universidade federal de minas gerais programa …livros01.livrosgratis.com.br/cp029990.pdf ·...
TRANSCRIPT

UNIVERSIDADE FEDERAL DE MINAS GERAIS
PROGRAMA DE PÓS-GRADUAÇÃO EM
ENGENHARIA MECÂNICA
AVALIAÇÃO DA TENACIDADE APÓS TRATAMENTO
TÉRMICO DE ALÍVIO DE TENSÕES EM SOLDAS
PRODUZIDAS COM ARAMES TUBULARES RUTÍLICOS
QUE CONTENHAM NÍQUEL
LEONARDO AUGUSTO VIEIRA
Belo Horizonte, 04 de Abril de 2006

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

Leonardo Augusto Vieira
AVALIAÇÃO DA TENACIDADE APÓS TRATAMENTO
TÉRMICO DE ALÍVIO DE TENSÕES EM SOLDAS
PRODUZIDAS COM ARAMES TUBULARES RUTÍLICOS
QUE CONTENHAM NÍQUEL
Dissertação apresentada ao Programa de Pós Graduação em
Engenharia Mecânica da Universidade Federal de Minas Gerais,
como requisito parcial à obtenção do Título de Mestre em
Engenharia Mecânica.
Área de concentração: Processos de Fabricação - Soldagem
Orientador(a): Prof. Alexandre Queiroz Bracarense - UFMG
Belo Horizonte
Escola de Engenharia da UFMG
2006

ii
Universidade Federal de Minas Gerais Programa de Pós-Graduação em Engenharia Mecânica
Av. Antônio Carlos, 6627 - Pampulha - 31.270-901 - Belo Horizonte – MG Tel.: +55 31 3499-5145 - Fax.: +55 31 3443-3783
www.demec.ufmg.br - E-mail: [email protected]
AVALIAÇÃO DA TENACIDADE APÓS TRATAMENTO
TÉRMICO DE ALÍVIO DE TENSÕES EM SOLDAS
PRODUZIDAS COM ARAMES TUBULARES RUTÍLICOS
QUE CONTENHAM NÍQUEL
LEONARDO AUGUSTO VIEIRA
Dissertação defendida e aprovada em 04, de Abril de 2006, pela Banca Examinadora designada pelo Colegiado do Programa de Pós-Graduação em Engenharia Mecânica da Universidade Federal de Minas Gerais, como parte dos requisitos necessários à ob
iii
Ao meu pai, Mauro César Vieira.

iv
AGRADECIMENTOS
O autor agradece a todos aqueles que, direta ou indiretamente, colaboraram na
preparação deste trabalho, em particular:
A meus pais, por tudo na minha vida.
Kelly, minha “Paixão”, pela compreensão.
Ao Professor Bracarense, pelas oportunidades, orientação, sugestões e atenção a mim
dedicada.
Aos colegas de trabalho João Soares Dias e Edmílson Santos Batista pelo empenho
durante as operações de soldagem.
A Mirian pela ajuda com as micrografias.
A ESAB S/A Indústria e Comércio, em especial ao Engenheiro José Roberto
Domingues e ao Engenheiro Welerson Reinaldo de Araújo, por tornarem possível a
oportunidade do mestrado e fornecerem os recursos necessários ao desenvolvimento
deste trabalho.

v
“Ainda pior que a convicção do não e a incerteza do talvez é a desilusão de um quase.............Desconfie do destino e acredite em você. Gaste mais horas realizando que sonhando, fazendo que planejando, vivendo que esperando porque, embora quem quase morre esteja vivo, quem quase vive já morreu”.

vi
SUMÁRIO
1. INTRODUÇÃO.................................................................................................................................1
2. OBJETIVOS......................................................................................................................................3
3. REVISÃO BIBLIOGRÁFICA.........................................................................................................4
3.1. INDUSTRIA NAVAL E “OFFSHORE” ..............................................................................................4 3.1.1. Procedimento de soldagem...................................................................................................7 3.1.2. Tratamento térmico de alívio de tensões ............................................................................11
3.2. PROCESSO DE SOLDAGEM FCAW ............................................................................................13 3.2.1. Soldabilidade dos arames tubulares “flux cored” .............................................................14 3.2.2. Arames tubulares rutílicos que contém níquel....................................................................15
3.3. INFLUÊNCIA DA MICROESTRUTURA NA TENACIDADE ...............................................................15 3.3.1. Efeito do níquel...................................................................................................................18 3.3.2. Efeitos do nióbio e vanádio ................................................................................................21
4. METODOLOGIA EXPERIMENTAL..........................................................................................24
4.1. MATERIAIS...............................................................................................................................24 4.2. PREPARAÇÃO DAS AMOSTRAS ..................................................................................................28 4.3. TRATAMENTO TÉRMICO APÓS SOLDAGEM ................................................................................33 4.4. PREPARAÇÃO DOS CORPOS DE PROVA PARA OS TESTES MECÂNICOS.........................................33 4.5. CARACTERIZAÇÃO DOS CORPOS DE PROVA ..............................................................................36
5. RESULTADOS E DISCUSSÃO ....................................................................................................37
5.1. CORPOS DE PROVA CONFORME NORMA ASME SFA 5.29 ........................................................37 5.2. CORPOS DE PROVA CONFORME NORMA PETROBRÁS N-1859....................................................44
6. CONCLUSÕES...............................................................................................................................57
7. PROPOSTAS PARA TRABALHOS FUTUROS.........................................................................59
8. REFERÊNCIAS BIBLIOGRÁFICAS ..........................................................................................60

vii
LISTA DE FIGURAS
FIGURA 1 - “FPSO” (FPSO BRASIL, 2005).................................................................................................5 FIGURA 2 - COMPLEXIDADE DE UM NÓ (WELDING COMPANY KOBE STEEL LTD., 2003B).............................7 FIGURA 3 - RESFRIAMENTO X TENACIDADE (WELDING COMPANY KOBE STEEL, 2003B) .............................8 FIGURA 4 - SEQÜÊNCIA DE SOLDAGEM PROPOSTA COMO IDEAL (EASTERLING, 1992) ...................................9 FIGURA 5 - MACROGRAFIA DE JUNTA SOLDADA COM SEQÜÊNCIA ALTERNADA (EASTERLING, 1992)..........10 FIGURA 6 - PASSES LARGOS, NÃO RECOMENDADO (FORTES, 2003).............................................................10 FIGURA 7 - ESQUEMA BÁSICO DOS EQUIPAMENTOS PARA SOLDAGEM GMAW/FCAW (MARQUES,1991) ..13 FIGURA 8 - PLACA DE FERRITA ACICULAR (BHADESHIA ET AL., 1993) ........................................................18 FIGURA 9 - INFLUÊNCIA DO NÍQUEL NA TENACIDADE DE AÇOS C-MN (EVANS, 1991) ................................20 FIGURA 10 - INFLUÊNCIA DO NÍQUEL E MANGANÊS NA TENACIDADE APÓS TTAT (EVANS, 1991) ............21 FIGURA 11 - INFLUÊNCIA DO NIÓBIO NA TENACIDADE (EVANS, 1993A) ....................................................22 FIGURA 12 - INFLUÊNCIA DO VANÁDIO NA TENACIDADE DE AÇOS C-MN (BAIXO MN) (EVANS, 1993B)...22 FIGURA 13 - INFLUÊNCIA DO VANÁDIO NA TENACIDADE DE AÇOS C-MN (ALTO MN) (EVANS, 1993B) .....23 FIGURA 14 - ESQUEMA DA JUNTA SEGUNDO ASME SFA 5.29 (2005).......................................................28 FIGURA 15 - ESQUEMA DA SOLDAGEM DA JUNTA SEGUNDO ASME SFA 5.29 (2005) ...............................29 FIGURA 16 - ESQUEMA DA JUNTA SEGUNDO PETROBRÁS N-1859D (1996) ...............................................30 FIGURA 17 - SEQÜÊNCIA ALTERNADA (A) .................................................................................................31 FIGURA 18 - SEQÜÊNCIA CONTÍNUA (C) ....................................................................................................32 FIGURA 19 - FOTO DA MONTAGEM SEGUNDO NORMA PETROBRÁS N-1859 (1996) ....................................33 FIGURA 20 - LOCAL DE RETIRADAS DOS CPS AO LONGO DA AMOSTRA (ASME SFA 5.29, 2005) .............34 FIGURA 21 - LOCALIZAÇÃO DOS CPS (ASME SFA 5.29, 2005) ...............................................................34 FIGURA 22 - DISTRIBUIÇÃO DOS CPS SEGUNDO A NORMA PETROBRÁS N-1859 (1996) .............................35 FIGURA 23 - POSIÇÃO DE RETIRADA DOS CPS DE TRAÇÃO (PETROBRÁS N-1859, 1996). ..........................35 FIGURA 24 - POSIÇÃO DE RETIRADA DOS CPS DE CHARPY-V (PETROBRÁS N-1859, 1996) .......................35 FIGURA 25 - POSIÇÃO DA RETIRADA DOS ENTALHES DOS CORPOS DE PROVA PARA ANÁLISE .....................36 FIGURA 26 - REGIÕES COLUNARES E RECRISTALIZADAS (7X) ...................................................................39 FIGURA 27 - ATR1 REGIÃO COLUNAR (500X) - CPS ASME.....................................................................40 FIGURA 28 - ATR2 REGIÃO COLUNAR (500X) - CPS ASME.....................................................................40 FIGURA 29 - ATR3 REGIÃO COLUNAR (500X) - CPS ASME.....................................................................41 FIGURA 30 - ATR4 REGIÃO COLUNAR (500X) - CPS ASME.....................................................................41 FIGURA 31 - RESISTÊNCIA AO IMPACTO (J) - CPS ASME ..........................................................................43 FIGURA 32 - ATR1A REGIÃO COLUNAR (CS) (500X) - CPS N-1859 ........................................................47 FIGURA 33 - ATR1A REGIÃO COLUNAR (CT) (500X) - CPS N-1859 ........................................................47 FIGURA 34 - ATR1C REGIÃO COLUNAR (CS) (500X) - CPS N-1859.........................................................48 FIGURA 35 - ATR1C REGIÃO COLUNAR (CT) (500X) - CPS N-1859 ........................................................48 FIGURA 36 - ATR2A REGIÃO COLUNAR (CS) (500X) - CPS N-1859 ........................................................49 FIGURA 37 - ATR2A REGIÃO COLUNAR (CT) (500X) - CPS N-1859 ........................................................49

viii
FIGURA 38 - ATR2C REGIÃO COLUNAR (CS) (500X) - CPS N-1859.........................................................50 FIGURA 39 - ATR2C REGIÃO COLUNAR (CT) (500X) - CPS N-1859 ........................................................50 FIGURA 40 - ATR3A REGIÃO COLUNAR (CS) (500X) - CPS N-1859 ........................................................51 FIGURA 41 - ATR3A REGIÃO COLUNAR (CT) (500X) - CPS N-1859 ........................................................51 FIGURA 42 - ATR3C REGIÃO COLUNAR (CS) (500X) - CPS N-1859.........................................................52 FIGURA 43 - ATR3C REGIÃO COLUNAR (CT) (500X) - CPS N-1859 ........................................................52 FIGURA 44 - RESISTÊNCIA AO IMPACTO - CPS N-1859 ..............................................................................55

ix
LISTA DE TABELAS
TABELA I:COMPOSIÇÃO QUÍMICA DOS ARAMES TUBULARES SEGUNDO ASME SFA 5.29 (2005) ...............24 TABELA II:PROPRIEDADES MECÂNICAS MÍNIMAS EXIGIDAS (ASME SFA 5.29, 2005) ...............................25 TABELA III:RESISTÊNCIA AO IMPACTO, MÍNIMOS EXIGIDOS (PETROBRÁS N-1859, 1996)...........................26 TABELA IV:COMPOSIÇÃO QUÍMICA DAS CHAPAS DE AÇO (ESPECIFICAÇÃO* X REAL) ( *BRINGAS, 2004) .27 TABELA V:PROPRIEDADES MECÂNICAS DAS CHAPAS DE AÇO UTILIZADAS (BRINGAS, 2004) ......................28 TABELA VI:NOMENCLATURA UTILIZADA - CPS ASME ..............................................................................29 TABELA VII:PARÂMETROS DE SOLDAGEM UTILIZADOS NA CONFECÇÃO DAS AMOSTRAS ............................29 TABELA VIII:NOMENCLATURA UTILIZADA - CPS N-1859 ..........................................................................30 TABELA IX:PARÂMETROS UTILIZADOS NA CONFECÇÃO DAS AMOSTRAS EM SEQÜÊNCIA ALTERNADA ........31 TABELA X:PARÂMETROS UTILIZADOS NA CONFECÇÃO DAS AMOSTRAS EM SEQÜÊNCIA CONTINUA ............32 TABELA XI:COMPOSIÇÃO QUÍMICA DO METAL DE SOLDA - CPS ASME......................................................37 TABELA XII:RESULTADOS DOS ENSAIOS DE TRAÇÃO - CPS ASME ............................................................38 TABELA XIII:RESULTADOS DA MEDIÇÃO DE DUREZA - CPS ASME ..........................................................38 TABELA XIV:ANÁLISE MICROESTRUTURAL QUANTITATIVA - CPS ASME .................................................42 TABELA XV: FRAÇÃO RECRISTALIZADA - CPS ASME ...............................................................................42 TABELA XVI:RESISTÊNCIA AO IMPACTO (CS)- CPS ASME .......................................................................43 TABELA XVII:RESISTÊNCIA AO IMPACTO (CT)- CPS ASME......................................................................43 TABELA XVIII:COMPOSIÇÃO QUÍMICA DO METAL DE SOLDA - CPS N-1859...............................................44 TABELA XIX:RESULTADOS DOS ENSAIOS DE TRAÇÃO - CPS N-1859..........................................................45 TABELA XX: RESULTADOS DA MEDIÇÃO DE DUREZA - CPS N-1859..........................................................46 TABELA XXI:ANÁLISE MICROESTRUTURAL QUANTITATIVA - CPS N-1859 ................................................53 TABELA XXII:FRAÇÃO RECRISTALIZADA - CPS N-1859.............................................................................54 TABELA XXIII:RESISTÊNCIA AO IMPACTO (CS) (J) – CPS N-1859.............................................................55 TABELA XXIV:RESISTÊNCIA AO IMPACTO .
IA A...ZA S ..............................................................

