universidade do minho escola de engenharia mike lobo de...
TRANSCRIPT

Universidade do Minho Escola de Engenharia
Mike Lobo de Castro Osório Software de configuração e controlo de postos semiautomáticos para linhas de montagem
Dissertação de Mestrado Mestrado Integrado em Engenharia Eletrónica Industrial e Computadores Trabalho efetuado sob a orientação da Professora Cristina Manuela Peixoto dos Santos e do Engenheiro Paulo Compadrinho
Outubro de 2012

É AUTORIZADA A REPRODUÇÃO INTEGRAL DESTA DISSERTAÇÃO APENAS PARA EFEITOS DE
INVESTIGAÇÃO, MEDIANTE AUTORIZAÇÃO ESCRITA DO INTERESSADO, QUE A TAL SE
COMPROMETE.
Universidade do Minho, ____/____/____
__________________________________

“O segredo da criatividade é saber como esconder as fontes.”
Albert Einstein


iii
Agradecimentos
Em primeiro lugar gostaria de agradecer aos meus pais, Orlando e Florinda, que me deram
todas as condições para garantir o meu sucesso na minha formação académica e pessoal.
À minha namorada, Vanessa, que me apoiou em todos os momentos fossem eles bons ou
maus, e pela coragem que me transmitiu.
Aos meus primos Mário e Isabel por me ter acolhido e apoiado.
À empresa ITEC – Iberiana Technical, por me ter dado esta oportunidade de entrar no
mundo do trabalho e por ter confiado em mim.
Ao Gabriel Rocha e ao Leonardo Pannuzzo por me terem transmitido todo o seu
conhecimento em relação a este projeto e pela disponibilidade.
Ao meu orientador na empresa, Eng.º. Paulo Compadrinho, que apostou em mim para
fazer este projeto.
À minha orientadora, Professora Cristina Santos, pelo seu apoio e acompanhamento.
Aos meus amigos, Nelson e Aníbal que estiveram presentes quando mais precisei.
Aos Professores, Adriano Tavares e Jorge Cabral, que me incutiram fortes valores durante a
minha vida académica para poder concretizar este projeto e entrar no mundo do trabalho.

iv

v
Resumo
Numa indústria cada vez mais competitiva, as técnicas de automação industrial tornaram-
se numa necessidade constante para reduzir os custos de produção e manter/aumentar o nível de
competitividade. Como consequência os processos industriais usam cada vez mais sensores,
atuadores e sistemas eletrónicos e implicam a necessidade de profissionais especializados nas
mais avançadas técnicas de automação.
Uma linha de produção de autorrádios é composta por várias estações de trabalho. Cada
uma realiza uma operação específica na montagem do autorrádio. Geralmente é composta por
uma estrutura metálica, um computador, um monitor, uma rede ASI com os respetivos sensores e
atuadores e é programada com uma linguagem orientada a objetos, o Visual Basic. Cada vez que
uma nova estação era construída ou uma antiga era alterada, era necessário desenvolver um novo
código fonte que lhe fornecia a aplicação à medida.
Neste trabalho vai-se descrever o desenvolvimento do software de controlo da bancada
semiautomática. Este software tem como objetivo acabar com a necessidade de ter que
desenvolver um novo código fonte cada vez que uma bancada está a ser desenvolvida ou alterada,
e como consequência a redução do tempo de colocação da bancada na linha de produção. Este
software é programado com a linguagem Visual Basic na Framework. NET, que tem uma utilização
mais fácil e intuitiva em relação ao Visual Basic 6.0. Todo o código desenvolvido e os testes são
realizados com a ferramenta Microsoft Visual Studio 2010, que é um poderoso IDE e permite fazer
o Debug da aplicação.

vi

vii
Abstract
In an increasingly competitive industry, the automation industrial techniques became a
constant need in order to reduce cost production and maintain / increase the competitiveness
level. The result is that industrial processes are using more and more sensors, actuators and
electronic systems witch implicate the need of skilled professionals in the most advanced
automation techniques.
A radio car production line consists of multiple workstations working together. Each one
performs a specific operation in the radio car assembly. It usually consists in a metal structure, a
computer, a monitor, a network ASI with their sensors and actuators and is programmed with an
object oriented language, Visual Basic. Each time a new station was built or an old one was
changed, it was necessary to develop a new source that provided the application process.
This work will describe the development of the semiautomatic workstation control software.
This software is designed to eliminate the need to develop a new source code each time a
workstation is being developed or modified, and the consequence of reducing the time for placing
the station in the production line. This software is programmed with Visual Basic language in the
.NET Framework, which is more user-friendly and intuitive, compared to Visual Basic 6.0. All the
code is developed and the tests are performed with the Microsoft Visual Studio 2010, which is a
powerful IDE and allows you to debug the entire application.

viii

ix
Índice
AGRADECIMENTOS........................................................................................................................ III
RESUMO ........................................................................................................................................ V
ABSTRACT .................................................................................................................................... VII
CAPÍTULO 1.................................................................................................................................... 1
Introdução .................................................................................................................................. 1
1.1 Motivação e enquadramento ....................................................................................... 1
1.2 Objetivos e Metodologia .............................................................................................. 3
1.3 Requisitos do cliente ................................................................................................... 4
1.4 Estrutura do relatório .................................................................................................. 5
CAPITULO 2.................................................................................................................................... 6
Constituintes da célula de trabalho ............................................................................................. 6
2.1 Bancada Standard ...................................................................................................... 6
2.2 Software.................................................................................................................... 27
CAPITULO 3.................................................................................................................................. 33
Desenvolvimento do novo Software ........................................................................................... 33
3.1 Interface Principal ..................................................................................................... 34
3.2 Interface de seleção de programas ............................................................................ 36
3.3 Interface de login e alteração da password ................................................................ 36
3.4 Interface de Entradas e Saídas .................................................................................. 38
3.5 Interface de configuração e teste dos scanners ......................................................... 39
3.6 Interface de configuração e teste dos sensores de contornos e câmaras de visão ..... 40
3.7 Interface de configuração e teste das aparafusadoras com braço sem encoders ....... 43
3.8 Interface de configuração e teste das aparafusadoras com braço com encoders ....... 45
3.9 Interface de configuração da base de dados Oracle .................................................. 47
3.10 Interface de configuração do eixo IAI ......................................................................... 48
3.11 Interface de configuração e teste das impressoras .................................................... 50
3.12 Interface de configuração da sequência de execução ................................................ 52
CAPITULO 4 ................................................................................................................................. 57
Resultados ................................................................................................................................ 57
4.1 Montagem e configuração de uma bancada semiautomática .................................... 59
CAPITULO 5 ................................................................................................................................. 71
Conclusões e perspetivas futuras .............................................................................................. 71

x
BIBLIOGRAFIA............................................................................................................................... 73

xi
Lista de Abreviaturas
AS-i – Atuador Sensor Interface
mm – Milímetros
VB – Visual Basic
I/Os – Input/Output (Entradas/Saídas)
N.cm – Newton centímetro
N.m – Newton metro
PLC – Autómatos programáveis
Rpm – Rotações por minuto
ESD – Electro Static Discharge (Descarga Electroestática)
PC – Personal Computer
IDE – integrated development environment

xii
Índice de Figuras
Ilustração 1 Desenho da Bancada AS-i de frente ............................................................................. 7
Ilustração 2 Quadro elétrico da bancada ......................................................................................... 8
Ilustração 3 Traseira de um posto semiautomático ......................................................................... 9
Ilustração 4 Cilindro pneumático com sensor associado ............................................................... 10
Ilustração 5 Bus system AS-Interface and splitter .......................................................................... 10
Ilustração 6 Sensor de contornos IFM ........................................................................................... 11
Ilustração 7 Conector Harting ....................................................................................................... 12
Ilustração 8 Constituição da rede AS-i da bancada........................................................................ 13
Ilustração 9 Scanner Matrix 200 [14] ........................................................................................... 14
Ilustração 10 Scanner Matrix 400 [15] ......................................................................................... 15
Ilustração 11 CBX - Interface de ligação do Scanner Matrix 400 [16] ............................................ 15
Ilustração 12 Software de configuração VisiSet ............................................................................. 16
Ilustração 13 Aparafusadora elétrica com controlador da ATLAS ................................................... 17
Ilustração 14 Lista de I/Os do controlador da ATLAS .................................................................... 18
Ilustração 15 Software Tools Talk MT ............................................................................................ 19
Ilustração 16 Controlador do braço com encoder.......................................................................... 20
Ilustração 17 Câmaras Cognex [24] .............................................................................................. 21
Ilustração 18 Software In-Sight explorer [25] ................................................................................. 22
Ilustração 19 Eixo IAI [26] ............................................................................................................. 23
Ilustração 20 PC Interface Software for PC .................................................................................... 24
Ilustração 21 À esquerda impressora DATAMAX, à direita impressora ZEBRA ................................ 25
Ilustração 22 Tipos de códigos de barras ...................................................................................... 25
Ilustração 23 Interface principal do software da bancada standard ............................................... 27
Ilustração 24 Janela com lista de entradas ................................................................................... 29
Ilustração 25 Janela com lista de saídas ....................................................................................... 30
Ilustração 26 Interface principal .................................................................................................... 34
Ilustração 27 Menu de configurações ........................................................................................... 35
Ilustração 28 Interface de seleção de programas .......................................................................... 36
Ilustração 29 Interface de login ..................................................................................................... 36
Ilustração 30 Interface de alteração da password ......................................................................... 37
Ilustração 31 Interface de entradas e saídas ................................................................................. 38
Ilustração 32 Interface de configuração e teste dos scanners ........................................................ 39
Ilustração 33 Configuração câmara Cognex .................................................................................. 40
Ilustração 34 Configuração sensor de contornos IFM .................................................................... 41
Ilustração 35 Interface de configuração das aparafusadoras com braço sem encoder .................. 43
Ilustração 36 Interface de configuração e teste das aparafusadoras com braço com encoder ....... 45
Ilustração 37 Interface de configuração da base de dados Oracle ................................................. 47
Ilustração 38 Interface de configuração do eixo IAI ....................................................................... 48
Ilustração 39 Configuração impressora ......................................................................................... 50
Ilustração 40 Teste Impressora ..................................................................................................... 51
Ilustração 41 Interface de configuração da sequência de execução............................................... 52
Ilustração 42 Diagrama da interligação dos interfaces principal e de configuração da sequência de montagem .................................................................................................................................... 53
Ilustração 43 Interface de configuração avançada 1 ..................................................................... 55

