0900-06 informatikai, munkaszervezési és -tervezési ... · web viewtitle: 0900-06...
TRANSCRIPT

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
NEMZETI MUNKAÜGYI HIVATALSzak- és Felnőttképzési Igazgatóság
Vizsgarészhez rendelt követelménymodul azonosítója, megnevezése:0281-06 CNC-forgácsolási feladatok
Vizsgarészhez rendelt vizsgafeladat megnevezése:0281-06/3 Programbevitel, tesztelés
Gyakorlati vizsgatevékenység
Szakképesítés/rész-szakképesítés/elágazás/ráépülés azonosító száma, megnevezése: 31 521 02 0000 00 00 CNC-forgácsoló
Gyakorlati vizsgatevékenység időtartama: 60 perc
A 20/2007. (V. 21.) SZMM rendelet 20. § 1. bekezdésében foglaltak alapján a gyakorlati vizsgafeladatokat …a vizsgaszervező javaslatára a vizsgabizottság elnöke hagyja jóvá.
Jóváhagyta:
…………………………….vizsgabizottság elnöke
2013
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
A feladatkiírásban alkalmazott piktogramok jelentése:
Azon szövegrészek előtt áll, melyek konkrét utasítást tartalmaznak a vizsgatevékenységre.
Azon szövegrészek előtt áll, melyek a biztonságos munkavégzés feltételeinek betartására vonatkozó utasítást tartalmaznak.
Feladatprofil* a 4. vizsgarészhez tartozó feladatok, melyek az eltolt koordinátákkal történő teszteléshez
szükségesek, és a 4. vizsgarésznél a hozzájuk tartozó kompetenciák és készségek által értékelendők.
Előkészül a munkára Felméri és behatárolja a tennivalókat Ellenőrzi a CNC-gép működőképességét, különösképpen a programtárra vonatkozóan Ellenőrzi az olajnyomást a hidraulikus rendszerben Ellenőrzi a levegőnyomást Ellenőrzi a gépi mérőrendszert Ellenőrzi a kenési rendszert Ellenőrzi a gép védőrendszerét Ellenőrzi a megmunkáló szerszámok, szerszámtartók, forgácsolólapkák állapotát,
rögzítettségét, használhatóságát* Ellenőrzi a szerszámkorrekció-értéktárak, kopáskorrekció-értéktárak adatait* Ellenőrzi a nullponttároló tartalmát, a megadott nullponteltolás értékét* Ellenőrzi a megmunkálás CNC-programját, szükség esetén módosítást végez Tanulmányozza a programot Ellenőrzi a programban szereplő főbb pozíciókat Ellenőrzi a szerszámkiosztást* Ellenőrzi a szerszámokhoz, műveletekhez megadott technológiai paramétereket Szükség esetén teszteli a programot Ellenőrzi az előgyártmányokat Rögzíti az előgyártmányt a készülékben, meggyőződik a tájolás és a rögzítés
megfelelőségéről Szükség esetén beavatkozik a gép működésébe, esetleg megszakítja a program futását Szükség esetén módosítja a szerszámkorrekciókat, a nullponteltolás adatait,
technológiai paramétereket A CNC-gép esetleges meghibásodásáról jelentést tesz feletteseinek Elszámol a felvett eszközökkel* Elhelyezi, beállítja és rögzíti a munkadarabbefogó készüléket a gépen* Beméreti vagy beméri a szerszámokat külső szerszámbemérőgép esetén* Felszerszámozza a gépet a megadott terv szerint* Belső szerszámbemérés esetén beméri a szerszámokat* Beírja a szerszámkorrekciók adatait a korrekciós értéktárakba* Bonyolult megmunkálóprogramot betölt mágneslemezről vagy számítógépes adatátviteli rendszeren keresztül
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Felveszi a munkadarab nullpontját* Szükség esetén egyeztet a programmódosításról a programozó technológussal Tanulmányozza az új munkadarab rajzát, technológiai dokumentációját; és ellenőrzi
azokat Alkalmazza az adott szerszámgépvezérlés elemi utasításkészletét Grafikusan ellenőrzi a megmunkálóprogramot Programfuttatást végez forgácsolás nélkül Szükség esetén módosítja az általa írt megmunkálóprogramot
Figyelem! Tengelymozgások mellett történő tesztelő futtatást (beszerelt szerszámokkal, munkadarab nélkül vagy eltolt koordinátákkal) kizárólag a nullpontfelvételt és a szerszámkorrekciók beadását követően szabad végezni (a 4. vizsgarész elvégzése után)!
