universidade federal fluminense escola de … oydil cesar de... · anÁlise de mÉtodos e prÁticas...
TRANSCRIPT

UNIVERSIDADE FEDERAL FLUMINENSE
ESCOLA DE ENGENHARIA
DEPARTAMENTO DE ENGENHARIA DE PRODUÇÃO
LABORATÓRIO DE TECNOLOGIA, GESTÃO DE NEGÓCIOS E MEIO
AMBIENTE
MESTRADO PROFISSIONAL EM SISTEMAS DE GESTÃO
OYDIL CESAR DE FIGUEIREDO
ANÁLISE DE MÉTODOS E PRÁTICAS LEAN MANUFACTURING EM UMA LINHA
DE MONTAGEM DE UMA EMPRESA DO RAMO DE AUTOPEÇAS
Niterói 2015

1
OYDIL CESAR DE FIGUEIREDO
ANÁLISE DE MÉTODOS E PRÁTICAS LEAN MANUFACTURING EM UMA LINHA
DE MONTAGEM DE UMA EMPRESA DO RAMO DE AUTOPEÇAS
Orientador:
Prof. Dr. Ualison Rébula de Oliveira
Niterói
2015
Dissertação apresentada ao curso de Mestrado
em Sistemas de Gestão da Universidade Federal
Fluminense como requisito para obtenção do
grau de Mestre em Sistemas de Gestão, Área de
concentração: Sistema de Gestão pela Qualidade
Total

2
OYDIL CESAR DE FIGUEIREDO
ANÁLISE DE MÉTODOS E PRÁTICAS LEAN MANUFACTURING EM UMA LINHA
DE MONTAGEM DE UMA EMPRESA DO RAMO DE AUTOPEÇAS
Aprovado em 30 de Novembro de 2015
BANCA EXAMINADORA
______________________________________________________________
Ualison Rébula de Oliveira, D. Sc.
Universidade Federal Fluminense
______________________________________________________________
Osvaldo Luiz Gonçalves Quelhas, D. Sc.
Universidade Federal Fluminense
______________________________________________________________
Francisco Sabbadini D. Sc.
Universidade Federal Fluminense
Dissertação apresentada ao curso de Mestrado
em Sistemas de Gestão da Universidade Federal
Fluminense como requisito para obtenção do
grau de Mestre em Sistemas de Gestão. Área de
concentração: Sistema de Gestão pela Qualidade
Total

3
Dedico esse trabalho
À memória de Oydil Maciel de Figueiredo, meu pai, o qual me incentivou a entrar na vida
acadêmica.
Particularmente à minha mãe, que me ensinou a lutar pelos meus objetivos e trabalhar para
conquistá-los.
À minha irmã Andreza, por ser um modelo de dedicação aos estudos e por me mostrar que é
possível alcançar nossos sonhos com empenho.

4
AGRADECIMENTOS
Em primeiro lugar agradeço a Deus, fonte de paz, que me permitiu ter saúde e capacidade de
alcançar mais essa vitória.
Aos meus colegas de mestrado, de forma especial, à Cristiane e Eliza que enfrentaram as longas
horas de trânsito com muita disposição, e a Keitiane, Geisa e Marineuza que sempre
enriqueceram os grupos de trabalho com ousadia, competência e bom humor.
Ao meu orientador prof. Dr. Ualison, pelas instruções e ensinamentos durante essa jornada. Ao
meu grande amigo prof. Dr. Osvaldo, que viu em mim um talento que eu desconhecia.
Ao prof. Dr. França, pelo incentivo e apoio.
Aos meus companheiros de docência, principalmente os professores Tong, José Roberto e
Sabaddini.
À Priscila, que acompanhou o desenvolvimento do trabalho e influenciou no sucesso da
implementação da filosofia.
À empresa BETA pelas oportunidades de aprendizado, em especial aos conceitos de produção
enxuta; aos diretores, gerentes e colegas de trabalho que depositaram em mim a confiança
necessária para que eu pudesse fazer meu trabalho e me desenvolver.

“Duas coisas indicam fraqueza – calar-se quando é
preciso falar, e falar quando é preciso calar-se”.
(Provérbio persa)

RESUMO
O presente trabalho descreve o processo de gestão de melhoria das operações produtivas de
fabricação, apresentando um caso prático de aplicação do conceito de produção com foco na
eliminação dos desperdícios em uma indústria automotiva. O exemplo aludido relata o processo
de planejamento, execução, manutenção e controle de uma sequência de três projetos de
melhoria de uma célula de montagem de uma indústria de autopeças, situada na região Sul
Fluminense no Rio de Janeiro, entre os anos de 2008 e 2014. A pesquisa teve o objetivo de
estudar os métodos e ferramentas Lean Manufacturing na indústria de autopeças identificando
os fatores restritivos e facilitadores no processo de aplicação dessa filosofia. Com os dados
coletados foi possível verificar vantagens e desvantagens da utilização de diferentes conceitos
logísticos, distintas configurações de trabalho padronizado e layout. Por meio de uma revisão
documental e uma pesquisa-ação, verificaram-se ganhos significativos ao adotar os conceitos
propostos, elevando a produtividade da linha estudada em 92%, quando comparado com o ano
inicial, demonstrando-se que as técnicas propostas efetivam-se em vantagem estratégica
competitiva em relação a outras empresas concorrentes que trabalham sob a ótica da produção
em massa. Como resultados adicionais, a pesquisa fornece informações sobre a sequência de
uso das ferramentas oferecendo um auxílio para empresas que buscam a implantação dessa
filosofia, disseminando, assim, o conhecimento sobre a filosofia Lean Manufacturing.
Palavras-chave: Sistema Toyota de Produção. Manufatura Enxuta. Lean Manufacturing.
Eliminação de desperdícios. Tempo Takt.
ABSTRACT

1
This study describes the continuum improvement process of productive manufacturing
operations, showing an applying case of the concept of production with a focus on eliminating
waste in an automotive industry. The example used describes the process of planning,
execution, maintenance and control of a sequence of three improvement projects in one
assembly line of an automotive parts industry, located in the Rio de Janeiro, between 2008 and
2014. The research aimed to study the methods and Lean Manufacturing tools in the automotive
industry by identifying the blocks and facilitators factors in this philosophy application. With
the collected data were verified advantages and disadvantages of using different logistics
concepts, different standardized work settings and layout. Through a documentary review and
action research, have been checked significant gains by adopting the proposed concepts,
increasing line productivity by 92%, when compared with the initial year, showing that the
applied technical become more effective than the companies that work as pushed production.
As additional results, the survey provides information on the use sequence of tools offering
support to companies that are implementing this philosophy
Keywords: Toyota Production System. Lean Manufacturing. Waste. Takt Time.
LISTA DE FIGURAS
2
FIGURA 01 - Estrutura Lógica da Dissertação, p.23
FIGURA 02 - Exemplo de mapeamento de fluxo de valor do estado atual, p. 28
FIGURA 03 - Etapas do Mapeamento, p. 29
FIGURA 04 – Etapas da pesquisa, p. 43
FIGURA 05 - Responsabilidades de aplicação e manutenção das ferramentas utilizadas no
projeto, p. 48
FIGURA 06 - Etapas da pesquisa, p. 54
FIGURA 07 - Etapas da pesquisa - 2009, p. 56
FIGURA 08 - Detalhamento das fases e ferramentas desenvolvidas na pesquisa, p. 57
FIGURA 09 - Mapa de Fluxo de Valor do Estado Atual (VSA), p. 60
FIGURA 10 - Mapa de Fluxo de Valor do Estado Futuro (VSM), p.61
FIGURA 11 - Exemplo de quadro de acompanhamento da produção, p. 63
FIGURA 12 - Exemplo de Rack de escalonamento, p. 64
FIGURA 13 - Exemplo de Flow Rack, p. 66
FIGURA 14 - Exemplo de quadro TPM, p. 67
FIGURA 15 - Exemplo da formação do lote do produto “B”, p. 69
FIGURA 16 - Exemplo de fluxo contínuo do produto ”B”, p.70
FIGURA 17 - Exemplo de FEP – folha de estudos de processo, p. 71
FIGURA 18 - Exemplo de diagrama de trabalho padronizado para baixa demanda, p.75
FIGURA 19 - Exemplo de abastecimento por Flow Rack, p.76
FIGURA 20 - Exemplo de abastecimento por kit e o comparativo entre os layouts, p. 78
FIGURA 21 - Circuito da rota feita pelo rebocador, p. 79
FIGURA 22 - Exemplo de um Improvement Cicle A3, p. 80
FIGURA 23 - Exemplo de quadro de auditoria de Trabalho Padrão, p. 81
FIGURA 24- Exemplo Check List de TPM, p. 82
FIGURA 25- Exemplo de lição pontual para auxílio da correção de um desvio pelo operador,
p. 83
FIGURA 26- Exemplo de Muda Check, p.84
FIGURA 27 - Etapas da pesquisa, p. 85
FIGURA 28- Mapa de Fluxo de Valor do Estado Atual (VSA) etapa 1 a 2, p. 88
FIGURA 29 - Mapa de Fluxo de Valor do Estado Futuro (VSM) cenário 1 ao 2, p. 89
FIGURA 30- Exemplo de plano de ações da empresa Beta, p. 89

3
FIGURA 31 - Layout da linha estudada, p. 90
FIGURA 32 - Layout futuro etapa 1 a 2, p. 91
FIGURA 33 - Layout representativo da área de abastecimento dos componentes de baixa
demanda, p. 94
FIGURA 34 –Etapas da pesquisa, p.95
FIGURA 35 – Mapa de Fluxo de Valor do Estado Atual (VSA) da etapa 3, p. 96
FIGURA 36 - Mapa de Fluxo de Valor do Estado Futuro (VSM), p. 97
FIGURA 37 - Exemplo de plano de ações da empresa Beta, p. 98
FIGURA 38 - Layout da linha estudada, p. 99
FIGURA 39 - Layout futuro proposto para o etapa 3, p. 100
FIGURA 40 - Exemplo da forma de abastecimento dos componentes, p.103
FIGURA 41 - Comparativo entre o deslocamento da etapa inicial e etapa 1, p. 112
FIGURA 42 - Comparativo do abastecimento entre a etapa 1 e a etapa 2, p. 113
FIGURA 43 - Deslocamento durante o abastecimento de baixa demanda da etapa 3, p. 114

4
LISTA DE TABELAS
TABELA 1 - Correlação entre os autores e os temas de pesquisa, p. 40
TABELA 2 - Lista de citações para comparação da Tabela 1, p. 41 e 42
TABELA 3 - Estruturação da pesquisa-ação x etapas de pesquisa, p. 44
TABELA 4 - Resumo da linha, p. 111

0
LISTA DE GRÁFICOS
GRÁFICO 1 - Composição do referencial teórico por tipicidade, composto de 74
documentos, p. 39
GRÁFICO 2 - Composição do referencial teórico por períodos de publicação, composto
por 74 documentos, p. 40
GRÁFICO 3 - Balanceamento da linha antes do Trabalho Padrão cenário inicial, p. 73
GRÁFICO 4 - Balanceamento da linha após o Trabalho Padrão projeto 1, p. 74
GRÁFICO 5 - Balanceamento da linha após modificações no Trabalho Padrão
projeto 2, p. 93
GRÁFICO 6 - Balanceamento da linha após modificações no trabalho padrão
projeto 3, p. 102
GRÁFICO 7 - Distribuição dos participantes por projeto, p. 105
GRÁFICO 8 - Médias comparativa do OEE, p 108
GRÁFICO 9 - Quantidade de etapas do processo por projeto, p 109
GRÁFICO 10 - Evolução da produtividade vs quantidade de funcionários, p 110
GRÁFICO 11 - Tempo da rota, p. 112

1
LISTA DE QUADROS
QUADRO 1 - Uso das ferramentas por projeto, p.104
QUADRO 2 - Ganhos obtidos por etapa, p. 106

LISTA DE SIGLAS E ABREVIATURAS
EDI Exchange Data Information
FEP Folha de Estudo do Processo
FIFO First In First Out
OEE Eficiência Total do Equipamento
PE Produção Enxuta
TP Trabalho Padronizado
TPM Total Productive Maintenance
TPS Toyota Production System
VSA Value Stream Analyses
VSM Value Stream Mapping

0
SUMÁRIO
1 INTRODUÇÃO
........................................................................................................................
16
1.1 CONTEXTUALIZAÇÃO DO
PROBLEMA
........................................................................................................................
17
1.2 OBJETIVOS
........................................................................................................................
18
1.2.1 Objetivo
geral
........................................................................................................................
18
1.2.2 Objetivos
específicos
........................................................................................................................
18
1.3 RELEVÂNCIA ACADÊMICA E PRÁTICA DO
TEMA
........................................................................................................................
19
1.4 RESSALVAS E DELIMITAÇÃO DO
ESTUDO
........................................................................................................................
20
1.5 DELIMITAÇÃO TEMPORAL E
GEOGRÁFICA
........................................................................................................................
22
1.6 ESTRUTURA DA
DISSERTAÇÃO
........................................................................................................................
22
2 REVISÃO DA
LITERATURA
........................................................................................................................
24
2.1 MAPEAMENTO DOS
FLUXOS
........................................................................................................................
27

1
2.2 ESTABILIDADE BÁSICA
........................................................................................................................
34
30
2.3 MANUTENÇÃO PRODUTIVA TOTAL (TOTAL PRODUCTIVE
MAINTENANCE)
........................................................................................................................
32
2.4 FLUXO
CONTÍNUO
........................................................................................................................
33
2.5 TRABALHO
PADRONIZADO
........................................................................................................................
33
2.6 SISTEMA
PUXADO
........................................................................................................................
35
2.7 LOGÍSTICA LEAN
........................................................................................................................
37
3 MÉTODO DE
PESQUISA
........................................................................................................................
........................................................................................................................
...
........................................................................................................................
39
3.1 MÉTODO DE PESQUISA ETAPA
INICIAL
........................................................................................................................
46
3.2 MÉTODO DE PESQUISA ETAPA
1
........................................................................................................................
49
3.3 MÉTODO DE PESQUISA ETAPA 2
........................................................................................................................
50
2
3.4 INFORMAÇÕES SOBRE A EMPRESA
PESQUISADA
........................................................................................................................
51
4 RESULTADOS DA PESQUISA
DOCUMENTAL
........................................................................................................................
54
4.1 ETAPA
INICIAL
........................................................................................................................
54
4.2 ETAPA
1
........................................................................................................................
55
4.2.1 Fase de análise e definição dos
objetivos...
........................................................................................................................
58
4.2.2 Fase de criação da estabilidade básica do
processo...
........................................................................................................................
63
4.2.3 Fase de
desenvolvimento...
........................................................................................................................
68
4.2.3.1 Fluxo
contínuo
........................................................................................................................
69
4.2.3.2 Trabalho padronizado
........................................................................................................................
70
4.2.3.3 Sistema
puxado
........................................................................................................................
75
4.2.3.4 Logística de
abastecimento
........................................................................................................................
77
3
4.2.4 Fase de verificação e gerenciamento da
rotina...
........................................................................................................................
79
5 RESULTADOS DA PESQUISA-
AÇÃO
........................................................................................................................
85
5.1 EVOLUÇÃO DA ETAPA 1 AO
2
........................................................................................................................
85
5.1.1 Fluxo
contínuo...
........................................................................................................................
91
5.1.2 Trabalho padronizado
...
........................................................................................................................
92
5.1.3 Logística de
abastecimento...
........................................................................................................................
93
5.2 EVOLUÇÃO DA ETAPA 2 A
3
........................................................................................................................
95
5.2.1 Fluxo
contínuo...
........................................................................................................................
99
5.2.2 Trabalho padronizado
...
........................................................................................................................
101
5.2.3 Logística de
abastecimento...
........................................................................................................................
102
6 ANÁLISE DOS
RESULTADOS
........................................................................................................................
104

4
6.1 RESULTADOS DA FASE DE ANÁLISE E DEFINIÇÃO DOS
OBJETIVOS
........................................................................................................................
107
6.2 RESULTADOS DA FASE DE CRIAÇÃO DA ESTABILIDADE
BÁSICA
........................................................................................................................
107
6.3 RESULTADOS DA IMPLANTAÇÃO DO FLUXO
CONTÍNUO
........................................................................................................................
108
6.4 RESULTADOS DA IMPLANTAÇÃO DO TRABALHO
PADRÃO
........................................................................................................................
109
6.5 RESULTADOS DA IMPLANTAÇÃO DA LOGÍSTICA DE
ABASTECIMENTO
........................................................................................................................
111
6.6 RESULTADOS ESPERADOS COM A IMPLANTAÇÃO DO
GERENCIAMENTO DA ROTINA DA
PRODUÇÃO
........................................................................................................................
114
6.7 RESUMO DAS VANTAGENS E DESVANTAGENS OBTIDAS EM CADA
ETAPA
........................................................................................................................
115
7 CONCLUSÃO
........................................................................................................................
117
REFERÊNCIAS
........................................................................................................................
120
GLOSSÁRIO
........................................................................................................................
127
APÊNDICE A – DETALHAMENTO DAS ETAPAS E FERRAMENTAS
DESENVOLVIDAS NA
PESQUISA
........................................................................................................................
129

16
1 INTRODUÇÃO
As teorias de administração e engenharia da produção evoluíram muito desde os
primórdios da era industrial até os dias atuais. Observa-se na atualidade que a competitividade
global obriga as empresas a se adequarem aos custos produtivos praticados pelo mercado
mundial, buscando, para isso, filosofias de gestão eficiente de operações. Esse desafio motiva
as empresas a repensarem suas estratégias de gestão e seus processos produtivos, pois
descobriu-se, com o passar dos anos, que ser apenas produtivo não bastava, tornou-se
necessário adequar a quantidade produzida à demanda do cliente e reduzir os custos de operação
para ser competitivo frente à concorrência.
Uma das abordagens mais praticadas, para vencer o desafio estratégico de obter
vantagem competitiva no campo da manufatura, é a utilização de ferramentas de manufatura
enxuta. Essa filosofia de produção baseada nas práticas enxutas tem sido implantada por
diversas empresas nas últimas décadas, trazendo resultados que motivam o seu emprego.
Segundo Jones e Womack (2004), o pensamento enxuto é uma forma de especificar valor,
alinhar na melhor sequência as atividades que criam valor, realizar estas atividades sem
interrupção e realizá-las de forma cada vez mais eficaz. O pensamento enxuto é uma forma de
fazer cada vez mais com cada vez menos. Menos esforço humano, menos equipamento e menos
espaço, fornecendo aos clientes o que eles efetivamente desejam.
Nota-se, no ambiente industrial, uma crescente busca pelo aumento da competitividade
por meio da redução dos custos de operação, aumento da qualidade, redução dos lead times de
entrega e adequação dos produtos e serviços às expectativas dos clientes. No Brasil essa busca
tomou força a partir da abertura do mercado nos anos 90, quando, segundo Sallum Jr. (2011),
a política protecionista nacional foi substituída pelo reformismo econômico liberal, resultando
no fim das restrições não tarifárias para as importações e exportações, assim como na
reformulação da política industrial e de comércio exterior. Esse modelo econômico permitiu a
entrada de mercadorias e de investimentos externos, trazendo por um lado, benefícios para o
consumidor por meio da acessibilidade de produtos importados de melhor qualidade e preço, e,
em contrapartida, gerou dificuldades para a sucateada e antiquada indústria nacional. As
indústrias automotivas brasileiras se desenvolveram e cresceram em um período em que o
mercado se encontrava fechado às importações de veículos e, portanto, mantinha-se protegido
da competitividade internacional, favorecendo o longo ciclo de vida dos veículos que, em
média, eram produzidos por 10 a 15 anos até serem retirados de linha. A realidade hoje é bem

17
diferente, a internacionalização da economia, os avanços tecnológicos, as mudanças do
mercado e dos sistemas de produção criaram um novo ambiente competitivo (VIEIRA et al.,
2013), acirrando a concorrência entre as indústrias automotivas, não apenas para o lançamento
de novos produtos, mas também em relação ao custo final do veículo, o que exige a redução
dos custos de operação e matérias-primas, obrigando as indústrias do ramo a repensar seus
processos não somente no ambiente interno da empresa e sim em toda a cadeia de suprimentos.
Os princípios Lean são amplamente utilizados em cenários competitivos do mercado
global (SILVA; XAMBRE; LOPES, 2013), motivado pela influência positiva no desempenho
operacional proporcionado pela aplicação das ferramentas de manufatura enxuta (JABBOUR,
et al., 2013).
As montadoras de automóveis oferecem parcerias de longo prazo aos seus fornecedores
e em troca impõem a eles requisitos rígidos de qualidade, pontualidade e, principalmente, o
menor custo possível. A necessidade de melhorar a competitividade é a principal motivação
para adotar a produção enxuta (SAURIN; RIBEIRO; MARODIN, 2010).
1.1 CONTEXTUALIZAÇÃO DO PROBLEMA
No contexto atual, onde a eliminação de desperdícios é fundamental para o aumento da
competitividade, as aplicações de técnicas que visam aperfeiçoar os processos assumem uma
importância de destaque para a diferenciação da concorrência, uma vez que os processos de
manufatura das indústrias automotivas se assemelham muito entre os concorrentes devido à
tecnologia ser desenvolvida por poucos fornecedores e pela troca de conhecimento decorrente
do contato direto de várias empresas com esse processo. Esse cenário competitivo influencia as
empresas a alterarem o conceito de produção adotado por um modelo de produção enxuta. As
etapas, que descrevem a implantação dessas técnicas em uma das linhas de montagem da
unidade fabril estudada, estão descritas na revisão documental e na pesquisa-ação que integram
essa dissertação.
Considerando a tendência crescente da busca pela agregação de valor na indústria e as
possíveis dificuldade que as empresas encontram ao aplicar essas técnicas, este estudo se
propõe a responder à seguinte questão de pesquisa: quais técnicas, abordagens e metodologias
podem ser empregadas em uma empresa de manufatura? Quais são os fatores restritivos e
facilitadores dessa aplicação?
1.2 OBJETIVOS
18
Diante da contextualização do problema e das relevâncias destacadas apresentam-se o
objetivo geral e os objetivos específicos dessa pesquisa.
1.2.1 Objetivo geral
A presente pesquisa tem o objetivo geral de estudar os métodos e ferramentas e Lean
Manufacturing na indústria de autopeças, de modo a identificar os fatores restritivos e
facilitadores no processo de aplicação dessa filosofia.
1.2.2 Objetivos específicos
As exigências econômicas influenciadas pela globalização levam as empresas a
buscarem uma redução de seus custos operacionais permitindo a companhia competitividade
frente a seus concorrentes. Essa pesquisa-ação intenciona ser um instrumento de pesquisa para
organizações que pretendem ou estão iniciando o processo de implantação da filosofia de
produção enxuta, assim como uma ferramenta de comparação para corporações que já
implantaram essas técnicas, permitindo-as entender e replicar um dos modelos apresentados,
orientando-as na escolha de qual o melhor cenário, e por meio dos resultados obtidos, entender
os impactos, as vantagens, as desvantagens, ponderando através da escolha por um dos
modelos, avaliando seus benefícios versus os custos logísticos e a eficiência operacional.
Tendo em vista estes fatores, são abordados, ainda, os seguintes aspectos como
objetivos específicos:
Analisar os distintos problemas que atingem a linha de montagem de módulos
de suspensão dianteira através de uma revisão documental e de uma pesquisa-
ação.
Analisar as principais ações ligadas à aplicação das técnicas de manufatura
enxuta que são recomendadas para a solução de problemas encontrados.
Demonstrar a importância da aplicação da filosofia Lean Manufacturing, haja
vista os efeitos positivos alcançados após a sua efetivação.
Analisar os fatores restritivos e facilitadores na aplicação do Lean.
1.3 RELEVÂNCIA ACADÊMICA E PRÁTICA DO TEMA
19
Várias empresas buscam a implantação dessa filosofia, sem êxito. A taxa de sucesso na
implantação de práticas de manufatura enxuta é relativamente baixa. Grandes empresas
encontram dificuldades na tentativa de aplicar a manufatura enxuta, pois são influenciadas por
falta de direção, falta de planejamento e falta de projeto adequado (BHASIN E BURCHER,
2006).
Por ser relativamente recente a utilização da filosofia Lean no Brasil, nota-se que os
projetos de adequação dos sistemas produtivos à filosofia enxuta são realizados de forma
empírica ou através de consultorias pontuais; consequentemente, as ferramentas são aplicadas
uma a uma. Saurin, Ribeiro e Marodin (2010) citam que, embora a produção enxuta (PE)
continue sendo disseminada no meio empresarial, pouco é conhecido a respeito dos detalhes,
maturidade e contexto da sua implantação nas empresas brasileiras e estrangeiras.
O Lean Manufacturing é uma importante prática de gerenciamento industrial (YANG;
HONG; MODI, 2011), e a aplicação de técnicas como Lean tem motivado substanciais
mudanças no sistema físico de produção. Mas, para se alcançar os resultados superiores
vislumbrados, é imperativo que as pessoas desenvolvam novas competências para trazer novos
conhecimentos, habilidades e atitudes (SILVA et al., 2011).
As pesquisas que abordam a aplicação de ferramentas Lean concentram-se
prioritariamente nas áreas automotiva e aeroespacial (BHAMU, SANGWAN, 2014; JASTI,
KODALI, 2014).
Apesar de alguns casos de sucesso na implementação das técnicas Lean, as dificuldades
relacionadas anteriormente podem influenciar a decisão de implantação, provendo a resistência
dos envolvidos e, pontualmente, a desistência do projeto.
Partindo da premissa de que esse assunto influencia positivamente na sobrevivência das
empresas que atuam em mercados globalizados, principalmente as brasileiras, de maneira mais
específica, podem-se citar as seguintes razões para o estudo:
A crescente discussão sobre o tema nos meios acadêmicos, industriais e de
serviços. Hoje em dia, a maior parte das abordagens de gestão eficiente do
trabalho inclui, no âmbito geral, o conceito de produção enxuta (IUDINA;
GARIFULLINA; SERIKOVA, 2015).
A importância do tema para a gestão da empresa e redução dos custos de
operação. A competição global, o ambiente de demanda incerta e elevação das
expectativas dos consumidores estão entre muitos motivos para que as empresas

20
adotem os princípios e ferramentas de manufatura enxuta (DEIFA;
ELMARAGHY, 2014).
O fato de que as técnicas Lean Manufacturing proporcionam uma melhoria dos
indicadores estratégicos das organizações, permitindo-as ser mais competitivas.
O Lean Manufacturing é uma filosofia que tem sido aplicada com sucesso pelas
organizações para melhorar as operações industriais, garantindo, por meio de
sua aplicação, a qualidade, reduzindo os custos e aumentando a pontualidade das
entregas (SABOO et al, 2014).
A necessidade de uso eficiente dos recursos, pois um processo que só produz o
que é necessário e sempre da forma correta não consome recursos
desnecessariamente, como por exemplo: (1) matéria-prima que posteriormente
será jogada fora; (2) energia elétrica; (3) desgaste de equipamento e posterior
substituição; (4) a redução da emissão de gases; e (5) uso excessivo da mão de
obra. Diferentes abordagens têm seguido nesta direção, como o Lean
Manufacturing, em uma busca constante pela sustentabilidade (AGUADO;
ALVAREZ; DOMINGO, 2013).
Especificamente sobre a “originalidade do trabalho”, observa-se, na
fundamentação pesquisada, a inexistência de outro equivalente ao conceito
estudado.
1.4 RESSALVAS E DELIMITAÇÃO DO ESTUDO
O estudo se insere no âmbito da gestão de operações, sendo uma técnica amplamente
difundida, porém com muitas oportunidades de estudo e aplicação.
A pesquisa limitou-se à revisão documental e pesquisa-ação, aplicado em uma linha de
montagem de suspensão dianteira, escolhida pelo seu elevado índice de oportunidades de
melhoria e baixa performance expressa nos indicadores.
O nome da empresa e seus indicadores não são apresentados neste trabalho por uma
questão de sigilo industrial, sendo que os comparativos entre a situação antes do projeto e
posterior ao projeto são apresentados em porcentagem (%) para representar seu desempenho,
assim como não são transcritos os dados técnicos dos planos de ação, por entender que essas
informações são restritas da empresa estudada.