xiii
Ilustração 44 Interface de configuração avançada 2 ..................................................................... 55
Ilustração 45 Estrutura metálica da bancada semiautomática ...................................................... 59
Ilustração 46 Quadro elétrico da bancada semiautomática ........................................................... 60
Ilustração 47 Chapa para pneumática da bancada semiautomática ............................................. 61
Ilustração 48 Régua de tomadas da bancada semiautomática...................................................... 62
Ilustração 49 Braço com encoders e aparafusadora Atlas Copco .................................................. 63
Ilustração 50 Controladores Atlas Microtech e Doga Posi-Control .................................................. 64
Ilustração 51 Quadro elétrico da bancada semiautomática com ligação do controlador Doga Posi-Control .......................................................................................................................................... 64
Ilustração 52 Alimentador de parafusos da bancada semiautomática ........................................... 65
Ilustração 53 Ficha Harting da bancada semiautomática .............................................................. 66
Ilustração 54 Teclado e PC da bancada semiautomática .............................................................. 66
Ilustração 55 Bancada semiautomática ........................................................................................ 67
Ilustração 56 1ª parte da sequência de montagem ....................................................................... 69
Ilustração 57 2ª parte da sequência de montagem ....................................................................... 70

xiv

1
Capítulo 1
Introdução
Neste capítulo é feita a introdução à dissertação assim como o seu enquadramento no
âmbito do curso, a motivação para a sua realização e os objetivos e metodologias propostos.
1.1 Motivação e enquadramento
Fundada em 2006, a ITEC é uma empresa que se dedica ao comércio de equipamentos e
serviços para a indústria eletrónica e automóvel, com especial destaque nas áreas de
aparafusamento, doseamento de fluídos, proteção ESD, soldadura, automação e robótica.
A ITEC tem como principal objetivo proporcionar aos clientes produtos de qualidade
garantida, contribuindo dessa forma para a criação de soluções tecnologicamente evoluídas e
competitivas.
Em 2009 a ITEC – Iberiana Technical [1], empresa fundada em 2006 que fornece
equipamentos e serviços para a indústria automóvel desde 2008, desenvolveu o conceito de
bancada semiautomática standard [2] com protocolo de comunicação AS-i e munido de um
software de controlo com interface para o utilizador.
Sendo o software dedicado a cada bancada, isto é, para cada bancada é necessário
escrever e compilar um novo código fonte, a ITEC propôs como trabalho futuro o desenvolvimento
de uma nova versão genérica que funcionaria em conjunto com o conceito da bancada standard e
assim aumentar a sua eficiência e facilidade de utilização, e diminuir o tempo de produção da
bancada.

2
Com esta necessidade de inovação contínua na indústria automóvel e graças ao excelente
relacionamento entre a ITEC e a Universidade do Minho [3] nasceu este projeto, concedendo a
aliciante oportunidade de relacionamento direto com uma linha de montagem.

3
1.2 Objetivos e Metodologia
Uma linha de produção de autorrádios é composta por várias estações de trabalho. Cada
uma realiza uma operação específica na montagem do autorrádio. Geralmente é composta por
uma estrutura metálica, um computador, um monitor, uma rede ASI com os respetivos sensores e
atuadores e é programada com uma linguagem orientada a objetos, o Visual Basic 6.0. Cada vez
que uma nova estação era construída ou uma antiga era alterada, era necessário desenvolver um
novo código fonte para obter a aplicação à medida.
Neste trabalho pretende-se desenvolver, com a ferramenta Visual Studio [4], um software
de configuração e controlo em visual basic, de postos semiautomáticos de uma linha de montagem
para permitir qualquer instalador, programar a estação sem ter a necessidade de escrever um novo
código fonte e de o compilar.
Este projeto visa a diminuição do tempo de integração da estação na linha de produção.
Para tal este software tem que ser amigável, facilitar a integração de sensores e atuadores AS-i e
facilitar a programação das instruções de trabalho mediante comandos de controlo.
Numa primeira fase será realizado um estudo sobre o software atual e sobre os periféricos
e hardware associado as bancadas para entender o seu funcionamento. Serão analisados todos os
periféricos de modo a modelar um interface de controlo e configuração para cada um deles.
Numa segunda fase será desenhado o interface geral do software de modo a ser um
ambiente gráfico amigável para o utilizador. Proceder-se-á então ao desenvolvimento e
implementação dos interfaces necessários para o bom funcionamento e controlo dos instrumentos
associados as bancadas, tais como aparafusadoras, scanners de códigos de barras 1D e 2D, eixos
IAI [5], sensores de contornos do tipo IFM [6], sensores de contornos do tipo Cognex, rede AS-i [7]
e impressoras de etiquetas 1D e 2D. Serão testados individualmente, numa primeira fase, cada
interface em uma bancada equipada com o equipamento relativo a este pelo desenvolvedor na
produção da ITEC – Iberiana Technical – para assegurar a sua funcionalidade. Numa segunda fase
serão repetidos os mesmos testes por um colaborador.
Numa terceira fase serão introduzidos no software os interfaces associados às
funcionalidades e um sistema de menus interativos que permitem a programação das sequências e

4
das instruções de trabalho. Serão repetidos os testes realizados na segunda fase para garantir que
os interfaces são compatíveis com o software geral.
Todos os testes serão realizados durante o desenvolvimento deste projeto utilizando as
ferramentas do Visual Studio [4]. Será também utilizado o software fornecido com os
equipamentos associados as bancadas para verificar o seu bom funcionamento e configuração.
1.3 Requisitos do cliente
O cliente em questão é a BOSCH Car Multimédia e os produtos a serem montados pela
bancada semiautomática são autorrádios.
Nas linhas de produção do cliente era pretendido minimizar a utilização de autómatos,
criar um interface visual para ajudar os operadores de linha a executar corretamente a
assemblagem de um produto e permitir a sua rastreabilidade em todos os passos e a utilização de
uma rede fiável de atuadores e sensores.
Para tal foi exigido pelo cliente:
Utilização de uma rede AS-i [7] para o controlo dos sensores e atuadores no posto.
O software que acompanha o posto é escrito em Visual Basic [8] e possui um
interface de auxílio ao operador para assegurar a montagem do produto assim como a sua
rastreabilidade.
Utilização de uma ficha, Harting, standard para permitir a ligação elétrica e
pneumática entre qualquer dispositivo e a bancada.
Utilização de um mecanismo standard para instalar mecanicamente o dispositivo
na bancada.
Utilização de um PC industrial para o controlo e monitorização da bancada.
A linha de produção será composta por várias bancadas deste tipo. Sendo a assemblagem
completa do produto efetuada em várias sequências, cada bancada na linha será responsável por
cada uma dessas sequências. As bancadas deverão comunicar entre si para garantir que o produto
passou no posto anterior e assegurar a ordem correta da sua montagem. Esta comunicação é feita
através da rede Ethernet interna e da base de dados Oracle existente no cliente.

5
1.4 Estrutura do relatório
Esta dissertação é composta por cinco capítulos para atender aos objetivos propostos
anteriormente.
No primeiro capítulo é iniciada a primeira fase deste projeto onde são referidos os objetivos
e metodologias necessários à realização deste projeto.
No segundo capítulo é feita a descrição da bancada semiautomática utilizada pelo cliente e
do software existente. É também iniciada a segunda fase deste projeto, que tem por objetivo
desenhar os interface principal e dos periféricos.
No terceiro capítulo são descritos todos os interfaces do software desenvolvido e é iniciada
a terceira fase que visa à introdução de todos estes interfaces no interface principal.
No quarto capítulo é mostrado um exemplo de funcionamento do produto final numa linha
de montagem.
No quinto e último capítulo são apresentadas as conclusões e sugestões para trabalhos
futuros.

6
Capitulo 2
Constituintes da célula de trabalho
Este capítulo está dividido em duas partes. Na primeira descreve-se a estrutura da
bancada standard assim como os elementos que a compõem. Na segunda parte é descrito o
software atualmente utilizado para interagir com ela.
Uma linha de produção é composta por várias estações de trabalho. Cada uma realiza
uma operação específica na montagem do autorrádio. Geralmente é composta por uma estrutura
metálica, um computador, um monitor, uma rede AS-i com os respetivos sensores e atuadores e é
programada com uma linguagem orientada a objetos, o Visual Basic. Cada vez que uma nova
estação era construída ou uma antiga era alterada, era necessário desenvolver um novo código
fonte que lhe fornecerá a aplicação à medida.
Nos seguintes subcapítulos serão descritos os periféricos associados as bancadas assim
como o software que era utilizado antes do início deste projeto.
2.1 Bancada Standard
Em 2009, foi concluído o projeto de desenvolvimento de um posto semiautomático para
linhas de montagens de autorrádios [2] pela empresa ITEC – Iberiana Technical [1]. Esta empresa
dedica-se ao comércio de equipamentos e serviços industriais no ramo da eletrónica industrial e
automóvel.
Este projeto tinha por objetivo desenvolver uma bancada de trabalho standard
automatizada para permitir a utilização de diversos dispositivos, necessários para a montagem de
um produto numa linha de produção, minimizando drasticamente e necessidade de alterar
eletrónica e mecanicamente o posto. Deste modo, na mesma linha poderiam existir várias
produções bastando, para cada mudança de produção, apenas mudar os dispositivos de
montagem. Este método não só permitiu aumentar os níveis de produção como também reduzir o
tempo de mudança de produção.

