© commonwealth of australia 2015 -...
TRANSCRIPT

© Commonwealth of Australia 2015

CPCPCM2052A - WELD USING OXY-LPG-ACETYLENE EQUIPMENT
ii © Commonwealth of Australia 2015
CONSTRUCTION, PLUMBING AND SERVICE
INTEGRATED FRAMEWORK
TRAINING PACKAGE
CPC08
CPCPCM2052A
WELD USING OXY-LPG-ACETYLENE EQUIPMENT
LEARNING GUIDE

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 iii
ACKNOWLEDGEMENTS
National Plumbing Services Training Advisory Group
Plumbing Industry Commission Victoria
© Commonwealth of Australia 2015
Construction and Property Services Industry Skills Council
PO Box 151
Belconnen ACT 2616
Tel: 02 6253 0002
www.cpsisc.com.au
This work is copyright, but permission is given to trainers and teachers to make copies and contextualise the resources for use within their own training organisation or in a workplace where training is being conducted. This permission does not extend to making copies for use outside the immediate training environment for which they are made, or the making of copies for hire or resale to third parties.
This work was first published in 2004 with the assistance of funding provided by the Commonwealth Government through the Australian National Training Authority (ANTA). The 2015 publication has been updated to reflect changes to the national units of competency.
The views expressed in this work do not necessarily represent the views of the Commonwealth of Australia or CPSISC. In addition, the Commonwealth of Australia and CPSISC do not give warranty or accept any legal liability in relation to the content of this work.
The website addresses and other contact information provided in this publication were compiled in good faith and were correct at the time of printing.
The updating of these resources was completed by:
National Plumbing and Services Training Advisory Group, with funding and support provided by the Construction and Property Services Industry Skills Council (CPSISC):
This guide was developed in consultation with representatives of the Plumbing Industry by NPSTAG and CPSISC to support the implementation of the CPC08 Construction, Plumbing and Services Training Package.
CPCPCM2052A - WELD USING OXY-LPG-ACETYLENE EQUIPMENT
iv © Commonwealth of Australia 2015
Contents
What is this resource about? ..................................................................................... 1
How do I use this resource? ...................................................................................... 1
Flexible Delivery ......................................................................................................... 1
What do I have to do? ................................................................................................ 2
Unit Descriptor ........................................................................................................... 3
Element ...................................................................................................................... 3
Performance Criteria .................................................................................................. 3
Required knowledge .................................................................................................. 4
How will I be assessed? ............................................................................................. 5
Are there any pre-requisites? .................................................................................... 5
What other resources will I need? ............................................................................. 6
Texts .......................................................................................................................... 6
Web sites ................................................................................................................... 6
Video or audio cassettes............................................................................................ 6
General Safety ........................................................................................................... 7
Introduction ................................................................................................................ 8
Fusion welding ........................................................................................................... 8
Welding plan equipment ............................................................................................ 9
Oxygen cylinders ..................................................................................................... 10
Acetylene cylinders .................................................................................................. 11
Regulators ................................................................................................................ 12
Welding torch ........................................................................................................... 13
Welding tips ............................................................................................................. 14
Consumables for fusion welding .............................................................................. 15
Filler rods (AS/NZS1167 Part 2) .............................................................................. 15
Welding gases ......................................................................................................... 16
Oxygen ..................................................................................................................... 16
Acetylene ................................................................................................................. 16
Important safety information .................................................................................... 16
Flame settings .......................................................................................................... 17
Neutral flame ............................................................................................................ 17
Carburising flame ..................................................................................................... 17
Oxidising flame ........................................................................................................ 18
Task analysis ........................................................................................................... 19

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 v
Type of material ....................................................................................................... 19
Material thickness .................................................................................................... 19
Service requirements of the material ....................................................................... 19
Preparation .............................................................................................................. 19
Typical weld guide for steel ..................................................................................... 20
Weld joints ............................................................................................................... 21
Weld defects ............................................................................................................ 22
Words you need to know ......................................................................................... 25
Welding techniques ................................................................................................. 25
How to light a welding torch ..................................................................................... 25
How to shut down an oxy-acetylene plant ............................................................... 28
Forehand welding .................................................................................................... 29
Backhand welding.................................................................................................... 29
Clean up .................................................................................................................. 30
Worksheet ................................................................................................................ 31
Practical application ................................................................................................. 36
Assessment checklist .............................................................................................. 38


CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 1
What is this resource about?
Welcome to CPCPCM2052A – Weld using oxy-LPG-acetylene equipment. This resource will help you gain the skills and knowledge necessary to demonstrate competence in this unit.
How do I use this resource?
This resource is divided into four main sections:
• A learning unit, which contains background information on CPCPCM2052A – Weld using oxy-LPG-acetylene equipment
• Worksheets, which prepare you for the practical application
• Practical application, which allows you to experience performing oxy-acetylene welding
• Assessment materials, which help you demonstrate competency
To complete this unit of competence you will need to:
• read the information contained in the learning unit
• complete the worksheets as instructed
• have your answers checked by your trainer or supervisor
• work with your trainer or supervisor to practise performing oxy-acetylene welding
• read the assessment checklist together with the assessment sheets
• complete the assessment.
Learning Resources are not intended to be the only source of information nor are they intended to be an exhaustive form of instruction.
Flexible Delivery
The Trainer or Supervisor may adapt and deliver this Learning Resource to suit people from diverse backgrounds to meet equity principles and conform to Legislative policies.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
2 © Commonwealth of Australia 2015
What do I have to do?
To demonstrate competence in this unit you will be required to show the level of skills and knowledge for each of the elements involved in welding using oxy-acetylene equipment:
• Prepare for work
• Prepare materials and welding equipment
• Perform welding
• Clean up.
If you are unsure of the meaning of these elements you should read the performance criteria on the following page.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 3
Unit Descriptor
This unit of competency specifies the outcomes required to
weld/braze metals associated with the fabrication, installation and
repair of plumbing components and systems, using oxy-acetylene
equipment.
Element Performance Criteria
Elements describe the essential
outcomes of a unit of
competency.
Performance criteria describe the performance needed to
demonstrate achievement of the element. Where bold italicised
text is used, further information is detailed in the required skills
and knowledge section and the range statement. Assessment of
performance is to be consistent with the evidence guide.
1 Prepare for work 1.1 Plans and specifications are obtained from job supervisor
1.2 Work health and safety (WHS) and environmental
requirements associated with oxy-acetylene welding tasks
are adhered to throughout the work
1.3 Quality assurance requirements are identified and adhered
to according to workplace requirements
1.4 Tasks are planned and sequenced in conjunction with others
involved in or affected by the work
1.5 Personal protective equipment applicable to oxy-acetylene
welding is selected and checked for serviceability
1.6 Work area is prepared to support efficient welding with
oxy-acetylene equipment
1.7 Sustainability principles and concepts are observed when
preparing for and undertaking work process
2 Prepare materials and
welding equipment
2.1 Weld requirements are identified from plans and
specifications or given information
2.2 Materials to be welded are identified and selected
according to workplace procedures
2.3 Material is cleaned and prepared using appropriate tools
and techniques according to workplace procedures
2.4 Welding equipment, including cylinders and regulators, are
assembled and set up according to workplace procedures
2.5 Welding tips, settings and consumables are selected to meet
job requirements and welding procedures according to
workplace procedures

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
4 © Commonwealth of Australia 2015
3 Perform welding 3.1 Materials are welded to job requirements using safe
welding practices
3.2 Appropriate action is taken to report or remedy defects in
materials or welding equipment, including adjustments to
settings and welding technique
3.3 Welds are cleaned according to workplace requirements
4 Clean up 4.1 Work area is cleared and materials disposed of, reused or
recycled according to legislation, regulation, codes of
practice and job specification
4.2 Tools and equipment are cleaned, checked, maintained and
stored according to manufacturer recommendations and
workplace procedures
4.3 Information is accessed and documentation completed
according to workplace requirements
Required knowledge
Required knowledge for this unit is:
• dangers associated with oxy-acetylene welding in the
fabrication and installation of plumbing systems
• effect of heat on the properties and shape of welded metals
• job safety analysis (JSA) and safe work method statements
(SWMS)
• operating principles of oxy-acetylene welding equipment
• organisational quality procedures and processes within the
context of oxy-acetylene welding
• SI system of measurement
• workplace and equipment safety requirements, including
relevant statutory regulations, codes and standards.
An up to date version of the ‘Unit Descriptor’ may be located on the Australian Government web site
training.gov.au
http://training.gov.au/Search/Training?searchTitleOrCode=&nrtSearchSubmit=Search&includ
eSupersededData=true&includeSupersededData=false&homePage=true&javaScriptEnabled=tr
ue&typeAllTrainingComponents=true