TulajdonságprofilSzakmai kompetenciák:
A típus megjelölésével a szakmai ismeretek:B Gépkönyvek, kezelési utasításokC KatalógusokB SzabványokA CNC-szerszámgépek mérőrendszereiA Pozicionálás a szerszámgépekenA CNC-szerszámgépek vonatkoztatási pontjaiA Koordináta-rendszerek szerszámgéphez rendelésének szabályaiA Kapcsolat a koordináta-rendszerek közöttA Koordináta-transzformációkA Nullponteltolás fogalmaA Nullponteltolás meghatározásaA Nullponteltolás megadása a szerszámgépeken, nullponttárolókA Szerszámkorrekció fogalmaA Szerszámkorrekció meghatározásaA Szerszámkorrekció megadása a szerszámgépeken, szerszámkorrekció-tárakA Pozíciókijelző jelentése a szerszámgépekenB CNC-program fogalma, a programok felépítéseA Relatív szerszámmozgásB DIN 66025 szabvány utasításaiB Élsugárkorrekció és alkalmazásának szabályaiB Marósugárkorrekció és alkalmazásának szabályaiB Technológiai információk programozásaB Egyszerű megmunkáló programok írásaA CNC-megmunkálógép kezelőelemeiA KezelőpanelekA Kijelző és állapotát meghatározó gombokA Munkadarabbefogók kezeléseA Munkatér és védelmeA Biztonsági elemek
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
A Mozgatás szabályai, végrehajtásaB Az üzemmód kiválasztásaB BeállításokB A programszerkesztés szabályaiB SzerkesztőbillentyűkB A szerkesztés végrehajtásaA Az ellenőrzés paramétereinek beállításaA A grafikus ellenőrzés szabályaiA Az ellenőrzés végrehajtásaB Az ellenőrzés paramétereinek beállításaB A szárazfuttatás szabályaiB Az ellenőrzés végrehajtásaA Az automatikus programfuttatás szabályaiA Programmegszakítás és újraindítás szabályaiB A soros adatátviteli rendszer alkalmazásának szerepeC Az adatátviteli rendszer felépítéseC Adatátvitel a számítógépről a CNC-szerszámgépreC Adatátvitel a CNC-szerszámgépről a számítógépreB Ciklusok alkalmazásának szerepe a CNC-esztergagépekenC Alprogramtechnika alkalmazásának szerepeC Alprogramok alkalmazásának eseteiC Alprogramok szervezése, hívása, zárásaC ForgatásC TükrözésC LéptékezésC Szerszámkorrekció módosítása programból
A szint megjelölésével a szakmai készségek:1 Elemi szintű számítógéphasználat4 Információforrások kezelése5 Elemi számolási készség4 Mennyiségérzék5 Szerszámgépek használata4 Pozicionálás a szerszámgépeken5 Grafikus ellenőrzés4 Folyamatképesség vizsgálata
Személyes kompetenciák:PontosságÖnállóságDöntésképességFelelősségtudatTérlátás
Társas kompetenciák:HatározottságKezdeményezőkészségKapcsolatteremtő készség
Közérthetőség
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Módszerkompetenciák:Ismeretek helyénvaló alkalmazásaEmlékezőképesség (ismeretmegőrzés)Kreativitás, ötletgazdagságLogikus gondolkodásRendszerezőképességGyakorlatias feladatértelmezés
A feladat végrehajtásának körülményei
Gépiforgácsoló tanműhely
Megengedett eszközök Mérőeszköz Szerszám CNC szerszámgépek
Útmutató a vizsgázó számára Tanulmányozza a dokumentációt. Végezze el a feladat leírásban megadott feladatot! Ügyeljen a balesetmentes munkavégzésre!
MINTA gyakorlati modulvizsga feladat
31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
A feladat leírása CNC-esztergagépnél
1.) Írja be a programot a CNC-esztergavezérlőbe, majd mentse ki azt PC-re!2.) Tesztelje a programot kikapcsolt tengelymozgások nélkül!3.) Végezze el a programban a szükséges módosításokat!
