4.2. wytapianie i obróbka ciekłego metalu_1
TRANSCRIPT

Rozdział 2
2.4. Wytapianie i obróbka ciekłego metalu
Dobór pieca topiącego stanowi istotny problem w planowaniu procesu odlewniczego Każdy rodzaj pieca ma swoje właściwości dotyczące namiarowania i możliwości wprowadzania pierwiastków stopowych, co wpływa znacząco na cały proces. Z drugiej strony, rodzaj wytapianego metalu określa przydatność poszczególnych pieców dla danej odlewni (patrz tab. 2.5).
Tabela 2.5. Zastosowanie pieców do wytapiania (m) i przetrzymywania (h) stopów odlewniczych
Odlewnie żeliwa wymagają metalu o określonym składzie chemicznym i temperaturze, dostarczanego na linie formierskie o określonym czasie i w określonej ilości, stosownie do zmiennych warunków pracy nowoczesnych, elastycznych linii. Wsad metalowy składa się zwykle ze złomu obiegowego, złomu żeliwnego i stalowego oraz surówki, wraz z dodatkami stopowymi, takimi jak: FeSi, FeP bądź FeMn. Metal wytapia się zwykle w żeliwiaku lub w elektrycznym piecu indukcyjnym. Piece indukcyjne zyskują na znaczeniu w porównaniu z żeliwiakami. Piece indukcyjne tyglowe stosuje się do topienia, a piece indukcyjne kanałowe wyłącznie do przetrzymywania, szczególnie we współpracy z żeliwiakami, w tzw układach duplex. Zastosowanie znajdują, choć znacznie rzadziej, piece obrotowe z palnikami gazowymi i olejowymi. Do krótkotrwałego przetrzymywania, transportu i obróbki metalu w stanie ciekłym służą kadzie.
Stal wytapia się w piecach elektrycznych, zarówno łukowych jak i indukcyjnych. Piece łukowe stosuje się w dużych odlewniach staliwa, ogólnie jednak odlewnictwo staliwa korzysta w coraz większym stopniu z pieców indukcyjnych. Piece łukowe nadają się do stosowania we wsadzie taniego złomu, można w nich bowiem prowadzić procesy rafinacji. Z uwagi na możliwość nawęglania kąpieli węglem elektrod nie można w nich wytapiać stali niskowęglowej nierdzewnej (poniżej 0,03% C). W piecach indukcyjnych nie można prowadzić procesów rafinujących, w związku z czym należy poświęcić szczególną uwagę starannemu doborowi wsadu. Można w nich jednak wytapiać dowolny rodzaj stali. Do krótkotrwałego przetrzymywania, transportu i obróbki metalu w stanie ciekłym służą kadzie.
Dobór pieca topiącego stosowanego do wytapiania stopów metali nieżelaznych zależy od wielkości odlewni. Odlewnie metali nieżelaznych stosują często bardzo zróżnicowane rodzaje stopów i charakteryzują się zwykle małą wydajnością roczną. Do wytapiania stosuje się piece o małej pojemności, zwłaszcza piece tyglowe. Poza tym główną metodą odlewania jest odlewanie kokilowe. W tym przypadku nie zachodzi na ogół potrzeba dysponowania centralną wytapialnią, gdyż piece do topienia (i wytrzymywania metalu) stanowią integralne części maszyny odlewniczej. Odlewnie metali nieżelaznych o większej produkcyjności i potrzebie posiadania scentralizowanego systemu topienia stosują zwykle piece indukcyjne płomienne albo Kużnictwo i przemysł odlewniczy 20

Rozdział 2
szybowe do topienia, a następnie rozprowadzają ciekły metal do pieców przetrzymujących i tygli odlewniczych.[174, Brown, 2000], [225, TWG, 2003]
2.4.1 Żeliwiaki
2.4.1.1 Żeliwiaki z zimnym dmuchem
2.4.1.1.1. Opis
Żeliwiak jest piecem szybowym, wyłożonym materiałem ogniotrwałym, w którym wsad metalowy jest podgrzewany gazami pochodzącymi ze spalania koksu, które zachodzi w dolnej części szybu (w strefie spalania). Powietrze potrzebne do spalania koksu, dostarczane przez wentylator, jest wdmuchiwane do szybu żeliwiaka przez odpowiednią liczbę dysz. Opasująca żeliwiak skrzynia powierzna wraz z zaworami sterującymi pozwala na kontrolowane i równomierne doprowadzanie powietrza przez dysze. Wsad metalowy (surówka, złom stalowy i żeliwny, złom obiegowy), koks, pierwiastki stopowe (np. FeSi, Si, C), środki żużlotwórcze (SiO2) i topniki (np. CaCO3) są wprowadzane do pieca przez okno wsadowe w górnej części szybu. Gazy żeliwiakowe, unosząc się ku górze, wymieniają ciepło z wsadem zanim opuszczą piec przez jego komin.Po osiągnięciu przez podgrzany wsad strefy spalania metalowe składniki wsadu topią się dzięki wysokiej temperaturze gazu, a koks wsadowy zatrzyna się spalać w obecności tlenu. Krople ciekłego metalu spływają w dół poprzez koks wypełniajacy do kotliny (obszaru szybu poniżej pozomu dysz). Wszystkie zanieczyszczenia są odprowadzane wraz z żużlem, który składa się głównie z SiO2, CaO, Al2O3 i FeO. Topniki zmniejszają temperaturę topnienia i lepkość żużla. Dzięki mniejszej gęstości od metalu żużel wypełnia w kotlinie obszar nad ciekłym żeliwem. Po osiągnięciu przez ciekły metal odpowiedniego poziomu w kotlinie zostaje otwarty otwór spustowy dla metalu. Metal wypływa w sposób ciągły przez otwór i kanał spustowy (bądź rynnę spustową) do oddzielnego zbiornika bądź do kadzi. Alternatywnie, ciekły metal może spływać w sposób ciągły do pieca przetrzymującego.Żużel jest spuszczany oddzielnie poprzez odpowiednią rynnę spustową umieszczoną na poziomie wyższym od poziomu rynny spustowej dla żeliwa. Jest on gromadzony okresowo w zbiornikach albo granulowany w sposób ciągły w strumieniu wody, bądź przy zastosowaniu specjalnej instalacji do suchej granulacji.Podstawową konstrukcją jest żeliwiak z zimnym dmuchem (ŻZD). W żeliwiaku tym stosuje się powietrze dmuchu o temperaturze otoczenia.
Kużnictwo i przemysł odlewniczy 21

