a comparison of two intelligent scheduling systems for flexible manufacturing systems
TRANSCRIPT

Expert Systems With Apphcattons, Vol 6, pp 299-308, 1993 0957-4174/93 $6 00 + 00 Planted m the USA © 1993 Pergamon Press Ltd
A Comparison of Two Intelligent Scheduling Systems for Flexible Manufacturing Systems
ALLEN E. SMITH
College of Business Admmxstrat~on, East Tennessee State Umversay, Johnson Cay, TN
TIMOTHY D. FRY, PATRICK R. PHILIPOOM, AND JAMES R. SWEIGART
College of Business Administration, Umvers~ty of South Carohna, Columbia, SC
Abstract--Desptte the extstence o f hardware suttable for the development o f advanced automated manufacturing systems, the implementation of such systems has been hampered by the lack o f ap- proprtate software necessary for the scheduhng and control o f these systems Arttficial Intelhgence (AI) has been suggested as a methodology sutted to the development o f thts software As a result, m this paper two mtelhgent scheduling and control systems are developed wtth the cooperatwn o f an "expert" at an extstmg F M S m Atken, South Carohna, USA The hterature related to scheduhng FMS usmg AI methodologws is unclear as to whether scheduhng shouM be done m a real-ttme manner stmilar to simple lob-shop scheduhng or m a predtcttve manner that shows detaded start times and ftnish ttmes for some scheduhng hortzon As such, one intelligent scheduler developed in thts research utdtzes a real-trine scheduhng methodology, whtle the second utthzes a predicttve meth- odology Both systems were developed tn conjunction wtth a scheduhng expert at the FMS Results from a simulatton model o f the FMS usmg each o f the two scheduhng methodologtes are compared In an effort to address the tssue of whtch methodology ts better sutted for the scheduhng and control o f automated manufacturmg systems such as FMS
1. INTRODUCTION
THE MANUFACTURING ENVIRONMENT in the United States today ~s characterized by rapid change, posing new challenges and problems to the production and operations manager. Such changes include drastically shortened product life cycles, higher quality expecta- tions by consumers, an unsteady national economy, a highly volatile dollar value, rapidly developing tech- nologies, a decreasing availability of skilled workers, and intense pressure from foreign manufacturers. As a result, process flexibility is fast becoming a major priority for many organizations as they attempt to deal with these changes.
In response to the need for process flexibility, much attention is being given to the integration of computing technologies with manufacturing processes, for ex- ample, Computer Integrated Manufacturing (CIM). As suggested by Merchant ( 1985 ) and Winter and Gil-
Requests for repnnts should be sent to Allen E Smith, Department of Business and Marketing, College of Business Admimstratlon, East Tennessee State Umverslty, Johnson City, TN 37614
299
bert (1987), the current state-of-the-art in CIM is the Flexible Manufacturing System (FMS). A Flexible Manufacturing System can be defined as a group of Computer Numerically Controlled (CNC) machines under central computer control linked by an automated material handling system, and typically comprised of several subsystems: ( l ) a group of CNC machines, (2) an automated materials handling system, (3) a central supervisory or host computer and several local personal computers at each machine, and (4) a tool storage and retrieval system required by the CNC machines (Buz- acott & Shanthikumar, 1980).
A serious constraint on the development of more sophisticated automated manufacturing systems be- yond FMS is the lack of specific policies for the sched- uling and control of the shop floor (Bessant & Hay- wood, 1986). Since FMS is a relatively recent tech- nology, it is not yet known if policies and procedures designed to schedule and control traditional manufac- turing processes are appropriate for such advanced manufacturing technologies (Stecke, 1983; Kusiak, 1986). Thus, in order to enhance the performance of existing FMSs and to allow for further development of
300 A E Smtth et al
automated manufacturing systems, such as the Factory of the Future (FOF) , proper procedures for the sched- uling and control of these automated systems must be developed and documented.
Given the dynamic nature of the factory floor, pro- duction scheduling and control present a complex problem. As a result, operations managers normally use simple scheduling heuristics in practice, as opposed to rigorous optimization procedures. Given the com- plexity and the prevalent use of heuristics by managers for scheduling and control, numerous authors have recommended the apphcatlon of Artificial Intelligence (AI) methodologies (Ellevby & Grant, 1986; Fox, 1983; Fox & Smith, 1984; Kanet & Adelsburger, 1987, Mel- nyk, 1988; Meyers, 1986; Michie, 1986). If a truly "lightless plant" is to be developed, decisions normally made by shop floor managers, such as short-term scheduling and control, must be automated. In other words, the human interface between the shop floor and strategic production schedules must be replaced by au- tomated systems. AI technologies represent one avenue for this automation.
2. P R O D U C T I O N S C H E D U L I N G
Production scheduling for any manufacturing system is normally done in a hierarchical manner and ranges from the development of long-term aggregate schedules down to the development of short-term detailed op- eration scheduling. In this approach, the output from each level in the scheduling hierarchy provides the constraints or decision space for the next lower level. The central focus is the length of t ime that the schedule covers at each level versus the detail or precision of that schedule. An aggregate schedule with less detail normally allows for a longer scheduling horizon. Due to the rapid change and numerous uncertainties that characterize the shop floor, the probability of adhering to a very precise and detailed schedule showing start times, finish times, and machine routings quickly de- creases as the time covered by the schedule increases. For longer horizons, a less precise schedule showing only gross production levels is more appropriate and can be controlled more effectively.
In the FMS environment, where flexibility is of great importance, the plant must be able to respond quickly to any changes resulting from cancellations, inaccurate forecasts, or unanticipated demands. This forces the plant to operate with much lower levels of work-in- process inventories than in more conventional man- ufacturlng systems. Due to the required levels of in- ventory, scheduling becomes much more important if the max imum benefit is to be achieved from the FMS technology. As stated by Classen and Malstrom ( 1982, p. 78): " . . millions of dollars worth of computer- controlled equipment are worthless if they are under- utilized or spend their time working on the wrong part because of poor planning." Unfortunately, the in-
creased importance of scheduhng FMS does not impact the complexity of the scheduling problem. Also, limited inventory buffers, faster machine setup times, more alternate routings, and the existence of tooling con- straints all serve to complicate FMS scheduling further.
