walter titex & walter prototyp la filettatura perfetta · della rullatura senza asportazione di...
TRANSCRIPT

_ Walter titex & Walter PrototyP
La filettatura perfetta
Manuale prodotti
Foratura e filettatura

INDICE
2 Esempi di applicazione
2 Lavorazione di longheroni 4 Lavorazione di ruote dentate
6 Informazioni sui prodotti
6 Punte Walter Titex X·treme Plus 8 Programma X·treme Plus16 Maschi filettatori Walter Prototyp ECO-HT18 Programma ECO-HT
44 Informazioni sulla filettatura
44 Tipi di filetto secondo DIN 20246 Rappresentazione grafica delle posizioni
di tolleranza48 Tipi base di maschi filettatori50 Forme degli imbocchi dei maschi filettatori51 Sezioni di truciolo delle forme degli imbocchi53 L'angolo di spoglia inferiore dell'imbocco54 L'angolo di spoglia inferiore di filettatura55 Processo di maschiatura di filetti in foro cieco58 Particolarità della maschiatura ad asportazione60 Indicazioni generali sul preforo di maschiatura62 Raffreddamento e lubrificazione64 Calibratura di filettature interne66 Lavorazione sincrona68 Il processo di rullatura70 Il processo di fresatura del filetto
72 Informazioni supplementari
72 Dati di lavorazione X·treme Plus74 Forza motrice X·treme Plus75 Dati di lavorazione maschio filettatore ECO-HT76 Selezione utensili e catalogo elettronico
TEC+CCS78 Diametro del nucleo per la maschiatura80 Diametro del nucleo per la rullatura82 Risoluzione dei problemi relativi alla foratura88 Risoluzione dei problemi relativi alla filettatura90 Formule di calcolo92 Walter Titex CATexpress94 Servizio Reconditioning Walter

1Foratura e filettatura
Walter offre molto di più che forature e filettature.
Un processo impegnativo
La realizzazione di filettature interne è uno dei compiti di lavorazione più impegnativi nell'ambito della tecnica di lavorazione meccanica. Inoltre, spesso le filettature vengono realizzate al termine della catena di produzione, quindi la sicurezza di processo ha la massima importanza. Tuttavia, nella produzione su larga scala le filettature devono essere realizzate in modo sempre più veloce ed economico, richiedendo quindi un'evoluzione continua dei processi e degli utensili di foratura e maschiatura. Per la realizzazione di filetti interni sono disponibili fondamentalmente tre processi di lavorazione: l'affidabile maschiatura, l'alternativa della rullatura senza asportazione di tru-ciolo e la fresatura di filetti, un processo particolarmente sicuro. Fondamentale per la scelta del processo di lavorazione giusto è la conoscenza più dettagliata possibile dei vantaggi, degli svantaggi e dei limiti di applicazione dei singoli processi. Per decidere se un processo di lavorazione è adatto o no alle proprie esigenze, bisogna considerarlo dal punto di vista tecnico ed economico.
Il preforo di maschiatura perfetto
Prima di poter eseguire la filettatu-ra, è necessario creare il preforo di maschiatura. La qualità di questo foro influisce considerevolmente sull'economicità e sulla sicurezza di processo dell'operazione di filettatura successiva.
I nostri esperti non solo vi offrono un grande assortimento di utensili di fora-tura, ma conoscono tutti gli elementi del processo che garantiscono una qualità e una produttività costantemente elevate nel risultato finale. Offriamo soluzioni di foratura innovative e affidabili, dal diametro più piccolo a quello più grande, dai prodotti a catalogo fino agli utensili speciali.
La filettatura perfetta
Quanto più gli utensili per foratura e maschiatura sono armonizzati tra loro, tanto migliore sarà il risultato. I nostri clienti vogliono prestazioni superiori dimostrabili. In relazione alla confor-mità delle filettature, alla tolleranza e al controllo del truciolo. In relazione all'assenza di avvolgitruciolo e sovradi-mensionamenti. Walter vi indica come sfruttare gli utensili con la massima efficienza. Solo delle soluzioni armoniz-zate in modo ottimale tra loro, senza perdite di punti di taglio, producono filettature perfette. Con la competenza combinata di Walter Titex e Walter Prototyp offriamo la massima efficienza nella creazione di filetti.

2
Esempio di applicazione 1:
Lavorazione di longheroni
Walter Titex X·treme Plus Foratura di fori passanti
I vantaggi:Incremento della velocità di taglio dell'85% –Aumento della durata utile, da 1.500 a 2.000 fori, –nonostante i valori di lavorazione superioriTempo di lavorazione ridotto da 111 h a 50 h –61 h di capacità macchina libera –
Dati di lavorazione:
Concorrente X·treme Plusn [1/min] 2.046 3.797vc [m/min] 90 167f [mm] 0,28 0,34vf [mm/min] 573 1.291
Utensile: A3389DPLQualità: VHM (metallo duro integrale) / DPLDiametro: 14 mmProfondità del foro: 25 mm
Materiale del pezzo: QStE380TM (~S355MC)Resistenza: 550 N/mm²Tipo di foro: Foro passante
Tipo di macchina: Centro di lavorazioneAttacco: Mandrino idraulico a espansione
Confronto tempo di lavorazione / foro
0 sec. 1 sec. 2 sec. 3 sec. 4 sec.
Concorrente
X·treme Plus
-55%

3Foratura e filettatura
Walter Prototyp Prototex ECO-HT Filettatura di fori passanti
I vantaggi:Velocità di taglio raddoppiata a parità di quantità di pezzi lavorati –Tempo di lavorazione ridotto da 120 h a 60 h –60 h di capacità macchina libera –Produttività raddoppiata –
Dati di lavorazione:
Concorrente Prototex ECO-HTn [1/min] 298 597vc [m/min] 15 30vf [mm/min] 597 1.194
Utensile: E2026302-M16Qualità: HSS-E-PM / THLDiametro: M16Profondità del foro: 25 mm
Materiale del pezzo: QStE380TM (~S355MC)Resistenza: 550 N/mm²Tipo di foro: Foro passante
Tipo di macchina: Centro di lavorazioneAttacco: Mandrino di compensazione
Confronto tempo di lavorazione / filettatura
0 sec. 1 sec. 2 sec. 3 sec. 4 sec.
Concorrente
Prototex ECO-HT
-50%

4
Esempio di applicazione 2:
Lavorazione di ruote dentate
Walter Titex X·treme Plus Foratura di fori passanti
I vantaggi:Velocità di taglio aumentata del 73% –Aumento della durata utile, da 1.900 a 2.800 fori, –nonostante i valori di lavorazione superioriTempo di lavorazione ridotto da 110 h a 60 h –50 h di capacità macchina libera –
Dati di lavorazione:
Concorrente X·treme Plusn [1/min] 4.681 8.098vc [m/min] 100 173f [mm] 0,20 0,23vf [mm/min] 936 1.863
Utensile: A3389DPLQualità: VHM (metallo duro integrale) / DPLDiametro: 6,8 mmProfondità del foro: 25 mm
Materiale del pezzo: 16MnCr5Resistenza: 700 - 1000 N/mm²Tipo di foro: Foro passante
Tipo di macchina: Centro di lavorazioneAttacco: Mandrino idraulico a espansione
Confronto tempo di lavorazione / foro
0 sec. 1 sec. 2 sec. 3 sec.
Concorrente
X·treme Plus
-45%

5Foratura e filettatura
Walter Prototyp Prototex ECO-HT Filettatura di fori passanti
I vantaggi:Velocità di taglio aumentata del 48% –Durata utile aumentata, da 2.400 a 4.000 filettature –Tempo di lavorazione ridotto da 100 h a 70 h –30 h di capacità macchina libera –
Dati di lavorazione:
Concorrente Prototex ECO HTn [1/min] 995 1.472vc [m/min] 25 37vf [mm/min] 1.243 1.840
Utensile: E2021342-M8Qualità: HSS-E-PM / THLDiametro: M8Profondità del foro: 25 mm
Materiale del pezzo: 16MnCr5Resistenza: 700 - 1000 N/mm²Tipo di foro: Foro passante
Tipo di macchina: Centro di lavorazioneAttacco: Mandrino di compensazione
Confronto tempo di lavorazione / filettatura
0 sec. 1 sec. 2 sec. 3 sec.
Concorrente
Prototex ECO HT
-30%

6
I vAnTAggI
Massima produttività, perlomeno –il doppio rispetto agli utensili convenzionali = più produttività, costi di produzione più bassiIn alternativa: durata utile rad- –doppiata con dati di lavorazione convenzionali = ad es. minor numero di cambi utensileFinitura superficiale eccellente –Elevata sicurezza di processo –Molteplici possibilità di impiego –per quanto concerne i materiali e l'applicazione (ad es. MMS)Garantisce capacità macchina –
Informazioni sui prodotti
Walter Titex X·treme Plus
Con questo utensile Walter Titex stabilisce i nuovi benchmark nel settore della foratura con utensile in metallo duro integrale. La punta presenta una vasta gamma di innovazioni, tra le quali la caratteristica di maggiore rilievo è rappresentata dal nuovo doppio strato multifunzione (DPL), per cui è stata depositata domanda di brevetto.Con il Walter Titex X·treme Plus la produttività nella produzione di serie di componenti in acciaio e ghisa sale ad un nuovo livello.
L'UTEnsILE
Utensile di foratura in metallo duro –integrale ad alte prestazioni con adduzione interna del refrigeranteInnovativo doppio rivestimento –multifunzionale DPL “Double Performance Line” (richiesta di brevetto depositata)Profondità di foratura 5 x d –(A3389DPL) e 3 x d (A3289DPL)Diametri disponibili da 3,0 a 20,0 mm –
L'APPLICAzIonE
Per tutti gli acciai e le ghise, nonché –per i tipi di acciaio inossidabile ed i metalli non ferrosiLavorazione HPC –Adatta anche per la lavorazione a –secco con alimentazione interna MMS
X·TREMELa nuova serie Walter Titex X·treme con un doppio rivesti-mento unico nel suo genere: estremamente innovativo ed estremamente produttivo.
Abbattimento dei costi ed aumento della produttività con X·treme Plus
Costi
velocità
– 50%
+ 200%

7Foratura e filettatura
vAnTAggI DEL PRoDoTTo
Innovativo doppio rivestimento multifunzionale “DPL – Double Performance –Line” (richiesta di brevetto depositata). Consiste in un rivestimento di base per la protezione dell'utensile e di una speciale ricopertura della testa. La combina-zione con il rivestimento della testa, da un lato rende possibile l'utilizzo con elevate velocità di taglio, e dall'altro garantisce straordinari tempi di durata utile con dati di lavorazione convenzionali.Affilatura innovativa con microgeometria ottimizzata per una minore potenza –assorbita ed una straordinaria qualità della finitura superficiale.Materiale da taglio in metallo duro integrale grana finissima K30F –
Speciale geometria di testa, angolo di testa 140°
Adduzione interna del refrigerante Profilo dell'elica ottimizzato
Ricopertura della testa con eccellenti caratteristiche per resistenza all'usura ed elevate velocità di taglio
Dimensioni costruttive secondo DIN 6537 L DIN 6537 K
Ricopertura di base per una straordinaria evacuazione dei trucioli
Codolo norma DIN 6535 HA
X·treme Plus Tipo: A3289DPL, A3389DPL
Ricopertura di base
Pezzo in lavorazione
Truciolo
Ricopertura della testa
Metallo duro

8
Informazioni sui prodotti
Programma X·treme Plus – A3289DPL
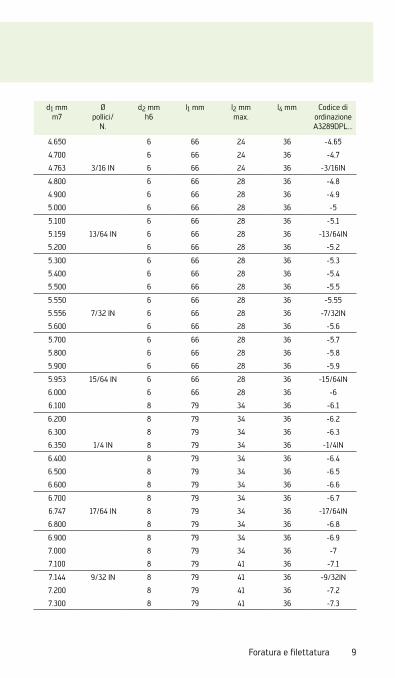
Impiego: punta ad alte prestazioni per la massima produttività in acciaio, acciaio inossidabile, metalli non ferrosi e ghisa. Velocità di taglio e di avanzamento estrema-mente elevate, con la massima sicurezza di processo e qualità superficiale.
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3289DPL...
3.000 6 62 20 36 -3
3.100 6 62 20 36 -3.1
3.175 1/8 IN 6 62 20 36 -1/8IN
3.200 6 62 20 36 -3.2
3.300 6 62 20 36 -3.3
3.400 6 62 20 36 -3.4
3.500 6 62 20 36 -3.5
3.572 9/64 IN 6 62 20 36 -9/64IN
3.600 6 62 20 36 -3.6
3.700 6 62 20 36 -3.7
3.800 6 66 24 36 -3.8
3.900 6 66 24 36 -3.9
3.969 5/32 IN 6 66 24 36 -5/32IN
4.000 6 66 24 36 -4
4.100 6 66 24 36 -4.1
4.200 6 66 24 36 -4.2
4.300 6 66 24 36 -4.3
4.366 11/64 IN 6 66 24 36 -11/64IN
4.400 6 66 24 36 -4.4
4.500 6 66 24 36 -4.5
4.600 6 66 24 36 -4.6
9Foratura e filettatura
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3289DPL...
4.650 6 66 24 36 -4.65
4.700 6 66 24 36 -4.7
4.763 3/16 IN 6 66 24 36 -3/16IN
4.800 6 66 28 36 -4.8
4.900 6 66 28 36 -4.9
5.000 6 66 28 36 -5
5.100 6 66 28 36 -5.1
5.159 13/64 IN 6 66 28 36 -13/64IN
5.200 6 66 28 36 -5.2
5.300 6 66 28 36 -5.3
5.400 6 66 28 36 -5.4
5.500 6 66 28 36 -5.5
5.550 6 66 28 36 -5.55
5.556 7/32 IN 6 66 28 36 -7/32IN
5.600 6 66 28 36 -5.6
5.700 6 66 28 36 -5.7
5.800 6 66 28 36 -5.8
5.900 6 66 28 36 -5.9
5.953 15/64 IN 6 66 28 36 -15/64IN
6.000 6 66 28 36 -6
6.100 8 79 34 36 -6.1
6.200 8 79 34 36 -6.2
6.300 8 79 34 36 -6.3
6.350 1/4 IN 8 79 34 36 -1/4IN
6.400 8 79 34 36 -6.4
6.500 8 79 34 36 -6.5
6.600 8 79 34 36 -6.6
6.700 8 79 34 36 -6.7
6.747 17/64 IN 8 79 34 36 -17/64IN
6.800 8 79 34 36 -6.8
6.900 8 79 34 36 -6.9
7.000 8 79 34 36 -7
7.100 8 79 41 36 -7.1
7.144 9/32 IN 8 79 41 36 -9/32IN
7.200 8 79 41 36 -7.2
7.300 8 79 41 36 -7.3

