00-cubierta f-dic.07 nº2 - pedeca.espedeca.es/wp-content/uploads/2012/02/fundipress_31.pdf · los...
TRANSCRIPT

MA
YO
2011
•N
º31
FUN
DI
PRES
S


1
Director: Antonio Pérez de CaminoPublicidad: Carolina AbuinAdministración: María González OchoaDirector Técnico: Dr. Jordi TarteraColaboradores: Inmaculada Gómez, José Luis Enríquez,
Antonio Sorroche, Joan Francesc Pellicer,Manuel Martínez Baena y José Expósito
PEDECA PRESS PUBLICACIONES S.L.U.Goya, 20, 4º - 28001 Madrid
Teléfono: 917 817 776 - Fax: 917 817 126www.pedeca.es • [email protected]
ISSN: 1888-444X - Depósito legal: M-51754-2007
Diseño y Maquetación: José González OteroCreatividad: Víctor J. RuizImpresión: Villena Artes Gráficas
D. ManuelGómez
D. Ignacio Sáenz de Gorbea
Asociaciones colaboradorasPor su amable y desinte-resada colaboración en laredacción de este núme-ro, agradecemos sus in-formaciones, realizaciónde reportajes y redacciónde artículos a sus autores.
FUNDI PRESS se publicanueve veces al año (excep-to enero, julio y agosto).
Los autores son los úni-cos responsables de lasopiniones y conceptospor ellos emitidos.
Queda prohibida la repro-ducción total o parcial decualquier texto o artícu-los publicados en FUNDIPRESS sin previo acuerdocon la revista.
Editorial 2Información
• Boletín Técnico F.E.A.F. (Parte I) - Noticias publicadas en el Boletín Técnico de la FEAF - FederaciónEspañola de Asociaciones de Fundidores del mes de Marzo 2011 6
• Nuevo socio de FUNDIGEX - AMFEX 18• CUMBRE 2011 avanza con un programa muy dinámico 20• Creación de Labecast: Foundry Engineering & Services - Por José Ramón Guridi 22• BARALDI 28• Promeos, especialista en procesos térmicos 30• La UE regula las condiciones para que chatarras de hierro, acero y aluminio dejen de ser residuo -
Por Confemetal 32• De la colada a la pieza elaborada 36• Mezcladora de alto rendimiento para el proceso de resina fría 38• Máquinas de rebabado automático Koyama 40• Fascinación por la Fundición - Por MAGMA 44• Tejidos técnicos - Por Fernando Castejón Martínez 46• Válvula ProVac® Ultra SONIC - Por Jordi Algueró 48• Eirich: Preparación de arenas con la mejor calidad 50• Granalladora automática de gancho OMSG para fundiciones, modelo CAPRI 38/52 STRM 52• Principios de la Colada continua - Por HORMESA 54• Empresas en GIFA, METEC, THERMPROCESS y NEWCAST 56• Inventario de Fundición - Por Jordi Tartera 60Guía de compras 61Índice de Anunciantes 64
Sumario • MAYO 2011 - Nº 31
Nue
stra
Port
ada
Asociación de Amigosde la Metalurgia
Loramendi expondrá en la feriaGifa 2011 (Hall 16, Stand 16F52)dos instalaciones de última ge-neración que corresponden asus líneas de negocio de mache-ría y moldeo. En concreto, unacélula de fabricación de machoscon un proceso inorgánico y unamáquina de moldeo vertical sincaja. El tercer negocio de Lora-mendi, Service, lo constituye elsuministro de piezas de repues-to así como el retroffiting de má-
quinas. Aurrenak por su parteexpone en el mismo stand (Hall16, Stand 16F52) el utillaje relati-vo a la instalación de macheríainorgánica y además completasu gama de fabricacción de uti-llajes de fundicón de hierro conaquellos para la colada de alumi-nio por gravedad, baja presión einyección.
www.loramendi.com
www.aurrenak.com
Asociación Española de Exportadoresde Maquinaria, Productos y Servicios
para la Fundición

GIFA 2011Aunque ya hace algunas Gifas que dije que era la última, esta vezno tengo claro si asistiré o no. Pequeños problemas de salud (queno de dinero y amor) me hacen dudar si debo o no debo ir.
¿Qué me gustaría ver en la GIFA? Los que estamos convencidosde que para las aleaciones ligeras el moldeo semisólido es lagran solución, nos gustaría ver instalaciones, ya sea de NewRheocasting, Thixocasting, SLC, SSR, CS, LSC SEED, CRP o las si-glas que sean, pero que nos demuestren que el semisólido ya esuna realidad.
Hace demasiadas Gifas que el moldeo no avanza. ¿Veremos algonuevo en moldeo químico? ¿Nos convencerán de que podemosllenar contragravedad todo tipo de moldes?
Los que sí estarán abundantemente representados son los pro-gramas de simulación ¿Conseguiremos simularlo todo de verdad?
Nuevos tratamientos para aleaciones de aluminio y magnesio¿nos harán olvidar que todavía no hemos conseguido fundir ycolar estas aleaciones sin óxidos ni bi-fims?
Muchas preguntas y más queme olvido, y cuyas respuestasdebiéramos encontrarlas en laGIFA. Si nos vemos tomandocerveza en el Alt Stad, lo comen-taremos. Si no es así, espero quealguien nos lo cuente en FUNDIPress.
Jordi Tartera
Editorial / Mayo 2011
2
Editorial




AFV, ELEGIDA PARA PARTICIPAREN EL COMITÉ DIRECTORDE LA INICIATIVA INTERCLUSTER
En la actualidad existen en el País Vasco 11 Clus-ters y 9 Preclusters, reconocidos como tales por elDepartamento de Industria, Innovación, Comercioy Turismo del Gobierno Vasco:
CLUSTER
Agrupación de empresas interconectadas y de ins-tituciones en un determinado área con cierta pro-ximidad geográfica y que están vinculadas a travésde elementos comunes y complementariedades,cuyo objeto es fomentar la cooperación interem-presarial, así como la mayor vinculación entre lasempresas y las infraestructuras científicas y tecno-lógicas, junto con el soporte de la AdministraciónPública.
• ACEDE – Agrupación Cluster de Electrodomésti-cos de Euskadi.
• ACICAE – Cluster de Automoción de Euskadi.
• ACLIMA – Asociación Cluster de Industrias deMedio Ambiente de Euskadi.
• AFM – Asociación Española de Fabricantes deMáquina Herramienta.
• EIKEN – Asociación Cluster Audiovisual de Eus-kadi.
• ENERGIA – Asociación Cluster de Energía.
• FMV – Foro Marítimo Vasco.
• GAIA – Asociación de Industrias de las Tecnolo-gías Electrónicas y de la Información del PaísVasco.
• HEGAN – Asociación Cluster de Aeronáutica y Es-pacio del País Vasco.
• Asociación Cluster del Papel de Euskadi.
• UNIPORT-Cluster del Puerto de Bilbao.
PRECLUSTER
Agrupaciones de empresas, con personalidad jurí-dica propia, cuyo objeto es incrementar la compe-titividad de sus empresas en un determinado sec-tor a través de la cooperación interempresarial.Una vez consolidados los preclusters se estableceque puedan pasar a ser clusters prioritarios.
• AFV – Asociación de Fundidores del País Vasco yNavarra.
• Asociación de Artes Gráficas de Vizcaya.
• Cluster de la Alimentación de Euskadi.
• Asociación Basque Bioscience Cluster.
• HABIC – Cluster del Habitat y el Contract.
• ERAIKUNE – Cluster de la Construcción de Euska-di.
• HERRAMEX – Asociación Española de Fabricantesde Herramientas de Mano.
• SIDEREX – Asociación Española de Exportadoresde Productos e Instalaciones Siderúrgicas.
• SIFE – Sociedad Industrias Forjas por Estampa-ción.
Información / Mayo 2011
6
Boletín Técnico F.E.A.F. (Parte I)Noticias publicadas en el Boletín Técnico de la FEAF -Federación Española de Asociaciones de Fundidoresdel mes de Marzo 2011

Información / Mayo 2011
8
por Estampación) esta posibilidad, y para ello sehan mantenido las siguientes reuniones:
• Reuniones entre las gerencias de ambas entida-des Precluster.
• Reunión conjunta con los Gerentes y Presidentesde ambas entidades.
• Reunión conjunta de los Gerentes y Presidentesde ambas entidades con la Dirección de Planifi-cación y Estrategia del Departamento de Indus-tria, Innovación, Comercio y Turismo del Gobier-no Vasco.
Por otro lado, la AFV continúa manteniendo reu-niones periódicas con FUNDIGEX cara a aunar si-nergias entre las dos entidades en el área de Inter-nacionalización.
CONVENIO DE COLABORACIÓNDE LA FEAF/AFV E IHOBE
LA FEDERACIÓN ESPAÑOLA DE ASOCIACIONES DEFUNDIDORES (FEAF) se ha adherido al "PROGRAMADE ECOEFICIENCIA EN LA EMPRESA VASCA 2010-2014" mediante la firma de un CONVENIO con laSociedad Pública de Gestión Ambiental del Gobier-no Vasco, IHOBE, como Secretaría Técnica de dichoPrograma.
El pasado 25 de Noviembre, el Director General deIhobe, Fernando Barrenechea, e Ignacio Sáenz deGorbea, Director General de la Federación Españolade Asociaciones de Fundidores (FEAF), ratificaronen Bilbao la firma de un convenio de colaboraciónmediante el cual se formaliza la adhesión de la FE-AF/AFV al Programa de Ecoeficiencia en la Empre-sa Vasca 2010-2014, adquieriendo esta Asociaciónun compromiso de extender los servicios del cita-do programa entre sus empresas asociadas.
Cara al ejercicio 2011, desde el Departamento deIndustria, Innovación, Comercio y Turismo del Go-bierno Vasco se ha puesto en marcha la INICIATI-VA INTERCLUSTER que tiene como fin último abor-dar retos estratégicos a través de la cooperaciónentre las empresas de los distintos clusters y pre-clusters.
Para hacer operativo su funcionamiento, el Gobier-no Vasco acordó elegir un Comité Director forma-do por 4 representantes de los distintos Clusters y1 representante de los distintos Preclusters y así,con fecha 11/03/11 se eligió entre todos los clustersy preclusters el siguiente Comité Director:
OBJETIVO
Establecer, con el apoyo de un consultor como di-namizador, el funcionamiento interno y la formade abordar la Iniciativa Intercluster.
• Dirección de Planificación y Estrategia del Go-bierno Vasco.
• ACLIMA, Asociación Cluster de Industrias de Me-dio Ambiente de Euskadi.
• AFM, Asociación Española de Fabricantes de Má-quinas-Herramienta.
• GAIA, Asociación de Industrias de las TecnologíasElectrónicas y de la Información del País Vasco.
• HEGAN, Asociación Cluster de Aeronáutica y Es-pacio del País Vasco.
• AFV, Asociación de Fundidores del País Vasco yNavarra.
ACTIVIDADES DEL PRECLUSTERDE FUNDICIÓN
La AFV continúa trabajando activamente en los si-guientes áreas, al objeto de que sea reconocida acorto plazo como Cluster:
• Tecnología.
• Innovación / Excelencia en la Gestión.
• Internacionalización.
• Desarrollo Sostenible.
• Estratégica Sector.
• Genérica.
Tras la sugerencia del Gobierno Vasco de analizarla posibilidad de constituir un Cluster entre Forja yFundición, se ha comenzado a analizar conjunta-mente con SIFE (Sociedad de Industrias de Forja


Información / Mayo 2011
10
El objetivo del "Programa de Ecoeficiencia en laEmpresa Vasca 2010-2014", es incrementar la com-petitividad de las empresas vascas mediante lamejora de su comportamiento ambiental, basán-dose en acuerdos de colaboración publico-privada.Este Programa incluye entre otros, servicios de for-mación ambiental avanzada en ecodiseño y edifi-cación sostenible, asesoramientos ambientales enplanta, realización de talleres de formación paraempresas, organización de Grupos de trabajo deempresas para la resolución de problemáticas co-munes, actividades de difusión, etc.
Mediante la firma de este convenio de colabora-ción y su adhesión al Programa de Ecoeficiencia, laFEAF/AFV se compromete a sensibilizar y gestio-nar administrativa y económicamente el servicio"Acción Ecoeficiente", promocionar e impulsar laparticipación en el Programa de Ecoeficiencia delas Pymes y Micropymes de su ámbito de influen-cia, buscar financiación adicional para la puesta enmarcha de proyectos de eco-eficiencia y eco-inno-vación, así como llevar a cabo un PROYECTO DEDEMOSTRACIÓN DE VALORIZACIÓN DE FINOS YARENAS DE MOLDEO QUÍMICO EN LA FABRICA-CIÓN DEL CEMENTO.
PRINCIPALES OBJETIVOS Y METAS
1. Promover la implantación de sistemas de ges-tión ambiental y ecodiseño.
2. Incorporar tecnologías más limpias y de requi-sitos ambientales en la gestión de compra delas empresas.
3. Reducir la emisión de gases de efecto inverna-dero (GEIs).
4. Aumentar la valorización de los residuos y re-ducir el consumo de materias primas.
Por su parte, Ihobe facilitará a las empresas vascasdel ámbito de la FEAF/AFV, financiación, herra-mientas de apoyo para tomar decisiones estratégi-cas y tecnológicas, y para la validación de los están-dares ambientales, e información y conocimientoambiental mediante servicios de formación.
REAL DECRETO 100/2011, de 28 deenero, por el que se actualiza elcatálogo de actividades potencialmentecontaminadoras de la atmósfera y seestablecen las disposiciones básicaspara su aplicación
El día 29 de enero de 2011 ha sido publicado el RealDecreto 100/2011, que tiene por objeto la actualiza-ción del catálogo de actividades potencialmentecontaminadoras de la atmósfera (CAPCA) del Ane-xo IV de la Ley 34/2007, de 15 de noviembre, de ca-lidad del aire y protección de la atmósfera.
El Catálogo de Actividades Potencialmente Conta-minadoras es el instrumento para la identificaciónde las diferentes actividades contaminantes y hasido, desde 1975, el medio básico empleado para elcontrol de este tipo de instalaciones. Mediante lanorma aprobada, este Catálogo se reestructura y serevisan en profundidad todas las actividades asig-nando un grupo (A-B-C), según su potencial conta-minador a aquéllas que requieren de un control in-dividual por parte de la administración. Tambiéndesarrolla los requisitos que deben cumplir paraminimizar y controlar las emisiones.
A través de la nueva normativa, el Gobierno ha cre-ado un marco legislativo más ambicioso simplifi-cando, adaptando y actualizando la Ley de Calidaddel Aire y Protección de la Atmósfera de 2007, Ley34/2007, permitiendo a las Comunidades Autóno-mas disponer de amplias competencias en su apli-cación, ya que han participado activamente en laelaboración del mismo.
Obligaciones
La norma se completa con el desarrollo de una se-rie de obligaciones generales de los titulares de lasinstalaciones, tales como la realización de contro-les de las emisiones, el mantenimiento de registrosde las medidas de contaminantes desarrolladas yla comunicación de la información relativa a las e-misiones y controles al órgano competente de suComunidad Autónoma.
Dicha norma no incluye valores límite de emisión,ni frecuencias de control, que serán fijados por lasCCAA, caso por caso, en la Autorización adminis-trativa.
Mantiene la clasificación en las letras A, B y C sibien la norma no distingue entre las obligacionespara actividades A o B. Establece dos regímenes di-ferenciados, autorización y notificación o comuni-cación, en función del tipo de actividad que desa-rrolle. Las actividades A y B están sometidas aautorización, las C a notificación. Se trata de ADE-CUAR el GRADO DE INTERVENCIÓN ADMINISTRA-TIVA sobre la instalación al POTENCIAL CONTAMI-NADOR total de la misma, SALVO QUE al desarrollo