As a result of this complexity, scheduling heuristics are predominately used in practice. These heuristics normally utilize two basic approaches: a priori or pre- dictive and real-time or reactive. In an a priori ap- proach, a schedule is developed utlhzing either back- ward or forward loading prior to execution for some time horizon. When unexpected events occur on the shop floor, making the a priori schedule invalid, the scheduling system can try to follow the remaining schedule as closely as possible or encourage the devel- opment of another a priori schedule that takes into account the unexpected events. In real-time scheduling, a schedule is developed in response to changes on the factory floor normally for a very short tame into the future, often for the processing time of one operation on a given machine. This is often referred to as dis- patching.
Several authors suggest that scheduling FMS should be done in an off-line or a priori manner (Gershwln, Akella, & Choong, 1985; Newman, 1987), while other authors suggest that on-line or real-time scheduling is more appropriate (Stecke, 1982; Bestwlck & Lockyer, 1979). It is often difficult to distinguish between a priori and real-time scheduling under cases of extreme un- certainty. Constant revisions of a priori schedules may result in more confusion than benefit. In such instances, there may be no benefit in trying to maintain precise schedules. However, in cases in which the relative un- certainty is small, a priori schedules may provide tre- mendous benefits over using a simple real-time reactive scheduling procedure. To our knowledge, there are no published studies that compare intelligent reactive scheduling with intelligent predictive scheduling in an FMS environment
3. RESEARCH FOCUS
In this study, two scheduling systems utlhzing AI methodologies are developed. The first intelligent scheduling system utilizes a real-time or reactive ap- proach to developing schedules, while the second sys- tem utilizes an a priori or predictive approach. These two systems are referred to as the Intelligent a Priori Scheduling System (IAPS) and the Intelligent Real- Time Scheduling System (IRTS) , respectively. As dis- cussed previously, there is disagreement between re- searchers on whether intelligent scheduling systems for automated manufacturing processes should be reactive or predictive.
This paper will address this issue by comparing re- sults from a simulation of an FMS when scheduling is done by the IAPS system with results from simulation of an FMS when scheduling is done by the IRTS sys-

Comparison of Two Intelligent Scheduhng Systems 301
tem. The FMS simulated is a model of an existing FMS at the Food Marketing Corporation (FMC) plant in Aiken, South Carolina. An actual FMS is modeled to provide a more realistic picture of an automated factory floor found in the "real world." Also, monthly demand streams for the simulation represent the historical av- erage demand that FMC experienced for an 18-month period. Before discussing the research design and re- sults, literature related to this study lS presented.
4, RELATED LITERATURE
Since vast amounts of published literature on produc- tion scheduling exist, only papers that incorporate AI methodologies are included. Further, these papers will be separated into predictive and reactive scheduling systems.
One of the first a priori scheduling systems developed lS the intelligent scheduhng assistant (ISA) developed at Digital Equipment Corporation (Orciuch & Frost, 1984). ISA utilized a forward finite loading method- ology and a production rule knowledge representation scheme. The most popular intelligent scheduling sys- tem is the Intelligent Scheduling and Information Sys- tem (ISIS) (Fox, 1983; Fox & Smith, 1984). Although not developed exclusively for automated manufactur- ing, ISIS has the flexibility to be adapted easily to such systems. ISIS uttlizes a constraint directed search.
Numerous other intelligent schedulers have been presented in the literature (Ben-Arich, 1986; Bensana, Correge, Bel, & Dubols, 1986; Bruno, Elia, & Laface, 1986; Clemmer, 1984; De & Lee, 1986; Erschler & Esquirol, 1986; Hadavi, 1985; Kerr & Ebsary, 1985; Lee & Suh, 1988; O'Grady & Lee, 1988; Reinschmldt, Slater, & Finn, 1990; Shaw & Whinston, 1985; Sub- ramanyan & Askin, 1986; Thesen & Lei, 1986). In all of these articles, a predictive schedule is developed for a predetermined scheduling horizon. The exact length of this horizon is dependent on the nature of the system that is being scheduled. Raghavan (1988) suggested that an appropriate horizon should be as long as pos- sible so that the probability of a major failure lS small.
Given the dynamic nature of any shop floor, minor disruptions may occur that could make the predictive schedule infeasible. Thus, each of the papers discussed incorporated a reactive component to deal with these minor disturbances. Thts component etther reqmred the generation of a new predictive schedule or tried to adhere to the existing schedule as closely as possible using short-term real-time adjustments. The frequent regeneration of a new schedule may cause excessive confusion on the shop floor, similar to the concept of "nervousness" in a Materials Requirements Planning (MRP) system. On the other hand, trying to adhere to a predictive schedule that has become infeasible may also cause confusion on the shop floor. Studies that compare approaches to deal with these minor disrup- tions have not been reported in the literature. Further
research clearly is needed to determine which alter- native is best.
Intelligent scheduling systems that rely exclusively on reactive scheduling are few compared to the number of predictive schedulers. Newman and Kempf ( 1985 ) developed a rule-based system to schedule a robot ma- terials handling device for a manufacturing cell. This system scheduled the next operation for the robot im- mediately prior to the robot becoming idle. Shaw and Whinston (1985) presented a novel approach to re- active scheduling. When a machine became idle, it was required to bid for the next operation. Awards of op- erations are based on resource availability, time re- maining, due date, etc. Shen and Chang (1986) pub- lished a scheduling system that utilized two real-time heuristics that were used concurrently to select oper- ations for machines. Specifics regarding the heuristics were not reported.
A knowledge-based approach to scheduling for dis- crete manufactunng, MASCOT, was presented by Er- schler and Esquirol (1986). Although not directed at the FMS specifically, the real-time approach could be applied readily to FMS scheduling. This scheduler was presented as decls~on support rather than a decision maker and was primarily concerned with job sequenc- ing. Acaccia, Bovone, Michelini et al. (1987) presented the XS-SIFIP program, which was described as a rule- based s~mulator for scheduling part transportation us- ing both automated guided vehicles (AGV) and robots.
