אאא אאא meok yd@ אאא אאd3...ﺔﻣﺪﻘﻤﻟﺍ ﺕـﺴﻴﻟ ﺔﻋﺎﻨـﺼﻟﺍ...
TRANSCRIPT

א א אא א א
א א אא אא
א
א א א
سة الميكانيكية مشروع أعد لنيل درجة الدبلوم في الهند
إعداد المهندس إبراهيم حسين أحمد
إشراف الدكتور المهندس عبد الوهاب الوتار
2006 - 2005العام الدراسي

بطاقة شكر و امتنان-----------------
أريد أن أتقدم بالشكر الخالص :للدكتور المهندس
عبد الوهاب الوتار هدا في أنجاز هذا العمل المتواضع و تعاونه الكاملالذي لم يأل ج
:و األستاذ زهير سعيد
الذي لن أنسى مساعدته الكريمة و صدره الرحب وخلقه الرفيع

...إهداء
صلى ا عليه و سلم حممدإىل سيد املرسلني سيد�ا
..آمني .... يح جنا�ه غمدك ا برمحته و أسكنك فس .... إليك يا أبي امسك لن يفارق خاطري ما حييت ..... وصوتك ما يزال يعيش يف خميليت الصغرية ..... ..أرجو أال أ�تظر كثريا حتى ألقاك .....
....طيبة مليئة باحلنان ..... أميإىل ي مجيع أخوتي و أخوات........ إىل

المقدمة
و هذا يعني أن هذه الصـناعة ليسـت ، سنة 6000تزاول عملية سكب المعادن منذ أكثر من جديدة فهي ضاربة في القدم وهي من أول الصناعات التي قام بها اإلنسان على مر العصـور
و ، حيث بدأ باستخدام النحاس و البرونز أوال ثم جاء الحديد و الذي أصبح عصب العصـر . اآلن سبائك الزنك و المعادن األخرى
لقد كانت السباكة طوال حقبة طويلة من الزمن تعتمد اعتمادا يكاد يكون كليا علـى العمـل إال أنه خالل بضع عشرات من السنين األخيرة أمكن إجراؤها بالوسائل الميكانيكيـة ، اليدوي
. بدرجة متزايدة و بكفاءة أعلى ن هي تشكيل جسم معدني عن طريق صهر المعدن ثم صبه فـي القالـب وعملية سكب المعاد
. المحضر و تركه يتجمد و ليبرد ليأخذ بعد تجمده شكل فجوة القالب و هذه الطريقـة كانـت ، والطريقة التقليدية لسكب المعادن هي طريقة السباكة برمال السباكة
لتي طرأت على طرائق إصالح الرمال بدائية و مكلفة من الناحية االقتصادية لوال التطورات ا و إعادة استعمالها حيث تستخدم في الوقت الحالي محطات تحضـير و إصـالح الرمـال و استعمال اآلالت نصف اآللية و اآللية في صناعة القوالب الرملية و استخدام الخطوط اإلنتاجية
. في إخراج المسبوكات من القوالب و تنظيفها طريقـة السـكب بالشـمع : السباكة عدد من األساليب الحديثة منها اكتشف أثناء تطور علم
و النمـوذج ، و طرائق الصب بالضـغط ، و طريقة السكب في القوالب القشرية ، المهدور .الخ ... المتبخر
كما تطورت عمليات صناعة النماذج بصورة فائقة و ذلك باستخدام نظم التصـميم و الرسـم و كذلك اإلنتاج لتلك النماذج بنظـام / لتصميم باستخدام الحاسب ا / CADباستخدام الحاسوب
CAM / التصنيع باستخدام الحاسب . / تصنع أجزاء اآلالت بطريقة السباكة إذا كانت أشكالها قد صممت بحيث ال يتيسـر صـناعتها
و ينطبق ذلك على جميع أجزاء . أو إذا كانت تلك الطرق غير اقتصادية ، بالطرائق األخرى اآلالت ذات األشكال الداخلية و الخارجية المعقدة كالقطع مزدوجة الجدران أو ذات الزعـانف
و لما كانت طرائق السباكة الحديثة تعطي مسبوكات بدقة هندسية و بعدية مقبولة فإن . الكبيرة . كمية المعدن المتوقع إزالته في عمليات التشغيل الالحقة تكون قليلة
إن ، لسباكة في تطور مستمر و ال نعرف إلى أين ستصل هذه التطورات و ما تزال عمليات ا . هذا مرهون بما يخبئه المستقبل لنا

سباكة المعادن
عملية السباكة هي تشكيل أجسام معدنية تتم بصهر المعدن أو السبيكة و صبه في القالب المراد .ب د تجمده شكل فجوة القالو تركه يبرد و يتجمد ليأخذ بع، تشكيل المعدن فيه
و تقسم عمليات السباكة إلى السباكة في القوالب الرملية و السباكة بالطرق الخاصة و سنحاول أن نعطي نبذة مختصرة عن هذا الطرق حتى تتكون للقارئ فكرة عن طرق السباكة و ذلـك
. اكة المعادن قبل أن نبدأ في بحثنا و الذي يتناول آالت الحقن بالضغط المستخدمة في سب
السباكة في قوالب رملية
و يتم فيها سكب المعدن بعد صهره في فرن خاص في قوالب تشـكل مـن رمـال خاصـة و بعد أن تتجمد المسبوكة تنزع عن طريق هدم الرمل و تأخذ شكل فجوة القالـب ، بالسباكة
. المشكلة مسبقا ارة عن نموذج خشبي على األغلب حيث النموذج األولي للقطعة المراد الحصول عليها هو عب
يوضع هذا النموذج داخل ريزك معدني هو الذي يشكل حدود القالب بعد أن يرك داخله الرمل حول النموذج الخشبي وبعدها يتم إزالة النموذج فنحصل على القالب و الفجوة التي يتم سـكب
. المعدن المنصهر فيها ستخدم لتشكيل القوالب الرملية و هي مواد طبيعيـة أو و تعرف رمال السباكة على أنها مواد ت
مـن المـواد الرابطـة % 50أغلب هذا المواد سيليكونية تحتوي على حتـى . اصطناعية الذي يتواجد على و المكون الرئيس لرمال القوالب هو ثاني أكسيد السيليكون . العضوية
. فعل العوامل الطبيعية شكل صخور الكوارتز التي تتحطم ب2SIO
و المثال التالي كاف لكي يشرح عملية السباكة في قوالب رملية حيث يبين هذا المثال كيفيـة تشكيل قالب سباكة لسباكة أنبوب ذو فلنجة و كيفية وضع النواة للحصـول علـى التجويـف
.الداخلي لألنبوب
ليةعملية سباكة أنبوب بواسطة القوالب الرم ) 1( الشكل

السباكة بالطرق الخاصة
تعددت طرق السباكة الخاصة في الوقت الحالي و سنذكر هنا أهم هـذه الطـرق و أكثرهـا . استعماال
: السباكة بالشمع المهدور –أوال
: و تتم كما يلي ) 2( مراحل عملية السباكة موضحة في الشكل
. مع أو البالستيك تبدأ العملية بتحضير النماذج المصنعة من الش .1و المبـين فـي ) األساس ( تصنع هذا النماذج بحقن مادة النموذج في القالب الرئيسي .2
ـ ، ) a - 2 (الشكل ة ـالذي تم صنعه بدقة تامة بواسطة عمال مهـرة فـي صناع . القوالب
بتجميع عدة نماذج معا بلحامها بالشمع مـع ) الشجرة ( يتم تشكيل أو تجهيز العنقود .3كمــا هــو موضــح ، وعــة المصــبات المجهــزة مــع المصــب الرئيســي مجم
) . b - 2( بالشكل . توضع القوالب في وضع رأسي .4و تكرر هذه العملية عـدة ، تغمر الشجرة أو عنقود النماذج في مزيج من السيراميك .5
مرات إلى أن نحصل علـى السـماكة المطلوبـة مـن طبقـة التغليـف الخاصـة ) . c - 2( الشكل ، القالب ب
يجهز القالب بإحضار العنقود و يوضع عليه الريزك الخاص به ثم تصب مادة القالب .6 ) . d - 2( الشكل ، وذلك بعد كسائه بطبقة التغليف ، عليه مكونة صلدا
كما ، بشكل كامل بهذه المادة التي تغطي عنقود النماذج تماما ) القالب ( يمأل الريزك .7و قد يستخدم إلعداد القالب مـا يسـمى المسـحوق ) . d – 2( و موضح بالشكل ه
الباريسي الذي يمزج مع الماء و يملئ القالب مباشرة بدون طبقة تغليف و مـن ثـم . يصبح صلبا بعد جفافه على أن يتم شيه بعد إخراج الشمع منه
فرن تسخين حتى يسمح تستخدم الريازك المحتوية على القوالب في وضع مقلوب في أ .8 . للنماذج باالنصهار و تتساقط الخارج القالب
. مم 6 – 3طبقة تغليف تصل سماكتها من .9توضع الريازك المحتوية على القوالب في وضع مقلوب في أفران تسخين حتى يسمح .10
. للنماذج باالنصهار و تتساقط خارج القالب إلـى ) e - 2( ا هو موضح بالشـكل كم. يصب المعدن بعد ذلك في القالب بالتثاقل .11
. داخل تجويف القالب . و ضغط الهواء ، و الطرد المركزي ، تستخدم طرق أخرى للصب شاملة التفريغ .12تكسر القوالب و تنزع منها المسبوكات و تزال النواة بتيـار ، بعد تمام تجمد المعدن .13
. مندفع من الماء أو بغسيلها بالصودا الكاوية خيرة عبارة عن إزالة مجموعة المصبات عن المسبوكات باستخدام المناشير العملية األ .14
) . f - 2(أو بأحجار التجليخ كما هو موضح بالشكل
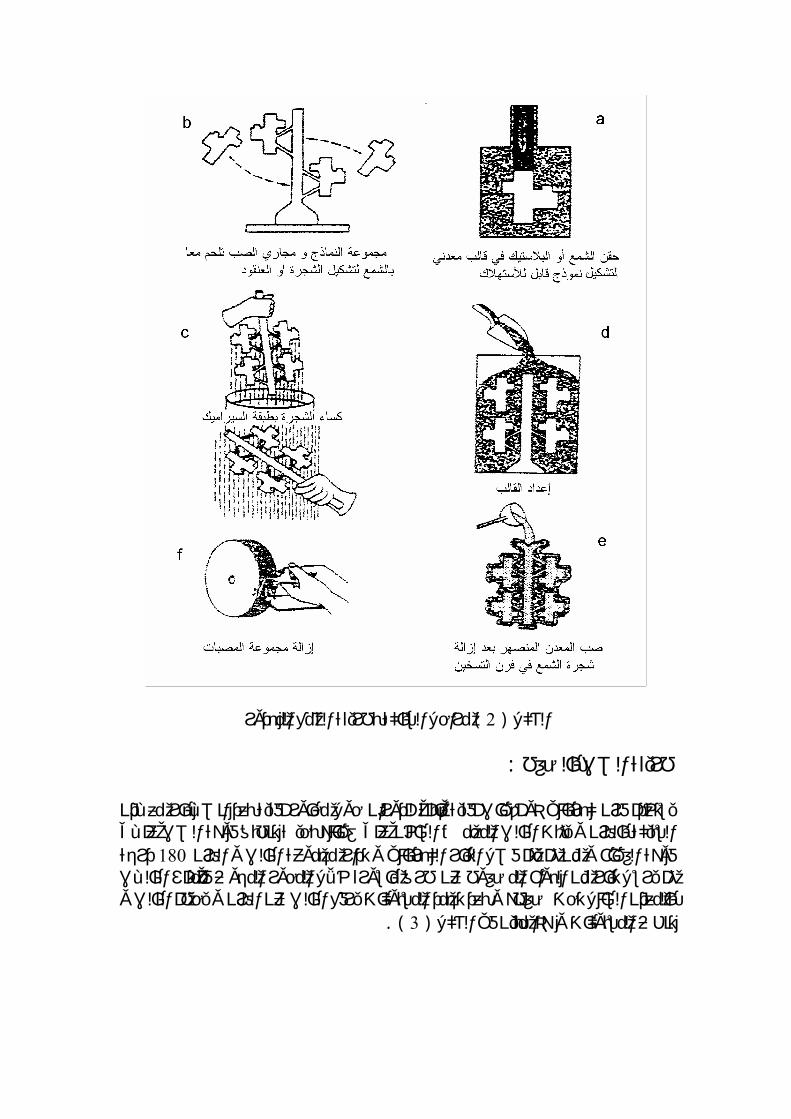
مراحل السباكة بطريقة الشمع المهدور ) 2( الشكل
: طريقة الصب بالضغط
بعد انصـهار معـدن يستخدم فرن كهربائي ذو أقطاب أفقية قابلة للدوران حول محاور أفقية السبيكة بالفرن و يثبت القالب المحمص الساخن على غطائه بحيث تنطبق فوهة الصب علـى
درجة 180فوهة الغطاء و من ثم يتم فصل التيار الكهربائي و تدار مجموعة القالب و الفرن ثم يرسل تيار من الهواء المضغوط عن طرق ماسورة خالل المحور المجوف فيمتلئ القالـب
المعدن السائل تحت ضغطه و بعد تجمد المسبوكات يرفع القالب عن الفرن و يحطم القالب و ب ) . 3( تنظف المسبوكات و هذا مبين في الشكل

طريقة الصب بالضغط ) : 3( الشكل
: طريقة الصب بالطرد المركزي
لمركزي بحيث ينطبق يثبت الريزك و عليه كتلة النماذج المحمصة على صينية ماكينة الطرد ا محور دوران الرأسي على محور دوران القالب و المصب األوسط و بعد صـب المعـدن و
تجمده تخرج المسبوكات و تنظف من مصباتها و ترسـل للتنظيـف كمـا هـو مبـين فـي ) . 4( الشكل
الصب بالطرد المركزي ) 4( الشكل
: طريقة الصب المقلوب
عندما يمكن أن يستوعب حجم فجوة القالب كامل المعدن الموجود بالفرن و هي طريقة مناسبة
و بصورة خاصة هنا في السباكة بالشمع المهدور و يثبت بذلك القالب بحيث تتطابق فتحته مع

درجة لينتقل المعدن من الفرن للقالب و يفضـل هنـا أن 180فتحة الفرن و تقلب المجموعة ) . 5 ( تستخدم قناة الصب كمرضع الشكل
درجة مئوية تقريبا لتحسين مقاومته ثم يبرد إلى درجة 1000يجفف القالب عند درجة حرارة درجة مئوية و تمهيدا إلجراء عملية الصب عند هذه الدرجة 800 ة 700حرارة تتراوح بين
. حيث تكون سيولة المعدن المصبوب عالية و يمأل المعدن الفجوات الدقيقة للقالب
وضع لقالب عند الصهرa: طريقة الصب المقلوب ) 5( الشكل bوضع القالب بعد الصهر
: السباكة باستخدام النموذج المتبخر –ثانيا
: و تكون مراحل عمل هذه العملية كما يلي ، و هي طريقة حديثة إلنتاج المسبوكات الدقيقة
يصنع عـادة ( قلب معدني مسخن إلى) على شكل حبيبات ( تندفع مادة البوليسترين .1
و يدفع البخار في القالب ليتم صهر البوليسـترين و لتشـكيل نمـوذج ) من األلمنيوم . صلب
. يبرد القالب ثم يفتح ليتم لفظ النموذج منه .2يتم ربط قناة الصب و المغذيات المصنوعة بالطريقة نفسها إلـى النمـوذج المشـكل .3
مسـحوق ( وذج بمادة لزجة من المواد المقاومة و يطلى النم . باستخدام صمغ خاص . و تجفف لتشكيل طبقة مقاومة تتحمل المعدن السائل ) رمل سيليكوني
وضع النموذج في قالب و يحاط بالرمل السائب الخالي من المـواد الرابطـة و يـتم ي .4يغطى سطح القالب بطبق من البالستيك ليـتم ( سحب الهواء لتشكيل خالء في القالب
) . تشكيل الخالء و مع استمرار تشكيل الخالء في القالب يتم صـب . و يرك القالب باستخدام عملية االهتزاز
فيحدث تبخر النموذج فورا و يأخذ المعدن المصهور شكل النمـوذج . صهور فيه المعدن الم . يترك القالب فترة ليبرد و يخرج المسبوك و يعاد استخدام الرمل من جديد . تماما