4.) Ellenőrizze a vezérlő hibamentes állapotát!Közbülső vizsgatevékenység (lásd a „CNC-felszerszámozás, korrekciók beírása” vizsgarészt): 1. Végezze el a szerszámok kiválasztását a CNC-szerszámtervnek megfelelően!2. Határozza meg a munkadarab nullpontját a CNC-felfogási tervnek megfelelően! Amennyiben
gépen belüli szerszámbemérést végez, a nullpontfelvétel a beméréssel együtt történik (lásd: 4. pont). Külső bemérés esetén vegye fel a munkadarabnullpontot a szerszám vonatkoztatási pontjával!
3. Szerelje be a szerszámokat a gépbe!4. Mérje be a szerszámokat, vagy - amennyiben külső szerszámbemérés van kiépítve - írja be a
bemérőtől kapott korrekciós értékeket!
A közbülső vizsgatevékenységet követő tesztelés: 5.) Ellenőrizze a szerszámkorrekciókat, valamint a nullponteltolási értéket; majd tesztelje
a programfutást munkadarab nélkül és eltolt koordinátákkal)!
Figyelem! Tengelymozgások mellett történő tesztelő futtatást (beszerelt szerszámokkal, munkadarab nélkül vagy eltolt koordinátákkal) kizárólag a nullpontfelvételt és a szerszámkorrekciók beadását követően szabad végezni (a 4. vizsgarész elvégzése után)!
(Figyelem! Használható más CNC-programlap és felfogási terv is.)
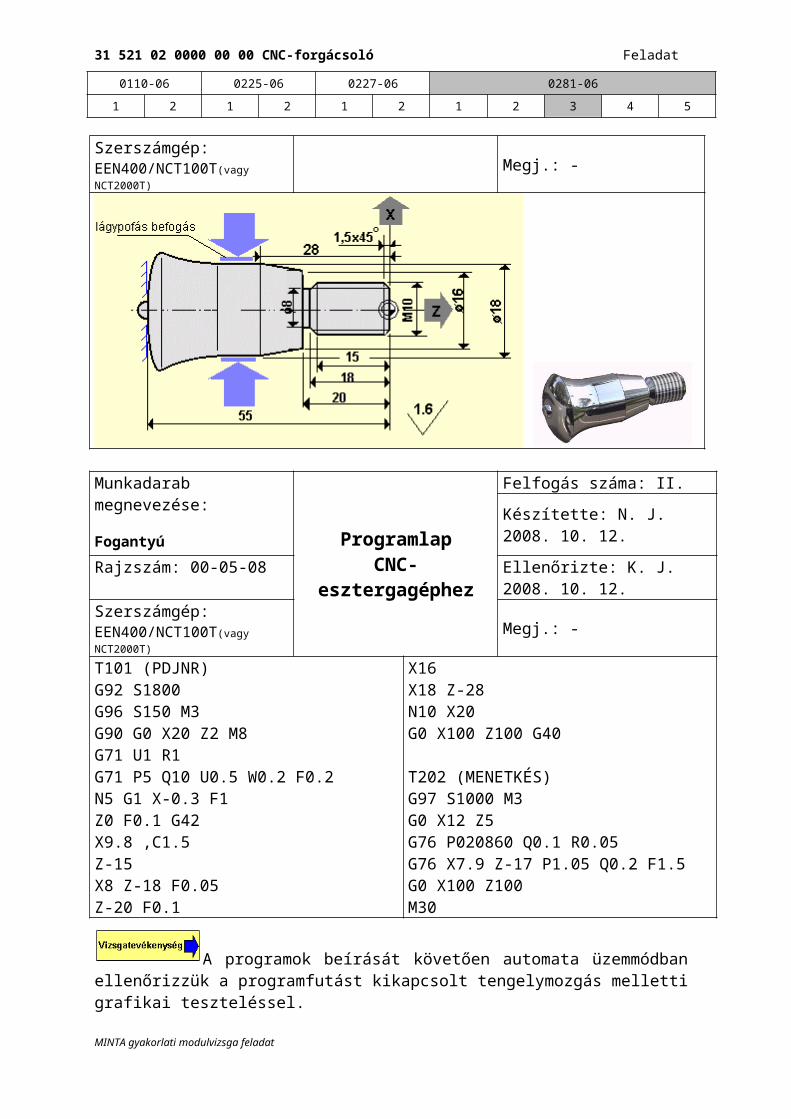
Munkadarab megnevezése:Fogantyú Felfogási terv
CNC-esztergagéphez
Felfogás száma: II. Készítette: N. J. 2008. 10. 10.