ción de información sobre emisiones equivalen-tes a los previstos en el EU ETS (se prevé un trá-mite simplificado para las instalaciones que pro-medien menos de 5.000 t de CO2e anuales.
El objetivo de este Real Decreto es desarrollar laprevisión, teniendo siempre en cuenta que la deci-sión de exclusión de estas instalaciones corres-ponde a las Comunidades Autónomas, previo in-forme favorable del Ministerio de Medio Ambientey Medio Rural y Marino, y que en todo caso deberátramitarse ante la Comisión Europea.
Respecto de las medidas de seguimiento simplifi-cadas, el Real Decreto encomienda a la Comisiónde Coordinación de Políticas de Cambio Climáticola adopción de recomendaciones que permitancierta flexibilidad.
En cuanto a la aplicación de las medidas de mitiga-ción, se establecen 3 maneras para quedar exclui-do del EU ETS:
— Obligación de reducción mixta: aceptar la obli-gación de reducir las emisiones de la instalaciónen, al menos, un 21% respecto a las emisiones veri-ficadas de 2005 (siempre y cuando este año sea re-presentativo). Además, es necesario que las emi-siones de 2016 sean inferiores en, al menos, un14% respecto al año base. También es obligatorioentregar derechos de emisión por el exceso de e-misiones respecto a la obligación asumida.
— Entrega de derechos de emisión: entregar dere-chos de emisión por la diferencia entre las emisio-nes notificadas y la asignación gratuita de dere-chos de emisión que hubiera correspondido decontinuar en el EU ETS.
— Pago de un tributo a la emisión de CO2: pagarun tributo que grave la emisión de CO2 (cuya cuan-tía está por definir) por la diferencia entre las emi-siones notificadas y la asignación gratuita de dere-chos de emisión que hubiera correspondido decontinuar en el EU ETS.
Finalmente, y ante la entrada en vigor tardía de lasnormas comunitarias sobre las nuevas reglas de a-signación, el Real Decreto 301/2011, de 4 de marzo,introduce una disposición adicional sobre la asig-nación de derechos de emisión, al margen del pro-cedimiento de exclusión de pequeñas instalacio-nes, por el que se establece un plazo a partir de laentrada en vigor de las normas comunitarias paracompletar o mejorar las solicitudes de asignación yde exclusión, que en todo caso deberán haber sido
de la actividad le sea de aplicación la legislaciónsobre prevención y control integrado de la conta-minación (Ley IPPC 16/2002).
Las empresas incluidas en el ámbito de aplicaciónde la Ley IPPC están exentas de la legislación secto-rial. Ésta podrá servir como referencia para la auto-ridad a la hora de fijar los criterios de la Autoriza-ción Ambiental Integrada, pero mientras no semodifique la AAI, las actividades IPPC seguiráncumpliendo los requisitos marcados en la Autori-zación.
País Vasco
En este marco, el Gobierno Vasco está desarrollan-do el Proyecto de "Decreto para la regularizaciónde las instalaciones en las que se desarrollen acti-vidades potencialmente contaminadoras de la at-mósfera". Para la elaboración del Anteproyecto deDecreto, el Gobierno Vasco ha abierto las aporta-ciones al documento a toda la ciudadanía, paraque puedan compartir ideas e iniciativas que con-tribuyan a mejorar esta iniciativa.
La AFV ha participado en los borradores del Decre-to aportando información beneficiosa para el Sec-tor.
REAL DECRETO 301/2011, de 4 deMarzo, sobre medidas de mitigaciónequivalentes a la participación en elRégimen de Comercio de Derechos deEmisión a efectos de la exclusión deinstalaciones de pequeño tamaño
La nueva Disposición Adicional Cuarta de la Ley1/2005, de 9 de marzo, por la que se regula el co-mercio de derechos de emisión introducida por laLey 13/2010, de 5 de julio, establece la exención dedicho comercio para pequeños emisores u hospita-les, entendiendo por pequeños emisores las insta-laciones que hayan notificado a la autoridad com-petente emisiones inferiores a 25.000 toneladasequivalentes de dióxido de carbono y que tenganuna potencia térmica nominal inferior a 35 MW. A-simismo, la exclusión de estas instalaciones re-quiere el cumplimiento de las siguientes condicio-nes:
• Apliquen medidas de reducción equivalente a laprevista en el EU ETS.
• Implanten un sistema de seguimiento y notifica-
12
Información / Mayo 2011


presentadas de conformidad con los plazos previs-tos en la Ley 1/2005.
En la FEAF hay 4 fundiciones con hornos de cubilo-te afectadas por el comercio de emisiones. La FEAFcon el ánimo de apoyar a sus empresas, está cola-borando con el CAEF y con el Ministerio de Medio-ambiente a través del grupo de Cambio Climáticode CEOE, en todo lo relacionado con esta materia.
PAÍS VASCO. RESOLUCIÓN por la quese resuelve la convocatoria, para elejercicio 2010, sobre la concesión desubvenciones a empresas para larealización de inversiones destinadasal medioambiente
Doscientas empresas vascas han presentado untotal de 276 proyectos a la convocatoria de 2010 delrenovado Programa de subvenciones medioam-bientales a empresas vascas. Tras la publicacióndel Decreto 260/2010, de 19 de octubre, por el quese regula la concesión de subvenciones a empresaspara la realización de inversiones destinadas a laprotección del medio ambiente, la concesión de a-yudas se ha centrado en incentivar la superaciónde la normativa vigente y la inversión en eco-inno-vación.
Una de las novedades de la convocatoria 2010 hasido la posibilidad de obtener subvención bajo lascategorías de "procedimiento ordinario", de concu-rrencia competitiva y cuantificación por prorrateo,o "procedimiento simplificado", de concurrenciano competitiva.
Una vez analizadas y valoradas las solicitudes pre-sentadas de acuerdo al procedimiento ordinario, laViceconsejería de Medio Ambiente del GobiernoVasco ha resuelto subvencionar 70 proyectos, pre-sentados por 61 empresas, cuya ejecución suponeuna inversión total ligeramente superior a los 27millones de euros. Un 69% de las empresas sub-vencionadas son PYMES.
En cuanto a la distribución temática de estas ayu-das, un 32% del importe público aportado se hadestinado a subvencionar 18 proyectos de aire, un42% a 25 proyectos de residuos, un 21% a 13 pro-yectos de aguas, y el resto a diversos proyectos enmateria de suelos, ruido y otros estudios medio-ambientales.
Adicionalmente, se han otorgado ayudas a 50 em-presas vascas y 51 proyectos de acuerdo al procedi-miento simplificado, destinado a inversiones parasuperar la normativa vigente menores a 15.000 eu-ros, y ayudas a PYMES para financiar costes exter-nos de servicios de asesoramiento para la inscrip-ción en el registro EMAS, la implantación ycertificación de la Norma de Ecodiseño o ecoeti-quetas, o las adaptaciones necesarias para intero-perar con el Sistema de Gestión Integral de la In-formación Medioambiental IKS-eeM del GobiernoVasco.
SECTOR FUNDICIÓN
En total 9 fundiciones de AFV han presentado soli-citud de subvención al programa de ayudas, dentrodel procedimiento ordinario, habiendo sido resuel-tos favorablemente 13 proyectos de 8 fundiciones ydenegados otros 18 proyectos de 6 fundiciones. Acontinuación presentamos los datos de inversiónneta en comparación con 2009, refiriéndose “inver-sión neta” a los costes que se han entendido estric-tamente medioambientales.
PROCEDIMIENTO ORDINARIO
Inversión destinada a la protección del medioam-biente en el sector fundición Cuadro 1.
El porcentaje de subvención medio ha sido del24,80% para el sector de fundición y del 30,42% pa-ra el total de subvenciones concedidas (13 y 23%respectivamente en 2009).
Según lo que se recoge en el propio Decreto de sub-venciones, los porcentajes máximos de subven-
Cuadro 1
14
Información / Mayo 2011


• Monitorización en continuo de emisiones atmos-féricas.
• Reducción de emisiones de C02 y de generaciónde residuos en recuperación térmica de arenasde moldeo en fundición.
• Sustitución pinturas al disolvente por pinturas alagua.
• Decantador aguas pluviales.
• Reducción de las emisiones de gases efecto in-vernadero en tratamiento térmico de aceros defundición.
• Compresores de aire industrial.
• Instalación de silo de almacenamiento de finospara carga en cisterna y revalorización de resi-duo.
• Aumento de valorización del residuo no peligro-so, arena sobrante.
• Equipo de almacenamiento y dosificación de car-bón activo, etc.
Fruto de las conversaciones que ha mantenido laAFV con la Dirección de Calidad Ambiental del Go-bierno Vasco y de los compromisos establecidospor ambos para la valorización de arenas de fundi-ción, el Gobierno Vasco ha reservado para la con-vocatoria de 2011 una cantidad económica especí-fica para las fundiciones que tengan previstoacometer inversiones en valorización de arenas enlos próximos dos años, con el objeto de que el por-centaje de subvención para éstas sea significativo.La nueva convocatoria se publicará previsiblemen-te el próximo mes de mayo.
Esta cantidad que ha sido reservada por el Gobier-no Vasco para las fundiciones, se ha establecidotras el resultado de las conversaciones que la AFVha mantenido con sus empresas durante los últi-mos meses, en las que se ha concluido que un con-junto de 15 fundiciones tiene previsto acometer in-versiones destinadas a valorizar arenas, con unainversión de más de 3 millones y medio de euros.
ción dependen del tipo de inversión y también deltamaño de la empresa.
PROYECTOS VALORIZACIÓN ARENAS
Los datos relativos a los proyectos de valorizaciónde arenas que han sido subvencionados son los si-guientes del Cuadro 2.
PROCEDIMIENTO SIMPLIFICADO
Los proyectos que podían presentarse al procedi-miento simplificado, en términos generales eranproyectos de pequeño importe. El promedio delimporte de los proyectos presentados ha sido de9.800 euros y el promedio de la subvención conce-dida, del 46,80%. Ninguna empresa del Sector hapresentado solicitud al procedimiento simplifica-do.
PROYECTOS APROBADOSEN LAS FUNDICIONES
• Disminución de los niveles de ruido por debajodel límite legal.
Cuadro 2
16
Información / Mayo 2011


La empresa vasca “FASEG, S.A.” (Moldes y Mo-delos para Fundición) anuncia su incorpora-ción al programa de socios de la Asociación
Española de Exportadores de Maquinaria, Produc-tos y Servicios para Fundición (AMFEX), uniéndosede esta forma al exclusivo grupo de compañías yentidades comprometidas con el desarrollo deFUNDIGEX-AMFEX (52 fundiciones y 9 empresassuministradoras).
El programa para socios de AMFEX tiene como ob-jetivo fomentar las exportaciones y defender losintereses generales de todas sus empresas. Fueconstituida en el año 2005 y en la actualidad cuen-ta con 9 socios (ALJU, AURRENAK, AZTERLAN, FA-SEG, HORMESA, ILARDUYA, INSERTEC, LORAMEN-DI y URBAR INGENIEROS) que comprenden másdel 90% de las exportaciones del sector. En estosúltimos años, AMFEX, por su buen hacer y profe-sionalidad, se ha convertido en punto de referen-cia y de encuentro para todas las empresas fabri-cantes de Productos, Servicios y Equipos paraFundición.
FASEG, con más de 35 años de experiencia, es unaempresa líder en nuestro país en la fabricación demodelos y utillajes para fundición. Fabrica mode-los de hierro, aluminio, resina, para pequeña, me-diana y gran serie así como coquillas de gravedadpara aluminio.
Cuentan con un avanzado y profesional departa-mento técnico que trabaja con la última tecnología:
— Las aplicaciones de diseño CAD/CAM 3D más a-vanzadas para la concepción, desarrollo y me-canizado de los utillajes según las especifica-ciones de sus clientes;
— La técnica de Digitalización o Ingeniería Inversaque permite reproducir todo tipo de modelos sinnecesidad de tener el modelo matemático 3D;
En calidad de socios de AMFEX, FASEG podrá parti-cipar en todas las actividades organizadas por la A-sociación para la consecución de sus objetivos : Mi-siones Comerciales a diferentes países de interés,Encuentros Empresariales de compañías extranje-ras en España, Participaciones agrupadas en FeriasInternacionales del sector, etc.; y tendrá acceso atoda la información perteneciente a la Asociación:bases de datos de fundiciones extranjeras, basesde datos de competencia internacional, estudiosde mercado del sector, demandas concretas llega-das a nuestras oficinas, etc... Además, contará conel aporte económico de los distintos programas deapoyo que ofrece el ICEX (Instituto Español de Co-mercio Exterior), el Ministerio de Economía y otrosorganismos de carácter estatal, regional y local.
Información / Mayo 2011
18
Nuevo sociode FUNDIGEX - AMFEX