x
RESUMO
Após 30 anos praticamente desativada, a indústria naval brasileira apresentou nos
últimos cinco anos uma retomada de suas atividades. Este movimento está relacionado
principalmente ao programa da Petrobrás em aumentar a produção de petróleo em alto
mar buscando a auto suficiência. Exigências para que parte da construção das
plataformas, embarcações e seus equipamentos seja realizada por construtores locais
vêm promovendo a reativação dos estaleiros e atraindo investidores estrangeiros que
arrendaram estaleiros no Brasil.
Estruturas e equipamentos “offshore” utilizam principalmente aço C-Mn de alta
resistência podem apresentar espessuras típicas de 40 a 90mm, passando de 100mm em
certos pontos. Essas estruturas estão sujeitas a ondas, marés, tempestades e outros
fenômenos naturais, exigem alta tenacidade de seus componentes.
O Níquel é muito utilizado na composição de consumíveis para soldagem por aumentar
o limite de elasticidade e principalmente, a tenacidade à baixa temperatura. Este tipo de
consumível de soldagem é utilizado principalmente na indústria de construção naval e
“offshore”, entretanto, tem se mostrado muito sensível aos parâmetros e procedimentos
de soldagem no que diz respeito à tenacidade após tratamento térmico.
Para avaliar os fatores que influenciam a tenacidade foram realizados vários testes
(juntas soldadas) mantendo o mesmo aporte térmico e variando o teor de níquel no
metal de solda, a espessura da chapa e a seqüência de soldagem.
Foram avaliados corpos de provas soldados com quatro diferentes arames tubulares
rutílicos, classificados segundo ASME FSA 5.29 como E81T1-Ni1, E81T1-Ni1MJ,
E81T1-K2 e E81T1-Ni2, que apresentam teores de 1% de níquel para os dois primeiros,
1,5% e 2,5% de níquel para os demais respectivamente. Onde o arame classificado
como E81T1-Ni1MJ foi desenvolvido especificamente para situações onde tratamento
térmico de alívio de tensões é exigido.

xi
Este trabalho descreve estes testes, bem como a análise dos resultados, apresentados em
micrografias, análise química do metal depositado e ensaio de propriedades mecânicas,
além de demonstrar os principais fatores que influenciam na tenacidade de juntas
soldadas com este tipo de consumível.
Palavras Chaves: Offshore, Industria Naval, Níquel, Ensaio Charpy, Tenacidade,
Tratamento Térmico de Alívio de Tensões, Seqüência de Soldagem, Ferrita Acicular e
Dureza.

xii
ABSTRACT
After almost 30 years disactivated, the Brazilian naval industry was presented a retaken
of its activities in the last five years. This movement is mainly related to the program of
Petrobrás to increase the offshore production of oil, searching auto sufficiency.
Requirements that the construction of the platforms, boats and their equipment are
carried out by local constructors have promoted the reactivation of the shipyards and
attracting foreigner investors who have leased shipyards in Brazil.
Structures and equipment offshore are made mainly of high resistance C-Mn steel that
can present typical thicknesses of 40, 90mm passing of 100mm in certain points. These
structures are exposed to waves, tides, storms and other natural phenomena, demanding
high toughness of its components.
Nickel is largely used in the composition of welding consumable for increase the elastic
limit and mainly toughness at low temperature. This type of welding consumable is
largely used in the naval and offshore industry, however it has shown very sensible to
the parameters and procedures of welding in cases that stress release after welding are
necessary strongly affecting the toughness.
Some tests have been carried out to evaluate the factors that influence toughness,
keeping the same heat in put, and varying the nickel content in the weld metal, the plate
thickness and the welding sequence.
Welded specimens of four different rutile cored wires, classified by ASME FSA 5.29 as
E81T1-Ni1, E81T1-Ni1MJ, E81T1-K2 and E81T1-Ni2 have been evaluated, the two
first ones show 1% of nickel , and the others 1.5% and 2.5% of nickel respectively. The
wire classified as E81T1-Ni1MJ was developed specifically for situations which stress
relief is demanded.
This work describes these tests, as well as the analysis of the results presented in
micrographs, chemical analysis of the deposited metal and test of mechanical properties,

xiii
besides, it shows the main factors that influence the welded metal toughness in weld
produced of this type of consumable.
Key Words: Offshore, Naval Industry, Nickel, Charpy-V Test, Toughness, Stress
Relief, Welding Sequence, Acicular Ferrite and Hardness.

1
1. INTRODUÇÃO
Mesmo depois de quase 20 anos do desenvolvimento de arames tubulares rutílicos para
alta tenacidade, ainda são poucos os arames capazes de serem utilizados em aplicações
que exijam alívio de tensões após soldado (Widgery, 1997). Nestes arames tubulares
que apresentam excelentes valores de tenacidade na condição como soldado, ao ser
aplicado tratamento térmico de alívio de tensões, é observada uma acentuada
deterioração na tenacidade.
Uma das principais características destes arames é a utilização de níquel em sua
composição. A finalidade do uso de níquel é que este funciona como um refinador de
grãos e formador de ferrita acicular, sendo estes os principais mecanismos responsáveis
pelos ótimos valores de tenacidade encontrados nas soldas realizadas com estes arames.
Em decorrência da busca constante por produtividade que se intensificou nos últimos 10
anos, os arames tubulares tem sido cada vez mais utilizados em substituição ao eletrodo
revestido e aos arames sólidos. No que diz respeito ao arame sólido, a maior facilidade
em se adicionar elementos de liga no fluxo interno, aumenta a versatilidade dos arames
tubulares.
Neste trabalho, o foco é a utilização dos arames tubulares rutílicos em aplicações para
estruturas navais e “offshore” as quais, devido à utilização de chapas espessas (�50mm)
exigem tratamento térmico de alívio de tensões após a soldagem e exibem de forma
mais crítica o fenômeno da deterioração da tenacidade.
Saídas para evitar problemas com tenacidade existem e uma delas seria a utilização de
arames tubulares básicos que apresentam, mesmo após tratamento térmico, propriedades
mecânicas favoráveis. Entretanto esbarra-se nas características de soldabilidade deste
tipo de arame. Elas são inferiores às do arame rutílico, principalmente na soldagem fora
de posição.

2
Como citado anteriormente, a condição mais crítica para a deterioração da tenacidade é
a realização de tratamento térmico de alívio de tensões pós soldagem em chapas com
espessura �50mm. Uma junta soldada com arame tubular rutílico pode apresentar
excelente valor de tenacidade pós-tratamento térmico quando a junta é formada por
chapas de 19mm e apresentar uma queda vertiginosa ao ser aplicado em uma junta de
chapas espessas.
A seqüência de soldagem é considerada muito importante na confecção de juntas de
grandes espessuras, influencia o refino de grãos da microestrutura, as tensões residuais,
conseqüentemente, afetam as propriedades mecânicas do metal depositado. Devendo-se,
portanto, ser levado em conta desde o projeto da estrutura.
Neste trabalho, serão avaliados os vários fatores que podem ser responsáveis pela
deterioração da tenacidade após tratamento térmico de alívio de tensões entre eles,
concentração de níquel no metal depositado, seqüência de soldagem e espessura da
junta.
As avaliações serão baseadas nas análises químicas do metal depositado, na
microestrutura observada em microscópio ótico e nos ensaios de propriedades
mecânicas.
Este documento foi organizado na seguinte maneira; no capítulo 2 são apresentados os
objetivos geral e específico do trabalho. No capítulo 3 foi realizada uma revisão
bibliográfica sobre assuntos relacionados com o tema desta dissertação. O capítulo 4
apresenta a metodologia experimental seguida para alcançar os objetivos propostos. O
capítulo 5 apresenta os resultados obtidos e discussões. No capítulo 6 são apresentadas
as conclusões. Finalizando, no capítulo 7 são apresentadas propostas para trabalhos
futuros.

3
2. OBJETIVOS
Este trabalho tem como objetivo específico ampliar o conhecimento sobre a soldagem
de chapas espessas utilizadas na indústria naval e “offshore”, com a utilização de
arames tubular rutílicos que contenham níquel e os fenômenos envolvidos na redução da
tenacidade após tratamento térmico.
Este estudo inclui também a avaliação da influência da seqüência de soldagem nas
propriedades mecânicas das juntas soldadas com estes arames tubulares.

4
3. REVISÃO BIBLIOGRÁFICA
Este capítulo apresenta uma revisão bibliográfica sobre a soldagem na indústria naval e
“offshore”, os processos utilizados, a soldagem com arame tubular rutílico com níquel,
abordando suas principais características de soldabilidade, propriedades mecânicas e
microestrutura.
3.1. Industria naval e “offshore”
Por centenas de anos, os navios têm se estabelecido como um dos principais métodos de
transporte. Navegação e construção naval tem se desenvolvido tremendamente ao passar
desses anos. As mudanças nos métodos de fabricação diminuíram o tempo de
construção de cada navio de quatro anos para oito semanas durante o último século.
Esta tremenda evolução se tornou possível graças à adoção de varias e importantes
inovações. Entre elas, está a introdução, nos meados da década de 30, da soldagem
como um novo método de união de metais na construção naval. (Pilipenko, 2001).
A frota de navios mercantes internacional soma 791 milhões de toneladas de porte bruto
(TPB) e está concentrada em 20 países. Até o final da década de 1990, 38% da frota foi
renovada. Há necessidade de renovar os 60% restantes. Para isso, no mercado
internacional, prevalece uma intensa competição e redução de preços, em virtude da
capacidade de produção excessiva dos estaleiros nos países produtores (Ferraz et al.,
2002).
Os principais participantes do mercado internacional de construção naval seguem
estratégias de especialização. Pode-se facilmente reconhecer a Coréia como
especializada em navios de grande porte, Cingapura, especializada em plataformas e
navios para a indústria de petróleo “offshore”, e os Estados Unidos, que focaliza a
indústria militar. A maior parte dos países europeus entrincheirou-se em nichos de
navios especiais e sofisticados. O Japão constrói toda a linha de navios e luta para
aumentar a produtividade e reduzir custos (Ferraz et al., 2002).

5
A indústria de construção naval brasileira, compreendida pelos estaleiros que constroem
navios acima de 1.000 toneladas de porte bruto (TPB), praticamente desativada desde o
final da década de 70, iniciou em 2000 um movimento de retomada da produção,
impulsionada pelas encomendas da Petrobrás para o aumento da produção de petróleo
em alto mar (Ferraz et al., 2002).
Segundo Ferraz et al. (2002), atualmente o setor de petróleo “offshore” representa a
maior parcela da demanda, com encomendas de plataformas, embarcações de apoio
marítimo, seus equipamentos e componentes. Os investimentos em “offshore” vieram
reativar a indústria naval. Além de plataformas, as encomendas incluem a montagem
dos “FPSO’s (Floating Production, Storage and Offloading Facilities)” promovendo
reativação dos estaleiros e atraindo investidores estrangeiros que arrendaram estaleiros
no Rio de Janeiro, um exemplo de “FPSO” pode ser visualizado na Fig. 1.
Figura 1 - “FPSO” (FPSO BRASIL, 2005)
A demanda expandiu ainda mais quando a Petrobrás lançou o programa de substituição
da frota de navios de apoio “offshore” definindo, no edital de concorrência
internacional, preferência por navios de bandeira brasileira, induzindo as empresas
operadoras, nacionais e estrangeiras, a contratar a construção local dessas embarcações.
O resultado é que a indústria chegou ao final do primeiro semestre de 2002 em face de
uma nova realidade, onde o principal desafio não são mais as encomendas, e sim como
reativar instalações no curto prazo e montar uma competente capacidade produtiva, para
atendê-las (Ferraz et al., 2002).

6
Os estaleiros recorrem a financiamentos para expansão e modernização e já surgem
dificuldades de contratação de mão de obra especializada principalmente soldadores.
Segundo Pilipenko (2001) a soldagem em estaleiros está relacionada diretamente ao
custo de produção e qualidade final. Ela representa de 20 a 30% das horas de produção
e aproximadamente 10% dos custos totais.
Na fabricação de estruturas “offshore”, a soldagem é o mais importante processo, dessa
forma, o procedimento de soldagem deve seguir várias normas internacionais, regras de
classes navais, especificações de engenharia, além de depender do tipo de estrutura e do
local onde irá operar. Estruturas “offshore” são usadas para a perfuração e operação
subaquática de extração de óleo e gás, em mares que podem ser rasos, profundos,
tropicais ou gelados. Estando sujeito a ondas, marés, tempestades, terremotos e gelo
(Welding Company Kobe Steel Ltd., 2003a).
Os aços de classe e graus navais usados para estruturas “offshore” variam dependendo
do tipo da estrutura e das condições de serviço. Os componentes estruturais de uma
plataforma semi-submersível, por exemplo, usam principalmente aço carbono de alta
resistência com limite de escoamento de 350 a 500 MPa que podem apresentar
espessuras de 40 a 90mm, passando de 100mm em certos pontos.
Segundo “Welding Company Kobe Steel” (2003b), o nó, onde são conectados
componentes cruzados na forma de T, Y e K, causam alta concentração de tensões, esta
área é chamada de “hot spot”. A complexidade do nó pode ser visto na Fig. 2. A
soldagem do nó exige uma grande precisão dimensional e requer excelente acabamento
para otimizar a resistência à fadiga. Dessa forma, o controle do procedimento de
soldagem deve ser o mais preciso possível.

7
Figura 2 - Complexidade de um nó (Welding Company Kobe Steel Ltd., 2003b)
3.1.1. Procedimento de soldagem
O aporte térmico, em conjunto com as temperaturas de pré-aquecimento e de interpasse
têm um efeito predominante na velocidade de resfriamento das soldas, quando a
espessura do metal base é constante. A velocidade de resfriamento afeta a
microestrutura da solda e assim influencia diretamente as suas propriedades mecânicas
(Welding Company Kobe Steel Ltd., 2003b).
O efeito da velocidade de resfriamento na tenacidade ao impacto é mostrado na Fig. 3,
onde uma taxa de resfriamento excessivamente lenta resulta em baixa tenacidade, mas o
mesmo também acontece para taxas de resfriamento muito altas. Em suma o aporte
térmico deve ser controlado, levando em consideração a temperatura de pré-
aquecimento e a espessura da chapa; quando a taxa de resfriamento está em valores
adequados, a tenacidade ao impacto do metal de solda é maximizada (Welding
Company Kobe Steel Ltd., 2003b).

