3. construcción del modelobibing.us.es/proyectos/abreproy/60132/fichero/3... · llegar hasta los...
TRANSCRIPT
3. Construcción del modelo
3.1 Visión general del proceso de construcción
Las distintas partes que forman el sistema cuerpo-cogida no se fueron
construyendo una después de otra, si no que se fueron construyendo de forma
paralela, y con un ritmo que era marcado por las necesidades de dimensiones o
medidas finales de otras partes, debido a que el proceso de construcción conlleva
pequeños errores y diferencias con respecto a los planos e ideas del diseño.
Aún así, para que este proyecto pueda servir en futuros trabajos y
experimentos, se hará una descripción del proceso de construcción de las distintas
partes por separado, haciendo hincapié, donde sea necesario, en las dimensiones o
características que deben de ser ya conocidas de las otras partes, para asegurar la
obtención de un buen modelo final.
3.2 Construcción del sistema de cogida al túnel
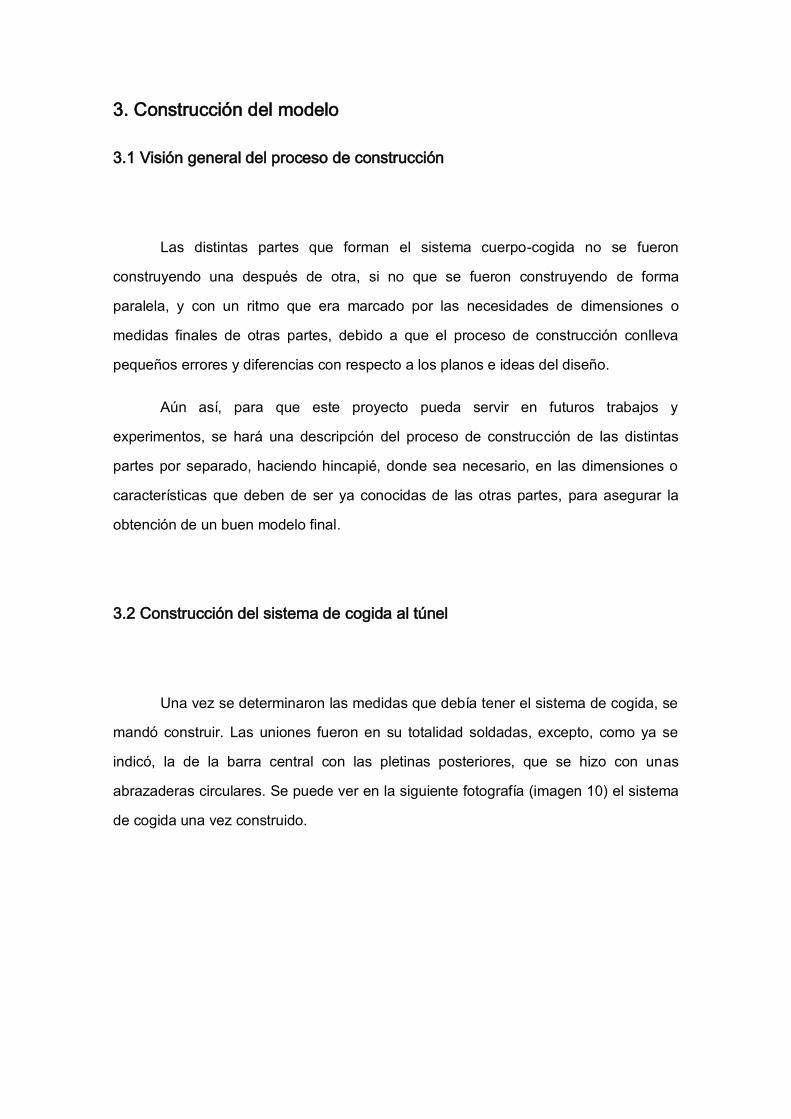
Una vez se determinaron las medidas que debía tener el sistema de cogida, se
mandó construir. Las uniones fueron en su totalidad soldadas, excepto, como ya se
indicó, la de la barra central con las pletinas posteriores, que se hizo con unas
abrazaderas circulares. Se puede ver en la siguiente fotografía (imagen 10) el sistema
de cogida una vez construido.
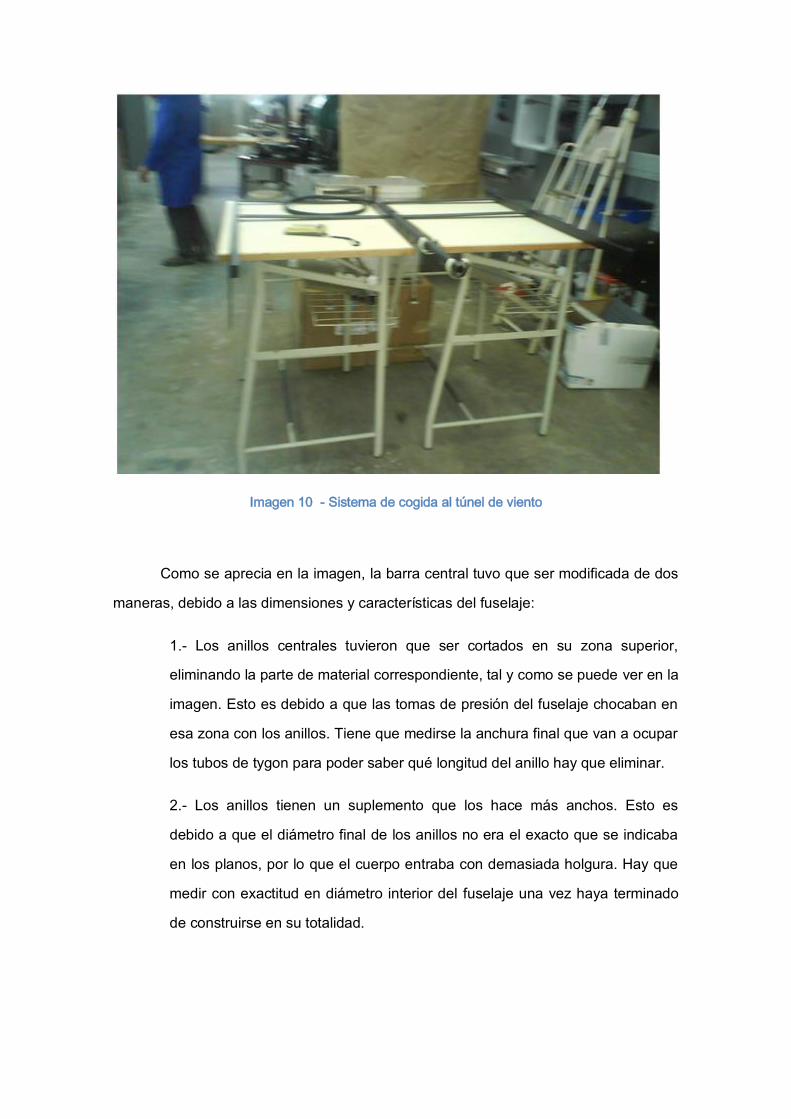
Imagen 10 - Sistema de cogida al túnel de viento
Como se aprecia en la imagen, la barra central tuvo que ser modificada de dos
maneras, debido a las dimensiones y características del fuselaje:
1.- Los anillos centrales tuvieron que ser cortados en su zona superior,
eliminando la parte de material correspondiente, tal y como se puede ver en la
imagen. Esto es debido a que las tomas de presión del fuselaje chocaban en
esa zona con los anillos. Tiene que medirse la anchura final que van a ocupar
los tubos de tygon para poder saber qué longitud del anillo hay que eliminar.