La campaña de Cumbre Industrial y Tecnológi-ca 2011 avanza ofreciendo un espacio muy di-námico con nuevas oportunidades a exposito-
res y visitantes. Más de 300 firmas han confirmadoya su participación en el certamen, entre ellas em-presas extranjeras procedentes de Francia, Portugal,Alemania, Marruecos, Túnez, Reino Unido, Repúbli-ca Checa y China, lista a la que próximamente se in-corporarán otros países.
Principalmente se trata de compañías que trabajanpara los sectores de automoción, ferroviario, aero-náutica, eólico, máquina-herramienta, electrodo-méstico, herramienta eléctrica, naval, fundicionesy médico-clínico, aunque la lista de actividades desus clientes es mucho más amplia.
Representantes de empresas, organizaciones sec-toriales y medios de comunicación están invitadosa participar en las recepciones que los responsa-bles de Cumbre, junto con las entidades colabora-doras – las propias Embajadas Española y France-sa, Ubifrance, ICEX, la Cámara Franco Española deComercio y Turismo y el Consejo Superior de Cá-maras- llevarán a cabo los días 21 de junio y 7 dejulio en Madrid y París, respectivamente.
La respuesta de Francia como “País Invitado de Ho-nor” está siendo muy satisfactoria, especialmentela de los fabricantes de sectores como el aeronáuti-co, aerospacial, ferroviario, eólico y maquinaria,quienes han mostrado una actitud muy positivarespecto a establecer contacto y analizar posibilida-des con empresas nacionales. En la lista se inclu-yen marcas como Airbus France, Alcatel Space, As-trium Satelites, Auvert et Duval, Dassault Aviation,EADS-Composites Aquitania y Space Transporta-tion, ETS Geroges Renault, Eurocast Reyrieux, Ford
Aquitaine Industries, Goodriche Aerospace, Lateco-ere, Messier Bugatti, Otis, Rockwell-Collins France,Siantronic Sarma, Siemens Vdo. Automotive, Tha-les-Avionics Electrical, Cryogenie y Systemes Aero-portes, en un conjunto de más de 70 registros.
En una apuesta clara por responder a las característi-cas de la demanda actual y abordar los retos queplantea, Cumbre ofrecerá un programa de jornadastécnicas y actividades paralelas en el que se trataránestas cuestiones, además de la innovación y la tecno-logía como grandes ejes de mejora. En el área técnica,el análisis se centrará en ámbitos como la fundición,la mecanización de piezas, los nuevos materiales ycomposites… Por primera vez, además, estos en-cuentros se organizarán en una “sala abierta” en elpropio pabellón, con el objetivo de fomentar la parti-cipación de todos los profesionales implicados.
Cumbre Industrial y Tecnológica se presentará elpróximo mes de septiembre como un foro de nego-cios de alto valor añadido. Para ello, su equipo or-ganizador ha planteado un diseño que está marca-do por las nuevas iniciativas como la figura delpaís de honor, el área de innovación, las jornadassobre diversificación, el catálogo-guía para com-pradores en la web, las herramientas de promo-ción para expositores y las aplicaciones online de-dicadas a la concertación de agendas.
Una política de precios favorable y la campaña devisitantes, que se está desarrollando en un conjun-to de 25 países, completan el perfil del certamen,cuyas tres grandes áreas son: Subcontratación, Au-tomatización y Trasmet. Esta última está relacio-nada con la maquinaria y el suministro para side-rurgia, fundición, forja, laminación y tratamientode superficies.
Información / Mayo 2011
20
CUMBRE 2011 avanzacon un programa muy dinámico

Doce años lleva LABEA Ingeniería y Serviciostratando de ayudar a las grandes siderur-gias a mejorar sus procesos, a ser un poco
más eficientes, a hacer un poco más llevadera ladifícil labor de sus responsables y el duro trabajode su equipo humano. Doce años, cuyo fruto es lapresencia de muchos equipos y soluciones LABEAen acerías del mundo entero, la amistad y la cola-boración con aceristas de más de 20 países.
Con este bagaje y tras larga deliberación interna, a-caba de nacer LABECAST, S.L., una nueva empresaque hereda el modo de ser, los conceptos, los cono-cimientos y los recursos de aquélla, y que pretendeponer toda su capacidad al servicio de las fundicio-nes para ser su pártner técnico, su cómplice y ami-go en el camino de la mejora continua, imprescin-dible en el exigente mundo industrial del siglo XXI.
Las armas que ponemos al servicio de las fundicio-nes son, por un lado, el conocimiento técnico y la
vasta experiencia en fundición de sus fundadores y,por otro, la profesionalidad y dinamismo de un gru-po de ingenieros que han adquirido ya la metodolo-gía en labores de diseño e ingeniería de detalle.
Además de nuestra oficina en Zuatzu (Donostia/SanSebastián), disponemos de un pabellón industrialpara realizar el control parcial o total de los equipos
Información / Mayo 2011
22
Creación de Labecast:Foundry Engineering & ServicesPPoorr JJoosséé RRaammóónn GGuurriiddii.. DDiirreeccttoorr TTeeccnnoollóóggiiccoo


Información / Mayo 2011
24
Nuestra labor es individual para cada cliente, he-cha a su medida, teniendo en cuenta sus particula-ridades y circunstancias individuales, abarcandodesde la captación del problema hasta el funciona-miento adecuado de la solución que hemos dise-ñado, calculado, fabricado y montado. Nuestrostécnicos son quienes ponen en servicio los equiposen casa del cliente y sólo cuando el resultado finalsea el correcto, damos por terminado el trabajo.
No tenemos talleres de fabricación propios, simple-mente somos fieles a una serie de talleres con losque tenemos un trato constante y una respuestapreferente y adecuada. No buscamos fabricacionesa miles de kilómetros, simplemente por abaratar unpoco el costo de fabricación del equipo. Tratamos deofrecer calidad máxima y un costo competitivo enbase a una estructura empresarial simple y a unadedicación profesional de quienes formamos Labe-cast, que compense esos ahorros que en muchas o-casiones comportan un notable deterioro de la cali-dad.
Queremos hacer mención expresa a nuestra “obse-sión” por la simplicidad: nuestros equipos son ne-
(pruebas de estanqueidad, ensayos, etc.), simulacio-nes y comprobación de programas informáticos,pruebas preliminares de prototipos, etc., tareas im-prescindibles para minimizar la duración y proble-mas inherentes a la puesta en marcha de cualquierequipo nuevo.
Las soluciones propuestas por Labecast son siem-pre adaptadas a la necesidad real e individual decada cliente y recorren todo el abanico de posibili-dades, desde el proyecto más pequeño hasta unanueva planta completa llave en mano, trabajandoinsertados en el equipo del cliente.
Nuestra intención es ayudar a nuestros clientesprincipalmente en:
• El incremento de su productividad.
• El ahorro en los consumos energéticos.
• La mejora de la calidad y reducción de rechazosen sus procesos.
• La automatización de sus procesos de manera ade-cuada a sus propias necesidades.
• La minimización del impacto medioambiental.
• La mejora de la seguridad del personal en lasfundiciones.
Somos y seremos independientes de los grandesconstructores de equipos de fundición, no tene-mos acuerdos ni ligazones con ninguno de ellos, locual nos permite una selección incondicional de lasolución y poder ofrecer un equipamiento óptimodesde el prisma técnico y económico del cliente.
Nuestra tarea comienza con la comprensión detalla-da de los problemas y necesidades que cada clientenos va suscitando. Esta etapa puede iniciarse a de-manda concreta del cliente o a través de las conclu-siones que un diagnóstico crítico del proceso pro-ductivo, llevado a cabo por nosotros, pudiera aflorar.


Información / Mayo 2011
modo inmediato, ponemos a disposición del merca-do. Principalmente, son los siguientes:
• Equipos automáticos para toma de temperaturay muestra para análisis químico en hornos de fu-sión (labetemp).
• Equipos de inyección coherente de oxígeno (la-bejet).
• Máquinas de limpieza de chatarra (labescrap).
• Almacenamiento, transporte e inyección de sóli-dos de fusión (labesolid).
• Acoplamiento automático de argón en cuchara(labargon).
• Calentadores de oxigás para cucharas (labeheat).
• Equipos de dosificación y adición de ferroalea-ciones y fundentes (labeferro).
Por último, indicar que Labecast estará presente enla próxima Gifa a celebrarse en Düsseldorf del 28de Junio al 2 de Julio, compartiendo stand con LA-BEA en METEC en el stand 5 A 19, donde estaremosencantados de recibir y atender a los fundidoresque se acerquen hasta allí.
cesariamente sencillos, porque entendemos la sen-cillez como la meta de la sofisticación. Sólamentedamos el visto bueno a nuestros proyectos cuandoel resultado es un equipo simple, fiable y fácil demantener, porque estamos convencidos de que enlas durísimas condiciones presentes siempre encualquier fundición (polvo, humos, altas tempera-turas, grandes esfuerzos, etc.), la más mínima so-fisticación condena al fracaso a cualquier equipo.
No hay que olvidar que a nuestra actividad de in-geniería añadimos otra de asesoramiento en el ca-pítulo de “Services”, actividad de ayuda a quienesnos otorgan su confianza para diagnosticar un pro-blema, cuantificarlo, tomar tiempos, analizar cue-llos de botella o valorar la eficiencia de los proce-sos vigentes, comparar posibles alternativas, etc.,todo ello desde nuestra experiencia ganada en 35años de actividad fundidora y la imparcialidad yobjetividad que nos da el hecho de ser agentes ex-ternos a los grandes fabricantes de equipamiento.
Para terminar, queremos hacer referencia a una se-rie de equipos y tecnologías que heredamos de LA-BEA, que son de aplicación en fundiciones y que, de


Fundada en 1917, BARALDI ha estado diseñan-do y fabricando productos desmoldeantes ylubricantes para el aluminio y aleaciones lige-
ras en fundición a presión desde hace casi 25 años.
La empresa opera en un área de 3.000 m2, garanti-zando una producción extremadamente flexible yeficaz. Además, el Centro de Investigación de Baral-di lleva a cabo los Desarrollos de I+D y Control deCalidad. En 2006 se unió a MOTUL-TECH para com-partir sus conocimientos en el saber hacer y sus es-trategias comerciales, con el objetivo de mejorar susactividades tanto dentro como fuera de su país.
En 2010 empezó su actividad como distribuidor Ita-liano de MOTUL-TECH para MWF y Special Lubri-cants lanzando con su socio francés el ALUMI-NIUM WAY. Un útil concepto de acercamiento asus clientes requería principalmente la producciónde Piezas de Aluminio en Automoción.
En 2011, gracias al Circuito Internacional MOTUL-TECH, lanza el primer producto desmoldeante enAsia (HO CHI MIN CITY MOTUL PLANT). Y lanza lanueva co-sucursal MOTULTECH-BARALDI, para su-brayar aún más la fuerte cooperación entre ambasempresas.
Actualmente, BARALDI bajo la co-sucursal MOTUL-TECH-BARALDI, está orgullosa de servir a clientescomo DENSO ITALY (suscursal italiana de DENSO JA-PAN), (FOMA (Italia), BASSANO GRIMECA (Italia),RAG-ALL (Italia), TECNOPRES (Italia), IRAN RADIA-TOR (Iran), IKACO (Iran), MOTOJEN (Iran), J.L.FRENCHANSOLA (España), CAMELOT (España), FUNVISA (Es-paña), MIASA (España), EDC (China), MARCHES (Chi-na) y muchos más.
Baraldi Motultech (Italia) ha desarrollado el SLS(Smart Lubrication System), un sistema consolida-do que, utilizando un sensor IR, obtiene informa-ción sobre la temperatura de la superficie del mol-de de fundición en cada ciclo y reacciona sobre elciclo de lubricación, dependiendo de la dinámicatérmica registrada.
La actualización consiste en utilizar sensores conun amplio espectro de acción. La Nueva tecnología,llamada TTV Total Thermal Vision, fue presentadapor primera vez en la Metef 2010. Representa unproceso de innovación que puede ofrecer el mapatérmico de todo el molde en cada ciclo, permitien-do a la tecnología obtener toda la información ne-cesaria para:
— Diagnóstico inmediato (defectos de fundido) “insitu”;
— Realizar el control de calidad en proceso;— Reducir rechazos y consumo de energía duran-
te la fase de warm-up.— Optimizar el ciclo de lubricación que se traduce
en un consumo reducido de agua;— Reducción del choque térmico de la superficie del
molde que aumentará, en adelante, su vida útil.
ASPECTOS INNOVADORES
La VISIÓN TÉRMICA TOTAL (TTV) es un nuevo siste-ma de control en el proceso de fundición que produ-ce un mapa térmico completo de toda la superficiedel molde en cada ciclo. Esto reduce el número derechazos, consumo de energía y el volumen de des-perdicios y optimiza el proceso, permitiendo identi-ficar deficiencias y evitar problemas.
Información / Mayo 2011
28
BARALDI


La empresa promeos GmbH con sede en Erlangen(Baviera, Alemania) es especialista en el campo deprocesos térmicos. Desarrolla y produce el llama-
do “Porenbrenner” (quemador industrial de gas concombustión en medio poroso), en el cual, la combus-tión no tiene lugar en forma de llama, sino dentro deun material cerámico poroso. El resultado es una com-bustión sin llama, que es sustituida por una superficieque irradia calor a temperatura constante, sin picos detemperatura, además del transporte de calor por con-vección de los gases de combustión. Al tratarse de unacombustión sin llama se evitan sobrecalentamientoslocales o bien zonas que no alcanzan la temperaturadeseada. La forma del quemador, o bien de la superfi-cie radiante, puede adaptarse a la aplicación, es decir,al producto que debe ser calentado, así es posible un a-provechamiento óptimo del calor, un calentamiento u-niforme y un enorme ahorro energético.
Una de las especialidades de promeos GmbH son lasfundiciones: los quemadoren industriales y hornos tan-
to para metales férre-os como no férreosencuentran aplica-ción en cualquiera delos procesos térmicosde la fundición. Losproductos de prome-os GmbH proporcio-
nan enormes beneficios en cualquier proceso en el quesea necesario calentar de modo rápido y homogeneo.Ya sean quemadores industriales para el calentamientode los recipientes usados para el transporte de metal lí-quido, así como quemadores para mantener el calor enlos distribuidores de colada continua o cualquier tipo dehorno: la sustitución de quemadores convencionalespor quemadores de gas en medio poroso puede llegar asuponer un ahorro energético de hasta 65%! (cifras ava-ladas por nuestros clientes).
Información / Mayo 2011
30
Promeos, especialistaen procesos térmicos
Foto 1. Los quemadores indus-triales son diseñados según lasnecesidades de cada aplicación ypor lo tanto se presentan en granvariedad de formas y tamaños.
Foto 2. Quemador indus-trial de promeos GmbHpara el calentamiento derecipientes para el trans-porte de metal líquido.
Foto 3. Quemador industrial de promeos GmbH para el mante-nimiento de calor en los distribuidores de colada continua.
Foto 4. Quemador industrial de promeos GmbH para el calenta-miento de moldes de colada a presión.