8
Energia absorvida no ensaio de impacto Charpy-V do metal de solda de um arame tubular rutílico como uma função da velocidade de resfriamento; Diâmetro do arame: 1,2 mm; Posição de soldagem: Plana; Parâmetros de soldagem: 80A, 32V; Aporte térmico: 15, 25, 35 kJ/cm; Velocidade de soldagem: 15,4; 21,5; 36,0 cm/min Preaquecimento: temperatura ambiente, 150, 250 Espessura da chapa: 20 mm
Figura 3 - Resfriamento x Tenacidade (Welding Company Kobe Steel, 2003b)
Quando o teor de elementos de liga aumenta, o limite de resistência à tração do metal de
solda se torna mais sensível às variações do aporte térmico. Muito cuidado deve ser
tomado no controle da velocidade de resfriamento durante a soldagem, os parâmetros de
soldagem devem ser determinados de forma precisa com estreita tolerância (Vercesi e
Surian, 1996).
Segundo Mee e Nessn (2005), é preferível que o procedimento de soldagem não seja
limitado a filetes, sendo possível também a utilização da técnica de tecimento.
Entretanto esta técnica resulta em aporte térmicos altos, aumentando a diluição da solda,
podendo comprometer as propriedades de tenacidade após tratamento térmico de alívio
de tensões, devido principalmente, à incorporação de elementos como o nióbio e o
vanádio que estão presentes nas chapas de uso naval e “offshore”. Ainda assim alguns
arames tubulares disponíveis no mercado permitam a utilização desta técnica sem a
perda das propriedades mecânicas do metal de solda.
Em qualquer procedimento de soldagem onde seja requerida tenacidade a baixas
temperaturas, a seqüência de passes decidirá o refino da estrutura do metal de solda

9
produzido sem necessariamente, afetar a produtividade de forma negativa.
Principalmente no caso de soldagem de chapas espessas em multipasses, a seqüência de
passes deve ser cuidadosamente controlada para obter-se bons resultados. Cordões
largos e oscilação excessiva devem ser evitados, por isso a técnica de vários passes por
camada (filetado) após o passe de raiz deve ser adotada o mais cedo possível. Essa
técnica assegura o máximo refino dos grãos.
Uma seqüência de passes para soldagem de topo entre chapas com a juta preparada em
V com nariz é proposta por Easterling (1992) como ideal. Essa seqüência pode ser vista
na Fig. 4.
Figura 4 - Seqüência de soldagem proposta como ideal (Easterling, 1992)
Na Fig. 5 é apresentada uma macrografia da solda de uma junta em V realizada pelo
processo SMAW onde é possível ver o resultado da seqüência de passes alternada na
estrutura do metal da solda.

10
Figura 5 - Macrografia de junta soldada com seqüência alternada (Easterling, 1992)
A soldagem em multipasses como a mostrada na Fig. 5, claramente consome mais
tempo e é mais dispendiosa do que a soldagem de passe único, mas se torna necessária a
fim de reduzir tensões residuais e como dito anteriormente refina a estrutura do metal de
solda, muito importante em casos críticos como vasos de pressão e tubulações.
Segundo Fortes (2003) embora a seqüência de passes da Fig. 6 possa ser descrita como
inadequada por resultar em maior diluição e apresentar uma estrutura com maior
tamanho de grãos, pode ser aplicada se for inevitável, mas as camadas depositadas com
a técnica de oscilação larga (trançado) devem ser as mais finas possíveis.
Figura 6 - Passes largos, não recomendado (Fortes, 2003)
Na soldagem em posição vertical ascendente, a velocidade de soldagem deve ser
pequena e existe a tendência de se produzir cordões de solda mais largos com aportes
térmicos conseqüentemente, maiores que nas outras posições. É particularmente
importante restringir a largura dos cordões, já que os valores de resistência ao impacto

11
atingidos na posição vertical são geralmente mais baixos do que nas posições plana ou
horizontal (Fortes, 2003).
Ainda na soldagem na vertical ascendente, Fortes (2003) comenta que passes de raiz em
juntas de topo com abertura na raiz, não são recomendados, devido à alta energia do
arco e à fluidez da poça de fusão, bem como por causa da necessidade de se preparar as
juntas com alta precisão, o que não é considerado muito prático. Nesses casos,
recomenda-se o uso de cobre-juntas não consumíveis (cerâmicos ou de cobre), podendo
assim aplicar velocidades de soldagem significativamente maiores, reduzindo o aporte
térmico.
3.1.2. Tratamento térmico de alívio de tensões
Em uma junta soldada, o metal mais próximo da solda está sujeito a temperaturas mais
altas e, à medida que se aumenta a distância do centro da solda, a temperatura máxima
atingida diminui. Este aquecimento heterogêneo causa contração–expansão também
heterogênea e pode causar distorções e tensões internas no metal de solda.
Como citado por Fortes (2003), dependendo de sua composição e aplicação o metal de
solda pode não ser capaz de resistir a essas tensões e trincar ou pode ocorrer falha
prematura da peça. Uma maneira de minimizar essas tensões ou de aliviá-las é pelo
aquecimento uniforme da estrutura após a soldagem ter sido realizada. Esse tratamento
leva a junta soldada a uma condição mais durável; a ductilidade é aumentada
sobremaneira, embora a resistência mecânica diminua ligeiramente.
Fortes (2003) e Trindade (2005) comentam que certos códigos (normas) permitem
maiores tensões de projeto, desde que seja aplicado o alívio de tensões.
O tratamento térmico de alívio de tensões, tipicamente, é realizado a temperatura entre
550 – 650°C por uma hora para cada 25mm de espessura, (abaixo de Ac1 onde não há
mudança significativa na microestrutura e propriedades mecânicas do metal de base e
do metal de solda.), seguido por um resfriamento lento e uniforme até a temperatura
ambiente (Fortes, 2003).
12
Em aços microligados em particular, o tratamento térmico de alívio de tensões pode
causar precipitações que resultam no aumento da dureza da matriz e na redução da
tenacidade. Evans (1993b) observou precipitações de carbonetos após tratamento
térmico de alívio de tensões principalmente nos contornos de grão e de forma mais
evidente à medida que se eleva o teor de vanádio. O mesmo fenômeno é observado
quando se aumenta individualmente a concentração de nióbio.
Trindade et al. (2005) comentam que ao trabalhar com placas espessas, o grau de
tensões residuais após a soldagem é ainda mais acentuado, exigindo a aplicação de
tratamento térmico de alívio de tensões após a soldagem.
Widgery (1997) chama a atenção ao fato que mesmo depois de quase 30 anos do
desenvolvimento de arames tubulares rutílicos para alta tenacidade, ainda são poucos os
arames capazes de serem utilizados em aplicações que exijam alívio de tensões após
soldado.
Segundo Mee (2005), a demanda por esses arames tubulares rutílicos que possam ser
utilizados quando o tratamento térmico após soldagem é necessário ser aplicado, tem
aumentado bastante. O que concorda com o que tem sido visto no Brasil nos últimos
anos, devido especialmente ao crescimento da construção naval e “offshore”.
Widgery (1997) e “Welding Company Kobe Steel” (2003b) comentam que na
construção de estruturas “offshore” com requerimento de tratamento térmico, arames
tubulares rutílicos convencionais apresentavam resultados insatisfatórios de tenacidade
após tratamento térmico de alívio de tensões. De qualquer forma, hoje as inovações em
arames tubulares com proteção gasosa (FCAWs) que não contêm microligantes
indesejáveis como nióbio e vanádio exibem excelente tenacidade ao impacto após
tratamento térmico.
Widgery (1997) recomenda como melhor saída para se conseguir arames tubulares para
tratamento térmico de alívio de tensões é ter certeza de que o limite de resistência à
tração se encontra próximo do mínimo exigido. A redução do nióbio e do vanádio, sem
que nada mais seja alterado, já seria responsável por reduzir o limite de resistência e
conseqüentemente aumentar a tenacidade. Entretanto, os valores de C, Ni, Si e Mn

13
também afetam fortemente os valores de limite de resistência à tração e dessa forma
devem ser bem controlados.
3.2. Processo de soldagem FCAW
Segundo a norma ASME (The American Society of Mechanical Engineers) (2005), para
consumíveis de soldagem (Parte II – C), o arame tubular de baixa liga atende às
características definidas na seção ASME SFA 5.29 “FCAW – Flux Cored Arc Welding
-Low Alloy”.
O processo de soldagem com arames tubulares (FCAW – Flux Cored Arc Welding) é
muito semelhante ao processo GMAW uma vez que utiliza os mesmos equipamentos,
embora requeira equipamentos de maior capacidade em alguns casos. A Fig. 7 mostra
os equipamentos básicos necessários para os processos GMAW e FCAW.
Figura 7 - Esquema básico dos equipamentos para soldagem GMAW/FCAW (Marques,1991)
Os arames tubulares permitem uma maior versatilidade que arames sólidos para se
adequar a alguma aplicação particular ou a algum requisito especial, pela possibilidade
de se alterar a formulação ou o percentual de fluxo que pode variar de 15% a 50% de
seu peso (Marques,1991).

14
3.2.1. Soldabilidade dos arames tubulares “flux cored”
Os arames tubulares podem ser de dois tipos principais; Arames tubulares “Metal
Cored” cujo fluxo interno é composto principalmente por pó de ferro, ferro-ligas e
desoxidantes e resultam em um cordão de soldas praticamente sem cobertura de escória,
apenas pequenas ilhas de sílica na superfície do cordão; Arames tubulares “Flux Cored”
cujo fluxo interno é composto por minerais como aqueles utilizados no revestimento dos
eletrodos revestidos. Este último tipo pode ser subdividido em dois grupos principais:
rutílicos e básicos (Svensson, 1994).
Mee e Nessn (2005) e Svensson (1994) concordam que os arames tubulares básicos
oferecem uma excelente combinação de boas propriedades mecânicas, baixos teores de
hidrogênio e tolerância às condições de preparação das peças. Entretanto, não
apresentam soldabilidade tão boa quanto à dos arames tubulares rutílicos.
Principalmente pelas restrições impostas por sua escória fluida e pelo modo de
transferência mais globular, a soldagem fora de posição tradicionalmente tem sido
realizada no modo de transferência por curto-circuito, gerando mais respingos.
O rutilo, uma forma de dióxido de titânio (TiO2), é um bom estabilizador do arco sendo
freqüentemente adicionado a arames tubulares para resultar num arco mais suave, além
disso, ele permite maior controle da viscosidade da escória facilitando a soldagem na
posição plana ou mesmo fora de posição (Svensson, 1994). Apesar de sua melhor
soldabilidade, o metal de solda produzido por esse tipo de fluxo apresenta maiores
níveis de oxigênio, dificultando alcançar níveis de tenacidade adequados às aplicações
“offshore”.
Sendo assim, por uma questão de soldabilidade e versatilidade quanto às posições de
soldagem, arames tubulares rutílicos são preferidos, mas devem apresentar adequadas
propriedades mecânicas. A situação se torna mais complexa quando o tratamento
térmico pós-soldagem é requerido. Arames tubulares básicos são favoráveis em
propriedades mecânicas, principalmente tenacidade, mas de qualquer forma apresentam
soldabilidade mais difícil. A utilização de arames tubulares rutílicos em situações que
requerem tratamento térmico pós-soldagem se tornou o novo desafio a ser superado
pelos fabricantes de consumíveis para soldagem.

15
3.2.2. Arames tubulares rutílicos que contém níquel
Com o passar do tempo, estruturas soldadas submetidas a condições de trabalho cada
vez mais críticas como plataformas “offshore”, plantas criogênicas e tubulações têm
aumentado a demanda por metais de solda com melhores propriedades mecânicas,
especialmente tenacidade à baixa temperatura. Aços carbono comuns apresentam
fragilidade a baixas temperaturas, não são confiáveis em aplicações críticas. Por isso,
aços de baixa liga são freqüentemente empregados nessa situação.
Essa necessidade de alta tenacidade tem promovido um contínuo desenvolvimento de
consumíveis para soldagem capazes de produzir metais de solda com ótima
microestrutura e propriedades mecânicas. Dessa forma, elementos de liga capazes de
aumentar a quantidade de ferrita acicular no metal de solda tem sido cada vez mais
utilizados na fabricação de consumíveis para soldagem. Entre os elementos de liga que
apresentam esta característica, o níquel é o que chama mais atenção.
Como comenta Fortes (2003), para temperaturas de teste abaixo de -30°C, é necessário
o emprego de arames de baixa liga, geralmente ligados ao níquel para melhorar a
tenacidade. Em arames tubulares do tipo 1% Ni e para temperaturas na faixa de -20°C,
podem ser alcançados aumentos na produtividade através de aumentos no aporte
térmico e na taxa de deposição. Nesse caso, a queda na tenacidade que ocorreria nos
metais de solda de aço C-Mn é compensada pelo teor de 1% Ni.
Segundo Utterberg (2002), o aumento do teor de níquel esta associado com o aumento
na tenacidade cuja principal razão é o refino de grãos. Mas Evans (1991) acredita que
em geral a microestrutura que contem maior proporção de ferrita acicular resulta no
metal de solda com valores otimizados de resistência e tenacidade à baixa temperatura.
3.3. Influência da microestrutura na tenacidade
A Sub-comissão IXJ do IIW (1988), desenvolveu, durante a década de 80, um esquema
para a identificação dos microconstituintes de metais de solda ferríticos. Este esquema
descreve os principais microconstituintes e suas sub categorias da seguinte forma:

16
Ferrita Primaria [PF]
Pode ocorrer de das formas, que podem ser contadas independentemente se o operador
se sentir confiante sobre a identificação clara de cada uma delas:
Ferrita de contorno de grão [PF(G)]
Veios ou grãos poligonais de ferrita associados com contornos de grãos austeniticos
primários.
Feririta poligonal intergranular [PF(I)]
Grãos de ferrita usualmente poligonais, localizados dentro de grãos austeniticos
primários, três vezes maiores do que os grãos ou laminas adjacentes de ferrita.
Ferrita Acicular [AF]
Pequen r n s Ae ferriacn Aocac mciadsu localizaãoororcenmárlos Ae grãos austeniticos
primário qaioeigrdeque ferriud
V
ic fuorfo doacusuaco iaasu o dniasu taddeqolrq eqorq An oacuobrnullilarbrr os
ualme o]
Pode ocorrer de das formas, se podem ser co tadas independentemente se o op rador
se sentir co182.87 -19.44 Td(V)Tj8.17082 0 Td(f)Tj3.84737 0 Td(i)Tj3.24622 0 Td(a)Tj5.04967 0 Td(n)Tj5.65082 0 Td(t)Tj3.12599 0 Td(e)Tj5.04967 0 Td( )Tj3.00576 0 Td(s)Tj4.44852 0 Td(o)Tj5.65082 0 Td(b)Tj5.65082 0 Td(r)Tj3.72714 0 Td(e)Tj5.04967 0 Td( )Tj2.88553 0 Td(aTj5.65082 0 Td(e)Tj5.04967 0 Td(n)Tj5.65082 0 Td(d)Tj5.65082 0 Td(e)Tj5.1699 0 Td(n)Tj5.65082 0 Td(t)Tj3.12599 0 Td(i)Tj3.12599 0 Td(f)Tj3.84737 0 Td(i)Tj3.24622 0 Td(c)Tj5.04967 0 Td(a)Tj5.04967 0 Td(ç)Tj5.04967 0 Td(ã)Tj5.1699 0 Td(o)Tj5.65082 0 Td( )Tj2.88553 0 Td(c)Tj5.1699 0 Td(l)Tj3.12599 0 Td(a)Tj5.65082 0 Td(t)Tj3.12714 0 Td(a)Tj5.04967 0 Td( )Tj3.00576 0 Td(d)Tj5.65082 0 Td(e)Tj5.04967 0 Td( )Tj3.00576 0 Td(c)Tj5.04967 0 Td(a)Tj5.04967 0 Td(d)Tj5.65082 0 Td(a)Tj5.1699 0 Td( )Tj2.88553 0 Td(u)Tj5.65082 0 Td(m)Tj8.77681 0 Td(a)Tj5.1699 0 Td( )TTj5.65082 0 d(d)Tj5.65082 0 Td(e)Tj5.04967 0 Td(l)Tj3.24622 0 Td(a)Tj5.04967 0 Td(s)Tj4.40 Td( Td(.)Tj3.00576 2714 0 )Tj-294.925 -19.32 Td( )Tj13.3456 -19.56 Td(F)Tj6.25197 0 Td(e)Tj5.04967 0 Td(r)Tj3.72714 0 Td(r)Tj3.72714 0 Td(i)Tj3.24622 0 Td(t)Tj3.12082 0 Td(s)Tj4.32829 0 Td( )Tj4.68898 0 TTd(d)Tj5.65082 0 d(s)Tj4.44852 0 Td(e)Tj5.04967 0 Td( )Tj3.00082 0 Td(l)Tj3.124967 0 Td(i)Tj3.1967 0 Td(p)Tj5.65082 0 Td(e)Tj5.04829 0 Td(i)Tj3.24622 0 Td(t)Tj3.12082 0 Td(t)Tj3.12082 0 Td(e)Tj5.04967 0 Td(l)Tj3.24082 0 Td(b)Tj5.65082 0 Td(r)Tj3.72714 0 Td(e)Tj5.05082 0 Td(c)Tj5.04967 0 Td(a)Tj5.14967 0 Td(c)Tj5.1h67 0 Td(m)Tj8.89704 0 Td(c)Tj5.04967 0 Td(i)Tj3.1829 0 Td(i)Tj3.24622 0 Td(A)Tj6.85967 0 Td(r)Tj3.72)Tj-294.925 -19.32STj-294.925 -19.32737 0 Td(P)Tj6.251A98 0 T(F)Tj6.25197 0 Td(()Tj3.72714 0 Td(G)Tj8.05543 0 T20.40 1j4.40 Td( D98 0 Tj3.84737 0 358 0 Td(u)Tj5.65082 0 Td(s)Tj4.44645 0 Td(d)Tj5.65082 0 Td(n)Tj5.65082 0 Td(t)Tj3.12852 0 Td( )Tj2.88553 0 Td(f)Tj3.84737 0 Td(o)Tj5.65082 0 Td(r)Tj3.7082 0 Td(n)Tj5.65082 0 Td(a)Tj5.04967 0 Td(f)Tj3.84082 0 Td(u)Tj5.65082 0 Td( )Tj3.00576 0 Td(l)Tj3.12599 0 Td(a)Tj5.04967 0 Td(m)Tj8.89704 0 Td(i)Tj3.12599 0 Td(n)Tj5.65082 0 Td(f)Tj3.84082 0 Td( )Tj3.368553 0 Td(c)Tj5.1699 0 Td(l)Tj3.12599 0 Td(e)Tj5.05082 0 Td(c)Tj5.0699 0 Td( )TTj5.65082 0 d(d)Tj5.65082 0 Td(e)Tj5.04967 0 Td(l)Tj3.24082 0 Td(f)Tj3.84714 0 Td(a)Tj5.04967 0 Td( )Tj3.00576 0 Td(f)Tj3.845082 0 Td(e)Tj5.1699 0 Td( )Tj7.21381 0 Td(f)Tj3.84737 0 Td(e)Tj5.04967 0 Td(r)Tj3.72714 0 Td(r)Tj3.72714 0 Td(i)Tj3.12622 0 Td(o)Tj5.65082 0 Td(e)Tj5.04N98 0 T(F)Tj6.2512829 0 Td(e)Tj5.1699 0 Td(e)Tj5.04699 0 Td(o)Tj5.6699 0 Td( )Tj3.36645 0 Td(d)Tj5.652829 0 Td(e)Tj5.1699 0 Td(e)Tj5.04714 0 Td(a)Tj5.04967 0 Td( )Tj3.00576 0 Td(f)Tj3.84699 0 Td( )Tj3.36082 0 Td(d)Tj5.65082 0 Td(e)Tj5.04967 0 Td(p)Tj5.65599 0 Td(a)Tj5.04967 0 Td(d)Tj5.65082 0 d(e)Tj5.04714 0 Td(a)Tj5.04358 0 Td(u)Tj5.65082 0 Td(a)Tj5.04967 0 Td(d)Tj5.65082 0 d(e)Tj5.045082 0 d(d)Tj5.65â82 0 Td( )Tj3.00576 0 Td(o)Tj5.65967 0 Td(r)Tj3.724967 0 Td(c)Tj5.1699 0 Td( )Tj3.36645 0 Td(d)Tj5.65967 0 Td(i)Tj3.12599 0 Td(d)Tj5.658553 0 Td(c)Tj5.1699 0 Td(l)Tj3.12599 0 Td(e)Tj5.0z98 0 Td(A)Tj6.853]5(e)Tj5.1699 0 Td(n)Tj5.65082 0 T082 0 Td(l)Tj5.65082 0 Td(s)Tj4.32829 0 Td( )Tj4.68898 0 Td(o)Tj5.62714 0 967 0 Td(s)Tj4.44852 0 Td( )Tj3.36645 0 Td(f)Tj3.84737 0 Td(s)Tj4.44852 0 Td( )Tj2.885082 0 Td(d)Tj5.65082 0 Td(e)Tj5.1645 0 Td(e)Tj5.0967 0 Td(s)Tj4.44852 0 Td( )Tj2.885082 0 Td(e)Tj5.1699 0 Td(m)Tj8.77681 0 Td( )Tj3.36645 0 Td(s)Tj4.44852 0 Td(e)Tj5.04967 0 Td(s)Tj4.44852 0 Td( )Tj2.88553 0 Td(m)Tj8.89704 0 Td(a)Tj5.04967 0 Td(i)Tj3.12699 0 Td(s)Tj4.32829 0 Td(,)Tj3.00576 0 Td( )Tj3.36645 0 Td( )Tj3.36645 0 Td(s)Tj4.3476 0 Td( )Tj3.36622 0 Td(a)Tj5.04748.56 Tm( )Tj705622 0 Td(o)Tj5.65082 0 Td(r)Tj3.72STj-294.925 -19.32645 0 Td(q)Tj5.65082 0 Td(o)Tj5.652829 0 Td(e)Tj5.1699 0 Td( )Tj3.36645 0 Td(o)Tj5.65082 0 Td( )Tj3.36645 0 Td(o)Tj5.65082 0 Td(f)Tj3.84699 0 Td( )Tj3.36599 0 Td(z)Tj5.04967 0 Td(a)Tj5.04967 0 Td(i)Tj3.12699 0 Td(r)Tj3.72714 0 Td(n)Tj5.65082 0 Td(i)Tj3.12967 0 Td(s)Tj4.44852 0 Td( )Tj2.88967 0 Td(i)Tj3.12699 0 Td(s)Tj4.322599 0 Td(e)Tj5.1699 0 Td( )Tj3.3082 0 Td(l)Tj3.124967 0 Td(i)Tj3.1699 0 Td(l)Tj3.12599 0 Td(a)Tj5.044967 0 Td(c)Tj5.1622 0 Td(c)Tj5.04599 0 Td(e)Tj5.0967 0 Td(i)Tj3.12599 0 Td(u)Tj5.65082 0 Td(a)Tj5.04967 0 Td(d)Tj5.6699 0 Td(u)Tj5.65082 0 Td(s)Tj4.32082 0 Td(i)Tj3.12599 0 Td(f)Tj3.84714 0 Td( )Tj3.00576 0 Td(c)Tj5.04699 0 Td(m)Tj8.775082 0 Td(e)Tj5.1699 0 Td(r)Tj3.72714 0 Td(r)Tj3.724967 0 Td(i)Tj3.14967 0 Td(a)Tj5.14967 0 Td(c)Tj5.1699 0 Td(u)Tj5.65082 0 Td(s)Tj4.32082 0 Td(u)Tj5.65082 0 Td(e)Tj5.04967 0 Td( )Tj3.36645 0 Td(p)Tj5.65082 0 Td(o)Tj5.6082 0 Td(1)Tj5.65082 0 Td(a)Tj5.04852 0 Td( )Tj2.88967 0 Td(i)Tj3.12699 0 Td(o)Tj5.6j4.929Td(r)Tj3.72714 0 4967 0 Td(i)Tj3.1576 0 Td(s)Tj4.44-67 0 Td(i)Tj3.12599 0 Td(f)Tj3.845082 0 d(d)Tj5.65082 0 Td(e)Tj5.04967 0 Td(l)Tj3.244967 0 Td(d)Tj5.6699 0 Td(r)Tj3.72082 0 Td(t)Tj3.12599 0 Td(i)Tj3.12599 0 Td(t)Tj5.04599 0 Td(e)Tj5.0967 0 Td(s)Tj4.44852 0 Td( )Tj3.00576 0 Td(i)Tj3.12599 0 Td(f)Tj3.84829 0 Td( )Tj4.68898 0 TTd(d)Tj5.6852 0 Td( )Tj3.00576 0 Td(i)Tj3.12082 0 Td(e)Tj5.04967 0 Td( )Tj2.88553 0 Td(f)Tj3.84737 0 Td(e)Tj5.1699 0 Td(r)Tj3.72714 0 Td(r)Tj3.72714 0 Td(s)Tj4.32082 0 Td(e)Tj5.04714 0 Td(a)Tj5.04967 0 Td( )Tj3.00576 0 Td(f)Tj3.84Td(s)Tj4.44852 0 082 0 Td(u)Tj5.65082 0 Td( )Tj3.00699 0 Td(o)Tj5.6699 0 Td( )Tj3.36645 0 Td(d)Tj5.65082 0 Td(d)Tj5.65082 0 Td(u)Tj5.65082 0 Td( )Tj3.00576 0 Td(i)Tj3.12599 0 Td(n)Tj5.65082 0 Td(t)Tj3.24852 0 Td( )Tj2.88553 0 Td(i)Tj3.124967 0 Td(d)Tj5.65082 0 d(d)Tj5.65967 0 Td(r)Tj3.72)Tj-294.925 -19.32STj-294.925 -19.32737 0 Td(P)Tj6.251STj-291317Tj6.25144 0 Td( )Tj/R12 97 0 Td(()Tj3.72714 0 Td(G)Tj8.0557681 0 Td(a)Tj5.1699 0 Td(d)Tj5.65576 0 Td(s)Tj4.44852 0 Td( )Tj2.88553 0 Td(m)Tj8.89829 0 Td(t)Tj3.24622 0 Td(r)Tj3.72714 0 Td(r)Tj3.72714 0 Td(i)Tj3.24622 0 Td(d)Tj5.65Td(r)Tj3.72714 0 4967 0 Td(i)Tj3.1082 0 Td( )Tj3.36645 0 Td(o)Tj5.65082 0 Td(f)Tj3.84681 0 Td(á)Tj5.04967 0 Td(r)Tj3.72082 0 Td(l)Tj3.24622 00 d(d)Tj5.65967 0 Td(r)Tj3.72
P(G88Tj5.04967 0 Td(r)Tj3.72852 0 Td( )Tj2.88553 0 Td(o)Tj5.65082 0 576 0 Td(s)Tj4.44852 0 Td(r)Tj3.7082 0 Td(n)Tj5.65829 0 Td(t)Tj3.24622 0 Td(e)Tj5.04967 0 Td(n)Tj5.65714 0 Td(i)Tj3.24622 00 Td( )Tj2.88553 0 d(r)Tj3.724967 0 Td(c)Tj5.15082 0 Td(e)Tj5.1699 0 Td( )Tj7.21381 0 Td(f)Tj3.84553 0 Td(m)Tj8.89704 0 Td(a)Tj5.04967 0 Td(i)Tj3.12699 0 Td(i)Tj3.12599 0 Td(r)Tj3.72P[(Gt :
Ferriãf ce lipei telbcnsuac mciiie
PF(G]
Ftirias
t teo caoacus
PeVfPee tVfna n ociduons ntadisua maiVfondenin ãon adiiasu tadta drF
G.
Caas c onãf i ue tpetma tenF Pri r[AF
duo rit ntaminaue ferribt ees c madi aco iapet t ferri t dt fs crrrã rcenmt rdrt 4d ibos fuariii
qAn f cmerreVdenn qAo claoacusAVs dertit za f d defurrias s Adalos mitmi a

17
como [FC(P)]. Se o constituinte form menor que as lâminas adjacentes dentro do grão
austenitico primário, deve ser desprezado.
Martencita [M]
Colônias de martencita maiores que lâminas adjacentes de ferrita. Se o operador estiver
seguro, o constituinte pode ser classificado como martensita laminar ou maclada, M(L)
ou M(T).
Segundo Evans (1991) as principais microestruturas encontradas na zona fundida de
aços C-Mn e de baixa liga são: ferrita primária (PF) ferrita com segunda fase (FS),
ferrita acicular (AF) e martensita (M) em alguns casos é possível identificar a microfase
austenita-martensita (A-M). Já Trindade et al. (2005) comentam a ocorrência de bainita
superior FS(A) e inferior FS(NA).
Trindade et al. (2005) e Surian e Vedia (1999), concordam que a microestrutura que
contém maior proporção de ferrita acicular resulta no metal de solda com ótimos valores
de resistência e tenacidade, principalmente para metais de soldada utilizados em aços C-
Mn. Isto é atribuído ao pequeno tamanho de grão (1 a 3µm). Todavia, a predominância
de ferrita acicular na microestrutura não é o único fator para que se possa garantir boa
tenacidade ao impacto.
Isto concorda com o encontrado por Zhang e Farrar (1997) onde a melhor tenacidade é
obtida com um alto volume de ferrita acicular (>60%) mas não o máximo volume
(>80%). Dessa forma, uma microestrutura ótima requer um alto teor de ferrita acicular,
mas não necessariamente o maior. É possível visualizar na Fig. 8 as características de
uma microestrutura composta por ferrita acicular em um metal de solda obtido pelo
processo GMAW.


