a. (coom) coomarasamy simon a.m. hesp abstra
TRANSCRIPT

Low Temperature Performance of Scrap Tire Rubber Modified Asphalt Concrete
ABSTRA.CT
by
A. (Coom) Coomarasamy
Omario Ministry ofTransporurion
DOWDsview, Ontario, M3M US Canada
and
Simon A.M. Hesp
Deparnnent of Chemistry, Queen's University
Kingston. Ontario, K7L 3N6 Canada
The Ipw temperarure performance of rubber-modified asphalt concrete systems was investigated through thermal
stress resrrained specimen tests. Low ternperarure TSRST tests on surface grafted, regular crumb rubber-modified,
and unmodified asphalt concrete mixes yielded similar results. The sman improvement for the rubber modified
systems can be attributed to a reduction in the sri£fuess of the binder. The failure temperature for a mix prepared
according to the wet process with 1 '% cxrra binder was an impressive 15 degrees C colder than the control. The
improvement is mainly due to the high binder content and a resulting lower stifEness. The addition of 20 wt % 40
mesh rubber to the binder in an Sl'vLA. design did reduce the fracture temperature but the effect was not as large as fa
the Wet process.
Low temperature TSRST tests on samples modified with devulcanized rubber also gave results similar to
the concrol. The fracrure toughness for the modified binder is very high at -20 degrees C but is poor in comparison
with virgin polymer-modified binders at -30 degrees C. The tensile strength at -20 degrees C for a mix with 20 wt
% devulcanized rubber on the binder was approximately 40 % higher thm that of an unmodified sample. How this
result will benefit the performance of a pavement constructed wit..h such a binder is unclear at this moment.
Partial devulcanization or disintegration of crumb rubber in hot asphalt binders utilizing high shear and
heat can produce finely dispersed rubber-asphalt systems with improved high temperature performance. Softer binder
grades can be used in such systems in order to gain at both temperature excremes. The cost of the disintegration
process will eventually determine if these binders will be able to compete with virgin polymer-modified binders.
The devulcanization or disintegration process should also be environmentally friendly and it should not oxidize the
binder.
1. INTRODUCTION
1.1 Problems Related to the Recycling of Waste Rubber
It is well known to those involved in the search for solutions to waste disposal problems that the safe and
economic disposal of scrap rubber tires is ace of the more difficult issues for which no easy solutions have been
found so far. Across North .A..merica. the equivalent of about 1 passenger car tire is discarded per person, each and
every year. For Canada, this amounts to the disposal of approximately 26 million tires annually. In Ontario alone,
several million tires are stockpiled each year. The waste tire stockpiling problem has been extensively documented
in recent years particularly due to such incidents as the Hagersville tire fire. The Ontario government has decided to
work towards a reduction of such environmental threars by investing in research and development of acceptable end
use applications for waste rubber tires. This paper discusses one possible solution.
Among all the available methods for scrap tire recycling, the use of processed, waste tlre rubber in asphalt
pavements does have the potential for being both economically and ecologically sound, and it can at the same time
consume a very large number of tires. The annual asphalt consumption for both paving and roofing applications
amounts to over 30 million tons in North America [Asphalt Institute 1990]. If a fracnon of this volume were to be
modified with waste rubber tire it would go a long way towards reducing the waste tire disposal problem.
It should be noted however that the increased cast for adding waste rubber to the asphalt binder will mean
that producers will have to show convincingly that there are actual improvements to be gained from the rubber
modifier. The introduction of new products has been slow because of the need far careful evaluation of the
cost/performance characteristics prior to widespread use [Scrap Tire Management in Ontario 1991, p. 67]. Premature
failure em result in expensive repairs and a loss of confidence far future scrap rubber tire based products. At this time
less than 2 % of the asphalt marketed in North Amenca has been modified with some sort of polymer additive. In
Europe, approximately 14 % of the asphalt produced is modified with a polymeric additive, mainly to improve the
rutting and fracture resistance [Yonk 1990]. It is therefore not unreasonable to believe that there is a future for the use
of waste rubber in asphalt pavements, though one must understand that it will only happen if the rubber can be
incorporated in such a way that it will give improved properties, without altering conventional practices in the
industry and without increasing the cast to a level at which it becomes too expensive.
A recent infonnal survey of some 200 test sections containing waste rubber additives, conducted by Epps
has found that after 25 years of paving crials there have been no positive benefits obtained from the incorporation cf
crumb rubber in asphalt pavements [Epps 1995]. When rubber is added to the aggregate according to the so-called
dry process, it is usually found that the performance deteriorates, whereas when rubber is added to the asphalt cement
according to the so-called wet process, the experience has been that some modified sections perform better than the
control, while some perform worse. No convincing evidence of a consistent improvement has been found. Similar
conclusions on the use of crumb rubber in asphalt pavement applications have been found by others [Scrap Tire
Management in Ontario 1991]. Early results on the use of the dry process in Ontario have not been positive either
[Aurillio 1993].
With such rather disappainring results, we should ask ourselves if there is something wrong in our overall
approach. Have the last 25 years taught us anything new, or should we coorinue with adding crumb rubber to the
-215-

:l.Sphalt as WI:! have always done. i.t!. according to the dry and wet processes. The study of the effects of crumb rubber'
on a more fundamentallevei is long overdue. \\' e should obtain a bener understanding of what scrap tire rubber em
do for us, and what it can not do for us. It is imPOrtaIlt that we look at how we can best add the rubber to the
asphalt mix. in order far us to utilize the useful properties of the rubber. i.e. its elasticiry and low modulus when it is
very cold and its elasticity or resilience '.vhen it is hot.
1.2 Objectives of this Study
The objective of this research was to investigate the pen~onnance of waste rubber modified binders when mixed with
aggregate. It is only after we can demonstrate that the added rubber has a positive effect on the performance of the
asphalt concrete that there will be a jusriiication for additional paving tnals. In this paper we discuss the low
temperarure test results while in a concurrent paper by the same authors some high temperarure mix. test results are
reponed [Coornarasamy 1996].
2. BACKGROUND
ill this section a very brief overview or what has been done with regards to the use of cromb rubber in asphalt
pavements will be given. This review will be followed by a more in-depth. critical analysis of different methods
which have been described. mainiy in the patem literarure, for the manufJcrure of asphalt binders which contain
devulcanized or partially de:vulcani:ed waste rubber.
2.1 Crumb Rubber Systems
It is a well known fact that in the late 19605 C.H. McDonald. a research engineer with the roads depamnent in
Phoenix. Arizona. was the first to actively promote the use of crumb rubber in asphalt pavements. McDonald
suggested that the use of 14-20 wt % crumb rubber. when added to the asphalt binder and mixed at high
temperarures. would produce a binder with superior properties. Phoemx, being located in a desert climate, had
experienced senoliS rutting problems with theIr regular asphalt pavements and they \vere therefore very much
interested in finding materials with better performance characteristics in order to reduce their road rnatIltenance costs.
Since the developments in the late 19605 by McDonald and coworkers, a number of variations on the initial
technology have been developed, often with mixed results in terms of performance enhancement.
\Vet process
In the wet process as it was developed by McDooald.. 14 to 20 wt % ambient ground waste rubber me (8 to 20
mesh) is swoilen in the asphalt's oily phase at high temperatures to fann a gel-like material after mixing fix
approximately 45 minutes at 175-220 degrees C. To this gel is often added some aromatic kerosene fraction to
increase irs workability. This asphalt-rubber is mixed with sand and aggregate to form the pavement. The process
uses at least 20 % more asphalt than what is used in a regular hot-mix pavement. In some cases 40 to 60 % more
asphalt is used in the mix, which may in pan account for the increase in both COSt and performance [Moore 1991].
-216-

The thicker films of asphalt at the Jggregare LnterIace result in gre:.1ter durability. These asphalt-rubber binders also
have higher softening ?01!1I5. '.vrucn Gill result in less bleeding and permanent deformanon. Moreover. a 70 to 90 %
reduction in traffic noise hJ.5 been observed on pavements with asphalt-rubber mix overlays compared 'Nith
conventional pavements (Asphalt Rubber Producers Group 1988]. Because the substanriany higher initial COSt of the
'.Vet process, the technology has been primarily used for the concrol of reflective stress cracking, in stress-absorbing
membrane lmerlayers, as a crack and joim sealer, and to a lesser extem as a binder in thin asphalt overlays [Huffman
1980J.
Dry Process
.-\nother method for incorporating recycled rubber crumb into asphalt pavements that has received considerable
anenrion is the so-caned dry process. It was originally developed in Sweden under the trade name RubitD {
[Bjorklund 1979J and subsequently registered in the United States under the trade name Plusride"", It differs from
the wet process in that the rubber crumb is slightly larger (1116 to 114 inch) and is directly mlxed with the aggregate
before the asphalt binder is added. The rubber is added at a loading of O.j to j WI % on the aggregate '.\lith a
preferred loading between 3 and 4 ~/a [Bjorklund 1979]. This process requires a special aggregate gradation to avoid
my Lnterference of the rubber crumb with the aggregate, which can lead to premature stripping. In addition, this
process also calls for typically 1.5 to 3 % more liquid asphalt than a conventional hot-mix [Takkalou 1988,
lY1cQu,ilIen 1988]. The increased asphalt content is needed to achieve a voids content of less than 3 % to prevem
premarure raveling of the pavement [N"arusch 1982). In cold climates, the Plusrident technology has been used
successfully [0 reduce the harmful effects of ice formation on roads. A 25 ~/o reduction in stopping distances on ice
covered roads has been recorded for pavements made by this process compared with conventional hot-mix pavements
[Esch 1982, Esch 1985J. Takallou has developed a dry process that uses conventional aggregate gradations by
specifying finer crumb rubber grades [Takallou 1988]. The process, which is known under the Generic"'! name, has
been used in a number of paving test sections throughout the United States (Heitzman 1992].
A.nother variation of the dry process has recently been investigated by the United States Army Corps cr
Engineers at the Cold Regions Research and Engineenng Laboratory (CRRELl [Hei=an 1992J. CRREL Ius
mvesngated the use of much larger qUilIlrities of a coarse rubber crumb in hot-mLX pavements. The crumb rubber was
ildded at 3 to 12 wt % of the aggregate, compared with typically 3 to 4 wt % for the conventional Plus ride or
Generic processes. The optimum binder content in the mix increases with the amount of crumb added. By using
such large quantities of crumb rubber in an aspbalt pavement, one gets rid of a lot of scrap tire. However, the added
cost of the crumb rubber and the higher binder content of tbe pavement, the exrra cost associated with the use cf
equipmenr to handle such large quan'tities of crumb rubber, and the added mix. design and production complexity
may increase the overall cost by as much as 50-150 % over that of an unmodified hot-mix pavement (Emery 1995].
The fact that the cost of rubber-modified hot-mix pavements, in general, is currently anywhere from jO to
1 jQ % more than the cost of a conventional asphalt pavement has deterred many municipal and state governments
from using this technoiogy. Today, asphalt-rubber is mainly used in low-volume applications such as crack ;md
joint sealant, stress-absorbing membranes, and stress-absorbing membrane interlayers.
-217 -

