1896192019872006 production planning and control professor jiang zhibin dr. geng na department of...
TRANSCRIPT

1896 1920 1987 2006
Production Planning and Control
Professor JIANG ZhibinDr. GENG Na
Department of Industrial Engineering & Logistics Management
Shanghai Jiao Tong University

Textbook
Steven Hahmias, Production and Operations Analysis, Tsinghua University Press
Chapter 1 Production System and Operations Strategy
ContentsContents1. Basic Conception of Production & Operations
Management
2. Production System and its Classification
3. Organization of Production System
4. Operations Management &Operations Strategy
5. The Classical View of Operations Strategy
6. Strategic Initiatives-Reengineering7. Matching Process and Product Life Cycles 8. Capacity Growth Planning
Basic task of enterprise: to gain high efficiency
1.1 Basic Conception of Production and Operations Production and Operations ManagementManagement
Production
activities
With less inputs
More product outputs
Economic and social benefits
The Production Activities of Enterprises
1. Decision activities;
2. Technology activities;
3. Supply activities;
4. Manufacturing activities;
5. Sales activities;
6. Financial activities;
Production activities

The Task of Production & Operations Management
• Why Production activities should be organized in right way?
•Dependent mutually and connected tightly;•To achieve a company’s purpose.
• The Task of Production and Operation Managements:
Organizing the production activities reasonably, making good use of the resources efficiently for the purposes as follows:
Complete the product productionAchieve the business objectiveReduce cost, improve quality and reduce production time (cycle)Promote production system’s flexibility.

1.2 Production System
System view• An enterprise is a large system.
• A production system is a subsystem of the whole enterprise system, and its main function is to produce products
• A production system uses operations resources to transforms inputs into some desired outputs.

Production System
InputMaterials, CapitalDemand,Information, Energy
TransformManufacturingAssemblingStoring, Service
Transportation
OutputEnd productsservices
DecisionDecision
Feedback Feedback
Decision
Feedback
Resource: People, Plants, Parts, Process, PPC
Management
Supplier Customer

Example: inputs-transformation -outputs of Production system
System Primary inputs
Resources Primary transforma-tion
Desired outputs
automobile plant
steel, power parts, other materials
facilities, and workers
manufacturing and assembling
cars with high quality
wholesale center
goods
storage tools distribution instant delivery
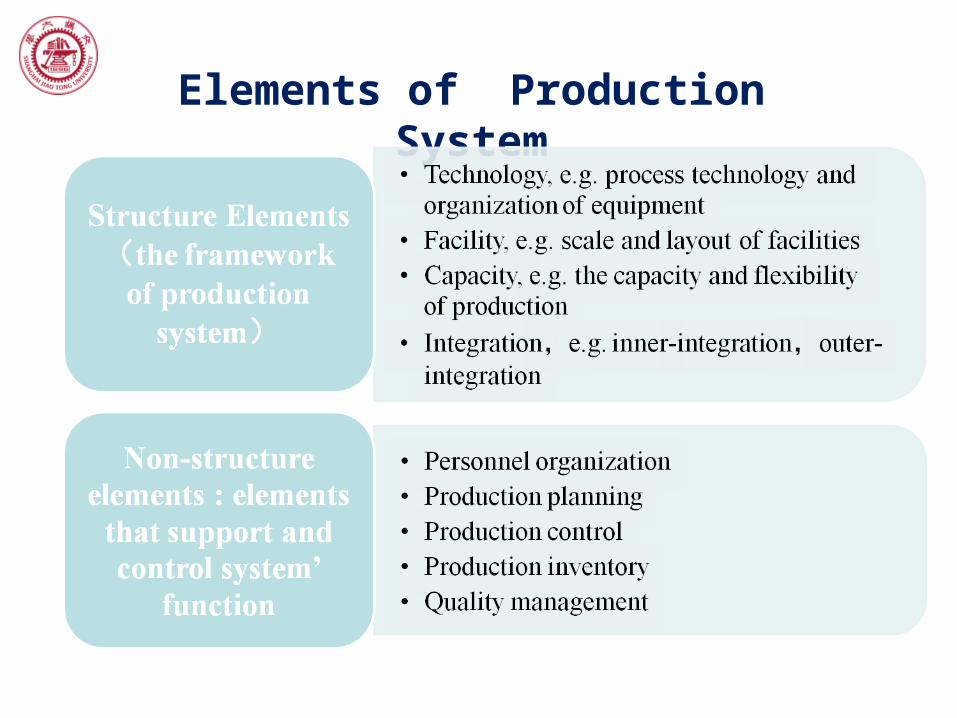
Elements of Production System
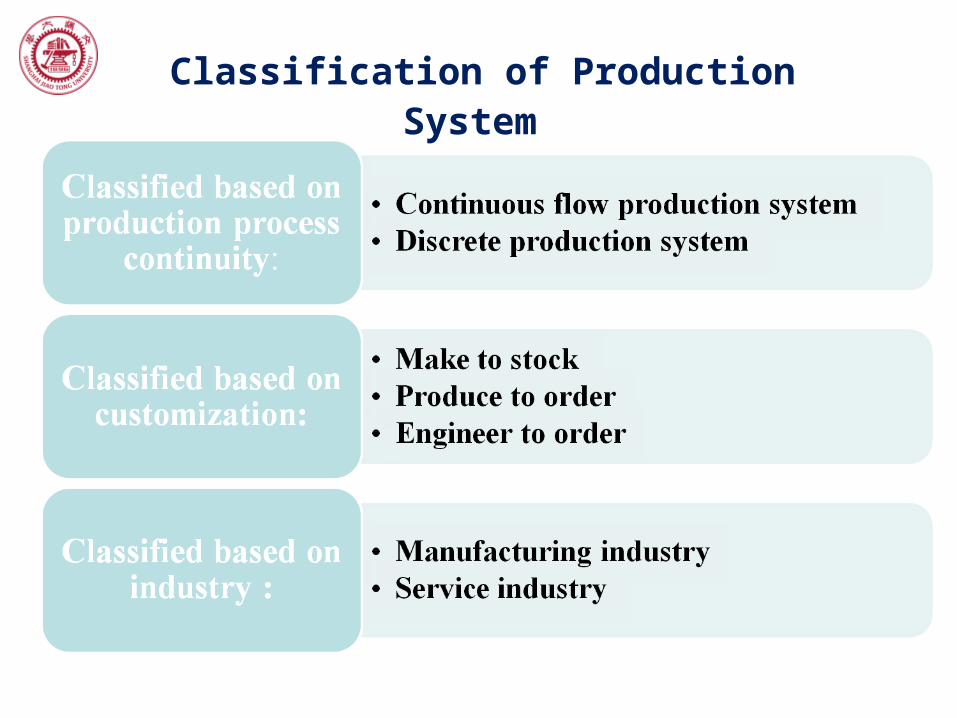
Classification of Production System

Continuous Flow Production System
Continuous flow production , or called a continuous process or a continuous flow process because the materials, either dry bulk or fluids that are being processed are continuously in motion, undergoing chemical reactions or subject to mechanical or heat treatment. Continuous usually means operating 24 hours per day, seven days per week with infrequent maintenance.
Some common continuous processes are the following:• Oil refining
• Chemicals
• Synthetic fibers
• Fertilizers
• Pulp and paper
• Blast furnace (iron)
• Metal smelting
• Power stations
• Natural gas processing
• Sanitary waste water treatment
• Continuous casting of steel
• Float glassRead more: http://www.answers.com/topic/continuous-production#ixzz1mHAXXocF
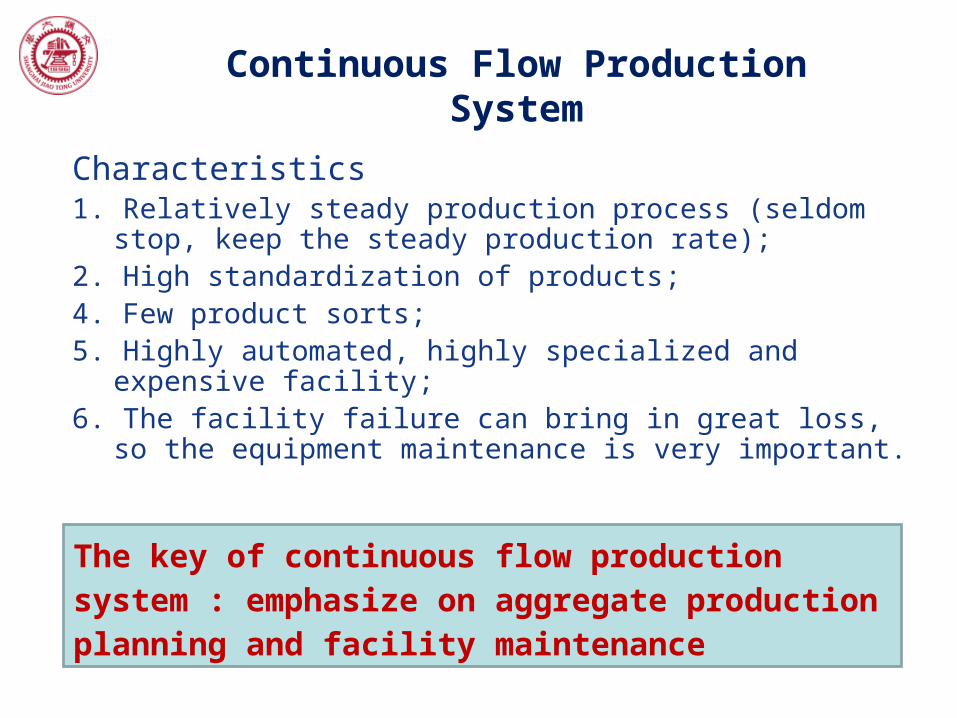
Continuous Flow Production System
Characteristics 1. Relatively steady production process (seldom stop, keep the
steady production rate); 2. High standardization of products;4. Few product sorts;5. Highly automated, highly specialized and expensive facility; 6. The facility failure can bring in great loss, so the equipment
maintenance is very important.
The key of continuous flow production system : emphasize on aggregate production planning and facility maintenance

