yamazumi uis
TRANSCRIPT
27/07/2013
1
YAMAZUMI
DEFINICIÓN
2
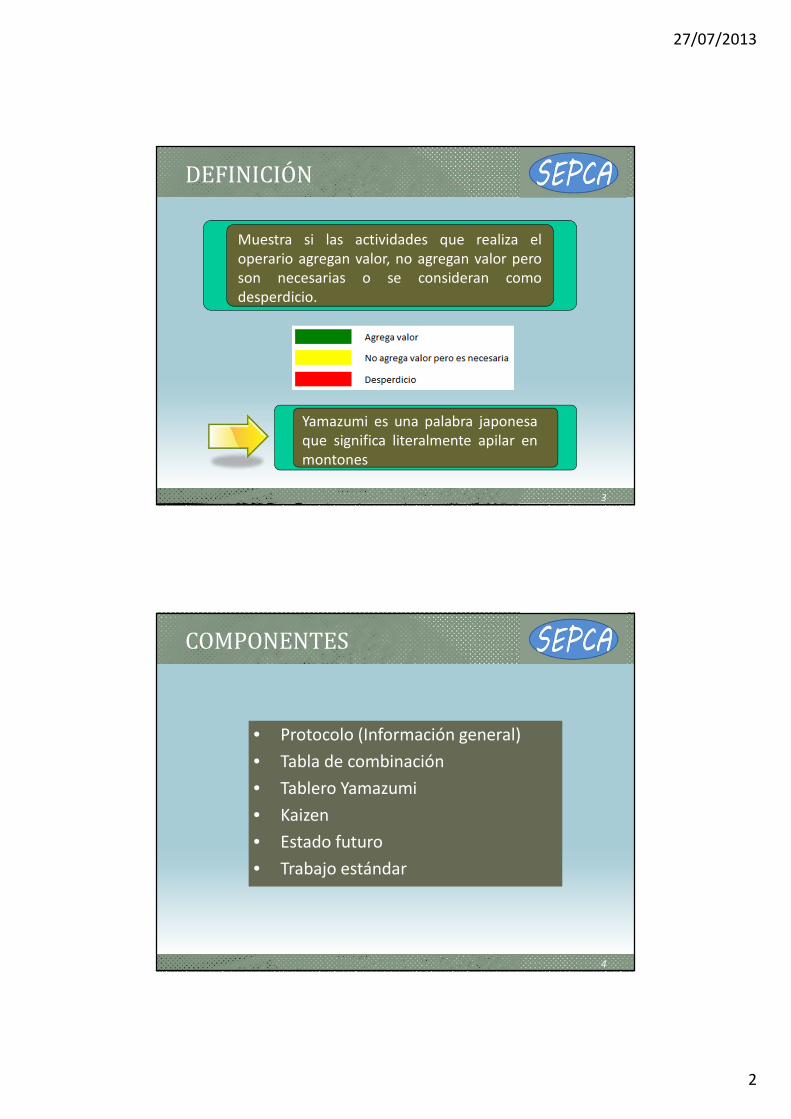
Herramienta Lean que consiste en un gráficode barras que muestra el balance de cargas detrabajo de cada operario o puesto de trabajo ysu comparación con el takt time
27/07/2013
2
DEFINICIÓN
3
Muestra si las actividades que realiza eloperario agregan valor, no agregan valor peroson necesarias o se consideran comodesperdicio.