21
Sabe-se que a aplicação da filosofia Lean Manufacturing contribui significativamente
para a melhoria dos indicadores estratégicos, mas não é o único fator de redução ou aumento
dos custos produtivos, devendo-se levar em conta fatores como: (1) a alteração do custo da
matéria-prima; (2) novos mercados com mão de obra de custo inferior; (3) questões
ergonômicas; (4) legislações trabalhistas; (5) impostos; (6) entre outros.
Ressalta-se, mesmo já definido nos objetivos que o limite desse trabalho monográfico
não possui a intenção de:
Estudar empresas de outros setores ou concorrentes, a não ser a inclusa na
delimitação desse estudo.
Estudar outras linhas produtivas, a não ser a do presente estudo.
Abordar outras técnicas Lean Manufacturing, a não ser as descritas no método
de pesquisa.
Analisar outros fatores que podem indiretamente influenciar na performance dos
indicadores durante o período de aplicação do projeto.
Aplicar os conceitos six sigma integrados com as técnicas Lean, conforme
sugerido por Silva et al. (2011), ou qualquer outro que não seja citado na
delimitação do estudo.
Relacionar Lean manufacturing costing the value stream tal como discutido por
Lopez, Santos e Arbo´s (2013).
Comparar a teoria das restrições com a manufatura enxuta conforme sugerido
por Utiyama e Filho (2013).
Descrever os possíveis efeitos ergonômicos, ou entender o impacto das
alterações propostas na satisfação do time operacional ou de gestão.
Descrever detalhadamente os tópicos do muda check e/ou os planos de ações.
Destaca-se que, intencionalmente, não foram citados alguns dos grandes nomes da
aplicação das ferramentas de produção enxuta no Brasil, tais como José Roberto FERRO;
Sérgio KAMADA; Lando NISHIDA, pois não foram encontrados artigos reconhecidos e
validados desses pensadores em revistas com Qualis aceitável.
22
1.5 DELIMITAÇÃO TEMPORAL E GEOGRÁFICA
A pesquisa limita-se à uma linha produtiva de módulos da unidade de Porto Real região
Sul Fluminense do Rio de Janeiro. No entanto a indústria de autopeças é de origem
internacional contanto com 171 unidades, sendo seis unidades do grupo localizadas no
MERCOSUL.
A pesquisa foi realizada no período de 15 de Setembro de 2012 a 20 de Dezembro de
2014, sendo que em 2012 realizou-se a revisão documental que contempla o ano de 2008, etapa
inicial da pesquisa e o ano de 2009 encerrando o ciclo da revisão documental. No ano de 2013
inicia-se a pesquisa-ação, replicada no ano de 2014 com as adequações decorrentes desse novo
cenário.
1.6 ESTRUTURA DA DISSERTAÇÃO
Para a consecução dos objetivos do presente estudo a pesquisa foi estruturada da
seguinte forma.
Na primeira parte apresentam-se: a contextualização do problema de pesquisa, a
relevância acadêmica e prática do tema os objetivos, as ressalvas e delimitação do estudo.
No capítulo 2 encontra-se uma revisão da produção literária sobre os assuntos
interligados aos objetivos desse trabalho monográfico.
O capítulo 3 inicia-se com o método de pesquisa e são apresentadas as etapas analíticas
e a aplicação dos conceitos Lean Manufacturing, seguidas das ferramentas utilizadas por etapa.
Posteriormente é apresentado o histórico da empresa estudada, seguido da contextualização do
ambiente estudado, incluindo uma breve explanação da situação antes do início da pesquisa.
No capítulo 4 demonstram-se os resultados obtidos com a pesquisa documental,
apresentando o histórico do projeto de 2008 a 2009.
O capítulo 5 objetiva-se por descrever a pesquisa-ação, apresentando o projeto a partir
do ano de 2013.
No capítulo 6 apresentam-se os resultados da pesquisa, comparando os ganhos em cada
etapa do projeto em relação às técnicas utilizadas.
No capítulo 7 são descritas as principais conclusões a respeito da revisão documental e
da pesquisa-ação. Considera-se o impacto das ações realizadas sobre a linha de estudo, bem
como as compara com os objetivos. Ao final sugere-se a extensão das ferramentas para as

23
demais linhas e uma nova pesquisa ampliando o ambiente de estudo, incluindo a utilização de
conceitos estatísticos e automação.
Por fim, apresentam-se as referências e apêndice.
A Figura 1 a seguir apresenta a esquematização da estrutura deste estudo.
Figura 01 – Estrutura Lógica da Dissertação
Fonte: O autor
Neste capítulo de Introdução, foram apresentados a estrutura geral da pesquisa e o
contexto no qual foi inserida. O próximo capítulo aborda a revisão da literatura, destacando-se
os principais autores e pensadores sobre o tema.
Capítulo 7 – CONCLUSÕES
CONLUSÃO; VERIFICAÇÃO DOS OBJETIVOS DA PESQUISA E SUGESTÕES
Capítulo 6 – ANÁLISE DOS RESULTADOS
Capítulo 4 e 5 - RESULTADOS DA PESQUISA
RESULTADOS DA PESQUISA DOCUMENTAL
RESULTADOS DA PESQUISA-AÇÃO
Capítulo 3 –MÉTODO DE PESQUISA
MÉTODO DE PESQUISA; INFORMAÇÕES SOBRE A EMPRESA PESQUISADA
Capítulo 2 –FUNDAMENTAÇÃO TEÓRICA
ESTRATIFICAÇÃO DO MATERIAL BIBLIOGRÁFICO; MAPEAMENTO DOS FLUXOS; ESTABILIDADE BÁSICA; MANUTENÇÃO PRODUTIVA TOTAL; FLUXO CONTÍNUO;
TRABALHO PADRONIZADO; SISTEMA PUXADO; LOGÍSTICA LEAN
Capítulo 1 – INTRODUÇÃO
CONTEXTUALIZAÇÃO DO PROBLEMA; RELEVÂNCIA ACADÊMICA E PRÁTICA DO TEMA; OBJETIVOS; RESSALVAS E DELIMITAÇÃO DO ESTUDO; DELIMITAÇÃO
TEMPORAL E GEOGRÁFICA; ESTRUTURA DA DISSERTAÇÃO

24
2 REVISÃO DA LITERATURA
Este capítulo apresenta uma revisão da teoria, explicando os principais fundamentos
relacionados a esta dissertação, por meio da visão e citação dos principais autores sobre o tema.
A manufatura enxuta ou Lean Manufacturing nasceu das técnicas aplicadas pela Toyota
no Japão, decorrente de sua busca contínua pela redução de desperdícios, tornando-se modelo
de referência seguido por indústrias do mundo inteiro. Essa filosofia busca adequar sua
produção em conformidade com a demanda do cliente, ou seja, produzir conforme o Takt time,
que é o tempo teórico para produzir uma peça solicitada pelo cliente (GAUTAM; KUMAR;
SINGH, 2012), ou seja, o tempo disponível para a produção, dividido pela demanda do cliente.
Segundo Marchwinski e Shook (2007), o desenvolvimento do TPS (Toyota Production
Sistem) é creditado a Taiichi Ohno, que criou e aplicou os conceitos como chefe de produção
da Toyota no período posterior à Segunda Guerra Mundial.
O Lean Manufacturing é a iniciativa que busca eliminar desperdícios, isto é excluir o que
não tem valor para o cliente e imprimir velocidade à empresa (WERKEMA, 2006).
A filosofia de produção enxuta objetiva eliminar atividades que consomem recursos
desnecessários e busca entender o que é valor para o cliente. Valor é o conteúdo inerente de um
produto ou serviço, segundo o julgamento do cliente, refletido em seu preço de venda e
demanda de mercado (MARCHWINSKI; SHOOK, 2007). O valor em um produto típico é
criado pelo fabricante por meio de uma combinação de ações, algumas das quais produzem
valor conforme percebido pelo cliente e outras são meramente necessárias devido à
configuração do projeto e do processo de produção. O objetivo do Pensamento Lean é eliminar
as atividades desnecessárias, preservar e aumentar aquelas que criam valor para o cliente.
Marchwinski e Shook (2007) relatam também que a vantagem estratégia originada pela
mentalidade enxuta é alcançada pela eliminação dos sete principais desperdícios normalmente
encontrados na produção em massa: (1) Produção em excesso: produzir além da necessidade
do próximo processo ou cliente. É a pior forma de desperdício, pois contribui para a ocorrência
dos outros seis; (2) Espera: operadores esperando enquanto máquinas operam; falhas nos
equipamentos; peças necessárias que não chegam, etc.; (3) Transporte: movimentação
desnecessária de produtos ou peças, tais como de uma etapa de processamento a um
almoxarifado e dali a uma etapa do processo quando a segunda etapa poderia estar localizada
ao lado da primeira; (4) Processamento: realizar etapas desnecessárias ou incorretas, geralmente
devido a equipamento ou projeto ruim; (5) Estoque: possuir estoques maiores que o mínimo
25
necessário para um sistema puxado controlado; (6) Movimentação: operadores realizando
movimentações desnecessárias tais como procurar ferramentas, peças ou documentos, etc.; (7)
Correção: inspeção, retrabalho e refugo.
Esses desperdícios são identificados e reconhecidos em quatro passos. O primeiro é
identificar o fluxo de valor a ser mapeado. O segundo passo é mapear fisicamente o processo e
o fluxo de informações que possibilitam que o processo ocorra. No terceiro passo, os problemas
são diagnosticados e mudanças são sugeridas, levando ao mapa do estado futuro, que representa
o processo, a operação ou cadeia de suprimento aprimorada. Finalmente, no quarto e último
passo, as mudanças são implementadas e acompanhadas.
Na visão de Werkema (2006), as principais características das atividades que agregam
valor são:
O cliente está disposto a pagar por ela.
Uma tarefa que acrescenta alguma função e/ou altera a forma ou característica do
produto, bem ou serviço.
É realizada corretamente pela primeira vez.
A empresa ganha vantagem competitiva – preço baixo, melhor qualidade, entrega
mais rápida, por exemplo – porque executa essa atividade.
O Lean Institute (2012) Brasil define cinco princípios para a mentalidade enxuta:
Valor: é ponto de partida para a mentalidade enxuta. Consiste em definir o que é valor,
sendo definido pelo cliente. A necessidade gera o valor e cabe às empresas
determinarem qual é essa necessidade, procurar satisfazê-la e cobrar um preço justo
por isso, a fim de manter a empresa no negócio e aumentar os lucros via melhoria
contínua dos processos, reduzindo os custos e melhorando a qualidade.
Fluxo de valor: identificar o fluxo de valor significa dissecar a cadeia produtiva e
separar os processos em três tipos: aqueles que efetivamente geram valor, aqueles que
não geram valor, mas são importantes para a manutenção dos processos e da
qualidade, e, por fim, aqueles que não agregam valor, devendo ser eliminados
imediatamente.
Fluxo contínuo: é dar "fluidez" para os processos e atividades que restaram. Isso exige
uma mudança na mentalidade das pessoas. Elas têm que deixar de lado a ideia de
produção por departamentos como a melhor alternativa. O efeito imediato da criação

26
de fluxos contínuos pode ser sentido na redução dos tempos de concepção de
produtos, de processamento de pedidos e em estoques. Ter a capacidade de
desenvolver, produzir e distribuir rapidamente, podendo atender à necessidade dos
clientes quase que instantaneamente.
Produção puxada: é a inversão do fluxo produtivo - as empresas não mais empurram
os produtos para o consumidor (desovando estoques) por meio de descontos e
promoções. O consumidor passa a puxar o fluxo de valor, reduzindo a necessidade de
estoques e valorizando o produto. Sempre que não se consegue estabelecer o fluxo
contínuo, conectam-se os processos por meio de sistemas puxados.
Perfeição: quinto e último passo da mentalidade enxuta deve ser o objetivo constante
de todos os envolvidos nos fluxos de valor. A busca do aperfeiçoamento contínuo em
direção a um estado ideal deve nortear todos os esforços da empresa em processos
transparentes, onde todos os colaboradores tenham conhecimento profundo do
processo como um todo, podendo dialogar e buscar continuamente melhores formas
de criar valor.
A mentalidade enxuta busca eliminar os sete principais desperdícios normalmente
encontrados na produção em massa e identificados por Taiichi Ohono, executivo da Toyota,
considerado na literatura sobre o tema como um de seus principais arquitetos.
Marchwinski e Shook (2007) citam esses sete desperdícios como sendo:
Produção em excesso: produzir além da necessidade do próximo processo ou cliente.
É a pior forma de desperdício, pois contribui para a ocorrência dos outros seis.
Espera: operadores esperando enquanto máquinas operam; esperando por
manutenção enquanto os equipamentos estão em falha; esperando pelo abastecimento
logístico de peças necessárias que não são entregues a tempo.
Transporte: movimentação desnecessária de produtos ou peças, como de uma etapa
de processamento a um almoxarifado e dali a uma etapa do processo, quando a
segunda etapa poderia estar localizada ao lado da primeira.
Processamento: realizar etapas desnecessárias ou incorretas, geralmente devido a
equipamento ou projeto ruim.

27
Estoque: possuir estoques maiores que o mínimo necessário para um sistema puxado
e controlado.
Movimentação: operadores realizando movimentações desnecessárias tais como
procurar ferramentas, peças ou documentos, etc.
correção: inspeção, retrabalho e refugo.
Encontram-se, na literatura, diferentes nomenclaturas e novos conceitos de desperdícios,
tais como: (1) espaço; (2) energia; (3) ideias; (4) ergonomia (5); etc. Porém, em sua essência,
todos se correlacionam com os sete desperdícios clássicos.
2.1 MAPEAMENTO DOS FLUXOS
Para entender o mapeamento do fluxo de valor é importante conhecer o que é o fluxo
valor. Werkema (2006) define fluxo de valor como sendo todas as atividades que agregam ou
não agregam valor e que são realizadas por uma empresa para projetar, produzir e entregar seus
produtos (bens ou serviços) aos clientes.
O mapeamento é uma importante ferramenta para investigação do processo,
possibilitando a visualização de toda a cadeia de valor apoiando eliminação progressiva dos
desperdícios (TEICHGRÄBER; BUCOURT, 2012. AR; AL-ASHRAF, 2012). O mapa do
fluxo de valor identifica os desperdícios nas atividades e realiza melhorias de forma estruturada
e objetiva (MILNITZ; TUBINO, 2013).
Dal, Akçagün e Yilmaz (2013) demonstram o uso do mapeamento de fluxo de valor
aplicado em uma indústria, exemplificando as etapas de análise e construção e evidenciando
ganhos com: (1) a redução de estoques; (2) redução no tempo de entrega; (3) qualidade; e (4)
produtividade da linha.
Ganhos também apresentados por Vinodh, Somanaathan, Arvind, (2013), ao
explorarem o processo de fabricação do produto “espaçador”, por meio do método de estudo
de caso, trazendo como resultados uma indicação positiva de que, caso implantado, as ações
trariam benefícios e direcionariam a empresa rumo à filosofia enxuta, aumentando sua
competitividade no mercado global.
Jones e Womanck (2004) fazem referência a mapeamento de fluxo de valor como uma
ferramenta gráfica representando todo o fluxo de informações e processos de uma cadeia de
valor, buscando pontos de melhoria e eliminação dos desperdícios, por meio do simples
28
processo de observação dos fluxos de informação e de materiais conforme eles ocorrem,
resumindo-os visualmente e vislumbrando um estado futuro com melhor desempenho.
Segundo os mesmos autores, a vantagem do mapeamento do fluxo de valor é desagregar
problemas no nível dos produtos específicos, melhorando o processo de solução de problemas
pelos gerentes. Para fazer isso, é preciso começar do ponto mais distante fluxo abaixo (no
sentido do cliente) e definir as famílias de produtos nesse ponto.
Ao mapear o estado atual, escolhe-se um componente principal a ser seguido. A partir de
seu fornecedor é desenhado seu caminho, passando pela empresa e chegando até o cliente.
Descrevendo sua frequência de entrega, quantidades de estoque entre os processos, tempo de
agregação de valor, tempo ciclo das operações, tempo de setup, quantidade de turnos e demais
informações que se achar relevante para identificar a situação atual.
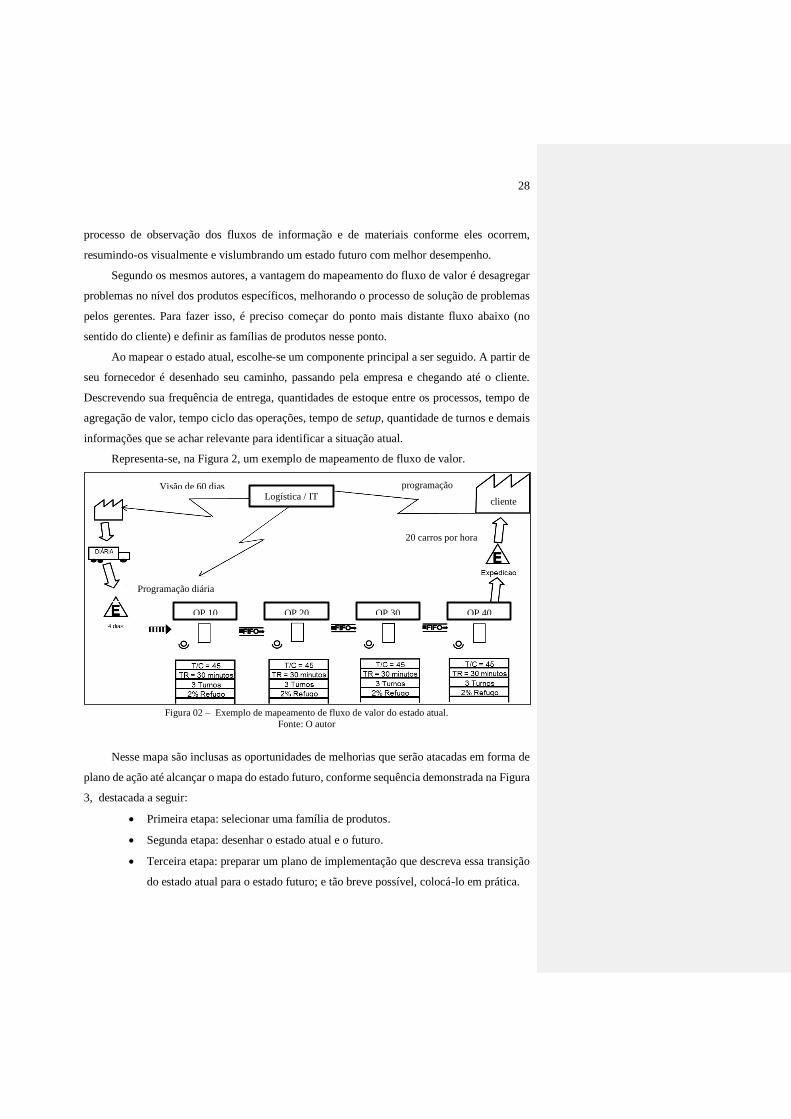
Representa-se, na Figura 2, um exemplo de mapeamento de fluxo de valor.
Figura 02 – Exemplo de mapeamento de fluxo de valor do estado atual.
Fonte: O autor
Nesse mapa são inclusas as oportunidades de melhorias que serão atacadas em forma de
plano de ação até alcançar o mapa do estado futuro, conforme sequência demonstrada na Figura
3, destacada a seguir:
Primeira etapa: selecionar uma família de produtos.
Segunda etapa: desenhar o estado atual e o futuro.
Terceira etapa: preparar um plano de implementação que descreva essa transição
do estado atual para o estado futuro; e tão breve possível, colocá-lo em prática.
cliente
programação
20 carros por hora
Logística / IT Visão de 60 dias
Programação diária
OP 10 OP 20 OP 30 OP 40

29
Figura 03 – Etapas do Mapeamento.
Fonte: Adaptado de Rother e Shook (2003).
Esse mapa descreve o melhor fluxo possível para atual maturidade do grupo, podendo ser
o primeiro de outros estágios conforme a empresa se torne mais capaz de eliminar seus
desperdícios.
Segundo Werkema (2006), após o desenho do mapa do estado futuro deve ser elaborado
um plano de implementação do estado futuro. Para a elaboração do plano é necessário dividir
a implementação em etapas e priorizar as ações por criticidade. Cada etapa poderá contemplar
uma parte do processo como, por exemplo, a ligação entre o cliente e o processo puxador ou
entre o fornecedor e o primeiro processo do fluxo de valor.
O mapa futuro deve representar o fluxo futuro proposto pelas equipes de melhoria e
englobar as sugestões do grupo. Esse mapa deve definir:
O processo puxador, ou seja, o processo que irá iniciar e parar todo o fluxo de
acordo com a necessidade do cliente.
O fluxo contínuo sempre que possível, representado no mapa pela palavra FIFO
(First In First Out).
Os supermercados em que não é possível criar fluxo contínuo, identificado pela
figura do kanban.
O fluxo de informação representado pelas setas a partir do cliente.
Os processos representados pelas caixas de texto.
Família de produtos
Desenho do Estado Atual
Desenho do Estado Futuro
Plano de Implementação
30
O fluxo de matéria representado pelas setas retas.
A quantidade de operadores.
Demais informações relevantes de acordo com cada projeto.
Após o diagrama, os pontos críticos levantados pela equipe de elaboração do mapeamento
deve elaborar um cronograma de implantação das melhorias propostas.
2.2 ESTABILIDADE BÁSICA
Ter estabilidade é ter uma linha produtiva segura, com qualidade e sem quebras, evitando,
assim, as oscilações de produção causadas por esses problemas. Essa deve ser uma fase prévia,
as alterações propostas pelas técnicas de manufatura enxuta, pois é a partir dos conceitos de
estabilidade que se constrói um sistema sustentável. Aborda-se nesse tema a importância da
qualidade do produto/processo e a cadeia de ajuda, grupo responsável por dar suporte nas
correções dos problemas e implantação de ações corretivas, reservando um tópico específico
para tratar da manutenção produtiva total (TPM).
Entre os diversos fatores críticos de sucesso que as empresas devem considerar, destaca-
se a busca por padrões cada vez mais elevados de produtividade e qualidade (SILVA et al,
2011). A Produção Enxuta apresenta melhora do desempenho desses fatores, elevando a
produtividade, reduzindo os custos e aprimorando a qualidade (PRATES; BANDEIRA, 2011).
A efetivação do uso de ferramentas de gestão, para redução de custos e melhoria da qualidade,
é considerada a ação mais importante relativa à operação produtiva em um sistema de gestão
baseado no Lean Manufacturing (PEINADO; GRAEML, 2014).
O foco da Produção Enxuta no combate às perdas pode trazer ganhos substanciais em
critérios competitivos tradicionais, tais como: qualidade, prazos de entrega e custos (SAURIN;
RIBEIRO; MARODIN, 2010). Fator que permite às empresas concorrer em preço e qualidade
com similares estrangeiros, vindos tanto de países com elevado nível de desenvolvimento
tecnológico quanto de países onde os custos de fabricação estão num patamar bem mais baixo
(SALGADO et al, 2009).
Cada um pode ter seu próprio conceito de qualidade, e por ser abstrata, pode ser definida
de inúmeras formas: adequação ao uso; ausência de falhas; conformidades com as
especificações; etc.
31
Para Filho (2007), qualidade intrínseca é conseguida através da garantia da qualidade do
bem ou serviço que se produz, devendo o trabalho ser planejado e executado de forma a garantir
que, ao final do processo, a qualidade esteja conforme o proposto.
A NBR ISO 9000 (2000) define que qualidade consiste em um termo que expressa o grau
de atendimento de um conjunto de características aos seus requisitos, podendo ser usado com
adjetivos tais como má, boa ou excelente.
Oliveira et al. (2004) defendem que a implantação efetiva de um controle de qualidade
nas várias etapas do processo produtivo, com base no bom senso e adotando a filosofia de
empowerment, em que se delega autoridade para tomada de decisões e valoriza a mão de obra,
é capaz de reduzir as perdas futuras com produtos já fabricados, tendendo a diminuir seus custos
sistemática e gradualmente.
A cadeia de ajuda é uma rotina de interação e envolvimento entre as pessoas para se
resolver um problema quando ele surge. A linha de produção deve identificar os problemas e
tratá-los quando são simples. Já os problemas complexos devem ser tratados através de
ferramentas sistêmicas, como o A3 problem solving process (AZZAM; ARIAS; ZHOU, 2011).
O processo da detecção do problema inicia-se com a identificação do desvio pelo
operador. Essa anomalia é sinalizada à equipe de suporte através de uma ferramenta de gestão
visual conhecida como Andon. Esse sinal sonoro mostra o estado das operações em uma
determinada área avisando quando ocorre uma anomalia (MARCHWINSKI; SHOOK, 2007).
Após a intervenção do operador, chama-se o líder de produção que bloqueia o problema com o
auxílio do operador, anotando a discrepância no quadro de gestão a vista, e a partir dele escala-
se os problemas não resolvidos, podendo paralisar a produção para que as ações sejam tomadas
e os problemas solucionados com o apoio dos supervisores, gerentes e responsáveis pelas áreas
pertinentes. Se a ação do líder for efetiva e o problema foi resolvido o processo segue o fluxo
e as ações anotadas no quadro são tratadas através de uma sistemática de resolução de
problemas.
2.3 MANUTENÇÃO PRODUTIVA TOTAL (TOTAL PRODUCTIVE MAINTENANCE
Deifa e ElMaraghy (2014), Mendes e Ribeiro (2014) consideram que uma manutenção
eficiente é essencial para as linhas que trabalham com o conceito Lean, sendo estratégica, pois
aumenta a disponibilidade da linha, consequentemente obtendo-se maior produtividade.
Comentado [OCdF1]: necessidade do tópico descrita na
estabilidade básica

32
Para Marchwinski e Shook (2007) a manutenção produtiva total se baseia em três
importantes princípios: (1) requer a participação de todos os funcionários, não apenas o pessoal
de manutenção, mas também os gerentes de linha, engenheiros de produção, profissionais da
qualidade e operadores; (2) visa o aumento da disponibilidade do equipamento, focado em seis
perdas principais sofridas pela máquina: quebra, tempo de troca, pequenas paradas, perdas de
velocidade, refugo e retrabalho; (3) leva em consideração o estado do equipamento, definindo
atividades corretivas e preventivas para eliminar as causas dos principais problemas retornando
o equipamento ao estado ideal de operação.
Segundo Chiarini (2014) o primeiro passo é envolvimento dos operadores na rotina de
manutenção através de atividades diárias como, por exemplo, lubrificações, limpeza, ajuste e
inspeção do equipamento. De acordo com a maturidade da fábrica em relação ao TPM os
operadores podem ser envolvidos nos projetos de melhorias e em reparos simples liberando
assim os manutentores para a execução de atividades visando a manutenção estratégica dos
equipamentos.
Mendes e Ribeiro (2014) afirmam que a manutenção é fundamental para que se possa
alcançar a estabilidade do processo, eliminando a ocorrência de defeitos e evitando a ocorrência
de falhas inesperadas nos equipamentos, a fim de manter um fluxo estável de produtos no
processo, principalmente em linhas de produção enxuta, onde os estoques que protegem o
processo de sua ineficiência são relativamente baixos.
Para Werkema (2006) a manutenção produtiva resulta nos seguintes benefícios para a
empresa:
Elevação do nível de conhecimento e da capacitação dos funcionários da produção
e da manutenção.
Melhoria do ambiente de trabalho.
Redução do tempo de parada por quebra dos equipamentos e dos custos associados
a esse tipo de interrupção da produção.
Aumento da capacidade produtiva, o que pode gerar aumento da receita e das
margens de contribuição dos produtos fabricados.
2.4 FLUXO CONTÍNUO
Para atingir o fluxo continuo na produção dos componentes, é necessário criar um fluxo
unitário de peças (VOTTO; FERNANDES, 2014). Uma linha é caracterizada em fluxo
contínuo, quando ao parar uma das operações, as operações anteriores também param
33
imediatamente, ou em alguns casos, após preencher os sinais de puxada. Esse sistema foi
introduzido em escala industrial por Henry Ford, na planta de Highland Park, Michigan, com o
objetivo de reduzir os tempos de produção e o esforço humano. Para Marchwinski e Shook
(2007), Bartz, Weise e Ruppenthal (2013), o fluxo contínuo consiste em produzir e movimentar
um item por vez, ao longo de uma série de etapas de processamento, continuamente, sendo que
em cada etapa se realiza apenas o exigido pela etapa seguinte. Para um processo trabalhar
efetivamente em fluxo contínuo, é necessário que as operações estejam balanceadas, isentas de
problemas de qualidade e com uma alta disponibilidade da linha. Liker (2005) aborda o conceito
de fluxo como sendo uma reunião de operações que, de outro modo, estariam separadas obtendo
como vantagens o trabalho de equipe, rápido feedback quanto a problemas de qualidade
precedentes, controle sobre o processo e pressão direta das pessoas para solucionar problemas.
Barbosa, Carvalho e Filho (2014) relatam alguns benefícios do fluxo contínuo, tais como:
(1) permite que as peças iniciem e terminem o processo sem refluxo; (2) menor uso da área e
melhor aproveitamento do layout; (3) redução de tempo de setup; (4) flexibilização do processo
para atender às oscilações da demanda; e (5) melhoria da segurança e ergonomia.
O Lean Manufacturing é uma ferramenta poderosa na redução dos estoques de matéria-
prima, estoque em processo e produtos finais (DEMETER, MATYUSZ, 2011). Marodin e
Saurin (2013) destacam que a produção e o transporte em menores lotes, objetivando o fluxo
unitário, otimizam e facilitam as conexões de tempo de forma direta reduzindo os estoques e
liberando área para o processo produtivo.
2.5 TRABALHO PADRONIZADO
A divisão do trabalho revolucionou a produtividade humana na idade. Esse conceito
aplicado por Ford, no qual cada operador era responsável por pequenas tarefas dentro do
processo de montagem com peças intercambiáveis e com ganhos significativos de tempos de
montagem em série, nos tempos em que a demanda era maior que a capacidade produtiva
industrial. O conceito aplicado pelo sistema Lean é um pouco diferente, pois não visa à máxima
capacidade produtiva das instalações e, sim, à adequação desses elementos de trabalho ao Takt,
que é o tempo disponível para produzir dividido pela demanda. Para Marodin e Saurin (2013)
o trabalho padronizado está ligado à identificação e alocação das atividades entre operadores
da melhor forma possível, além de permitir redução dos desperdícios de tempo de
movimentação de operadores entre operações.