: السباكة في قوالب قشرية –ثالثا
بحسـب درجة مئوية و ذلـك 300 و 200تسخن لوحة النماذج المعدنية لحرارة بين .1 . نوع المادة الرابطة
. تثبت لوحة النماذج على مستودع الرمل القشري .2يقلب مستودع الرمل بحيث يغطي النموذج بالرمل فتنصهر المادة الرابطة الموجـودة .3
في الرمل عند التالمس مع لوحة النماذج المسخنة و نتحكم بـزمن الـتالمس بحيـث . مم 10بحيث تصل إلى نحصل على قشرة ذات سماكة محددة تقريبا
. يزال الرمل المتبقي غير المتأثر بالحرارة و ذلك بقلب مستودع الرمل .4 درجة مئوية لكـي 450تحمص قشرة الرمل المتوضعة فوق النماذج و ذلك بحرارة .5
تتصلب بشكل كامل و يفيد التسخين بالمحافظة على حرارة النموذج و تزال القشـرة . وجودة في لوحة النماذج عن النماذج بواسطة لوافظ م
رمل السيليس بـدون ( يجمع نصفا القالب ويوضعان فيوعاء و يحاطان بالرمل الحر .6أن يلصق نصفا القالب مع بعضهما بمواد خاصة يستطيع القالب مقاومة ) مادة رابطة
ضغط المعدن المصهور حتى يتجمد المعدن ثم يتفتت القالب بعد ذلك حيـث تحتـرق . المادة الرابطة
و يمكن استخدام نوى رملية مصنوعة من أحد رمال النوى السابقة الذكر أو يمكـن اسـتخدام نوى قشرية حيث تحضر بإحماء قالب النواة المعدنية و يملئ بعد ذلك بالرمل القشري الـذي يترك لفترة من الزمن ضمن القالب حتى تتصلب سماكة محددة من الرمل القشـري و بعـدها
وبذلك نحصل علـى ) الغير متأثر بالحرارة ( لمعدني من الرمل القشري الزائد يفرغ القالب ا . نواة قشرية حيث تقوم بتحميصها بالحرارة لتستخدم ضمن تجويف القالب
: السباكة بطريقة التخلية - رابعا
ظهرت هذه الطريقة في اليابان من أكثر من عقدين و قد استخدمت بداية األمر لألعمـال
ية ذات التفاصيل الدقيقة و تتميز بأن الرمل فيها ال يحتوي على مادة رابطة و يوجـد الفنحوله تجويف مبطن بالبالستيك و ذلك باستخدام تخلية الهواء من أجل تشغيل البالستيك و
و الرمل هنا يختلف عن الرمل الرطب الغني بالمـادة ، رص رمل السباكة ضمن القالب لية السباكة بالقوالب المعدنية و التي يظهر بها مشاكل نتيجـة الرابطة و هي أفضل من عم
. لميالن السطوح
: مراحل القيام بعملية الصب . تحضير النموذج المثقب ويكون السحب على النموذج - . تسخين الرقاقة من أجل تشكيلها - . يسحب الهواء و يشكل البالستيك على النموذج - . قة و يطلى بالطالء الخاص يوضع الريزك الخاص فوق الرقا - . يمأل الريزك بالرمل - . يشكل قمع الصب و يسوى سطح القالب و يغطى بالبالستيك - . توقف التخلية و يزال الريزك عن النموذج - . يجمع نصفا القالب و تكون الفجوة مغطاة بالبالستيك و تبقى التخلية أثناء الصب -

الرمل عن النموذج و تسقط المسـبوكة و يبـرد بعد التبريد يتم إيقاف التخلية و يسقط - . الرمل إلعادة استخدامه
: الصب في القوالب المعدنية -خامسا
القوالب المعدنية عبارة عن قوالب دائمة تستخدم لسباكة أعداد كبيرة من المسبوكات و يتوقف
إلطالـة عمـر و ،عدد المسبوكات المنتجة على نوع المعدن المصبوب و على شكل المنـتج القالب نخفف من الصدمة الحرارية المؤثرة على سطح القالب بإحماء القالب إلى درجة حرارة و بحسب درجة تعقيد المسبوكة و يمكن أن يكون القالب المعدني فونت من قطعـة واحـدة أو
و قطعتين أو أكثر حيث يكون في القالب في القطعة الواحدة الجزء المتبقي من القالب رمليـا . لكن يكون سطح الفصل أفقي أو شاقولي أو مركب
يمكن أن تكون قناة الصب الرئيسية في القالب المعدني عند سطح الفصل الشاقولي أو المائل و يفتح القالب المعدني . يمكن أن تشكل النواة الرملية كما يمكن أن تشكل المرضعات في القالب
) لـوافظ ( ائي و تطرد منه المسبوكة بواسـطة دوافـع أما يدويا و إما بواسطة ميكانيزم هو تتولد في القالب المعدني عند عملية الصب غازات ناتجـة عـن ، موجودة بأحد جزئي القالب
و يتم إخراج هذه الغازات عـن ، طالء سطح القالب و عن الهواء المزاح من تجويف القالب ) . تنفيس ( طريق سطح الفصل بأقنية تهوية
ة حرارة القالب المعدني أما بالتبريد الطبيعي أو بالتبريد القسري إما بنفخ الهواء أو تنظم درج .بجريان الزيت أو الماء خالل مجرى موجود ضمن معدن القالب
: مميزات السباكة بالقوالب المعدنية
. خلوها من الرمل و الجزيئات األخرى العالقة .1 . لقوالب المعدنية بنيتها ناعمة ألنها تتجمد بسرعة في ا .2صغر التسامحات و التجاوزات في أبعادها أو يمكـن الحصـول ( دقة أبعاد المسبوكة .3
و نعومة سـطحها أفضـل بكثيـر مـن ) mm01.0±على تسامح في األبعاد قدره مسبوكات القوالب الرملية لذا يمكن تقليل عملية التشغيل المتممة و يمكن في حـاالت
. همال هذه العمليات كليا أي أن طرائق الصب في القوالب المعدنية دقيقة كثيرة إ . خلوها من الفقاعات الدقيقة الناجمة عن الغازات .4
: خطوات السباكة بالقوالب المعدنية
تنظيف القالب بالفراشي أو الهواء الحار المضغوط و حفظه عند درجة حرارة مناسبة .1 . هذه على نوع المعدن المصبوب للصب و تتوقف درجة الحرارة
. طالء السطح العامل للقالب بالمادة المقاومة للحرارة .2 . وضع النواة مكانها داخل تجويف القالب و إحكام إغالق القالب .3 . سكب المعدن المصهور داخل تجويف القالب .4 . ترك المسبوكة فترة زمنية كي تتجمد و تبرد في القالب .5لمسبوكة حيث يجب إخراج المسبوكة بأسرع ما يمكـن لتجنـب فتح القالب و إخراج ا .6
. تقلص المسبوكة ضمن القالب وبالتالي صعوبة إخراجها

: تقسم القوالب المعدنية إلى قسمين
. القوالب المعدنية التي تعمل بالثقالة • . القوالب المعدنية التي تعمل بالضغط •
: ثقالة القوالب المعدنية التي تعمل بال–أوال
تشبه القوالب المعدنية التي تعمل بالثقالة القوالب الرملية حيث يتم إمالء فجوة القالـب بتـأثير ثقالة المعدن و يجب التحكم بحرارة القالب و أن يصب المعدن ضمن القالـب المسـخن إلـى
ـ حرارة مناسبة كما ورد سابقا و يستخدم التبريد للقالب درجة ون المعـدني و يمكـن أن يك . ) 6( الشكل طبيعيا أو قسريا التبريد
يبين الشكل التالي القالب المعدني المستخدم إلنتاج مكبس محرك السيارة المصبوب من خليطة . ألمنيوم
و تتألف النواة في الشكل الداخلي للمكبس من ثالثة 2 و 1يتألف القالب من نصفين متناظرين . ي يسهل إخراجها من المسبوكة و ذلك ك4 و 4 و 3أجزاء منفصلة
: و تتم عملية إخراج المكبس كما يلي 5 الجانبية تستخدم النوى الجانبية لتشكيل ثقوب المكبس
يجهز القالب بتنظيف سطحه الداخلي و يسخن لدرجة حرارة مناسبة للصب كما يطلى .1بوكة بسطح السطح العام لقالب بطالء مقاوم للحرارة و يساعد على عدم التصاق المس
يغلق القالب و توضع النواة المجمعة ضمن فجوة القالب و يصـب المعـدن ، القالب : المصهور ضمن القالب وبعد تجمد المعدن يتم إخراج النواة كالتالي
للداخل ثم لألعلى 4يرفع الجزء األوسط لألعلى للنواة العلوية و تحرك النوى -لمسبوكة و يفتح القالب إلخراج المسـبوكة و أفقيا فتتحرر عند ذلك ا 5تسحب النوى -
. يكرر العمل إلنتاج مسبوكة جديدة

سباكة مكبس سيارة بواسطة طريقة السباكة في القوالب المعدنية التي تعمل ) 6( الشكل بالثقالة
السباكة في القوالب المعدنية التي تعمل بالضغط -ثانيا
عدنية التي تعمل بالضغط عنها في التي تعمـل بالثقالـة فـي أن تتميز السباكة في القوالب الم
بسرعة كبيرة و تحت تأثير ضغط عال قـد ) جوف القالب ( المعدن يدفع إلى فراغ األسطمبة . ضغط جوي 500 – 10يتراوح من
و تعد درجة مكننة العمل في هذه ، م في الثانية 60كما تصل سرعة حقن القالب بالمعدن نحو ة عالية ألن معظم اآلالت المستخدمة في الوقت الحاضر أوتوماتيكية و فيها يـتم تبـادل العملي
. أو استبدالها دون تغيير اآللة نفسها ) القوالب ( األسطمبات بمكبس هيـدروليكي أو ( تصنع القالب من نصفين متناظرين يثبت أحدهما على لوحة متحركة
و تنـزع . لوحة ثابتة في اآللة تحمـل المصـب أما النصف اآلخر فيثبت على ) . غير ذلك

تستخدم هذه الطريقـة . المسبوكات بواسطة لوافظ مركبة في النصف المتحرك من األسطمبة للحصول على منتجات صغيرة رقيقة الجدران من سبائك المعادن الحديدية وغيـر الحديديـة
. كالزنك و األلمنيوم و النحاس و القصدير و الرصاص % 0.85 و 0.045Mnب منتجات سبائك الزنك من الفوالذ الخالئطي الذي يحوي تصنع قوال
Cr 0.037 أما قوالب منتجات األلمنيوم فتصنع من فوالذ يحتوي% C 5.25 و% W 5 و% Co ، يضمن الضغط الذي يسـلط ) . قالب سبائك الزنك و األلمنيوم ( وكلها تعمل بالضغط
خاذ المسـبوكات اتو . ملء القالب بالمعدن المصهور حسن، على المعدن السائل عند الحقن كما أن بنية المسبوكات المعدنيـة ، قالل المسامية في المقاطع السميكة لها ألدق تشكيالتها و إ
و تعد . الناتجة تكون دقيقة الحبيبات و مقاومتها عالية نتيجة لتبريدها السريع في قالب الصب منتجات منتهية الصـنع و ال ، و تخليصها من المصبات المسبوكات بعد إخراجها من القوالب
: و قد تصل الدقة البعدية لهذا النوع من المصبوبات إلى . تتطلب أي تشغيل ميكانيكي 01.0mmm02.0mmm03.0m فـي سـبائك في سبائك المغنزيوم و في سبائك الزنك و
.األلمنيوم فباستخدامها يمكـن إنتـاج أجـزاء . تستعمل طريقة الصب بالضغط حاليا على نطاق واسع
التركيبات الكهربائية و أجزاء الماكينات الحاسبة و أجهزة الراديو و بعض أجزاء السيارات و فـأن اسـتخدامها . ولما كانت هذه الطريقة باهظة التكاليف إلى حد ما . الجرارات و غيرها
طاق اإلنتاج الكبير أو اإلنتاج بالجملة أي عندما يراد الحصول على منتجات جيدة ينحصر في ن . و بأعداد كبيرة
للحصول على الضغط المستخدم لحقن أو دفع المعدن المصهور إلى فجوة القالب تستعمل أمـا آالت مكبسية ذات حجرات ضغط ساخنة أو باردة و إما آالت تعمل بمساعدة الهواء المضغوط
. ذا هو موضوع بحثنا في الفصول القادمة و ه

آالت احلقن املستخدمة للمعادن
آالت الحقن المستخدمة للمعادن
تقسم آالت الحقن إلى آالت حقن بالحجرة الساخنة و آالت حقن بالحجرة الباردة و لكل منـه ميزات خاصة و دورة عمل مختلفة لحد ما و أنواع المعادن المستخدمة في كل نوع من أنواع
الحقـن بـالحجرة و فيما يلي سوف نستعرض بعض أنواع آالت ، آالت الحقن مختلفة نسبيا . الساخنة و الباردة مع طريقة الحقن في كال اآللتين
: آالت الحقن بالحجرة الباردة : أوال
يتم استخدام آالت الحقن بالحجرة الباردة من أجل المعادن ذات درجة االنصهار العالية حيـث
ـ ي آالت الحقـن بكون األسطوانة و المكبس معرضة إلجهادات حرارية أقل مما هي عليـه ف . بالحجرة الساخنة
و تمتاز آالت الحقن بالحجرة الباردة بإمكانية تحضير المعدن خارج محـيط اآللـة و تبـين : األشكال التالية بعض أنوع آالت الحقن بالحجرة الباردة مع بعض مواصفاتها القياسية
12

آالت احلقن املستخدمة للمعادن
J 1116: اآللة األولى
: المواصفات القياسية
KN 1500 قوة إغالق القالب
550 و 200بين mm سماكة القالب
200 و 85بين KN قوة اللفظ
159 و 30بين Mpa ضغط الحقن
Mpa 12 الضغط داخل األنبوب
kw 11 استطاعة المحرك
kg 5000 وزن اآللة
200 و 85بين KN قوة الحقن و أبعاد اآللة بالتتالي طول 1.8 و 1.4 و m 4.58 عرض و ارتفاع
13

آالت احلقن املستخدمة للمعادن
J1155: اآللة الثانية
: المواصفات القياسية
KN 5500 قوة اإلغالق
800 و 320بين mm سماكة القالب
KN 215 قوة اللفظ
508 و 230بين KN قوة الحقن
150 و 31.5بين Mpa ضغط الحقن
Mpa 14 ضغط األنبوب الرئيسي
KW 30 ة المحركاستطاع
kg 28000 وزن اآللةأبعاد اآللة بالتتالي طول و
2.8 و2.4 و m 7.8 عرض و ارتفاع
14
آالت احلقن املستخدمة للمعادن
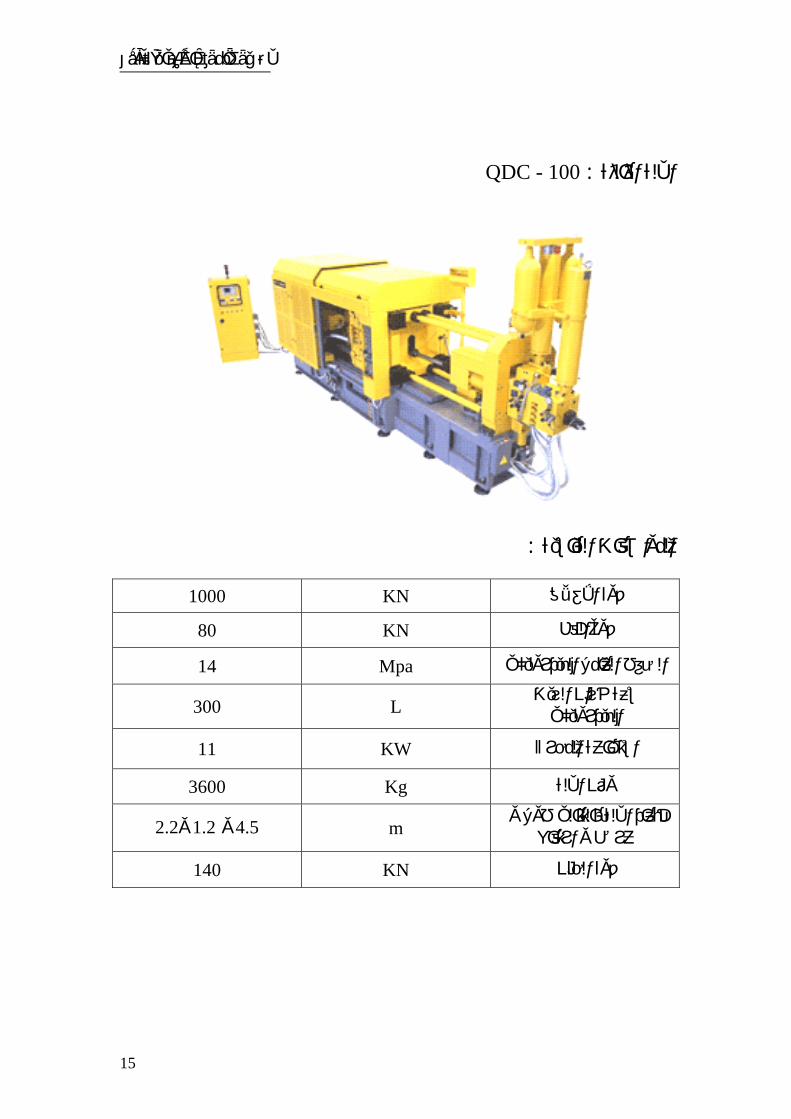
QDC - 100: اآللة الثالثة
: المواصفات القياسية
KN 1000 قوة اإلغالق
KN 80 قوة اللفظ
Mpa 14 الضغط العامل الهيدروليكيسعة خزان الزيت
L 300 الهيدروليكي
KW 11 استطاعة المحرك
Kg 3600 وزن اآللةأبعاد اآللة بالتتالي طول و
2.2 و1.2 و m 4.5 عرض و ارتفاع
KN 140 قوة الحقن
15