Yamazumi es una palabra japonesaque significa literalmente apilar enmontones
COMPONENTES
4
• Protocolo (Información general)
• Tabla de combinación
• Tablero Yamazumi
• Kaizen
• Estado futuro
• Trabajo estándar
27/07/2013
3
COMPONENTES
5
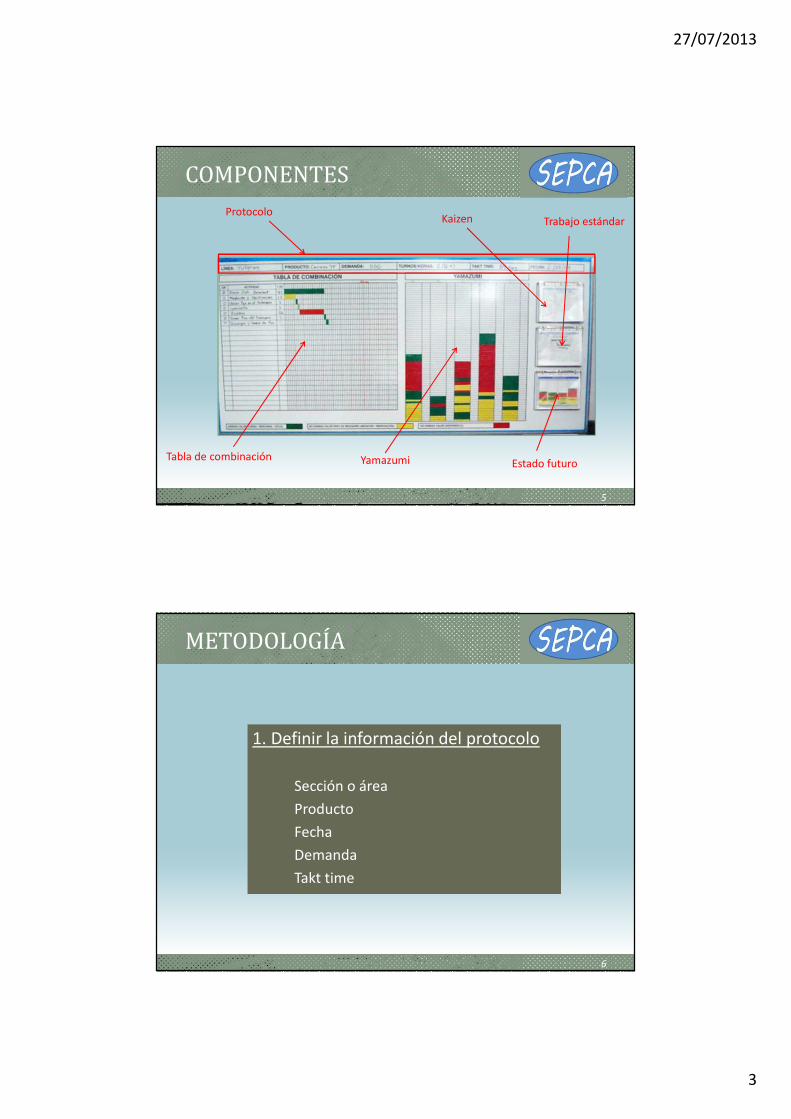
Protocolo
Tabla de combinación Yamazumi
Kaizen Trabajo estándar
Estado futuro
METODOLOGÍA
6
1. Definir la información del protocolo
Sección o área
Producto
Fecha
Demanda
Takt time
27/07/2013
4
7
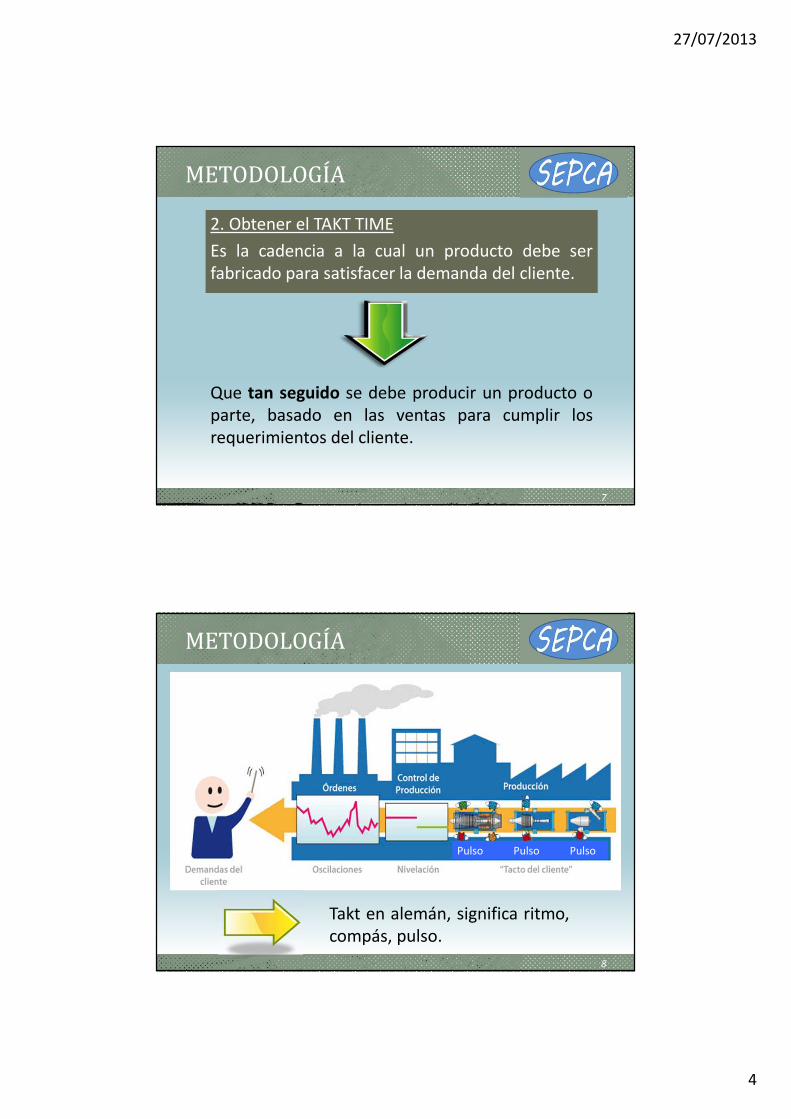
2. Obtener el TAKT TIME
Es la cadencia a la cual un producto debe serfabricado para satisfacer la demanda del cliente.