Rozdział 2
Rys. 2.9. Schemat i model miniaturowy żeliwiaka z zimnym dmuchem[44, ETSU, 1993], [237, HUT, 2003]
W celu zmniejszenia emisji CO i zwiększenia sprawności cieplnej żeliwiaka rozważa się stosowanie w żeliwiakach podgrzanego dmuchu (patrz rozdz. 4.5.2). Jednak dla odlewni średniej wielkości o produkcyjności poniżej 2000 ton dobrych odlewów miesięcznie trudno jest uzasadnić stosowanie żeliwiaków tego rodzaju ze względu na jego duże koszty inwestycyjne. Stosowanie żeliwiaków z gorącym dmuchem jest, ze względu na koszty operacyjne, ograniczone do systemów ciągłego wytapiania żeliwa. Żeliwiaki z zimnym dmuchem są preferowane przy specjalnych rodzajach produkcji (odlewy emaliowane, odlewy części artykułów gospodarstwa domowego, systemów grzewczych, przeciwciężary). Dla tego rodzaju odlewów żeliwiaki z zimnym dmuchem są szczególnie rozpowszechnione w uprzemysłowionych krajach zachodniej Europy. [44, ETSU, 1993], [156, Godinot, 2001], [202, TWG, 2002]
2.4.1.1.2 Obsługa techniczna
Cechą żeliwiaka jest to, że materiał wykładziny ogniotrwałej (mieszanina kwarcu i gliny) pieca w strefach topienia i spalania wytrzymuje tylko jeden wytop. Wysoka temperatura i obecność żużla powoduje chemiczne i mechaniczne zużycie wykładziny, której materiał przechodzi do żużla. Dlatego żeliwiaki są zwykle instalowane parami. Podczas gdy w jednym piecu odbywa się wytop, w drugim jest odnawiana wykładzina.[110, Vito, 2001]
2.4.1.1.3 Zalety:
Kużnictwo i przemysł odlewniczy 22

Rozdział 2
- koszt inwestycji wynosi 125 000 - 150 000 EUR na tonę ciekłego żeliwa na godzinę, włączając w to instalację odpylającą;
- istnieje możliwość stosowania taniego złomu dzięki operacjom rafinacji i nawęglania;
- zadawalająca sprawność cieplna pieca, jeżeli wykorzystane są właściwe sposoby.
2.4.1.1.4 Wady:
- proces produkcyjny nie jest stabilny;- utrudnione zarządzanie porodukcją wskutek powolności układu;- kosztowny wsad zawierający surówkę i ograniczoną ilość złomu stalowego;- brak możliwości szybkiej zmiany wytapianego rodzaju żeliwa;- znaczne nasiarczanie żeliwa w piecu;- zanieczyszczenie środowiska pyłem, żużlem i materiałem zużytej wykładziny;- konieczność instalowania kosztownych urządzeń odpylającycj ze względu na
znaczną ilość gazów odlotowych.[110, Vito, 2001]
2.4.1.2 Żeliwiak z gorącym dmuchem
2.4.1.2.1 Opis
W celu zwiększenia sprawności cieplnej żeliwiaka można podgrzewać powietrze doprowadzane do żeliwiaka. Ta zasada jest raealizowana w żeliwiaku z gorącym dmuchem (ŻGD). Zalety żeliwiaków takiego rodzaju są następujące- zmniejszone użycie koksu wsadowego,- podwyższona temperatura przegrzania żeliwa,- zwiększona wydajność,- zmniejszony stopień nasiarczania żeliwa,- zmniejszony zgar pierwiastków żeliwa,- zwiększony stopień nawęglania żeliwa, a tym samym zwiększona możliwość
zamiany surówki na złom stalowy we wsadzie.
Należy zaznaczyć że nie wszystkie wymienione zalety mogą być osiągane równocześnie; np zwiększenie udziału złomu stalowego we wsadzie może wymagać zwiększenia zużycia koksu wsadowego w celu nawęglenia, a to z kolei spowoduje zmniejszenie wydajności żeliwiaka i zwiększenie stopnia nasiarczenia żeliwa.
Znane są dwie metody podgrzewania dmuchu: - Podgrzewanie rekuperacyjne: polega to na wymianie ciepła resztkowego
(„ukrytego”) żeliwiakowych gazów odlotowych z powietrzem dmuchu. Gazy odlotowe są gromadzone w górnej części szybu, mieszane z dostateczną ilością powietrza, a następnie zawarty w nich CO gazów zostaje dopalony na CO2. Dopalone gazy są doprowadzane do rekuperatora, gdzie ich ciepło zostaje przekazane powietrzu dmuchu. Temperatura podgrzanego dmuchu zwykle wynosi 500 do 600°C. Powyżej tego zakresu temperatury pojawiają się problemy związane ze spiekaniem się pyłu żeliwiakowego zawartego w gazie odlotowym.
- Podgrzewanie zewnętrzne: w tym przypadku powietrze dmuchu jest podgrzewane zewnętrznym źródłem ciepła, np. ciepłem spalin odpowiedniego palnika, opornikiem elektrycznym lub łukiem plazmowym.
Kużnictwo i przemysł odlewniczy 23

Rozdział 2
Kombinacja tych dwóch metod podgrzewania pozwala na doprowadzenie temperatury dmuchu do poziomu 1000°C. Tak wysoka temperatura wymaga jednak bardzo kosztownych materiałów ogniotrwałych i może spowodować zbyt wysokie przegrzanie żeliwa.
Systemy rekuperacyjne zapewiają zwiększenie sprawności cieplnej pieca. Wpływ podgrzania dmuchu na sprawność cieplną i zużycie koksu wsadowego podano na rys. 2.10. Należy zauważyć, że na sprawność cieplną pieca wpływa również jakość koksu.
Rys. 2.10. Wpływ podgrzania dmuchu na sprawność cieplną żeliwiaka[44, ETSU, 1993]
Stosowane żeliwiaków z gorącym dmuchem w odlewniach średniej wielkości, o miesięcznej produkcji dobrych odlewów poniżej 2000 t, budzi wątpliwości ze względu na znaczne koszty inwestycyjne ich instalacji. Stosowniejsze jest korzystanie w takich przypadkach z żeliwiaków z zimnym dmuchem, szczególnie przy wytwarzaniu odlewów motoryzacyjnych, odlewów odśrodkowych i odlewów dla drogownictwa.
Żeliwiaki z gorącym dmuchem pracują zwykle w warunkach eksploatacji kampanijnej; taki system wprowadza znaczne oszczędości czasu operacyjnego i zużycia koksu.[32, CAEF, 1997], [44, ETSU, 1993], [156, Godinot, 2001]
2.4.1.2.2. Zalety:
- zmniejszone zużycie koksu,- wysoka temperatura żeliwa na rynnie spustowej,- duża wydajność,- mniejszy stopień nasiarczania żeliwa,- możliwość stosowania we wsadzie tańszego złomu żeliwnego,- możliwość stosowania większego udziału złomu stalowego we wsadzie z uwagi
na większy stopień nawęglania wytapianego żeliwa.
2.4.1.2.3. Wady:
Kużnictwo i przemysł odlewniczy 24