آالت احلقن املستخدمة للمعادن
PWC – 350: اآللة الرابعة
: المواصفات القياسية
D-STN 640 × 480.8 ملونة من النمط LCDشاشة .1 فرن يعمل على وقود الديزل .2 . تحتوي على وحدة استهالك الكترونية .3 . تحتوي على وحدة تشحيم خاصة للمكبس .4 . نظام اسطوانات اللفظ الثنائية .5 . تعددية المركز لحالة الحقن .6 . نظام الحقن الثالثي المراحل .7 . تحتوي على وحدة رزاز آلية .8 . تقوم بعملية لفظ آلية للمسبوكة .9
لكي تحافظ اآللة على االستقرار و المقدرة واآلمان فأن النظام الهيـدروليكي بأكملـه .10 . مركب من قطع يابانية أو أوروبية
.ثنائي و ذلك للحفاظ على الفعالية األعلى و األمان األكثر تستخدم نظام الضخ ال .11 . فالتر الزيت الهيدروليكي القابلة لإلزالة .12كل القطع االلكترونية مصنعة في اليابان أو أوروبا و بذلك يضمن طول العمر لهـذه .13
. القطع و الحصول على أمان أكثر
16

آالت احلقن املستخدمة للمعادن
بالحجرة الباردة و على الرغم مـن ميزاتهـا و على الرغم من االنتشار الواسع آلالت الحقن اقتراب مزاياها من آالت الحقن بالحجرة الساخنة إال أنها تختلف عن آالت الحقـن بـالحجرة الساخنة باختالف جزري و هو أن أسطوانة الحقن و المكبس ال تتعرض بشكل كامل لحـرارة
لمعدن في غرفة صهر خاصة و المعدن المصهور ففي آالت الحقن بالحجرة الباردة يتم صهر ا . من ثم يتم نقله إلى غرفة الحقن بواسطة مغرفة قد تكون يدوية أو قد تكون آلية
. و الشكل التالي يوضح األجزاء
رسم تخطيطي يبين كيفية حدوث عملية الحقن بالحجرة الباردة ) 7( الشكل
: حيث أن
Stationary platen البالطة الثابتة ،ejector platen صحيفة اللفظ ،die cavity ladle، الحاقن plunger، الهيدروليكية األسطوانة hydraulic cylinder، فجوة القالب
. قالب اللفظ ejector die، غطاء القالب cover die، المغرفة
و بعد أن يتم صب المعدن في غرفة الحقن يتقدم المكبس الهيدروليكي و يسد فتحـة الصـب بالتالي يدفع المعدن المصهور إلى داخل تجويف القالب المغلق و ذلك بضغط عالي يصل إلى
3000-15000 psi 6000 من أجل خالئط األلمنيوم و المغنزيوم بينما يتراوح الضغط مـن-15000 psi لخالئط النحاس األصفر .
ية الالزمة لمـأل فجـوة في آالت الحقن بالحجرة الباردة يتم صب المعدن بكمية أكبر من الكم العناصر األساسية فـي آالت ، القالب و بالتالي فأن المعدن الزائد يتم لفظه عند لفظ المسبوكة
: ) 8( الحقن بالحجرة الباردة و القالب المستخدمة موضحة بالشكل
17

آالت احلقن املستخدمة للمعادن
مخطط مبسط آللة الحقن بالحجرة الباردة ) 8( الشكل
gas / oil، المكبس piston، القالب die، بالطات المسك platenحيث accumulatorلزيت خزان ا ،toggle clampالمفصل المتحرك ،
: تسلسل العمليات في آالت الحقن بالحجرة الباردة
يغلق القالب و يتم صب المعدن المصهور بواسطة يدوية أو أوتوماتيكية فـي .1
: فوهة أسطوانة آلة الحقن بالحجرة الباردة كما يوضح الشكل
اللوافظ ejector pins، فجوة القالب cavity، النواة core، الحاقن plungerحيث أن cover die القالب غطاء
18

آالت احلقن املستخدمة للمعادن
يتقدم المكبس و يدفع المعدن المصهور إلى تجويف القالب حيث يتم الضـغط .2 :على المعدن المصهور بواسطة المكبس حتى انتهاء العملية كما في الشكل
المسبوكةcastingحيث
ينفتح القالب و يتقدم المكبس و ذلك للتأكد من أن المسبوكة ال تزال في بالطة .3 : اللوافظ كما في الشكل
19

آالت احلقن املستخدمة للمعادن
تتقدم اللوافظ و يتم لفظ المسبوكة إلى خارج القالب و يعـود المكـبس إلـى .4 : الشكل وضعه األساسي كما في
:مزايا آالت الحقن بالحجرة الباردة
حرارة اآللة تبقى في الحدود المعتدلـة حيـث ال يـؤثر التسـخين علـى درجة .1 .ميكانيزمات اآللة
. بساطة تصميم آالت الحقن بالحجرة الباردة حيث يتم الحقن بشكل مباشر .2 .تقليل خطورة التعامل مع اآللة بسبب وجود المغرفة اآللية أو اليدوية .3 . إمكانية سكب مسبوكات ذات أوزان كبيرة .4 . جيتها كبيرة إنتا .5 . تنحصر مهمة العامل في مراقبة اآللة و التحكم بالمغرفة .6 . سهولة الصيانة .7 صغيرة الحجم .8 . رخص ثمنها .9
: عيوب آالت الحقن بالحجرة الباردة
إمكانية حدوث تشوهات للمسبوكة و ذلك بسبب معدالت التبريد المختلفـة للمعـدن .1 . حجرة الحقن المصهور إنهاء نقله من فرن الصهر إلى
. االضطرار أحيانا لعمليات تشغيل الحقة كالتجليخ .2 . إمكانية حدوث فقاعات هوائية و بالتالي تشوه المسبوكة .3إمكانية حدوث تأكسد للمعدن المصهور نتيجة تعرضه للهواء أثناء نقله إلى حجـرة .4
. الحقن تتطلب قوى ضغط كبيرة للتغلب على تصلب المعدن أثناء تعرضه للهـواء أثنـاء .5
. عملية نقله
20
آالت احلقن املستخدمة للمعادن
: آالت الحقن بالحجرة الساخنة : ثانيا
من عملية صهر في آالت الحقن بالحجرة الساخنة تكون دورة عمل اآللة أوتوماتيكية اعتبارا فقط من أجل خالئـط الزنـك و خالئـط المعدن و حتى عملية لفظ المسبوكة و لكنها تستخدم
المعادن التي لها درجة انصهار منخفضة والتي ال تتفاعل مع حجرة الصهر و بسبب الصـهر ضمن اآللة مما يؤدي إلى ارتفاع درجة حرارة األسطوانات و المكابس ذات التمـاس رالمباش
. المباشر و بالتالي يتطلب استخدام معادن مقاومة للحرارة بشكل كبير أن تطور هذه العملية قد تم من خالل استخدام معادن أخرى حيث أصبح من الممكن اسـتخدام
. بعض خالئط المغنزيوم التي لها درجة انصهار مرتفعة و تبين األشكال التالية بعض أنواع آالت الحقن بالحجرة السـاخنة مـع بعـض المواصـفات
. القياسية
21

آالت احلقن املستخدمة للمعادن
QDC 30: ة األولى اآلل
: المواصفات القياسية
القيمة الواحدة المواصفات
kn 300 قوة اإلغالق
kn 30 قوة اللفظ
40كحد أعظمي kn قوة السكب
mm 36 قطر مكبس الحقن
Mpa 10.5 الضغط العامل الهيدروليكي
L 200 سعة الخزان الهيدروليكي
KW 7.5 استطاعة المحرك الكهربائي
Kg 2500 وزن اآللة
أبعاد اآللة بالتتالي طول 1.9 و 1.5 و m 4 عرض ارتفاع
22

آالت احلقن املستخدمة للمعادن
CXMG 60: اآللة الثانية
: المواصفات القياسية
-CXMGالمواصفات لآللة 150
القيم الواحدة
KN 1500 قوة اإلغالق
KN 87 قوة اللفظ
KN 83 قوة الحقن
mm 200 قطر مكبس الحقن
Mpa 29.7 بضغط السك
Mpa 10.5 الضغط العامل
Kw 18.5 استطاعة المحرك الكهربائي
23

آالت احلقن املستخدمة للمعادن
: اآللة الثالثة
المواصفات القياسية
KN 1380 قوة اإلغالق
KN 171 قوة الحقن
MPa 157.6 , 100.8 ضغط الحقن
KN 109 قوة اللفظ
MPa 14 ضغط النظام
KW 11 استطاعة المحركزيت سعة خزان ال L 350 الهيدروليكي
Kg 5000 وزن اآللةأبعاد اآللة بالتتالي طول و
2.2 و 1.35 و m 4.8 عرض و ارتفاع
24

آالت احلقن املستخدمة للمعادن
: اآللة الرابعة
:المواصفات القياسية
ton 20 قوة اإلغالق
1.7أعظمي ton قوة الحقن
Kg / cm2 60 الضغط العامل
HP 5 استطاعة المحرك
KW 10 الكهربائياستطاعة الفرن
L 175 سعة الخزان الهيدروليكي
mm 30 قطر مكبس الحقن
250 و 100بين mm ارتفاع القالب
25

آالت احلقن املستخدمة للمعادن
DAM 8005: اآللة الخامسة
صنعت في ( DAM 8005 ماركة ،هذه اآللة هي أكبر آلة حقن بالحجرة الساخنة في العالم ملون دوالر1.25 حوالي و كلفت ) 1998ألمانيا في عام
26

آالت احلقن املستخدمة للمعادن
العناصر األساسية في آالت الحقن بالحجرة الساخنة و القالب المسـتخدمة موضـحة : بالشكل التالي
مخطط مبسط آللة الحقن بالحجرة الساخنة ) 9( الشكل
، ) الزنك ( المعدن المنصهرmolten zinc، بالطات المسك platenحيث أن gooseneck عنق اإلوزة ،die القالب ،piston المكبس
ن و المكبس اللذان يشكالن ميكانيزم الحقن مغمورا األسطوانة في هذه العملية يكون -
وتقة و التي تعتبر جزء رئيسي مـن أجـزاء آلـة الحقـن بالمعدن المصهور الموجود في الب . بالحجرة الساخنة
أن تسلسل العمليات األساسية في عملية الحقن بـالحجرة السـاخنة يمكـن إيضـاحه - : لية بالخطوات التا
يغلق القالب و يرتفع المكبس مما يؤدي إلى فتح المنفذ أو الفتحـة و بالتـالي -1 : كما في الشكل التالي األسطوانة يسمح للمعدن المصهور بملء
، المعدن المنصهر molten metal، الحاقن plunger، فجوة القالب cavityحيث أن
ejector pins اللوافظ ،cover die غطاء القالب ،core النواة .
27

آالت احلقن املستخدمة للمعادن
معدن المصهور من خالل عنـق و يغلق المنفذ و يدفع ال يتحرك المكبس إلى األسفل -2 إلى فجوة القالب التي تكون متعرضة لضغط كبير حتى انتهـاء nozzleممر الحقن اإلوزة و
.عملية تجمد المعدن
، فتحة دخول المعدن inlet، عنق اإلوزة gooseneck، ممر الحقن nozzleحيث casting المسبوكة .
أحد جزئي القالب ينفتح جزئي القالب و يبتعدان عن بعضهما و تبقى المسبوكة على -3
في أغلب الحاالت و بالتالي يتم استخدام اللوافظ لنزع المسبوكة و بعدئذ يعود المكـبس إلـى الخلف سامحا لمعدن المصهور المتقي في جزء الحقن بالعودة إلى الخلف مـن خـالل ممـر الحقن و عنق اإلوزة و ذلك تحت تأثير الضغط الناقص المتولد عن حركة المكبس كمـا فـي
: شكل ال
28

آالت احلقن املستخدمة للمعادن
خارج القالب و في الوقت نفسه يتراجع المكبس ليتم إمـالء تقوم اللوافظ بدفع المسبوكة – 4
. 1بالمعدن المصهور من جديد كما في الخطوة األسطوانة
: مميزات آالت الحقن بالحجرة الساخنة
. دورة الحقن تكون سريعة و قد تكون أقل من ثانية للمسبوكات الصغيرة .1تحكم دقيق بدرجة حرارة المعدن و بالتالي تحسين ميوعته و بالتالي فأن ضغط الحاقن .2
. إلى منع تعرض أجهزة اآللة إلجهادات كبيرة يكون أقل و الذي يؤدي كلما ازدادت الميوعة كلما أثرت إيجابيا على تحسين إمالء فجوة القالـب و بالتـالي .3
. يمكن الحصول على مسبوكات رقيقة الجدران أن اسطوانة الحقن و عنق اإلوزة المغمورين بالسائل المصهور الذي يتم ملئه بشـكل .4
. ورة الحقن ويجعل التحكم بدرجة الحرارة أسهل أوتوماتيكي يقلل زمن ديكون المعدن أقل عرضة للتأكسد مما هو عليه في آالت الحقن بالحجرة الباردة و ذلك .5
. لعدم تعرضه للهواء الجوي مما يؤدي إلى تحسين خواص المسبوكة و تقليل إمكانية إصابة العمال بالحروق و ذلك بسبب التصاق اآللة بالحجرة السـاخنة .6
. الحصول على المعدن في الحالة المصهورة دون أن يلمسه العامل . الحصول على مسبوكات خالية من الفقاعات الهوائية و ذات امتالء جيد .7
: مساوئ آالت الحقن بالحجرة الساخنة
أنواع الخالئط المعدنية الممكن استخدامها في هذا النوع من اآلالت محـدود فخالئـط .1 ألمنيوم و أنواع معينة من خالئط المغنزيوم ال يمكن حقنها –خالئط الزنك األلمنيوم و
. إال بالحجرة الباردة السخونة العالية لآللة و أجزائها بسبب التصاقها بالبوتقة و بالتالي تعرض أجزاء اآللة .2
. إلجهادات حرارية . ن االنصهار ضرورة و ضع المواد األولية بشكل مبدئي على محيط البوتقة لتقليل زم .3
29

آالت احلقن املستخدمة للمعادن
البوتقة محدودة الحجم مما يتطلب االستعانة ببوتقة خارجية إضافية لـدعمها بالمعـدن .4 . الكبيرة أو عند اإلنتاج الكمي المسبوكاتالمصهور عند حقن
. إصابة العمال بأبخرة المواد المنصهرة .5 غالية تتطلب تقنيات عالية و استخدام معادن خاصة متحملة للحرارة و هي بشكل عام .6
. التكلفة .شكل خاص و تصميم خاص للبوتقة .7 . تكاليف الصيانة مرتفعة .8
30

دراسة تصميمية و هيدروليكية
دراسة تصميمية و هيدروليكية آللة الحقن بالحجرة الباردة
سنتعرف هنا بتفصيل أكثر على آلة الحقن بالحجرة الباردة و سنقوم بشرح األجزاء الرئيسـية . في اآللة و األجزاء المكملة مثل القالب و مجموعة لفظ المسبوكة و تناول كل جزء على حدا
: بشكل عام من األجزاء الرئيسية التالية تتألف آلة الحقن بالحجرة الباردة . الحقن و تعتبر المدخرة الهيدروليكية من األجزاء الرئيسية ضمن نظام الحقن نظام .1 . نظام اإلغالق .2 . القالب .3 . مجموعة لفظ المسبوكة .4
آلة حقن ذي حجرة بادرة و فيه تبدو كل كامل األجزاء تقريبا هذه اآللـة )10( يبين الشكل
: TMS 150كية الصنع ماركة تر
آلة حقن بالحجرة الباردة ) 10( الشكل
31