19
Esse comportamento de metais de solda C-Mn-Ni pode estar relacionado com o fato da
dureza do metal de solda aumentar linearmente com Mn e Ni, que é atribuído
principalmente a maior resistência da solução sólida e, em parte, pela formação de fases
de maior dureza (Evans, 1991 e Kang et al., 2000).
Especificamente, Utterberg e Svensson (2002) relatam que bandas de segregação de
microfases, resultantes da segregação de manganês durante a solidificação, resultam na
deterioração da tenacidade. A quantidade dessas bandas aumenta com o aumento do
teor de níquel. Elas também mudam o caráter da microestrutura, desde que com
aumento do teor de níquel a quantidade de martensita aumenta. O teor de manganês
também influência poderosamente nas bandas de segregação.
Kang et al. (2000) também comentam o efeito condicional do níquel e sua inter-relação
com o manganês: “Variar o teor de níquel influencia a tenacidade cuja extensão
depende do teor de manganês. Para baixo teor de manganês a adição de níquel aumenta
a dureza (resistência) sem sacrificar a tenacidade, enquanto para alto valor de manganês
o níquel deteriora a tenacidade seriamente”.
O mesmo efeito foi relatado por Evans (1991) onde para baixo teor de manganês,
usualmente menor que 1% em peso, o aumento do níquel pode progressivamente
aumentar o volume de ferrita acicular no metal de solda de aço C-Mn. Entretanto,
quando o conteúdo de manganês é alto a ferrita acicular pode ser progressivamente
consumida por martensita e ferrita com segunda fase alinhada.
No mesmo trabalho, é revelado que quando o teor de manganês está em torno de 1,4%
em peso, conhecido como nível ótimo para metal de solda C-Mn, a tenacidade cai
quando o nível de níquel excede 2.25%.
O trabalho realizado por Evans avalia como principal variável a temperatura de
transição dúctil frágil, apesar disso, podemos ver de forma clara a interações entre Ni,
Mn, Nb e V com a tenacidade do metal de solda nas condições como soldado e após
tratamento térmico de alivio de tensões.

20
É complexa a relação entre a composição química e a microestrutura uma vez que
objetivar uma proporção de ferrita acicular suficientemente alta e assegurar a não
formação de martensita, ainda necessariamente não garante uma boa tenacidade. A
inter-relação entre níquel e manganês pode ser visualizada nos gráficos apresentados na
Fig. 9.
Figura 9 - Influência do níquel na tenacidade de Aços C-Mn (Evans, 1991)
Evans (1991) também mostra que um alto conteúdo de níquel e manganês tende a
promover microsegregação de Ni, Mn e Si nas zonas reaquecidas à baixa temperatura
<900°C levando a uma redução de tenacidade. O fato pode ser visto na Fig. 10 que
apresenta um gráfico onde foi aplicado tratamento térmico para alívio de tensões,

21
resultando na redução da tenacidade, que se mostra mais acentuada para o metal com
altos teores de Ni e Mn.
Figura 10 - Influência do níquel e manganês na tenacidade após TTAT (Evans, 1991)
3.3.2. Efeitos do nióbio e vanádio
O efeito dos elementos de liga nos aços microligados como Nb, V, Al e Ti devem ser
considerados uma vez que devido à diluição eles podem estar presentes no metal de
solda em concentrações de 0,02 a 0,03 % em peso principalmente para Nb e até maiores
para V.
O nióbio combina fortemente com o carbono precipitando NbC à temperaturas abaixo
de 1000°C. Esses carbonetos são freqüentemente observados durante o reaquecimento,
por exemplo, durante tratamento térmico de alívio de tensões ou em soldagens
multipasses (Babu et al., 2001).
O nióbio ocasiona uma deterioração acentuada da tenacidade em ambas as condições,
como soldado e após tratamento térmico de alívio de tensões. Esta influência negativa
do nióbio é aproximadamente a mesma para todos os níveis de manganês, dessa forma,
deve-se manter o teor de nióbio o mais baixo possível (Evans, 1993a). O efeito do
nióbio na tenaciadade do metal de solda C-Mn (1.8% Mn) nas condições como soldado
e após tratamento térmico pode ser visto na Fig. 11.

22
Figura 11 - Influência do nióbio na tenacidade (Evans, 1993a)
Já o vanádio combina com o carbono e nitrogênio para precipitar como V(C,N) em
temperaturas abaixo de 800°C, assim como o nióbio, mas a precipitação é raramente
relacionada com o resfriamento do metal de solda, mas freqüentemente observada no
reaquecimento (Easterling, 1992).
O efeito positivo do vanádio como formador de ferrita acicular é inibido pela
precipitação de V(C,N) que, assim como para o carboneto de nióbio, aumenta o limite
de resistência a tração do metal de solda, particularmente se o reaquecimento for
necessário, mas isso é prejudicial à tenacidade (Easterling, 1992). O efeito do vanádio
no metal de solda C-Mn (0.65% Mn) nas condições como soldado e após tratamento
térmico pode ser visto na Fig. 12.
Figura 12 - Influência do vanádio na tenacidade de aços C-Mn (baixo Mn) (Evans, 1993b)

23
O aumento do teor de vanádio resulta em uma tendência à fragilização quando aplicado
tratamento térmico de alívio de tensões, mas não afeta na condição como soldado. É
observado que a fragilização do metal de solda após tratamento térmico se apresenta
mais acentuada para altos conteúdos de Mn (Evans, 1993b). O efeito do vanádio no
metal de solda C-Mn (1.8% Mn) nas condições como soldado e após tratamento térmico
pode ser visto na Fig. 13.
Figura 13 - Influência do vanádio na tenacidade de aços C-Mn (alto Mn) (Evans, 1993b)
Apesar de todas as informações encontradas nas bibliografias apresentadas ainda são
poucos os trabalhos que avaliam o fenômeno de redução da tenacidade em soldas
realizadas com arames tubulares rutílicos. O trabalho de Evans, por exemplo, é baseado
em soldas realizadas com eletrodos revestido básicos e como dito anteriormente avalia
principalmente a temperatura de transição dúctil frágil.

24
4. METODOLOGIA EXPERIMENTAL
Neste capítulo serão apresentados os materiais, os equipamentos e a metodologia
empregados neste trabalho.
4.1. Materiais
No desenvolvimento deste trabalho foram utilizados quatro tipos de arames tubulares
rutílicos de 1,2mm de diâmetro. Estes arames tubulares foram disponibilizados pela
ESAB S.A Ind e Com., cujos nomes comerciais são: OK TUBROD 81Ni1ULTRA,
FILARC PZ 6138SR, FILARC PZ 6116S e OK TUBROD 15.11. Os quais resultam em
metal depositado com teores de níquel entre 0,8 e 1,1% para os dois primeiros e entre
1,0 a 2,0% e 1,75 a 2,75% para os demais.
As composições químicas especificadas para os arames tubulares, segundo ASME SFA
5.29 (2005) (FCAW – Flux Cored Arc Welding -Low Alloy) estão apresentadas na Tab.
I, onde valores simples indicam teores máximos permitidos. De acordo com esta norma,
os arames são classificados como E81T1-Ni1, E81T1-Ni1MJ, E81T1-K2 e E81T1-Ni2,
respectivamente.
Tabela I: Composição química dos arames tubulares segundo ASME SFA 5.29 (2005)
Material C(%) Si(%) Mn(%) P(%) S(%) Ni(%) Cr(%) Mo(%) V(%) Nb(%)
E81T1-Ni1
E81T1-Ni1MJ 0,12 0,80 1,50 0,030 0,030
0,80
1,10 0,15 0,35 0,05 -
E81T1-K2 0,15 0,80 0,50
1,75 0,030 0,030
1,00
2,00 0,15 0,35 0,05 -
E81T1-Ni2 0,12 0,80 1,50 0,030 0,030 1,75
2,75 - - - -

25
Os quatro arames tubulares apresentam características similares no que diz respeito às
propriedades mecânicas requeridas para o metal depositado e devem atender à norma
ASME SFA 5.29 (2005) neste requisito, conforme a Tab. II.
Tabela II: Propriedades mecânicas mínimas exigidas (ASME SFA 5.29, 2005)
Material E81T1-Ni1 E81T1-Ni1MJ E81T1-K2 E81T1-Ni2
Limite de Escoamento (MPa) 550
Limite de Resistência à Tração (MPa) 470
Alongamento (%) 19
Resistência ao Impacto(J) 27
Temperatura de ensaio (°C) -29 -40 -29 -29
O arame tubular FILARC PZ 6138SR (E81T1-Ni1MJ) segue a mesma especificação de
composição química descrita para o arame tubular OK TUBROD 81Ni1ULTRA
(E81T1-Ni1), eles se diferenciam unicamente no requisito de tenacidade ao impacto
onde o sufixo J indica que o teste deve ser realizado à temperatura 11�C inferior a
exigida para o arame E81T1-Ni1.
O arame tubular FILARC PZ 6138SR foi selecionado para o presente estudo por ter
sido desenvolvido especificamente para aplicações onde é requerido tratamento térmico
de alívio de tensões sem perda das características de tenacidade à baixa temperatura.
Enquanto que o arame OK TUBROD 81Ni1ULTRA é um produto “standard”
desenvolvido para atender as especificações da norma ASME. Os arames FILARC PZ
6116S e OK TUBROD 15.11 foram selecionados por apresentarem no metal
depositados teores de Ni nas faixas de interesse deste trabalho.
Os gases de proteção foram selecionados seguindo as orientações do fabricante do
consumível, podendo ser CO2 ou mistura de gases na proporção 75% Ar e 25% CO2.
Especificamente para o OK TUBROD 81Ni1Ultra e PZ 6116S foi utilizado CO2,
enquanto que para o PZ 6138SR e OK TUBROD 15.11 foi utilizado a mistura de gases.

26
Este trabalho foi dividido em duas etapas:
1. Confecção de corpos de provas soldados em chapas de aço de 19mm de espessura
conforme especificação da norma ASME SFA 5.29 (2005).
2. Confecção de corpos de prova soldados em chapas de aço de 50mm de espessura
conforme especificação da norma Petrobrás N-1859 (1996).
Estas normas foram selecionadas por suas características, a primeira pelo fato
de ser a mais utilizada para a classificação e homologação de consumíveis para
soldagem. A segunda por ser a norma utilizada nas principais obras no setor naval e
“offshore”, em andamento no Brasil, para seleção de consumíveis para soldagem. As
exigências quanto à resistência ao impacto da norma Petrobras estão apresentadas na
Tab. III.
Tabela III: Resistência ao impacto, mínimos exigidos (Petrobrás N-1859, 1996)
Material Temperatura de
ensaio (°C) Média (J) Valor Individual (J)
Consumíveis classe 80/90 Ksi Temperatura de
projeto -30°C 67 � 47
A temperatura de projeto considerada durante a realização deste trabalho foi de 0°C,
resultando em uma temperatura de ensaio de resistência ao impacto de -30°C.
Para a confecção de corpos de prova segundo a norma ASME SFA 5.29 (2005) foram
utilizadas chapas aço ASTM A36 com de 19mm de espessura por 300mm de
comprimento por 150 mm de largura.
Já para a confecção de corpos de prova segundo a norma Petrobrás N-1859 (1996)
foram utilizadas chapas aço ASTM A516 grau 70 com 50mm de espessura por 660mm
de comprimento e 152mm de largura.

27
Essas dimensões foram adotadas uma vez que não seriam retirados corpos de prova
para o ensaio CTOD, dessa forma, as chapas tinham aproximadamente a metade do
comprimento especificado na norma Petrobrás N-1859 (1996). A composição química
das chapas de aço ASTM A36 e ASTM A516 grau 70 estão mostrados na Tab. IV.
Tabela IV: Composição química das chapas de aço (Especificação* x Real) ( *Bringas, 2004)
Material C(%) Si(%) Mn(%) P(%) S(%) Ni(%) Cr(%) Mo(%) V(%) Nb(%)
A36 0,25 0,40 - 0,040 0,050 - - - - -
Encontrado 0,12 0,04 0,43 0,016 0,006 0,02 0,013 0,00 0,013 0,042
A516-70 0,30 0,15
0,40
0,85
1,20 0,035 0,035 - - - - -
Encontrado 0,15 0,18 1,00 0,017 0,09 0,02 0,003 0,002 0,014 0,043
Apesar de não esperado, foram encontrados valores relativamente altos de Vanádio e
Nióbio, estes valores foram confirmados por análise química via úmida e leitura em
aparelho de absorção atômica.
De qualquer forma, durante a preparação para a soldagem dos corpos de prova
conforme especificação da norma ASME SFA 5.29 (2005) foi realizado o
amanteigamento das chapas e da face dos “cobre junta” utilizados. Este amanteigamento
trata-se da cobertura das superfícies com metal de solda do mesmo tipo a ser utilizado
na confecção do corpo de prova. A finalidade deste amanteigamento é reduzir a diluição
dos cordões de solda próximos à chapa e ao cobre junta.
A Tab. V mostra os requisitos de propriedades mecânicas para as chapas de aços ASTM
A36 e ASTM A516 grau 70.