7
2.1.1 Composição da bancada
A estrutura da bancada é constituída por perfis de alumínio um quadro elétrico (Ilustração
1), um PC industrial, um monitor TFT, uma unidade de tratamento de ar, um módulo com válvulas
AS-i e uma ficha Harting.
Ilustração 1 Desenho da Bancada AS-i de frente
Cada bancada é acompanhada por um ou vários dispositivos que são instalados na parte
superior através de um mecanismo standard de fácil adaptação para permitir uma mudança rápida
de produção.
Cada dispositivo é uma estrutura mecânica, dimensionada à medida do produto a ser
produzido, equipada com sensores e atuadores para permitir o controlo da sequência de
montagem correta através do software de controlo da bancada.

8
2.1.1.1 Quadro elétrico
O quadro elétrico é composto pelos bornes de alimentação da rede elétrica 230V, pelo
diferencial, disjuntores e fusíveis de proteção. Estão agrupados no grupo 1 da Ilustração 2.
Seguem-se os módulos AS-i de I/Os e respetivos bornes de ligação no grupo 2, a alimentação da
rede AS-i e uma fonte de alimentação auxiliar de 24V no grupo 3.
Ilustração 2 Quadro elétrico da bancada

9
2.1.1.2 Sistema pneumático
O sistema pneumático está situado na parte de trás da bancada e é composto por uma
unidade de tratamento de ar e por um módulo de válvulas AS-i (Ilustração 3).
Ilustração 3 Traseira de um posto semiautomático
Este sistema permite controlar a pressão do ar na bancada, graças à unidade de
tratamento de ar, assim como a direção do seu fluxo dentro dos tubos, graças ao módulo de
válvulas AS-i.
O módulo de válvulas AS-i tem as suas entradas e alimentação diretamente ligadas ao
quadro elétrico. A sua entrada de ar é ligada à saída da unidade de tratamento de ar enquanto as
suas saídas são ligadas à ficha Harting que será apresentada mais adiante.
Unidade de tratamento de ar
Módulo de válvulas AS-i

10
2.1.1.3 Sensores e Atuadores
Os dispositivos para a montagem dos produtos são equipados por variados sensores e
atuadores dependendo da natureza do produto a ser produzido. Mediante a sequência de
montagem de um dado produto os sinais recebidos pelos sensores indicam ao software de controlo
se esta está a ser executada corretamente, sendo os atuadores acionados conforme a sequência.
Os sensores podem também ser utilizados para verificar se um atuador foi corretamente
acionado, como por exemplo o cilindro pneumático [9] (Ilustração 4). Na bancada semiautomática
os atuadores são todos baseados em cilindros pneumáticos.
Ilustração 4 Cilindro pneumático com sensor associado
Todos os sensores que apenas forneçam sinais de controlo e que não tenham um interface
para rede AS-i são conectados através de um Bus system AS-Interface [10](Ilustração 5).
Ilustração 5 Bus system AS-Interface and splitter

11
Para além destes sensores comuns também é utilizado um sensor de contornos (Ilustração
6) para efetuar uma verificação visual [11].
Ilustração 6 Sensor de contornos IFM
Este sensor, através do tratamento de imagem, examina o contorno de um dado elemento
a ser inspecionado. Permite verificar se existe um defeito no produto a ser inspecionado, ou
verificar se um dos componentes do produto foi bem posicionado ou está ausente. Após a inspeção
este sensor devolve a resposta através do interface AS-i para a rede e esta será interpretada pelo
software de controlo da bancada.

12
2.1.1.4 Conector Harting
Para fazer a ligação elétrica e pneumática entre a bancada e o dispositivo é utilizado um
conector industrial HARTING (Ilustração 7), pois é adequado para as mais duras exigências em
ambientes industriais.
Ilustração 7 Conector Harting
Estes conectores são utilizados em todas as aplicações que necessitam de uma ligação
elétrica e pneumática segura e amovível. Deste modo é assegurada a fiabilidade e segurança da
ligação entre o dispositivo e a bancada standard.

13
2.1.1.5 Rede AS-i
Na Ilustração 8 está representada a ligação dos principais componentes da bancada
standard e do dispositivo. Para controlar a rede é necessário instalar uma placa AS-i 3.0 PCI Board
[12].
Ilustração 8 Constituição da rede AS-i da bancada
Para configurar a rede é necessário instalar o software de configuração que vem com a
placa, AS Interface Control Tools [13]. Através deste software podem ser visualizados todos os
módulos presentes na rede e proceder a alteração do endereço de cada um na rede. Também
podem ser visualizados os estados das entradas de cada módulo e acuadas as suas saídas.
Quadro elétrico da bancada
Fonte de alimentação AS-i
Módulos AS-i
PC com carta AS-i PCI
Módulos AS-i
Cilindro com sensor
Sensores
Rede AS-i
V
Módulo de controlo das válvulas pneumáticas

14
2.1.2 Periféricos associados à bancada
Para além de utilizar sensores e atuadores comuns, o posto semiautomático necessita da
associação de variados periféricos para poder realizar e garantir as mais complexas operações
durante a montagem de um determinado produto.
Os periféricos identificados são:
Leitor de código de barras
Aparafusadora elétrica
Controlador do braço com encoders
Câmara de visão Cognex
Eixo IAI
Impressoras
2.1.2.1 Leitor de código de barras
Para garantir a rastreabilidade do sistema cada bancada é munida de um ou mais
scanners para ler os códigos de barras presentes no produto. Os scanners Matrix 200 [14]
(Ilustração 9) são os mais utilizados e são ligados ao PC através de ligação USB.
Ilustração 9 Scanner Matrix 200 [14]

15
Ilustração 10 Scanner Matrix 400 [15]
Ilustração 11 CBX - Interface de ligação do Scanner Matrix 400 [16]
Os scanners Matrix 400 [15] (Ilustração 10) são utilizados quando a distancia entre o
código de barras e o scanner ultrapassa os 10cm e são ligados ao PC através da CBX [16]
(Ilustração 11), que o alimenta e faz de interface de comunicação com o PC.
A configuração dos parâmetros e calibração destes scanners é feita com o auxílio do
software VisiSet [17] [18] (Ilustração 12).
16
Ilustração 12 Software de configuração VisiSet

17
2.1.2.2 Aparafusadora elétrica
Estas aparafusadoras [19] [20] (Ilustração 13) são utilizadas para efetuar um
aparafusamento de grande precisão e controlo. Graças ao controlador da ATLAS [21] é possível
parametrizar e calibrar o aparafusamento de um parafuso dependendo das características do
produto a ser montado.
Ilustração 13 Aparafusadora elétrica com controlador da ATLAS
Os parâmetros vão desde o binário exercido, a velocidade, o tempo, o número de voltas
que o parafuso tem que dar e a transição entre os vários passos que completam o aparafusamento
O controlador da aparafusadora é ligado aos módulos AS-i Bus para poder ser controlado
através da rede AS-i. O controlador fornece 26 pinos de I/Os (Ilustração 14) para o controlo do
aparafusamento e seleção de programas de aparafusamento. Para a ligação com a bancada
standard foram selecionados os sinais de input Pin4 (Busy), Pin5 (OK), Pin6 (NOT OK), Pin 7 (Joint
not completed) e os sinais de output Pin12 (Start), Pin13 (Reset), Pin14 (Unscrew), Pin15
(Program Select Bit 0), Pin16 (Program Select Bit 1), Pin17 (Program Select Bit 2), Pin18 (Program
Select Bit 3).

18
Ilustração 14 Lista de I/Os do controlador da ATLAS
A configuração do controlador é feita através do software Tools Talk MT (Ilustração 15).

19
Ilustração 15 Software Tools Talk MT

20
2.1.2.3 Controlador do braço com encoder
As aparafusadoras da bancada standard podem também ser utilizadas com um braço com
encoder [22] (Ilustração 16) controlado pelo controlador DOGA POSI-CONTROL [23].
Ilustração 16 Controlador do braço com encoder
O braço com encoder fornece ao controlador DOGA as coordenadas cartesianas da
posição da aparafusadora. No controlador podem ser armazenadas as várias posições de
aparafusamento formando uma sequência de vários aparafusamentos. Aliado com o controlador
ATLAS da aparafusadora este sistema garantes não só o controlo da aparafusadora mas também
da posição desta no espaço com uma margem de erro ajustável.
Quando estes dois controladores são utilizados em conjunto, o controlador ATLAS da
aparafusadora deixa de ser ligado ao quadro elétrico e passa a ser ligado ao controlador DOGA,
passando este último a ser ligado no quadro elétrico aos módulos AS-i Bus. Sendo assim o
software controla o controlador do braço com encoder e este controla o controlador da
aparafusadora.

21
2.1.2.4 Câmara de visão Cognex
À semelhança do sensor de contornos visto mais acima, as câmaras Cognex [24]
(Ilustração 17) também utilizam o tratamento de imagem para controlar o processo de montagem.
Ilustração 17 Câmaras Cognex [24]
A diferença entre esta câmara e o sensor de contornos IFM reside no facto de esta ser
muito mais avançada tecnologicamente, ter uma performance muito superior e ser ligada a rede
Ethernet da fábrica.
Este dispositivo tem um sistema de visão de 5 megapixéis, combina robustez, fiabilidade e
performance de alto nível em relação ao sensor de contornos. Cada câmara vem equipada com
uma biblioteca que fornece muitas ferramentas fáceis de utilizar através do software In-Sight
Explorer [25] (Ilustração 18). Estas ferramentas standard para a tecnologia de localização de partes
incluem:
Easy-to-train code Reading
OCR
Inspection
Colour tools plus
PatMax®

22
Tem um campo de visão extenso tornando mais fácil a localização precisa das
características de interesse do produto a ser inspecionado.
Ilustração 18 Software In-Sight explorer [25]

23
2.1.2.5 Eixo IAI
Existem processos de montagem que consistem na aplicação de silicone industrial em
redor de certos componentes elétricos de um produto para preservar a sua duração de vida. A
quantidade de silicone aplicada é crucial para o processo ser completado adequadamente e
garantir a qualidade do produto final.
Ilustração 19 Eixo IAI [26]
Para garantir que a quantidade de silicone aplicada seja a exigida pelo cliente é utilizado
um cilindro elétrico da IAI, RoboCylinder RCP2 [26] (Ilustração 19).
O RoboCylinder RCP2 é um atuador elétrico com guia linear e um motor de pulsos. Este
cilindro tem alta rigidez e permite o controlo da aceleração, desaceleração, velocidade e força
aplicada. Também Permite a programação de varias posições a serem atingidas mantendo sempre
constante a força e velocidade aplicada dependendo da carga. Em modo PUSH, modo de impulso,
é capaz de manter a posição à semelhança dos cilindros pneumáticos. Não é necessário
programar bastando apenas introduzir as posições desejadas utilizando valores numéricos
(Ilustração 20).