Rozdział 2
- kosztowna inwestycja ze względu na większe wymagania odnośnie do ochrony środowiska,
- niestabilny proces żeliwiakowy,- trudne zarządzanie procesem z powodu jego powolności,- brak możliwości szybkiej zmiany gatunku wytapianego żeliwa,- zwiększone zanieczyszczenie środowiska pyłem, żużlem i odpadami materiałów
ogniotrwałych,- konieczność zainstalowania urządzeń odpylających o większej wydajności ze
względu na zwiększoną ilość gazów odlotowych.[110, Vito, 201]
2.4.1.3. Żeliwiak kampanijny
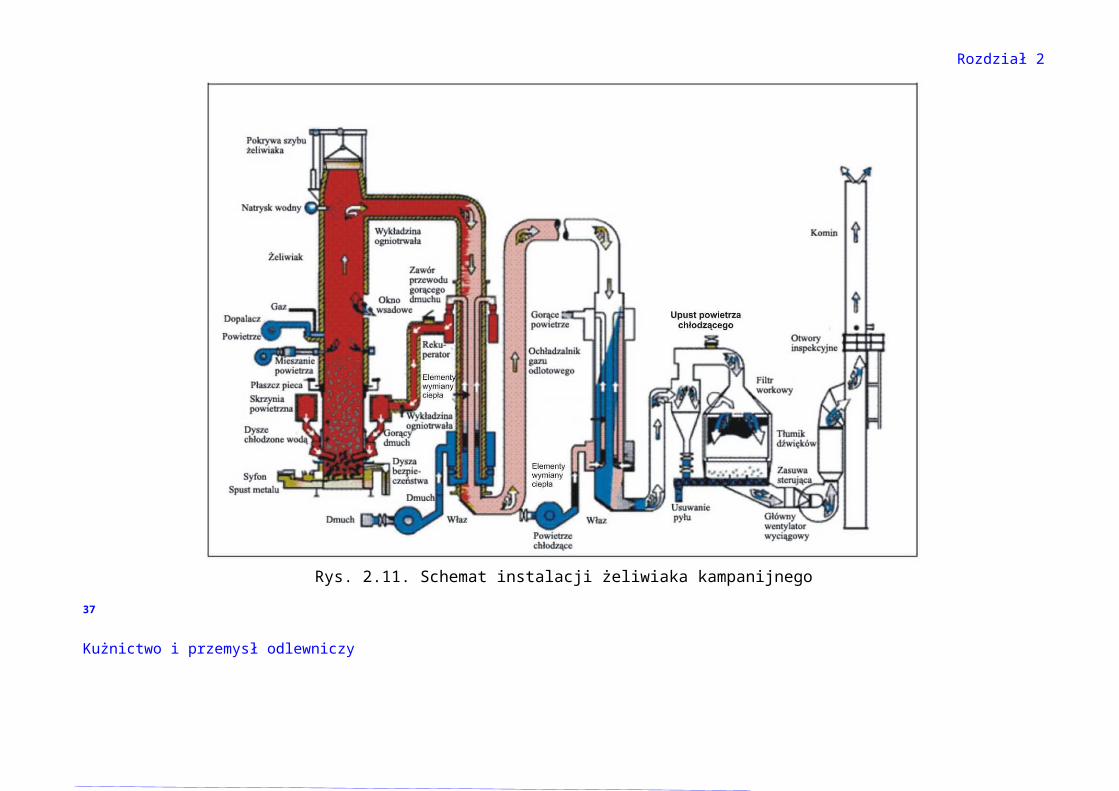
Żeliwiak kampanijny jest to zwykle żeliwiak z wodnym chłodzeniem wykładziny z gorącym lub zimnym dmuchem. Żeliwiaki takie pracują w ciągu dnia przez jedną, dwie lub trzy zmiany, w systemie jednopiecowym, przy czym kampania wytopowa może trwać nawet kilka miesięcy. Szczególnie długie kampanie są prowadzone przy stosowaniu żeliwiaków bezwykładzinowych, w których jednak straty cieplne w wodzie chłodzącej płaszcz, są znaczne. W obszarze badawczym, dotyczącym materiałów ogniotrwałych i technologii wytapiania żeliwa w żeliwiakach kampanijnych, obserwuje się ciągły rozwój. Schemat instalacji żeliwiaka kampanijnego z dopalaczem gazów odlotowych pokazano na rys. 2.11.
Kużnictwo i przemysł odlewniczy 25

