8th international paper and coating chemistry symposium ... · 8th international paper and coating...
TRANSCRIPT

8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
Nordic Pulp and Paper Research Journal Vol 28 no 1/2013 6
Topo-chemical modification of fibres by grafting of carboxymethyl cellulose in pilot scale Mikael Ankerfors, Elisabeth Duker and Tom Lindström
KEYWORDS: Carboxymethyl cellulose, CMC, grafting, Carboxymethylation, Process integration, Sheet formation, Fibre flocculation
SUMMARY: The aim of this study was to graft carboxymethyl cellulose (CMC) on to bleached softwood kraft pulp at temperatures below 100ºC and to do a pilot paper machine trial in order to examine the influence of the CMC on dewatering, sheet formation and mechanical properties.
During the pilot trial, one CMC grafted pulp was compared to a pulp with 3 different refining degrees.
It was shown that CMC-grafting improves the mechanical properties of paper with only a minor effect on the sheet density. It was also shown that the CMC grafting is less detrimental to dewatering than refining and at a certain tensile index a higher dry content after pressing could be reached. The formation number of the paper produced in the FEX trial was not significantly affected by the addition of CMC.
ADDRESSES OF THE AUTHORS: Mikael Ankerfors ([email protected]), Tom Lindström ([email protected]), Innventia AB, Box 5604, SE-114 86 Stockholm, and Elisabeth Duker ([email protected]), BillerudKorsnäs AB, SE-718 80 Frövi (previously an employee of Innventia). Corresponding author: Mikael Ankerfors
There are several parameters affecting the strength properties of paper such as fibre-fibre bonded area (relative bonded area), specific bond strength, fibre length, sheet formation and stress concentrations. Traditionally, strength improvements are achieved by refining the fibres or by the addition of chemical additives. Both of these strategies have downsides as well. An increased amount of refining, increases the flexibility of fibres, swells them, and fibrillates their surfaces, which in turn facilitate the development of strong intermolecular forces by sheet consolidation during drying of the web. Unfortunately, refining also leads to an enhanced paper sheet density, which in turn has a negative impact on bending stiffness and on the light scattering coefficient of the sheet. Additionally, refining of pulp requires energy and will, due to fibre swelling, lead to an increased dewatering resistance in the forming and pressing operations.
Chemical dry strength additives such as modified starches or gums are not considered to affect the fibre flexibility, instead a dry strength agent may work by three different mechanisms (Lindström et al. 2005): i) by consolidating the sheet, ii) by increasing the specific bond strength or, as was shown by Lindström et al. (1985), iii) by decreasing the local stress concentrations in the sheet. Today, many of the most frequently used
additives are consolidation agents and in addition to an increased dry strength their presence will lead to an increased sheet density.
One method (developed at Innventia) to improve the paper sheet strength properties, without influencing sheet consolidation, is the use of bipolar activators, e.g., carboxymethyl cellulose (CMC). It was shown that CMC, under certain conditions, can be irreversibly attached to cellulose fibres and increase the charge density of fibres (e.g. Laine et al. 2000). Due to strong repulsion between the negatively charged fibres and the negatively charged CMC, a sufficiently high electrolyte concentration is required in order to attach CMC to the fibre. In addition, the attached amount of CMC increases with increasing temperature and exposure time (Laine et al. 2000). Provided that the CMC used has a sufficiently high molecular weight, the attachment occurs selectively on the fibre surface. The exact mechanism of interaction between the fibre surface and the CMC molecule is not yet fully understood but a co-crystallisation mechanism (Yllner, Enström 1957, Laine et al. 2000) has been suggested. The irreversible attachment process of CMC on the fibre surface is referred to as surface car-boxymethylation or CMC physical grafting.
Grafting of CMC is known to increase the water retention value (WRV) due to the water holding capacity of the CMC layer (Laine et al. 2002). However, laboratory experiments showed that this increased water retention did not affect the dewatering (Mešić 2002). Another advantage with CMC grafting is a decreased fibre flocculation due to a decreased inter-fibre friction (Yan et al. 2006a).
CMC grafting has, up to now, only been performed and studied in a laboratory environment, but the advantages mentioned above brought about a trial on Innventia’s pilot paper machine, FEX. The main objective of the study was to demonstrate that CMC could be grafted onto pulp in a larger scale and to quantify paper improvements (paper sheet strength properties, runnability and formation) on a pilot paper machine.
Experimental The experiments were done in two sets of trials. One pilot paper machine trial on Innventia’s FEX machine and one fibre flocculation trial using the pulps from the FEX-trial (Trial 1) and one fibre flocculation trial studying the influence of conductivity using lab-grafted pulps (Trial 2).
Material The pulp used in all experiments was an industrial Elementary Chlorine Free (ECF) bleached (bleaching sequence was OD(EOP)DED) and dried softwood kraft pulp from Södra Tofte mill, Södra Cell, Sweden with the trade name Södra Black R.
8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
7 Nordic Pulp and Paper Research Journal Vol 28 no 1/2013
The carboxymethyl cellulose (CMC) used was sodium-CMC from Hercules, Sweden with trade name Aquasorb A-500. The CMC had a DS of approximately 0.4 and a high molecular weight of 700-1000 kDa (values from the supplier). The CMC was dissolved in tap water (Trial 1: 6.7 kg CMC/m3, Trial 2: 4.4 kg CMC/m3) and the CMC-solution was stirred overnight before use.
Trial 1: Pilot trial at the FEX pilot paper machine Pulp treatment The dried pulp was reslushed in a pilot scale pulper for six minutes before use.