Rajzszám: 00-05-08 Ellenőrizte: K. J. 2008. 10. 11.Szerszámgép: EEN400/NCT100T(vagy NCT2000T)
Megj.: -
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Munkadarab megnevezése:
Fogantyú ProgramlapCNC-esztergagéphez
Felfogás száma: II.
Készítette: N. J. 2008. 10. 12.
Rajzszám: 00-05-08 Ellenőrizte: K. J. 2008. 10. 12.Szerszámgép: EEN400/NCT100T(vagy NCT2000T)
Megj.: -
T101 (PDJNR)G92 S1800G96 S150 M3G90 G0 X20 Z2 M8G71 U1 R1 G71 P5 Q10 U0.5 W0.2 F0.2N5 G1 X-0.3 F1Z0 F0.1 G42 X9.8 ,C1.5Z-15X8 Z-18 F0.05Z-20 F0.1
X16X18 Z-28N10 X20G0 X100 Z100 G40
T202 (MENETKÉS)G97 S1000 M3G0 X12 Z5G76 P020860 Q0.1 R0.05G76 X7.9 Z-17 P1.05 Q0.2 F1.5G0 X100 Z100M30
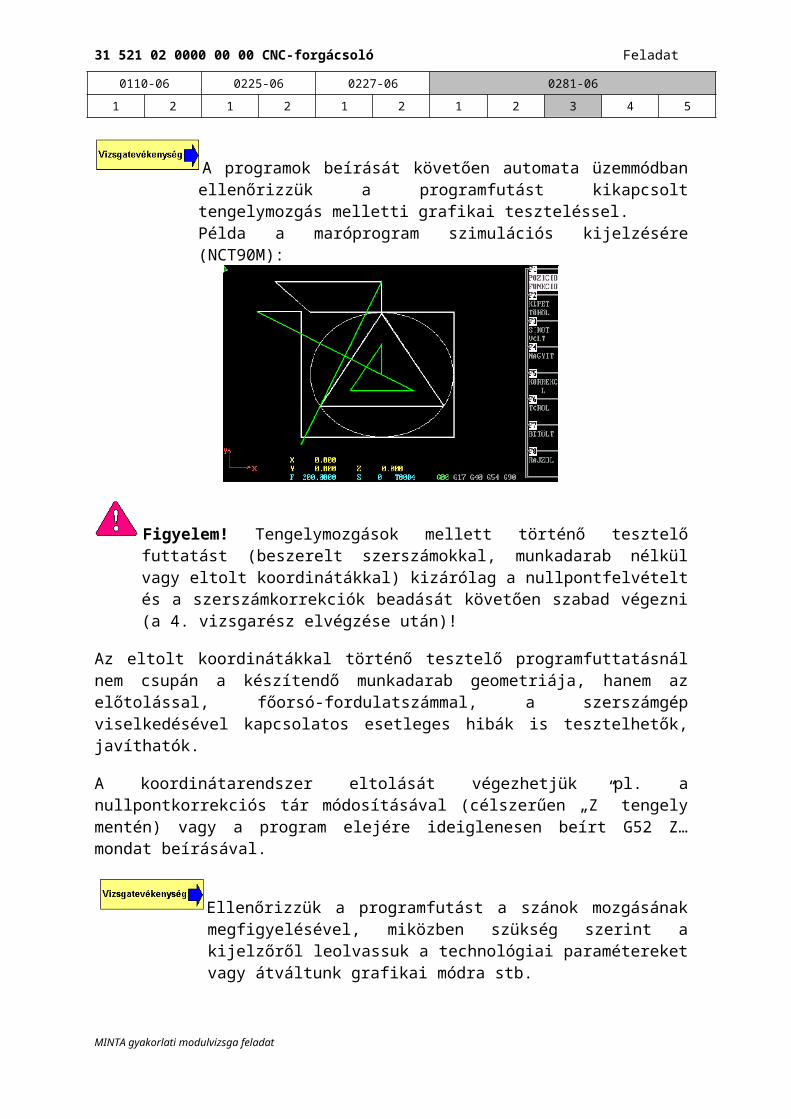
A programok beírását követően automata üzemmódban ellenőrizzük a programfutást kikapcsolt tengelymozgás melletti grafikai teszteléssel.Példa az esztergályos program szimulációs kijelzésére (NCT 100T):
Figyelem! Tengelymozgások mellett történő tesztelő futtatást (beszerelt szerszámokkal, munkadarab nélkül vagy eltolt koordinátákkal) kizárólag a nullpontfelvételt és a szerszámkorrekciók beadását követően szabad végezni (a 4. vizsgarész elvégzése után)!