Que tan seguido se debe producir un producto oparte, basado en las ventas para cumplir losrequerimientos del cliente.
METODOLOGÍA
8
Pulso Pulso Pulso
Takt en alemán, significa ritmo,compás, pulso.
METODOLOGÍA
27/07/2013
5
9
�������� ������� �������������ó
� ������������
�������� 400����� !
200���#�#�!
Calculo de Takt Time:
1. Definir el horizonte temporal para la evaluación2. Determinar el volumen de ventas previsto para el período3. Determinar el tiempo laboral disponible4. Calcular el Takt Time
2����� !
METODOLOGÍA
10
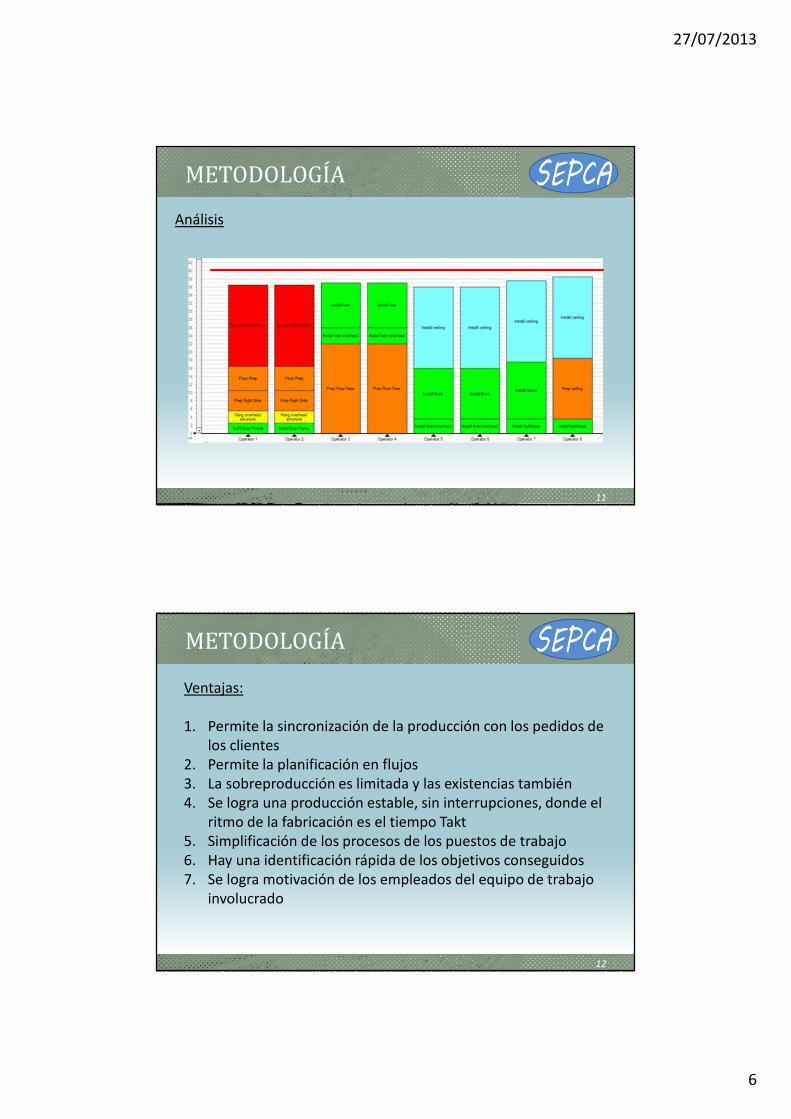
Análisis
Tiempos de espera
Tiempos de retraso
METODOLOGÍA
27/07/2013
6
11
Análisis
METODOLOGÍA
12
Ventajas:
1. Permite la sincronización de la producción con los pedidos de los clientes
2. Permite la planificación en flujos3. La sobreproducción es limitada y las existencias también4. Se logra una producción estable, sin interrupciones, donde el
ritmo de la fabricación es el tiempo Takt5. Simplificación de los procesos de los puestos de trabajo6. Hay una identificación rápida de los objetivos conseguidos7. Se logra motivación de los empleados del equipo de trabajo
involucrado
METODOLOGÍA
27/07/2013
7
13
3. Elaborar la tabla de combinación
Gráfico que muestra la secuencia de las actividades de laoperación o proceso asignadas a un solo operario.