None of the these papers explicitly compare a pre- dictive scheduler with a reactive scheduler. It is clear that such a comparison is warranted. This paper will make such a comparison.
5. RESEARCH M E T H O D O L O G Y
The methodology employed in this research involves the simulation of an existing FMS at the Food Mar- keting Corporation (FMC) plant in Aiken, South Car- olina. In addition, basic AI methodologies, such as knowledge engineering, knowledge representation, and knowledge-base navigation, are used to develop the two intelhgent schedules.
For purposes of presentation, this research can be viewed as two distinct phases. In Phase I, the IRTS scheduling system and the simulation model are de- veloped. As the FMS is currently scheduled using a real-time scheduling system, the rules used by managers to schedule the FMS are identified and incorporated into the simulation model. It was necessary to develop the IRTS in conjunction with the development of the s~mulation model m order to validate the accuracy of the simulation model with the real FMS. The FMS and the development of the simulation model and the IRTS system will be discussed in turn.
Phase II revolves the construction of the lAPS system incorporating the same decision rules that the FMS managers currently use in developing reactive sched- ules. The lAPS system was developed in conjunction

302 A E Smith et al
with the scheduhng "expert" at FMC. This system then replaced the IRTS system in the simulation model and is used to develop the predictive schedules. These schedules then are input into the simulation model and are used to establish priority between jobs. The |APS system will be discussed in greater detail below.
By developing the IRTS system separately from the IAPS system and using both to develop schedules for the simulation model, it is possible to determine which of the two systems is more appropriate for scheduling this FMS. Before discussing the development of the IRTS system, the validation of the simulation model (Phase I), and the development of the IAPS system (Phase II), current FMS operating policies are pre- sented. A physical layout and description of the system can be found in Fry and Smith (1989).
5.1. FMS Operating Policies at FMC
In general, operating policies include all the scheduling and control procedures necessary to insure the proper operation of the FMS. These policies include tool al- location procedures, production scheduling procedures, order routing and rerouting decisions, and order re- view/release decisions.
Master Production Schedules (MPS) at FMC cover a time horizon of several months. A new MPS is sent each month from the final assembly plant in San Jose to the Aiken plant. Based on the MPS, weekly and daily production schedules are generated. Due to the relatively stable demand, daily production schedules are generally determined simply by dividing the total demand for each part, as specified in the MPS, by the number of days in the MPS horizon. The actual se- quencing and detailed scheduling of each part showing start times and release times 1s determined by the shift manager of the FMS and is made in a real-time manner.
In addition to sequencing, detailed scheduling also involves the routing and rerouting of parts. For ex- ample, if a part is in queue at a particular resource when that resource breaks down, a decision to reroute that part may be necessary. At FMC, ~f a machine breaks down, an estimate of the time when it will again become operational is made. If that time appears ex- cessive to management, all parts are then rerouted to the other available resources. If the time is not exces- sive, the parts are left in that machine's queue.
The control of input of materials into the FMS is regulated by the availability of fixtures and pallets de- signed specifically for each part. When a part is finished and unloaded at one of the LUCO workstations, that fixture is normally reloaded with the same unfinished part from raw materials. If demand for a period has been met, some fixtures will be removed from the sys- tem thereby prohibiting the release of another unit of that part. The removal of fixtures follows a complex reasoning process but may be envisioned as a hierarchy of part priorities. The formal priority of a specific part
IS established by the Material Requirements Planning system of the FMS in the form of part due dates. Al- though these priorities exist for automated control, they are often adjusted by the team leaders of the FMS. The team leaders reflected their informal priorities by re- ferring to parts as "hot," "medium," and "cold." These informal priorities are closely correlated to the difficulty of a specific part to produce, where generally more dif- ficult parts are "hotter." Difficulty resulted from a large number of fixture changes, close tolerances, or from the type of material being machined. This informal priority system is used to override the formal due date priorities. Essentially, a "hot" part would always take precedence over a "medium" or "cold" part. Also, a fixture for a "hot" part would never be removed from the system even if current demand had been met.
5.2. Phase I: Development of the IRTS System and Simulation Model
The modeling of the FMS in Phase I required the in- clusion of physical characteristics, such as number of machines, number of parts, machine breakdowns, part processing times, and number of pallets and fixtures. The simulation of the FMS was constructed using the SLAM II software (Pntsker, 1986). In addition, a knowledge base, constructed using Fortran 77, con- tained the operating policies used by shop floor man- agers discussed above to schedule and control the FMS. As the FMS is currently scheduled in a real-time man- ner, the knowledge base represents the IRTS system. The construction of any knowledge base, such as the one used in this research, requires three steps. The first step involves the acquisition of the knowledge con- tamed in the knowledge base. Following the knowledge acquisition, an appropriate schema for the represen- tation of the knowledge must be determined. Finally, a procedure for navigation through the knowledge base is selected.
5.2. I. Knowledge Acqmsltlon The identification of the specific operating policies used by the FMS managers involved a series of intensive interviews with the chief FMS manager. This individual or "expert" was re- sponsible for establishing the operating policies pre- viously discussed. In addition, this expert was also in- volved with the initial start up and operation of the FMS and had been the principal manager since that time The expert also supplied the necessary data for the accurate modelling of the FMS, such as machine breakdown, processing times, historical demands, etc.
The first set of interviews were conducted in the ob- servation tower overlooking the FMS. Each interview involved approximately 2 hours of conversation with the expert. Each interview session was then followed by approximately 1 hour of observation of the FMS in operation without the presence of the expert. These interview and observation sessions were conducted over a period of approximately 6 months.

Comparison of Two Intelhgent Scheduhng Systems 303
Five additional interviews were conducted in a more concise time frame of one per week for 5 weeks, each lasting approximately 3 hours. The purpose of these sessions was to gather additional information about scheduling and control policies for the FMS. Numerous telephone calls were also made to clarify policies and operating procedures between interview sessions. Two follow-up interview/observation sessions were used to confirm the operating policies.
5.2.2. Knowledge Representation. A production rule format is used to represent the knowledge m the knowledge base. This format is selected as the rules used by the expert are described in an "If-Then" logic. Also, a production rule format is easily understood by managers not trained in various knowledge represen- tation schemes and is common to the reasoning process of the typical scheduler on the factory floor, thus fa- cilitating the transfer of knowledge from the expert to the knowledge base.
Automated shop floor control in an FMS may be divided into a number of smaller problems (i.e., release of parts to the shop floor, determination of the next resource for processing of parts, evaluaUon of currently available resources, or the required rescheduling that results from system disturbances). Although the prob- lems are closely related, they may be separated and solved independently provided necessary information is available in near real-time. The approach taken in this research is to establish a number of small knowl- edge bases each with a limited number of rules. Each knowledge base and the accompanying decision logic was called as needed. This modular development ap- proach provides a set of knowledge bases that collec- hvely make the scheduhng and control deosions for the FMS.
5.2.3. Knowledge Base Navigation. Navigation through a knowledge base may be accomplished in two basic ways, forward chaining and backward chaining (Tay- lor, 1986). In this research, a forward chaining ap- proach is used. Given the existence of a relatively small number of rules in each of the knowledge base modules alluded to earlier, a forward chaining approach ~s felt to be appropriate.
Forward chaining examines each production rule in a forward direction, looking first at its premise and ignoring the conclusion until the premise is determined to be true or false. If the premise is true, the rule is "fired" requiring the actions in the conclusion to be taken. If the premise is false, the rule is not fired, the conclusion ignored, and the next rule is considered. The specific rule to be considered is normally deter- mined by the order in which it is stored in the knowl- edge base. Although other priorities could be used to determine the production rule to be considered next, in this research, rules are considered in the order in which they are contained in the knowledge base.
5.2.4. Vahdation of Simulatton Model. In order to as- sure that the simulation model is reflective of the real FMS, the simulation is run using historical demands provided by FMC as input. The IRTS system is used to schedule and control the FMS since the FMS is cur- rently scheduled in a reactive fashion. The resulting outputs from the simulation model were then com- pared to historical outputs from the real FMS. In con- junction with the expert at FMC, several minor mod- ifications were made to the simulation model until the simulated results for utilization, work-in-process levels, machine breakdowns, and finished output closely ap- proximated the actual historical results for the 15- month period, January, 1987, through March, 1988. In addition to validating the simulated results that the expert used for knowledge acquisition, some statistical evidence of the IRTS system's accuracy is provided by Pearson product-moment correlations (Neter & Was- serman, 1974) between actual production output and the simulated production output. Pearson product- moment correlation coefficients range between .97740 and .99805. Paired " t " tests (Neter & Wasserman, 1974) are also performed for the same period on the difference between actual and simulated production. None were significant at the .05 level, suggesting no significant statistical difference between actual and simulated results.
5.3. Phase II: Development of the lAPS System
The IAPS system developed in this research utilizes some of the same decision rules stored in the IRTS knowledge base. Instead of simply reacting to changes on the shop floor in selecting one part to be processed, a complete schedule is constructed for some period of time into the future 0.e., the scheduhng horizon). In this paper, a scheduling horizon of I week was chosen by the expert, since it represents a period of time short enough so that a schedule has a high probability of remaining feasible, yet long enough to provide a ho- rizon that is very different from simple reactive sched- uling. The IAPS system was built using Fortran 77, which allowed easy interface with the SLAM II simu- lation model. A forward finite loading methodology was used m the IAPS system since machine utilization was one of the primary concerns of the expert. Forward loading favors machine utilizations as opposed to backward loading, which favors due date performance.
A predictive 1-week schedule is generated for each of the four machining centers. This is in hne with the expert's wishes since these four machines do all the processing of parts while the remaining eight machines provide support functions only, that is, materials han- dling and inspection. The forward finite loading al- gorithm developed is presented next.
5.3.1. The Forward Fmite Loading Algorlthm Due to the desire by the users of the FMS to favor "hot" parts

304 A E Smith et al
over " m e d i u m " parts and "cold" parts, each operation for all "ho t" parts scheduled for processing by the MPS is loaded onto one of the four machining centers based on the earliest start date of each operation. The earliest operation start date is based on machine availability, completion of all precedence operations, and avail- ability of fixtures. In the case of alternate routings, the machining center available first is chosen, and that op- eration is loaded, in Gant t chart fashion, onto that ma- chine's schedule. Scheduling proceeds until all opera- tions for all "ho t" parts demanded in the current week have been loaded onto one of the machines. Due to the availability of fixtures, only one unit of each part number can be in the system at any point in time. Thus, gaps of t ime when the machine is idle will result. Scheduling then begins with "m ed i um " parts. Each operation for a particular part is again scheduled to begin as early as possible given the constraints of fixture availability, earliest start t ime due to precedence op- erations of that part, and machine availability as dic- tated by the gaps of t ime that are available. If an op- eration can begin at a certain date and can be processed without interfering with a previously scheduled part, that operation is a candidate to be scheduled. The exact operation to be loaded onto the machine is the oper- ation with the longest processing time. In this way the gaps of idle t ime are filled as completely as possible. After all medium parts have been scheduled, loading begins with cold parts until all operations have been scheduled.
In situations where the schedule may not have been completed by the FMS by the end of the scheduling horizon, the parts not yet completed are rescheduled before scheduling the next period's demand. This in- sures a steady flow of completed parts for all part types.
In the section below, an example is provided to il- lustrate the forward loading algorithm.
5.3.2. A Hypothetwal Example Consider the following problem showing demand, routing, and processing times, where four parts ( 1, 2, 3, 4) are to be scheduled on an FMS with two machining centers (A, B) and three material handhng stations (C)
Part Routmg Part Demand Priority (Machine~Time)
1 2 Hot C/5; A/5; C/5; A/5; C/5 2 2 Hot C/3; B/4; C/5; B/8; C/5 3 2 Medium C/2; A or B/8; C/2 4 4 Cold C/I ; B/I; C/2; A/I ; C/5
The forward loading procedure begins with parts 1 and 2 and schedules all operations forward in t ime on the two machining centers only. For example, the first operation of part 1 to be scheduled is at machine A and ~s expected to take 5 t ime units. Since 5 units of
t ime are needed for the handling of the part at resource C, this operation can begin no sooner than time 5.
After scheduling all hot parts, the loading procedure begins scheduling medium parts, in this case, part 3. The first operation for part 3 to be scheduled can begin at t ime 2 after the materials handling operation on machine C. This operation, as indicated, has an alter- nate route and can be processed by machine A or B. At t ime 5, both A and B are busy and the soonest t ime a machine becomes available is at t ime 7 (machine B) after part 2 has been processed. The txme gap here is 5 t ime units, which is not long enough to complete the operation to be scheduled. The soonest time part 3 can be scheduled without interfering with the current partial schedule is at t ime 20 on machine A or B. Since the operation requires 8 t ime units and would completely consume the time gap on machine B, part 2 is loaded at t ime 20 on machine B. Continuing with this logic results in the second unit of part 3 being available for machine A or B at t ime 45. In this instance, t~es are broken arbitrarily by assigning the job to its primary routing, which in this case is machine A.
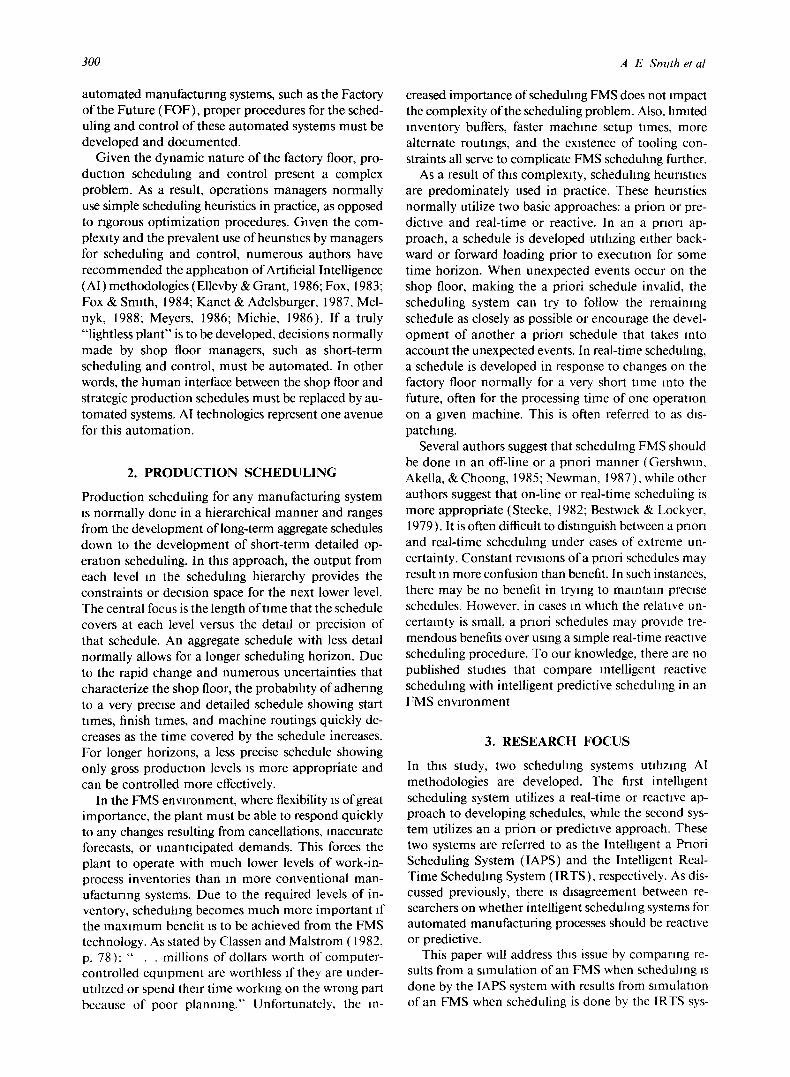
The last part to be scheduled is part 4. The first op- eration of part 2 is available at time 1 and requires 1 t ime unit on machine B. A gap of time exists on ma- chine B from time 0 to t ime 3, thus part 4 is loaded onto machine B at t ime 1 and ~s scheduled to be com- pleted at t ime 2. Continuing with this logic provides the complete schedule for the hypothetical example m Figure I.
5.3.3. Executton of the Predtcttve Schedule The result of the forward loading algorithm is a schedule for each of the four machining centers showing expected start times and finish times for each operation for each part in the MPS. This schedule is released to the simulation model at the beginning of each week. All other re- sources in the FMS are controlled as in the IRTS In- stead of relying on the FMS managers to decide se- quence and schedule as in the IRTS system, these are provided by the IAPS system. In cases in which dis- ruptions, such as machine failure, occur and the sched- ule becomes infeasible, a real-time adjustment com- ponent tries to follow the schedule as closely as possible. For example, if parts X and Y have the same informal priority and part X is scheduled for processing im- mediately before part Y but has not arrived at the ma- chine as planned, part Y will be processed according to scheduled times. When part X arrives, it ~s processed when a sufficient gap of t ime in the schedule permits or until a lower priority part is scheduled next and is preempted by the higher priority part X In this case, the schedule is then followed beginning w~th the part that was preempted. Th~s reactive component of the IAPS system was developed m conjunction with the expert and closely follows the reasoning used in the IRTS when similar conditions resulted. By allowing these slight adjustments to the schedules when unex-

Compartson of Two Intelhgent Scheduhng Systems
Mach,neA I ~ 0 4 5 10 14 15 20
, I ' I 3 , I ; I 25 30 3536 40 45 50 535455
Machine B 0 1 2 3 5 7 101112 15 20 25 263032333537 40 4546 50 55
FIGURE 1. Completed schedule.
t=me
~.~
ttme
305
pected events occur, it is possible to adhere as closely as possible to the predictive schedule generated by the lAPS system.
6. EXPERIMENTAL DESIGN AND CONDITIONS
In order to create variability in the demand stream, three different demand levels are randomly generated for each part. Three uniform distributions were ob- tained by multiplying average monthly demand by plus or minus 0%, 25%, and 50%. For the remainder of this paper, these demand streams will be referred to as low variability demand, average variability demand, and high variability demand. Forty replications for each combination of scheduling system and level of demand variability, each representing 1 year of simulated pro- duction, were collected after the model had reached steady state. This resulted in 240 years of simulated production.
As a basis for comparison, proper performance cri- teria need to be determined. Two types of criteria have been used in most of the published research to measure shop performance. The two types of criteria are inven- tory levels and due date performance. Since the control of input into the FMS modelled in this research is reg- ulated via the availability of specialized pallets and fix- tures, the level of in-process inventory is automatically controlled. Thus no inventory criteria are reported.
Several criteria are used to measure due date per- formance since no single criterion has been shown to reflect exactly the ability of the shop to meet order due dates. In this paper, three criteria are used to measure
due date performance: Mean Tardiness (T) measures the average amount of time a job is completed past its
N
due date and is defined as Y~ Max(O, L, )/N, where t= l
Nis the number of jobs completed and L, is the lateness of job l; Conditional Mean Tardiness (CMT) measures the average amount of time a tardy job is completed
N
after its due date and is defined as Y~ Max(0, L, )/NT, l = l
where NT is the number of jobs completed after their due date; and Percent Tardy (P) measures the pro- portion of jobs completed tardy to all jobs completed and is defined as NT/N. As suggested by the FMS ex- pert, all three due date performance criteria are col- lected for each of the three informal part priorities (hot, medium, and cold).
7. ANALYSIS OF RESULTS
A two-way analysis of variance (ANOVA) with inter- action was performed for each of the due date perfor- mance criteria by informal part priority. The two main effects in the ANOVA were the variability of demand and the choice of the intelligent scheduling system used to schedule the FMS. The results from the ANOVA are presented in Table 1. As illustrated, the interaction between demand variability and the scheduhng system is significant for Mean Tardiness and Percent Tardy for "hot" and "medium" parts and Conditional Mean Tardiness for "cold" parts. All other interaction terms are not significant.
For those variables in which the interaction term is not sigmficant, a paired t-test is run to rank the per-
TABLE 1 Two-Factor ANOVA With Interaction (Significance)
Performance Criterion
Mean Tardiness Conditional Mean Tardiness
Source Hot
Part Pnonty Part Priority
Medium Cold Hot Med=um Cold Hot
Percent Tardy
Part Pnonty
Medium Cold
V 0.0001 SS 0.0001 V*SS 0 0001
0 0001 0.0490 0.0439 0.2508* 0.0220 0.0001 0.0001 0.0157 0.0001 0 3306* 0 0001 0.0001 0.0001 0.0001 0.0001 0.0013 0 0007 0 1140" 0 3428* 0 3403* 0 0220 0 0001 0 0016 0 3200*
SS = Scheduling System V = Vanabdlty of Demand * Ind=cates no stgnff=cant d~fference

306 A E Smtth et al
TABLE 2 t-test Results for Scheduling System (Scheduling System, Criterion Mean)
Performance Cntenon
Mean Tardiness Condition Mean Tardiness Percent Tardy
Part Prionty Part Pnonty Part Prionty
Hot Medium Cold Hot Medium Cold Hot Med=um Cold
. . . . . . . IRTS 8262 IRTS 9175 . . . . . . IRTS 11.7%
. . . . . . . lAPS 12111 lAPS 12132 . . . . . . lAPS 16 9%
** Interaction is significant, thus Tukey results wdl be presented later *** No significant difference =s indicated ~n Table 2
formance of the two scheduling systems by part priority for the various performance criteria. All rankings are provided in Table 2. Results are significant at the 0.05 level. These results are presented in Table 2. For those criteria in which the interaction term is significant, it is necessary to block the data by main effect prior to performing the analysis. Table 3 shows the t-test results that illustrate the relative ranking of the two intelligent scheduling systems by part priority for each perfor- mance criterion for each level of demand variability. Table 4 shows Tukeys Multiple Range Comparison Test results, which rank each intelligent scheduler by demand variability for each part priority and perfor- mance criterion.
8. DISCUSSION OF RESULTS
In Table 2, where the interaction term was not signif- icant, thus no blocking of the data was necessary on CMT for "hot" and "medium" part priorities and on %T for "cold" part priorities, the ranked performance criterion means were significantly better for the IRTS system when compared to lAPS system. In Table 3, where the data was blocked by level of demand vari- ability, the IRTS system consistently resulted in better performance than the lAPS system for all performance criteria and part priorities. These results suggest that
no benefit is gained by developing detailed schedules using the intelligent a prior1 scheduling system prior to the actual execution of the schedule. In fact, using real time control in a manner similar to simple dis- patching resulted in a better level of performance. Of course, the lAPS used in this research is by no means the only such system that could be developed. Indeed, there are certainly an unlimited number of variations such a system could take. The system used here was designed by the expert at FMC in conjunction with the researchers and in no way should be thought of as an optimizing routine. Clearly, more sophisticated al- gorithms that incorporate various mathematical tech- niques could have been developed. However, an in- telligent schedule was developed using the logic that the expert at FMC would have used if he had developed such a system. As such, future research is warranted that incorporates the heuristics used by practicing managers into other types of solution procedures.
In Table 4, the Tukey's test results for the impact of demand variabihty on the performance of the two scheduling systems, by performance criterion for each part priority, are shown. As seen, the variability in de- mand affected the performance of the lAPS system to a greater degree than the IRTS system. The variability of demand significantly affected the performance of the lAPS for mean tardiness and percent tardy for "hot"
TABLE 3 t-test Results for Scheduling System by Variability of Demand (Scheduling System, Criterion Mean)
Performance Cntena
Mean Tardiness Conditional Mean Tardiness Percent Tardy
Part Pnonty Part Prionty Part Pnonty VanabSty of
Demand Hot Medium Cold Hot Medium Cold Hot Medium Cold
0 00 IRTS 173 IRTS 315 . . . . . . . lAPS 5017 IRTS 2.1% IRTS 3.6% ** lAPS 777 lAPS 805 . . . . . . . IRTS 6418 lAPS 8.7% lAPS 4.7% **
0 25 IRTS 236 IRTS 477 . . . . . . . lAPS 5828 IRTS 2.7% IRTS 4.9% ** lAPS 889 lAPS 745 . . . . . . . IRTS 8925 lAPS 9.7% lAPS 11 0% **
0.50 IRTS 274 IRTS 428 . . . . . . . lAPS 6312 IRTS 3.1% IRTS 4.0% ** lAPS 537 lAPS 955 . . . . . . . IRTS 8583 lAPS 5.2% lAPS 9 6% **
** No s~gn~ficant ~nteract~on ~s indicated ~n Table 2 *** No s~gnfflcant difference ~s found In an ANOVA of the blocked data

Compartson of Two Intelhgent Scheduling Systems
TABLE 4 Tukey Test Results for Variability of Demand by Scheduling System (Variability of Demand, Criterion Mean)
307
Performance Cntena
Mean Tardiness Conditional Mean Tardiness Percent Tardy
Part Pnority Part Prionty Part Pnority Scheduhng
System Hot Medium Cold Hot Medium Cold Hot Medium Cold
IRTS
lAPS
. . . . . . . . . . . . L 6418 . . . . . .
. . . . . . . . . . . . H 8583 . . . . . .
. . . . . . . . . . . . 8625 . . . . . .
A 4889 5955 . . . . . . . . . 39 7% H 49.6% H 6537 H 7245 . . . . . . . . . H 50 3% A 50 0%
¢t~k
,i¢¢t
W'/r
W'k
L = VanabSty of Demand is 0 00 A = Vanablhty of demand is 0 25 H = VanabSty of Demand is 0 50 ** No s=gn=ficant =nteract=on =s md=cated ~n Table 2. *** No s,gnfflcant difference is found m an ANOVA of the blocked data
and "medium" parts. The variability of demand af- fected the performance of the IRTS system only for conditional mean tardiness for "cold" part priorities. As expected, as demand variability increased, the per- formance of both systems tended to worsen. These re- sults also suggest that simple real-time scheduling re- sults in a better performance than off-line detailed schedules.
9. CONCLUSION
In this research, two intelligent scheduling systems for FMS are presented. The IRTS system utilizes real-time scheduling in a dispatching manner. The decision rules stored in the knowledge base were obtained through a thorough investigation of shop floor managers' behav- ior at an FMS at the Aiken, South Carolina FMC plant. The second intelligent scheduling system, the IAPS, utilizes an a priori scheduling methodology. The IAPS was developed m conjunction with the "Expert" at FMS, and the knowledge base in the IAPS contains the decision rules supplied by this individual. Also, the scheduling horizon for the IAPS of 1 week was sug- gested by the expert.
As mentioned earlier, the authors are unaware of any published research that explicitly compares a priori scheduling with real-t~me scheduling. As such, the two systems developed m this research were used to sched- ule a simulation model of the FMS at FMC. A vali- dation of the model was done to insure that the sim- ulation ~s a close representatton of the actual FMS cur- rently in operation. The results from the simulation using the two scheduling systems were then compared. The results suggest that the FMS operates better when a simple real-t~me scheduhng is used as opposed to the development of off-line schedules.
Several factors regarding this research warrant fur- ther study. For example: ( 1 ) The impact of the sched- uling horizon on the ability to develop an a priori
schedule needs to be investigated. In this paper, a 1- week horizon was used. Many other possibilities exist, such as 1 shift, 1 day, l week, l month, etc. One would think that a shorter horizon would improve the ability of the scheduling system to develop feasible schedules. (2) Other a priori schedulers need to be developed to identify a better method for constructing these sched- ules. In this research, the a priori schedule was based solely on the decision rules supplied by a single expert at FMC. Before the conclusion that real-time sched- uling is better than a priori scheduling can be made, other off-line schedulers that incorporate other meth- odologies, such as various operations research tech- niques, must be developed and tested. This would re- quire a greater involvement of numerous experts in conjunction with academics who generally understood OR methodologies more completely. (3) The impact of other uncertainties, such as machine breakdowns, quality fadures, and tool shortages on the a priori and real-time schedulers warrants further study. It is prob- able that an increase in these uncertainties would favor real-time schedulers as compared to a priori schedulers. (4) The impact of product variety on the ability of real-time and a priori schedulers to develop schedulers has not been studied. In this paper, the FMS processed only 16 parts, which really does not capture the flexi- bility benefits associated with these automated man- ufacturing systems. In order to realize these benefits, product variety needs to be increased, and thus the ~mpact of this increase also warrants further study.
REFERENCES
Acaccm, G M, Bovone, M., Mlchehm, R C, et al (1987) Rule- based d~spatchmg govern for flexible manufactunng Example implementation of a shop-floor part transportatmn system Proc 1987 IEEE lnt Con/ Robotws and Automatlon, March (pp 558- 565). Washington, DC IEEE Computer Sooety Press
Ben-Anch, D (1986) Knowledge-based control system for auto- mated production and assembly In A Kuslak (Ed), Modehng

308 A E Smt th et al
and destgn o/Jlextble manufa~turmg ~vatems (pp 347-368 ) New York Elsevier
Bensana. E, Correge, M, Bel, G. & DuBo~s, D (1986) An expert system approach m mdustnal job-shop scheduhng Proceedmg~ o/ 1986 IEEE International ConJereme on Robottc~ and Auto- matron. San Franctsco, CA, April (pp 1645-1650) Washmgtom DC IEEE Computer Sooety Press
Bessant, J , & Haywood, B (1986) The mtroduetmn of flexible manufacturing systems as an example of computer integrated manufactunng Operatton~ Management Revtew, Fall, 14(6), 5- 12
Bestw~ck, P F, & Lockyer, K G (1979) A practical approach to production seheduhng lnternattonal Journal o[ Production Re- warch. 17 (2), 95-109
Bruno, B, Eha, A, & Laface, P (1986) A rule-based system to schedule production IEEE Computer, 19 (7), 32-40
Buzacott, J A, & Shanth~kumar, J G (1980) Models for under- standing flexible manufaetunng systems AIIE Transactions. 12 (4), 339-350
Classen, R J , & Malstrom, E M (1982) Effechve capaoty planning for automated factories reqmres workable simulation tools and responsive shop floor control Industrtal Engineering, April, 14, 73-79
Clemmer, G L, II (1984) An arttficml mtelhgence approach to job- shop scheduhng Unpubhshed thes~s, M I T , Sloan School of Management, Cambridge, MA
De, S, & Lee, A (1986) Making scheduhng deos~ons in an F M.S using the state-operator framework m A I IEEE, 2, 1178-1181
Elle~by, P, & Grant, T (1986) Knowledge based scheduhng Com- puter A ~t~ted Dectswn Making Amsterdam North Holland.
Erschler, J , & Esqu~rol, P (1986) Decls~on-md m job shop sehed- uhng A knowledge based approach IEEE, 3, February, 1651- 1656
Fox, M S (1983) Constramt d~rected search A case study of job shop scheduling Unpublished d~ssertatton, Carneg~e-Mellon Untverslty, P~ttsburgh, PA
Fox, M S, & Smith, S F (1984) ISIS--A knowledge-based system tbr factory scheduhng Expert S wtem~. 1 ( 1 ), 25-49
Fry. T D, & Smith, A E (1989) FMS lmplementatmn procedure. A case study l iE Tramactlons. 21 (3), 288-293
Gershwm, S B, Akella, R, & Choong, Y ( 1985 ) Short term sched- uhng of an automated manufacturing facility (M 1 T Laboratory For Information and Decision Systems Report LIDS-FR-1356 ), IBM Journal o/Re~earch and Development, 1,230-235
Hadavl, K (1985) Dynamic scheduhng for FMS Auto!act 1985 Conlerem e. Detroit, MI, November (pp 1345-1358 ) Dearborn, MI Society of Manufacturing Engineers
Kanet, J J , & Adelsburger, H H ( 1987 ) Expert systems in produc- tion scheduhng European Journal o/Operational Re~earch, 29, 51-59
Kerr, R M, & Ebsary, R V (1985) Implementation of an expert system for production scheduhng m a small manufaetunng com- pany--A case study Unpubhshed Working Paper, UmversRy of New South Wales
Kus~ak, A (1986) Apphcatlon of operational research models and techmques m flexible manufactunng systems European Journal o/Operational Research, 24, 336-345
Lee, J K, & Suh, M S ( 1988 ) PAMS A domam-speofic, knowledge- based parallel machine scheduhng system Expert Systems, 5 ( 3 ), 198-213
Melnyk, S (1988) An expert systems apphcatlon to mcrease the flexlbflRy and the elficleney of real-time FMS controllers The Second Internattonal Conference on L:,cpert System~ and the Leading Edge m Production Planmng Control, Charleston, SC
Merchant, M E (1985) The factory of the future lndu~'trtal ~an- agement, September-October, 1-6
Meyers, W (1986) Introduction to expert systems IEEE Expert, Spring, 100-109
Mlchle, D (1986) Expert systems 7he Computer Journal, 23 (4), 369-376
Neter, J, & Wasserman, W (1974) Apphed hnear stattstt~a/modeA Homewood, IL Rtchard D. Irwin, Inc
Newman, P.A (1987) Scheduhng m CIM systems In A Kuslak (Ed), Arttjwlal mtelhgence Computer integrated manu[acture (pp 347-368) New York 1FS Pubhcatmns
Newman. P A, & Kempf, K G (1985) Opportumshc scheduhng for robotic machine tending The Second Conlerence on 4rtl/wtal lnte/hgenceAppllcatum6, Miami Beach, FL, December (pp 168- 173) Washington, DC IEEE Computer Sooety Press
O'Grady, P, & Lee, K H (1988) An mtelhgent cell control system for automated manufactunng International Journal o! Productton Reseanh. 26 (5), 23-31
Orcmch, E, & Frost, J (1984) ISA lntelhgent scheduhng assistant IEEE. The Fit st Conlerence on Artl]wtal Intelhgence Apphcatton. New York (pp 314-320) Silver Spnngs, MD IEEE Computer Society Press
Pntsker. A, & Alan B (1986) lntroduetton to stmulatton and Slam 11, (3rd ed ) New York John Wiley and Sons
Raghavan, V (1988) An expert system framework for the manage- ment of due-dates m flexible manufactunng systems E.wert Svs- tem~ and Intelhgent Manu/aeturmg, 235-247
Remschmldt, K F. Slater, J H, & Finn, G A (1990) Expert systems for plant scheduhng usmg linear programming Proceedings o/ the kourth International Confereme on E~pert Systems m Pro- du~tton and Operatlon,s Management, Hilton Head Island, S C May (pp 198-211 ) Columbm, SC Umverslty of South Carohna
Shaw, M J P, & Whmston, A B. (1985) Task bidding and distributed planning m flexible manufacturing The Second Con!ereme on 4rtt!t~lal lntelhgence Apph~atwns, Mmml Beach, FL, December (pp 184-189) Washington, DC IEEE Computer Society Press
Shen, S, & Chang, Y (1986) An A! approach to schedule generation m a flexible manuthcturmg system In K E Stecke & R Sun (Eds). F[e.~tb/e manu/acturmg ~)'~tems Operatwns re~earch models and appheattons (pp 581-592) New York Elsewer
Stecke. K E (1982) Productmn planning problems for flexible manufacturing systems Unpubhshed Ph D thesis. Department of lndustrml Engmeenng, Purdue Umvers~ty, Lafayette, IN
Stecke, K E (1983) De~lgn. plannmg, wheduhng and ~ ontrol prob- lem~ o/[le~lblemanulacturmg systems Repnnt from J C Baltzer Soent~fic Pubhshmg Co, Basel, Switzerland.
Taylor, W (1986) A pragmatic guide to industrial expert systems implementation (7M Revw~,, 2 (2), 55-63
Thesen, A, & Lel, L ( 1986 ) An expert system for scheduhng robots m a flexible electroplatmg system w~th dynamically changing workloads. In K E Stecke, & R Sun (Eds), 1,Te~:tble manu!a~- turmg ~vstem~' Operatton~ re~ear~ h model~ and apphcatlon~ (pp 555-566) New York Elsevter
Wmter. P J . & Gilbert. J P ( 1987 ) Flexible manufactunng systems Resistance and trends Production and Inventory Management, 2 8 ( 1 ). 10-14