10
Informazioni sui prodotti
Programma X·treme Plus – A3289DPL
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3289DPL...
7.400 8 79 41 36 7.4
7.500 8 79 41 36 7.5
7.541 19/64 IN 8 79 41 36 19/64IN
7.800 8 79 41 36 7.8
7.900 8 79 41 36 7.9
7.938 5/16 IN 8 79 41 36 5/16IN
8.000 8 79 41 36 8
8.100 10 89 47 40 8.1
8.200 10 89 47 40 8.2
8.300 10 89 47 40 8.3
8.334 21/64 IN 10 89 47 40 21/64IN
8.400 10 89 47 40 8.4
8.500 10 89 47 40 8.5
8.600 10 89 47 40 8.6
8.700 10 89 47 40 8.7
8.731 11/32 IN 10 89 47 40 11/32IN
8.800 10 89 47 40 8.8
9.000 10 89 47 40 9
9.128 23/64 IN 10 89 47 40 23/64IN
9.200 10 89 47 40 9.2
9.300 10 89 47 40 9.3
9.500 10 89 47 40 9.5
9.525 3/8 IN 10 89 47 40 3/8IN
9.600 10 89 47 40 9.6
9.700 10 89 47 40 9.7
9.800 10 89 47 40 9.8
9.922 25/64 IN 10 89 47 40 25/64IN
10.000 10 89 47 40 10
10.100 12 102 55 45 10.1
10.200 12 102 55 45 10.2
10.300 12 102 55 45 10.3
10.319 13/32 IN 12 102 55 45 13/32IN
10.400 12 102 55 45 10.4
10.500 12 102 55 45 10.5
10.716 27/64 IN 12 102 55 45 27/64IN
10.800 12 102 55 45 10.8

11Foratura e filettatura
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3289DPL...
11.000 12 102 55 45 -11
11.100 12 102 55 45 -11.1
11.113 7/16 IN 12 102 55 45 -7./1 IN
11.200 12 102 55 45 -11.2
11.500 12 102 55 45 -11.5
11.509 29/64 IN 12 102 55 45 -29/64IN
11.700 12 102 55 45 -11.7
11.800 12 102 55 45 -11.8
11.906 15/32 IN 12 102 55 45 -15/32IN
12.000 12 102 55 45 -12
12.100 14 107 60 45 -12.1
12.200 14 107 60 45 -12.2
12.300 14 107 60 45 -12.3
12.303 31/64 IN 14 107 60 45 -31/64IN
12.500 14 107 60 45 -12.5
12.600 14 107 60 45 -12.6
12.700 1/2 IN 14 107 60 45 -1/2IN
13.000 14 107 60 45 -13
13.300 14 107 60 45 -13.3
13.494 17/32 IN 14 107 60 45 -17/32IN
13.500 14 107 60 45 -13.5
14.000 14 107 60 45 -14
14.228 9/16 IN 16 115 65 48 -9/16IN
14.500 16 115 65 48 -14.5
15.000 16 115 65 48 -15
15.500 16 115 65 48 -15.5
15.875 5/8 IN 16 115 65 48 -5/8IN
16.000 16 115 65 48 -16
16.500 18 123 65 48 -16.5
17.000 18 123 65 48 -17
17.500 18 123 65 48 -17.5
18.000 18 123 65 48 -18
19.050 3/4 IN 20 131 79 50 -3/4IN
20.000 20 131 79 50 -20

12
Informazioni sui prodotti
Programma X·treme Plus – A3389DPL
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3389DPL...
3.000 6 66 28 36 -3
3.100 6 66 28 36 -3.1
3.175 1/8 In 6 66 28 36 -1/8IN
3.200 6 66 28 36 -3.2
3.300 6 66 28 36 -3.3
3.400 6 66 28 36 -3.4
3.500 6 66 28 36 -3.5
3.572 9/64 IN 6 66 28 36 -9/64IN
3.600 6 66 28 36 -3.6
3.700 6 66 28 36 -3.7
3.800 6 74 36 36 -3.8
3.900 6 74 36 36 -3.9
3.969 5/32 IN 6 74 36 36 -5/32IN
4.000 6 74 36 36 -4
4.100 6 74 36 36 -4.1
4.200 6 74 36 36 -4.2
4.300 6 74 36 36 -4.3
4.366 11/64 IN 6 74 36 36 -11/64IN
4.400 6 74 36 36 -4.4
4.500 6 74 36 36 -4.5
4.600 6 74 36 36 -4.6
Impiego: punta ad alte prestazioni per la massima produttività in acciaio, acciaio inossidabile, metalli non ferrosi e ghisa. Velocità di taglio e di avanzamento estrema-mente elevate, con la massima sicurezza di processo e qualità superficiale.

13Foratura e filettatura
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3389DPL...
4.650 6 74 36 36 -4.65
4.700 6 74 36 36 -4.7
4.763 3/16 IN 6 82 44 36 -3/16IN
4.800 6 82 44 36 -4.8
4.900 6 82 44 36 -4.9
5.000 6 82 44 36 -5
5.100 6 82 44 36 -5.1
5.159 13/64 IN 6 82 44 36 -13/64IN
5.200 6 82 44 36 -5.2
5.300 6 82 44 36 -5.3
5.400 6 82 44 36 -5.4
5.500 6 82 44 36 -5.5
5.550 6 82 44 36 -5.55
5.556 7/32 IN 6 82 44 36 -7/32IN
5.600 6 82 44 36 -5.6
5.700 6 82 44 36 -5.7
5.800 6 82 44 36 -5.8
5.900 6 82 44 36 -5.9
5.953 15/64 IN 6 82 44 36 -15/64IN
6.000 6 82 44 36 -6
6.100 8 91 53 36 -6.1
6.200 8 91 53 36 -6.2
6.300 8 91 53 36 -6.3
6.350 1/4 IN 8 91 53 36 -1/4IN
6.400 8 91 53 36 -6.4
6.500 8 91 53 36 -6.5
6.600 8 91 53 36 -6.6
6.700 8 91 53 36 -6.7
6.747 17/64 IN 8 91 53 36 -17/64IN
6.800 8 91 53 36 -6.8
6.900 8 91 53 36 -6.9
7.000 8 91 53 36 -7
7.100 8 91 53 36 -7.1
7.144 9/32 IN 8 91 53 36 -9/32IN
7.200 8 91 53 36 -7.2
7.300 8 91 53 36 -7.3

14
Informazioni sui prodotti
Programma X·treme Plus – A3389DPL
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3389DPL...
7.400 8 91 53 36 -7.4
7.500 8 91 53 36 -7.5
7.541 19/64 IN 8 91 53 36 -19/64IN
7.800 8 91 53 36 -7.8
7.900 8 91 53 36 -7.9
7.938 5/16 IN 8 91 53 36 -5/16IN
8.000 8 91 53 36 -8
8.100 10 103 61 40 -8.1
8.200 10 103 61 40 -8.2
8.300 10 103 61 40 -8.3
8.334 21/64 IN 10 103 61 40 -21/64IN
8.400 10 103 61 40 -8.4
8.500 10 103 61 40 -8.5
8.600 10 103 61 40 -8.6
8.700 10 103 61 40 -8.7
8.731 11/32 IN 10 103 61 40 -11/32IN
8.800 10 103 61 40 -8.8
9.000 10 103 61 40 -9
9.128 23/64 IN 10 103 61 40 -23/64IN
9.200 10 103 61 40 -9.2
9.300 10 103 61 40 -9.3
9.500 10 103 61 40 -9.5
9.525 3/8 IN 10 103 61 40 -3/8IN
9.600 10 103 61 40 -9.6
9.700 10 103 61 40 -9.7
9.800 10 103 61 40 -9.8
9.922 25/64 IN 10 103 61 40 -25/64IN
10.000 10 103 61 40 -10
10.100 12 118 71 45 -10.1
10.200 12 118 71 45 -10.2
10.300 12 118 71 45 -10.3
10.319 13/32 IN 12 118 71 45 -13/32IN
10.400 12 118 71 45 -10.4
10.500 12 118 71 45 -10.5
10.716 27/64 IN 12 118 71 45 -27/64IN
10.800 12 118 71 45 -10.8

15Foratura e filettatura
d1 mm m7
Ø pollici/
N.
d2 mm h6
l1 mm l2 mm max.
l4 mm Codice di ordinazione A3389DPL...
11.000 12 118 71 45 -11
11.100 12 118 71 45 -11.1
11.113 7/16 IN 12 118 71 45 -7/16IN
11.200 12 118 71 45 -11.2
11.500 12 118 71 45 -11.5
11.509 29/64 IN 12 118 71 45 -29/64IN
11.700 12 118 71 45 -11.7
11.800 12 118 71 45 -11.8
11.906 15/32 IN 12 118 71 45 -15/32IN
12.000 12 118 71 45 -12
12.100 14 124 77 45 -12.1
12.200 14 124 77 45 -12.2
12.300 14 124 77 45 -12.3
12.303 31/64 IN 14 124 77 45 -31/64IN
12.500 14 124 77 45 -12.5
12.600 14 124 77 45 -12.6
12.700 1/2 IN 14 124 77 45 -1/2IN
13.000 14 124 77 45 -13
13.300 14 124 77 45 -13.3
13.494 17/32 IN 14 124 77 45 -17/32IN
13.500 14 124 77 45 -13.5
14.000 14 124 77 45 -14
14.288 9/16 IN 16 133 83 48 -9/16IN
14.500 16 133 83 48 -14.5
15.000 16 133 83 48 -15
15.500 16 133 83 48 -15.5
15.875 5/8 IN 16 133 83 48 -5/8IN
16.000 16 133 83 48 -16
16.500 18 143 93 48 -16.5
17.000 18 143 93 48 -17
17.500 18 143 93 48 -17.5
18.000 18 143 93 48 -18
19.050 3/4 IN 20 153 101 50 -3/4IN
20.000 20 153 101 50 -20

16
Informazioni sui prodotti
Walter Prototyp maschio filettatore ECo-HT
L'UTEnsILE
Maschio filettatore universale –HSS-E-PM ad alte prestazioni per l'impiego in materiali a truciolo lungo e corto, con resistenza fino a circa 1.300 N/mm², su macchine utensili tradizionali o con mandrino sincroniz-zatoRivestimento in materiale duro THL e –trattamento superficiale aggiuntivo per una straordinaria durata utile senza saldature freddeEsecuzione con uscita refrigerante –radiale, ideale per l'impiego con lubrificazione minima (MMS), disponibile come utensile standard
Filettatura passante –Prototex ECo-HT: · Lo speciale imbocco corretto
forma B garantisce un'elevata sicurezza di processo
Filettatura di fori ciechi –Paradur ECo-HT:
· Angolo elica R45, lunghe scanala-ture per trucioli e forma speciale delle scanalature, per un controllo ottimale del truciolo e una buona evacuazione truciolo, perfino in caso di filettature profonde
· Filettatura quasi fino al fondo del foro grazie alla variante con imbocco corto, forma E
· Minore rischio di rotture grazie ai filetti posteriori rastremati
· Variante con raffreddamento interno assiale per un'evacuazione ottimale dei trucioli
Scanalatura rettilinea con imbocco corretto Forma B
Rivestimento innovativo THL
Speciale trattamento superficiale
HSS-E-PM
Raffreddamento interno radiale
Prototex ECo-HT Tipo: E2021342

17Foratura e filettatura
I vAnTAggI
Elevata sicurezza di processo –anche nel caso di filettatura di fori ciechi o fori passanti profondi, grazie ad un sicuro controllo del trucioloRiduzione del numero di utensili –necessari, perché consente un impiego universale in un ampio spettro di materialiMeno cambi utensili e gestione –ottimale della macchina, grazie alle velocità di taglio elevate e alla lunga durata utileRiduzione dei costi per il lubroref- –rigerante, grazie alla possibilità di lavorazione MMS o a secco nell'acciaio, nella ghisa e nelle leghe di alluminio
L'APPLICAzIonE
Filettatura di fori ciechi o fori – passanti fino a 3 x dI maschi filettatori ECO-HT sono –adatti per l'impiego in un ampio spettro di materiali:
· Materiali a truciolo lungo, con resistenza medio-alta
· Materiali a truciolo corto · Materiali abrasivi con inclinazione
per saldatura a sovrapposizione · Acciaio da costruzioni e acciaio
ad alta resistenza (350 – 1.300 N/mm²)
· Acciaio inossidabile · Ghisa a grafite sferoidale e ghisa
malleabile · Leghe di rame e alluminio a truciolo
lungo
Angolo elica R45 con imbocco forma C o E
Filetti posteriori rastremati
Lunghe scanalature per trucioli e speciale forma delle scanalature
Speciale trattamento superficiale
Rivestimento in materiale duro THL
HSS-E-PM
Raffreddamento interno assiale o radiale
Paradur ECo-HT Tipo: E2051312

18
Informazioni sui prodotti
Programma Prototex ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
HSS-E�PM B= 3,5 RH
MDIN13�
DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2021302
THL
M 2 0,4 45 6 9 2,8 2,1 5 3 -M2
M 2.5 0,45 50 8 12,5 2,8 2,1 5 3 -M2.5
M 3 0,5 56 9 18 3,5 2,7 6 3 -M3
M 4 0,7 63 12 21 4,5 3,4 6 3 -M4
M 5 0,8 70 13 25 6 4,9 8 3 -M5
M 6 1 80 15 30 6 4,9 8 3 -M6
M 8 1,25 90 18 35 8 6,2 9 3 -M8
M 10 1,5 100 20 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2026302
THL
M 12 1,75 110 23 - 9 7 10 4 -M12
M 14 2 110 25 - 11 9 12 4 -M14
M 16 2 110 25 - 12 9 12 4 -M16
M 18 2,5 125 30 - 14 11 14 4 -M18
M 20 2,5 140 30 - 16 12 15 4 -M20
M 24 3 160 36 - 18 14,5 17 4 -M24
M 27 3 160 36 - 20 16 19 4 -M27
M 30 3,5 180 42 - 22 18 21 4 -M30
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry

19Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
MDIN13�
DIn 371 6gX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2023302
THL
M 2 0,4 45 6 9 2,8 2,1 5 3 -M2
M 2.5 0,45 50 8 12,5 2,8 2,1 5 3 -M2,5
M 3 0,5 56 9 18 3,5 2,7 6 3 -M3
M 4 0,7 63 12 21 4,5 3,4 6 3 -M4
M 5 0,8 70 13 25 6 4,9 8 3 -M5
M 6 1 80 15 30 6 4,9 8 3 -M6
M 8 1,25 90 18 35 8 6,2 9 3 -M8
M 10 1,5 100 20 39 10 8 11 3 -M10
DIn 376 6gX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2028302
THL
M 12 1,75 110 23 - 9 7 10 4 -M12
M 14 2 110 25 - 11 9 12 4 -M14
M 16 2 110 25 - 12 9 12 4 -M16
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry

20
Informazioni sui prodotti
Programma Prototex ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2021342
THL
M 6 1 80 15 30 6 4,9 8 3 -M6
M 8 1,25 90 18 35 8 6,2 9 3 -M8
M 10 1,5 100 20 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2026342
THL
M 12 1,75 110 23 - 9 7 10 4 -M12
M 16 2 110 25 - 12 9 12 4 -M16
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
MDIN13�

21Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2021382
THL
M 3 LH 0,5 56 9 18 3,5 2,7 6 3 -M3
M 4 LH 0,7 63 12 21 4,5 3,4 6 3 -M4
M 5 LH 0,8 70 13 25 6 4,9 8 3 -M5
M 6 LH 1 80 15 30 6 4,9 8 3 -M6
M 8 LH 1,25 90 18 35 8 6,2 9 3 -M8
M 10 LH 1,5 100 20 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2026382
THL
M 12 LH 1,75 110 23 - 9 7 10 4 -M12
M 16 LH 2 110 25 - 12 9 12 4 -M16
M 20 LH 2,5 140 30 - 16 12 15 4 -M20
HSS-E�PM B= 3,5 LH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
MDIN13�

22
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 5.2 6.1-3 7.2-3.2
~DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2051302
THL
M 2 0,4 45 4 7,6 2,8 2,1 5 3 -M2
M 2,5 0,45 50 4 9,3 2,8 2,1 5 3 -M2,5
M 3 0,5 56 6 11 3,5 2,7 6 3 -M3
M 4 0,7 63 7 14,8 4,5 3,4 6 3 -M4
M 5 0,8 70 8 20,7 6 4,9 8 3 -M5
M 6 1 80 10 25 6 4,9 8 3 -M6
M 8 1,25 90 12 35 8 6,2 9 3 -M8
M 10 1,5 100 15 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2056302
THL
M 12 1,75 110 16 - 9 7 10 4 -M12
M 14 2 110 20 - 11 9 12 4 -M14
M 16 2 110 20 - 12 9 12 4 -M16
M 18 2,5 125 25 - 14 11 14 4 -M18
M 20 2,5 140 25 - 16 12 15 4 -M20
M 24 3 160 30 - 18 14,5 17 4 -M24
M 27 3 160 30 - 20 16 19 5 -M27
M 30 3,5 180 35 - 22 18 21 5 -M30
M 36 4 200 40 - 28 22 25 5 -M36
M 42 4,5 200 45 - 32 24 27 5 -M42
d1 d2
a
l2 l4l3
l1
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
MDIN13�

23Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 5.2 6.1-3 7.2-3.2
~DIn 371 6gX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2053302
THL
M 2 0,4 45 4 7,6 2,8 2,1 5 3 -M2
M 2,5 0,45 50 4 9,3 2,8 2,1 5 3 -M2,5
M3 0,5 56 6 11 3,5 2,7 6 3 -M3
M 4 0,7 63 7 14,8 4,5 3,4 6 3 -M4
M 5 0,8 70 8 20,7 6 4,9 8 3 -M5
M 6 1 80 10 25 6 4,9 8 3 -M6
M 8 1,25 90 12 35 8 6,2 9 3 -M8
M 10 1,5 100 15 39 10 8 11 3 -M10
DIn 376 6gX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2058302
THL
M 12 1,75 110 16 - 9 7 10 4 -M12
M 14 2 110 20 - 11 9 12 4 -M14
M 16 2 110 20 - 12 9 12 4 -M16
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
d1 d2
a
l2 l4l3
l1
MDIN13�

24
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
~DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2051802
THL
M 4 0,7 63 7 14,8 4,5 3,4 6 3 -M4
M 5 0,8 70 8 20,7 6 4,9 8 3 -M5
M 6 1 80 10 25 6 4,9 8 3 -M6
M 8 1,25 90 12 35 8 6,2 9 4 -M8
M 10 1,5 100 15 39 10 8 11 4 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2056802
THL
M 12 1,75 110 16 - 9 7 10 4 -M12
M 16 2 110 20 - 12 9 12 5 -M16
M 20 2,5 140 25 - 16 12 15 5 -M20
M 24 3 160 30 - 18 14,5 17 5 -M24
d1 d2
a
l2 l4l3
l1
HSS-E�PM E=1,5
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
MDIN13�

25Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
~DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2051312
THL
M 4 0,7 63 7 14,8 4,5 3,4 6 3 -M4
M 5 0,8 70 8 20,7 6 4,9 8 3 -M5
M 6 1 80 10 25 6 4,9 8 3 -M6
M 8 1,25 90 12 35 8 6,2 9 3 -M8
M 10 1,5 100 15 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2056312
THL
M 12 1,75 110 16 - 9 7 10 4 -M12
M 16 2 110 20 - 12 9 12 4 -M16
M 20 2,5 140 25 - 16 12 15 4 -M20
M 24 3 160 30 - 18 14,5 17 4 -M24
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
MDIN13�

26
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2051342
THL
M 8 1,25 90 12 35 8 6,2 9 3 -M8
M 10 1,5 100 15 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2056342
THL
M 12 1,75 110 16 - 9 7 10 4 -M12
M 16 2 110 20 - 12 9 12 4 -M16
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
MDIN13�

27Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
~DIn 371 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2051382
THL
M 3 LH 0,5 56 6 11 3,5 2,7 6 3 -M3
M 4 LH 0,7 63 7 14,8 4,5 3,4 6 3 -M4
M 5 LH 0,8 70 8 20,7 6 4,9 8 3 -M5
M 6 LH 1 80 10 25 6 4,9 8 3 -M6
M 8 LH 1,25 90 12 35 8 6,2 9 3 -M8
M 10 LH 1,5 100 15 39 10 8 11 3 -M10
DIn 376 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2056382
THL
M 12 LH 1,75 110 16 - 9 7 10 4 -M12
M 14 LH 2 110 20 - 11 9 12 4 -M14
M 16 LH 2 110 20 - 12 9 12 4 -M16
M 18 LH 2,5 125 25 - 14 11 14 4 -M18
M 20 LH 2,5 140 25 - 16 12 15 4 -M20
HSS-E�PM C = 2-3
L45LH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
MDIN13�

28
Informazioni sui prodotti
Programma Prototex ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 374 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
d2 h9mm
a h12 mm
l4
mm
N Codice E2126302
THL
M6 0,75 80 15 4,5 3,4 6 3 -M6X0.75
M8 1 90 18 6 4,9 8 3 -M8X1
M10 1 90 20 7 5,5 8 3 -M10X1
M12 1 100 21 9 7 10 4 -M12X1
M10 1,25 100 20 7 5,5 8 3 -M10X1.25
M12 1,25 100 21 9 7 10 4 -M12X1.25
M12 1,5 100 21 9 7 10 4 -M12X1.5
M14 1,5 100 21 11 9 12 4 -M14X1.5
M16 1,5 100 21 12 9 12 4 -M16X1.5
M18 1,5 100 24 14 11 14 4 -M18X1.5
M20 1,5 125 24 16 12 15 4 -M20X1.5
M22 1,5 125 24 18 14,5 17 4 -M22X1.5
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
MFDIN13

29Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 374 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2126342
THL
M8 1 90 18 6 4,9 8 3 -M8X1
M10 1 90 20 7 5,5 8 3 -M10X1
M12 1 100 21 9 7 10 4 -M12X1
M10 1,25 100 20 7 5,5 8 3 -M10X1.25
M12 1,25 100 21 9 7 10 4 -M12X1.25
M12 1,5 100 21 9 7 10 4 -M12X1.5
M14 1,5 100 21 11 9 12 4 -M14X1.5
M16 1,5 100 21 12 9 12 4 -M16X1.5
M18 1,5 110 24 14 11 14 4 -M18X1.5
M20 1,5 125 24 16 12 15 4 -M20X1.5
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
MFDIN13

30
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 5.2 6.1-3 7.2-3.2
DIn 374 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2156302
THL
M6 0,75 80 10 4,5 3,4 6 3 -M6X0.75
M8 1 90 13 6 4,9 8 3 -M8X1
M10 1 90 12 7 5,5 8 3 -M10X1
M12 1 100 13 9 7 10 4 -M12X1
M10 1,25 100 15 7 5,5 8 3 -M10X1.25
M12 1,25 100 13 9 7 10 4 -M12X1.25
M12 1,5 100 13 9 7 10 4 -M12X1.5
M14 1,5 100 15 11 9 12 4 -M14X1.5
M16 1,5 100 15 12 9 12 4 -M16X1.5
M18 1,5 100 17 14 11 14 4 -M18X1.5
M20 1,5 125 17 16 12 15 4 -M20X1.5
M22 1,5 125 18 18 14,5 17 5 -M22X1.5
d1 d2
a
l2 l4l1
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
MFDIN13

31Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 374 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2156312
THL
M8 1 90 13 6 4,9 8 3 -M8X1
M10 1 90 12 7 5,5 8 3 -M10X1
M12 1 100 13 9 7 10 4 -M12X1
M10 1,25 100 15 7 5,5 8 3 -M10X1.25
M12 1,25 100 13 9 7 10 4 -M12X1.25
M12 1,5 100 13 9 7 10 4 -M12X1.5
M14 1,5 100 15 11 9 12 4 -M14X1.5
M16 1,5 100 15 12 9 12 4 -M16X1.5
M18 1,5 110 17 14 11 14 4 -M18X1.5
M20 1,5 125 17 16 12 15 4 -M20X1.5
N/mm2
1250/38 HRC
500��
3 x d1
Dry
HSS-E�PM C = 2-3
R45RH
MFDIN13

32
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 374 6HX
d1
mm
P
mm
l1 js16 mm
l2
mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2156802
THL
M8 1 90 13 6 4,9 8 4 M8X1
M10 1 90 12 7 5,5 8 5 M10X1
M12 1,5 100 13 9 7 10 5 M12X1.5
M14 1,5 100 15 11 9 12 5 M14X1.5
d1 d2
a
l2 l4l1
HSS-E�PM E=1,5
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
MFDIN13

33Foratura e filettatura

34
Informazioni sui prodotti
Programma Prototex ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2221302
THL
N. 2-56 2,184 45 7 12 2,8 2,1 5 3 -UNC2
N. 4-40 2,845 56 9 18 3,5 2,7 6 3 -UNC4
N. 6-32 3,505 56 11 20 4 3 6 3 -UNC6
N. 8-32 4,166 63 12 21 4,5 3,4 6 3 -UNC8
N. 10-24 4,826 70 13 25 6 4,9 8 3 -UNC10
1/4-20 6,35 80 15 30 7 5,5 8 3 -UNC1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2226302
THL
5/16-18 7,938 90 18 - 6 4,9 8 3 -UNC5/16
3/8-16 9,525 100 20 - 7 5,5 8 3 -UNC3/8
1/2-13 12,7 110 23 - 9 7 10 4 -UNC1/2
5/8-11 15,875 110 25 - 12 9 12 4 -UNC5/8
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
UNCASME B1

35Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2221342
THL
1/4-20 6,35 80 15 30 7 5,5 8 3 -UNC1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2226342
THL
5/16-18 7,938 90 18 - 6 4,9 8 3 -UNC5/16
3/8-16 9,525 100 20 - 7 5,5 8 3 -UNC3/8
1/2-13 12,7 110 23 - 9 7 10 4 -UNC1/2
5/8-11 15,875 110 25 - 12 9 12 4 -UNC5/8
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
UNCASME B1

36
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 5.2 6.1-3 7.2-3.2
~DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2251302
THL
N. 2-56 2,184 45 4 8,4 2,8 2,1 5 3 -UNC2
N. 4-40 2,845 56 6 11 3,5 2,7 6 3 -UNC4
N. 6-32 3,505 56 6,5 13,7 4 3 6 3 -UNC6
N. 8-32 4,166 63 7 17,8 4,5 3,4 6 3 -UNC8
N. 10-24 4,826 70 8 20,7 6 4,9 8 3 -UNC10
1/4-20 6,35 80 10 27,3 7 5,5 8 3 -UNC1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2256302
THL
5/16-18 7,938 90 13 - 6 4,9 8 3 -UNC5/16
3/8-16 9,525 100 15 - 7 5,5 8 3 -UNC3/8
1/2-13 12,7 110 18 - 9 7 10 4 -UNC1/2
5/8-11 15,875 110 20 - 12 9 12 4 -UNC5/8
d1 d2
a
l2 l4l3
l1
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
UNCASME B1

37Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
~DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2251312
THL
1/4-20 6,35 80 10 27,3 7 5,5 8 3 -UNC1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2256312
THL
5/16-18 7,938 90 13 - 6 4,9 8 3 -UNC5/16
3/8-16 9,525 100 15 - 7 5,5 8 3 -UNC3/8
1/2-13 12,7 110 18 - 9 7 10 4 -UNC1/2
5/8-11 15,875 110 20 - 12 9 12 4 -UNC5/8
3/4-10 19,05 125 25 - 14 11 14 4 -UNC3/4
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
UNCASME B1

38
Informazioni sui prodotti
Programma Prototex ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2321302
THL
N. 4-48 2,845 56 9 18 3,5 2,7 6 3 -UNF4
N. 6-40 3,505 56 11 20 4 3 6 3 -UNF6
N. 8-36 4,166 63 12 21 4,5 3,4 6 3 -UNF8
N. 10-32 4,826 70 13 25 6 4,9 8 3 -UNF10
1/4-28 6,35 80 15 30 7 5,5 8 3 -UNF1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2326302
THL
5/16-24 7,938 90 18 - 6 4,9 8 3 -UNF5/16
3/8-24 9,525 100 20 - 7 5,5 8 3 -UNF3/8
1/2-20 12,7 100 21 - 9 7 10 4 -UNF1/2
5/8-18 15,875 100 21 - 12 9 12 4 -UNF5/8
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
UNFASME B1

39Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2321342
THL
1/4-28 6,35 80 15 30 7 5,5 8 3 -UNF1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2326342
THL
5/16-24 7,938 90 18 - 6 4,9 8 3 -UNF5/16
3/8-24 9,525 100 20 - 7 5,5 8 3 -UNF3/8
1/2-20 12,7 100 21 - 9 7 10 4 -UNF1/2
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
UNFASME B1