Since the idea was to compare CMC-grafting with refining the pulp was also refined to different levels. The refining was done in a Twin Flow disc refiner from Voith, Germany (TF2-E, refining disc diameter = 26 inch) with a refining energy of 50, 100 and 150 kWh/tonne (see Table 1 for details). The CMC grafted pulp was also refined with 50 kWh/tonne before the grafting treatment. CMC grafting In earlier work by Laine et al (2000), CMC grafting was carried out in laboratory scale at high temperatures (up to 120 ˚C) and electrolyte concentrations (0.05 M CaCl2). In order to prevent high conductivity on the paper machine the electrolyte concentration should preferably be lowered, also in order to be able to use an atmospheric reaction vessel, the temperature needed to be reduced. The grafting conditions used in this work are shown in Table 2.
The CMC grafting was carried out in a 20 m3 stirred vessel and heating was done by steam in an external heat exchanger, which the pulp was pumped through. Due to the volumes, the heating to the target temperature 95°C, took some time (see Table 3). When the pulp had a temperature of 85C, the CMC solution was added. The pH was adjusted to approximately 8 using NaOH pellets and the pre-heating was continued until the temperature reached 95C. This temperature was then held for 1.5 h in the presence of 0.01 M CaCl2. The total contact time, including pre-heating, was 420 min. However, since CMC grafting took place at a higher temperature, this time cannot be directly said to be the reaction time. After the grafting process, the pulp was cooled down to a temperature of approximately 70C and left to stand overnight.
For comparison the pulps that were not CMC grafted were also heat treated in the same way but without the CMC addition. Due to different starting temperatures, the total time was a bit shorter than for the CMC pulp (approximately 370 min in total). Another reason for
Table 1. Refining conditions.
Pulp Refining energy
[kWh/tonne] Specific edge load
[Ws/m] CMC pulp 50 0.6 Reference pulp 50 0.6 Reference pulp 100 1.2 Reference pulp 150 1.8
Table 2. Modified conditions for CMC grafting. Process parameters CMC addition 10 kg CMC/tonne fibres Final temperature 95C Reaction time (at final temperature) 1.5 h pH 8 Electrolyte concentration (CaCl2) 0.01 M Pulp concentration Around 4%
heat treatment without CMC, was that also sheet formation was studied and the paper making temperature is known to affect sheet formation (Hourani 1988) because the collision frequency increases with temperature as this drag/inertia decreases when the viscosity decreases, resulting in deteriorated sheet formation (Yan et al. 2006a). Therefore, the different pulps had to be produced at the same temperature on the paper machine to enable a fair comparison. For practical reasons, all pulps were therefore heated up and cooled down in the same way.
For a more detailed description of the temperature change during heating up and the reaction conditions, see Table 3.
Pulp samples, for the determination of total charge density, surface charge density and water retention value, were taken out for all four different pulps, when the digestion was completed. Pulp was also taken out for further flocculation analysis in a flow loop system.
Papermaking on the FEX pilot paper machine Papermaking, using CMC grafted pulp and three differently refined reference pulps, was performed on Innventia’s pilot paper machine FEX. In this trial a twin-wire roll former was used. The machine speed was 400 m/min and the paper produced had an average grammage of 60 g/m2. The press section was composed of three nips. During the trial, the nip pressure in the second and third nip was altered in order to alter the dewatering in the press section and the sheet density (see Table 4). Also the slice opening was altered between 10 and 15 mm in order to get a difference in headbox concentration. The dry solids content before and after the press section was measured in order to evaluate the de-watering resistance.
Table 3. Detailed reaction conditions during pre-heating of pulps in the FEX trial.
Starting temp. [C]
Temp. ramping
time [min]*
Total time [min]
Pulp conc. [%]
CMC addition
[kg/tonne]
pH (average)
CMC pulp, 50 kWh/tonne 58 330 460 3.8 10 7.9 Reference pulp, 50 kWh/tonne 64 270 360 3.9 0 7.9 Reference pulp, 100 kWh/tonne 66 275 365 4.2 0 7.8 Reference pulp, 150 kWh/tonne 59 285 375 4.2 0 7.7

8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
Nordic Pulp and Paper Research Journal Vol 28 no 1/2013 8
Table 4. Machine variables varied during the FEX trial.
Slice opening [mm] Nip pressure 1st/2nd/3rd press
[kN/m] 15 10/200/400 15 10/400/700 15 10/800/1000 10 10/200/400 10 10/400/700 10 10/800/1000
Trial 2: Conductivity trial in the flocculation flow-loop For the conductivity trial (described below), CMC grafting was performed separately. The reason why not the pulp from the pilot trial was used was that the conductivity trial was not originally planned for.
Pulp pre-treatment – conductivity trial Prior to CMC grafting, the once dried pulp was reslushed during 20 min in a prototype Solvo pulper (volume = 600 m3). The pulp consistency during the reslushing was approximately 4.5%. The pulp was not refined.
CMC grafting The CMC grafting was performed in an oil-mantled pressurized batch reactor. Approximately 75 litres of refined pulp was placed in the reactor together with 10 mg CMC/g fibre and 0.01 M CaCl2. The pulp consistency was approximately 4.5%. The pH was adjusted to approximately 8 using NaOH and then the reactor was sealed and the pulp/CMC suspension was heated until the temperature reached 95C. This temperature was then held for 1.5 h. In order to distribute the supplied heat, the pulp/CMC suspension was continuously stirred.
Analysis Total and surface charge density measurements The total charge density in the CMC grafted pulp and in the reference pulps were determined by conductometric titration using the method developed by Katz et al. (1984).
By comparing the result from the conductometric titration of the CMC pulp with the result from a conductometric titration of the reference pulp refined 50 kWh/tonne, the amount of CMC grafted on the pulp measured in kg/tonne could be quantified. The equation used was:
1000
where qsample is the total charge density of the pulp sample, qref is the total charge density of the reference
pulp and A is the total charge density of the CMC used. The surface charge density of the fibres was determined
by the polyelectrolyte titration procedure optimised by Horvath (2003) from a method originally described by Wågberg et al. (1985).
