7 risk assessment & disaster management...
TRANSCRIPT
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 206 of 268
7 RISK ASSESSMENT & DISASTER MANAGEMENT PLAN
7.1 BACKGROUNDRisk Assessment is a management tool for determining the hazards and risk associated with the various activities ofa project and compute the damage potential of these hazards to life and property. Risk Assessment provides basisfor determining the safety measures required to eliminate, minimize and control the risks as detailed in DisasterManagement Plan (DMP) to handle onsite and offsite emergencies.In Chemical Industry, Risk Assessment is carried out for the various hazards involved in storage and handling ofhazardous raw materials, intermediates and finished products as well as for the manufacturing processes used bythe unit.7.2 OBJECTIVESThe given study was focused to fulfill the following objectives : Identification of safety areas Ientification of process and storage hazards Visualization of maximum credible accident (MCA) scenarios Consequence analysis of scenarios Determination of quantities released, impact zones Estimation of damage distances for the accidental release scenarios with recourse to Maximum Credible
Accident (MCA) analysis Preventive and control measures required for reducing the risk factors Delineation of Disaster Management Plan
7.3 SCOPE OF WORKBased on the objectives as defined above, the scope of work for the given study has been framed as under :
1. Hazard Identification General description of project Study of manufacturing activities Study of plant facilities and layout Hazardous inventory Associated process and storage hazards Safety measures as proposed by the proponent
2. Hazard Assessment Identification of MCA and worst case scenarios using standard techniques Consequence analysis of selected scenarios using EFFECT model on ALOHA software
3. Determination of risk reduction measures4. Preparation of DMP5. Recommendations
7.4 METHODOLOGYFollowing methodology has been followed for given Risk Assessment Study as described in “Guidelines forChemical Process Quantitative Risk Assessment” by CCPS with the help of frequency data from “Purple Book”,2008.
The guidelines given by SEAC as well as Technical Guidance Manual of MoEFCC have also been followed. Collecting Input data about Process,Inventories and Site conditions Hazard Identification Defining the Potential Accident Scenarios Evaluation of Consequences and Estimation of Accident Frequencies Estimate the Impacts

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 207 of 268
Estimate the Risk Identify and Prioritize the Risk Reduction measures.
7.5 HAZARD IDENTIFICATIONThis is important and critical step in risk assessment. It is critical because Hazard omitted is hazard not analyzed.The tools used for identification are experience, detailed process knowledge, engineering codes, checklist, HAZOPsetc.The unit handles hazardous materials and have a defined and organized hazard control and prevention system inplace. The following statutory compliances are applicable to the unit :
1. Gujarat Factories Rules, 19632. Manufacture, Storage and Import of Hazardous Chemicals (Amended) Rules, 20003. Petroleum Act, 1934, Petroleum Rules, 20024. Gas Cylinder Rules, 2004
The hazards involved in the process are due to major two factors, Process conditions: High pressure, High temperature Material handled: Flammable, Toxic
The inventory of hazardous material in the storage area is significantly larger than the inventory involved in theprocess, hence most of the scenarios selected for the consequences calculations are from storage vessels. Thesevessels are located near the respective plants only. The flange joints pump seals, maintenance activities arepotential sources of leak. These scenarios are identified in pumping areas and/or in reactor areas.
One scenario considered for all is ‘Catastrophic Failure’, which is the worst case (WC) and frequency of which isvery rare in the lifetime of the plant. Hence most credible accident scenarios (MCA) are also considered primarilyleaks from tanks, vessels or pipelines.
Normally all vessels or tanks have following connections
Inlet Pipe, Outlet Pipe, Level indication connections, Vent pipe, Minimum Flow line(If pump is at outlet),Pressure indication connection
Leak in the vessel or leak from the flange joints of these connections is possible. The leak through flangefailure is considered from 50% of flange perimeter and accordingly equivalent area is calculated. This areais approximated to hole of 10mm or 10% of pipe diameter. The small bore pipes less than 2” is consideredfull bore leak.
For our analysis we consider leak from pipeline which are at pump discharge, hence it shall be pressurizedand feeding to reactor or storage.
The atmospheric tanks catastrophic failure is considered as ‘worst case scenario’The hydrogenation reactor catastrophic failure is considered as ‘worst case scenario’ for reactor / process area
Table 2.1 Initiating events and incident outcomesProcess Hazards Initiating Events Incident OutcomeSignificant Inventories of : Equipment Failure Discharge of gas or liquid to atmosphereFlammable Material Pumps Dispersion of Material(Toxic)Combustible Material Valves FiresUnstable Material Sensors Pool fireCorrosive Material Interlock Jet FireAsyphyxiants Loss Of containment Flash FireShock Sensitive Materials Tanks ExplosionHigly Reactive Materials Vessels Confined Explosion
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 208 of 268
Process Hazards Initiating Events Incident OutcomeToxic Materials Pumps Unconfined ExplosionExtreme Physical Conditions Heat Exchangers Dust ExplosionHigh Temperatures System Failure Physical ExplosionHigh Pressures Human ErrorCryogenic Temperatures Design FailureVacuumPressure CyclingTemperature CyclingVibration/Liquid Hammering
Ref: Guidelines for QRA,CCPS Pub.,2008
7.6 STORAGE HAZARDS AND CONTROL MEASURESThe materials involved are of toxic and flammable nature. The major hazardous materials, their inventories and theirhazardous properties are tabulated in annexure-26.The unit is an MAH installation in accordance to the schedule 3 of MSIHC rules, 2000Preventive Measures providedChilled water circulation, Flame proof fittings, Tank level control on DCS. CCOE License premises , Earthing andBonding , Tank insulated with Urethane puff insulation , SOP for tanker unloading , Flame arrester provided on tankTop, Lightning arrester provided near to tank, Gas Leak Detector
Control Measures Provided :- Fire hydrant system, Portable Fire Extinguishers, Foam TEnder, Water Hydrant andMonitor , Self Contained Breathing Apparatus, Flame proof spanner , Dike wall for containment, Shower & EyeWasher near Tank Farm Area
7.7 PROCESS HAZARDS AND THEIR CONTROL MEASURESTable 7-1 Process Hazards and their Control MeasuresSr.No.
Cause Reason Type ofHazardspossible
Probability /Severity
Preventive Measuresprovided
ControlMeasuresprovided
1. Leakagefrom line /valve
Failure of valveor joints
ChemicalSpill,ToxicRelease,Fire
Low/Medium
• All lines / valvesperiodicallychecked,
• PSVs providedon reactors
• preventivemaintenance ofall safety devices
• Operators trainedfor the processand SOPs
• PPE provided toworkers
• Spill kits• Flameproof
fittings areprovided.
FireExtinguisher,Fire hydrantsystemFire sprinklers,Sand buckets,First-aid andMedicalfacilities,LEL Sensorsfor earlydetection.
2. Failure ofpart ofvessel orjacket
Overpressureand failure ofsafety device
3. Spillagefrom drums/ bags
Manual error,rupture
7.8 OTHER HAZARDS & CONTROLFollowing are the other possible hazards :
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 209 of 268
Explosion due to Natural gas – this hazard shall exist only after unit gets NG supply from GSPL or GGCL Structural failure – this hazard is related to other hazards Transportation hazards - proponent has taken adequate fire protection and control measures as mentioned
in later sections. Toxic Release from outside – taken care by GIDC fire station, mutual aid and District authorities Natural Calamity (Flood, Earthquake, lightning etc.)
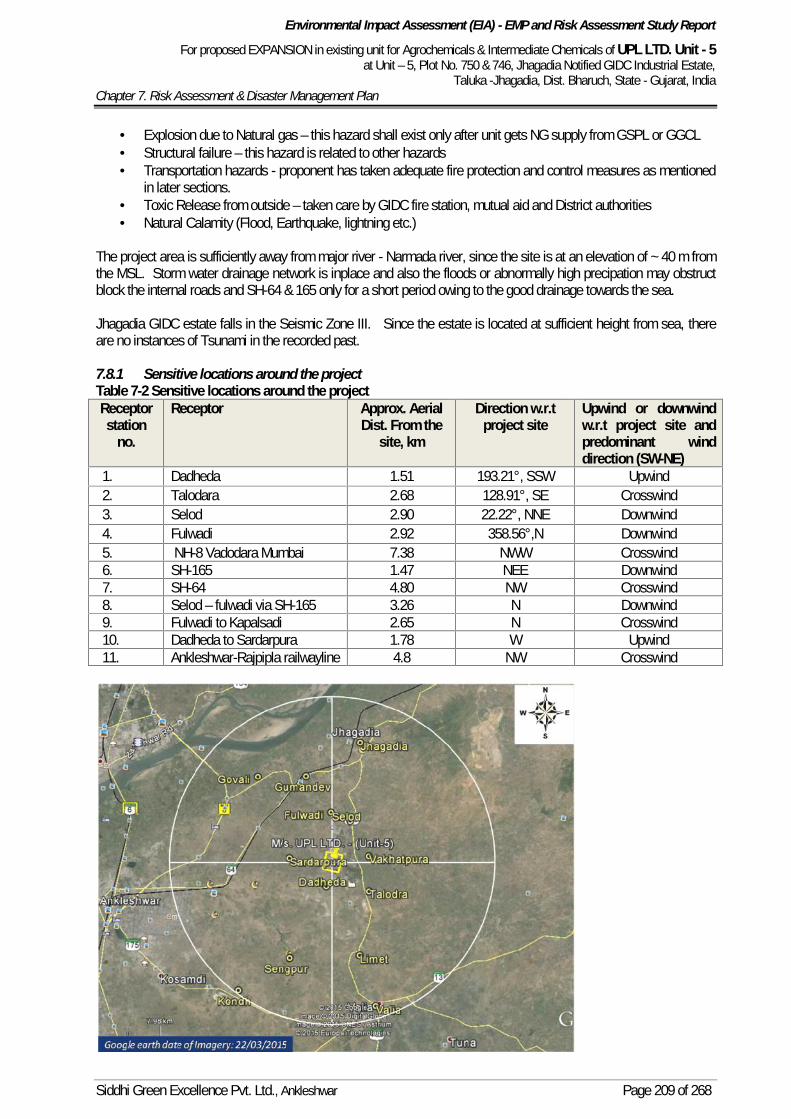
The project area is sufficiently away from major river - Narmada river, since the site is at an elevation of ~ 40 m fromthe MSL. Storm water drainage network is inplace and also the floods or abnormally high precipation may obstructblock the internal roads and SH-64 & 165 only for a short period owing to the good drainage towards the sea.
Jhagadia GIDC estate falls in the Seismic Zone III. Since the estate is located at sufficient height from sea, thereare no instances of Tsunami in the recorded past.
7.8.1 Sensitive locations around the projectTable 7-2 Sensitive locations around the projectReceptorstation
no.
Receptor Approx. AerialDist. From the
site, km
Direction w.r.tproject site
Upwind or downwindw.r.t project site andpredominant winddirection (SW-NE)
1. Dadheda 1.51 193.21°, SSW Upwind2. Talodara 2.68 128.91°, SE Crosswind3. Selod 2.90 22.22°, NNE Downwind4. Fulwadi 2.92 358.56°,N Downwind5. NH-8 Vadodara Mumbai 7.38 NWW Crosswind6. SH-165 1.47 NEE Downwind7. SH-64 4.80 NW Crosswind8. Selod – fulwadi via SH-165 3.26 N Downwind9. Fulwadi to Kapalsadi 2.65 N Crosswind10. Dadheda to Sardarpura 1.78 W Upwind11. Ankleshwar-Rajpipla railwayline 4.8 NW Crosswind
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 209 of 268
Explosion due to Natural gas – this hazard shall exist only after unit gets NG supply from GSPL or GGCL Structural failure – this hazard is related to other hazards Transportation hazards - proponent has taken adequate fire protection and control measures as mentioned
in later sections. Toxic Release from outside – taken care by GIDC fire station, mutual aid and District authorities Natural Calamity (Flood, Earthquake, lightning etc.)
The project area is sufficiently away from major river - Narmada river, since the site is at an elevation of ~ 40 m fromthe MSL. Storm water drainage network is inplace and also the floods or abnormally high precipation may obstructblock the internal roads and SH-64 & 165 only for a short period owing to the good drainage towards the sea.
Jhagadia GIDC estate falls in the Seismic Zone III. Since the estate is located at sufficient height from sea, thereare no instances of Tsunami in the recorded past.
7.8.1 Sensitive locations around the projectTable 7-2 Sensitive locations around the projectReceptorstation
no.
Receptor Approx. AerialDist. From the
site, km
Direction w.r.tproject site
Upwind or downwindw.r.t project site andpredominant winddirection (SW-NE)
1. Dadheda 1.51 193.21°, SSW Upwind2. Talodara 2.68 128.91°, SE Crosswind3. Selod 2.90 22.22°, NNE Downwind4. Fulwadi 2.92 358.56°,N Downwind5. NH-8 Vadodara Mumbai 7.38 NWW Crosswind6. SH-165 1.47 NEE Downwind7. SH-64 4.80 NW Crosswind8. Selod – fulwadi via SH-165 3.26 N Downwind9. Fulwadi to Kapalsadi 2.65 N Crosswind10. Dadheda to Sardarpura 1.78 W Upwind11. Ankleshwar-Rajpipla railwayline 4.8 NW Crosswind
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 209 of 268
Explosion due to Natural gas – this hazard shall exist only after unit gets NG supply from GSPL or GGCL Structural failure – this hazard is related to other hazards Transportation hazards - proponent has taken adequate fire protection and control measures as mentioned
in later sections. Toxic Release from outside – taken care by GIDC fire station, mutual aid and District authorities Natural Calamity (Flood, Earthquake, lightning etc.)
The project area is sufficiently away from major river - Narmada river, since the site is at an elevation of ~ 40 m fromthe MSL. Storm water drainage network is inplace and also the floods or abnormally high precipation may obstructblock the internal roads and SH-64 & 165 only for a short period owing to the good drainage towards the sea.
Jhagadia GIDC estate falls in the Seismic Zone III. Since the estate is located at sufficient height from sea, thereare no instances of Tsunami in the recorded past.
7.8.1 Sensitive locations around the projectTable 7-2 Sensitive locations around the projectReceptorstation
no.
Receptor Approx. AerialDist. From the
site, km
Direction w.r.tproject site
Upwind or downwindw.r.t project site andpredominant winddirection (SW-NE)
1. Dadheda 1.51 193.21°, SSW Upwind2. Talodara 2.68 128.91°, SE Crosswind3. Selod 2.90 22.22°, NNE Downwind4. Fulwadi 2.92 358.56°,N Downwind5. NH-8 Vadodara Mumbai 7.38 NWW Crosswind6. SH-165 1.47 NEE Downwind7. SH-64 4.80 NW Crosswind8. Selod – fulwadi via SH-165 3.26 N Downwind9. Fulwadi to Kapalsadi 2.65 N Crosswind10. Dadheda to Sardarpura 1.78 W Upwind11. Ankleshwar-Rajpipla railwayline 4.8 NW Crosswind
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 210 of 268
7.9 PROPOSED RISK REDUCTION MEASURES FOR THE PROJECTProponent is committed to provide advanced risk reduction measures as already exists in the unit.
7.10 PLANT IN-BUILT SAFETYExisting Safety Features Systems
The Plant is built as per engineering codes & standards such as ASME, applicable Indian standards(IS).Incinerator in provided and all hydrocarbon vents are directed to incinerator. This include safety valveand rupture discs discharge and normal vents.
PLC/SCADA Control System and Emergency Shutdown SystemThe plants are automated and controlled through PLC/SCADA system to the maximum extent possible. PLCbased Emergency Shutdown system is also provided. These systems shuts down the plant based on definedinterlocks and isolate all feeds to reactors / storages through remote ON/OFF valves, stops pumps.
Defined Standard Operating Procedures Maintenance systemsHazardous materials like acrolein,CS2,thionyl chloride,propylene are handled in the plant. Definedmaintenance procedures are followed for maintenance of lines or equipments handling these hazardousmaterials. Standard Operating procedures are available for all critical activities like hazardous chemical tanker
unloading. Every tanker unloading and loading is done in presence of operator only.
Fire Water Network:Fire water ring is provided around all process units of the plant. The ring is kept pressurized by continuouslyrunning jokey pumps. The network ring is provided with hydrants & monitors placed sufficiently to cover allprocess areas. Automatic and Manual Spray SystemAutomatic medium velocity water spray is provided in flammable material HC storage area aboveground tanks.The detection and actuation is through quartzite bulb sensors. Automatic spray valves can be operatedmanually from field also. Fire & Gas Detection
Fire detection in flammable storage area is provided with quartzite bulb sensors. Smoke detectors, LELdetectors & HC detectors at all plants and storages
Safety at Storage areas Flammable Material storage (Acrolein, CS2, Toluene, Aniline, & DEK)All flammable storage tanks and vessels are separated with sufficient distances. They are placed in concretedike. The fire water hydrant and monitors are placed around the storage areas sufficiently. Above groundflammable storage tank, all HC storage tanks are provided with medium velocity fire water spray system whichautomatically actuated through QB sensors.Breathing valves are provided on atmospheric tanks to take care of pump out and pump in requirements.Emergency vent, safety valves, rupture disc is provided to safeguard system from overpressure.All pumps are kept outside dike area and remote operated valve is provided at pump suction to isolate in caseof emergency. Toxic Material storage (Acrolein, Thionyl chloride,CS2)All toxic storage tanks and vessels are separated with sufficient distances. They are placed in concrete dike.Fire water hydrant and monitors are placed around storage tanks.
Common features of Storage Tanks Located and marked in the designated area for hazardous material storage. Level indicators with high / low alarms in tanks are provided. Interlocks are provided to stop
pump,close ON/OFF valves to avoid overfilling. Nitrogen blanketing, flame arrestors, water sprinklers, breather valves and vapor recovery systems shall be
provided to storage tanks as per requirement of MSDS and applicable rules.