Rozdział 2
Kużnictwo i przemysł odlewniczy
36

Rozdział 2
Rys. 2.11. Schemat instalacji żeliwiaka kampanijnego[150, ETSU, 1998]
Kużnictwo i przemysł odlewniczy
37
Rozdział 2
W celu umożliwienia kampanijnej pracy żeliwiaka należy:- zastosować materiały o odpowiednio dużej ogniotrwałości na wykładzinę szybu i
kotliny,- zastosować wodne chłodzenie ścian pieca; pozwoli to na utrzymywanie wykładziny w
odpowiednio niskiej temperaturze, sprzyjając dzięki temu większej jej trwałości,- zastosować dysze chłodzone wodą z możliwością ich przesuwania w głąb pieca, co
umożliwia odsuięcie strefy spalania od wykładziny; innym, niż oszczędność materiału wykładziny, następstwem chłodzenia dysz, jest wydłużenie czasu trwania kampanii wytopowej pieca.
Przy stosowaniu pieców bezwykładzinowych wsad znajduje się w bezpośrednim kontakcie z chłodzonym wodą płaszczem stalowym. Takie rozwiązanie jest zasadne tylko w przypadku żeliwiaków o bardzo dużęj średnicy i bardzo długich kampaniach. Przynosi to następujące korzyści:- w odlewni potrzebny jest tylko jeden żeliwiak,- żeliwiak wymaga naprawy wykładziny tylko raz na tydzień, bądź na kilka tygodni,- zużycie koksu kotlinowego i wypełniającego zostaje znacząco zredukowane,- kontrola wytopu jest łatwiejsza ze względu na niezmienność średnicy wewnętrznej
pieca i warunków jego prowadzenia.
Specyficznym typem żeliwiaka kampanijnego jest żeliwiak bezkoksowy (patrz rozdz. 4.2.1.8)[32, CAEF, 1997], [44, ETSU, 1993], [110, Vito, 2001], [150, ETSU, 1998]
2.4.1.4. Charakterystyka emisji z żeliwiaka
Wsad żeliwiakowy składa się z różnych materiałów, z których liczne mogą zawierać luźne cząstki zgorzeliny, piasku bądź metali nieżelaznych. Koks wsadowy, podobnie jak topnik mogą się rozpadać w czasie opuszczania się w dół szybu. Pękanie i ścieranie mechaniczne podczas przygotowywania wsadu oraz podczas załadowywania pieca są źródłem powstawania drobnych cząstek; niektóre z nich zostają natychmiast wyemitowane.
Również wykładzina, ścierana przez kawałki wsadu, schodzącego w dół szybu, jest źródłem pyłu emitowanego z pieca.
Trzecim źródłem pyłu jest popiół koksu, generowany w strefie spalania, który nie przechodzi do żużla.
Wszystkie te rodzaje cząstek stałych, o ile pozwala na to ich masa jednostkowa, są unoszone przez gazy żeliwiakowe, powstające w strefach spalania i zgazowania koksu, a widomym świadectwem ich powstawania jest dym wydzielający się z komina pieca. Dym ten składa się z submikronowych aglomeratów sadzy o kulistym kształcie oraz tlenków metali, takich jak: ZnO, PbO itd., jeśli odpowiednie metale występują w złomie stalowym lub żeliwnym wsadu; dotyczy to np. złomu ocynkowanego lub pokrytego farbą. Emisja dymu zwiększa się w miarę zwiększania zużycia koksu wsadowego, w miarę podwyższenia temperatury dmuchu i stopnia dotlenienia dmuchu.
Węglonośny dym powstaje w wyniku niezupełnego spalania w żeliwiaku substancji organicznych. Wprowadzane ze wsadem zanieczyszczenia, takie jak olej i tłuszcz, drewno,
Kużnictwo i przemysł odlewniczy
38
Rozdział 2
tekstylia i guma, przechodząc do gazów odlotowych w postaci oleistych oparów; wraz z niedopalonymi substancjami organicznymi wydzielają przykry zapach.
Tak więc stopień czystości i charakter złomu wpływają istotnie na charakter emisji. Spalanie koksu generuje gazy o nieprzyjemnym zapachu, zawierające CO2 , CO i SO2 . Zmniejszenie zużycia koksu (w wyniku zwiększenia sprawności cieplnej) lub (częściowa bądź całkowita) zamiana koksu na gaz ziemny pomaga zmniejszyć w istotnym stopniu zawartość tych substancji w gazach odlotowych.
2.4.2. Elektryczny piec łukowy (EPŁ)
2.4.2.1. Opis
EPŁ jest piecem typu naczyniowego. Duża przestrzeń piecowa pozwala na stosowanie we wsadzie kawałków metalu o dużych wymiarach i na prowadzenie intensywnych reakcji między metalem i żużlem. Średnica płaszcz wynosi zwykle 2 do 4 m. Jak to wynika z rys. 2.12, piec jest zamknięty od góry sklepieniem, wyłożonym materiałem ogniotrwałym, w którym przewidziano otwory na trzy elektrody. Elektrody są mocowane w uchwytach wysięgników, pozwalających na przemieszczanie ich w kierunku pionowym. W większości pieców łukowych załadunek wsadu odbywa się od góry, za pomocą kubłów załadowczych z odchylanym dnem lub chwytaków elektromagnetycznych, po odsunięciu na bok sklepienia z elektrodami. Wsad metalowy jest nagrzewany łukami elektrycznymi, tworzonymi przez trójfazowy prąd zmienny między trzema elektrodami rozmieszczonymi nad metalem, a tym metalem.
Rys. 2.12. Elektryczny piec łukowy[237, HUT, 2003]
Piec jest opróżniany przez jego przechylanie w kierunku rynny spustowej. Po przeciwnej stronie w stosunku do rynny spustowej znajduje się otwór, poprzez który następuje ściąganie żużla z powierzchni kąpieli metalowej i pobieranie próbek metalu przed jego spustem.
Wykładzina pieca może być kwaśna (jej głównym składnikiem jest wtedy SiO2) lub zasadowa (jej głównym składnikiem jest wówczas MgO). Wykładzina zasadowa pozwala na stosowanie we wsadzie praktycznie dowolnego rodzaju złomu stalowego. Taki piec znajduje również zastosowanie do wytapiania stali wysokostopowych i stali manganowej. W przypadku stosowania złomu o znacznej zawartości fosforu i siarki wprowadza się do pieca wapno palone lub kamień wapienny w celu odfosforowania i odsiarczenia kąpieli. Wykładzinie
Kużnictwo i przemysł odlewniczy
39