Concern about high initial cOStS combined with the uncertainty about future benef.s has hindered the large
scale acceptance of asphalt-rubber technology. It may be more sensible to use i~ss Cf1..!.IiJ.O ruDcer to lower the initial
CoSt and make the technology more affordable. If modest amounts (5 to 10 wt %) of Me Cf'...!.II!b rubber are added to
the asphalt binder, the pavement may be consnucted with normal binder coments, which would result in only a
slight increase in the overall cost. This by itself may make the technology more widely acceptable, which could
evenrually mean that much more waste rubber tire will find a use in hat-mi~ asphalt pavements.
Recently, paving mals in Florida [page 1992J and Ontario (Joseph 1991J have used binders containing
only 7 to [0 % fine crumb rubber (80 mesh), directly blended into the asphalt cement. Initial results are promising,
but it is too early to draw any frnn conclusions from these trial pavement sections. The use of crumb as fine as 80
mesh also raises some concern about the cost of the additive. A...n 80 mesh wet-ambient rubber, as was used in both
Florida and Ontario, costs approximately 40 <. per pound. This is as much as the cost for a premium grade, recycled
polyethylene. Using 10 % polyethylene may be much more cost effective than using 10 ~/o crumb rubber. For the
crumb rubber systems the benefits are, as of today, snil uncertain.
2.2 Devulcanized Rubber Systems
It has long been thought that a number of benefits may be obtained from devulcanizing the waste rubber before or
after it is added to the asphalt binder. If the rubber is devulcanizeci the particles will no longer be prooe to
sedirne,ntation, thus facilitating hot-storage of the binder. Moreover, there may be performance benefits obtained from
a dissolved, homogeneous asphalt-rubber system over that of a crumb-modified system. ,"..5 Epps has found from his
mfornml survey [Epps 1995J, during the last 25 years, numerous crumb-modlled pavements have been consrructed
but no clear, consistent advantages have been obtained. There have been Or fewer pavements consaucted with
devulcanized rubber binder systems. The reasons for this are uncertain but it may have to do with the unavailability
of acceptable processes for devulcanization. It is possible to devulcanize waste rubber in a variety of ways, however it
is much more difficult to find a process which is economical, environmentally sound, and which is possible within
the existing paving practice.
The parent literature conmins numerous claims on processes for devulcanizing or disintegrating waste
rubber tire. The general idea is that when sufficient energy is added to the waste rubber the sulfur linkages break and
the styrene-butadiene rubber is free to dissolve or disperse in the asphalt binder. Often the devulcanizarion is aided
by the addition of a solvent which swells the rubber creating an additional force for devulcanization.
What follows is an overview of the methods that have been reponed upon in the literarure for the
devulcanization of crumb rubber. The literature search was cooducted in the Chemical Abstracts, INP ADOC and
IFIP AT databases accessible through on-line computer services.
Aromatic Qjls
The use of aromatic hydrocarbon oils for assisting in the devulcanization, or degradation of crumb rubber has been
reponed in a very large number of pateots. It seems that the patent literature is full of claims which are old, and
repeated over and over from patents in years past.
- 218-
The main drawback with regards to the use of aromanc oils for the devulcanization of Waste rubber carnes'
from the health hazard associated with these oils. The material safety data sheet for HydroieneDt , a typical aromatic
oil produced by Sun Oil, sums it all up:
"WARl"lING' THIS TYPE OF PETROLEUM OIL IS CLASSIFIED AS CARCINOGENIC BY THE INTERNATIONAL AGENCY FOR RESEARCH ON CANCER, AVOID CONTACT WITH SKIN - REPEATED CONTACT HAS PRODUCED SKIN CANCER" [Sun Oil 1989].
This is One of the reasons why in Nonh America both Shell Oil and Sun Oil will soon stop selling all oils which
have such high aromanc contents. Sundex™, Shellflexnl , Dutrexnl and Hydrolenenl will all soon be names of the
past. Persons involved with the paving as weil as subsequent recycling of the pavement are exposed to dangerous
levels of the aromatic oils. Hot-in-place recycling of pavements occurs at a temperarure which is typically much
higher than that [or a Donnal paving operation. At these high temperarures the aromatic oils will become more
volatile md thus form a greater risk to the paving crew. An argument which has often been made against abandoning
these aromatic oils is that asphalt itself contains up to 30 % aromatic oils. It is true that asphalt contains a
significant amount of aromatic ails. but these ods have a much higher molecular weight making them less volatile,
less mobile and therefore less dangerous. The aromatic oils which have been added to rubber-asphalt systems all
have molecular weights in the 400 gimol range while aromatics in a regular paving grade asphalt have an average
molecular weight of approximately 1000 gimol [Hesp 1991].
To be complete in our review of devulcanized rubber systems, an overview of the different processes as
described in the lirerarure will follow. The relevant pans of the literature will be directly quoted since this
information is essential for funher discussions On how rubber should be added to asphalt binders.
in 1971, Nikolinski and Dobreva [Nikolinski 1972], used various process oils to produce devul=ized
rubber from waste SBR, rumle rubber, butyl rubber, and lA-cis polybutadiene:
"Vulcanized rubber waste was treated with high-boiling devulcanizing agents such as aromatic oils (boiling at 220 C-\OO C, from coal tar), aliphatic hydrocarbons (balling at 220-300 C, from petroleum pyrolysate), or law temperarure rubber vulcaniz:ue pyrolysates (boiling at 2:20 C-\OO C, mol. wt. 200-(000), at a temperature that depended on the rubber type to produce material that gave good properties which could replace oil-extended rubber" [Chemical Abstracts, Vol. 82(6), ,Ou'l 32083p].
This is ceruinly not the first reference which can be found for the devulcanization of waste rubber, however,
it is one of the earlier ones which clearly describes the use of aromatic oils in the process. In 1972, Scott of the
Cities Service Company of New York used carbon black feedstock oil and a fu:e..radical initiator to promote
devulcanizarion and dissolution of waste rubber in aromatic oils:
"Waste vulcanized rubber is depolymerized in a liquid hydrocarbon medium by means cr.' agitation, heat, free-radical initiators, and molecular oxygen. The resulting solution of rubbermodified hydrocarbon can then be utilized in the manufacture of end-use products, thereby disposing of the waste rubber without polluting the ecological environment. The rubber-modiEed hydrocarbon c~ for instance, be vulcanized to produce a moisture barrier or insulation coaring. It can also be mued with asphalt to provide rubberized asphaltic compositions. In still another application, the rubber-modified hydrocarbon can be th=a11y decomposed to produce carbon black" [Scott 1972, p. 1].
-219-