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 5
How will I be assessed?
Your trainer or supervisor will decide with you how you will be assessed. Your assessment activity may include completion of the student worksheet and practical tasks selected by your trainer or supervisor. Your assessment should allow you to demonstrate all the skills and knowledge required to perform welding with oxy-acetylene.
This unit may be assessed in conjunction with other units of competence. Your trainer or supervisor will tell you if you are to be assessed this way.
Are there any pre-requisites?
Prior to commencing CPCPCM2052A – Weld using oxy-LPG-acetylene equipment you must have successfully completed the following pre-requisite:
• CPCPCM2043A – Carry out WHS requirements
It is also recommended that prior to commencing CPCPCM2052A – Weld using oxy-LPG-acetylene equipment you should have successfully completed the following competencies:
• CPCPCM2046A – Use hand and power tools.
Project work may also group pre-requisite and or co-requisite competencies together to carry out such projects. It is recommended that the following competencies are grouped with this unit of competency:
• CPCPCM2049A – Perform oxy-acetylene or oxy-LPG cutting
• CPCPCM2053A – Weld using manual metal arc welding equipment
• CPCPMS3031A – Fabricate and install steel pressure piping.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
6 © Commonwealth of Australia 2015
What other resources will I need?
To assist you the following resources have been suggested and should be available to you to do this competency:
• manufacturers’ guidelines and instructions for use
• job plans, drawings and specifications
• copies of the relevant WHS regulations.
Texts
• AS1674.1 1990 Safety in Welding and Allied Processes Part 1: Fire Precautions. Standards Australia, Melbourne.
• State and Territory regulations may override this Learning Guide.
Web sites
Video or audio cassettes

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 7
General Safety
Workplace health and safety (WHS) requirements need to be observed in accordance with legislation. You need to know the WHS laws governing your job.
Revision of CPCPCM2043A - Carry out WHS requirements, before commencing this unit is advisable.
In any work situation you can reduce the risk of injury to yourself and others by using appropriate personal protective equipment (PPE). The types of PPE that you will need include:
• Overalls – used for the protection of the installer when working in different conditions
• Boots – it is recommended that soft soled footwear is worn while working on roofs, as deep grooved footwear pick up small stones and debris that might damage or scratch the roof sheets
• Safety glasses or goggles to protect the eyes from injury when cutting the sheets with a power saw
• Ear plugs or muffs to protect the installer’s hearing form excessive noise
• Dust masks or respirators to protect the user from breathing in dust or fine particles when cutting the sheets with a power saw
• Gloves, for the protection of the installer’s hands when working with different types of pipes, tools and equipment.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
8 © Commonwealth of Australia 2015
Introduction
In this unit you will understand and apply the principles of fusion welding low carbon steel using the oxy-acetylene process to produce a range of welds to a specified standard. The practical exercises at the end of this section are designed to help you gain the skills necessary to pass the competency assessment on this topic.
Fusion welding
With oxy-acetylene fusion welding a high temperature flame is used to melt the metal surfaces. The high temperature flame is achieved by combining two gases, oxygen and acetylene. Any additional weld metal needed is added with hand held filler rod. This process can be used for a wide range of materials, such as the welding of low carbon steel sheet, small diameter pipes and cast iron. Oxy-acetylene can also be used for the braze welding of steel and cast iron components which is extensively used for maintenance applications.
Advantage of fusion welding low carbon steel
Fusion welding low carbon steel has a number of advantages over other forms of welding. The main ones are:
• No electrical supply is needed
• The equipment is portable and can be taken to the job rather than the job brought to the workshop
• No post-weld cleaning (slag removal) is needed
Limitations of fusion welding low carbon steel
There are a number of limitations with fusion welding low carbon steel. They are:
• It’s very slow compared to arc processes
• It requires a lot of skill
• Heavy welds require heat treatment to normalise the grain structure
• There is more distortion because of the high heat input