MINTA gyakorlati modulvizsga feladat
31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Az eltolt koordinátákkal történő tesztelő programfuttatásnál nem csupán a készítendő munkadarab geometriája, hanem az előtolással, főorsó-fordulatszámmal, a szerszámgép viselkedésével kapcsolatos esetleges hibák is tesztelhetők, javíthatók.
A koordinátarendszer eltolását végezhetjük pl. a nullpontkorrekciós tár módosításával (célszerűen „Z” tengely mentén) vagy a program elejére ideiglenesen beírt G52 Z… mondat beírásával.
Ellenőrizzük a programfutást a szánok mozgásának megfigyelésével, miközben szükség szerint a kijelzőről leolvassuk a technológiai paramétereket vagy átváltunk grafikai módra stb.
Az első darab „éles” forgácsolását mondatonkénti módban kell végezni (célszerűen ráhagyás beállításával a szerszámkorrekcióknál) annak érdekében, hogy a szerszámgép minden soron következő lépésének következményét előre felmérhessük. Ez a tesztelési lépés a vizsgarésznél elhagyandó, mivel a vizsgán az instruktor által véglegesített programot futattunk, mely a biztonság érdekében egy másik progamazonosító alatt memóriavédelem alatt áll (ugyancsak duplikálhatók a szerszámkorrekciós értékek is). A mondatonkénti „éles” futtatásra vonatkozóan a vizsgabizottság kérdést tehet fel a hallgatónak.
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
A feladat leírása CNC-marógépnél
1.) Írja be a programot a CNC-maró (megmunkáló központ) vezérlőjébe, majd mentse ki azt PC-re!
2.) Tesztelje a programot kikapcsolt tengelymozgások nélkül!3.) Végezze el a programban a szükséges módosításokat!4.) Ellenőrizze a vezérlő hibamentes állapotát!
Közbülső vizsgatevékenység (lásd a „CNC-felszerszámozás, korrekciók beírása” vizsgarészt): 1. Végezze el a szerszámok kiválasztását a CNC-szerszámtervnek megfelelően!2. Határozza meg a munkadarab nullpontját a CNC-felfogási tervnek megfelelően! Amennyiben
gépen belüli szerszámbemérést végez, a nullpontfelvétel a beméréssel együtt történik (lásd: 4. pont). Külső bemérés esetén vegye fel a munkadarabnullpontot a szerszám vonatkoztatási pontjával!
3. Szerelje be a szerszámokat a gépbe!4. Mérje be a szerszámokat, vagy - amennyiben külső szerszámbemérés van kiépítve - írja be a
bemérőtől kapott korrekciós értékeket!
A közbülső vizsgatevékenységet követő tesztelés:5.) Ellenőrizze a szerszámkorrekciókat és a nullponteltolást, majd tesztelje a
programfutást munkadarab nélkül és eltolt koordinátákkal!
Figyelem! Tengelymozgások mellett történő tesztelő futtatást (főorsóban lévő szerszámokkal, munkadarab nélkül vagy eltolt koordinátákkal) kizárólag a nullpontfelvételt és a szerszámkorrekciók beadását követően szabad végezni (a 4. vizsgarész elvégzése után)!
(Figyelem! Használható más CNC-programlap és felfogási terv is.)
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Munkadarab megnevezése:Lap1
Felfogási tervCNC-marógéphez
Felfogás száma: I. Készítette: N. J. 2008.10.10.
Rajzszám: 00-01-08 Ellenőrizte: K. J. 2008. 10.11.
Szerszámgép: FV30/NCT2000M (vagy NCT90M)
Megj.: -
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Munkadarab megnevezése:Lap1 Programlap
CNC-marógéphez
Felfogás száma: I. Készítette: N. J. 2008. 10. 12.