"Aromanc hydrocarbons can be employed to advanoge since they seem somewhat more eUecove in the depolymerization and the dissolving process. and it has been determined that highly aromatic oils are panicularly effective for the pcrpose" [Scon: i9T2, p. 4}.
"The length of time to complete the depolymerizarion wlll depend. among other things, on the temperature and the amOUDt of agitation employed in the process. but c;:m in any case be determined by means ofa few simple experiments" [Scan: 1972. p. 4}.
Scott also states in his patent that without the free-radical initiator, temperarures of around 280 degrees C would be
required to devulcanize and dissolve the rubber. He also condudes that his process can be used to render waste
rubber "fully soluble" or "substantially more soluble than before" [Scott 1972, p. 5j.
In 1978, C.H. McDooald, the 'father' of rubber-modified asphalts. used a Shell Dutrex 73 9 aromatic
process oil to facilitate devulcanization of the rubber in a hot asphalt binder:
"The paving material comprises the reaction product formed by heating a mixture cf paving grade asphalt and a non-oil resistant rubber to a temperature of about 350°F to about 500°F. The improvement provides for a relatively low viscosity paving grade material by admixing a diluent with the asphalt-rubber ffilXrure prior to the reaction whereby the viscosity cf the paving material is unexpectedly reduced to about one-half as compared to the viscosity of the reaction product having diluent admixed after the formanon thereof Variations in the vIscosity cf the paving material are unexpectedly minimized by precuring the asphait-rubber-diluem mixrure pnor to reacnon thereof' [McDonald 1978].
It is not totally clear from this patem if actual devuicanization takes place, however. the sharp drop in the viscosity
and the' temperatures employed in this process (175-260 degrees C) do srrongly suggest that under such conditions
devulcanization does occur.
Also in 1978, Nielsen and Bagley obtained a patent for the Union Oil Company of California, on the use cf
aromatic process oils for the devuicanization and/or dispersion of waste rubber in aspbalt:
"The dissolving and/or dispersing of relatively large proportions of reclaimed rubber into molten paving asphalts is facilitated by incorporating into the asphalt a minor proportion of a highly aromatic. high-bOIling, high-flash-pomt mineral oil. The resulting mixtures can be held at temperatures above 300 degree F for substanual periods aftirne without becoming too viscous tcr convenient handling, thereby facilitanng me application thereof to roadways. The rubberized asphalt mixtures are panicularly useful in the form of stress absorbing membrane imerlayers between old. damaged pavement sunaces and an overlayer of new asphalt concrete, for providing chip-seal coatings over the old pavement. as cr.u:k fillers lTI Ponland Cement concrete or asphalt concrete pavemems. and bridge deck waterprooting membranes" [Nielsen 1978J.
"As previously indicated, it is much preferred to utilize a mixture comprising grotUld reclaimed. vulcanized natural rubber, and ground reclaimed, devulcal1ized natural and/or synmetic rubber" [Nielsen 1978, p. 4].
The Nielsen patent has been commercialized under the Arm-R-Shield tradename by the Arizona Refining
Company (ARCO). McQuillen and Hicks repon on the perforrnaoce of the Arm-R-Shieldn • and PlusRideD '
technologies [McQuillen 1987]. One of their main complaints about both technologies is the increased cost. It was
reported that it was not unusual that the cost for the hot-mix was anywhere from 1.5 to 2 times the cost of a
conventional mix. The increased cost far the .A.rm-R-Shield™ process resulted mainly from increased binder cast.
In 1979, Bahidsky describes the use of aromatic oils for the devulcanization of waste rubber tire [Bahidsky
1979]:
-220 -
"Used rubber was devulcanized with 5-40 parts aromatic hydrocarbons (average mol. wt. 250-450) and bitumens (average moL we 500-1000) at 200 C-320 C for 60-180 mmutes. Thea 2-28 parts product was homogeruzed vtith :2 pans waste rubber coagulate or SBR robber and 70-96 parts bitumens at 130 C-185 C for 60-90 minutes. Thus, devulcaoized rubber was prepared from a mixrure of 20 extract of oil purificatioo and 20 parts pyrolyzed oil, heated to 200 C. treated wlth 60 parts automobile tires (size 1.5 rnm), heated to 290-320 C, and devulcanized for 150 minutes. To birumen AP-25 heated to 130 C-140 C, -+ devulcanized rubber and 2 parts concentrated solution of waste rubber coagulate in trichloroethylene (3: 1) were added. homogenized for 20-30 mmures. and homogenized at 180 C for ooe hour" [Chemical Abstracts, VoL 92(14), A,,'1 115457wJ.
In 1987, St!rgeeva describes the use of aromatic oils for the producnon of rubber-birumen paving binders
[Sergeeva 1987]:
"Rubber-bitumen paving binders are produced by mixing birumens With a heac-treaced mixture of rubber crumbs and plasticizer ac 150-180 C. The brinleness point of the binder is decreased and the life of the pavement is increased by heac-treating the mixture of rubber cnunbs and plasncizer first at 190-220 C for 0.5-1.0 hours and then at 240-260 C for 0.5-0.4 hours. The binder composition comprises 10-20 wt % of the above rnixrure, 1.2-12.0 W1. % crosslinking agent, and the balance bi~ens. Shale oil, anthracene oil, or an extraCt from selective puri5.cano~ of oils (i.e. a process oil) may be used. as the plasticizer and polyethylene wax. elemental sulfur, or ~I}LNO, may be used as the crosslinking agent" [Chemical Abstracts, Vol. 106(26), AN 2IS720p].
in 1991, Ulick and Carner descnbe a process for the recovery of hydmcarbon products from elastomers
USIng J.D aromatic process oil [Ulick 1991]:
"Hydrocarbon products are recovered from elastomers, e.g. discarded tires and other rubber productS by immersing the elastomers in a low-volatility liquid heat-transfer medium comprising a high mol. wt. hydmcarbon liquid (Sunda 86007) and heatmg at 575-600°F (300-315 C) for 0.5-2.0 hours" [ChemIcal Abstracts, Vol. 116(8), AN 61360c].
Also in 1991, V<lIl Bochove describes a method for preparing rubber bitumen mixtures by using an aromatic
au and a certain degree of shearing energy:
"A method of preparing rubber bitumen by mixing bitumen, rubber parncles, and oil and then supplying to a second mixer in which the mixture is heated above 170 C for a tillle longer than 0.5 hour and then funher processed, in which mixing and hearing the starnng materials and/or mixtures thereof is carried out in a first step by mixing at a temperature of 150-160 C, by supplying rubber particles and oil that possibly is heated, to pre-heated bitumen, and these starting materials are homogenized while exerting high shearing forces, after which this preheated rnix.rure is heated in a second step to a temperature between 190 and 240 C, wherein step the temperature is controlled by using a heat exchanger, and the mixture is maintained or allowed to age in a third step at a temperature of 190-210 C for several hours. The invention also relates to a device for carrying out the process according to the invention" [van Bochove 1991].
in his paten~ van Bochove also describes a range of other patents which use aromatic oils and high
temperarures fur the devulcanization of waste rubber tire (French application 2,512,827 and British patent
1,360,616]. One of the aspects of the van Bcx:hove patent which deserves mention is that the addition of high
-221-

shearing forces during the devulcaniz:ltion process makes the material properties more controllable [van Bochove
1991, p. 3].
In 1992 and in 1994, Liang and Woodhams [Liang 1992, Liang 1994] describe a process which is similar
to the above an except for the met that the devulcanized or disintegrated rubber particles are stabilized funher by
reacting the product with Some liquid polybutadiene rubber and sulfur, and the devulcanized rubber system is mixed
with a s[erically-stabilized, polyethylene-modified asphalt binder as described in earlier publications [Hesp 1991,
Hesp 1993]. The abstract of the 1994 application reads as follows:
"Rubber, particularly crumb rubber from the recycling of tyres, is processed to eifu::1: partial or high levels of dissociation of rubber vuicanare network., in panicular to form bituminous compositions in which the treated rubber, carbon black and other additives are released and stably dispersed. Bitumen, hydrocarbon oil (SuntexT>! or HydroleneD ') and liquid rubber are used to effect penetration, swelling and compatibilization of the rubber panicles, following which thermal energy and mechanical energy are applied to initiate breakdown of the vulcanized sIlUcrure of the rubber particles and the formation of at least parnally dissociated rubber vulcanate network. Such treated rubber may be funher reacted and combined for employment in the production of stabilized polymer-modified composition" [Liang 1994].
It seems that the disclosure and the claims of this patent application are written is such a way as to cover a
lot of ground:
"In general, the process according to the present invention to effecr. at least partial dissociation of the crumb rubber vulcanate network is controlled by a number of variable factors, including the type of hydrocarbon oil, initial concentration of oil in bitumen. process conditions employed, such as equipment type, shear rate. temperature ;:rnd the interrelation of shear rate, temperature, the use of additional devulcanizarion agents, the timing of the addition of crumb rubber, size and loading rates, amount and timing of addition of a cross-linking agent, as discussed below, and the molecular weight and type of the liquid rubber, as well as the functionality of the liquid rubber, if applicable. By utilizing this combination of parameters, the degree of dissociation of the scrap rubber may be controlled to produce a variety of products, as described below" [Liang 1994, p. 8].
However, it is interesting to compare lhis statement with the following two paragraphs which come from
patents by Wakefield and Biegenzein on the homogenization and degradation oirubber and polymers in asphalt:
"Heat trealment at temperarures from 200 C to 425 C for 0.1 to 50 hours or more is recommended. Naturally, the effects of time and temperature are interrelated. so that longer times will generally be required for lower ternperarures, and vice versa" [Wakefield 1975, p.3].
"It has been found that the homogenization process for preparing such a bituminous binder with substantially novel properties requires frequently a very long time until the viscosity of the blend has been reduced to the indicated degree so that the productivity of a mixing vessel cf a given size is rather low. In this respect, it must be noted that the homogenization depends not only on rime and temperarure but also on the mixing intensity and the composition of the blend, which is determined not only by the type of bitumen and polyolefin but also particularly by the weight ratio ofbitumen:polyolefill" [Biegenzein 1982, p.l].
Moreover, the possibility for partial devulcanization, or dispersion of the crumb rubber in asphalt was also
discussed by Nielsen and Bagley [Nielsen 1978], by Scott [Scott 1972], and more recently by Shuler and Estakhri
[Shuler 1993, p.60]. The fuct iliat a very fine dispersion is preferable over a true solution is also something well
-222-