La Directiva Marco de Residuos (2008/98/CE)previó ya por primera vez la particular situa-ción de determinados flujos de residuos y la
necesidad de considerar las condiciones particula-res de éstos, a fin de no obstaculizar mediante lanormativa medioambiental mercados de recicladobien establecidos.
En concreto se indicaba que determinados resi-duos específicos dejarán de ser residuos cuandohayan sido sometidos a una operación, incluido elreciclado, de valorización y cumplan los criteriosespecíficos que se elaboren, con arreglo a las con-diciones siguientes:
a) La sustancia u objeto se usa normalmente parafinalidades específicas.
b) Existe un mercado o una demanda para dichasustancia u objeto.
c) La sustancia u objeto satisface los requisitostécnicos para las finalidades específicas, y cum-ple la legislación existente y las normas aplica-bles en los productos.
d) El uso de la sustancia u objeto no generará im-pactos adversos globales para el medio ambien-te o la salud.
Los criterios que a partir de ahí debían desarrollar-se incluirían valores límite para las sustancias con-taminantes cuando así fuese necesario y debíantomar en cuenta todo posible efecto medioambien-tal nocivo de la sustancia u objeto.
Ahora bien, cuando no se hubiesen establecido di-chos criterios a escala comunitaria, los Estados
miembros podrían decidir caso por caso si un de-terminado residuo había dejado de serlo teniendoen cuenta la jurisprudencia aplicable. En el pasado,y a falta de una reglamentación común del régi-men aplicable a determinados flujos de residuosque constituyen auténticas materias primas, la fal-ta de criterios claros y armonizados se ha traduci-do en una situación en que varios Estados miem-bros han establecido normativas distintas y nosiempre compatibles para regular los materialesrecuperados.
Además, en el ámbito nacional de las propias com-petencias autonómicas y de la aplicación de princi-pios de autosuficiencia y proximidad en la gestiónde residuos, se producían situaciones en que lanormativa medioambiental podía interferir en lalibre circulación de mercancías (materias primassecundarias), sin que ello tuviese una clara justifi-cación ambiental.
Con el objeto de evitar disfunciones no justificadasy de convertir a Europa en una sociedad del reci-clado, una sociedad que evite los residuos y queuse los que sean inevitables como recursos siem-pre que sea posible, el pasado 8 de abril veía la luzun primer Reglamento sobre fin de condición deresiduo. Este primer Reglamento regula los crite-rios específicos por los que la chatarra de hierro,acero y aluminio no tendrá que clasificarse comoresiduo si los productores aplican un sistema degestión de calidad y demuestran su cumplimientomediante una declaración de conformidad por ca-da remesa de chatarra.
Información / Mayo 2011
32
La UE regula las condicionespara que chatarras de hierro, aceroy aluminio dejen de ser residuoPPoorr CCoonnffeemmeettaall


El próximo día 23 de Junio se celebrará en el Automotive Intelligence Center la tercera edición de es-
te importante evento técnico internacional, orientado a la tecnología de estampación en caliente.
Los desafíos asociados a la transformación de los aceros de ultra alta resistencia (UHSS), vienen a-
compañados de importantes retos tecnológicos. Se presentan por tanto grandes oportunidades, marca-
das por la capacidad de desarrollo e innovación, tanto en materiales, como en las diferentes tecnologías
asociadas a este novedoso proceso.
La propuesta de trabajo planteada por el Centro de Investigación Metalúrgica AZTERLAN y, por el
Instituto de Fundición TABIRA, cuenta con un destacado programa de trabajo a través de la participa-
ción de reconocidos especialistas y técnicos internacionales, que a lo largo de sus ponencias darán a co-
nocer los desarrollos más destacados en estos espacios de conocimiento.
Este encuentro técnico está dirigido fundamentalmente a técnicos y especialistas de la industria de
estampación, constructores de vehículos, suministradores de equipos y aceristas, diseñadores y cons-
tructores de troqueles, centros técnicos y universidades, ... etc, con el principal objetivo de crear un mar-
co de trabajo para el intercambio de conocimientos, compartiendo experiencias técnicas con especialis-
tas del más alto nivel.
La información completa de esta propuesta técnica de trabajo se encuentra en la página web:
www.iftabira.org
Información / Mayo 2011
da una materia prima. Se trata ésta de una medidaque sin duda facilitará la seguridad jurídica y unasreglas del juego armonizadas, en la medida en quela propia vía Reglamentaria y su aplicación directaen los Estados impedirá divergencias en su aplica-ción. Igualmente se ve en ella una norma que re-ducirá cargas administrativas innecesarias en elsector del reciclado y la realización de un verdade-ro mercado interior en el abastecimiento de mate-rias primas secundarias limpias y seguras para laindustria. Esta visión es sin embargo cuestionadapor el sector transformador de aluminio, que antela creciente demanda mundial de su materia pri-ma, para la que el reciclaje es una significativafuente en Europa, ve un mayor riesgo de fuga de sumateria prima vía exportación si el régimen aplica-ble a dichas chatarras no es el régimen de resi-duos.
Este nuevo Reglamento avanza el desarrollo deotros reglamentos específicos que determinaránlos criterios aplicables a otros flujos de materialesque revisten especial importancia para los merca-dos de reciclado de la UE, tales como el cobre, elpapel, el vidrio y el compost.
Informes del Centro Común de Investigación de laComisión Europea han demostrado que existemercado y demanda de chatarra de hierro, acero yaluminio para su utilización como materia primaen acerías, fundiciones, refinerías y refundicionesde aluminio con la intención de producir metales.Ahora bien, cualquier clase de transformación ne-cesaria (por ejemplo, corte, trituración, limpieza ydescontaminación) para preparar la chatarra parasu uso final en fábricas o fundiciones debe comple-tarse para que la chatarra pueda dejar de conside-rarse residuo.
Los criterios para determinar cuándo la chatarrade hierro, acero y aluminio deja de ser residuo, de-ben garantizar que la chatarra de esos tipos resul-tante de una operación de recuperación cumpla losrequisitos técnicos de la industria de la producciónde metales, así como la legislación y las normasexistentes aplicables a los productos, y no dé lugara impactos globales negativos para el medio am-biente o la salud humana.
Bajo estas premisas se han definido los criteriosespecíficos que permiten identificar cuando unachatarra deja de ser residuo y puede ser considera-


El fabricante de maquinaría para fundicionesKURTZ ha ampliado su portfolio de produc-tos con las prensas de rebarbado. Así el éxito
durante el primer año de producción, demuestralas necesidades existentes de prensas de gran cali-dad.
Las prensas de KURTZ trabajan de forma fiable yen la calidad habitual. Los clientes son una pruebamás de su posicionamiento.
Siguiendo su costumbre, la compañía ofrece un va-lor añadido especial en la técnica de rebarbado pa-ra la ténica de procesos, herramientas de rebarba-do y hasta equipos periféricos.
Gracias al Know How en fundición de la casaKURTZ, combinado con el Know How en la técnica
de rebarbado, se consigue un resultado ejemplar yprocesos productivos que garantizan una produc-ción rentable de piezas fundidas.
Las prensas de rebarbado se suministran en las si-guientes variantes: serie KURTZ KP”C” en versióndenominada “C”, versión de 4 columnas KURTZ KP“S” y ejecución con bastidor KP “R”.
Según los deseos del cliente las series comienzancon una capacidad de prensado de 25 t hasta 350 ten la ejecución más grande.
La máquina más básica cumple con las exigenciasde calidad y técnica más estrictas. Los elementoshidráulicos se componen tanto en seguridad comoen funcionalidad de la última tecnología y son es-pecialmente eficientes desde el punto de vista e-nergético.
Las prensas de rebardado disponen de un ampliocatálogo de equipos y accesorios, por lo que pue-den ser adapatadas individualmente a las necesi-dades del cliente. Así, la serie de columnas y la debastidor pueden ser ampliadas con una mesa deempuje o volteo.
KURTZ también ejecuta soluciones individuales yespeciales, tanto para fundiciones de series peque-ñas o grandes.
La compañía también ofrece células de rebarbadoinclusive automatización, robots, bañeras y estan-terías de refrigeración, control de piezas fundidas ylogística.
Información / Mayo 2011
36
De la colada a la pieza elaborada


FAT desarrolla y produce desde 1973 maquina-ria e instalaciones para fundiciones y sumi-nistra soluciones completas para el moldeo
manual y recuperación de arena.
Las mezcladoras de alto rendimiento que se dise-ñan y producen en su propia fábrica han alcanzadogran relevancia en Alemania y a nivel internacio-nal. (imagen 1) en la feria se podrá ver una mezcla-dora de exposición.
Se caracteriza por un alto nivel de facilidad en elmanejo y mantenimiento y gran cantidad de medi-das de protección contra el desgaste. Las herra-mientas de mezcla de metal templado (imagen 2)garantizan una larga vida útil, junto con una mez-cla de aglutinantes y arena muy homogénea.
Gracias a la mezcla homogénea se consigue la du-reza del moldeo suficiente con muy poca cantidadde aglutinantes.
Las mezcladoras FAT se pueden complementarcon todos los equipos adicionales, como por ejem-plo regulación de las cantidades de aditivos y com-
probación y ajuste de las cantidades de aditivos,control remoto de las mezcladoras o el mezcladode dos tipos distintos de catalizadores.
Si el tipo de arena no se modifica frecuentementelas mezcladoras de alto rendimiento de FAT pue-den equiparse con una cámara fluidificada paradespolvorizar el material de moldeo, obteniendo a-sí un ahorro de los aditivos.
También ofrece soluciones únicas para las fundi-ciones de acero. Así ha suministrado en el últimoaño las siguientes instalaciones en el mundo: Oc-tubre 2010: Cuatro mezcladoras con un rendi-miento entre 30 y 80 T/h para un productor chinode grandes piezas fundidas. Mezcladoras móvilesy en 3 de ellas se puede regular la altura.
Febrero 2011: Una mezcladora inclusive una insta-lación de moldeo y de recuperación de arena paraun productor ruso de tubo accesorios.
Marzo 2011: Dos mezcladoras inclusive una insta-lación de moldeo y de recuperación de arena paraun productor ucraniano de tubo accesorios.
Mayo 2011: Dos mezcladoras inclusive una instala-ción de moldeo y de recuperación de arena para laacería ucraniana en Krivoy Ring.
Todas estas mezcladoras disponen de la técnica deregulación más moderna para la determinación yoptimización de todos los parámetros de procesonecesarios.
Información / Mayo 2011
38
Mezcladora de alto rendimientopara el proceso de resina fría
Imagen 1.
Imagen 2.


Las Máquinas de Rebabado Automático Koya-ma son diseñadas con el cliente in mente.Desde la programación hasta el manejo o el
mantenimiento, todo se estudia cuidadosamente,siguiendo el modo japonés.
Cuando Koyama construyó su primera máquinahace 35 años para su propia fundición, ellos eranplenamente conscientes de que la premisa princi-pal consistía en diseñar una máquina, la cual pu-diera ser programada por los mismos operariosque rebababan sus piezas manualmente.
Investigaron y escogieron el sistema de control quemejor cumpliera su exigencia y que permitiera a susingenieros escribir macro sub-rutinas para eliminarlas complicaciones de programación del CNC.
Resulta frecuente que el director o el propietario dealguna fundición en disposición de progresar quieredesesperadamente automatizar el rebabado auto-mático, ya que, ésta es realmente un área problemá-
tica que invariablemente controla la salida de fundi-ción, pero hay en muchos casos reticencia a la horade introducir nuevas tecnologías, debido a la preocu-pación por el nivel de competencia de la mano de o-bra, incluso cuando las ventajas serían enormes.
Muchos piensan que tendrán que emplear a pro-gramadores especializados con varios años de ex-periencia en CNC, pero con nuestras Máquinas deRebabado Automático, esto no es necesario. Los in-genieros de Koyama, eficazmente han hecho mássencillo el programa de CNC y hay un gran númerode ejemplos donde un rebabador manual se haconvertido en un programador eficiente despuésdel aprendizaje con P.S.AUTOGRINDING.
Koyama usa un método de programación realmen-te muy simple de toque / enseñanza. El operario a-proxima una pieza previamente rebabada hastatocar con la herramienta de rebabado y presionaun botón para memorizar la posición. Este procesoes repetido sobre toda la línea de partición y cual-quier otra zona que requiera ser rebabada.
La filosofía de Koyama consiste en continuar mejo-rando y actualizando el software, para hacer susmáquinas aún más fáciles de utilizar y aumentarsu capacidad de funcionamiento.
Las Máquinas de Rebabado Automático ofrecen e-normes beneficios a las fundiciones con inquietu-des de progreso.
— Productividad más alta. Por norma general lamáquina puede rebabar automáticamente 2 a 3veces más rápido que manualmente y cuandose trabaja mediante el sistema de “Célula Com-pacta” (1 hombre maneja 2 máquinas) la pro-ductividad es aún más alta.
Información / Mayo 2011
40
Máquinas de rebabado automáticoKoyama
Máquina abierta preparada para programar.


parte de la pieza con un solo ajuste, reduciendoal mínimo el tiempo de ciclo y de manejo.
— Fiabilidad. La máquina está diseñada con el míni-mo de partes móviles para incrementar la efica-cia y con tiempos de utilización mayor del 98%.
— Consistencia. La máquina rebaba un perfil cons-tante y permite sacar a la luz cambios dimensio-nales en las piezas. Los cambios de perfil son unatemprana advertencia de cambios en las piezasdebidos a problemas en las arenas, el moldeo uotros factores. Su detección permite tomar lasmedidas correctoras necesarias en el proceso defabricación. Los rechazos de sus clientes finaleshan experimentado drásticas reducciones.
— Otros beneficios constatados son:
• Los residuos del rebabado pueden ser recicla-dos. La herramienta de diamante no contami-na el material.
• Reducción de la rotación de personal y del ab-sentismo laboral.
• Salida de material constante durante todo el día.
Koyama recientemente ha aumentado su gamacon la introducción de una máquina para 200 kg.Esta máquina ofrece las características estándar yfunciona con una mayor capacidad de pieza. Tieneactualmente más de 240 referencias en Europa ymás de 2.000 en todo el mundo, lo que le convierteen el productor principal de Máquinas de Rebaba-do Automáticas.
P.S. AUTOGRINDING es distribuidor de Koyama pa-ra Europa. INTERNACIONAL ALONSO S.L. es repre-sentante exclusivo para España y Portugal. GIFAHall 15 stand D30.
— Rentabilidad. El sistema operativo de “CélulaCompacta”' también permite al operario dispo-ner de tiempo para inspeccionar y embalar laspiezas después del rebabado. Este es el sistemaoperativo habitual para la mayor parte de nues-tros clientes.
— Seguridad. La máquina reduce los riesgos de sa-lud y seguridad asociados a un entorno de traba-jo extremo. Nuestros clientes consiguen rebajara cero los accidentes y las indemnizaciones yprimas de seguros relacionados con el rebabado.
— Cambio rápido de referencia. El proceso decambio de una referencia a otra lleva menos de5 minutos. Esto hace que sea apropiada tantopara series largas como cortas, incluso para re-babar series de menos de 100 piezas.
— Flexibilidad. La máquina tiene un disco princi-pal de rebabado con un ángulo de inclinación dehasta 115º, que elimina la necesidad de fijacio-nes de precisión para sostener la pieza a reba-bar. El disco inclinable permite rebabar la mayor
Operario programando una pieza.
“Célula Compacta”. Koyama 200 kg.
42
Información / Mayo 2011


En la próxima GIFA, MAGMA GmbH presenta-rá su nueva generación de software para lasimulación del proceso de fundición, MAG-
MA5. En el stand 12A16 de 300 m2, se demostrarácómo se puede utilizar la simulación del procesode fundición con MAGMA5 para optimizar todaslas etapas de producción y conseguir una fundi-ción rentable.
MAGMA mostrará la novísima versión MAGMA55.2 con más funcionalidades para todos los mate-riales y procesos. Nuevos modos para procesos demolde permanente, baja presión en arena y molde
permanente, e inyección tanto en cámara calientecomo cámara fría, permiten una definición especí-fica y detallada de cada proceso.
El software también permite el diseño de procesosmediante el control de parámetros durante el cál-culo de una simulación.
Para fundidores de gravedad, están disponibles losmódulos para DISAMATIC y fundición a la ceraperdida. También presentará sus nuevos desarro-llos para la predicción de la microestructura y pro-piedades mecánicas de piezas en bruto y tras eltratamiento térmico para aluminio, hierro y acero.Y con MAGMA C+M, MAGMA presenta su Nuevosoftware para la simulación del proceso de produc-ción de machos.
Además, le acercará al futuro de la optimizaciónautónoma del proceso de fundición. La optimiza-ción autónoma realiza propuestas para el correctodiseño de colada o los parámetros óptimos de pro-ceso y como resultado, ayuda al fundidor a conse-guir a través de la simulación sus objetivos de cali-dad y coste.
MAGMA participa en la iniciativa “ecoMetals" de laferia de Düsseldorf, que ayuda a las empresas quedesarrollan productos y procesos innovadores paraun uso más eficiente de la energía. Demostrará conejemplos prácticos, cómo el uso adecuado de la si-mulación aumenta de forma considerable la efi-ciencia de la utilización de energía y recursos en lafundición.
Información / Mayo 2011
44
Fascinación por la Fundición PPoorr MMAAGGMMAA
La orientación de MAGMA5 a los procesos, mostrada con un e-jemplo de inyección.