دراسة تصميمية و هيدروليكية
.بعض المنتجات التي يمكن أن ننتجها بهذه اآللة ) 11( و يبين الشكل
.بعض المنتجات التي تنتج بواسطة آلة الحقن ذي بالحجرة الباردة ) 11( الشكل
و ذلك حسـب الشـركة ، بالرغم من أن آالت الحقن قد تختلف عن بعضها البعض نوعا ما . لكنها كلها تعتمد على المبدأ نفسه ، الصانعة
مخطط آيزومتري يوضح أجزاء آلة الحقن بتفصيل أكثر حيث يبدو فيهـا ) 12( يبين الشكل لمعـدن و جميـع الصـمامات فـرن صـهر ا ، قالب السباكة ، نظام الحقن ، نظام اإلغالق
الهيدروليكية مع أنابيب التوصيل و لوحات التحكم بالدارة الهيدروليكية و الكهربائية و مفاتيح . الخ ... تشغيل اآللة و إيقافها
32

دراسة تصميمية و هيدروليكية
ل شكال
)12
(
دةارالب
ة جرلح باقنلحة ا آلاءجزل أام كضح
يوي تروميزط أخطم
33

املدخرات-نظام احلقن
) دارة الحقن ( نظـام الحقن
جزءا أساسيا من نظام الحقن و ذلك ألهميتهـا الكبـرى فـي المدخرات الهيدروليكية تعتبر توفير سرعة حقن كبرى خالل المرحلة الثانية من مراحل الحقن لذلك سنفرد لها بحثا خاصا
. ه األنواع يتعلق بأنواع المدخرات الهيدروليكية و تعريفها و طريقة عمل هذ
المدخرات الهيدروليكية
المدخرة الهيدروليكية جهاز يخزن الطاقة الكامنة لسائل غير قابل لإلنضغاط محفوظ : مقدمةممكن أن تكون هـذه القـوة . تحت ضغط عن طريق مصدر خارجي ضد القوي الديناميكية
تكـون . ت قابلة لإلنضـغاط غازا، نوابض، الجاذبية : الديناميكة من ثالثة مصادر مختلفة و تكون قادرة علـى ، الطاقة الكامنة المخزنة في المدخرة مصدرا ثانيا و سريعا لطاقة السائل
. قبل النظام إنجاز اإلعمال المطلوبة من
األنواع الثالثة األساسية للمدخرات المستخدمة فـي األنظمـة : ة يأنواع المدخرات الهيدروليك : يلي ة هي كما يالهيدروليك
weight -loaded or gravityنوع الوزن الميت أو أحمال وزنية أو نـوع الجـاذبي _ 1
type . . spring loaded type نوع نابضي - 2 . gas loaded type نوع غازي - 3 يتألف هذا . هذا النوع هو أقدم األنواع تاريخيا : المدخرة ذات الوزن الميت أو الجاذبي - 1
ووزن ، ن اسطوانة شاقولية فوالذية ثقيلة متضمنة مكبسا من موانع لمنـع التسـريب النوع م ) 13( ثقيل مربوط على القسم العلوي للمكبس كما هو مبين بالشكل
مكونات المدخرة الهيدروليكية ذات النوع الجاذبي ) : 13 (الشكل
34

املدخرات-نظام احلقن
يولد هـذا . داخل المدخرة طاقة كامنة في dead weightتعطي قوة الجاذبية للوزن الميت النوع من المدخرات ضغطا ثابتا خالل الحجم الخارجي الكلي للوحدة بغض النظر عن معدل
يتنـاقص ، في األنواع األخرى للمـدخرات ) . 14 (و كمية الخرج كما هو مبين في الشكل . كفعل للحجم الخارج للمدخرة output pressureضغط السائل الخارج
و بالتالي . و ثقيل جدا ، ة األساسية لهذا النوع من المدخرات أنها ذات حجم كبير جدا السيئ . تكون غير صالحة لالستخدام في العربات
.مميزات األداء للمدخرة ذات النوع الجاذبي ) : 14 (الشكل
: spring loaded مدخرة محملة بنابض -2
المكـبس محمـل مسـبقا بنـابض كمـا هـو مبـين هذا النوع شبيه بنوع الحمل ما عدا ) . 15 (بالشكل
.مميزات األداء للمدخرة المحملة بنابض ) : 15 (الشكل
. يكون النابض مصدرا للطاقة المؤثرة ضد المكبس دافعة السائل إلى النظام الهيـدروليكي إضـافة إلـى أن ، لنابض المحمـل يعتمد الضغط المتولد بهذا النوع من المدخرة على حجم ا
. الضغط المبذول على السائل غير ثابت
35

املدخرات-نظام احلقن
أحجاما صغيرة نوعا ما للسائل عند ضـغوط ، المدخرة بنابض محمل بشكل أساسي تنقل
وبالتالي يكون هذا النوع ثقيال و كبيرا لألنظمة ذات الضغوط العاليـة بحجـوم . منخفضة ذا لنوع للتطبيقات التي تتطلب دورة عالية ألن النابض يتعرض يجب أن ال يستخدم ه . كبيرة
) 16 (يبـين الشـكل . للتعب و يفقد مرونته و بالتالي ال يمكن للمدخرة أن تعمل بشكل جيد . مكونات هذا النوع من المدخرات
.مكونات المدخرة المحملة بنابض ) : 16 (الشكل
) هوائية –مدخرة هيدرو . ( gas loaded type المدخرات المحملة غازيا -3
يعمل هذا النوع من المـدخرات . و أكثر من النوعين السابقين ، تستخدم كثيرا في التطبيقات كما بينا سابقا حيث تعمل تحـت ثبـات درجـة boyle's lawالمحملة غازيا و قف قانون
سينخفض حجـم الغـاز ، ثال يتغير ضغط الغاز مع حجمه و بالتالي على سبيل الم . الحرارة للمدخرة للنصف إذا تم مضاعفة الضغط حيث تحسب انضغاطية الغاز لتخزين الطاقة الكامنة
تدفع هذا الطاقة السائل خارج المدخرة عند تمدد الغاز الذي يسبب انخفاض ضـغط النظـام . . يحرك المفعل الحمل ، حيث على سبيل المثال
: حت صنفين تصنف المدخرات الغازية ت non separator typeغير قابلة للفصل .1 separator typeقابلة للفصل .2
36

املدخرات-نظام احلقن
ي على مدخل للزيت في األسفل و على صمام للشحن في تألف النوع األول من اسطوانة تحتوي
) . 17 (هو مبين في الشكل األعلى كما
.للفصل ة مميزات األداء للمدخرة غير القابلمكونات و ) 17 (الشكل
ال يوجد فـي هـذا . يكون هذا الغاز موجودا في األعلى و السائل في األسفل من األسطوانة
الميـزة . النوع فصل فيزيائي بين الغاز والسائل و بالتالي يدفع الغاز بشكل مباشـر السـائل هـي ، السـيئة األساسـية . األساسية لهذا النوع هو القدرة على تأمين أحجام كبيرة للسـائل
يجب أن يركب هذا النوع بشكل شاقولي . امتصاص الغاز في السائل بسبب عدم وجود فصل . للحفاظ على الغاز في أعلى األسطوانة
ال ينصح باستخدام هذا النوع لالستعمال مع مضخات ذات سرعات عالية بسـبب أن وجـود زيت للغاز يجعل كذلك إن امتصاص ال ، الغاز في السائل يسبب تكهف و تخريب في المضخة
. spongy operationالزيت قابال لالنضغاط مؤديا إلى عدم عمل المفعل بشكل جيد . التصميم المقبول و الشائع االستعمال من المدخرات المحملة غازيا هو النوع مـع فاصـل
يوجد في هذا النوع حاجز فصل بين الغاز و السائل و يصنف هذا النـوع وفقـا لألصـناف : التالية . piston typeنوع مكبسي .1 . diaphragm typeنوع غشائي .2 . bladder typeنوع الكيس الغازي .3
و . على مكبس عائم بشكل حر مـع موانـع يتألف النوع المكبسي من اسطوانة تحتوي -1
.) a - 18( أحكام مناسب كما هو مبين بالشكل
37

املدخرات-نظام احلقن
. هوائية ذات النوع المكبسي –خرة الهيدرو مكونات المد) : 18 (الشكل
توجد حلقة قفل مقلوظة كميزة أمـان . يعمل هذا المكبس كفاصل و حاجز بين الغاز و السائل
: السيئات األساسية لهذا النوع هي . تمنع العامل من فك الوحدة خالل عملية الشحن . التكلفة عالية مع وجود مقيدات للحجم العملي .1كون االحتكاك بين المكبس و الموانع مشكلة و خاصة فـي األنظمـة ذات ممكن أن ي .2
. الضغوط المنخفضة ممكن أن يحدث التسريب نتيجة االستعمال الطويل و خالل أزمنة طويلة مما يـؤدي .3
. إلى شحن مستمر يجب أن ال يستخدم هذا النوع كمخمدات لذبذبات الضغط أو كممتص للصدمات بسبب عطالـة
هـو القـدرة علـى ، الميزة األساسية لهذا النوع من المدخرات . احتكاك الموانع المكبس و السيطرة و العمل ضمن درجة حرارة سائل النظام العالية أو المنخفضة من خـالل اسـتعمال
التركيب الـداخلي للمـدخرة ) b – 18(يبين الشكل . o-ring seals ( o )موانع بشكل حتوي ذات مواصفات أمان كبيرة للعمل ذات النوع المكبسي التي ت
38
املدخرات-نظام احلقن
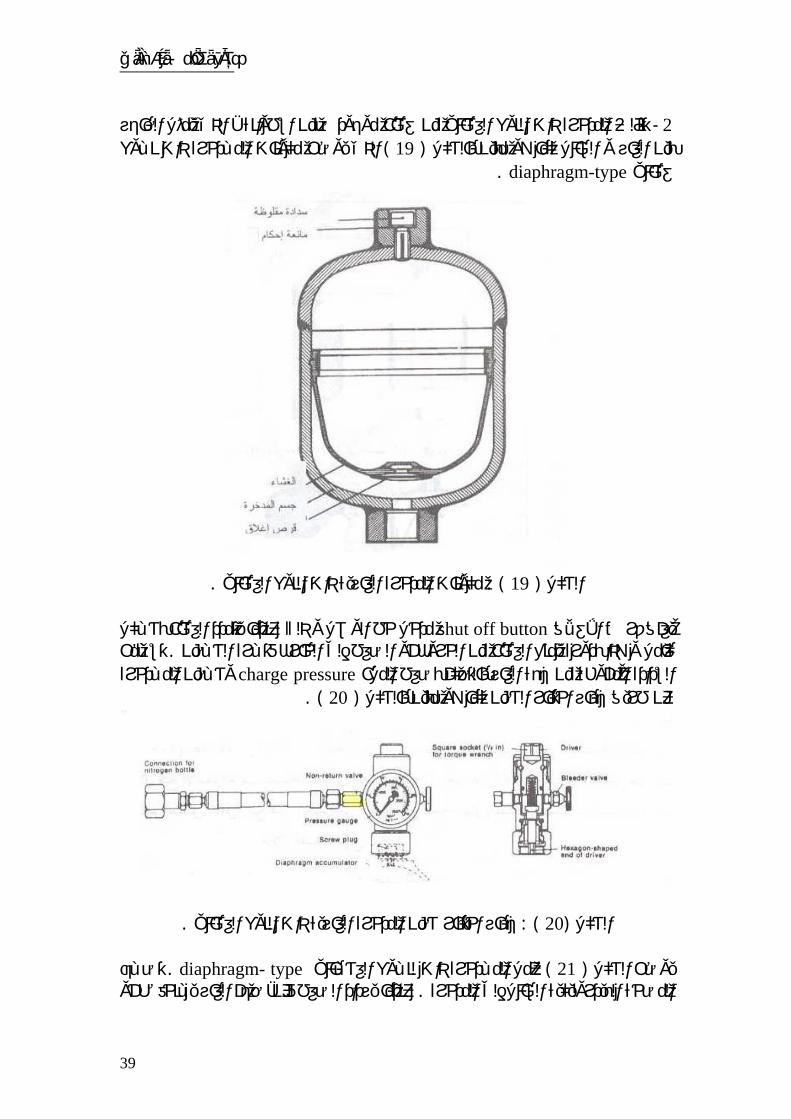
الذي يمثل الحاجز ، تتألف المدخرة ذات النوع الغشائي من غشاء موجود ضمن اسطوانة -2
الذي يوضح مكونات المـدخرة ذات نـوع ) 19 (بين الغاز و السائل كما هو مبين بالشكل . diaphragm-typeغشائي
.مدخرة الغازية ذات النوع الغشائي مكونات ال ) : 19 (الشكل
مدخل خط الوصل و ذلك عندما يتمدد الغشاء بشـكل shut off buttonيغلق قرص اإلغالق
تسـمح . كامل و هذا بدوره يمنع الغشاء من الخروج أو الضغط إلى الخارج فتـرة الشـحن وشـحن المـدخرة charge pressureالسدادة المقلوظة من جهة الغاز بالتحكم بضغط الملء ) . 20 (عن طريق جهاز اختيار الشحن كما هو مبين بالشكل
.جهاز اختبار شحن المدخرة الغازية ذات النوع الغشائي ) : 20(الشكل
تضـخ . diaphragm- typeعمل المـدخرة ذات لنـوع الغشـائي ) 21 (يوضح الشكل ، حجم الغاز يـنخفض أو نيزداد الضغط فإ عندما . المضخة الهيدروليكية السائل إلى المدخرة
39

املدخرات-نظام احلقن
عندما يتطلب كمية ، في الحالة المعاكسة . يتناقص مما يؤدي إلى تخزين الطاقة الهيدروليكية المدخرة و ذلك عند انخفاض الضغط حيث تأتي هذه الكمية مع ، إضافية من السائل إلى الدارة
ذا النوع من المدخرات هو وزنها إلـى الميزة األساسية له . في النظام عن طريق كمية مماثلة نسبة الحجم التي تجعل هذا النوع مناسبا بشكل استثنائي لتطبيقات االستخدام فـي الطـائرات
airborne .
. هوائية ذات النوع الغشائي -مبدأ عمل المدخرة الهيدرو) : 21 (الشكل بين السائل و الغاز ) غازي كيس( تتألف المدخرة ذات الكيس الغازي من حاجز مطاطي -3
هذا الكيس المركب في المدخرة عن طريق عنصـر صـمام ) . 22( كما هو مبين بالشكل poppetيمكن تركيبه أو إزالته خالل فتح األسطوانة عند الصمام القفـازي ، غازي مغلفن
valve . ذا الكيس يمنع ه . يغلق هذا الصمام القفازي المدخل عندما يتمدد الكيس بشكل كاملمن الضغط نحو فتحة جهاز امتصاص الصدمات الذي يحمي الصمام ضد الصدمات المفاجئة
. خالل الفتح السريع
40

املدخرات-نظام احلقن
الميزة الكبرى لهذا النوع من المدخرات هي اإلحكام الجيد و الموجب بـين حجـرة الغـاز و مه فـي يسمح الوزن الخفيف للكيس باستجابة الضغط السريعة مما يـؤدي السـتخدا . السائل
. و تخميد و امتصاص الصدمات ، ذبذبات المضخة ، تطبيقات تنظيم الضغط تستخدم اسطوانة غاز إضـافية كمـا هـو مبـين فـي ، لزيادة فعالية سعة السائل للمدخرة
أما األسطوانة اإلضافية فتستخدم لتخـزين ، تستخدم المدخرة لتخزين السائل ) . 23 (الشكل . شحن غاز إضافي
. الهوائية ذات النوع المكبسي –مكونات المدخرة الهيدرو ) : 22 (الشكل
41

املدخرات-نظام احلقن
.استخدام اسطوانة غاز إضافية ) : 23 (الشكل
حيث تضخ المضـخة الهيدروليكيـة . عمل هذا النوع من المدخرات ) 24( يوضح الشكل
تنـاقص حجـم ي، فعنـد ازديـاد الضـغط . السائل إلى المدخرة مغيرة شكل الكيس الغازي عندما يتطلـب ، في الحالة المعاكسة . وبالتالي تتم عملية تخزين الطاقة الهيدروليكية ، الغاز
كمية إضافية من الزيت للدارة فإنها تأتي من المدخرة و ذلك عند انخفاض الضغط في النظـام .عن طريق كمية مماثلة
42

