work measurement-compressed version
DESCRIPTION
Mapua Institute of technologyEMG131Mam VillapandoTRANSCRIPT

WORK MEASUREMENT

Work Measurement
A technique used to determine the best estimate of the time required to perform a task
Regardless of the methodology used, the immediate objective of all work measurement studies is the development of standard time
Standard time is the time that a person suited to the job and fully trained in the specified method will need to perform the job if he or she works at a normal or standard tempo

Uses of Standard Time
Providing a base for estimating productivity/efficiency (standard output)
Estimating manufacturing costs (labor)Developing production schedules
(capacity)Justifying additional production capacityAppraising employee performanceDetermining incentive payment plans

How to obtain standard time
1. Time Study/Stopwatch Method
2. Work Sampling
3. Pre-determined Time Systems (PDTS)
4. Standard Data

Time Study/Stopwatch Technique
The method basically involves taking a number of observations for the operation
Divide the operation into elementsRate the operator’s performanceSet allowancesCheck whether a sufficient number of
cycles have been timedCompute the standard time

Time Study Observation Sheet
Time Study Observation Sheet
PRACTICE
Breaking Down into Elements
The following must be carefully noted:1. Repetitive element 2. Occasional element 3. Constant element 4. Variable element 5. Manual element6. Machine element7. Governing element8. Foreign element - events that occur while a job is
being performed that are not part of the normal work assignment (e.g. dropped tool, sneeze, etc.). These are unnecessary, unproductive element that are added to the job by the worker

Computation of Number of Cycles
_
n = (zs/ax)2
where : s = standard deviation z = value for a desired
confidence level a = accuracy/error (in percent) _ X = mean

Computation of Number of Cycles
n = (zs/e)2
where : s = standard deviation z = value for a desired
confidence level e = accuracy/error (in unit of time) _ X = mean

Computation of Number of Cycles
Typical Value of (z) used in the computation:
Desired Confidence Percent z-value
90 1.6595 1.9695.5 2.00
98 2.33 99 2.58
Computation of Number of Cycles
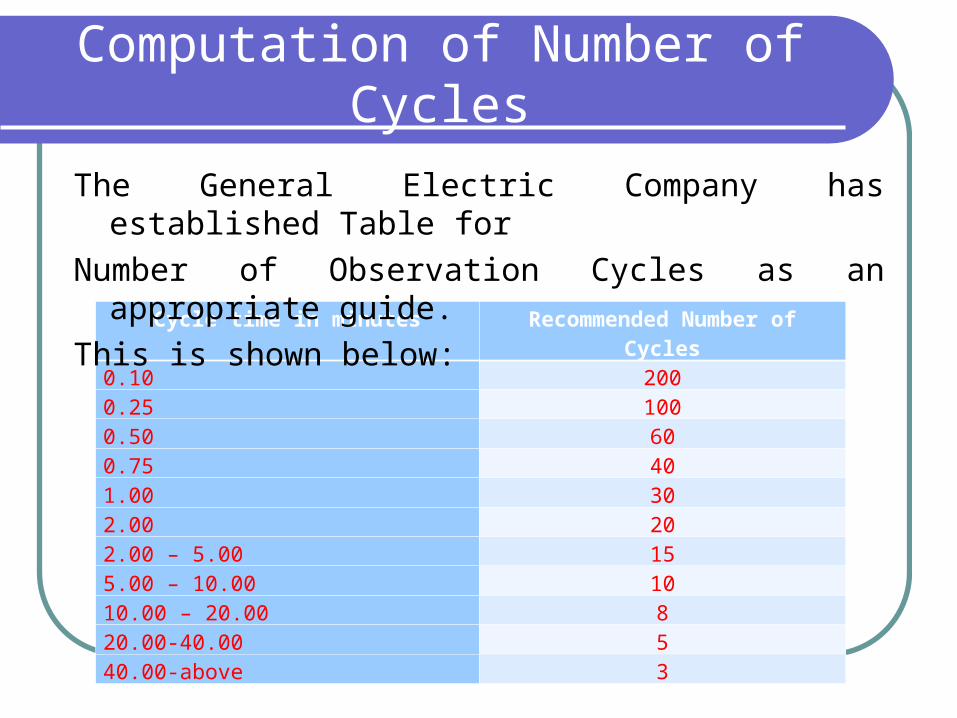
Cycle time in minutes Recommended Number of Cycles0.10 2000.25 1000.50 600.75 401.00 302.00 202.00 – 5.00 155.00 – 10.00 1010.00 – 20.00 820.00-40.00 540.00-above 3
The General Electric Company has established Table for
Number of Observation Cycles as an appropriate guide.
This is shown below:

Sample Problem
A time study analyst wants to estimate the time
required to perform a certain job. A preliminary
study yielded a mean of 6.4 minutes and a
standard deviation of 2.1 minutes. The desired
confidence is 95 percent. How many
observations will be needed (including those
already taken) if the desired maximum error is :
a. ± 10 percent of the sample mean
b. One-half minute