En la actualidad, una parte esencial en la se-guridad de cualquier trabajador a la hora dedesempeñar su labor diaria, es la elección de
un adecuado vestuario de protección individual.
Lenard bcn, empresa fundada en 1996, nació con elobjetivo de investigar la aplicación de nuevos aca-bados y la incorporación de fibras a los tejidos téc-nicos, para desarrollar nuevos artículos que estu-vieran acorde con las necesidades de los diferentessectores industriales, que hoy en día exigen másinnovación en los productos textiles, cuando ade-más en la mayoría de las ocasiones se requierendiferentes prestaciones para un mismo tejido.
Desde un principio, Lenard bcn ha contado con lacolaboración técnica de grandes profesionales dereconocida valía en todos los procesos del textil, a-sí como de gente joven y dinámica para afrontar elreto de construir una empresa puntera en su seg-mento de mercado, dirigido básicamente al ves-tuario de protección individual.
Hoy en día, Lenard bcn es una compañía de referen-cia en el mercado del textil técnico y sigue innovan-do tecnológicamente en sus nuevos productos. Co-mo resultado de esta constante investigación nacela gama Valen-T.
Esta nueva referencia, como la mayoría de nuestrostextiles, tiene su origen en la estrecha colaboraciónentre los departamentos de I+D y Comercial y elpermanente contacto con los usuarios finales, quepermite valorar con exactitud todas sus necesida-des en el trabajo que realizan a diario, y de esta ma-
nera, garantizar que plasmamos en nuestros tejidostodas sus exigencias en materia de seguridad.
El Valen-T es un claro ejemplo de esta sinergia en-tre fabricante y usuario. Las prestaciones de estenuevo tejido técnico, se ajustan perfectamente alperfil del trabajador del sector de la fundición:
Como primera e importante característica, el tejidoValen-T, igual que todas las gamas ignífugas que fa-brica Lenard bcn, no depende de ningún tratamientoexterno añadido, es decir, son inherentemente igní-fugos debido a la naturaleza de las fibras utilizadasen su composición. Creemos imprescindible la segu-ridad permanente y por ese motivo, los tejidos queelaboramos se pueden lavar a altas temperaturashasta el final de vida de la prenda, sin miedo a dis-minuir ninguna de sus prestaciones. Existen en elmercado tejidos (en su mayoría 100% algodón) conacabados superficiales, que permiten pasar la nor-mativa ignífuga, pero sin embargo, frente a un lava-do agresivo o a alta temperatura, perderán aleatoria-mente y sin control las características por las que fueadquirido, dejando de ser vestuario de protección.
Altas resistencias mecánicas. La introducción de fi-bras de gran resistencia mecánica en la composiciónde esta nueva gama de tejido, ha hecho que el Valen-T sea capaz de resistir el elevado y característico ca-lor de radiación presente en una empresa siderúrgicasin alterar sus propiedades. Este tejido está diseñadopara obtener resistencias a la tracción y al desgarromuy elevadas, tanto en urdimbre como en trama, talcomo demandan las duras tareas del trabajo diarioen una empresa del sector de la fundición.
Información / Mayo 2011
46
Tejidos técnicosPPoorr FFeerrnnaannddoo CCaasstteejjóónn MMaarrttíínneezz.. LLeennaarrdd BBCCNN

El Valen-T ha obtenido la máxima certificación a lagran salpicadura de hierro fundido: E3
Cumplimiento de la normativa actual vigente. Estetejido está certificado en la EN 11612, ROPA DEPROTECCIÓN CONTRA EL CALOR Y LAS LLAMAS,superando todos los requisitos después de 50 lava-dos industriales (según EN15797, lavado a 75 ºC ysecado a 155 ºC), manteniendo sus características
Nivel E3. Los niveles de resistencia a las salpicadu-ras de hierro fundido se ensayan de acuerdo a lanorma EN ISO 9185 y se simbolizan con la letra “E”.Estos niveles de resistencia van desde E1 hasta E3,siendo este último, el nivel máximo.
Mayo 2011 / Información
Salpicaduras de hierro fundido según ISO 9185(en gramos)
Nivel de prestación Mínimo Máximo
E1 60 120
E2 120 200
E3 200 --
originales. Además hay que añadir que después detan elevado numero de lavados, los encogimientosfueron inferiores al 3%, exigencia fundamental encualquier vestuario profesional y que ya cumplenuestra gama de tejidos Xispal.
Mantenimiento. Con el tejido Valen-T resolvemosun punto clave en el vestuario EPI de cualquier em-presa, ya que las prendas confeccionadas con estetejido tienen un fácil mantenimiento y una grandurabilidad. Como puntualizábamos anteriormen-te, este tejido esta diseñado para aguantar nume-rosos lavados, lo que le convierte en el artículo ide-al para las empresas con contratos de renting, parael lavado del vestuario de los trabajadores.
En resumen la gama Valen-T continúa con la líneatrazada por los productos de Lenard bcn, donde lacomodidad y transpirabilidad de los tejidos técni-cos, son premisas igual de importantes que el de laseguridad en tu labor diaria.
Los tejidos de Lenard bcn reflejan la calidad y pro-fesionalidad de nuestro trabajo, porque sabemosque cuentas con nosotros para tu seguridad.

VDS (Vacuum Diecasting Service) empresaSuiza representada en España por Allper S-pain, va a presentar una novedosa válvula
de vacío durante la GIFA 2011.
“Mayor... Rapidez... Menor Precio”
Todos sabemos la melodía. Conseguir una "cua-dratura del círculo" en fundición a presión. "La i-maginación es más importante que el conocimien-to" (Albert Einstein).
Imagínese que "la cuadratura del círculo" era posi-ble y que es posible conseguir una válvula de vacíocon una gran capacidad de aspiración, pero siguemanteniendo un tamaño y precio compacto.
Posible con laVálvula ProVac®
Ultra SONIC
Más allá del alcance dela competencia, cuandoes importante aseguraruna evacuación potentey rapida, real y constan-te del aire y gases delmolde. Un gran elemen-to, pequeño en tamañoy precio.
Para asegurar su avan-ce técnico en fundicióna presión de vacío, VDS
Tecnología invierte continuamente en investiga-ción y desarrollo de las válvulas de vacío, pilotadopor el líquido metal o controladas por la máquinade fundición a presión. Para optimizar las solucio-nes existentes, para encontrar nuevas formas demejorar lo hecho hasta ahora, escuchar a los clien-tes para nuevas soluciones y explotar la profundaexperiencia adquirida durante años.
Tomando como base la muy eficiente y exitosa vál-vula ProVac® Ultra, VDS ha inventado la nueva vál-vula de vacío ProVac® Ultra SONIC. Esta nueva vál-vula se presenta como una novedad mundial en laferia GIFA 2011 en Düsseldorf (Alemania)
El nuevo concepto de la válvula (patente pendiente)asegura inigualable capacidad de succión, de unaválvula que sigue siendo increíblemente pequeñapara su gran poder. El sólido mecanismo es tan sim-ple e inteligente que permite reducir aún más el nú-mero de piezas de la válvula. El fundidor ahorrarádinero en su inversión y ganará tiempo en produc-ción y mantenimiento. La válvula ofrece un gran re-sultado, frente a un reducido tamaño y precio.
La válvula se cierra en cuestión de milisegundos, aligual que las otras válvulas ProVac®. Viendo el vo-lumen aire y gases en la cavidad del molde y elcontenedor, para un peso aproximado de 20 kg enAluminio, pueden ser evacuados en menos de 1 se-gundo.
La válvula ProVac® Ultra SONIC es pilotada por lamaquina de inyección, con juego de prioridades yparámetros según carrera y/o tiempo. La señal pro-
Información / Mayo 2011
48
Válvula ProVac® Ultra SONICPPoorr JJoorrddii AAllgguueerróó –– AAllllppeerr SSppaaiinn SS..ll..

de vacío y Chillventspara evacuar el aire ylos gases del molde. La"S" en el nombre de laempresa representa elcompromiso de VDSpara el servicio y so-porte a sus clientespara que sus propiosclientes puedan pro-ducir de la mejor for-ma posible.
Para VDS "valor añadi-do" significa el desa-rrollo de productos ysoluciones para au-mentar la productivi-dad del cliente pormedio de válvulas co-nun ciclo de vida pro-longado, un mantenimiento más eficaz y un rendi-miento mejorado continuamente. Ademássoluciones "hecho a su medida" según las necesi-dades específicas de los clientes, que son cada vezmás solicitada, ha sido siempre "el negocio habi-tual" para VDS.
viene de la máquina de fundición a presión o se ac-tiva mediante un sensor en la cavidad del molde.La señal correspondiente será procesada por la U-nidad de control de vacío y se envían a la válvulade pilotaje final ProVac® HS-DUAL para cerrar laválvula.
VDS es también proveedor de válvulas de vacío co-mo Válvulas estándar pilotado por el líquido metaly chillvents en tamaños estándar o hechos a sumedida. VDS ofrece una amplia gama de diferentesunidades de control de vacío. ProVac® PLC350 TP,PLC700 TP y PLC1000 TP son sistemas completos devacío con control Programable y paneles táctiles(TP) con bombas de vacío con 40, 63 y 100 m3 /h decapacidad por hora, en un pico de presión en labomba de sólo 0,1 mbar.
Perfil de empresa de VDS
VDS (Vacuum Diecasting Service) ubicada en Mon-treux (Suiza), desarrolla y produce para todo elmundo con éxito el sistema de vacío ProVac® Siste-ma de vacío para fundición a presión. Fundada en1987, la compañía se ha convertido en un provee-dor líder de vacío de unidades de control, válvulas
Mayo 2011 / Información

Eirich, empresa especializada en máquinas einstalaciones para la preparación de arenasde moldeo, presenta en GIFA sus principales
novedades y desarrollos que ofrecen nuevas posi-bilidades a fundidores:
— La nueva mezcladora R28: con un volumen netode 10.000 a 12.000 litros que equivale a un ren-dimiento de hasta 300 m3/h de arena preparadapor línea, con lo que crea una nueva dimensiónen el rendimiento de las instalaciones de mol-deo.
— La técnica modular para la construcción de ins-talaciones: que sirve para reducir los tiemposde montaje y puesta en marcha de forma consi-derable, lo que supone una gran ventaja en mo-dernizaciones de instalaciones existentes, in-clusive instalaciones en producción.
Así, los módulos de Eirich se suministran inclusocon fachada integrada:
— Los nuevos módulos de control: para un con-trol seguro del control de arena, desde la ver-sión básica hasta el control preventivo, depen-diendo de los parámetros de los modelos confunción de catalogo de modelos, cálculo de re-cetas y cálculo de aditivos en función de losmodelos.
— El proceso Evactherm: para la mejor calidad dearena y seguridad en el proceso de producción,que une los pasos mezclar y enfriar en una solamáquina. Esta técnica es la más avanzada a ni-
vel mundial para los clientes con las mayoresexigencias, como por ejmplo en la industria dela aviación o automoción.
La tecnología de Eirich es flexible, se adapta a laarena y tecnología de moldeo y sirve para abaste-cer a las instalaciones de moldeo de fabricantesmundialmente conocidos.
El abanico de prestaciones va desde la máquinaindividual a instalaciones de preparación de are-nas completamente automáticas o semiautomáti-cas según la técnica convencional o preparacióncon el proceso EVACTHERM.
Desde hace más de una década el proceso EVACT-HERM es la tecnología puntera preferida por losfundidores que quieran obtener arena de moldeode calidad óptima de una forma económica y res-petuosa con el medio ambiente. Eirich expone enla GIFA 2011 en el pabellón 17 Stand 17D163 las si-guientes novedades:
• Mezcladora R 28: Producción aprox. 125 t/h dearena preparada con el método convencional.
• Mezcladora R32 Vac: Producción aprox. 150 t/hde arena preparada con el proceso Evactherm.
• Módulo para la preparación convencional conmezcladora R16 para aprox. 14 a 21 t/h arenapreparada.
• Sistemas de control con el software más moder-no.
Información / Mayo 2011
50
Eirich: Preparación de arenascon la mejor calidad