املدخرات-نظام احلقن
.ائية ذات النوع الكيسي أو البالوني هو–مبدأ عمل المدخرة الهيدرو ) : 24 (الشكل
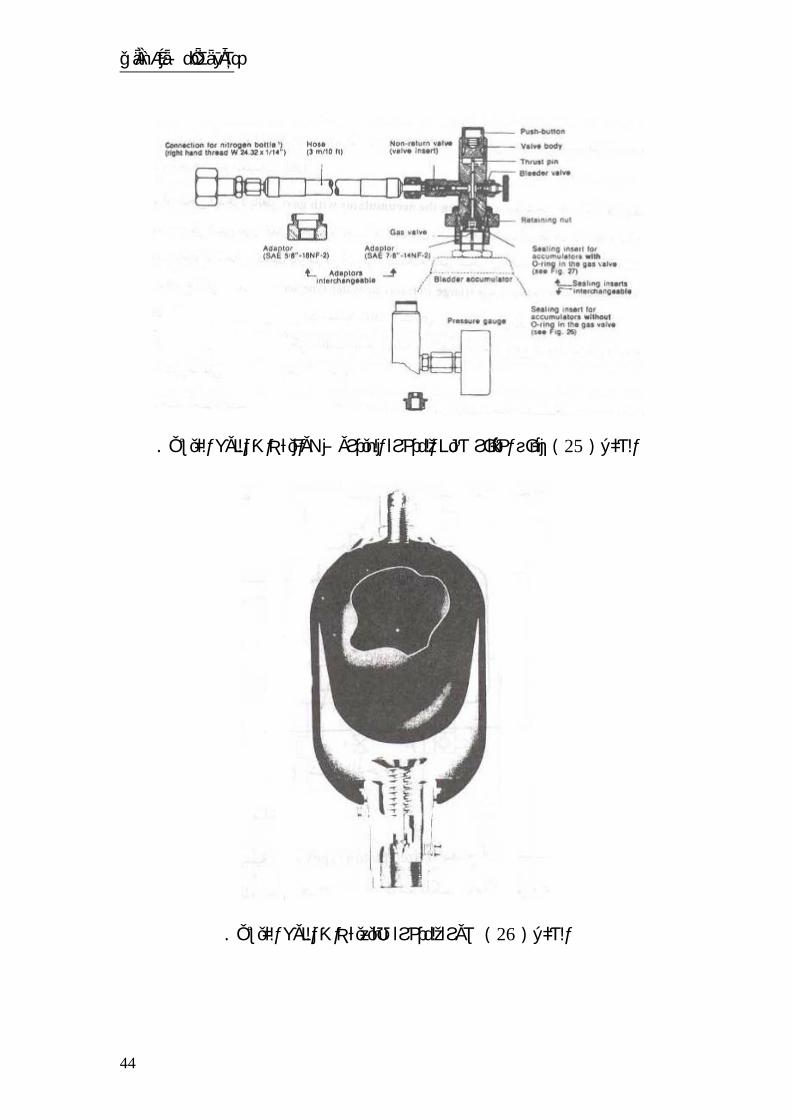
و bladder typeجهاز ملء و اختبار المدخرة من نوع كـيس غـازي ) 25 (يبين الشكل التي تحتـوي علـى bladder typeصورة لمدخرة طبيعية من نوع ) 26 (يوضح الشكل : الميزات التالية
. صل الصمام الغازي موجود كجزء متكامل و مندمج مع الكيس الفا .1يحفظ الصمام القفازي المحمل بنابض الحقيبة أو الكيس داخل االسطوانة ممـا يزيـد .2
. المردود الحجمي . يوجد سدادة تصريف لطرد الهواء من النظام .3
43
املدخرات-نظام احلقن
. هوائية ذات النوع الكيسي –جهاز اختبار شحن المدخرة الهيدرو ) 25 (الشكل
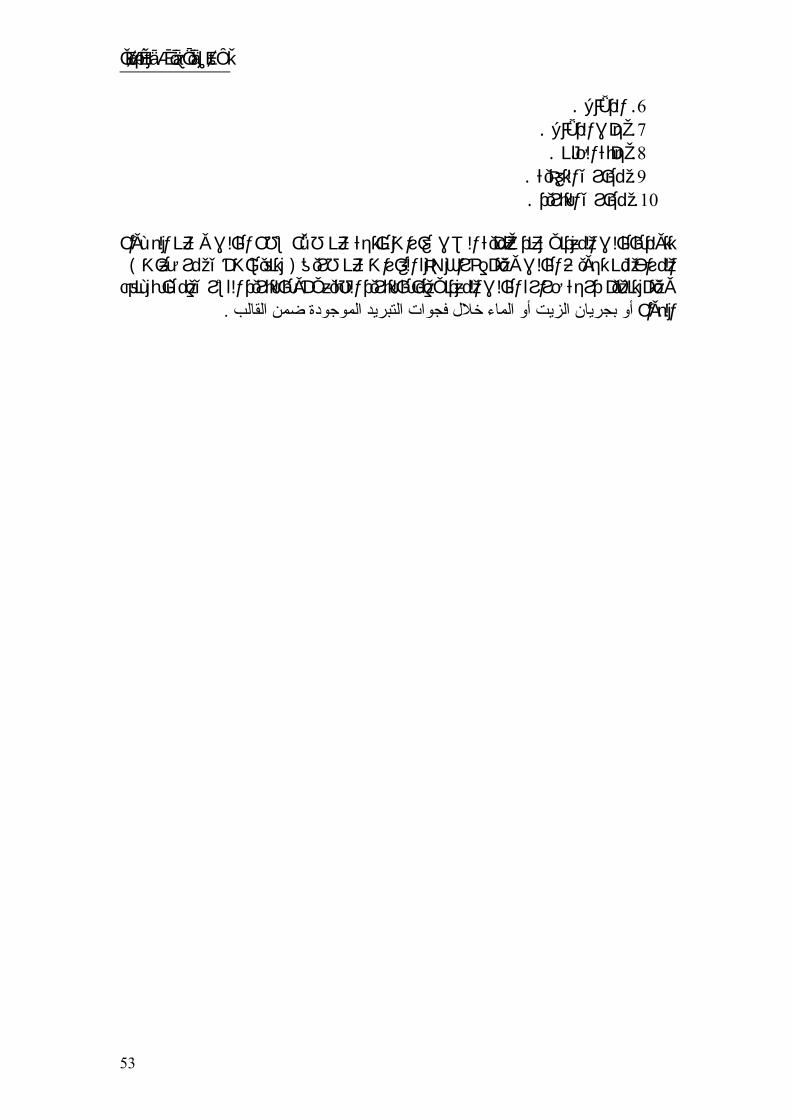
.النوع الكيسي صورة لمدخرة طبيعية ذات ) 26( الشكل
44

املدخرات-نظام احلقن
:وليكية و إجراءات األمان للمدخرات الهيدرعمل
يجب االهتمام و أخذ العناية عند التعامل مع المدخرات الهيدروليكية حيث هـي عبـارة عـن : اسطوانات ضغط خطرة و يجب إتباع التعليمات التالية
) : charging the accumulator with gas( ملء أو شحن المدخرة بالغاز
عند شحن المدخرة بالغاز ينصح باستخدام غاز النيتروجين كغـاز شـحن و ال يجـب أبـدا
كذلك بالرغم . استعمال األكسجين تحت أي ظرف من الظروف حيث توجد مخاطرة االنفجار من أن الهواء يستخدم كغاز شحن في المدخرات الكبيرة ذات السطح الحـر والنـوع الثـاني
)large free-surface water-type accumulator ( ، فإنه ال ينصح به أبـدا عنـدما 90يساوي الضغط البدائي إلى ، عادة . يكون السائل المستخدم يحتوي على مكونات معدنية
% pl تطلب المدخرة عادة من المصنع أو . من الضغط العامل األصغري للنظام الهيدروليكي . ويه عن هذه الشروط على السطح الخارجي للمدخرة الموزع مع شروط الشحن و التن
) 27( كذلك يوضـح الشـكل ) 25 ) (20 (تم توضيح أجهزة الشحن الخاصة في الشكلين . طريقة الوصل بين أسطوانة النتروجين و المدخرة حيث يستخدم أجهزة خاصة العناية
.شحن المدخرة ) 27 (الشكل
. ن بعناية يجب أن تقرأ تعليمات الشح مل 75ينصح أن يوضع ، ) free piston type ( في بعض أنواع المدخرات المكبسية الحرة
من السائل الهيدروليكي من جانب الغاز للمدخرة كسائل تزييت لموانع المكبس و ذلـك قبـل . وصل مجموعة الشحن
وانات باسـتخدام اسـط maximum precharge pressureيكون الضغط األعظمي األولي فأنه من الضروري استخدام ، بلر من أجل ضغط أولي أكبر من هذه القيمة 140النيتروجين
. boost pumpمضخة تعزيز
45

املدخرات-نظام احلقن
يفتح صمام الشحن يبطئ سامحا لغاز النيتروجين بالتـدفق مـن ، بعد وصل مجموعة الشحن
إذا . ساعة الضـغط يغلق هذا الصمام بعد أن تقرأ قيمة الضغط المطلوب من . اسطوانة الغاز فإنه يمكـن فـتح . أكبر من المرغوب به precharge pressureكان ضغط الشحن األولي
يجـب . صمام الشحن لطرد الغاز الفائض بشكل بطيء إلى الجو المحيط عبر خـانق ثابـت شحن المدخرة بسائل و ، اختبار المدخرة المشحونة باستخدام مجموعة اختبار خاصة أو كبديل
مأخذ السائل عند النقطة ) anti-extrusion valve( ك تفريغه ببطء حتى يغلق صمام بعد ذلحيث أن قيمة الضغط المقروءة مباشـرة ، التي سيصبح عندها الضغط صفرا بشكل مفاجئ
. ( precharge pressure of gas )قبل انخفاض الضغط فجأة هي قيمة ضغط شحن الغاز
:( pressure testing of accumulator ) اختبار الضغط في المدخرات
تعتمـد . المدخرة عبارة عن اسطوانة أو وعاء ضغط عليها شروط األمان ، كما شرح سابقا يرفق عادة ، متطلبات اختبار الضغط لألوعية على الضغط العامل األعظمي والسعة الحجمية
. مع المدخرة شهادة اختبار الضغط صادرة عن المصنع أن قواعـد و . اختبار النظام الهيدروليكي بعد عملية التركيب و بفترات زمنية محـددة يجب
صـمام : شروط األمان تختلف من بلد آلخر و لكن بعض أو كل من أجهزة األمـان التاليـة الخ ممكن .... ، إشارات التحذير ، صمامات تفريغ الضغط اآللية ، ساعات الضغط ، اإلغالق
. التركيب النموذجي لذلك ) 28 (يبن الشكل . لنظام أن تكون مركبة ضمن ا
.كتلة دارة األمان للمدخرة ) 28 (الشكل
46

املدخرات-نظام احلقن
المدخرة المستعملة هنـا . يبين كيفية وصل المدخرة الهيدروليكية مع آلة الحقن ) 29( الشكل
وانتي غاز هوائية من النوع المكبسي و يبدو في الشكل كيفية وصل اسط _ هي مدخرة هيدرو .النتروجين مع المدخرة
. كيفية وصل المدخرة مع اسطوانة الحقن ) 29( الشكل
47

املؤازرة يف نظام احلقن
نظام الحقن
:نظام الحقن مع المؤازرة
األسطوانة األولى تحتوي على مكبس الحقن و الذي يقـوم ، تتألف دارة الحقن من اسطوانتين بدفع المعدن إلى داخل فجوة القالب أما األسطوانة التالية فهي األسطوانة المؤازرة وهي التـي
ادم من المدخرة و يعطـي السـرعة تحتوي على المكبس المؤازر و الذي يستقبل الضغط الق قبل كل شيء سنتعرف على الضروريات الالزمة لضغط الحقـن مـن . العالية لمكبس الحقن
. نظام الحقن و بعدها سنقوم بشرح دور كل أسطوانة : ضغط الحقن في سكب المعادن يحتاج إلى الضروريات التالية من نظام الحقن
قونة يجب أن تمآل القالب بأكبر سرعة ممكنة لضمان المادة المح : سرعة الحقن العالية .1
. إمالء جيد للقالب قوة السكب الكبيرة ضرورية من أجل تكثيف البنية المادية للمادة : قوة السكب الكبيرة .2
. المحقونة يجب أن يكون مكـبس الحقـن : اإلقالل من االهتزازات التي تحدث عند ملء القالب .3
/ رجة الضـغط / ثقيل يسبب ما يسمى بصدمة الضغط ألن المكبس ال يكون أخف ما . هذه الصدمة يمكن أن تجعل الضغط االسمي مضاعفا ، في القالب بعد إكمال تعبئته
و هذه الصدمة ال تؤثر في البنية المادية ألنها ال تلبث أن تنعكس حاال عائـدة إلـى الضغط هذه تزيد صدمة . على كل حال . مستوى الضغط االسمي بعد عدة اهتزازات
.على طول وجه االتصال للقالب / flash formation/ من البنية الوهاجة flash formation/ قوة الحقن المفرطة تسبب بنية وهاجة : الذروة المتغيرة للضغط .4
إضافة إلى ذلك يكن أن تؤدي إلى عدم الدقة في أبعاد ، في صفيحة االتصال للقالب / .وة الحقن يجب أن تكون مناسبة للقطعة المراد إنتاجها لذلك فإن ق. المسبوكة
المعدن السائل / رش / لتفادي اندفاع : سرعة الحقن التي ستتغير خالل عملية الحقن .5فـإن ، خارج حجرة الحقن المفتوحة و للسماح للهواء بالخروج خارج حجرة القالـب
) . 30( مكبس الحقن يجب أن يقترب يبطئ الشكل
: فسيكون لدينا ما يلي ، على طريقة الحقن المختارة و اعتمادا
a( يتحرك مكبس الحقن إلى داخل حجـرة : من أجل آلة الحقن بالحجرة الباردة العموديةفي اللحظة التي يالمس فيها المكـبس سـطح المعـدن . الحقن عند سرعة منخفضة مادة السائلة عند سـرعات لذلك فإن فجوة القالب تمأل بال ، السائل تتزايد السرعة آنيا
. مرتفعة b( يتحرك مكبس الحقن إلى داخـل حجـرة : من أجل آلة الحقن بالحجرة الباردة األفقية
مصـب / الحقن عن سرعة منخفضة حتى يملئ المعدن السائل حجرة الحقن و البوابة هذا يفيد في خروج أكبر كمية ممكنـة مـن ، و حتى جزء من فجوة القالب / الحقن و التي إن لم تزال سوف تؤدي حدوث ما يسمى بالفجوات الهوائيـة و البنيـة الهواء
عند هذه المرحلة فقط تبدأ السرعة باالزدياد آنيا و سـرعة . المسامية في المسبوكة . الحقن العالية هذه تضمن ملئ القالب بشكل جيد
48

املؤازرة يف نظام احلقن
c( ن لدينا ضـياع على آالت من هذا النوع لن يكو : من أجل آلة الحقن بالحجرة الساخنةألن ، في المادة المحقونة خارج حجرة الحقن و لن يكون هناك هواء يجـب إزالتـه
لذلك فإن مرحلة الحقن البطيئة المعتمـدة فـي ، الحجرة أصال مليئة بالمعدن السائل و مكبس الحقن يـدخل ، يمكن أن تزال في هذه الحالة ، آالت الحقن بالحجرة الباردة
. البداية بسرعة عالية إلى حجرة الحقن من/ الذبـذبات / يبين المخطط البياني الموضح لمراحل الحقن مع التغيرات ) 30( الشكل
حيث من الدراسة السـابقة نسـتنتج أن عمليـة . في الضغط خالل المرحلة الثالثة للحقن الحقن تتألف من ثالث مراحل يمكن تلخيصها كما يلي مع العلم أن كيفيـة حـدوث هـذه
: مراحل في الدارة الهيدروليكية ستشرح الحقا ال
و يكون فيها السرعة بطيئة مع ضغط منخفض نسبيا لتالفي اندفاع : المرحلة األولى .1 . المعدن السائل خارج حجرة الحقن و ضمان خروج أكبر كمية ممكنة من الهواء
و فيها تزداد السرعة مرافقا ذلك بشكل طبيعي ازديـاد الضـغط و : المرحلة الثانية .2ذلك من أجل الملء الجيد للقالب و السرعة الكبيرة هذه نضمنها بواسـطة المـدخرة
. الهيدروليكية تنخفض السرعة للصفر و يزداد الضغط من اجل أتمام الملء و فيها : المرحلة الثالثة .3
. وتكثيف البينة المادية للمسبوكة الناتجة الجيد القالب
. مراحل عملية الحقن في آلة الحقن بالحجرة الباردة ) 30( الشكل
49

املؤازرة يف نظام احلقن
؟كيف نحصل على المراحل الثالثة لعملية الحقن
شرح الدارة الهيدروليكية
ـ ) 31( يبين الشكل ع الصـمامات الدارة الهيدروليكية الخاصة بعملية الحقن و يبدو فيها جمي : سنقوم بشرح مراحل الحقن اعتمادا على هذه الدارة . الالزمة إلتمام عملية الحقن
.الدارة الهيدروليكية لعملية الحقن آللة الحقن بالحجرة الباردة ) 31( الشكل
50