2.- Los anillos tienen un suplemento que los hace más anchos. Esto es
debido a que el diámetro final de los anillos no era el exacto que se indicaba
en los planos, por lo que el cuerpo entraba con demasiada holgura. Hay que
medir con exactitud en diámetro interior del fuselaje una vez haya terminado
de construirse en su totalidad.
Además, el sistema de cogida lleva asociado un sistema adicional para la
medida del ángulo de orientación de las tomas con respecto a la vertical que se
describe más adelante (apartado 3.4).
3.3 Construcción del fuselaje
Una vez se eligió el material a utilizar y se tenía un cilindro de dimensiones
similares a las que se necesitan, se siguieron los pasos que se explican a
continuación.
3.3.1 Orificios para las tomas de
presión del fuselaje.
Primero, se perforó el cilindro
para obtener los orificios de las tomas
de presión. Esto se hizo con el taladro
de engranaje, usando una broca muy
fina, de 0.90 mm. El diámetro de los
tubos metálicos a colocar en dichas
tomas es de, aproximadamente, 1.10
mm, pero el cartón, por ser
relativamente flexible, cede a la hora de
meter dichos tubos metálicos, aunque el
orificio tenga menor diámetro.
Imagen 11 - Taladro de engranaje
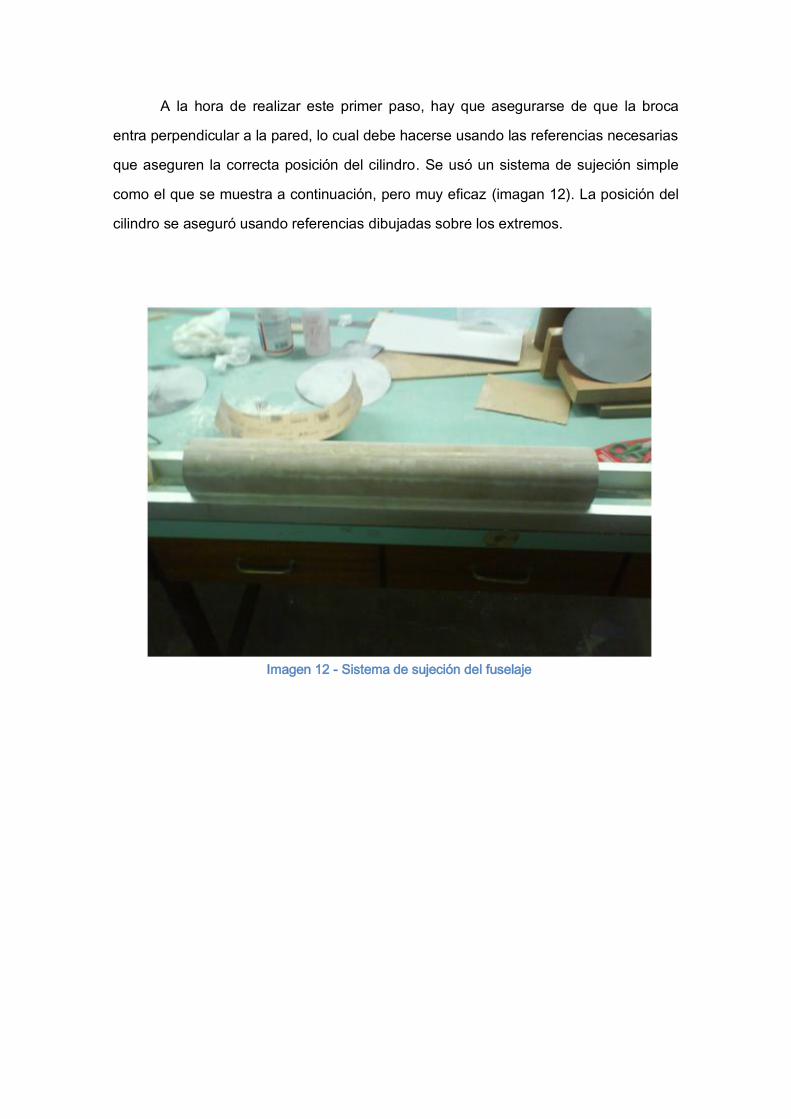
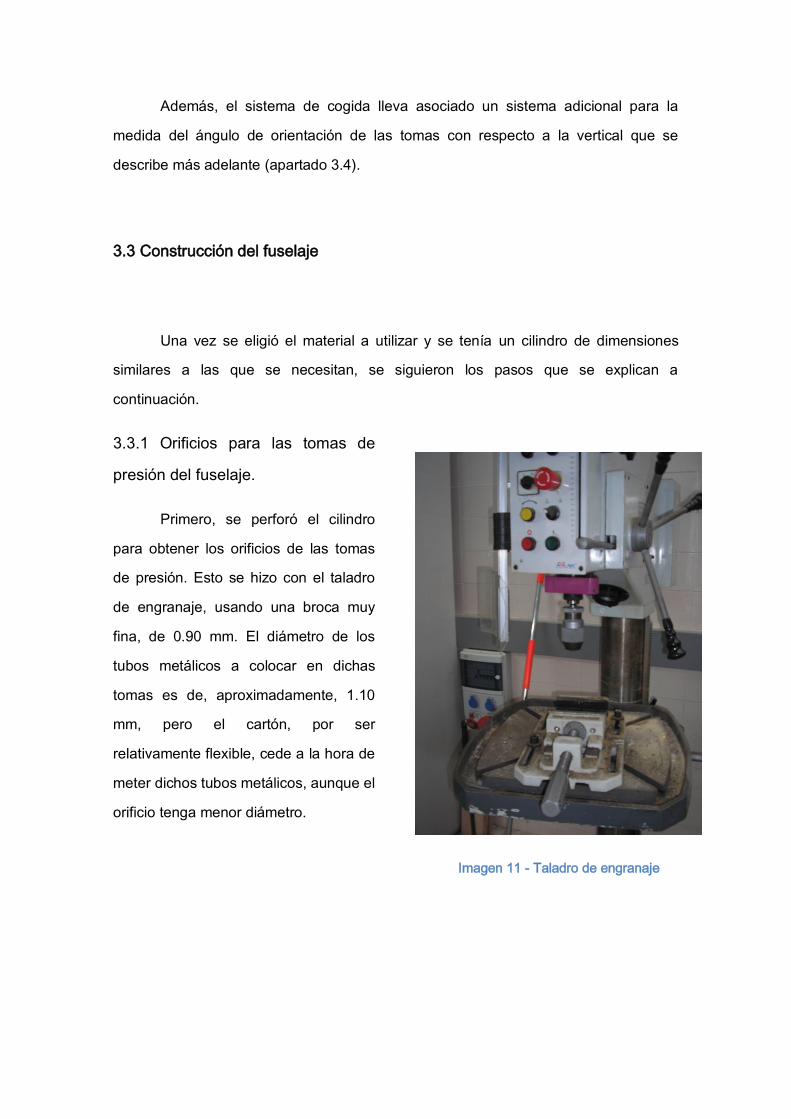
A la hora de realizar este primer paso, hay que asegurarse de que la broca
entra perpendicular a la pared, lo cual debe hacerse usando las referencias necesarias
que aseguren la correcta posición del cilindro. Se usó un sistema de sujeción simple
como el que se muestra a continuación, pero muy eficaz (imagan 12). La posición del
cilindro se aseguró usando referencias dibujadas sobre los extremos.