Rozdział 2
kwaśnej brak jest odporności na te pierwiastki. Dlatego w piecach z wykładziną kwaśną można stosować jedynie złom o małej zawartości fosforu i siarki.
Piece łukowe stosuje się niemal wyłącznie do wytapiania stali. Tylko w nielicznych przypadkach wytapia się w nich żeliwo i wówczas wprowadza się do pieca pył węglowy. Piece łukowe, przeznaczone dla odlewni staliwa, mają zwykle pojemność od 2 do 50 t. Pracują okresowo i nadają się do wytapiania wielu gatunków stali. Dostarczają ciekłą stal o wysokiej temperaturze. Czas topienia wynosi od 1 do 2 h, przy sprawności energetycznej sięgającej 80% (bez uwzględniania sprawności energetycznej procesów wytwrzania energii elektrycznej). Zużycie jednostkowe energii wynosi 500 do 800 kWh/t ciekłej stali, zależnie od pojemości pieca, stosowanej technologii rafinowania, temperatury stali na rynnie spustowej i stosowanych metod ochrony środowiska. Całkowity czas wytopu zawiera się w przedziale od 1 do 4 h.
2.4.2.2. Wytapianie i rafinowanie stali w kwaśnym EPŁ
Z uwagi na chemiczny charakter kwaśnej wykładziny (SiO2 ) możliwości rafinowania pieców tego rodzaju ograniczają się do odwęglania kąpieli. Konsekwencją tego jest konieczność starannego doboru wsadu metalowego pod względem zawartości fosforu i siarki, pierwiastki te bowiem nie mogą zostać usunięte z kąpieli w takim piecu. Wsad składa się z surówki, złomu obiegowego i kupnego złomu stalowego. Zawartość węgla we wsadzie jest utrzymyana na dość wysokim poziomie, tak że po stopieniu zawartość ta przekraczao o 0,2 – 0,4 % końcową zawartość węgla w stali.
Odwęglane zaczyna się od wdmuchiwania tlenu do kąpieli metalowej. Wywołuje to silne mieszanie się kąpieli metalowej (”gotowanie się”), podczas którego utlenia się węgiel zawarty w kąpieli. Równocześnie utlenia się Si i usuwane są z kapieli gazy H2 i N2. Wszystkie zanieczyszczenia (tlenki) są wchłaniane przez żużel. W czasie topienia wsadu można do pieca wprowadzać piasek (SiO2) w celu doprowadzenia składu chemicznego żużla do wymaganej płynności. Po osiągnięciu odpowiedniej zawartości węgla w kąpieli przerywa się dopływ tlenu i wprowadza krzem oraz mangan w celu wstrzymania reakcji „gotowania”.
Po usunięciu żużla kontroluje się skład chemiczny kąpieli i koryguje go w razie potrzeby. W końcu przeprowadza się odtlenianie kąpieli dodatkiem aluminium lub innego odtlenacza, wprowadzanego na strugę metalu w czasie spustu; unika się w ten sposób tworzenia się pęcherzy CO w czasie krzepnięcia odlewów. Dodatkowe odfosforowanie i odsiarczanie metalu można przeprowadzać w konwertorach AOD lub VODC (patrz rozdz. 2.4.9 i 2.4.10).[32, CAEF, 1997], [161, UK Environment Agency, 2002]
2.4.2.3. Wytapianie i rafinowanie stali w zasadowym EPŁ
Wykładzina EPŁ oparta na alkalicznym MgO umożliwia rafinowanie metalu w samym piecu. Dlatego istnieje możliwość wykorzystywania we wsadzie dowolnej kombinacji złomu stalowego kupnego i obiegowego. Technologię wytapiania stali w zasadowych EPŁ stosuje się w przypadkach, gdy zawartości P i S we wsadzie przekraczają dopuszczalne wartości.
Odfosforzanie kąpieli metalowej odbywa się przez okresowe wprowadzanie do niej wapna podczas procesu topienia. Wdmuchiwanie do kąpeli tlenu powduje powstawanie tlenku fosforu, przechodzącego do żużla z tlenkami metali i innymi zanieczyszczeniami. Wapno
Kużnictwo i przemysł odlewniczy
40
Rozdział 2
zapewnia znaczną zasadowość żużlowi, co stabilizuje wydzielenia tlenku fosforu. Równocześnie utlenia się węgiel. Po upływie dostatecznego czasu reagowania wstrzymuje się dopływ tlenu i usuwa się całkowicie żużel.
Odsiarczanie zachodzi w drugim etapie, w sposób podobny do opisanego powyżej dla fosforu, lecz przy wyższej temperaturze. Do kąpieli dodaje się wapno i kamień wapienny, reagujące z siarką, a produktem reakcji jest CaS, przechodzący do żużla. Okresowe wprowadzanie do kąpieli węgla, aluminium bądź FeSi redukuje tlenki metali (np. tlenki manganu, chromu itp.), zmniejszając w ten sposób straty topienia. Wszystkie inne zanieczyszczenia (tlenki) są wchłaniane przez żużel i usuwane z pieca w czasie ostatecznego usuwania żużla.
Po rafinowaniu kontroluje się skład chemiczny metalu i koryguje go w razie potrzeby. W końcowym etapie (przed spustem) poddaje się metal procesowi odtleniania przez wprowadzanie do kąpieli aluminium lub innego odtleniacza, aby uniknąć tworzenia się pęcherzy CO podzas krzepnięcia metalu w formach. Dodatkową obróbkę można prowadzić z zastosowaniem konwertorów AOD i VODC (patrz rozdz. 2.4.9 i 2.4.10), jeżeli wymaga tego korekta składu chemicznego.[32, CAEF, 1997], [16, UK Environment Agency, 2002]
2.4.2.4. Charakterystyka emisji z elektrycznego pieca łukowego
Substancje emitowane z pieców łukowych pochodzą z materiałów wsadowych i procesów metalurgicznych przebiegających w czasie topienia, rafinowania i spustu. Podczas załadunku jest emitowany pył i inne zanieczyszczenia z otwartego pieca. W przypadku załadowywania pieca z ciekłym zaczynem cząstki palne, takie jak tłuszcz, farba lub olej ulegają spaleniu generując dymy i pyły. Źródłem emisji pyłowej jest też ścierana wykładzina pieca.
Podczas nagrzewania i topienia wsadu wydzielają się dymy złożone z tlenków metali, a natężenie tego zjawiska nasila się w okresie odwęglania kąpieli. W czasie wdmuchiwania tlenu wydzielają się z kąpieli znaczne ilości dymów tlenku żelaza, które opuszczaja piec jako czerwone chmury. Wprowadzanie do kąpieli środków żużlotwórczych wzmaga emisję pyłów i gazów, ale w nieznacznym tylko stopniu i w ciągu krótkiego czasu.
Niewielka emisja ma miejsce w czasie transportu metalu do kadzi lub pieca przetrzymującego.
Emisja z okresu topienia jest określana jako emisja pierwotna, natomiast emisja z okresów ładowania i spustu – jako emisja wtórna.
Analiza charakteru emitowanych substancji wskazuje, że odlewnie różnią się w istotnym stopniu pod względem czystości załadowywanego wsadu, stosowanych technologii topienia i rafinowania, składu wsadu i dodatkowych substancji wprowadzanych do kąpieli. Z uwagi na to, że w piecu nie zachodzą żadne zamierzone procesy spalania, charakter i natężenie emisji zależą tylko od wymienionych powyżej czynników.
2.4.3. Piec indukcyjny (PI)
Kużnictwo i przemysł odlewniczy
41
Rozdział 2
Piece indukcyjne są stosowane zarówno w odlewniach stopów żelaza, jak i metali nieżelaznych. Istnieje kilka rodzajów pieców indukcyjnych, funkcjonowanie wszystkich jest jednak oparte na wykorzystywaniu silnego pola magnetycznego, generowanego podczas przepływu przemiennego prądu elektrycznego przez cewkę opasującą piec. Pole magnetyczne wywołuje powstanie prądu elektrycznego w metalu, znajdującym się w obszarze jego działania, a opór elektryczny tego metalu przekształca energię elektycznąa w cieplną, powodującą nagrzewanie, topienie i przegrzewanie metalu. Piece indukcyjne są budowane w dużym zakresie pojemności. Ponieważ nie ma w nich bepośredniego kontaktu między metalem i źródłem ciepła, można w nich przetapiać stal, żeliwo i metale nieżelazne, dobierając odpowiednio rodzaj wykładziny.
Prawidlowe funkcjonowanie instalacji obiegu wody chłodzącej jest istotne dla trwałości cewki. Systemy chłodzące muszą się więc charakteryzować pełną niezawodnością; do kontroli ich stanu służą odpowiednie termostaty i przepływomierze.
2.4.3.1. Piece indukcyjne tyglowe (bezrdzeniowe)
2.4.3.1.1. Opis
Piec indukcyjny tyglowy (PIT) składa się z miedzianej cewki, chłodzonej przepływającą wewnątrz wodą, opasującej tygiel z masy ogniotrwałej. Od strony zewnętrznej jest ona izolowana i zamknięta płaszczem stalowym. Piec jest zamknięty w ramie wyposażonej w układ przechylania go. Tygiel pieca jest zamykany na okres topienia pokrywą, otwieraną w okresach ładowania i odżużlania. (patrz rys. 2.13).
Rys. 2.13. Ogólny schemat pieca indukcyjnego tyglowego[47, ETSU, 1992]
Piec jest załadowywany, w zależności od jego pojemności, za pomocą chwytaka elektromagnetycznego, kubła skipowego, rynny wibracyjnej lub ręcznie. Znaczna liczba odlewni wykorzystuje piece indukcyjne do wytapiania małych ilości metalu w dużej jego różnorodności rodzajowej. Pojemność pieców zawiera się w przedziale od 10 kg do 30 t. Cewka piecowa jest zasilana prądem zmiennym o częstotliwości sieciowej, średniej lub wysokiej (odpowiednio 50, 250 lub 1000 Hz).
Kużnictwo i przemysł odlewniczy
42