a) Observar y clasificar las actividades (Manual, máquina,desplazamiento)
b) Calcular y dibujar el takt time
c) Tomar los tiempos de cada actividad y calcular su promedio
d) Dibujar la gráfica de combinación empezando por la actividad mas
larga y se continua con el orden secuencial de las actividades.
METODOLOGÍA
14
METODOLOGÍA
27/07/2013
8
15
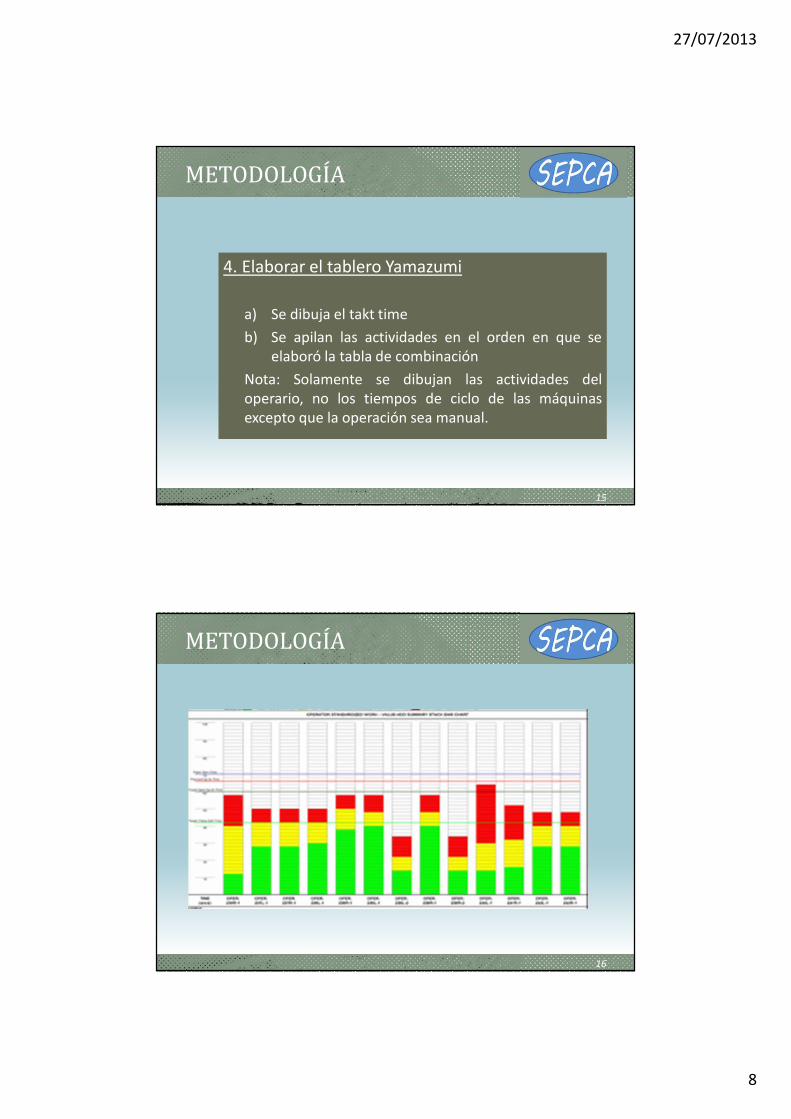
4. Elaborar el tablero Yamazumi
a) Se dibuja el takt time
b) Se apilan las actividades en el orden en que seelaboró la tabla de combinación
Nota: Solamente se dibujan las actividades deloperario, no los tiempos de ciclo de las máquinasexcepto que la operación sea manual.
METODOLOGÍA
16
METODOLOGÍA

27/07/2013
9
17
5. Plantear mejoras (Kaizen)
Elaborar un Kaizen en el que se planteen oportunidades de mejora aimplementar así:
a) Que ese puedan realizar sin inversión (Balanceo de cargas)
b) Que requieran inversión moderada (Cambios de lay out, mejora demáquinas)
c) Que requieran alta inversión (Compra de maquinaria)
METODOLOGÍA
LíderimplementaciónResponsablesSeguimiento……
18
METODOLOGÍA
7. Verificación de resultados
Efectuar un análisis de resultados realizando una comparacióncuantificable de los tiempos de las actividades que no agregan valor antesy después de las mejoras.