Imagen 12 - Sistema de sujeción del fuselaje

3.3.2 Construcción y colocación de las tomas de presión en el fuselaje.
Una vez se habían hecho los orificios, se procedió a cortar el cilindro
longitudinalmente, de la forma en que se indica en la figura. Se colocaron dos tacos
cuadrados de madera, uno en cada extremo del cilindro, y sujetos ambos mediante
una varilla gruesa de acero, que iba por el interior. Se asegura así la rectitud del corte.
Se hizo con la sierra de cinta. Es importante señalar que la parte superior (la
más pequeña) no debe tirarse, si no que se guarda para posteriormente volver a unir
las dos partes.
Después se procedió a la colocación de las tomas de presión, formadas por el
pequeño tubito de metal más el tubo de tygon. Este tubo de metal se introduce por uno
de sus extremos en el tubo de tygon, mientras que el otro extremo debe situarse en la
zona donde se quiere medir la presión. El tubo de metal debe tener forma de L.
Para construir este sistema de tomas, primero se midió sobre la estructura de
la cogida la medida que iba a ser necesaria para llevar los tubos de tygon desde el
final del cuerpo hasta la salida del túnel. Desde que salen del túnel, los tubos deben
Imagen 13 - Forma de corte del tubo de cartón
llegar hasta los sistemas de medida de presión, para lo cual se les dio un metro más
de longitud.
A parte, para cada toma particular, se añadió la longitud necesaria desde el
final del cuerpo hasta el orificio en cuestión.
Además de los tubos de tygon, se necesitan los pequeños tubos de metal, que
son los que van incrustados en el cilindro. Estos tubos se cortan a partir de tubos más
largos, con la ayuda de unas tenazas; después, se deben abrir ambos extremos,
pasándolos por la amoladora, ya que las tenazas los cierran. A continuación se
procede a eliminar la rebaba que deja este último paso, manualmente y con la ayuda
de una pequeña broca. De ser necesario, se lija suavemente el extremo con una lija no
demasiado gruesa.
Imagen 14 - Tubos de metal para las tomas de presión y utensilios para su elaboración
En este caso, se incrustaron los tubos de metal, con los tubos de tygon ya
conectados, en los orificios hechos sobre el cartón, por dentro (gracias al corte
longitudinal anteriormente dado); después, se deja que por la parte de fuera queden
un poco salientes.
Una vez hecho este proceso, este conjunto de tubo metálico y tubo de tygon
debe quedar unido a la pared del cuerpo, para asegurar su fijación y que durante su
manipulación no puedan moverse. Para ello, se usó pegamento acrílico rápido, en
primer lugar, y después se aplicó pegamento bicomponente (epoxi) para una mayor
fuerza de pegado. Una vez el pegamento seca, se pueden lijar y dejar enrasadas las
tomas de presión por la parte exterior.
Terminado este proceso de construcción y pegado de las tomas en el fuselaje,
se procede a cerrar el cilindro de nuevo. Dado que en el proceso de corte longitudinal
la cuchilla de la maquina elimina material, al volver a unir las dos partes, éstas no
coinciden como antes; por ello, lo que se hizo fue colocar sobre los bordes del cilindro
unos pequeños topes (de madera), del ancho de la cuchilla (3 mm). Se coloca a
continuación la parte superior que se había cortado, y se rellena el hueco que dejan
los topes con cola de carpintero. Este proceso no es inmediato, si no que hay que
aplicar, en primer lugar, poca cola, en puntos a lo largo de la longitud; después,
cuando esta primera aplicación haya secado, se vuelve a aplicar más cola,
uniformemente a lo largo de todo el resquicio, y usando algún utensilio pequeño (con
un pequeño trozo de madera basta) para ir rellenando con la cola. Este último paso se
repitió hasta un total de tres veces, para asegurar que el resquicio estuviera
completamente relleno con cola.
Una vez se cierra el cilindro, se da un lijado exterior al cilindro para hacer la
superficie más uniforme. En la siguiente imagen (imagen 15) se puede ver el estado
final de fuselaje, con un detalle con el corte efectuado.
Imagen 15 - Detalle del corte del fuselaje
3.3.3 Orificios sobre el fuselaje.
Una vez el cilindro ha sido cerrado y tiene sus tomas de presión colocadas, se
procede a hacer los orificios para que pueda ser atornillado al sistema de cogida, y
también los correspondientes para que la ojiva puede acoplarse en uno de sus
extremos. Para este último paso es importante que ya esté fabricada la ojiva, y
prácticamente terminada (al menos, debe tener sus tomas de presión ya instaladas y
debe ser una sola pieza), por lo que se explicará con más detalle en el apartado
correspondiente a la construcción de la ojiva, 3.3.
Para hacer los orificios de sujeción al tubo central de la cogida, se co loca el
fuselaje en dicho tubo. Se decidió que iría colocado lo más lejos posible de la zona
trasera de la cogida, por lo que el segundo de los anillos está prácticamente al final del
fuselaje.
Cuando la posición del fuselaje quedó establecida con respecto al tubo central,
se taladró con una broca de un diámetro de 3.75 mm, pasando tanto el cartón del
fuselaje como el anillo interior. Se hicieron dos taladros, simétricos respecto al plano
vertical, en la posición de la figura 16.
Los tornillos no deben ponerse aún de forma definitiva, puesto que el fuselaje
aún necesita ser trabajado fuera del sistema de cogida.
Figura 16 - Tornillos de sujeción del fuselaje a la barra central
3.3.4 Impermeabilización del fuselaje.
Debido a que el cartón es un material poroso, es conveniente aplicar tapa-
poros en su superficie. Esto ayuda a que el cartón no absorba humedad exterior, y
además lo protege frente a sustancias líquidas que posteriormente se deben aplicar
sobre su superficie (por ejemplo, la resina epoxi).
Puesto que no se sabía qué reacción podía tener la aplicación de tapa poros
sobre el fuselaje del cuerpo, se hizo una prueba con un tubo de cartón más pequeño.
Además, esta prueba también se enfibró con la fibra de vidrio que posteriormente se
usó para el fuselaje. Los resultados fueron satisfactorios, por lo que se convino que se
debía aplicar tapa-poros.
Después de la aplicación del tapa-poros es necesario un lijado con lija fina para
eliminar las imperfecciones que hayan podido crearse.
Figura 17 - Tubo usado para las pruebas

3.3.5 Rigidización del fuselaje con fibra de vidrio.
Una vez aplicado el tapa poros, se procedió a rigidizar el cartón usando fibra de
vidrio y resina epoxi. Es importante que, después del lijado, la superficie esté limpia y
libre de polvo y otras partículas (astillas de madera o similares).
Dada la especial geometría cilíndrica del objeto a enfibrar, la tela de la fibra de
vidrio se puede cortar como un rectángulo, con una longitud igual a la del fuselaje y un
ancho igual a la longitud de una circunferencia de radio el del propio fuselaje, como es
obvio. Esto se hace de una forma bastante sencilla si se utiliza un tablero rectangular
de las dimensiones especificadas, colocándolo encima de la tela, y cortando con un
cúter a lo largo de su contorno.