40
Informazioni sui prodotti
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 5.2 6.1-3 7.2-3.2
~DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2351302
THL
N. 4-48 2,845 56 6 11 3,5 2,7 6 3 -UNF4
N. 6-40 3,505 56 6,5 13,1 4 3 6 3 -UNF6
N. 8-36 4,166 63 7 17,4 4,5 3,4 6 3 -UNF8
N. 10-32 4,826 70 8 20,7 6 4,9 8 3 -UNF10
1/4-28 6,35 80 10 25,9 7 5,5 8 3 -UNF1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2356302
THL
5/16-24 7,938 90 13 - 6 4,9 8 3 -UNF5/16
3/8-24 9,525 100 15 - 7 5,5 8 3 -UNF3/8
1/2-20 12,7 100 13 - 9 7 10 4 -UNF1/2
5/8-18 15,875 100 15 - 12 9 12 4 -UNF5/8
d1 d2
a
l2 l4l3
l1
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
UNFASME B1

41Foratura e filettatura
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
~DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2351312
THL
1/4-28 6,35 80 10 25,9 7 5,5 8 3 -UNF1/4
DIn 2184-1 2B
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2356312
THL
5/16-24 7,938 90 13 - 6 4,9 8 3 -UNF5/16
3/8-24 9,525 100 15 - 7 5,5 8 3 -UNF3/8
1/2-20 12,7 100 13 - 9 7 10 4 -UNF1/2
5/8-18 15,875 100 15 - 12 9 12 4 -UNF5/8
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
UNFASME B1

42
Informazioni sui prodotti
Programma Prototex ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 5156 g-X
d1-P Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2426302
THL
G 1/8 9,728 28 90 20 7 5,5 8 3 -G1/8
G 1/4 13,157 19 100 21 11 9 12 4 -G1/4
G 3/8 16,662 19 100 21 12 9 12 4 -G3/8
G 1/2 20,955 14 125 24 16 12 15 4 -G1/2
G 5/8 22,911 14 125 24 18 14,5 17 4 -G5/8
G 3/4 26,441 14 140 26 20 16 19 5 -G3/4
G 1 33,249 11 160 28 25 20 23 5 -G1
HSS-E�PM B= 3,5 RH
N/mm2
1350/42 HRC
500��
3,5 x d1
Dry
GDIN EN�ISO 228

43Foratura e filettatura
Programma Paradur ECo-HT
1.2-6.1 2.1-4 3.1-5 6.1-3 7.2-3.2
DIn 5156 g-X
d1 Nom
d1
mm
l1 js16 mm
l2
mm
l3 ±1 mm
d2 h9 mm
a h12 mm
l4
mm
N Codice E2456302
THL
G 1/8 9,728 28 90 12 7 5,5 8 3 -G1/8
G 1/4 13,157 19 100 15 11 9 12 4 -G1/4
G 3/8 16,662 19 100 15 12 9 12 4 -G3/8
G 1/2 20,955 14 125 18 16 12 15 4 -G1/2
G 5/8 22,911 14 125 18 18 14,5 17 4 -G5/8
G 3/4 26,441 14 140 20 20 16 19 5 -G3/4
G 1 33,249 11 160 22 25 20 23 5 -G1
d1 d2
a
l2 l4l1
HSS-E�PM C = 2-3
R45RH
N/mm2
1250/38 HRC
500��
3 x d1
Dry
GDIN EN�ISO 228

44
Informazioni sulla filettatura
Tipi di filetto secondo DIn 202
Denominazione Profilo (schema) Lettera di riferimento
Esempi di abbreviazione
Dimensioni nominali secondo la norma Applicazione
Filettatura metrica ISO (singola e a più principi)
M M 0,8 da 0,3 mm a 0,9 mm da DIN 14-1 a DIN 14-4
Per orologeria e lavorazioni meccaniche di alta precisione
M 8 da 1 mm a 68 mm DIN 13-1 Generica (filettatura regolare)
M 24 x 4 P 2 DIN 13,52
M 6 x 0,75 M 8 x 1 – LH
1 mm - 1.000 mm da DIN 13-2 a DIN 13-11
Generica, quando il passo della filettatura regolare è troppo grande (filettatura fine)
M 24 x 4 P DIN 13-52
M 64 x 4 64 mm e 76 mm DIN 6630 Collegamento esterno per raccordi filettati
M 30 x 2 – 4H5H da 1,4 mm a 355 mm da LN 9163-1 a LN 9163-7 LN 9163-10 e LN 9163-11
Per l'industria aerospaziale
Filettatura metrica ISO, filettatura di attacco per elementi filettati
EG M EG M 20 da 2 mm a 52 mm DIN 8140-2 Filettatura di attacco (filettatura regolare e fine) per elementi filettati in filo
Filettatura di viti unificata UNC UNF
N. 6 (0.138) - 32 UNC-2A
ASME B1.1 USA Regno Unito
¼ - 20 UNC-2A o 0.250 - 20 UNC-2A
ASME B1.1 BS 1580
USA Regno Unito
Filettatura cilindrica per tubi per giunzioni con filetto non a tenuta
G G 1 ½ A G 1 ½ B
da 1/16 a 6 DIN EN ISO 228-1 Filettatura esterna per tubi, giunzioni di tubi e rubinetteria
G 1 ½ Filettatura interna per tubi, giunzioni di tubi e rubinetteria
G ¾ ¾, 1, 2 DIN 6630 Filettatura esterna per raccordi filettati
UNJCEG-UNCUNC
BSW
NPSM
Pg
Tr
G
MMJEG M
80°
D D1
P
60° P
D1
P
DD1
55°
60°
DD1
P
55°
DD1
P
60°
D
P
D1
D
P
D1
30°
D
UNJCEG-UNCUNC
BSW
NPSM
Pg
Tr
G
MMJEG M
80°
D D1
P
60° P
D1
P
DD1
55°
60°
DD1
P
55°
DD1
P
60°
D
P
D1
D
P
D1
30°
D
UNJCEG-UNCUNC
BSW
NPSM
Pg
Tr
G
MMJEG M
80°
D D1
P
60° P
D1
P
DD1
55°
60°
DD1
P
55°
DD1
P
60°
D
P
D1
D
P
D1
30°
D
La tabella seguente presenta una panoramica sui principali tipi di filetto. (Estratto da DIN 202)

45Foratura e filettatura
Denominazione Profilo (schema) Lettera di riferimento
Esempi di abbreviazione
Dimensioni nominali secondo la norma Applicazione
Filettatura metrica ISO (singola e a più principi)
M M 0,8 da 0,3 mm a 0,9 mm da DIN 14-1 a DIN 14-4
Per orologeria e lavorazioni meccaniche di alta precisione
M 8 da 1 mm a 68 mm DIN 13-1 Generica (filettatura regolare)
M 24 x 4 P 2 DIN 13,52
M 6 x 0,75 M 8 x 1 – LH
1 mm - 1.000 mm da DIN 13-2 a DIN 13-11
Generica, quando il passo della filettatura regolare è troppo grande (filettatura fine)
M 24 x 4 P DIN 13-52
M 64 x 4 64 mm e 76 mm DIN 6630 Collegamento esterno per raccordi filettati
M 30 x 2 – 4H5H da 1,4 mm a 355 mm da LN 9163-1 a LN 9163-7 LN 9163-10 e LN 9163-11
Per l'industria aerospaziale
Filettatura metrica ISO, filettatura di attacco per elementi filettati
EG M EG M 20 da 2 mm a 52 mm DIN 8140-2 Filettatura di attacco (filettatura regolare e fine) per elementi filettati in filo
Filettatura di viti unificata UNC UNF
N. 6 (0.138) - 32 UNC-2A
ASME B1.1 USA Regno Unito
¼ - 20 UNC-2A o 0.250 - 20 UNC-2A
ASME B1.1 BS 1580
USA Regno Unito
Filettatura cilindrica per tubi per giunzioni con filetto non a tenuta
G G 1 ½ A G 1 ½ B
da 1/16 a 6 DIN EN ISO 228-1 Filettatura esterna per tubi, giunzioni di tubi e rubinetteria
G 1 ½ Filettatura interna per tubi, giunzioni di tubi e rubinetteria
G ¾ ¾, 1, 2 DIN 6630 Filettatura esterna per raccordi filettati

46
Informazioni sulla filettatura
Rappresentazione grafica delle posizioni di tolleranza
Esempio di m
aschio rullatore 6HX:
Il valore del diametro m
edio del maschio rullatore è notevolm
ente superiore rispetto a quello del m
aschio filettatore. Inoltre si trova nella posizione X.
Esempio di m
aschio filettatore 6H:
Il diametro m
edio intermedio per il m
aschio filettatore si trova all'incirca nel terzo inferiore della tolleranza del filetto interno.
vALo
RI D
I ToLLER
An
zA s
ECon
Do
DIn
13 PAR
TE 15
4H3B
6H2B
5H
t
0,1t
d2
0,3t
0,5t
0,7t
0,2t
0,2t
0,2t
0,5t
0,7t
0,1t0,1t
0,3t
0,5t
0,9t 1,15t 0,2t5G
6G
1B
8B
4G
0,6t
0,4t
7H
8H
ISO1/4H
3B
4HX
3B TINI
6HX
2B TINI
6GX
4HX
3BX
6HX
2BX
6GX
7GX
ISO2/6H2B
7G1B
ISO3/6G
Filetto interno 4H
...8H
Filetto interno 4G
...8G
Maschio rullatore 6H
X
Maschio filettatore 6H
Filetto interno M
aschio filettatore M
aschio filettatore con dimensioni tipiche
Maschio rullatore
d2 =
Diametro m
edio del profilo principalet =
Valore di tolleranza secondo DIN 13 parte 15 AN
SI/ASME B1.1

47Foratura e filettatura
Dal grafico (pag. 46) si può notare come sia possibile creare un filetto interno 6H con un maschio filetta-tore 6G e, in teoria, perfino con un 7G. Il maschio filettatore 6G si trova esattamente al centro della tolleranza del filetto interno 6H. In questo caso, però, il minimo spostamento assiale o radiale del taglio produrrebbe subito dei pezzi di scarto.
I maschi filettatori concepiti per materiali estremamente tenaci, sono parzialmente nella posizione X. In base al grafico, per Walter Prototyp questo significa un aumento di mezza posizione di tolleranza. Alcuni esempi sono i maschi filettatori INOX o i maschi filettatori ECO-HT per acciai ad alta resistenza. Le leghe di titanio e nichel ad alta resistenza tendono a ritornare
L'abbreviazione per la classe di tolleranza corrisponde al campo di tolleranza della filettatura interna per la quale il maschio filettatore viene prevalentemente applicato. Pertanto, non in tutte le applicazioni è uguale al campo di tolleranza della filettatura interna realizzata.
elasticamente perfino nella maschia-tura ad asportazione, pertanto anche i maschi filettatori per Ti o Ni vengono prodotti in posizione X.
Se si lavorano materiali abrasivi come ad es. la ghisa grigia e lo sfasamento del taglio non rappresenta un problema, è anche sensato produrre gli utensili in posizione X. Un esempio di questo è il nostro maschio filettatore Paradur ECO-CI. Tramite la posizione X si prolunga la durata utile (ci vuole più tempo prima che il lato passa del calibro non si possa più avvitare).
Fare attenzione:la posizione X non è definita da nessuna normativa. A seconda dei produttori, la definizione delle dimensioni può essere diversa.
Classi di tolleranza secondo DIn/Iso
Classe di tolleranza del maschio filettatore
Campo di tolleranza del filetto interno da tagliare
Denominazione secondo DIN
Denominazione secondo DIN
4H ISO 1 4H 5H – – –
6H ISO 2 4G 5G 6H – –
6G ISO 3 – – 6G 7H 8H
7G – – – – 7G 8G

48
Informazioni sulla filettatura
Tipi base di maschi filettatori per foro cieco
FoRo CIECo – MATERIALI A TRUCIoLo CoRTo
I maschi filettatori con scanalatura rettilinea non evacuano il truciolo. Pertanto si possono impiegare solo per materiali a truciolo corto o per filettature corte.
Impiego per filettature di fori ciechi e fori passanti.
FoRo CIECo – MATERIALI A TRUCIoLo LUngo
I maschi filettatori con elica destrorsa convogliano il truciolo in direzione del codolo. Quanto più tenace o a truciolo lungo è il materiale da lavorare, e quanto più profonda è la filettatura, tanto mag-giore sarà l'angolo di spirale necessario.
Impiego per filettatura di fori ciechi in materiali a truciolo lungo.

49Foratura e filettatura
Tipi base di maschi filettatori per foro passante
FoRo PAssAnTE – EvACUAzIonE TRUCIoLo In DIREzIonE DI AvAnzAMEnTo
I maschi filettatori con imbocco corretto (forma B) o con elica sinistrorsa evacuano il truciolo in avanti, in direzione di avanzamento.
Impiego per filettatura di fori passanti in materiali a truciolo lungo.
FoRo PAssAnTE – MATERIALI A TRUCIoLo LUngo
I maschi filettatori con imbocco corretto (forma B) o con elica sinist-rorsa evacuano il truciolo in avanti, in direzione di avanzamento.
Impiego per filettatura di fori passanti in materiali a truciolo lungo.

50
Informazioni sulla filettatura
Forme degli imbocchi dei maschi filettatori
Forma Numero dei principi all'imbocco Esecuzione delle scanalature per trucioli
Applicazione prevalentemente per
A 6 - 8 principi Scanalatura rettilinea
Fori passanti in materiali a truciolo medio o lungo
B 3,5 - 5 principi Scanalatura rettilinea con imbocco corretto
Fori passanti in materiali a truciolo medio o lungo
C 2 - 3 principi Scanalatura rettilinea o a spirale
Fori ciechi in materi-ali a truciolo lungo e medio e fori passanti in materiali a truciolo corto
D 3,5 - 5 principi Scanalatura rettilinea o a spirale
Fori ciechi con uscita filettatura lunga e fori passanti
E 1,5 - 2 principi Scanalatura rettilinea o a spirale
Fori ciechi con uscita filettatura molto corta
6 – 8 Gänge6 – 8 Gänge6 – 8 Gänge6 – 8 Gänge6 – 8 Gänge
Fare attenzione:
Gli imbocchi più lunghi riducono il carico sullo spigolo tagliente, –un fattore tanto più importante quando aumenta la resistenza del materialeGli imbocchi più lunghi richiedono un momento torcente superiore –Gli imbocchi più lunghi richiedono un tempo ciclo leggermente superiore, –a causa della corsa più lunga

51Foratura e filettatura
sezioni di truciolo delle forme degli imbocchi
FILETTATURA PAssAnTE PER MATERIALI A TRUCIoLo LUngo E CoRTo
· Momento torcente elevato· Sezione di truciolo ridotta· Carico ridotto sui denti dell'imbocco
FoRMA B
5°
23°
serie di denti
5 4 3 2 1
Imbo
cco
4-5
prin
cipi
1° settore2° settore3° settore

52
Informazioni sulla filettatura
sezioni di truciolo delle forme degli imbocchi
FoRMA E
5°
23°
2
1serie di denti
Imbo
cco
2-3
prin
cipi
1° settore2° settore3° settore
FILETTATURA DI FoRI CIECHI In MATERIALI A TRUCIoLo LUngo
· Momento torcente ridotto· Grande sezione di truciolo· Carico elevato sui denti dell'imbocco

53Foratura e filettatura
L'angolo di spoglia inferiore dell'imbocco
I maschi filettatori per fori ciechi hanno un angolo di spoglia inferiore dell'imbocco minore, perché devono tagliare la radice del truciolo in fase di inversione della rotazione.
I maschi filettatori per fori passanti (imbocco corretto) hanno un angolo di spoglia inferiore dell'imbocco maggiore rispetto ai maschi filettatori per fori ciechi.
Grazie al grande angolo di spoglia inferiore dell'imbocco, un maschio filet-tatore con imbocco corretto dovrebbe tagliare completamente il foro passante.
Esempi:
Possibilità di usare un maschio filettato-re per fori passanti, ma solo con angolo di spoglia inferiore dell'imbocco ridotto, perché la radice del truciolo deve essere tagliata.
Necessaria lavorazione successiva.
Necessario un maschio filettatore per fori ciechi, perché il truciolo deve essere convogliato in direzione opposta a quella di avanzamento.
Non sono necessarie lavorazioni successive.