Discrete Production System
Discrete production is a production process in which its output is individually countable, or identifiable by serial numbers, and is measurable in distinct units rather than by weight or volume as in Continuous flow production. The processes deployed in discrete production are not continuous in nature. Each process can be individually started or stopped and can be run at a varying production rates.
Example of discrete production:
• Automobiles;
• Mobile phone
• Home appliances;
• Computers;
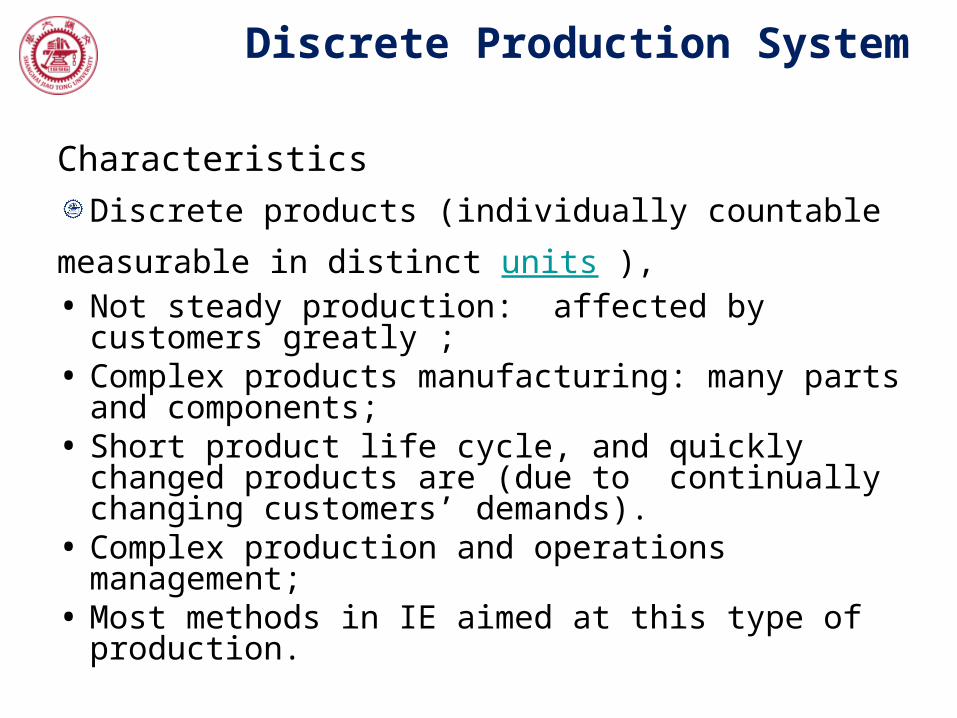
Discrete Production System
Characteristics
Discrete products (individually countable
measurable in distinct units ), • Not steady production: affected by customers greatly ;• Complex products manufacturing: many parts and
components; • Short product life cycle, and quickly changed products
are (due to continually changing customers’ demands).
• Complex production and operations management;• Most methods in IE aimed at this type of production.

Difficulties
Different type of products needs different production process, needs different layout of equipments>Product change, layout changes
The production proportion of different type of products often changes > workforce organizing, equipments arranging , production scheduling are very difficult and needs to adjust continuously.
The requirement of production capacity is dynamic, the load-balance and the synchronization of production process are very difficult but necessary.
Annual plan for production is usually inaccurate, however, the short plans such as monthly and weekly plans are the keys.
Discrete Production System

Difference between Continuous Flow and Discrete Production
Primary characteristic Continuous flow Discrete
Customer number
Product sorts
Product standardization
Customization
Demand
few
few
high
low
steady
many
many
low
high
change

Difference in the Facility and Manufacturing Aspects
Primary characteristic Continuous flow Discrete
Key production elements
Automatisation level
logistic
facility failure
equipment maintenance
the types of material
WIP (Work in Process)
product inventory
output flexibility
product structure flexibility
operation information collecting
High dense Capital
high
continuous
great effect
high requirement
fewer
low
high
low
low
easy
high dense workforce
comparatively low
low discontinuous
effect
low
many
low high
low
high
high
difficulty

Discrete Production System
Discrete production systems• Mass production
• Multi-products and low volume production
• One of a kind production
• Mass customization

Mass Production
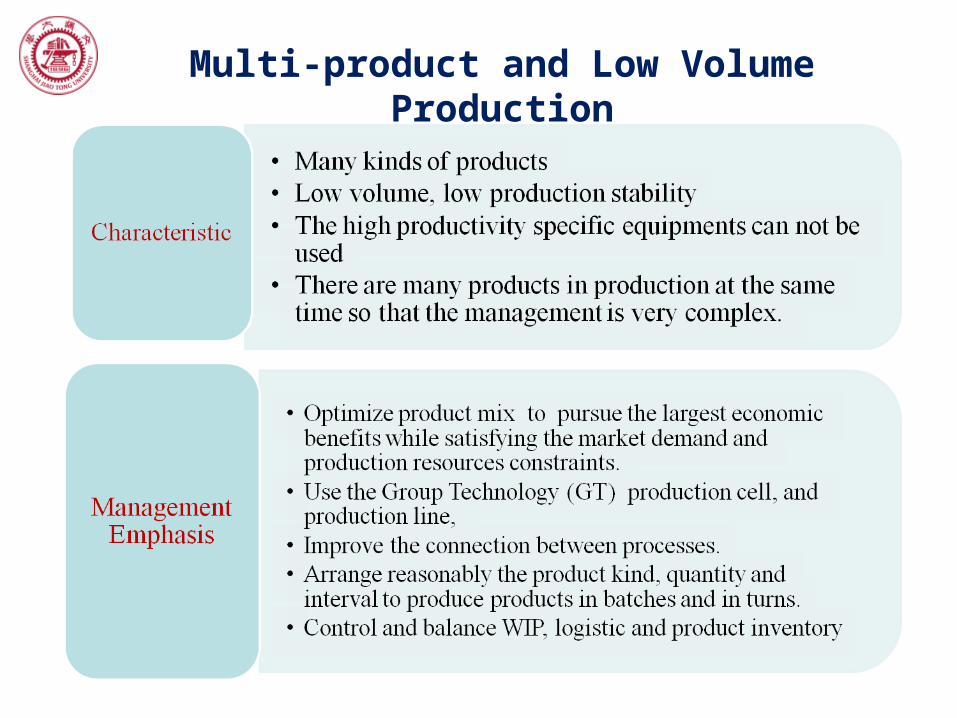
Multi-product and Low Volume Production

One of a Kind Production
Every order has only one or several quantity of a kind product, Start to organize production after receiving order. e.g.
shipbuilding, airplane making, generating electricity equipment Characteristics
• many kind of products, different kind needs different production process.
• general equipments are required, which need a long adjustment period with low efficiency to different product
• workers are also required to be generalists.Management emphasis: effective cooperation (manufacture,
distribution, design, process and purchase)• to decide reasonable delivery date, • to improve the flexibility of manufacture system • to improve the generalization of parts.
Classified based on customization
Make to Stock Characteristic:
• Customer ordered products are satisfied by stocked product;• Produce to replenish the stock while it drops to given level• Production based on the forecasting • Mass production, in big batch• High product inventory• High productivity• Simple production organization
Disadvantage:
High risk of excess inventory or order of stock
Produce to Order

Produce to Order- Assembly to Order (ATO)
First produce semi-finished products (parts and components) in advance,
Then assemble them into different products according to customer order. (e.g. automobile manufacturing)
The most mature production mode, the production of parts and components are similar to make to stock with following properties:• high standardization and generalization parts or
components• big production batch• high productivity• in many cases, use flow production line