املؤازرة يف نظام احلقن
تقوم اإلشارة اآلتية للطرف اليساري لملـف صـمام الحقـن : مرحلة الحقن األولى .1
من Aوضعية قلب الصمام ووصل التيار القادم من المضخة مع الطرف بقلب 5.4.1يتدفق الزيت اآلن إلى جانب المكبس . مع الخزان Bاسطوانة الحقن ووصل الطرف
في المكبس المـؤازر إلـى وجـه 3 و من خالل الصمام الراجع الداخلي 2المؤازر سـرعة . الحقـن يتحرك مكبس الحقن اآلن ببطء إلى داخل حجـرة 1مكبس الحقن
. 6.4.1الحقن في هذه المرحلة نستطيع التحكم بها عن طريق الصمام الخانق و المتحكم بها من قبل مؤقـت أو _ عند نقطة التحول المطلوبة : مرحلة الحقن الثانية .2
و الذي يفتح الممر من المدخرة الهيدروليكية إلى 4.2.2يفتح صمام الفحص _ سقاطة . قدم مكبس الحقن اآلن بسرعة عالية إلى داخل حجرة الحقـن يت. وجه مكبس الحقن
الصمام / 6.4.2السرعة في هذه المرحلة نستطيع التحكم بها بواسطة الدوالب اليدوي . 6.4.2الخانق
يكون الضغط الهيدروليكي في النظام منخفضا نسـبيا خـالل : مرحلة الحقن الثالثة .3 في وضعه النهـائي 2حيث يكون المكبس المؤازر . مرحلتي الحقن األولى و الثانية
علـى كـل . 5 يكون مغلقا بواسطة الصمام الرئيسي Cالخلفي و ذلك ألن الطرف حال حالما يمأل القالب يرتفع الضغط ضمن النظام الهيدروليكي و يقوم هذا الضـغط
5 الرئيسي فيفتح نتيجة لذلك الصمام . 2بالتأثير على السطح الحلقي للمكبس المؤازر و ألن الصمام الراجع الداخلي ، و يغطس المكبس المؤازر إلى داخل اسطوانة الحقن
فأن المؤازرة تسبب إزدياد الضغط في اسطوانة الحقن حسب نسـبة ، يكون قد أغلق 21السطحين FF .
:تنوع ضغط الحقن
يؤثر علـى ) القابل للتعديل ( هذا الضغط . عند ضغط محدد مسبقا 5 الصمام الرئيسي يفتح
إن كبر هـذه القـوة المضـادة . و لذلك ينتج قوة مضادة 2السطح الحلقي للمكبس المؤازر يبقى الضغط المضاد محافظا على قيمتـه . وانخفاض الضغط يزدادان ضمن اسطوانة الحقن
. 7تحرير النابض و يعدل بواسطة تضييق أو 9 و صمام عدم الرجوع 8بواسطة الخانق
: تراجع مكبس الحقن
بمجيء اإلشارة للطرف األيمن لملف صمام الحقن يطبق الضغط القادم من المضـخة إلـى . 6 على حساب الصمام الراجع الداخلي 5يفصل الصمام الرئيسي . C و الطرف Bالطرف
و يصـل . الرجـوع يفتح صمام عدم 4و يقوم القضيب . 2يتراجع اآلن المكبس المؤازر . جاعال مكبس الحقن يتراجع Bالضغط اآلن إلى الطرف
51

تصميم القوالب املعدنية
: تصميم قوالب السباكة المعدنية
في آالت الحقن بالحجرة الساخنة و الحجرة الباردة ال بد من وجود قوالب يتم السـباكة علـى أساسها إلنتاج مسبوكات ذات شكل موحد و بشكل كمي و من هنا تأتي األهمية الكبيرة لدراسة
. القالب المعدني المستخدم في هذه اآلالت
ية تستخدم لإلنتاج الكمي و يتوقف عدد المسبوكات المنتجة على نوع المعدن و القوالب المعدن صهور و على شكل المسبوكة و على أبعاد المسبوكة و إلطالة عمر القالب نقوم بتخفـيض مال
الصدمة الحرارية المؤثرة على سطح القالب و ذلك بإحماء القالب إلى درجة حرارة مناسبة و اصة مقاومة للحرارة و بحسب درجة تعقيد المسبوكة يكون القالب بطالء سطح القالب بمواد خ
. مؤلفا من قطعة واحدة أو أكثر قد يكون سطح الفصل أفقي أو شاقولي أو مائل تتعرض القوالب إلى إجهادات حرارية كبيرة لذلك تصنع إما من حديد الزهر أو من الفـوالذ
. المحتوي على نسبة ضئيلة من الكروم عندما يتطلب دقة كبيرة للمسـبوكة و عنـدم K350 ، K100في القوالب المعدنية و تستخدم
. يتعرض القالب إلجهادات حرارية كبيرة قد يزود القالب المعدني بتسامح ميالن مناسب من أجل سهولة إخراج المسبوكة و كذلك يزود
ذات ميالن مناسـب بتسامح من أجل التمدد الحراري للقالب و قد يستخدم أحيانا نوى معدنية يتم فتح القالب المعدني إما يـدويا أو . لألسطح و قد يستخدم أيضا نوى رملية أو نوى قشرية
. بواسطة ميكانيزم هوائي و تطرد منه المسبوكة بواسطة لوافظ موجودة في أحد جزئي القالب لتي يصلب من بشكل عام يحتوي القالب على فراغ الحقن الذي يكون له نفس الشكل و األبعاد ا
المعدن الداخل إلى فراغ هذا القالب أن يأخذ شكل المسبوكة المطلوبة و كذلك ال بد من وجود و ممرات يسير فيها المعدن حتى يصل إلى الفراغ المراد ملئه بالمعدن و بالتالي تشكيل طرق
. المسبوكة المطلوبة و يتم ذلك عند ضغط كبير لمنع حدوث فقاعات هوائية ضمن المسـبوكة و لكن من الجدير ذكره أنه بعد بصلب المعدن داخل الفراغ تبقى المسبوكة على أحد جزئـي
مـع مراعـاة . ال بد من توفير آلية خاصة للفظ هذه المسبوكة خارج القالب القالب و بالتالي لفظها عند درجة حرارة مالئمة حيث إذا كانت القطعة أبرد من الالزم فمن الممكن إن تصـل اإلجهادات الداخلية فيها إلى قيمة تؤدي إلى صعوبة لفظ هذه القطعة أمـا إذا كانـت القطعـة
. دوث تشوهات في القطعة و بالتالي تشوه المسبوكة ساخنة فقد يؤدي ذلك إلى حقد يتألف فراغ الحقن من جزأين أو أكثر و بالتالي يتوجب على المصمم تأمين و سائط ربط و توضع كافية لهذه األجزاء بأوضاعها النسبية التصميمية بحيث يخصل على قطعة بأبعاد دقيقة
: معدن إلى جوف القالب حسب المطلوب وهناك طريقتين أساسيتين لنقل الطريقة السكب بالفرن الساخن و التي يكون مجرى التغذية فيها على شكل عنق األوزة .1
. طريقة السكب بالفرن البارد و يكون فيه المعدن المصهور موجود في فرن الصهر و .2
. خارج آلة الحقن : ويتألف القالب بشكل عام من األجزاء التالية
.البالطة الموجبة .1 .لبالطة السالبة ا .2 .بالطة اللوافظ .3 .اللوافظ .4 .بالئط التثبيت .5
52
تصميم القوالب املعدنية
.الدالئل .6 .جلب الدالئل .7 .جلبة الحقن .8 .مجاري التغذية .9 .مجاري التبريد .10
تتولد بالقالب المعدني عند عملية الصب غازات ناتجة عن طالء سطح القالب و عن الهـواء
) تنفيسات أي مرضعات ( ت عن طريق المزاح من تجويف القالب و يتم إخراج هذه الغازاو يتم تنظيم درجة حرارة القالب المعدني إما بالتبريد الطبيعي أو بالتبريد القسري إمـا بـنفخ
. أو بجريان الزيت أو الماء خالل فجوات التبريد الموجودة ضمن القالب الهواء
53
ات اللفظآلي
آليات اللفظ
إن آليات اللفظ من األجزاء الهامة في القوالب و هدف هذه اآللية هو إخراج المسـبوكة مـن القالب بدون إحداث أي تشوه فيها أو أي تغيير باألبعاد و مهما كانت طريقة اللفظ المسـتخدمة
مقاومة و أن حدوث أي ، فيجب أن تدعم كافة أجزاء القطعة من قبل هذا النظام عند إخراجها لعملية اللفظ ناتجة عن طبيعة شكل القطعة عند خروجها من القالب بشكل كامـل كـالنوى و
و . البروزات و في مثل هذه النقاط يتوجب علينا دائما زيادة مساحة حمل اللوافظ بشكل نسبي عملية استخدام الخوابير الالفظة هي أكثر الطرق المرنة باعتبار أنه يمكن أجـراء أي تعـديل
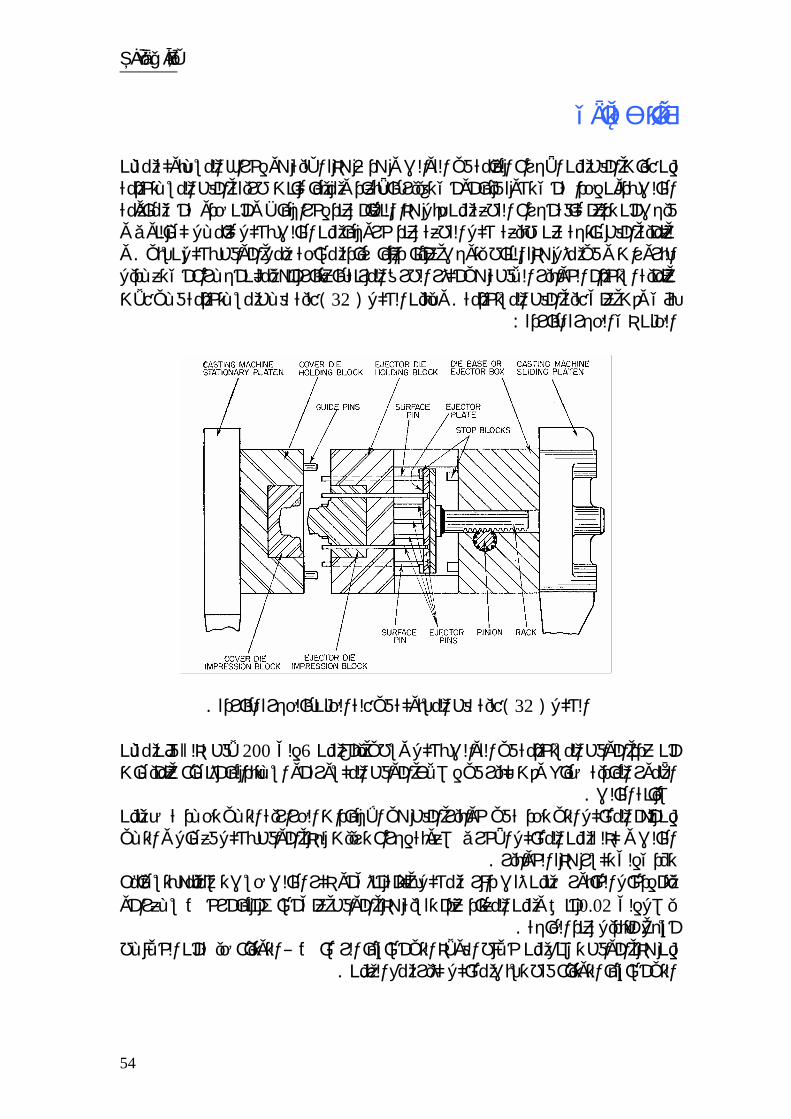
آلية لفـظ مسـتخدمة فـي آالت )32( و يبين الشكل . بأي وقت على آلية اللفظ المستخدمة : الحقن ذي الحجرة الباردة
. في آلة الحقن بالحجرة الباردة لفظ المسبوكةآلية ) 32( الشكل
الفظ لذلك فأن مـن 200 إلى 6أن عدد اللوافظ المستخدمة في القوالب بشكل وسطي يبلغ من ألمور المادية ضياع وقت كبير في إصالح اللوافظ المكسورة أو اسـتبدالها أثنـاء عمليـات ا
. صيانة القالب إن أهم المشاكل التي تحدث في خوابير اللفظ هي اإلجهادات الحرارية التـي تحـدث ضـمن القالب و كذلك من المشاكل األخرى صعوبة إجراء تزييت لهذه اللوافظ بشكل فعـال و التـي
.ي إلى تكسر هذه الخوابير تؤديتم إدخال الخابور ضمن ثقب دائري مشكل بكتلة أنثى أو ذكر القالب حسب تصميمه بتسـامح
أنش و من المعتاد عدم تقسية هذه اللوافظ على أساس أنها أرخص سـعرا أو 0.02يصل إلى . أسهل للتبديل عند الحاجة
التوتياء حيث أن الخالئـط –اسها الرصاص إن هذه اللوافظ تصنع من خالئط الفوالذ التي أس . التي أساسها التوتياء فقط تسبب مشاكل كثيرة مع الزمن
54

ات اللفظآلي
إن أكثر الخوابير التي تتعرض للمشاكل هي التي تقوم بلفظ مجاري التغذية بالقالب و كـذلك تلك التي تتوضع بالقرب من جلبة الحقن و هذا يعود إلى درجات الحرارة العالية عنـد تلـك
. النقاط من أجل تخفيض االحتكاك الحادث بين اللوافظ و ثقوبها يلجأ بعض المصممين لتوسـيع هـذه
إنش من سطح القالب و هي فكرة جيدة ألنها تسـهل عمليـة 1الثقوب من الخلف و لمساحة . وصول الزيوت على األجزاء الحارة من الخابور
لب بالزيوت و الخبث و الكربون كذلك فإن و لكن هذه الثقوب سوف تسد الحقا أثناء عمل القا كما أن لهـذه . نواتج احتكاك الخابور مع ثقبه يمكن أن تخرج عن طريق هذا الثقب الموسع
الثقوب فائدة أخرى من أجل الخوابير المثبتة بشكل ثابت في صفيحة اللفظ و باعتبار أن التمدد بالتالي فإن هذه الخوابير تجبر علـى الحراري في كتلة القالب أكبر منها في صفيحة اللفظ و
. تغيير مكان توضعها
: تصميم خوابير اللفظ
من أجل إطالة عمر الالفظ فإنه يتوج تخفيض اإلهتراء بين الخابور و الثقب الذي يعمل فيـه و هذا يتم ليس فقط عن طريق تقليل مساحة . إلى الحد األدنى و ذلك من أجل تجنب اإلهتراء
بينهما و لكن عن طريق إعطاء حرية حركة طفيفة للخابور في مكان توضـعه سطح التماس . بحيث يستطيع التغلب على التغيرات الطفيفة باألبعاد
بالعودة إلى الناحية العملية وجد أن توسيع الثقب من الخلف ليس فعاال بشكل كافي و ذلك ألنه الساخنة من مجراه و التي فيها أقل نستوجب في مثل هذه الحالة أن ينزلق الخابور في المنطقة
سـم بقطر منتظم و إجراء الخلوص على ج خلوص و قد وجد أنه من األفضل أن نبرك الثقب . الالفظ نفسه
عند استخدام هذه األنواع من اللوافظ فإنه ال يحدث االحتكاك بين الخابور و الثقب المتواجد فيه نظيف الذاتي حيث أنه عند اسـتخدام خـابور ذو باإلضافة إلى ميزة وجود ما يسمى بعملية الت
هتراء و الذي يدخل لثقب الخابور سوف يلجأ إلى السطح ر منتظم فإن المعدن الناتج عن اإل قطبينما بالخابور ذو القطر المنخفض فإن هذه النواتج سوف تدفع للخلف و بحيـث تسـمح لهـا
. بالهروب اك بين الخابور و الثقب المتوضع فيه فأنـه ال إن مثل هذا الخلوص مع أنه يحل مشكلة االحتك
و ليس هناك مجال للخـابور ألن . يحل المشكلة التي تظهر عن التمدد الحراري بكتلة القالب . يترك مكانه ألنه مثبت عند مقعده
أن ميزة وجود رأس الالفظ و تثبيت هذا الرأس في صفيحة تساعد في منـع الخـابور مـن . االنسحاب إلى الخلف
.إن رأس الالفظ يمكن أن يشكل من قضيب مصمت و هناك حلول أخرى واردة أيضا هناك خوابير عيارية من هذه األنواع و هي متوفرة لدى مصنعي مواد القوالب و هي عبـارة عن قضبان بأطوال و أقطار مختلفة و لكل قضيب رأس من كال الطرفين حيث يتم قصـه و
من الصعب تشكيل الرؤوس بحال اسـتخدام القضـبان و ليس . بذلك نحصل على خابورين يفضل أحيانا بتقسية نهاية . حيث يمكن استخدام ملزمة بفكين حيث يوجد بين ثقب هذين الفكين
. الالفظ التي تقوم بعملية اللفظ اللوافظ ذات الفلنجة تربط بصفيحتين في القالب و يترك خلوص في الثقب الذي سوف يركـب
تربط الصفيحتين بواسطة برغي في معظم الحاالت و لكنه . تين الصفيحتين به الخابور في ها و يمكـن . ليست فعالة دائما ألن الصدم المتكرر الحادث بالقالب يؤدي النحالل هذا البرغـي
و لكن هذه الفكـرة . جعل البرغي يبرز من سطح الصفيحة ويربط بصامولة غير قابلة لحل
55

