what are the factors that affect productivity?
TRANSCRIPT

1
Training Methods
Technology Management
What are the factors that affect productivity?

19:42:27 2

19:42:27 3
19:42:27 4

19:42:27 5

19:42:27 6

19:42:27 7

19:42:27 8Operations of shearing and bending sheet
metals

19:42:27 9

• BEGIN : Shipbuilding
• Dimensional Accuracy Control System for Shipbuilding and Marine
• Automated pipe bevel plasma cutting
• Pipe beveling with a cutting torch oxygen actelyne
• pipe bending machine
• SEAMLESS STEEL PIPE MANUFACTURING PROCESS
• Robotic Stiffener Profile Cutting Line -Highly Productive Profile Cutting for Shipbuilding Industry
19:42:27 10
What are the differences between mechanised, automated and robotic welding?
The definitions of each term according to the British Standard BS 499:Part 1: 1991 are as follows:
• Mechanised welding - Welding in which the welding parameters are controlled mechanically or electronically and may be manually varied during welding to maintain the required welding position.
• Automatic welding - Welding in which all of the welding parameters are controlled. Manual adjustments may be made between welding operations but not during welding.
• Robotic welding - Automatic welding using a robot that can be pre-programmed to different welding paths and fabrication geometries.
19:42:27 11

• Successful application of mechanised/automated systems can offer a number of advantages. These include – increased productivity,
– consistent weld quality,
– predictable welding production rates,
– reduced variable welding costs and
– lower part costs.
• Limitations include :– higher capital investment than for manual welding equipment,
– a need for more accurate part location and orientation, and
– more sophisticated arc movement and control devices.
• As such, production requirements must be large enough to justify the costs of equipment and installation, the maintenance of equipment and the training of operators/programmers for automated/robot equipment.
19:42:27 12

• The extent to which automation should be employed is governed by several factors:
– Product quality• better process control,
• product improvement and
• scrap reduction are all possible.
– Production level• higher output and improved inventory turn-over may be the most significant advantages.
– Manpower• automation may allow the welder to work outside a hazardous environment, and
• it may be possible to use cheaper semi-skilled labour; however education and training of personnel will be required to make optimal use of an automated system.
– Investment• savings and costs resulting from an automated system must be identified, including
availability/cost of capital.
19:42:27 13

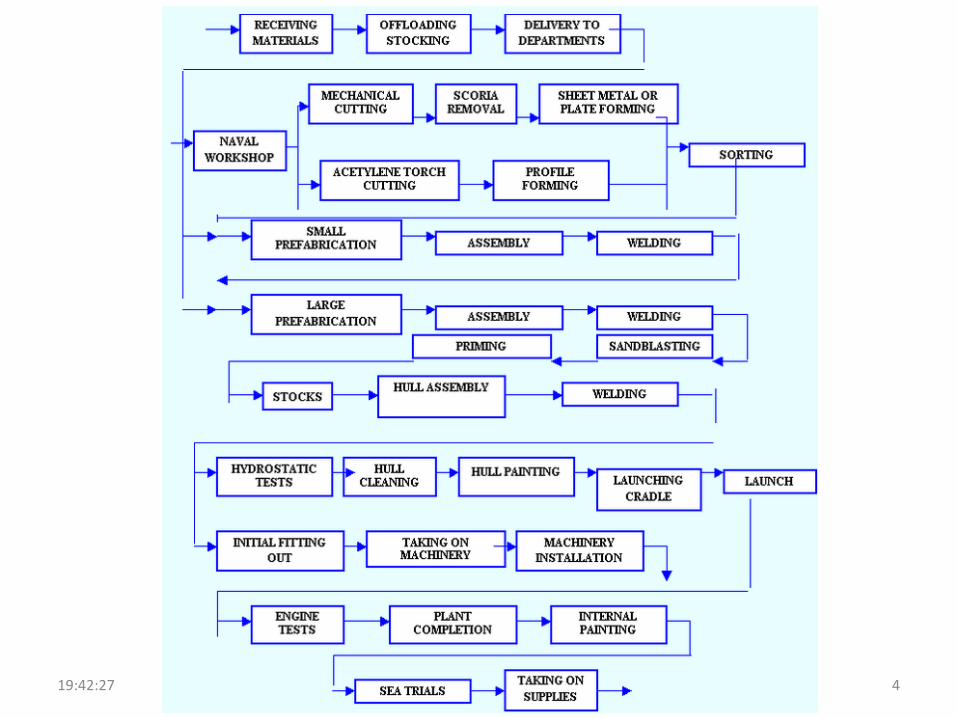
• ship building process
• Wartsila in the Netherlands
• Ship Building SUNGDONG
• Hyundai Ship Building Video
• How its Made - Oil Tanker Ships
• Robotic Steel Beam Assembly | Specialist Machine Sales
• Intercut visar Kjellberg plasma
• Robot welding of micro panels for shipbuilding
• Hull Painting at Perama dry dock19:42:27 14