54
Informazioni sulla filettatura
L'angolo di spoglia inferiore di filettatura
Un maschio filettatore dovrebbe avvitarsi con facilità nel filetto precedentemente tagliato, senza raschiare. Se ciò non è possibile, occorre scegliere un tipo di utensile con un angolo di spoglia inferiore più grande.
Ang
olo
di s
pogl
ia
infe
rior
e de
i fia
nchi
Paradur WSH, Paradur WTHPrototex H, Paradur NPrototex INOX, Paradur INOXPrototex ECO-HT, Paradur ECO-HTPrototex Synchrospeed, Paradur Synchrospeed

55Foratura e filettatura
Processo di maschiatura di filetti in foro cieco
L'inversione del senso di rotazione è già iniziata. I trucioli creati in precedenza dapprima rimangono fermi. Il momento torcente di contraccolpo in questo punto è pari all'incirca a zero.
Il maschio filettatore si trova ancora all'interno del foro e si arresta. Al momento dell'arresto, tutti i taglienti nell'imbocco sono ancora in fase di taglio del truciolo!
I trucioli toccano il lato posteriore del settore di taglio seguente. Qui improvvisamente aumenta il momento torcente di contraccolpo. Ora il truciolo deve essere tagliato. Poiché l'imbocco del maschio filettatore ha un angolo di spoglia inferiore e inoltre, durante la rotazione in senso inverso, l'imbocco conico esce dal filetto in direzione assiale, il truciolo inevitabilmente non può più essere raccolto direttamente alla sua radice. Pertanto è necessaria una certa stabilità (spes-sore) del truciolo. Di conseguenza non è possibile utilizzare i maschi filettatori con imbocco lungo, a causa del maggiore angolo di imbocco nella lavorazione dei fori ciechi. Se vengono utilizzati comunque, sussiste il rischio che il truciolo troppo sottile non venga tagliato, ma semplicemente spostato, e che si incastri poi tra l'imbocco e il filetto. Questo può comportare rotture nell'imbocco e, in casi estremi, la rottura del maschio filettatore.
Il truciolo è stato tagliato e il momento torcente di contraccolpo si riduce all'attrito tra la sezione di guida e il filetto tagliato.

56
Informazioni sulla filettatura
Processo di maschiatura di filetti in foro cieco
Fare attenzione:
Il taglio del truciolo nella filettatura di fori ciechi è un'operazione problematica. Se il truciolo diventa troppo sottile, ruota solo su se stesso, ma poi non è più possibile tagliarlo e viene schiacciato tra il componente e l'angolo di spoglia superiore dell'imbocco. Pertanto, gli imbocchi lunghi (forma A, forma D o forma B) e i grandi angoli di spoglia inferiore dell'imbocco non sono adatti per la filettatura di fori ciechi!
AnDAMEnTo DEL MoMEnTo ToRCEnTE nEL PRoCEsso DI MAsCHIATURA DI FILETTI In FoRo CIECo
Penetrazione dell'imbocco: forte aumento del momento torcente
Il mandrino ha raggiunto un numero di giri pari a zero, inizia l'inversione della rotazione
Primo contatto del truciolo residuo con la parte posteriore del settore di taglio seguente
Taglio del truciolo residuo
Rallentamento del mandrino
Lieve aumento a causa dell'attrito supplementare nella sezione di guida
Momento di attrito nella sezione di guida del maschio filettatore nell'inversione della rotazione
Tempo
Md

57Foratura e filettatura
www.walter-tools.com
veloce, affidabile, versatile, Toolshop. Nel nostro Toolshop è a vostra disposizione 24 ore su 24 il nostro assortimento completo di utensili standard dei nostri marchi specializzati Walter, Walter Titex e Walter Prototyp. In modo facile, veloce e sempre aggiornato. Lasciatevi conquistare dal Toolshop.
Esigete il meglio. Date forma alle vostre idee. Entrate nel nuovo mondo Walter.

58
Informazioni sulla filettatura
Particolarità della maschiatura ad asportazione
FILETTATURA DI FoRI CIECHI PRoFonDI E soTToQUoTA
FILETTATURA In CAso DI PREFoRI DI MAsCHIATURA MoLTo PIù PRoFonDI DELLA PARTE FILETTATA
Se possibile, utilizzare maschi filettatori a scanala- –tura rettilinea con adduzione assiale del refrigeran-te oppure maschi filettatori rivestiti con petto di truciolatura non rivestito:· Paradur HT
Per acciai da costruzione e acciai al carbonio da –500 a 850 N/mm², utilizzare maschi filettatori con geometria di taglio speciale:· Paradur Short Chip Soft
Per acciai inossidabili raccomandiamo la rullatura –(preferibilmente con olio) o l'impiego di maschi filettatori a spirale:· Rullatura: Protodyn S ECO-INOX· Maschiatura: Paradur ECO-HT
Utilizzare un maschio filettatore con imbocco –corretto modificato:
· Ridurre la spoglia dell'imbocco al valore di un maschio filettatore per fori ciechi
· Accorciare la lunghezza imbocco a 3 principi circa
vantaggio: maggiore durata utile rispetto alla maschiatura di fori ciechi
svantaggio: i trucioli rimangono all'interno del foro

59Foratura e filettatura
UsCITA FILETTo oBLIQUA
Utilizzare maschi filettatori con sezione di guida il –più possibile lunga e operare in condizioni di massima stabilità· Le inclinazioni fino a 30° sono relativamente prive di problemi
Alternativa: fresatura del filetto –

60
Informazioni sulla filettatura
Indicazioni generali sul preforo di maschiatura
sicurezza ~2 principi
Imbocco ~3 principi
Profondità del filetto
Profondità del foro
Profondità del foro ≥ profondità utile del filetto + lunghezza imbocco + distanza di sicurezza
Formula: diametro foro = diametro nominale - passo
PRoFonDITà DEL PREFoRo PER MAsCHIATURA AD AsPoRTAzIonE / RULLATURA
DIAMETRo DEL PREFoRo nELLA MAsCHIATURA AD AsPoRTAzIonE
Fare attenzione:
In caso di foro cieco tenere conto dell'eventuale punta (centro intero o centro ridotto) dell'utensile di maschiatura.
Esempio: maschiatura M10Diametro del foro = 10,0 mm - 1,5 mm = 8,5 mm

61Foratura e filettatura
Formula: diametro foro = diametro nominale - 0,45 x passo
InDICAzIonI sPECIALI sULLA RULLATURA
Il diametro del nucleo della filettatura viene creato dal maschio rullatore –e dipende dalla scorrevolezza del materiale formato.Dopo la rullatura, il diametro del nucleo deve essere compreso entro i –limiti indicati a pagina 80.Il valore di riferimento per la preforatura è indicato su ogni maschio –rullatore Walter Prototyp. Le seguenti tolleranze, relative a questo valore di riferimento, devono essere rispettate:
Dopo la rullatura è assolutamente necessario controllare il diametro del nucleo! A pagina 64 e 65 sono riportate indicazioni sulla calibratura dei filetti.
Esempio: rullatura M10Diametro del foro = 10,0 mm - 0,45 x 1,5 mm = 10,0 mm - 0,675 mm = 9,325 mm = 9,3 mm
Passo Tolleranza
≤ 0,3 mm ± 0,01 mm
da > 0,3 mm a < 0,5 mm ± 0,02 mm
da ≥ 0,5 mm a < 1 mm ± 0,03 mm
≥ 1 mm ± 0,05 mm

62
Informazioni sulla filettatura
Raffreddamento e lubrificazioneGr
uppo
di
mat
eria
li
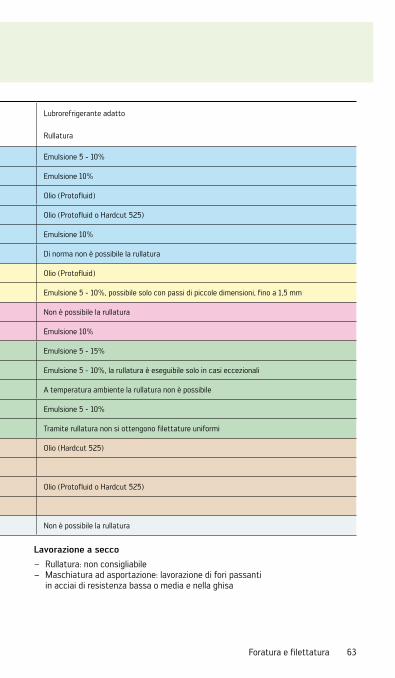
MaterialeLubrorefrigerante adatto Lubrorefrigerante adatto
Maschiatura ad asportazione Rullatura
P
Acciaio Emulsione 5% Emulsione 5 - 10%
Acciaio 850 - 1.200 N/mm²Emulsione 5-10% Emulsione 10%
Olio (Protofluid)
Acciaio 1.200 - 1.400 N/mm²Emulsione 10% Olio (Protofluid o Hardcut 525)
Olio (Protofluid) Emulsione 10%
Acciaio 1.400 - 1.600 N/mm²corrispondente a 44 - 49 HRC Olio (Protofluid o Hardcut 525) Di norma non è possibile la rullatura
M Acciaio inossidabileEmulsione 5-10% Olio (Protofluid)
Olio (Protofluid) Emulsione 5 - 10%, possibile solo con passi di piccole dimensioni, fino a 1,5 mm
KGhisa grigia GG Emulsione 5% Non è possibile la rullatura
Ghisa a grafite sferoidale GGG Emulsione 5% Emulsione 10%
N
Alluminio fino a max 12% Si Emulsione 5-10% Emulsione 5 - 15%
Alluminio superiore a 12% Si Emulsione 5-10% Emulsione 5 - 10%, la rullatura è eseguibile solo in casi eccezionali
Magnesio Olio (Protofluid) A temperatura ambiente la rullatura non è possibile
Rame Emulsione 5-10% Emulsione 5 - 10%
Materiali plastici Emulsione 5% Tramite rullatura non si ottengono filettature uniformi
S
Leghe di titanioOlio (Protofluid o Hardcut 525) Olio (Hardcut 525)
Emulsione 10%
Leghe di nichelOlio (Protofluid o Hardcut 525) Olio (Protofluid o Hardcut 525)
Emulsione 10%
H Acciaio >49 HRC Olio (Hardcut 525) possibile solo con utensili in metallo duro Non è possibile la rullatura
Lubrificazione minima MMs
La maggior parte dei materiali in acciaio, in Al e in Cu sono lavorabili con MMS – (maschiatura ad asportazione e rullatura)Con profondità del filetto >1,5 x d utilizzare adduzione di MMS interna –Quantità di olio: da 5 a 20 ml/h –L'MMS non è consigliabile per l'acciaio > 1.200 N/mm², per l'acciaio inossidabile e –per le leghe di titanio e nichel.
63Foratura e filettatura
Grup
po d
i m
ater
iali
MaterialeLubrorefrigerante adatto Lubrorefrigerante adatto
Maschiatura ad asportazione Rullatura
P
Acciaio Emulsione 5% Emulsione 5 - 10%
Acciaio 850 - 1.200 N/mm²Emulsione 5-10% Emulsione 10%
Olio (Protofluid)
Acciaio 1.200 - 1.400 N/mm²Emulsione 10% Olio (Protofluid o Hardcut 525)
Olio (Protofluid) Emulsione 10%
Acciaio 1.400 - 1.600 N/mm²corrispondente a 44 - 49 HRC Olio (Protofluid o Hardcut 525) Di norma non è possibile la rullatura
M Acciaio inossidabileEmulsione 5-10% Olio (Protofluid)
Olio (Protofluid) Emulsione 5 - 10%, possibile solo con passi di piccole dimensioni, fino a 1,5 mm
KGhisa grigia GG Emulsione 5% Non è possibile la rullatura
Ghisa a grafite sferoidale GGG Emulsione 5% Emulsione 10%
N
Alluminio fino a max 12% Si Emulsione 5-10% Emulsione 5 - 15%
Alluminio superiore a 12% Si Emulsione 5-10% Emulsione 5 - 10%, la rullatura è eseguibile solo in casi eccezionali
Magnesio Olio (Protofluid) A temperatura ambiente la rullatura non è possibile
Rame Emulsione 5-10% Emulsione 5 - 10%
Materiali plastici Emulsione 5% Tramite rullatura non si ottengono filettature uniformi
S
Leghe di titanioOlio (Protofluid o Hardcut 525) Olio (Hardcut 525)
Emulsione 10%
Leghe di nichelOlio (Protofluid o Hardcut 525) Olio (Protofluid o Hardcut 525)
Emulsione 10%
H Acciaio >49 HRC Olio (Hardcut 525) possibile solo con utensili in metallo duro Non è possibile la rullatura
Lavorazione a secco
Rullatura: non consigliabile –Maschiatura ad asportazione: lavorazione di fori passanti –in acciai di resistenza bassa o media e nella ghisa

64
Informazioni sulla filettatura
Calibratura di filettature interne
I calibri vengono utilizzati per verificare le dimensioni dei filetti dopo la maschiatura ad asportazione o la rullatura.
TAMPonE non PAssA DEL CALIBRo PER FILETTI (LATo non PAssA DEL CALIBRo)
Verifica se il diametro medio della –filettatura interna del pezzo in lavorazione supera la quota massima prescritta.
Il lato non passa del calibro non deve –potersi avvitare manualmente, senza impiegare particolare forza, per più di due giri nel filetto del pezzo, da entrambi i lati.
In caso di filettatura del pezzo con –meno di tre giri, non deve essere possibile avvitare completamente il tampone non passa.
TAMPonE PAssA DEL CALIBRo PER FILETTI (LATo PAssA DEL CALIBRo)
Diametro medio
Verifica che siano rispettate le –dimensioni minime del diametro medio, comprese le differenze di forma, di rotondità e di linearità dell'asse del filetto.
Controlla le dimensioni minime del –diametro esterno e se la lunghezza del segmento laterale è sufficiente.
Il tampone passa deve potersi –avvitare facilmente nel filetto realiz-zato per asportazione o per rullatura.
Impugnatura del calibroCorpo del calibro
passa per filettiCorpo del calibro non
passa per filetti