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 9
Welding plant equipment
A complete welding outfit is shown on the next page.
The equipment required for oxy-acetylene welding processes includes:
Cylinder of oxygen Torch handle
Cylinder of acetylene Selection of welding tips
Oxygen regulator Welding goggles with correct lens and shade
Acetylene regulator Gloves
Filler rods Oxygen and acetylene tubing complete with fittings
Gas lighter Cylinder key
Welding Plant Equipment

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
10 © Commonwealth of Australia 2015
Oxygen cylinders
Industrial oxygen cylinders come in three sizes and are filled to a pressure of 15,000kPa. They are always painted black, and as with all non-flammable gas cylinders, have a right-hand thread on the regulator connecting outlet.
There is a bursting disc at the tip of the cylinder designed to blow out at a much lower pressure than the amount that would rupture the cylinder. Because of this there is less chance of cylinders exploding in fires.
Oxygen Cylinders and Oxygen Cylinder Valve

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 11
Acetylene cylinders
There is no free gas present in acetylene cylinders. The gas is dissolved under pressure in acetone. The effective cylinder pressure is 1600 kPa. The cylinders are painted crimson (maroon) and have more square shoulders than oxygen cylinders. They have left-hand threads at the regulator outlet and fusible plugs which will release the gas and stop the cylinder exploding if the temperature reaches 100 C.
Acetylene Cylinders and Acetylene Cylinder Valve

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
12 © Commonwealth of Australia 2015
Regulators
Regulators are fixed to the gas cylinders for welding and cutting. The function of regulators is to:
• Reduce the cylinder pressure to a safe working pressure at the welding torch
• Provide a constant gas pressure while the cylinder contents are being reduced
• Enable an accurate working pressure to be set and adjusted as needed
Caution
Regulators are the same colours as the cylinders and must not be interchanged. They are precision instruments and should not be treated roughly.
Oxygen regulator
Cylinder pressure gauge
Working pressure gauge

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 13
Acetylene regulator
Welding torch
The oxy-acetylene welding torch is made to mix oxygen and acetylene in the proportions needed, and to control the volume of gases burnt at the welding tip.
Welding Torch
Working pressure gauge Cylinder pressure gauge

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
14 © Commonwealth of Australia 2015
Welding tips
The welding tip screws into the mixer on the end of the torch. The tip directs the flame where it is wanted and the size of the orifice or hole decides how much gas is supplied. Thicker material needs more heat, so a larger tip is used. The chart below shows the tip sizes used on various thickness of low carbon steel.
Tip size Orifice diameter Low carbon steel thickness
6 0.6 mm Under 1 mm
8 0.8 mm 1.0 mm to 1.6 mm
10 1.0 mm 1.6 mm to 2.5 mm
12 1.2 mm 2.5 mm to 3.0 mm
15 1.5 mm 3.0 mm to 5.0 mm
20 2.0 mm 5.0 mm to 8.0 mm
Welding Tips