6. Plantear un escenario futuro
Después del planteamiento del Kaizen y como resultado potencial de suimplementación, se establece un estado futuro.
El objetivo es evidenciar el alcance de los beneficios a obtener comoresultado de la aplicación de la metodología Yamazumi.
27/07/2013
10
19
METODOLOGÍA
8. Estandarizar
Documentar los nuevos métodos de trabajo para garantizar la continuidadde los beneficios en el tiempo
20
VENTAJAS
1. Es visual
Los trabajadores pueden ver inmediatamente y de manera intuitiva losdesperdicios y las dificultades en sus operaciones.
“Una imagen vale mas que mil palabras”
2. Es sencillo
Cuenta la historia de un solo vistazo. No requiere informes detallados
“Claridad es poder”
3. Es ineludible
Es un aviso constante para la mejora continua, pues muestraclaramante donde están las debilidades del proceso
27/07/2013
11
21
VENTAJAS
4. Es público
La divulgación de los resultados motiva para la mejora del rendimientoen otras áreas
5. Es focalizado
Ilustra las oportunidades que pueden llegar a cambiarlo todo (Pareto).
Visualiza las principales limitaciones y los obstaculos clave.
Amplia la eficiencia del proceso concentrandose en focos vitales.
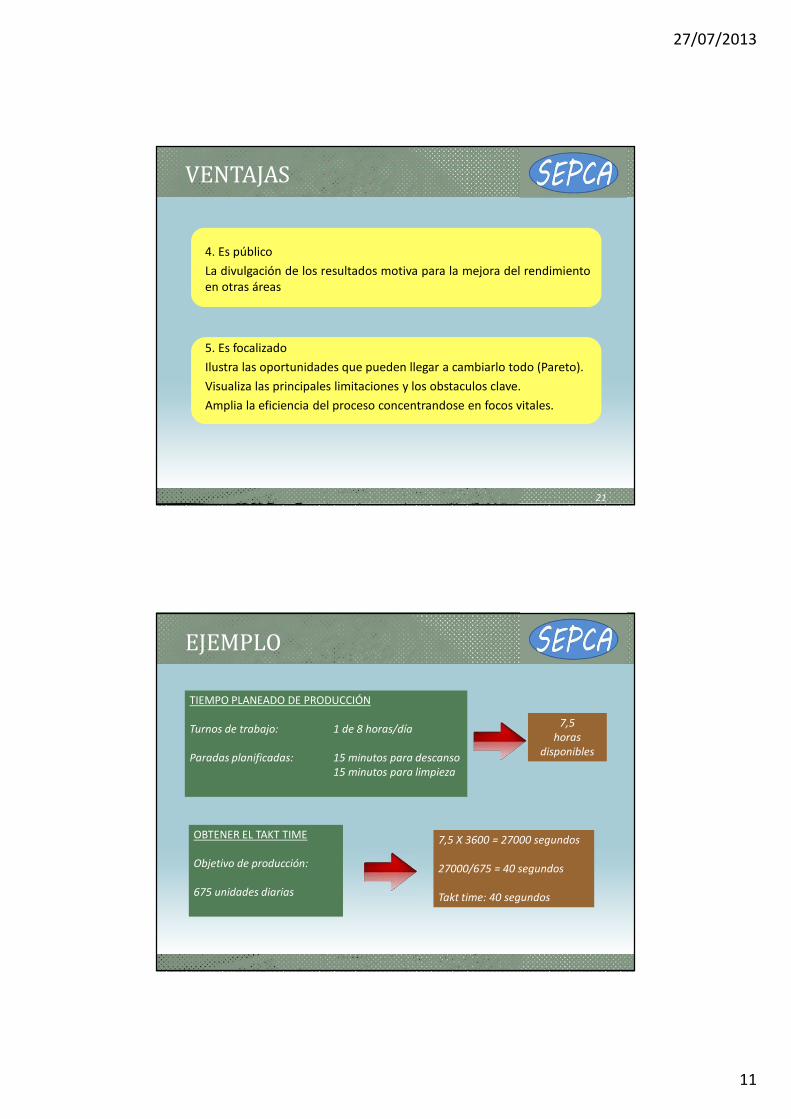
EJEMPLO
TIEMPO PLANEADO DE PRODUCCIÓN
Turnos de trabajo: 1 de 8 horas/día
Paradas planificadas: 15 minutos para descanso
15 minutos para limpieza
OBTENER EL TAKT TIME
Objetivo de producción:
675 unidades diarias