developing environment-friendly technologies
19:42:27 15

19:42:27 16

19:42:27 17

19:42:27 18
This is called a ring pre-erection method because the bottom of a ship and the
upper part are assembled together in advance and loaded to reduce the working
period on skid rail or dock, which usually takes the largest cost and longest period
in the process of shipbuilding. In the case of a 170,000 tone-class bulk carrier. 28
loaded blocks and 13 days of loaded period can be reduced when this method is
used.

19:42:27 19
This method complements shortcomings of dry dock where loading should be done
consecutively and maximizes the advantage of skid rail. Two or more loading points
are selected on a skid rail and parts of a ship are divided into groups according to the
points. When a block in a group is completed, loading can be done anywhere without
additional equipment. As a result, the construction period is dramatically reduced in the
on-land shipbuilding.

19:42:27 20

19:42:27 21


19:42:27 23

19:42:27 24

19:42:27 25
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
ExerciseFor one company the following data are available:1. Fixed costs $ 54,72. Variable costs for each output unit:
• Transportation = $ 11• Extra Labor = $ 5• Warehouse exp = $ 2• Insurance = $ 2• Utility bill contr. = $ 3• Marketing = $ 1
Variable cost to be multiplied by Factor F:
F= 1 - Units vFactor A x Units
Draw the relation amongst Fixed – Variable - Marginal CostWhat is the optimum Unit Production ????

19:42:27 26
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
ITEMS FIXED COST
FACTORA
VARIABLECOST
TOTAL COST
MARGINALCOST
AVERAGEFIXED COST
AVERAGE VARIABLE
COST
AVERAGETOTALCOST
01 1002 50.03 20.04 12.05 9.06 7.57 7.08 7.09 7.3
10 7.811 8.512 9.813 12.014 15.315 21.316 33.817 82.4
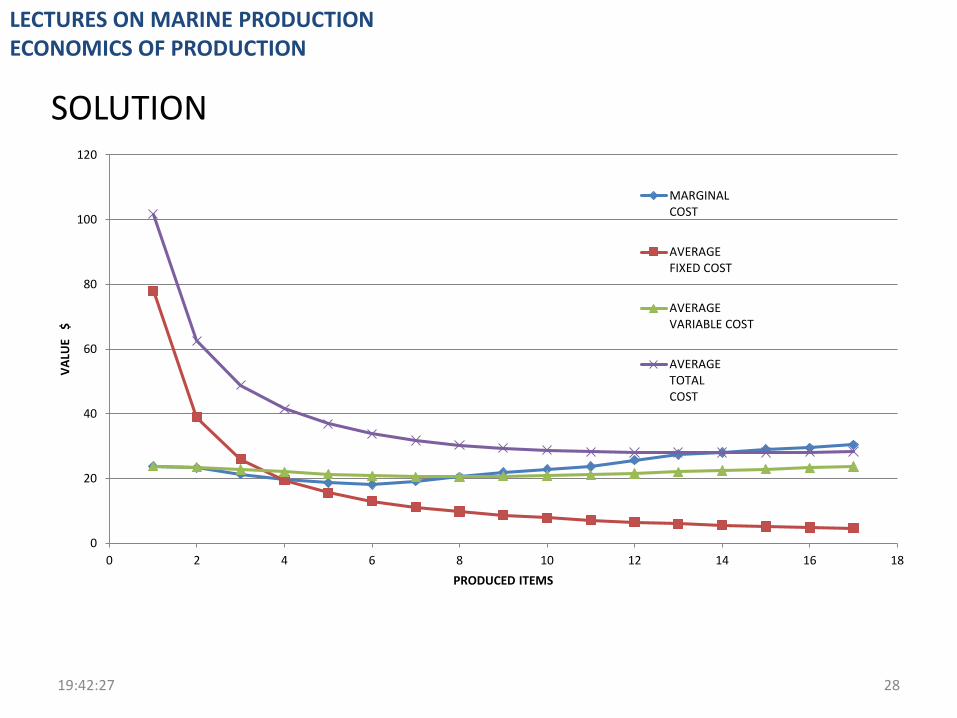
SOLUTION
Fixed costs $ 54,7
Variable costs $ 24,0 x F F= 1 - Units vFactor A x Units