Sample Problem No. 4
Jim and Bob recently conducted time study
on a janitorial task. From a sample of 75
observations, they computed an average
cycle time of 15 minutes with a standard
deviation of 2 minutes. Was their sample large
enough that one can be 99% confident that the
standard time is with in 5% of the true value.
(z = 2.33)

Rating
It is the process during which the time study analyst compares the performance (speed or tempo) of the operator under observation with the observer’s own concept of normal performance
Rating is a matter of judgment on the part of the time study analyst
The objective is to determine the average level of performance at which the operator was working while the study is being made

How to set Rating Factor?
1. Synthetic Rating
2. Speed Rating
3. Objective Rating
4. Westinghouse System

How to set Rating Factor?
1. Synthetic Rating
2. Speed Rating
3. Objective Rating
4. Westinghouse System

Westinghouse System of Rating
Skill – the effect of skill is minimized by timing only people who are skilled. Operators must be fully trained in their work classification before being time studied. Very skilled operator make a job looks easy but an operator shows lack of skill when dropping, fumbling or inconsistent timing occurs
Effort – is the operator’s speed and/or tempo and is measured based on the normal operator working at 100%.

Westinghouse System of Rating
Consistency – greatest indication of skill. The operator is consistent when he or she runs the elements of the job in the same time, cycle after cycle. Consistency is used to determine the number of cycles. A consistent operator needs to run only a few parts before a cycle time is known with accuracy. When inconsistency is present the analyst must take many more cycles to be acceptably accurate in the time study
Conditions - can affect the performance of the operator such as hot, cold, dusty, dirty or noisy environment

Westinghouse Rating Factor

Allowances
These are extra time added to the normal time such that standard time becomes practically attainable
No manager or supervisor expects employees to work every minute of the hour
This was the question asked by Frederick Taylor over 100 years ago
Would you expect the employee to work 30 minutes per hour? How about 40 minutes? 50 minutes

How to set Allowances?
1. Personal Allowance – is the time an employee is allowed for personal things such as talking to co-workers, going to restroom, getting a drink etc.
2. Fatigue Allowance – is the time an employee is allowed for recuperation from fatigue.
3. Delay Allowance – is called unavoidable because it is out of the operator’s control. Something happens to prevent the operator from working such as waiting for instructions, or raw materials, machine breakdown or maintenance

ILO Recommended Allowances

Formula for Standard Time
Normal Time = Observed Time x R.Factor
Standard Time = Normal Time x A.Factor
AFjobtime = 1 + A
1
AFworkday = ----------------
1 – A
where: A = Allowance % (e.g. 3%, 5%)

Sample Problem No.1
Compute the allowance factorthese two (2) cases:1. The allowance is 20 percent of
job time2. The allowance is 20 percent of
work time

Sample Problem No.2
A time study of an assembly operation
yielded the following observed times, for
which the analyst gave a performance
rating of 1.10. Using an allowance of 15
percent of job time, determine the
appropriate standard time for this
operation.
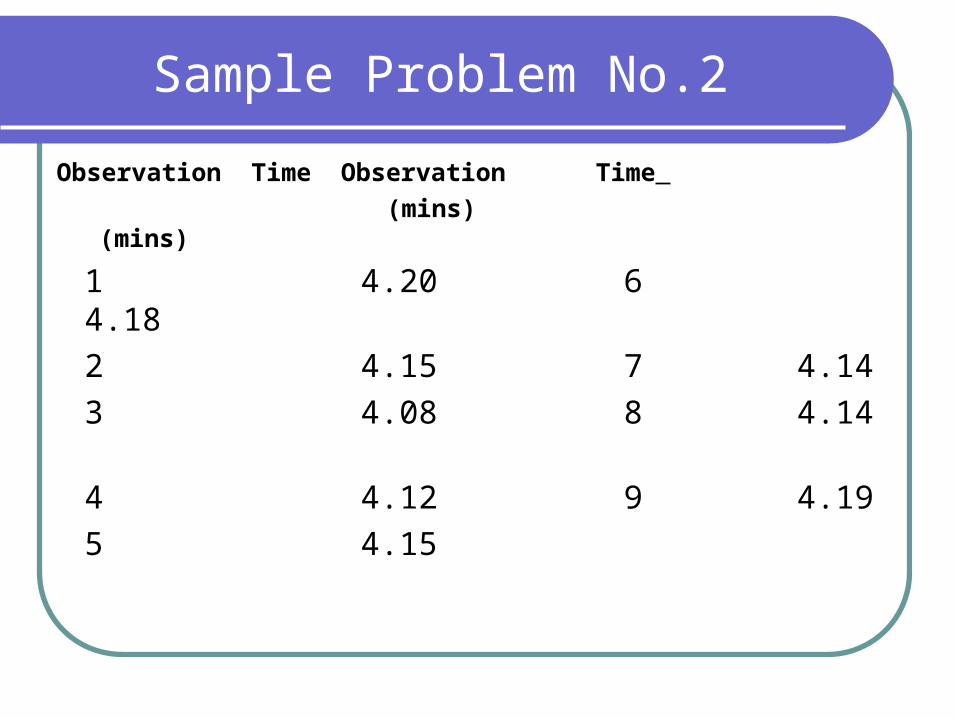
Sample Problem No.2
Observation Time Observation Time
(mins) (mins)
1 4.20 6 4.18
2 4.15 7 4.14
3 4.08 8 4.14
4 4.12 9 4.19
5 4.15