65Foratura e filettatura
LA FILETTATURA InTERnA vIEnE ConsIDERATA CALIBRATA QUAnDo vEngono soDDIsFATTE LE sEgUEnTI ConDIzIonI:
Il lato passa del calibro del filetto –deve avvitarsi facilmente fino in fondo. Il lato non passa del calibro del –filetto deve avvitarsi per 2 giri al massimo.
Il lato passa del calibro del nucleo –deve poter entrare facilmente.
Il lato non passa del calibro del –nucleo deve entrare al massimo fino al primo principio completo del filetto.
CALIBRI A TAMPonE PER IL DIAMETRo DEL nUCLEo
Diametro del nucleo
La calibratura del nucleo è particolar- –mente importante nella rullatura, perché il diametro del nucleo viene creato tramite il maschio rullatore.
Nella maschiatura ad asportazione il –diametro del nucleo può diventare troppo piccolo a causa della formazi-one di bave durante il processo di maschiatura.
Non deve essere possibile inserire il –tampone non passa da entrambi i lati per più di un principio intero del filetto.
Impugnatura del calibro Corpo del calibro passa
per il nucleo del filetto
Corpo del calibro non passa per il
nucleo del filetto

66
Informazioni sulla filettatura
Lavorazione sincrona
Per ridurre i tempi di processo nella maschiatura, si lavora sempre più frequentemente con numeri di giri più elevati e maggiori velocità di taglio (HSC). In particolare in caso di velocità di taglio elevate, è consigliabile la lavo-razione sincrona.
Walter Prototyp offre utensili ottimizzati specificatamente per questo tipo di pro-cesso, denominati synchrospeed. Gli utensili di questo gruppo si contraddis-tinguono per la spoglia estremamente elevata, la sezione filettata estrema-mente corta e i taglienti affilati.
Se i maschi Synchrospeed sono stati sviluppati in modo esclusivo per le condizioni di impiego sincrone, i maschi ECO possono essere impiegati a bassa velocità e a velocità normale.
Il presupposto per la maschiatura sincrona è una macchina che sincronizzi il movimento rotatorio del mandrino principale e il movimento di avanzamen-to. Nei centri di lavorazione moderni, normalmente questo rientra nella dotazione standard.
I maschi filettatori sincroni possono essere fissati sia in comuni mandrini con attacco Weldon sia in mandrini con pinze portautensili (possibilmente con trascinamento quadrato).Entrambi i tipi di fissaggio presentano uno svantaggio: non è possibile compen-sare le forze assiali che entrano in gioco.
Un'alternativa migliore è il mandrino per maschi Protoflex C con compensazione minima. Protoflex C è un mandrino per centri di lavorazione con comando sincrono. Garantisce una compensazi-one minima definita con precisione ed è armonizzato con la geometria degli utensili Synchrospeed.
Mandrino per maschiatura sincrona Protoflex C

67Foratura e filettatura
Qual è la particolarità di Protoflex C?
A differenza di tutti gli altri mandrini per maschi, Protoflex C si basa su un componente flessibile realizzato con precisione (“Flexor”) con elevata durezza elastica, che compensa le microdifferenze di posizione in direzione radiale e assiale. Il microcompensatore brevettato è prodotto in una lega spe-ciale sviluppata per la NASA. Al posto di questo componente, i comuni mandrini sincroni reperibili sul mercato utilizzano componenti in plastica, che con il tempo perdono la loro flessibilità e non possono quindi più assicurare questa microcompensazione.
Le forze di compressione sui fianchi del maschio vengono notevolmente ridotte utilizzando il mandrino Protoflex C, che consente:
una migliore qualità superficiale sui –fianchi della filettatura tagliatauna sicurezza di processo maggiore –grazie al minore rischio di rottura - in particolare per i maschi di dimensioni ridottemaggiore durata utile dei maschi –grazie al minore attritomassimo sfruttamento delle presta- –zioni della macchina
Flexor con compensazione minima

68
Informazioni sulla filettatura
Il processo di rullatura
vAnTAggI
Assenza di trucioli –· perché il filetto si ottiene per deformazione a freddo
Sono possibili filettature profonde –fino a 4 x d nell'impiego standard· nessun problema di evacuazione dei trucioli
Migliore superficie del filetto –· profondità di rugosità laterale decisamente minore rispetto alla maschiatura ad asportazione
Resistenza allo strappo superiore del –20% circa, con carico statico· mediante indurimento a freddo dei fianchi del filetto e del fondo del filetto
Resistenza a fatica più che –raddoppiata con carico dinamico· grazie all'indurimento a freddo e all'andamento ininterrotto delle fibre
Massima sicurezza di lavorazione –grazie all'elevata stabilità degli utensili · grande sezione del nucleo senza scanalature per i trucioli
Durata notevolmente superiore –rispetto ai maschi filettatori· profilo del filetto arrotondato senza taglienti
Impiego universale in un ampio –spettro di materiali· il 65% circa di tutti i materiali da lavorare nell'industria sono lavorabili tramite rullatura
Rullatura
Maschiatura ad asportazione

69Foratura e filettatura
Da tenere in considerazione:
Discontinuità / incompletezza –I nuclei e gli ingressi dei filetti formati in modo incompleto possono causare problemi nell'avvitamento automatico e nella pulitura dei filetti
Momento torcente superiore –Superiore del 30% circa rispetto alla maschiatura ad asportazione
2 3 4 6 8 12 16 20
Diametro d (mm)
Mom
ento
tor
cent
e (n
m)
300
250
200
150
100
50
0
Materiale: 42CrMo4 (1.025 N/mm²)
Profondità filettatura: 2,5 x d
Lubrorefrigerante: Emulsione 5%
Maschi rullatori
Maschi filettatori

70
Informazioni sulla filettatura
Il processo di fresatura del filetto
Possibilità di filettature con ingresso –o uscita inclinati
Andamento uniforme del movimento –· nessun cambio del senso di rotazione (non è necessaria l'inversione della rotazione)
· minore carico sul mandrino, quindi minore usura della macchina
Filettature precise fino al fondo –del filetto · perché le frese per filettare non hanno una sezione di imbocco, al contrario dei tradizionali maschi filettatori o maschi rullatori
· gli errori di taglio (spanatura) sono esclusi in caso di processo di fresatura
vAnTAggI
Impiego universale –· in quasi tutti i materiali a truciolo lungo o corto, acciai, acciai inossi-dabili, ghisa (GG e GGG), alluminio e leghe di AlSi, leghe di nichel e di titanio
Dimensioni di filetto differenti –· con un solo utensile è possibile creare filetti di dimensioni diverse con lo stesso passo filetto, perché la filettatura viene eseguita solo nel processo di fresatura
Le tolleranze di filettatura desiderate –· si possono ottenere con una sola fresa per filettare, perché la tol-leranza del filetto non si ottiene tramite l'utensile, ma esclusivamen-te tramite il processo di fresatura
Con un solo utensile –· filettature di fori ciechi e di fori passanti
· filettature a un principio o a più principi
· filettature destrorse e sinistrorse
Massima sicurezza di processo –· grazie ai trucioli corti (processo di fresatura) anche con materiali tenaci “problematici”
· la rottura dell'utensile non comporta immediatamente un prodotto di scarto, perché il diametro dell'utensile è sempre più piccolo del diametro del nucleo del filetto

71Foratura e filettatura
Fare attenzione:
Sono necessarie macchine utensili moderne con controllo CNC 3D –Tenere conto del diametro utensile (correzione del raggio) –Costi utensili maggiori rispetto ai maschi filettatori –Di norma, processo più lento rispetto alla maschiatura o alla rullatura –
Momenti torcenti bassi –· i filetti di grandi dimensioni si possono creare senza problemi anche su macchine con forza motrice ridotta
Dimensioni filetto
Mom
ento
tor
cent
e
Maschiatura
Fresatura per filettatura

72
Informazioni supplementari
Dati di lavorazione X·treme Plus
Materiale da lavorare Velocità di taglio vc (m/min) Avanzamento f (mm) per Ø (mm)
Gruppo mat. Denominazione Campo di lav.
Valore di riferimento 3-4 4-6 6-9 9-14 14-20
1.1.1 Acciai da taglio 160-230 190 0,10-0,15 0,14-0,22 0,2-0,32 0,29-0,42 0,38-0,51
1.1.2 Acciai dolci da costruzione fino a 550 N/mm² 160-230 190 0,10-0,14 0,13-0,21 0,19-0,3 0,27-0,39 0,35-0,48
1.1.3 Acciaio basso legato e acciaio fuso 550 - 700 N/mm² 140-210 171 0,09-0,13 0,12-0,19 0,18-0,28 0,25-0,36 0,33-0,44
1.2 Acciaio basso legato e acciaio fuso 700 - 1.000 N/mm² 120-170 143 0,08-0,12 0,11-0,18 0,16-0,26 0,23-0,33 0,3-0,41
1.3 Acciaio 1.000 - 1.300 N/mm² 100-140 114 0,07-0,10 0,09-0,15 0,14-0,21 0,19-0,28 0,25-0,34
1.4 Acciaio 1.300 - 1.600 N/mm² 60-90 72 0,04-0,06 0,05-0,09 0,08-0,13 0,12-0,17 0,15-0,21
1.5.1 Acciaio temprato 45 - 55 HRC 50-80 65 0,03-0,05 0,04-0,07 0,07-0,1 0,09-0,13 0,12-0,16
1.6.1 Acciaio per utensili non legato 100-140 114 0,07-0,11 0,1-0,16 0,15-0,24 0,21-0,3 0,28-0,38
1.6.2 Acciaio per utensili basso legato 100-140 114 0,07-0,1 0,1-0,16 0,14-0,22 0,2-0,29 0,26-0,36
1.6.3 Acciaio per utensili altolegato 70-100 82 0,06-0,09 0,08-0,13 0,12-0,19 0,17-0,25 0,23-0,31
1.7.1 Acciaio inossidabile ferritico, martensitico 40-60 47 0,06-0,09 0,08-0,13 0,12-0,19 0,17-0,25 0,23-0,31
1.7.2 Acciaio inossidabile austenitico, solforato 60-90 74 0,08-0,11 0,1-0,17 0,15-0,24 0,22-0,32 0,29-0,39
1.7.3 Acciaio inossidabile austenitico 40-60 47 0,04-0,06 0,06-0,09 0,09-0,14 0,12-0,18 0,16-0,22
1.7.4 Acciaio inossidabile temprato 40-60 47 0,04-0,06 0,06-0,09 0,09-0,14 0,12-0,18 0,16-0,22
2.1 Leghe di Ni e Co fino a 900 N/mm² 30-50 39 0,04-0,05 0,05-0,08 0,07-0,11 0,1-0,15 0,13-0,18
2.2 Leghe di Ni e Co 900 - 1.200 N/mm² 20-30 29 0,03-0,04 0,04-0,06 0,05-0,09 0,08-0,11 0,1-0,14
2.3 Leghe di Ni e Co superiori a 1.200 N/mm² 20-20 18 0,03-0,04 0,04-0,06 0,05-0,09 0,08-0,11 0,1-0,14
3.1 Ghisa GG10-GG20 120-180 148 0,13-0,19 0,17-0,28 0,26-0,41 0,37-0,53 0,48-0,65
3.2 Ghisa GG25 - GG40 100-150 124 0,13-0,19 0,17-0,28 0,26-0,41 0,37-0,53 0,48-0,65
3.3.1 Ghisa GGG40 - GGG50 130-180 152 0,13-0,19 0,17-0,28 0,26-0,41 0,37-0,53 0,48-0,65
3.3.2 Ghisa GGG60-GGG80 100-140 114 0,11-0,17 0,15-0,25 0,23-0,36 0,33-0,47 0,42-0,57
6.1 Titanio e leghe di titanio fino a 700 N/mm² 60-90 76 0,05-0,08 0,07-0,11 0,1-0,16 0,15-0,21 0,19-0,26
6.2 Leghe di titanio superiori a 700 N/mm² 50-80 66 0,04-0,06 0,06-0,09 0,09-0,14 0,12-0,18 0,16-0,22
I valori indicati sono validi per una profondità di foratura max di 3 x d.Oltre 5 x d occorre ridurre i dati del 5% circa.

73Foratura e filettatura
Materiale da lavorare Velocità di taglio vc (m/min) Avanzamento f (mm) per Ø (mm)
Gruppo mat. Denominazione Campo di lav.
Valore di riferimento 3-4 4-6 6-9 9-14 14-20
1.1.1 Acciai da taglio 160-230 190 0,10-0,15 0,14-0,22 0,2-0,32 0,29-0,42 0,38-0,51
1.1.2 Acciai dolci da costruzione fino a 550 N/mm² 160-230 190 0,10-0,14 0,13-0,21 0,19-0,3 0,27-0,39 0,35-0,48
1.1.3 Acciaio basso legato e acciaio fuso 550 - 700 N/mm² 140-210 171 0,09-0,13 0,12-0,19 0,18-0,28 0,25-0,36 0,33-0,44
1.2 Acciaio basso legato e acciaio fuso 700 - 1.000 N/mm² 120-170 143 0,08-0,12 0,11-0,18 0,16-0,26 0,23-0,33 0,3-0,41
1.3 Acciaio 1.000 - 1.300 N/mm² 100-140 114 0,07-0,10 0,09-0,15 0,14-0,21 0,19-0,28 0,25-0,34
1.4 Acciaio 1.300 - 1.600 N/mm² 60-90 72 0,04-0,06 0,05-0,09 0,08-0,13 0,12-0,17 0,15-0,21
1.5.1 Acciaio temprato 45 - 55 HRC 50-80 65 0,03-0,05 0,04-0,07 0,07-0,1 0,09-0,13 0,12-0,16
1.6.1 Acciaio per utensili non legato 100-140 114 0,07-0,11 0,1-0,16 0,15-0,24 0,21-0,3 0,28-0,38
1.6.2 Acciaio per utensili basso legato 100-140 114 0,07-0,1 0,1-0,16 0,14-0,22 0,2-0,29 0,26-0,36
1.6.3 Acciaio per utensili altolegato 70-100 82 0,06-0,09 0,08-0,13 0,12-0,19 0,17-0,25 0,23-0,31
1.7.1 Acciaio inossidabile ferritico, martensitico 40-60 47 0,06-0,09 0,08-0,13 0,12-0,19 0,17-0,25 0,23-0,31
1.7.2 Acciaio inossidabile austenitico, solforato 60-90 74 0,08-0,11 0,1-0,17 0,15-0,24 0,22-0,32 0,29-0,39
1.7.3 Acciaio inossidabile austenitico 40-60 47 0,04-0,06 0,06-0,09 0,09-0,14 0,12-0,18 0,16-0,22
1.7.4 Acciaio inossidabile temprato 40-60 47 0,04-0,06 0,06-0,09 0,09-0,14 0,12-0,18 0,16-0,22
2.1 Leghe di Ni e Co fino a 900 N/mm² 30-50 39 0,04-0,05 0,05-0,08 0,07-0,11 0,1-0,15 0,13-0,18
2.2 Leghe di Ni e Co 900 - 1.200 N/mm² 20-30 29 0,03-0,04 0,04-0,06 0,05-0,09 0,08-0,11 0,1-0,14
2.3 Leghe di Ni e Co superiori a 1.200 N/mm² 20-20 18 0,03-0,04 0,04-0,06 0,05-0,09 0,08-0,11 0,1-0,14
3.1 Ghisa GG10-GG20 120-180 148 0,13-0,19 0,17-0,28 0,26-0,41 0,37-0,53 0,48-0,65
3.2 Ghisa GG25 - GG40 100-150 124 0,13-0,19 0,17-0,28 0,26-0,41 0,37-0,53 0,48-0,65
3.3.1 Ghisa GGG40 - GGG50 130-180 152 0,13-0,19 0,17-0,28 0,26-0,41 0,37-0,53 0,48-0,65
3.3.2 Ghisa GGG60-GGG80 100-140 114 0,11-0,17 0,15-0,25 0,23-0,36 0,33-0,47 0,42-0,57
6.1 Titanio e leghe di titanio fino a 700 N/mm² 60-90 76 0,05-0,08 0,07-0,11 0,1-0,16 0,15-0,21 0,19-0,26
6.2 Leghe di titanio superiori a 700 N/mm² 50-80 66 0,04-0,06 0,06-0,09 0,09-0,14 0,12-0,18 0,16-0,22
Nella tabella sono indicati solo i materiali più importanti. Per parametri di taglio più accurati nonché per ulteriori tipi di materiali consultare il TEC+CCS.