34
O Trabalho padronizado traz flexibilidade ao processo obtido por meio da utilização de
operadores com multi-habilidades (AZZAM; ARIAS; ZHOU, 2011), demonstrando que o
trabalho padronizado pode trazer ganhos significativos na redução dos custos de manufatura e
aumento da produtividade (GAUTAM; KUMAR; SINGH, 2012).
Marchwinski e Shook (2007) mencionam trabalho padrão como sendo as ações humanas
(movimentos) envolvidas na fabricação de produtos, podendo ser divididas em:
Ações que criam valor: movimentos diretamente necessários para a fabricação do
produto.
Trabalho incidental: movimentos que os operadores precisam realizar para a
fabricação do produto, mas que não criam valor sob o ponto de vista do cliente.
Desperdício: ações que não criam valor e que podem ser eliminadas.
Manter uma sequência racional e repetível de trabalho é fundamental para a garantia da
estabilização de uma linha produtiva.
O trabalho padronizado (TP) é a definição precisa das atividades de todos os operadores.
Nele deve constar o tempo Takt que representa o ritmo da demanda, a sequência exata de
trabalho em que o operador executa dentro do tempo Takt e o estoque padrão no processo
necessário para manter o fluxo suave e ininterrupto. O trabalho padronizado pode variar de
acordo com a natureza dos processos (por exemplo, montagem manual, usinagem, processos
contínuos, etc.), mas a lógica fundamental é sempre a mesma. Através dele mantêm-se os níveis
de qualidade, produtividade, segurança e ergonomia.
Marchwinski e Shook (2007) definem trabalho padronizado como o estabelecimento de
procedimentos precisos para o trabalho de cada um dos operadores e que, uma vez estabelecido
e exposto nas estações de trabalho, torna-se objeto da melhoria contínua através do Kaizen.
Seus benefícios incluem a documentação do processo atual para todos os turnos, reduções na
variabilidade, treinamento mais fácil para os novos operadores, redução de acidentes e riscos,
e uma base comum para as atividades de melhoria.
Werkema (2006) cita seis passos importantes para a padronização:
Definir o processo a ser padronizado e determinar as tarefas repetitivas e os
procedimentos básicos.
35
Reunir as pessoas envolvidas no processo, discutir os métodos utilizados e encontrar
o melhor e mais simples procedimento operacional.
Testar e documentar o procedimento definido no item anterior, registrando as
atividades em uma linguagem que todos os envolvidos possam entender.
Comunicar a existência do novo padrão a todos os afetados ou relacionados a ele.
Treinar todos os operadores e supervisores, de modo que eles executem exatamente
aquilo que foi padronizado, sempre da mesma maneira.
Auditar periodicamente os processos para verificar a utilização dos procedimentos
operacionais padrão e aperfeiçoá-los sempre que possível.
O trabalho padronizado é a base para a melhoria contínua, pois a partir dele pode-se
analisar o processo e identificar oportunidades otimização.
2.6 SISTEMA PUXADO
O sistema puxado trabalha a partir da autorização de produção pelo processo cliente,
evitando o estoque em excesso e controlando a demanda fluxo acima. Sinais claros e visíveis
(Kanbans) devem gerenciar o fluxo de material ajudando as pessoas a trabalhar de acordo com
as prioridades (RIEZEBOS, 2013).
Para melhor entender como funciona o sistema puxado, é importante conhecer os
conceitos de processo “empurrado” e “puxado”.
O processo de produção em massa, ou “empurrado”, consiste em produzir o máximo
possível, não permitindo que homens e máquinas fiquem ociosos, mesmo quando o destino dos
produtos é o armazém. Já o sistema de produção “puxada” é a maneira de conduzir o processo
produtivo, de forma tal que cada operação requisita da operação anterior todos os componentes
e matérias para sua utilização somente no instante e nas quantidades que serão necessárias para
o seu uso imediato (ALVAREZ, 2001). No sistema puxado qualquer movimento de produção
somente é liberado na medida da necessidade sinalizada pelo usuário da peça ou componente
em fabricação (DIAS, 2010).
O sistema puxado utiliza o kanban ou seu conceito para gerir os estoques e emitir a ordem
de produção, sendo essa uma das técnicas mais importantes e disseminadas da filosofia Lean.
O Kanban é um sinal de produção: podendo ser uma luz, um espaço vazio, um carrinho, etc. A
forma mais conhecida de kanban é um cartão recoberto por um envelope plástico, para melhor
36
proteção dentro da fábrica. Entretanto há empresas que adotam papelões de cores diferentes,
triângulos de metal, esferas coloridas de borracha ou de isopor. Independente de sua forma, o
kanban tem como conceito eliminar os estoques intermediários, com a consequente redução
dos custos e o aumento da produtividade na produção em massa. O uso do sistema Kanban
permite a produção de pequenos lotes reduzindo as variantes produzidas e o tempo de
processamento (RIEZEBOS, 2013).
Entre os tipos usuais de kanban, Alvarez et al. (2001) destacam:
Kanban de retirada: funciona como uma requisição de materiais ou peças da operação
imediatamente anterior àquela que se está executando no momento.
Kanban de produção: originariamente se encontra na caixa ou na prateleira do setor
que os produz, juntamente com os itens prontos. Quando um setor subsequente àquele
em que o produto é manufaturado executa a retirada dos itens, os cartões de produção
retornam ao quadro de kanban, assinalando a necessidade de se produzir a quantidade
de peças retiradas.
Kanban comum: quando duas operações são supervisionadas pelo mesmo
colaborador, as funções do kanban de retirada e de produção são executadas por um
único cartão. Neste caso o trabalhador transfere as caixas vazias da operação posterior
para a anterior, retira as caixas cheias de itens e deixa o kanban único no quadro de
cartões da produção.
Existem outros diversos tipos de kanban, como o expresso, integrado, de emergência, de
ordem de serviço, que podem ser diferenciados por suas tarjas e bordas coloridas, promovendo
uma rápida identificação. É frequente também a utilização de indicações luminosas
(denominadas Andon), acionadas pelo operador quando precisa de auxílio, seja por problema
de qualidade, ou falta de material, ou, ainda, necessidade de manutenção corretiva do
equipamento.
O kanban é um sistema que atua dentro das funções de planejamento e controle da
produção no nível operacional de curto prazo, executando atividades de programação,
acompanhamento e controle da produção, de forma simples e direta, da seguinte forma:
As funções de administração dos estoques estão contidas dentro do próprio sistema
de funcionamento do kanban.
37
Utiliza recursos produtivos apenas para demandas reais, reduzindo os estoques
especulativos e acelerando os lead times (tempo de atravessamento ou fluxo)
produtivos.
Os cartões kanban possuem um conjunto mínimo de informações, suficientes para a
produção e movimentação dos itens no sistema, contribuindo para a simplicidade
operacional.
Com o kanban, a produção e movimentação de itens são administradas pelos próprios
operadores, proporcionando um controle em nível de chão de fábrica.
2.7 LOGÍSTICA LEAN
A origem da logística é militar. Foi desenvolvida visando colocar os recursos certos no
local certo, na hora certa, com um só objetivo: vencer batalhas. A palavra logística vem do
grego logus que significa calcular. Então, pode-se definir a função da logística como a função
de calcular: no sentido de administrar, gerenciar, planejar, operar e controlar todo o fluxo de
mercadoria e informações, desde a fonte fornecedora até o consumidor. A logística tem como
função estudar a maneira como a administração pode otimizar os recursos de suprimentos,
estoques e distribuição dos produtos e serviços com que a organização se apresenta ao mercado
por meio de planejamento, organização e controle efetivo de suas atividades correlatas,
flexibilizando os fluxos dos produtos. (POZO, 2002).
A logística Lean é uma importante ferramenta para eliminar ou minimizar os
desperdícios de movimentação, espera, transporte e estoque, pois esses desperdícios são
influenciados pelo sistema logístico adotado. Porém, para ser uma realidade dentro da
organização, requer uma cultura estratégica voltada ao mercado, para que os processos
relevantes sejam analisados e todo o processo logístico e produtivo possa ser reestruturado
(ALVES; SANTOS, 2013).
Para Guarnieri e Hatakeyama (2010), a integração de todas as atividades logísticas,
desde o pedido do cliente ao fornecedor até a entrega ao consumidor final, permeada por
serviços e informações que agreguem valor, é uma realidade no ambiente empresarial. No
entanto, essa integração exige iniciativas de gestão efetiva das cadeias de suprimentos,
englobando não somente os processos de negócios, mas também o relacionamento com clientes
e fornecedores visando parcerias estratégicas, que beneficiem todos os componentes da cadeia.

38
A introdução de um sistema Lean de movimentação de materiais dentro da fábrica faz
com que os materiais cheguem na hora e quantidade certa até os processos produtivos. Por
meio do plano para cada peça e das rotas padronizadas, que são uma consequência da
implantação Lean, tem-se como resultado o aumento das atividades e ações que agregam valor
ao cliente final, gerando uma série de melhorias nos processos, a redução nos custos diretos da
logística de abastecimento e melhoria no balanceamento da carga de trabalho das rotas
(MARODIN; ECKERT; SAURIN, 2012).
O sinal de reposição gerencia o fluxo ao longo da cadeia produtiva, onde os sinais de
puxada informam o que deve ser reposto baseado no consumo do item. Esse fluxo pode
envolver os fornecedores e subfornecedores ao longo da cadeia de suprimentos, controlando os
estoques e determinando que somente a quantidade consumida seja resposta.
A adoção do sistema de logística interna enxuta influencia positivamente nos
indicadores de desempenho do sistema produtivo como um todo, como, por exemplo,
flexibilidade, qualidade ou tempo de entrega, afetando também os resultados financeiros, tais
como: (1) custo das paradas de produção; (2) liberação de espaço na linha; (3) estoques; e (4)
uso de empilhadeiras (MARODIN; ECKERT; SAURIN, 2012).
3 MÉTODO DE PESQUISA

39
Para delimitação do tema e desenvolvimento do referencial teórico, efetuou-se uma
pesquisa bibliográfica em títulos relacionados ao tema Lean Manufacturing. As buscas foram
realizadas em periódicos internacionais, periódicos nacionais, por meio da base de dados do
portal de periódicos da Capes1, no Scielo Brasil2 , no Google Acadêmico, além das bibliotecas
virtuais da ABEPRO e LATEC (UFF -NITERÓI). Também foram utilizadas as bibliotecas
físicas para a consulta de obras sobre o tema de pesquisa.
À medida que os documentos eram encontrados tinham seus resumos lidos e, em função
desses, eram descartados ou lidos por completo, posteriormente inclusos como citação, ou
apenas na tabela de autores vs práticas (ver Tabela 1). Dessa abordagem, selecionaram-se 30
artigos de periódicos internacionais, 32 artigos de periódicos nacionais, 12 livros e uma norma
técnica, estratificados por tipo e por data de publicação, conforme demonstrado nos Gráficos 1
e 2.
Gráfico 1: Composição do referencial teórico por tipicidade, composto de 75 documentos.
Fonte: O autor
Na análise dos Gráficos 1 e 2, observa-se que 83% de todos os documentos, que fazem
do referencial teórico, são artigos de periódicos, dos quais mais de 63% foram desenvolvidos
entre 2012 e 2015.
1< http://www.periodicos.capes.gov.br> 2 < http://www.scielo.br>
41%
42%
16%
1%
Estratificação do material bibliográfico por tipo
Periódico internacional Periódico nacional livro Norma

40
Gráfico 2: Composição do referencial teórico por períodos de publicação, composto por 75 documentos.
Fonte: O autor
A Tabela 1 relaciona as citações dos autores quanto à adesão aos temas de pesquisa. Os
números entre colchetes representam os nomes dos autores relacionados com o tema abordado
e identificados na Tabela 2.
Temas de pesquisa Autores
Mapeamento do fluxo de valor do
estado atual (VSA)
[1];[2];[3];[5];[6];[7];[8];[9];[10];[11];[12];[13];[14];[15];
[17];[18];[19];[27];[28];[31];[33];[34];[38];[40];[41];[42];
[44];[45];[48]; [61]; [67]
Mapeamento do fluxo de valor do
estado Futuro (VSM) [1];[2];[3];[5];[6];[7];[8];[9];[10];[11];[12];[13];[14];[15];
[17];[33];[34];[38];[40];[44];[67]
Gestão visual / Qualidade [3];[6];[15];[25];[38];[41];[43];[48];[57];[63];[65];[71]
Manutenção produtiva total [3];[4];[5];[6];[7],[16];[19];[25];[26];[35];[38];[40];[41];
[42] [43];[47];[60]
Fluxo contínuo [2];[3];[5];[6];[7];[9];[19];[25];[26];[27];[38];[40];[46];[61]
Trabalho Padronizado [2];[3];[5];[6];[7];[9];[15];[19];[25];[26];[32];[37];[38];[39];
[40];[41];[43];[46];[48];[50]
Sistema puxado [2];[3;[4];[5];[6];[7];[13];[18];[19];[20];[21];[22];[23];[25];
[26];[36];[38];[40];[41];[43];[49];[52];[53];[61];[68]
Logística de abastecimento [6];[13];[29];[30];[34];[51];[66]
Analise dos problemas repetitivos [6];[25];[37];[48]
Auditoria de trabalho padrão [6]
Muda check [6];[24]
Lean como ferramenta estratégica [4];[11];[14];[32];[39];[54];[56];[59];[61];[72]
Fundamentação de pesquisa-ação [15];[55];[58];[62];[70]; [74] ; [75]
Reformismo Liberal [69]
Normas técnicas [73] Tabela 1: correlação entre os autores e os temas de pesquisa
Fonte: O autor
63%
21%
9%7%
Estratificação do material bibliográfico por período
2015-2012 2011-2008 2007-2004 2003-1997

41
Na Tabela 2 e Tabela 2 continuação apresenta-se a relação de autores para comparação
com a Tabela 1.
Autor Ano Tipo de material
[1] JONES, Daniel; WOMACK, James 2004 Livro
[2] SILVA, Ivo da, XAMBRE, Ana Raquel, LOPES, Rui Borges 2013 Periódico internacional
[3] SAURIN, Tarcisio A; RIBEIRO, José L D; MARODIN, Giuliano
M 2010 Periódico nacional
[4] JABBOUR, et al. 2013 Periódico nacional
[5] SILVA et al. 2011 Periódico nacional
[6] MARCHWINSKI C.; SHOOK J. 2007 Livro
[7] WERKEMA, Maria Cristina Catarino 2006 Livro
[8] TEICHGRÄBER, Ulf K.; BUCOURT, Maximilian de 2012 Periódico internacional
[9] AR, Rahani; AL-ASHRAF, Muhammad 2012 Periódico internacional
[10] DAL, V; AKÇAGÜN, E; YILMAZ, A. 2013 Periódico internacional
[11] VINODH, S; SOMANAATHAN, M; ARVIND, K.R. 2013 Periódico internacional
[12] MILNITZ , Diego; TUBINO, Dalvio Ferrari 2013 Periódico nacional
[13] MESQUITA, Daytta Cristina Vieira; MESQUITA, Wisner
Gonçalves; SOUZA, Leandro Rodrigues da Silva 2014 Periódico nacional
[14] SALGADO, Eduardo Gomes; et al. 2009 Periódico nacional
[15] PRATES , Caroline Chagas; BANDEIRA, Denise Lindstrom. 2011 Periódico nacional
[16] MENDES , Angélica Alebrant; RIBEIRO, José Luis Duarte, 2014 Periódico nacional
[17] DELGADO, Thiago do Valle; REIS, Augusto da Cunha 2014 Periódico nacional
[18] UTIYAMA, Marcel Heimar Ribeiro. FILHO, Moacir Godinho 2013 Periódico nacional
[19] FAVONI, Célio; GAMBI, Lillian do Nascimento; CARETA,
Catarina Barbosa 2013 Periódico nacional
[20] REBELATO, Marcelo Giroto; MADALENO, Leonardo Lucas;
RODRIGUES, Andréia Marize 2011 Periódico nacional
[21] PERGHER Isaac; VACCARO, Guilherme Luís Roehe 2012 Periódico nacional
[22] SERENO,Bruno; et al. 2011 Periódico nacional
[23] PERGHER, Isaac; et al. 2014 Periódico nacional
[24] WALTER, Olga Maria Formigoni Carvalho; TUBINO, Dalvio
Ferrari 2013 Periódico internacional
[25] MARODIN, Giuliano, SAURIN, Tarcísio Abreu 2013 Periódico nacional
[26] BARBOSA, G. F. ; CARVALHO, J.; FILHO, E. V. G 2014 Periódico internacional
[27] BARTZ, Ana Paula Barth; WEISE, Andreas Dittmar;
RUPPENTHAL, Janis Elisa, 2013 Periódico internacional
[28] SILVA, Alessandro Lucas da; RENTES, Antonio Freitas 2012 Periódico nacional
[29] ALVES, Jakeline Aleixo; SANTOS, Aparecida Penha dos 2013 Periódico nacional
[30] MARODIN, Giuliano; ECKERT, Cristian Pillar de; SAURIN,
Tarcísio Abreu 2012 Periódico nacional
[31] FAVONI, Célio; et al. 2013 Periódico nacional
[32] GAUTAM, Rajesh; KUMAR, Sushil; SINGH, Sultan. 2012 Periódico internacional
[33] SABOO, Aayush et al. 2014 Periódico internacional
[34] CHEN, James C.; CHENG, Chen-Huan; HUANG, PoTsang B. 2013 Periódico internacional
[35] Deifa, Ahmed M.; ElMaraghy, Hoda 2014 Periódico internacional Tabela 2: lista de citações para comparação da tabela 1
Fonte: O autor

42
Autor Ano Tipo de material
[36] RIEZEBOS, Jan. 2013 Periódico internacional
[37] AZZAM, Said Rabah; ARIAS, Laura Carolina; ZHOU 2011 Periódico internacional
[38] SAURIN, Tarcisio Abreu; FERREIRA, Cléber Fabrício. 2008 Periódico nacional
[39] GAUTAM, Rajesh; KUMAR, Sushil; SINGH, Sultan 2012 Periódico internacional
[40] VOTTO, Rodrigo Goulart; FERNANDES, Flavio Cesar Faria 2014 Periódico nacional
[41] IUDINA, Svetlana Valentinovna; GARIFULLINA, Mukhabbat
Sharifovna; SERIKOVA, Nataliya Vladimirovna. 2015 Periódico internacional
[42] CHIARINI, Andrea 2014 Periódico internacional
[43] CELIS, Olga Lucía Mantilla; GARCÍA, José Manuel Sánchez 2012 Periódico internacional
[44] FOLINAS et al 2013 Periódico internacional
[45] LOPEZ, Patxi Ruiz de Arbulo; SANTOS Jordi Fortuny;
ARBO’S luıs Cuatrecasas 2013 Periódico internacional
[46] MARODIN, Giuliano, SAURIN, Tarcísio Abreu 2013 Periódico nacional
[47] MENDES, Angélica Alebrant; RIBEIRO, José Luis Duarte 2014 Periódico nacional
[48] STÅHL, Anna-Carin Fagerlind et al. 2015 Periódico internacional
[49] HASSAN, Khairul; Kajiwara, Hiroyuki, 2013 Periódico internacional
[50] AGUADO, Sergio; ALVAREZ, Roberto 2013 Periódico internacional
[51] GUARNIERI, Patrícia; HATAKEYAMA Kazuo. 2010 Periódico nacional
[52] DIAS, Marcos Aurélio P. 2010 livro
[53] ALVAREZ, Maria Esmeralda et al 2001 livro
[54] BHAMU, Jaiprakash; SANGWAN, Kuldip Singh 2014 Periódico internacional
[55] BALLANTYNE, D. 2004 Periódico internacional
[56] DEMETER, Krisztina ; MATYUSZ, Zsolt. 2011 Periódico internacional
[57] FILHO, Gerando Vieira 2007 livro
[58] GIL, Antonio Carlos 2008 livro
[59] JASTI, Naga Vamsi Krishna. KODALI, Rambabu 2014 Periódico internacional
[60] JIMÉNEZ, Mariano et al.. 2015 Periódico internacional
[61] LIKER, J. K. 2005 livro
[62] MIGUEL, P. C. 2011 Periódico nacional
[63] MORA, Jose Nicolas Cardona 2014 Periódico internacional
[64] OLIVEIRA, Otávio J, et al 2004 livro
[65] PEINADO, Jurandir; GRAEML 2014 Periódico nacional
[66] POZO, Hamilton 2002 livro
[67] ROTHER, M.; SHOOK, J. 2003 livro
[68] SANTOS, Luciano Costa; GOHR, Cláudia Fabiana; JUNIOR,
Milton Vieira 2013 Periódico nacional
[69] SALLUM Jr, Brasilio. 2011 Periódico nacional
[70] THIOLLENT, Michel 1997 livro
[71] VIEIRA, Ariana Martins et al 2013 Periódico nacional
[72] YANG, Ma Ga (Mark); HONG, Paul; MODI, Sachin B 2011 Periódico internacional
[73] ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS 2000 Norma
[74] SÁ-SILVA, J.R., ALMEIDA, C.D, GUINDANI, J 2009 Periódico nacional
[75] MELLO, Carlos Henrique Pereira, et al 2012 Periódico nacional Tabela 2 (continuação): lista de citações para comparação da tabela 1
Fonte: O autor
Formatado: Inglês (Estados Unidos)

43
Quanto ao processo de construção do conhecimento, inicialmente valeu-se da
metodologia de pesquisa bibliográfica para a fundamentação teórica. Para o processo de
descrição do histórico anterior à pesquisa-ação, empregou-se a metodologia de pesquisa
documental que, para Sá-Silva, Almeida e Guindani (2009), é um método de escolha e de
verificação de dados que visa ao acesso às fontes pertinentes, e, a esse título, faz parte integrante
da heurística de investigação. Posteriormente utilizou-se a metodologia de pesquisa-ação,
escolhida por ser o método que melhor descreve o envolvimento do pesquisador no processo
de pesquisa. Toda pesquisa-ação possui caráter participativo, pelo fato de promover ampla
interação entre pesquisadores e membros representativos da situação investigada. Caracteriza-
se por ser um tipo de pesquisa social com base empírica, que é concebida e realizada em estreita
associação com uma ação ou com a resolução de um problema coletivo e no qual os
pesquisadores e os participantes representativos da situação ou do problema estão envolvidos
do modo cooperativo ou participativo (THIOLLENT, 1997). A pesquisa-ação tem uma
natureza investigativa devendo ser conduzida em conjunto com aqueles que participam do
estudo (MIGUEL, 2011).
Na Figura 4 é apresentada a integração desses conceitos, onde nas etapas inicial e 1
utilizou-se a revisão documental, descrevendo as atividades do contexto histórico. Para as
demais etapas, prevalece o uso da revisão bibliográfica e da pesquisa-ação, dividida em duas
etapas (2 e 3), com o objetivo de descrever em momentos distintos a aplicação das ferramentas.
Figura 4: Etapas da pesquisa
Fonte: Elaborado pelo autor
Etapa inicial (2008)
-Revisão bibliográfica
-Revisão
documental
Etapa 1 (2009)
- Revisão bibliográfica
- Revisão documental
Etapa 2 (2013)
- Revisão bibliográfica
- Pesquisa ação
Etapa 3 (2014)
- Revisão bibliográfica
- Pesquisa ação
Base histórica
Capítulo 2 e 4
Pesquisa-ação
Capítulo 2 e 5

44
Na etapa 2 as melhorias buscavam a redução dos custos indiretos e, posteriormente,
impulsionado pela redução da quantidade de variáveis, introduz-se um novo conceito de
produção, o qual contempla as melhorias descritas na etapa 3.
Thiollent (2007) estrutura a condução de uma pesquisa-ação em: (1) planejar a pesquisa-
ação; (2) Coleta os dados; (3) Analisar os dados e planejar ações; (4) Implementar ações; e (5)
Avaliar o resultado e gerar relatório. A tabela 3 relaciona as etapas propostas pelo autor com as
temas abordados nessa dissertação, objetivando-se em clarificar a aplicação da estrutura ao
longo da pesquisa-ação.
Estruturação de
Thiollent (2007) Etapa 2 (2013) Etapa 3 (2014)
Planejar a
pesquisa-ação 3 Método de pesquisa 3 Método de pesquisa
Definir estrutura
conceitual-teórica 3.2 Fase do método de pesquisa 3.3 Fase do método de pesquisa
Coleta os dados
5.1 Evolução da etapa 1 ao 2 5.2 Evolução da etapa 2 a 3 Analisar os dados
e planejar ações
Implementar
ações
5.1.1 Fluxo contínuo
5.1.2 Trabalho padronizado
5.1.3 Logística de abastecimento
5.2.1 Fluxo contínuo
5.2.2 Trabalho padronizado
5.2.3 Logística de abastecimento
Avaliar o
resultado
6 Análise dos resultados
6.1 Resultados da fase de análise e definição dos objetivos
6.2 Resultados da fase de criação da estabilidade básica
6.3 Resultados da implantação do fluxo contínuo
6.4 Resultados da implantação do trabalho padrão
6.5 Resultados da implantação da logística de abastecimento
6.6 Resultados esperados com a implantação do gerenciamento da rotina
da produção
6.7 Resumo das vantagens e desvantagens obtidas em cada etapa Tabela 3: Estruturação da pesquisa-ação x etapas de pesquisa
Fonte: Adaptado de Thiollent (2007)
Os resultados descritos nessa pesquisa-ação procedem da revisão documental, da
observação direta da linha foco dessa pesquisa empírica e ações monitoradas resultantes do
brainstorming, ou seja, da coleta estruturada de ideias do grupo de trabalho provenientes da
análise do cenário encontrado no início dos projetos e tomada de ações direcionadas, embasadas
nas técnicas de produção enxuta, para atingimento de um estado futuro planejado. O propósito
da pesquisa-ação é mudar um sistema organizacional ou social particular no qual os
participantes estão envolvidos (BALLANTYNE, 2004).
A sequência cronológica de atividades da pesquisa foi determinada pelo conhecimento
empírico do autor e a experiência proveniente do gerenciamento de projetos anteriores, pois
não foi encontrado, na revisão bibliográfica, um modelo adequado para o uso.
45
Para facilitar o entendimento da aplicação das ferramentas, elas foram divididas. Porém,
sabe-se que algumas trabalham em conjunto e atuam em mais de uma etapa. A integração de
ferramentas pode ser entendida por meio da sua aplicação, conforme descritas a seguir:
Etapa inicial até a etapa 1 - Descreve-se esse cenário a partir da pesquisa documental,
para demonstrar os impactos pertinentes ao conceito de produção adotado. A linha em questão
era de propriedade do cliente e foi internalizada após um processo de concorrência, mantendo,
em um primeiro estágio, as características originais. Após a identificação do cenário atual, a
fábrica estava preparada para iniciar a implementação das técnicas de:
• mapeamento do fluxo de valor
o identificação dos sete desperdícios;
• criação de estabilidade básica
o cadeia de ajuda;
o quadro hora a hora;
o andon;
o TPM (Total Productive Maintenance) Manutenção Produtiva Total;
o 5s;
o gestão por indicadores.
• sistema puxado para pequenos componentes;
• sistema puxado para produtos acabados;
• fluxo contínuo na linha de produção. Eliminação das operações intermediárias;
• trabalho padrão;
• logística Lean montando em kit’s com lotes de seis carros iguais.
Etapa 1 à 2 - Após estabilização, a linha estava pronta para novas identificações de
melhorias. Contudo, citam-se, nessa etapa, somente as técnicas modificadas. Destaca-se que as
técnicas não citadas foram conservadas e utilizadas igualmente ao cenário anterior.
• mapeamento do fluxo de valor;
o identificação dos sete desperdícios;
• fluxo contínuo na entrega dos produtos acabados;
• trabalho padrão;
• logística Lean montando em sincron (JIS) em kits de seis carros sequenciados.

46
Etapa 2 à 3 - Citam-se nessa fase apenas as técnicas que sofreram alterações, ressaltando
que as demais continuam em uso:
• mapeamento do fluxo de valor;
o identificação dos sete desperdícios;
• fluxo contínuo no abastecimento dos componentes da linha;
• trabalho padrão;
• logística Lean montando em sincron (JIS) em kits de 1 carro
O funcionamento das ferramentas utilizadas pode ser aprofundado através da
fundamentação teórica e do detalhamento da aplicação dessas etapas no estudo nas suas
subseções respectivas.
3.1 MÉTODO DE PESQUISA ETAPA INICIAL
Para facilitar o entendimento da sequência de atividades desenvolvidas pelo
pesquisador, subdividiu-se em cinco (5) fases: análise, definição dos objetivos, estabilidade de
processo, desenvolvimento e gerenciamento da rotina, utilizando-se 13 técnicas Lean para a sua
execução. Essas fases e ferramentas são explicadas a seguir em detalhes:
• Fase - Análise: é a fase de investigação em que se entende o cenário atual e o descreve
através do mapeamento do estado atual (VSA). Para elevar a chance de prover bons
resultados nessa etapa, é aconselhável que os integrantes tenham uma noção básica
sobre os conceitos Lean. Por isso, os participantes dessa fase foram previamente
treinados nos conceitos básicos.
• Fase - Definição dos objetivos: é o momento em que são analisadas as alternativas para
os problemas encontrados no cenário atual (VSA) e são descritas em forma gráfica no
mapeamento de fluxo de valor (VSM). Essas alternativas norteiam o projeto e tornam-
se os objetivos, que são revistos conforme se aprofundam as análises ao longo do
projeto;
• Fase - Estabilidade básica: é uma fase essencial para o sucesso de uma implementação
Lean Manufacturing. Por meio de ferramentas como manutenção produtiva total
(TPM), gestão por indicadores, controle da produtividade hora a hora e cadeia de ajuda,

47
são analisados e solucionados os problemas cotidianos que motivam a geração dos
desperdícios:
• Fase - Desenvolvimento: nessa fase são realizadas as adequações do processo à
filosofia de produção enxuta, utilizando técnicas como:
o Fluxo contínuo: eliminação dos estoques intermediários e aproximação das estações
de trabalho.
o Sistema puxado: onde não é possível criar fluxo contínuo no processo em
consequência de desbalanceamento de operações, tempo de setup elevado,
equipamento compartilhado com outras operações, devem-se utilizar estoques
controlados pelo conceito de puxada.
o Trabalho padronizado: uma vez estabilizado o processo e eliminados os excessos de
estoque, movimentação e demais atividades que não agregam valor, passa-se para a
padronização das atividades. Nessa fase é adequada a força produtiva à demanda.
o Logística Lean: é uma etapa ligada ao sistema puxado e é responsável pelo
abastecimento dos componentes na linha produtiva. Para empresas com alto grau de
maturidade na filosofia Lean, ou respaldada por alguém externo que possa dar
suporte a essa etapa, ela pode acontecer simultaneamente à aplicação dos conceitos
de puxada, como é o caso do projeto foco dessa pesquisa-ação. Essa interação é
representada na Figura 5.
• Verificação da efetividade e gerenciamento da rotina: visa-se nessa etapa garantir a
continuidade das ações propostas pelo projeto. Problemas repetitivos que não são
solucionados pela cadeia de ajuda devem ser analisados sistemicamente através de um
método efetivo de análise e solução de problemas. Sugere-se que sejam realizadas
verificações da conformidade do sistema, com uma frequência de acordo com a
maturidade da empresa. Para a pesquisa-ação, foram utilizadas auditorias de trabalho
padrão e de assessment realizado através do formulário muda check.
Na Figura 5 apresentam-se as ferramentas utilizadas durante o projeto em sua sequência
de implantação, destacando as responsabilidades de implantá-las e mantê-las.
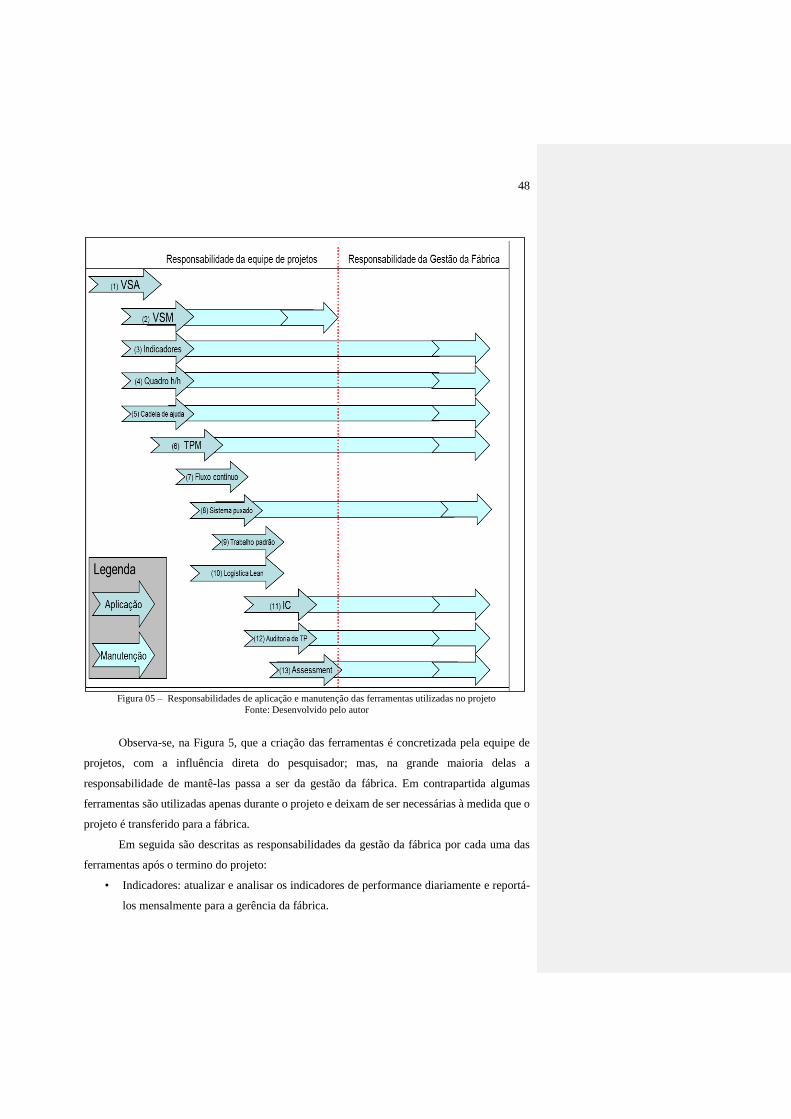
48
Figura 05 – Responsabilidades de aplicação e manutenção das ferramentas utilizadas no projeto
Fonte: Desenvolvido pelo autor
Observa-se, na Figura 5, que a criação das ferramentas é concretizada pela equipe de
projetos, com a influência direta do pesquisador; mas, na grande maioria delas a
responsabilidade de mantê-las passa a ser da gestão da fábrica. Em contrapartida algumas
ferramentas são utilizadas apenas durante o projeto e deixam de ser necessárias à medida que o
projeto é transferido para a fábrica.
Em seguida são descritas as responsabilidades da gestão da fábrica por cada uma das
ferramentas após o termino do projeto:
• Indicadores: atualizar e analisar os indicadores de performance diariamente e reportá-
los mensalmente para a gerência da fábrica.