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 15
Fusion Welding
Consumables for fusion welding
A flux is not needed for fusion welding low carbon steel. The oxides that form on low carbon steel have a low melting point and are prevented from forming by de-oxidisers in the filler rod. These de-oxidisers, sometimes called reducing agents, are usually manganese, silicon and aluminium all of which join harmlessly with oxygen at temperatures lower than iron does. Filler rods for low carbon steel ware classified in AS/NZS1167 Parts 1 and 2.
Filler rods (AS/NZS1167 Part 2)
• RG low carbon steel filler rod is for general purpose welding; it has very low carbon content and produces ductile weld deposits.
• R1 low alloy steel filler rod has a much higher tensile strength and is often used on pressure pipes and for higher strength welds. These rods are copper coated to avoid oxidation (rusting) during storage. They are often called by their trade name hi-test.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
16 © Commonwealth of Australia 2015
Welding gases
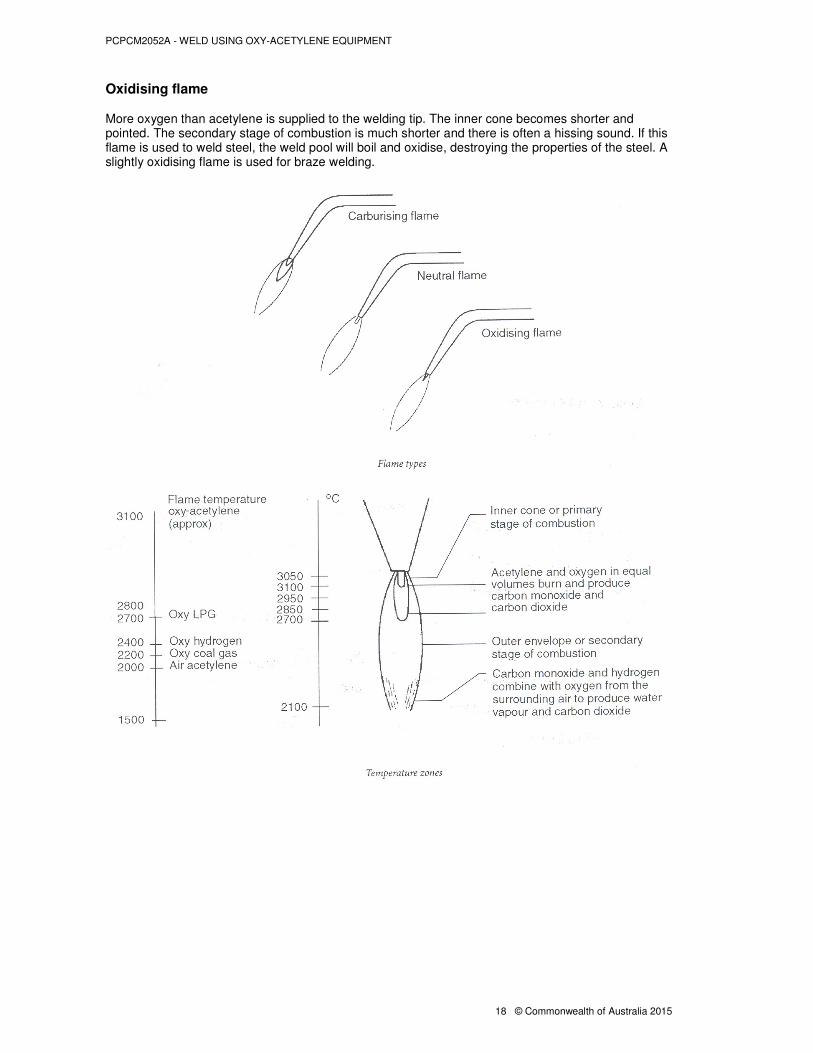
When acetylene is burnt in pure oxygen the flame temperature is about 3100 C. No other combination of burning fuel gas and oxygen can reach this temperature.
Oxygen
Oxygen is an odourless, colourless gas which makes combustion or in other words burning, possible.
Industrial oxygen is produced by the liquid air process. About 20% of the atmosphere is oxygen; the other 80% is mainly nitrogen. When air is frozen, these gases become liquid. They can then be easily separated by slowly reheating them. The nitrogen will begin to return to a gas first, this is called boil off, leaving pure oxygen in a liquid state.
Oxygen, can be supplied as a liquid and takes up very little space compared to a gas. More commonly, oxygen comes in cylinders as a compressed gas.
Acetylene
Acetylene (C2H2) is the only fuel gas suitable for fusion welding carbon steel because it:
• Burns at the highest temperature in pure oxygen
• Produces a flame that is least likely to contaminate the weld
Acetylene is highly flammable, colourless and has a strong, odour that is not pleasant.
Industrial acetylene is produced by a chemical process. When water is mixed with calcium carbide, the reaction produces slaked lime and acetylene gas. Stored acetylene is dissolved under pressure in liquid acetone in special cylinders. Porous material inside the cylinders is saturated with acetone to further reduce the risk of free compressed acetylene building up.
Warning!
If acetylene is compressed as a free gas it becomes unstable and may explode.
Important safety information
Do not take risks when oxy-acetylene welding. Watch out for the following:
• The flame temperature - At 3100oC, flames can cause severe burning
• Sparks – These move rapidly and will damage unprotected eyes
• Fumes from fluxes and metal coatings – These are toxic, so always work in a well ventilated area. Extractors or respirators must be used when there are dangerous fumes from welding.
• Radiated heat – All very hot objects radiate heat. This can lead to severe eye damage if you do not protect your eyes.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 17
Flame settings
The characteristics of the flame depend on the proportions of oxygen and acetylene in the mixture. There are three flame settings, neutral, carburising and oxidising.
Neutral flame
Equal amounts of oxygen and acetylene are supplied to the welding tip. This flame produces an inactive weld pool without too many sparks. A neutral flame is used for fusion welding steel and cast iron.
Carburising flame
More acetylene than oxygen is supplied to the welding tip. The bright inner cone of the flame is surrounded by a longer white feather. This type of flame normally damages the weld area. However, a slight carburising haze is often set for pipe welding to guard against the more damaging oxidising flame. If a highly carburising flame is used, carbon is added to the weld area, welding is slower and there is sparking.
PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
18 © Commonwealth of Australia 2015
Oxidising flame
More oxygen than acetylene is supplied to the welding tip. The inner cone becomes shorter and pointed. The secondary stage of combustion is much shorter and there is often a hissing sound. If this flame is used to weld steel, the weld pool will boil and oxidise, destroying the properties of the steel. A slightly oxidising flame is used for braze welding.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 19
Task analysis
Before you begin any job you should do a welding task analysis. This will determine the material type and welding procedure required.
Type of material
You have to know what the material is to make the right choice of consumables and procedure. As most oxy-acetylene welding is done on low carbon steel and cast iron material, identification should not be difficult. Most fabrications, which are fusion welded, are made from low carbon steel, which is usually left in an as-rolled condition by may be painted or galvanised.
Material thickness
This will influence tip size, edge preparation and heat treatment.
Service requirements of the material
What the finished part has to do, is what decides the welding process, and procedure. How much stress the part has to take will also influence the choice of consumables.
Preparation
Preparation of the metal for welding will include cleaning the surfaces, bevelling and selecting the joints.
All surfaces must be free of contaminants such as rust, mill scale, dirt, oil and grease. Any paint, galvanising, chromium or cadmium, must be take off, before welding. This is usually done by grinding. If you do not clean the surfaces you will get unacceptable weld quality and dangerous fumes will be generated.
As the thickness of the parent metal increases, it gets harder to maintain penetration through the joint thickness. You will need an edge preparation to ensure full fusion of the joint. Bevelling is common for the thicker material and is obtained by flame cutting machining, grinding or filing.
Which joint you select to use depends on the thickness of the material to be welded.
Note
Oxy-acetylene welding is not normally used for welding steel plate over 3 mm thick and pipes with a wall thickness above 6 mm.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
20 © Commonwealth of Australia 2015
Typical weld guide for steel
Flame setting Neutral
Tip size Determined by plate thickness
Tacking sequence 1.6 mm and under, tack every 50 mm
Over 1.6 mm tack every 75 mm
Over 2.5mm tack every 100 mm
Tacks must fuse for the full thickness of material or root preparation
Regulator pressure 50 kPa
Pre-heating Because oxy-acetylene welding is a high heat input process, pre-heating is generally not needed.
Forehand welding The welding tip point towards the unwelded section of the joint welding and follows the filler rod along. It is used for most general welding.
Backhand welding The welding tip points towards the welded section of the joint and the filler rod follows the tip along the job. This technique means better root penetration on thicker sections of material.
Distortion control Because of the high heat input with this process, distortion on thin metal is likely. Proper tacking, clamping and welding techniques often called backstep must be used.
Post weld To prevent large grain size, post-weld heat treatment, which is called normalising, is often required on critical or thick joints.
Filler rod Refer to AS/NZS1167 Part 1 and 2.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 21
Weld joints
Following are typical weld preparations used for fusion welding low carbon steel.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
22 © Commonwealth of Australia 2015
Weld defects
Many weld defects can be detected from visual inspection.
Undercut is a groove melted in the parent metal along side the weld toe.
Causes:
• Too large a tip
• Wrong angle of welding tip or filler rod
• Insufficient filler metal applied
• Flame too big
Porosity is a collection of small porous holes in the weld.
Causes:
• Incorrect flame
• Oil, paint or moisture
• Incorrect plate or filler wire chemistry