7,5
horas
disponibles
7,5 X 3600 = 27000 segundos
27000/675 = 40 segundos
Takt time: 40 segundos
27/07/2013
12
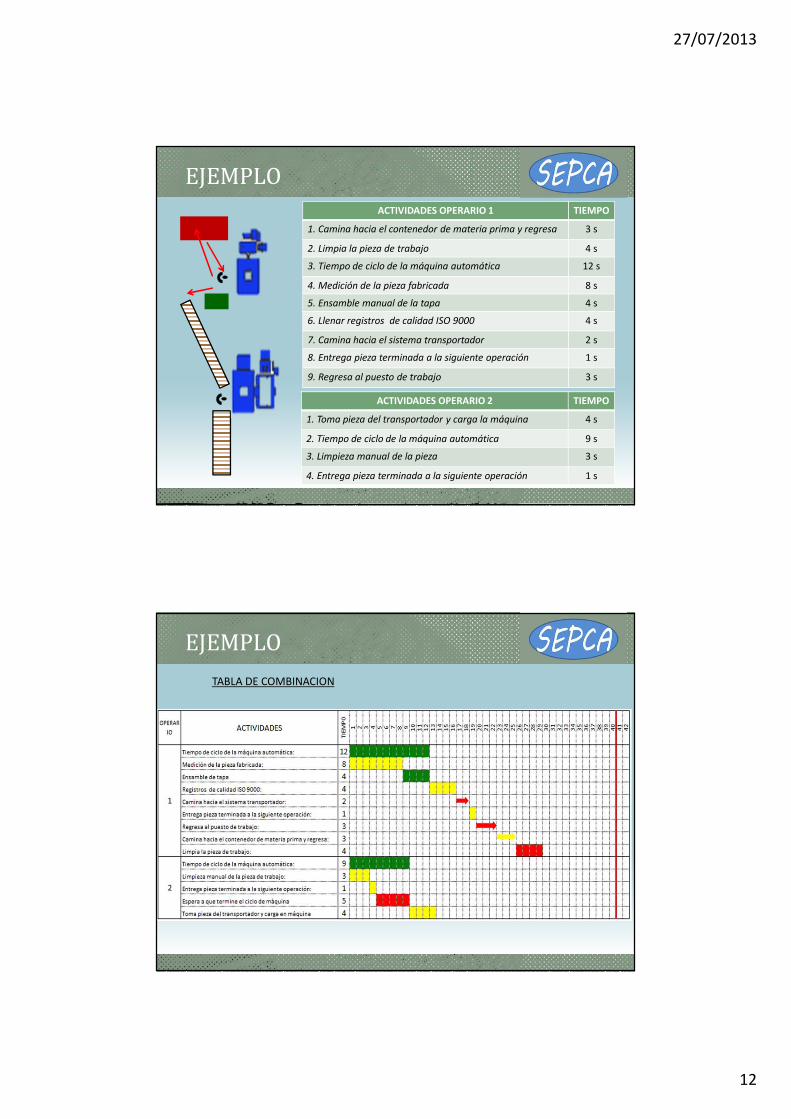
EJEMPLOACTIVIDADES OPERARIO 1 TIEMPO
1. Camina hacia el contenedor de materia prima y regresa 3 s
2. Limpia la pieza de trabajo 4 s
3. Tiempo de ciclo de la máquina automática 12 s
4. Medición de la pieza fabricada 8 s
5. Ensamble manual de la tapa 4 s
6. Llenar registros de calidad ISO 9000 4 s
7. Camina hacia el sistema transportador 2 s
8. Entrega pieza terminada a la siguiente operación 1 s
9. Regresa al puesto de trabajo 3 s
ACTIVIDADES OPERARIO 2 TIEMPO
1. Toma pieza del transportador y carga la máquina 4 s
2. Tiempo de ciclo de la máquina automática 9 s