28
Tabela V: Proprieda4i

29
Figura 15 - Esquema da soldagem da junta segundo ASME SFA 5.29 (2005)
Para facilitar o entendimento de todos os testes realizados, a nomenclatura atribuída aos
arames tubulares está mostrada na Tab. VI.
Tabela VI: Nomenclatura utilizada - CPs ASME
Arame Tubular Nome Comercial Classificação ASME SFA
5.29 (2005)
ATR1 OK Tubrod 81Ni1Ultra E81T1-Ni1
ATR2 PZ 6138 SR E81T1-Ni1 MJ
ATR3 PZ 6116 S E81T1-K2
ATR4 OK Tubrod 15.11 E81T1-Ni2
Os parâmetros de soldagem utilizados estão apresentados na Tab. VII.
Tabela VII: Parâmetros de soldagem utilizados na confecção das amostras
Parâmetro\ Amostra ATR1 ATR2 ATR3 ATR4
Corrente (A) 270 229 253 240
Tensão (V) 29 29 29 28
Temperatura Interpasse (°C) 166 166 166 166
Velocidade de soldagem (mm/s) 6,35 6,32 6,23 6,57
Aporte Térmico (kJ/mm) 1,23 1,12 1,18 1,02

30
A segunda etapa do trabalho é baseada na norma Petrobrás N-1859 (1996) e se inicia
com a soldagem manual de duas amostras para cada um dos três arames tubulares que
apresentaram melhores resultados de resistência ao impacto na primeira etapa do
trabalho. A geometria da junta foi preparada com chanfro em X com 3mm de nariz e
3mm de abertura na raiz, que pode ser visualizada na Fig. 16.
Figura 16 - Esquema da junta segundo Petrobrás N-1859D (1996)
Para facilitar o entendimento de todos os testes realizados, a nomenclatura atribuída às
amostras está mostrada na Tab. VIII.
Tabela VIII: Nomenclatura utilizada - CPs N-1859
Arame Tubular Seqüência de Soldagem Nome Comercial Classificação ASME SFA
5.29 (2005)
ATR1A Alternada OK Tubrod 81Ni1Ultra E81T1-Ni1
ATR1C Continua OK Tubrod 81Ni1Ultra E81T1-Ni1
ATR2A Alternada PZ 6138 SR E81T1-Ni1 MJ
ATR2C Contínua PZ 6138 SR E81T1-Ni1 MJ
ATR3A Alternada PZ 6116 S E81T1-K2
ATR3C Contínua PZ 6116 S E81T1-K2
A soldagem foi realizada na posição vertical ascendente com três filetes por camada de
enchimento e quatro filetes nas camadas de acabamento. As amostras foram preparadas
variando apenas a seqüência de passes. Foi denominada seqüência de soldagem
alternmada aquela onde a partir da quarta camada de solda, onde esta é formada por três

31
cordões de solda, o último cordão foi realizado no centro, o esquema da realização
destas amostras pode ser visto Fig. 17. Foi denominada de seqüência de soldagem
contínua onde os cordões de solda foram realizados sempre da esquerda para direita,
como pode ser visto na Fig. 18. Em ambas as FIGuras não foram levados em
consideração a fusão da chapa nem a refusão dos cordões de solda.
Figura 17 - Seqüência alternada (A)
Os parâmetros de soldagem utilizados na confecção das amostras em seqüência
alternada estão mostrado na Tab. IX.
Tabela IX: Parâmetros utilizados na confecção das amostras em seqüência alternada
Parâmetro\ Amostra Lado A ATR1A
Lado B ATR1A
Lado A ATR2A
Lado B ATR2A
Lado A ATR3A
Lado B ATR3A
Corrente (A) 210 200 223 214 188 187
Tensão (V) 28 28 26 26 27 28
Temperatura Interpasse (°C) 165 165 165 165 165 165
Velocidade de soldagem (mm/s) 3,80 3,67 4,04 4,17 3,88 3,84
Aporte Térmico (kJ/mm) 1,54 1,50 1,46 1,34 1,33 1,33

32
Figura 18 - Seqüência contínua (C)
Os parâmetros de soldagem utilizados na confecção das amostras em seqüência
continua são apresentados na Tab. X.
Tabela X: Parâmetros utilizados na confecção das amostras em seqüência continua
Parâmetro\ Amostra Lado A ATR1C
Lado B ATR1C
Lado A ATR2C
Lado B ATR2C
Lado A ATR3C
Lado B ATR3C
Corrente (A) 192 188 215 211 185 185
Tensão (V) 27 28 26 26 29 28
Temperatura Interpasse (°C) 165 165 165 165 165 165
Velocidade de soldagem (mm/s) 3,47 3,67 4,14 4,40 3,81 3,87
Aporte Térmico (kJ/mm) 1,50 1,44 1,37 1,26 1,40 1,35
Para a soldagem das amostras em chapas espessas, estas foram travadas com a
utilização de “cachorros” como pode ser visto na Fig. 19, a inclinação aplicada aos
cachorros tem a finalidade de reduzir as tensões residuais.

33
Figura 19 - Foto da montagem segundo norma Petrobrás N-1859 (1996)
Em todas amostras soldadas em chapas espessas foram utilizados cobre junta cerâmico
para melhorar as características do passe de raiz. A soldagem foi realizada por apenas
um soldador, iniciando pelo do lado A, com os “cachorros” fixados no lado B. Após a
soldagem completa do lado A, foram removidos os “cachorros” do lado B para permitir
que, com a utilização de uma esmerilhadeira, fosse extraído totalmente o primeiro passe
de solda evitando o envelhecimento da raiz. Em seguida, os cachorros foram fixados no
lado A sendo então realizada a soldagem do lado B. Este procedimento foi repetido na
preparação de todas amostras.
4.3. Tratamento térmico após soldagem
O tratamento térmico aplicado nas duas etapas do trabalho foi determinado de acordo
com a norma Petrobrás N-1859 (1996), ou seja, mínimo de 2 minutos na temperatura de
patamar de 600°C ± 20°C, para cada milímetro de espessura da chapa. No caso do corpo
de prova segundo a norma ASME SFA 5.29 (2005), 38 minutos e segundo norma
Petrobrás N-1859 (1996), 100 minutos (uma hora e quarenta minutos).
4.4. Preparação dos corpos de prova para os testes mecânicos
As amostras preparadas conforme a primeira etapa do trabalho foram cortadas como
mostrado nas Figs. 20 e 21. A seção correspondente ao corte A-A foi dividida ao meio
de forma que se pudesse permitir que uma metade fosse tratada termicamente para
alívio de tensões.

34
Figura 20 - Local de retiradas dos CPs ao longo da amostra (ASME SFA 5.29, 2005)
Figura 21 - Localização dos CPs (ASME SFA 5.29, 2005)
Dessa forma, os corpos de prova para ensaio Charpy-V (10 x 10 x 55)mm puderam ser
ensaiados em duas condições, como soldado (CS) e após tratamento térmico de alívio de
tensões (CT). Além dos corpos de prova para ensaio Charpy-V, um corpo de prova para
ensaio de tração, com seção reduzida de 12,7mm, também foi preparado e ensaiado,
mas apenas na condição CS. As dimensões das chapas e o posicionamento dos corpos
de provas em relação ao cordão de solda também podem ser vistos nas Figs. 20 e 21.
Já as amostras preparadas de acordo com a norma Petrobras N-1859 (1996) foram
ensaiadas nas duas situações CS e er atentodos cordos
d provos ( Tj2453059 0 Td(o)Tj5.65082 0 Td(6)Tj5.65082 0 Td(o)Tj5.65082 0 Td( )Tj3.60691 0 Td(p)Tj5.65082 0 Td(a)Tj5.04967 0 Td(r)Tj3.72714 0 TdS ensato de Td(e)Tj5.04967 0 Td(t)Tj3.24622 0 Td(u)Tj5.65082 0 Td(a)Tj5.04967 0ãTd(r)Tj3.72714 Td(d)Tj5.65082 0 Td(o)Tj43.72714 qTd( )Tj3.60691 0 Td(d)Tj5.65082 0 Td(u)Tj5.65082 0 Td(e)Tj5.1699 0 Td(n)Tj5.65082 0 Td(t)Tj3.12599 0 Td(o)Tj43.72714 Td( )Tj3.60691 0 Td(p)Tj5.65079 0 Td(a)Tj5.1699 0 Td(r)Tj3.72714 0 Td(0)Tj4825197 0 Td( )Tj3.60691 0 Td(e)Tj5.04967 0 Td(n)Tj5.65082 0 Td(s)Tj4.44852 0 Td(a)Tj5.65082 0 Td(t)Tj3.12599 0 Td(0)Tj4825197 0 Td( )Tj2.88553 0 Td(C)Tj7.5745 0 Td(h)Tj5.65082 0 Td(a)Tj5.04967 0 Td(r)Tj3.72714 0 Td(p)Tj5.65082 0 Td(y)Tj5.53059 0 Td(-)S0-reõerm0 form0 pr aauradtendpatormenroe para

35
corpos de provas em relação ao cordão de solda estão mostrado nas Figs. 22 a 25 onde
as medidas estão em milímetros:
Figura 22 - Distribuição dos CPs segundo a norma Petrobrás N-1859 (1996)
Figura 23 - Posição de retirada dos CPs de Tração (Petrobrás N-1859, 1996).
Figura 24 - Posição de retirada dos CPs de Charpy-V (Petrobrás N-1859, 1996)


37
5. RESULTADOS E DISCUSSÃO
5.1. Corpos de prova conforme norma ASME SFA 5.29
Após a realização do ensaio de tração, cujos resultados serão apresentados mais à frente,
foi retirada uma seção transversal ao corpo de prova para a realização da análise quanto
às composição química, dureza e microestrutura, como mostrado na Fig. 25. Os
resultados de composição química encontrados estão apresentados na Tab. XI.
Tabela XI: Composição química do metal de solda - CPs ASME
Material C(%) Si(%) Mn(%) P(%) S(%) Ni(%) Cr(%) Mo(%) V(%) Nb(%) C.E.(%)
ATR1 0,03 0,39 1,09 0,015 0,008 0,97 0,014 0,005 0,017 0,049 0,2854
ATR2 0,05 0,32 1,13 0,013 0,009 0,93 0,015 0,009 0,019 0,045 0,3099
ATR3 0,05 0,29 1,05 0,018 0,008 1,23 0,025 0,008 0,036 0,056 0,3200
ATR4 0,03 0,40 0,93 0,015 0,009 2,48 0,022 0,008 0,021 0,053 0,3617
O calculo de Carbono Equivalente (C.E.) foi baseado na EQUAÇÃO (1), que pode ser
vista abaixo:
C.E. = %C + %Mn/6 + %Mo/4 + %Cr/5 + %Ni/15 + %Cu/15 + %P/3
O metal de solda dos arames tubulares ATR2 e ATR3 apresentaram valores de níquel
inferiores aos esperados, mas ainda dentro do especificado para estes consumíveis na
norma ASME SFA 5.29 (2005).
Após a soldagem das amostras, estas foram preparadas para avaliação das propriedades
mecânicas, sendo retirado de cada amostra, um corpo de prova (CP) para ensaio de
tração, cujos resultados estão apresentados na Tab. XII.

38
Tabela XII: Resultados dos ensaios de tração - CPs ASME
Consumível Limite de Resistência à
Tração (MPa)
Limite de Escoamento
(MPa)
Alongamento
(%)
ATR1 607 570 30
ATR2 567 503 30
ATR3 620 590 27
ATR4 673 635 25
Pode-se perceber que quanto maior o teor de níquel no metal depositado maiores são os
valores dos limites de resistência e escoamento. Da mesma forma, há uma redução do
alongamento com o aumento de níquel no metal de solda. Entretanto, quando se analisa
o valor do C.E. percebe-se que, apesar de apresentar o menor valor para este parâmetro,
o CP ATR1 apresenta valores de limite de resistência à tração e escoamento superiores
ao CP ATR2, que apresenta valor do C.E. 8,5% mais alto. O elemento que mais
interferiu no resultado do C.E. entre os CPs soldados com estes dois arames foi o
próprio carbono. Mas, não participa da equação do C.E. o Si, cujo teor no CP ATR1 é
praticamente 22% mais alto que no CP ATR2, este elemento juntamente com o maior
teor de Ni, podem ser os responsáveis pelo maior valor encontrado para os limite de
resistência à tração e escoamento para o CP ATR1.
Após a análise química das trações, procedeu à medição da dureza dos corpos de prova,
os valores encontrados estão apresentados na Tab. XIII.
Tabela XIII: Resultados da Medição de Dureza - CPs ASME
Consumível Dureza
(HRb)
Desvio
Padrão
ATR1 94 1,4
ATR2 90 1,6
ATR3 94 1,7
ATR4 99 0,5

39
O CP ATR2 apresentou o menor resultado de dureza do metal depositado, o que
coincide com o encontrado nos limites de escoamento e resistência. O CP ATR1
apresentou o mesmo valor que o CP ATR3 apesar de apresentar menos elementos de
liga. Já o CP ATR4 apresentou dureza 10% maior que o encontrado para o CP ATR2.
Novamente quando se analisa o valor do C.E. percebe-se que, apesar de apresentar o
menor valor para este parâmetro, o CP ATR1 apresenta valores dureza superiores ao CP
ATR2, como comentado anteriormente este resultado pode estar relacionado com o
maior teor de Si e Ni apresentados no CP ATR1.
O passo seguinte foi a realização da avaliação microestrutural das regiões colunares
(RC) e a medição das frações recristalizadas (FR) obtida de acordo com a EQUAÇÃO
(2), onde (ARR) é a área de cada região recristalizada e (At) é a área total. As medições
das frações recristalizadas foram realizadas com a utilização do software Quanticov.
Foram realizadas três medições em cada macrografia e o resultado determinado através
da média destes três valores.
FR = �ARR x 100 At
As regiões colunares e recristalizadas podem ser vistas na Fig. 26. Para cada uma das
amostras foi preparada uma micrografia. Uma vez que o CP é completamente de metal
de solda não houve preocupação quanto onde fotografar, o objetivo foi identificar
regiões colunares e recristalizadas bem definidas para micrografias, o que pode ser
visualizado nas Figs. 27 a 30.
Figura 26 - Regiões Colunares e Recristalizadas (7x)
RC
RR