19:42:27 27
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
ITEMS FIXED COST
FACTORA
VARIABLECOST
TOTAL COST
MARGINALCOST
AVERAGEFIXED COST
AVERAGE VARIABLE
COST
AVERAGETOTALCOST
0 54.7 0 551 54.7 100 24 78 24 54.7 23.8 78.52 54.7 50.0 47 102 23 27.4 23.5 50.93 54.7 20.0 68 123 21 18.2 22.8 41.04 54.7 12.0 88 143 20 13.7 22.0 35.75 54.7 9.0 107 161 19 10.9 21.3 32.36 54.7 7.5 125 180 18 9.1 20.8 29.97 54.7 7.0 144 199 19 7.8 20.6 28.48 54.7 7.0 165 219 21 6.8 20.6 27.49 54.7 7.3 186 241 22 6.1 20.7 26.8
10 54.7 7.8 209 264 23 5.5 20.9 26.411 54.7 8.5 233 288 24 5.0 21.2 26.112 54.7 9.8 259 313 26 4.6 21.6 26.113 54.7 12.0 286 341 27 4.2 22.0 26.214 54.7 15.3 314 369 28 3.9 22.4 26.315 54.7 21.3 343 398 29 3.6 22.9 26.516 54.7 33.8 373 427 29 3.4 23.3 26.717 54.7 82.4 403 458 30 3.2 23.7 26.9
SOLUTION
19:42:27 28
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
SOLUTION
0
20
40
60
80
100
120
0 2 4 6 8 10 12 14 16 18
VA
LUE
$
PRODUCED ITEMS
MARGINALCOST
AVERAGEFIXED COST
AVERAGEVARIABLE COST
AVERAGETOTALCOST

19:42:27 29
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
0
20
40
60
80
100
120
0 2 4 6 8 10 12 14 16 18
VA
LUE
$
PRODUCED ITEMS
MARGINALCOST
AVERAGEFIXED COST
AVERAGEVARIABLE COST
AVERAGETOTALCOST
OPTIMUM UNIT PRODUCTION

19:42:27 30
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
0
20
40
60
80
100
120
0 2 4 6 8 10 12 14 16 18
VA
LUE
$
PRODUCED ITEMS
MARGINALCOST
AVERAGEFIXED COST
AVERAGEVARIABLE COST
AVERAGETOTALCOST
FIXED COSTUSD
FROM TO
OPTIMUM UNIT
PRODUCTION
1 10 9
11 18 10
19 27 11
28 49 12
50 70 13
71 78 14

19:42:27 31
LECTURES ON MARINE PRODUCTIONECONOMICS OF PRODUCTION
THE LONG-RUN AVERAGE COST CURVE (SOMETIMES KNOWN AS THE PLANNING CURVE)
SAC = short-run average costLAC = long-run average cost
Ave
rage
co
st(u
nit
co
st)
Output rateQ1 Q2
A
SAC2
SAC3
LAC
SAC2 (Q1)
SAC1(Q1)
D
BC
Long run planning: Shipyard capacityΗ πρόβλεψη γίνεται για το μελλοντικό ρυθμό παραγωγής (Q), τον οποίο το ναυπηγείο θα
μπορούσε να επιτύχει.
Στη συνέχεια, οι επενδύσεις στην τεχνολογία και τη διαχείριση, γίνονται με τρόπο που το
ναυπηγείο μπορεί να λειτουργήσει σε ένα ανταγωνιστικό περιβάλλον βραχυχρόνιας
καμπύλης μέσου κόστους (SAC) .