24
Ilustração 20 PC Interface Software for PC

25
2.1.2.6 Impressoras
Para permitir a rastreabilidade de um produto é necessário identifica-los. Para tal são
impressas etiquetas com códigos de barras que contêm a informação do produto.
Ilustração 21 À esquerda impressora DATAMAX, à direita impressora ZEBRA
Estas etiquetas podem conter códigos 1D, unidimensional, ou 2D, bidimensional e a
informação presente nelas pode ser codificada de varias maneiras, como na figura seguinte.
Ilustração 22 Tipos de códigos de barras

26
Para imprimir essas etiquetas são utilizadas as impressoras da Ilustração 27. A diferença
entre estas duas reside na linguagem utilizada para construir a etiqueta. No caso da DATAMAX [27]
(Ilustração 21) a linguagem utilizada é a DPL [28] e no caso da ZEBRA [29] (Ilustração 21) a
linguagem utilizada é ZPL e ZPL II [30].

27
2.2 Software
Foi desenvolvido um software standard para esta bancada, pois o objetivo principal era que
todas as bancadas standard utilizassem o mesmo interface (Ilustração 23). Este interface foi criado
utilizando a ferramenta Visual Basic (VB) [8], e pretendia-se que o operador seguisse as instruções
fornecidas para montar o produto corretamente.
Este software contém um interface e vários módulos que permitem a sua interação com os
dispositivos ligados à bancada e base de dados.
Ilustração 23 Interface principal do software da bancada standard
Neste interface é indicado ao operador qual a instrução que tem de seguir. Cada uma
destas instruções é acompanhada por uma ilustração para ser mais fácil para o operador o que
tem de fazer para montar o produto. Existem vários campos que dão informação sobre o produto a
ser montado como o código de barras que foi lido pelo scanner, o estado da rede AS-i, os sinais de
entrada e um contador que indica quantos produtos já foram produzidos. Existem também vários
botões para poder testar a aparafusadora, o scanner, os sinais de saída e a impressora.
Para poder controlar a bancada o software utiliza 8 módulos que são:

28
Módulo principal (montagem)
Módulo de comunicação com o Master AS-i
Módulo de entradas
Módulo de saídas
Módulo da aparafusadora
Módulo do leitor de código de barras
Módulo Oracle
Módulo da impressora
Cada um destes módulos contém as funções necessárias para poder interagir com todos
os dispositivos presentes na bancada.
2.2.1 Módulo Principal (montagem)
Este módulo é o módulo central do software, controla todos os outros módulos e é
responsável pela sequência da montagem do produto.
Cada bancada tem um módulo diferente e específico, dependendo da montagem de um
determinado produto. Deste modo é garantida a versatilidade e estandardização do software de
controlo.
2.2.2 Módulo de comunicação com o Master AS-i
Este módulo é responsável pela comunicação com a placa AS-i PCI 2 BOARD [12] e
consequentemente a rede AS-i [7]. Este módulo controla os sinais de todos os módulos ligados à
rede AS-i. Uma lista de entradas e saídas de toda a rede é atualizada constantemente, dispositivo a
dispositivo.
Para poder efetuar e garantir a comunicação deste módulo com a rede AS-i o fabricante,
Bihl + wiedemann, fornece duas librarias dinâmicas, asipci.dll e asidrv32.dll. A primeira libraria é

29
específica ao protocolo de comunicação da rede AS-i e a segunda libraria utiliza a primeira para
indicar qual é o dispositivo selecionado, através do seu endereço na rede, e qual o comando a
efetuar.
2.2.3 Módulo de entradas
Este módulo está interligado com o módulo anterior e é responsável pelo controlo de todos
os sinais de entradas dentro da rede AS-i. Cada sinal de entrada necessário no módulo principal
será acedido através das funções deste módulo.
Este módulo utiliza 3 variáveis para identificar e aceder aos sinais de entrada, o nome do
sinal, o seu estado, e o slave a que está ligado. Um slave pode ser um dos módulos AS-i bus ligado
ao quadro elétrico. Este módulo atualiza constantemente as entradas da rede AS-i.
Para poder visualizar todas as entradas ao mesmo tempo este módulo cria uma janela
com a lista das entradas atualizadas (Ilustração 24).
Ilustração 24 Janela com lista de entradas

30
2.2.4 Módulo de saídas
Este módulo, à semelhança do anterior, também está interligado com o módulo de
comunicação com o Master AS-i e é responsável pelo controlo de todos os sinais de saída dentro
da rede AS-i. Cada sinal de saída necessário no módulo principal será acedido através das funções
deste módulo.
Este módulo utiliza 3 variáveis para identificar e aceder aos sinais de saída, o nome do
sinal, o seu estado, e o slave a que está ligado. Neste caso o slave pode ser o bloco de válvulas
pneumáticas dos cilindros da bancada. Este módulo atualiza constantemente as saídas da rede AS-
i. Através das suas funções pode alterar-se o estado das saídas dos dispositivos da rede AS-i.
Para poder visualizar todas as saídas ao mesmo tempo este módulo cria uma janela com a
lista das saídas atualizadas (Ilustração 25).
Ilustração 25 Janela com lista de saídas

31
2.2.5 Módulo da aparafusadora
Este módulo é responsável pelo controlo dos sinais do controlador da aparafusadora.
Após selecionar um dos programas de aparafusamento do controlador, através dos
Program bits, este módulo ativa o sinal Start para iniciar o aparafusamento. Aguarda enquanto o bit
Busy está ativo e de seguida analisa os sinais de conclusão do aparafusamento, OK ou NOK. O
sinal OK indica que o aparafusamento concluído com êxito, e o sinal NOK indica que ocorreu um
erro durante o aparafusamento e que foi abortado. Para limpar o erro e regressar ao estado inicial,
é necessário altivar o sinal Reset.
No fim de cada aparafusamento o módulo regressa ao seu estado inicial a espera que lhe
seja enviado um novo start.
2.2.6 Módulo do leitor de código de barras
Este módulo tem por função parametrizar e estabelecer a comunicação entre o software e
o leitor de códigos de barras através de uma porta COM do PC (RS232).
Quando o módulo principal quer receber dados do scanner utiliza este módulo para enviar
um sinal de trigger. Após receber este sinal o scanner inicia a descodificação do código de barras
da etiqueta e envia uma string que contém todos os dados descodificados. Se o scanner não ler
nenhum dado envia uma string com o valor “FAIL”.
O módulo principal interpreta todos estes valores e toma as decisões programadas para
seguir a sequência de produção.

32
2.2.7 Módulo Oracle
Todos os acessos à base de dados Oracle do cliente são feitos a partir deste módulo, que
utiliza por sua vez as funções duma libraria dinâmica fornecida pelo próprio cliente para garantir a
fiabilidade dos acessos e da comunicação.
Durante a assemblagem de um produto nas bancadas de uma linha de produção é
necessário garantir que os componentes utilizados durante o processo sejam os adequados. Pois
cada posto dessa linha é responsável por uma parte da assemblagem do produto. Para tal são
utilizados etiquetas com códigos de barras para identificar cada componente. Quando um desses
componentes entra na linha, o posto que o identificou verifica através da base de dados se
pertence ao produto a ser montado, se este passou no posto anterior para não saltar um passo, se
o produto foi concluído com sucesso ou até mesmo se ocorreu qualquer tipo de problema durante
o processo. No casso de ocorrer um problema este será reportado à base de dados para posterior
avaliação.
É deste modo garantida a rastreabilidade total do processo de assemblagem do produto.
2.2.8 Módulo da impressora
Este módulo é responsável pelo envio dos dados a colocar na etiqueta a ser impressa pela
impressora. Foi criado um ficheiro utilizando a linguagem de programação DPL especifica para a
impressora. Neste ficheiro estão presentes todas as informações sobre o layout da etiqueta assim
como os seus campos de dados. Para imprimir uma etiqueta o módulo principal coloca os todos os
dados do produto nos campos específicos da etiqueta, envia ta informação toda para a impressora
através de uma porta série (RS232) do PC seguido do sinal de trigger para a impressora imprimir.

33
Capitulo 3
Desenvolvimento do novo Software
À semelhança do software utilizado anteriormente na bancada standard este novo
software, por imposição do cliente, foi desenvolvido com a ferramenta Visual Studio [4] na
linguagem de programação Visual Basic. O objetivo fundamental continua o mesmo, mediante
instruções e ilustrações, guiar o operador na assemblagem de produtos numa linha de montagem.
Uns dos problemas do software anterior surgia quanto se tinha que alterar a bancada, se
fosse preciso introduzir mais um dispositivo ou alterar/acrescentar um passo na assemblagem do
produto também era necessário alterar o código fonte do software. Para resolver esse problema
eram gerados vários ficheiros executáveis parar funcionar com o dispositivo para o qual foram
desenhados.
O outro problema surgia quando era necessário alterar a parametrização, configuração ou
a ligação de periféricos novos na bancada, e implicava a alteração do código fonte do software do
posto para funcionar corretamente.
O interface visual também não era dos mais intuitivos e começaram a ser utilizados novos
periféricos que não funcionariam com o software.
Esta nova versão de software veio colmatar estas lacunas mediante a utilização de
interfaces de configuração e testes para cada tipo de dispositivo utilizado na bancada e pela
criação de um interface que permite criar sequências de montagem de um produto sem haver
necessidade de alterar o seu código fonte. Deste modo apenas existe um executável no posto que
utiliza vários ficheiros onde estão armazenadas as configurações e toda a sequencia de montagem
de um dado produto.