Water retention value (WRV) The WRV was determined as a measure of the degree of fibre swelling. For CMC grafted pulps, the water retention value is also a measure of the water held on the fibre surface by the CMC layer itself. A high water retention value for CMC grafted pulps implies swollen
fibres and that the CMC molecule has attached to the fibre surface in a bulky conformation, containing loops and tails able to hold water. The WRV was determined directly after the CMC grafting in accordance to SCAN-C 62:00. The measurements were executed with tap water and the pulp was in its calcium counter ion form.
Paper sheet testing Prior to testing of the mechanical properties, the paper sheets were equilibrated for 24 hours at 23˚C and 50% relative humidity. The paper samples were then tested in terms of grammage (ISO 536:1995), structural thickness and sheet density (SCAN-P 88:01) and in-plane mechanical properties (SCAN-P 67:93).
The sheet formation was also determined using the STFI formation method (NSP Report 5, 2009). These measurements were only done using the moderate nip pressure level (1st/2nd/3rd nip = 10/400/700 kN/m).
Fibre flocculation analysis CMC grafting has been shown to affect fibre flocculation (Yan et al. 2006a) and fibre flocculation is tightly connected to sheet formation. However, sheet formation is also affected by running parameters of the paper machine. Therefore, fibre flocculation was in this work measured as a complement to the pilot machine trial. This was done in Innventia’s fibre flocculation flow-loop.
The flow-loop used was originally built by Yan (2004), who also described the flow-loop in detail. What should be pointed out is that this flow-loop allows measurements at flow rates similar to those in a paper machine and that the flow-loop is equipped with a headbox after which the flocculation measurements are performed by transmitting light through a transparent channel.
The original imaging system (a low-resolution high speed camera and a pulse laser) was in this work replaced by modern high resolution CCD camera (not high speed) and transmitting light came from a stroboscope. The CCD camera was a black and white digital CCD Firewire camera (Sony XCD-X710, Sony, Japan) having a resolution of 1024x768 pixels (22.4 pixels/millimetre). The measuring area was 512x568 pixels or 22.9x25.4 mm. The illuminated area was larger than the measuring area.
For the flocculation measurements, the four different pulp samples were collected from the FEX trial (Ref 50, Ref 100, Ref 150 and CMC 50). The flocculation behaviours of these samples were then studied individually at different concentrations (1-7 g/l) in the flow-loop system. All measurements were performed in tap water.
Also, a complementary flocculation measurement was performed on pulps prepared in the batch reactor to study the influence of conductivity on the fibre flocculation. In these measurements, there were two sets of pulps, one reference pulp and one pulp grafted with 10 mg/g CMC. The flocculation studies were carried out at different pulp concentrations (1-7 g/l) and at different suspension conductivities (approximately 200, 1000, and 4000 S/cm). The conductivities were altered with CaCl2 in tap water (in the case of 200 S/cm only tap water was used).

8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
9 Nordic Pulp and Paper Research Journal Vol 28 no 1/2013
In both experiments, the flow velocity in the extended nozzle was kept constant at 8 m/s (flow rate = 288 l/min). At each fibre concentration and for each pulp, approximately 200 successive pictures were studied (the software automatically calculates a moving average of power spectrums for 20 successive images and at least 30 power spectrums were collected). For each of these over 30 power spectrums a mean floc size in MD was calculated in accordance to Yan (2004).
Results and discussion
Trial 1 The conductometric titrations showed that 97% of the added 10 kg CMC/tonne fibres was attached on the fibres. This shows that the CMC grafting was quantitative at the conditions used. Table 5 summarises the results from the charge titrations and what can clearly be seen is the higher charge ratio (surface charge divided by total charge) for the CMC grafted pulp compared to the reference pulps. This difference is explained by a high surface selectivity (79%) of the CMC due to its high molecular weight. The surface selectivity result corresponds well with the results by Duker et al. (2007).
Table 5 also shows the WRV for the pulps. The CMC pulp clearly has a higher WRV, but as has been explained, this is much due to water located on the swollen CMC layer on the surface of the fibres.
As will be shown below, this higher WRV does not affect the dewatering to the same extent as cell wall water.
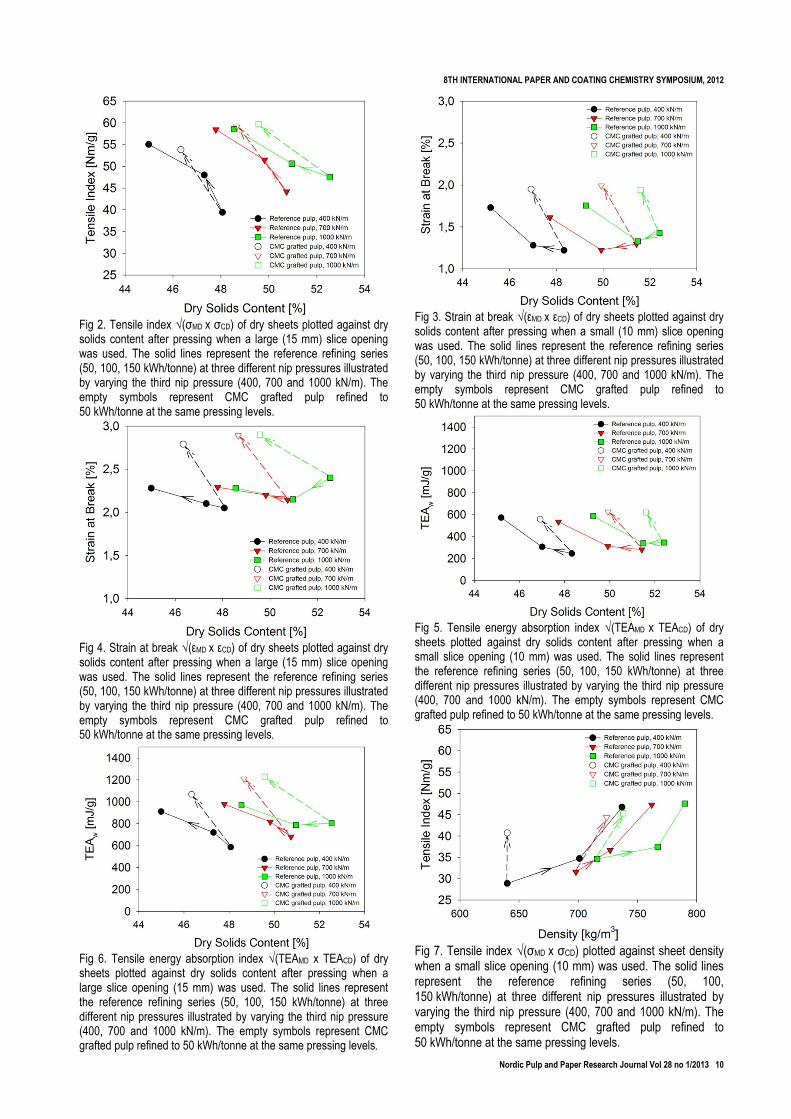
Figs 1-6 show the results from the mechanical testing of the dried sheets produced on the FEX machine. In these figures, the results have been plotted against the dry solids content after the press section because of its close relation to productivity on dryer section limited paper machines. Each property is shown for paper produced using both a small and a large slice opening.
