welding fume management
DESCRIPTION
welding fumeTRANSCRIPT

This Presentation is provided to you by:
WPSAmerica.comIndustry Standard Welding Procedures Software for AWS and ASME Codes

Welding fume Management

Welding fume Management
• In what units is fume generation measured?
• What units apply to particulate TLV’s?
• A FCAW welder produces how much fumes per year?

Fume emission level versus shielding atmosphereFume emission level versus shielding atmosphere
100
0
0
20
0
80
10
5
85
5
5
90
0
8
92
0
1,5
98,5
200
400
600
800
1.000
740
470
350290
190150
Fumes (mg/min.)
CO2
O2
Ar
Wire ER 70S3 dia.: 1,2mm280 - 300 A
28 - 30 V
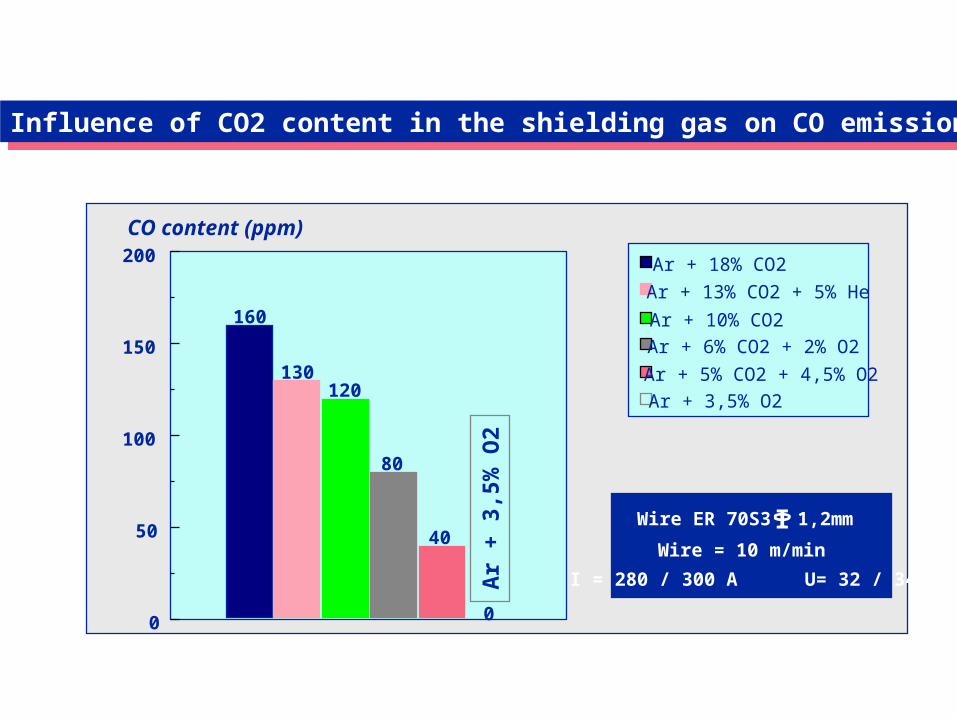
Ar + 18% CO2
Ar + 13% CO2 + 5% He
Ar + 10% CO2
Ar + 6% CO2 + 2% O2
Ar + 5% CO2 + 4,5% O2
Ar + 3,5% O2
Influence of CO2 content in the shielding gas on CO emissionsInfluence of CO2 content in the shielding gas on CO emissions
0
50
100
150
200
160
130120
80
40
0
CO content (ppm)
Ar
+ 3
,5%
O2
Wire ER 70S3 1,2mm
Wire = 10 m/min
I = 280 / 300 A U= 32 / 34 V
I


Airborne particulatesTypical size range
Atmospheric dust
Very fine (10E-8 cm) Fine (10E-4 cm) Coarse (1 cm )
Welding fume and dust
Tobacco smoke
Coal dust
Cement dust
Respirable particles