Figura 18 – Corte con la cuadradora del panel guía para el corte de la fibra
Una vez cortada la tela de la fibra, se pasa a mezclar los dos componentes de
la resina epoxi. Su proporción está fija (en este caso, la resina utilizada tiene 100
partes del componente A y 16 partes del componente B, que es el catalizador, siendo
las partes en peso). Se usó una báscula para la correcta fabricación de la mezcla.
Después de fabricar la resina y mezclar bien sus componentes, el tiempo de
trabajo es muy corto (la resina endurece rápido y queda inservible), por lo que todo
debe estar preparado para cuando la resina esté lista. Es de vital importancia haber
tapado anteriormente las tomas de presión con algún elemento que se pueda luego
extraer fácilmente, y que no se diluya con la resina epoxi, ya que si no las tomas
quedarán taponadas con esa resina, y será imposible desatascarlas otra vez. Se usó
cera para tapar los agujeros de las tomas de presión.
Se untó con resina toda la tela, de una forma más o menos uniforme, y se
colocó el fuselaje paralelo a uno de los bordes de la tela. Se le dio la vuelta al cilindro
sobre la tela, de forma que ésta se va pegando poco a poco sobre aquél. Mientras
tanto, se usó una brocha para ir alisando la tela y que quedase más pegada al cilindro
en aquellas zonas donde había pequeñas dobleces.
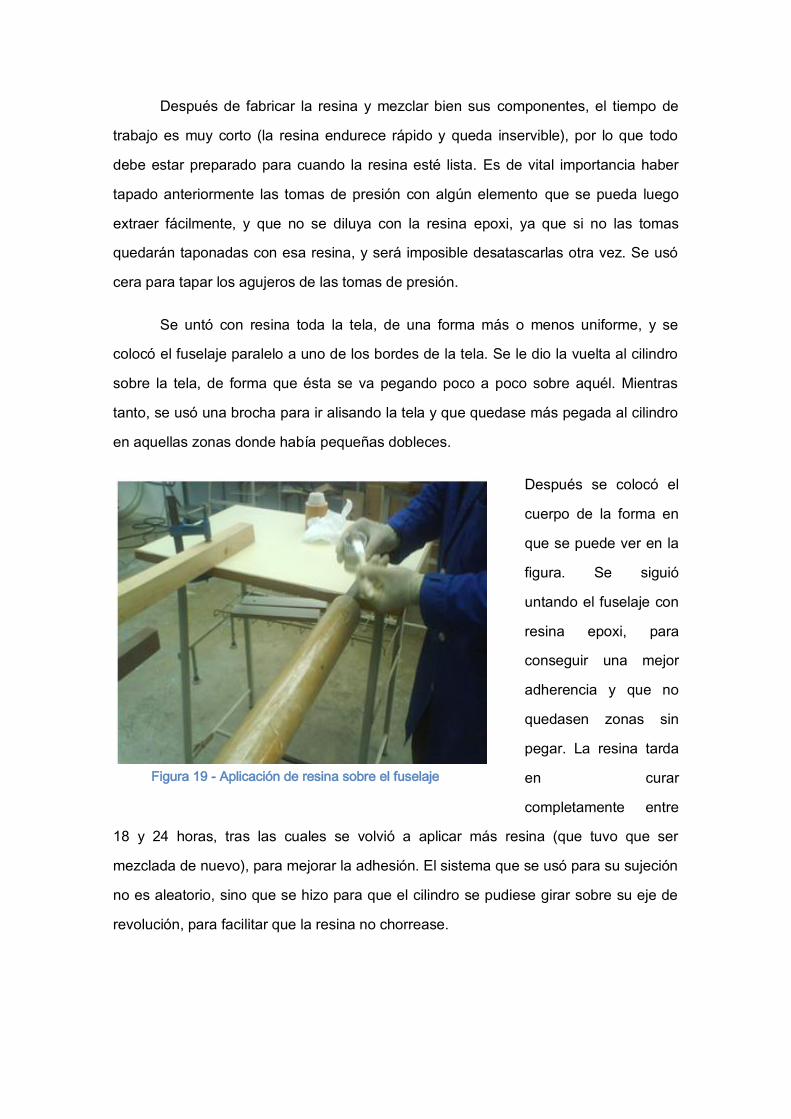
Después se colocó el
cuerpo de la forma en
que se puede ver en la
figura. Se siguió
untando el fuselaje con
resina epoxi, para
conseguir una mejor
adherencia y que no
quedasen zonas sin
pegar. La resina tarda
en curar
completamente entre
18 y 24 horas, tras las cuales se volvió a aplicar más resina (que tuvo que ser
mezclada de nuevo), para mejorar la adhesión. El sistema que se usó para su sujeción
no es aleatorio, sino que se hizo para que el cilindro se pudiese girar sobre su eje de
revolución, para facilitar que la resina no chorrease.
Figura 19 - Aplicación de resina sobre el fuselaje

Hubo que tener especial cuidado con los extremos, sobre todo con el que está
en la parte de la ojiva. Para ello se ideó un sistema como el siguiente, que comprimía
la tela contra el cilindro por su parte interior, para que no se despegase.
Figura 20- Fuselaje durante el secado de la resina epoxi
Figura 21 - Sujeción de la fibra de vidrio en el borde del fuselaje

El acabado superficial obtenido fue el siguiente (imagen 22), brillante e irregular.
3.3.6 Preparación final de la superficie
Una vez el fuselaje está rigidizado, con sus agujeros hechos y sus tomas de
presión ya construidas, es necesario preparar la superficie para proceder a su montaje
y pintado finales. Para ello, se aplicó emplaste en ciertas zonas con pequeños
defectos debidos a la colocación de la fibra de vidrio, y se lijó después la superficie,
con el objetivo de eliminar toda la resina (que es lo que le da el brillo a la superficie) y
emplaste sobrantes. Se hizo con lija de grano 180 y posterior lija fina de 2400.