Rajzszám: 00-01-08 Ellenőrizte: K. J. 2008. 10. 12.Szerszámgép: FV30/NCT2000M (vagy NCT90M)
Megj.: alapanyag: ALMGSI
%O0020T1 (D20 SZÁRMARÓ)G54 G90 S450 M3 G43 G0 Z20 H1 M8G0 X45 Y105G1 Z-2 F1000G1 F100 Y85 G42 D1G1 X79.64 Y25G1 X10.36 G1 X45 Y85G1 Y105 G40 F1000
G1 Z-4 G1 Y85 F100 G41 D1 G2 J-40G1 Y105 G40 F1000
X-15 Z-6X5 Y85 F100 G41 D1X85Y5X0Y86X-25 G40 F1000
T2 (KÖZP.FÚRÓ-SÜLLYESZT IS)
S1500 M3G43 G0 Z50 H2 G81 X45 Y45 R3 Z-4 F80 Y65X27.68 Y35X62.32G80
T3 (D6.8 CSF)S1000 M3G43 G0 Z50 H3G81 X45 Y45 R3 Z-16 F80 Y65X27.68 Y35X62.32G80T4 (M8 MENETFÚRÓ)S600 M3G43 G0 Z50 H4G84 X45 Y45 R5 Z-12 F750G80
G53 G0 Z0 M5 M9M30%
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
A programok beírását követően automata üzemmódban ellenőrizzük a programfutást kikapcsolt tengelymozgás melletti grafikai teszteléssel.Példa a maróprogram szimulációs kijelzésére (NCT90M):
Figyelem! Tengelymozgások mellett történő tesztelő futtatást (beszerelt szerszámokkal, munkadarab nélkül vagy eltolt koordinátákkal) kizárólag a nullpontfelvételt és a szerszámkorrekciók beadását követően szabad végezni (a 4. vizsgarész elvégzése után)!
Az eltolt koordinátákkal történő tesztelő programfuttatásnál nem csupán a készítendő munkadarab geometriája, hanem az előtolással, főorsó-fordulatszámmal, a szerszámgép viselkedésével kapcsolatos esetleges hibák is tesztelhetők, javíthatók.
A koordinátarendszer eltolását végezhetjük pl. a nullpontkorrekciós tár módosításával (célszerűen „Z” tengely mentén) vagy a program elejére ideiglenesen beírt G52 Z… mondat beírásával.
Ellenőrizzük a programfutást a szánok mozgásának megfigyelésével, miközben szükség szerint a kijelzőről leolvassuk a technológiai paramétereket vagy átváltunk grafikai módra stb.
Az első darab „éles” forgácsolását mondatonkénti módban kell végezni (célszerűen ráhagyás beállításával a szerszámkorrekcióknál) annak érdekében, hogy a szerszámgép minden soron következő lépésének következményét előre felmérhessük. Ez a tesztelési lépés a vizsgarésznél elhagyandó, mivel a vizsgán az instruktor által véglegesített programot futattunk, mely a biztonság érdekében egy másik progamazonosító alatt memóriavédelem alatt áll (ugyancsak duplikálhatók a szerszámkorrekciós értékek is). A mondatonkénti „éles” futtatásra vonatkozóan a vizsgabizottság kérdést tehet fel a hallgatónak.
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
A soros adatkommunikáció (progam PC-re mentése) elvégzésének ismeretei(segédlet a feladatrész elvégzéséhez)A véglegesített („belőtt”) CNC-programot a vezérlő USB-portján keresztül (ha kiépített) vagy RS232-es soros adatkommunikáció segítségével archiválhatjuk (kivéve a hazánkban még jelentős számban működő HUNOR vezérlőcsaládot, ahol csak utólag kiépíthető az RS232) egy megfelelő kommunikációs program segítségével.
A soros adatátviteli lehetőség a CNC-technikában az alábbiakat biztosítja:
Egyrészt az előre megírt, esetleg személyi számítógépes szimulációs programmal tesztelt program bevitele végezhető a CNC-vezérlés memóriájába; másrészt a tesztelt, véglegesített CNC-program PC-re történő kihozatalára és a PC-n vagy valamilyen háttértáron történő archiválásra szolgál.