74
Informazioni supplementari
Forza motrice X·treme Plus
2 4 6 8 10 12 14 16 18 20
Diametro d (mm)
Forz
a di
ava
nzam
ento
Fv
(kn
)
14
12
10
8
6
4
2
0
Acciaio da costruzioni (370 - 550 N/mm²)
Acciaio bonificato (700 - 1.000 N/mm²)
Acciaio ad alta resistenza (1.000 - 1.300 N/mm²)
Acciaio austenitico inossidabile
Ghisa (GG25 - GG35)
Ghisa (GGG40 - GGG50)
Tutti i dati si riferiscono ai dati di lavorazione raccomandati per i materiali.
2 4 6 8 10 12 14 16 18 20
Diametro d (mm)
Forz
a m
otri
ce P
(kn
)
35
30
25
20
15
10
5
0
Acciaio da costruzioni (370 - 550 N/mm²)
Acciaio bonificato (1.000 - 1.300 N/mm²)
Acciaio ad alta resistenza (1.000 - 1.300 N/mm²)
Acciaio austenitico inossidabile
Ghisa (GG25 - GG35)
Ghisa (GGG40 - GGG50)

75Foratura e filettatura
Dati di lavorazione maschio filettatore ECo-HT
Materiale da lavorare FPvc
(m/min)
FCvc
(m/min)
Gruppo materiale Denominazione THL THL
1. Acciaio 1.2 acciaio da costruzione e da cementazione E,M 40-50 25-35
1.3 acciaio al carbonio E,M 35-45 20-30
1.4 legato/bonificato E,O,M 25-35 15-25
1.5 legato/bonificato O,E 15-20 10-15
1.6.1 legato/bonificato O,E 10-12 7-10
2. Acciaio inossidabile resistente all'acido 2.1 solforato E,O,M 10-15 7-12
2.2 austenitico E,O,M 10-12 7-10
2.3 ferritico, austenitico e martensitico E,O,M 7-10 5-7
2.4 resistente alle alte temperature E,O,M 6-8 3-5
3. Ghisa 3.1 ghisa grigia E,D 20-30 15-20
3.2 ghisa grigia E,D 15-20 10-15
3.3 ghisa malleabile, ghisa a grafite sferoidale O,E,M 25-35 15-25
3.4 ghisa malleabile, ghisa a grafite sferoidale O,E,M 10-20 7-15
3.5 ghisa vermicolare E,D 10-15 7-12
6. Rame 6.1 rame puro E 15-20 10-15
6.2 ottone, bronzo, bronzo duro, a truciolo corto E 40-60 30-40
6.3 ottone a truciolo lungo, lega per lavorazione plastica E 30-40 20-30
7. Alluminio, magnesio 7.2 Al legato, Si<0,5%, leghe per lavorazione plastica e fusione E 50-60 35-45
7.3.1 Al legato, Si>=0,5%<4%, leghe per lavorazione plastica e fusione E 35-40 20-25
7.3.2 Al legato, Si>=4%<10%, leghe per lavorazione plastica e fusione E 30-35 20-25
E = EmulsioneO = OlioM = Lubrificazione minimaD = A secco / aria compressaFP = Foro passanteFC = Foro cieco
Per i dati di lavorazione consigliati per un determinato tipo di lavorazione, consultare il nostro programma elettronico TEC+CCS.

76
Informazioni supplementari
selezione utensili e catalogo elettronico TEC+CCs

77Foratura e filettatura
l sistema TEC+CCs dei marchi competenti Walter Titex e Walter Prototyp è diventato un software indispensabile per tanti esperti del settore in tutto il mondo, quando si tratta della scelta e dell'impiego economico di utensili per fresatura, foratura e maschiatura. Da oltre 15 anni TEC+CCs è uno strumento affidabile nel mondo della lavorazione ad asportazione di truciolo.
ordinate subito la versione attuale gratuita su CD-RoM.Per ulteriori informazioni consultate il sito www.walter-tools.com/service.
TEC+CCs offre le seguenti possibilità:
Utensili raccomandati e dati di –lavorazione in base all'indicazione del compito di lavorazioneCatalogo elettronico con dati di –lavorazioneInserimento e memorizzazione di –utensili speciali e indicazione dei relativi dati di lavorazione e di prestazioni (CCS)Scelta della punta per prefori di –maschiatura adatta tramite collega-mento diretto tra CCS e TEC
Modifica degli utensili, memorizzazio- –ne degli utensili e indicazione dei relativi dati di lavorazione e di presta-zioni (CCS)Procedure di ordinazione, prezzi netti, –indicazioni sull'economicità, genera-tore DXF per immagini utensili, uscita di programmi NC per la fresatura di filetti e molto altro …
TEC+CCs – il sistema elettronico per fresare, forare e maschiare in modo economico.
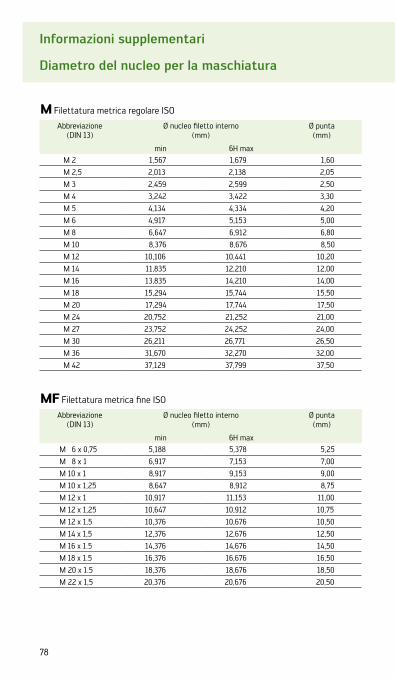
78
Informazioni supplementari
Diametro del nucleo per la maschiatura
M Filettatura metrica regolare ISO
Abbreviazione(DIN 13)
Ø nucleo filetto interno(mm)
Ø punta(mm)
min 6H max M 2 1,567 1,679 1,60
M 2,5 2,013 2,138 2,05
M 3 2,459 2,599 2,50
M 4 3,242 3,422 3,30
M 5 4,134 4,334 4,20
M 6 4,917 5,153 5,00
M 8 6,647 6,912 6,80
M 10 8,376 8,676 8,50
M 12 10,106 10,441 10,20
M 14 11,835 12,210 12,00
M 16 13,835 14,210 14,00
M 18 15,294 15,744 15,50
M 20 17,294 17,744 17,50
M 24 20,752 21,252 21,00
M 27 23,752 24,252 24,00
M 30 26,211 26,771 26,50
M 36 31,670 32,270 32,00
M 42 37,129 37,799 37,50
MF Filettatura metrica fine ISO
Abbreviazione(DIN 13)
Ø nucleo filetto interno(mm)
Ø punta(mm)
min 6H max M 6 x 0,75 5,188 5,378 5,25
M 8 x 1 6,917 7,153 7,00
M 10 x 1 8,917 9,153 9,00
M 10 x 1,25 8,647 8,912 8,75
M 12 x 1 10,917 11,153 11,00
M 12 x 1,25 10,647 10,912 10,75
M 12 x 1,5 10,376 10,676 10,50
M 14 x 1,5 12,376 12,676 12,50
M 16 x 1.5 14,376 14,676 14,50
M 18 x 1.5 16,376 16,676 16,50
M 20 x 1.5 18,376 18,676 18,50
M 22 x 1,5 20,376 20,676 20,50

79Foratura e filettatura
UNC Filettatura grossa unificata
Abbreviazione(ASME B 1.1)
Ø nucleo filetto interno(mm)
Ø punta(mm)
min 2B max N. 2-56 1,694 1,872 1,85
N. 4-40 2,156 2,385 2,35
N. 6-32 2,642 2,896 2,85
N. 8-32 3,302 3,531 3,50
N. 10-24 3,683 3,962 3,901/4 -20 4,976 5,268 5,105/16 -18 6,411 6,734 6,603/8 -16 7,805 8,164 8,001/2 -13 10,584 11,013 10,805/8 -11 13,376 13,868 13,503/4 -10 16,299 16,833 16,50
UNF Filettatura fine unificata
Abbreviazione(ASME B 1.1)
Ø nucleo filetto interno(mm)
Ø punta(mm)
min 2B max N. 4-48 2,271 2,459 2,40
N. 6-40 2,819 3,023 2,95
N. 8-36 3,404 3,607 3,50
N. 10-32 3,962 4,166 4,101/4 -28 5,367 5,580 5,505/16 -24 6,792 7,038 6,903/8 -24 8,379 8,626 8,501/2 -20 11,326 11,618 11,505/8 -18 14,348 14,671 14,50
G Filettatura per tubi
Abbreviazione(DIN EN ISO 228)
Ø nucleo filetto interno(mm)
Ø punta(mm)
min max G 1/8 8,566 8,848 8,80
G 1/4 11,445 11,890 11,80
G 3/8 14,950 15,395 15,25
G 1/2 18,632 19,173 19,00
G 5/8 20,588 21,129 21,00
G 3/4 24,118 24,659 24,50
G 1 30,292 30,932 30,75

80
Informazioni supplementari
Diametro del nucleo per la rullatura
M Filettatura metrica regolare ISO
Abbreviazione(DIN 13)
Ø nucleo filetto interno(DIN 13-50) (mm)
Ø preforo(mm)
min 7H max M 1,6 1,221 - 1,45
M 2 1,567 1,707 1,82
M 2,5 2,013 2,173 2,30
M 3 2,459 2,639 2,80
M 3,5 2,850 3,050 3,25
M 4 3,242 3,466 3,70
M 5 4,134 4,384 4,65
M 6 4,917 5,217 5,55
M 8 6,647 6,982 7,40
M 10 8,376 8,751 9,30
M 12 10,106 10,106 11,20
M 14 11,835 12,310 13,10
M 16 13,835 14,310 15,10
MF Filettatura metrica fine ISO
Abbreviazione(DIN 13)
Ø nucleo filetto interno(DIN 13-50) (mm)
Ø preforo(mm)
min 7H max M 6 x 0,75 5,188 5,424 5,65
M 8 x 1 6,917 7,217 7,55
M 10 x 1 8,917 9,217 9,55
M 12 x 1 10,917 11,217 11,55
M 12 x 1,5 10,376 10,751 11,30
M 14 x 1,5 12,376 12,751 13,30
M 16 x 1.5 14,376 14,751 15,30
Maschi rullatori Protodyn ECO plus – l'integrazione ideale per i maschi ad asportazione ECO-HT.

81Foratura e filettatura
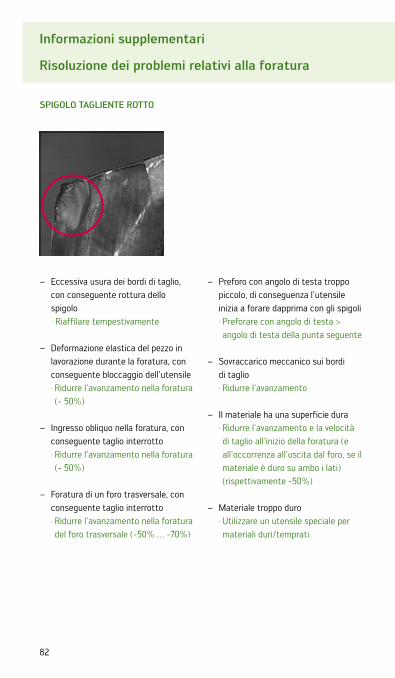
82
Informazioni supplementari
Risoluzione dei problemi relativi alla foratura
sPIgoLo TAgLIEnTE RoTTo
Eccessiva usura dei bordi di taglio, –con conseguente rottura dello spigolo· Riaffilare tempestivamente
Deformazione elastica del pezzo in –lavorazione durante la foratura, con conseguente bloccaggio dell'utensile· Ridurre l'avanzamento nella foratura (- 50%)
Ingresso obliquo nella foratura, con –conseguente taglio interrotto· Ridurre l'avanzamento nella foratura (- 50%)
Foratura di un foro trasversale, con –conseguente taglio interrotto· Ridurre l'avanzamento nella foratura del foro trasversale (-50% … -70%)
Preforo con angolo di testa troppo –piccolo, di conseguenza l'utensile inizia a forare dapprima con gli spigoli· Preforare con angolo di testa > angolo di testa della punta seguente
Sovraccarico meccanico sui bordi –di taglio· Ridurre l'avanzamento
Il materiale ha una superficie dura –· Ridurre l'avanzamento e la velocità di taglio all'inizio della foratura (e all'occorrenza all'uscita dal foro, se il materiale è duro su ambo i lati) (rispettivamente -50%)
Materiale troppo duro –· Utilizzare un utensile speciale per materiali duri/temprati