All products have been designed in advance Later, according to customer orders, buy raw
materials and parts, components, and Then manufacture and assembly them into
products the customer requires. Some raw materials and standard parts may be
prepared based on the forecasting Forecasting should be paid great attention
Produce to Order- Make to Order (MTO)
First design products according to customer’s requirement after receiving order, then purchase, and then make them.
Long production cycle
Pay more attention to reducing design cycle
Standard and general parts should be used as much as possible
Using CAD, CAPP.
Produce to Order- Engineer to Order (ETO)

design purchase manufacture assembly delivery
Delivery Engineer to Order , ETO Order
MTS
Order
Assembly to Order , ATOOrder
Make to Order , MTOOrder
Production for Order
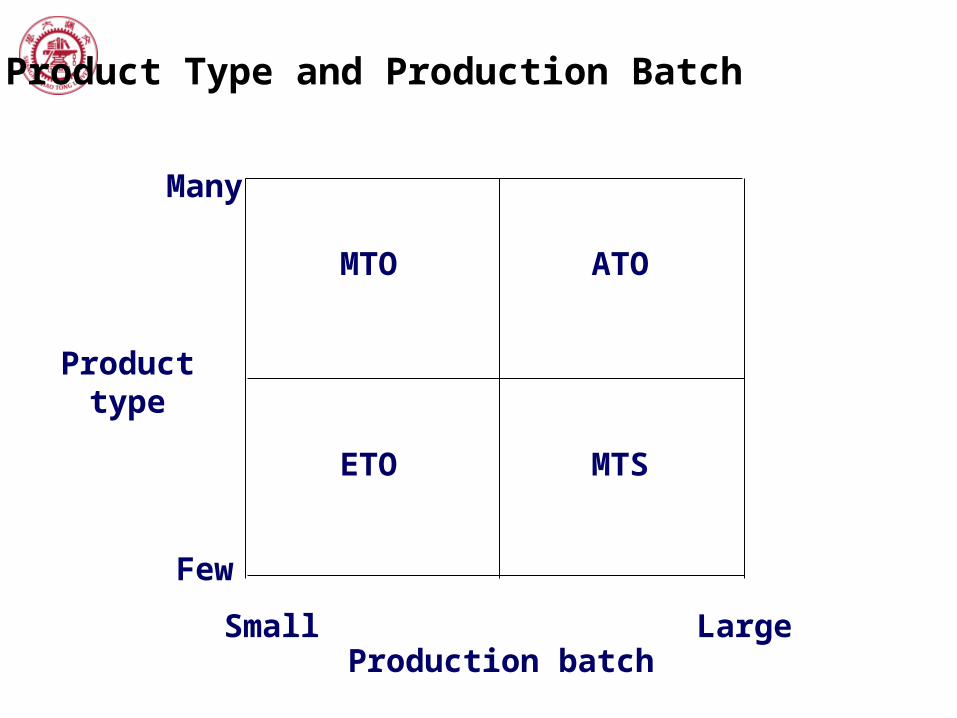
Product type
Many
Large
Few
SmallProduction batch
ATO
MTS
ETO
MTO
Product Type and Production Batch
Classified based on industry -Service Industry
Characteristics
• Product is service, and it can not be stored.
• Labor denseness, and low labor productivity.
• The standard of quality: customer satisfaction degree.
• Some service is included in the manufacture industry, e.g. sales, field support (service-after-sales) and accounting.

Types of Service Industry • Degree to which customers are touched High-touch type : hotel, clinic, restaurant, and shop low-touch type : accounting, warehouse management,
planning and scheduling, wholesale, equipment maintenance, transportation.
• Customer to serve Production oriented service Consumption oriented service
Service Industry Management: in many aspects, methods in manufacturing industry can be used here, e.g.
• Fast food restaurant: group technology• Hospital: logistic management
Service Industry
1.3. The Organization of Production System
A production system is usually divided into basic units, e.g. workshop, manufacturing cell, and working team, and all these units can be organized on one of the following three basic principles:
• Process focused• Product focused• Group technology (GT)
A B C
A B C
part1
part2
part2
part3
part1
part3
A B A
A B C
B C A
part1part1
part2 part2
part3 part3
(a)
(b)
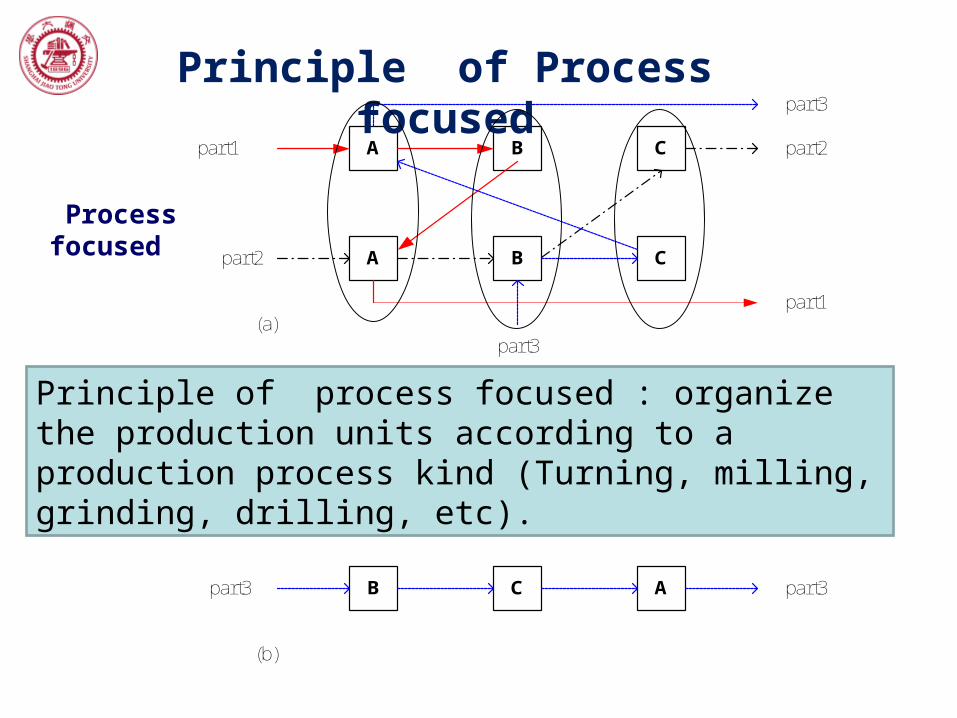
Principle of Process focused
Product focused
Process focused
Principle of process focused : organize the production units according to a production process kind (Turning, milling, grinding, drilling, etc).
A B C
A B C
part1
part2
part2
part3
part1
part3
A B A
A B C
B C A
part1part1
part2 part2
part3 part3
(a)
(b)
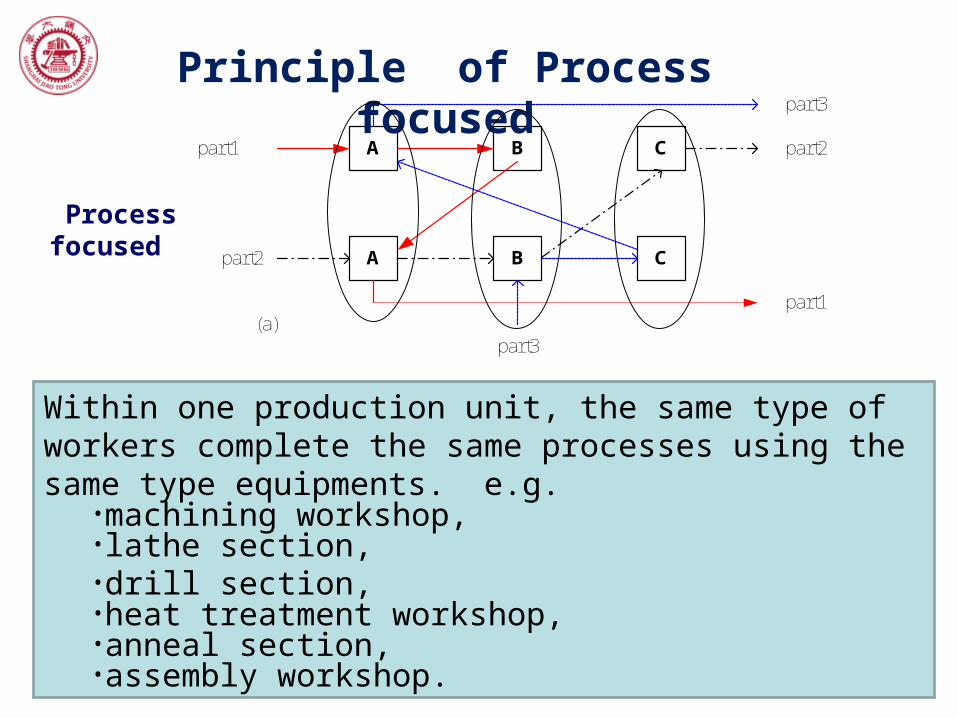
Principle of Process focused
Product focused
Process focused
Within one production unit, the same type of workers complete the same processes using the same type equipments. e.g.
•machining workshop, •lathe section,•drill section, •heat treatment workshop,•anneal section, •assembly workshop.
Principle of Process focused

A B C
A B C
part1
part2
part2
part3
part1
part3
A B A
A B C
B C A
part1part1
part2 part2
part3 part3
(a)
(b)
Principle of Product focused
Product focused
Process focused
Principle ofof product focused: the production unit is organized according to a product kind ( or a part or a component kind)

A B C
A B C
part1
part2
part2
part3
part1
part3
A B A
A B C
B C A
part1part1
part2 part2
part3 part3
(a)
(b)
Principle of Product focused
Product focused
Process focused
Within one production unit, one product’s production( all processes) is completed by different type workers using different type equipments
It can also be called as closed-production-unit. e.g. automobile assembling line, TV assembling line .