Factors affecting fume generation rate
Type of shielding gas if applicable to the process Welding current Welding voltage Arc length Polarity Current density Humidity Base plate Electrode angle Electrode type Formulation of the electrode and wire

Fume emission testing device
• Filters weighed before and after test
• Welding time known• 30 seconds/1 min
exhaust• fume emission rate
calculated: average of five readings
• measurements in mg/minute
•Air exhaust fan•Filters
•Conical column
•Rotating table• FCAW gun mount
•Observation window
•AWS F 1.2-92( Laboratory method for measuring fume generation rates• and total fume emission for Welding and Allied Processes)•20mm plate, 20 inch dia, 4 inch efffective, 120 lbs .

Typical fume generation Rates
Process Range g/minSMAW 0.2 - 1.2
FCAW 0.5 - 3.5
GMAW 0.1 - 0.5
GMAW(AL) 0.1 - 1.5

The filter is about the size of a medium PIZZA!
• Clean and used filter, after 30 seconds!

Welding fumes composition
EEEllleeemmmeeennnttt CCCooommmpppooouuunnndddsss
Fe Fe3O4 - MnFe2O4 - K3FeF6 - CaFeSi2O6
Mn MnFe2O4 - MnSiO3 - MnTiO3
Si Fe2SiO4 - K2SiF6 - CaFeSi2O6
Ti MnTiO3
Ca CaF2 - KCaFe2O4 - CaSiO3
K KCaF3 - K3FeF6 - K2SiF6

Welding fumes composition
EElleemmeenntt CCoommppoouunnddss
Na NaF - NaFeO2
F CaF2 - KCaF3 - K3FeF6 - K2SiF6 - NaF
Ni ( Fe,Ni)O
Cr III Cr2O3 - FeCr2O4 - K2NaCrF6
Cr VI K2CrO4 - Na2CrO4 - NaK3(CrO4)2

Potential Health EffectsFumes Potential health hazard
Iron Oxide Respiratory irritant in highconcentrations
Cadmiumoxide
Lung irritants and kidney toxins
Chromium Cr VI is a recognized carcinogenCopperoxides
Irritant, may cause fume fever
Fluoride At high exposures, lung irritant & canaffect bones and kidneys
Lead Systematic poisoning and affects thenervous systems
Magnesiumoxide
Fume fever
Nickel Dermatitis and respiratory irritantZinc oxide Fume feverManganese Nervous system disorders – Parkinson
disease like symptoms

Hexavalent Chromium
Hexavalent chromium is a known lung carcinogen
SMAW stainless steel electrodes produce high level of Cr VI ( 50% - 70% of total chromium)
Lithium compounds reduce Cr VI significantlyFCAW stainless steel electrodes produce high
level of Cr VI ( 30% - 60% of total Chromium)GMAW of stainless steel produces very little
Cr VI ( < 10% of total Chromium)ANSI/AWS F3.1 - 89 : Guide for Welding Fume
Control

Composition by % weight:GMAW
Element Mild steel StainlessFe 45 - 55 30 - 45Mn 5 - 10 1 - 20Si 3 - 5 1 - 4
Ni N/A 2 - 8Cr Total N/A 8 - 25
Cr VI N/A 0.2 - 1Li N/A N/A

Composition by % weight:FCAW
Element Mild steel StainlessFe 30 - 50 10 – 20Mn 5 - 15 4 - 20Si 2 – 4 2 - 8Ti 0.02 - 4 0.5 - 5Ca 0 – 20 0.1 - 5K 0 - 10 3 - 10
Na 0 - 10 2 - 20F 1 – 20 2 - 10Ni N/A 1 – 5
Cr Total 6 - 12Cr VI 1 – 4
Li 0 – 1
Welding fumes
Welding amperage
fumegenerationg/min
?