Rozdział 2
W zależności od zainstalownej mocy właściwej i stosowanej technologii sprawność energetyczna pieca może sięgać 80% (bez uwzględniania sprawności procesów wytwarzania energii elektrycznej); ale zwykle wynosi ona 60 do 70%. Uwzględniając sprawność procesów wytwarzania energii elektrycznej, uzyskuje się ogólną sprawność pieca indukcyjnego tyglowego, wynosząca zaledwie 15 - 20%, co jest wartością bardzo małą w porównaniu z piecami innego rodzaju.
PIT może być zaprojektowany do pracy przy dowolnej częstotliwości od 50 Hz w górę. Podgrzewanie indukcyjne ciekłego metalu wywołuje efekt mieszania kąpieli, który zmniejsza się w miarę wzrostu częstotliwości prądu. Dlatego ruch kąpieli w piecach sieciowej częstotliwości (50 lub 60 Hz) jest większy niż w piecach o częstotliwości średniej. Z uwagi na ten czynnik ogranicza się w piecach sieciowej częstotliwości doprowadzaną do nich moc do 250 kW na 1 t pojemności tygla. W piecach o większej częstotliwości można zwiększać moc trzy- do czterokrotnie.
Częstotliwość prądu zasilającego wpływa także na głębokość wnikania prądu w głąb kawałków metalu. Zmniejsza się ona wraz ze zwiększeniem się częstotliwości prądu. Ten czynnik określa minimalny wymiar kawałka wsadu oraz skuteczną pojemność tygla. Z tych powodów pieców o częstotliwości sieciowej nie buduje się z pojemnością tygla poniżej 750 kg. Przy częstotliwości 10 kHz można nagrzewać kawałki o wymiarze poniżej 10 mm, można więc stosować pojemności tygla wynoszące 5 kg. Dostępność niezawodnych przemienników częstotliwości pozwala na ich dostosowywanie do szerokiego zakresu potrzeb metalurgicznych w odlewnictwie (patrz tab. 2.6). Zwykle stosowana częstoliwość mieści się w przedziale 250 do 350 Hz (przypadki zmiennej częstotliwości), gdyż przy większej częstotliwości efekt mieszania kąpieli jest znikomy. Prąd o dużej częstotliwości jest stosowany w szczególnych przypadkach, np. w bardzo małych piecach. Na rys. 2.14 pokazano piece indukcyjne tyglowe o różnej pojemności tygla.
Częstotliwość (Hz) Zastosowanie70 Wióry (opiłki) mosiądzu100 Wióry aluminiowe100 – 150 Wióry żeliwne250 Złom wytłaczanego aluminium250 Złom obiegowy żeliwa i staliwa500 i 1000 Topienie stali i wilgotnych wiórów żeliwnych1000 i 3000 Różne stopy Cu3000 Odlewy precyzyjne10000 Wyroby jubilerskie
Tabela 2.6. Obszar stosowania dostępnych pieców indukcyjnych tyglowych o różnej częstotliwości prądu zasilającego
[174, Brown, 2000]
Kużnictwo i przemysł odlewniczy
43