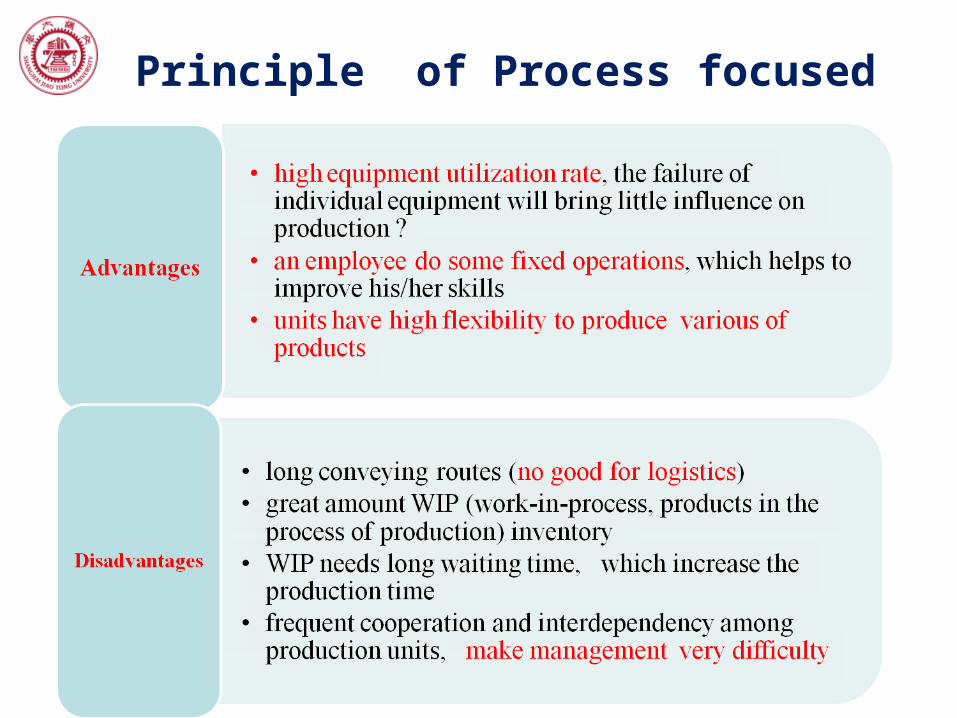
Principle of product focused Advantages:
• the material handling distance in production process can be reduced greatly
• the WIP inventory can be reduced greatly. • can use productive and automatic organization mode—
production line. • the cooperation among production departments can be
reduced, and hence management can be simplified. Disadvantages
• low equipment utilization rate;• the whole production unit can be influenced once an
equipment breakdown;• low production flexibility

Group Technology (Manufacturing cell, flexiable manufacturing system)- allocate different equipments into a production cell to work on a product family that have similar shapes and process requirements.
Within one cell, the production of a product family can be completed by different type workers using different type equipments.
Group Technology

Warehouse
Warehouse Warehouse
Warehouse
Customer
Customer
Customer
Process Specialization vs. GT Manufacturing Cell
Process focused
GT Cell
Discontinuous Flow Line

Advantages
• better human relations: a work team complete a whole task.
• improved operator expertise: worker only make limited type parts , repetition means quick learning.
• less work-in-process (WIP) inventory and material handling: a cell include several production stages, like a production line.
• Faster production setup: similar products, fewer tool changes, so fewer setup.
GT production cell overcomes some disadvantages of process focused production system.
Group Technology
1.4 Operations Management &Operation Strategy
Operations Management
To design, operate, assess and improve production system.
The core of Operations Management is the management of production systems-production planning & control (PPC)

1.4. Operation Management &Operation Strategy
Business Strategy
Marketplace
Market StrategyFinance Stragegy Operation Strategy
People
Planning &Control
Operations Management
ProcessesPartsPlants
Production System
Input Output

1.4. Operation Management &Operation Strategy
Business Strategy is concerned with setting broad policies and plans for using production resources of a firm to best support its long-term competitive goals. It defines
•The market where the enterprise compete;
•The level of investment;
•The measures of allocating resources to and integrating separate business;
Functional area strategies for different departments, includingThe marketing strategy;The financial strategy;The operational strategy;

1.4. Operation Management &Operation Strategy
Operation StrategyOperation Strategy
• The means by which a firm configures its resources to achieve its competitive goals;
• For manufacturing firms, it involves all decisions concerning the production, storage, and distribution of goods;
• Key operational decisions include
Where to locate new manufacturing facilities;
How large these facilities should be;
What processes to use for manufacturing and moving goods through the system; and
What workers to employ.
1.4. Operation Management &Operation Strategy
Operation Strategy Service firms also require an operation strategy
Disney theme park’s continuing record of success is partly due to its careful attentions to detail in every phases of its operations. It has hundreds IE engineers in all theme parks over the world.Establishing operating hours and monthly sales goals; optimizing bus routes for 250K daily guest trips; implementing meter-based maintenance scheduling for ride vehicles; and building queuing and simulation models for call centers, theme park rides, and resort front desks.

1.4. Operation Management &Operation Strategy
American companies’ lesson: OM is important
Years ago, the American big three (General Motor, Ford Motor Co., and Chrysler Group) placed too much emphasis on marketing and finance (leveraged buyouts, mergers, and stock prices) and too little on operations (making and delivering the products) ;
The enormous success of Japanese auto makers motivated the American big three to close their inefficient plants and change the way things are done;
Today, the best American auto makers compete their Japanese counterpart s by quality and efficiency.

1.4. Operation Management &Operation Strategy-Framework
Two Traditional Strategic Dimensions-Lower Cost
•New entrants to a market operate on low cost strategy;•Examples:
Korean automakers: Hyundai and Daewoo;Discount outlets: Costco;Retailers: Wal-Mart;
•May be successful over short term, but risky in long run-low cost;•Customers will finally abandon products that are in poor quality regardless of low cost; (Made in China!)•Many manufacturers of low-cost PC clones poplar in 1980s are long gone.
1.4. Operation Management &Operation Strategy
Two Traditional Strategic DimensionsProduct Differentiation-Differentiate a company’s products from its competitors’.
•Providing uniqueness to buyers : BMW--high performance, well made cars at even high price ;•Product differentiation within a firm to capture different
market segmentsGM-a successful case: successfully captured different
market segments at the same time by forming five different distinct divisions.
Henry Ford as opposite case: Insisted on providing only a single models, which almost led the company to bankrupt many years ago.
1.4. Operation Management &Operation Strategy
Other Strategic DimensionsQuality;Delivery speed;Delivery reliability;Flexibility;
Means different things in different contexts;Product Functions-if the function can be performed as designed.Reliability relevance -Product Design-if the design is satisfactory;Service level;Quality of productStatistical aspects of products;
Everyone competes on quality;

1.4. Operation Management &Operation Strategy
Both Geo Prism and Ferrari and are quality products;Consumers buying these products at greatly different prices are both looking for good quality but for fundamentally different objectives.
Ferrari F50 Geo Prism
Biao Car! Transportation Tool

1.4. Operation Management &Operation Strategy
Other Strategic DimensionsQuality;Delivery speed;Delivery reliability;Flexibility;
An important competitive weapon in some context;It is competitive basis for some firms: UPS, Federal Express;Mail-order and web-based retailers remain competitive by reliably and quick delivery;Building contractors keep competitive by completing projects on time

1.4. Operation Management &Operation Strategy
Other Strategic DimensionsQuality;Delivery speed;Delivery reliability;Flexibility;
Being able to deliver products or service as promised;•How do online brokerages retain customers?-Executing trade reliably and quickly•How do Contact manufacturers keep continuously successful? –putting customers first and maintaining a good record of delivering high-quality products in reliable fashion.