known to those skilled in the an of polymer modification of asphalt binders [Thompson 1964, Hemersam 1980;
Zanzotto 1987, ZJ11Zotto 1989, ZanzOtto 1996]. The ability to use a mixrure of devulcanized rubber and a virgin
elastomer has also been discussed by Nielsen and Bagley [Nielsen 1978, p. 4] and by Bahidsk'Y [Bahidsky 1979].
The use of sinaply a mixrure of crumb rubber and virgin rubber has also been reported before [Causin 1992, Davis
1984]. Devulcanization followed by revulcanization or crosslinking was discussed by Sergeeva [Sergeeva 1987].
Finally, the stabilization of particulate mauer in asphalt has also been discussed in the work by Fitoussi and
Maldonado [Fitoussi 1980] and Hesp [Hesp 1991, Hesp 1993].
Zanzono and Kcnnepohl have recently investigated the use of high shear and heat only to facilitate partial
devulcanization or disintegration ofwasle rubber in asphalt binders (Zanzotto 1996). Such a method would have the
advantage of eliminating the carcinogenic aromauc oils from the process.
Oxidation and Ajr Blowing
.-\nother approach which has regularly been descnbed in the patent literature [Q promote devulcanizarioD, or
disintegr.l[ion of waste rubber in asphalt is oxidation. By oXJdizing the waste rubber, the vulcanized network slowly
disintegrates and the rubber will dissolve in the asphalt binder. The oxidation can be done in a hydrocarbon oil as is
described in the Scan: patent [Scott 1972]. The crumb rubber can also be oxidized separately and later added to the
asphalt binder. However, most often oxidation is carried out during air blowing of the asphalt binder. As with the
use of aroma ric oils. the use of oxidation to dissolve Waste rubber in asphalt also has some serious drawbacks.
Air blowing of asphalt is regularly done [Q improve the high temperature performance of roofing asphalt.
Regular retinery 3.Sphalt would easily drip from our roofs ifit had not been oxidized before being pur there. The use
of air blowing tor the production of sti£fer paving grade asphalt however, has not been reponed very often for a
number of reasons. One of the reasons may be the lack of demand for such products. However. a more serious reason
for not using air blown asphalt in road paving applications is that these binders show early signs of thermal and
traffic induced fatigue. The oxidation starts processes which do not stop when the asphalt is laid down on the road.
The oxidation introduces unsarurarion through hydrogen absa-acrion, it disturbs the equilibrium of interactions
between oils and resins in the asphalt which may cause the asphaltene fraction ro precipitate LY curcheff 1994), and it
introduces oxygen and free-radical ininarors in the asphalt binder which can cause further oxidative chain reactioDS. It
may also produce a binder which is more prone ro hardening through volatilization of lower molecuI'ar weight, oily
constituents which are produced during the air blowing process [Youtcheff 1994]. In Europe, where authorities have
more experience with using oxidized binders in asphalt pavements, serious premature failure has occurred more than
once [Vonk 1990]. However, there is not much written about such experiences in North .A.merica [Vinson 1993].
In 1971, Behling reported on the use of air blowing for the homogenization of EPDM andlor polyethylene
in asphalt binders [BeWing 1971]. The mixrures of polymer and asphalt were air blown between 220 and 2jO C frr
j to 20 hours. In 1973, Schmidt obtained a patent on a similar idea to produce stable polymer-asphalt mixtures
[Schmidt 1973]. In 1974, van der Laos reponed on a process which used air blowing and an aromatic process oil to
homogenize a mixture of rubber and asphalt [van der Laos 1974]. In 1976, Masiarczyk and Szczurek fim oxidized
small crumb rubber particles in air before adding the producl to paving grade asphalt [Masiarczyk 1976], and in
1977 they reported on a process where the rubber was fim added to the binder and then oxidized by air blowing
-223-

[Masiarczyk 1977]. In 1982. Biegenzein obtained a patent for a process and appararus which could disintegrate
polymers to make them compatible with birumen [Biegenzein 1982]. The polymer was mixed under high shear at
high temperarures between 260 and 310 C. In 1989, Haehr obtained a patem On storage stable polymer-rnocii.fied
bitumen [Hoehr 1989]. In 1993, Duong and Boisven reponed on an air blowing process for the devulcanizarion of a
ITlIXture of crumb rubber and asphalt [Duong 1993].
It should be stressed that these examples are just a few of many that can be found in the literature; this
review is far from complete and there are certainly more patents which use high shear and air blowing processes to
devuicanize scrap [ire rubber. It is obvious from the pre'fious discussion that it is unclear at this moment in which
way the addition of scrap rubber tire to asphalt pavements can yield a benefit that is wonh the additional cost. For
this reason we have started a program to systematically investigate the high and low ternperarure perform.ance c:f
several scrap rubber modified mix systems. In the next sections the thermal stress restrained specimen test
experimental results will be discussed. \Ve have also investigated the benefits of using the Stone tv1a.stlc Asphalt
design for waste rubber modified asphalt pavements. In a concurrent paper we discuss some preliminary wheei track
rutting tesr resultS [Coomarasamy 1996].
3. EXPERIMENTAL
3.1 :'>Iaterials
Asphalt Cements
The only binders used in this srudy were J. Bow River 85-100 penerranon grade materiai (corresponding to SHRP
code AAN) which was obtained from the Clarkson. Ontario refinery of Petro-Canada and a South American 150-200
penetration grade binder obtained from the Petro-Canada refinery in Montreal, Quebec.
Aggregate
Limestone aggregate, baghouse iines (limestone) and narural sand were provided by Dibblee Construction cf
\Vestbrook, Ontario. The dense-graded mLX design used in this work followed the Ontano HL 3 specmcarion fir
surfuce-<:ourse mixtures [MTO 1995]. The gap-graded mi"< faUs within the German specification for stone mastic
asphalt designs [Bellin 1992, Svec 1994]. No cellulose fibre was used in any of the StvlA mixtures to allow for a
better comparison between the binders. The binder contents for all mixes was kept between 5 and 6 wt ~/o of the
aggregate which had previously been determined to be the optimtun binder content for the dense-graded mi"<.
SffiIP Tire Rubbers
Cryogenically ground rubber samples were obtained form Recovery Technologies. Inc., of Mississauga, Ontario.
The SO-mesh, wet-ambientiy ground, scrap cor tire sample was obtained from Rouse Rubber, Inc., of Vicksburg,
Mississippi. A 20-mesh ambiem1y ground SCIilp car tire sample was obtained from Baker Rubber, Inc., of South
Bend, Indiana.
- 224-

3.1 Procedures
Prepar::lt1on of\Vasre Rubber~"tndified Binders
Various control systems were prepared by dispersing the crumb rubber in the hot il5pbalt under high she3I ::u
:emperatures between 140 C and 190 C. Samples \vere stirred for a minimum of one hour to ensure 3. sufficient
degree of dispersion of the rubber. Sunace grafted systems were prepared as described in a previous paper [Hui 1994],
Clnd a '.vet process sample was prepared as described in the Iiterarure [International Surfacing 1992]. The binder
content was set at 6.6 WI percent which was I percent higher than in the control mix. Devulcaruzed rubber-modified
bmders were prepared by a thermo-mechanical process.
P3.nially devulcanized, rubber~rnodified binders were prepared by shearing a dispersion of 10 wt % rubber in
a 150-200 penetration grade asphalt. The high shearing ian:e was produced with a Polytron mixer (Brinkmann
instruments of Toronto, Ontario) employing a type PTA45i2.t\1 generator. This mix.ing tool has been specifically
designed for dispersing, and disintegrating, tough materials like rubber or fibers. The disintegratIon was done at
temperarures of 200 C ;md 220 C. while srining speeds were kept at either 4000 or 5000 rpm. depending on the
rernperarure. Temperarures were cona-olled WIth a Digi-Sense ternperarure cona-oller (Cole-Parmer Instruments,
Chicago, Illinois). Average particle SIze, standard deviation and ma..ximum particle size were detennined with a
optical image analysis system.
PreparahOD arHat-Mix Asphalt Concrete Samples
The dense-graded hot-mi, asphalt (HMA) briquettes were prepared according to an HL 3 specification which is
commooly used in surface course designs for OnlanO highways [MTG 1995]. The SlvtA mixes were made according
to German specifications [Bellin 1992, Svec 1994].
The asphalt content for aU the specimens was kept at 5.6 % by weight of the mix. This is within the limits
experimentally established in highway design procedures (4.5-6.5 wt % of the mix) and was also determined to be
the opnmum content for the HL 3 gradation used in this work. TIle aggregate proportions for the densewgraded HL 3
design were 45 % coarse limestone fraction. 15 % screenings and 40 % natural sand. For the Srv1A mix design the
aggregate proportions were 58.4 ~/O coarse aggregate. 17 % screenings, 17 % natural sand and 7.6 % baghouse fines.
The fines were added in order to meet the specified amount ofmateriai passing 100 mesh.
The asphalt concrete specimens produced by the compactor are cylindical briquerres of 150 rom in diameter
and approximately 75 mm in height. In order to produce a briquette of those dimensions, 3010 g of aggregate in the
adequate proportions was blended and placed on flat bottomed paos and left to dry overnight at 160 C. Asphalt
binder was heated to about 150 C, so that it flowed and could readily be mixed with the aggregate. The hot
aggregate blend was placed in a round bottomed pan and kept at the mixing temperature. A round crater was made
in the aggregate and the asphalt was poured into it. The resulting asphalt mix was then vigorously stirred until all
the aggregate was unifonnly coated with asphalt. The rn.i..xrure was then placed back into the oven so that it
remained at the desired temperarure for compaction. The compaction equipment consisted of a metal cylindrical
mold md a Rainhart Series 142 gyratory shear compactor. The molds were also kept in the oven at 160 C prior to
compaction and were thoroughly cleaned with an oiled cloth before use. The hot asphalt mix.ture was quickly
-225 -
transferred into the mold with the aid ofa heated mIXing spoon. The mold was equipped with a flat circular'me'tal
base plate that prevented the loss of rn.a.terial. Using a large pre-heated spatula the material was spaded vigorously 15
times around the perimeter and 10 times over the center. The mold was mounted into the gyrarory compacror which
compressed the sample by applying a pressure of 290 kPa while the mold rotated at 10 rpm for approximately 25
rotarions. The acrua! number of rmations depended on the viscosity of the binder. The moid rmared at a 1.25° angle
with respect ro the vertical axis ro ensure uniform compaction of the specimens . .A.fter compaction, the molds were
cooled down to room remperarure. :md the briquenes were mechanically extracted from them. A number of asphalt
concrete samples were prepared at the Ontario Ministry of Transporration in the Bituminous Section by using a
California Kneading Compactor.
Constant Rate ofExtensjoD Test
Small rectangular blocks measuring approximately 30 mm by 35 mm by 60 mm were cur from the large briquettes
and epOXIed bet\\'een 20 rnm thick steel plates. The glue was allowed ro harden for a minimum of 24 hours after
which the samples were cooled in a freezer at the desired test temperature for at least 12 hours.
The ITlL'X;. samples were tested in tension using a crosshead spead of 0,0025 ITIIIlIsec wah a computer
interfaced linear variable displacement transducer (L VDT) accurate to ± 5 ~ mounted 00 each side of the test
specimen to measure the extension. Failure srrain values reported were calculated from the measured displacements,
e:lch value being the average of five rests, the value of each test being the average of the two sides.
Thennn.[ Stress Restrained Specimen Test
The thermal stress restrained specimen teSt was conducted according to procedures described in the literature (Jung
1994]. In this test. rectangular asphalt concrete specimens, prepared as described above, were mounted in an
MTS/Sintech 2 G load frame. The tests were done with linearly variable displacement transducers (LVDT's) located
on opposite sides of the specimen. The L VDT's were fixed to the top plates while both the LVDT cores were
connected with Invar steel rods to the bonom plate. The load frame was equipped with a liquid nitrogen controlled
temperarure chamber. As the specimen was cooled at -10 Clhour it was prevented from shrinking by the test
software. The cooling was continued until the sample failed. The data obtained was recorded by the operating
software as force-time curves. A failure stress and failure temperarure was obtained for each test.
Statistical Analvsis of the F[JemIe Data
Since for many samples a different number of specimens were broken in the TSRST test, we used an 80% confidence
limit to express the accuracy of all results [Scheaffer 1990]. If we assume that the fracture temperarure and stress data
have a normal distribution, then it is possible to calculate an exact confidence interval for the results. The following
equation should be used:
s x±ta;/2 ..,Jr;
-226-