Rozdział 2
Rys. 2.14. Piece indukcyjne tyglowe [237, HUT, 2003]
Systemy chłodzenia wodnego mają istotne znacznie dla pracy pieców indukcyjnych tyglowych. Chłodzenie chroni zarówno cewkę, jak i izolację pieca przed zniszczeniem nie tylko w czasie trwania wytopu, ale również w okresie jego ochładzania po wytopie i wyłączenia dopływu prądu. Stosowane są systemy chłodzenia zamknięte, z wymiennikami ciepła bądź systemy otwarte z odparowaniem wody. Korzystne są systemy, pozwalające na rekuperację ciepła.[32, CAEF, 1997, 47, ETSU, 1992], [110, Vito, 2001], [174, Brown, 2000], [176, ETSU, 1998], [202, TWG, 2002]
2.4.3.1.2. Technologia wytapiania
Piec indukcyjny tyglowy służy do wytapiania, nie może natomiast służyć do rafinowania metalu. Dlatego skład wsadu do pieca powinien odpowiadać końcowemu składowi wytapianej stali; stąd podstawowe stosowanie złomu stalowego w odlewniach staliwa. W razie konieczności metal po stopieniu można rafinować w konwertorze AOD lub w specjalnych kadziach (patrz rozdz. 2.4.12).
W piecach dużej mocy można prowadzić wytopy metodą ”spust i załadunek”, polegającej na całkowitym opróżnianiu pieca z ciekłego metalu i wprowadzaniu wsadu do pustego pieca. Metoda „ciekłego zaczynu”, stosowana w piecach małej mocy (sieciowej częstotliwości), polega na pozostawianiu w piecu ok. 1/3 masy ciekłego metalu przed załadunkiem stałego wsadu. Z uwagi na lepsze sprzężenie elektromagnetyczne ciekłego metalu i cewki w porównaniu z przypadkiem wsadu stałego szybkość wytapiania zwiększa się istotnie przy stosowaniu tej drugiej metody.
Gatunki stali, zawierające ponad 0,2% pierwiastków o dużym powinowactwie z tlenem, nie mogą być wytapiane w atmosferze powietrza. Wymagają one dla procesów topienia i odlewania atmosfery obojętnej lub próżni. W tym przypadku piece indukcyjne są umieszczane w próżni lub w komorze uszczelnionej względem powietrza. Zastosowanie próżni pozwala na bardzo dobre odgazowanie kąieli. Pierwiastki o bardzo dużym powinowactwie z tlenem są wprowadzane do kąpieli w próżni bądź pod osłoną gazu obojętnego.
Kużnictwo i przemysł odlewniczy
44

Rozdział 2
Piece indukcyjne tyglowe są doskonałymi jednostkami topiącymi, ogólnie jednak oceniając, są one mniej skutecznymi jednostkami, przetrzymującymi ciekły metal. W przypadku gdy stosuje się je wyłącznie do topienia, ciekły metal jest zwykle transportowany do skutecznego pieca przetrzymującego, skoro tylko uzyska wymaganą temperaturę. Znane są różne rodzaje tyglowych pieców indukcyjnych, z tyglami stałymi i ruchomymi. Do wytapiania i przetrzymywania aluminium przydatne są zarówno tyglowe, jak i kanałowe piece indukcyjne. Jednak piece kanałowe są używaane stosunkowo rzadko, zarówno z powodu trudności w utrzymywaniu dobrej przepustowości kanału, jak i konieczności stałego utrzymywania ciekłego metalu w kanale.
[32, CAEF, 1997], [48, ETSU, 1994]
2.4.3.1.3. Zalety:
Z uwagi na jego wszestronność piec indukcyjny tyglowy jest coraz powszechniej stosowany w odlewnictwie. Do jego głównych zalet należą:- duża elastyczność w odniesieniu do rodzajów stopów i technologii; stąd jego
popularność w odlewniach handlowych i w odlewniach wykonujących odlewy ze stopów specjalnych,
- krotki czas wytapiania,- male zanieczyszczenie środowiska gazami i pyłami,- małe nakłady na utrzymanie pieca w ruchu, zależne od trwałości materiału tygla,- dobre możliwości kontroli pracy pieca; możliwe są: wspomaganie komputerowe i w
pełni zautomatyzowana praca, co pozwala na optymalne sterowanie temperaturą metalu,- możliwe jest osiągnięcie maksymalnej sprawności energetycznej pieca pod warunkiem
ustalenia i wdrożenia parametrów odpowiednich dla danego pieca,- intensywne mieszanie kąpieli przyczynia się do ujednorodnienia jego właściwości,
2.4.3.1.4. Wady
- z uwagi na zmonopolizowanie dostaw energii elektrycznej przez lokalnych dostawców operator pieca jest całkowicie uzależniony od warunków dostaw ustalanych przez lokalne sieci energetyczne w zakresie kosztów energii i innych kosztów specjalnych (ceny w godzinach szczytu itp.),
- koszty energii elektycznej są większe niż koszty energii paliw,- rafinowanie metalu w piecu indukcyjnym jest ograniczone z powodu małej ilości żużla i
stosunkowo małej powierzchni kontaktu między żużlem i kąpielą; wymaga to kosztowniejszego wsadu niż to ma miejsce w przypadkach żeliwiaka i pieca łukowego
- duży koszt inwestycji mimo oszczędności na instalacji odpylającej; koszt netto na 1 t zainstalowanych urządzeń piecowych wynosi ok. 375 000 EUR
- dla pojemności powyżej 15 t/h bardziej odpowiednie są inne piece; do rozważenia są, zależnie od wytapianego stopu, żeliwiak z gorącym dmuchem i elektryczny piec łukowy,
- sprawność energetyczna pieca podczas przetrzymywania w nim metalu jest mała z powodu strat cieplnych w wodzie chłodzącej cewkę.
2.4.3.2. Piec indukcyjny kanałowy
Kużnictwo i przemysł odlewniczy
45

Rozdział 2
2.4.3.2.1. Opis
Wprawdzie ten typ pieca służy głównie do przetrzymywania stopionego metalu, może jednak być używany również jako kombinowany agregat topiąco-przetrzymujący.
Piec indukcyjny kanałowy składa się z dużej, izolowanej cieplnie wanny oraz pokrywy, również izolowanej cieplnie (patrz rys. 2.15). Trzon pieca jest wyposażony w jeden lub więcej kanałow w kształcie litery U. Wokół tych kanałów nawinięte są cewki indukcyjne, nagrzewające metal i wprowadzające go w ruch. Piec jest zasilany prądem zmiennym o częstotliwości sieciowej. Jest on zwykle zamocowany w przechylnej ramie, umożliwiającej załadunek i naprawę wykładziny. W użyciu są również piece o stałym położeniu.
Rys. 2.15. Typowa konstrukcja pieca indukcyjnego kanałowego[55, ETSU, 1993]
Dla umożliwienia pracy pieca musi w nim być pozostawiana (w kanale i w wannie) określona, minimalna ilość ciekłego metalu. Metal powinien wypełniać co najmnej ok. jednej trzeciej objętości wanny. Pojemność pieca wyraża się na ogół podając dwie liczby, oznaczające: pojemność całkowitą i pojemność użyteczną (np. 60/35 t). Różnica między tymi liczbami określa ilość metalu, którą należy pozostawiać w piecu.
Straty cieplne w wodzie chłodzącej kanał i straty do otoczenia (poprzez wykładzinę) są małe w porównaniu z piecem indukcyjnym tyglowym. Wyposażenie pieca w kanały zalewowe (typu czajnikowego) pozwala na ograniczenie stopnia utlenienia metalu i zużycia wykladziny pieca.
Duża pojemność wanny pieca sprzyja ujednorodnieniu składu chemicznego metalu, utrudnia jednak płynne zmiany jego gatunku.
Kużnictwo i przemysł odlewniczy
46