34
3.1 Interface Principal
Quando o software é iniciado o interface Principal é carregado (Ilustração 26).
Ilustração 26 Interface principal
Este interface tem um layout relativamente simples de utilizar. É composto por vários
campos de informação, nomeadamente:
O campo de instruções onde são apresentadas as instruções ao operador.
O campo de informações onde são apresentadas todas as mensagens internas do
software como erros ou eventos.
O campo código de barras onde são apresentados todos os códigos de barras
lidos durante a produção de um produto.
Os campos “Nº Produto” e “Nº Serie” onde são apresentados o código de produto
e número de série principal do produto.
O campo contador de produto para saber quantos produto já foram produzidos.
Opções de configuração e ajuda
Botões de início do processo e saída da
aplicação
Imagem da instrução
Contador de produtos montados
Reset do contador
Códigos de barras lidos
Código “PAI” do produto
Número da instrução
Barra de progresso
Instrução de trabalho
Mensagens de informação e
erros
Descrição do
programa

35
O campo de fotografias onde são apresentadas as ilustrações respetivas a cada
passo da assemblagem.
Uma barra de progresso para indicar ao operador em que ponto da assemblagem
vai.
Estão presentes os botões de “Start/Stop”, para iniciar o processo de assemblagem do
programa escolhido no interface de seleção de programas, o botão “Sair”, para sair da aplicação e
de reset do contador dos produtos.
Existe também um sistema de menus, “Login” e “Configuração” (Ilustração 27), em que o
segundo apenas é habilitado quando é feito o login. A partir do menu de configuração é possível
aceder aos vários interfaces de configuração de dispositivos associados à bancada.
Ilustração 27 Menu de configurações

36
3.2 Interface de seleção de programas
Quando é pressionado o botão se “Start/Stop” do interface principal, o interface de
seleção de programas é apresentado (Ilustração 28). Este interface permite selecionar qual a
sequência de montagem a ser feita na bancada. Esta sequência deve ser previamente configurada
e guardada através do interface de configuração da sequência de execução.
Ilustração 28 Interface de seleção de programas
3.3 Interface de login e alteração da password
Quando o operador quer alterar ou visualizar qualquer tipo de configuração tem que fazer o
login no software da bancada. Para tal tem que selecionar o menu “Login” e Preencher a password
(Ilustração 29).
Ilustração 29 Interface de login

37
Através do menu de configurações é possível aceder ao interface de alteração da password
(Ilustração 30). Neste interface é possível alterar a password depois de fornecer a antiga e carregar
no botão “OK” para confirmar ou no botão “Cancel” para anular.
Ilustração 30 Interface de alteração da password

38
3.4 Interface de Entradas e Saídas
Este interface é acedido através do item “Estado das variáveis” no menu de configurações.
Através deste interface (Ilustração 31) é possível ver qual é o estado das variáveis de entrada e de
saída dos dispositivos ligados à rede AS-i assim como alterar o nome destas para ser mais fácil
identifica-las. Para cada alteração é necessário carregar no botão “Guardar” senão as alterações
não têm efeito.
Ilustração 31 Interface de entradas e saídas
Por defeito o nome das variáveis é “Livre” para indicar ao utilizador que não está nenhum
dispositivo ligado nessa entrada do módulo AS-i Bus. O número do módulo corresponde ao
endereço desse módulo na rede AS-i. Deste modo é possível aceder a qualquer pino de
entrada/saída de qualquer módulo AS-i Bus endereçado nessa rede. Apenas é possível alterar o
estado das saídas, através da checkbox posicionada antes do nome da variável. Nas entradas
estão ligados os sensores e nas saídas os atuadores, como no exemplo da Ilustração 31.

39
3.5 Interface de configuração e teste dos scanners
Ao escolher o item “Leitores de códigos de barras” no menu de configurações este
interface é apresentado (Ilustração 32). A partir deste interface é possível configurar e testar
qualquer scanner ligado à bancada.
Ilustração 32 Interface de configuração e teste dos scanners
É composto por:
A group box “Configuração da Porta” onde é possível parametrizar a porta série
onde está ligado o scanner.
A combo box “Scanner nº” onde é possível selecionar o scanner desejado.
O campo “Mensagens de informação” onde são apresentadas todas as
informações internas do scanner.
O campo “Leitura do código” onde aparece a informação do código de barras lido
ou a mensagem “Falhou” para indicar que não foi lido nenhum valor.
O botão “Guardar” para guardar as configurações do scanner selecionado.
O botão “Teste do Scanner” fazer uma leitura manual.

40
3.6 Interface de configuração e teste dos sensores de contornos e câmaras de visão
Ao selecionar o item “Sensores de contornos/Camaras de visão” no menu de
configurações é possível configurar todos os sensores de contornos (2.1.2.3) e as câmaras de visão
Cognex (2.1.3.4).
Para configurar um sensor de contornos ou uma câmara Cognex é necessário selecionar
um número de sensor e o seu tipo. Este interface apenas configura a ligação destes dispositivos à
bancada e permite testar os seus programas. Estes programas são configurados através dos
softwares que os acompanham no momento da instalação.
Ilustração 33 Configuração câmara Cognex

41
As câmaras Cognex estão ligadas à bancada através da rede Ethernet do cliente, logo
apenas fica habilitada a configuração de “Host” e “Light” como na Ilustração 33. É necessário
indicar qual o endereço IP da câmara e a porta de acesso, para poder comunicar com ela, e o
endereço na rede AS-i onde está ligada a iluminação extra da câmara. (a iluminação não faz parte
integrante da câmara)
Ilustração 34 Configuração sensor de contornos IFM
Os sensores de contornos estão ligados à bancada através dos módulos AS-i Bus presentes
no quadro elétrico, logo apenas as configurações de “Input” e “Output” são habilitadas, como na
Ilustração 34.
A indicação dos sinais é feita da seguinte forma:
Começa com um “E” ou “S” (Entrada ou saída) seguida do número da saída (1 a 4).
Depois por um “A” (Endereço) seguida do número do módulo onde se encontra (01 a 31) (Ex.

42
Entrada: E2A04, Ex. Saída: S4A12). Os endereços têm que ser indicados sempre por dois dígitos,
ou seja, aos endereços de 1 a 9 tem que ser adicionado o zero à esquerda.
Para cada configuração é necessário carregar no botão “Guardar” senão as configurações
são descartadas.
Depois de configurados é possível selecionar qualquer um destes sensores, assim como o
programa a testar, carregar no botão “Teste” e observar o resultado do teste no campo “Resultado”
na caixa “Teste do sensor”. A caixa “Lógica inversa” é utilizado para inverter o resultado do teste
(ex.: se o resultado for TRUE então passa a ser FALSE).
43
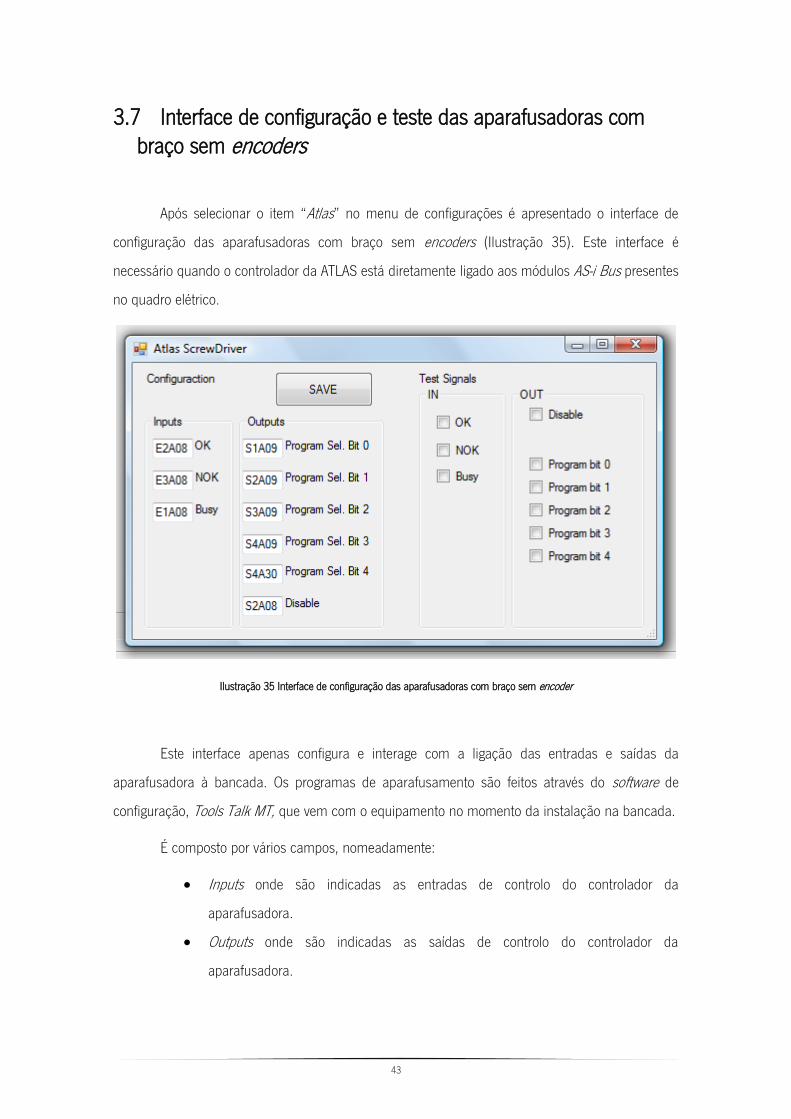
3.7 Interface de configuração e teste das aparafusadoras com braço sem encoders
Após selecionar o item “Atlas” no menu de configurações é apresentado o interface de
configuração das aparafusadoras com braço sem encoders (Ilustração 35). Este interface é
necessário quando o controlador da ATLAS está diretamente ligado aos módulos AS-i Bus presentes
no quadro elétrico.
Ilustração 35 Interface de configuração das aparafusadoras com braço sem encoder
Este interface apenas configura e interage com a ligação das entradas e saídas da
aparafusadora à bancada. Os programas de aparafusamento são feitos através do software de
configuração, Tools Talk MT, que vem com o equipamento no momento da instalação na bancada.
É composto por vários campos, nomeadamente:
Inputs onde são indicadas as entradas de controlo do controlador da
aparafusadora.
Outputs onde são indicadas as saídas de controlo do controlador da
aparafusadora.