Figura 22 - Acabado superficial tras la rigidización del fuselaje
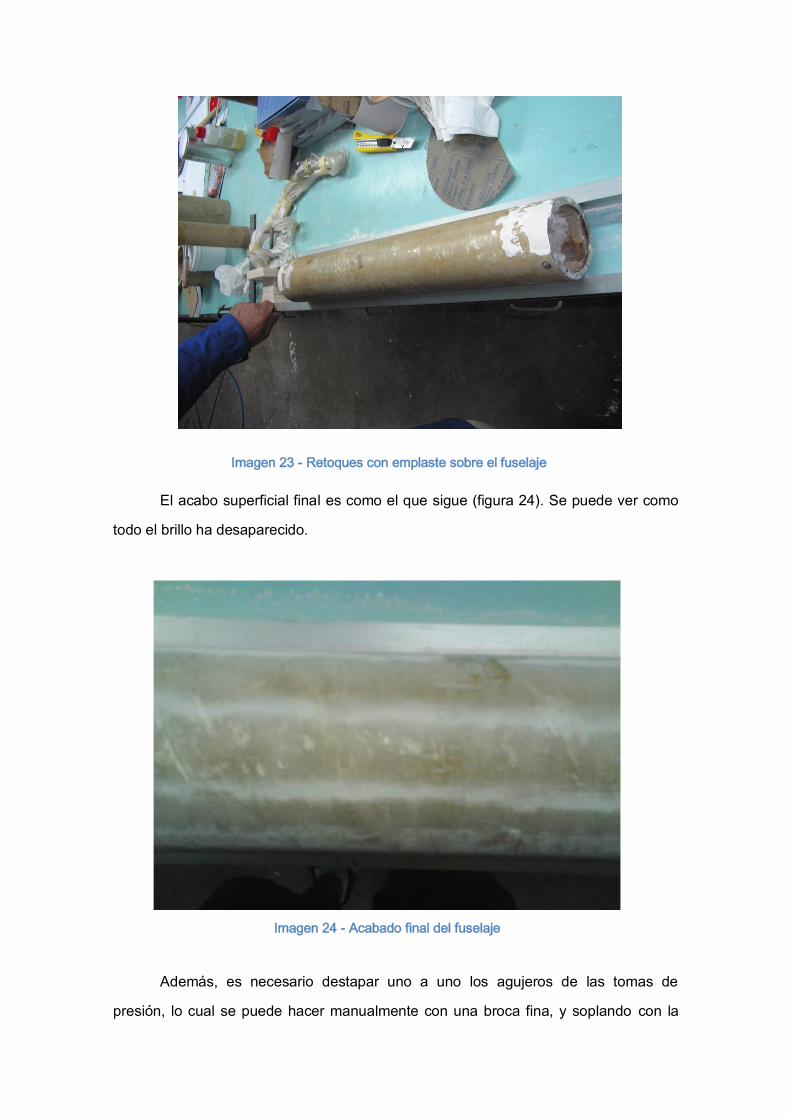
El acabo superficial final es como el que sigue (figura 24). Se puede ver como
todo el brillo ha desaparecido.
Además, es necesario destapar uno a uno los agujeros de las tomas de
presión, lo cual se puede hacer manualmente con una broca fina, y soplando con la
Imagen 23 - Retoques con emplaste sobre el fuselaje
Imagen 24 - Acabado final del fuselaje
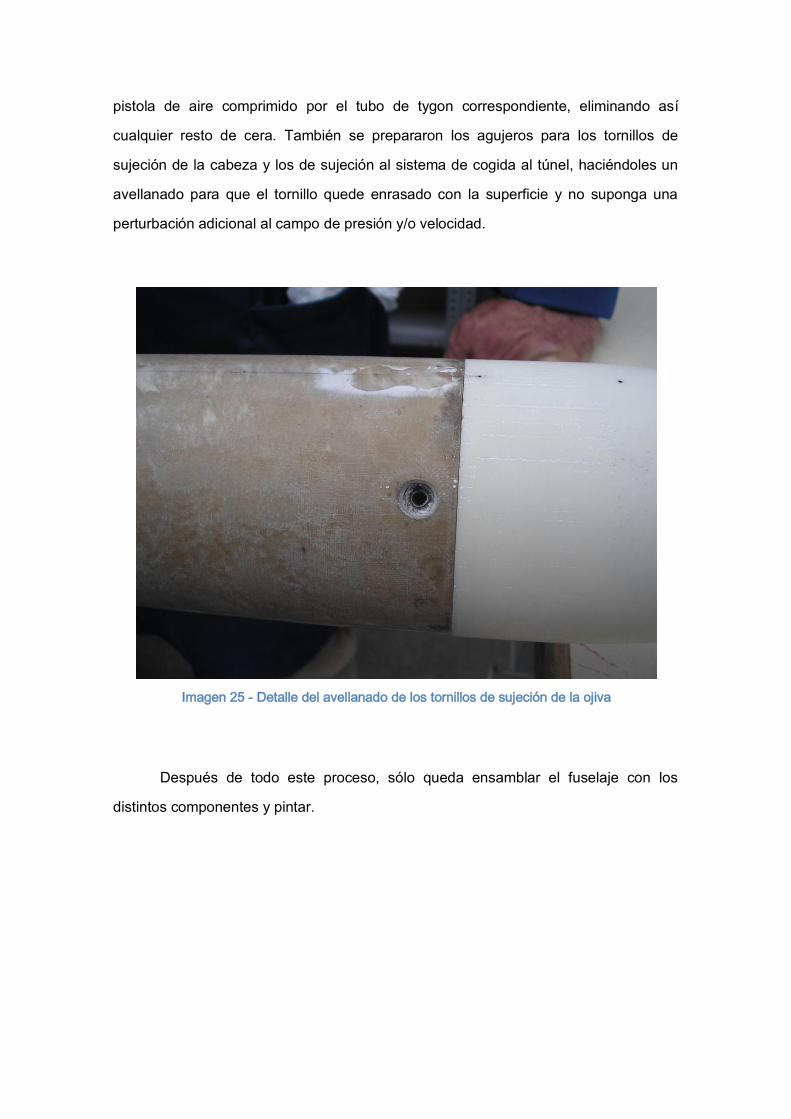
pistola de aire comprimido por el tubo de tygon correspondiente, eliminando así
cualquier resto de cera. También se prepararon los agujeros para los tornillos de
sujeción de la cabeza y los de sujeción al sistema de cogida al túnel, haciéndoles un
avellanado para que el tornillo quede enrasado con la superficie y no suponga una
perturbación adicional al campo de presión y/o velocidad.
Después de todo este proceso, sólo queda ensamblar el fuselaje con los
distintos componentes y pintar.
Imagen 25 - Detalle del avellanado de los tornillos de sujeción de la ojiva
3.4 Construcción de la ojiva
La construcción de la ojiva pudo simplificarse en gran medida, como ya hemos
comentando, gracias a la impresora de resina epoxi.
3.4.1 Pruebas iniciales
A partir del diseño ya expuesto en el apartado 2.3, se construyeron unas
pequeñas pruebas a escala (25%), para poder probar el efecto que podían tener los
distintos materiales complementarios a utilizar sobre el material de construcción. Se
probó el efecto del emplaste y del disolvente usado en la pintura, viéndose que no
había efecto perjudicial aparente. Además, se probó cómo colocar las tomas de
presión dentro de la ojiva.
