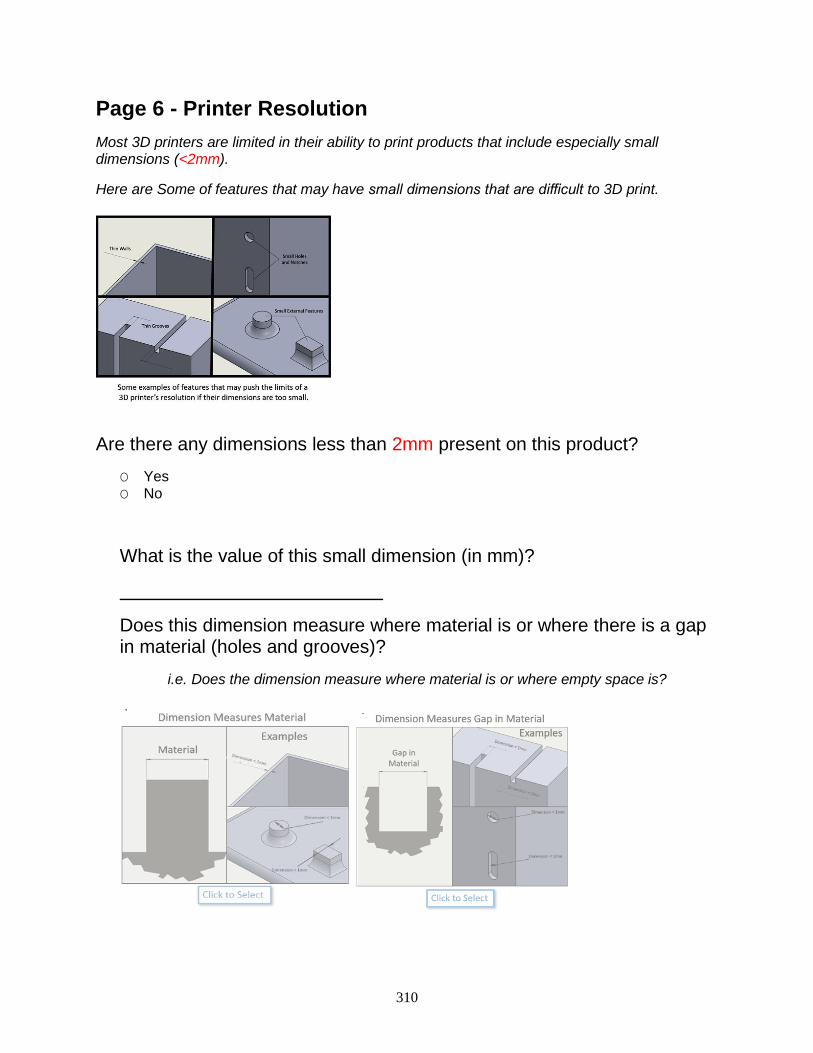
310
Page 6 - Printer Resolution
Most 3D printers are limited in their ability to print products that include especially small dimensions (<2mm).
Here are Some of features that may have small dimensions that are difficult to 3D print.
Are there any dimensions less than 2mm present on this product?
Օ Yes Օ No
What is the value of this small dimension (in mm)?
Does this dimension measure where material is or where there is a gap in material (holes and grooves)?
i.e. Does the dimension measure where material is or where empty space is?
