welding vs. adhesives ii: working togethermedia.mycrowdwisdom.com.s3.amazonaws.com/asc/2016 fall...
TRANSCRIPT
ASC Fall Convention and Expo
October 17-19, 2016
Welding vs. Adhesives – II:
Working Together
Dr. George W. Ritter
Principal Engineer
Materials Technology Group
EWI
614.688.5199

Agenda
EWI and ASC
Differences between Welding and Bonding
Advantages of Welding and Adhesive Bonding
Types of Welding
Weldbonding and Rivetbonding
Summary and Conclusion
2

Range of Technical Services
FeasibilityPreliminary
DesignDetailedDesign
Concept
– Materials Selection
– Manufacturability
– Formability
– Joining Constraints
– Joint Designs
– Process Selection
– Design Optimization
– Analytical Modeling
– Process Validation
– Automated Systems Development
– Process Monitoring and Controls
– Tooling Development
– Weldability Analysis
– Process Feasibility
– Joining Trials
– Property Characterization
– Process Development
– Prototyping
– Testing and Analysis
– Equipment Specification
– NDE System Design
– NDE Process Development
– Life Assessment
– Failure Analysis
ProductionManufacturing
Transition
3

Do Welding and Adhesives
Compete?
Synopsis from:
The Threat of Welding vs. Adhesives – or Vice Versa?
ASC Spring Convention and Expo - 2016

Adhesive and Welding Culture
Characteristic Adhesive Bonding Welding
Joint Content Heterogeneous bonding material Largely homogenenous
Joint Material Usually organic or polymeric Metallic
Mechanical PerformanceLower modulus and tensile
strength than the metal
Similar modulus and tensile
strength to the metal
Temperature Limits Useful to 230°C and 35 MPa Useful to limits of material
FunctionBonds materials and transfers
stress through the joint
Joins materials, BUT they must
be welding compatible
HAZ, Change in
Metallurgy, Change in
Material Properties
None Possible
5

Technology Space and
Marketing Space
Welding can only weld materials that are “allowed”:─ Usually means something to itself
─ Will not work with most dissimilar materials
─ May not work with materials having widely differing properties.
Adhesives can join anything to anything:─ Bond surfaces
─ Does not change bulk material chemistry or properties
─ Rarely distorts shapes.
“Blue Ocean” – do not compete, define:─ Understand welding processes and what they cannot do
─ Market to those applications where welding is impossible.
Also look for areas where the two can work together.
6

Welding Methods
Resistance Welding
Friction Stir Welding
Laser Welding
Ultrasonic Welding

Welding Methods –
Resistance Spot Welding
F1
F1
F1
F1
Heat is generated
internally by electrical
resistance heating:─ High currents
─ High squeeze pressure
─ Multiple stack-ups.
8

(a) (b) (c) (d)
[Reference: Welding Handbook, Vol. 2, p. 566, AWS]
Welding Methods –
Resistance Projection Welding
Projection concentrates heat.
Important for high conductivity metals like aluminum.
Can also serve to set adhesive gap .
9

Welding Methods –
Friction Stir Welding
Parts are rigidly fixtured to machine table. Uses cylindrical tool with cylindrical pin extending from
shoulder. Tool is rotated to desired rpm and plunged into joint. After short dwell time, tool is traversed along joint. At end of joint, tool is lifted and rotation is stopped.
10
Welding Methods –
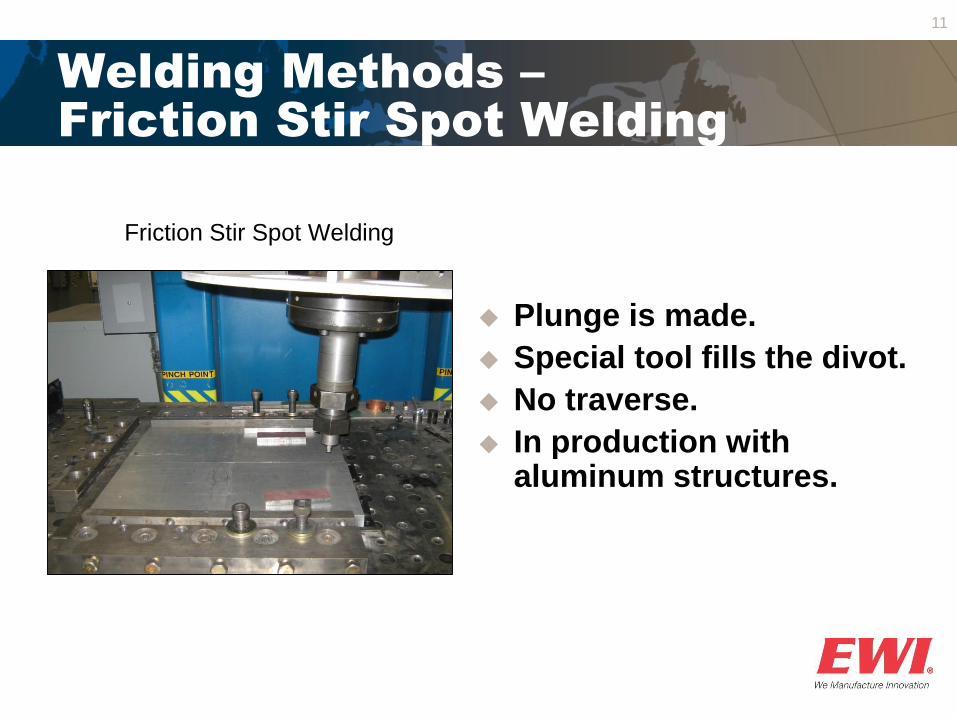
Friction Stir Spot Welding
Friction Stir Spot Welding
Plunge is made.
Special tool fills the divot.
No traverse.
In production with aluminum structures.
11