Imagen 26 - Pruebas de la ojiva
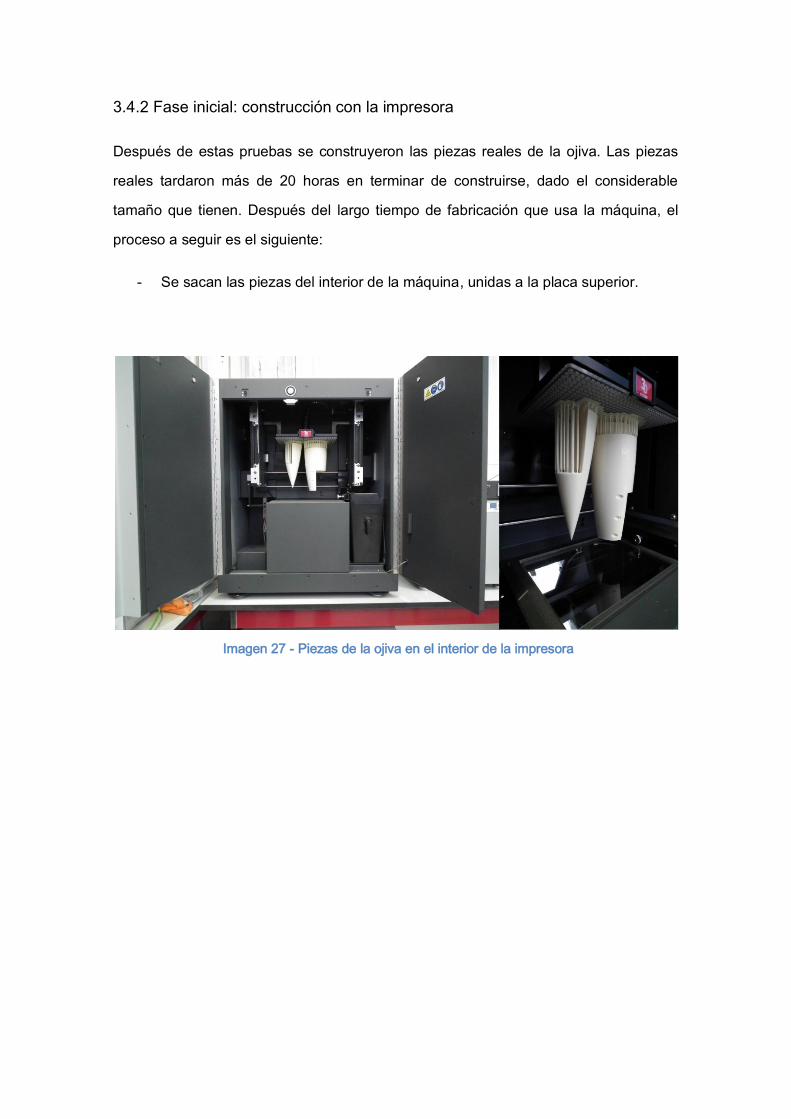
3.4.2 Fase inicial: construcción con la impresora
Después de estas pruebas se construyeron las piezas reales de la ojiva. Las piezas
reales tardaron más de 20 horas en terminar de construirse, dado el considerable
tamaño que tienen. Después del largo tiempo de fabricación que usa la máquina, el
proceso a seguir es el siguiente:
- Se sacan las piezas del interior de la máquina, unidas a la placa superior.
Imagen 27 - Piezas de la ojiva en el interior de la impresora

- Se limpian en las cubetas correspondientes.
- Se introducen en la cámara de curado.
Imagen 28 - Limpieza de las piezas de la ojiva
Imagen 29 - Curado de las piezas de la ojiva
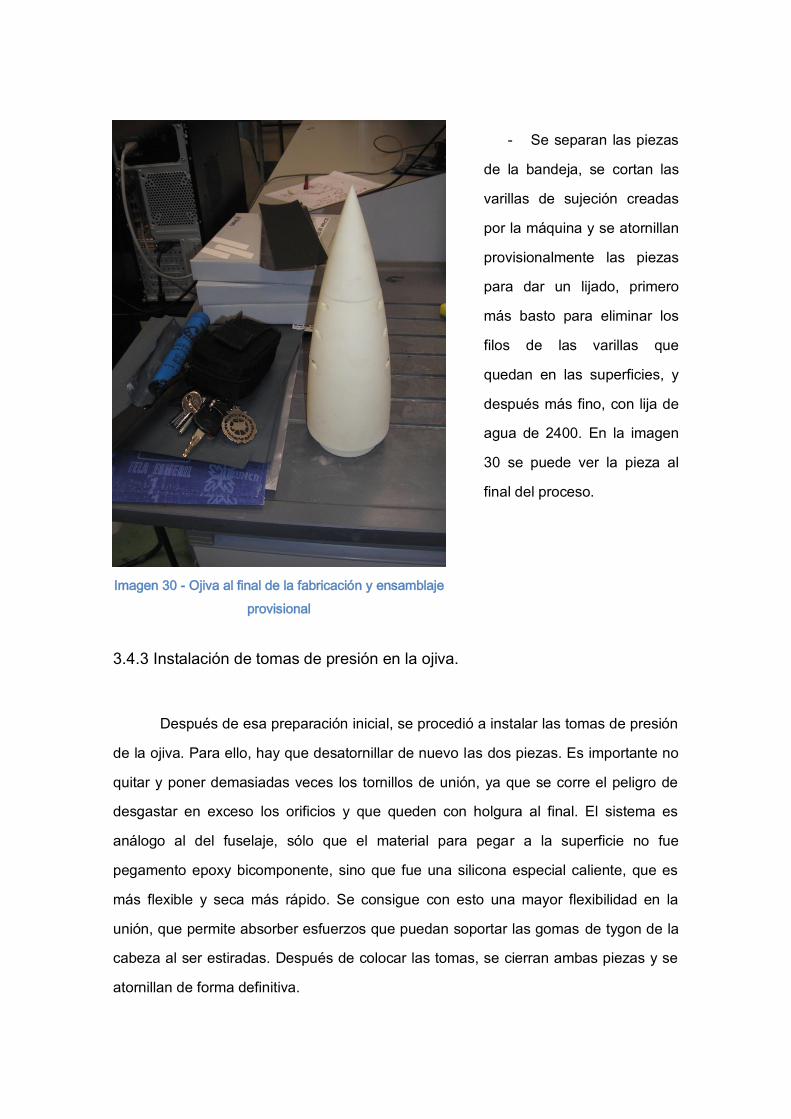
- Se separan las piezas
de la bandeja, se cortan las
varillas de sujeción creadas
por la máquina y se atornillan
provisionalmente las piezas
para dar un lijado, primero
más basto para eliminar los
filos de las varillas que
quedan en las superficies, y
después más fino, con lija de
agua de 2400. En la imagen
30 se puede ver la pieza al
final del proceso.
3.4.3 Instalación de tomas de presión en la ojiva.
Después de esa preparación inicial, se procedió a instalar las tomas de presión
de la ojiva. Para ello, hay que desatornillar de nuevo las dos piezas. Es importante no
quitar y poner demasiadas veces los tornillos de unión, ya que se corre el peligro de
desgastar en exceso los orificios y que queden con holgura al final. El sistema es
análogo al del fuselaje, sólo que el material para pegar a la superficie no fue
pegamento epoxy bicomponente, sino que fue una silicona especial caliente, que es
más flexible y seca más rápido. Se consigue con esto una mayor flexibilidad en la
unión, que permite absorber esfuerzos que puedan soportar las gomas de tygon de la
cabeza al ser estiradas. Después de colocar las tomas, se cierran ambas piezas y se
atornillan de forma definitiva.
Imagen 30 - Ojiva al final de la fabricación y ensamblaje
provisional
Además, es importante señalar que las gomas de tygon no van a ser continuas
desde los tubos de metal hasta la salida del túnel, sino que tendrán una zona de unión
justo entre el fuselaje y la ojiva. Con esto se consigue que la cabeza pueda ser
intercambiada con otra de distinta geometría, facilitando el trabajo de futuros
proyectos.