1.4. Operation Management &Operation Strategy
Other Strategic DimensionsQuality;Delivery speed;Delivery reliability;Flexibility;
Offering a wide range of products;Being able to adjust to unexpected changes in demands of the product mix offered;Successful examples:•Flexible assembly lines enable Toyoda adjust product mix in real time basis;•Dell Computer-Mass customization.
1.5. The Classic View of Operation Strategy - Decision Time Horizons
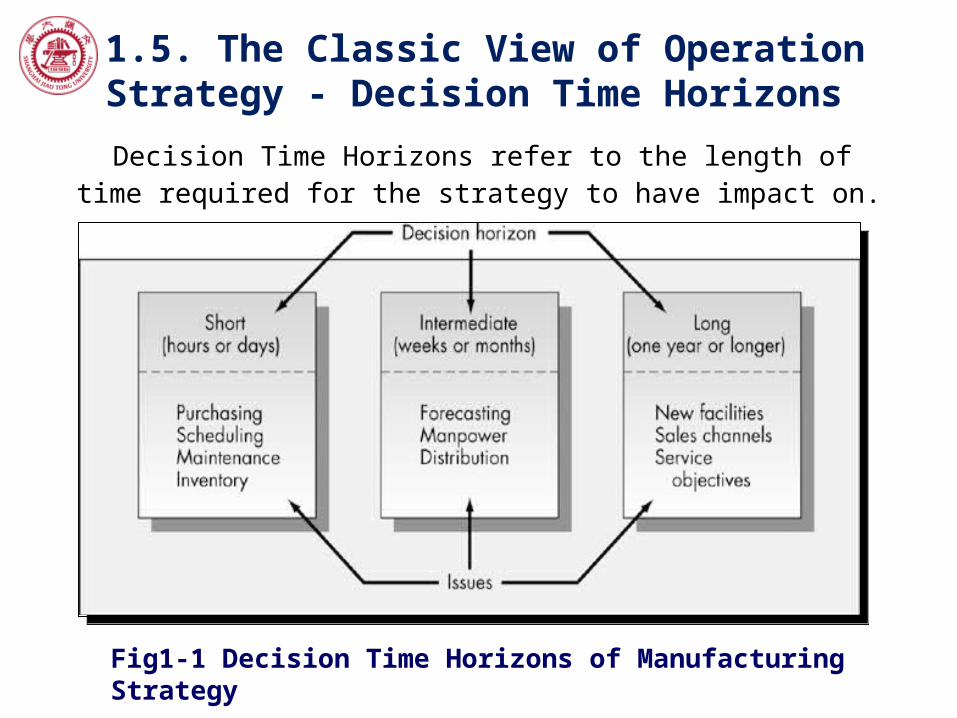
Decision Time Horizons refer to the length of time required for the strategy to have impact on.
Fig1-1 Decision Time Horizons of Manufacturing Strategy
1.5. The Classic View of Operation Strategy - Decision Time Horizons
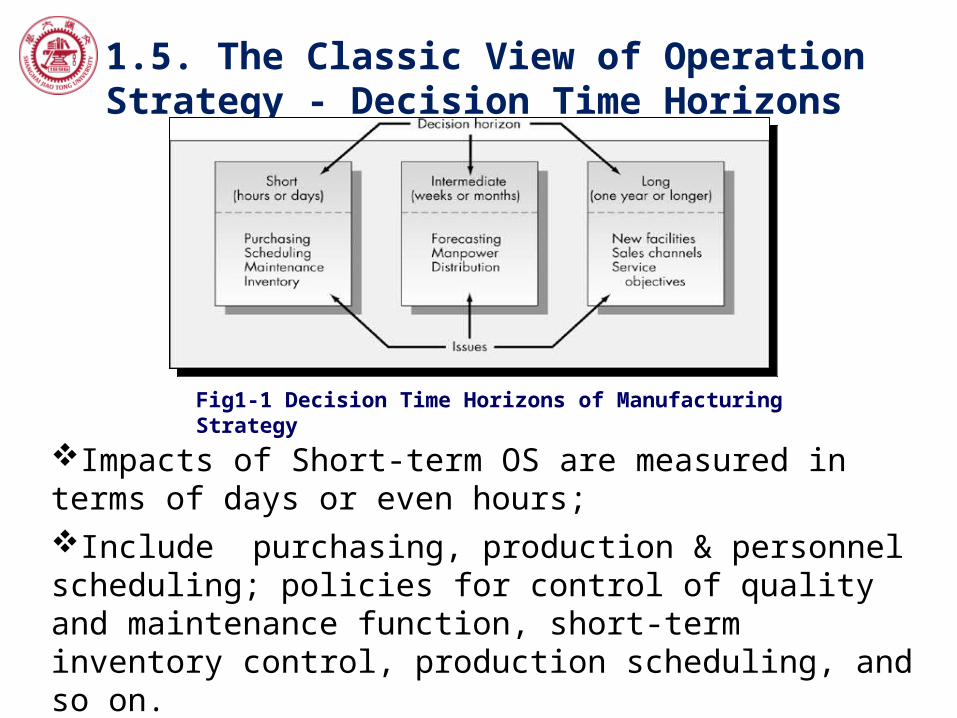
Impacts of Short-term OS are measured in terms of days or even hours;Include purchasing, production & personnel scheduling; policies for control of quality and maintenance function, short-term inventory control, production scheduling, and so on.
Fig1-1 Decision Time Horizons of Manufacturing Strategy

1.5. The Classic View of Operation Strategy - Decision Time Horizons
•Impacts of medium-range OS are measured in terms of weeks and months;
•Include demand and requirement forecasting, employment-planning (size & mix), decisions on the distribution of goods, setting up targets for inventory and service level ;
Fig1-1 Decision Time Horizons of Manufacturing Strategy

1.5. The Classic View of Operation Strategy - Decision Time Horizons
Strategy is usually associated with long-term decision ;Include choosing the timing, the location, and the scale of new manufacturing facilities; addressing groundwork for building proper channel for sales and distribution; and setting up service objects;Require information about the forecast for new and exiting products, the changing patterns of marketplaces , and changes in costs of availability of resources.
Fig1-1 Decision Time Horizons of Manufacturing Strategy

1.5. The Classic View of Operation Strategy - Decision Time Horizons
Effects of time horizons on strategy
• Impact on decision;
• The uncertainties on decisions;
• Penalty for wrong decisions.
Example: The Gap(1) Short time horizons involve many decisions, each of whose impact may be small, but cumulatively can make difference. Manager at the Gap store restock shelves and reorder every days. Small errors in sales data and personal judgment required for reordering mix of items may result in out-of-stock or wasted shelf space.

The Classic View of Operation Strategy - Decision Time Horizons
Effects of time horizons on strategy• Impact on decision;
• The uncertainties on decisions;
• Penalty for wrong decisions.
(2) Buyers in San Francisco headquarters of the Gap decide on what lines of clothes to stock for the coming seasons—Medium-range decision.Less information available than store mangers for the decision;The decisions may have greater impact;They have to judge fashion trends and the color preference.;Penalty: A line that does not sell must be on sale at lower price.
1.5. The Classic View of Operation Strategy - Decision Time Horizons
Effects of time horizons on strategy
• Impact on decision;
• The uncertainties on decisions;
• Penalty for wrong decisions.
(3) Top management must make long decisions, possibly (a) the number, location, and size of distribution centers; (b) terms and conditions of long-term contracts with suppliers;(c) arrangements for firm-wide supply chain logistics; (4) selection of management personnel.
More uncertainties: Demographic change makes decision on location and sizing for DCs wrong; a long-term contract with a oversea plant may have opposite results, e .g. quotas, tariffs.

1.5. The Classic View of Operation Strategy - Focus
Process Technologies• A natural means of focusing operation of one plant;• New unproven process technologies should be limited to one per
factory;• The number of different mature process technologies should be
kept to the level that the plant manager can oversee efficiently.
Process Technologies• A natural means of focusing operation of one plant;• New unproven process technologies should be limited to one per
factory;• The number of different mature process technologies should be
kept to the level that the plant manager can oversee efficiently.
Notion of focus in manufacturing strategy was first put forward by Skinner. Five key characteristics:(1) Process technologies(2) Market demand(3) Product volumes(4) Quality levels(5) Manufacturing tasks

1.5. The Classic View of Operation Strategy - Focus
Notion of focus in manufacturing strategyfocus in manufacturing strategy was first put forward by Skinner. Five key characteristics:(1) Process technologies(2) Market demand(3) Product volumes(4) Quality levels(5) Manufacturing tasks
Market demands Marketplace usually determines the focus of a product or line of products; Indications of market on plant focus are
Price-It has been always a key product differentiation factor; Lead time-It should be shortened for quick production and distribution of
product fight against competitors. Reliability-Its specifications differ by market segment, even for identical
products.
Market demands Marketplace usually determines the focus of a product or line of products; Indications of market on plant focus are
Price-It has been always a key product differentiation factor; Lead time-It should be shortened for quick production and distribution of
product fight against competitors. Reliability-Its specifications differ by market segment, even for identical
products.