Tras 50 años de actividad, Officine Meccani-che San Giorgio (OMSG) ha realizado para lafundición “Fonderie Ariotti Spa” en Adro
(Brescia), una de las granalladoras de gancho másgrandes existentes actualmente en Italia.
La sociedad Fonderie Ariotti Spa es una empresahistórica del sector que este año cumple 100 añosde actividad. Desde su fundación se ha especializa-do en la producción de hierro fundido laminado yhierro fundido esferoidal, con fusiones que varían
de 20 kg a 50 toneladas y con una capacidad pro-ductiva de 20.000 toneladas/año.
La granalladora suministrada por OMSG es unainstalación de gancho que, servida de una grúa pa-ra una carga máx. de 50.000 kg, tiene la capacidadde granallar piezas de hasta 4.000 mm de diámetroy 5.500 mm de altura.
La perfecta limpieza de las piezas está aseguradapor la acción de 6 turbinas especiales diseñadas
por OMSG con una po-tencia de 22 kW cada u-na. La arena de fundiciónes recuperada y separadadel abrasivo metálico através de sistemas com-puestos de cribas vibran-tes y separadores espe-ciales de doble tambormagnético.
La cabina y el sistema decirculación del abrasivose mantienen constante-mente limpios por dosfiltros con cartuchos es-peciales: la granalla serecicla y por tanto, estáexenta de polvo o arena,partículas que perturba-rían la calidad del grana-llado y la duración de loscomponentes de la má-quina.
Información / Mayo 2011
52
Granalladora automáticade gancho OMSG para fundiciones,modelo CAPRI 38/52 STRM

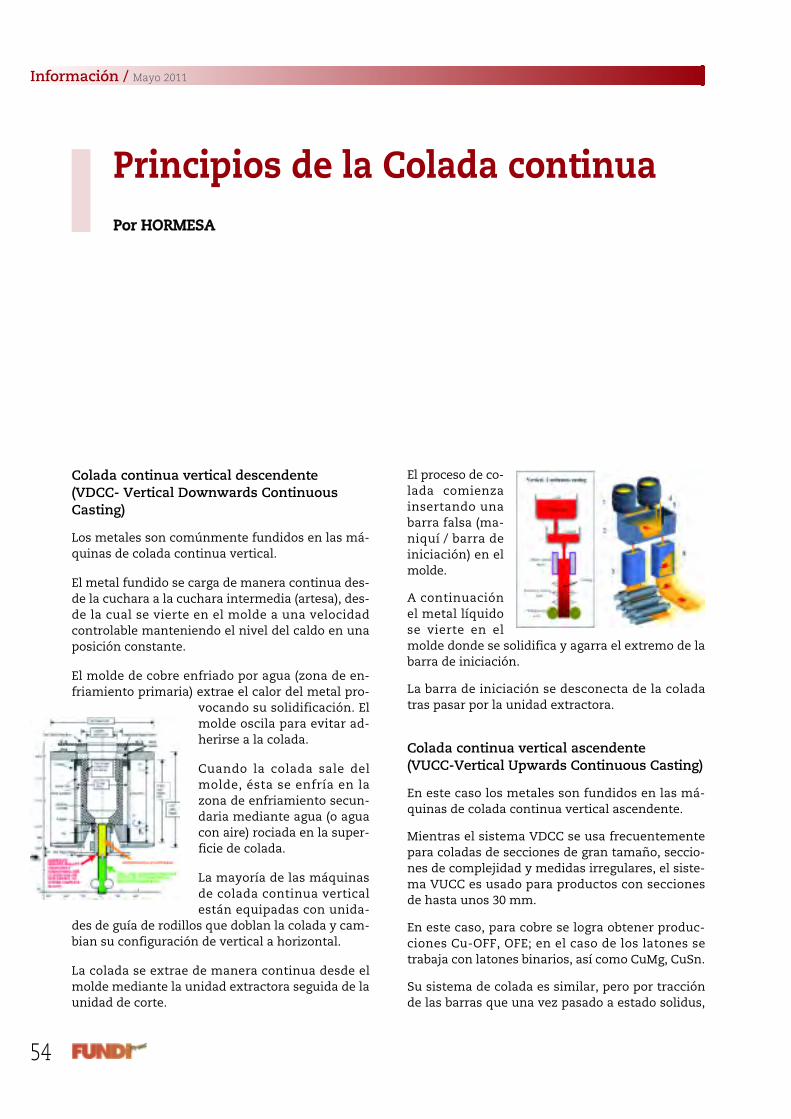
Colada continua vertical descendente(VDCC- Vertical Downwards ContinuousCasting)
Los metales son comúnmente fundidos en las má-quinas de colada continua vertical.
El metal fundido se carga de manera continua des-de la cuchara a la cuchara intermedia (artesa), des-de la cual se vierte en el molde a una velocidadcontrolable manteniendo el nivel del caldo en unaposición constante.
El molde de cobre enfriado por agua (zona de en-friamiento primaria) extrae el calor del metal pro-
vocando su solidificación. Elmolde oscila para evitar ad-herirse a la colada.
Cuando la colada sale delmolde, ésta se enfría en lazona de enfriamiento secun-daria mediante agua (o aguacon aire) rociada en la super-ficie de colada.
La mayoría de las máquinasde colada continua verticalestán equipadas con unida-
des de guía de rodillos que doblan la colada y cam-bian su configuración de vertical a horizontal.
La colada se extrae de manera continua desde elmolde mediante la unidad extractora seguida de launidad de corte.
El proceso de co-lada comienzainsertando unabarra falsa (ma-niquí / barra deiniciación) en elmolde.
A continuaciónel metal líquidose vierte en elmolde donde se solidifica y agarra el extremo de labarra de iniciación.
La barra de iniciación se desconecta de la coladatras pasar por la unidad extractora.
Colada continua vertical ascendente(VUCC-Vertical Upwards Continuous Casting)
En este caso los metales son fundidos en las má-quinas de colada continua vertical ascendente.
Mientras el sistema VDCC se usa frecuentementepara coladas de secciones de gran tamaño, seccio-nes de complejidad y medidas irregulares, el siste-ma VUCC es usado para productos con seccionesde hasta unos 30 mm.
En este caso, para cobre se logra obtener produc-ciones Cu-OFF, OFE; en el caso de los latones setrabaja con latones binarios, así como CuMg, CuSn.
Su sistema de colada es similar, pero por tracciónde las barras que una vez pasado a estado solidus,
Información / Mayo 2011
54
Principios de la Colada continuaPPoorr HHOORRMMEESSAA
La colada continua horizontal en molde de grafitoes el método más popular de este tipo. En las má-quinas de colada horizontal comunes se utilizanmoldes de grafito enfriados por agua.
Debido al enfriamiento por agua (primario y secun-dario) la velocidad de solidificación de la coladacontinua es mayor que con otros métodos de cola-da, por lo tanto las coladas continuas tienen unaestructura del grano más fina y uniforme, y mejo-res propiedades mecánicas.
ejerce esa fuerzadel material, ex-trayendo el mis-mo del molde degrafito.
La colada se ex-trae de maneracontinua desde elmolde mediantela unidad extractora para pasar posteriormente alas bobinadoras para su posterior almacenamien-to.
Colada continua horizontal(HCC – Horizontal Continuous casting)
La máquina de colada continua horizontal se utili-za generalmente para fundir aleaciones no ferro-sas.
Mayo 2011 / Información

EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
56
A1 ROPER Cucharas de colada por vuelco, colada por buza, tratamiento, etc. Hall 15Stand H38
Representado por: Internacional Alonso S.L.
A&S RECURSOS Lingotes, inoculantes, nodulizantes, ferroaleaciones en general. Hall 13METALÚRGICOS Stand D50
Representado por: Internacional Alonso S.L.
ABP INDUCTION Se expondrán las últimas tecnologías en inducción. Como ejemplo un Hall 10horno IFM9 de 30 ton y un equipo eléctrico de 18.000 kW nada menos, Stand A42así como una colada OCC100 de 10 tons.
Representado por: EURO-EQUIP.
ACHESON - HENKEL Lubricantes y equipo de pulverización para el procesamiento de Hall 11metales. Stand J35
AGTOS Limpieza y desbarbado de piezas de fundición. Hall 16Stand A48
AICHELIN GROUP Hornos de Tratamiento Térmico, Marcas: AICHELIN y SAFED. Quemadores Hall 9NOXMAT, Máquinas de Inducción EMA- Induction Technology. Stand E-42
Representado por: Técnicas en Hornos Hot.
ALJU Con más de 50 años de experiencia en el diseño y fabricación de equipos Hall 16para el tratamiento de superficies: Stand A43• GRANALLADORAS estándar y especiales.• Equipos de chorreado.• Filtros de aspiración y ventilación industrias.Valorados en el sector de fundición por la fabricación de granalladorasrobustas y con bajo coste de mantenimiento.
ALLPER AG Tecnología en herramientas para la Fundición Inyectada. Sistemas Hall 11completos para mejoras de calidad y reducción de costes. Stand E21 - E25
APD Productor de aleaciones base cobre tanto en lingote como en placas, Hall 14barras y tubos de colada continua. Productor de bronces corrientes, Stand C03bronces especiales, bronces al estaño, bronces al aluminio, bronces al plomo, latones, latones de alta resistencia y aleaciones especiales.
ASCO CARBON DIOXIDE Procedimiento de chorreado con hielo seco ASCOJET, concebido especial- Hall 16mente para la limpieza cuidadosa de todo tipo de moldes y superficies, Stand C52ya sea en plantas de fundición, empresas de moldeo por inyección, …
ASK CHEMICALS Productos químicos para la fundición: resinas para todos los procesos Hall 12de curado, aglutinantes, recubrimientos, aditivos, manguitos sin fluor, Stand A24filtros, desmoldeantes, productos metalúrgicos, productos ecológicoslibres de emisiones o con bajo impacto.
ASTURIANA DE ALEACIONES Fabricante de una amplia variedad de productos para la industria del Hall 13ALEASTUR aluminio-acero como los afinantes de grano, las aleaciones madre y los Stand C39
productos refractarios requeridos en las aplicaciones más exigentes.
AURRENAK Diseño y fabricación de utillajes para la industria de la fundición de Hall 16hierro y aluminio. Stand F52
AZTERLAN Centro de Investigación Metalúrgica que ofrece Servicios de Ingeniería Hall 12Avanzados e Innovación Tecnológica en procesos metalúrgicos. Stand E13THERMOLAN® es una innovadora herramienta predictiva de análisis térmico tanto para Fundiciones férreas (GJL, GJS, GJV) como de Aluminio.La principal ventaja es su simplicidad y el modo predictivo/preventivo permite evitar fallos y reducir costes.
BARALDI Diseño y fabricación de productos desmoldeantes y lubricantes para el Hall 11aluminio y aleaciones ligeras en fundición a presión. Stand E45
BENET DI BENNATI ENRICO E Aparatos para el control del moldeo y de los noyos de arena. Hall 15LEONARDO & C. S.A.S Stand H30
EMPRESA DEDICACIÓN STAND

EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
57
BGT Depuración del aire CAJA FRÍA. Se exhibe un scrubber de alta eficacia > Hall 1699% Tipo GKH 18 de 20.000 m3/h., completamente automático, ajustable, Stand A16fiable y mantenimiento y costos energéticos bajos. Más de 450 instalaciones en servicio.
Contacto: M. Iglesias.
BRONDOLIN Componentes del grupo de inyección para cámara fría y caliente. Hall 11Stand C25
Representado por: EWT.
BRUKER Q8 CORONADO, analizador automático para fundiciones y acerías. Hall 12Espectrómetros de Chispa: Q8 MAGELLAN, de alto rendimiento. Stand A03Q4 TASMAN, de sobremesa con detectores CCD. Q2 ION, analizador demetales ultra. Analizadores de combustión: G4 ICARUS HF, analizadorde carbono y azufre. G4 PHOENIX DH, analizador de hidrógeno. Espectrómetros portátiles de Rayos X: S1 SORTER y S1 TURBO paraanálisis no destructivo de metales.
CAPITAL REFRACTORIES Fabricante de revestimientos en seco para hornos de fundición por Hall 10inducción de acero. Amplia gama de productos auxiliares, incluidos Stand H48los de destilación primaria, la reparación o materiales y equipos de instalación de parches.
CLANSMAN DYNAMICS Se mostrará la típica gama de manipuladores y cañones, con nuevas Hall 15versiones y mejoras, así como el nuevo manipulador de rebabado G45. Stand G21
Representado por: EURO-EQUIP.
CONDAT Como especialistas en lubricantes para la metalurgia, presenta su más Hall 11reciente desmoldeante, CONDAFOND 354, destinado a la fundición Stand D15inyectada de piezas de aluminio, particularmente exigentes en términosde desmoldeo, bajo fuertes tensiones térmicas.
CREAFORM Sistemas de medición 3D ópticos y portátiles Handyscan 3D, HandyPROBE Hall 13y MetraSCAN que se emplean frecuentemente en el ámbito de la fundición. Stand C54
CYRUS Se expondrán las últimas tecnologías en vibración. Como ejemplo una Hall 17canaleta vibrante TRE electrónica, capaz de variar todos los parámetros Stand D04de vibración, incluso la dirección de avance.
Representado por: EURO-EQUIP.
DEGUISA Refractarios para válvula corredera y equipos de combustión y control. Hall 10Stand N10-B57
DISA y WHEELEBRATOR Se expondrán dos lanzamientos en máquinas de moldeo vertical y Hall 15Mtach así como las últimas novedades en granalladado interior por aire, Stand G34nueva turbina y granalladora de cinta.
Representado por: EURO-EQUIP.
DK RECYCLING UND Productor de lingotes de hierro. Hall 13ROHEISEN GMBH Representado por: ELKEM Ibérica Stand A34
ELKEM AS Líder en la producciÓn de silicio y sus aleaciones. Ferrosilicio, Hall 13NodulIzantes e Inoculantes, Silicio Metal, Recarburantes… Stand C40
Representado por: ELKEM Ibérica
ESD-SIC Carburo de Silicio. Hall 11Representado por: Internacional Alonso S.L. Stand G39
ESI GROUP Empresa de simulación gracias a su portfolio de soluciones, entre las Hall 11que encontramos ProCAST y QuikCAST. Stand J36
Representado por: Análisis y Simulación.
EUROPEAN PRODUCT Fabricantes de resinas fenólicas y furánicas para refractarios en la Hall 12MANAGER - FOUNDRY industria de la fundición. Stand E12
EMPRESA DEDICACIÓN STAND

EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
58
FAT Desarrolla y produce desde 1973 maquinaria e instalaciones para Hall 15fundiciones y suministra soluciones completas para el moldeo Stand J04manual y recuperación de arena. Expone: Mezcladora continua 30 t/h,componentes de una instalación de moldeo, instalación de separaciónde arena de cromita, transportador neumático.
Representado por Hermann-otto Suderow.
F.LLI MAZZON Desde 1962, tiene su centro de I&D y su planta de producción en Schio Hall 16(Vicenza) en Italia y se ha especializado en la producción de resinas, Stand H20-05pinturas y otros auxiliares para la fundición. Con una capacidad de producción de más de 15.000 t. de resinas y 12.000 t. de pinturas al año,colabora con más de 500 fundiciones en Italia y en el extranjero.
Distribuidor: EUSKATFUND S.L.
FOUNDEQUIP Diseño y fabricación de equipamiento e instalaciones de fundición: Hall 16Máquinas de moldeo, instalaciones de moldeado en arena verde, equipos Stand H22de preparación de arenas, mezcladoras, control automático de arenas defundición, sistemas de dosificación y pesada, mesas vibradoras, sistemasde transporte neumático, desmoldeadoras, tambores de desarenado,hornos rotativos de oxicombustión, equipos de carga de hornos, equiposde colada, equipos de aspiración y deposición de polvo, dispositivosautomáticos de colada.
FOSECO Hall 12Stand A04
FTL FOUNDRY EQUIPMENTS Equipos para arena química. Mezcladores, recuperación mecánica y Hall 15térmica, líneas de moldeo, etc. Stand H38
Representado por: Internacional Alonso S.L.
GEMCO INGENIEROS B.V. Ofrece soluciones completas de fundición con una gama de servicios Hall 15que abarcan estudios de procesos y de viabilidad, ingeniería, diseño, Stand D26planificación completa de nuevas fundiciones en todo el mundo y larealización llave en mano de proyectos de fundición.
GENERAL KINEMATICS Exhibe equipos de tecnología vibratoria en su sistema de doble masa. Hall 17Habrá una sesión diaria de 20 minutos, para enseñanza y entrenamiento Stand B11en inglés, italiano, español y chino.
Contacto: M. Iglesias.
GIBSON CENTRITECH Centrifugadoras verticales y horizontales. Hall 15Representado por: Internacional Alonso S.L. Stand H38
GIS Giesserei Instandsetzung Fabrica y comercializa sus propios equipos (todo tipo de hornos), Hall 11Service 2003 aportando un valor añadido a la fundición de las aleaciones no férricas: Stand H33
aluminio y magnesio.
GRUPO EFD INDUCTION Últimas novedades en los dominios del calentamiento por inducción Hall 9para las diferentes aplicaciones de Tratamiento Térmico localizado. Stand D27
HEINRICH WAGNER Expone diversos tipos de máquinas con la tecnología AERATION. Esta Hall 17SINTO, HWS tecnología ahorra recursos y mejora el rendimiento frente a las Stand A15
tecnologías convencionales de fabricación de moldes.
Representado por: Hermann-otto Suderow.
HENKEL • Acheson®: desmoldeantes y otros lubricantes para inyección, a alta Hall 11y baja presión. Stand J35
• Multan®: refrigerantes de altas prestaciones y rentabilidad.• P3®: limpiadores y desengrasantes.• Loctite®: la marca líder global en adhesivos.• Alodine®: pre-tratamiento y pasivación para aplicaciones de pinturas.• Ceramishield®: recubrimiento cerámico.
HENSCHEL Presenta sus principales novedades: Hall 17INDUSTRIETECHNIK • Manipulador Andromat AMX 80 para cargas pesadas. Stand B39
• Manipulador Andromat AMX 60 MT (en funcionamiento) condiversas herramientas: pinzas, cuña, pulidor, martillo, etc.
Representado por: Hermann-otto Suderow.
EMPRESA DEDICACIÓN STAND

EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
59
HOLMATRO Gama completa de cuñas hidráulicas de fundición para la eliminación Hall 16de bebederos, con ergonomía, seguridad y eficacia de las bandas y los Stand E10alimentadores de piezas de fundición. Se adjunta a un equilibrador deuna cuña de fundición.
HORMESA-CONTICAST Expone varios equipos, como un STO1000 completamente de nuevo Hall 11diseño, un horno EGP-HCC de Colada Continua con Inducción para fácil Stand A07cambio de aleación y de medidas, y un Horno de Canal, con Control IGBT novedoso y con sistema Patentado de Canales.
IMF Group Expone: Mezclador continuo de alta velocidad con doble brazo de mezcla Hall 15T36/100-S. Manipulador automático de cajas hasta 30 Tns. Recuperación Stand G38térmica de gas de 2 Tns/h. Centro de Machos FOUNDRY AUTOMATIONcompuesto de una disparadora de machos SPC40 para cajas de machoshorizontales y robot industrial para coger los machos (la máquina seencontrará operativa). Granalladora de monorraíl.
Representado por: MAINFUSA.
INDEMAK Hornos de inducción para fusión de metales. Hall 10Representado por: EWT. Stand J65
INSPECTOMATION Se mostrará la gama de productos basados en visión para la Hall 15identificación de defectos en moldes tanto en vertical como en Stand 25horizontal, así como en las propias piezas, además de su novedososistema de marcación de piezas.
Representado por: EURO-EQUIP.
INSERTEC Presentará sus últimos desarrollos en Hornos Industriales y Productos Hall 10Refractarios para la industria de la fundición. Stand J38
KNIGHT WENDLING Consultoría en la industria de fundición de metales Hall 15Stand D26
KOINS Sistemas de control de colada por Láser. Hall 10Representado por: EURO-EQUIP. Stand J45
KROWN Presenta un horno dosificador de nueva tecnología modelo KROWNTEX Hall 11KX900 y un horno de mantenimiento con resistencias sumergidas. Stand G50
KURTZ Empresa especializada en maquinaria para fundiciones de la mejor Hall 16calidad, expone sus principales novedades y en particular sus nuevas Stand F48prensas de rebarbado.
Representado por: Hermann-otto Suderow.
LABECAST Empresa al servicio de las fundiciones para ser su partner técnico con Hall 5equipos destinados al incremento de su productividad, el ahorro en los Stand A19consumos energéticos, la mejora de la calidad y reducción de rechazosen sus procesos, la automatización de sus procesos de manera adecuadaa sus propias necesidades, la minimización del impacto medioambientaly la mejora de la seguridad del personal en las fundiciones.
LAC Hornos para Laboratorio y pequeñas aplicaciones. Hall 11Representado por: Técnicas en Hornos Hot. Stand G-42
LAND INSTRUMENTS • Cámaras de termografía ARC y FTI- E 1000. Hall 12• Sistemas de barrido LSP-HD. Stand C24• Termómetros del Sistema 4.• Termómetros portátiles Cyclops.
LENARD BCN Nueva Gama de tejidos para Fundición Valent-T. Hall 10Stand N10-B57
LOFT Tratamiento costo-efectivo de las aguas residuales de proceso en la Hall 11fabricación y acabado de piezas de aluminio fundido a presión y de los Stand J46numerosos residuos líquidos de proceso que se generan entre ellas: Agentes glicólico libreración, refrigerantes y lubricantes, limpieza deaguas residuales y las aguas residuales de acabado a vibración.
Representado por: INCRO.
EMPRESA DEDICACIÓN STAND

EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
60
LOHMANN Parrillas , Utillajes y Cestas en Fundición Refractaria. Hall 9Representado por: Técnicas en Hornos Hot. Stand E-02
LORAMENDI Expondrá dos instalaciones de última generación que corresponden a Hall 16sus líneas de negocio de machería y moldeo. En concreto una célula de Stand F52fabricación de machos con un proceso inorgánico y una máquina demoldeo vertical sin caja. El tercer negocio, Service, lo constituye elsuministro de piezas de repuesto así como el retroffiting de máquinas.
MAGMA Presentará oficialmente su nuevo software de simulación para fundición. Hall 12Representado por: EURO-EQUIP. Stand A16
MASCHINENFABRIK GUSTAV Empresa especializada en la preparación de arena de moldeo. Hall 17EIRICH Mezcladora R 28: Producción aprox. 125 t/h de arena preparada Stand D163
con el método convencional.• Mezcladora R32 Vac: Producción aprox. 150 t/h de arena preparada
con el proceso Evactherm.• Módulo para la preparación convencional con mezcladora R16 para
aprox. 14 a 21 t/h arena preparada.• Sistemas de control con el software más moderno.
Representado por: Hermann-otto Suderow.
MESA ELECTRONIC Servicios para tratamientos térmicos: Hall 9• Ingenieria de control y medida de atmósferas. Stand D02• Cambio y modernización de instalaciones existentes.• Reparación de equipos de control y medida.• Mantenimiento y puesta a punto.• Asesoramiento y control de calidad de sistemas de medición.• Visualización y registro de medidas.• Consultoría para la mejora de las instalaciones existentes.
Representado por: INTERBIL.
METALLTECHNICK SCHMIDT Productor de granalla esférica de acero bajo carbono Ferrosad, Granalla Hall 16angular, Granalla de aluminio. Stand H36
Representado por: ELKEM Ibérica
METLTECH Nueva gama de hornos de inducción de fusión en la nueva oferta de Hall 10hasta 750 kW y 1.500 Kg de capacidad, el nuevo sistema demuestra el Stand D45enfoque innovador de la compañía en la fusión, que ofrece interesantes características y beneficios. Los sistemas tradicionales de reconstruccióntambién estarán.
MICROTHERM NV – PROMAT Aplicaciones de aislamiento térmico microporoso. Cuenta con 40 años Hall 09de experiencia en una amplia variedad de exigentes aplicaciones: Stand D35Hornos, Acerías, Metales no ferrosos.
MOMENTIVE SPECIALTY Fabricantes de resinas fenólicas y furánicas para refractarios en la Hall 12CHEMICALS IBERICA S.A. industria de la fundición. Stand E12
MORGAN MMS Crisoles de carburo de silicio y grafito para fundicion de metales, Hall 11accesorios como canales, cazos, rotores de desgasificado y hornos de Stand J31fundición a crisol.
Representado por: DUGOPA.
NABERTHERM GMBH Desarrolla y fabrica desde hace más de 60 años hornos industriales para Hall 10SUCURSAL EN ESPANA sectores y aplicaciones diversas. Stand C58
NEDERMAN-DANTHERM La incorporación de Dantherm en el grupo Nederman le confiere el Hall 15 carácter líder mundial en filtración y soluciones medioambientales en Stand H26los puestos de trabajo de las fundiciones.
Representado por: EURO-EQUIP.
NOVACAST Software análisis térmico, solidificación, llenado. Hall 12Representado por: Internacional Alonso S.L. Stand G21
EMPRESA DEDICACIÓN STAND
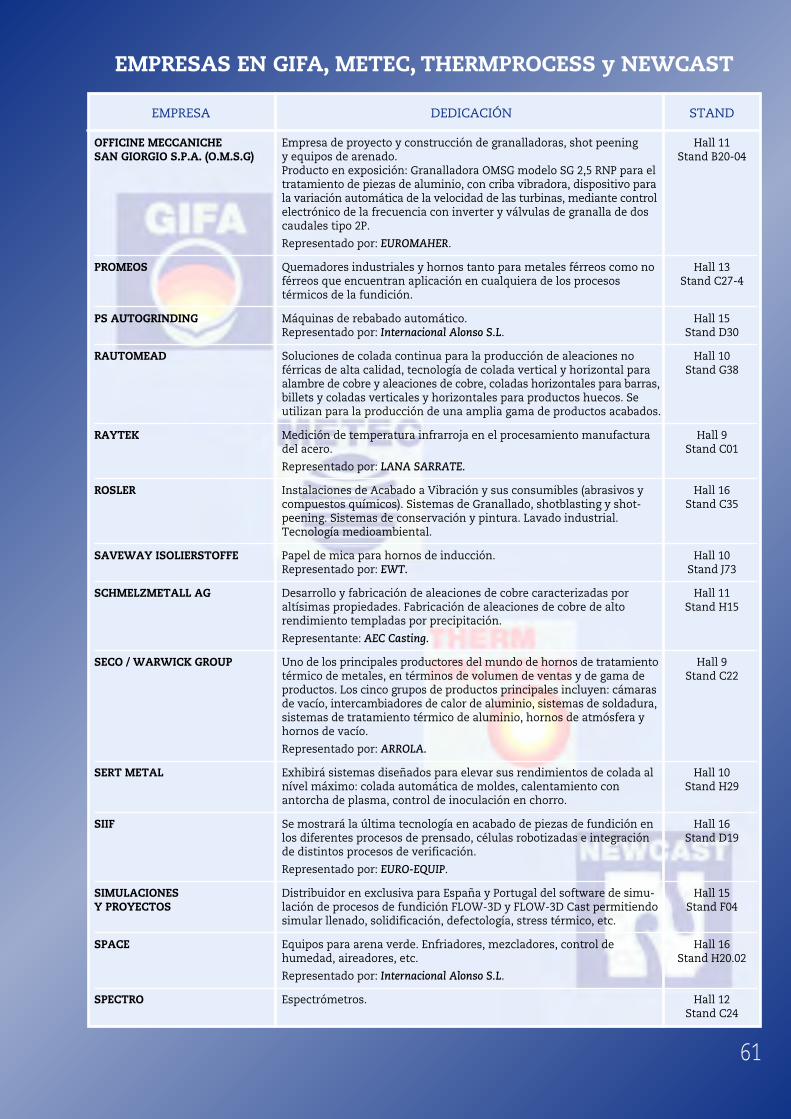
EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
61
OFFICINE MECCANICHE Empresa de proyecto y construcción de granalladoras, shot peening Hall 11SAN GIORGIO S.P.A. (O.M.S.G) y equipos de arenado. Stand B20-04
Producto en exposición: Granalladora OMSG modelo SG 2,5 RNP para el tratamiento de piezas de aluminio, con criba vibradora, dispositivo parala variación automática de la velocidad de las turbinas, mediante controlelectrónico de la frecuencia con inverter y válvulas de granalla de doscaudales tipo 2P.
Representado por: EUROMAHER.
PROMEOS Quemadores industriales y hornos tanto para metales férreos como no Hall 13férreos que encuentran aplicación en cualquiera de los procesos Stand C27-4térmicos de la fundición.
PS AUTOGRINDING Máquinas de rebabado automático. Hall 15Representado por: Internacional Alonso S.L. Stand D30
RAUTOMEAD Soluciones de colada continua para la producción de aleaciones no Hall 10férricas de alta calidad, tecnología de colada vertical y horizontal para Stand G38alambre de cobre y aleaciones de cobre, coladas horizontales para barras,billets y coladas verticales y horizontales para productos huecos. Seutilizan para la producción de una amplia gama de productos acabados.
RAYTEK Medición de temperatura infrarroja en el procesamiento manufactura Hall 9del acero. Stand C01
Representado por: LANA SARRATE.
ROSLER Instalaciones de Acabado a Vibración y sus consumibles (abrasivos y Hall 16compuestos químicos). Sistemas de Granallado, shotblasting y shot- Stand C35peening. Sistemas de conservación y pintura. Lavado industrial.Tecnología medioambiental.
SAVEWAY ISOLIERSTOFFE Papel de mica para hornos de inducción. Hall 10Representado por: EWT. Stand J73
SCHMELZMETALL AG Desarrollo y fabricación de aleaciones de cobre caracterizadas por Hall 11altísimas propiedades. Fabricación de aleaciones de cobre de alto Stand H15rendimiento templadas por precipitación.
Representante: AEC Casting.
SECO / WARWICK GROUP Uno de los principales productores del mundo de hornos de tratamiento Hall 9térmico de metales, en términos de volumen de ventas y de gama de Stand C22productos. Los cinco grupos de productos principales incluyen: cámarasde vacío, intercambiadores de calor de aluminio, sistemas de soldadura,sistemas de tratamiento térmico de aluminio, hornos de atmósfera yhornos de vacío.
Representado por: ARROLA.
SERT METAL Exhibirá sistemas diseñados para elevar sus rendimientos de colada al Hall 10nível máximo: colada automática de moldes, calentamiento con Stand H29antorcha de plasma, control de inoculación en chorro.
SIIF Se mostrará la última tecnología en acabado de piezas de fundición en Hall 16los diferentes procesos de prensado, células robotizadas e integración Stand D19de distintos procesos de verificación.
Representado por: EURO-EQUIP.
SIMULACIONES Distribuidor en exclusiva para España y Portugal del software de simu- Hall 15Y PROYECTOS lación de procesos de fundición FLOW-3D y FLOW-3D Cast permitiendo Stand F04
simular llenado, solidificación, defectología, stress térmico, etc.
SPACE Equipos para arena verde. Enfriadores, mezcladores, control de Hall 16humedad, aireadores, etc. Stand H20.02
Representado por: Internacional Alonso S.L.
SPECTRO Espectrómetros. Hall 12Stand C24
EMPRESA DEDICACIÓN STAND