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 211 of 268
The bulk chemicals storage area to be kept away from the main production areas. Concrete Dyke wall provided to contain spillage / leakages, acid proof tiles provided for each material
tanks separately. Fire water ring with hydrants is available in storage area. Medium velocity water spray system is
provided for flammable material storage tanks.In addition,
a well planned disaster management system is in place through onsite emergency plan implemented bydedicated team of experience professionals. Abstracts of onsite plan are annexed as Annexure 35.Preventive Maintenance of all control systems and instrumentation is carried out through SAP.
Appropriate PPE and safety equipment for workers Training of SOPs and emergency handling are given to all employees as per training calendar Well equipped OHC and ECC
Hence, a good level of inbuilt plant safety and risk control is prevailing and is anticipated to remaint the same afterproposed expansion. Pl. refer Annexure 35 for abstracts of Onsite emergency plan and fire fighting arrangements.
7.11 VISUALIZATION OF ACCIDENT SCENARIOSBased on the inventory, physical and chemical properties as well as the activities associated with storage andhandling of hazardous chemicals, the largest potential hazard inventories are considered. Different releasescenarios are visualized for these inventories and short-listed for carrying out the consequence analysis.
One scenario considered for all is ‘Catastrophic Failure’, which is the worst case (WC) and frequency of which isvery rare in the lifetime of the plant. Hence most credible accident scenarios (MCA) are also considered primarilyleaks from tanks, vessels or pipelines.
Normally all vessels or tanks have following connections
Inlet Pipe, Outlet Pipe, Level indication connections, Vent pipe, Minimum Flow line(If pump is at outlet),Pressure indication connection
Leak in the vessel or leak from the flange joints of these connections is possible. The leak through flangefailure is considered from 50% of flange perimeter and accordingly equivalent area is calculated. This areais approximated to hole of 10mm or 10% of pipe diameter. The small bore pipes less than 2” is consideredfull bore leak.
For our analysis we consider leak from pipeline which are at pump discharge, hence it shall be pressurizedand feeding to reactor or storage.
The atmospheric tanks catastrophic failure is considered as ‘worst case scenario’The hydrogenation reactor catastrophic failure is considered as ‘worst case scenario’ for reactor / process area
MCA (Maximum Credible Accident) analysis is considered the most appropriate consequence analysis method forrisk assessment since it does not involve quantification of the probability of occurrence of an accident and estimatesthe consequent effects of an accident scenario in terms of damage distances of heat radiation, toxic releases, vaporcloud explosion, pool fire etc. Major hazards posed by hazardous chemical storages can be assessed using MCAanalysis.
7.11.1 Selection of Initiating Events And ScenariosFollowing event tree is followed for deciding toxic and/or flammable effects:

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 212 of 268
Proponent has already carried out consequence analysis of following chemicals in previous EIA and risk assessmentstudies :Referred at Risk Analysis & Quantitative Risk Analysis Report By Telos Consultancy Services (P) Ltd. October -2013Chemical Scenario considered for Consequence AnalysisTriethyl Phosphite Storage Tank 10 mm Leak
Storage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm Leak
Phosphorus Trichloride Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm LeakHold Tk 10 mmLeak
Tetrahydrofuran Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm Leak
Methyl Chloride Tonner 5 mm LeakTonner to plant pipeline 10 mm Leak

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 213 of 268
Acrolein Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm Leak
Acetic Acid Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm Leak
Methanol Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm LeakHold Tk 10 mmLeak
Ethanol Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm LeakHold Tk 10 mmLeak
Ethylene Oxide Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm Leak
Ammonia Storage Tank 10 mm LeakStorage Tank to plant pipeline 10 mm LeakTanker unloading pipeline 10 mm Leak
Referred At Chapter 2 Of Onsite Emergency PlanChlorine 5 mm leak on the chlorine line from electrolysis cell to chlorine recuperatory
10 mm leak on the chlorine line from electrolysis cell to chlorine recuperatory5 mm leak on the chlorine line from dryer to compressor10 mm leak on the chlorine line from dryer to compressor5 mm leak on the chlorine line from compressor to liquefier10 mm leak on the chlorine line from compressor to liquefier5 mm leak on the chlorine line from liquefier to Hcl plant10 mm leak on the chlorine line from compressor to liquefier5 mm leak on liquid line from liquefier to the storage tank10 mm leak on the liquid line from liquefier to the storage tank5 mm leak on the storage tank
Hydrogen 5 mm leak on the hydrogen line from electrolysis cell to cooler10 mm leak on the hydrogen line from electrolysis cell to cooler5 mm leak on the discharge line from hydrogen compressor to bottling section5 mm leak on the discharge line from hydrogen compressor to bottling section
White Phosphorus Plant 1) Furnace over pressure (normally ± 1 mmwc)2) Tapping failure to stop during slag tapping and Ferro tapping3) Carbon monoxide leakage's and fire or explosion4) Hopper feed bin fire5) Flash back at oxygen cylinder during lancing to start tapping
TPPI Plant During PCL3 addition, If vacuum is not proper then there may be chances of rise inpressure in reactor column
UPH-207 H2 receiving failure followed by Stoppage of reaction

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 214 of 268
Power followed by Stoppage of reaction
Mancozeb Plant Leak scenarios of EDA (Ethylene Diamine), CS2 (Carbon Disulfide), PDA (PropyleneDiamine)
Based on the inventory of hazardous chemicals and their hazardous properties, following accident scenarios havebeen visualized for the given project.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 215 of 268
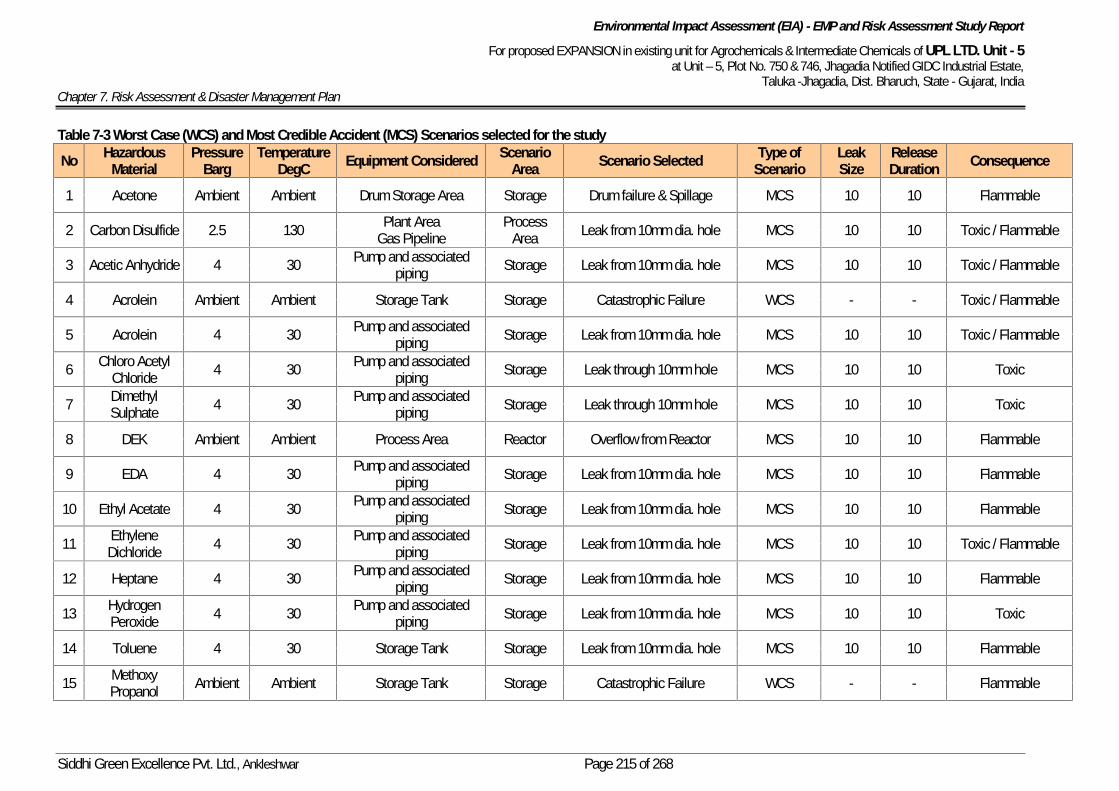
Table 7-3 Worst Case (WCS) and Most Credible Accident (MCS) Scenarios selected for the studyNo Hazardous
MaterialPressure
BargTemperature
DegC Equipment Considered ScenarioArea Scenario Selected Type of
ScenarioLeakSize
ReleaseDuration Consequence
1 Acetone Ambient Ambient Drum Storage Area Storage Drum failure & Spillage MCS 10 10 Flammable
2 Carbon Disulfide 2.5 130 Plant AreaGas Pipeline
ProcessArea Leak from 10mm dia. hole MCS 10 10 Toxic / Flammable
3 Acetic Anhydride 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Toxic / Flammable
4 Acrolein Ambient Ambient Storage Tank Storage Catastrophic Failure WCS - - Toxic / Flammable
5 Acrolein 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Toxic / Flammable
6 Chloro AcetylChloride 4 30 Pump and associated
piping Storage Leak through 10mm hole MCS 10 10 Toxic
7 DimethylSulphate 4 30 Pump and associated
piping Storage Leak through 10mm hole MCS 10 10 Toxic
8 DEK Ambient Ambient Process Area Reactor Overflow from Reactor MCS 10 10 Flammable
9 EDA 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Flammable
10 Ethyl Acetate 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Flammable
11 EthyleneDichloride 4 30 Pump and associated
piping Storage Leak from 10mm dia. hole MCS 10 10 Toxic / Flammable
12 Heptane 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Flammable
13 HydrogenPeroxide 4 30 Pump and associated
piping Storage Leak from 10mm dia. hole MCS 10 10 Toxic
14 Toluene 4 30 Storage Tank Storage Leak from 10mm dia. hole MCS 10 10 Flammable
15 MethoxyPropanol Ambient Ambient Storage Tank Storage Catastrophic Failure WCS - - Flammable

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 216 of 268
No HazardousMaterial
PressureBarg
TemperatureDegC Equipment Considered Scenario
Area Scenario Selected Type ofScenario
LeakSize
ReleaseDuration Consequence
16 MethyleneDichloride Ambient Ambient Storage Tank Storage Catastrophic Failure WCS - - Toxic / Flammable
17 Propylene 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Flammable
18 Tetrahydrofuran 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Flammable
19 Thionyl Chloride 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Toxic
20 Triethyl Amnie 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Toxic / Flammable
21 Hydrogen 200 30 Pipeline Storage Leak from 10mm dia. hole MCS 10 10 Flammable
22 Natural Gas 4 30 Pipeline ProcessArea Leak from 10mm dia. hole MCS 10 10 Flammable
23 Aniline Ambient Ambient Storage Tank Storage Catastrophic Failure WCS - - Toxic / Flammable
24 Hydrogen Hydrogenation Reactor(Explosion)
ProcessArea Catastrophic Failure WCS - - Flammable
25 PropyleneDiamine 4 30 Pump and associated
piping Storage Leak from 10mm dia. hole MCS 10 10 Toxic / Flammable
26 PropyleneDiamine Ambient Ambient Storage Tank Storage Catastrophic Failure WCS - - Toxic / Flammable
27 Ammonia 4 30 Pump and associatedpiping Storage Leak from 10mm dia. hole MCS 10 10 Toxic
28 HydrogenDisulfide 2 30 Pipeline Process
Area Leak from 10mm dia. hole MCS 10 10 Toxic
29 Solvent(DEK) 18 287 Hydrogenation Reactor
(Fire)Process
Area Catastrophic Failure WCS - - Flammable
30 Solvent(EDC) Ambient 249 Nitration Reactor
(Fire)Process
Area Catastrophic Failure WCS - - Flammable

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 217 of 268
7.12 CONSEQUENCE ANALYSISHazardous substance on release can cause damage on a large scale in the environment. The extent of damage isdependent upon the nature of the release and the physical state of the material. It is necessary to visualize theconsequences and the damages caused by such releases. The quantification of the damage can be done by meansof various models, which can further be related in terms of injuries and damage to exposed population and buildings.
Software used for consequence analysis for proposed project :ALOHA (AREAL LOCATIONS OF HAZARDOUS ATMOSPHERES)
Is part of the CAMEO suite developed by US Environmental Protection Agency (EPA), ALOHA® is an atmosphericdispersion model used for evaluating releases of hazardous chemical vapors, including toxic gas clouds, fires, andexplosions. Using input about the release, ALOHA generates a threat zone estimate. A threat zone is the area wherea hazard (such as toxicity, flammability, thermal radiation, or damaging overpressure) is predicted to exceed a user-specified level of concern. Threat zones can also be plotted on maps with MARPLOT to display the location offacilities storing hazardous materials and vulnerable locations (such as hospitals and schools). Specific informationabout these locations can be extracted from CAMEO information modules to help make decisions about the degreeof hazard posed.
In order to assess the damage, the damage criteria have to be first defined.There are three principle types of exposures to hazardous effects
Heat radiation from a jet, pool fire, a flash fire or a BLEVE
Explosion,
Toxic effects, from toxic materials or toxic combustion productsA basis for the weather conditions (Temperature, wind speed etc.) is chosen for input in these models.
7.12.1 Frequencies Estimation:The risk is computed as product of consequence of event and frequency of occurring of the event.As part riskassessment frequency estimation is one of the activity.In literature and published guidelines the frequencies ofcatastrophic failure of various equipments are published. For this assessment the used set of frequencies is takenfrom Dutch Purple book,2008.Also for credible scenarios the frequencies for leaks from equipments or pipelines are available in the same sourceas above. For credible scenario the frequency of leak event is calculated as summation of frequencies of eachelement in the considered vessel.No Item Mode Of Failure Failure Frequency
1 Atmospheric Storage Tanks Catastrophic Failure 10E-9 /yrSignificant Leak 10E-5 /yr
2 Process Pipelines<=50mm Dia Full Bore rupture 8.8 x 10E-7 /yr
Significant Leak 8.8 x 10E-6 /yr>50mm<=150mm Dia Full Bore rupture 2.6 x 10E-7 /yr
Significant Leak 5.3 x 10E-6 /yr<150mm Dia Full Bore rupture 8.8 x 10E-7 /yr
Significant Leak 2.6 x 10E-6 /yr3 Hoses Rupture 3.5 x 10E-2 /yr4 Pressure Vessel Catastrophic Failure 3 x 10E-6 /yr
Significant Leak(6" nozzle) 7 x 10E-6 /yr5 Liquid Line Pipeline Leak 3 x 10E-7 /yr
Fittings Leak 5 x 10E-6 /yr

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 218 of 268
No Item Mode Of Failure Failure Frequency6 vapor line Leak 3 x 10E-6 /yr7 6" Pipe Leak (1 kg/s) 6x 10E-6 /yr8 3" Pipe Leak (1 kg/s) 6 x 10E-5 /yr9 Flange Leak (1 kg/s) 3 x 10E-4 /yr10 Pump Seal Leak (1 kg/s) 5 x 10E-3 /yr
For warehouse where the drums of chemicals are stored and handled the frequencies are as follows,No Item Mode Of Failure Failure Frequency
1storage of substances inwarehouseswith protection levels 1 and 2
Liquid Spill 1 x 10E-5 Per handling
Fire 8.8 x 10E-4 / yr
2storage of substances inwarehouseswith protection level 3
Liquid Spill 1 x 10E-5 Per handling
Fire 1.8 x 10E-4 / yr
Failure History DataTable 7-4 Failure History dataSl.No.
Item International Data Indian Data
1 Process Controller 2.4 x 10-5 hr-1 3.0 x 10-5 hr-12 Process Controller Valve 2 x 10-6 hr-1 2.4 x 10-5 hr-13 Alarm 2.3 x 10-5 hr-1 4.6 x 10-5 hr-14 Leakage at biggest storage tank 5 x 10-5 yr-1 3.0 x 10-5 yr-15 Leakage pipe line 1 x 10-7 m-1yr-1 3.0 x 10-8 m-1yr-16 Human failure 1 x 10-4 (demand)-1 1.8 x 10-3 (demand)-1
Assumed Failure Rate For The StudyTable 7-5 Assumed failure rate for the studySNo. Item Rupture (yr-1) Leakage (yr-1)1 Pipe lines
<3”3”-15”>15
10-610-7--
10-510-610-8
2 Vessel- pressurized- Atmospheric
5 x 10-61 x 10-5
5 x 10-51 x 10-4
Damage Due To Incident Radiation IntensityTable 7-6 Damage Due To Incident Radiation IntensityIncident RadiationIntensity (kJ/m²s)
Type of Damage
62.0 Spontaneous ignition of wood37.5 Sufficient to cause damage to process equipment25 Minimum energy required for ignite wood at infinitely long exposure (non piloted)12.5 Minimum energy required of piloted ignition of wood, melting plastic tubing etc.4.5 Sufficient to cause pain to personnel is unable to reach cover within 20 sec.; however
blistering of skin (1st degree burns) is likely1.6 Will cause no discomfort on long exposure
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 219 of 268
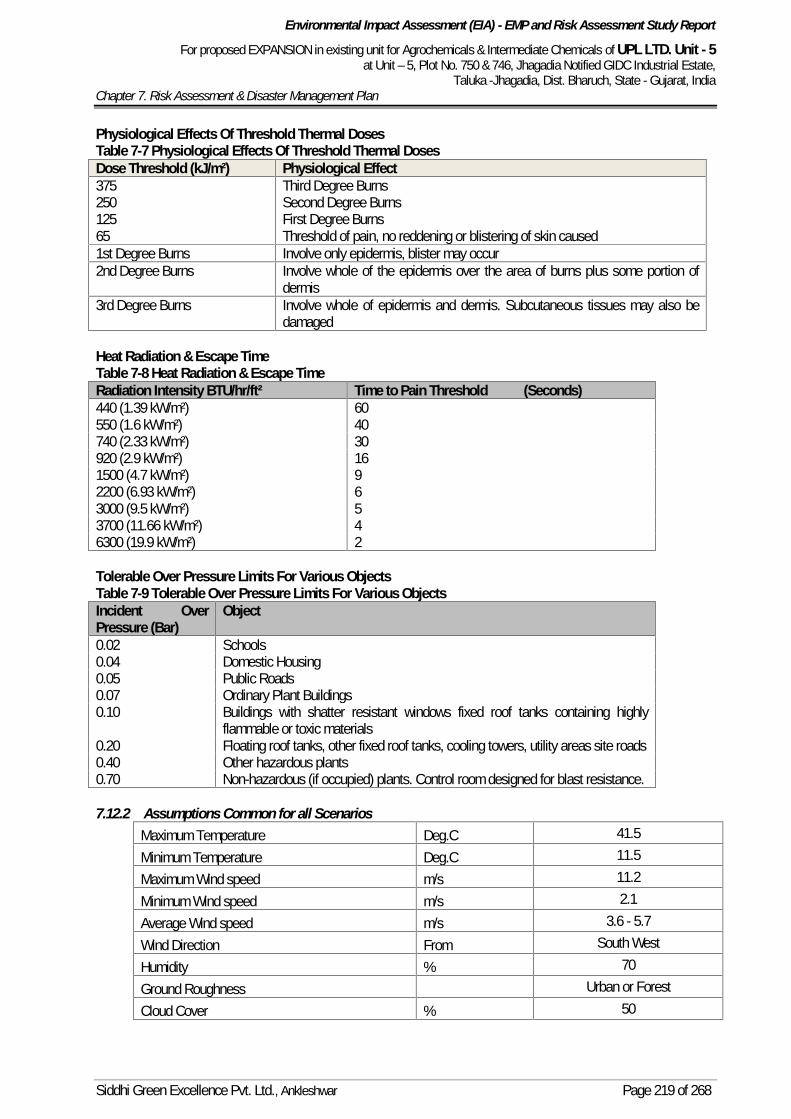
Physiological Effects Of Threshold Thermal DosesTable 7-7 Physiological Effects Of Threshold Thermal DosesDose Threshold (kJ/m²) Physiological Effect37525012565
Third Degree BurnsSecond Degree BurnsFirst Degree BurnsThreshold of pain, no reddening or blistering of skin caused
1st Degree Burns Involve only epidermis, blister may occur2nd Degree Burns Involve whole of the epidermis over the area of burns plus some portion of
dermis3rd Degree Burns Involve whole of epidermis and dermis. Subcutaneous tissues may also be
damaged
Heat Radiation & Escape TimeTable 7-8 Heat Radiation & Escape TimeRadiation Intensity BTU/hr/ft² Time to Pain Threshold (Seconds)440 (1.39 kW/m²) 60550 (1.6 kW/m²) 40740 (2.33 kW/m²) 30920 (2.9 kW/m²) 161500 (4.7 kW/m²) 92200 (6.93 kW/m²) 63000 (9.5 kW/m²) 53700 (11.66 kW/m²) 46300 (19.9 kW/m²) 2
Tolerable Over Pressure Limits For Various ObjectsTable 7-9 Tolerable Over Pressure Limits For Various ObjectsIncident OverPressure (Bar)
Object
0.02 Schools0.04 Domestic Housing0.05 Public Roads0.07 Ordinary Plant Buildings0.10 Buildings with shatter resistant windows fixed roof tanks containing highly
flammable or toxic materials0.20 Floating roof tanks, other fixed roof tanks, cooling towers, utility areas site roads0.40 Other hazardous plants0.70 Non-hazardous (if occupied) plants. Control room designed for blast resistance.
7.12.2 Assumptions Common for all ScenariosMaximum Temperature Deg.C 41.5Minimum Temperature Deg.C 11.5Maximum Wind speed m/s 11.2Minimum Wind speed m/s 2.1Average Wind speed m/s 3.6 - 5.7Wind Direction From South WestHumidity % 70Ground Roughness Urban or ForestCloud Cover % 50
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 220 of 268
As minimum wind speed 2.1 is only present at less than 1% of year, for atmospheric stability class 3m/sspeed is selected and accordingly “D” class is default value by ALOHA. But to get more stable weathercondition, this stability class is overridden to “E”. Hence at lower temperature to analyze for more stableatmospheric condition stability class 3E is considered.
For higher temperatures i.e. day time condition the atmospheric stability class is taken as D and wind speedis taken as 6m/s.
The analysis will be done for both cases. For any particular case if other stability class is chosen, it is included in its detail analysis. The transfer of chemicals from storage tanks to process area/reactor is by means of centrifugal pumps. The
discharge pressure of pumps is assumed in range of 4 –7 barg.For calculation, it is assumed that all materialtransfer from tank farm to process area is done when reactor is in depressurized condition. Hence the pumpdischarge pressure is taken as 4 barg.
For credible scenario the leak may be from chemical transfer lines or from pump seals. The leak may be frompump suction piping also. But for conservative results the leak is assumed from discharge piping or seals aspressure will be higher in this case
In case of credible scenario, the release is from 10mm hole and release duration is 10 mins. This timeincludes detection, response and isolation during event. This assumption is based on the DCS controlsystem, emergency shutdown system and leak detection systems are available in the plant and discussionwith plant personnel. Following points considered,
Sufficient indications and Alarms are configured for effective monitoring Interlocks and Emergency Shutdown valves are provided which isolates the required stream through ON/OFF
valves or stops the pump. This time includes detection, response and isolation during event. The discharge through leak is modeled as liquid flow through sharp edged orifice and calculated using
API520 Liquid Discharge equation. For gas services the flow through leak is calculated in ALOHA by modeling leak through pipe with closed off
(i.e. isolated portion).But this will give the rate which will be present only after isolation. The decreasingpressure inside pipe will affect the discharge rate. The rate of discharge before isolation will be at constantpressure and hence will be more than the rate calculated by ALOHA.
For Acrolein being highly toxic chemical, in pumping area small bund wall to contain the spill/leak is assumed. As acrolein is used as intermediate product, acrolein storage is assumed in the user tank farm area. Natural gas pressure is assumed as 30 barg . Ammonia is used for ‘Antracol’ production as 15% aqueous solution.Hence atmospheric storage of 15% aq.
NH3 is assumed. Hydrogen used for hydrogenation is stored in H2 cylinder trolleys.Normally H2 trolleys are available from 150
barg to 300barg.If storage pressure is less ,storage no of cylinders will increase.We assume the cylindersare at 200 barg.
All storages at atmospheric pressure and temperature except propylene.For propylene storage and pipingremote operated valves are provided for emergency isolation.
At respective class atmospheric temperatures, flash point is higher and chemical may not ignite. But toassess the radiation effect at such situations, the radiation effect is calculated assuming burning is starteddue to other ignition source.
For chemicals having flash point more than 45degC,the effect is analsyed only for class D. For all toxic material release LC50 and IDLH are taken as the toxic end points. If LC50 is not available then
LD50 values are considered and IDLH values are not available ERPG2 values are considered. For thermal radiation the distances for radiation level 37.5 kw/m2, 4kw/m2 and 1.6kw/m2 are calculated. For vapor cloud explosion the distance for overpressure of 0.5psi is calculated Fire water system comprises of FW network mains, medium velocity water spray system, hydrants, monitors
throughout the plants.
Specific assumptions are mentioned in the detailed description of each scenario in following sections.The ALOHA text summary output for each scenario is annexed as Annexure -12.

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 221 of 268
7.12.3 Summarized Table for effects of Consequences7.12.3.1 Toxic End Points
Table 7-10 Toxic End points of Consequence Analysis
No HazardousMaterial
EquipmentConsidered Scenario Selected
MaterialReleased
KgEnd
PointEndpoint
ConcentrationStability
ClassMaximumDistance
m
MaximumDistanceto IDLH
m
1 Carbon Disulfide Plant Area Leak through 10mmhole 62.4 LC50
12500 D (6) <10 2912500 E(3) <10 34
2 Acetic AnhydridePump andassociated
piping
Leak through 10mmhole 945 LD50
1780 D (6) <10 <10
1780 E(3) <10 <10
3 Acrolein Storage Tank Catastrophic Failure 10KL LC50300mg/m3 D (6) 85 763
300mg/m3 E(3) 41 658
4 AcroleinPump andassociated
piping
Leak through 10mmhole 833 LC50
300mg/m3 D (6) 74 656
300mg/m3 E(3) 33 525
5 Chloro AcetylChloride
Pump andassociated
piping
Leak through 10mmhole 1084 LC50
300ppmD (6)
<10 487ERPG2
300ppmE(3)
<10 385ERPG2
6 Aniline Storage Tank Catastrophic Failure 60KL LC5044(mg/lit) D (6) <10 <10
44(mg/lit) E(3) <10 <10
7 Dimethyl SulphatePump andassociated
piping
Leak through 10mmhole 1045.6 LC50
45ppm D (6) <10 <10
45ppm E(3) <10 <10
8 EthyleneDichloride
Pump andassociated
piping
Leak through 10mmhole 1010 LC50
1414ppmD (6)
<10 39ERPG2
1414ppmE(3)
<10 21ERPG2

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 222 of 268
No HazardousMaterial
EquipmentConsidered Scenario Selected
MaterialReleased
KgEnd
PointEndpoint
ConcentrationStability
ClassMaximumDistance
m
MaximumDistanceto IDLH
m
9 HydrogenPeroxide
Pump andassociated
piping
Leak through 10mmhole 914 LC50
2gm/m3 D (6) <10 <10
2gm/m3 E(3) <10 <10
10 MethyleneDichloride Storage Tank Catastrophic Failure 5KL LC50
52000ppmD (6)
<10 22ERPG2
52000ppmE(3)
<10 47ERPG2
11 Thionyl ChloridePump andassociated
piping
Leak through 10mmhole 1164 LC50
500ppmD (6)
25 514ERPG2
500ppmE(3)
13 440ERPG2
12 Triethyl AminePump andassociated
piping
Leak through 10mmhole 777 LC50
876 gm/m3 D (6) <10 <10
876 gm/m3 E(3) <10 <10
13 AmmoniaPump andassociated
piping
Leak through 10mmhole 909.5 LC50
5.1mg/lit D (6) <10 75
5.1mg/lit E(3) <10 50
14 Propylene DiaminePump andassociated
piping
Leak through 10mmhole 848.3 PAC-
3
440ppmD (6)
11 49PAC-2
440ppmE(3)
<10 25PAC-2
15 Propylene Diamine Storage Tank Catastrophic Failure 100KL PAC-3
440ppmD (6)
16 66PAC-2
440ppmE(3)
<10 31PAC-2
16 Hydrogen Sulfide ProcessPiping
Leak through 10mmhole 41.9 LC50
444D (6)
19 41
444E(3)
60 136
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 223 of 268
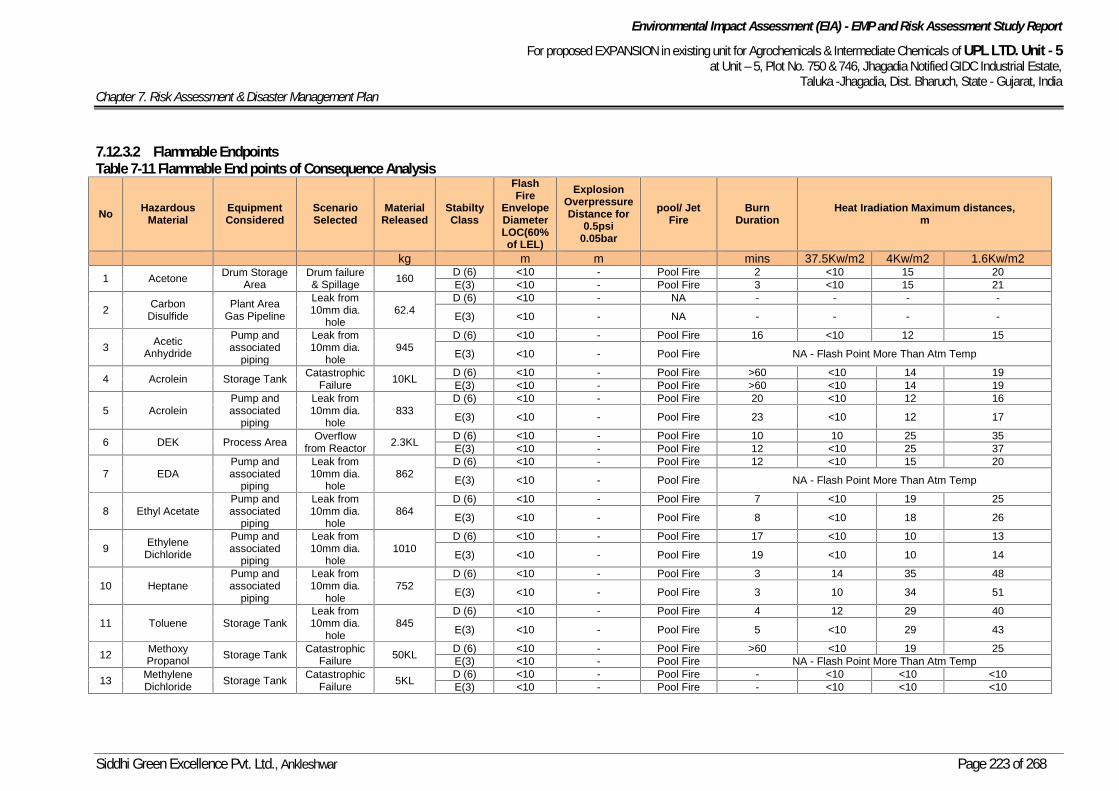
7.12.3.2 Flammable EndpointsTable 7-11 Flammable End points of Consequence Analysis
No HazardousMaterial
EquipmentConsidered
ScenarioSelected
MaterialReleased
StabiltyClass
FlashFire
EnvelopeDiameterLOC(60%of LEL)
ExplosionOverpressureDistance for
0.5psi0.05bar
pool/ JetFire
BurnDuration
Heat Iradiation Maximum distances,m
kg m m mins 37.5Kw/m2 4Kw/m2 1.6Kw/m21 Acetone Drum Storage
AreaDrum failure& Spillage 160 D (6) <10 - Pool Fire 2 <10 15 20
E(3) <10 - Pool Fire 3 <10 15 21
2 CarbonDisulfide
Plant AreaGas Pipeline
Leak from10mm dia.
hole62.4
D (6) <10 - NA - - - -
E(3) <10 - NA - - - -
3 AceticAnhydride
Pump andassociated
piping
Leak from10mm dia.
hole945
D (6) <10 - Pool Fire 16 <10 12 15
E(3) <10 - Pool Fire NA - Flash Point More Than Atm Temp
4 Acrolein Storage Tank CatastrophicFailure 10KL D (6) <10 - Pool Fire >60 <10 14 19
E(3) <10 - Pool Fire >60 <10 14 19
5 AcroleinPump andassociated
piping
Leak from10mm dia.
hole833
D (6) <10 - Pool Fire 20 <10 12 16
E(3) <10 - Pool Fire 23 <10 12 17
6 DEK Process Area Overflowfrom Reactor 2.3KL D (6) <10 - Pool Fire 10 10 25 35
E(3) <10 - Pool Fire 12 <10 25 37
7 EDAPump andassociated
piping
Leak from10mm dia.
hole862
D (6) <10 - Pool Fire 12 <10 15 20
E(3) <10 - Pool Fire NA - Flash Point More Than Atm Temp
8 Ethyl AcetatePump andassociated
piping
Leak from10mm dia.
hole864
D (6) <10 - Pool Fire 7 <10 19 25
E(3) <10 - Pool Fire 8 <10 18 26
9 EthyleneDichloride
Pump andassociated
piping
Leak from10mm dia.
hole1010
D (6) <10 - Pool Fire 17 <10 10 13
E(3) <10 - Pool Fire 19 <10 10 14
10 HeptanePump andassociated
piping
Leak from10mm dia.
hole752
D (6) <10 - Pool Fire 3 14 35 48
E(3) <10 - Pool Fire 3 10 34 51
11 Toluene Storage TankLeak from10mm dia.
hole845
D (6) <10 - Pool Fire 4 12 29 40
E(3) <10 - Pool Fire 5 <10 29 43
12 MethoxyPropanol Storage Tank Catastrophic
Failure 50KL D (6) <10 - Pool Fire >60 <10 19 25E(3) <10 - Pool Fire NA - Flash Point More Than Atm Temp
13 MethyleneDichloride Storage Tank Catastrophic
Failure 5KL D (6) <10 - Pool Fire - <10 <10 <10E(3) <10 - Pool Fire - <10 <10 <10

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 224 of 268
No HazardousMaterial
EquipmentConsidered
ScenarioSelected
MaterialReleased
StabiltyClass
FlashFire
EnvelopeDiameterLOC(60%of LEL)
ExplosionOverpressureDistance for
0.5psi0.05bar
pool/ JetFire
BurnDuration
Heat Iradiation Maximum distances,m
14 PropylenePump andassociated
piping
Leak from10mm dia.
hole1773
D (6) 104 19 Pool Fire NA
E(3) 107 28 Pool Fire NA
15 TetrahydrofuranPump andassociated
piping
Leak from10mm dia.
hole858
D (6) <10 - Pool Fire 5 <10 24 33
E(3) <10 - Pool Fire 6 <10 24 35
16 Triethyl AmniePump andassociated
piping
Leak from10mm dia.
hole777
D (6) <10 - Pool Fire 3 13 32 45
E(3) <10 - Pool Fire 4 <10 32 47
17 Hydrogen PipelineLeak from10mm dia.
hole678
D (6) - 61 - - - - -
E(3) - 115 - - - - -
18 Natural Gas PipelineLeak from10mm dia.
hole292
D (6) - <10 - - - - -
E(3) - 18 - - - - -
19 Aniline Storage Tank CatastrophicFailure 60KL D (6) <10 - Pool Fire >60 11 26 35
E(3) <10 - Pool Fire Chemical below flash point (70 degC)
20 HydrogenHydrogenation
Reactor(Explosion)
CatastrophicFailure 11.5
D (6) - 30 - - - -
E(3) - 56 - - - -
21 PropyleneDiamine
Pump andassociated
piping
Leak from10mm dia.
hole848.3
D (6) <10 - Pool Fire 9 <10 18 24
E(3) <10 - Pool Fire Chemical below flash point (33 degC)
22 PropyleneDiamine Storage Tank Catastrophic
Failure 100KL D (6) <10 - Pool Fire >60 <10 22 30E(3) <10 - Pool Fire Chemical below flash point (33 degC)
23 Solvent(DEK)
HydrogenationReactor(Fire)
CatastrophicFailure 8540
D (6) 115(1 - - 8s - - -
E(3) 115(1 - - 8s - - -
24 Solvent(EDC)
NitrationReactor(Fire)
CatastrophicFailure 4800
D (6) 95(1 - - 7s - - -
E(3) 95(1 - - 7s - - -
Note : ‘Material Released’ is the total material discharged to atmosphere. In case of Liquid Pool, from this released material some of the material will be evaporated and dispersed indirection of wind. This evaporated quantity will be less than total quantity depends on the properties of material spilled and atmospheric conditions.Detailed output of aloha is attached as annexure – 12.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 225 of 268
7.12.4 Inference of Consequence analysis
Aboveground Storage Area Inside Various Plants The catastrophic failure of atmospheric storage tanks of Acrolein, Aniline, Methoxy propanol, Methyl Dichloride
and PDA is analyzed. The frequency of catastrophic failure of atmospheric tanks is 5 x 10E-6. The major toxic consequence is Acrolein release. The LC50 distance in this case is maximum 85m and IDLH
concentration may reach up to maximum 763m.This means this release has potential to go outside battery limitof individual plant and outside boundary of the complex. This scenario is to be considered for planning‘Emergency Response Procedure’.
The major flammable consequence is pool fire. In case of catastrophic failure of tank the released liquid will becontained inside the dyke and pool is formed.
The maximum radiation from pool fire is estimated from Acrolein, Aniline, Methoxy propanol, Methyl Dichlorideand PDA fire. The 4.0 kw/m2 radiations from aniline fire (35m). In case of PDA the 4.0 kw/m2 radiation distanceis 30m. In case of methoxy propanol the 4.0 kw/m2 radiation distance is 25m.All these tanks are equipped withmedium velocity FW spray system.
As most credible scenario, which are calculated for all reactants, solvents and raw material transfer lines cantake place at storage area as well as reactor / process area.
The frequency of such leaks is 5 x 10E-6. The major hazards from all these flammable leaks are pool fire. Themaximum radiation from pool fire is estimated from Heptane/Toluene and Triethyl amine fire. The 4.0 kw/m2radiations from Heptane fire (51m). In case of Toluene the 4.0 kw/m2 radiation distance is 43m. In case of TEAthe 4.0 kw/m2 radiation distance is 47m.
From most credible scenario there are leaks of highly toxic materials like Acrolein, Thionyl sulfide ,Hydrogensulfide and ammonia. Apart from acrolein the LC50 and IDLH(ERPG2) distances are maximum for thionylchloride which are 25m and 514m.
Reactor Area inside various plants The catastrophic failure of ‘Pendimethylene’ plant reactor in hydrogenation step and nitration step is analysed
.They are resulting in explosion and release of flammable material like DEK or EDC. In case of explosion the 0.5 psig (which may cause shattering of glasses) overpressure will be experienced up
to 56m. The release of flammable solvent from the reactor during its explosion will create fireball. The fireball diameter is
estimated as 115m.But as the reactors are located in process building the extent of fire ball may be limitedwithin this building. This fire will last for 8 secs.The 37.5 kw/m2 radiation will be experienced in the processbuilding for these 8 secs.
The hydrogenation reactors are generally equipped with safety systems to take care for runaway reactions,over-temperature and over-pressure scenarios. For this temperature, pressure indications with alarm and tripinterlocks are used.
The frequency of reactor failure is 5 x 10E-6 and ignition is almost instantaneously due to hydrogen. As most credible scenario, which are calculated for all reactants and raw material transfer lines can take place
at storage area as well as reactor / process area. The frequency of such leaks is 5 x 10E-6. The major hazards from all these flammable leaks are pool fire. The
radiation experienced is maximum in case of DEK.
Propylene mounded bullet area The propylene is stored in two mounded bullets. The scenario analysed is leak from propylene transfer system.
The major consequence is vapor cloud explosion. The 0.5 psi overpressure is experienced up to 28m from leaksource.
The frequency of such leaks is 5 x 10E-6.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 226 of 268
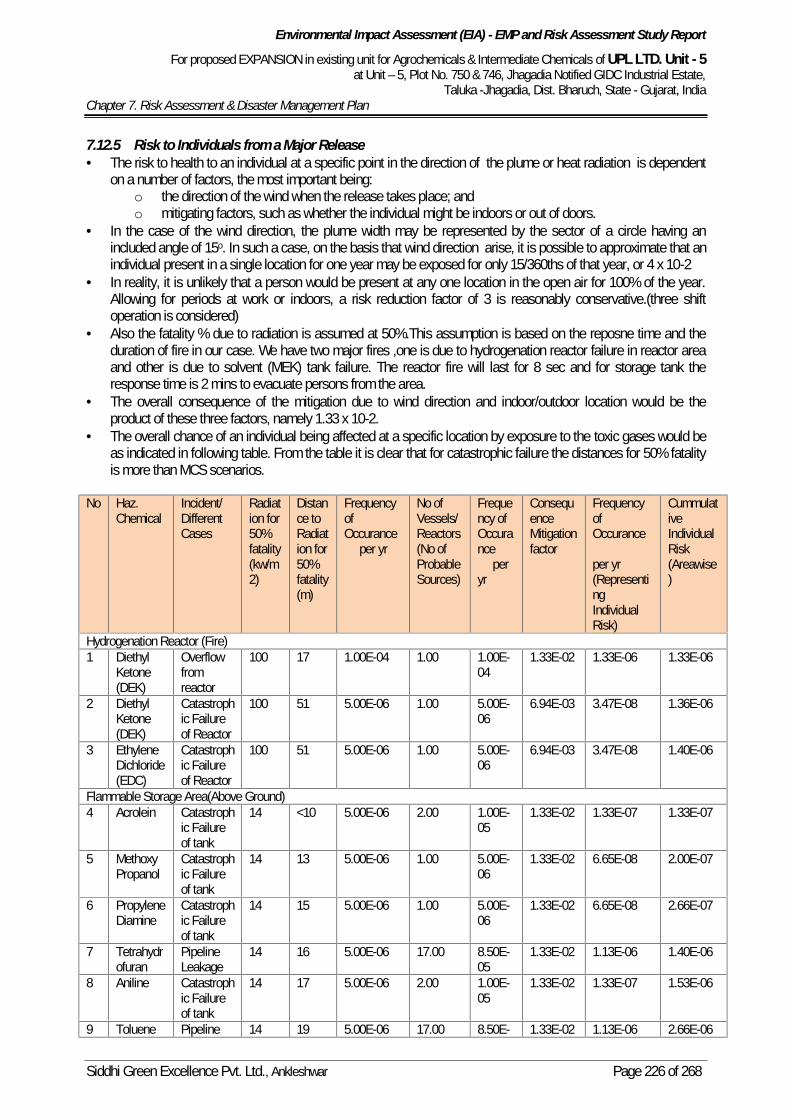
7.12.5 Risk to Individuals from a Major Release The risk to health to an individual at a specific point in the direction of the plume or heat radiation is dependent
on a number of factors, the most important being:o the direction of the wind when the release takes place; ando mitigating factors, such as whether the individual might be indoors or out of doors.
In the case of the wind direction, the plume width may be represented by the sector of a circle having anincluded angle of 15o. In such a case, on the basis that wind direction arise, it is possible to approximate that anindividual present in a single location for one year may be exposed for only 15/360ths of that year, or 4 x 10-2
In reality, it is unlikely that a person would be present at any one location in the open air for 100% of the year.Allowing for periods at work or indoors, a risk reduction factor of 3 is reasonably conservative.(three shiftoperation is considered)
Also the fatality % due to radiation is assumed at 50%.This assumption is based on the reposne time and theduration of fire in our case. We have two major fires ,one is due to hydrogenation reactor failure in reactor areaand other is due to solvent (MEK) tank failure. The reactor fire will last for 8 sec and for storage tank theresponse time is 2 mins to evacuate persons from the area.
The overall consequence of the mitigation due to wind direction and indoor/outdoor location would be theproduct of these three factors, namely 1.33 x 10-2.
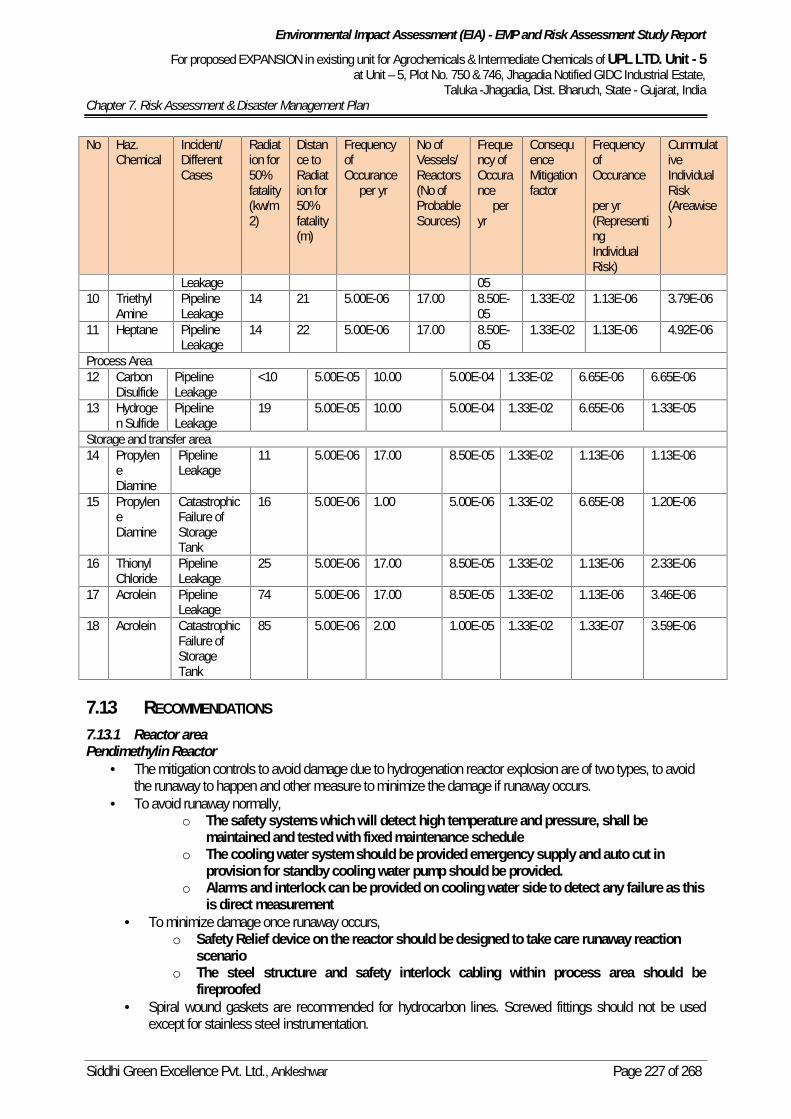
The overall chance of an individual being affected at a specific location by exposure to the toxic gases would beas indicated in following table. From the table it is clear that for catastrophic failure the distances for 50% fatalityis more than MCS scenarios.
No Haz.Chemical
Incident/DifferentCases
Radiation for50%fatality(kw/m2)
Distance toRadiation for50%fatality(m)
FrequencyofOccurance
per yr
No ofVessels/Reactors(No ofProbableSources)
Frequency ofOccurance
peryr
ConsequenceMitigationfactor
FrequencyofOccurance
per yr(RepresentingIndividualRisk)
CummulativeIndividualRisk(Areawise)
Hydrogenation Reactor (Fire)1 Diethyl
Ketone(DEK)
Overflowfromreactor
100 17 1.00E-04 1.00 1.00E-04
1.33E-02 1.33E-06 1.33E-06
2 DiethylKetone(DEK)
Catastrophic Failureof Reactor
100 51 5.00E-06 1.00 5.00E-06
6.94E-03 3.47E-08 1.36E-06
3 EthyleneDichloride(EDC)
Catastrophic Failureof Reactor
100 51 5.00E-06 1.00 5.00E-06
6.94E-03 3.47E-08 1.40E-06
Flammable Storage Area(Above Ground)4 Acrolein Catastroph
ic Failureof tank
14 <10 5.00E-06 2.00 1.00E-05
1.33E-02 1.33E-07 1.33E-07
5 MethoxyPropanol
Catastrophic Failureof tank
14 13 5.00E-06 1.00 5.00E-06
1.33E-02 6.65E-08 2.00E-07
6 PropyleneDiamine
Catastrophic Failureof tank
14 15 5.00E-06 1.00 5.00E-06
1.33E-02 6.65E-08 2.66E-07
7 Tetrahydrofuran
PipelineLeakage
14 16 5.00E-06 17.00 8.50E-05
1.33E-02 1.13E-06 1.40E-06
8 Aniline Catastrophic Failureof tank
14 17 5.00E-06 2.00 1.00E-05
1.33E-02 1.33E-07 1.53E-06
9 Toluene Pipeline 14 19 5.00E-06 17.00 8.50E- 1.33E-02 1.13E-06 2.66E-06
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 227 of 268
No Haz.Chemical
Incident/DifferentCases
Radiation for50%fatality(kw/m2)
Distance toRadiation for50%fatality(m)
FrequencyofOccurance
per yr
No ofVessels/Reactors(No ofProbableSources)
Frequency ofOccurance
peryr
ConsequenceMitigationfactor
FrequencyofOccurance
per yr(RepresentingIndividualRisk)
CummulativeIndividualRisk(Areawise)
Leakage 0510 Triethyl
AminePipelineLeakage
14 21 5.00E-06 17.00 8.50E-05
1.33E-02 1.13E-06 3.79E-06
11 Heptane PipelineLeakage
14 22 5.00E-06 17.00 8.50E-05
1.33E-02 1.13E-06 4.92E-06
Process Area12 Carbon
DisulfidePipelineLeakage
<10 5.00E-05 10.00 5.00E-04 1.33E-02 6.65E-06 6.65E-06
13 Hydrogen Sulfide
PipelineLeakage
19 5.00E-05 10.00 5.00E-04 1.33E-02 6.65E-06 1.33E-05
Storage and transfer area14 Propylen
eDiamine
PipelineLeakage
11 5.00E-06 17.00 8.50E-05 1.33E-02 1.13E-06 1.13E-06
15 PropyleneDiamine
CatastrophicFailure ofStorageTank
16 5.00E-06 1.00 5.00E-06 1.33E-02 6.65E-08 1.20E-06
16 ThionylChloride
PipelineLeakage
25 5.00E-06 17.00 8.50E-05 1.33E-02 1.13E-06 2.33E-06
17 Acrolein PipelineLeakage
74 5.00E-06 17.00 8.50E-05 1.33E-02 1.13E-06 3.46E-06
18 Acrolein CatastrophicFailure ofStorageTank
85 5.00E-06 2.00 1.00E-05 1.33E-02 1.33E-07 3.59E-06
7.13 RECOMMENDATIONS7.13.1 Reactor areaPendimethylin Reactor
The mitigation controls to avoid damage due to hydrogenation reactor explosion are of two types, to avoidthe runaway to happen and other measure to minimize the damage if runaway occurs.
To avoid runaway normally,o The safety systems which will detect high temperature and pressure, shall be
maintained and tested with fixed maintenance scheduleo The cooling water system should be provided emergency supply and auto cut in
provision for standby cooling water pump should be provided.o Alarms and interlock can be provided on cooling water side to detect any failure as this
is direct measurement To minimize damage once runaway occurs,
o Safety Relief device on the reactor should be designed to take care runaway reactionscenario
o The steel structure and safety interlock cabling within process area should befireproofed
Spiral wound gaskets are recommended for hydrocarbon lines. Screwed fittings should not be usedexcept for stainless steel instrumentation.

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 228 of 268
Fire water network providing hydrants and monitors should be around reactor building/ process area.Also provision of hydrants on elevated structures and buildings to be ensured.
The existing FW network drawing shows there are no FW hydrant monitors placed on the main ringaround new ‘Pendimethylene Plant’. Hence one monitor and other hydrants to be provided on the FWring around the plant.
Also the FW ring is not on the east side of the new ‘Pendimethylene plant. FW ring should be around theplant.(see the FW ring around “Pendimethylene plant utility’.
FW ring on only two sides and without hydrant monitors FW ring on around plant and with hydrant monitors
Fireproofing requirement of structure and equipment supports needs to be analysed and fireproofing tobe provided accordingly.
The process area should be classified area for selection of electrical equipments and instruments. The construction and fabrication should be as per standard codes and practices ( ASME /ANSI / IS etc)
as the failure frequencies will be valid for such construction. If there is some deviation then thefrequencies may increase.
Small Release of flammable solvents / chemicals (Most Credible scenarios) Small flammable solvent fires can be extinguished with extinguishing powder. Spiral wound gaskets are recommended for hydrocarbon lines. Screwed fittings should not be used
except for stainless steel instrumentation. On long pipelines of solvents, thermal relief valves should be fitted, the relief valve must vent to a safe
location, e.g. the storage tank as this is liquid relief. The plants are handling highly toxic materials like Acrolein, Thionyl Chloride, Hydrogen Sulfide,
Ammonia etc.It is important to detect the leakage of such chemicals at early stages to have effectiveresponse. For this the gas detectors to be placed at strategic locations in the plant area and at batterylimit is very much important.
Fire water network providing hydrants and monitors should be around reactor building/ process area.Also provision of hydrants on elevated structures and buildings to be ensured.
Fireproofing requirement of structure and equipment supports needs to be analysed and fireproofing tobe provided accordingly.
7.13.2 Storage Area The gas detection will provide early information of the leak and it will provide some time to take
corrective action (isolation, stopping of pump etc) to avoid the incident. Consider placing gas detectors atstrategic places in storage area.
The regular inspection of the FW spray system and FW network along the storage area should be donewith schedule.
Propylene mounded bullet and transfer area to be provided with automatic FW spray system. Ensure safety shower and Eye wash is placed in storage area.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 229 of 268
In propylene mounded bullet area the hydrocarbon gas detectors shall be on vessel top, pump suctionline outlet at mounded bullet and in pumping area. In process area also HC gas detectors to be provided.
Propylene Mounded bullet top and pumping area / valve station should be protected with FW spraysystem.
7.13.3 General The plant handles flammable materials like Acrolein, DEK, EDC, Toluene, Heptane, Propylene etc. The
handling of these materials requires control of spark, ignition source, and open flame. This is ensured byselecting equipments as per Hazardous area classification analysis. Ensure that all electrical installationsand instruments are as per hazardous area classification(ref IS 5571 & 5572)
Critical switches and alarms shall always be kept online especially in reactor area. Provide training for employees in the procedures established for their operating and maintenance
functions. Also a refresher training program at specific intervals is to be prepared to keep operatorsupdated.
Shut off and isolation valves shall be easily approachable in emergencies A wind direction pointer shall also be installed at cavern site so that in an emergency the wind direction
can be directly seen and downwind population cautioned Smoking shall be prohibited in designated locations. Work likely to involve flame or sparks, such as,
welding or burning, shall be performed only after the area is checked for no presence of flammablematerial and other safety arrangement as required.
A proper training shall be given to the staff to handle any emergency situation and use of PPE during thework and emergency.
Self-Contained Breathing apparatus (SCBA) shall be well maintained for emergency handling. Personal protective equipments to be provided to all the employees related to the type of work and
hazard associated Mutual aid from neighboring industries to be made available whenever need arises. To check preparedness of workers for emergency control, mock drills on regular basis and disaster drills
as per factory inspectorate guidelines to be conducted.
7.14 DISASTER MANAGEMENT PLANThe proponent UPL-5 is an established group and already has similar manufacturing sections at its existing unit.The proposed new plants shall be more of a replica of the existing w.r.t production, manufacturing processes, plantlayout, utilities, chemical inventory, process control, safety aspects etc. and with better plant technology.
There shall be inbuilt safety in the plant through DCS and PLC and SCADA operations and safety interlocks. Alsothe technology adopted is the most proven technology already implemented in similar units of the group. The plantdesign and layout aspects also comply with the applicable regulations and requirements of industrial ergonomics.Thus, the risks associated with the project are having low probability and severity.
UPL-5 has developed and put in practice DMP in compliance to the requirements of The Chemical Accidents Rulesand Factories Act. The DMP includes emergency preparedness plan, emergency response team, emergencycommunication, emergency responsibilities, emergency facilities, and emergency actions.
The plan shall includes an OFF site emergency plan for the concerned government authority giving details aboutsteps to be taken to inform related Government agencies, Medical Centers, Rescue teams and other local agencies,in an event where the emergency poses danger to surrounding area requiring evacuation.
The abstracts of the plan are annexed as Annexure -36.
EIA Consultant has reviewed the latest plan for suitability and adequacy w.r.t proposed expansion. The reviewpoints are mentioned herewith.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 230 of 268
7.14.1 Objectives of DMP
As per latest plan - Any additions or modifications required for expansion -To localise the emergency and thereafter, totallyeliminate it.To minimise the effects of the emergency on human,environment and property.
Attainment of these objectives calls for promptmobilisation of all available resources and activatingcounter-emergency procedures by all employees.
Following objectives may be added :- To inform Employees, the general public and
the authority / risk assessed, safe guardprovided. Residual risk if any and the role to beplayed by them in event of emergency.
To secure the safe rehabilitation of affectedarea and to restore normalcy.
To ensure safety of the works before personnelre-enter and resume work.
7.14.2 Components of DMPAs per latest plan - Any additions or modifications required for expansion -
Emergency Organization - structure, dutiesand responsibilities of authorities responseteam, their coordinators
Communication Key Personnel Emergency Action Facilities Hazard Assessment Identification of Emergencies and action Post emergency action Training
No additions or modifications are required
7.14.3 Emergency ResponseAs per latest plan - Any additions or modifications required for expansion -
Written procedures for controlling differenttypes of emergencies
Training of workforce for procedures andindividual roles and responsibilities
Availability of emergency response equipmentwith location and quantity and incharge
Additions for new product manufacturingsections shall be made
Levels of Emergency & Response
As per latest plan - Any additions or modificationsrequired for expansion -
Emergency Communication – Siren CodesNo Code Message Conveyed – Important Actions
No additions or modificationsare required

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 231 of 268
1 First level of WarningKnown as 'Alert Signal'initiated from any call point tillreset by safety dept.
For an Incident affecting within the plant area : Noexternal help and / or plant up set – which require externalhelp.(i.e. Fire, Rescue, Gas Leak, Spillage, Ambulance)Purpose :Alert other plants and wait for next messageAlert all & required IC / SMC to reach at the scene orremain present in office(ECO) Emergency Control Organization to keep on alertAll plant operators to keep alert and ready for theirrespective plant / section emergency shut down.Action :(IC/SMC to review situation within 30 minutes)That incident can be controlled using on-site resourcesThat incident will not affect nearby plant / sectionThat it does not require shut down of plant / section ofsame plant.That it is emergency standby situation only.If answer of above question is negativeIt is a on – site emergency – declare immediately (IC /SMC)
2 Second level of warningknown as On-SiteEmergency Declarationwhere"ON" 30 Seconds"OFF" 30 SecondsON" 30 Seconds"OFF"
IC / ECO to report ECC, SMC, ICConvey – Message to al that incident is big. ( Asperceived by IC/SMC)Will effect nearby plantNearby plant will be ready for emergency S/D as per SMCadviceAll plants may require S/DAll seniors / emergency control organization membersmust report to ECC & wait for instruction from IC / SMCAll visitors / non essential workman will report to assemblypoint ( depending on wind direction)Neighboring firms / public are warned and advised toprepare for evacuation if third siren is activated
3 Third Level of Warningknown as Off SiteEmergency Declaration,where"ON" 30 Seconds"OFF" 30 SecondsON" 30 Seconds"OFF" 30 SecondsON" 30 Seconds"OFF"
When SMC considers the accident would assume off-siteimplicationSMC informs collector / Director Industrial Safety & Health/ Police & Other off – site emergency control agencies.All affected plant will observe emergency shutdownNeighboring firms / public are advised ( as per winddirection) for evacuationCollector will take charge of off-site evacuation /emergencyPolice will handle traffic control and evacuation.Repeated every half hour till emergency persists.
4 All clearTwo minute continuous "ON"
After controlling on – site emergency IC / SMC can giveall clear signal after thorough inspection.All evacuated personnel can re – enter and re – startplantNearby public need "Not worry" that off – site emergencywill not occur. Incident was controlledCollector can give all clear termination of "off – site"emergency after ensuring that incident was controlled andre – entry to the area is possible.
ECC : Emergency Control Center ECO : Emergency Control OrganizationDY-IC : Dy. Incident Controller SMC : Site Main ControllerIC : Incident Controller
Siren Testing : Every Monday at 11.00 am from any one location for one minute
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 232 of 268
Emergency CommunicationRequirement :-The unit shall have quick and effective communication system to make the emergency known through effectivecommunication systema) inside the factory(b) to key personnel outside normal working hours(c) to the outside emergency services and authorities and(d) to neighboring factories and public in vicinity.Available system at UPL-5 :-
FOUR LEVEL COMMUNICATIONS
Sr. No. Communication to & by equipment During General Shift After general shift1 Internal communication (by phone & P.A.
System)Concerned plant staff orDCS operator
Concerned plant staff orDCS operator
2 Neighboring factories and public in vicinity byphone, messenger & PA system of fire tender)
Security telephone operatorofficer P & A
Security duty officer QAD
3 Key personnel available inside & out side ( byexternal phone)
Telephone operator otherADMN. Employee
Duty officer QAD staffofficer of other plant
4 Outside emergency services and authorities (by external phones)
Telephone operator otheradministration employee
Officer of other plant
The communication system beginningwith raising the alarm, declaring themajor emergency and procedure tomake it known to others shall includethe following :
Following system of communication is formulated at siteAssembly points are designated as :
Security Main Gate Near Primary brine office Near DM water plant entry Near boiler house Near power plant control room Near WP plant
Total 3 nos. of ECC were identified and equipped with required items as perlist. ECC in charge as identified for individual ECC will maintain it.
Siren codes are also defined for all three levels of emergency andmentioned in the onsite plan as well as communicated to all workers duringtraining and mock drill followup actions
Declaring the majoremergency
Emergency Siren Code Information And Warning Safe Assembly Points Declaration Of Emergency
Emergency Management TeamRoles and responsibilities of Site Controller, Incident Controller and other key personnel for emergency control arealso defined in the plan. No additions or changes are required. The designations for the new plants shall be madeand added to the plan.

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 233 of 268
Controlling emergencyThe existing DMP includes the following :
Onsite action and emergency control procedures based on consequence analysis results Evacuation & Transportation Safe Close-Down Use Of Mutual Aid Use Of External Authorities Medical Treatment Accounting for personnel Access to Records Rehabilitation Mitigation of Environmental Impact during emergency for -
Fire, Explosion Chemical Spillage Mitigation of Environmental Impact during emergency for -Fire, Explosion and Chemical Spillage
All above components need to be amended to include all new plant sections and new chemicals handled in them.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 233 of 268
Controlling emergencyThe existing DMP includes the following :
Onsite action and emergency control procedures based on consequence analysis results Evacuation & Transportation Safe Close-Down Use Of Mutual Aid Use Of External Authorities Medical Treatment Accounting for personnel Access to Records Rehabilitation Mitigation of Environmental Impact during emergency for -
Fire, Explosion Chemical Spillage Mitigation of Environmental Impact during emergency for -Fire, Explosion and Chemical Spillage
All above components need to be amended to include all new plant sections and new chemicals handled in them.
Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 233 of 268
Controlling emergencyThe existing DMP includes the following :
Onsite action and emergency control procedures based on consequence analysis results Evacuation & Transportation Safe Close-Down Use Of Mutual Aid Use Of External Authorities Medical Treatment Accounting for personnel Access to Records Rehabilitation Mitigation of Environmental Impact during emergency for -
Fire, Explosion Chemical Spillage Mitigation of Environmental Impact during emergency for -Fire, Explosion and Chemical Spillage
All above components need to be amended to include all new plant sections and new chemicals handled in them.

Environmental Impact Assessment (EIA) - EMP and Risk Assessment Study Report
For proposed EXPANSION in existing unit for Agrochemicals & Intermediate Chemicals of UPL LTD. Unit - 5at Unit – 5, Plot No. 750 & 746, Jhagadia Notified GIDC Industrial Estate,
Taluka -Jhagadia, Dist. Bharuch, State - Gujarat, IndiaChapter 7. Risk Assessment & Disaster Management Plan
Siddhi Green Excellence Pvt. Ltd., Ankleshwar Page 234 of 268
EMERGENCY CONTROL ORGANISATION1. Shift Incharge2. Prod. Manager
Nominated Person toDeclareMajor Emergency
1. Shift Incharge2. Unit Head
3. Duty Officer incident Controller – IC 3. Manager (Eng.)
1. Prod Executive Dy. Incident Controller-DIC
1. Unit Head
2. Sr. Executive – Prod. 2. Prod. Manager3. Prod. Officer Site Main Controller – SMC 3. Asst.. Prod. Manager
4. Duty Officer
1. Asst.- SafetyManager
Safety Incharge
2. Executive – Safety3. Officer - Safety
Employee from
Emergency ResponseTeam
each dept.
1. Fire Officer Fire Incharge 1. Medical Asst.2. SecuritySupervisor
2. Trained First Aider
First Aid TreatmentIncharge
3. Security Officer
1. Prod Manager 4. Head of P & A2. Prod. Executive Leak Spill Control Incharge3. Executive Eng. 1. Manager Eng.4. Executive QC Mechanical / Aid Incharge 2. Exec. Egg / Utility
Heavy Vehicle 3. Project Manager1. Elect. Manager2. Exec. Elect Electrical Aid Incharge 1. Duty Officer3. Technician Elect 2. Security Officer
Communication Incharge 3. P & A Officer1. Duty Officer 4. Receptionist2. Security Officer Transport Incharge3. Head of P & A 1. Head of QC
Assembly Point Incharge 2. Sr. Executive QASr. Manager – Comm 3. Sr. Executive Inst.2. Elect Officer Evacuation Incharge 4. Sr. Executive Eng.3. Purchase Officer
1. Prod. Executive1. Security Officer Public Address System
Incharge2. P & A Officer
2. SecuritySupervisor
3. DCS (CCP) -Operator
3. Stores Executive Traffic / Security Incharge 4. HOD of Prod.