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 23
Overroll is a section of weld metal which fails to fuse with the surface of the parent metal.
Causes:
• Weld pool too big
• Welding too slow
• Filler rod too large
Weld too small or too large the weld size must suit the material thickness and must be regulated to meet the required weld size.
Causes:
• Welding speed and deposit rate not correctly regulated for the size of material.
Irregular bead shape
Causes:
• Lack of skill
• Filler rod deposit not uniform
Misalignment Parts are not correctly aligned.
Causes:
• Job not assembled correctly, (this is the most common cause of misalignment)
• Tack welds too small and crack during welding letting parts move apart before weld is completed.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
24 © Commonwealth of Australia 2015
Distortion is buckling, or a change of shape caused by uneven expansion and contraction.
Causes:
• Poor welding procedure including taking
• Clamping and weld sequence
Cracking is usually caused by contaminants on the parent metal of using and unsuitable filler rod but sometimes there are other factors that cause cracking.
Causes:
• Contaminants on the parent metal
• Using unsuitable filler rod
• Holding plates too rigidly
• Weld beads too small
Lack of root penetration is a failure to fill or fuse the root of the joint.
Causes:
• Not enough gap
• Insufficient heating
• Poor welding techniques.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 25
Words you need to know
Bonding The union of surfaces. In braze welding this is achieved by intergranular penetration.
Brittleness The ease with which a metal can be fractured if subjected to bending or impact forces.
Ductility The ability to be formed without fracture.
Graphite A form of carbon (like lead in pencils); in grey cast iron it is distributed in the shape of flakes.
Expansion fracture Cracking that occurs when castings are welded because of expansion and contraction stresses that are unable to move freely.
Intergranular When the parent metal is heated, the grains expand and the penetration deposited filler rod flows between them becoming entrapped as the metal cools.
Neutral flame A flame which contains equal amounts of acetylene and oxygen.
Orifice Bore or hole.
Welding techniques
The following part of this section offers details about certain welding techniques.
How to light a welding torch
To safely light a welding torch, use the following instructions.
1. Before lighting up visually inspect all equipment for damage or wear.
2. Unscrew the adjusting knob before opening the cylinder valve.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
26 © Commonwealth of Australia 2015
3. Open the welding torch oxygen valve and adjust the oxygen regulator until the correct pressure is obtained. Let the gas flow for a short time to purge the system for air. Close valve. Repeat for the acetylene.
Important safety information
Never use acetylene at a gauge pressure above 100 kPa.
4. Open the acetylene valve slightly and light the torch with a flint lighter or pilot flame only, never use matches or cigarette lighter.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 27
5. Continue to open the valve until the flame no longer produces soot.
6. Open oxygen valve and adjust for the correct flame.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
28 © Commonwealth of Australia 2015
How to shut down an oxy-acetylene plant
To safely shut down an oxy-acetylene plant, use the following instructions.
1. Close down welding torch acetylene valve. Then close down oxygen torch valve.
2. Close both cylinder valves.
3. Open oxygen torch valve and allow gas to drain out. When both oxygen regulator gauges have fallen to zero, close torch valve.
4. Release oxygen regulator knob. Repeat steps 3 and 4 for acetylene.

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 29
Forehand welding
The welding tip points towards the unwelded section of the joint and follows the filler rod along. It is used for the most general welding.
Backhand welding
The welding tip points towards the welded section of the joint and the filler rod follows the tip along the job. This technique means better root penetration on thicker sections of material.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
30 © Commonwealth of Australia 2015
Clean up
As with any job, you should allow time to clean up after the installation. Clean up includes clearing the worksite of debris and unused materials and the cleaning, maintenance and storage of your tools and equipment. It is the installer’s responsibility to make good any damage or alterations created during the oxy-acetylene welding process.
Your work area should be cleaned and left free of waste materials. Clean all tools and equipment that you have used to prevent damage. Check that all tools and equipment are in good working order before packing them away. Follow your workplace procedures to make sure any necessary repairs are carried out. You will also need to store tools and equipment appropriately to help maintain them and to ensure WHS requirements are met.
Note
Remember the last thing you do on the job will be everyone else’s first impression of your workmanship.
Once the installation has been completed you must notify the relevant authority. In some larger workplaces you might simply let your job supervisor know that the job is complete. It may be the responsibility of your supervisor to notify the authority.
CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 31
Name:……………………………………………………………
Worksheet
CPCPCM2052A – Weld using oxy-LPG-acetylene equipment
The student should complete this worksheet before attempting the practical installation.
The worksheet may form part of the assessment and should be checked and signed off by your trainer or supervisor.
1. Describe how you fusion weld with oxy-acetylene welding equipment.
2. Why is acetylene used with oxygen for fusion welding, instead of other fuel gases?
3. Describe how acetylene is stored under pressure in cylinders.