1.5. The Classic View of Operation Strategy - Focus
Notion of focus in manufacturing strategy was first put forward by Skinner. Five key characteristics:(1) Process technologies(2) Market demand(3) Product volumes(4) Quality levels(5) Manufacturing tasks
Product volumes-
The production volumes within a single plant should be similar for the production systems to be able to operate smoothly, neither under nor- over utilized.
Product volumes-
The production volumes within a single plant should be similar for the production systems to be able to operate smoothly, neither under nor- over utilized.
1.5. The Classic View of Operation Strategy - Focus
Notion of focus in manufacturing strategyfocus in manufacturing strategy was first put forward by Skinner. Five key characteristics:(1) Process technologies(2) Market demand(3) Product volumes(4) Quality levels(5) Manufacturing tasks
Quality level Keep similar quality level for products produced in a single
plant in order establish a consistent quality control standards; Quality control standard are results of several factors: the
statistical control techniques, the monitoring procedures, and workers’ training, procedure, and attitudes.
Quality level Keep similar quality level for products produced in a single
plant in order establish a consistent quality control standards; Quality control standard are results of several factors: the
statistical control techniques, the monitoring procedures, and workers’ training, procedure, and attitudes.

1.5. The Classic View of Operation Strategy - Focus
Notion of focus in manufacturing strategyfocus in manufacturing strategy was first put forward by Skinner. Five key characteristics:(1) Process technologies(2) Market demand(3) Product volumes(4) Quality levels(5) Manufacturing tasks
Manufacturing tasks Productivity of a plant producing a wide line of different
products are affected by frequent setup and reconstructing of production lines.
The number of distinct manufacturing tasks at one location should be limited so that workers may concentrate on perfecting exiting processes.
Manufacturing tasks Productivity of a plant producing a wide line of different
products are affected by frequent setup and reconstructing of production lines.
The number of distinct manufacturing tasks at one location should be limited so that workers may concentrate on perfecting exiting processes.

1.5. The Classic View of Operation Strategy - Evaluation
Dimensions for evaluating production/operations strategy
• Cost-if pricing is a key to market differentiation and competitiveness, the cost of product delivered to the customer becomes a major means of strategy evaluation.
• Quality-when product quality is a major determinant of product success in marketplace, or high reliability is required to meet product specifications, quality should be a dimension for strategy evaluation;
• Profitability- Strategies that achieve short-term profitability may not necessarily be in the best interests of the firm in the long term
• Customer satisfaction-Maintaining a satisfied and loyal customer base is important for the success of a firm.

1.5. The Classic View of Operation Strategy - Consistency
Strategy is the composite of all company policies that affect manufacturing;Each may aim at optimizing a different objectives, resulting in a complex situation in which management and labors assure adversarial positions.Causes for the common inconsistencies
• Professionalism-inconsistent goals of different professionals.• Product proliferation-a firm that produces a smaller number of
products tends to be more profitable, however become less profitable as more products are produced within a single plant.
• Changes in manufacturing tasks-the objectives that made sense when the plant was constructed no longer make sense after the plant’s function has changed.
• The manufacturing task was never made explicit.
1.5. The Classic View of Operation Strategy - Review
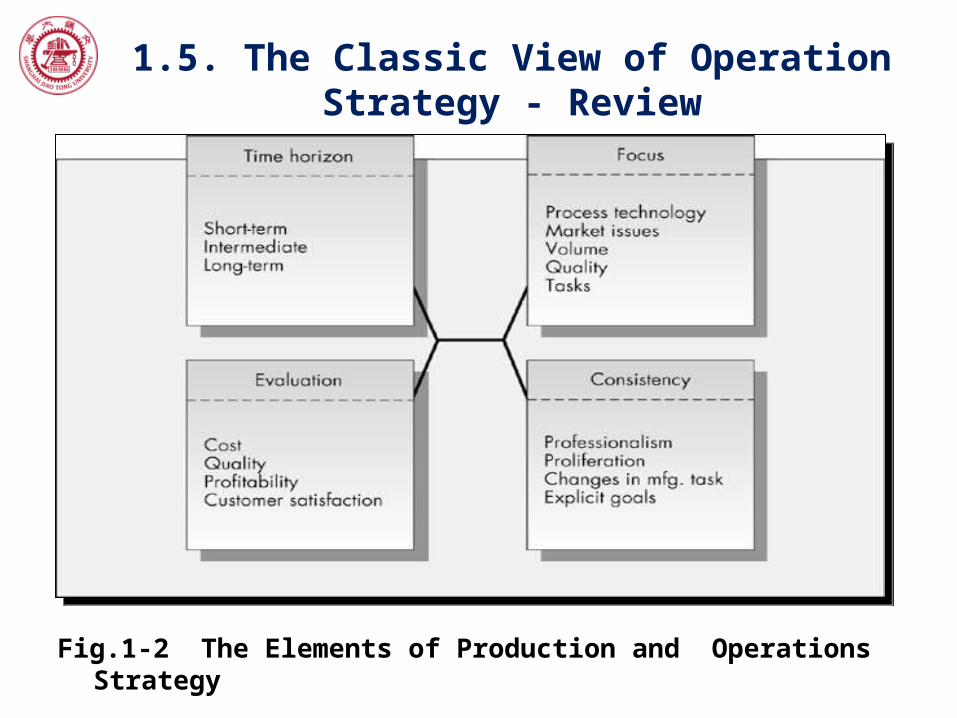
Fig.1-2 The Elements of Production and Operations Strategy
1.5 Strategic Initiatives-Reengineering the BP
Business Process Reengineering (BPR) is not a specific technique, instead , it is the ideal that business processes can be changed and improved. BPR became popular after the publication of a book by Hammer and Champy in 1993; BPR can add remarkably values to corporations when implemented intelligently; Example•IBM Credit Corporation, a wholly owned subsidiary (affiliated company) of IBM, if independent, may rank among 100 Fortune service companies;•Responsible for presenting credits to new customers buying IBM equipments;

1.5 Strategic Initiatives-Reengineering the BP
Request
Salesperson
Check credit
Someone in the credit dept.
Modify the documents
A person in business practice dept.
Determine interest rates
Pricer
Form a quote letter
The 5th person
•Six days and four peoples(exclusive of the salesperson) are involved in handling each request;
•Only 90 minutes are actually required for dealing with the request;
•Other time are wasted either on transiting the request and in query.
•Six days and four peoples(exclusive of the salesperson) are involved in handling each request;
•Only 90 minutes are actually required for dealing with the request;
•Other time are wasted either on transiting the request and in query.

1.5 Strategic Initiatives-Reengineering the BPStrategic Initiatives-Reengineering the BP
Request
Check credit Modify the
documents
Determine interest rates
Form a quote letter
•The six-day treatment is shortened to only four hrs;•Only one personnel is required;•A hundredfold increase in the deals handled;
•The six-day treatment is shortened to only four hrs;•Only one personnel is required;•A hundredfold increase in the deals handled;

1.5 Strategic Initiatives-Reengineering the BP
General principles for BPR (suggested by Hammer and Champy)Several jobs are combined into one
Reducing a complex process with many steps into a simpler one with fewer steps.
It is BPR’s most dramatic successes;
Five steps are combined into only one step in the case;Workers make decisions: in order to reduce the number of levels of reporting;workers should be allowed for making decision, rather than previously managed.

1.5 Strategic Initiatives-Reengineering the BP
General principles for BPR (Cont.)The steps in the process are performed in a natural way: process steps should not be performed in a rigid linear sequence, but in an order that make sense in the context of the problem being solved.Processes should have multiple versions: adaptability may be obtained by designing a flexible process that can react to different conditions, rather than by designing multiple independent processes;Work is performed where it make the most sense: one of BPR’s principle is neither to carry out the idea of division of labor too far; nor to carry out the idea of centralization too far.