It can be concluded that the tensile index, strain at break and tensile absorption index (of dry sheets), at a given dry solids content, are higher for paper sheets grafted with CMC than for sheets made from the corresponding reference pulp that has just been refined. This is the case for paper produced using both a small and a large slice opening and the results are in fair agreement with laboratory data (Laine et al. 2002), which have also been discussed in a review by Lindström et al. (2005). Additionally, the figures show that the dry solids content of a sheet made from CMC grafted pulp refined with 50 kWh/tonne is slightly reduced compared to a sheet made from the corresponding reference pulp refined to 50 kWh/tonne. However, the mechanical properties are better for the CMC grafted pulp. If the results instead are compared at a given tensile index, it is obvious that the dry content actually is higher for the CMC grafted pulp.
The reason for this is that the grafted CMC is located on the surface of the fibres and this swollen surface layer holds the water (Mešić 2002). During pressing this water is easier than the cell wall water to remove. The refining, on the other hand, has a different impact. When the fibres are refined the fibre walls will be swollen and this internal water is harder to remove resulting in a decreased dry content after pressing. The results are similar for the
two slice openings, but the levels are a bit different. The 15 mm slice opening, which corresponded to a headbox concentration of 0.35%, resulted in better mechanical properties for most of the points, compared to the 10 mm slice opening (headbox concentration 0.52%). The connection between lower headbox concentration and better mechanical properties is well known and is connected to an improved formation. The formation results can be seen in Table 6. The reduced headbox concentration, however, reduces the dry content after pressing which can be seen in Figs 1-6.
Table 5. Grafting results and charge measurements from the FEX trial.
Total charge density [eqv/g]
Surface charge density [eqv/g]
Charge ratio [%]
WRV [g/g]
CMC pulp, 50 kWh/tonne 76.6 19.5* 25.5 1.38
Reference pulp, 50 kWh/tonne
56.7 3.8 6.7 1.17
Reference pulp, 100 kWh/tonne
56.8 4.0 7.1 1.31
Reference pulp, 150 kWh/tonne
55.4 5.1 9.2 1.45
* Surface selectivity = 79%.
Fig 1. Tensile index √(σMD x σCD) of dry sheets plotted against dry solids content after pressing when a small slice opening (10 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
Nordic Pulp and Paper Research Journal Vol 28 no 1/2013 10
Fig 2. Tensile index √(σMD x σCD) of dry sheets plotted against dry solids content after pressing when a large (15 mm) slice opening was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 4. Strain at break √(εMD x εCD) of dry sheets plotted against dry solids content after pressing when a large (15 mm) slice opening was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 6. Tensile energy absorption index √(TEAMD x TEACD) of dry sheets plotted against dry solids content after pressing when a large slice opening (15 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 3. Strain at break √(εMD x εCD) of dry sheets plotted against dry solids content after pressing when a small (10 mm) slice opening was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 5. Tensile energy absorption index √(TEAMD x TEACD) of dry sheets plotted against dry solids content after pressing when a small slice opening (10 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 7. Tensile index √(σMD x σCD) plotted against sheet density when a small slice opening (10 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