FONTOS: A WORD szövegszerkesztővel írt programot „Csak szöveg”-ként kell menteni annak érdekében, hogy txt kiterjesztésű fájlt kapjunk (a text fájl attribútumai szükségesek, ellenkező esetben kommunikációs hibajelzést kapunk). A txt formátumú fájl a betöltés előtt átnevezendő az adott vezérlés által megkövetelt NCT, FAC, NC stb. formátumúra (továbbra is txt jellegű marad!) és felhasználható a betöltéshez, ügyelve a formai előírásokra (pl. NCT és FANUC vezérlőknél a program %-tól %-ig tart, az első % után szünet nélkül O, majd szünet nélkül 4 db számjegy következik, mint programazonosító: %O0020, majd a program mondatait követő záró%).
Az RS232-es soros adatátviteli csatlakozó (CNC-gép) és a PC COM2 (vagy COM1-es) soros portja közötti összekötetés soros adatátviteli kábellel történik (kereskedelemben nem kapható, mivel vezérlésenként más).
A kommunikáció végzéséhez kommunikációs programra is szükség van.
Az iparban az NCT vezérlőkhöz általában az NCTC.exe programot használjuk, míg más vezérlésekhez általánosan használt pl. a V24.exe program (használhatók más kommunikációs programok is).
Az adatátvitel szigorú szabályainak összességét a „PROTOKOLL” tartalmazza.
A protokollban állítjuk be pl. az alábbi adatátviteli alapadatokat:
Átvitel sebessége (ún. baud érték) bit/sec-ban (4800 vagy 9600 stb.)
STOP bitek száma (egy vagy 2)
Bitek száma a keretben (FRAME-ban): 7 vagy 8
Paritás: páros (EVEN) vagy páratlan (NO), mely az átvitt bitek ellenőrzésére szolgál.
Megszakítás: automatikus vagy kézi… stb.
MINTA gyakorlati modulvizsga feladat

31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Az adatátviteli és kábelkötési adatok valamennyi típusú CNC-vezérlőhöz az internetről letölthetők. A honlap címe: http://www.aggsoft.com/sitemap.htm
Az átvitelnél mindig a vevőt tesszük először fogadóképessé a kommunikáció terén!
A vizsgarészben a „programkihozatal PC-re” jelenti a feladatot, ezért először a PC-n kell fogadóképessé tenni a kommunikációs programot, és csak utána indítani az adást a vezérlőnél.
Mivel az adatátvitel viszonylag magas jelfeszültségen történik, műhelykörülmények között (hosszú kábeleket használva is) biztonságosan átvihetők az adatok.
NCT vezérlőknél a szükséges előkészületek elvégzése után a „Mentés/Tedd” vagy a „Betölt/Tedd” parancsokkal indítjuk a program kimentését, ill. betöltését.
FANUC vezérlőknél az EDIT üzemmódon belüli LIBRARY kijelzésnél indítható a mentés vagy betöltés.
Kapcsolódó információ: A V24.exe vagy az NCTC.exe program nemcsak NC program áttöltésére, hanem DNC forgácsoláshoz is használható, amikor a CNC-vezérlő puffer tárjába dinamikusan töltődik be PC-ről az általában CAM-eljárásal készült program (hosszú CAM-programokhoz ajánlott).
Ha a V24.exe programot használja, a két egység csatlakoztatását követően futtassa a kommunikációs programot, majd válassza ki a vezérlést!
MINTA gyakorlati modulvizsga feladat
31 521 02 0000 00 00 CNC-forgácsoló Feladat
0110-06 0225-06 0227-06 0281-06
1 2 1 2 1 2 1 2 3 4 5
Válassza ki a kommunikáció irányát (küldés vagy vétel), írja be a menteni kívánt program azonosítóját (pl. O0020.FAC), és indítsa a PC-nél a mentést!
Csak ezt követően indítsa a vezérlőnél a programkivitelt (ENTER)!
FIGYELEM! Ha a vizsgán használt vezérlőnél a gyártó által kiépített kommunikációs mód van kiépítve (pl. Sinumerik 840D floppy egysége vagy NCT 100T/M USB-port+Few kommunikációs programja, HUNOR vezérlők magnetofonszalagra történő mentési lehetősége stb.); a vizsgázó végezheti a vizsgatevékenységet azokkal, de ismernie kell az RS232 lehetőséget is.
MINTA gyakorlati modulvizsga feladat