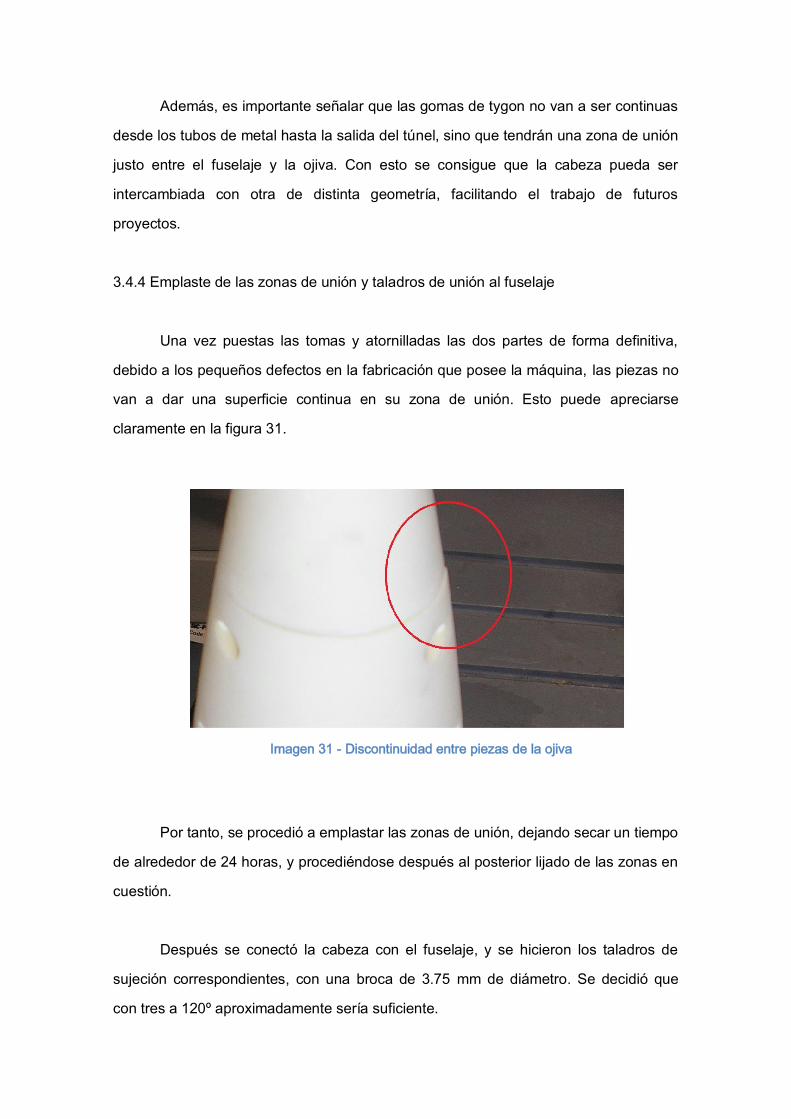
3.4.4 Emplaste de las zonas de unión y taladros de unión al fuselaje
Una vez puestas las tomas y atornilladas las dos partes de forma definitiva,
debido a los pequeños defectos en la fabricación que posee la máquina, las piezas no
van a dar una superficie continua en su zona de unión. Esto puede apreciarse
claramente en la figura 31.
Por tanto, se procedió a emplastar las zonas de unión, dejando secar un tiempo
de alrededor de 24 horas, y procediéndose después al posterior lijado de las zonas en
cuestión.
Después se conectó la cabeza con el fuselaje, y se hicieron los taladros de
sujeción correspondientes, con una broca de 3.75 mm de diámetro. Se decidió que
con tres a 120º aproximadamente sería suficiente.
Imagen 31 - Discontinuidad entre piezas de la ojiva
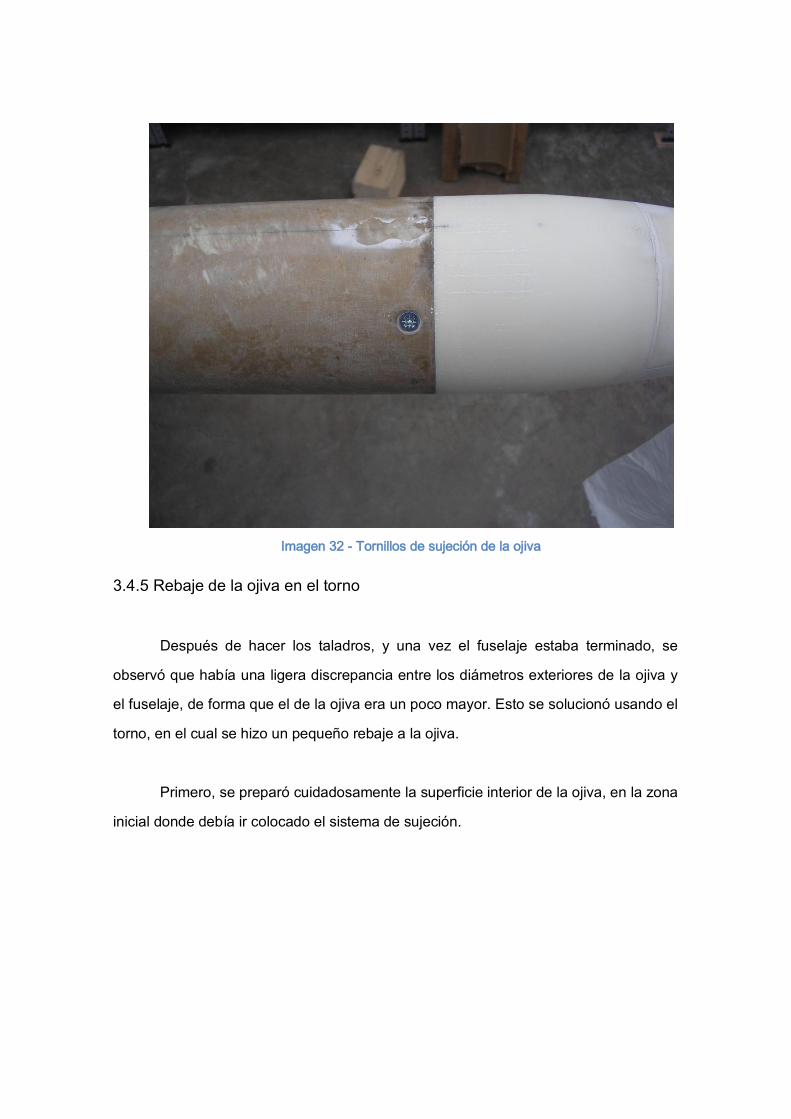
3.4.5 Rebaje de la ojiva en el torno
Después de hacer los taladros, y una vez el fuselaje estaba terminado, se
observó que había una ligera discrepancia entre los diámetros exteriores de la ojiva y
el fuselaje, de forma que el de la ojiva era un poco mayor. Esto se solucionó usando el
torno, en el cual se hizo un pequeño rebaje a la ojiva.
Primero, se preparó cuidadosamente la superficie interior de la ojiva, en la zona
inicial donde debía ir colocado el sistema de sujeción.