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
32 © Commonwealth of Australia 2015
4. How are welders protected from harmful fumes from fluxes or metal coatings?
5. Sketch and dimension butt weld joints suitable for the material thickness below:
Less than 1.6 mm
1.6 mm – 3 mm
3 mm – 5 mm

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 33
Choose the correct answer by ticking the appropriate answer:
6. For normal welding, the correct flame setting for fusion welding low carbon steel is:
� Oxidising flame
� Neutral flame
� Carburising flame
� Carbon dioxide flame
7. Acetylene is stored under pressure in cylinders by dissolving it in:
� Acetone
� Limestone
� Calcium
� Nitrogen
8. The flame temperature of the oxy-acetylene flame is:
� 1450oC
� 815oC
� 6000oC
� 3100oC
9. The welding defect caused by an incorrect torch angle is:
� Distortion
� Porosity
� Undercut
� Misalignment

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
34 © Commonwealth of Australia 2015
10. Cracking of a weld is usually caused by:
� Wrong torch angle
� Incorrect gas pressures
� Incorrect size welding tip
� Using unsuitable filler rods
11. What does the notch on the threaded connections of acetylene equipment mean?
12. List the three different sizes of oxygen and acetylene cylinders:
13. What do the two gauges on a regulator indicate?
14. What is the correct size of welding tip for welding 2.0 mm low carbon steel plate?
15. State the colours of the following:
Oxygen cylinders:
Acetylene cylinders:
16. State the trade name given to the R1 low alloy filler rod for fusion welding:
17. In the space below, neatly sketch a welding tip and neutral flame and indicate what parts of the flame are the inner cone and the outer envelope:

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 35
18. List the two types of metal which can be successfully welded using a neutral flame:
19. Name the type of welding flame which has:
More oxygen than acetylene:
More acetylene than oxygen:
20. State the recommended gas pressure when fusion welding for:
Acetylene kPa
Oxygen kPa
21. State the pressure that acetylene should never be used above:
kPa
Trainer or Supervisor’s Signature: …………………………………………..
Date of Completion: ……………………………….

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
36 © Commonwealth of Australia 2015
Name:………………………………………………………………
Practical application
CPCPCM2052A – Weld using oxy-LPG-acetylene equipment
Your trainer or supervisor will now work with you to demonstrate and explain welding with oxy-acetylene equipment.
The following points will be covered:
Plans or specifications are obtained from job supervisor
WHS requirements associated with oxy- acetylene welding tasks, and the workplace environment, are adhered to throughout the work
Quality assurance requirements are identified and adhered to in accordance with workplace requirements
Tasks are planned and sequenced in conjunction with others involved in or affected by the work
Personal protective equipment applicable to oxy-acetylene welding is selected and checked for serviceability
Work area is prepared to support the efficient welding with oxy-acetylene equipment
Weld requirements are identified from specifications or given information
Materials to be welded are identified and selected in accordance with workplace procedures
Material is cleaned and prepared using appropriate tools and techniques in accordance with workplace procedures
Welding equipment including cylinders and regulators are assembled and set up in accordance with workplace procedures
Welding tips, settings and consumables are selected to meet job requirements and welding procedures in accordance with workplace procedures
Materials are welded to job requirements using safe welding practices
Appropriate action is taken to report or remedy defects in materials or welding equipment, including adjustments to settings or welding technique
Welds are cleaned in accordance with workplace requirements

CPCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
© Commonwealth of Australia 2015 37
Work area is cleared and materials disposed of or recycled in accordance with State or Territory legislation and workplace procedures
Tools and equipment are cleaned, checked, maintained and stored in accordance with manufacturers’ recommendations and workplace procedures
Documentation is completed in accordance with workplace requirements
On completion of this practical application you will be assessed. To prepare for your assessment make sure you read the Assessment Checklist, the Assessment Task and Questions.
Trainer or Supervisor’s Signature: …………………………………………………..
Date of Completion: ……………………

PCPCM2052A - WELD USING OXY-ACETYLENE EQUIPMENT
38 © Commonwealth of Australia 2015
Assessment checklist
CPCPCM2052A – Weld using oxy-LPG-acetylene equipment
Criteria Yes No
Have the worksheets been successfully completed?
Has the practical task been completed?
Have the job specification and local authorities or utilities requirements been adhered to?
Trainer or Supervisor’s Signature:………………………………………..
Date of Completion:………………………….