83Foratura e filettatura
TAgLIEnTE sCHEggIATo
Eccessiva usura dei bordi di taglio –· Riaffilare tempestivamente
Taglienti surriscaldati –· Ridurre la velocità di taglio
TAgLIEnTE TRAsvERsALE sCHEggIATo
Usura eccessiva del centro, con –conseguente rottura· Riaffilare tempestivamente
Sovraccarico meccanico sulla punta –· Ridurre l'avanzamento
Il materiale ha una superficie dura –· Ridurre l'avanzamento e la velocità di taglio in fase di inizio foratura (rispettivamente del -50%)
Materiale troppo duro –· Utilizzare un utensile speciale per materiali duri/temprati

84
Informazioni supplementari
Risoluzione dei problemi relativi alla foratura
RoTTURA DELLA PUnTA
Eccessiva usura, con conseguente rottura –dovuta a sovraccarico· Riaffilare tempestivamente
Accumulo di trucioli –· Controllare che la lunghezza delle scanalature corrisponda almeno alla profondità di foratura +1,5xd
· Utilizzare una punta con evacuazione dei trucioli migliore
Durante l'inizio della foratura, la punta si sposta –(ad es. perché la punta è troppo lunga, la superficie da forare non è in piano o è inclinata)· Eseguire preforo di centraggio
Su tornio: errore di allineamento tra l'asse di –rotazione e l'asse della punta· Invece di un utensile in VHM (metallo duro integrale), utilizzare una punta in HSS(-E) o con codolo in acciaio
Il pezzo in lavorazione non è fissato in modo stabile –· Fissare meglio il pezzo in lavorazione
Cura/impiego errati –· Conservare gli utensili nella confezione originale
· Evitare il contatto / gli urti con altri utensili
sCHEggIATURA sUL FIAnCo

85Foratura e filettatura
FoRo TRoPPo gRAnDE
Usura eccessiva del centro o usura non uniforme –· Riaffilare tempestivamente
Durante l'inizio della foratura, la punta si sposta –(ad es. perché la punta è troppo lunga, la superficie da forare non è in piano o è inclinata)· Precentrare
Errore di coassialità del mandrino o –dell'albero della macchina· Usare un mandrino idraulico a espansione o un mandrino a calettamento
· Controllare e riparare l'albero della macchina
Il pezzo in lavorazione non è fissato in modo stabile –· Fissare meglio il pezzo in lavorazione
ø ø ø
ø ø ø
FoRo TRoPPo sTRETTo
Eccessiva usura degli spigoli o dei bordi di taglio –· Riaffilare tempestivamente
Foro ovalizzato –· Ridurre la velocità di taglio

86
Informazioni supplementari
Risoluzione dei problemi relativi alla foratura
FoRMAzIonE DI TRUCIoLo DI QUALITà sCADEnTE
Eccessiva usura del tagliente principale, con – conseguente modifica della formazione dei trucioli· Riaffilare tempestivamente
Trucioli troppo sottili perché l'avanzamento è –troppo ridotto· Aumentare l'avanzamento
Raffreddamento insufficiente, con conseguente –surriscaldamento dei trucioli· Utilizzare il raffreddamento interno invece di quello esterno
· Aumentare la pressione del raffreddamento interno
· Eventualmente programmare interruzioni dell'avanzamento
QUALITà sCADEnTE DELLA sUPERFICIE DEL FoRo
Eccessiva usura del bordo di taglio –o degli spigoli· Riaffilare tempestivamente
Accumulo di trucioli –· Controllare che la lunghezza delle scanalature corrisponda almeno alla profondità di foratura +1,5xd
· Utilizzare una punta con evacuazione dei trucioli migliore
ø ø ø

87Foratura e filettatura
PosIzIonE DI IngREsso FUoRI ToLLERAnzA
Eccessiva usura del centro –· Riaffilare tempestivamente
Durante l'inizio della foratura, la punta si –sposta (ad es. perché la punta è troppo lunga, la superficie da forare non è in piano o è inclinata)· Precentrare
BAvA ALL'UsCITA DEL FoRo
Eccessiva usura del bordo di taglio –· Riaffilare tempestivamente
ø ø ø
ø ø ø

88
Informazioni supplementari
Risoluzione dei problemi relativi alla filettatura
Tipo di utensile errato –· Scegliere l'utensile adatto a catalogo o su TEC+CCS
Tolleranza diversa dai dati di –tolleranza del disegno o del calibro del filetto· Utilizzare un maschio filettatore con tolleranza corrispondente ai dati
FILETTATURA TRoPPo PICCoLA
ERRoRE DI AssIALITà DELLA FILETTATURA
DURATA UTILE TRoPPo BREvE
Il maschio filettatore non taglia con –passo preciso· Ridurre l'avanzamento del 5 - 10% circa (con mandrino di compensazi-one lunghezza)
Pressione di contatto insufficiente/ –eccessiva· Modificare la pressione di contatto
Geometria di taglio non adatta –· Scegliere l'utensile adatto a catalogo o su TEC+CCS
Preforo di maschiatura indurito –a freddo a causa dell'utensile di preforo non affilato· Sostituire o affilare tempestivamente la punta

89Foratura e filettatura
ERRoRE DI RADIALITà DELLA FILETTATURA
L'utensile taglia nel nucleo –· Scegliere un Ø nucleo superiore· Migliorare l'evacuazione dei trucioli· Utilizzare un angolo elica superiore
Geometria di taglio non adatta –alla lavorazione· Scegliere l'utensile adatto a catalogo o su TEC+CCS
Errore di posizione o di angolazione –del preforo di maschiatura · Controllare il fissaggio del pezzo in lavorazione – all'occorrenza ridurre l'avanzamento a inizio foratura
Maschio filettatore con saldatura a –freddo (incollamento)· Utilizzare un nuovo maschio filettatore
· Migliorare la lubrificazione (il raffreddamento)
· Scegliere un trattamento superficiale adatto o un rivestimento adatto
Adduzione di refrigerante insufficiente –· Migliorare il lubrificante o l'adduzione
FILETTATURA svAsATA
Errore di posizione o di angolazione –del preforo di maschiatura· Controllare il fissaggio del pezzo in lavorazione – all'occorrenza ridurre l'avanzamento a inizio foratura
Pressione di contatto errata –· Con mandrino di compensazione lunghezza, agire sulla taratura

90
Informazioni supplementari
Formule di calcolo per la foratura dal pieno
numero di giri
n [min-1] n =vc · 1000
[min-1]d1 · ∏
velocità di taglio
vc [m/min] vc =d1 · ∏ · n
[m/min]1000
Avanzamento al giro
f [mm] f = fz · Z [mm]
velocità di avanzamento
vf [mm/min] vf = f · n [mm/min]
volume di trucioli nell'unità di tempo
Q [cm³/min] Q =vf · ∏ · d1² [cm³/min]
1000

91Foratura e filettatura
Formule di calcolo per maschiatura / rullatura
numero di giri
n [min-1] n =vc · 1000
[min-1]d1 · ∏
velocità di taglio
vc [m/min] vc =d1 · ∏ · n
[m/min]1000
velocità di avanzamento
vf [mm/min] vf = p · n [mm/min]

92
Informazioni supplementari
Walter Titex CATexpress
Cos'è CAT EXPREss?
CATexpress è un servizio di ordinazione e consegna rapida di Walter per gli utensili speciali Walter Titex. CATexpress compren-de una gamma definita di utensili speciali, per i quali garantiamo tempi di consegna molto brevi, di 2 settimane al massimo dal ricevimento dell'ordine.
QUALI CARATTERIsTICHE sono PossIBILI?
Utensili di foratura e barenatura in –metallo duro, ad es. i tipi Alpha® 2, Alpha® 4,X·treme Plus (+1 settimana), –XD Technology, XD-Pilot, ecc.Utensili a spirale e con scanalatura –rettilineaLotti da 3 a 50 pezzi –Diametro da 3 a 20 mm –Profondità di foratura fino a 35 x d –Utensili gradinati con fino a 2 gradini –Rivestimenti, come TFL, TFT, TFP, ecc. –
CoME FUnzIonA?
Utilizzate i nostri moduli appositi per –definire i vostri utensili specialiTrovate i moduli presso i vostri – interlocutori, rivenditori o agentiPer ulteriori informazioni e moduli –consultate anche il sito www.walter-tools.de.
Punta gradinata Alpha® Jet con punta affilata a 180° “forma E”

93Foratura e filettatura
I vAnTAggI
Risparmio sui costi grazie al costo di stoccaggio ridotto –Maggiore flessibilità grazie ai tempi di consegna di 2 settimane –Rapida risposta con presentazione di offerte entro 24 ore –Facile applicazione grazie all'indicazione dei dati di lavorazione –Riduzione degli errori nella progettazione degli utensili, perché l'ordinazione –avviene solo quando è stato definito il componente da lavorareTutti gli utensili CATexpress vengono prodotti in Germania con la rinomata –qualità Walter Titex
EsEMPI DI soLUzIonI sPECIALI CATEXPREss
Punta gradinata in esecuzione a spirale
X·treme Plus
X·treme DH, XD Technology
X·treme Pilot 180, punta pilota XD Technology

94
Informazioni supplementari
servizio Reconditioning Walter
UTEnsILI DI FREsATURA E FoRATURA WALTER TITEX E WALTER PRoToTyP In QUALITà oRIgInALE.
Il servizio Reconditioning per gli utensili Walter Titex e Walter Prototyp offre un contributo essenziale per la riduzione dei vostri costi di produzione. Infatti, da un lato ricevete utensili di valore pari a quelli nuovi a circa un terzo del prezzo degli utensili nuovi. Dall'altro, risparmiate circa il 50% dei costi utensili per tre riaffilature – in particolare nel caso di utensili high-tech di alta qualità.
Questo significa:100% qualità originale, 50% di costi in meno.
RIAFFILARE E RIAPPLICARE IL RIvEsTIMEnTo ConvIEnE:
Utensile nuovo 1ª riaffilatura 2ª riaffilatura 3ª riaffilatura
100%
75%
50%
25%
0%
-50%
RIAFFILATO
E RIVESTITO
Costi degli utensili
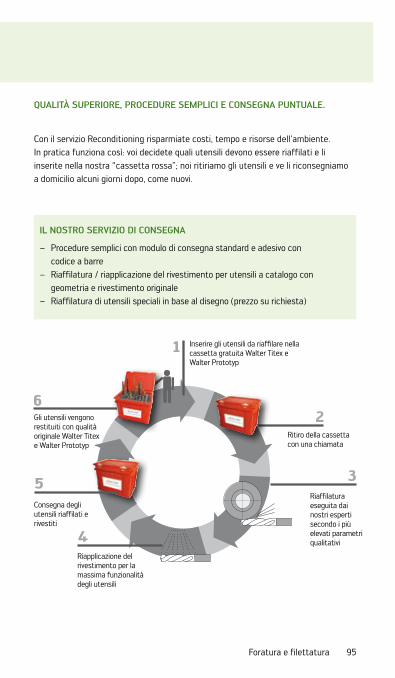
95Foratura e filettatura
QUALITà sUPERIoRE, PRoCEDURE sEMPLICI E ConsEgnA PUnTUALE.
Con il servizio Reconditioning risparmiate costi, tempo e risorse dell'ambiente. In pratica funziona così: voi decidete quali utensili devono essere riaffilati e li inserite nella nostra “cassetta rossa”; noi ritiriamo gli utensili e ve li riconsegniamo a domicilio alcuni giorni dopo, come nuovi.
IL nosTRo sERvIzIo DI ConsEgnA
Procedure semplici con modulo di consegna standard e adesivo con –codice a barreRiaffilatura / riapplicazione del rivestimento per utensili a catalogo con – geometria e rivestimento originaleRiaffilatura di utensili speciali in base al disegno (prezzo su richiesta) –
Inserire gli utensili da riaffilare nella cassetta gratuita Walter Titex e Walter Prototyp
Ritiro della cassetta con una chiamata
Gli utensili vengono restituiti con qualità originale Walter Titex e Walter Prototyp
Riaffilatura eseguita dai nostri esperti secondo i più elevati parametri qualitativi
Consegna degli utensili riaffilati e rivestiti
Riapplicazione del rivestimento per la massima funzionalità degli utensili

_WALTER NEL MONDO
EUrOPa
Walter Deutschland gmbHFrancoforte, Germania
Werner schmittPKD-Werkzeug gmbHNiefern-Öschelbronn, Germania
TDM systems gmbHTübingen, Germania
Walter (schweiz) AgSoletta, Svizzera
Walter Benelux n.v./s.A.Zaventem, Belgio
Walter gB Ltd.Bromsgrove, Gran Bretagna
Walter Italia s.r.l.Fino Mornasco (CO), Italia
Walter FranceSoultz-sous-Forêts, Francia
Walter Tools Iberica s.A.U.El Prat de Llobregat, Spagna
Walter norden ABHalmstad, Svezia
Walter Cz spol.sr.o.Kurim, Repubblica Ceca
Walter Polska sp.z.o.o.Varsavia, Polonia
Walter Hungária Kft.Budapest, Ungheria
Walter Austria gmbHVienna, Austria
sC Montanwerke Walter sRLTimisoara, Romania
Montanwerke Walter gmbH - Podruz̆nica Trgovina slovenijaMiklavz̆na Dravskem Polju, Slovenia
Walter LLCSan Pietroburgo, Russia
Walter slowakei, o.z.Nitra, Slovacchia
Walter Kesici Takimlar sanayi ve Ticaret Limited sirketi Istanbul, Turchia
SEdE CENTralE Walter AgTübingen, Germania
Potete trovarci qui.

www.walter-tools.com
NORD AMERICA
Walter USA, INC.Waukesha, WI, USA
TDM Systems Inc.Schaumburg, IL, USA
Walter Tools S.A. de C.V.Tlalnepantla, Messico
Walter [email protected]
SUD AMERICA
Walter do Brasil Ltda.Sorocaba, Brasile
Walter Argentina S.A.Capital Federal, Argentina
ZONA ASIA-PACIFICO
Walter Wuxi Co. Ltd.Wuxi, Cina
Walter AG Singapore Pte Ltd.Singapore
Walter Korea Ltd.Ansan, Korea
Walter Tools India Pvt. Ltd.Pune, India
Walter Tooling Japan KKNagoya, Giappone
Walter (Thailand) Co. Ltd.Bangkok, Tailandia
Walter Malaysia Sdn. Bhd.Selangor, Malaysia
Walter Australia Pty. Ltd.Victoria, Australia
Walter New Zealand Ltd.Christchurch, Nuova Zelanda

Prin
ted
in G
erm
any
583
8461
(08/
2009
) IT
Walter AG
Derendinger Straße 53, 72072 Tübingen Postfach 2049, 72010 Tübingen Germania
www.walter-tools.com
Walter Italia S.R.L.Fino Mornasco (CO), Italia+39 031 [email protected]
Walter (Schweiz) AGSolothurn, Svizzera+41 (0) 32 617 40 [email protected]