11 Nordic Pulp and Paper Research Journal Vol 28 no 1/2013
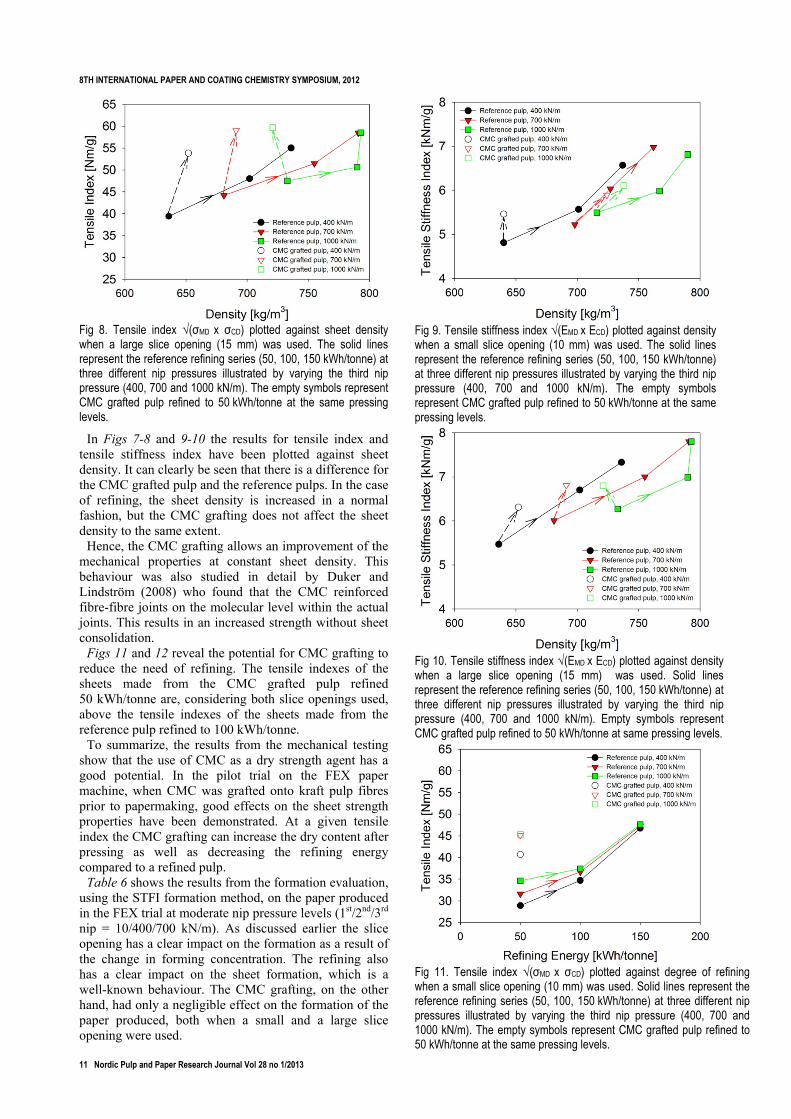
Fig 8. Tensile index √(σMD x σCD) plotted against sheet density when a large slice opening (15 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
In Figs 7-8 and 9-10 the results for tensile index and tensile stiffness index have been plotted against sheet density. It can clearly be seen that there is a difference for the CMC grafted pulp and the reference pulps. In the case of refining, the sheet density is increased in a normal fashion, but the CMC grafting does not affect the sheet density to the same extent.
Hence, the CMC grafting allows an improvement of the mechanical properties at constant sheet density. This behaviour was also studied in detail by Duker and Lindström (2008) who found that the CMC reinforced fibre-fibre joints on the molecular level within the actual joints. This results in an increased strength without sheet consolidation.
Figs 11 and 12 reveal the potential for CMC grafting to reduce the need of refining. The tensile indexes of the sheets made from the CMC grafted pulp refined 50 kWh/tonne are, considering both slice openings used, above the tensile indexes of the sheets made from the reference pulp refined to 100 kWh/tonne.
To summarize, the results from the mechanical testing show that the use of CMC as a dry strength agent has a good potential. In the pilot trial on the FEX paper machine, when CMC was grafted onto kraft pulp fibres prior to papermaking, good effects on the sheet strength properties have been demonstrated. At a given tensile index the CMC grafting can increase the dry content after pressing as well as decreasing the refining energy compared to a refined pulp.
Table 6 shows the results from the formation evaluation, using the STFI formation method, on the paper produced in the FEX trial at moderate nip pressure levels (1st/2nd/3rd nip = 10/400/700 kN/m). As discussed earlier the slice opening has a clear impact on the formation as a result of the change in forming concentration. The refining also has a clear impact on the sheet formation, which is a well-known behaviour. The CMC grafting, on the other hand, had only a negligible effect on the formation of the paper produced, both when a small and a large slice opening were used.
Fig 9. Tensile stiffness index √(EMD x ECD) plotted against density when a small slice opening (10 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 10. Tensile stiffness index √(EMD x ECD) plotted against density when a large slice opening (15 mm) was used. Solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). Empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at same pressing levels.
Fig 11. Tensile index √(σMD x σCD) plotted against degree of refining when a small slice opening (10 mm) was used. Solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
Nordic Pulp and Paper Research Journal Vol 28 no 1/2013 12
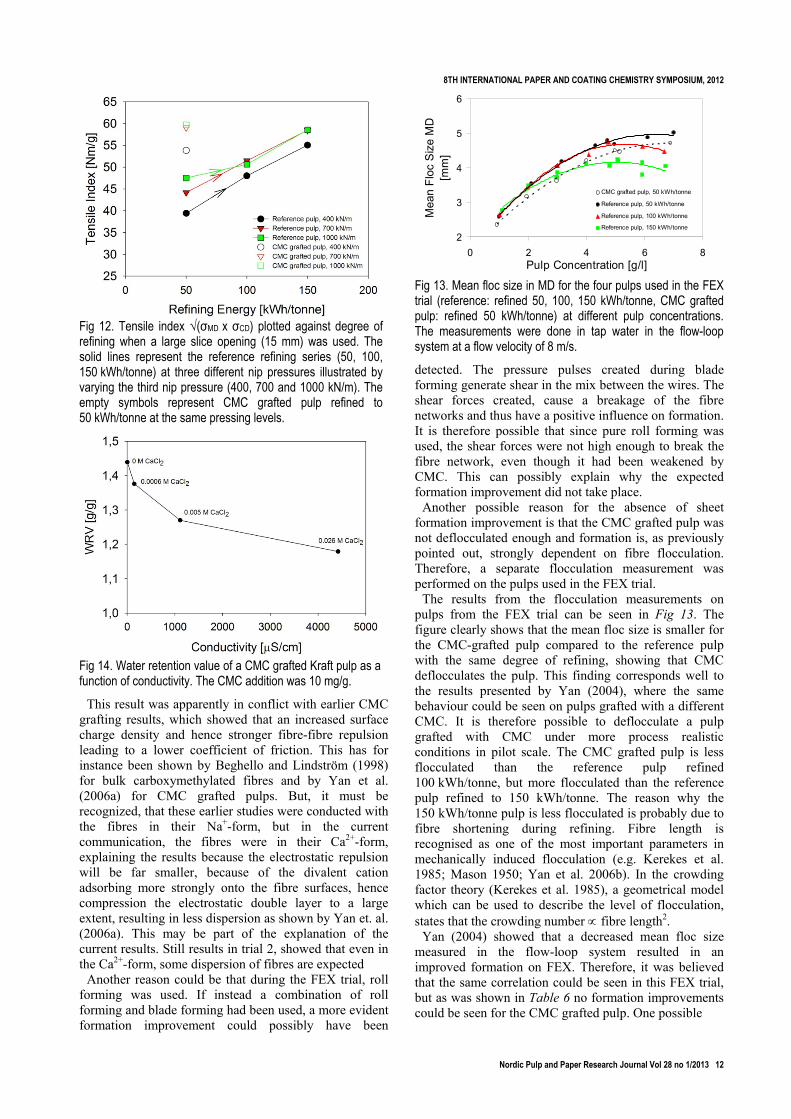
Fig 12. Tensile index √(σMD x σCD) plotted against degree of refining when a large slice opening (15 mm) was used. The solid lines represent the reference refining series (50, 100, 150 kWh/tonne) at three different nip pressures illustrated by varying the third nip pressure (400, 700 and 1000 kN/m). The empty symbols represent CMC grafted pulp refined to 50 kWh/tonne at the same pressing levels.