44
IN onde é mostrado o estado das entradas de controlo do controlador da
aparafusadora na rede AS-i.
OUT onde é mostrado o estado das saídas de controlo do controlador da
aparafusadora na rede AS-i.
Uma vez configurada a ligação da aparafusadora à bancada no interface, isto é, uma vez
que todas as entradas e saídas são configuradas, é necessário carregar no botão “Guardar” ou as
alterações são descartadas. Para testar os programas do controlador da aparafusadora basta
selecionar os Program bits do interface e o controlador da aparafusadora comuta automaticamente
entre programas (ex.1: se apenas o Program bit 0 é selecionado então o programa de
aparafusamento escolhido é o programa 1; ex.2: se o Program bit 0 e o program bit 1 são
selecionados então o programa de aparafusamento escolhido é o programa 3). O “Disable” serve
para fazer o reset à aparafusadora.
Utiliza a mesma convenção que o interface de configuração e teste dos sensores de
contornos e câmaras de visão (ponto 3.7) para indicar o endereço das entradas e saídas do
sistema.

45
3.8 Interface de configuração e teste das aparafusadoras com braço com encoders
Ao selecionar o item “Controlador Braço Aparafusadora”, no menu de configurações,
aparece o interface de configuração e teste das aparafusadoras montadas num braço de torque
equipado com encoders e o seu controlador, DOGA POSI-CONTROL [23] (Ilustração 36).
Ilustração 36 Interface de configuração e teste das aparafusadoras com braço com encoder
Neste caso o controlador da ATLAS não está ligado diretamente aos módulos AS-i Bus
presentes no quadro elétrico mas sim ao controlador do braço com encoders, passando este a
interpretar os seus sinais de entrada e saída.
Este interface apenas configura e interage com a ligação das entradas e saídas do
controlador DOGA POSI-CONTROL à bancada. Os programas de aparafusamento são feitos através
do software de configuração que vem com a aparafusadora, Tools Talk MT, no momento da
instalação na bancada.
Para configurar um braço com encoder é necessário selecionar primeiro o braço no campo
“Doga”, pois o interface pode interagira com mais do que um braço com encoders, e de seguida

46
indicar todas as entradas do controlador no grupo “Inputs” e todas as saídas no grupo “Outputs”.
O campo “Auxiliar Cilinder” é preenchido quando o braço da aparafusadora é equipado com um
cilindro de auxílio ao operador e será atuado quando a aparafusadora está na posição correta de
aparafusamento para ajudar o operador. A convenção utilizada é a mesma do que no interface de
configuração e teste dos sensores de contornos e câmaras de visão (ponto 3.7) para indicar o
endereço das entradas e saídas do sistema.
Uma vez configurada a ligação do controlador do braço com encoders à bancada no
interface, isto é, uma vez que todas as entradas e saídas são configuradas, é necessário carregar
no botão “Guardar” ou as alterações são descartadas. Para testar os programas de
aparafusamento basta selecionar qual o braço a ser selecionado no campo “Doga” e a sequência
de aparafusamento no campo “Program” e carregar no botão “Start”. De seguida a sequência de
aparafusamento inicia. No campo “Screwing Result” é apresentado o resultado do
aparafusamento, se foi bom ou mau, e no campo “Screw number” é indicado qual o número do
parafuso da sequência de aparafusamento. O “Reset” no grupo OUT serve para reiniciar a
aparafusadora.

47
3.9 Interface de configuração da base de dados Oracle
Depois de selecionar o item “Configurar Base de Dados” no menu de configurações o
interface acima é apresentado (Ilustração 37). Este interface permite configurar os parâmetros de
acesso à base de dados do cliente.
Ilustração 37 Interface de configuração da base de dados Oracle
Cada posto na linha tem que aceder individualmente a base de dados para enviar e
receber informações sobre os produtos ou sobre o próprio processo de assemblagem de um
produto, como por exemplo saber se a parte do produto que acabou de ser lida por um scanner já
foi processado na bancada anterior. Para tal cada bancada deve pertencer à rede do fabricante e
para ser identificada é necessário indicar qual o login e password do utilizador da bancada assim
como os Ids da linha e da estação.
Uma vez configurado é necessário carregar no botão “Guardar” caso contrário as
configurações são descartadas.

48
3.10 Interface de configuração do eixo IAI
Quando o item “IAI” do menu de configurações é selecionado, a seguinte janela é
apresentada (Ilustração 38).
Ilustração 38 Interface de configuração do eixo IAI
Este interface configura e controla as ligações do cilindro elétrico, RoboCylinder RCP2 [26],
aos módulos de entradas e saídas AS-i Bus. Este cilindro é utilizado na aplicação e doseamento de
silicone industrial.
Este interface é composto por vários campos, nomeadamente:
Inputs onde são indicadas todas as entradas de controlo do cilindro elétrico nos
módulos AS-i.
Outputs onde são indicadas todas as saídas de controlo do cilindro elétrico nos
módulos AS-i.
Configuração da purga onde é indicado o tempo de dispensação de silicone e o
intervalo entre cada dispensação, quando a bancada não está a produzir para não
permitir a secagem do silicone dentro do tubo de evacuação.
Presença Cartucho que é o sensor de deteção do cartucho de silicone do posto.
Cil. Pistola que é a saída que ativa o cilindro de bloqueio da pistola de
doseamento de silicone.
IN onde são mostrados os estados de todas as entradas de controlo do cilindro
elétrico.

49
OUT onde são mostrados os estados de todas as saídas de controlo do cilindro
elétrico.
O botão “Mover até Encontrar Cartucho” que faz avançar o cilindro elétrico até
detetar a presença do cartucho de silicone.
O botão “Reset ao Eixo” que retrai completamente o cilindro elétrico.
O botão “Dispensing 1X” que faz avançar o cilindro elétrico durante o tempo de
purga configurado.
A configuração do próprio cilindro elétrica é feita através do software de configuração que o
acompanha, PC Interface Software for PC.

50
3.11 Interface de configuração e teste das impressoras
Para configurar as impressoras basta selecionar o item “Label Printer” seguido de
“Configure Printer” e o seguinte interface é apresentado (Ilustração 39).
Ilustração 39 Configuração impressora
Este interface apenas configura a ligação da impressora com o software da bancada,
através de uma porta série (RS232), e permite escolher o ficheiro onde está armazenado o layout
da etiqueta a ser impressa. Cada bancada apenas pode ter uma impressora, por isso se configura
apena uma porta.
Após configurar todos os parâmetros da porta série e selecionar o ficheiro com os dados
da etiqueta é necessário carregar no botão “Save Settings” caso contrário os dados são
descartados.
Para testar a impressora é necessário selecionar o item “Label Printer” seguido do item
“Test Printer” e o seguinte interface aparece (Ilustração 40).

51
Ilustração 40 Teste Impressora
Este interface é composto por vários campos de informação do tipo “var” que
correspondem aos campos de informação a ser introduzida na etiqueta, como por exemplo os
códigos de produto e números de série.
Neste interface é possível utilizar muitas funcionalidades das impressoras como imprimir
etiquetas de teste e configurar as tonalidades e tamanhos das etiquetas, mas não alterar o layout.

52
3.12 Interface de configuração da sequência de execução
Ao selecionar o item “Program Flow” o seguinte interface é apresentado (Ilustração 41).
Ilustração 41 Interface de configuração da sequência de execução
Através deste interface é possível configurar a sequência de montagem de um produto.
Para tal esta janela é composta por:
O grupo “Program” onde pode ser selecionado o número da sequência de
montagem a ser configurada assim como a o nome desta sequencia no campo
“Description”.
Os botões “NEW PROGRAM”, “COPY PROGRAM”, “DELETE PROGRAM” e “SAVE
PROGRAM” que permitem, respetivamente, criar um novo programa para uma
sequência de montagem, copiar o programa de uma sequência, apagar o
programa de uma sequência e guardar o programa de uma sequência.
A tabela com a sequência de montagem onde se podem adicionar ou remover as
sequências do programa.