ات اللفظآلي
دار سماكة هذه الصامولة إال إذا تم تشكيل فراغ بكتلـة سوف تنقص من طول شوط اللفظ بمق . القالب التي تقابلها الستيعاب سماكة الصامولة
هنالك حل بديل و هو استخدام صفيحة لفظ وحيدة و يتم باستخدام نفس الالفـظ ذو الـرأس و لكن يثبت كل الفظ على حدى بواسطة برغي و هذا التثبيت هو أمتن من التثبيـت بواسـطة
فيحتين و كذلك هنالك أمكانية إخراج كل خابور على حدا الستبداله حسب الحاجـة بـدون ص . الحاجة لفك جميع اللوافظ
لكن من سيئات هذه الطريقة ضرورية ضبط ارتفاعات جميع اللوافظ كل على حدا عند اختبار قلـيال و بعد وصول حرارته إلى درجة حرارة العمل حيث يتوجب عند حل البراغي . القالب
و بعد ذلك تعاد عملية الربط ثانية ألن توضع القوالب ال يكـون . لكي تأخذ توضعها الصحيح . دقيق عند كون القالب باردا
: تجنب حدوث هصر اللوافظ
أن حدوث هصر للوافظ هو من أهم األسباب التي تسبب فشل عمل اللـوافظ باإلضـافة إلـى
. حدوث استعصاء باللوافظ و انحناء بها يحدث الهصر عندما يتعرض لالفظ إلى مقاومة غير عادية و كمال على ذلك هو عنـد حقـن
كير على األجـزاء المعدن بالقالب و هو ما يزال باردا و هذا يؤدي إلى تقلص المعدن بشكل فإذا كانت بعض اللوافظ ذات مقطع صغير بحيث يتشكل حمـل إضـافي . الذكرية في الفراغ
و كل مرة يتكرر فيها فشل اللوافظ في أداء عملها فإن السبب يعود إلى صـغر . على الباقي . أقطار اللوافظ بالنسبة ألطوالها
و بحيث تتأمن عملية تحريـر القطعـة يتوجب دائما إبقاء أطوال اللوافظ بأقصر طول ممكن فإذا كان طول شوط اللفظ الالزم لقطعة معينة هو نصف إنش فإنه من غير . المحقونة بسهولة
إنش حيث تؤخذ هـذه 0.625المناسب أن يكون شرط اللفظ الفعلي الموجود بالقالب أكثر من . المسافة من خلف كتلة القالب
و من أجل تقصير أطـوال اللـوافظ . لب إمكانية تهصره كلما قصر طول خابور اللفظ كلما ق و كذلك يجب . يفضل استخدام صفيحتي لفظ بحيث تكون اللوافظ مثبتة على الصفيحة األمامية
تعيير مكان برغي اللفظ باآللة الذي سوف يحرك صفيحة اللفظ بحيث يكون بمركز الصـفيحة . و أبعد ما يكون عن كتلة الذكر
أنش فإنه 8 / 1 أنش أما الالفظ ذو القطر 16 / 3هي القطر اللوافظ استخداماأن أكثر قياسات و حتى في القطع الكبيرة فإنه كثيرا مـا يسـتخدم . يستخدم عندما تكون مساحة الحمل مقيدة
أنش و يستعاض عنها باستخدام عدد أكبر من اللوافظ عند زيـادة 3/16الفظ بقطر أكبر من قطر النهاية العاملة في الالفظ ال يحتاج دائما ألن يكون بنفس أقطار إن. مساحة سطح الالفظ
هذه الطريقة . بقية طول الالفظ حيث أنه من المفيد أن تربط نهاية الالفظ بالفظ ذو قطر أكبر تعطي متانة أكبر لالفظ و تساعد في تسريع نسبة التصريف الحراري في القطر األصغر مـع
في هذه الحاالت يتوجب تشـكيل أقطـار . ظ وفق األبعاد العيارية كون مكان تثبيت ذلك الالف . أكبر ضمن ثقب الالفظ الفعلي و ذلك من أجل القطر األكبر لالفظ على مرحلتين
و لكـن ، بشكل عام فإن اللوافظ المثبتة على صفيحة اللفظ يجب أن تعمل كلها بوقت واحـد على مرحلتين بحيث تبدأ إحداهما العمـل هناك حاالت من الضروري فيها تقسيم عملية اللفظ
. بعد انتهاء عمل المرحلة األولى المجاري يتم . في هذه الحالة من الضروري تأمين وسيلة لفصل المعدن المتشكل بجلبة الحقن
من أجل تأمين . و بعدها يتم لفظ الصفيحة كلها . قصها عند البوابات عند عملية لفظ الصفيحة
56

ات اللفظآلي
إحداها يركب عليها لوافظ المعدن . ة السابقة فإننا نحتاج إلى صفيحتي لفظ المتطلبات األساسي . بمجاري التغذية و الثانية يركب عليها لوافظ القطعة المحقونة
: اللوافظ ذات المقطع الدائري
ينصح استخدام اللوافظ ذات المقطع الدائري نظرا لسهولة تركيبها و طبيعة تثبيتها و لكن مـن
ل معينه فإننا نضطر الستخدام لوافظ ذات مقطع غير دائري و ذلك من أجل ضمان أجل أشكا مثل هذه الجدران ذات السماكات الرقيقة . حدوث عملية لفظ سليمة للقطعة خالل عملية اللفظ
. أنش فإن استخدام الفظ مشابه لشكل المجرى 1/16حيث أنه إذا كانت سماكة الجدار حوالي ير دائريان فعاالن قابالن لالستخدام بشكل فرضي و ذلك حسـب شـكل عمليا هناك شكالن غ
. القطعة النوع األول هو عبارة عن صفيحة مستطيلة القطع يمكن أن تصنع من أي سـماكة و تعمـل
أما النوع الثاني فهو سطح مشكل حسب شكل القطعة بحيث يمكن جلخه مـن . ضمن مجرى فق شكل مطابق لشكل الالفظ كمـا بالحالـة جميع األسطح مجرى توضعه يجب أن يكون و
. األولى أن هذين النوعين يتميز بأن تجميعهما و تشكيل مجاري عملهما سهل بينما األشكال األخـرى
. لعمل يدوي كبير من أجل إتمام تنفيذها و قد ثبت عمليا بأن أفضل أنواع اللوافظ النوع الثاني حيث أنه صمم لكي ينزلق مـن فـراع
و لكن من الصعب الحصول علـى هـذا السـطح . لية التفريز ضمن كتلة مصمتة مشكل بعم . و كذلك مكان تركيب النوع الثاني صعب التشغيل . المفرز ناعما و دقيق األبعاد
: اللوافظ القميصية
يمكن استخدام اللوافظ القميصية بشكلين األول تكون النواة فيه مثبتة على الصـفيحة الحلقيـة
بينما تكون النواة بالنوع الثاني مثبتة على جزء متحرك . للقالب و تكون هذه النواة ثابتة الثابتة و بعد ذلك يفرز القميص الالفظ من الجوانب لكي يشكل . و تكون لها تفريزات على الجوانب
أرجل و ينزلق ضمن المجاري المشكلة بالنواة و في من أنواع القمصـان تسـتخدم المعـادن . المناسبة له
النوع األول يستخدم عندما تكون القطعة ذات شكل أسطواني و من أجل تبديلها حيـث يحـل يفضل في مثل هذه الحاالت اسـتخدام . و ينزلق المحور من القميص . البرغي المثبت للنواة
صفيحتي لفظ بين الجزأين اللذين فيهما نهاية الشفة و القميص و هي مناسبة جـدا بحـال أن . أكثر من قطعة واحدة القالب ينتج
إذا كان القالب يتطلب وجود قميص واحد فإنه يفضل استخدام صفيحة لفظ واحدة لبرغي لفـظ . القالب من الخلف
. في النوع الثاني من اللوافظ القميصية و باعتبار أن النواة تثبت بشكل جاسئ في كتلة القالب . و بالتالي فهناك حرية بسيطة الحركة
و يمكن الـتخلص . جة الستبدال هذه اللوافظ فإنه يتوجب إخراج النواة بشكل كامل بحال الحا من هذه المشكلة عن طريق استخدام الفظ قميصي معدل و الذي يمكن إخراجه بدون فك النواة
و بنفس الوقت تسهل عمليات الصيانة الدورية . هذه الطريقة تسمح بتسهيل عملية التركيب . . و التبديل
57

ات اللفظآلي
وافظ التي على شكل حلقة الل
تستخدم الحلقة الالفظة بحال أن المسبوكة تتطلب دعم على كامـل محيطهـا خـالل عمليـة اإلخراج من القالب و هي أكثر ما تستخدم في الحاالت التي يشكل فيها فـراغ الحقـن بأحـد
. أجزاء القالب بشكل كامل مع أن هذه العملية يمكن استخدامها لحدود معينة
58

نظام اإلغالق
نظـام اإلغالق
: و من أهم الطرق المستخدمة ، تستخدم طرق متعددة إلغالق القالب و أحكام هذا اإلغالق
: اإلغالق الهيدروليكي
و فيه يتم استخدام أسطوانة هيدروليكية للفتح و اإلغالق للجزء المتحرك من القالب و بحيـث . ألطباق يستمر الضغط الهيدروليكي أثناء اإلغالق ليزود قوة ا
: اإلغالق الميكانيكي
آلة حقـن ) 33( يبين الشكل ، حيث تستخدم وسائل ميكانيكة إلغالق و إحكام إغالق القالب
.يدوية تستخدم الطريقة الميكانيكية لإلغالق
.آلة حقن يستخدم فيها الطريقة الميكانيكية لإلغالق ) 33( الشكل
: يكي اإلغالق الهيدروليكي الميكان
و يستخدم فيها الضغط الهيدروليكي باإلضافة إلى أذرع و وصالت ميكانيكية حيـث تتحـرك و هذه الطريقة هي األكثـر ، األذرع و الوصالت الميكانيكية بواسطة األسطوانة الهيدروليكية
. استعماال في الوقت الحالي ألنها تضمن ضغط أطباق مرتفع للقالب .قة اإلغالق الهيدروليكي الميكانيكي يبين طري ) 34( الشكل
59

نظام اإلغالق
طريقة اإلغالق الهيدروليكية الميكانيكية ) 34( الشكل
عندما تقوم األسطوانة الهيدروليكية بضغط المكبس يقوم محور المكـبس بـدفع ميكانيزمـات دافعـة / يـزداد انفراجهـا / لألعلى و التي تنفرد ) locking mechanism( اإلغالق
.لألمام و التي تقوم بإطباق جزئي القالب ) moving platen( ورها الصفيحة المتحركة بد ليدخل عن طريق مكبس الحقـن إلـى )metal injection( و بعدها يأتي المعدن المحقون
وعند تجمد المسبوكة يقوم مكبس األسطوانة بالتراجع حتى يفتح جزئـي ، داخل فجوة القالب .القالب و يتم إخراج المسبوكة
: حساب استطالة األعمدة الدليلية في مجموعة اإلغالق
إن قياس هذه االستطالة . تتعرض عند عملية اإلغالق لقوة شد ) tie bars( األعمدة الدليلية . قوة اإلغالق / تأسيس / تفيد في اختيار
باعتبار أن قوة اإلغالق تكون موزعة بانتظام على كامل األعمـدة الدليليـة األربعـة لـدارة .اإلغالق فأن قياس استطالة عمود واحد فقط سيكون كافيا من أجل حساب قوة اإلغالق
الق يجب أن تطبق القوة المؤثرة بشكل متساو على األعمـدة من أجل القياس الدقيق لقوة اإلغ . األربعة
) : 35( قياس األستطالة يتألف من األجزاء التالية الشكل إن جهاز
. قضيب مقارن .1 . محمل متحرك للقضيب المقارن .2 . محمل ثابت للقضيب المقارن .3 . مؤشر قياس استطالة .4
60

نظام اإلغالق
ة مركب على عمود دليليجهاز قياس استطال ) 35( الشكل
: تحسب كما يلي / العصا / القوة التي تؤثر على القضيب
ELLdP
KEL
LFP
O
PO
×∆
××
=
=×∆
×=
4
2 π
kpcmkp
mmmmcm =××= 2
2
: و تم الحصول على العالقة األولى من قانون مقاومة المواد FP
LLEEo
=∆
×=×= εσ
F2cm
: حيث d : د الدليلي و يقاس بالمم قطر العمو .
.مساحة مقطع العمود الدليلي و تقاس بـ :
E : 2. عامل المرونةcmkp2100000=E
OL
.
.الطول االبتدائي بالمم : L∆ : قيمة االستطالة .
61

احلسابات التصميمية
الحسابات التصميمية
ضغوط الحقن و سرع الحقن تعتمد على خصائص القطعة المـراد إنتاجهـا و علـى مـادة باإلضافة إلى هذا العوامل هناك تأثير مسافة انتقال التدفق التي يجب أن يغطيهـا . المسبوكة
. و طريقة السكب ، سماكة جدران المسبوكة و،المعدن
و الضغط األخفض يكـون . ضغوط أعلى من الطريقة العمودية طريقة السكب األفقية تتطلب . في حالة الحقن بآالت الحقن بالحجرة الساخنة
: لذلك فأن نتائج الضغوط بالنسبة لآلالت الثالثة هي كما يلي
/2 2000 – 250 آللة الحقن بالحجرة الباردة بين .1 cmkp
/ cmkp/ cmkp
/ cmkp
2
cm2cm
2cmcm
cm2cm
2 1000 – 150 ودية بين آللة الحقن بالحجة الباردة العم .2
2 300 – 100 آللة الحقن بالحجرة الساخنة بين .3
و يسـكب ، ما عدا السبائك النحاسية المستعملة نادرا يتطلب األلمنيوم ضغوط السكب األعلى . الزنك عند ضغط أخفض لكن بسرعة حقن أعلى
التجارب العملية مثال مأخوذ من
2 ) . (سنعتبر واحدة القياس ضمن القالب هي
مسـاحة ( لة يمكن أن تحسب أما اعتمادا على األوزان أو بالمساحة المسقطة أن استطاعة اآل و إذا أفترضنا أن المسبوكة التي سنقوم بإنتاجها هو من األلمنيوم وبـافتراض أن ) . السباكة
: نات السكب هي كما يلي بيا
. gr 1000و وزنها cm258مساحتها :المسبوكة • أو نستعيض بوزن المعدن الذي سيشغلها و هو 42مساحتها : الجيوب الهوائية •
140 . 2
2 . 150 أو يستعيض بالوزن 41مساحته : قناة التغذية •
و الـوزن الكلـي 341 و بذلك تكون المساحة الكلية هو مجموع هذه المساحات و هي
1290 .
2
cm 630 . 2بالنسبة لآللة المدروسة يكون ضغط الحقن المطلوب تقريبا مساويا
: ) closing force( حساب قوة اإلغالق لآللة
ضغط الحقن المطلوب ×مساحة السباكة = قوة اإلغالق
62

احلسابات التصميمية
: و من البيانات التالية تكون قوة اإلغالق
P = 341 × 630 P = 214.83 tons closing force
tons 280= مساوية إلى المتاحةو حسب العياريات تكون قوة اإلغالق
: الذي يمنع التوهج )safety margin ( حساب هامش األمان
هامش األمان هذا ضروري ضغط الحقن يمكن أن يزداد في حاالت الطوارئ لذلك يجـب أن
ل اآللة في حالـة اإلنتـاج يختار على أخفض قيمة باإلضافة إلى أنه من المستحسن أن ال تشغ . المستمر تحت حملها األعظمي لذلك تكون األحتياطات متوفرة في هذه الحالة
قوة اإلغالق المطلوبة \قوة اإلغالق المتاحة = هامش األمان
Safety margin = 280 / 214.85 Safety margin = 1.3
) . casting chamber( اختيار حجرة الحقن المطلوبة
، أنه من الضروري أيضا فحص فيما إذا كان حجرة الحقن متوافقة مـع الحجـم المطلـوب . تختار حجرة الحقن إما في حالة التوافق مع بيانات تقنية أو مع األوزان العظمى للمسـبوكة
لكي تكون حجرة الحقن متوافقة مع الشروط العليا يجب أن تكون قطر حجرة الحقن المطلوبة . مم 50 =مساوية إلى
. )casting force( حساب قوة الحقن الضرورية
. مساحة سطح المكبس ×ضغط الحقن = قوة الحقن
Casting force = p × F
Casting force = p × 4
2 π×d
= 630 452 π×
= 12.5 tons
تكون فعالة إلنجاز قوة الحقن المطلوبة ) tons 28 – 12.5( قوة الحقن المتاحة التي تقع بين . مع القطر الذي تم إختياره للمكبس
. ذو قطر أكبر و نظرا لوجود وظيفة الحقن المؤازر سيكون من األفضل اختيار مكبس
63