Lateral-Drive System
Oxides,
Contaminants
Asperities
Bonding Mechanism
Static Force
Horn/Sonotrode
Transducer
Anvil
Workpieces
Vibration
Power Supply
Booster
Static Force
Sonotrode
Vibration
Workpieces
Anvil
Weld Zone
Welding Methods –
Ultrasonic Metal Welding
12

Welding Methods –
Ultrasonic Metal Welding
Scrubs two pieces of metal together.
Can weld dissimilar metals.
In production on battery assemblies.
Not in production on other metal structures.
13

Focused laser energy.
Very rapid process.
Power > 20 kW.
Welding Methods -
Laser Processes
14

Weldbonding and
Rivetbonding
Joint Design
Basic Methods
Synergistic Performance

Bonding –
Joint Types
Double Lap Shear
Center-line thrust.
Excellent shear loading.
Pi – Joint
Derived from aerospace.
Bond anything to anything.
16

Weldbonding –
Derivation of Joint Concepts
Combining welds or rivets with good bonding practice to achieve maximum joint efficiency.
17

Weldbonding -
Projection Weld-Bonding
Weld-through adhesive depicted with a projection weld in aluminum.
Projections can set adhesive thickness.
18
Weldbonding –
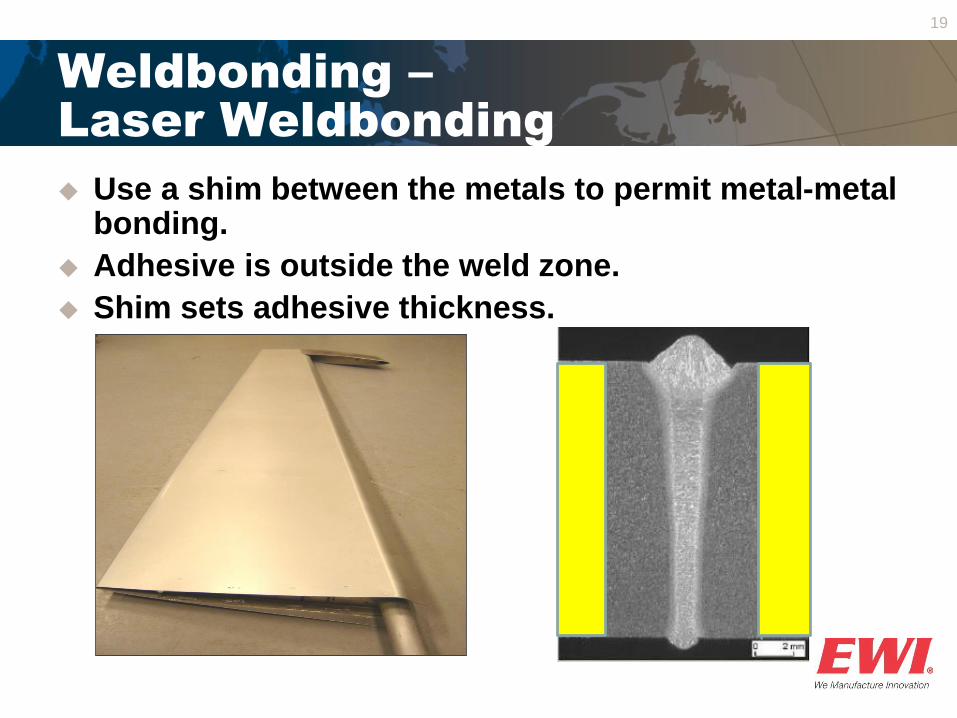
Laser Weldbonding
Use a shim between the metals to permit metal-metal bonding.
Adhesive is outside the weld zone.
Shim sets adhesive thickness.
19

Weldbonding –
Laser Weldbonding
Adhesive is outside jointline.
Welds provide
~ 2⨯ peel over adhesives alone.
Adhesives provide
~ 3⨯ shear over welds alone.
Weldbonding provides
10-20⨯ fatigue life over either alone.
Ritter, G.W., Eastman, J., Talwar, R., and Bolser, D.R., “Laser weldbonded aluminum structures”,
Proceedings of the 28th Annual Conference of the Adhesion Society, (2005).
20

Weldbonding –
Other Methods
Friction Stir Spot Weldbonding Ultrasonic Spot Weldbonding
21

Rivet-Bonding –
Self-Piercing Rivets
22

Summary and Conclusions
Welding and adhesive bonding have different process cultures.
Many materials and combinations cannot be welded.
A few welding processes lend themselves to combination with adhesives.
Weldbonded and rivetbonded structures are increasingly important for lightweighting.
23
QUESTIONS &
DISCUSSION