1.5 Strategic Initiatives-Just-in-Time (JIT)
JIT is both a manufacturing process on one hand and broad-based operation strategy on the other hand;It is a philosophy to treat inventory in the plant, relationship with suppliers, and distribution strategy;The core of its philosophy is to eliminate waste by efficient scheduling of incoming orders, work-in-process (WIP) inventories, and finished goods inventories.Its advantages over conventional systems
Reduced cost resulted from eliminating WIP;Enabled quick detection of quality;Tightened up relationship with suppliers;
1.5 Strategic Initiatives-Time-Based Competition
Professor Terry Hill (the London School of Business) classified competitive factors into “qualifiers” and “order winners”.
• Qualifiers make a firm possible to win orders, but not sure to do;• Order winners are factors that determine who will get the sale among the set
of qualifiers.
Quality has become an order qualifier rather than an order winner as previously.Time-based competition is a key factor leading to success or failure.Time-based competition focus on entire value-delivery system, attempts to transform an organization into one that focus on the total time needed for delivering a product or a service. The goal is not to design the best way to perform a task, but to either eliminate the task altogether or perform it in parallel with other tasks in order to reduce overall system response time.
1.5 Strategic Initiatives-Competing on Quality
Quality is one of the two leading factors (the other one is time management) ;Malcolm Baldrige Awards (USA) and Daming Prize;Quality means different things in different contexts;
• A high-quality product perform well as it was designed;• Products will perform as they are designed to perform, if there is litter
variation in manufacturing process;• Is it possible for a poorly designed product to perform well?• Is is possible for a well designed to perform poorly?
Many success stories in US manufacturing shows that firms can compete successfully on the quality dimension.
• Ford Motor with Taurus;• Stanley Work of New Britain;• PC clones: Compaq Computer and Dell Computer• Motorola

1.6. Matching Process and Product Life Cycles
Product Life Cycle-the time duration from the time when a product is put into market to time when it disappear in the market;
A typical product life cycle consist of four major segments:
• Start up
• Rapid growth
• Maturation; and
• Stabilization or decline;

Fig.1-4The Product Life-Cycle Curve
1.6. Matching Process and Product Life Cycles (2)
Start up-the competition is generally not a problem; concern on improvement of the production and marketing functions;
The Product life cycles-in different phases, different competition strategy may be adopted

Fig.1-4The Product Life-Cycle Curve
1.6. Matching Process and Product Life Cycles (2)
Rapid growth-begin to see competition; establish the product as firmly as possible in the marketplaces by alternative pricing patterns, improvement and standardization in manufacturing;
The Product life cycles-in different phases, different competition strategy may be adopted
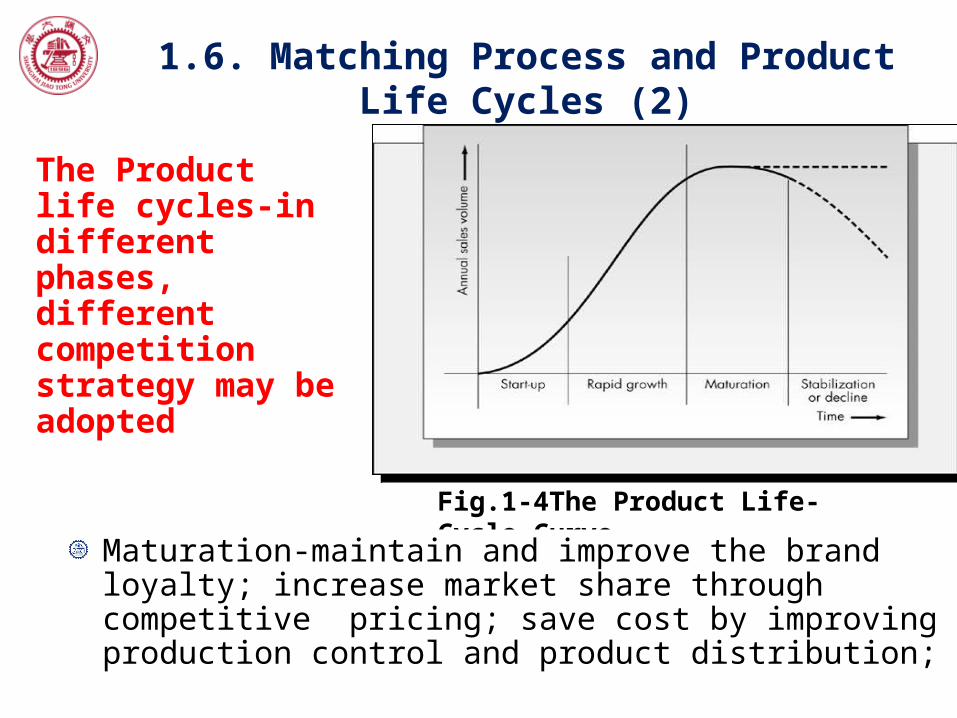
Fig.1-4The Product Life-Cycle Curve
1.6. Matching Process and Product Life Cycles (2)
Maturation-maintain and improve the brand loyalty; increase market share through competitive pricing; save cost by improving production control and product distribution;
The Product life cycles-in different phases, different competition strategy may be adopted

Fig.1-4The Product Life-Cycle Curve
1.6. Matching Process and Product Life Cycles (2)
The final phase-the shape depends on the nature of the product: indefinite continuing growth (household goods, processed foods, and auto)/same strategy as Phase 3; natural decline/squeezing out the most from the product or product line.
The Product life cycles-in different phases, different competition strategy may be adopted

1.6. Matching Process and Product Life Cycles
The Process Life Cycle-three major stages of the manufacturing process life cycle
• Early stage- job shop; a varied mix of relatively low-volume orders; being responsive to changes in the product design; little control over suppliers;
• Middle stage- some automation; batch production and some transfer lines(assembly lines); more control over suppliers; unit cost decline;
• Last stage-automated process and standardized production process; few manufacturing innovation; continuous flow operation.

1.6. Matching Process and Product Life Cycle
The Product-Process Matrix (PPM) was developed by Hayes & Wheel Wright in 1979;
Link product and process life cycles in two dimensions
The Four Stages in the evolution of the manufacturing process in term of process structureJob Shop; Batch Production; Assembly Line; and Continuous Flow (for process industries, such as chemical plant).

1.6. Matching Process and Product Life Cycles
The Four Phases in product Life Cycles in term of production volume and the number of product types
• low volume , one-of-a kind;
• low volume, multiple products;
• fewer majors products, higher volume; and
• few products, high volume.
1.6. Matching Process and Product Life Cycles
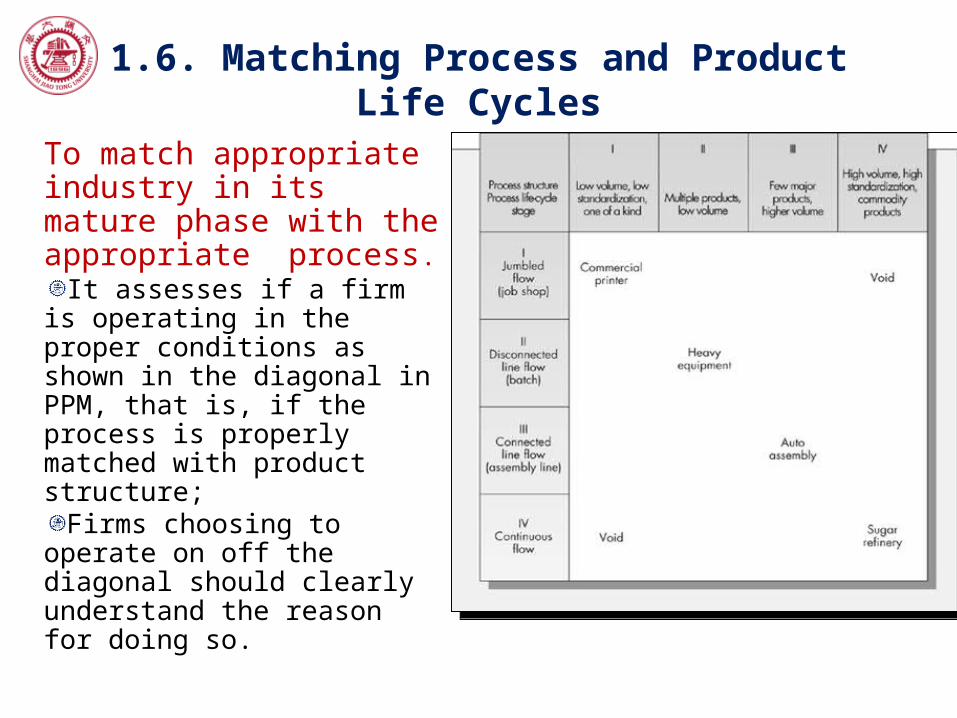
To match appropriate industry in its mature phase with the appropriate process.
It assesses if a firm is operating in the proper conditions as shown in the diagonal in PPM, that is, if the process is properly matched with product structure;
Firms choosing to operate on off the diagonal should clearly understand the reason for doing so.