Fig 14. Water retention value of a CMC grafted Kraft pulp as a function of conductivity. The CMC addition was 10 mg/g.
This result was apparently in conflict with earlier CMC grafting results, which showed that an increased surface charge density and hence stronger fibre-fibre repulsion leading to a lower coefficient of friction. This has for instance been shown by Beghello and Lindström (1998) for bulk carboxymethylated fibres and by Yan et al. (2006a) for CMC grafted pulps. But, it must be recognized, that these earlier studies were conducted with the fibres in their Na+-form, but in the current communication, the fibres were in their Ca2+-form, explaining the results because the electrostatic repulsion will be far smaller, because of the divalent cation adsorbing more strongly onto the fibre surfaces, hence compression the electrostatic double layer to a large extent, resulting in less dispersion as shown by Yan et. al. (2006a). This may be part of the explanation of the current results. Still results in trial 2, showed that even in the Ca2+-form, some dispersion of fibres are expected
Another reason could be that during the FEX trial, roll forming was used. If instead a combination of roll forming and blade forming had been used, a more evident formation improvement could possibly have been
Fig 13. Mean floc size in MD for the four pulps used in the FEX trial (reference: refined 50, 100, 150 kWh/tonne, CMC grafted pulp: refined 50 kWh/tonne) at different pulp concentrations. The measurements were done in tap water in the flow-loop system at a flow velocity of 8 m/s.
detected. The pressure pulses created during blade forming generate shear in the mix between the wires. The shear forces created, cause a breakage of the fibre networks and thus have a positive influence on formation. It is therefore possible that since pure roll forming was used, the shear forces were not high enough to break the fibre network, even though it had been weakened by CMC. This can possibly explain why the expected formation improvement did not take place.
Another possible reason for the absence of sheet formation improvement is that the CMC grafted pulp was not deflocculated enough and formation is, as previously pointed out, strongly dependent on fibre flocculation. Therefore, a separate flocculation measurement was performed on the pulps used in the FEX trial.
The results from the flocculation measurements on pulps from the FEX trial can be seen in Fig 13. The figure clearly shows that the mean floc size is smaller for the CMC-grafted pulp compared to the reference pulp with the same degree of refining, showing that CMC deflocculates the pulp. This finding corresponds well to the results presented by Yan (2004), where the same behaviour could be seen on pulps grafted with a different CMC. It is therefore possible to deflocculate a pulp grafted with CMC under more process realistic conditions in pilot scale. The CMC grafted pulp is less flocculated than the reference pulp refined 100 kWh/tonne, but more flocculated than the reference pulp refined to 150 kWh/tonne. The reason why the 150 kWh/tonne pulp is less flocculated is probably due to fibre shortening during refining. Fibre length is recognised as one of the most important parameters in mechanically induced flocculation (e.g. Kerekes et al. 1985; Mason 1950; Yan et al. 2006b). In the crowding factor theory (Kerekes et al. 1985), a geometrical model which can be used to describe the level of flocculation, states that the crowding number fibre length2.
Yan (2004) showed that a decreased mean floc size measured in the flow-loop system resulted in an improved formation on FEX. Therefore, it was believed that the same correlation could be seen in this FEX trial, but as was shown in Table 6 no formation improvements could be seen for the CMC grafted pulp. One possible
2
3
4
5
6
0 2 4 6 8Pulp Concentration [g/l]
Mea
n F
loc
Siz
e M
D
[mm
]
CMC grafted pulp, 50 kWh/tonne
Reference pulp, 50 kWh/tonne
Reference pulp, 100 kWh/tonne
Reference pulp, 150 kWh/tonne
8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
13 Nordic Pulp and Paper Research Journal Vol 28 no 1/2013
Table 6. Sheet formation results. Third nip pressure: 700 kN/m.
Slice opening
(mm) F1
0.3-3 mm F2
3-30 mm Ftot
0.3-30 mm CMC pulp, 50 kWh/tonne 10 10.3 13.5 17.0 Reference pulp, 50 kWh/tonne 10 10.6 13.5 17.2 Reference pulp, 100 kWh/tonne 10 10.6 13.3 17.0 Reference pulp, 150 kWh/tonne 10 9.7 11.4 15.0 CMC pulp, 50 kWh/tonne 15 9.5 10.1 13.8 Reference pulp, 50 kWh/tonne 15 9.5 10.3 14.0 Reference pulp, 100 kWh/tonne 15 9.6 10.4 14.1 Reference pulp, 150 kWh/tonne 15 9.0 9.7 13.3
reason for this could be that during the FEX trial the conductivity was approximately 1000 S/cm while the flocculation measurements were performed in tap water (approximately 200 S/cm). A higher conductivity leads to an increased screening of charges and this could possibly flatten out the CMC layer on the fibre surfaces, leading to a decreased electrosteric repulsion). Higher conductivity will also screen the charges between the fibres, leading to a decrease in electrostatic repulsion. Both these screening effects could lead to a loss of the friction reduction gained by the CMC. How high conductivity level needed for this to occur was not known and therefore, in order to examine the influence of con-ductivity on water retention value (interpreted as CMC conformation on the fibre surfaces), WRV measurements were performed on CMC grafted pulp. The result is presented in Fig 14.