Imagen 32 - Tornillos de sujeción de la ojiva
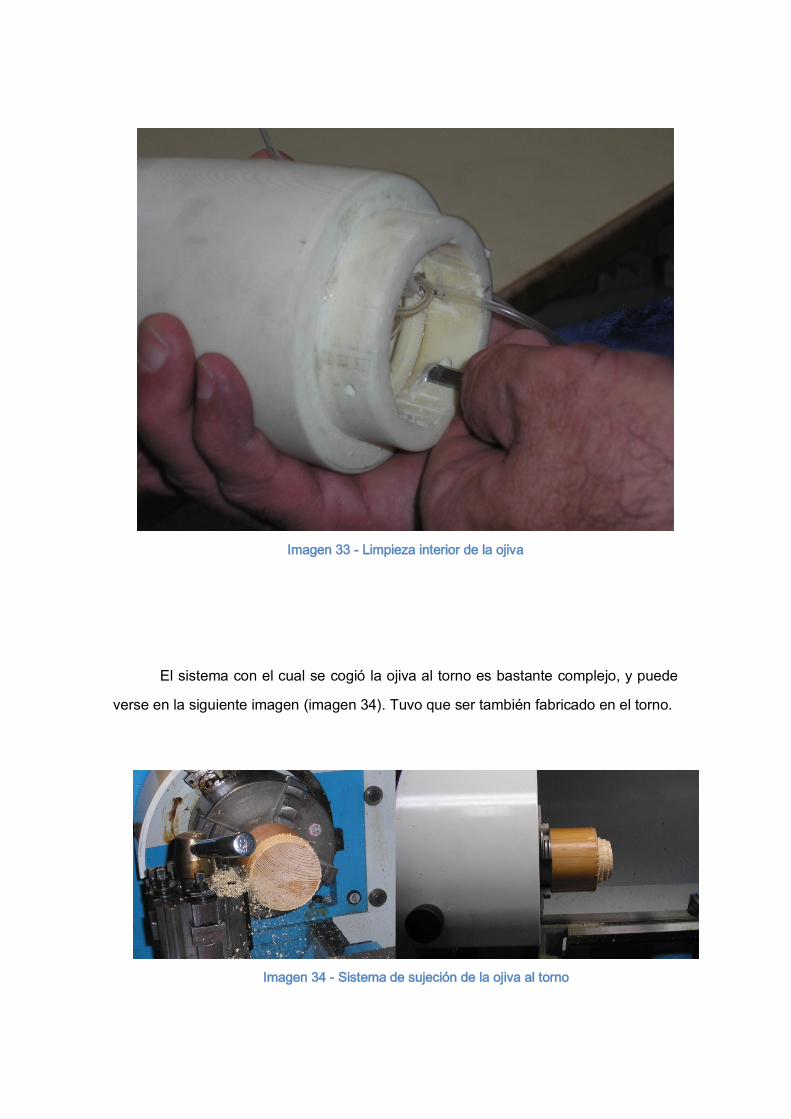
El sistema con el cual se cogió la ojiva al torno es bastante complejo, y puede
verse en la siguiente imagen (imagen 34). Tuvo que ser también fabricado en el torno.
Imagen 33 - Limpieza interior de la ojiva
Imagen 34 - Sistema de sujeción de la ojiva al torno
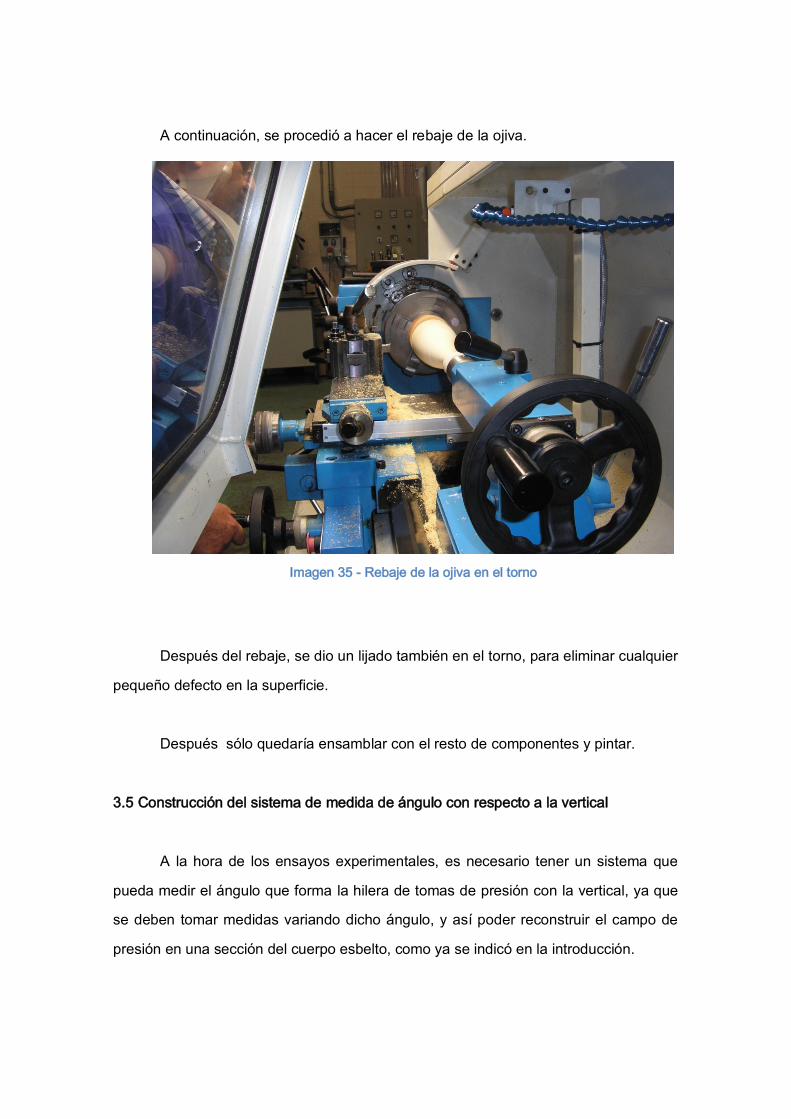
A continuación, se procedió a hacer el rebaje de la ojiva.
Después del rebaje, se dio un lijado también en el torno, para eliminar cualquier
pequeño defecto en la superficie.
Después sólo quedaría ensamblar con el resto de componentes y pintar.
3.5 Construcción del sistema de medida de ángulo con respecto a la vertical
A la hora de los ensayos experimentales, es necesario tener un sistema que
pueda medir el ángulo que forma la hilera de tomas de presión con la vertical, ya que
se deben tomar medidas variando dicho ángulo, y así poder reconstruir el campo de
presión en una sección del cuerpo esbelto, como ya se indicó en la introducción.
Imagen 35 - Rebaje de la ojiva en el torno
Para ello, se ha provisto al sistema de cogida de un equipo para medir el
ángulo basado en:
Arco metálico graduado, donde se pueden medir los ángulos. Este arco irá
unido solidariamente al sistema de cogida, de manera que su “cero” marca la
vertical. Está unido al sistema de cogida en la pletina delantera donde se sujeta
la barra central, mediante 4 tornillos que se pueden quitar y poner con facilidad,
para poder desmontarlo tras la medida del ángulo y evitar así interferencias
aerodinámicas con el cohete.
Aguja y mecanismo de unión a la barra central. Este mecanismo hará que la
aguja apunte en la dirección donde se sitúan las tomas de presión. El ángulo
que forme la aguja con el “cero” del arco graduado nos indica dónde estamos
tomando la medida de presión.
Agujeros sobre la barra central, para poder conectar el mecanismo con la aguja
y que se muevan solidariamente.
El sistema puede verse en la imagen 37, mientras que los agujeros se muestran en la
imagen 36.

Imagen 37 - Sistema de medida de ángulo con respecto a la vertical
Imagen 36 - Sistema de colocación de la aguja en la barra