EMPRESAS EN GIFA, METEC, THERMPROCESS y NEWCAST
62
STOTEK Hornos de fusión y mantenimiento de aluminio. Hall 11Representado por: EWT. Stand H32
SUPERIOR GRAPHITE Especializada en tecnologías de alta temperatura para la fabricación de Hall 13EUROPE Ltd. productos de grafito y carbono de alto valor añadido. Entre sus Stand A61
productos destacan los electrodos de grafito ARK, el recarburanteDESULCO o los inoculantes grafíticos Super-Carb.
Representada por: GRAO-LAN 46.
SP MINERALS Refractarios para hornos de inducción. Hall 12Representado por: EWT. Stand B20
TCT TESIC Distribuidores de equipos usados de fundición en todo el mundo. Hall 10Stand C48
THERMOBIEHL Equipos de atemperación de moldes. Hall 11Representado por: EWT. Stand C16
TREBI DI NADIA BIANCHI SrL Fabricante de células robotizadas de rebabado, pulido y esmerilado. Hall 17Expone: Máquina de corte y rebabado TREBI modelo AFC 50 P. Solución Stand D39robotizada flexible que permite cortar la colada y rebabar la pieza automáticamente (a través de una torreta multiherramientas)directamente en la célula de presofusión.
Representado por: EUROMAHER.
UNIFRAX Productos y soluciones para el mercado de la fundición y el tratamiento Hall 9térmico. Stand C28
VDS Sistemas de Vacío. Controladores, Válvulas Electrónicas, Válvulas Hall 11actuadas por metal y Chill Vent. Asesoría Técnica. Stand C22
VELCO Fabrica máquinas e instalaciones para fundición. Técnicas innovadoras Hall 5de transporte neumático, inyección de residuos de fundición, residuos de Stand E20carbón, etc. Aleaciones para el proceso de fusión, sistema de humectaciónGunmix® que proporciona una humectación óptima, incluso de laspartículas más finas del material ardiente. Industria siderúrgica,metalúrgica y refractarios.
VOXELJET Hall 13Stand B32-01
VSM AG (VITEX) Productos abrasivos para el lijado de piezas de fundición, así como de Hall 11moldes. Cabe destacar productos en grano cerámico, zirconio, compacto Stand A03y óxido de aluminio.
VULKAN INOX Fabrica granallas de acero inoxidable: Granalla esférica en aleación de Hall 16cromo-níquel (18/10) CHRONITAL y granalla angular en aleación de Stand A36cromo (Cr 30%) GRITTAL.
WS, WARMEPROZESSTECHNIK Especializada en sistemas de calefacción a gas para hornos industriales Hall 9eficientes y de reducidas emisiones. Quemadores que combinan el Stand A64intercambiador térmico para el aire de combustión y el propioquemador en una unidad.
Representado por INTERBIL.
EMPRESA DEDICACIÓN STAND
Aquí se encuentran las compañías que nos han contestado en fecha, marcando qué
productos o maquinaria presentan para el sector. No están todos, la no recepción o
algún problema en el envío de sus datos ha hecho que no entraran a tiempo. Desde
aquí nuestras disculpas.

Mayo 2011 / Información
63
DEFECTOS
Predicción de defectos y de la calidad del materialen piezas fundidas, mediante la determinacióncomputacional de la longitud de flujo
Hilbinger, R.M., A. Lohmüller, J. Köpf y R.F. Singer .Eninglés. 6 pág.
Se propone un nuevo criterio para la optimización deldiseño de los sistemas de llenado de piezas por simu-lación numérica. Los métodos computacionales ac-tuales permiten visualizar el proceso de llenado y de-tectar los posibles defectos. En el caso de aleaciones dealuminio y magnesio inyectadas u obtenidas por Thi-xomolding, la sanidad de la pieza depende fundamen-talmente del sistema de llenado. Conscientes de suimportancia, los autores de este trabajo han introduci-do como un posible criterio cuantitativo la longitud delflujo de metal durante el llenado. Los valores del flujode metal, también conocido como longitud de llenado,revelan el movimiento del líquido y la interacción delos diferentes flujos de metal en el interior de la piezadurante el llenado. En comparación con la secuenciade llenado obtenida directamente por simulación y re-presentada por una serie de imágenes, aquí el comple-jo sistema de llenado es claramente visible en una so-la imagen, que muestra las marcas de paso del líquidoo los valores de la longitud de flujo. La ventaja consisteen una fácil comparación del llenado durante la inyec-ción para distintos diseños de las piezas o del sistemade llenado en una sola imagen. El sistema se ha valida-do determinando las propiedades mecánicas en dis-tintas localizaciones de una pieza de ensayo. Quedapor desarrollar la identificación de la localización po-tencial de los defectos en procesos tan dinámicos co-mo la fundición inyectada o el Thixomolding.
International Journal of Cast Metals Research 24 (2011)nº 2 p.96-101
FUNDICIÓN DÚCTIL
Piezas delgadas de fundición dúctil y ADI comosustitutos de piezas de aluminio
Fraê, E., M. Górny y H.F. López. En inglés. 6 pág.
El equipo de mis buenos amigos Edward Fraê y HugoLópez nos demuestra en este trabajo que la fundicióndúctil es competitiva con las aleaciones de aluminioen la reducción de peso de las piezas de automóvil. Sibien las aleaciones de aluminio presentan las ventajasde menor densidad, punto de fusión más bajo, lo quepermite emplear moldes permanentes y colar por in-yección, mejor acabado superficial y elevada conducti-vidad, son inferiores en cuanto a propiedades mecáni-cas a alta temperatura y ambiente, resistencia aldesgaste, amortiguación y costes de producción. Laspiezas delgadas de fundición dúctil pueden suplir conventaja las aleaciones de aluminio, ya que para el mis-mo peso, la relación propiedades mecánicas/densidadson superiores. Si se emplea ADI las ventajas son aúnmayores. En cuanto a costes, por unidad de resisten-cia, la fundición dúctil cuesta 1,8-4,8 $/MPa, la ADI 1-7-3,1 $/MPa, el hierro fundido 6,0-7,5 $/MPa y las aleacio-nes de aluminio 25,8-50,6 $/MPa. Para conseguir piezascomo brazos de control o rotores, con espesores com-prendidos entre 1 y 4 mm, es necesario partir de unacarga metálica de suficiente pureza e inocular y post-i-nocular por inmold. Con ello se consigue obtener pie-zas sin poros ni zonas frías o temple. El número de nó-dulos oscila entre 800 nódulos/mm para la parte másgruesa del rotor y 2.000 para la más delgada del brazode control, con contenidos de ferrita entre el 40 y el80%. La relación resistencia/peso está alrededor de 80MPa cm3/g. Una austenización a 900 ºC y un austem-pering a 350 permite obtener unas piezas de ADI cuyoratio resistencia/peso sube a 150 MPa cm3/g.
Foundry Trade Journal 187 nº 3683 April 2011
Inventario de Fundición
PPoorr JJoorrddii TTaarrtteerraa
Siguiendo el camino emprendido en la revista Fundición y después en Fundidores, ofrecezco ahora en exclusiva alos lectores de FUNDI PRESS el “Inventario de Fundición” en el cual pretendo reseñar los artículos más interesan-tes, desde mi punto de vista, que aparecen en las publicaciones internacionales que recibo o a las que tengo acceso.

64

ESPECTRÓMETROS OES PARA ANÁLISIS DE METALESANALIZADORES ELEMENTALES C/S/N/O/H
ANALIZADORES PORTÁTILES DE Rx
65

66
C/ Arboleda, 14 - Local 11428031 MADRID
Tel. : 91 332 52 95Fax : 91 332 81 46
e-mail : [email protected] Metalográfico de Materiales
Laboratorio de ensayo acreditado por ENAC• Laboratorio de ensayo de materiales : análisis químicos, ensayos mecánicos,
metalográficos de materiales metálicos y sus uniones soldadas.• Solución a problemas relacionados con fallos y roturas de piezas o compo-
nentes metálicos en producción o servicio : calidad de suministro, transfor-mación, conformado, tratamientos térmico, termoquímico, galvánico, u-niones soldadas etc.
• Puesta a punto de equipos automáticos de soldadura y robótica, y templesuperficial por inducción de aceros.
• Cursos de fundición inyectada de aluminio y zamak con práctica real de tra-bajo en la empresa.

BERG, S.L.U.Pol. Ind. Can Carner, 57
c/ Terra Alta, 5708211 Castellar del Valles (Barcelona)
Telf. 937 473 636 - Fax. 937 473 [email protected]
BERG, S.L.U.Artículos para inyectado:• Gránulos lubricantes para pistón.• Desmoldeantes.• Barras y pistones de cobre berilio.• Pistones de acero de larga duración.• Evacuadores de aire para moldes “Chill-vent”.• Calentadores de gas para moldes.
Y otros artículos para fundición:• Aditivos de arena.• Aglomerante inorgánico GEOPOL A.• Arena preparada PETROBOND. www.bergsl.com
67

Información / Mayo 2011
68
ABB . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7ABRASIVOS Y MAQUINARIA . . . . . . . . . 66ACEMSA . . . . . . . . . . . . . . . . . . . . . . . . . . 66ALJU . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13ALLPER . . . . . . . . . . . . . . . . . . . . . . . . . . . 25AMFEX . . . . . . . . . . . . . . . . . . . . . . . . . . . 51AMV SOLUCIONES . . . . . . . . . . . . . . . . . 55ASK CHEMICALS . . . . . . . . . . . . . . . . . . . 3AURRENAK . . . . . . . . . . . . . . . . . . . . . . . . PORTADABARALDI . . . . . . . . . . . . . . . . . . . . . . . . . . 37BAUTERMIC . . . . . . . . . . . . . . . . . . . . . . . 64BERG . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67BGT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35BRUKER . . . . . . . . . . . . . . . . . . . . . . . . . . 65BÜHLER . . . . . . . . . . . . . . . . . . . . . . . . . . . 9CAVENAGHI . . . . . . . . . . . . . . . . . . . . . . . 4 y 5CUMBRE INDUSTRIAL . . . . . . . . . . . . . . 33DEGUISA . . . . . . . . . . . . . . . . . . . . . . . . . . 67DISA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15ESI GROUP . . . . . . . . . . . . . . . . . . . . . . . . 43EURO-EQUIP . . . . . . . . . . . . . . . . . . . . . . . 23 y 15FENAF-ABIFA . . . . . . . . . . . . . . . . . . . . . . Contraportada 2FERRAL VIQ . . . . . . . . . . . . . . . . . . . . . . . 64FOSECO . . . . . . . . . . . . . . . . . . . . . . . . . . . Contraportada 4FUNDIGEX . . . . . . . . . . . . . . . . . . . . . . . . 51GENERAL KINEMATICS . . . . . . . . . . . . . 29HENRICH WAGNER SINTO . . . . . . . . . . 11HORNOS ALFERIEFF . . . . . . . . . . . . . . . . 53HORNOS DEL VALLÉS – TECNOPIRO . . 64
IMF DIECASTING . . . . . . . . . . . . . . . . . . . 65IMF . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21INDUCTOTHERM . . . . . . . . . . . . . . . . . . . 17INSERTEC . . . . . . . . . . . . . . . . . . . . . . . . . 65INSTRUMENTOS TESTO . . . . . . . . . . . . . 67INTERBIL . . . . . . . . . . . . . . . . . . . . . . . . . 66INTERNACIONAL ALONSO . . . . . . . . . . 65LABECAST . . . . . . . . . . . . . . . . . . . . . . . . 45LENARD . . . . . . . . . . . . . . . . . . . . . . . . . . 31LORAMENDI . . . . . . . . . . . . . . . . . . . . . . . PORTADAM.IGLESIAS . . . . . . . . . . . . . . . . . . . . . . . 65METALFLOW . . . . . . . . . . . . . . . . . . . . . . 41METALOGRÁFICA DE LEVANTE . . . . . . 65MODELOS VIAL . . . . . . . . . . . . . . . . . . . . 37MPE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 67ONDARLAN . . . . . . . . . . . . . . . . . . . . . . . 17PRECIMETER . . . . . . . . . . . . . . . . . . . . . . 39REVISTAS TÉCNICAS . . . . . . . . . . . . . . . Contraportada 3RÖSLER . . . . . . . . . . . . . . . . . . . . . . . . . . . 39SIMULACIONES Y PROYECTOS . . . . . . . 19SPACE . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27SPECTRO . . . . . . . . . . . . . . . . . . . . . . . . . . 45TALLERES NOCU . . . . . . . . . . . . . . . . . . . 43TARNOS . . . . . . . . . . . . . . . . . . . . . . . . . . 47TEY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 66THERMO FISHER . . . . . . . . . . . . . . . . . . . 67VULKAN . . . . . . . . . . . . . . . . . . . . . . . . . . 49WHEELABRATOR . . . . . . . . . . . . . . . . . . . 15WITT TECNOLOGÍA GAS . . . . . . . . . . . . 41
JUNIO
Nº Especial FENAF (Sao Paulo).Hornos y elementos para fundición de metales férreos y no férreos. Robots. Simulación.
Fundición a presión. Gases y atmósferas. Medioambiente. Inducción. Lubricantes, fluidos, aceite.
Próximo número
INDICE de ANUNCIANTES