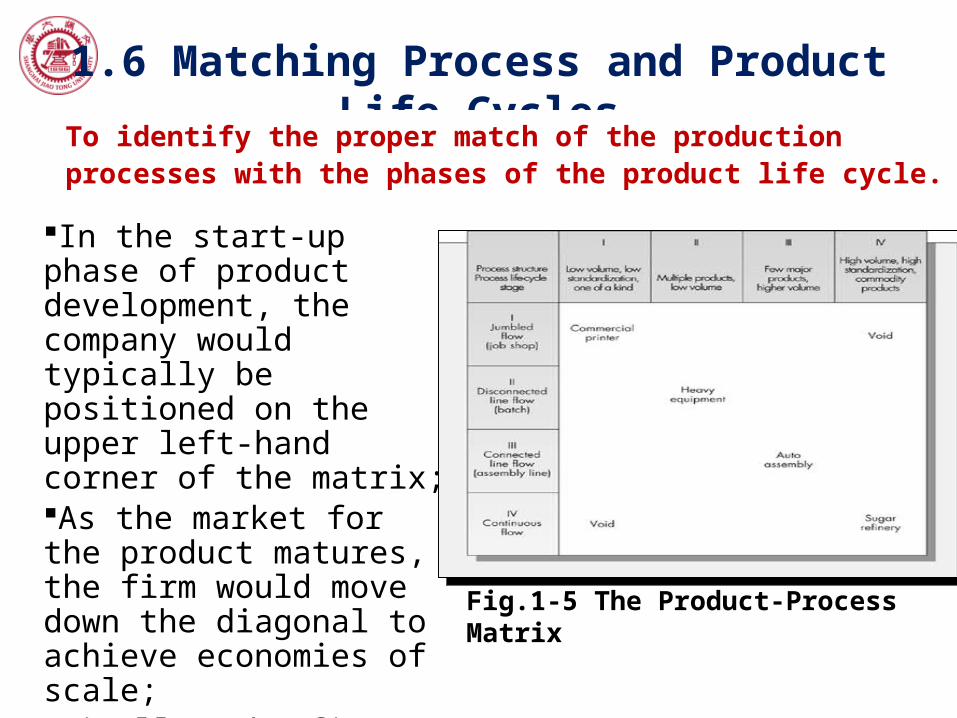
Fig.1-5 The Product-Process Matrix
1.6. Matching Process and Product Life Cycles (6)
Ship Building
Located in the upper left corner are Companies that specializes in “one-of-a-kind” jobs in which manufacturing has the characteristics of a jumbled flow shop. Production is in relatively small lots, and the shop is organized for maximum flexibility.

Fig.1-5 The Product-Process Matrix
1.6. Matching Process and Product Life Cycles (6)
Coffee bar
Farther down the diagonal are firms that still require a great deal of flexibility but produce a limited line of standardized items. A disconnected line would provide enough flexibility.

Fig.1-5 The Product-Process Matrix
Matching Process and Product Life CyclesThe 3nd class down the diagonal are firms that produce a line standardized products for a larger-volume market. The assembly line would be an appropriate process technology.

Fig.1-5 The Product-Process Matrix
Matching Process and Product Life CyclesThe lower right-hand portion are appropriate for products involving continuous flow line, which are characterized by low cost, standardization of product, high sale volume, and inflexibility of the production process.
1.6 Matching Process and Product Life Cycles
To identify the proper match of the production processes with the phases of the product life cycle.
Fig.1-5 The Product-Process Matrix
In the start-up phase of product development, the company would typically be positioned on the upper left-hand corner of the matrix;As the market for the product matures, the firm would move down the diagonal to achieve economies of scale;Finally, the firm would settle at the position that would be appreciate based on the characteristics of the product.

1.7 Capacity Growth Planning -a long-term strategy problem
Capacity of a plant is the number of units that it may produce in a given time;Factors to be considered for capacity strategy:
• Predicated patters of demand;• Costs of constructing and operating new facilities;• New process technology;• Competitors’ strategy
Each time a company considers expanding existing productive capacity, it must compare all the possibility-Whether to do by modifying the existing facility? May be cheaper, however may be penny wise and pound foolish.

1.7 Capacity Growth Planning -a long-term strategy problem
Issues needed to be considered for constructing a new pant
• When to construct? Two affecting factors-construction lead times and changing patterns;
• Where to build? Near suppliers or market outlets? Where labor cost or tax lower?
• What size? Underutilized or shortage of capacity.

1.7 Capacity Growth Planning -a long-term strategy problem Economies of Scale and Economies Scope
• Economies of Scale -The increase in efficiency of production as the number of goods being produced increases. Economies of scale lowers the average cost per unit through increased production since fixed costs are shared over an increased number of goods
• Economies of Scope: introduced by Panzer and Willig, is defined as the cost savings obtained from combining the production of two or more product lines at s single location because of sharing some equipment and personnel.
Economies of Scope can support investment in new technology-FMS and CIMS result in efficiencies brought about by variety, rather than volume.
Trade off between combining product lines at a location and lack of focus.
1.7 Capacity Growth Planning -a long-term strategy problem
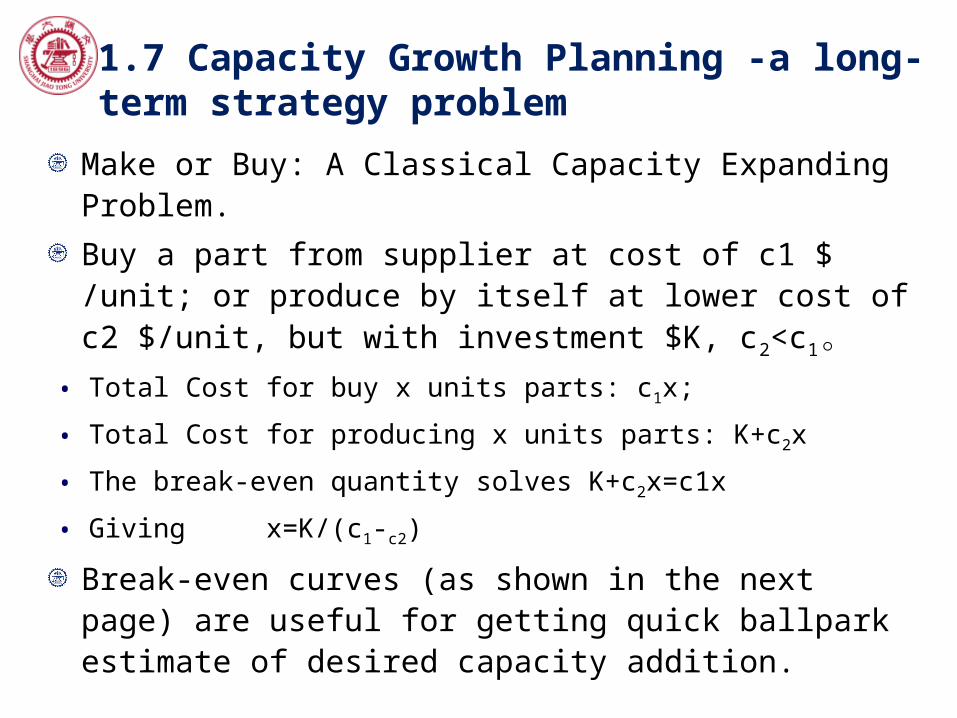
Make or Buy: A Classical Capacity Expanding Problem.
Buy a part from supplier at cost of c1 $ /unit; or produce by itself at lower cost of c2 $/unit, but with investment $K, c2<c1 。
• Total Cost for buy x units parts: c1x;
• Total Cost for producing x units parts: K+c2x
• The break-even quantity solves K+c2x=c1x
• Giving x=K/(c1-c2)
Break-even curves (as shown in the next page) are useful for getting quick ballpark estimate of desired capacity addition.

1.7. Capacity Growth Planning -a long-term strategy problem
Fig. 1-11 Break-Even Curves

1.7 Capacity Growth Planning -a long-term strategy problem
Dynamic Capacity Expanding PolicyThe dynamics of changing demand pattern determine when a firm should invest in new capacity. The two objectives in capacity planning:
• Maximizing market share;• Maximizing capacity utilization.
Discussion• Maximization of capacity utilization may incur shortages when
demand is higher than the anticipated;• Increase productive capacity by producing to inventory and
letting inventory to absorb demand fluctuation, resulting in obsolete inventories.
• Have excess capacity to cope with sudden increase in demand.

1.7. Capacity Growth Planning -a long-term strategy problem
Fig.1-12 Capacity Planning Strategies
x: Time interval between introduction of two successive new plants

1.7 Capacity Growth Planning -a long-term strategy problem
•Issues in Plant Location-Factors relevant to location decisions:•Sizes of the plant- required acreage, space for building structure;•Product lines to be produced•Process technology to be used•Labor force requirements-the numbers and the specification of particular skills;•Transportation need- near major interstate highway or rail lines•Utilities requirement-special needs for power, water, sewage, fossil fuels such natural gas.•Environment issues-limitation for the plants that produce significant wast products;•Interaction with other plants•International considerations-domestically or oversea? Labor costs, tariffs, import quotas, market responsiveness.•Tax treatment

Homework for Chapter 1
P31 Q25
P48, Q41
The End!