احلسابات التصميمية
:ساحة السباكة الصالحة لالستعمال اختيار م
: لدينا المعطيات التالية إذا كان .casting force ......................... ( [ kp] p( قوة الحقن
. closing force ......................( s [kp]( قوة اإلغالق . casting piston diameter ... ( d [cm] ( قطر مكبس الحقن
: و المطلوب حساب ما يلي
specific casting pressure .... ( ] P [kp / . 2cm( ضغط الحقن المطلوب 2cm
2cm .] usable shot area( ... .......] F ( مساحة السباكة الصالحة لالستعمال
. ] piston surface area.............. ( ]…… f( حة سطح المكبس مسا
مساحة السباكة الصالحة لالستعمال ) 36( الشكل
Usable shot area = surface of casting + surface of sprue + surface of runners
+ مساحة قناة التغذية + مساحة المسبوكة / = لة الفعا/ مساحة السباكة الصالحة لالستعمال
. مساحة مجاري الصب ) .36( من الشكل
uAr FFFF ++= : و يكون
64

احلسابات التصميمية
. مساحة سطح المكبس \قوة الحقن = ضغط الحقن المطلوب
⎥⎦⎤
⎢⎣⎡
××
=
×==
22
2
..44
...............................
cmkp
dpP
dffpP
π
π
: و تكون
. قن المطلوب ضغط الح\قوة اإلغالق = المساحة الصالحة لالستعمال
⎥⎦
⎤⎢⎣
⎡=
××××
=
××
=
⎥⎦
⎤⎢⎣
⎡==
222
2
22
4
4
/
cmkp
cmkppdSF
dp
SF
cmcmkp
kpPSF
ππ
: و تعويض العالقتين السابقتين نحصل على المعادلة التالية
. قوة اإلغالق \ مساحة سطح المكبس ×قوة الحقن = المساحة السباكة الصالحة لالستعمال
pfSF ×
=
لحة لالسـتعمال و قـوة اإلغـالق و هذه المعادلة تعبر عن العالقة بين مساحة السباكة الصا
. مساحة سطح مكبس الحقن و قوة الحقن
65

احلسابات التصميمية
:حساب وزن المسبوكة األعظمي
:من أجل آلة الحقن بالحجرة الباردة و ذات الحقن األفقي يكون
. مجرى المصب + وزن القطعة المسبوكة = وزن المسبوكة
ع البروز األضافيمسافة انتقال المكبس م ) 37( الشكل
الوزن األعظمي للمسبوكة تؤخذ اعتمادا على ملئ حجرة الحقن آخذين بعين اإلعتبار الحقيقة . من الحجم الكلي 3 / 2أن فجوة القالب تمأل فقط بـ : التالية
: و على ذلك يكون وزن المسبوكة
kghDG ...............10004
66.02
γπ×
×××
×=
: حيث D : حقن مكبس ال( قطر حجرة الحقن . ( h : 37( الشكل ، المسافة التي يقطعها مكبس الحقن . (
γ . الوزن النوعي للمسبوكة : : بحسب نوع المسبوكة كما يلي γو تختلف قيمة
2/..8.1 cmkg=γ2/..7.2 cmkg=γ2/..7.6 cmkg=γ2/..5.8 cmkg=γ
. بالنسبة لسبائك المغنيزيوم . لسبائك األلمنيوم
. لسبائك الزنك . لسبائك النحاس
66

احلسابات التصميمية
: حساب تدفق مضخة الضغط العالي
إذا كانت سعة المدخرة معروفة فالكمية المتدفقة من قبل المضخة يمكـن أن تحسـب حسـب : المعادلة التالية
sec/..........arg
Dtimeingch
raccumulatoQpumpQ −=−
: أي
زمن شحن المدخرة \تدفق المدخرة = تدفق مضخة الضغط العالي
: و نستطيع حساب التدفق من العالقة التالية ]/....[ 3 smSVQ ×=
: حيث V : سرعة الزيت ضمن األنابيب . S : مساحة مقطع األنبوب .
67
الدارة اهليدروليكية
لعملية الحقن الدارة الهيدروليكية
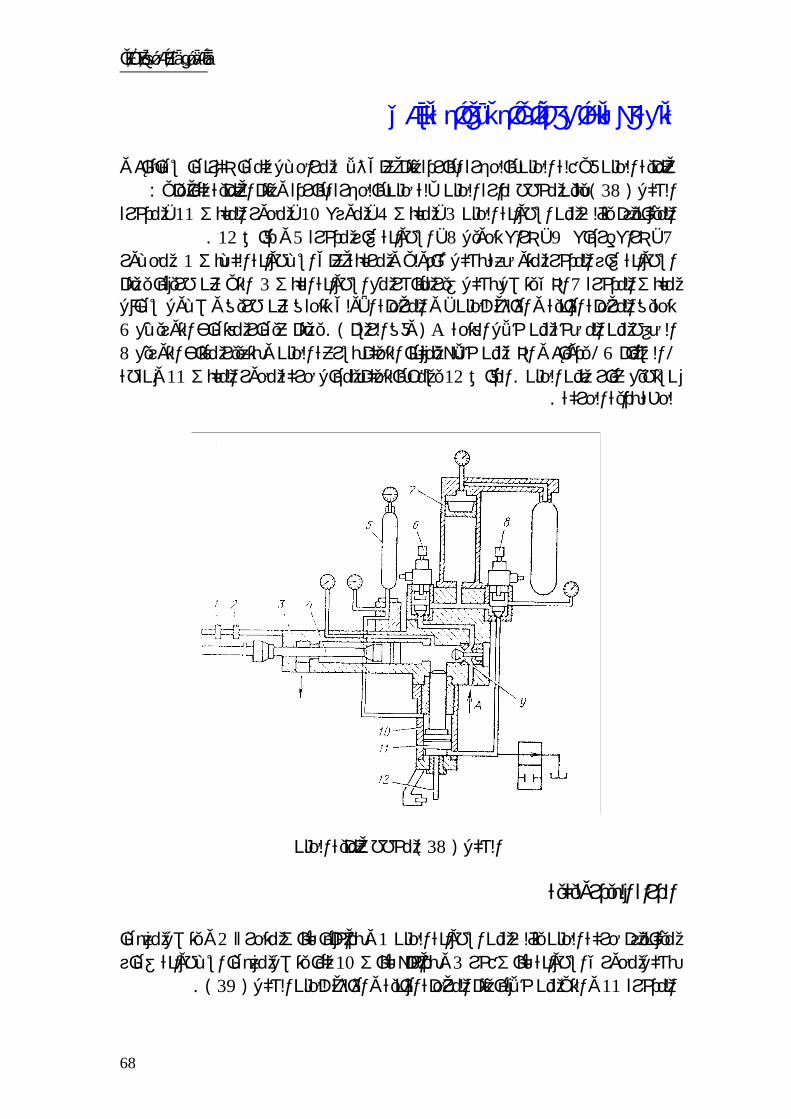
عملية الحقن في آلة الحقن بالحجرة الباردة تتم على ثالث مراحـل كمـا ذكرنـا سـابقا و : يبين مخطط لدارة الحقن آللة حقن بالحجرة الباردة و تتم العملية كما يلي ) 38 (الشكل
مدخرة ، 11محور المكبس ، 10 موزع ، 4مكبس ، 3الميكانيزم يتألف من اسطوانة الحقن . 12 و دفاش 5اسطوانة غاز مدخرة ، 8ذراع تحويل ، 9 إرجاعذراع ، 7
محـور . 1اسطوانة غاز المدخرة متوضعة بشكل شاقولي و مركبة على اسـطوانة الكـبس التي عن طريقها يـتم 3 الذي يتصل بشكل غير مباشر مع اسطوانة الكبس 7مكبس المدخرة
و المرحلة األولى تتحقق عن طريق وصـول سـائل ، المرحلة الثانية و الثالثة للحقن تحقيق 6مفتـاح التوزيـع يـتم عيـار ) . وفق الرسم ( Aالضغط من المضخة من خالل الفتحة
8 مفتاح التوزيع بتعيير يمكننا التحكم بسرعة الحقن و الذي من خالله يدويا و / 6الصمام / و نقطة 11 مكبسال حركة محور ال يسمح بالتحكم بمج 12الدفاش . زمن الحقن نستطيع عيار
. لحظة بداية الحركة
مخطط عملية الحقن ) 38 (الشكل
الدراة الهيدروليكية
و يتصل معهـا 2 و بداخلها كباس متحرك 1ميكانيزم حركة الحقن يتألف من اسطوانة الحقن كما يتصل معهـا اسـطوانة غـاز 10 و بداخله كباس 3بشكل محوري اسطوانة كباس آخر
. )39( الشكل و التي من خاللها تتم المرحلة الثانية و الثالثة للحقن11مدخرة ال
68

الدارة اهليدروليكية
السائل العامل القـادم مـن فيتدفق . 14بتحريك الصمام الهيدروليكي قبل عملية الحقن نقوم يخرج سائل المكبس إلـى 15بسي و عبر طريق العودة للصمام المك ،المضخة إلى المكبس
و ) m / c 0.3 – 0.2 ( راع المكبس يتحرك بشكل غير كبيرفي هذه الحالة ذ. خزان اآللة . المرحلة األولى للحقن هي هذه
مرور السائل الموجود في اسطوانة ل مم يؤدي 12 يتم فتح صمام مكبسي 13بتحريك الصمام و الذي من خـالل 16ة الحقن عبر الصمام المكبسي بالدخول إلى اسطوان 11الغاز المدخرة
. عياره يدويا يمكننا التحكم بسرعة الحقن عن طريـق 4سبوك يتم فتح الصمام المكبسي لمقبل االنتهاء من إمالء قالب السباكة بالمعدن ا
10ذي يؤدي إلى حركة المكبس و ال B و هذا يؤدي إلى دخول السائل عبر الفجوة 9الصمام يؤدي إلى ارتفاع المكبس ا مم A عن طريق 5حيث السائل الموجود خلفه يدخل إلى المدخرة
و يضغط السائل داخـل 10 و يتحرك المكبس 16 بعدها يغلق خط العودة للصمام المكبسي 6طـي و يؤدي إلى رفع الضغط الهيدروليكي في مكبس الحقـن و هـذا يع 1اسطوانة الحقن
.المرحة الثالثة للحقن فيفتحان المجال أمـام اسـطوانة الحقـن 4 يغلق الصمام 9بعد تجمد المسبوكة يفتح الصمام
. بالتراجع إلى وضعها األولي ويتم فتح القالب و أخراج المسبوكة
الدارة الهيدروليكية لنظام الحقن ) 39 (الشكل
69

الدارة اهليدروليكية
الدارة الهيدروليكية عناصرحساب
: ة المكبس العامل حساب قو .1
].....[kgffpP ×=
:حيث
]../[ . ضغط النظام : 2cmkgfp]..[ 2cmf : السطح الفعال .
تحكم األسطوانة البسيطة تحكم األسطوانة المزدوجة
تحكم األسطوانة المزدوجة البسيطة ) 40( الشكل
: استهالك الزيت لألسطوانة العاملة .2
]...[ 3cmhfQZ ×=
: حيث ]..[ 2cmf]..[cmh
. السطح الفعال : . مسافة انتقال المكبس :
/ : سرعة تيار الزيت في األنبوب / حساب سرعة المكبس العامل .3
[ ]sec/..60
1000 cmf
QV P
××
=
70

الدارة اهليدروليكية
: حيث
min]/1[P
]..[ 2cmff2cm
Q : الحجم المصروف من المضخة . . السطح الفعال :
) . المقطع العرضي لألنبوب بالـ : ( : حساب طاقة المضخة الهيدروليكية .4
]...[450
hpQPN P
η××
=
: حيث
]../[ ) . operating pressure( ضغط التشغيل : 2cmkgfPmin]/1..[P
8.0≈Q : الحجم المصروف من المضخة.
η : المردود . : عدد ضربات المكبس في الدقيقة .5
totalZ
P
QQn
.
=
: حيث
Q : ف من المضخة الحجم المصرو . min]/1..[P
min]/1..[ZQ : الزيت المستهلك من كامل األسطوانات العاملة .
71

: األجنبية المراجع
1. E.J.Vinarcik - High integrity die casting processes 2. die casting - herman 3. wotan-weke GMBH . 4000 Düsseldorf 1 . w. Germany
poltfach 8725.Am trippelsberg
: المراجع العربية
. فؤاد عازر : ندس الدكتور المه: تأليف . في النظرية و التطبيق سباكة المعادن .1 . مازن يعقوب : الدكتور المهندس
: المواقع االلكترونية
1.www.diecasting.com2. www.diecasting.org/faq 3. www.beta-online.com 4. www.manufacturers.com 5. www.kineticdiecasting.com 6. www.moderndiecasting.com 7. www.encarta encyclopedia .net 8. beta die casting equipment 9. Quantum machinery international inc. 10. PacMar Cold Chamber Die Casting Machines 11. PW PRO-WIN MACHINERY CO .LTD. 12. www.lpmie.net 13. Hishinuma Magnesium 14. ghanshyam engineering co.
75

الفهرس
1............................. .................................................المقدمة
2 ....................................................................... سباكة المعادن السباكة في قوالب رملية 3....................................... ......................السباكة بالطرق الخاصة
السباكة بالشمع المهدور : أوال طريقة الصب بالضغط
طريقة الصب بالطرد المركزي طريقة الصب المقلوب
6............................................ السباكة باستخدام النموذج المتبخر : ثانيا 7..................................................... السباكة في قوالب قشرية : ثا ثال
7...................................................... السباكة بطريقة التخلية : رابعا 8... .............................................الصب في القوالب المعدنية : خامسا
مميزات السباكة في القوالب المعدنية خطوات السباكة في القوالب المعدنية
9 ...........................................القوالب المعدنية التي تعمل بالثقالة : أوال 10..............................السباكة في القوالب المعدنية التي تعمل بالضغط : ثانيا
12 .....................................................آالت الحقن المستخدمة للمعادن
آالت الحقن بالحجرة الباردة : أوال
18 ............................. تسلسل العمليات في آالت الحقن بالحجرة الباردة 20........................................... جرة الباردة مزايا آالت الحقن بالح
20.......................................... عيوب آالت الحقن بالحجرة الباردة
21................................................ آالت الحقن بالحجرة الساخنة : ثانيا 27 ............................آالت الحقن بالحجرة الساخنة تسلسل العمليات في
29............................... ......... مميزات آالت الحقن بالحجرة الساخنة مساوئ آالت الحقن بالحجرة الساخنة
31 .........................دة دراسة تصميمية و هيدروليكية آللة الحقن بالحجرة البار
34 .......................................................................نظام الحقن
34 ...........................................................المدخرات الهيدروليكية المدخرات الهيدروليكيةأنواع 45 . ............................اءات األمان للمدخرات الهيدروليكيةعمل و إجر 46 ............................... .................اختبار الضغط في المدخرات
76
48........................................................... نظام الحقن مع المؤازرة 50 ............................... .....ل الثالثة لعملية الحقن كيف نحصل على المراح
52............................................................ تصميم القوالب المعدنية
54........................................................................ آليات اللفظ
بير اللفظ تصميم خوا تجنب حدوث هصر اللوافظ
اللوافظ ذات المقطع الدائري اللوافظ القميصية اللوافظ التي على شكل حلقة
59..................................................................... نظام اإلغالق
60...................... .في مجموعة اإلغالق ليلية حساب استطالة األعمدة الد
62.............................................................. الحسابات التصميمية حساب قوة اإلغالق
حساب هامش األمان اختيار حجرة الحقن المطلوبة حساب قوة الحقن الضرورية احة السباكة الصالحة لالستعمال اختيار مس حساب وزن المسبوكة األعظمي
حساب تدفق مضخة الضغط العالي
68 ................................................... الدارة الهيدروليكية لعملية الحقن 70............. ............................. الهيدروليكية حساب عناصر الدارة
75.......................................................................... .المراجع الفهرس
77