49
• Quadro hora a hora: preenchimento dos quadros, verificação dos desvios e prover ações
para que os desvios sejam minimizados e eliminados.
• Cadeia de ajuda: todos os departamentos devem manter uma rotina de suporte e apoio
às necessidades da produção para a resolução imediata dos problemas.
• TPM: apontar anomalias no processo e sinalizar para a manutenção através dos cartões
TPM de forma a identificar e evitar possíveis paradas de produção.
• Sistema puxado: quando houver variações no volume, deve-se observar a necessidade
de redução ou aumento das quantidades de peças em estoque para o perfeito
funcionamento do sistema.
• Improvement circle: identificar problemas sistêmicos e analisá-los através da
ferramenta.
• Auditorias de trabalho padronizado: realizar auditorias de verificação e propor
processos mais eficientes.
• Assessment: garantir a continuidade e efetividade da aplicação dos conceitos Lean
através de verificações frequentes do processo.
3.2 MÉTODO DE PESQUISA ETAPA 1
A partir dessa etapa, algumas das técnicas que já foram apresentadas na etapa 1 se
mantêm implantadas na etapa 2, como a estabilidade básica e gerenciamento da rotina, que
seguem a mesma linha de raciocínio do cenário anterior. Com as modificações realizadas no
projeto anterior, citam-se apenas as técnicas e ferramentas que ocorreram mudanças. Essas
fases e ferramentas são explicadas a seguir em detalhes:
• Fase - Análise: como primeiro passo, foi feito o mapeamento do estado atual (VSA),
para visualizar e listar os principais problemas da linha para que fosse possível alcançar
melhorias significativas.
• Fase - Definição dos objetivos: Em seguida foram elaborados os objetivos traçados em
um mapa de fluxo de valor (VSM), identificando as possíveis alternativas para os
problemas encontrados no VSA.
• Fase - Desenvolvimento: utilização das técnicas:
o Fluxo contínuo: utilizou-se a ferramenta fluxo contínuo, conectando as operações
fazendo com que uma dependa da outra, facilitando a identificação e correção de
um problema.
50
o Trabalho padronizado: feita a estabilidade do processo, adapta-se o trabalho
padronizado ao Takt (tempo disponível para produzir dividido pela demanda) e
respectivamente é feito um novo treinamento com os operadores.
o Logística Lean: o abastecimento dos componentes deixa de ser feito pela logística,
passando a ser feita pelos próprios operadores da linha, onde eram comprados lotes
de seis em kits sequenciados.
3.3 MÉTODO DE PESQUISA ETAPA 2
Citam-se nesse cenário apenas as técnicas que sofreram alterações em sua utilização,
ressaltando que as demais continuam sendo usadas conforme as etapas anteriores. Essas fases
e ferramentas são explicadas a seguir em detalhes:
Fase - Análise: foi novamente feito o uso da ferramenta VSA, para análise de possíveis
problemas e desperdícios ocorrentes na linha, tornando mais prático o encontro visual
de melhorias a serem feitas na linha produtiva.
Fase - Definição dos objetivos: logo, foi feito o VSM, representando o fluxo futuro
proposto pela equipe de projeto englobando as sugestões de melhoria feitas pelo grupo
ao efetuar a análise do mapeamento do estado atual.
Fase - Desenvolvimento: utilização das técnicas:
o Trabalho padronizado: Mais uma vez com as alterações no processo, o trabalho
padronizado é revisado, obtendo as modificações necessárias que se interagem com
o novo modelo de processo.
o Logística Lean: o abastecimento da linha continua sendo feita pelo operador de
produção, porém de forma diferente. O operador abastece o kit com suporte para um
modelo por vez.
O funcionamento das ferramentas utilizadas pode ser mais bem entendido através da
fundamentação teórica e do detalhamento da aplicação dessas etapas na revisão documental e
na pesquisa-ação nas subseções respectivas nesta pesquisa dissertativa.

51
3.4 INFORMAÇÕES SOBRE A EMPRESA PESQUISADA
A empresa alvo desta pesquisa empírica está em operação desde 2000 e foi adquirida em
2005, pelo grupo multinacional Alemão, tratado aqui ficticiamente por empresa “BETA” por
questão de sigilo. Com o objetivo de ampliar sua atuação no fornecimento de módulos para a
indústria automotiva no MERCOSUL, o grupo adquiriu uma empresa que atuava como
fornecedora sistemista de uma grande montadora de automóveis localizada na região Sul
Fluminense do estado do Rio de Janeiro. Essa empresa vinha sendo administrada por um grande
grupo multinacional concorrente por vários anos.
Por se tratar de uma empresa que trabalhava no sistema JIS (Just in sincron), ela foi
adquirida em funcionamento, ou seja, seus processos, equipamentos e pessoas foram mantidos
durante o processo de transição.
Orientada por uma diretriz mundial corporativa, em 2007 a empresa decidiu implantar a
filosofia Lean Manufacturing nessa unidade fabril. Essa filosofia de produção enxuta estava
sendo aplicada em várias unidades do grupo com resultados representativos. A necessidade de
aumentar a competitividade é destacada por Saurin, Ribeiro e Marodin (2010) como a principal
razão apontada para o interesse em adotar a produção enxuta.
Essa unidade tem aproximadamente 1800 m2 e está ligada à divisão automotiva do grupo,
abrigando cinco (5) linhas de solda, uma (1) unidade de usinagem e seis (6) linhas de montagem,
incluindo a linha de suspensão dianteira foco da pesquisa-ação apresentada neste trabalho
monográfico.
A linha de montagem de suspensão dianteira, tecnicamente chamada de Subframe,
propositadamente foi escolhida para ser o foco de trabalho do grupo por ser uma linha com
baixa produtividade, baixa performance global (OEE) e elevada quantidade de inventário
(estoque) na linha produtiva.
O grupo “BETA” conta com mais de 130 anos de sucesso e, hoje, está na quarta geração
em posse familiar. Atua em 38 países, emprega aproximadamente 29.400 funcionários em 171
unidades, sendo que seis (6) delas estão no Brasil, localizadas em Camaçari-Bahia, duas (2) em
Joinville-Santa Catarina, duas (2) em Campinas-São Paulo e a planta foco de estudo em Porto
Real - Rio de Janeiro, atuando em três (3) grandes divisões: (i) automotiva; (ii) tubos e aços: e
(iii) logística.

52
i ) Divisão automotiva
A divisão automotiva desenvolve e produz produtos inovadores sempre com o foco na
segurança, no ambiente e na eficiência. Como fornecedor oferece soluções orientadas ao
cliente, com uma gama de produtos variados e fornecendo para quase todos os grandes
fabricantes de automóveis. Nessa divisão destacam-se os grupos de produto a seguir:
Grupo de produto de chassis: Componentes de chassis otimizados para estruturas
leves, feitos de diversos materiais metálicos e não metálicos e suas combinações.
Grupo de produtos de módulos: atua desde a simples montagem até a integração
de sistemas de alta complexidade.
Grupo de produtos de peças estruturais: Componentes leves e de ultrarresistência
para veículos que exigem essa característica e componentes de alumínio muito
leve para veículos limpos.
Grupo de produtos de motor e sistemas de exaustão: Soluções para o motor,
componentes e módulos com um alto potencial de redução de emissões.
Grupo de produtos de serviços de engenharia: Desenvolvimento de componentes,
ensaios de resistência, testes de desempenho e fabricação de protótipos.
Grupo de produtos de engenharia mecânica: Desenvolvimento e comercialização
de máquinas inovadoras e conceitos de instalações para as áreas de arquitetura,
automóveis e painéis solares, bem como para equipamentos de medição 3D.
Grupo de produtos da área de defesa: Desenvolvimento e produção de soluções
de proteção adequadas para diversos segmentos da indústria militar.
ii ) Divisão de tubos e aços
A divisão de tubos e aços desenvolve e produz tubos customizados para seletos grupos
de clientes e áreas de aplicação. Nessa divisão destacam-se os campos de negócio abaixo:
Campo de negócios tubos e aços: atua no desenvolvimento, fabricação e
comercialização de tubos de aço tensionados a frio ou a quente, sem emendas.
Campo de negócios tubos de precisão: desenvolvimento, fabricação e
comercialização de tubos de aço de precisão tensionados e soldados.

53
Campo de negócios inovação em tubos: desenvolvimento de novas ideias de
produtos e negócios com base em soluções de tubos e produtos de tubos.
iii ) Divisão de distribuição
A divisão de distribuição é um dos principais armazenadores e processadores de tubos de
aço e aço inoxidável oferecendo uma ampla gama de produtos em tubos e acessórios para
diversas áreas de aplicação. A divisão de distribuição suporta seus clientes com conceitos
customizados, com base em:
uma rede de comercialização de logística internacional;
consultoria técnica;
know-how abrangente sobre aço;
soluções de distribuição e armazenagem modernas e variadas;
absorção de processos de aquisição para os segmentos de construção de máquinas,
cilindros hidráulicos, automóvel, engenharia, produtos de saúde, bens de consumo
e energia.
4 RESULTADOS DA PESQUISA DOCUMENTAL

54
Para desenvolver a análise do cenário anterior à pesquisa-ação, foram utilizados materiais
sem nenhum tratamento analítico prévio, tais como filmes e dados históricos disponíveis em
arquivos digitais e físicos. Esses dados permitiram reconstituir os cenários a partir de sua
interpretação e do conhecimento empírico do pesquisador.
4.1 ETAPA INICIAL
A etapa inicial descreve por meio de uma revisão documental a situação da linha piloto
antes do início da pesquisa. A figura 6 objetiva-se por proporcionar ao leitor uma maior
compreensão do momento temporal estudado.
Figura 06: Etapas da pesquisa
Fonte: Elaborado pelo autor
Os produtos da linha em questão eram montados na planta (fábrica) do cliente, sendo de
sua propriedade e foi internalizada no ano de 2008 a partir da necessidade de disponibilização
de área para novos projetos por parte do cliente, passando, assim, a ser de responsabilidade da
BETA. Para reduzir o tempo de transferência das operações entre as plantas, o processo, layout
e características da linha produtiva foram mantidos.
Para facilitar a comparação entre a situação da linha antes do início do projeto e após a
conclusão dos ciclos de melhoria resultantes das análises e implementação das técnicas Lean
Manufacturing na linha de módulos de suspensão dianteira (subframe), descreve-se o cenário
Etapa inicial (2008)
-Revisão
documental
Etapa 1 (2009)
- Revisão documental
Etapa 2 (2013)
- Pesquisa ação
Etapa 3 (2014)
-- Pesquisa ação
Base histórica Pesquisa-ação

55
encontrado ao diagnosticar a situação atual em 2008, consequentemente priorizando-a como
foco de trabalho.
Como as demandas dos períodos são diferentes, utiliza-se como base de comparação a
produtividade por hora, pois se entende que ela absorve a diferença de quantidade de carros
produzidos por hora, e até mesmo a diferença na quantidade de turnos, uma vez que compara
o resultado obtido pelo esforço necessário.
Em 2008, essa linha trabalhava por turno com um (01) operador de empilhadeira, três
(03) operadores executando a montagem do produto, e um (01) operador realizando o
carregamento do produto e inspeção final na linha. A demanda atendida pela linha era de 24
carros/hora e o processo de fabricação se completava após cinco (05) operações, sendo uma de
pré-montagem, três de montagem e uma de picking/inspeção.
A linha operava por lote. Montava lotes de seis modelos iguais por vez, deixando-os em
racks. Conforme a demanda do cliente, era comprado sequencialmente, colocado no charriot
(embalagem de entrega) e entregue ao cliente com uma variedade de modelos fabricados de
acordo com uma sequência determinada pelo cliente e recebida pela linha através de um sistema
de troca eletrônica de dados (EDI- Exchange data information). Os componentes eram
abastecidos por um operador de empilhadeira que os posicionava na área produtiva, também
conhecida como borda de linha.
A linha apresentava vários dos desperdícios abordados na filosofia Lean. Nas próximas
subseções, são descritas, em ordem cronológica, as etapas de planejamento, implementação,
manutenção e controle do projeto de melhoria dessa célula por meio da aplicação da
metodologia de redução dos desperdícios, conhecida como Lean Manufacturing.
4.2 ETAPA 1
A etapa 1 descreve as melhorias implementadas entre 2008 e 2009 (Figura 7). Os dados
históricos pesquisados através da revisão documental expõem a aplicação das ferramentas Lean
na linha estudada, onde as treze técnicas descritas nesse capítulo resultam no primeiro ciclo de
melhorias.
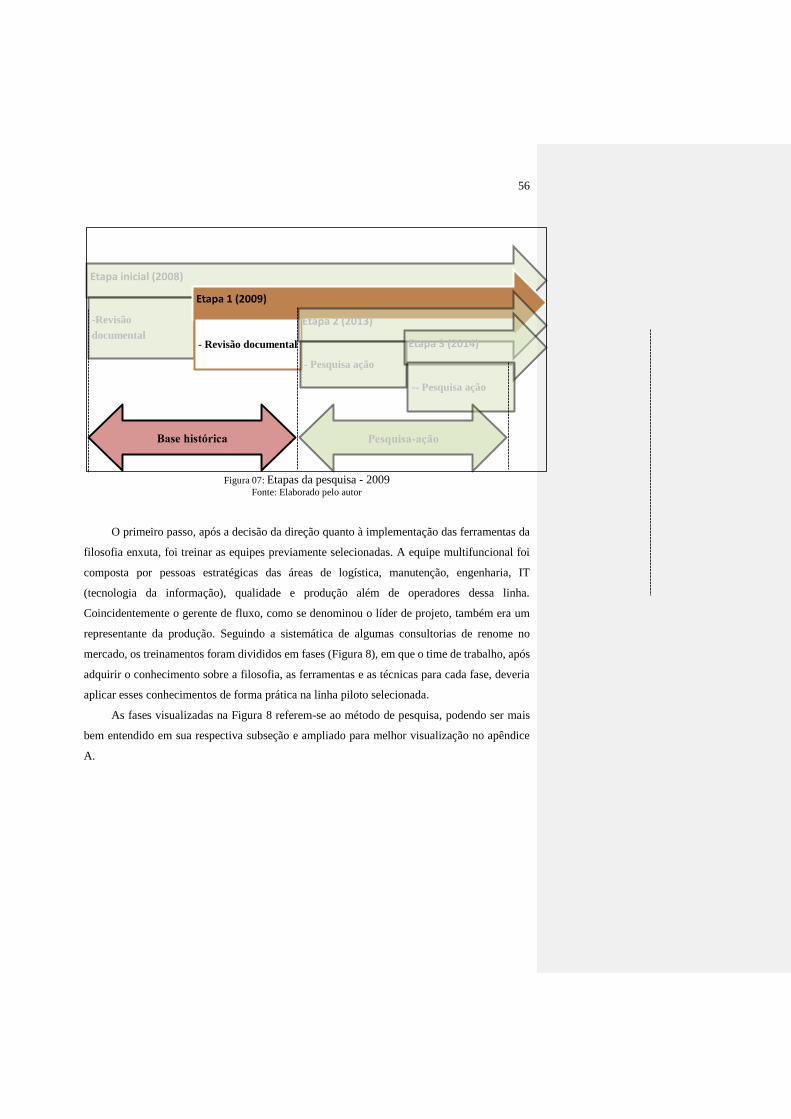
56
Figura 07: Etapas da pesquisa - 2009
Fonte: Elaborado pelo autor
O primeiro passo, após a decisão da direção quanto à implementação das ferramentas da
filosofia enxuta, foi treinar as equipes previamente selecionadas. A equipe multifuncional foi
composta por pessoas estratégicas das áreas de logística, manutenção, engenharia, IT
(tecnologia da informação), qualidade e produção além de operadores dessa linha.
Coincidentemente o gerente de fluxo, como se denominou o líder de projeto, também era um
representante da produção. Seguindo a sistemática de algumas consultorias de renome no
mercado, os treinamentos foram divididos em fases (Figura 8), em que o time de trabalho, após
adquirir o conhecimento sobre a filosofia, as ferramentas e as técnicas para cada fase, deveria
aplicar esses conhecimentos de forma prática na linha piloto selecionada.
As fases visualizadas na Figura 8 referem-se ao método de pesquisa, podendo ser mais
bem entendido em sua respectiva subseção e ampliado para melhor visualização no apêndice
A.
Etapa inicial (2008)
-Revisão
documental
Etapa 1 (2009)
- Revisão documental
Etapa 2 (2013)
- Pesquisa ação
Etapa 3 (2014)
-- Pesquisa ação
Base histórica Pesquisa-ação

57
Figura 08 – Detalhamento das fases e ferramentas desenvolvidas na pesquisa
Fonte: O autor
Esses treinamentos aconteceram com intervalos predeterminados, planejados de forma
que o conhecimento teórico pudesse ser testado na prática.
Os treinamentos foram subdivididos conforme abaixo:
aprendendo a enxergar
o conhecimento básico dos 7 desperdícios.
mapeamento do fluxo de valor
o VSA (Value Stream Analyses) Análise do fluxo de valor / mapeamento do estado
atual;
o VSM (Value Stream Mapping) Mapeamento do fluxo de valor ou mapa do estado
futuro.
estabilidade básica
o gestão por indicadores;
o quadro de controle hora/hora;
o cadeia de ajuda;
o TPM (Total Productive Maintenance) Manutenção Produtiva Total.
criação de fluxo contínuo
o adequação da linha para redução dos estoques amortecedores de problemas;
AnáliseDefinição
dos objetivos
1 2 3 4 5 6 7 8 9 10 11 12 13
Termo
teórico
VSA
Mapeamento
do Estado
Atual
VSM
Mapeamento
do Estado
Futuro
Gestão por
indicadores
Quadro de
controle
hora/hora
Cadeia de
ajuda
TPM
Manutenção
Produtiva
Total
Fluxo
contínuo
Sistema
puxado
Trabalho
padronizado
Logística
Lean
Análise dos
problemas
repetitivos
Auditorias de
trabalho
padrão
Muda Check
Auditoria de
assessment
Objetivo
Analisar o
cenário atual
para e
evidenciar a
situação
problema do
linha objeto de
estudo
Analisar as
melhorias
possíveis e
definir objetivos
a serem
alcançados
com o projeto
Mensurar de
forma
quantitativa a
performance da
gestão Lean
Manufacture
Acompanhar o
desempenho e
entender os
desvios em
relação ao
objetivo
planejado
Dar suporte a
resolução dos
problemas
reduzindo o
tempo de linha
parada (ações
de contenção
imediata)
Aumentar a
disponibilidade
de linha
reduzindo o
tempo de
máquina parada
por
manutenções
corretivas
Aproximar as
operações de
forma que haja
somente uma
peça no fluxo
evitando a
movimentação
e criação de
estoques
Controlar os
estoques
através da
demanda do
processo
puxador aonde
não é possível
criar f luxo
contínuo.
Padronizar as
atividades que
sobraram após
a eliminação
dos
desperdícios
propostos no
VSM
Evitar a
movimentação
dos operadores
para busca e
manuseio de
peças através
da entrega
eficiente dos
componentes o
mais próximo
possível dos
operadores
Eliminar os
problemas
sistêmicos
através da
análise da
causa raiz
(ações
corretiva e
preventivas)
Garantir a
aplicabilidade
da rotina de
trabalho de
forma a ser a
base para a
melhoria
contínua
Garantir a
aplicação de
todos os
conceitos
importantes
para o Lean
manufacture de
forma
homogenia e
sua efetividade
ao longo do
tempo
Exemplo
ilustrativo
Etapas
Redução dos problemas
(Estabilização do processo)Desenvolvimento Verificação da efetividade e
gerenciamento da rotina
GBO após as mudanças
0
10
20
30
40
50
60
70
80
90
OP
10/2
0/3
0
OP
40/5
0
OP
60
OP
70/8
0
OP
80
(elim
inada)
OP
90
(elim
inada)
OP
100/9
0
OP
110
OP
120
OP
130 I
NS
1 /
2
OP
130 I
NS
2
(elim
inada)
Tempo Takt Takt *OEE
F
Ci

58
o one – piece flow (Fluxo de uma peça).
trabalho padronizado
o separação do trabalho com valor agregado dos desperdícios;
o separação do trabalho cíclico e acíclico.
sistema puxado
o criação de uma sistemática de ressuprimento da linha evitando as paradas por falta
de componentes.
logística de abastecimento
o garantir a entrega constante na linha de montagem reduzindo a movimentação dos
operadores de linha.
verificação e gerenciamento da rotina
o análise dos problemas repetitivos;
o auditorias de trabalho padrão;
o evolução do TPM (Total Productive Maintenance) Manutenção Produtiva Total;
o muda check: Check list com itens de verificação utilizado para mesurar o nível de
aplicação dos conceitos Lean Manufacturing.
4.2.1 Fase de análise e definição dos objetivos
A fase de análise e definição dos objetivos contempla as técnicas de introdução aos
princípios de produção enxuta e o mapeamento dos fluxos. O primeiro treinamento com a
equipe, conhecido como “aprendendo a enxergar”, visava exemplificar e explicar os sete
desperdícios usando uma dinâmica simulando uma minifábrica. O objetivo desse treinamento
era comparar os sistemas de gestão partindo da simulação de fabricação no sistema de produção
em massa, exemplificando seus problemas e vinculando-os a cada um dos seus desperdícios
correspondentes e posteriormente à vantagem estratégica do sistema Lean, utilizando os
conceitos de manufatura enxuta.
Silva, Xambre e Lopes (2013) evidenciam que a simulação com jogo é uma importante
ferramenta trazendo resultados positivos para a aprendizagem do grupo e permitindo uma
aprendizagem rápida dos conceitos apresentados. Após o término da introdução aos conceitos
Lean, os operadores foram convidados a ir até a linha de montagem e listar os desperdícios que
eles conseguiam enxergar na linha produtiva.

59
A seguir, estão listados os pontos levantados pela equipe:
transporte
o empilhadeiras se movimentando vazias;
movimentação
o operadores caminhando grandes distâncias para pegar as peças.
espera
o no momento de troca do contêiner de componentes os operadores ficavam parados;
o operador em espera quando o rack está cheio;
o operador esperando para retomar a atividade enquanto a máquina estava em falha;
o parada por problemas mecânicos.
processamento excessivo
o fazer marcação com o lacre de cor;
o estoque.
o muitos contêineres ao lado da linha;
o peças empilhadas entre as estações.
produção excessiva
o várias peças empilhadas na bancadas;
o muitas peças prontas na última estação.
retrabalho
o operadores dedicados a inspecionar as peças acabadas.
Essas informações foram registradas em uma folha e foram inclusas em forma de Kaizens
(melhorias) no mapeamento realizado no segundo treinamento dias depois. Esse treinamento
tinha o objetivo de desenhar todo o fluxo atual (VSA) da linha de suspensão dianteira. Essa
análise é citada por Folinas et al. (2013) como sendo uma fase de Development of the Current
State Map (desenvolvimento do mapa atual), sendo uma importante ferramenta para
identificação dos desperdícios, onde através de um diagrama são identificados a performance e
o fluxo de valor do processo analisado.
Essa fase foi importante para determinar a real situação da linha ao iniciar o projeto de
melhoria, fase essa em que o diagnóstico é registrado em forma gráfica, conforme Figura 9.
Visualiza-se nessa figura o fluxo completo de um componente do produto de interesse. Primeiro

60
desenha-se o cliente e suas informações, depois os fluxos de entrega, em seguida os processos
internos e, por último, o fornecedor. No mapa desenvolvido é possível identificar:
através das setas zebradas que a produção era empurrada;
que havia estoque entre as operações;
que a logística abastecia a linha com uma empilhadeira seguindo uma previsão
diária;
que havia um estoque de produtos acabados que eram puxados de acordo com a
demanda sequenciada do cliente.
Ao desenhar o mapa do estado atual, foi possível descobrir muitas atividades que não
agregavam valor ou que poderiam ser realizadas de forma melhor, além de atividades que
favoreciam a produção em massa, sendo esse a base para criar o mapa de valor do estado futuro
(Figura 9).

61
Figura 09 - Mapa de Fluxo de Valor do Estado Atual (VSA)
Fonte: Equipe de melhoria da empresa Beta
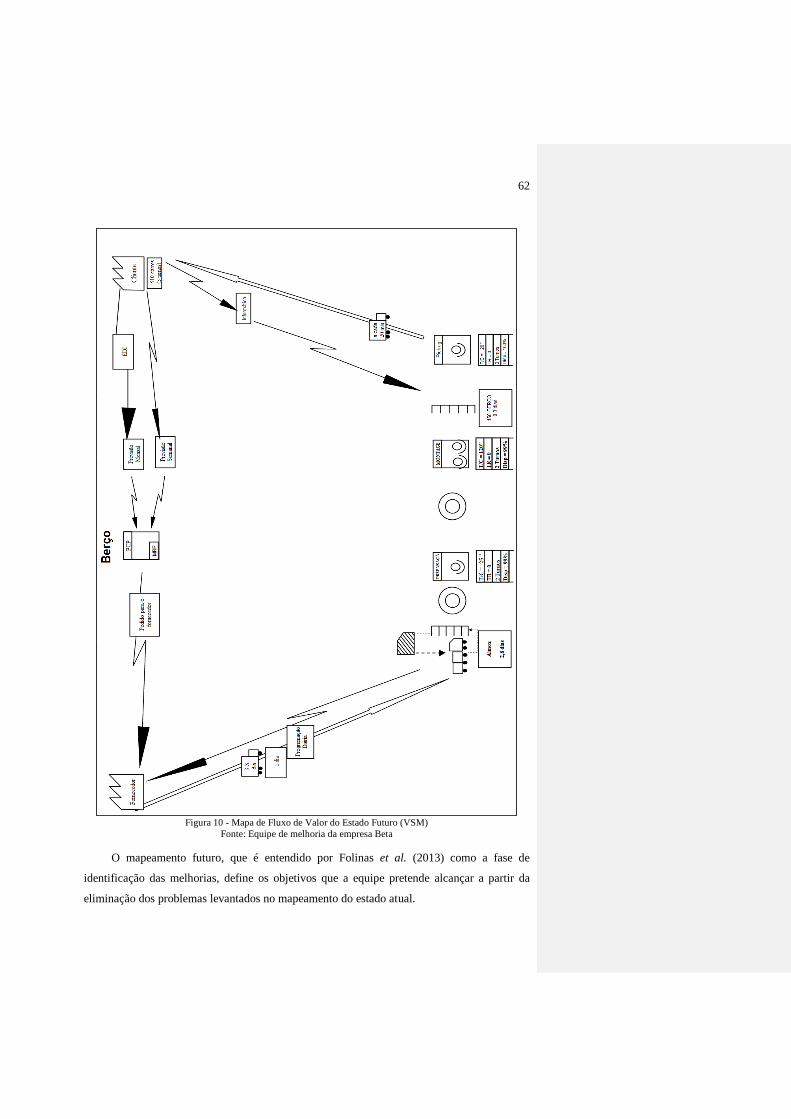
62
Figura 10 - Mapa de Fluxo de Valor do Estado Futuro (VSM)
Fonte: Equipe de melhoria da empresa Beta
O mapeamento futuro, que é entendido por Folinas et al. (2013) como a fase de
identificação das melhorias, define os objetivos que a equipe pretende alcançar a partir da
eliminação dos problemas levantados no mapeamento do estado atual.
63
Um consenso foi formado após um dia de trabalho, definindo-se que: (1) seria criado um
abastecimento logístico representado na Figura 10 pelo símbolo do kanban e pelo sinal de
puxada no a partir do almoxarifado; (2) criar fluxo contínuo na linha representado no mapa
pelos dois círculos, sendo que as principais ações levantadas pela equipe, para alcançar o estado
futuro representado na figura 10, foram:
Alterações de layout para aproximar as máquinas e eliminar os estoques
intermediários.
Criar flow racks de componentes pequenos para reduzir a movimentação dos
operadores.
Balancear a linha para reduzir a espera das ultimas operações.
Eliminar a bancada de manuseio de peças para eliminar o processamento excessivo.
Criar carrinhos com lote de seis peças para retirar todos os contêineres da linha,
reduzindo a movimentação dos operadores.
Reduzir os problemas de qualidade.
Reduzir os Downtimes da linha.
Por meio das análises do grupo, definiu-se uma nova configuração da estação de trabalho.
As caixas em volta da linha foram substituídas por racks com rodas, reduzindo-se, assim, a
grande quantidade de inventário existente, criando supermercados de abastecimento (estoques
controlados com limites mínimo e máximo) resultando na redução de área com a aproximação
dos equipamentos. Essas alterações são mostradas com maior riqueza de detalhes no capítulo
criando fluxo contínuo.
A equipe utilizou-se de um plano de ações para acompanhar e mensurar a evolução do
projeto. O plano de ações é o caminho para se alcançar o estado futuro planejado no mapa
futuro. Esse passo envolve o esboço de um plano de implementação baseado nas expectativas
do grupo de aonde se pretende chegar (FOLINAS et al., 2013).
Cada uma das atividades de melhoria, que tem como objetivo eliminar as atividades que
não agregam valor é inclusa no plano de ações, determinando um prazo de execução da ação,
sendo nomeado um responsável por realizar essa atividade. Não há pretensão de descrever essas
atividades em detalhes, assim como seus resultados, pois se considera que, uma vez alcançados
os resultados da pesquisa, as ações foram realizadas com sucesso.