where x is the average value of the fracture temperarure or srress. tw1 is the t-factor for a coniidence lI1terval of a, and·
Cn-1) degrees or freedom a is the conrldence interval. s is the standard deviation in the data.. and n is the number ci
measured samples for the average.
The t-factor is dependent on the number of data used to c31culate the average and on the quality of the
coniidence interval. A lower number of data or a higher coniidence interval would result in a higher t-factor while a
larger n and lower confidence interval would reduce t. The t-factor is tabulated in the literarure [Scheaffer 1990).
4. RESULTS A ... ND DISCUSSIONS
4.1 Crumb Rubber Systems
Swface G@fted Sv~items
in earlier pilpers impressive improvements in the fracrure energy for crumb rubber modified binders that are surfuce
grafted "ith Some sulfur and liquid polybuudiene were reponed [Hui 1994, ),\omson 1995]. In order to determine
whether such improvemems lead to improved mixture perionnance we conducted a number of tests on the asphalt
concrete modified wirh surface grafted crumb rubber systems.
initially our testing was started with a direct tensioniconstant rate of extension test according to procedures
developed by Haas [Haas 1988]. The concrete specrmens were all prepared WIth an 85-100 base asphalt modified
with crumb rubber. The samples were equilibrated at the testing temperature for at least l::; hours. The failure and
sh.rinkage strains were plotted as a function of the temperarure and the failure temperatures were detennmed from the
intercept where both strains are the same. For each temperature the average failure strain for at least 5 samples was
taken.
The results showed that the failure suain for the surface modified samples is identical to the failure suam fur
the unmodified samples at low temperi!tures. However, :,H -IS C the failure so-ain for the modified sample is about 40
% higher than it is for the ungraded mLx. This is a good result but it is unclear at this moment what signific;mce
this would have in terms of pavement performance. it '.vould have been bener to see a higher failure strain at low
temperarures which would suggest a lower failure temperarure.
Sample
150-200
150-200 + 10% CRM +
2% LPBD'
Table 4.1.l-Crumb Rubber TSRST Results
Voids. % Failure Stress, MPa
1.8 2.4
4.8 2.5
'Surface grafted sample, 40 mesh cryogenic rubber. : With 80% confidence interval.
-227 -
Failure Temperature. C;
-38 ± 5
-43±4

The s3.IDp\es tested in the direct tenSlOnJconst<l.m rate or extenslon test were ail modi.fied wim :0 mesh crumb'
;ubber. This is a rau1er coarse parric!e size so we have :lisa tested a 0.+0 mesh surrace graned system ill a saner asphalt
binder i.."1 the TSRST. The results far rhese tests are gIven III T:lble 4.t.l above.
Other Crumb Rubber Systems
In addition to the experiments on stn1J.ce graded crumb rubber samples. \ve have done a large number ofTSRST
tests an various crumb rubber modified binders. These binders were prepared with a number of differe::::Jt rubbers
including an UltraFinenl rubber from Rouse Rubber [Rouse 1993] and a number of specially surface treated crumb
rubbers from OILecn Inc. The average failure temperarures and stresses are given in T.1ble 4.l.2. Upon examinanon of
these resuits we can only be disappointed because the failure temperatures for the modified samples are only 5 to 6
degrees C colder than those of the unmodified sampies.
Sample
35-100
85-100';- 10% 80 mesh'
85-100.;- 10% Ol-CRM'
85-1 00 ~ 10% 02-CRlvl'
S5-IOO ~ 10% 03-CRM'
35-100 -+- 10% 04-Cfu\1*
Table 4.1.2-Other Crumb Rubber TSRST Results
Voids. %
5.2
4.2
4.7
8.1
10.0
6.6
Failure Stress. :vIPa
1.3
2.4
1.9
1.8
1.6
Failure Ternperarure. C:
~lS ± J
·33 ± 3
-26 ± 4
-34 ± 4
-34 ±:2
-33 ± 3
: \Vith 80% confidence intervaL r Rouse UltraFine,~1 Rubber. "Surface created samples provided by Ortech Inc.
In order to underst3.Dd these results we have to consider the meCh,lIllSm through which failure occurs in the
TSRST test. In another paper the Evans G';lck pinning theory has been used to describe the fracture toughness
mcrease for pomculate-filled asphalt bmders [Garces Rodriguez 1996]. A slInilar process is responSIble for ille
crapping, or pinning, of microcracks in the rubber modified asphalt concrete. However, the concrete is a ITlLxrure cf
binder, coarse and fine aggregate, and dust. The fine aggregate and dust particles may be almost as good at pinning
cracks as the crumb rubber. For the samples tested in this work., the crumb rubber is added at 10 wt ~/O to the binder
which is ,!-pproximately 0.5 wt % or 1.5 vol % on the mix. This low percentage, together with the marginal
improvement in the TSRST temperatures, shows that the microcracks can easily go around the rubber panicles and
that the minor benefit obtained from the crumb rubber is lost in the overall effect of the many fIne aggregate and dust
particles present in a typical asphalt concrete mix. The crumb rubber :lCts mainly as an inen filler.
Since the benefit of crumb rubber at low temperarures is only marginal, it is imponant to understand how
the high temperature performance is affected by the modifier. \Vben added to the binder, it is logical to believe that
the high temperarure performance will be improved only when the rubber is finely dispersed. It is expected tbat SO
-228 -