The reduction in WRV with increasing conductivity is clearly seen. Since a high WRV value indicates a swollen and bulky CMC conformation and a low WRV value is an indication of a flat CMC layer on the fibre surface, too high conductivity may be a reason for the absence of formation improvements in the FEX trial. In a previous study (performed at Innventia) it was shown that even though the WRV is strongly dependent on the counter ion form (Na+ or Ca2+), the strength gain of paper made of CMC-grafted fibres is not affected (Laine et al 2002). However, the strength properties of the pulps presented in Fig 14 were not evaluated.
In order to investigate how the conformation of CMC affects flocculation a complementary trial was performed in the flow-loop system (Trial 2). The objective of this second trial was to investigate the influence of conductivity on flocculation and further examine if a too high conductivity could be the reason for the lack of formation improvements during the FEX trial.
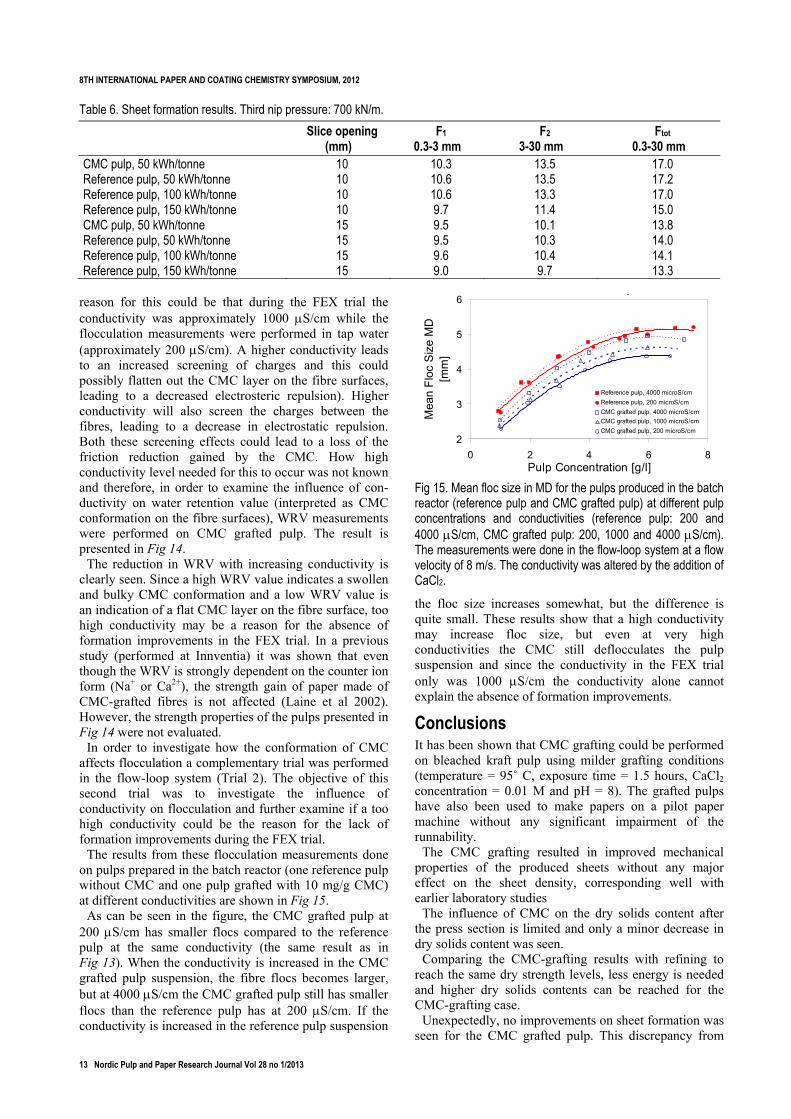
The results from these flocculation measurements done on pulps prepared in the batch reactor (one reference pulp without CMC and one pulp grafted with 10 mg/g CMC) at different conductivities are shown in Fig 15.
As can be seen in the figure, the CMC grafted pulp at 200 S/cm has smaller flocs compared to the reference pulp at the same conductivity (the same result as in Fig 13). When the conductivity is increased in the CMC grafted pulp suspension, the fibre flocs becomes larger, but at 4000 S/cm the CMC grafted pulp still has smaller flocs than the reference pulp has at 200 S/cm. If the conductivity is increased in the reference pulp suspension
Fig 15. Mean floc size in MD for the pulps produced in the batch reactor (reference pulp and CMC grafted pulp) at different pulp concentrations and conductivities (reference pulp: 200 and 4000 S/cm, CMC grafted pulp: 200, 1000 and 4000 S/cm). The measurements were done in the flow-loop system at a flow velocity of 8 m/s. The conductivity was altered by the addition of CaCl2.
the floc size increases somewhat, but the difference is quite small. These results show that a high conductivity may increase floc size, but even at very high conductivities the CMC still deflocculates the pulp suspension and since the conductivity in the FEX trial only was 1000 S/cm the conductivity alone cannot explain the absence of formation improvements.
Conclusions It has been shown that CMC grafting could be performed on bleached kraft pulp using milder grafting conditions (temperature = 95˚ C, exposure time = 1.5 hours, CaCl2 concentration = 0.01 M and pH = 8). The grafted pulps have also been used to make papers on a pilot paper machine without any significant impairment of the runnability.
The CMC grafting resulted in improved mechanical properties of the produced sheets without any major effect on the sheet density, corresponding well with earlier laboratory studies
The influence of CMC on the dry solids content after the press section is limited and only a minor decrease in dry solids content was seen.
Comparing the CMC-grafting results with refining to reach the same dry strength levels, less energy is needed and higher dry solids contents can be reached for the CMC-grafting case.
Unexpectedly, no improvements on sheet formation was seen for the CMC grafted pulp. This discrepancy from
y
2
3
4
5
6
0 2 4 6 8Pulp Concentration [g/l]
Mea
n F
loc
Siz
e M
D
[mm
]
Reference pulp, 4000 microS/cm
Reference pulp, 200 microS/cm
CMC grafted pulp, 4000 microS/cm
CMC grafted pulp, 1000 microS/cm
CMC grafted pulp, 200 microS/cm

8TH INTERNATIONAL PAPER AND COATING CHEMISTRY SYMPOSIUM, 2012
Nordic Pulp and Paper Research Journal Vol 28 no 1/2013 14
earlier laboratory studies was hypothesized in terms of a too high conductivity on the paper machine together with the use of a roll former instead of blade- or blade/roll forming.
Acknowledgements The funding from the member companies in Innventia’s Paper Chemistry Cluster 2003-2005; Stora Enso, M-Real, Södra Cell, Eka Chemicals, Billerud, Kemira, Korsnäs, Mondi Packaging, Holmen, Voith Paper, and Norske Skogsindustrier and from the Swedish Energy Agency is greatly acknowledged. The authors would also like to thank Gunborg Glad Nordmark, Innventia, for help with charge measurements as well as all the personnel at Innventia’s pilot paper machine FEX for their expertise and help during the pilot trial.
Literature
Beghello L. and Lindström T. (1998). The influence of carboxymethylation on the fibre flocculation process. Nord. Pulp Paper Res. J., 13(4):269-273.
Duker E., Brännvall E. and Lindström T. (2007). The effects of CMC attachment onto industrial and laboratory-cooked pulps. Nord. Pulp Paper Res. J., 22(3):356-363.
Duker E. and Lindström T. (2008). On the mechanisms behind the ability of CMC to enhance paper strength. Nord. Pulp Paper Res. J., 23(1):57-64.
Horvath A. E. (2003). Appropriate conditions for polyelectrolyte titration to determine the charge of cellulosic fibres. Licentiate Thesis, Department of Fibre and Polymer Technology, Royal Institute of Technology, Stockholm, Sweden.
Hourani M. (1988). Fibre flocculation in pulp suspension flow. Part 2: Experimental results. Tappi Journal, 17(6):186-189.
Katz S., Beatson R. P. and Scallan A. M. (1984). The deter-mination of strong and weak acidic groups in sulfite pulps. Svensk Papperstidning, 87(6):48-53.
Kerekes R.J., Soszynski R.M. and Tam Doo P.A. (1985). The flocculation of pulp fibres. In ”Papermaking raw materials”: Transactions of the 8th Fundamental Research Symposium, volume 1, pages 265-310, Oxford, UK. The Pulp & Paper Research Society.
Laine J., Lindström T., Bremberg C. and Glad Nordmark G. (2000). Studies on topochemical modification of cellulosic fibres. Part 1. Chemical conditions for the attachment of carboxymethyl cellulose onto fibres. Nord. Pulp Paper Res. J., 55(5):520-526.
Laine J., Lindström T., Bremberg C. and Glad Nordmark G. (2002). Studies on topochemical modification of cellulossic fibres. Part 2. The effect of carboxymethyl cellulose attachment on fibre swelling and paper strength. Nord. Pulp Paper Res. J., 17(1):50-56. Lindström T., Kolseth P. and Näslund P. (1985) The dry strengthening of cationic starch wet-end addition on filled papers. In ”Papermaking raw materials”: Transactions of the 8th Fundamental Research Symposium, volume 1, pages 589-611, Oxford, UK. The Pulp & Paper Research Society.
Lindström T., Wågberg L., Larsson T. (2005) On the nature of joint strength in paper – A review of dry and wet strength resins used in paper manufacture. In “Advances in paper science and technology”: Transaction of the 13th Fundamental Research Symposium, Ed. by Iánson S. J. Volume 1, pages 457-562, Cambridge UK. The Pulp & Paper Research Society.
Mason S. G. (1950). The motion of fibres in flowing liquids. Pulp Paper Mag. Can. 51(4): 93-100.
Mešić N. (2002). Effects of some chemical additives on the delamination and physical properties of impulse-pressed paper sheets. Licentiate Thesis, Department of Fibre and Polymer Technology, Royal Institute of Technology, Stockholm, Sweden.
NSP Report 5 (2009). Beta-radiation based grammage formation measurement. Radiogram methods applicable to paper and light weight board. NSP, Nordic Standardization Programme.
Yan H. (2004). Fibre suspension flocculation under simulated forming conditions. Doctoral Thesis, Department of Fibre and Polymer Technology, Royal Institute of Technology, Stockholm, Sweden.
Yan H., Lindström T. and Christiernin M. (2006a). Some ways to decrease fibre suspension flocculation and improve sheet formation. Nord. Pulp Paper Res. J., 21(1):36-43.
Yan H., Norman B., Lindström T. and Ankerfors M. (2006b). Fibre length effect on fibre suspension flocculation and sheet formation. Nord. Pulp Paper Res. J. 21(1): 30-35.
Yllner S. and Enström B. (1957). Studies of the adsorption of xylan on cellulose fibres during the sulphate cook. Part 2. Svensk Papperstidning, 60(15): 549-554.
Wågberg L., Winter L. and Lindström T. (1985). Deter-mination of ion-exchanged capacity of carboxymethylated cellulose fibres using colloid and conductometric titrations. In “Papermaking raw materials”: Transaction of the 8th Fundamental Research Symposium, volume 2, pages 917-923, Oxford UK. The Pulp & Paper Research Society.
Manuscript originally presented at the 8th International Paper and Coating Chemistry Symposium, June 2012, Stockholm, Sweden Peer-reviewed and accepted for publication February 26, 2013