40
Figura 27 - ATR1 Região Colunar (500x) - CPs ASME
Figura 28 - ATR2 Região Colunar (500x) - CPs ASME
FP
AF
FS
FS
FP
AF

41
Figura 29 - ATR3 Região Colunar (500x) - CPs ASME
Figura 30 - ATR4 Região Colunar (500x) - CPs ASME
FS FP
AF
FS
FP
AF

42
A análise quantitativa das micrografias de cada corpo de prova, esta apresentada na Tab.
XIV.
Tabela XIV: Análise microestrutural quantitativa - CPs ASME
Amostra ATR1 ATR2 ATR3 ATR4
FP(%) 27 23 46 37
FS(%) 28 20 10 18
AF(%) 45 57 44 45
Na região colunar não se percebe o efeito do níquel como formador de ferrita acicular
uma vez que o CP ATR2 apresentou o maior valor de ferrita e o menor valor de Ni no
metal de solda. Os demais CPs apresentaram praticamente a mesma fração deste
constituinte. O resultado apresentado pelo CP ATR2 irá coincidir com os resultados de
tenacidade que serão apresentados mais à frente.
A análise da Fração Recristalizada não apresentou grandes variações entre os quatros
CPs como pode ser visto na Tab. XV. Este fato está relacionado com o fato do mesmo
procedimento de soldagem ter sido empregado em todas as amostras.
Tabela XV: Fração recristalizada - CPs ASME
Amostra ATR1 ATR2 ATR3 ATR4
FR(%) 55,24 56,02 59,59 53,21
Desvio Padrão 0,82 0,53 0,03 0,75
O ensaio de resistência ao impacto Charpy-V, foi realizado em duas situações, como
soldado (CS) e após tratamento térmico de alívio de tensões (CT), a temperatura de
ensaio foi selecionada de acordo com a especificação da norma ASME SFA 5.29
(2005). Em cada situação foram testados 5 CPs de cada amostra, os valores estão
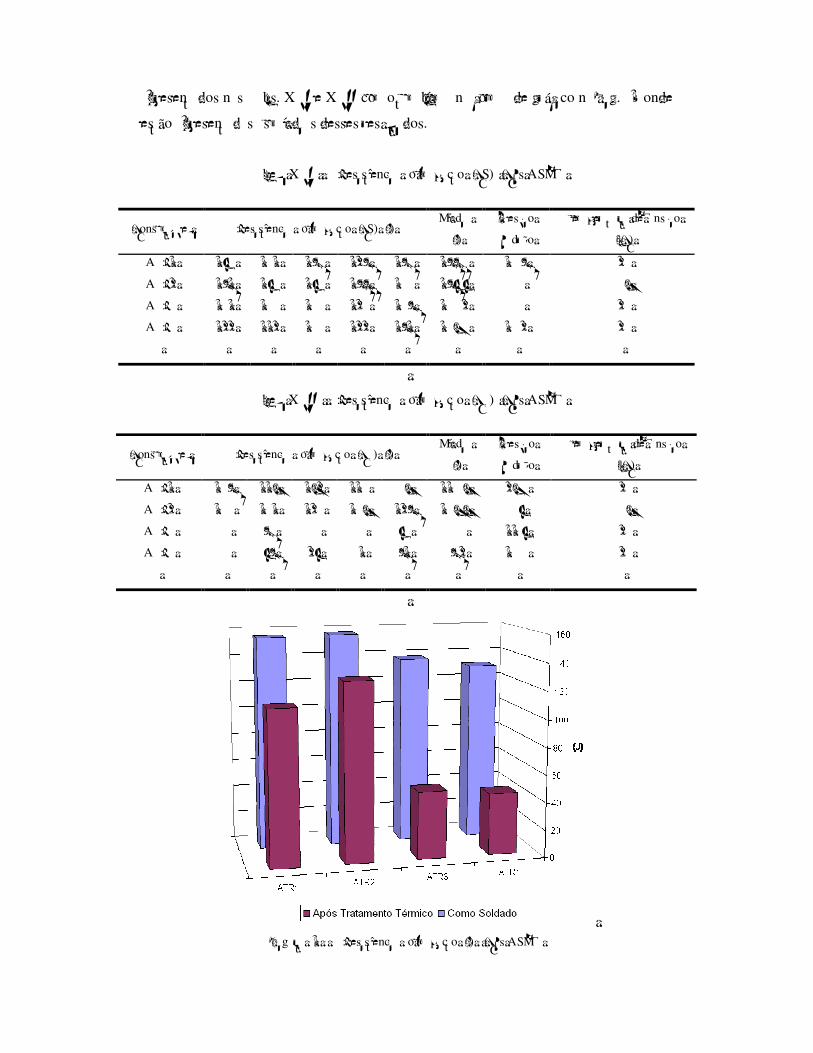
43
apresentados nas Tabs. XVI e XVII como também, na forma de gráfico na Fig. 31 onde
estão apresentadas as médias desses resultados.
Tabela XVI: Resistência ao Impacto (CS)- CPs ASME
Tabela XVII: Resistência ao Impacto (CT)- CPs ASME
Figura 31 - Resistência ao Impacto (J) - CPs ASME
Consumível Resistência ao Impacto (CS) (J) Média
(J)
Desvio
Padrão
Temperatura de Ensaio
(°C)
ATR1 169 171 153 125 159 155,4 18,5 -29
ATR2 151 167 163 155 147 156,6 8,3 -40
ATR3 131 147 139 124 145 137,2 9,7 -29
ATR4 122 112 147 122 151 130,8 17,2 -29
Consumível Resistência ao Impacto (CT) (J) Média
(J)
Desvio
Padrão
Temperatura de Ensaio
(°C)
ATR1 145 110 102 118 90 113,0 20,7 -29
ATR2 137 131 127 130 125 130,0 4,6 -40
ATR3 39 53 49 39 67 49,4 11,6 -29
ATR4 43 65 26 41 51 45,2 14,3 -29

44
Para todos os arames tubulares a situação após tratamento térmico de alívio de tensões
apresentou resultados de resistência ao impacto pior, quando comparado com a
condição como soldado. A redução da tenacidade foi mais acentuada para os arames
com maior quantidade de elementos de liga conseqüentemente maior C.E., ATR3 e
ATR4, onde a redução da resistência ao impacto foi em torno de 65%, apresentando na
condição como soldado valores de 137,2 e 130,8J e na condição após tratamento
térmico de alívio de tensão 49,4 e 45,2J respectivamente. Apesar da pequena diferença
entre eles, o arame ATR4 não foi soldado na condição de chapas espessa devido ao pior
resultado apresentado. O arame tubular ATR2 apresentou maior resultado de tenacidade
nas duas situações (CS) e (CT) apesar do ensaio ter sido realizado a temperatura 11°C
inferior aos demais arames.
5.2. Corpos de prova conforme norma Petrobrás N-1859
Após a soldagem dos corpos de prova segundo a norma Petrobrás N-1859 (1996), estes
foram preparados para avaliação das propriedades mecânicas nas condições como
soldado (CS) e após tratamento térmico de alívio de tensões (CT), os resultados
apresentados neste trabalho são referentes a corpos de prova retirados no lado A das
amostras, os resultados de ensaio de resistência ao impacto Charpy-V dizem respeito a
CPs retirados a 2mm da superfície da chapa.
Após a realização do ensaio de tração, foi retirada uma seção transversal de cada corpo
de prova para a realização da análise quanto à composição química, dureza e
microestruturas. Os resultados de composição química encontrados estão apresentados
na Tab. XVIII.
Tabela XVIII: Composição química do metal de solda - CPs N-1859
Material C(%) Si(%) Mn(%) P(%) S(%) Ni(%) Cr(%) Mo(%) V(%) Nb(%) C.E.(%)
ATR1 0,07 0,39 1,23 0,021 0,009 0,99 0,017 0,008 0,017 0,040 0,3534
ATR2 0.08 0.30 1.14 0.017 0.010 0.85 0.016 0.01 0.018 0,034 0,3381
ATR3 0.08 0.35 1.19 0.021 0.010 1.58 0.025 0.012 0.017 0,043 0,3986

45
Os valores de nióbio e vanádio não apresentam diferenças significativas, mas são teores
suficientemente altos para afetar as propriedades são da ordem de PPM, o método de
análise por emissão atômica não seja o mais indicado, devendo, por exemplo, recorrer à
fluorescência de Raios-X para proceder a uma avaliação mais criteriosa, infelizmente
não foi possível a utilização deste recurso neste trabalho. Os resultados de propriedades
mecânicas obtidos podem ser visualizados na Tab. XIX:
Tabela XIX: Resultados dos ensaios de tração - CPs N-1859
Amostra
Limite de
Resistência
à Tração
CS (MPa)
Limite de
Escoamento CS
(MPa)
Alongamento
CS (%)
Limite de
Resistência
à Tração
CT (MPa)
Limite de
Escoamento
CT (MPa)
Alongamento
CT (%)
ATR1A 629 566 30 617 542 26
ATR1C 629 579 27 635 566 26
ATR2A 576 495 27 566 478 30
ATR2C 608 552 27 563 469 32
ATR3A 667 616 25 665 601 26
ATR3C 658 608 26 684 572 27
Todos arames tubulares apresentam uma pequena redução no limite de escoamento na
condição CT, esta se mostra mais acentuada no arame ATR2 quando a seqüência de
soldagem é contínua.
O arame tubular ATR3 apresenta um aumento na ordem de 25MPa no limite de
resistência na condição CT quando a seqüência de soldagem é contínua, mas se mantém
estável quando soldado na seqüência alternada. Já para o ATR2, em ambas as
seqüências de soldagem, há uma redução do limite de resistência na condição CT que se
apresenta mais acentuada para a seqüência contínua, este arame tubular apresenta os
menores valores de limite de resistência em todas as condições. Este comportamento é
consistente com os valores de C.E. apresentados.
O arame tubular ATR2 apresenta um aumento no alongamento na condição CT em
ambas situações de seqüência de soldagem; enquanto que para o ATR1 há uma redução
no alongamento sendo esta mais acentuada na seqüência de soldagem contínua. O

46
ATR3 se mantém praticamente estável em todas as condições, com uma leve tendência
de apresentar um melhor resultado na soldagem em seqüência contínua.
Após as análises químicas, procedeu-se à medição da dureza dos corpos de prova, os
valores encontrados estão apresentados na Tab. XX.
Tabela XX: Resultados da Medição de Dureza - CPs N-1859
Amostra Dureza CS
(HRb)
Desvio Padrão
Dureza CT
(HRb)
Desvio Padrão
ATR1A 91 0,6 91 2,5
ATR1C 94 1,5 89 3,6
ATR2A 87 2,0 86 1,2
ATR2C 90 2,5 88 0,6
ATR3A 95 0,6 95 2,1
ATR3C 92 2,5 94 0,6
O arame ATR3 apresenta um pequeno aumento na dureza na condição CT e na
seqüência de soldagem contínua, mas se mantém estável na seqüência alternada. As
amostras ATR1 e ATR2 apresentam redução no valor de dureza na condição CT, esta
redução é mais acentuada na seqüência de soldagem contínua nas duas amostras.
O passo seguinte foi à realização da avaliação microestrutural da região colunar (RC),
para cada uma das situações de seqüência de passes e com ou sem tratamento térmico
de alívio de tensões foi preparada uma micrografia. Uma vez que o CP é completamente
de metal de solda não houve preocupação quanto onde fotografar, o objtivo foi
identificar regiões colunares bem definidas para micrografias, estas podem ser
visualizadas nas Figs. de 32 a 43.

47
Figura 32 - ATR1A Região Colunar (CS) (500x) - CPs N-1859
Figura 33 - ATR1A Região Colunar (CT) (500x) - CPs N-1859
FS
FP AF
FS
FP
AF

48
Figura 34 - ATR1C Região Colunar (CS) (500x) - CPs N-1859
Figura 35 - ATR1C Região Colunar (CT) (500x) - CPs N-1859
FS
FP
AF
FS
FP
AF

49
Figura 36 - ATR2A Região Colunar (CS) (500x) - CPs N-1859
Figura 37 - ATR2A Região Colunar (CT) (500x) - CPs N-1859
FS
FP
AF
FS
FP
AF

50
Figura 38 - ATR2C Região Colunar (CS) (500x) - CPs N-1859
Figura 39 - ATR2C Região Colunar (CT) (500x) - CPs N-1859
FS
FP
AF
FS
FP
AF

51
Figura 40 - ATR3A Região Colunar (CS) (500x) - CPs N-1859
Figura 41 - ATR3A Região Colunar (CT) (500x) - CPs N-1859
FS
FP
AF
FS
FP
AF

52
Figura 42 - ATR3C Região Colunar (CS) (500x) - CPs N-1859
Figura 43 - ATR3C Região Colunar (CT) (500x) - CPs N-1859
FS FP
AF
FS
FP AF

53
A análise quantitativa das micrografias de cada amostra está apresentada na Tab. XXI.
Tabela XXI: Análise microestrutural quantitativa - CPs N-1859
Amostra FP (%) FS (%) AF (%)
ATR1A RC (CS) 35 30 35
ATR1A RC (CT) 32 33 35
ATR1C RC (CS) 42 27 31
ATR1C RC (CT) 31 39 30
ATR2A RC (CS) 38 33 29
ATR2A RC (CT) 34 40 26
ATR2C RC (CS) 36 34 30
ATR2C RC (CT) 41 28 31
ATR3A RC (CS) 22 21 58
ATR3A RC (CT) 23 21 56
ATR3C RC (CS) 29 22 49
ATR3C RC (CT) 27 23 50
Pode-se perceber uma tendência à presença de maior fração de ferrita acicular e menor
de ferrita de contorno de grão para os corpos de prova soldados na seqüência alternada
para os CPs de ATR1 e ATR3. Entretanto, para os CPs de ATR2 comportamento é
invertido.
De acordo com os resultados encontrados na avaliação quantitativa das micrografias,
percebe-se que o tratamento térmico de alívio de tensões não modifica de forma
significativa as relações entre as frações dos microconstituintes, o que coincide com o
comentado por Fortes (2003) e Trindade et al. (2005).
Os CPs soldados com ATR3 tem a tendência de apresentarem maior fração de ferrita
acicular, que ocorre para a seqüência de soldagem alternada. Este fato pode ser
justificado pelo maior teor de Ni (1,58%), isto vem a coincidir com o apresentado por
Evans (1991).

54
A análise da Fração recristalizada não apresentou grandes variações entre os CPs e as
seqüências de soldagem como pode ser visto na Tab. XXII. Era esperado uma maior
fração recristalizado para os CPs soldado em seqüência alternada, pelo fato do último
cordão de uma camada ser realizado sobre os dois cordões anteriores, mas não este fato
não se confirmou.
Tabela XXII: Fração recristalizada - CPs N-1859
Amostra FR (%) Desvio
Padrão
ATR1A (CS) 55,87 0,84
ATR1A (CT) 51,05 0,83
ATR1C (CS) 53,36 1,43
ATR1C (CT) 58,84 1,90
ATR2A (CS) 49,66 1,60
ATR2A (CT) 44,07 1,78
ATR2C (CS) 49,95 2,24
ATR2C (CT) 49,10 1,35
ATR3A (CS) 56,83 2,17
ATR3A (CT) 49,22 1,17
ATR3C (CS) 47,25 3,12
ATR3C (CT) 55,60 0,47
O ensaio de resistência ao impacto, foi realizado em duas situações, como soldado e
após tratamento térmico, a temperatura de ensaio foi selecionada de acordo com a
especificação da norma Petrobrás N-1859 (1996), em todos os teste a temperatura de
ensaio foi de -30°C. Em cada situação foram testados 3 CPs Charpy-V. Os valores de
tenacidade estão apresentados nas Tabs. XXIII e XIX, como também na forma de
gráfico na Fig. 44 onde estão apresentadas as médias desses.