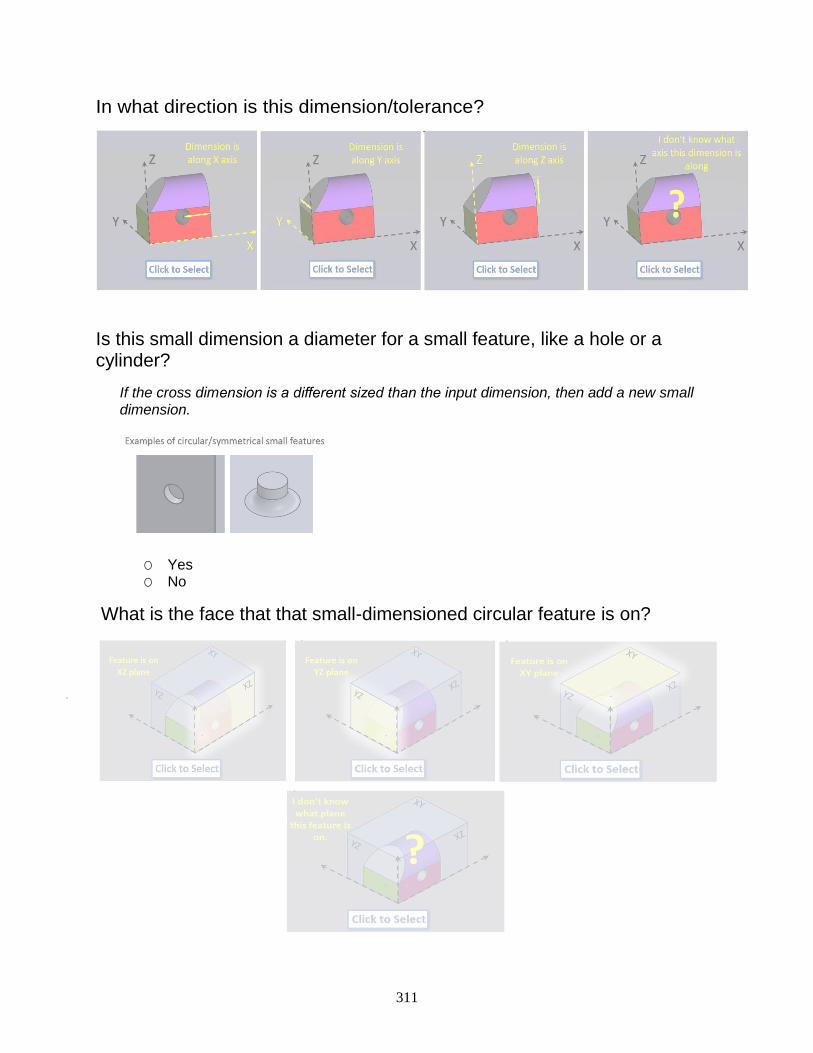
311
In what direction is this dimension/tolerance?
Is this small dimension a diameter for a small feature, like a hole or a cylinder?
If the cross dimension is a different sized than the input dimension, then add a new small dimension.
Օ Yes Օ No
What is the face that that small-dimensioned circular feature is on?
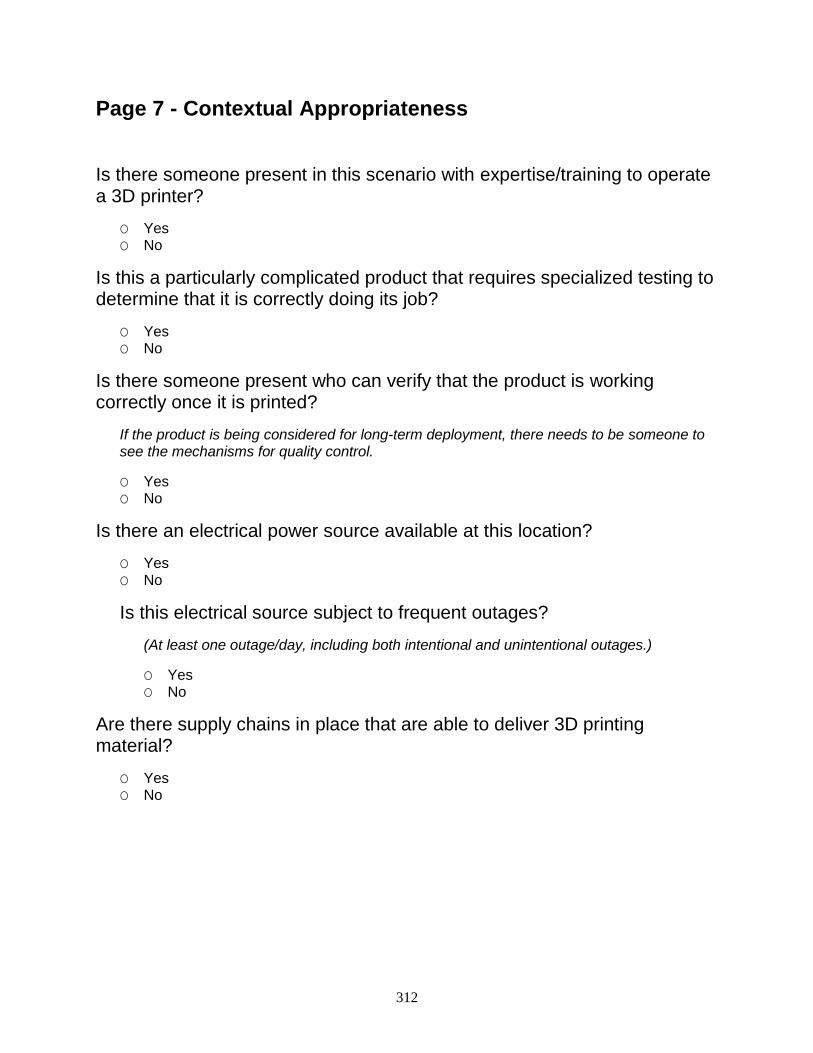
312
Page 7 - Contextual Appropriateness
Is there someone present in this scenario with expertise/training to operate a 3D printer?
Օ Yes Օ No
Is this a particularly complicated product that requires specialized testing to determine that it is correctly doing its job?
Օ Yes Օ No
Is there someone present who can verify that the product is working correctly once it is printed?
If the product is being considered for long-term deployment, there needs to be someone to see the mechanisms for quality control.
Օ Yes Օ No
Is there an electrical power source available at this location?
Օ Yes Օ No
Is this electrical source subject to frequent outages?
(At least one outage/day, including both intentional and unintentional outages.)
Օ Yes Օ No
Are there supply chains in place that are able to deliver 3D printing material?
Օ Yes Օ No
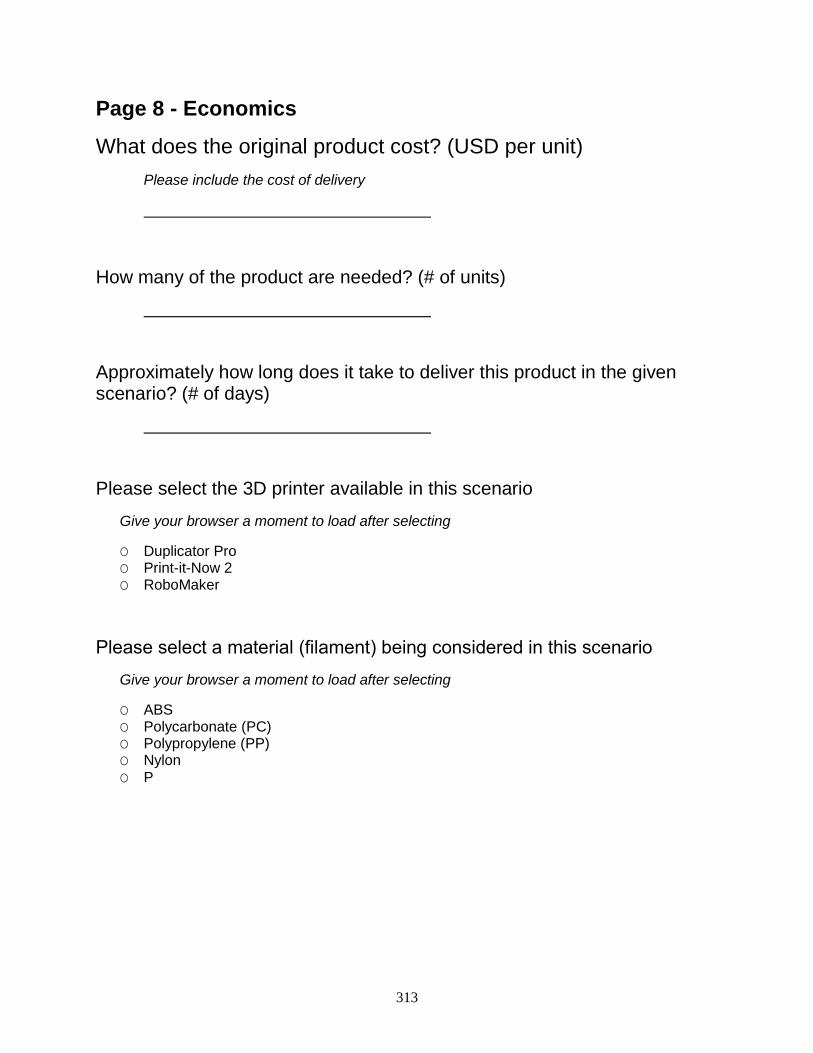
313
Page 8 - Economics
What does the original product cost? (USD per unit)
Please include the cost of delivery
How many of the product are needed? (# of units)
Approximately how long does it take to deliver this product in the given scenario? (# of days)
Please select the 3D printer available in this scenario
Give your browser a moment to load after selecting
Օ Duplicator Pro Օ Print-it-Now 2 Օ RoboMaker
Please select a material (filament) being considered in this scenario
Give your browser a moment to load after selecting
Օ ABS Օ Polycarbonate (PC) Օ Polypropylene (PP) Օ Nylon Օ P
VITA
Kijenzi, Kisumu, Kenya/State College, PA CoFounder and Engineering Lead, April 2017-Present
- Cofounded social venture focused on using low-cost 3D printing to address critical supply gaps in rural
health care systems
- Led several multi-month pilot programs trialing 3D printing within 9 hospitals in rural Kenya
- Worked with Kenyan entrepreneurs and rural healthcare professionals to create sustainable business
solutions for ensuring quality and delivery of critical items to healthcare facilities
Humanitarian Engineering and Social Entrepreneurship Program, State College, PA
Researcher and Project Manager, September 2017 – Present
- Developing partnerships with local governments, NGOs, and community members in East Africa in order
to collaborate on projects in the fields of agriculture, health, education, and transportation
- Mentoring students in cross-cultural sensitivity and appropriate technology concerns over projects in
international contexts
- Advising team of engineers in developing new, open-source 3D printer designed for humanitarian contexts
Field Ready Humanitarian Response Team
East Africa Technical Advisor, September 2016 – Present
- Supporting Field Ready as on call engineer/technical advisor for 3D printing projects related to humanitarian
response efforts
- Conducted technology assessment trip to support relief efforts of local NGOs in South Sudan
- Conducted research on behalf of the World Bank to assess the potential for local manufacturing to augment
drone-based medical deliveries to island communities off of Tanzania
Villgro Kenya, Nairobi, Kenya
Strategy/Business Development Associate, June 2016 – August 2016
- Providing engineering design support to Kenyan entrepreneurs developing new health sector businesses
- Prototyping and co-designing medical products with the use of 3D printing and human-centered design
processes
- Organizing and planning OkoaMama hackathon in Nairobi (August 2016) to find technology and business
solutions to improve maternal and child health in urban slum settings
United States Peace Corps, Iringa, Tanzania
Volunteer, June 2012 – September 2014
- Developed and edited Shika na Mikono, a set of manuals for low-cost laboratory and science education
demonstration materials
- Led over 30 hours’ worth of training events focused on low-cost laboratory sourcing for over 300 educators
from Peace Corps and the Tanzanian Ministry of Education
- Taught Physics and Chemistry classes to 500+ secondary school students for 30+ hrs/week
- Design of tank/pump system and coordinated community involvement in construction
- Project improved hospital water access (from 4 days/week to daily) for a hospital of 18 healthcare workers and
40 patients
Pennsylvania State University, State College, PA
Ph.D. Mechanical Engineering, August 2019
Michigan Technological University, Houghton,
MI
M.S. Environmental Engineering, April 2015
The Ohio State University Columbus, OH
B.S. Mechanical Engineering, June 2011
Benjamin Savonen
+1(734) 790 8248 (North America)
+(254) 795 620 013 (East Africa)