64
4.2.2 Fase de criação da estabilidade básica do processo
Antes de qualquer mudança, é importante entender que os desperdícios enxergados na
fase de introdução ao Lean, ou na fase de mapeamento, são efeitos e não causas-raízes de um
problema. É o caso dos estoques intermediários, normalmente implantados para amenizar
deficiências do processo ou controles adicionais, utilizados para evitar que os problemas
rotineiros não sejam percebidos pelos clientes. Ao eliminar os estoques ou as inspeções sem
antes resolver esses problemas, corre-se o risco de enviar peças não conformes aos clientes, ou
de não ter peças para cumprir os compromissos firmados com eles.
O terceiro treinamento visou eliminar essa lacuna, proporcionando o conhecimento à
equipe para entender e tratar os problemas, bem como os desvios do processo.
A produção é afetada pelos problemas gerados em todas as áreas; porém, muitas vezes,
esses problemas passam despercebidos, normalmente escondidos por estoques intermediários
no processo. Para levantar e tratar esses problemas a equipe, após o treinamento, instituiu a
prática do uso do quadro de acompanhamento da produção. Esse quadro foi posicionado no
final da linha. A figura 11 exemplifica esse quadro.
Figura11– Exemplo de quadro de acompanhamento da produção
Fonte: Equipe de melhoria da empresa Beta

65
O controle visual auxilia na tomada de decisões e está intimamente relacionado aos
processos de padronização (CELIS, GARCÍA, 2012). O quadro análise de produção é uma
ferramenta de gestão visual muito simples, como se visualiza na Figura 11, contendo a
quantidade de peças previstas por hora e seu saldo acumulado, além de um campo para se relatar
os problemas encontrados durante o período, principalmente se a meta da hora não fosse
alcançada. Ao final de cada hora, o líder deveria assinar o quadro e coletar as informações
registradas. Essas informações eram discutidas em uma reunião diária de quinze minutos na
manhã seguinte.
Outra ferramenta aplicada foi um Andon, um sinal sonoro com uma luz que deveria ser
acionado cada vez que uma máquina estivesse parada. O intuito era reduzir o processo de
retomada da linha e também deixar todos os setores cientes de que havia um problema e que
algo deveria ser feito.
Não serão apresentados os dados coletados por se tratar de uma gestão diária e com
dados de processo restrito. Todavia, todas as áreas passaram a ser responsáveis por suas paradas
de linha; por exemplo, dados de parada por falta de embalagem foram tratados com a logística;
dados de ajustes de processo foram tratados com a engenharia e as manutenções corretivas com
o setor de manutenção, sendo que as intervenções que não colocavam em risco a segurança ou
a qualidade deixaram de ser realizadas durante o horário produtivo para serem realizadas nos
horários de linha parada.
Mais duas áreas merecem atenção especial durante a estabilização do processo: i) a
qualidade; e ii) a manutenção, que será abordada a seguir.
É fato que, mesmo em processos estáveis, corre-se o risco de que produtos não saiam
certos da primeira vez, exijam que sejam retrabalhados dentro do processo produtivo, ou gerem
produtos não conformes que aguardam a análise do setor de qualidade em grandes caixas
vermelhas, seguindo a sugestão de algumas normas certificadoras. Sabe-se que até um processo
considerado Seis sigma, onde 99,9996% das peças produzidas estão dentro das especificações,
pode gerar 3,4 defeitos em um milhão. Seguindo essa sistemática, a linha produtiva entende
que desvios são aceitáveis e fazem parte do processo, porém é necessário determinar um limite
aceitável de peças que ela pode reprovar, definindo o máximo de peças não conformes que a
linha pode produzir por turno. Para isso, levantou-se o histórico de peças reprovadas e
definiram-se padrões toleráveis para cada componente. Com a quantidade determinada, foi
construído um rack de scalation process (Figura 12) para que as peças fossem depositadas
seguindo uma ordem de escalonamento de responsabilidades:

66
Figura 12 – Exemplo de rack de escalonamento
Fonte: Equipe de melhoria da empresa Beta
Ao encontrar uma peça defeituosa, o operador seguia a rotina determinada pelas regras:
Verde: normal o operador só posiciona a peça no rack.
Amarelo: o operador posiciona a peça no rack e avisa o líder da linha. O líder intervém
e tenta resolver o problema.
Vermelho: o operador posiciona a peça no rack e avisa o líder. O líder, por sua vez,
avisa o coordenador para a tomada de ação, pois a contramedida tomada
anteriormente não foi capaz de sanar o problema. Caso as posições em vermelho
estejam completas, a linha deve parar o processo até que o problema resolvido. E
nesse caso, o gerente industrial deveria ser acionado.
Além do rack de escalation, foi implantado um sistema de poka yoke com a adaptação de
um flow rack sensorizado, onde o operador faz a passagem de mão para garantir que porcas e
parafusos estejam na peça, conforme exemplo na Figura 13. Os sistemas para evitar erros
buscam auxiliar o operador para a correta montagem dos produtos, determinando a partir de
uma sequência lógica, quais peças correspondem a cada modelo montado.

67
Figura 13 – Exemplo de Flow Rack
Fonte: Equipe de melhoria da empresa Beta
O funcionamento do rack pokayoke (Figura 13) segue a sequência de produção
demonstrando qual componente deve ser usado e em qual sequência através da orientação dada
pela luz verde acessa. Uma vez retirada a peça correta, a luz apaga. Caso o operador retire a
peça errada, a luz vermelha se acende e bloqueia o processo automaticamente, não permitindo
a continuidade das atividades até que o líder faça a liberação através do sistema.
Em muitas empresas a manutenção é um grande vilão, responsabilizando-se por grande
parte dos downtimes da linha, ou seja, em vez de produzir, a linha está parada para manutenções.
Para evitar essas paradas, a equipe e posteriormente os operadores foram treinados em TPM
(Total Productive Manutenance) Manutenção Produtiva Total.
O TPM objetiva-se por garantir que os equipamentos operem sem avarias ou falhas,
eliminando as perdas e melhorando a confiabilidade dos equipamentos (CELIS; GARCÍA,
2012). Como histórico prévio, foram utilizadas as experiências vivenciadas na empresa.
Posteriormente foi feita uma análise do histórico de problemas, instituiu-se um sistema de
etiquetagem, que consiste de cartões preenchidos pelo operador ao encontrar um problema.
Esses cartões poderiam ser uma solicitação de análise de um desvio ou correção de um
problema, normalmente verificado pela manutenção em horários programados sem produção,
ou ainda uma ação de 5S de responsabilidade da própria produção. Ressalta-se que 5S é um
método de gerenciamento da área de trabalho como consequência da cultura de melhoria

68
contínua. (JIMÉNEZ et al., 2015). A ideia principal era minimizar as manutenções corretivas
o máximo possível. O objetivo era envolver os operadores nas rotinas de manutenção. Seguindo
as diretrizes da BETA, a manutenção preventiva dos equipamentos passou a ser realizada
rigorosamente, instituiu-se para os operadores a sistemática de “verificação de abertura de
turno”, que consiste em um check list com pontos principais de 5S (cinco “S”), qualidade e de
liberação do equipamento.
As microparadas ou perdas de velocidade também passaram a ser entendidas como um
problema. Na visão tradicional, se o equipamento está funcionando, não há motivos para
intervir no equipamento. Se esse item não está no chek list, ou não há uma parada por quebra,
então o operador entende que pode produzir. Na filosofia do TPM, esse desvio do padrão deve
ser identificado. O operador tem autonomia de gerar uma solicitação de análise do desvio
mesmo que isso não esteja na sua rotina de controle.
A gestão visual na filosofia Lean é muito forte e a manutenção também foi influenciada.
O Andon sinalizava quando uma máquina estava parada por manutenção corretiva, e os cartões,
um no equipamento e um segundo no quadro de gestão, informavam quando uma máquina
estava com problemas ou com uma suspeita de desvio do seu padrão. Para criar o senso de
priorização do processo de resolução, o quadro foi demarcado com três cores, como é possível
visualizar na Figura 14.
Figura 14 – Exemplo de quadro TPM
Fonte: Equipe de melhoria da empresa Beta

69
A sistemática de gestão visual dos cartões, conforme representado na Figura 14,
determinava a prioridade dos cartões, que funcionam como ordem de serviço, as quais seguiam
as seguintes regras:
Vermelho: Cartões que sinalizavam problemas que poderiam afetar a qualidade ou
colocar em risco as metas de produtividade em curto prazo. Esses cartões deveriam
ser resolvidos em no máximo três dias.
Amarelo: Cartões que sinalizavam problemas que poderiam afetar as metas de
produtividade em médio prazo. Esses cartões teriam até duas semanas para uma
solução.
Verde: Cartões que sinalizavam problemas menores que não afetavam a
produtividade ou a qualidade. Normalmente ações de limpeza e organização eram
realizadas durante as eventuais paradas por falta de pedidos do cliente ou donwtime.
Já as melhorias de processo tinham seus prazos estipulados por um consenso entre as
áreas afetadas.
Problemas que colocavam em risco a segurança seguiam a sistemática de manutenção
corretiva, onde a manutenção intervinha no equipamento imediatamente.
4.2.3 Fase de desenvolvimento
Com os principais problemas da linha resolvidos através das técnicas aplicadas na fase
de criação da estabilidade, pode-se iniciar a aplicação das técnicas de fluxo contínuo, trabalho
padronizado, sistema puxado e logística Lean. Com o fluxo contínuo, eliminam-se as etapas de
processo desnecessárias fazendo com que apenas uma peça possa ser feita e transferida por vez;
o trabalho padronizado é utilizado para o balanceamento da linha; e os conceitos de sistema
puxado e logística Lean garantem o fornecimento de matéria-prima na quantidade e na hora
correta para a montagem das peças. O resultado de cada uma dessas ferramentas é tratado nas
próximas subseções.

70
4.2.3.1 Fluxo contínuo
Após as melhorias de gestão citadas na seção anterior, a planta estava preparada para as
mudanças mais radicais planejadas na fase de mapeamento do fluxo de valor. Produzir e
movimentar um item por vez, ao longo de uma série de etapas, é o que busca a teoria de fluxo
contínuo. Para explicar esse conceito para aqueles que estavam envolvidos no processo, mais
uma vez a dinâmica de simulação foi usada.
Ao simular a operação, os participantes praticaram a lógica da programação puxada, por
meio da coordenação do fluxo de informações com o fluxo de materiais. Embora o sistema
adote a simplicidade como princípio fundamental, os integrantes geralmente têm dificuldade
em compreender seu funcionamento teórico (SANTOS; GOHR; JUNIOR, 2013), tornando-se
essencial a formação prática.
Com o treinamento a equipe percebeu que a atividade de montagem do produto “B” não
agregava valor e poderia ser eliminada para simplificar o processo da linha estudada. Após
várias análises sobre o impacto dessa alteração sobre a qualidade do produto, foi definida a
eliminação da pré-montagem do carrinho do produto “b”, eliminando a montagem por lote e
passando o processo para montagem sequenciada, onde o operador passou a selecionar o
produto “b” de acordo com o subconjunto montado, que será mais bem visualizado no tópico
trabalho padronizado nesse capítulo. Abaixo, na Figura 15, visualiza-se a situação inicial onde
o produto “b” era montado em lote gerando superprodução.
Figura 15- Exemplo da formação do lote do produto “B”
Fonte: Equipe de melhoria da empresa Beta
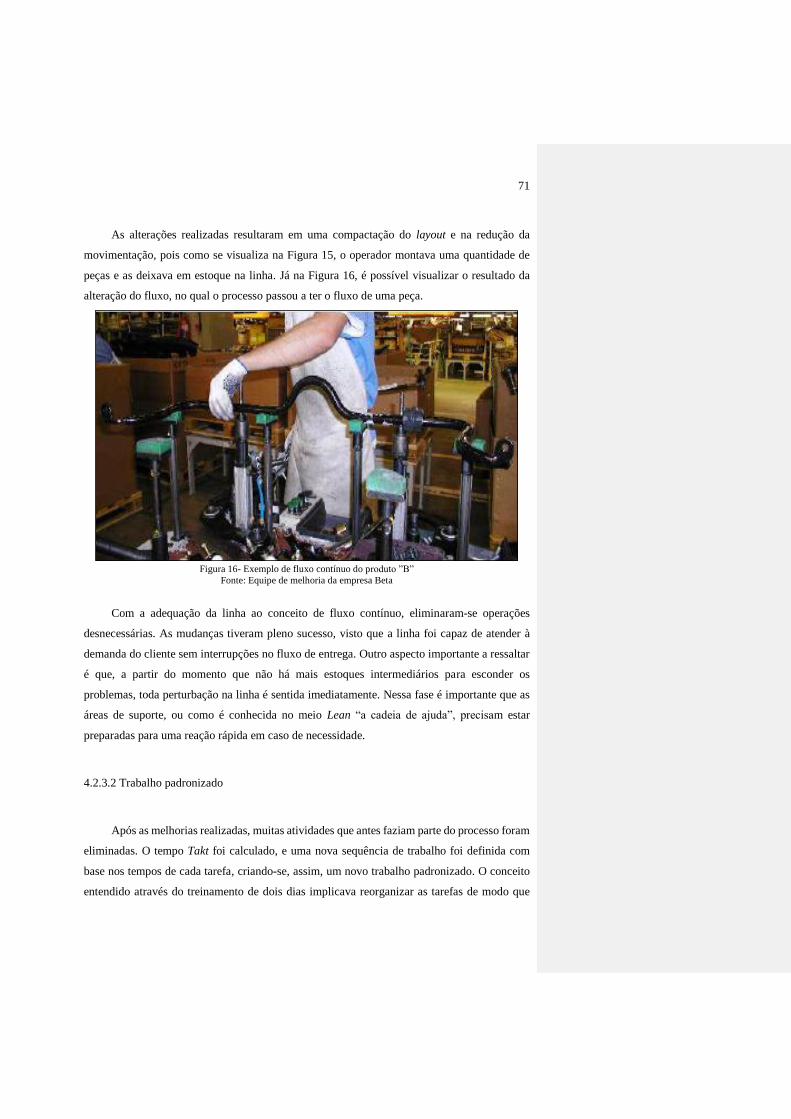
71
As alterações realizadas resultaram em uma compactação do layout e na redução da
movimentação, pois como se visualiza na Figura 15, o operador montava uma quantidade de
peças e as deixava em estoque na linha. Já na Figura 16, é possível visualizar o resultado da
alteração do fluxo, no qual o processo passou a ter o fluxo de uma peça.
Figura 16- Exemplo de fluxo contínuo do produto ”B”
Fonte: Equipe de melhoria da empresa Beta
Com a adequação da linha ao conceito de fluxo contínuo, eliminaram-se operações
desnecessárias. As mudanças tiveram pleno sucesso, visto que a linha foi capaz de atender à
demanda do cliente sem interrupções no fluxo de entrega. Outro aspecto importante a ressaltar
é que, a partir do momento que não há mais estoques intermediários para esconder os
problemas, toda perturbação na linha é sentida imediatamente. Nessa fase é importante que as
áreas de suporte, ou como é conhecida no meio Lean “a cadeia de ajuda”, precisam estar
preparadas para uma reação rápida em caso de necessidade.
4.2.3.2 Trabalho padronizado
Após as melhorias realizadas, muitas atividades que antes faziam parte do processo foram
eliminadas. O tempo Takt foi calculado, e uma nova sequência de trabalho foi definida com
base nos tempos de cada tarefa, criando-se, assim, um novo trabalho padronizado. O conceito
entendido através do treinamento de dois dias implicava reorganizar as tarefas de modo que

72
ficassem o mais próximo de 90% do tempo Takt do cliente. Esse tempo objetivo foi definido
levando em conta a eficiência da linha para não colocar em risco o atendimento das entregas.
A gestão visual do trabalho padronizado informa de modo completo e preciso o
balanceamento dos postos, indicando a presença das conexões de informação, pois permite que
os operadores conheçam os postos críticos, a quantidade de peças entre operações, o ritmo de
produção de cada operador e do processo cliente (MARODINI; SAURIN, 2013).
O primeiro passo da criação do trabalho padronizado é levantar os elementos de trabalho.
Essa etapa praticamente foi pulada, pois todos os movimentos que o operador fazia já estavam
descritos na folha de operações da linha.
Esse documento, utilizado pela antiga gestora da linha, descrevia as rotinas de trabalho,
apresentando todos os dados necessários para a fase de preparação do estudo (Figura 17).
Apenas uma checagem foi feita para analisar se todos os passos estavam registrados e excluir
os elementos de trabalho que deixaram de existir com as melhorias realizadas.
Figura 17 – Exemplo de FEP – folha de estudos de processo
Fonte: Equipe de melhoria da empresa Beta
Finalizada essa fase, a próxima etapa foi tomar os tempos de cada elemento de trabalho.
Coletaram-se em cada um dos turnos, cinco (5) vezes o tempo de operação de cada atividade,
totalizando quinze (15) tempos para cada elemento de trabalho. Registraram-se os tempos
coletados na FEP (folha de estudos do processo), porém, esses dados não são demonstrados na
Figura 17 por serem confidenciais.
Para padronização das atividades e definição da carga de trabalho de cada operador, o
primeiro passo é definir o tempo padrão da atividade. Para o projeto, considerou-se o menor
73
tempo repetido coletado na FEP. Utilizou-se esse tempo por se entender que, uma vez que se
repetia, ele era um tempo possível. Nos casos em que o menor tempo repetido se distanciava
da média de outro turno, como, por exemplo, o operador do turno 1 executava todas as
atividades da operação “A” em 30 segundos, e o do turno “2” executava essas mesmas
atividades em 110 segundos, padronizava-se a prática utilizada pelo colaborador do turno “1”,
utilizando sua experiência e metodologia e, através de um treinamento, estendeu-se esse
conhecimento para os outros turnos.
O trabalho padrão também é um impulsionador de melhorias. Com a sequência de
atividades descritas, analisa-se se aquela atividade agrega ou não valor ao cliente. Com isso,
dividem-se os elementos de trabalho em três categorias.
Agrega valor ao cliente: essas atividades devem ser mantidas e se possível
melhoradas, como, por exemplo, a montagem de um componente no produto.
Não agrega valor ao cliente, mas é uma atividade inevitável: essas atividades devem
ser reduzidas ao máximo possível, como, por exemplo, a transferência de um
subconjunto do equipamento “A" para o equipamento “B”.
Não agrega valor ao cliente e é um desperdício que pode ser eliminado: essas
atividades não devem ser mantidas, como, por exemplo, colocar um subconjunto em
uma mesa e depois retirá-lo sem que o produto tenha sofrido qualquer agregação de
valor.
No cenário inicial, apesar de todos os operadores conhecerem a sequência de montagem,
não havia uma disseminação clara de quem deveria fazer cada ação. Em um ciclo, por exemplo,
um operador pegava um subconjunto e o colocava na máquina para processamento; no ciclo
seguinte, outro operador fazia essa atividade, e em alguns casos, o terceiro ciclo seria feito por
outro operador e, devido a essa definição, discriminam-se a seguir as operações por sequência
de montagem e não por colaborador.
As operações eram da seguinte forma:
Operação 1- Operador de empilhadeira 100% dedicado a linha;
Operação 2- Montagem dos componentes;
Operação 3- Montagem dos componentes;
Operação 4- Montagem dos componentes;
Operação 5- Check list/ inspeção.

74
No gráfico a seguir vê-se o balanceamento da linha antes do trabalho padrão, onde a linha
vermelha representa o Takt, e a coluna representa o tempo de operação de cada um dos cinco
operadores.
Gráfico 3 – Balanceamento da linha antes do trabalho padrão cenário inicial
Fonte: Equipe de melhoria da empresa Beta
Pode-se visualizar no Gráfico 3, o balanceamento das operações, onde é notório que o
último operador está acima da linha do Takt, o que evidencia uma dificuldade de atendimento
à demanda.
Após essa fase de coleta e validação de dados, pode-se finalmente definir um trabalho
padrão futuro (rebalanceamento da linha do projeto 1). Seguindo a necessidade real do cliente
(Takt), redistribuem-se os elementos de trabalho que realmente agregam valor ou eram
inerentes ao processo até que estejam mais próximos do objetivo. A equipe definiu que seria
utilizada como tempo objetivo 90% do Takt, conforme já comentado na subseção
correspondente. Essa fase contou com a colaboração de operadores e líderes de produção, pois
o conhecimento técnico operacional foi de suma importância para a querência da distribuição
das atividades, principalmente quando os elementos de trabalho precisavam ser transferidos de
uma operação para outra. Com a redistribuição, foram definidas as atividades que deveriam ser
seguidas por cada operador erradicando esse problema.
As operações ficaram da seguinte forma:
Colaborador 1- Operador de empilhadeira dedicado 50% a linha;
0
10
20
30
40
50
60
70
80
90
Operador 1 Operador 2 Operador 3 Operador 4 Operador 5
Gráfico de balanceamento da linha - cenário inicial
Tempo Takt

75
Colaborador 2- Responsável pelo abastecimento em kits utilizando um rebocador;
Colaborador 3- Responsável em fazer a pré-montagem e montagem dos componentes;
Colaborador 4- Responsável pela montagem dos componentes, colocar o produto
acabado no carrinho e dispor no local demarcado (estoque);
Colaborador 5- Responsável por realizar o check list do produto acabado, colocar o
cartão de rotação, fazer a impressão do sequenciamento e colocar no carrinho, fazer
a leitura dos berços e imprimir a folha de romaneio.
No gráfico a seguir vê-se o balanceamento da linha após o trabalho padrão.
Gráfico 4 – Balanceamento da linha após o trabalho padrão projeto 1
Fonte: Equipe de melhoria da empresa Beta
No Gráfico 4 são apresentados os tempos ciclo alcançados após o balanceamento das
operações, evidenciando algumas lacunas entre o tempo objetivo e o tempo possível, causadas
pelas limitações técnicas que impediram um resultado ainda mais expressivo.
A adequação da carga de trabalho de cada operador ao tempo Takt possibilitou a redução
do efetivo direto da linha, além de flexibilizar a célula para atender a diferentes demandas. O
formato da célula permite ao colaborador trabalhar em mais de uma operação, e caso a demanda
se reduza, pode-se trabalhar com menos operadores, como é exemplificado na Figura 18.
0
10
20
30
40
50
60
70
80
Operador 1 Operador 2 Operador 3 Operador 4 Operador 5
Gráfico de balanceamento da linha - projeto 1
Tempo Takt

76
Figura 18 – Exemplo de diagrama de trabalho padronizado para baixa demanda
Fonte: Equipe de melhoria da empresa Beta
A proximidade das máquinas e a eliminação das atividades, que não agregavam valor,
permitiram construir várias configurações possíveis de trabalho padronizado, adequando-as à
demanda. Na figura 18, demonstra-se uma configuração com três operadores, onde a numeração
representa a sequência de montagem, sendo que um operador tem sete sequências com
deslocamento e os demais, apenas dois deslocamentos. O triângulo com a exclamação
representa pontos de atenção com a segurança, e o verde refere-se aos pontos de atenção com a
qualidade.
4.2.3.3 Sistema puxado
Com a estabilização da linha, por meio de sequências de trabalho respeitando o tempo
Takt e com a cadeia de ajuda dando suporte à linha, chega-se ao cenário propício para reduzir
os downtimes por deficiências logísticas. O sistema puxado é fundamentado em só abastecer o
cliente (interno ou externo) quando esse necessita, trazendo como benefícios a redução dos
estoques (CELIS; GARCÍA, 2012).
É bem verdade que várias das atividades descritas neste capítulo foram implantadas em
paralelo às demais fases. No entanto, nesta e na próxima seção, elas são descritas com mais
detalhes.
A linha apresentava paradas por logística, apesar de ter próximo ao processo contêineres
com capacidade para suprir dias de produção. Essa consequência da falta de sinal de
1 2 1 2
1
2 3
4
5
6 7

77
reabastecimento foi foco do treinamento de sistema puxado, que levou a equipe a entender o
conceito de kanban e de processo puxador, ou seja, só produzir o que o processo cliente precisa
(sem excessos).
O sinal de reabastecimento de embalagens de componentes pequenos em geral passou de
embalagens únicas para três embalagens, abastecidas por meio de um flow rack disposto na
linha, conforme exemplo da Figura 19.
Figura 19 – Exemplo de abastecimento por flow rack
Fonte: Equipe de melhoria da empresa Beta
Usou-se como métrica, para iniciar os trabalhos, não ter menos que uma hora de peças
pequenas na borda de linha, mesmo excedendo três embalagens do produto. Esse foi o tempo
definido para garantir que não faltaria componentes até o processo se estabilizar e criar uma
maturidade da logística no conceito de reposição de material.
O sinal de puxada, nesse caso, passou a ser a embalagem vazia. Quando uma caixa vazia
era disponibilizada sobravam duas para uso, sendo esse o tempo necessário para o operador
logístico coletar as embalagens em uma rota predeterminada e repor o material.
É importante tomar cuidado para não elevar os estoques; por isso, os componentes no
flow rack eram considerados em estoque logístico, para que não fossem comprados antes da
hora.
Os componentes maiores e com valor mais elevado passaram a ser entregues em kit’s
descritos na seção de logística de abastecimento.
Embalagens vazias para reposição
Embalagens cheias

78
4.2.3.4 Logística de abastecimento
O conceito logístico adotado pode influenciar muito para o aumento ou redução dos
desperdícios, ainda mais quando a quantidade de combinações e variações de componentes para
gerar os produtos acabados é grande. Esse era o cenário dessa linha. Três desperdícios se
destacavam nesse processo no início do projeto:
Movimentação – os operadores caminhavam grandes distâncias para pegar os
componentes pois todos os modelos de peça estavam ao lado da linha.
Transporte – como a empilhadeira não podia entrar na célula produtiva os operadores
tinham que empurrar as caixas em plataformas até o ponto de uso.
Espera – por falta de sinal claro de puxada, os componentes quando acabavam,
paravam a linha até que a peça fosse reabastecida.
Entender esses desperdícios e criar uma filosofia de redução foi o resultado esperado do
penúltimo treinamento. Para eliminar esses problemas, a equipe desenvolveu um sistema de
abastecimento por kits, além da sistemática de flow racks já apresentada na seção anterior.
Com um conceito simples, todos os componentes, que não puderam utilizar a sistemática
de flow rack por conta de seus pesos e tamanhos, são transportados de uma única vez através
de um carrinho com roldanas (rebocador). Com essa ação, o transporte excessivo dos
componentes e as movimentações dos operadores foram praticamente dissipados. Esses ganhos
foram apresentados na seção de fluxo contínuo.
Um sistema de gestão foi criado para receber as informações do kit que deveria ser
montado, e ao abastecer o carrinho o operador valida o componente através da leitura do código
de barras do produto.
O mesmo conceito foi usado para eliminar as esperas. Foram construídos três comboios
de cores diferentes múltiplas das embalagens finais, funcionando como um buffer abastecido
por um supermercado de componentes (estoque com controle de máximo e mínimo). Conforme
esvaziava, um operador reabastecia esses carrinhos. No momento de troca das embalagens dos
componentes, a linha consome os carrinhos previamente abastecidos, os quais são reabastecidos
assim que o componente é reposto. Com esse conceito reduziram-se as paradas por falta de
componentes elevando, assim, a disponibilidade da linha.
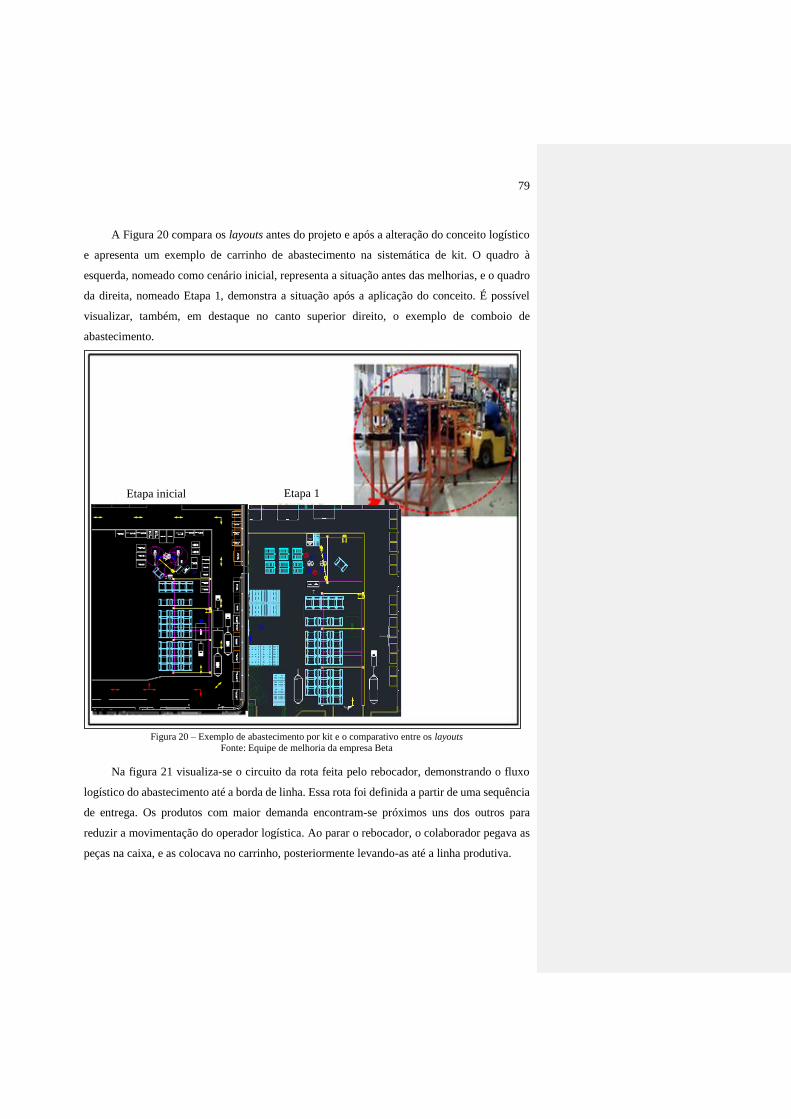
79
A Figura 20 compara os layouts antes do projeto e após a alteração do conceito logístico
e apresenta um exemplo de carrinho de abastecimento na sistemática de kit. O quadro à
esquerda, nomeado como cenário inicial, representa a situação antes das melhorias, e o quadro
da direita, nomeado Etapa 1, demonstra a situação após a aplicação do conceito. É possível
visualizar, também, em destaque no canto superior direito, o exemplo de comboio de
abastecimento.
Figura 20 – Exemplo de abastecimento por kit e o comparativo entre os layouts
Fonte: Equipe de melhoria da empresa Beta
Na figura 21 visualiza-se o circuito da rota feita pelo rebocador, demonstrando o fluxo
logístico do abastecimento até a borda de linha. Essa rota foi definida a partir de uma sequência
de entrega. Os produtos com maior demanda encontram-se próximos uns dos outros para
reduzir a movimentação do operador logística. Ao parar o rebocador, o colaborador pegava as
peças na caixa, e as colocava no carrinho, posteriormente levando-as até a linha produtiva.
Etapa inicial Etapa 1

80
Figura 21 - Circuito da rota feita pelo rebocador
Fonte: Equipe de melhoria da empresa Beta
Na Figura 21 as setas brancas indicam o sentido percorrido pelo colaborador da linha,
com os racks vazios até o almoxarifado, e as setas amarelas, o caminho oposto com os racks
cheios até a linha produtiva.
4.2.4 Fase de verificação e gerenciamento da rotina
Melhorar um processo através das ferramentas do Lean Manufacturing não é uma tarefa
fácil, exige esforço e disciplina. Manter o processo após as melhorias é uma tarefa ainda mais
complicada, sob o risco de, se não for feita adequadamente, cair em descrédito, a exemplo de
muitas ferramentas que não conseguem manter sua sustentabilidade após os esforços de
implantação. O controle sobre a implementação pode definir o êxito e o engajamento da
empresa na melhoria contínua (CELIS; GARCÍA, 2012).
O último treinamento da equipe, que a essa altura já iniciava os projetos em outra linha,
foi focado em gerenciamento e manutenção do sistema. Nesse tópico apresentam-se as
ferramentas para manter a gestão funcionando e incentivar a sua melhoria e evolução.

81
A equipe de apoio deve manter uma rotina de verificação e gestão para garantir a
continuidade da filosofia. O Andon deve fazer parte da rotina da linha de produção, e todas as
paradas de linha devem fazer uso dessa ferramenta para expor o problema. Equipes de análise
e melhoria devem ser formadas para solucionar problemas sistêmicos ou repetitivos.
Todas as informações que são lançadas no quadro hora a hora são discutidas nas reuniões
diárias e devem ser inclusas em uma base histórica. Os problemas que se repetem com
frequência devem ser analisados através de ferramentas de análise como MASP (método de
análise e solução de problemas) ou outra ferramenta sistêmica utilizada pela empresa.
A empresa “BETA” utiliza como ferramenta, para análise e resolução dos problemas, o
improvement circle ou, em português, círculo de melhoria, que tem como objetivo gerenciar
todas as fases de análise, desenvolvimento e acompanhamento de um projeto de resolução de
um problema complexo, escritas em uma única folha de A3 conforme a Figura 22.
A3 Problem Solving ProcessPlanta Elaborado por Data início
TítuloDepartamento Data término
2. Compreender a Situação Atual)
1. Esclarecer o problema (Situação atual e ideal)
3. Definição do Objetivo
4. Análise da Causa Raiz (5 x Why)
5.& 6. Desenvolver Ações Corretivas e Implementação
8. Padronização7. Monitorar resultado
Picture, drawing, Graphic for problem description Improvement team
Problem description
System boundary
Main questions (may be deleted in final version):
What is exact the problem?
Which is the malfunction?
Which products or processes are affected?
Where on the product or processes is the problem?
When did it appear the first time?
How is the trend of the problem?
…
Text
Name Function Presence
100%
Picture, drawing, Graphic for problem description Improvement team
Problem description
System boundary
Main questions (may be deleted in final version):
What is exact the problem?
Which is the malfunction?
Which products or processes are affected?
Where on the product or processes is the problem?
When did it appear the first time?
How is the trend of the problem?
…
Text
Name Function Presence
100%
3,48%
2%
0,00%
0,50%
1,00%
1,50%
2,00%
2,50%
3,00%
3,50%
4,00%
Current Situation Ideal
Current
Ideal
GAP of 1,48
Topic
PROBLEM STATEMENT:
Text
IDEAL SITUATION:
Text
CURRENT SITUATION:
Text
Double-click
on the diagram
to edit
ProcessProcess
Start
ProcessProcess ProcessProcess ProcessProcess ProcessProcess ProcessProcess ProcessProcess
Final point
1 2 3
Detection
of errors
Detection
of errors
Human Management Methods
Material Machine Environment
1
2X
X
O
O O
O
O
Specified
Problem1
2
3
4
5X0
10
20
30
40
50
60
70
80
90
100
1 2 3 4 5
Pareto-Diagram
Stratify 1
0
10
20
30
40
50
60
70
80
90
100
1 2 3 4
Pareto-Diagram
Stratify 2
1
2
3
4
3,48
2,00
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
1 2 3 4 5 6 7 8 9 10 12
Ideal Target
1
2 3
4
5
Cu
rren
t S
itu
ati
on
Ideal
1 1
2
3
4
5
X
2
3
1.1
4
5
Action plan Date: tt.mm.yyyy
Topic
No. Problem (Root Cause) Action Status Resp. Date Comments
O O O O 1 1 0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
Evaluation
Feasib
ilit
y
Lead
tim
e
Co
st
Pri
ori
ty
Eff
ect
Overa
ll
Date:
1
3
4
5
1.1
3,48 3,50
2,802,65
2,402,20
2,35 2,25
2,00 1,91,8 1,75
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
1 2 3 4 5 6 7 8 9 10 12
Actual Target
1
2 3
4
5
Cu
rren
t S
itu
ati
on
Ideal
FMEA
Plano de Controle
Instrução de Teste e de Trabalho
Especificação dos requerimentos
Especificação das peças
compradas
Procedimentos
Manual de gerenciamento sistema
etc
Figura 22 – Exemplo de um improvement cicle A3
Fonte: Equipe de melhoria da empresa Beta
O A3 (Figura 22) define inicialmente a situação atual e a diferença entre a situação ideal,
seguindo da compreensão do problema através das ferramentas da qualidade, posteriormente
definindo-se os objetivos, análise de causa, implementação das ações e monitoramento.

82
O trabalho padronizado é um dos pilares do sistema Lean. A qualidade do produto final
é influenciada pelo correto seguimento de seus elementos de trabalho e, para isso, todos os
operadores devem conhecer a sequência exata descrita nos documentos do processo.
Para garantir que os colaboradores sigam essa filosofia, uma vez por mês ele é avaliado
através de uma auditoria, onde o responsável pela produção, de posse do trabalho padrão, avalia
o desempenho dos colaboradores em uma das estações de trabalho. O operador deve obter uma
nota acima de 95% de conformidade para não gerar um plano de ação. Caso o operador não
alcance essa nota, ele deverá ser treinado novamente até que sua nota seja aceitável. Quando o
operador é transferido de estação ou linha produtiva, ele deve passar pela mesma avaliação.
Os resultados dessa avaliação são disponibilizados em um gráfico manualmente
preenchido no quadro de auditorias de trabalho padrão, conforme exemplo na Figura 23.
Figura 23 – Exemplo de quadro de auditoria de trabalho padrão
Fonte: Equipe de melhoria da empresa Beta
Apresentam-se, no quadro de auditorias (Figura 23), no canto superior esquerdo, os
gráficos dos resultados das auditorias; ao seu lado, as auditorias realizadas; e abaixo, o
cronograma de auditorias. O Trabalho padronizado, após definido, deve ser objeto de
melhorias. As auditorias devem apontar melhorias de processo e devem ser a base para a
evolução e criação de novos trabalhos padronizados.

83
A Manutenção Produtiva total é fundamental para sustentar o bom funcionamento de um
sistema Lean, pois mantém elevada a eficiência do equipamento. Assim a disponibilidade da
linha não é afetada pela quebra constante dos equipamentos.
Para minimizar ao máximo essas paradas e garantir que o equipamento sempre esteja apto
a produzir, deve-se ter uma manutenção preventiva eficiente, suportada pela manutenção
autônoma, onde os operadores, além de identificadores de problema através do sistema de
etiquetagem, devem fazer as rotinas de limpeza (5s), ajustes, setups e pequenos reparos,
liberando, assim, os especialistas de manutenção para análises da causa raiz das manutenções
corretivas. Alguns exemplos são apresentados nas Figuras 24 e 25.
Figura 24 – Exemplo check list de TPM
Fonte: Equipe de melhoria da empresa Beta
Na Figura 24 visualiza-se o check list de manutenção autônoma, onde os itens que devem
ser verificados são listados,4assim como as ações e frequência de inspeção. Para facilitar a
visualização e entendimento, os itens mais complexos são destacados através de fotos e
orientação de manuseio no próprio check list e/ou através de uma lição pontual como
demonstrado na Figura 25.

84
Figura 25 – Exemplo de lição pontual para auxílio da correção de um desvio pelo operador
Fonte: Equipe de melhoria da empresa Beta
Os especialistas da manutenção devem se perguntar o porquê de um determinado desvio
não ter sido detectado pela manutenção preventiva ou pelos check lists de manutenção
autônoma. Baseado nessa resposta, novos roteiros de manutenção devem ser definidos,
aumentando a confiabilidade do equipamento e sua vida útil.
É comum, após algum tempo de implantação da filosofia de produção enxuta e
consequente estabilização do sistema, as pessoas deixarem de enxergar os desperdícios do
processo. Para evitar essa acomodação, devem ser feitos workshops com o objetivo de
identificar esses desperdícios escondidos em uma aparente boa performance operacional.
Quando os objetivos são alcançados por um determinado período de tempo, novos objetivos
devem ser definidos para motivar a melhoria contínua.
A Empresa “BETA” utiliza como ferramenta de observação e aplicação um check list
chamado muda check, onde é avaliada a efetividade das ferramentas Lean nas linhas com a
filosofia implantada. Nele são auditados tópicos relacionados a treinamento, gestão visual,
melhoria contínua, trabalho padronizado, TPM, gerenciamento da qualidade, logística Lean,
gerenciamento de falhas e segurança. Essas verificações, normalmente com frequência mensal,
são realizadas pelos gestores de produção, gerentes e, uma vez por ano, pelo diretor industrial.
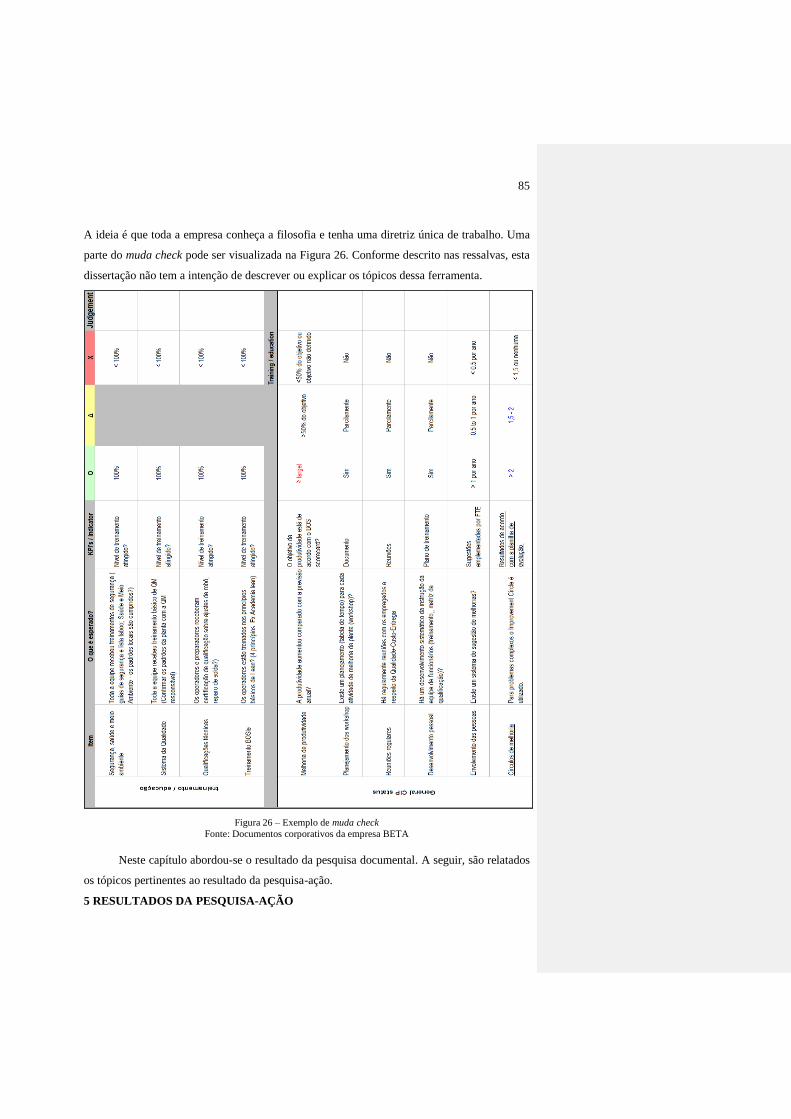
85
A ideia é que toda a empresa conheça a filosofia e tenha uma diretriz única de trabalho. Uma
parte do muda check pode ser visualizada na Figura 26. Conforme descrito nas ressalvas, esta
dissertação não tem a intenção de descrever ou explicar os tópicos dessa ferramenta.
Figura 26 – Exemplo de muda check
Fonte: Documentos corporativos da empresa BETA
Neste capítulo abordou-se o resultado da pesquisa documental. A seguir, são relatados
os tópicos pertinentes ao resultado da pesquisa-ação.
5 RESULTADOS DA PESQUISA-AÇÃO

86
A participação efetiva do pesquisador, caracterizando a pesquisa-ação, norteou a
investigação e determinou a metodologia da pesquisa utilizada a partir da etapa 2.
A metodologia empregada baseou-se na autorreflexão coletiva empreendida pelos
participantes do grupo e foi dividida em duas etapas, cada uma com um cenário de aplicação
específico. Em 2013, após um longo tempo de amadurecimento do sistema, a fábrica
deslumbrou um novo patamar de melhorias. Essas melhorias foram pautadas na redução do
custo indireto e eliminação dos desperdícios ainda presentes na linha de estudo. No ano de
2014, impulsionado pela redução do número de variáveis, novas análises e ações foram
implementadas, resultando em uma elevação da produtividade e redução dos desperdícios. As
próximas seções abordam esses e outros aspectos relevantes para a pesquisa.
5.1 EVOLUÇÃO DA ETAPA 1 A 2
A melhoria contínua é uma estratégia usada por companhias que buscam atender a
mercados exigentes (MORA, 2014). Após a estabilização da linha e produção por um período
de 3,5 anos (06/2009 a 01/2013), decidiu-se implementar novas melhorias resultando na etapa
2. Na figura 27 visualiza-se a referida etapa em relação às demais etapas da pesquisa.
Figura 27: Etapas da pesquisa
Fonte: Elaborado pelo autor
Etapa inicial (2008)
-Revisão
documental
Etapa 1 (2009)
- Revisão documental
Etapa 2 (2013)
- Pesquisa ação
Etapa 3 (2014)
-- Pesquisa ação
Base histórica Pesquisa-ação

87
Nessa nova rodada, utilizou-se a mesma estrutura de análise aplicada na etapa inicial,
resultando na etapa 1. Entende-se que algumas ferramentas não foram modificadas. Por esse
motivo, as seguintes etapas não são descritas nesse capítulo, conforme relacionado abaixo:
fase de análise
o aprendendo a enxergar
fase de estabilidade básica
o qualidade;
o quadro hora hora;
o andon;
o TPM.
fase de desenvolvimento
o sistema puxado
verificação e gerenciamento da rotina
o análise de problemas repetitivos;
o auditorias de trabalho padronizado;
o evolução do TPM;
o muda check.
Citam-se as ferramentas mapeamento dos fluxos através da aplicação do VSA e do VSM,
Fluxo contínuo, Trabalho padronizado e logística Lean modificadas para alcançar o cenário 2.
Por meio de um workshop, reuniu-se uma equipe multifuncional, onde o primeiro passo foi
desenhar todo o fluxo atual (VSA) da linha de suspensão dianteira, expresso na Figura 28.

88
Figura 28: Mapa de Fluxo de Valor do Estado Atual (VSA) etapa 1 a 2
Fonte: Equipe de melhoria da empresa Beta
Para a construção do VSA, utilizou-se como base o mapa futuro (VSM) da etapa anterior.
Por meio deste, visualiza-se a situação real da linha e a criação do estado atual (versão 2013) e
o estado futuro da etapa 2 da linha estudada (Figura 29).
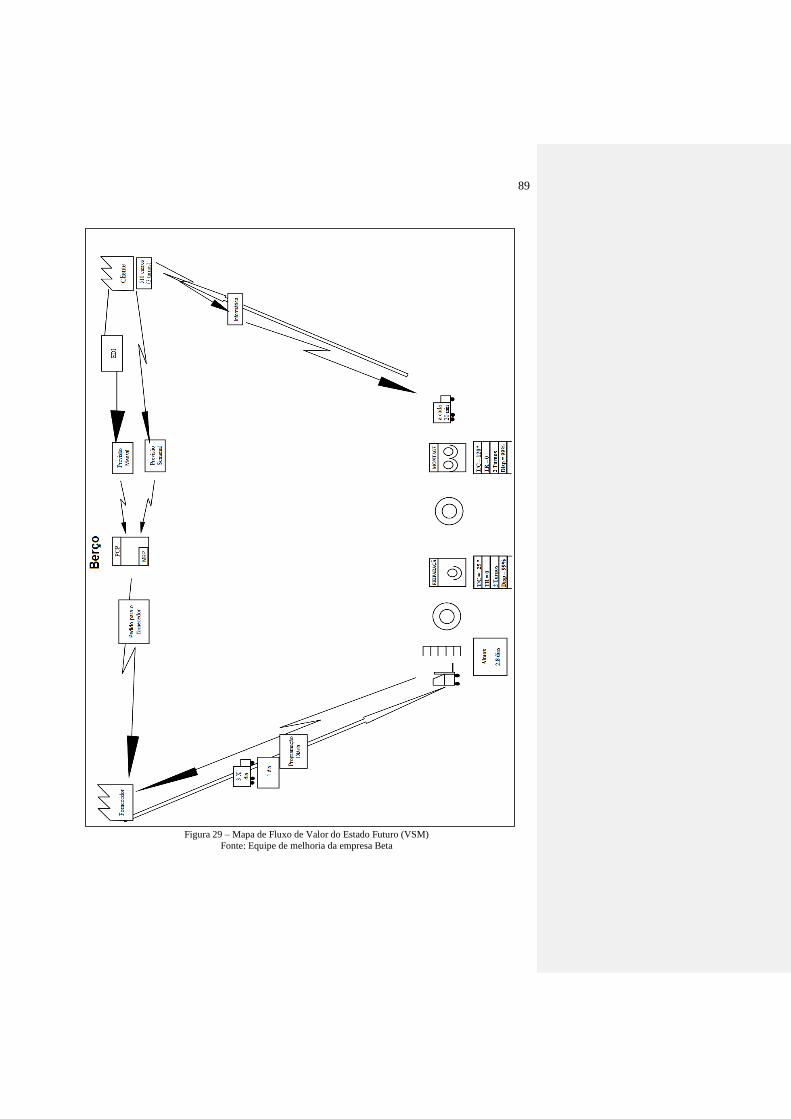
89
Figura 29 – Mapa de Fluxo de Valor do Estado Futuro (VSM)
Fonte: Equipe de melhoria da empresa Beta

90
Através do mapa do estado atual, a equipe pôde visualizar os desperdícios e identificar
possíveis ações de melhoria, descritas nos kaizens destacados em vermelho na Figura 27. A
partir deles, as principais ações levantadas foram:
Eliminar o estoque de produto acabado, deixando apenas o estoque de segurança em
uma pequena área, eliminando, assim, o processamento excessivo.
Modificar a forma de abastecimento dos componentes, aproximando o supermercado
para diminuir a movimentação.
Balancear melhor a linha e eliminar a espera entre as operações.
Modificar a compra dos componentes substituindo a montagem de lotes de seis carros
iguais por um sistema de montagem sequenciada, respeitando o mix de produção,
conforme demanda do cliente (lote de 1 peça).
Com as propostas desenhou-se o mapa futuro (Figura 29), onde os círculos próximos ao
símbolo da empilhadeira representam a alteração da forma de abastecimento dos componentes.
A retirada da operação de picking descreve a eliminação do estoque de segurança e a retirada
de um símbolo de uma pessoa, representa o balanceamento da linha.
A equipe desenvolveu um novo plano de ações para analisar os riscos e monitorar a
evolução do projeto. A Figura 30 exemplifica esse acompanhamento.
Figura 30 – Exemplo de plano de ações da empresa Beta
Fonte: Equipe de melhoria da empresa Beta

91
A Figura 30 exemplifica algumas das ações listadas no plano de ações. Neste visualiza-
se o tema principal, criar sistema sincron, e as ações relacionadas com o responsável pela
implantação, data objetivo e a evolução. Optou-se por não descrever em detalhes as ações
levantadas no plano de ação, por considerar que são conteúdos técnicos necessários para
transformar a célula no estado futuro, atingindo os objetivos descritos no mapeamento da fase
2.
5.1.1 Fluxo contínuo
Com a análise do conceito do fluxo contínuo, buscou-se identificar na linha as operações
onde não houvesse o fluxo de uma só peça. Como identificado no mapeamento, o principal
influenciador negativo, que afetava essa filosofia, era o estoque de produtos acabados, os quais
uma grande quantidade desse estoque pode ser visualizada na Figura 31, destacado pelo
quadrado pontilhado.
Figura 31 – Layout da linha estudada
Fonte: Equipe de melhoria da empresa Beta
1
2
3
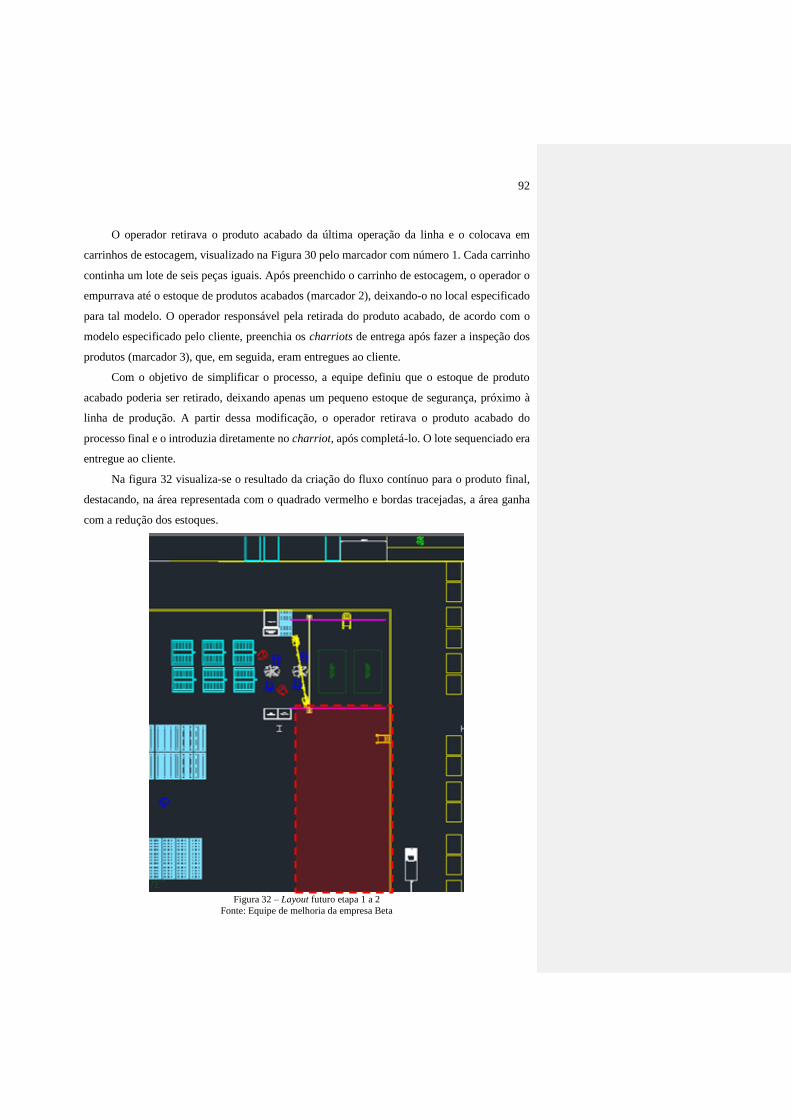
92
O operador retirava o produto acabado da última operação da linha e o colocava em
carrinhos de estocagem, visualizado na Figura 30 pelo marcador com número 1. Cada carrinho
continha um lote de seis peças iguais. Após preenchido o carrinho de estocagem, o operador o
empurrava até o estoque de produtos acabados (marcador 2), deixando-o no local especificado
para tal modelo. O operador responsável pela retirada do produto acabado, de acordo com o
modelo especificado pelo cliente, preenchia os charriots de entrega após fazer a inspeção dos
produtos (marcador 3), que, em seguida, eram entregues ao cliente.
Com o objetivo de simplificar o processo, a equipe definiu que o estoque de produto
acabado poderia ser retirado, deixando apenas um pequeno estoque de segurança, próximo à
linha de produção. A partir dessa modificação, o operador retirava o produto acabado do
processo final e o introduzia diretamente no charriot, após completá-lo. O lote sequenciado era
entregue ao cliente.
Na figura 32 visualiza-se o resultado da criação do fluxo contínuo para o produto final,
destacando, na área representada com o quadrado vermelho e bordas tracejadas, a área ganha
com a redução dos estoques.
Figura 32 – Layout futuro etapa 1 a 2
Fonte: Equipe de melhoria da empresa Beta

93
Para a criação do fluxo contínuo e consequente retirada do supermercado de produtos
acabados no final da linha, foi necessária uma adequação do sistema logístico e a criação de um
sistema Just in Sequence, que é bem explicado no tópico de logística Lean.
5.1.2 Trabalho padronizado
Toda modificação de processo afeta diretamente a sequencia de trabalho. Por isso fez-
se necessário, após as melhorias realizadas, recalcular o tempo Takt e definir uma nova
sequência de trabalho, que foi implementada com base nos tempos de cada tarefa.
Com a redistribuição, foram definidas as atividades que deveriam ser seguidas por cada
operador.
As operações ficaram da seguinte forma:
colaborador 1 - Operador de empilhadeira dedicado 50% à linha;
colaborador 2 - Responsável em fazer a pré-montagem e montagem dos componentes;
colaborador 3 - Responsável pela montagem dos componentes;
colaborador 4 - Responsável em fazer a montagem dos componentes, realizar o check
list do produto acabado, colocar o cartão de rotação, fazer a impressão do
sequenciamento e colocar no charriot, fazer a leitura dos berços e imprimir a folha de
romaneio.
No gráfico a seguir, vê-se o balanceamento da linha após o trabalho padrão., onde as
colunas azuis representam os operadores, e a linha vermelha representa o tempo Takt. Como já
mencionado no cenário inicial, existe uma diferença entre o tempo do operador e o Takt, devido
às restrições de sequência de montagem.

94
Gráfico 5 – Balanceamento da linha após modificações no trabalho padrão etapa 2
Fonte: Equipe de melhoria da empresa Beta
A readequação da carga de trabalho de cada operador ao tempo Takt,, possibilitada pela
criação do fluxo contínuo descrita anteriormente, resultou na redução do efetivo responsável
pelo abastecimento da linha e do efetivo que atuava no picking e inspeção, deixando a linha
com 3,5 operadores, que passaram a trabalhar num sistema de rodízio, onde o operador
abastecia os carrinhos com os componentes sequenciados, deixando-os na borda de linha,
conforme explicado no tópico a seguir.
5.1.3 Logística de abastecimento
Feitas as modificações mencionadas nos itens anteriores, modifica-se também o sistema
logístico da linha. No cenário anterior o abastecimento era feito por um operador full time, que
fazia a compra dos componentes colocando-os em kits com lotes iguais de 6, e transportando-
os por meio de um rebocador. Com as melhorias feitas na linha, esse abastecimento passou a
ser feito pelos próprios operadores de montagem, por meio de um rodízio. Os produtos de maior
volume e com poucas variáveis passaram a serem abastecidos diretamente na linha, os produtos
de baixa demanda e grande número de variáveis passaram a ser abastecidos por um operador
da linha, que, a partir do momento que esvaziava um kit, o operador saía da linha para fazer a
compra dos componentes no supermercado.
0
10
20
30
40
50
60
70
80
Operador 1 Operador 2 Operador 3 Operador 4
Gráfico de balanceamento da linha - projeto 2
Tempo Takt

95
Utilizando o sistema Just in Sequence, este mesmo operador, ao comprar os componentes,
se norteava por uma leitora de código de barras, que em seu visor informava a referência do
próximo componente a ser comprado, preenchia os kits em lotes sequenciados composto por
seis peças; logo, o operador empurrava os kits até a linha de montagem.
Figura 33 - Layout representativo da área de abastecimento dos componentes de baixa demanda
Fonte: Equipe de melhoria da empresa Beta
Na figura 33 o círculo demarcado em vermelho representa a área em que o operador
atuava ao fazer a compra dos componentes de baixa demanda. Essa estratégia foi adotada, pois
para aproximar todas as caixas com a matéria-prima, os operadores se deslocariam muito ao
fazer a compra dos componentes. Com o conceito adotado, os operadores utilizam os
componentes que estão próximos durante 80% do tempo de operação, dedicando 20% do seu
tempo para uso dos componentes mais distantes.
Com a aproximação do supermercado e a modificação no abastecimento, diminuiu-se
a movimentação, consequentemente tempo de operação, eliminando, assim, a necessidade de
um rebocador para o transporte de peças. Com a implementação das alterações, foi possível
realocar o operador de picking e inspeção, o qual assumiu operações produtivas diretas, e
retirou-se o abastecedor de linha, que deixou de existir com a aproximação do supermercado.

96
5.2 EVOLUÇÃO DA ETAPA 2 A 3
No ano de 2014, com a substituição de modelos mais complexos, que exigiam um elevado
número de subcomponentes, houve uma redução do número de variáveis (modelos) solicitadas
pelo cliente, motivando uma nova análise do valor agregado da linha. A exemplo da etapa 2,
nesse fase também utilizou-se a pesquisa-ação conforme demostrado da figura 34.
Figura 34: Etapas da pesquisa
Fonte: Elaborado pelo autor
Seguindo a sistemática adotada na evolução da etapa 1 para a 2, utilizou-se a mesma
sequência de ferramentas, onde não são descritas as técnicas relacionadas abaixo por não
sofrerem alteração do modelo anterior:
fase de estabilidade básica
o qualidade;
o quadro hora hora;
o andon;
o TPM.
fase de desenvolvimento
o sistema puxado.
verificação e gerenciamento da rotina
o análise de problemas repetitivos;
o auditorias de trabalho padronizado;
Etapa inicial (2008)
-Revisão
documental
Etapa 1 (2009)
- Revisão documental
Etapa 2 (2013)
- Pesquisa ação
Etapa 3 (2014)
-- Pesquisa ação
Base histórica Pesquisa-ação

97
o evolução do TPM;
o muda check.
Assim como afirmado por diversos pensadores da qualidade, o ciclo de melhoria contínua
nunca se encerra. O mapeamento de fluxo foi a ferramenta utilizada para análise e definição
das ações para alcançar o cenário 3. A representação gráfica do fluxo da linha não se modificou
em relação ao estado futuro desenhado no cenário 2. Portanto, a equipe multifuncional utilizou
como fluxo atual (VSA) o estado futuro (VSM) da etapa 2. As Figuras 35 e 36 demonstram o
estado atual (versão 2014) e o estado futuro da etapa 3 da linha estudada.
Figura 35 – Mapa de Fluxo de Valor do Estado Atual (VSA) da etapa 3
Fonte: Equipe de melhoria da empresa Beta

98
Figura 36 – Mapa de Fluxo de Valor do Estado Futuro (VSM)
Fonte: Equipe de melhoria da empresa Beta

99
A utilização do mapa atual (VSA) possibilitou à equipe identificar possíveis ganhos. É
importante ressaltar que, devido ao aumento da maturidade do time, algumas atividades que
foram melhoradas nos mapeamentos anteriores, foram novamente foco de análise e evolução.
A figura 35 ilustra as ideias sugeridas pela equipe, onde os principais itens são citados abaixo:
Processamento excessivo ao comprar componentes colocando-os nos kits de
abastecimento e posteriormente retirando-os para o processo de montagem.
Redução da quantidade de peças no kit de 6 para 1.
Subutilização do operador de compra dos componentes.
Essas modificações são identificadas na Figura 35, a partir do sinal de sequenciamento
(dois círculos), da redução do número de operações de duas para uma e pela retirada do símbolo
de uma pessoa.
A equipe instituiu um novo plano de ações para monitorar e verificar o andamento do
projeto. A Figura 37 exemplifica esse acompanhamento.
Figura 37 – Exemplo de plano de ações da empresa Beta
Fonte: Equipe de melhoria da empresa Beta
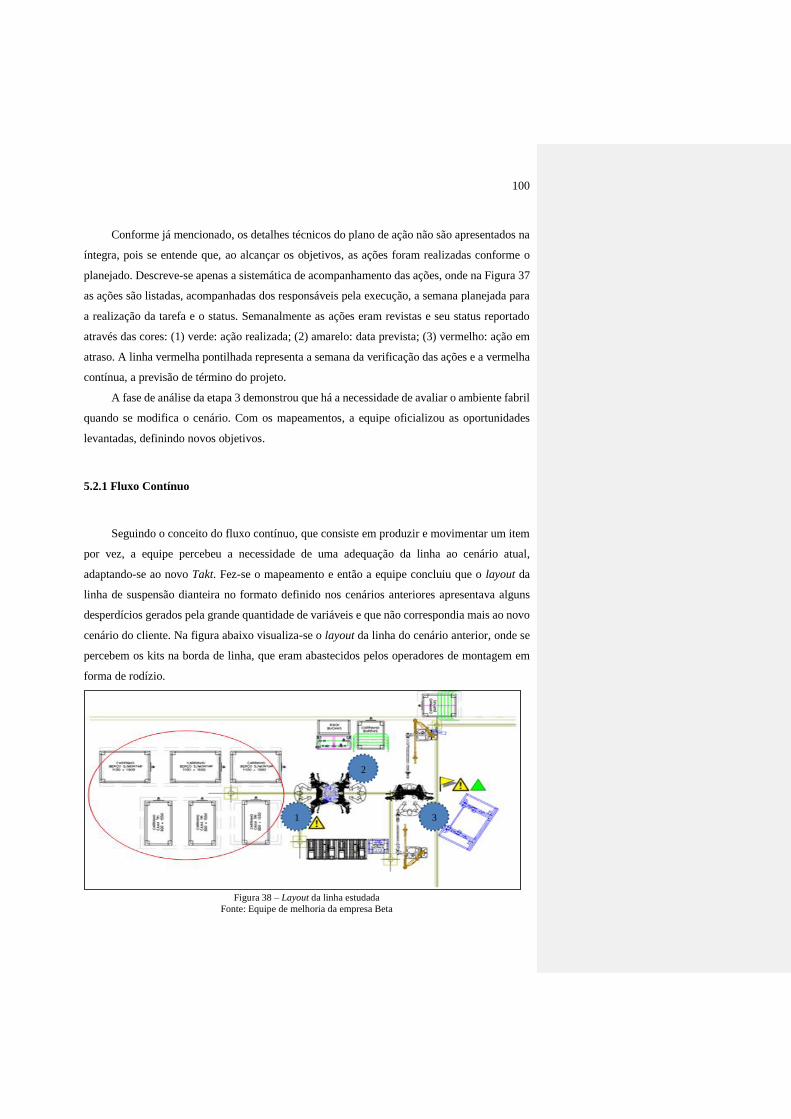
100
Conforme já mencionado, os detalhes técnicos do plano de ação não são apresentados na
íntegra, pois se entende que, ao alcançar os objetivos, as ações foram realizadas conforme o
planejado. Descreve-se apenas a sistemática de acompanhamento das ações, onde na Figura 37
as ações são listadas, acompanhadas dos responsáveis pela execução, a semana planejada para
a realização da tarefa e o status. Semanalmente as ações eram revistas e seu status reportado
através das cores: (1) verde: ação realizada; (2) amarelo: data prevista; (3) vermelho: ação em
atraso. A linha vermelha pontilhada representa a semana da verificação das ações e a vermelha
contínua, a previsão de término do projeto.
A fase de análise da etapa 3 demonstrou que há a necessidade de avaliar o ambiente fabril
quando se modifica o cenário. Com os mapeamentos, a equipe oficializou as oportunidades
levantadas, definindo novos objetivos.
5.2.1 Fluxo Contínuo
Seguindo o conceito do fluxo contínuo, que consiste em produzir e movimentar um item
por vez, a equipe percebeu a necessidade de uma adequação da linha ao cenário atual,
adaptando-se ao novo Takt. Fez-se o mapeamento e então a equipe concluiu que o layout da
linha de suspensão dianteira no formato definido nos cenários anteriores apresentava alguns
desperdícios gerados pela grande quantidade de variáveis e que não correspondia mais ao novo
cenário do cliente. Na figura abaixo visualiza-se o layout da linha do cenário anterior, onde se
percebem os kits na borda de linha, que eram abastecidos pelos operadores de montagem em
forma de rodízio.
Figura 38 – Layout da linha estudada
Fonte: Equipe de melhoria da empresa Beta
1
2
3

101
Quando um kit ficava vazio, um operador de montagem, representado pelo número 1,
caminhava até o supermercado para fazer a compra dos componentes, abastecia o kit com lote
de seis carros sequenciados, levando-os até a borda de linha.
Com a retirada de linha de alguns modelos, a complexidade do número de componentes
se reduziu, possibilitando a concepção de uma nova configuração do layout, onde o principal
objetivo era a simplificação do processo e a movimentação de uma peça por vez.
Com as modificações, os componentes foram posicionados na borda de linha e montados
sobre os dispositivos móveis (trollers), como ilustrado na Figura 39.
Figura 39 – Layout futuro proposto para a etapa 3
Fonte: Equipe de melhoria da empresa Beta
1
2
1
1
1 1
3
4

102
A Figura 39 esboça as atividades de montagem após a alteração do layout, seguindo as
seguintes características:
retirar as peças das caixas conforme sequência do cliente (marcador 1);
abastecimento da linha por meio de um troller com lote de um carro por vez
(marcador 2);
pré-montagem dos componentes no dispositivo (troller - marcador 2);
fixação dos componentes e verificação da qualidade (marcador 3);
expedição do produto acabado inserindo-o diretamente no charriot para ser
entregue ao cliente(marcador 4).
Conforme o consumo dos componentes, um operador reabastece esses dispositivos
(trollers). No momento de troca das embalagens dos componentes, a linha consome os
carrinhos previamente abastecidos, os quais são reabastecidos assim que o componente é
reposto. Com esse conceito reduzem-se as paradas por falta de componentes, elevando, assim,
a disponibilidade da linha, reduzindo a área e o estoque em processo.
5.2.2 Trabalho padronizado
Feitas as modificações no processo, surge a necessidade de alterações no procedimento
de trabalho padrão. Seguindo esse conceito, recalcula-se o tempo Takt, reorganizam-se as
tarefas usando como base seu tempo de operação, definindo uma nova sequência de trabalho.
Apesar de o processo de montagem ser o mesmo, e os operadores já conhecerem a
sequência de montagem, houve a necessidade da adequação do processo à nova demanda e ao
novo layout, resultando nas novas atividades que deveriam ser seguidas pelo operador.
As operações ficaram da seguinte forma:
colaborador 1- Operador de empilhadeira dedicado 50% à linha;
colaborador 2- Abastecimento e pré-montagem dos componentes;
colaborador 3- Aperto e montagem dos componentes, fazer a inspeção e transferir
para o charriot (expedição).

103
No Gráfico 6 nota-se o balanceamento da linha, após as alterações no trabalho padrão,.
onde as colunas azuis representam os operadores, e a linha vermelha representa o tempo Takt.
Como já mencionado no cenário inicial, existe uma diferença entre o tempo do operador e o
Takt, devido às restrições de sequência de montagem.
Gráfico 6 – Balanceamento da linha após modificações no trabalho padrão etapa 3
Fonte: Equipe de melhoria da empresa Beta
A readequação da carga de trabalho de cada operador ao tempo Takt, possibilitada pela
criação do fluxo contínuo descrita anteriormente, resultou na possibilidade de trabalhar com
dois efetivos diretos. No Gráfico 6 ilustra-se a redução de um operador na linha, deixando-a
com 2 operadores diretos e 0,5 operador de empilhadeira, que faz sincronia com outras linhas
produtivas.
5.2.3 Logística de abastecimento
Com um conceito simples, todos os componentes que não puderam utilizar a sistemática
de flow rack são transportados de uma única vez através de um carrinho com roldanas e com
dispositivos simulando uma bancada de montagem, antes do início da linha de montagem.
Como o carrinho seguia as configurações do dispositivo de montagem, algumas operações de
manuseio e transporte puderam ser eliminadas, pois a montagem era realizada no próprio
carrinho, sendo transferida para o processo posterior sem a necessidade de retirá-lo. Com essa
ação, o transporte das plataformas e as movimentações dos operadores foram praticamente
dissipados.
0
10
20
30
40
50
60
70
80
Operador 1 Operador 2 Operador 3
Gráfico de balanceamento da linha - projeto 3
Tempo Takt

104
Figura 40 – Exemplo da forma de abastecimento dos componentes
Fonte: Equipe de melhoria da empresa Beta
Com o conceito logístico adotado, a compra dos componentes e a estocagem temporária
em um carrinho de matéria-prima, para posterior sequenciamento da linha, foram eliminadas.
O processo de sequenciamento passou a ser realizado pelo próprio operador da linha
selecionando o componente a ser montado e colocando-o diretamente no dispositivo de
montagem, que se movimenta dentro do layout produtivo, como ilustrado na Figura 40 e
destacado pelo círculo vermelho. A sequência de montagem é garantida pelo conceito de FIFO
(first in first out), onde o primeiro carrinho sequenciado é o primeiro carrinho montado. Essa
sistemática é garantida de forma física pelo trilho fixado ao solo.
A logística Lean é uma importante ferramenta no auxílio agregação de valor do processo
produtivo. A implementação do novo layout, apoiado pela técnica de logística Lean através do
conceito de produção puxada, permitiu um melhor balanceamento da linha e a eliminação do
processamento excessivo apresentado na etapa 2, devido à redução de variáveis e a
aproximação das peças a linha.
Como uma consequência negativa de ter os componentes na borda de linha, cita-se uma
redução de disponibilidade devido à falta de componentes. Esse problema não é evidenciado
nesse cenário, pois os carrinhos de montagem (troller) funcionam como um buffer de
amortecimento, permitindo usufruir dos benefícios sem os impactos negativos desse tipo de
modelo.

105
6 ANÁLISE DOS RESULTADOS
Este capítulo destina-se a apresentar o resultado da pesquisa. A análise foi realizada em
dois estágios: primeiro com a revisão documental que iniciou com a descrição da situação
inicial até o final da implementação do projeto 1, seguido da pesquisa-ação que contempla os
dois projetos seguintes. Para estruturar o desenvolvimento, os projetos foram divididos em
quatro etapas com um total de treze ferramentas. O Quadro 1 demonstra o uso dessas
ferramentas ao longo da pesquisa.
Fase Ferramentas
Etapa inicial
a 1
Etapa
1 a 2
Etapa
2 a 3
Análise
Mapeamento do fluxo de valor
do estado atual (VSA) Implantação Alterado Alterado
Definição dos
objetivos Mapeamento do fluxo de valor
do estado Futuro (VSM) Implantação Alterado Alterado
Estabilidade básica
do processo
Gestão por indicadores Implantação Constante Constante
Quadro hora a hora Implantação Constante Constante
Cadeia de ajuda Implantação Constante Constante
Manutenção produtiva total Implantação Constante Constante
Desenvolvimento
Fluxo contínuo Implantação Alterado Alterado
Trabalho Padronizado Implantação Alterado Alterado
Sistema puxado Implantação Alterado Alterado
Logística de abastecimento Implantação Alterado Alterado
Verificação e
gerenciamento da
rotina
Análise dos problemas
repetitivos Implantação Constante Constante
Auditoria de trabalho padrão Implantação Constante Constante
Muda check Implantação Constante Constante
Quadro 1 – Uso das ferramentas por projeto
Fonte: Elaborado pelo pesquisador
Através da observação do Quadro 1, destaca-se que todas as ferramentas foram
implantadas da etapa inicial a 1, e as ferramentas de análise e desenvolvimento sofreram

106
alteração em cada uma das etapas da pesquisa-ação. Já as ferramentas de estabilidade e
verificação se mantiveram constantes ao longo da pesquisa.
Os Grupos de melhoria foram compostos por profissionais que trabalham na empresa,
com vasta experiência nas áreas de atuação. As áreas participantes foram: logística,
manutenção, engenharia, IT (tecnologia da informação), qualidade e produção, além de
operadores dessa linha. O quantitativo por projeto é demonstrado no gráfico abaixo.
Gráfico 7 – Distribuição dos participantes por projeto
Fonte: O autor
Quanto à participação das áreas nos projetos, a logística e a qualidade tiveram um
participante no primeiro projeto e nos demais, dois. A manutenção, a informática e os
operadores de linha tiveram a mesma quantidade de participantes em todos os projetos. A
engenharia e a administração da produção tiveram um participante a menos nos dois últimos
projetos.
Com as alterações propostas pelas equipes, a empresa passou a produzir através do
conceito de fluxo contínuo e de puxada, eliminando-se os estoques intermediários
desnecessários, apoiado pela redução dos problemas e pela padronização do trabalho, gerando
resultados em curto prazo e justificando os investimentos para a realização do projeto.
Resumem-se os resultados das etapas a seguir e apresentam-se os detalhes posteriormente.
0
0,5
1
1,5
2
2,5
3
Logística Manutenção Tecnologia daInformação)
engenharia Qualidade Produção Operadoresda linha
Distribuição das áreas por Projeto
Cenário inicial ao 1 Projeto 1 ao 2 Projeto 2 ao 3

107
O Quadro 2 abaixo resume os ganhos mais importantes obtidos em cada etapa, e seus
detalhas estão descritos nas subseções apresentadas a seguir.
Fase Ferramentas Ganhos
Etapa inicial a 1 Etapa 1 a 2 Etapa 2 a 3
Análise
Mapeamento do
fluxo de valor do
estado atual
(VSA)
Conscientização e capacitação dos participantes para a
aplicação ativa e efetiva do grupo.
Definição dos
objetivos
Mapeamento do
fluxo de valor do
estado Futuro
(VSM)
Identificação do cenário atual da empresa e definição dos
objetivos do projeto.
Estabilidade
básica do
processo
Gestão visual /
Qualidade /
cadeia de ajuda
Gerenciamento da performance do processo;
Redução dos problemas de qualidade;
Redução dos downtimes da linha.
Manutenção
produtiva total
Redução das horas extras para reparo da linha e paradas de
máquinas por quebras.
Desenvolvimento
Fluxo contínuo
Redução de 1
operador que foi
transferido para
atividades logísticas;
Liberação de área
para abastecimento
dos componentes;
Redução de
movimentação,
estoques
intermediários e
processamento
excessivos.
Redução de 1
colaborador do
picking que foi
transferido para as
atividades do
processo de
montagem;
Ganho de área;
Redução da
movimentação,
estoques
intermediários e
processamento
excessivo.
Redução de 1
colaborador que
foi transferido
para as
atividades de
pré-montagem;
Elevação da
disponibilidade
da linha.
Trabalho
Padronizado
Redução de 0,5*
operador;
Melhoria de 25% de
produtividade;
Aumento da
flexibilidade da linha.
Redução de 1,5*
operadores;
Melhoria de 67%
de produtividade.
Redução de 2,5*
operadores ;
Melhoria de 92%
de produtividade.
* comparação com a base de 2008 (5 operadores)
Sistema puxado e
logística de
abastecimento
Redução da
movimentação dos
operadores;
Eliminação dos
downtimes por
paradas logísticas.
Redução do custo
de mão de obra
indireta e de um
equipamento de
movimentação.
Melhor
balanceamento
da linha;
Eliminação do
processamento
excessivo.
Verificação e
gerenciamento da
rotina
Análise dos
problemas
repetitivos
Redução gradativa dos problemas.
Auditoria de
trabalho padrão
Melhoria sistêmica do processo a partir da sequência de
trabalho.
Muda check Rotina e incentivo a continuidade do sistema.
Quadro 2 – Ganhos obtidos por etapa
Fonte: Elaborado pelo pesquisador
108
6.1 RESULTADOS DA FASE DE ANÁLISE E DEFINIÇÃO DOS OBJETIVOS
A fase de análise, previamente embasada pelos treinamentos, permitiu a identificação do
cenário encontrado no início do projeto. As oportunidades de melhoria identificadas permitiram
a definição de objetivos que nortearam as atividades e auxiliaram a equipe na busca da elevação
da performance e redução dos desperdícios da linha.
A fase de análise da etapa 2 evidenciou que a melhoria contínua é aplicável mesmo em
processos que já passaram por análises e implementações de melhorias de processo. A partir do
mapeamento atual, definiram-se novos objetivos ressaltando os desperdícios que, no
mapeamento inicial (2008), não foi possível identificar por falta de maturidade do time, ou por
se entender que o desafio era maior do que os recursos disponíveis naquele momento. O mesmo
ocorre ao discutir o projeto 3, onde a mudança do cenário ocasionando uma redução na
quantidade de variáveis norteou uma nova rodada de melhorias, reforçando a necessidade de
mensuração e acompanhamento contínuo das operações produtivas, para adequação do
processo a possíveis desvios em relação à manutenção do sistema Lean.
6.2 RESULTADOS DA FASE DE CRIAÇÃO DA ESTABILIDADE BÁSICA
O conceito de estabilidade básica motivou a redução dos problemas de qualidade através
da tratativa da causa-raiz dos desvios apontados pela gestão visual e pelos indicadores,
amparados pela redução das paradas de linha, resultante da aplicação efetiva do TPM e pelo
suporte mais presente das áreas de apoio, tornando-se o alicerce que viabilizou a aplicação do
fluxo contínuo e do trabalho padrão. Essa melhoria é expressa através do indicador de OEE
(Eficiência Total do Equipamento), que é a multiplicação dos indicadores de performance,
qualidade e disponibilidade. A escolha desse indicador foi baseada na diretriz da empresa
BETA, que o utiliza para mesurar a performance dos processos produtivos em todas as plantas
do mundo, permitindo assim comparar o desempenho entre as fábricas com produtos
semelhantes
Performance: é a capacidade que o operador tem de respeitar o tempo estipulado
para a operação.

109
Qualidade: é a capacidade que o processo tem de produzir peças boas, excluindo
os refugos, retrabalho (peças que retornam da inspeção final), downtimes
causados por problemas de qualidade.
Disponibilidade: é a porcentagem do tempo que a linha fica disponível para
produção retirando os tempos de quebras do equipamento, setup, limpeza, falta
de material, reuniões, etc.
Gráfico 8 – Médias comparativa do OEE
Fonte: o autor
Não foram demonstrados os valores individuais dos indicadores de performance,
qualidade e disponibilidade; porém, destaca-se, no Gráfico 8, a evolução do OEE (Eficiência
total do equipamento) no decorrer dos anos. O cenário encontrado em 2008 apresentava um
OEE 17% menor do que a média dos anos de 2009 a 2013, e obteve-se um aumento de 18%
quando comparado o cenário inicial com a média dos anos de 2013 e 2014.
6.3 RESULTADOS DA IMPLANTAÇÃO DO FLUXO CONTÍNUO
O fluxo de uma peça é uma técnica que exige alta confiabilidade da linha. Em
contrapartida há retorno em vantagem estratégica para o processo. Um ganho importante
evidenciado ao final da etapa 1 foi a liberação de área para o abastecimento dos componentes
através de rebocadores, reduzindo as movimentações desnecessárias, estoques intermediários e
processamentos excessivos, tornando possível balancear a linha e ganhar um colaborador que
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
2008 2009-2013 2013-2014
OEE (Eficiência total do equipamento)
Média do OEE

110
foi transferido para as atividades logísticas citadas na seção que aborda o conceito de formação
de KITs e logística Lean no tópico pertinente. Ao término da etapa 2, o fluxo contínuo
evidenciou um ganho de área de 5x10 totalizando 50m2 após a retirada dos carrinhos picking e
a eliminação dessa atividade. E com a conclusão da etapa 3, obteve-se um ganho na redução da
movimentação do operador e com o processamento excessivo causado pela necessidade de
posicionar as peças em racks e posteriormente posicioná-las nas mesas de montagem. O Gráfico
9 descreve os elementos de trabalho do processo utilizados em cada uma das etapas estudadas.
Gráfico 9 – Quantidade de etapas do processo por projeto
Fonte: O autor
Observam-se, no Gráfico 9, os resultados da aplicação do fluxo contínuo, onde no estado
inicial, o processo era composto de cinco (05) operações, sendo uma de pré-montagem, três de
montagem e uma de picking/inspeção. Com a implementação da filosofia, evidencia-se a
redução de uma etapa por projeto, no qual, no primeiro, reduziu-se para quatro com a
eliminação da operação de montagem da barra, no segundo, para três com a eliminação da
atividade do picking/inspeção, e no último, composta apenas de uma atividade de pré-
montagem e uma de montagem.
6.4 RESULTADOS DA IMPLANTAÇÃO DO TRABALHO PADRÃO
Com a eliminação dos desperdícios decorrentes do engajamento da fábrica à filosofia de
produção, foi possível a redução da carga de trabalho dos operadores e, posteriormente, a
-
1,00
2,00
3,00
4,00
5,00
6,00
Inicial 2008 -2009 2009 -2013 2013 -2014
Etapas do processo
Quantidade de elementos de trabalho do processo

111
reorganização das atividades com ganhos diretos na redução da mão de obra e a flexibilização
da linha de acordo com a demanda.
Ao final da etapa 1, foi possível demonstrar a redução de 100% para 50% de dedicação
do operador de empilhadeira na linha pesquisada. Com esse tempo reduzido, utilizaram-se as
atividades deste operador também em outra linha. Neste cenário diminuiu-se também 1
operador de montagem, aproveitando-o em uma nova função de abastecedor na linha, onde esse
operador realiza a compra dos componentes, colocando-os em kits e levando-os para a borda
de linha com o rebocador.
O indicador de produtividade não terá seu cálculo demonstrado nesse relatório por uma
questão de confidencialidade e por se tratar de um indicador estratégico. Porém, afirma-se que
o conjunto de ações tomadas, incluindo o trabalho padrão, elevou a produtividade em 25% do
cenário inicial para o 1. Esse acréscimo é o resultado da redução de mão de obra direta e a
redução de horas extras que deixaram de ser necessárias.
Após a reorganização do trabalho e a modificação do sistema logístico resultante da etapa
2, eliminou-se um efetivo que abastecia a linha, e um operador de picking decorrente da retirada
do estoque de produto acabado da linha, o qual foi reaproveitado no processo de montagem dos
componentes.
Finaliza-se o projeto 3 com uma redução de 50% de mão de obra em relação ao cenário
inicial, deixando-a com 2 operadores diretos e 0,5 operador de empilhadeira, que faz sincronia
com outras linhas produtivas.
Gráfico 10 – Evolução da produtividade vs quantidade de funcionários
Fonte: O autor
5 4,53,5
2,5
4,8
6
8
9,2
0
1
2
3
4
5
6
7
8
9
10
cenário inicial 2008 projeto 1 projeto 2 projeto 3
Evolução da produtividade vs quantidade de funcionários
Operadores Produtividade

112
Efetivo da linha Volume Produtividade
Operadores
de
empilhadeira
Abastecedores
de linha
Operadores
diretos
Picking e
inspeção
Total de
operadores
Carros
por hora
Produtividade
total
Início
2008 1 0 3 1 5 24 4,8
Etapa 1
- 2009 0,5 1 2 1 4,5 27 6
Etapa 2
- 2013 0,5 0 3 0 3,5 28 8
Etapa 3
- 2014 0,5 1 1 0 2,5 23 9,2
Tabela 4 – Resumo da linha
Fonte: O autor
Observa-se, na Tabela 4 e no Gráfico 10, que os projetos obtiveram um ganho
significativo em produtividade, considerando-se a fase inicial como base. As ações resultaram
na evolução de 25% na fase 1; 67% na fase 2; e chegando a 92% ao final da etapa 3, saindo de
cinco operadores para fabricar 24 carros por hora e finalizando-se com uma redução de 50% da
mão de obra, com uma capacidade produtiva de 23 carros por hora.
6.5 RESULTADOS DA IMPLANTAÇÃO DA LOGÍSTICA DE ABASTECIMENTO
Com a centralização do abastecimento em um único ponto e a criação do fluxo contínuo
discutidos no decorrer da pesquisa, foi possível a alteração das atividades de um dos operadores
de máquina, o qual passou a montar e abastecer os comboios na logística e entregá-los na linha.
Essa alteração no conceito logístico resultou em uma redução significativa da movimentação
dos operadores e a eliminação dos downtimes por paradas logísticas na etapa 1. Na Figura 38 o
comparativo entre o deslocamento do cenário inicial e da etapa 1 demonstra que, em 2008, para
um determinado modelo, o operador se deslocava 72 metros (ida e volta) para pegar os três
componentes principais que formavam o produto final, e os mesmos componentes, após a
implantação do sistema de logística Lean, são montados com o deslocamento de apenas seis
metros.

113
Figura 41 – Comparativo entre o deslocamento da etapa inicial e etapa 1
Fonte: Elaborado pelo pesquisador
Na Figura 41 visualizam-se as linhas de cota do cenário inicial com o deslocamento de
cinco metros para um componente, de doze metros e dezenove metros para os demais para
pegar o componente, se deslocando a mesma distância para retornar até o equipamento com a
peça. Na etapa 1 a linha de cota representa três vezes a caminhada de um metro, necessária
para pegar os componentes, também sendo necessário o retorno dessa distância com os
componentes em mãos.
Os resultados da etapa 2 são expressos em ganhos com a redução do deslocamento da
rota logística e do uso do equipamento de movimentação resultantes da aproximação do
supermercado e a modificação no abastecimento, como descrito no Gráfico 11.
Gráfico 11 – Tempo da rota
Fonte: O autor
4010
174
50
0
50
100
150
200
250
projeto 1 projeto 2
Tempo da rota
Tempo Deslocamento Tempo Engate e Desengate
Cenário inicial Etapa 1
Etapa 1 Etapa 2

114
O Gráfico 11 ilustra os tempos em segundos para o deslocamento da rota da área
produtiva até o galpão logístico e o tempo de manuseio dos carrinhos durante o processo de
carregamento. Nota-se que, na etapa 1, o deslocamento de ida ao galpão levava 87 segundos; o
manuseio, 40; e o retorno da linha, 87, totalizando 214 segundos de movimentação do rack. No
final da etapa 2, o tempo total dessas atividades era de 60 segundos, possibilitando a realocação
do operador de picking e inspeção para funções da linha e retirou-se o abastecedor, que deixou
de existir com a aproximação do supermercado.
Figura 42: Comparativo do abastecimento entre a etapa 1 e a etapa 2
Fonte: Equipe de melhoria da empresa Beta
Conforme modificações sugeridas, é notório, na Figura 42, o ganho na movimentação do
abastecimento, onde na etapa 1 o rebocador se deslocava pela área demarcada pelas setas e na
etapa 2 não há mais uso do rebocador.
O conceito de logística Lean pode ser descrito como a peça certa, na hora certa e na
quantidade certa. Orientado por essa filosofia e pela redução do custo de mão de obra indireta,
a equipe reestruturou o layout e alterou o conceito de abastecimento na etapa 3. Com os
componentes ao redor da linha e abastecidos pelo operador de produção em uma mesa de
montagem com rodas, o time deslumbrou a agregação de valor durante o deslocamento do
operador. Na figura 40 é possível ver o circuito realizado pelo trabalhador durante o processo
de montagem de um modelo com baixa demanda.
Etapa 1
Etapa 2

115
Figura 43: Deslocamento durante o abastecimento de baixa demanda da etapa 3
Fonte: Equipe de melhoria da empresa Beta
Durante o processo de carregamento do produto, o operador se desloca pela área central
da célula e posicionando os componentes em cima do dispositivo de montagem, como
exemplificado na Figura 43, onde no pior caso, que contempla apenas 5% da demanda, o
colaborador se deslocaria carregando o primeiro componente por 2,5 metros, o segundo por 1,7
metros e o último por 1,3 metros. Esse sistema permite a realização de processos de montagem
e verificação durante o deslocamento do operador.
6.6 RESULTADOS ESPERADOS COM A IMPLANTAÇÃO DO GERENCIAMENTO DA
ROTINA DA PRODUÇÃO
Objetiva-se, com a implantação do gerenciamento da rotina, garantir que o sistema
implantado funcione em longo prazo. Propõem-se a análise sistêmica dos problemas e a
utilização da verificação do trabalho padronizado como base para identificar possíveis
melhorias do padrão de trabalho. A produção, ao assumir atividades de manutenção autônoma,
permite utilizar o potencial técnico da manutenção para análise preventiva de falhas. O muda
2.5 m
1.7 m
1.3 m
116
check propõe diretrizes para avaliação da efetividade da implantação dos conceitos de produção
enxuta na linha. Logo após a implantação da etapa, essas auditorias orientam a equipe
responsável em fazer a gestão, através da comparação com o padrão, apontando quais
ferramentas ainda precisam de empenho para se alcançar padrões mais elevados, identificando
desvios e garantindo que os objetivos sejam alcançados.
6.7 RESUMO DAS VANTAGENS E DESVANTAGENS OBTIDAS EM CADA ETAPA
Cada etapa apresentada nesta pesquisa proporciona a análise de características que
atendem a determinadas restrições, tais com: (1) alta variabilidade de peças; (2) maturidade da
equipe; (3) confiança da linha; (4) sistemas de informação e suporte, etc. Entendendo-se que
existem vantagens e desvantagens em cada cenário, os quais são apresentados resumidamente
a seguir.
Vantagens da etapa inicial:
custo logístico baixo;
menor risco de erros no sequenciamento;
maior garantia de qualidade com um segundo check.
Desvantagens da etapa inicial
baixa produtividade da linha;
baixa performance global OEE;
estoques intermediários na linha;
alta movimentação dos operadores para pegar as peças nas caixas em uma longa
distância;
elevada quantidade de caixas na linha produtiva, consequência da alta
quantidade de modelos montados;
operadores parados no momento de troca do contêiner de componentes;
operador com total dedicação na inspeção de peças acabadas;
grande quantidade de estoque do produto acabado.
Vantagens da etapa 1
melhoria da produtividade com a redução das movimentações operacionais;
redução de área com a aproximação dos equipamentos;

117
redução dos problemas de qualidade;
redução das paradas de linha.
Desvantagens da etapa 1
alto custo logístico;
grande quantidade de estoque do produto acabado;
grande movimentação ao fazer o abastecimento dos componentes;
elevado tempo de espera entre as operações.
Vantagens da etapa 2
realocação do operador de picking e ganho de área, devido à eliminação do
estoque de produto acabado;
redução da movimentação ao fazer o abastecimento, devido à aproximação do
supermercado.
Desvantagens da etapa 2
processamento excessivo ao fazer a compra dos componentes;
subutilização do operador de compra dos componentes;
complexidade do processo diante de uma diminuição do número de
componentes.
Vantagens da etapa 3
redução de área e estoque em processo;
aumento da disponibilidade da linha;
grande redução na movimentação dos operadores e transporte de componentes;
eliminação do processamento excessivo.
Desvantagens da etapa 3
limitação de espaço e aumento da movimentação caso haja um aumento do
número de variáveis.
118
7 CONCLUSÃO
Na revisão documental e posterior pesquisa-ação, constatou-se que as ferramentas e
técnicas sugeridas contribuíram para a melhoria do processo produtivo. E observando-se o
objetivo geral da pesquisa3 verifica-se que a proposta da pesquisa foi alcançada por intermédio
das treze ferramentas aplicadas (Figura 8) e utilizadas ao longo da pesquisa como descrito no
Quadro 1, resultando na análise da implementação das ferramentas Lean em três diferentes
etapas (Figura 4), cada qual com suas vantagens e desvantagens.
Averígua-se que a filosofia Lean Manufacturing contribuiu significativamente para o
aumento da produtividade, obtendo um acréscimo total de 92% referente à redução da força de
trabalho ao final da etapa 3 e, assim, comprovou-se que a produção enxuta aumentou a
vantagem competitiva na indústria de autopeças estudada.
Ao longo da dissertação, pode-se observar a relevância do tema através da análise dos
problemas encontrados e recomendações para eliminá-los, demonstrando, assim, a importância
da aplicação da filosofia Lean Manufacturing, haja vista os efeitos positivos alcançados após a
sua efetivação. Esses ganhos englobam a melhora na eficiência global, custo e segurança, que,
em conjunto com a simplificação do fluxo e a padronização do trabalho, permitiram que a linha
produtiva tivesse um ritmo de trabalho onde os operadores matem em uma cadência constante
e com alta eficiência, atingindo dessa forma os objetivos específicos.
O primeiro passo foi preparar a equipe através dos treinamentos, posteriormente
identificando as oportunidades e determinando os objetivos com os mapeamentos; no segundo
passo aplicou-se a estabilidade básica do processo resultando em uma melhoria de 18% no
indicador de OEE (Gráfico 8). O terceiro passo envolveu o desenvolvimento e aplicação das
técnicas de: (A) fluxo contínuo, resultando em uma simplificação do processo (Gráfico 9); (B)
trabalho padronizado, onde se observou uma melhoria da produtividade, sendo que, na etapa 1,
obteve-se uma melhor produtividade direta, porém uma elevação no custo indireto; no projeto
2 menor produtividade direta, porém, menor custo indireto; e no projeto 3 obteve-se um
equilíbrio entre custos logísticos e produtividade direta, expresso pela Tabela 4; (C) sistema
puxado e de logística de abastecimento promoveu uma redução da movimentação dos
operadores e a eliminação das paradas por downtimes logísticos. No tocante à verificação e
gerenciamento da rotina, etapa 4, assegurou-se a partir dessa, a sustentabilidade do sistema,
3 Estudar os métodos e ferramentas e Lean Manufacturing na indústria de autopeças, de modo a identificar os
fatores restritivos e facilitadores no processo de aplicação dessa filosofia..
119
eliminando os problemas recorrentes com o uso de ferramentas da qualidade, e melhorando
sistematicamente com as auditorias.
Durante o desenvolvimento do referencial teórico, verificou-se que há, de fato, pouca
fundamentação teórica sobre algumas ferramentas, tais como: logística de abastecimento Lean,
análise dos problemas repetitivos, auditoria de trabalho padrão, quadro hora a hora, etc., o que
não permitiu um grande aprofundamento sobre o conceito, sendo que o trabalho em parte
baseou-se nos resultados da pesquisa. Porém, é possível afirmar que a aplicação da filosofia
Lean Manufacturing pode ser eficazmente aplicada em diversos cenários produtivos,
contribuindo significativamente para a redução da movimentação, estoque, espera, problemas
de qualidade e melhoria da manutenção e da produtividade.
O Trabalho tende a ser reproduzido em outros setores, porém é necessário ressaltar que o
projeto representa a realidade de um processo de montagem de uma empresa do setor
automotivo, na qual, a linha já estava estabilizada quanto aos critérios de qualidade, além de já
aplicar técnicas de setup rápido, tornando o processo capaz de gerar lotes unitários. Podem ser
necessárias adequações para implantação do modelo em linhas produtivas que não tenham essas
características, também levando em conta fatores como: (1) maturidade da empresa nos
conceitos do sistema puxado, (2) questões ergonômicas, (3) nível de automação dos
equipamentos para identificação de possíveis erros de sequenciamento, (4) legislações
trabalhistas, (5) e o número de variáveis. A filosofia de produção enxuta se demonstrou efetiva
para aumento da produtividade na indústria analisada; porém, é necessário entender como essa
filosofia se adapta às diversas culturas e aos mais diversos processos industriais. Empresas com
baixa maturidade podem precisar estabilizar seus processos antes da implantação das técnicas
de produção enxuta.
Afirma-se que os ganhos obtidos com essa filosofia elevam a capacidade competitiva da
empresa que aceita o desafio de abandonar seus paradigmas e iniciar a jornada Lean.
Esses resultados, somados aos resultados financeiros, foram decisivos para a BETA
realizar vários ciclos de melhoria na linha estudada e expandir a cultura para outras linhas
produtivas, formando novos pensadores e impulsionando o círculo da melhoria contínua.
Conclui-se que a utilização das ferramentas auxilia a empresa a se manter competitiva
com operações de fabricação de classe mundial, em que as perdas são identificadas através de
uma avaliação sistemática dos processos, e a eliminação das mesmas torna o processo muito
mais robusto, flexível, ágil, habilitando-o para enfrentar o mercado globalizado e seus desafios.
Sugere-se como um projeto futuro a implantação de um sistema de transporte automatizado,
para o processo estudado, assim como entender como as desvantagens citadas no tópico 6.7

120
podem ser minimizadas permitindo assim uma maior flexibilidade na escolha do modelo a ser
aplicado. Recomenda-se também expandir as análises considerando as linhas de pesquisa que
unem as técnicas estatísticas, a exemplo do six sigma, com as técnicas Lean Manufacturing,
entendendo como os resultados podem ser afetados com essa junção
REFERÊNCIAS

121
AGUADO, S; ALVAREZ, R; DOMINGO R. Model of efficient and sustainable improvements
in a lean production system through processes of environmental innovation. Journal of
Cleaner Production, Vol. 47, p. 141e-148. 2013
ALVAREZ, M. E; et al. Administração da Qualidade e da Produtividade: Abordagens do
Processo Administrativo. São Paulo: Atlas, 2001.
ALVES, J. A; SANTOS, A. P. dos. LOGÍSTICA LEAN PARA REDUÇÃO DOS EFEITOS
DA VARIAÇÃO DA DEMANDA NO ABASTECIMENTO DE LINHAS DE PRODUÇÃO.
Revista Perspectivas Contemporâneas, Vol. 8, No. 1, p. 53-66, 2013.
AR, R; AL-ASHRAF, M.. Production Flow Analysis through Value Stream Mapping: A Lean
Manufacturing Process Case Study. Procedia Engineering. Vol. 41, p. 1727 – 1734, 2012.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR ISO 9001. Sistemas de
gestão da qualidade – Requisitos. Norma. 2000
AZZAM, S. R.; ARIAS, L. C.; ZHOU, S. Managing a Manufacturing System with Integration
of Walking Worker and Lean Thinking. World Academy of Science, Engineering and
Technology, Vol. 55, p. 618-620, 2011.
BALLANTYNE, D. Action research reviewed: a market oriented approach. European
Journal of Marketing, Vol.38, No. 4, p. 321-337, 2004.
BARBOSA, G. F; CARVALHO, J.; FILHO, E. V. G. A proper framework for design of aircraft
production system based on lean manufacturing principles focusing to automated processes.
Int J Adv Manuf Technol, Vol. 72, p. 1257–1273, 2014
BARTZ, A. P. B; WEISE, A. D; RUPPENTHAL, J. E. Aplicação da manufatura enxuta em
uma indústria de equipamentos agrícolas. Ingeniare. Revista chilena de ingeniería, Vol. 21
No 1, p. 147-158, 2013.
BHAMU, J; SANGWAN, K. S. Lean manufacturing: literature review and research issues.
International Journal of Operations & Production Management, Vol. 34 No. 7, p. 876-
940, 2014
CELIS, O.L. M.; GARCÍA, J. M. S. Modelo tecnológico para el desarrollo de proyectos
logísticos usando Lean Six Sigma. Estudios gerenciales, Vol. 28, No. 124, p. 23-43, 2012.

122
CHEN, J. C.; CHENG, C; HUANG, P. B. Supply chain management with lean production and
RFID application: A case study. Expert Systems with Applications, Vol. 40, p. –3397, 2013.
CHIARINI, A. Sustainable manufacturing-greening processes using specific Lean Production
tools: an empirical observation from European motorcycle component manufacturers. Journal
of Cleaner Production, Vol. 85, p. 226e-233, 2014.
DAL, V, AKÇAGÜN, E, YILMAZ, A. Using Lean Manufacturing Techniques to Improve
Production Efficiency in the Ready Wear Industry and a Case Study. FIBRES & TEXTILES
in Eastern Europe, Vol. 21, No. 4, p. 16-22, 2013.
DEIFA, A. M; ELMARAGHY, H. Cost performance dynamics in lean production leveling.
Journal of Manufacturing Systems. Vol. 33 p. 613–623, 2014.
DELGADO, T. V; REIS, A. C. APLICAÇÃO DE MÉTODOS VISANDO À REDUÇÃO DE
SETUP EM UM PROCESSO DE CONFORMAÇÃO MECÂNICA DE TUBOS DE AÇO.
Revista Eletrônica Sistemas & Gestão, Vol. 9, No 4. p. 554-564, 2014.
DEMETER, K; MATYUSZ, Z. The impact of lean practices on inventory turnover.
International Journal Production Economics, Vol. 133, p.154–163, 2011.
DIAS, M. A. P. Administração de materiais: princípios, conceito e gestão – 6 ed. – 3.reimpr
– São Paulo: Atlas, 2010.
FAVONI, C; et al. PRODUÇÃO ENXUTA: APLICAÇÃO DA FERRAMENTA MAPA DO
FLUXO DE VALOR (MFV) EM UMA INDÚSTRIA DE CALÇADOS FEMININOS. Revista
Gestão Industrial, Vol. 09, No. 02: p. 346-365, 2013.
FAVONI, C; GAMBI, L. do N; CARETA, C. B. OPORTUNIDADES DE
IMPLEMENTAÇÃO DE CONCEITOS E FERRAMENTAS DE PRODUÇÃO ENXUTA
VISANDO MELHORIA DA COMPETITIVIDADE DE EMPRESAS DO APL
CALÇADISTA DE JAÚ/SP. Revista Produção Online, Vol.13, No. 3, p. 1118-1142, 2013.
FILHO, G. V. Gestão da Qualidade Total: uma abordagem prática. Campinas, SP: Alínea, 2
ed. 2007.
FOLINAS; et al. Exploring the greening of the food supply chain with lean thinking techniques.
Procedia Technology, Vol 8, p. 416 – 424, 2013

123
GAUTAM, R; KUMAR, Sl; SINGH, S. Kaizen Implementation in an Industry in India: A Case
Study. International Journal of Research in Mechanical Engineering & Technology, Vol.
2, No 1, pp 25-33, 2012
GIL, A. C. Métodos e técnicas de pesquisa social. São Paulo: Atlas, 6 ed. 2008.
GUARNIERI, P; HATAKEYAMA K. Formalização da logística de suprimentos: caso das
montadoras e fornecedores da indústria automotiva brasileira. Produção, Vol. 20, No. 2, p.
186-199, 2010.
HASSAN, K; KAJIWARA, H. Application of Pull Concept-based Lean Production System in
the Ship Building Industry. Journal of Ship Production and Design, Vol. 29, No. 3, p. 105–
116, 2013.
IUDINA, S. V; GARIFULLINA, M. S; SERIKOVA, N. V. Trends in Development of
Corporate Organizational and Managerial Innovations in Russia and the Principles of Lean
Production. Mediterranean Journal of Social Sciences, Vol 6, No. 3, p. 492-498, 2015.
JABBOUR, A. B. L. de S; et al. Análise da relação entre manufatura enxuta e desempenho
operacional de empresas do setor automotivo no Brasil. RA USP Revista de Administração,
Vol. 48 No. 4, p. 843-856, 2013.
JASTI, N. V. K; KODALI, R. A literature review of empirical research methodology in lean
manufacturing. International Journal of Operations &Production Management, Vol. 34
No. 8, p. 1080-1122, 2014.
JIMÉNEZ, M; et al. 5S methodology implementation in the laboratories of an industrial
engineering university school. Safety Science, Vol. 78, p.163–172, 2015
JONES, D; WOMACK, J. Mapeamento do fluxo de valor estendido. São Paulo: LEAN
INSTITUTE BRASIL, 2004.
LEAN Institute Brasil. 2012. Disponível em <www.Lean.org.br>. Acesso em: 16 mai. 2014.
LIKER, J. O modelo Toyota: 14 princípios de gestão do maior fabricante do mundo / Jeffrey
K. Liker; trad. Lene Belon Ribeiro. Porto Alegre: Bookman, 2005.
LOPEZ, P. R. de A; SANTOS J. F; ARBO’S L. C. Lean manufacturing: costing the value
stream. Industrial Management & Data Systems, Vol. 113 No. 5, p. 647-668, 2013.

124
MARCHWINSKI, C; SHOOK, J. Léxico Lean: glossário para praticantes do pensamento
Lean. 2 ed. São Paulo, 2007.
MARODIN, G; SAURIN, T. A. A INFLUÊNCIA DAS PRÁTICAS DE PRODUÇÃO
ENXUTA NOS ATRIBUTOS QUALIFICADORES DAS CÉLULAS DE MANUFATURA.
Revista Produção Online, Vol.13, No. 4, p. 1252-1275, 2013.
MARODIN, G; ECKERT, C. P; SAURIN, T. A. AVANÇANDO NA IMPLANTAÇÃO DA
LOGÍSTICA INTERNA LEAN: DIFICULDADES E RESULTADOS ALCANÇADOS NO
CASO DE UMA EMPRESA MONTADORA DE VEÍCULOS. Revista Produção Online,
Vol.12, No. 2, p. 455-479, 2012.
MENDES, A. A; RIBEIRO, J. L. D. Estabelecimento de um plano de Manutenção baseado em
análises quantitativas no contexto da MCC em um cenário de produção JIT. Production, Vol.
24, No. 3, p. 675-686, 2014.
MESQUITA, D. C. V; MESQUITA, W G; SOUZA, L. R S. Implementação do mapeamento
de fluxo de valor de uma montadora de veículos denominada empresa Beta. Exacta – EP, São
Paulo, Vol. 12, n. 2, p. 197-208, 2014.
MELLO, Carlos Henrique Pereira et al. Pesquisa-ação na engenharia de produção: proposta de
estruturação para sua condução. Produção, Vol 22, No. 1, p. 1-13, jan./fev. 2012
MIGUEL, P. C. Aspectos relevantes no uso da pesquisa-ação na engenharia de produção.
Exacta, Vol. 9, No. 1, p. 59-70, 2011.
MILNITZ, D; TUBINO, D. F. Aplicação do método de Mapeamento de Fluxo de Valor no
setor de engenharia de uma empresa têxtil. Exacta – EP, Vol. 11, No. 2, p. 199-212, 2013.
MORA, J. N. C. CONTINUOUS IMPROVEMENT STRATEGY. European Scientific
Journal, Vol.10, No.34, pp 1857 – 7881, 2014.
OLIVEIRA, O. J; et al. Gestão da Qualidade: Tópicos Avançados. São Paulo: Pioneira
Thomson Learning, 2004.
PEINADO, J; GRAEML, A. R. Pesquisa, Ensino e Prática de Gestão de Operações:
Consonâncias e Divergências entre Três Mundos. RAC, Vol. 18, No. 5, art. 4, p. 627-649, 2014.

125
PERGHER, I.; VACCARO, G. L. R. Aplicação de técnicas estatísticas para análise das
atividades de um processo de estamparia de chapas: estudo de caso para preparação do sistema
Kanban. Revista Gestão Industrial, Vol. 08, No. 02, p. 281-311, 2012.
PERGHER, I; et al. Análise do impacto da variabilidade de fluxo no dimensionamento de
Kanbans. Revista Produção Online, Vol.14, No. 1, p. 115-142, 2014.
POZO, H. Administração de Recursos Materiais e Patrimoniais: uma Abordagem
Logística. São Paulo: Atlas, 2002.
PRATES, C. C; BANDEIRA, D. L. Aumento de eficiência por meio do mapeamento do fluxo
de produção e aplicação do Índice de Rendimento Operacional Global no processo produtivo
de uma empresa de componentes eletrônicos. Gestão e Produção, Vol. 18, n. 4, p. 705-718,
2011
REBELATO, M. G.; MADALENO, L. L; RODRIGUES, A. M. UM ESTUDO SOBRE A
APLICABILIDADE DO SISTEMA PUXADO DE PRODUÇÃO NA FABRICAÇÃO DE
AÇUCAR. Revista Gestão Industrial, Vol. 07, No. 01, p. 228-246, 2011.
RIEZEBOS, J. Shop Floor Planning and Control in Team-based Work Processes. International
Journal of Industrial Engineering and Management (IJIEM), vol. 4, No. 2, p. 51 – 56,
2013.
ROTHER, M; SHOOK, J. Aprendendo a enxergar: mapeando o fluxo de valor para
acrescentar valor e eliminar o desperdício. São Paulo: Lean Institute do Brasil, 2003.
SABOO, A; et al. A VSM improvement-based approach for lean operations in an Indian
manufacturing SME. Int. J. Lean Enterprise Research, Vol. 1, No. 1, p. 41-58, 2014
SALGADO, E. G; et al. Análise da aplicação do mapeamento do fluxo de valor na identificação
de desperdícios do processo de desenvolvimento de produtos. Gestão e Produção, São Carlos,
v. 16, No. 3, p. 344-356, 2009.
SALLUM, B. Governo Collor: O Reformismo Liberal e a Nova Orientação da Política Externa
Brasileira. Revista de Ciências Sociais, Rio de janeiro, Vol. 54, No. 2, p. 259-288, 2011.
SANTOS, L. C; GOHR, C. F; JUNIOR, M. V. ROBOCANO: UMA DINÂMICA
ALTERNATIVA PARA ENSINAR E APRENDER GESTÃO DA PRODUÇÃO. Revista
Gestão Industrial, Vol. 09, No. 01: p. 122-146, 2013.
SÁ-SILVA, J.R.; ALMEIDA, C.D; GUINDANI, J.F. Pesquisa documental: pistas teóricas e
metodológicas [Documentary research: theoretical and methodological clues]. Revista
Brasileira de História & Ciências Sociais, Ano I - No I, 2009.

126
SAURIN, T. A; FERREIRA, C. F. Avaliação qualitativa da implantação de práticas da
produção enxuta: estudo de caso em uma fábrica de máquinas agrícolas. Gestão & Produção,
Vol. 15, No. 3, p. 449-462, 2008.
SAURIN, T. A; RIBEIRO, J. L D; MARODIN, G. M. Identificação das oportunidades de
pesquisa a partir de um levantamento da implantação da produção enxuta em empresas do
Brasil e do exterior. Gestão da Produção, São Carlos, Vol.17, n.4, p.829-841, 2010.
SERENO, B; et al. Método híbrido CONWIP/KANBAN: um estudo de caso. Gestão &
Produção, Vol. 18, No. 3, p. 651-672, 2011.
SILVA, A. L; RENTES, A. F. Um modelo de projeto de layout para ambientes job shop com
alta variedade de peças baseado nos conceitos da produção enxuta. Gestão & Produção, Vol.
19, No. 3, p. 531-541, 2012.
SILVA, I. B; et al. Integrando a promoção das metodologias Lean Manufacturing e Six Sigma
na busca de produtividade e qualidade numa empresa fabricante de autopeças. Gestão &
Produção, Vol. 18, No. 4, p. 687-704, 2011.
SILVA, I; XAMBRE, A. R; LOPES, R. B. A Simulation Game Framework for Teaching Lean
Production. International Journal of Industrial Engineering and Management (IJIEM),
Vol. 4, No. 2, p. 81 – 86, 2013.
STÅHL, A. F; et al. Lean production tools and decision latitude enable conditions for
innovative learning in organizations: A multilevel analysis. Applied Ergonomics Vol. 47, p.
285e-29, 2015.
TEICHGRÄBER, U. K; BUCOURT, M. Applying value stream mapping techniques to
eliminate non-value-added waste for the procurement of endovascular stents. European
Journal of Radiology, Vol. 81., p. e47– e52, 2012.
THIOLLENT, M. Pesquisa-ação nas organizações. São Paulo: Atlas, 1997.
UTIYAMA, M. H. R; FILHO, M. G. A literatura a respeito da comparação entre a teoria das
restrições e a manufatura enxuta: revisão, classificação e análise. Gestão da Produção, Vol.
20, n. 3, p. 615-638, 2013.
VIEIRA, A. M; et al. Diretrizes para desenvolvimento coletivo de melhoria contínua em
arranjos produtivos locais. Gestão &. Produção, Vol. 20, No. 2, p. 469-480, 2013.

127
VINODH, S; SOMANAATHAN, M; ARVIND, K.R. Development of value stream map for
achieving leanness in a manufacturing organization. Journal of Engineering, Design and
Technology, Vol. 11, No. 2, p. 129-141, 2013.
VOTTO, R. G; FERNANDES, F. C. F. Produção enxuta e teoria das restrições: proposta de um
método para implantação conjunta na Indústria de Bens de Capital sob Encomenda. Gestão &
Produção, Vol. 21, No. 1, p. 45-63, 2014.
WALTER, O. M. F. C; TUBINO, D. F. Métodos de avaliação da implantação da manufatura
enxuta: Uma revisão da literatura e classificação. Gestão e Produção, Vol. 20, No. 1, p. 23-45,
2013.
WERKEMA, M. C. C. Lean Seis Sigma: Introdução às Ferramentas de Lean
Manufacturing: 1. ed., v. 6. Belo Horizonte: Werkema Editora, 2006.
YANG, M. G.; HONG, P; MODI, S. B. Impact of lean manufacturing and environmental
management on business performance: An empirical study of manufacturing firms
International Journal of Production Economics. Vol. 129, p. 251–261, 2011.
GLOSSÁRIO
A cadeia de ajuda
128
É uma rotina de interação e envolvimento entre as pessoas para se resolver um problema
quando ele surge.
Downtimes
Tempo perdido de produção, devido a paradas, planejadas ou não. O Downtime
planejado inclui paradas programadas para atividades, como reuniões de início de
produção, trocas e manutenções. O Downtime não planejado inclui paradas por quebras,
ajustes no maquinário, falta de material e absenteísmo.
FIFO (First In First Out);
Técnica de gestão de material que consiste na utilização da peça que foi armazenada há
mais tempo.
Flow racks
É uma estrutura composta de trilhos com roletes deslizantes ao qual facilitam o
deslocamento das caixas, sendo abastecido por um lado e retirado pelo outro.
Layout
É o arranjo físico da distribuição de tudo que ocupe lugar físico na organização, como
máquinas, pessoas, peças, etc.
Muda check:
Check list com itens de verificação utilizados para mensurar o nível de aplicação dos
conceitos Lean Manufacture.
One – piece flow (Fluxo de uma peça).
Conceito utilizado no fluxo contínuo que determina a fabricação e movimentação de
uma só peça por vez.
Just in Sincron
Conceito que utiliza as técnicas Just In Time acrescentando o princípio de “na sequência
correta”, onde uma única embalagem de produtos finais pode ser composta por vários
modelos diferentes do produto, sequencialmente sincronizados com a necessidade do
cliente.
Supermercado
Sistema de produção puxada no qual os processos precedentes (fornecedor) produzem
apenas o suficiente para substituir ou repor a retirada do produto pelos processos
seguintes (cliente).
Taiichi Ohono
Executivo da Toyota considerado o principal arquiteto do Sistema Toyota de Produção
(TPS) e autor de diversos livros importantes sobre o Lean Manufacture

129
TPM (Total Productive Maintenance).
Uma série de técnicas empregadas pioneiramente pela Denso (Grupo Toyota) no Japão,
para garantir que todas as máquinas do processo de produção estivessem sempre aptas
a realizar suas tarefas.
VSA (Value Stream Analyses) / mapeamento do estado atual.
Diagrama simples de todas as etapas envolvidas nos fluxos de material e informação,
necessárias para atender à Análise do fluxo de valor atual, desde o pedido à entrega.
VSM (Value Stream Mapping) Mapeamento do fluxo de valor ou mapa do estado futuro.
Diagrama simples de todas as etapas futuras planejadas pela equipe incluindo os fluxos
de material e informação.
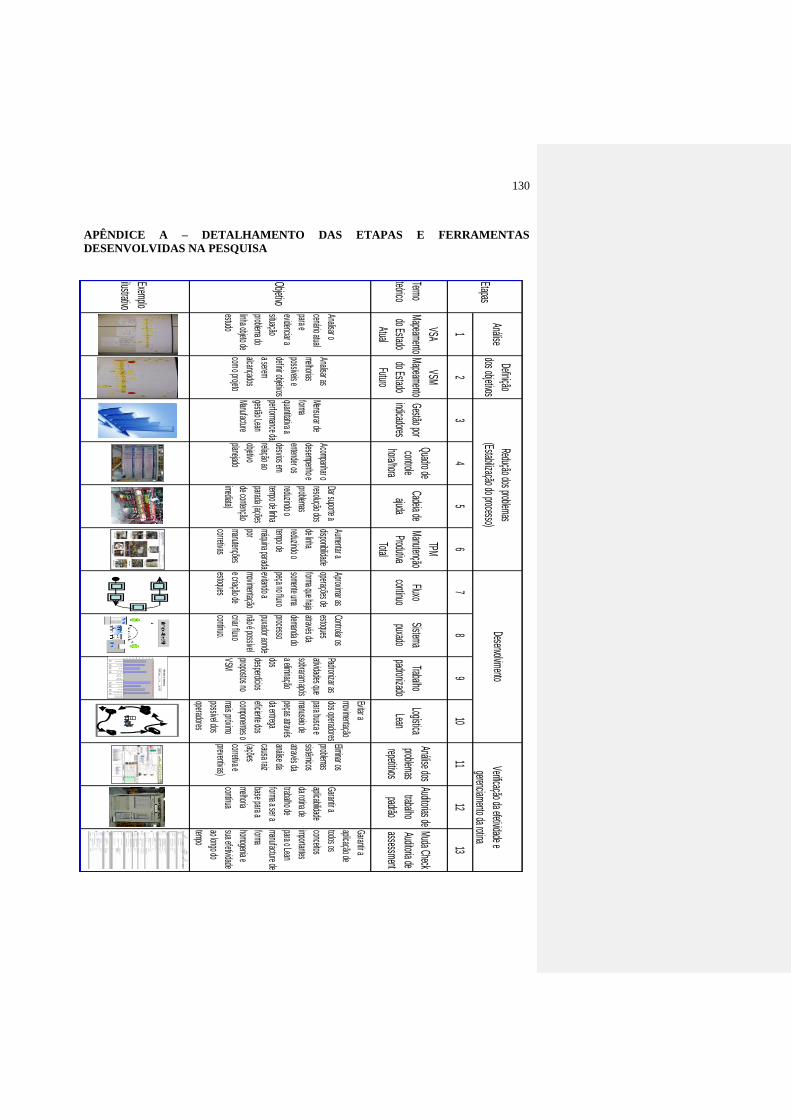
130
APÊNDICE A – DETALHAMENTO DAS ETAPAS E FERRAMENTAS
DESENVOLVIDAS NA PESQUISA
AnáliseDefinição
dos objetivos
12
34
56
78
910
1112
13
Termo
teórico
VSA
Mapeamento
do Estado
Atual
VSM
Mapeamento
do Estado
Futuro
Gestão por
indicadores
Quadro de
controle
hora/hora
Cadeia de
ajuda
TPM
Manutenção
Produtiva
Total
Fluxo
contínuo
Sistema
puxado
Trabalho
padronizado
Logística
Lean
Análise dos
problemas
repetitivos
Auditorias de
trabalho
padrão
Muda Check
Auditoria de
assessment
Objetivo
Analisar o
cenário atual
para e
evidenciar a
situação
problema do
linha objeto de
estudo
Analisar as
melhorias
possíveis e
definir objetivos
a serem
alcançados
com o projeto
Mensurar de
forma
quantitativa a
performance da
gestão Lean
Manufacture
Acompanhar o
desempenho e
entender os
desvios em
relação ao
objetivo
planejado
Dar suporte a
resolução dos
problemas
reduzindo o
tempo de linha
parada (ações
de contenção
imediata)
Aumentar a
disponibilidade
de linha
reduzindo o
tempo de
máquina parada
por
manutenções
corretivas
Aproximar as
operações de
forma que haja
somente uma
peça no fluxo
evitando a
movimentação
e criação de
estoques
Controlar os
estoques
através da
demanda do
processo
puxador aonde
não é possível
criar fluxo
contínuo.
Padronizar as
atividades que
sobraram após
a eliminação
dos
desperdícios
propostos no
VSM
Evitar a
movimentação
dos operadores
para busca e
manuseio de
peças através
da entrega
eficiente dos
componentes o
mais próximo
possível dos
operadores
Eliminar os
problemas
sistêmicos
através da
análise da
causa raiz
(ações
corretiva e
preventivas)
Garantir a
aplicabilidade
da rotina de
trabalho de
forma a ser a
base para a
melhoria
contínua
Garantir a
aplicação de
todos os
conceitos
importantes
para o Lean
manufacture de
forma
homogenia e
sua efetividade
ao longo do
tempo
Exemplo
ilustrativo
Etapas
Redução dos problemas
(Estabilização do processo)Desenvolvimento
Verificação da efetividade e
gerenciamento da rotina
GBO
após as mudanças
0 10 20 30 40 50 60 70 80 90
OP 10/20/30
OP 40/50
OP 60
OP 70/80
OP 80
(eliminada)
OP 90
(eliminada)
OP 100/90
OP 110
OP 120
OP 130 INS1 /
2
OP 130 INS2
(eliminada)
Tempo
TaktTakt *O
EE
F Ci