53
A combo box “Function” onde são escolhidas as funções a ser executadas em
cada passo do programa.
Os campos “Parameter”, “Step BAD” e “Step GOOD” que correspondem,
respetivamente, aos parâmetros que as funções aceitam, ao número da próxima
linha do programa a ser executada no caso de o resultado ser negativo e ao
número da próxima linha do programa a ser executada no caso de o resultado ser
positivo.
A caixa “Help” onde é apresentada uma descrição da função selecionada na
combo box “Function”.
A caixa “Instruction” onde é introduzida a instrução a ser apresentada ao operador
durante a execução do passo escolhido na tabela da sequência de montagem.
A caixa “Photo” onde se pode arrastar a fotografia a ser apresentada em conjunto
com a instrução introduzida na caixa “Instruction”.
O botão “SAVE STEP” para armazenar a sequência que está a ser configurada na
tabela.
O botão “ADDITIONAL CONFIGURATION” que abre o interface de configuração
avançada (Ilustração 51) (Ilustração 52).
Este interface contém um módulo onde são mapeadas todas as funções de controlo de
todos os dispositivos e periféricos associados à bancada. Cada uma destas funções é listada na
combo box “Function” e apenas os parâmetros que ela utiliza, com o nome respetivo de cada um,
são habilitados. A parametrização da sequência de montagem é armazenada num ficheiro “.xml”
para ser seguida durante a montagem do produto.
Ilustração 42 Diagrama da interligação dos interfaces principal e de configuração da sequência de montagem

54
Na ilustração 42 é representada a interligação do interface principal com o interface de
configuração. O módulo de configuração da sequência de montagem utiliza o módulo de
mapeamento das funções para parametrizar a sequência de montagem. O módulo principal de
funcionamento do software utiliza o módulo de mapeamento das funções para saber qual o
próximo passo a ser feito mediante a parametrização guardada no ficheiro de parametrização da
sequência de montagem.
Em conjunto com este interface vem o interface de configuração avançada (Ilustração 43)
(Ilustração 44) onde é completada a configuração do programa da sequência de montagem. Esse
interface é composto por:
O campo “Program” onde é indicado o programa a ser selecionado
O campo “Code Bar List” onde são apresentados todos os códigos dos produtos a
ser montados pelo programa selecionado.
O campo “Product Number” onde são introduzidos novos códigos de produtos na
“Code Bar List”.
O grupo “Cameras” onde são selecionados os programas de visão dos sensores
de contornos e Cognexs.
O grupo “Screw Drive Arm Prog” onde são selecionados os programas e
sequências de aparafusamento, no caso de ser uma aparafusadora com braço
com encoders (Ilustração 43), e a quantidade de parafusos assim como o
programa de aparafusamento de cada parafuso, no caso de ser uma
aparafusadora com braço sem encoders.
O grupo “DowCorning” onde é indicado o número de doseamentos de silicone
industrial assim como o tempo de doseamento.
O botão “Save” para guardar todas as configurações.

55
Ilustração 43 Interface de configuração avançada 1
Ilustração 44 Interface de configuração avançada 2

56
Deste modo para configurar uma nova sequência de montagem basta:
Carregar no botão “NEW PROGRAM”
Preencher a descrição do programa.
Clicar com o botão direito do rato na tabela e selecionar “INSERT”
Selecionar a função a ser executada nesse passo no campo “Function”
Preencher os parâmetros necessários, indicar qual o próximo passo a seguir no
caso de ser bem-sucedida (“Step GOOD”) ou mal sucedida (“Step BAD”).
Introduzir a instrução de trabalho a ser apresentada ao operador no momento da
montagem.
Arrastar a fotografia a ser apresentada ao operador no momento da montagem
para o campo “Photo”.
Carregar no botão “SAVE STEP” para armazenar o passo na tabela do programa.
Repetir estes passos até obter a sequência completa de execução.
Uma vez a sequência completa, carregar no botão “ADDITIONAL
CONFIGURATION”, introduzir todos os código de produtos a ser produzidos e
selecionar os programas dos periféricos utilizados durante a assemblagem do
produto.

57
Capitulo 4
Resultados
Com este trabalho resultou um novo software de controlo dos postos semiautomáticos
para uma linha de montagem de autorrádios.
Este software foi implementado e testado por partes. O interface principal foi o primeiro a
ser projetado e implementado, seguido de todos os outros interfaces até a junção deles todos.
O interface principal foi o mais difícil de projetar porque foi necessário estudar a maneira
como os operadores da fábrica interagem com os postos semiautomáticos de uma linha. O layout
foi o primeiro passo a ser abordado e estudado mediante a comunicação com os operadores sobre
as suas opiniões e sugestões.
Depois de desenhado o layout do interface principal e implementado foram estudados
todos os componentes e periféricos associados à bancada. Este processo foi muito moroso
começando pelo estudo do funcionamento da rede AS-i, a eletrificação e pneumática do posto.
Depois de concluído este estudo foi criado um interface que permite a visualização de todos os
módulos presentes na rede AS-i, a visualização do estado das suas entradas e saídas e a alteração
das suas saídas. Este interface foi testado na ITEC.
Foi iniciado um segundo estudo sobre todos os periféricos associados à bancada,
começando pelos leitores de códigos de barras, as aparafusadoras elétricas, os braços com
encoders, os eixos IAI, os sensores de contornos, as impressoras e as camaras COGNEX. Para
cada um destes periféricos foram criados módulos com todas as funções necessárias para a
comunicação e controlo. Estes módulos foram testados numa bancada de teste na ITEC e nas
bancadas do cliente durante instalações feitas durante o presente ano. Estes módulos foram
integrados num interface desenhado para cada um destes periféricos e voltaram a ser testados na
ITEC e nos postos do cliente durante a instalação de vários postos.
Uma vez que os testes destes interfaces foram satisfatórios foram introduzidos no interface
principal e foi criado um sistema de menus para poderem ser acedidos.

58
Iniciou-se então o processo de mapeamento de todas as funções existentes nos módulos
dos interfaces e daí nasceu uma “máquina de estados ajustável”. Este processo permite que seja
possível criar um ficheiro, que o software interpreta e decide qual a função a ser executada, assim
como os seus parâmetros, e mediante o resultado devolvido por essa função decidir qual a próxima
a executar. Este módulo foi introduzido no software e testado com sucesso.

59
4.1 Montagem e configuração de uma bancada semiautomática
Nesta secção é mostrado em pormenor a montagem de uma das bancadas
semiautomáticas de uma linha de produção com o novo software.
Esta bancada foi desenhada para aparafusar o Housing de uma PCB.
A primeira parte consiste em montar a estrutura metálica do posto.
Ilustração 45 Estrutura metálica da bancada semiautomática

60
Esta estrutura é composta por perfis de alumínio, quatro rodas para facilitar o seu
transporte, um suporte para o computador, um quadro elétrico na parte traseira, um corte geral
para ligar ou desligar a alimentação elétrica da bancada e uma estante superior para suportar um
monitor TFT assim como a iluminação do posto.
O quadro elétrico é eletrificado antes de ser colocado na bancada. Este quadro contém os
disjuntores e fusíveis necessários para a proteção do posto, duas fontes de alimentação, sendo
uma para alimentar a rede AS-i e a outra para fornecer 24volts, e 3 módulos AS-i Bus com 4
entradas e 4 saídas cada um.
Ilustração 46 Quadro elétrico da bancada semiautomática
Procede-se então à colocação da chapa para a pneumática na parte inferior
traseira.

61
Ilustração 47 Chapa para pneumática da bancada semiautomática
Nesta chapa são colocadas as válvulas de controlo dos cilindros da bancada assim
como o corte manual da pressão de ar, regulador, e corte elétrico. Estes dispositivos são
ligados à rede AS-i e à rede de tubos pneumáticos da linha de produção. Também é
colocada uma chapa de certificação CE emitida pela empresa ITEC – Iberiana Technical
para garantir que a bancada cumpre as normas europeias.
É instalada uma régua de tomadas na parte interior desta chapa para pneumática
para alimentar os periféricos associados à bancada.

62
Ilustração 48 Régua de tomadas da bancada semiautomática
Procedeu-se então à montagem e ligação do braço com encoders com o seu
controlador Doga Posi-Control, e da aparafusadora com o seu controlador Atlas Microtech
(ilustrações 58 e 59). O controlador da aparafusadora é ligado ao controlador do braço
com encoders e este por sua vez é ligado ao quadro elétrico (ilustração 60).

63
Ilustração 49 Braço com encoders e aparafusadora Atlas Copco

64
Ilustração 50 Controladores Atlas Microtech e Doga Posi-Control
Ilustração 51 Quadro elétrico da bancada semiautomática com ligação do controlador Doga Posi-Control

65
Também é colocado um alimentador de parafusos que não é controlado pela
bancada (ilustração 61). Este apenas se encarrega de fornecer um parafuso cada vez que o
operador retira um.
Ilustração 52 Alimentador de parafusos da bancada semiautomática
Depois de eletrificar a ferramenta que será adaptada à bancada apenas é
necessário coloca-la na parte superior e ligar a ficha Harting para esta ficar conectada à
rede AS-i e à pneumática (ilustração 62).

66
Ilustração 53 Ficha Harting da bancada semiautomática
No fim é instalado um PC, um teclado e um scanner Datamatrix 200 (ilustração 63)
e procede-se à instalação de todo o software necessário para configurar os periféricos
associados.
Ilustração 54 Teclado e PC da bancada semiautomática
No final da instalação o resultado é mostrado na ilustração 64.

67
Ilustração 55 Bancada semiautomática
A partir deste ponto é instalado o novo software de controlo no PC da bancada e é
configurada a sequência de montagem da PCB no Housing.

68
A primeira etapa é garantir que não se encontra nenhuma peça na ferramenta no
início da assemblagem do produto, que a máscara de aparafusamento está aberta e que a
base de aparafusamento esteja em baixo. A segunda etapa consiste em colocar as peças
uma por uma obedecendo à sequência de montagem programada:
1. Baixar base de aparafusamento
2. Aguardar abertura da máscara de aparafusamento
3. Aguardar que o Housing seja removido da ferramenta
4. Iniciar interface do software
5. Aguardar que o novo Housing seja colocado na ferramenta
6. Ler código de barras do Housing
7. Verificar na base de dados se o Housing passou no posto anterior
8. Aguardar fecho máscara de aparafusamento
9. Bloquear máscara de aparafusamento com os cilindros pneumáticos
10. Subir base de aparafusamento
11. Aguardar aparafusamento de 4 parafusos e indicar o resultado de cada
aparafusamento na base de dados
12. Baixar base de aparafusamento
13. Desbloquear máscara de aparafusamento
14. Aguardar pela abertura da máscara de aparafusamento
15. Indicar ao operador e à base de dados que o dispositivo passou no posto
com sucesso e registar resultado na base de dados
16. Voltar para o ponto 3
A configuração desta sequência de montagem no software é representada pelas
ilustrações 65 e 66.