mesh pamcles wtil do bener at high temperatures man 60 or 40 mesh particles. However. :he finer the particles are .
ground. the higher their pnce, and there \VIii most cert.ainly be :m optimum particle size. It IS necessary to do rurring
tests on mLxes prepared wim 40,60, and SO mesh crumb rubber in order to assess their rurnng performance. These
!IllX.es need to be made at different binder coments for both the control and modified sarnpies.
The \Vet Process
In order (Q be complete in our low temperature studies of crumb rubber-modified ilSphalt Dllxes. we have also
invesngared the wet process as it was developed by N1cDonald in the late 1960s. A 150-200 penetration grade
asp bait binder was mixed with 18 WI percenL 40 mesh, wet ambiently ground, waste crumb rubber, under moderate
shear at temperatures between l75-200 C for a period of one hour and l5 minutes [International Surfacing 1992J.
The control 85-100 and 150-200 mixes contained 5.6 % binder while the wet process mix conramed 6.6 % binder.
The results are glven in Table 4.1.3.
Sample
85-l00
l50-200
l50-200 + l8%
40 mesh CRlvl t
Table 4.U-Wet Process TSRST Results
Voids, %
1.2
l.S
7.l
Failure Stress. MPa
2.4
2.4
3.3
Failure Temperature, C~
-33 ± 4
-38 ± 5
-53 ± 5
; \Vith 80~/o confidence Interval. "Binder content 5.6 wt %. tBinder content 6.6 wt %. It has been reported that the air voids content only has a minor influence on the failure temperature [lung 1994].
Even though the difference in air voids contents for these two samples is rather high, the results show that
the failure ternperarure for the wet process rni"( is an impressive 15 C colder than that of the controL This does not
explain why there have been no great benefits obtained from crumb rubber-modified pavements during the last 25
ye= [Epps 1995]. The absolute failure temperature is quite good when compared to those for virgin polymer
modified mixes. However, it should be realized that the improvement comes mainly from the additional 1 % binder
which is added for this process, making it rather expensive. If the high temperature petformance also compares well
with the control and polymer-modified mixes then it may be beneficial to pave trial sections with these materials.
4.2 Devulcanized Waste Rubber Systems
A large number of devulcanized rubber systems were investigated for their low temperature performance. \Ve have
tested the devulcanized rubber rni.xes in both 85-l00 and lSO-200 penetration grade binders. Results for some c£
these tests are given in Table 4.2.1. For each binder which was tested in the mix, a fracture toughness at -20 C was
determined. Some of the binders tested had fracture toughness values which were much higher than for commercially
-229-
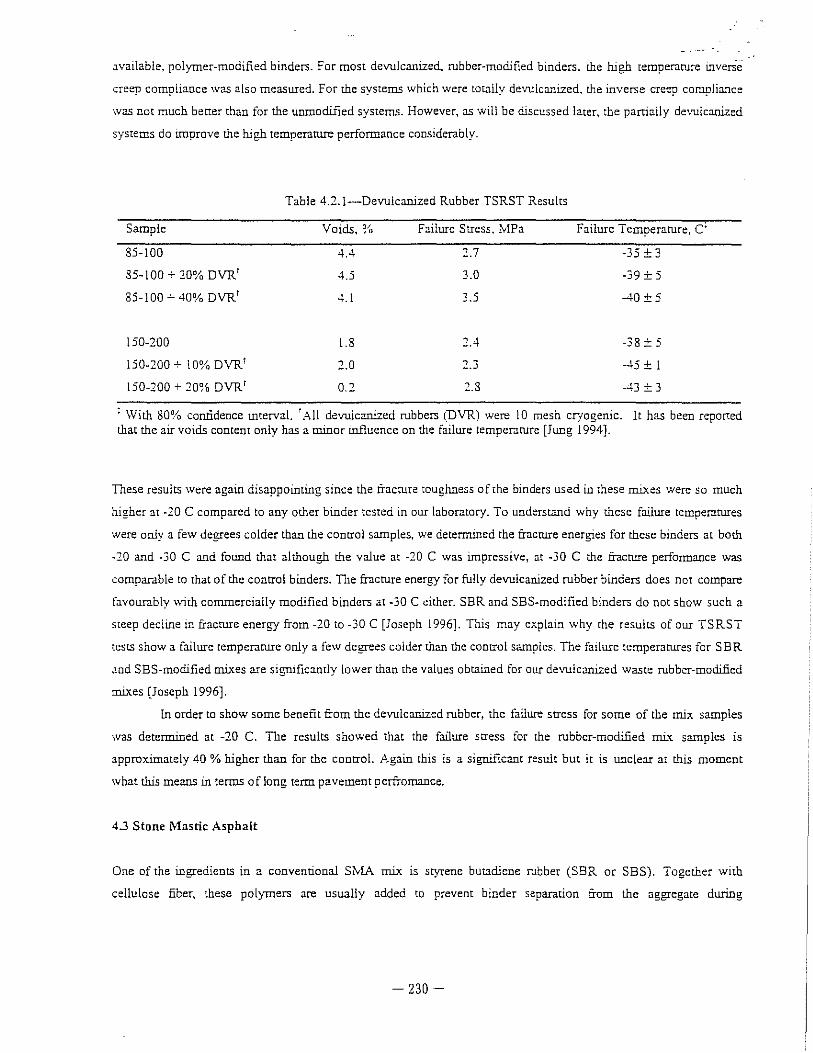
available. polymer-modified binders. For most devulcanized. rubber-modified binders. me high remperarure inverie
creep compliance was also measured. For the systems which were torally devulcanized, the inverse creep compliance
was not much bener than for the unmodified systems. However, as will be discussed later, the partially devulcanized
systems do improve the high temperature performance considerably.
Sample
85-100
85-100';- 20% DVR'
85-100';- 40% DVR'
150-200
150-200';- 10% DVRt
150-200 + 20% DVRt
Table 4.2.1-Devulcanized Rubber TSRST ResultS
Voids. % Failure Stress, MPa Failure Temperature, C~
4.4 2.7 -35 ± 3
4.5 3.0 -39 ± 5
4.1 3.5 -40±5
1.8 2.4 -38 ± 5
2.0 2.3 -I5±1
0.2 2.S -I3±3
: With 80% confidence mterval. 'All devulcanized rubbers IDVR) were 10 mesh cryogenic. It has been reponed that the air voids coment only has a minor mfluence on the failure temperature [Jung 1994].
These results were again disappointing since the fracture toughness ofrhe binders used in these mixes were so much
higher at -20 C compared to any other binder tested in our laboratory. To understand why these failure ternper.:ltures
were only a few degrees colder than the concrol samples, we determined the fracrure energies for these binders at both
-20 and -30 C and found that although the value at -20 C was impressive, at -30 C the fracture performance was
comparable to that of the control binders, The fracture energy for fully devulcanized rubber binders does not compare
favourably with commercially modified binders at -30 C either. SBR and SBS-modified binders do not show such a
steep decline ill fracture energy from -20 to -30 C [Joseph 1996]. This may explain why the results of our TSRST
tests show a failure temperature only a few degrees colder than the concrol samples. The failure temperatures for SBR
.lod SBS-modified mixes are signific:::mrly lower than the values obtained for our devulcanized waste rubber-modified
mixes [Joseph 1996].
En order to show some benefit from the devulcanized rubber, the failure stress for some of the mix samples
was determined at -20 C. The results showed that the failure stress for the rubber-modified mix samples is
approximately 40 % higher than for the control. Again this is a significant result but it is unclear at this moment
what this means in terms of long term pavement perfromance.
4.3 Stone Mastic Asphalt
One of the ingredients in a conventional SMA mix is styrene butadiene rubber (SBR or SBS). Together with
cellulose fiber, these polymers are usually added to prevent binder separation from the aggregate during
-230-

transponation. \Vhen the polymer is present. the har binder will be able to remam in-between the aggregate
panicles. To test the efficacy by wmch an additive prevents drainage, a so called c:iramdown test em be done in
which the hot mix sample is left On a 2.36 = sieve screen at l43 or 170 C for one hour [Stuan 1994J.
The particular aggregate gradation which \ve used did not discriminate binders that are sensidve to
draindown. Table 4.3.1 gives the results for the draindown test for one rubber-modified and t\vo unmodified samples
at 143 and 170 C. These data indicate that all three samples more than adequately meet the specification of a
rna.ximum allowable draindown of 0.2 %. Funher testing with different mixtures should determine if the rubber
additive is cost effective or not.
Table 4.3.1-Draindown Results for SMA Mixtures
:Vlixture
85-100
35-100
35-100 + 10% CRM'
tA 40 mesh cryogenic sample was used.
Temperarure, C
143
170
143
\Veigbt lass after 1 hour. %
0.002
0.024
0.007
\Ve have investigated the low temperature TSRST performance of Stone tvfastic Asphalt mi.;"{rures \vith and
without crumb rubber modifier. The results in Table 4.3.2 show that the crumb rubber does not improve the fulcrure
temperarure as much as it does in the wet process.
Table 4.3.2-TSRST Results for Stone Mastic Asphalt
Sample
85-100
85-100 + 20% CRe\-!'
35-100 + 6% SBR'
Voids, ~/a"
3.1
2.0
2.5
Failure Stress, ivlPa Failure Temperature, C;
2.9 -32 ± 4
1 ' .. ) 3.9 -40 ± 3
; \Vith 80% confidence interval. t A 40 mesh cryogenic sample was used. '-The air voids canteD[ only has a minor influence on the failure temperature [lung 1994]. 'Garces 1995.
4.4 Partially Devulcanized Waste Rubber Systems
A method for reducing the crumb rubber panicle size was investigated since none of the rubber-modified mixes (with
regular binder contents) showed any significant improvement at low temperatures. If the high temperature
perfonnance of a soft binder can be raised to that of a regular 85-100 grade or better, the low temperature performance
will benefit from the lower stiffness of the soft base asphall
-231-
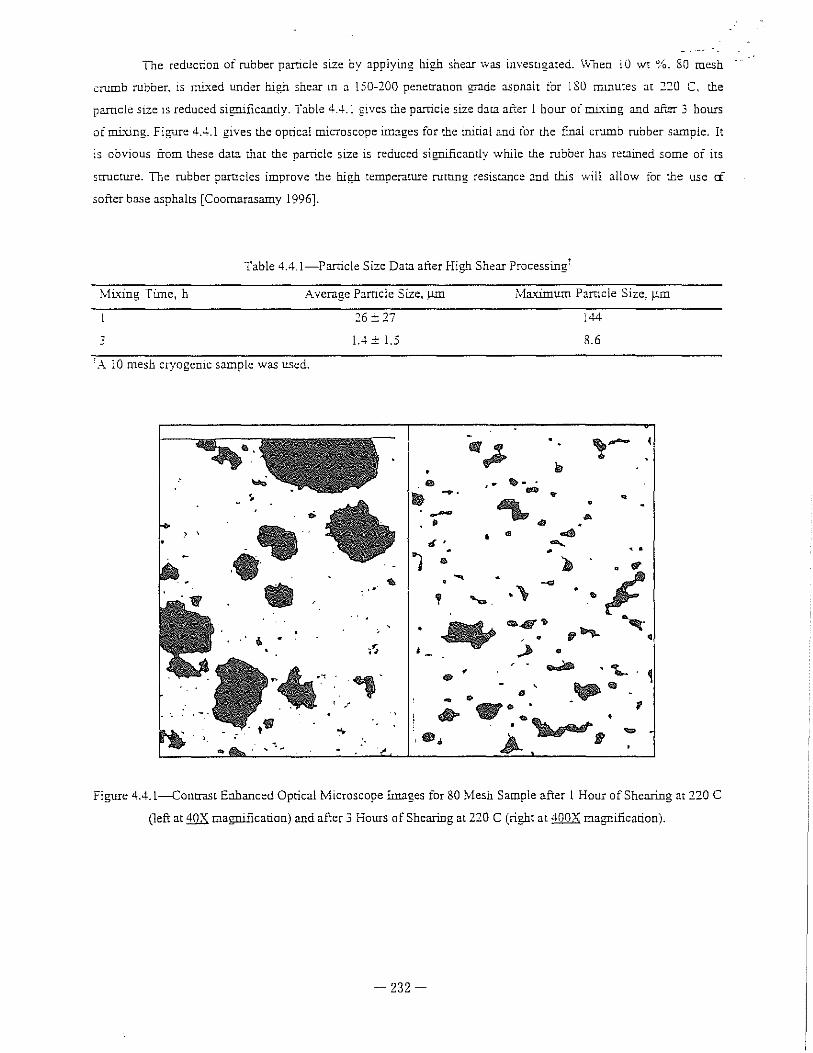
The reduction of rubber particle size by appiying high shear was investigated. \vnen i 0 wt %, 80 mesh
crumb rubber. is mix.ed under high shear in a 150-200 penetratIon grade asphalt for 1 SO ITIIDwes at 220 C, the
particle size 1S reduced significantly. TJble 4.4.1 gives the panicle size dara after 1 hour of mixing and after 3 hours
of mixing. Figure 4.4.1 gives the optical microscope images for the initial and for the finai crumb rubber sample. It
;s obvious from these data that the particle size is reduced significantly while the rubber has retained some of irs
srructure. The rubber particles improve the high temperature rutting resisL1I1ce 3.Ild this will allow for the use cf
softer base asphalts [Coomarasamy 1996).
Mixing Time, h
3
Table 4.4. I-Particle Size Data after High Shear ProcessingT
Average Pamcle Size, J.Ull
26 ±27
1.4 ± 1.5
Maximum Pamcle Size, )J.lTI
144
S.6
. A lO mesh cryogemc sample was used.
'. • . '.
. .'
fill';" ~-.. !D
.... , . ..... ... " • .... • .. A . · --
• • • .. .. .... . . •
. ' .., ,: ....
• . . .> •
• ~ • 1... . It> , . ., <ill
" IIJ
• .. W:;" , •
~ ... ,GI. ~
figure 4.4.1-Contrast Enhanced Optical Microscope Images for SO Mesh Sample after 1 Hour of Shearing at 220 C
(left at 40X magnification) and after 3 Hours of Shearing at 220 C (right at 400X magnification).
~232 ~
~evenheless. it does appear that the shearing actIon imparted by our laboratory mixer is not quue_S1.lificiem
to brea..i( up the crumb rubber particles wir.b.in an accept:lble time. It would probably be more economical to conduct
this process at a higher temperature or in the presence or a chemicJl aid (Morrison 1995).
5. CONCLUSlO;\S
a • ..\.11 crumb rubber modified asphalt concrete samples \vith regular binder contents had TSRST failure
temperatures which \vere comparable to their controls.
a SurfJce grafted rubber systems showed a significamly higher mixture failure st:rain at temperatures above -I j C
but showed similar fr.lcture temperarures with their controls.
a A mix prepared Jccording to the wet process did show a significant reduction of 1 j C in the brittleness
temperature as me:lSureo by the TSRST. The main reason for this improvement may be the additional 1 perce:1t
binder used in Ihis design which allows for improved srress relaxation during the early stages of coaling.
a l\'lixes modified \vuh fully dissolved waste rubber did not show any significant lIDprovemenr in the low
temperature TSRST performance relative to unmodified asphalt CODcrete.
a .J.~ stone mastic IlSphalt mix. prepared with a binder cODtaining 20 wt % 40 mesh crumb rubber showed il failure
temperature Ilpproximately 8 C coider than the control sample wimout any rubber in it. This result is similar to
that obtained for an SM.-A. mix containing 6 wt % virigin SER.
a \Vherber or not crumb rubber modi.ficarion of the binder can help in preventing draindown in SivfA mL'(es
should be further investigated. If the waste crumb rubber IS efficient in doing so, it may be able to replace more
costly virgin SBR and SBS rubbers.
o Binders modified with partially devulcanizedldisintegrated \vaste rubber will show improved high temperarure
performance. If such binders are produced \v1th a soft asphalt then this may reduce low temperature cracking
while keeping the high temperature rutting resistance at an acceptable level. Depending on the degree cr improvement obtained. and the cost of shearing the rubber modified-asphalt at 100-220 C, these binders have
the potential to compete with virgin polymer-modified products.
6. ACKNOWLEDGEMENTS
Special thanks go out to the Ontario Minisuy of the Environment and Energy (Grant ET-367-TT) and the Ontario
Ministry of Trans po nation for funding this research. The authors also wish to express their appreciation to Geoffrey
Morrison. Manuel Garces Rodriguez and Joshua vanLoon for their help with the experimental pan of this projecl
-233-

7. REFERENCES
}\sphalt Institute (1990) Introducnon to Aspbalt. Manual Series No.5 (MS-5), 8th ed .. Lexington, Kentucky: The Asphalt Institute.
Asphalt Rubber Producers Group (1988) ";-.raise Reduction with Asphalt-Rubber." Phoenix: Asphalt Rubber Producers Group.
Aurillio V., Lynch D.F., and Nonhwood R.P. (1993) "The Use and Recycling of Waste Tire Rubber Hot Mix at Thamesville Ontario," in: Use of Waste Materials in Hot-Mix Asphalt - ASTM Special Publication 1193, Fred H. Waller, ed., Philadelphia: American Society for Testing and Materials.
Bellin P.A.F. (1992) "Use of Stone Mastic Asphalt in Germany, State-of-the-Art," Transportation Research Board Annual Conference, WashingtOn D.C., 1992.
Behling R.D .. Oesler M., and Zeake G. (1971) "Improving the Properties of Bitumen-Rubber-Hydrocarbon Mixtures." German Patent DE 1,946,999. Issued on: April 8, 1971. Biegenzein G. (1982) "Method and Appararus for Preparing a Bituminuous Binder." United States Patent US 4,314,921 A. Issued on: February 9,1982.
Bjorklund A. (1979) "Rubber Granules in Wearing Courses." Proceedings, !VI World Road Congress, Vienna, Austria, September 1979.
van Bochove G.G. (1991) "A Method for Preparing Rubber Bitumen and Asphalt and a Device for Carrying Out Such Method." European Patent Application 439,2n AI, January 22, 1991. Priority date: January 23, 1990-NL 9000162.
Causin D. W. and Thys K. (1992) "Recycled Rubber in a Polymer-Modified Asphalt and a Method of Making Same." World Patent Application 92/21820. Filed on: June 5, 1992. Priority date: June 5, 1991-GB 9112035.2.
Coornarasamy A., Manolis S. and Hesp S.A.M. (1996) "High Temperature Performance of Scrap Tire Modified Asphalt Concrete." Symposium on Modified Asphalts, Preprints. American Chemical Society, Division of Fuel Chemistry (in press).
Davis F.R. (1984) "Method for Modifying Asphalt with Thermoplastic Polymers, Ground Rubber and Compositions Produced." United States Patent 4,485,201. Filed on: November 21, 1983.
Duong Q.D. and Boisvert R. (1993) "Asphalt Composition and Process for Obtaining Same." World Patent Application 931l7076. Filed on: February 23.1993. Priority date: February 25, 1992-US 840,848.
Emery J. (1995) "Evaluation of Rubber-Modified Asphalt Demonstration ProjectS." Preprint 950240, Transportation Research Board 74th Annual Meeting, Washington D.C. , January 22-28, 1995.
Esch D.C. (1982) "Construction and BenefiLS of Rubber-Modified Asphalt Pavements." Transportation Research Record 860, Washington D.C.: Transportation Research Board, National Research Council, pp. 5-13.
Esch D.C. (1985) "Asphalt PavementS Modified with Coarse Crumb Rubber Particles-Design, Construction and Ice Control Observations." Report FHWA-AK-RD-85-07. Washington D.C.: Federal Highway Admmistration, United States Depamnent of Transportation.
Epps J. (! 995) Onrano Ministry of Transportation Meetmg on the Use of Crumb Rubber-Modified Asphalt Binders, April 10, MTO, Downsview.
Fitoussi F. and Maldonado P. (1980) "Method for the Preparation of Bitumens Modified by Polymers." US Patent 4,237,052, December 2, 1980.
Garces Rodriguez M., Morrison G.R., vanLoon J.R., and Hesp S.A.M. (1995) "Low Temperature Failure in Particulate Filled Asphalt Binders and A.5phalt Concrete Mixes." Journal ~r the Associarion of Asphalt Paving Technologists, 1995 (in press).
Haas R.C.G. and Phang W.A. (1988) "Relatiooship Berween Mix Characteristics and Low Temperature Pavement Cracking." lournal of the Association of Asphalt Paving TechnologistS, Vol. 57.
Heimnan M. (1992) "An Overview of the Design and Construction of Asphalt Paving Materials with Crumb Rubber Additive," Presented at the 71st Annual Meeting of the Transportation Research Board, Washington D.C.
Hesp S.A.M. (1991) "Steric Stabilization in Polyolefin Asphalt Emulsions." Ph.D. Thesis, Department r:f Chemical Engineering and Applied Chemistry, University of Toronto, Toronto, Ontario.
Hesp S.A.M., Liang Z.Z, and Woodhanas R.T. (1993) "In-Situ Stabilized Compositions." World Patent Application 93/07219. Prioriry date: September 30, 1991-US 863,734.
-234-
Hoehr D., Bergmann K .. Vonk H .. and Taube A. (1989) "Storable Polymer-Modified Birumen." German Patent DE 3,819,931 A!. Issued on: December 14, 1989.
Hufii:n:m J.E. (1980) "The Use of Ground Vulcanized Rubber in Asphalt." ASTM Special Technical Publication 724, Philadelphia: American Society for Testing and Materials, pp. 3-12.
Hui J.C.T., Morrison G.R. and Hesp S.A.M. (1994) "Improved Low Temperarure Performance for Rubber Modified Asphalt Binders." Transponation Research Records, No. 1436, pp. 54-59.
International Surfacing (1992) "Guide Specification for Open, Dense, and Gap-Graded Asphalt Concrete Pavements with Asphalt-Rubber Binder." Chandler, Arizona.
Joseph P.E. and Kennepohl G. (1991) "Trial Section with Polymer-Modified Asphalts on Highway 400." Repon P A V -91-03, Downsview: Ontario Ministry of Transponation.
Joseph P.E., Cullen R. and Hesp S.A.M. (1996) "Fracrure Energy Specifications for Modified Asphalts." Symposium on Modified Asphalts, Preprints, American Chemical Society, Division of Fuel Chemistry (in press).
Jung D.H. and Vinson T.S. (1994) "Low-Temperarure Cracking: Test Selection." Strategic Highway Research Program Repon SHRP-A-400, p. 7.
Liang Z.Z. and Woodhams R.T. (1994) ''Treatment of Rubber to Fonn Bituminous Compositions." World Patent Application 94114896. Prionty date: December 29, 1992-GB 9227035.4.
Liang Z.Z. and Woodhams R.T. (1992) "Treatment of Rubber." GB Patent Application. Filed on: December 29, 1992.
van der Laos J.L.M. (1974) "Bitumen Compositions for Road Building." Gennan Patent DE 2,346,932. Issued on: April 4, 1974.
Masiarczyk H. and Szczurek T. (1976) "Asphalt Mixrure, Especially for the Production of Asphalt Street Surfaces." Genrum Patent DE 2,601,132. Issued on: July 22, 1976.
Masiarczyk H. and Szczurek T. (1977) "Binder for Briquening." Polish Patent PL 94,303. Issued on: December 15, 1977.
McDo~ald c.H. (1978) "Low Viscosity Asphalt-Rubber Paving MateriaL" United Sates Patent 4,085,078. Filed on: December 7,1976.
McQuillen J.L. and Hicks R.G. (1987) "Construction of Rubber-Modified Asphalt Pavements." Journal cf Construction Engineering and Management, VoL 113(4), pp. 537-553.
McQuillen J.L., Member J.F., Takallou H.B., Hicks R.G., and Esch D. (1988) Journal of Transponation Engineering, VoL 114(3), pp. 259-277.
Moore W. (1991) "Asphalt Rubber: Potential for Tougher Roads." Construction Equipment, February 1991.
Morrison G.R .. van der Stel R., and Hesp S.A.M. (1995) "Modification of Asphalt Binders and Asphalt Concrete Mixes WIth Crumb and Chemically Devulcanized Waste Rubber." Transponation Research Records 1.1995) No. 1515, pp. 56-63.
MTO (1995) Aggregate gradation for HL 3 Mix. Ontario Ministry of Transponation, Research and Development Branch.
Narusch F.P. (1982) "Alaska Experience with Rubberized Asphalt Concrete Pavements. 1979-1982." Juneau. Alaska: Alaska Depanmenr of Transponation and Public Facilities.
Nikolinski P. and Dobreva R. (1972) "Complex Reclaiming ofVulcanizates." Polim. Simp. 1971 (pub. 1972). Vol. 3, pp. 254-9.
Nielsen D.L. and Bagley J.R. (1978) "Rubberized Asphalt Paving Composition and Use Therecf." United States Patent 4,068,023. Filed on: May 20, 1976.
Page G.C., Ruth B.E., and West R.C. (1992) "Florida's Approach Using Ground Tire Rubber in .""phalt Concrete Mixtures." Transponation Research Record 1339, Washington D.C.: Transponation Research Board, National Research Council.
Rouse M. (1993) "Improved Rubber Asphalt Mix." World Patent Application 93/14156. Priority date: January 17, 1992-US 92-822292 A.
Rouse M. (1993) UltraFine"" Technology, Vicksburg: Rouse Rubber Industries.
Scheaffer R.L. and McCave J.T. (1990) Probability and Statistics for Engineers. Boston: PWS-Kent Publishing Company, pp. 267-269.
Schmidt W., Mikena J., and Kamper E. (1972) "Storable Bituminous Binder for Paving Purposes." Genrum 'Patent DE 1,594,756. Issued: December 13, 1973.
-235-

Scott C.E. (1972) "Waste Rubber Disposal." eDited States Patent 3,700.613. Filed on: December 11, 1970.
Scrap Tire Management in Ontario (1991) Report prepared for \Vaste Management Branch. Ontario Ministry rf Environment by Pilorusso Research Associates. VHB Research and Consulting, and T .A.G. Resource Recovery, January 1991, pp. xii. 67-70 and 73.
Sergeeva N.M .. Zhailovich I.L., Tumashchik P.L, and Orekhov LA. (1987) "Rubber-bitumen Binder for Pavement Surface Treatment." USSR Patent SU 1289872 A1. Issued on: February 15, 1987.
Shuler S. and Estakhri C. (1993) "Recycied Tire Rubber as an Asphalt Modifier." in: Use of Waste Materials in Hot-Mix Asphalt· ASTM Special Publicanon 1193, Fred H. Waller, ed .. Philadelphia: American Society frr Testing and Matenals.
Stuart K.D. and Malmquist P. (1994) "Evaluation of Different Stabilizers III the U.S. Route 15 (Maryland) Stone Matrix Asphalt." Paper No. 940095, TranspotIation Board Annual Conference, Washington D.C., 1994.
Sun Oil (1989) Material Safety Data Sheet IMSDS) for Hydrolene"" process oil.
Svec 0.1. and Veizer R. (1994) "Structural Strength of Asphalt Rubber Concrete Developed Through Stone Mastic Asphalt Concept." Paper No. 940941, TranspotIatton Board Annual Conference, Washington D.C., 1994.
Takallou H.B. (1988) "Evaluation of Mix Ingredients on the Performance of Rubber-Modified Asphalt Mixtures." Corvatis, Oregon: Oregan State University.
Takallou H.B. and Hicks R.G. (1988) "Development of Improved Mix and Consrruction Guidelines for RubberModified Asphalt Pavements." TranspotIation Research Record 1171, Washington D.C.: TranspotIation Research Board. National Research Council, pp. 113-120. Thompson (1964) Bituminous Matenals. Volume I, A.J. Hoiberg, ed .. New York: Interscience Publishers. pp. 375-414.
Vinson T. and Jung D. (1993) "Low Temperature Cracking Resistance of Asphalt Concrete Mixtures." Journal cr the Association of Asphalt Paving Technologists, Vol. 62, pp. 54-92. See co=ents on page 88.
'lank W. (1990) Shell Central Research Laboratory, personal co=unication.
Wakefield L.B., Crane G. and Kay E.L. (1975) "Producnon of Resins from Solubilized Scrap Rubber." US Patent 3,896.059, Filed February 5, 1974.
YoutcheffJ.S. and Jones D.R. (1994) "Guideline for Asphalt Refiners and Suppliers." SHRP-A-686, Washington D.C.: Strategic Highway Research Program, National Research Council.
ZanzOtto 1.., Foley D., Rodier C.E., and Watson R.D. (1987) "Modified Asphalts - Are You Really Coming?" Canadian Technical Asphalt Association Proceedings, Val. 32, pp. 92-117.
ZanzOtto L., Foley D.P., Warson R.D .. and Juergens C. (1989) "On Some Pracncal Aspects of Using Polymer Asphalts in Hot Mixes." Canadian Technical Asphalt Association Proceedings, Vol. 34, pp. 20-40.
Zanzotto L. and Kennepohl G.1. (1996) "Development of Rubber/Asphalt Binders by Depolymerization and Devulcanizanon of Scrap Tires in Asphalt." Preprint, TranspotIation Research Records, Washington, January 1996.
- 236-