Influence of the shielding gas and parameter set up on fume emission level in GMAW
Influence of the shielding gas and parameter set up on fume emission level in GMAW
(Wire: ER 70S3)
Ar + 3% CO2 + 1% O2 Ar + 10% CO2 Ar + 18% CO2
Tension (V)
15 20 25 30 35 400
200
400
600
800
1.000
170 A
Fumes (mg/min)
300 A
350 A
100 A

3-D representation of fume generation for non pulsed GMAW
• For a given wire feed speed or amperage:– Low fume generation in
short circuit range
– As voltage is increased, transfer transits through globular range causing a first maxima
– Fine tuning of spray transfer gives a minima
– As voltage increased beyond the optimum, fume generation rate increases

Fume Concentration
Fume concentration is measured inMilligrams per cubic meter (mg/m3)

Some terms used in the welding fume legislation
• OSHA: Occupational Health and Safety Administration• PEL: Permissible Exposure Limit (8 hours)• TWA: Time weighted average (8 hour exposure)• NIOSH: National Institute of Occupational Safety and Health• ACGIH: American Conference of Governmental Industrial Hygienists• OEL: Occupational Exposure Limits (8 hours)• TLV: Thresh hold Limit Value (8 hours)• TWAEV: Time Weighted Average Exposure Value (8 hours)• STEL: Short Term Exposure Limit ( TLV-STEL : 15 minutes)• C: Ceiling value ( TLV-C : instanteneous max value not to be exceeded)• General ventilation must move 2,000 cu feet per minute• Each welder should have 10,000 cu feet of barrier free work space• Serious violation : $ 7,000 per violation• Repeat violation: $ 70,000 per violation

Occupational Exposure Limits(OEL) for Ontario, Canada
Welding fume 5.0 mg/m3Chromium Metal 0.5 mg/m3
Chromium - trivalent 0.5 mg/m3Chromium - hexavalent 0.05 mg/m3
Nickel metal 0.5 mg/m3Manganese 1.0 mg/m3 ( 0.2 mg/m3)Fluorides 2.5 mg/m3
Barium soluble 0.5 mg/m3NO2 3.0 ppmNO 25 ppm
Ozone 0.1 ppmCO 35 ppm
Air Sampling Meter

Daily variation of Fume Concentration
08:00 12:00 16:00
Fumeconcentrationmg/m3
Exposure limit
Time weightedAverage
Actual Exposure

Fume weight per welder per year ?
• Fume generation rate of 1g/minute• 2000 hours/yr at 20% duty cycle = 400 hours welding time• 400 hours X 1 g/minute X 60 = 24,000 grams = 52.8 pounds
• Equal to the weight of one coil of wire per year!

FUME GENERATION – 1.6 mm FCAW : 200,000 HOURS OF ARC TIME NOTE:NOTE: 200,000 hours of arc time at 18% duty cycle translates to 200,000 hours of arc time at 18% duty cycle translates to
approximately 556 welders.approximately 556 welders.
STATUS WIRE Fume g/min Wire feed i.p.m VOLTAGE GAS Fume Burden
Current Wire A 1.066 350 29 V CO2 12.79 MTProposed Wire B 0.783 380 29 V B/S8 9.39 MTProposed Wire A 0.881 380 29 V B/S8 10.57 MTProposed Wire C 0.949 380 29 V B/S8 11.38 MTBenchmark Wire B 0.67 350 29 V Arcal 211 8.04 MT
Through choice of gas and wire fumes reducedAnnually by 4.75 MT!!

Source capture

Applications?

Source capture?

Fume extracting gun

Test results of air quality
Sample Location Sampling time in
minutes
Volume sampled
inliters
Lab results(micro
grams per sample)
Concentration(mg/m3)
99V001 Welder under general exhaust fume hood, fume hood switched
OFF61 122.1 3424 28.0
99V002 Welder under general exhaust, fume hood
switched ON 61 122.1 1969 16.1
99V003 Welder under fume hood, with a smoke
extracting gun 62 122.4 171 1.38
Ontario Ministry of Labour, TWAEV for welding fumes 5.00

Welding Fume management
Questions?