3. Limpieza manual de la pieza 3 s
4. Entrega pieza terminada a la siguiente operación 1 s
EJEMPLO
TABLA DE COMBINACION
27/07/2013
13
EJEMPLO
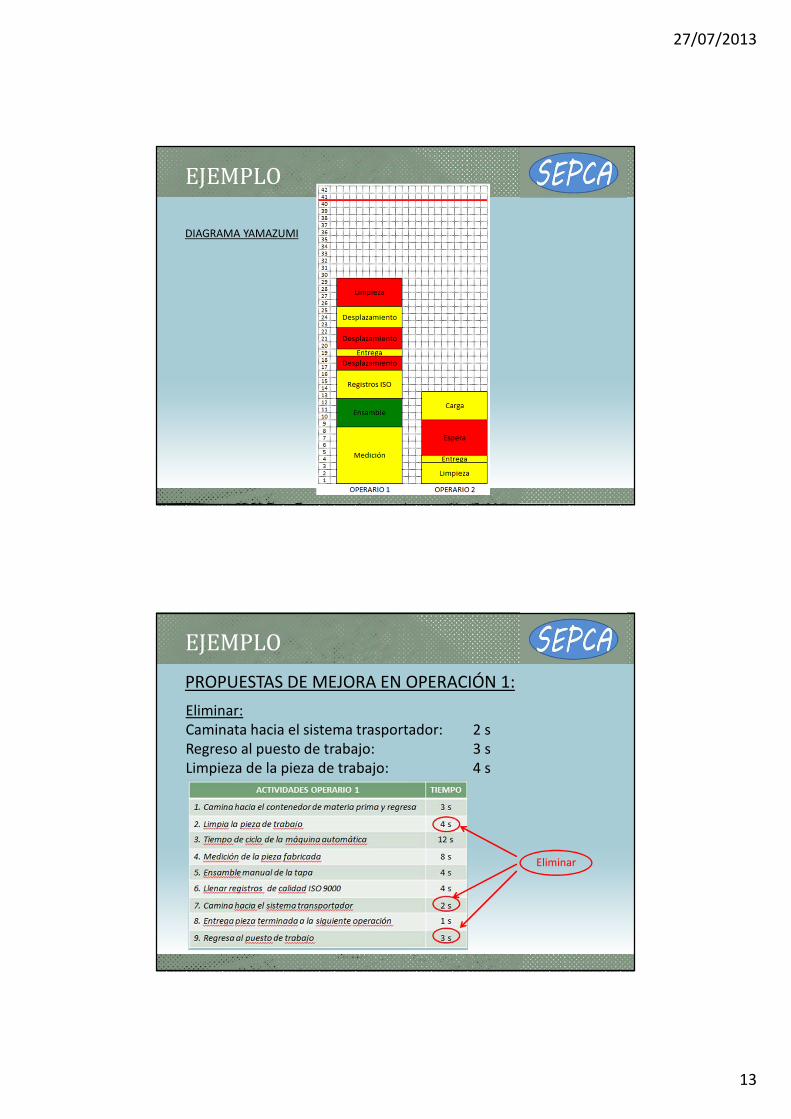
DIAGRAMA YAMAZUMI
EJEMPLO
PROPUESTAS DE MEJORA EN OPERACIÓN 1:
Eliminar:Caminata hacia el sistema trasportador: 2 sRegreso al puesto de trabajo: 3 sLimpieza de la pieza de trabajo: 4 s
Eliminar
27/07/2013
14
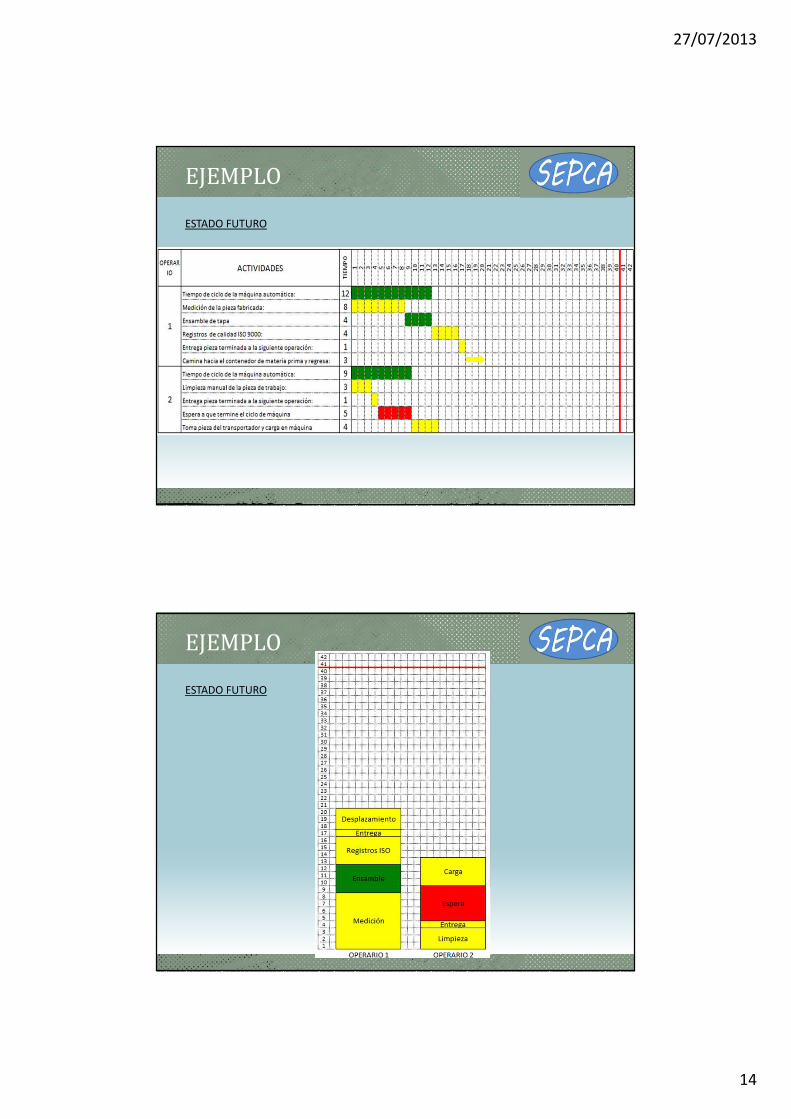
EJEMPLO
ESTADO FUTURO
EJEMPLO
ESTADO FUTURO
27/07/2013
15
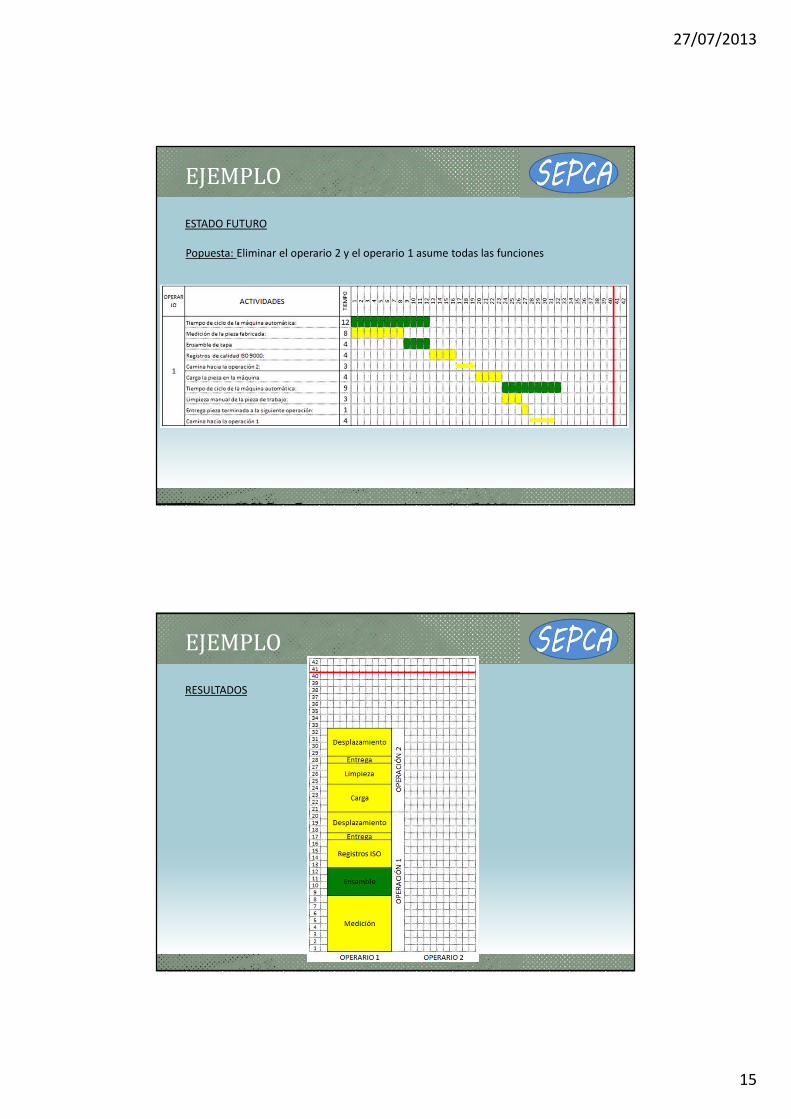
EJEMPLO
Popuesta: Eliminar el operario 2 y el operario 1 asume todas las funciones
ESTADO FUTURO
EJEMPLO
RESULTADOS

27/07/2013
16
Suggestions
Questions
Comments