69
Ilustração 56 1ª parte da sequência de montagem

70
Ilustração 57 2ª parte da sequência de montagem
O processo de instalação e configuração dos periféricos e do software para este
posto foi executado em 4 horas. Foram necessárias mais 4 horas para testar a
funcionalidade da sequência de montagem e verificação do bom funcionamento do
software.
Com o software anterior o processo de testar a bancada teria demorado mais 6
horas adicionais, pois como durante os testes é quase sempre necessário alterar o código
fonte e voltar a compila-lo e copiá-lo para a pasta do programa, uma alteração simples
como acionar um cilindro pneumático e verificar os seus sensores introduz cerca de 10
minutos adicionais. Com o novo software apenas é necessário abrir o ficheiro com a
sequência de montagem através do interface de configuração e inserir mais duas linhas,
atuar cilindro e verificar sensor do cilindro, no step desejado. Depois de alterado basta
guardar as alterações e selecionar a nova configuração no interface principal sem ter a
necessidade de recompilar o código fonte da bancada.

71
Capitulo 5
Conclusões e perspetivas futuras
O propósito deste projeto era desenvolver, com a ferramenta Visual Studio [4], um software
de configuração e controlo em visual basic, de postos semiautomáticos de uma linha de montagem
para permitir qualquer instalador programar a estação. Com o objetivo de diminuir o tempo de
integração da estação na linha de produção e como tal aumentar a produtividade. Assim, este
software tinha que ser amigável, facilitar a integração de sensores e atuadores AS-i e facilitar a
programação das instruções de trabalho mediante comandos de controlo.
Este projeto foi executado com sucesso e o software e está funcional. Foi necessário
mudar de estratégia durante a sua realização porque não era possível categorizar concretamente as
bancadas por tipo. Muitas das bancadas que pertenciam a categorias diferentes acabavam por ter
características semelhantes dependendo da montagem do produto. Para tal recorreu-se a um
método mais complexo e trabalhoso mas que acabou por revelar os seus frutos e tornar-se numa
solução ainda melhor. Este método permite utilizar todas as funções relativas a todos os módulos
dos interfaces através de um módulo principal, o que acabou por facilitar também a inserção de
novas funções.
Toda a comunicação AS-i da bancada já estava a ser utilizada há bastantes anos, tanto
que a própria bancada ganhou a alcunha de “Bancada ASI”, e não ocorreu qualquer tipo de erro
em relação a este interface.
Relativamente aos periféricos associados à bancada foi um longo processo de
aprendizagem, experiencias e formações dentro da empresa. Todos estes periféricos estão a
funcionar na produção do cliente com os seus respetivos interfaces de utilização.
Os testes não correram como previsto, pois a disponibilidade dos colaboradores foi muito
reduzida, mas permitiu na mesma o sucesso deste projeto.
A utilização deste novo interface permitiu reduzir bastante o tempo de colocação de uma
bancada numa linha de produção. Antes era preciso gastar entre 16 a 20 horas para alterar o

72
código fonte da bancada, para compilar o código para copiar os executáveis para a pasta do
programa e testar. Com este novo software são precisas entre 8 e 12 horas para ter a sequência de
montagem pronta e testada. Com este método foi removido o tempo gasto na alteração do código,
na compilação deste e na cópia dos executáveis passando apenas a ser gasto tempo para criação
das linhas de controlo da sequencia de montagem e o tempo de testes. Deste modo já não é
preciso instalar a ferramenta Visual Studio em cada posto da linha. Se o cliente pretender introduzir
um dispositivo com uma sequência de montagem diferente e outros periféricos continuando a
poder utilizar o dispositivo já utilizado apenas é preciso criar uma nova sequência de montagem,
que será escolhida no início de arranque da produção.
Este software vai continuar a sua evolução no seio da ITEC – Iberiana Technical e como
trabalho futuro pretende-se a implementação de um Debug da sequência de montagem via próprio
software permitindo parar o seu fluxo de execução para verificar se cada passo é executado
corretamente e o estado de algumas variáveis internas do processo.
Ao longo da sua duração, este projeto foi uma experiencia muito produtiva, enriquecedora
e positiva.

73
Bibliografia
[1] “ITEC - Iberiana Tecnhical,” [Online]. Available: http://www.itec.pt. [Acedido em Setembro 2011].
[2] L. Pannuzzo, “Bancada Standard para Linha de Montagem,” ITEC, Braga, 2009.
[3] “Universidade do Minho,” [Online]. Available: http://www.uminho.pt/. [Acedido em Outubro 2012].
[4] “Microsoft Visual Studio,” [Online]. Available: http://www.microsoft.com/visualstudio/eng/products/visual-studio-professional-2012#product-edition-professional-details. [Acedido em Setembro 2012].
[5] “Products - IAI GmbH,” [Online]. Available: http://www.iai-gmbh.de/en/products.html. [Acedido em Outubro 2012].
[6] “Sensores de visão,” [Online]. Available: http://www.ifm.com/ifmpt/web/pmain/020_010_030.html. [Acedido em Janeiro 2012].
[7] “AS-Interface | The System,” [Online]. Available: http://as-interface.net/System/. [Acedido em Outubro 2012].
[8] “Developing Applications with Visual Basic,” [Online]. Available: http://msdn.microsoft.com/library/vstudio/k6a6etxs. [Acedido em Setembro 2011].
[9] “SMC Corporation,” [Online]. Available: http://www.smc.eu/portal/WebContent/digital_catalog/jsp/view_features_list.jsp?dc_product_id=16738. [Acedido em Janeiro 2012].
[10]
“Módulos I/O AS-Interface,” [Online]. Available: http://www.ifm.com/ifmpt/web/pmain/050_030_030.html. [Acedido em Novembro 2011].
[11]
“O sensor de visão examina bem a sua produção,” IFM, [Online]. Available: http://www.ifm.com/ifmpt/web/news/der-vision-sensor-nimmt-ihre-produktion-unter-die-lupe.html. [Acedido em Novembro 2011].
[12]
“BW2087 - Bihl und Wiedemann GmbH,” bihl-wiedemann, [Online]. Available: http://www.bihl-wiedemann.de/en/products/as-interface-mastergateways/pc-boardspcb-modules/product-selector-pc-boardspcb-modules/s/bw2087.html. [Acedido em Dezembro 2011].
[13]
“BW2071 - Bihl und Wiedemann GmbH,” [Online]. Available: http://www.bihl-wiedemann.de/en/products/software/product-overview-software/l/bw2071.html. [Acedido em Fevereiro 2012].
[14 “Datalogic Matrix 200,” Datalogic, [Online]. Available: http://matrix200.datalogic.com/.

74
] [Acedido em Março 2012].
[15]
“Matrix 410™ | Datalogic Automation,” [Online]. Available: http://www.automation.datalogic.com/products/identification_39/image-based-id-readers_431/matrix-410_15/. [Acedido em Março 2012].
[16]
“CBX500 | Datalogic Automation,” Datalogic, [Online]. Available: http://www.automation.datalogic.com/products/identification_39/connectivity_68/cbx500_34/. [Acedido em Março 2012].
[17]
©. D. A. S.r.l., “Matrix 200™ Software Configuration Parameter Guide,” 2010.
[18]
©. D. A. S.r.l., “Matrix 400™ Software Configuration Parameter Guide,” 2010.
[19]
ITEC, “:: ITEC:: - Aparafusadora s/ escovas EBL,” [Online]. Available: http://www.itec.pt/itec/pt/index.php?cat=2&sub=1&prod=6&inf=prod_detail. [Acedido em Janeiro 2012].
[20]
ITEC, “:: ITEC :: - Aparafusadoras ETD Série M-L,” [Online]. Available: http://www.itec.pt/itec/pt/index.php?cat=2&sub=8&prod=1&inf=prod_detail. [Acedido em Janeiro 2012].
[21]
A. Copco, “ToolsTalk MTF/Analysis/Net: Software MicroTorque,” [Online]. Available: http://www.atlascopco.com.br/brbr/products/navigationbyproduct/product.aspx?id=3186150. [Acedido em Janeiro 2012].
[22]
“:: ITEC :: - Braço de Torque Articulado,” [Online]. Available: http://www.itec.pt/itec/pt/index.php?cat=2&sub=3&prod=0&inf=prod_detail. [Acedido em Fevereiro 2012].
[23]
DOGA, “DOGA Assemblage - DOGA POSI-CONTROL,” [Online]. Available: http://www.doga.fr/catalogue_pdf/bras-de-positionnement.pdf. [Acedido em Fevereiro 2012].
[24]
©. 2. C. Corporation, “Cognex Industrial Vision Systems | Machine Vision System,” [Online]. Available: http://www.cognex.com/machine-vision-system.aspx?langtype=2057. [Acedido em Abril 2012].
[25]
©. 2. C. Corporation, “Cognex Automated Inspection | Vision Inspection System,” [Online]. Available: http://www.cognex.com/in-sight-explorer.aspx?langtype=2057. [Acedido em Abril 2012].
[26]
“RCP2 - IAI GmbH,” [Online]. Available: http://www.iai-gmbh.de/en/products/electrical-cylinders/rcp2.html. [Acedido em Maio 2012].
[27 “Datamax I-Class Manual,” [Online]. Available: http://www.datamax-oneil.com/do/com/en-

75
] us/file.cfm/88-2241-01.pdf?contentID=4353. [Acedido em Maio 2012].
[28]
©. 1. D. Corporation, “DPL Programmer’s Manual,” 1999.
[29]
Z. Technologies, “Z Series Industrial Printers,” [Online]. Available: http://www.zebra.com/gb/en/products-services/printers/printer-type/industrial/z-series.html. [Acedido em Maio 2012].
[30]
©. 2. Z. Corp., “ZPL II Programming,” 2006.
[31]
“bihl - wiedemann,” [Online]. Available: http://www.bihl-wiedemann.de/de.html. [Acedido em Outubro 2011].
[32]
“Bosch Rexroth Pneumatics,” © Bosch Rexroth AG, [Online]. Available: http://www.boschrexroth.com/pneumatics-catalog/Vornavigation/Vornavi.cfm?Language=EN&VHist=g53567,g94968&PageID=g95923. [Acedido em Janeiro 2012].
[33]
“Datalogic Automation - Barcode ID, Inspection & Detection,” Datalogic, [Online]. Available: http://www.automation.datalogic.com/. [Acedido em Março 2012].