Sample Problem No. 3
Given the following readings : 1 0.239 6 0.060
2 0.052 7 0.0683 0.198 8 0.2394 0.049 9 0.9885 0.080 10 0.239

Sample Problem No. 3
From the above data, determine the representative selected time using :
a. arithmetical method
b. modal method

Sample Problem No. 4
Jim and Bob recently conducted time study
on a janitorial task. From a sample of 75
observations, they computed an average
cycle time of 15 minutes with a standard
deviation of 2 minutes. Was their sample large
enough that one can be 99% confident that the
standard time is with in 5% of the true value.
(z = 2.33)

PRACTICE PROBLEMS
WORK MEASUREMENT

Computations for Allowance
COMPUTATIONS FOR ALLOWANCE (MINS)
Given : % ALLOWANCE = 15%
TASK ALLOWANCE/JOB TIME ALLOWANCE
Allowance (minutes)
% ALLOWANCE = ----------------------------------------
TPT – Allowance (minutes)
Allowance (minutes)
15% = --------------------------------------------------
450 minutes – Allowance (minutes)

Computations for Allowance
WORKDAY ALLOWANCE/SHIFT ALLOWANCE
Allowance (minutes)
% ALLOWANCE = --------------------------------
TPT
Allowance (minutes)
15% = -------------------------------
450 minutes

Work Sampling Technique
A method of finding the percentage occurrence of a certain activity by sampling and random observations
Its main objective is to measure the activities and delays of workers or machines and/or working time and non-working time of a manual operation and establish a standard time for an operation

Work Sampling Sheet

Work Sampling Formula
(total time in mins) x (working time in %) x (performance index in percent)
Standard time = ----------------------------------------------- x AF per piece Total number of pieces produced (480 x 0.85 x 1.10) = ------------------------- x 1.15 = 1.23 mins 420

Number of Sampling Observations
n = [(z/e)2 p(1-p)]
n = [(1.65/0.05)2 (0.30)(0.70)]
n = [(1.65/0.05)2 (0.30)(0.70)]
n = 229 observations

Work Sampling Problems
SAMPLE SOLVED PROBLEMS

Pre-determined Time Systems
A method which uses the Methods Time Measurement (MTM) system which analyzes any manual operation into the basic motions required to perform it and assigns to each motion a predetermined time standard which is determined by the nature of the motion and the conditions under which it is made.

Pre-determined Time Systems
It uses tables which give the motion-time data for each basic element such as Reach, Move, Turn, Apply Pressure, Grasp, Position, Release, Disengage, Eye Travel and Eye Focus, etc…

Pre-determined Time Systems
The unit of time used in the tables is referred to as TMU (time-measurement unit) which has the following conversions :
1 TMU = 0.00001 hour= 0.0006 minute= 0.036 second
1 hour = 100,000 TMU 1 minute = 1,666.7 TMU 1 second = 27.8 TMU

Sample MTM Table

How to get Standard Time
Using MTM1, compute for the standard time for the motions required in order to dispose one part of product.
The left hand reaches an object 12 inches away (Case C). Grasps the object 2” in diameter which is mixed with other materials (searching and selection occur). The left hand then moves the object back to the other hand. A transfer grasp puts the object in the right hand, which then moves it 2 inches to an exact location, positions it and releases it.

How to get Standard Time
Left Hand TMU Right Hand R12C 14.2 G4A 7.3 M10A 11.3 G3 5.6 G3
5.2 M2C 5.6 P1SE 2.0 RL1
TOTAL 51.2 Standard Time = 51.2 TMU x (0.0006 minutes/TMU) Standard Time = 0.03072 minutes

Standard Data Technique
A method which derive standard elemental times from a firm’s historical time study data
This obtains elemental times that are common to many jobs
Example, in a machine tool work all elements may be virtually alike except for the machine time of the cutting time

Standard Data Concept
SPRAYING TIME AND PRODUCT SURFACE AREA
Y = a + b (x)
ST =
20 mins
ST =
40 mins
ST = ??

Standard Data Formula
a = (x2)(y) - x(xy)
n (x2) – (x)2
b = n(xy) - x (y)
n(x2) - (x)2
y = a + b (x) regresssion line

How to get Standard Time
b = 0.001304
a = 0.10403
Y = 0.10403 + 0.001304 (surface area)
Standard Time=0.10403 + 0.001304 (250)
Standard Time = 0.429 minutes