Rozdział 2
Rys. 2.16. Kanałowy piec indukcyjny
[237, HUT, 2003]
Piec indukcyjny kanałowy znajduje swe główne zastosowanie w odlewniach żeliwa. Na rys. 2.16 pokazano taki piec, współpracujący w ukladzie duplex z żeliwiakiem. Pojemność pieców w takich układach wynosi od 5 t do ponad 100 t. Służą one jako jednostki buforowe między wytapialniami i formierniami. Decyzja o zainstalowaniu pieca omawianego rodzaju wymaga starannej analizy techniczno-ekonomicznej odlewni. W odlewniach aluminium piece takie są rzadko stosowane z powodu zarówno trudności w utrzymywaniu przelotowości kanału, jak i konieczności utrzymywania w piecu zaczynu ciekłego metalu.
Wymagania ilościowe stanowią ważne czynniki przy podejmowaniu decyzji o ewentualnym zainstalowaniu pieca indukcyjnego kanałowego. Wybór pieca o małej pojemności może się okazać korzystny. Mniejsza sprawność cieplna takiego pieca może być kompensowna mniejszym, niż w przypadku dużych pieców, rocznym zużyciem energii.[48, ETSU, 1994], [55, ETSU, 1993], [110,Vito, 2001]
2.4.3.2.2. Zalety:
- duża sprawność cieplna przy stosowaniu pieca jako jednostki przetrzymującej,- minimalny zgar pierwiastków stopowych,- mały nakład pracy na utrzymywanie pieca w ruchu.
2.4.3.2.3. Wady:
- konieczność pozostawiania w piecu zaczynu, który może stanowić istotną część pojemności pieca, a jest niezbędny dla prawidłowego elektrycznego funkcjonowania pieca,
- piec nie może być uruchomiony z zimnego startu, ze względu na ograniczoną moc, jaka może być osiągnięta w obwodzie,
- trudny monitoring zużycia wykładziny kanału,- istnienie potencjalnego przebicia wykładziny kanału i wycieku metalu z powodnu
umieszczenia kanału w trzonie pieca,- trudności w uniknięciu kontaktu wody chłodzącej z metalem,[110,Vito,2001]
Kużnictwo i przemysł odlewniczy
47

Rozdział 2
2.4.3.3. Charakter emisji
Z uwagi na to, że w piecu nie zachodzą procesy spalania paliwa i nie są prowadzone żadne procesy rafinacyjne natężenie emisji szkodliwych pyłów zależy tylko od czystości wsadu. W tym zakresie można wyróżnić dwie kategorie emisji. Pierwsza i największa to emisja zanieczyszczeń wsadu, obejmująca zgorzelinę, masę formierską, farbę, olej, powłoki galwanizacyjne itp.; wszystkie te zanieczyszczenia generują emisję pyłu i dymu (organicznego i metalowego). Druga to produkty reakcji metalurgicznych (głównie utleniania), zachodzących w wysokiej temperaturze w czasie wykończania metalu pod względem składu chemicznego i wytrzymywania go w stanie gotowym do odlewania.
Niewielki udział w emisji pyłu ma też zużywająca się wykładzina (głównie SiO2, Al2O3 i MgO – odpowiednio dla wykładziny kwśnej, obojętnej i zasadowej).
Trudno jest uzyskać średnie dane odnośnie charakteru i natężena emisji, gdyż w poszczególnych odlewniach różny jest stopień zanieczyszczenia wsadu, będącego podstawowym jej źródłem.
2.4.4. Piec z promieniującym sklepieniem (z nagrzewaniem oporowym)
Piec z promieniującym sklepieniem jest to niskoenergetyczny piec przetrzymujący, mający kształt silnie izolowanego pudła, z szeregiem elementów oporowych w podwieszonym zawiasowo, izolowanym cieplnie sklepieniu. Piece tego rodzaju znajdują zastosowanie wyłącznie w odlewniach metali nieżelaznych (głównie aluminium) ze scentralizowanymi wytapialniami. Typowe jednostki mają pojemność 250 - 1000 kg i są zasilane prądem elektrycznym o mocy 5 - 12 kW. Zbiorniki: wsadowy i wylewowy są oddzielone żaroodpornymi ściankami od zasadniczej części pieca; umożliwia to przechodzenie czystego metalu w kieunku zbiornika wylewowego. Rys 2.17 przedstawia schemat budowy takiego pieca.
Rys. 2.17. Schemat pieca z promieniującym sklepieniem[48, ETSU, 1994]
Zalety pieca z promieniującym sklepieniem są następujące:- nie ma potrzeby instalowania tygla,
Kużnictwo i przemysł odlewniczy
48

Rozdział 2
- bardzo małe koszty energii,- dokładne sterowanie temperaturą metalu,- czyste, chłodne i ciche warunki obsługi pieca.
Mimo że niskoenergetyczne piece przetrzymujące służą na ogół do obsługiwania pojedynczych maszyn odlewniczych, stosowane bywają również piece o dużej pojemności jako jednostki buforowe między centralnymi piecami topiącymi i maszynami odlewniczymi. Takie rozwiązanie pozwala lepiej wykorzystać piece topiące, które nie należą do grupy sprawnych pieców przetrzymujących.
Niektóre odlewnie stosują piece z promieniującym sklepieniem o dużej pojemności i dużej mocy jako piece toppiące, np. do przygotowywania ciekłego metalu dla kokilowego odlewania niskociśnieniowego. Niektórzy wytwórcy budują piece z promieniującym sklepieniem jako jednostki uszczelnione i spełniające rolę pieców dozujących, z wykorzystaniem nadciśnienia atmosfery nad kąpielą. Piece dozujące zapewniają precyzyjne wstrzeliwanie ustalonych porcji metalu do kokil maszyn ciśnieniowych, konkurując w pewnym zakresie z automatami dozującymi. Zakładając, że piece z promieniującym sklepieniem są prawidłowo prowadzone i utrzymywane w ruchu, umożliwiają one dokładne sterowanie temperaturą i porcjowaniem metalu wprowadzanego do form metalowych, a także mogą się przyczyniać do zwiększenia wydajności maszyn odlewniczych.[48, ETSU, 1994]
Kużnictwo i przemysł odlewniczy
49