56
Os corpos de prova de ATR2 apresentam os maiores valores de tenacidade em ambas as
situações, como soldado e após tratamento térmico de alívio de tensões. Quando
soldado na seqüência alternada apresenta o melh2 0 Td( )Tj-400.607 -19.56 Td(s)TjT res ul tado de ten cidade na si tuaaãTj3.12599 0 Td(c)Tj5.04967 0 Td(o)Tj5.44852 0 Td( )Tj-4CTj5.85312 0 Td()Tj8.197332 0 Td()Tj4.44852 0 Td(.)Tj2.32829 0 Td(,)Tj3-20.4391 Td( )Tj-4
4456 TmO
Os corpos ade
prove
ide
iAT

57
6. CONCLUSÕES
Com base nos resultado dos testes realizados, pode-se concluir que:
��O efeito do níquel como gerador de ferrita acicular em metais de solda de aço C-
Mn, não pôde ser identificado nas amostras soldadas conforme ASME 5.29
(2005), entretanto, nas amostras soldadas conforme a norma Petrobrás é nítido
que o aumento no teor de níquel resultou em maior fração deste
microconstituinte.
��O maior valor de tenacidade não esta necessariamente associado a maior fração
de ferrita acicular, apesar disto ter ocorrido nas amostras da norma ASME, o
mesmo não ocorreu nas amostras da norma Petrobrás, onde a amostra com a
maior fração de ferrita acicular apresentou os piores valores de tenacidade.
��A espessura da chapa a ser soldada influencia nos resultados de tenacidade, mas
os não determina. As propriedades do metal de solda estão mais relacionadas
com o as características do consumível de soldagem utilizado.
��Na soldagem das amostras da norma Petrobrás não foi possível identificar a
partir dos resultados de propriedades mecânicas a influência da seqüência de
passes de soldagem. Os resultados de resistência ao impacto parecem depender
mais do consumível utilizado, não sendo possível determinar a melhor seqüência
de soldagem para um dado consumível sem a realização de testes comparativos.
Entretanto, uma tendência apresentada na condição como soldado é mantida
após tratamento térmico de alívio de tensões.
��O melhor resultado de tenacidade foi encontrado para arame tubular ATR2 em
todas as situações. Este arame apresentou menor teor de Ni sendo o único que
não apresenta grande degradação da resistência ao impacto Charpy-V após
tratamento térmico de alívio de tensões. Apresenta também os menores valores
dos limites de escoamento, resistência e dureza, o que coincide com o indicado

58
por Wedgery (1997) como sendo parâmetros importantes para bons resultados
de tenacidade. O fato de ter sido desenvolvido especificamente para situações
onde tratamento térmico é necessário e o seu desempenho superior, mostra a
necessidade da seleção adequada do consumível de soldagem.
59
7. PROPOSTAS PARA TRABALHOS FUTUROS
��Sugere-se a realização de experimento semelhante, onde as variáveis passam a
ser o aporte térmico e a temperatura de interpasse, o que vem de encontro com a
atualização da norma Petrobrás N-1859 (2005).
��Avaliação do efeito de elementos de liga presentes em aços microligados como
Vanádio e Nióbio, principalmente em situações onde tratamento térmico de
alívio de tensões é exigido.
��Avaliação da ocorrência de endurecimento secundário como decorrência da
soldagem em multipasse.
��Avaliação da influência do teor de Níquel em arames tubulares do tipo
”SR(Stress Relievable)” desenvolvidos especificamente para situações em que é
necessária a realização de tratamento térmico de alívio de tensões.

60
8. REFERÊNCIAS BIBLIOGRÁFICAS
1. ARAUJO, W. R.;Comparação entre Soldagem Robotizada com Arame Sólido e
“Metal Cored” - A Ocorrência do “Finger”, Dissertação de Mestrado, Escola de
Engenharia da UFMG, Belo Horizonte, 2004.
2. BABU,S.S.; DAVID, S.A.; QUINTANA, M.A.; Modeling Microstruture
Development in Self-shielded Flux Cored Arc Welds. Welding Journal, Miami, No.
4, 2001.
3. BHADESHIA, H. K. D. H.; SVENSSON, L.-E; CERJAK, EDS. H; EASTERING,
K. E.; Modelling the Evolution of Microstructure in Steel Weld Metals,
Mathematical Modelling of Weld Phenomena, Institute of Materials, London, 1993,
pp. 109-182.
4. BRINGAS, J.E.; Handbook of World Steel Standards: ASTM data series publication
DS67B, Third Edition, ASTM International, West Conshohocken, 2004.
5. BRITO, V. L. O.; VOORWALD, H. J.C.; NERVES, N.; BOTT, I. S.; Effects of a
Postweld Heat Tratament on a Submerged Arc Welded ASTM A537 Pressure
Vesssel Steel. Journal of Materials Engineering and Performance, Volume 10, No.
3, Junho 2001, p. 249-257 .
6. EASTERLING, K.; Itrodution to the Physical Metallurgy of Welding. Butterworth-
Heinemann, Second Edition, Oxford 1992.
7. EVANS, G. M.; The Efect of Nickel on the Microestruture and Proprieties of C-Mn
All-Weld Metal Deposits. Welding Research Abroad Vol. XXVII No. 2, 3 Fev/ Mar
1991.
8. EVANS, G. M.; The Efect of Niobium on the Manganese Containing MMA Weld
Deposits. Welding International (UK). Vol. 7, No. 7, 1993a, p. 518-528.

61
9. EVANS, G.M.; The Efect of Vanadium on the Manganese Containing MMA Weld
Deposits. Welding International (UK). Vol. 7, No. 6, 1993b, p. 438-448.
10. EROGLU, M.; AKSOY, M.; Effect of Nickel on Microstructure and Mechanical
Properties of Heat Affected Zone of Low Carbon Steel. Materials Science and
Technology January 2002 Vol. 18, p. 35-40
11. FERRAZ, J.C.; LEÃO, I.; SANTOS, R.L.C.; PORTELA, L.M.; Estudo da
Competitividade de Cadeias Produtivas Integradas no Brasil: Impacto das Zonas de
Livre Comércio - Cadeia: Industria Naval, UNICAMP, Campinas, Dezembro 2002,
p 1-48.
12. FPSO BRASIL. Fig. Disponível em < www.toolpusher.co.uk >. Acesso em
17/11/2005.
13. FORTES, C. Arames Tubulares OK. Revisão 28/03/2003, ESAB S/A Indústria e
Comércio, Contagem, p. 2-40.
14. HORNET, P.; Fracture of Weld Including Mismatch Effect. Disponível em <
http://www.iasmirt.org/G1398.PDF >. Acesso em 17/11/2005.
15. IIW Sub-comission IXJ “Guide to the light microscope examination of ferritic steel
weld metals”. IIW Doc. IX-1533-88, 1988.
16. KANG, B. Y.; KIM , H. J.; HWANG, S. K.; Effect of Mn and Ni on the Variation
of the Microstructure and Mechanical Properties of Low-carbon Weld Metals. ISIJ
International, Vol. 40 (2000), No. 12, p. 1237–1245.
17. KEEHAN, E.; ANDRÉN, H. -O.; KARLSSON; L.; MURUGANANTH, M. ;
BHADESHIA, H. K. D. H.; Microstructural and Mechanical Effects of Nickel and
Manganese on High Strength Steel Weld Metals. Disponível em
<http://www.msm.cam.ac.uk/phase-trans/2003/Keehan.Trends.2002.pdf > . Acesso
em 17/11/2005.

62
18. KEEHAN, E.; KARLSSON, L.; ANDRÉN, H. -O.; SVENSSON, L.-E.; New
Developments with C–Mn–Ni in High Strength Steel Weld Metals — Part B.
Mechanical Properties. Disponível em < http://www.msm.cam.ac.uk/phase-
trans/2005/Enda/Paper8.pdf >. Acesso em 17/11/2005.
19. LALAM, S. H.; BHADESHIA, H. K. D. H.; MACKAY, D. J. C.; Estimation of
Mechanical Properties of Ferritics Steel Welds – Part 2: Elongation end Charpy
Toughness. Science and Technology Of Welding an Joinig 2000 Vol. 5, No. 3, p.
149-160.
20. LAITINEN, R.; PORTER, D.; Toughness Properties of a E 500 TM “offshore”
Steel. Rautaruukki Oyj Corporate R&D, Raahe, Finland.
21. METZBOWER, E. A.; DELOACH, J. J.; LALAM, S. H.; BHADESHIA, H. K. D.
H.; Analysis of Toughness of Welding Alloys for High Strength Low Alloy
Shipbuilding Steels. Science and Technology Of Welding an Joinig, Vol. 6, No. 6,
1999, p. 368-374.
22. MARQUES, P. V.; Fundamentos de Metalurgia da Soldagem. In: Tecnologia da
Soldagem. Editora “O Lutador”. Belo Horizonte: ESAB, Cap. 5, 1991, p. 71-106.
23. MEE, V. v. d.; NEESSN, F.; Development of High Strenght Steel Consumables
from Project to Product. Lincoln Smitweld bv, Netherlands. Disponível em <
http://www.sintef.no/units/matek/Press/12_vdMee.pdf > . Acesso em 17/11/2005.
24. MORRIS, J.W.;Jr.,Z.GUO; KRENN, R.C.; KIM, Y.-H. The Limits of Strenght and
Toughness in Steel. ISIJ International, Vol.41(2001), No. 6, p. 599-611.
25. MURUGANANTH, M.; BABU, S.S.; DAVID, S.A.; Optimization of Shielded
Metal Arc Weld Composition for Charpy Toughness. Welding Journal, No.10,
Miami 2004, p. 267-276.
26. OLSON, D.L.; LIU, S.; FROST, R.H.; EDWARDS, G.R.; FLEMING, D.A.; Nature
and Behavior of Flux Used for Welding. Fundamentals of Welding, 1998.

63
27. PETRÓLEO BRASILEIRO S.A.- PETROBRAS; N-1859. Consumível de
Soldagem com Propriedade Assegurada. REV. D, Abril 1996.
28. PILIPENKO, A.; Computer Simulation of Residual Stress and Distortion of Thick
Plates in Multi-Electrode Submerged arc Welding. Their Mitigation Techniques.
Tese de Doutorado, Norwegian University of Science and Technology (NTNU),
Trondheim, Julho 2001, p. 11-13.
29. QUINTANA, M.A.; JOHNSON, M.Q.; The Effects of Intermixed Weld Metal on
Mechanical Properties – Part 1. Welding Journal, Março 1999, p. 87-99.
30. RORVIK, G.; ONSOIEN, M.I., KLUKEN, O.A.; AKSELSEN, O.M.; High Heat
Input Welding of “offshore” Structures – Procedures an Weld Properties. Welding
Journal, Vol. 71, No. 9, Setembro 1992, p. 331s-339s.
31. SHARMA, S; Fracture Crack Relative to Weld Interface in a Pressure Vesse1 Steel.
Tese de Doutorado, University of Regina, Regina, Saskatchewan, Abril 1998.
32. STRANGWOOD, M.; BHADESHIA, H. K. D. H.; The Mechanism of Acicular
Ferrite Formation in Steel Weld Deposits. Advances in Welding Technology and
Science ASM, Metals Park, Ohio 1987, p 187-191.
33. SURIAN, E. S.; VEDIA, L. A. de; All-Weld-Metal Design for AWS E10018M,
E11018M and 12018M Type Eletrodes. Welding Journal, No. 5, Miami 1999, p.
217-228.
34. SVENSSON, L. -E.;Control of Microestrutures and Properties in Steel Arc Welds.
CRC Press, Inc. Boca Raton 1994.
35. THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. Boiler and
Pressure Vassel Code. Section II – C, vol 49, SFA 5.29, Edition 2004 Addenda
2005.

64
36. TRINDADE, V. B.; PARANHOS, R. P. R.; PAYÃO, J. C.; SOUZA, L. F. G.;
Influência da Adição de Níquel na Tenacidade de Metais de Solda de Aços C-Mn
Antes e Após Tratamento Térmico de Alívio de Tensões. Soldagem Insp., Vol. 10,
No. 4, Out-Nov 2005, p. 164-171.
37. TRINDADE, V. B.; GUIMARÃES, A. S.; PAYÃO, J. C.; Normalizing Heat
Treatment Effect on Low Alloy Stell Weld Metals. J. of the Braz. Soc. Mech. Sci &
Eng., Vol. XXVI, No. 1, January-March 2004, p. 62-66.
38. UTTERBERG, B.; SVENSSON, L. -E.; Effect of Normalising Heat Treatament on
Microestruture and Properties of Nickel Alloyed C-Mn Weld Metals. Science and
Technology of Welding and Joining, Vol. 7, No. 6, 2002, p. 363 -373.
39. VERCESI, J.; SURIAN, E.; The Effect of Welding Parameters on High-Strength
SMAW All-Weld-Metall – Part 1: AWS E11018M. Welding Journal, No. 5, Miami
1996, p. 191-196.
40. WANG, W.; LIU, S.; Alloying and Microstruture Manegement in Developing
SMAW Electrodes For HSLA-100 Steel. Welding Journal, No. 6, Miami 2002, p.
132-145.
41. WELDING COMPANY KOBE STEEL, Ltd.; Welding of “offshore” Structures
Part 1: How to Select Welding Consumables. Technical Highlight, Kobelco Welding
Today, Vol. 6, No. 1, Janeiro 2003a, p. 3-7.
42. WELDING COMPANY KOBE STEEL, Ltd.; Welding of “offshore” Structures
Part 2: How to Select Welding Consumables. Technical Highlight, Kobelco Welding
Today, Vol. 6, No. 2, Abril 2003b, p. 3-7.
43. WIDGERY, D. J.; KARLSSON, L.; MURUGANANTH, M.; KEEHAN, E.
Approaches to the Development of High Strength Weld Metals. Disponível em <
http://www.sintef.no/units/matek/PRESS/11_Widgery.pdf >. Acesso em
17/11/2005.

65
44. WIDGERY, D. J.; Stress-Relievable Rutile Flux-Cored Wires – a New Approach.
Svetsaren, No. 1-2, 1997, p. 45-48.
45. ZHANG, Z.; FARRAR, R. A.; Influence of Mn and Ni on the Microstructure and
Thoughness of C-Mn-Ni Weld Metals. Welding Journal, No.5, Miami 1997, p. 183-
196.

Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas

Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo