universidad veracruzana - estudio de consultores en
TRANSCRIPT
MONOGRAFÍA
P R E S E N T A :
QUE PARA ACREDITAR LA EXPERIENCIA EDUCATIVA:
COATZACOALCOS, VER. AGOSTO 2012.
FACULTAD DE INGENIERÍA
UNIVERSIDAD VERACRUZANA
INGENIERÍA C IV IL
CORRESPONDIENTE A LA CARRERA DE:
APLICACIÓN DE SISTEMAS A BASE DE RECUBRIMIENTOS
ANTICORROSIVOS PARA INSTALACIONES SUPERFICIALES,
DUCTOS, TUBERÍAS ENTERRADAS,
SUMERGIDAS E INTERFACES
NERY RAMÍREZ JIMÉNEZ
DIRECTOR DE MONOGRAFÍA :
MI. FRANCISCO DE JESÚS TREJO MOLINA
EXPERIENCIA RECEPCIONAL

Aplicación de sistemas a base de recubrimientos anticorrosivos…
1
DEDICATORIA:
Son muchas las personas especiales a las que me gustaría agradecer su amistad, apoyo, ánimo y compañía en las diferentes etapas de mi vida. Algunas están aquí conmigo y otras en mis recuerdos. Sin importar en donde estén o si alguna vez llegan a leer estas dedicatorias quiero darles las gracias por formar parte de mi y por todo lo que me han brindado.
Mami, no me equivoco al decir que eres la mejor mamá del mundo, gracias por todo tu esfuerzo, apoyo y la confianza que depositaste en mi, por apoyar mis decisiones, por estar siempre conmigo dándome mas de lo que necesito, gracias, mis logros son tus logros.
Padre, gracias por darme la vida y por apoyarme en lo que tu consideraste necesario.
A mis hermanos Anita, José Ángel y no menos importante Carlitos, gracias niños por estar conmigo compartiendo mis logros, alegrías y tristezas. Anita gracias por estar en mis buenos y malos momentos, ya que has sacrificado muchos sueños tuyos por hacer realidad los míos, no me bastara la vida para agradecerte tu apoyo incondicional.
A mis Sobrinitos Alex y Ebi, gracias por estar siempre conmigo, soportándome, escuchando mis ideas locas, saben que siempre estaré cuando lo necesiten.
A todos mis amigos, sin excluir a ninguno, pero en especial a Laura, Joel, Fidel, Noé Luis, mil gracias por todos los momentos que hemos pasado juntos y porque han estado conmigo siempre aunque sea solo para dar lata
y molestar , Solo puedo decir que son súper padrísimos. Noé fue un placer conocerte, aprendí mucho de ti.
A la familia Gonzales polito, por todas sus atenciones durante la realización de esta monografía, gracias.
A M.I. francisco de Jesús Trejo Molina por el apoyo en la realización de este trabajo.
Gracias

Aplicación de sistemas a base de recubrimientos anticorrosivos…
3
INDICE
INTRODUCCIÓN 12
OBJETIVOS 14
ALCANCES Y LIMITACIONES 15
ANTECEDENTES 16
MARCO TEORICO 18
CAPITULO I
REQUISITOS MÍNIMOS PARA LA SELECCIÓN DE RECUBRIMIENTOS
ANTICORROSIVOS
1.1. Requisitos mínimos de los recubrimientos anticorrosivos 30
1.2. Información técnica 35
1.3. Requisitos de aceptación para el suministro 36
1.4. Requisitos a cumplir para la aplicación 39
1.5. Preparación de la superficie 40
1.6. Aplicación de recubrimientos 56
1.7. Inspección del recubrimiento 70

Aplicación de sistemas a base de recubrimientos anticorrosivos…
4
CAPITULO II
SISTEMA DE PROTECCIÓN ANTICORROSIVA A BASE DE
RECUBRIMIENTOS PARA INSTALACIONES SUPERFICIALES
2.1 Selección de sistemas de recubrimiento anticorrosivos 73
2.1.1 Clasificación de recubrimientos 73
2.1.2 Condiciones mínimas para determinar un sistema de
protección anticorrosivo
76
2.1.3 Descripción de los sistemas de protección anticorrosiva 78
2.2. Preparación de la superficie 86
2.3. Aplicación de los recubrimientos 89
2.4. Inspección del recubrimiento 90
CAPITULO III
PROTECCIÓN CON RECUBRIMIENTOS ANTICORROSIVOS A
INSTALACIONES SUPERFICIALES DE DUCTOS.
3.1. Selección del sistema genérico 92
3.2. Preparación de la superficie 107
3.3. Aplicación de recubrimiento 108
3.4. Inspección de recubrimiento 109
3.5. Requerimientos para el proceso de aplicación 111

Aplicación de sistemas a base de recubrimientos anticorrosivos…
5
CAPITULO IV
SISTEMAS GENÉRICOS DE RECUBRIMIENTOS ANTICORROSIVOS PARA
TUBERÍAS ENTERRADAS, SUMERGIDAS E INTERFACES
4.1. Selección de los recubrimientos anticorrosivos 125
4.2. Requerimientos mínimos de aceptación para la selección del
sistema genérico de recubrimientos anticorrosivos
127
4.3. Preparación de la superficie 145
4.4. Aplicación de recubrimientos 146
4.5. Rehabilitaciones del recubrimiento exterior de ductos 150
4.6. Manejo, almacenamiento y traslado de la tubería recubierta 151
4.7. Aplicación de recubrimientos para cada sistema 152
4.8. Evaluación de los sistemas de recubrimientos 162
CAPITULO V
PRUEBAS REQUERIDAS PARA INSPECCIÓN
5.1. Pruebas de laboratorio 166
5.2. Pruebas de campo 169
CONCLUSIÓN 177
ANEXOS 178
GLOSARIO
BIBLIOGRAFIA

Aplicación de sistemas a base de recubrimientos anticorrosivos…
6
INDICE DE TABLAS Y FIGURAS
Tabla 1 Componentes básicos de un recubrimiento 21
Tabla 1.1 Diferentes grados de corrosión de superficies de acero sin
pintar
32
Tabla 1.2 Diferentes grados de corrosión de superficies de acero
tratadas previamente con pintura
34
Tabla 1.3 Grados de limpieza de superficies que se logran con chorro
abrasivo seco
48
Tabla 1.4 Grados de limpieza de contaminantes visible que se logran
con chorro abrasivo húmedo en superficies de acero sin pintar y con
corrosión
51
Tabla 1.5 Grados de limpieza que se logran con chorro de agua a alta y
ultra alta presión
53
Tabla 1.6 Grado de limpieza de contaminantes visibles para varias
condiciones de superficie cuando se usa agua a alta y ultra alta presión
53
Tabla 1.7 Grados de limpieza de contaminantes no visible que se deben
requerir cuando se usa chorro abrasivo húmedo o agua a alta y ultra alta
presión
54
Tabla 1.8 Aplicación y restricción de los métodos de preparación de
superficies
55
Tabla 1.9 Criterios de aceptación para inspección visual 56
Tabla 1.10 Defectos típicos durante la aplicación 67
Tabla 1.11 Defectos típicos en recubrimientos anticorrosivos 68
Aplicación de sistemas a base de recubrimientos anticorrosivos…
7
Tabla 2.1 Sistemas de protección anticorrosiva que pueden ser
utilizados para superficies metálica expuestas a diferentes ambientes
76
Tabla 2.2 Espesores mínimos de los sistemas especificados 84
Tabla 2.3 Guía de abrasivos para obtener perfiles de anclaje específicos 88
Tabla 3.1 Sistemas genéricos de recubrimientos 92
Tabla 3.2 Requerimientos de aceptación para el suministro y aplicación
del sistema para epóxico catalizado de altos solidos, epóxico modificado
y poliuretano modificado
93
Tabla 3.3 Requerimientos de aceptación para el suministro y aplicación
del sistema inorgánico de zinc autocurante base solvente + epóxico
catalizado de altos sólidos y/ó poliuretano
95
Tabla 3.4 Requerimientos de aceptación para el suministro y aplicación
del sistema inorgánico rico en zinc, autocurante base solvente,
polisiloxano acrílico ó polisiloxano epóxico altos sólidos
96
Tabla 3.5 Requerimientos de aceptación para el suministro y aplicación
del sistema de elastómero de poliuretano
98
Tabla 3.6 Requerimientos de aceptación para el suministro y aplicación
del sistema de poliuretano (medias cañas)
99
Tabla 3.7 Requerimientos de aceptación para el suministro y aplicación
del sistema de polietileno- hule butílico
100
Tabla 3.8 Requerimientos de aceptación para el suministro y aplicación
del sistema de ceras microcristalinas de petróleo
101
Tabla 3.9 Requerimientos de aceptación para el suministro y aplicación
del sistema de epóxico líquido 100% sólidos + acabado de poliuretano
102

Aplicación de sistemas a base de recubrimientos anticorrosivos…
8
Tabla 3.10 Requerimientos de aceptación para el suministro y aplicación
del sistema de fibra de vidrio reforzada (medias cañas)
104
Tabla 3.11 Requerimientos de aceptación para el suministro y aplicación
para galvanizado en frío
105
Tabla 3.12 Requerimientos de aceptación para el suministro y aplicación
del sistema metalizado de aleación de zinc y aluminio (85% zn, 15% al)
106
Tabla 3.13 Requerimientos de aceptación para el suministro del sistema
galvanizado de zinc por inmersión en caliente
106
Tabla 4.1 Requerimientos para esmaltes de alquitrán de hulla aplicados
en caliente
127
Tabla 4.2 Requerimientos para componentes de envolventes. 128
Tabla 4.3 Requerimientos para primarios de alquitrán de hulla aplicados
en frío
128
Tabla 4.4 Requerimientos de aceptación de brea de alquitrán de hulla 128
Tabla 4.5 Requerimientos para polvo epóxico materia prima 129
Tabla 4.6 Requerimientos de aceptación para epóxicos adheridos por
fusión
129
Tabla 4.7 Requerimientos de resina base 131
Tabla 4.8 Requerimientos de aceptación para epóxicos líquidos de altos
sólidos
131
Tabla 4.9 Requerimientos para primarios epóxicos en polvo 132
Tabla 4.10 Requerimientos para primarios epóxicos líquidos 133

Aplicación de sistemas a base de recubrimientos anticorrosivos…
9
Tabla 4.11 Requerimientos para adhesivos de polietileno 133
Tabla 4.12 Requerimientos para resinas base de polietileno 134
Tabla 4.13 Requerimientos de aceptación de polietileno extruído tricapa 135
Tabla 4.14 Requerimientos de aceptación para espesores de polietileno
extruído tricapa
135
Tabla 4.15 Requerimientos para primario epóxico en polvo 136
Tabla 4.16 Requerimientos para adhesivos de polipropileno 136
Tabla 4.17 Requerimientos para acabado de polipropileno 137
Tabla 4.18 Requerimientos de aceptación para polipropileno extruido
tricapa aplicados
137
Tabla 4.19 Requerimientos de aceptación para espesores de
polipropileno extruido tricapa
138
Tabla 4.20 Requerimientos para primarios 138
Tabla 4.21 Requerimientos para cintas sensibles a la presión (capa
interna)
138
Tabla 4.22 Requerimientos para cintas laminadas (capa intermedia) 139
Tabla 4.23 Requerimientos para protección mecánica 139
Tabla 4.24 Requerimientos de aceptación multicapa de cintas de
poliolefinas
139
Tabla 4.25 Requerimientos para respaldos 140
Tabla 4.26 Requerimientos para adhesivos 141
Aplicación de sistemas a base de recubrimientos anticorrosivos…
10
Tabla 4.27 Requerimientos para protección mecánica 141
Tabla 4.28 Requerimientos para ceras aplicadas en caliente 142
Tabla 4.29 Valores de propiedades de componentes de envolventes 142
Tabla 4.30 Requerimientos para ceras aplicadas en frío 143
Tabla 4.31 Requerimientos para cinta y primario de cera 143
Tabla 4.32 Parámetros de aceptación a base de ceras microcristalinas
de petróleo
143
Tabla 4.33 Requerimientos de componentes 144
Tabla 4.34 Requerimientos de aceptación para poliuretanos 144
Tabla 5.1 Método de prueba de resistencia a niebla salina 168
Tabla 5.2 Método de prueba de resistencia a humedad relativa de 100% 168
Tabla 5.3 Método de prueba de resistencia al intemperismo 169
Fig.1 Superficies dañada por corrosión 18
Fig. 1.1 Limpieza con solventes, eliminación de impurezas 42
Fig. 1.2 Preparación de equipos y accesorios para la limpieza con
abrasivos
46
Fig. 1.3 Limpieza con chorro de arena a presión 50
Fig. 1.4 Aplicación del recubrimiento primario con brocha 62
Fig. 1.5 Aplicación de recubrimiento con rodillo 63
Aplicación de sistemas a base de recubrimientos anticorrosivos…
11
Fig. 1.6 Aplicación de recubrimiento con pistola de aspersión 64
Fig. 1.7 Aplicación de recubrimientos primarios primera capa 65
Fig. 1.8 Tuberías con aplicación de recubrimiento tipo enlace 67
Fig. 3.1 Aplicación de recubrimiento en ducto 109
Fig. 4.1 Tubería preparada para recibir manga termocontraible 148
Fig. 4.2 Aplicación de recubrimientos; a) aplicación de poliuretano en
planta, b) aplicación de primario hule butílico en campo
150
Fig. 4.3 Aplicación de recubrimientos: a) aplicación de mangas, b)
recubrimiento anticorrosivo y mecánico c) aplicación de protección
mecánica, sistema de rolado, d) tubería con alquitrán
152
Fig.5.1 Prueba holiday detector 173
Fig. 5.2 Medición de espesores del recubrimiento 175
Fig. A1 Grado de preparación de superficie condición inicial C 180
Fig. A2 Grado de preparación de superficie condición inicial D 181
Fig. A3 Grado de preparación de superficie condición inicial E 182
Fig. A4 Grado de preparación de superficie condición inicial F 183
Fig. A5 Grado de preparación de superficie condición inicial G 184
Fig. A6 Grado de preparación de superficie condición inicial H 185
Aplicación de sistemas a base de recubrimientos anticorrosivos…
12
INTRODUCCIÓN
En nuestro país existen organismos subsidiarios que cuentan con una extensa red
de ductos, la cual sirve de medio para recolectar, transportar y distribuir la
producción de hidrocarburos y sus derivados. Esta red distribuida en la mayor
parte del territorio nacional, está expuesta a los efectos de la corrosión debido a la
presencia de agentes en el medio en que se encuentran alojados (enterrados o
sumergidos).
Para la prevención y control en la parte externa de los sistemas de ductos, e
incrementar la seguridad y vida útil de estos, se requiere aplicar una protección a
base de recubrimientos anticorrosivos, cuya selección, preparación, muestreo,
inspección y pruebas debe realizarse de acuerdo con los requisitos de calidad,
exigidos por la normatividad nacional e internacional, incluyendo aspectos de
seguridad, salud y protección al medio ambiente. El usuario debe contar con
lineamientos y criterios relacionados con la aplicación de este tipo de
recubrimientos, a fin de garantizar la correcta selección y adquisición para una
protección efectiva de los ductos.
Así también las instalaciones superficiales, están expuestas a los efectos de la
corrosión atmosférica como consecuencia del proceso de oxidación que ocurre
cuando las estructuras metálicas, normalmente de acero al carbón están en
contacto con el medio ambiente, principalmente con el agua, oxigeno y ácidos
derivados del azufre, tendiendo a regresar al acero a su condición original de
mineral de hierro.
Para reducir estos efectos e incrementar la seguridad de las instalaciones y
ductos, se aplican barreras de aislamiento entre el acero y el medio ambiente a
través de sistemas de recubrimientos anticorrosivos.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
13
En el presente trabajo se establecen los pasos a seguir para la aplicación de
dichos sistemas de acuerdo a la superficie, desde la limpieza hasta la inspección
del recubrimiento.
En el capitulo uno se describen los tipos de exposición de los elementos a
recubrir, así como la preparación de la superficie, aplicación e inspección de forma
general. La documentación requerida para aceptar los sistemas de recubrimientos,
así como los requisitos con los que debe contar el personal encargado de la
aplicación de dichos sistemas.
En los capítulos dos, tres y cuatro se describen los requerimientos de aceptación,
las características de los sistemas utilizados para recubrir instalaciones
superficiales, ductos, tuberías sumergidas e interfaces, así como su inspección y
aplicación correspondiente.
En el capitulo cinco se mencionan los métodos de prueba con los que hay que
cumplir de acuerdo a las normas correspondientes para inspección del
recubrimiento adecuado para cada sistema.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
14
OBJETIVOS
Objetivo general
Establecer los diferentes sistemas de recubrimientos anticorrosivos para
protección de la tubería, ductos e instalaciones superficiales, así como la
selección del sistema de acuerdo a las necesidades del proyecto, su aplicación y
las pruebas que se deben de realizar para la aceptación de los trabajos.
Objetivo especifico
Establecer los tipos de prevención para la corrosión exterior en ductos y sus
accesorios inmediatamente después de su construcción o durante esta, así
como el mantenimiento o sustitución de algún tramo o accesorio durante el
periodo de servicios del ducto.
Establecer los requisitos técnicos :
Para la adquisición del producto o contratación del servicio de aplicación de
los sistemas de recubrimientos anticorrosivos utilizados para proteger las
instalaciones superficiales de ductos.
Que deben cumplir los sistemas de protección, aplicados a superficies de
hierro y acero al carbón a diferentes condiciones ambientales.
Establecer las especificaciones y requisitos que deben cumplir los sistemas
de recubrimientos, preparación de superficie, aplicación, inspección así
como los criterios de aceptación de los servicios relacionados con los
sistemas de recubrimientos anticorrosivos, para las instalaciones
superficiales de ductos que transportan hidrocarburos y sus derivados.
Establecer la metodología a seguir para la aplicación e inspección de
protección anticorrosiva de ductos de acero al carbón.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
15
ALCANCES Y LIMITACIONES
En este trabajo no consideran instalaciones superficiales de ductos cuya
temperatura de operación este fuera del rango de -40 a 315 °C. Solo aplica a
sistemas de ductos de tubería de acero al carbón y superficies de hierro.
El procedimiento es aplicable a todas las actividades del área de pintura que
impliquen trabajos de limpieza, aplicación de recubrimientos primarios, enlaces y
acabados en las estructuras metálicas; tuberías de proceso, servicios, así como
los accesorios de tuberías y que requieran ser inspeccionadas.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
16
ANTECEDENTES
La corrosión en los elementos de construcción de acero provoca cada año daños
por varios miles de millones de pesos. Para ello hay que encontrar una solución
eficaz para proteger a estos de la corrosión y durante largos periodos de tiempo.
Ya sea en la industria del petróleo, en la economía energética, en la industria de
las válvulas o en la fabricación de tubos, cada vez son más los organismos que
acuden a los sistemas de recubrimientos para hacer frente a la corrosión.
La preocupación por la corrosión en tuberías enterradas ha ido en aumento con el
transcurso del tiempo, debido al envejecimiento de la protección mecánica de las
tuberías, el cual da como resultado defectos en el recubrimiento, dejando
expuesto el metal en suelo corrosivo, en el que se encuentra alojada la tubería. Si
no existen niveles de protección catódica adecuados, se propicia el fenómeno de
corrosión, originando fallas inesperadas en las tuberías, incrementando a su vez
los costos de mantenimiento y reparación, así como la disminución en la seguridad
durante la operación, tanto para los trabajadores como para las comunidades
cercanas a las instalaciones de ductos.
En los últimos años, se ha reducido el uso de muchos compuestos químicos
orgánicos y volátiles (solventes) utilizados en las formulaciones de los sistemas de
protección con la finalidad de controlar las emisiones de compuestos orgánicos
volátiles (cov’s), ya que han sido sujeto de regulaciones gubernamentales a nivel
mundial debido a la creciente preocupación sobre aspectos de seguridad, salud y
protección ambiental, que aunado a la innovación tecnológica en el campo de los
recubrimientos, ha originado nuevos sistemas que se encuentran disponibles en el
mercado.
También, se plantean alternativas tecnológicas que minimicen el uso de las
técnicas de limpieza con arena sílica (sand blast) de los elementos metálicos en
las instalaciones.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
17
El uso de recubrimientos anticorrosivos para la protección de instalaciones
industriales constituye una de las prácticas más comunes en el control de la
corrosión, tanto por su versatilidad de uso como por su bajo costo relativo. A la
fecha se han desarrollado gran diversidad de recubrimientos caracterizados
fundamentalmente por el tipo de resina y pigmento utilizados en su formulación;
generalmente un aumento de eficiencia va aunada a un aumento de costo, por lo
que, la selección del tipo de recubrimiento para un caso especifico debe ser el
resultado de un balance técnico económico. De lo anterior es posible inferir que la
investigación actual en este campo esta orientada a recubrimientos anticorrosivos
de alta eficiencia y bajo costo.
Los recubrimientos mencionados en este trabajo constituyen la línea básica que
petróleos mexicanos utiliza para la protección de sus instalaciones, ductos, y
tuberías.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
18
MARCO TEORICO
Con frecuencia la corrosión se confunde con un simple proceso de oxidación
siendo en realidad un proceso más complejo, el cual puede puntualizarse como la
gradual destrucción y desintegración de los materiales debido a un proceso
electro-químico, químico o de erosión debido a la interacción del material con el
medio que lo rodea.
El proceso de corrosión considera la formación de pequeñas pilas galvánicas en
toda la superficie expuesta, presentándose un flujo de electrones de las zonas
anódicas donde se disuelve el fierro hacia las zonas catódicas donde se
desprende hidrogeno o se forma iones hidroxilo (álcali); para cerrar el circuito
eléctrico se requiere la presencia de un electrolito proporcionado por el medio.
Las zonas anódicas y catódicas son ocasionados por diferencias en la estructura
cristalina, restos de escoria y oxido en general, así como la composición en las
superficies de aceros comerciales, además de los procesos del metal, tiene un
papel preponderante la cantidad de oxigeno presente y la conductividad eléctrica
del medio.
Fig.1 superficies dañada por corrosión. El descuido en la preparación de las superficies trae como consecuencia grave, el deterioro prematuro de las piezas, por corrosión y desgaste.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
19
Por lo tanto se define a la corrosión como el deterioro que sufren los metales
cuando interactúan con el medio en el que trabajan. La corrosión es la disolución o
deterioro de un metal en un medio determinado. Los átomos del metal se
disuelven en forma de iones.
Mecanismos generales
Considerando la variedad de recubrimientos anticorrosivos disponibles en el
mercado, es posible señalar tres mecanismos generales de protección
anticorrosiva:
Barrera impermeable. Dado que las moléculas de resina se unen o enlazan en tres
direcciones ocluyendo al pigmento esto da como consecuencia la formación de
una barrera que en mayor o menor grado, dependiendo de la calidad del
recubrimiento, impide la difusión de los agentes de la corrosión al substrato.
Pasivación. El deposito de recubrimiento sobre el substrato metálico inhibe los
procesos anódicos y catódicos de la corrosión, incluso actúa como un material
dieléctrico (alta resistencia eléctrica) que impide el flujo de electrones.
Protección catódica. Cierto tipo de recubrimientos con alto contenido de zinc como
pigmento, actúan anódicamente al ser aplicados sobre el acero. En este caso el
substrato metálico es sujeto a una protección catódica con el zinc como nodo de
sacrificio y no por la formación de una película impermeable.
Componentes básicos
Resinas. Son compuestos orgánicos o inorgánicos poliméricos formadores de
película cuyas funciones principales son las de fijar el pigmento, promover buena
adherencia sobre el substrato metálico o capa anterior y en general promover la
formación de una barrera flexible, durable e impermeable a los agentes corrosivos
del medio ambiente.
Aditivos. Son compuestos metálicos u órganos metálicos que no obstante que se
adicionan en pequeñas cantidades tienen gran influencia sobre la viscosidad y

Aplicación de sistemas a base de recubrimientos anticorrosivos…
20
estabilidad del recubrimiento líquido así como sobre el poder de nivelación y
apariencia de la película ya aplicada.
Solventes. Son líquidos orgánicos de base alifática o aromática cuya función
principal es la de disolver las resinas, aditivos y presentar un medio adecuado
para la dispersión del pigmento. Estos compuestos no son formadores de película
ya que se eliminan del recubrimiento a través del proceso de secado; parte de las
propiedades del recubrimiento tales como viscosidad, facilidad de aplicación y
porosidad dependen de la naturaleza del solvente, por lo que para su elección
deberán tomarse en cuenta propiedades tales como: poder de disolución,
temperatura de ebullición, velocidad de evaporación, flamabilidad, toxicidad,
estabilidad química y costo.
Pigmentos. Son sustancias sólidas orgánicas o inorgánicas que reducidas a un
tamaño de partícula inferior a las 25 micras y dispersas en el vehículo, imparten a
la película seca del recubrimiento propiedades tales como: resistencia a la
corrosión, resistencia mecánica, poder cubriente, así como protección a la resina
de la acción degradante de los rayos UV del sol. Entre las características
deseables en un pigmento se pueden mencionar las siguientes: no reactividad
química con el vehículo, fácil humectación y dispersión, alta resistencia al calor,
luz y agentes químicos.
Los componentes de un recubrimiento deberán mezclarse íntimamente en un
orden adecuado para obtener finalmente el producto terminado. La optimización,
en cuanto a su formulación, para un medio agresivo en particular es el resultado
de un intenso trabajo experimental de prueba y error, sin que exista un tipo de
recubrimiento aplicable a todos los casos de corrosión.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
21
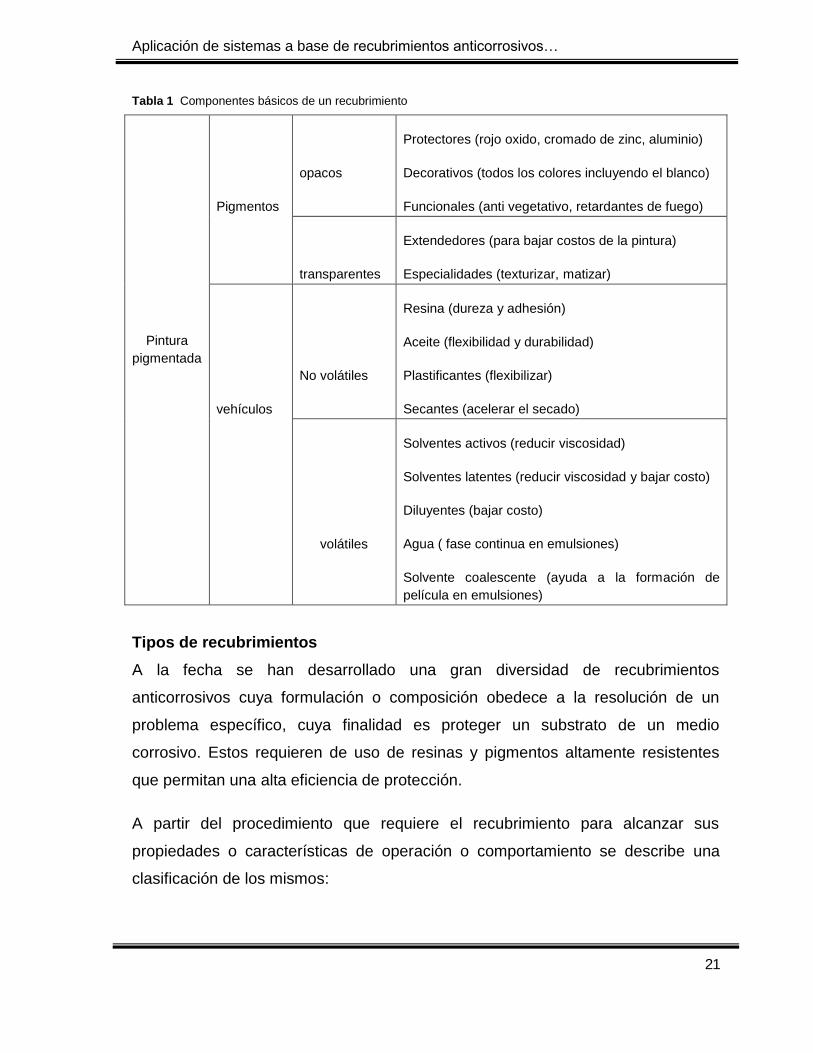
Tabla 1 Componentes básicos de un recubrimiento
Pintura pigmentada
Pigmentos
opacos
Protectores (rojo oxido, cromado de zinc, aluminio)
Decorativos (todos los colores incluyendo el blanco)
Funcionales (anti vegetativo, retardantes de fuego)
transparentes
Extendedores (para bajar costos de la pintura)
Especialidades (texturizar, matizar)
vehículos
No volátiles
Resina (dureza y adhesión)
Aceite (flexibilidad y durabilidad)
Plastificantes (flexibilizar)
Secantes (acelerar el secado)
volátiles
Solventes activos (reducir viscosidad)
Solventes latentes (reducir viscosidad y bajar costo)
Diluyentes (bajar costo)
Agua ( fase continua en emulsiones)
Solvente coalescente (ayuda a la formación de película en emulsiones)
Tipos de recubrimientos
A la fecha se han desarrollado una gran diversidad de recubrimientos
anticorrosivos cuya formulación o composición obedece a la resolución de un
problema específico, cuya finalidad es proteger un substrato de un medio
corrosivo. Estos requieren de uso de resinas y pigmentos altamente resistentes
que permitan una alta eficiencia de protección.
A partir del procedimiento que requiere el recubrimiento para alcanzar sus
propiedades o características de operación o comportamiento se describe una
clasificación de los mismos:

Aplicación de sistemas a base de recubrimientos anticorrosivos…
22
Secado al aire, un solo componente: La primera etapa considera una eliminación
de solventes por evaporación a temperatura ambiente, posteriormente por una
interacción con el aire las moléculas de las resinas se unen o polimerizan en forma
entrelazada dando lugar a películas relativamente continuas de resina-pigmento.
Los recubrimientos alquidalicos, vinílicos y acrílicos son ejemplos de este tipo.
Secado al aire, dos componentes: La primera etapa es una eliminación de
solventes a temperatura ambiente desarrollándose simultáneamente una reacción
de enlazamiento tridimensional entre las resinas de cada uno de los componentes
una de las cuales se denomina comúnmente catalizador. El tiempo requerido para
que se lleve a cabo esta reacción de " curado" o polimerización es del orden de 5
a 7 días, superior a la etapa de eliminación de solventes, por lo tanto el
recubrimiento no debe ponerse en operación en medios corrosivos fuertes o de
inmersión antes de ese tiempo. Los recubrimientos epóxicos y de Poliuretanos
secan y curan en esta forma.
Curado a alta temperatura: La primera etapa considera la eliminación de solventes
a temperatura ambiente, posteriormente y ante la incapacidad de la resina para
reaccionar con el aire a bajas temperaturas, es necesario exponer el recubrimiento
a temperaturas arriba de 100 °C, lográndose en esa forma el entrelazamiento o
curado requerido para alcanzar las características de operación y protección.
Dentro de este procedimiento de curado se incluye los recubrimientos de horno
que posterior a su curado, trabajan a temperatura ambiente, y los recubrimientos
resistentes a altas temperaturas utilizados en la protección de instalaciones que
operan a temperaturas muy superiores a la ambiente.
Otra clasificación de los recubrimientos muy usual se establece considerando el
tipo de resina usada en la fabricación de los mismos. Dado que la resistencia del
recubrimiento y por lo tanto su eficiencia de protección contra la corrosión
dependen esencialmente de las características y propiedades de los componentes
de la película seca, representados por la resina y el pigmento, con frecuencia se

Aplicación de sistemas a base de recubrimientos anticorrosivos…
23
asocia o establece un cierto grado de calidad o eficiencia de protección con el tipo
de resina utilizado, por ejemplo; al mencionar recubrimientos alquidalicos y
epóxicos, inmediatamente se acepta que el primero es menos resistente a medios
corrosivos que el segundo. Basados en esta clasificación a continuación se tienen
las características y limitaciones más relevantes para los recubrimientos
convencionales.
Recubrimientos alquidalicos: Es un recubrimiento económico, con buena retención
de brillo y resistencia a medios ambientes secos o húmedos sin salinidad o gases
corrosivos; presenta buena adherencia, poder de humectación y tolera cierto
grado de impurezas en la superficie por lo que con frecuencia es suficiente con
una limpieza manual. Seca por evaporación de solventes e interacción con el aire.
Sus limitaciones están representadas por su baja resistencia a solventes fuertes
como aromáticos, éter, cetonas y compuestos solventes alifáticos, como
gasolinas, gasnafta, etc. No es recomendable para una inmersión continua; su
resistencia química es regular y especialmente mala en condiciones alcalinas ante
las cuales se saponifica y destruye. No resiste productos alcalinos de la corrosión
por lo que una vez iniciada la corrosión interpelicular disminuye su adherencia. Por
idénticos motivos no se recomienda la aplicación de un alquidálico sobre concreto,
galvanizado o inorgánico de zinc. No se recomienda para exposiciones superiores
a 60 °C.
Recubrimientos vinílicos: Son recubrimientos no tóxicos, resistentes a la abrasión
que pueden ser utilizados en la protección de superficies metálicas y resiste la
inmersión continua en agua dulce o salada; resiste soluciones diluidas de la mayor
parte de los ácidos orgánicos e inorgánicos, incluyendo HC1, HNO3, H3PO4,
H2SO4, ácido cítrico, no es afectado por derivados del petróleo tales como
gasolina, diesel, petróleo crudo, etc. A temperatura normal resisten soluciones de
NAOH hasta el 40%; Na2CO3; Ca (OH)2, y amoniaco hasta el 10%.
Proporcionan una superficie semibrillante, con alta resistencia a la intemperie aun
altamente húmeda y corrosiva. Entre sus limitaciones principales se tiene su baja

Aplicación de sistemas a base de recubrimientos anticorrosivos…
24
resistencia a éteres, cetonas, inmersión en hidrocarburos clorados o solventes con
más de 30% de aromáticos. Con el tiempo es afectado por los rayos del sol,
presentando un caléo superficial. Seca por evaporación de solventes. No se
recomienda para exposiciones superiores a 55 °C.
Recubrimientos epóxicos: En términos generales el nivel de adherencia, dureza,
flexibilidad y resistencia a los medios corrosivos de los recubrimientos epóxicos no
han sido superados por ningún otro tipo de los recubrimientos actuales. Puede
aplicarse sobre superficies de concreto, metálicas, galvanizadas o inorgánicas de
zinc; presenta una excepcional resistencia a medios alcalinos y buena resistencia
a los medios ácidos; soporta salpicaduras, escurrimientos e inmersiones continuas
de la mayoría de los hidrocarburos alifáticos y aromáticos, alcoholes, etc.
Presenta un alto grado de impermeabilidad permaneciendo inalterable ante la
exposición o inmersión en agua dulce, salada y vapor de agua. Estas
características no las adquiere por si solo, requiere de un agente de polimerización
o entrecruzamiento denominado catalizador, el cual usualmente esta constituido
por una solución de resinas amínicas o poliamidicas.
Su principal limitación considera la formación de un caléo superficial sin
menoscabo a sus propiedades de película, así como su alto costo relativo;
además, a largo plazo tiende a fragilizarse. A corto plazo alcanza a desarrollar una
superficie lisa y muy continua, la cual puede presentar problemas de adherencia
durante el repintado o mantenimiento, requiriendo un mordentado.
Recubrimientos epoxy-alquitran de hulla: Este recubrimiento se ha desarrollado
específicamente para resolver problemas de inmersión continua en agua salada
por muy largo tiempo y en el cual se combina la alta resistencia y características
de un recubrimiento epóxico con la alta impermeabilidad del alquitrán de hulla; no
obstante, su resistencia a los solventes es afectada por lo que no se recomienda
una inmersión continua a los mismos; además por influencia del alquitrán de hulla,
el recubrimiento tiende a cuartearse y calearse, cuando se expone por largo
tiempo a la acción de los rayos del sol.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
25
Recubrimientos vinil-acrílicos: Es un recubrimiento que combina la alta resistencia
química y la abrasión de los vinílicos, con la excepcional resistencia al
intemperismo y rayos del sol de las resinas acrílicas; su poder de retención del
brillo y color es superior a cualquiera de los recubrimientos desarrollados a la
fecha, por lo que, además de ser resistente a medios salinos, ácidos y alcalinos,
dando lugar a una alta eficiencia de protección contra la corrosión, presenta
características decorativas.
La presencia de la resina acrílica disminuye la resistencia a los solventes de tipo
aromático, cetonas, éteres y alifáticos por lo que no se recomienda para inmersión
continua.
Recubrimientos fenólicos: Es un recubrimiento duro, brillante y muy adherente; en
términos generales su resistencia a los solventes, medios ácidos y alcalinos, es
moderada, por lo que no se recomienda para inmersiones continuas. En general
su eficiencia de protección es ligeramente mayor a la de los alquidalicos. Si el
recubrimiento es horneado su resistencia a los solventes y al agua se incrementa
considerablemente, llegando a soportar la inmersión en los mismos.
Recubrimientos de silicón: La alta estabilidad térmica de la resina permite la
utilización de este tipo de recubrimientos hasta unos 750 °C, la película del
recubrimiento resultante es resistente a la intemperie y a atmósferas
contaminadas.
Recubrimientos antivegetativos: Es un recubrimiento desarrollado para prevenir el
crecimiento de organismos marinos en superficies sumergidas por largos periodos.
En su formulación se incluyen resinas vinílicas, brea, cobre o tóxicos órgano-
metálicos que permiten esta acción de inhibición. Este recubrimiento requiere una
formulación cuidadosa a fin de que el tóxico abandone el recubrimiento
pausadamente en cantidad suficiente para inhibir el crecimiento de organismos
marinos.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
26
Recubrimientos de zinc 100% inorgánicos: En cierta forma este recubrimiento es
un " galvanizado en frío, en el cual la película es formada por la aplicación de una
mezcla homogénea de polvo de zinc y una solución acuosa de silicato orgánico o
inorgánico; la eliminación de agua y solventes e interacción de los componentes
antes mencionados permite obtener una película de silicato de zinc con oclusiones
de zinc en polvo, por lo que finalmente su naturaleza es inorgánico. El mecanismo
de protección de este recubrimiento difiere del correspondiente a los
recubrimientos mencionados anteriormente; en lugar de presentar una barrera
impermeable al medio corrosivo, se antepone a este una película de zinc con alta
conductividad eléctrica capaz de sacrificarse anódicamente para proteger el
Acero, es decir, lo protege a partir del principio de la protección catódica.
Dado que el espesor de la película y por lo tanto la cantidad de material disponible
para el sacrificio es pequeña (2 a 2.5 mils. de pulgada) es necesario recubrirlo
posteriormente con un acabado de tipo epóxico o vinil - epóxico a fin de que la
película de inorgánico de zinc o protección catódica solo actúe en presencia de
discontinuidades, grietas o raspaduras. Es un material muy resistente a la
abrasión, poco flexible, muy adherente. No se recomienda para inmersiones en
ácidos o álcalis; resiste todos los solventes.
Para efectos de protección anticorrosivos y debido a la permeabilidad natural de
los recubrimientos, estos deberán aplicarse a un espesor tal que la película seca
nunca sea inferior a los 6 mils. En un principio podría pensarse en cubrir este
espesor en una sola formulación de un recubrimiento que incluyese la resina
adecuada y un porcentaje determinado de pigmentos inhibidores; no obstante, la
eficiencia en la protección contra la corrosión no depende exclusivamente de la
resina y del pigmento sino también del espesor. Esta serie de factores incluyendo
como parte muy importante aspectos de tipo económico han dado lugar a la
utilización de diferentes formulaciones para cubrir el espesor antes mencionado.
Dependiendo de su posición estas formulaciones se denominan primario, enlace y
acabado; al conjunto se le conoce como Sistema.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
27
Eficiencia de los recubrimientos anticorrosivos
Es frecuente considerar que la eficiencia de protección anticorrosiva utilizando
recubrimientos depende exclusivamente de su calidad, este criterio equivoco es la
causa de errores y fracasos en la protección de instalaciones industriales.
Realmente, este método de control de corrosión es una técnica con varias etapas
de igual importancia y de cuya correcta ejecución depende el éxito o alta eficiencia
de protección.
Estas etapas son las siguientes:
Selección del sistema de recubrimientos
Calidad del recubrimiento
Preparación o limpieza de superficies
Aplicación de recubrimientos
La protección anticorrosiva mediante recubrimientos, es una actividad muy
importante que se realiza una vez que ha terminado la construcción del elemento
de acero y también durante la misma, debido a la necesidad de proteger el exterior
de la pared del nuevo elemento de lo agresivo que es el ambiente para oxidarla
cuando estos carecen de recubrimientos.
Los recubrimientos anticorrosivos deben cumplir con las siguientes características:
Alta resistencia eléctrica
Impedir el paso de la humedad
Su método de aplicación no afectará las propiedades de los elementos de
acero
Una vez aplicado no debe manifestar defectos
Debe tener buena adherencia
Ser resistente a microrganismos
Resistente al manejo, almacenaje e instalación (para tuberías)
Resistente al desprendimiento catódico (tuberías)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
28
Resistente al ataque químico
Fácil de reparar
Deberá conservar sus propiedades físicas a través del tiempo
No toxico
Resistente a efectos térmicos, al impacto y a la fricción.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
29
CAPITULO I
Requisitos mínimos para la selección de
recubrimientos anticorrosivos
Aplicación de sistemas a base de recubrimientos anticorrosivos…
30
REQUISITOS MÍNIMOS PARA LA SELECCIÓN DE
RECUBRIMIENTOS ANTICORROSIVOS
En el presente capitulo se establecen las especificaciones a seguir para la
aplicación del recubrimiento anticorrosivo, desde las condiciones de exposición,
grados de corrosión de las superficies, hasta los métodos de limpieza a utilizar.
También se establecen los procesos a seguir, para la aplicación del primario,
enlace y acabado.
1.1 Condiciones mínimos de los recubrimientos anticorrosivos
Antes de seleccionar un sistema de recubrimiento se debe verificar algunas
condiciones, la exposición de ambiente al que va a ser sujeta la instalación o
ducto, si se aplicara sobre acero nuevo o envejecido, así como los grados de
corrosión que tendrá el material o si ya a sido tratado con recubrimientos
anteriormente, estas condiciones se explican a continuación.
Condiciones de exposición
El primer paso consiste en determinar el tipo de condiciones de exposición,
ambiente o servicio que deberá resistir el recubrimiento, las más comunes se
indican a continuación, de acuerdo a la norma ISO 12944-2:
Ambiente seco: Es el que predomina en zonas geográficas cuya humedad relativa
promedio anual es menor al 60 %.
Ambiente húmedo: Es el que predomina en zonas geográficas cuya humedad
relativa promedio anual es de 60 % o mayor.
Ambientes húmedo con salinidad y gases derivados del azufre y otros: El que
predomina en los Complejos Petroquímicos, Refinerías y Zonas hasta 10
kilómetros a su alrededor, con condiciones de salinidad y gases ácidos.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
31
Ambiente marino: Es el que predomina en instalaciones que se encuentran sobre
la superficie del mar, tales como las estructuras, equipos y tanques de
almacenamiento de las plataformas marinas.
Interiores de tanques de almacenamiento o recipientes: Son las condiciones
existentes en el interior de tanques y recipientes para diferentes fluidos, como:
agua salada, agua potable, turbosina, destilados, crudos, entre otros.
Temperatura moderada: Son las condiciones existentes en la superficie de
equipos o materiales que operan a temperaturas desde 333 K hasta 533 K (60
hasta 260 °C).
Alta temperatura: Son las condiciones existentes en la superficie de equipos o
materiales que operan a temperaturas desde 533 K a 833 K (260° a 560° C).
Zona de mareas y oleajes: Son las condiciones existentes en zona de variación de
mareas y oleajes en buque-tanques, estructuras de muelles, diques, plataformas
marinas de perforación e instalaciones de altas condensaciones.
Zona de Pisos de Helipuertos: Son las áreas donde se requiere una superficie
antiderrapante en ambientes agresivos como plataformas marinas,
embarcaciones, con alta resistencia a la abrasión y al impacto.
Condiciones de superficie
El segundo paso consiste en identificar las condiciones de la superficie a proteger;
si el recubrimiento va a ser aplicado sobre un acero nuevo y recién preparado con
chorro abrasivo, la determinación del sistema es más simple, pero si la superficie
tiene un recubrimiento viejo y maltratado por el medio ambiente, entonces la
determinación es crítica ya que se debe determinar si se encuentra en condiciones
de mantenimiento o no; en caso de no eliminarse el recubrimiento existente, se
debe efectuar una prueba de compatibilidad y determinar el tipo de limpieza y
recubrimiento a aplicar. En caso de que deba retirarse el recubrimiento

Aplicación de sistemas a base de recubrimientos anticorrosivos…
32
deteriorado, se debe determinar el método de limpieza más adecuado para no
afectar instalaciones cercanas y al medio ambiente.
Grado de corrosión
Los grados de limpieza de superficies metálicas están especificados por varias
normas, siendo la mas extendida la norma SIS 055900 SWEDISH, transformada
posteriormente en ISO 8501-1:1988, que considera los grados de preparación de
la superficie en relación con el estado inicial del acero a pintar.
Estas normas se refieren a acero envejecido, pero que nunca han sido tratados
con pintura.
Todos los materiales de acero, antes de la preparación de la superficie, pueden
encontrarse en cualquiera de las condiciones de oxidación listadas en la tabla 1.1
de acuerdo a las normas ISO-8501-1:1988 y SSPC- VIS 1 ó equivalente, así
también pueden encontrarse grados de condiciones para superficies tratadas
previamente con pintura, estas se describen en la tabla 1.2 según SSPC-VIS
4/NACE VIS 7 ó equivalente.
Superficie de acero sin pintar
A continuación se describen los diferentes tipos de grado de corrosión para
superficies de acero envejecidos pero que nunca han sido tratados con
recubrimientos.
Tabla 1.1 Diferentes grados de corrosión de superficies de acero sin pintar
Condición Según ISO 8501-1-3 Según SSPC-VIS 1 ó Equivalente
Grado A Superficie de acero completamente recubierta con cascarilla de laminación y con trazas de oxido. (Este grado es normalmente el que presenta el acero poco tiempo después de su laminación en caliente).
Superficie de acero recubierta completamente con escama de laminación, con corrosión no visible.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
33
Grado B
Superficie de acero que ha iniciado su corrosión, y de la que ha empezado a desprenderse la cascarilla de laminación. (Este grado es normalmente el estado de una superficie de acero laminado en caliente después de haber permanecido expuesta a la intemperie, sin protección, en una atmosfera medianamente corrosiva, durante 2 o 3 meses).
Superficie de acero cubierta con escama de laminación con óxido.
Grado C Superficie de acero de la que la corrosión ha hecho saltar la totalidad de la cascarilla de laminación, pero que todavía no presenta picaduras detectables a simple vista. Este grado es normalmente el estado de una superficie de acero que ha sido expuesta a la intemperie, sin protección, en una atmosfera medianamente corrosiva, durante 1año, aproximadamente.
Superficie de acero cubierta con óxido y picaduras no visibles a simple vista.
Grado D Superficie de acero de la que se ha desprendido la totalidad de la cascarilla de laminación y en la que se observan picaduras a simple vista. (Este grado corresponde al estado de una superficie de acero después de su exposición a la intemperie, sin protección, en una atmosfera mediantemente corrosiva durante unos 3 años).
Superficie de acero cubierta con óxido y picaduras visibles.
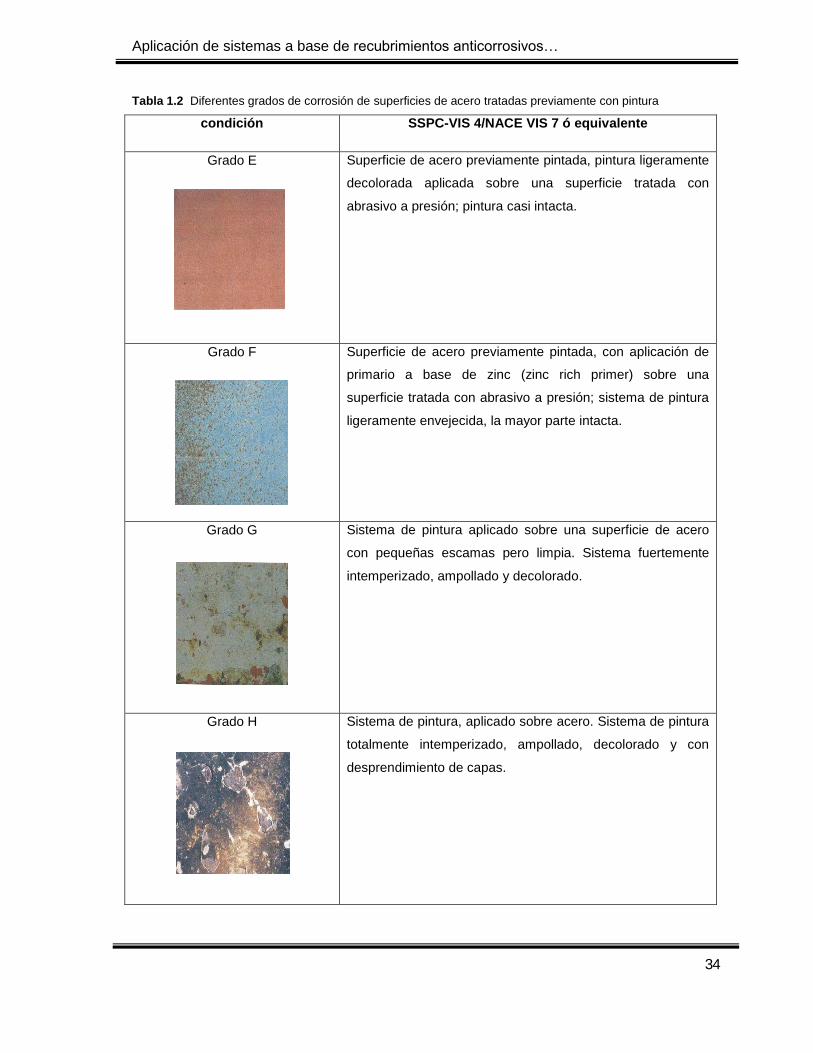
Superficie de acero previamente pintada
En este caso la superficie ya ha sido tratado previamente con recubrimientos, en
la siguiente tabla se describen las condiciones en las que puede presentarse
según SSPC-VIS 4/NACE VIS 7 ó equivalente.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
34
Tabla 1.2 Diferentes grados de corrosión de superficies de acero tratadas previamente con pintura
condición SSPC-VIS 4/NACE VIS 7 ó equivalente
Grado E Superficie de acero previamente pintada, pintura ligeramente
decolorada aplicada sobre una superficie tratada con
abrasivo a presión; pintura casi intacta.
Grado F Superficie de acero previamente pintada, con aplicación de
primario a base de zinc (zinc rich primer) sobre una
superficie tratada con abrasivo a presión; sistema de pintura
ligeramente envejecida, la mayor parte intacta.
Grado G Sistema de pintura aplicado sobre una superficie de acero
con pequeñas escamas pero limpia. Sistema fuertemente
intemperizado, ampollado y decolorado.
Grado H Sistema de pintura, aplicado sobre acero. Sistema de pintura
totalmente intemperizado, ampollado, decolorado y con
desprendimiento de capas.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
35
Limitaciones en la preparación
El tercer paso consiste en determinar si existen limitaciones para la preparación de
la superficie. Hay algunos tipos de limpieza que no son permitidos en áreas
residenciales, municipales, dentro de las plantas químicas, refinerías, plataformas
marinas o cerca de otras instalaciones. Si la preparación de la superficie se
efectúa con herramienta de mano o con chorro de agua a presión, se deberá usar
un recubrimiento afín a ese tipo de preparación.
1.2 Información técnica
Los fabricantes o proveedores de servicios de sistemas de recubrimientos, deben
entregar en su propuesta técnica como mínimo la siguiente información:
Nombre del sistema Genérico propuesto.
No. de componentes.
Potencial de polarización máximo (protección catódica).
Prueba de desprendimiento catódico. (para tuberías)
Pruebas de laboratorio de acuerdo a los requerimientos de aceptación
indicados en este trabajo en las secciones 2.1.3, 3.1. y 4.2 esto de acuerdo
al sistema a utilizar (abrasión, esfuerzos de suelo, impacto, etc.)
Listado de procedimientos de todas las actividades relacionadas con la
obra.
Preparación de superficie requerida.
Plan de calidad del contratista, para el proyecto.
Programa de obra o de surtimiento.
Tiempo de vida útil del recubrimiento.
El fabricante debe incluir evidencia documental que soporte la información
proporcionada, para el caso de las pruebas de laboratorio y bajo que estándares
se llevan a cabo, estas deben estar realizadas por un laboratorio reconocido,
indicando el responsable, fecha, numeración de páginas e indicando que las

Aplicación de sistemas a base de recubrimientos anticorrosivos…
36
muestras correspondan al recubrimiento a ser aplicado, con una vigencia no
mayor a 18 meses.
1.3 Requisitos de aceptación para el suministro
Los materiales del sistema de recubrimiento anticorrosivo se deben suministrar en
condiciones tales que permitan su preparación y aplicación, por el método
especificado en el momento de su compra.
Para el suministro de los componentes de un sistema de recubrimiento
anticorrosivo se debe considerar la siguiente información:
El proveedor debe entregar la información técnica de respaldo referente a las
especificaciones, control de calidad y evaluación en laboratorio acreditado de
acuerdo a la LFMN del sistema de recubrimiento. Esta información y las
evidencias documentales deben cumplir con los requerimientos de acuerdo al
sistema a utilizar.
La información debe incluir los aspectos generales, pruebas fisicoquímicas y
pruebas de comportamiento, lo cual son los siguientes:
a) Aspectos generales y pruebas fisicoquímicas.
Tipo genérico de recubrimiento.
Caracterización cualitativa por Espectroscopia de infrarrojos (IR).
Descripción y número de componentes.
Porcentaje de sólidos en volumen.
Durabilidad estimada del sistema (mínima 5 años), en protección
anticorrosiva.
Espesor de capa seca, número de capas y rendimiento teórico.
Tiempo para recubrir entre capas del sistema.
Relación y tiempo de vida útil de la mezcla.
Fecha de fabricación.
Fecha de caducidad.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
37
Contenido de compuestos orgánicos volátiles (VOC).
Temperatura de aplicación y de servicio.
Preparación de superficie requerida.
Apariencia del producto, disponibilidad de colores.
Hoja de seguridad de los materiales.
Procedimiento de almacenamiento y manejo de los componentes.
La hoja técnica del fabricante que debe entregar el proveedor y/o contratista, debe
contener toda la información necesaria para el uso y aplicación del recubrimiento
de tal manera que se garantice su desempeño.
El proveedor y contratista debe garantizar que se indique en el o los recipientes
que contengan los materiales del sistema de recubrimiento la siguiente
información:
Nombre o denominación genérica del producto
Indicación de cantidad
Información comercial- Declaración de cantidad en la etiqueta-
Especificaciones.
Razón social
Domicilio fiscal
Leyenda de origen del producto
Advertencias de riesgos
Instrucciones y garantías
Fecha de caducidad o de consumo preferente
Cualquier información que no se incluya en la hoja técnica del fabricante que
afecte las condiciones de aplicación ó la calidad final del sistema de recubrimiento
anticorrosivo, la debe entregar por escrito el proveedor.
Los recipientes de los recubrimientos se deben mantener sellados hasta que sus
contenidos se preparen para su uso; recipientes usados parcialmente se pueden

Aplicación de sistemas a base de recubrimientos anticorrosivos…
38
resellar y usar posteriormente, si no es indicada otra cosa en la hoja técnica del
fabricante.
Los recipientes usados parcialmente se deben marcar claramente.
Si se requiere de alguna prueba adicional a las descritas a continuación, esta se
debe especificar en las bases de licitación, e indicar los métodos de prueba
correspondientes.
b) Pruebas de comportamiento.
Intemperismo acelerado.
Cámara de niebla salina.
Adherencia.
Resistencia a condiciones de corrosión cíclicas.
El proveedor debe entregar el informe original para cotejo, con los resultados de
las pruebas, con una fecha de emisión máxima de 5 años previa a la fecha de su
cotización.
El proveedor debe conservar por el periodo de garantía, muestras de los lotes que
componen el sistema de recubrimiento solicitado, mismas que se deben conservar
a las condiciones particulares de esos componentes. Estas muestras se
conservan en caso de que se presenten deficiencias en el desempeño en campo
del sistema de recubrimiento.
Las pruebas se deben realizar por un laboratorio independiente de la compañía
fabricante, acreditado en términos de la LFMN (ley federal sobre metrología y
normalización.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
39
1.4 Requisitos a cumplir para la aplicación
Los licitantes en su propuesta técnica, deben entregar al cliente la información
técnica y procedimientos de respaldo referente a la preparación de superficie,
aplicación e inspección del recubrimiento antes, durante y después de aplicarse.
Esta información y las evidencias documentales deben cumplir con lo especificado
en los capítulos de acuerdo a la superficie a recubrir, así como el sistema a
utilizar.
Previo al inicio de los trabajos para la aplicación del material anticorrosivo sobre la
tubería, el contratista debe presentar al supervisor de la Obra (Cliente), los
procedimientos relacionados con la aplicación, así como el equipo y accesorios
que serán utilizados. Los procedimientos deben estar validados por el fabricante
del material anticorrosivo e incluir sin ser limitativo, los siguientes aspectos:
Título, identificación, fecha de vigencia y firmas de autorización.
Objetivo, alcance, requerimientos, aspectos de seguridad.
Desarrollo, anexos y formatos (para mostrar evidencia de la ejecución de
actividades).
Cuando el cliente lo requiera, el fabricante del material anticorrosivo debe
presentarse en el sitio de la obra previo al inicio de los trabajos, con la finalidad de
validar su producto y avalar los procedimientos de aplicación del contratista.
El proceso de aplicación involucra las siguientes etapas:
Preparación de la superficie.
Aplicación del recubrimiento.
Inspección.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
40
1.5 Preparación de la superficie
La función principal de cualquier recubrimiento, que funcione en esquemas de
mantenimiento, es ser junto con otros métodos de protección un control directo
contra la corrosión. Sin embargo, por bueno que sea un recubrimiento, éste no
cumplirá a satisfacción los objetivos si no se hace una adecuada preparación de la
superficie a proteger, antes y durante su aplicación.
Para que el recubrimiento cumpla de forma eficiente sus objetivos, es
absolutamente indispensable que se adhiera completamente a la superficie y esto
sólo se consigue mediante una preparación adecuada del sustrato.
La preparación de superficies es el proceso por el cual se limpia un sustrato que
va a ser expuesto a agentes contaminantes y/o corrosivos, para permitir que los
recubrimientos aplicados sobre él, lo protejan de forma eficaz y evitar su deterioro
por los efectos del medio. Además busca reducir costos de mantenimiento y
reposición.
Los contaminantes típicos que se deben eliminar son: humedad, aceites, grasas,
sales, óxidos, productos de la corrosión y toda clase de mugre. La calamina si está
firmemente adherida, no es necesario removerla cuando el metal se va a exponer
en una atmósfera sin contaminación; pero si el recubrimiento que se va a aplicar
no tiene un buen poder humectante, o si se va a someter a un medio agresivo, la
calamina se debe eliminar totalmente.
Las principales funciones de la preparación de la superficie son:
Limpiar el material de todas impurezas que puedan ocasionar fallas
prematuras en el sistema de protección.
Proporcionar una superficie que pueda humectarse fácilmente para una
buena adherencia del recubrimiento.
La adhesión es la fuerza de interacción entre las superficies de distintos materiales
y es una propiedad de la materia, que es generada cuando dos sustancias tienden
a unirse.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
41
El objetivo principal a la hora de preparar una superficie antes de aplicar
recubrimientos, es crear las condiciones apropiadas para generar una excelente
adhesión del sistema protector en el sustrato. La adherencia es la clave para
lograr el desempeño eficiente de la protección en el tiempo.
En otras palabras, la cuidadosa preparación del sustrato antes y durante la
aplicación del recubrimiento, permitirá obtener una mejor protección contra el
ataque corrosivo de las condiciones ambientales. Además se traducirá en la
reducción de costos de reparación y mantenimiento.
Al preparar una superficie también se busca aumentar el área real de contacto
para mejorar la adherencia. Preparar muy bien una superficie incrementa dicha
área y en consecuencia facilita la adhesión del agente protector, debido a que
aumenta la rugosidad del sustrato y mejora el anclaje.
La preparación de la superficie es el aspecto más crítico en el desempeño de los
recubrimientos, por lo que es necesario extremar la vigilancia en la realización de
esta operación y para ello se debe tomar en cuenta lo siguiente:
Verificar que el tipo de limpieza corresponda, para el sistema de
recubrimiento seleccionado.
El grado de limpieza que especifique el fabricante debe corresponder con lo
descrito en cada sistema.
La humedad relativa debe cumplir con los parámetros especificados de
acuerdo al sistema a utilizar.
La temperatura debe ir de acuerdo al sistema que se aplicara dependiendo
si se aplicara a tuberías, instalaciones o ductos.
El perfil de anclaje cumpla las especificaciones del fabricante y avalado por
el inspector.
Debe asegurarse que independientemente del método de limpieza seleccionado,
el equipo, herramienta, accesorios y materiales utilizados en la limpieza, no

Aplicación de sistemas a base de recubrimientos anticorrosivos…
42
contaminen la superficie a proteger con polvo, aceites, grasas, sales o cualquier
otro material extraño que provoque una falta de adherencia.
Métodos de limpieza.
a) Limpieza con solventes
Consiste en limpiar las superficies a pintar con solventes de gran capacidad de
remoción de grasas y aceites, estas preparaciones no logran crear perfiles de
anclaje ni rugosidad en la superficie, esto sin contar que su manejo debe ser muy
cuidadoso por la peligrosidad generada por los vapores de los solvente. Es
necesario utilizar equipos de protección industrial, tales como trajes, mascaras y
guantes apropiados para este tipo de trabajo industrial. En la figura 1.1 se muestra
a un equipo limpiando una superficie con solventes.
Fig. 1.1 Limpieza con solventes, eliminación de impurezas
b) Limpieza Química SSPC-SP 1 ó equivalente
Consiste en aplicar diferentes tipos de químicos sobre el acero para lograr que
todos los óxidos presentes sean removidos por la acción agresiva del químico
utilizado, es el método principal cuando de galvanizado en caliente se trata.
Se utiliza para la remoción preliminar de contaminantes, como aceite, grasa,
crudo u otros químicos que se encuentren sobre la superficie a tratar antes de
iniciar la operación de limpieza con chorro abrasivo seco, húmedo o agua a
Aplicación de sistemas a base de recubrimientos anticorrosivos…
43
presión. Los productos desengrasantes que se utilicen para la limpieza química
mediante el método SSPC-SP 1 o equivalente deben ser biodegradables.
Proceso:
El sopletero pintor aplica la solución del producto químico seleccionado con
brocha o por aspersión, dejando sobre la superficie el tiempo suficiente para su
acción, de acuerdo a las indicaciones del fabricante. Elimina con herramienta
manuales como rasquetas, espátula o cepillo los nódulos de corrosión, así como
las capas gruesas de grasa y contaminantes. Utiliza solventes limpios, en el ultimo
lavado para evitar la formación de una película superficial residual. Evalúa la
efectividad del lavado con papel indicador de PH sobre el acero húmedo hasta
obtener un valor igual al del agua empleada.
El ingeniero de control de calidad bajo un criterio de examen visual, selecciona un
área que sirve como patrón y representativa de las condiciones de la superficie por
limpiar y se compara con la superficie limpia con solvente.
c) Limpieza con herramienta manual SSPC-SP 2 ó equivalente
Consiste en eliminar toda la contaminación presente como óxidos, costras y
cualquier contaminante presente. Son ideales para zonas de contaminación baja y
recubrimientos de bajo desempeño.
Este método utiliza herramientas manuales, no eléctricas, para eliminar
impurezas, tales como: residuos de soldaduras, oxidación, pintura envejecida y
otras incrustantes que puedan ser removidos con el solo esfuerzo humano. Se
debe garantizar que los materiales de las herramientas no contaminen con
residuos las superficies a limpiar.
A través de este método, generalmente no es posible desprender completamente
todas las incrustaciones. Los bordes de pintura envejecida, deben ser
desvanecidos para mejorar la apariencia del repintado que se haga posterior a la
limpieza.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
44
Proceso:
El sopletero pintor efectúa la limpieza con herramienta manual como los cepillos
de alambre, martillos, rasquetas o cinceles para remover todo lo suelto, como la
pintura no adherida, la herrumbre o la incrustación. Este procedimiento es
satisfactorio para retoques y reparaciones en servicios menos críticos de
recubrimientos. Se mencionan los siguientes:
Rasqueteo y cepillado. Las superficies deben rasquetearse y cepillarse con
alambre de acero, hasta desaparecer los restos de oxido, pintura u otras materias
extrañas.
Lavado: Mediante el uso de solventes o detergentes deberán eliminarse toda clase
de materias extrañas como aceites y grasas.
Descostrado. Las costras de oxido, escamas y restos de soldadura o escorias
pueden eliminarse de la superficie metálica con la ayuda de marro, martillo y
cincel.
Lijado. Los restos de oxido, pintura, etc. Que no se desprendan por medio de las
operaciones anteriores, deben lijarse, para obtener un anclaje adecuado.
Eliminación de polvo. La superficie debe limpiarse con brocha de cerda o cepillo,
para eliminar partículas de polvo o sopleteando la superficie con chorro de aire
seco y limpio.
El ingeniero de control de calidad bajo criterios de examen visual, selecciona una
área que sirve como patrón y representativa de las condiciones de la superficie por
limpiar y se compara con la superficie limpia con herramienta manual.
d) Limpieza con herramienta mecánica SSPC-SP 3 o equivalente
La limpieza mecánica, es un método que utiliza herramienta eléctrica o neumática,
para áreas de tamaño regular donde se tenga que eliminar impurezas tales como:
residuos de soldadura, oxidación, pintura envejecida y otros incrustantes que
pueden ser removidos con estas herramientas, es más eficiente que el de
herramienta manual. A través de este método, generalmente no es posible

Aplicación de sistemas a base de recubrimientos anticorrosivos…
45
desprender completamente todas las incrustaciones. Los bordes de pintura
envejecida, deben ser desvanecidos, para mejorar la apariencia del repintado que
se haga posterior a la limpieza.
Proceso:
El sopletero pintor efectúa la limpieza con herramienta mecánica como cerdas,
cepillos neumáticos, esmeriles o cualquier dispositivo de impacto. Se debe tener
cuidado al utilizar estas herramientas, ya que su uso excesivo puede pulir la
superficie y eliminar o disminuir su perfil de anclaje. Este método es satisfactorio
para retoques y reparaciones, es usado en muchas ocasiones en combinaciones
con otros métodos de limpieza.
El ingeniero de control de calidad, bajo un criterio de examen visual, selecciona un
área que sirve como patrón y representativa de las condiciones de la superficie por
limpiar y se compara con la superficie limpia con herramienta mecánica.
e) Limpieza con abrasivo
Es la preparación de la superficie metálica que se va a recubrir, mediante la
aplicación de abrasivos a presión; los abrasivos comúnmente empleados son
arena silica y granalla metálica.
Abrasivos. Dependiendo de su naturaleza se obtienen diferentes acabados
característicos. El grado de aspereza o profundidad de las incisiones provocadas
por el abrasivo tienen gran influencia sobre la adherencia y uniformidad del
recubrimiento; si la superficie obtenida es muy tersa o pulida el grado de "anclaje"
o de adherencia será insuficiente, mientras que si las incisiones son demasiado
profundas las crestas o puntos agudos sobresaldrán sobre la capa de
recubrimiento, quedando sin protección. Los abrasivos más comunes son los
siguientes:
Arena Silica: Por su bajo costo es el abrasivo mas utilizado; además por su dureza
no se rompe fácilmente al chocar con la superficie de Acero. La arena deberá
tener un tamaño de partícula inferior a las 18 mallas ya que tamaños mayores
Aplicación de sistemas a base de recubrimientos anticorrosivos…
46
(abajo de 16 mallas) solo martillean la superficie sin limpiar pequeñas cavidades;
por otra parte, el tamaño de partícula deber ser superior a las del tamiz de 80
mallas a fin de evitar el polvo que producen las partículas muy pequeñas (arriba
de 80 mallas). Además de la clasificación de la arena es necesario que esta se
encuentre libre de sales, grasa, aceite y suciedad que pudiera contaminar la
superficie.
Gravilla de Acero: Este abrasivo considera fragmentos de Acero o hierro vaciado
con bordes duros y cortantes que prácticamente no produce polvo y limpia
rápidamente. Sus desventajas principales son: producir una superficie demasiado
áspera que requiere de mayor numero de manos de recubrimiento para cubrir las
crestas y de que en la presencia de humedad atmosférica pueda llegar a oxidarse,
por lo que si es utilizada contamina la superficie. No se recomienda el uso de
munición de hierro o Acero por su baja eficiencia de limpieza.
Fig. 1.2 Preparación de equipos y accesorios para la limpieza con abrasivos
e1) Limpieza con chorro abrasivo seco.
La experiencia confirma que la limpieza por este método es la más efectiva para
suprimir todo tipo de impurezas y especialmente apropiada para la aplicación de
sistemas de pinturas sometidas a las condiciones de uso más agresivas. En este
tipo de limpieza se debe especificar el grado más apropiado, haciendo referencia a

Aplicación de sistemas a base de recubrimientos anticorrosivos…
47
un patrón (‘standard’) visual, y el ‘perfil de rugosidad’ debe especificarse y
controlarse durante el trabajo.
El perfil de rugosidad depende de varios factores, pero principalmente del tipo y
tamaño de partícula del abrasivo empleado y el método de propulsión (aire y
fuerza centrífuga). Con el método de propulsión con aire, la presión, distancia de
la boquilla y ángulo con la superficie son factores determinantes del perfil de
rugosidad. Con el método de propulsión centrífugo o mecánico la rapidez con que
se realiza la limpieza es importante.
La preparación de superficie con chorro abrasivo seco en aceros nuevos u
oxidados sin pintar requiere de un perfil de anclaje.
Cuando existan restricciones por la generación de polvo derivada por la limpieza
con chorro de abrasivo seco, se puede utilizar un abrasivo que no lo genere y
además, aislando o encapsulando el área circundante de la superficie o el objeto a
limpiar utilizando colectores de partículas y residuos para evitar que éstos se
incorporen al ambiente, por ejemplo: elastómeros de poliuretano con partículas
abrasivas. Cuando no se puedan cumplir las condiciones anteriores, se debe
aplicar la alternativa e2) (Limpieza con chorro abrasivo húmedo).
La preparación de superficie de acuerdo a ISO 8501-1 con chorreado se designa
con la sílaba ‘Sa’. Antes del chorreado hay que eliminar cualquier capa gruesa de
oxido con rasquetas. También hay que eliminar el aceite, la grasa y la suciedad
visible. Después del chorreado la superficie debe estar limpia de polvo y residuos
sueltos. El estado inicial A solo admite preparación por chorreado abrasivo (Sa),
único método que permite eliminar la calamida.
Proceso:
El sopletero pintor aplica sand blast en la superficie a proteger hasta obtener la
limpieza requerida para asegurar la adherencia de la película anticorrosiva. Esta
limpieza se realiza con arena silica libre de humedad, grasa o aceite, se realiza

Aplicación de sistemas a base de recubrimientos anticorrosivos…
48
durante horarios soleados (ambiente seco), evitando así la presencia de humedad
relativa excesiva que impida una buena limpieza de la superficie.
El ayudante sopletero pintor limpia el polvo de arena silica que quedo en la
superficie previamente sand blasteada con trapos limpios y secos.
El cabo de oficio pintor verifica la limpieza del área y la profundidad del anclaje,
que estén de acuerdo a lo especificado y lo registra en un reporte de soporte.
El ingeniero de control de calidad verifica que la superficie en donde se aplicara el
recubrimiento anticorrosivo este libre de agentes contaminantes como grasas,
aceites, crudo, etc. En caso contrario se asegura que se lleve a cabo la limpieza
correspondiente.
Este tipo de limpieza genera cuatro clases de preparación de superficie. En la
tabla siguiente se muestran los grados de limpieza de superficies de acuerdo a
las normas NACE, SSPC; e ISO.
Tabla 1.3 Grados de limpieza de superficies que se logran con chorro abrasivo seco
SSPC - NACE ISO 8501-1
SP-5, 1: Limpieza a Metal Blanco: Se debe
limpiar el 100% de la superficie por medio del
abrasivo a alta presión. Este tipo de limpieza,
utiliza algún tipo de abrasivo a presión para
limpiar la superficie, a través de este método, se
elimina toda la escama de laminación, óxido,
pintura y cualquier material incrustante. Una
superficie tratada con este método, presenta un
uniforme color gris claro, ligeramente rugoso, que
proporciona un excelente anclaje a los
recubrimientos. La pintura primaria debe ser
aplicada antes de que el medio ambiente ataque
a la superficie preparada.
Grado Sa 3: Eliminar la totalidad del oxido
visible, cascarilla de laminación, pintura
vieja y cualquier materia extraña. El chorro
se pasa sobre la superficie durante el
tiempo necesario para eliminar la totalidad
de la cascarilla de laminación, herrumbre y
materias extrañas. Finalmente, la superficie
se limpia con un aspirador, aire comprimido
limpio y seco o con un cepillo limpio, para
eliminar los residuos de polvo de abrasivo.
Debe entonces quedar con un color
metálico uniforme.
SP-10, 2: Limpieza a metal Cercano a Blanco:
Solo se admite el 5% de presencia de
Grado Sa 2 1/2: A fin de conseguir que por
lo menos el 95% de cada porción de la

Aplicación de sistemas a base de recubrimientos anticorrosivos…
49
decoloración en toda el área tratada. Método
para preparar superficies metálicas, mediante
abrasivos a presión, a través del cual es
removido todo el óxido, escama de laminación,
pintura y materiales extraños.
La superficie debe tener un color gris claro y
deben eliminarse sombras de oxidación visibles
en un 95% de cada 9 pulg2 (3 pulg X 3 pulg). De
hecho la diferencia entro una limpieza con chorro
de arena grado metal blanco y metal cercano al
blanco, radica en el tiempo empleado para pintar,
ya que el metal es atacado por el medio ambiente
y pasa a ser grado cercano a blanco en poco
tiempo.
superficie total quede libre de residuos
visible. Chorreado muy cuidadoso. El
chorro se mantiene sobre la superficie el
tiempo necesario para asegurar que la
cascarilla de laminación, herrumbres y
materias extrañas son eliminados de tal
forma que cualquier residuo aparezca solo
como ligeras sombras o manchas en la
superficie. Finalmente, se elimina el polvo
de abrasivo con un aspirador, con aire
comprimido limpio y seco o con cepillo
limpio.
SP-6, 3: Limpieza a metal comercial: Se admite
hasta el 33% de la superficie con trazas de color
oscuro. Procedimiento para preparar superficies
metálicas, mediante abrasivos a presión, a través
del cual es eliminado todo el óxido, escama de
laminación, pintura y materiales extraños. Es
permitido que pintura en buen estado e
incrustaciones permanezcan adheridas aún
después de la preparación de la superficie,
siempre y cuando éstas no rebasen la tercera
parte de cada superficie.
Grado Sa 2: chorreado que hasta al menos
los 2/3 de cada 9 pulgadas cuadradas
estén libres de todo residuo visible.
Chorreado cuidadoso. El chorro se pasa
sobre la superficie durante el tiempo
suficiente para eliminar la casi totalidad de
cascarillas de laminación, herrumbre y
materias extrañas. Finalmente se elimina el
polvo abrasivo con un aspirador, con aire
comprimido limpio y seco o con un cepillo
limpio.
SP-7, 4: Limpieza a ráfaga: Se debe remover la
pintura seca en mal estado, la pintura en buen
estado es tratada para garantizar la adherencia
de los recubrimientos utilizados nuevamente.
Este tipo de limpieza, utiliza algún abrasivo a
presión para preparar superficies metálicas que
tengan una cantidad mínima de escoria, pintura,
oxidación y otros contaminantes, se conoce
generalmente como 'Ráfaga' y consiste en una
limpieza muy superficial que permite que algunas
Grado Sa 1: La superficie debe estar libre
de aceite, grasa, suciedad y sin ninguna
calamina mal adherida, ni oxido, ni
revestimientos de pintura ni materias
extrañas.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
50
incrustantes y pintura no sean eliminados del
sustrato
Fig. 1.3 Limpieza con chorro de arena a presión
Equipo sand blast
El equipo se compone de lo siguiente:
Olla para arena silica sand blast con capacidad variable
Compresor neumático
Manguera para sand blast (es importante que un volumen de aire suficiente
y constante sea suministrado a la boquilla a fin de mantener una presión
apropiada, la selección del tamaño correcto de la manguera es esencial, se
recomienda una de 1 ¼ pulgada de diámetro.
Boquilla para manguera de sand blast (naturalmente, entre mas grande es
la boquilla, mayor es el área que puede limpiarse en una cantidad de
tiempo determinada, se recomienda una de 3/8 de pulgada de diámetro).
Equipo de protección personal para el sopletero

Aplicación de sistemas a base de recubrimientos anticorrosivos…
51
La utilización del chorreado seco con arena como método de limpieza de
superficies se ha venido limitando por las implicaciones que tiene para la salud de
los operarios y el medio ambiente.
e2) Limpieza con chorro abrasivo húmedo
Este sistema utiliza suspensiones de abrasivos con agua a alta presión, para
eliminar pinturas antiguas, calamina y productos de la corrosión. Los peligros que
tiene la limpieza con chorro seco para la salud de los operarios, se suprimen casi
completamente con el chorro húmedo. El perfil de rugosidad y la eficiencia se
regulan con la presión del agua y la concentración del abrasivo en la suspensión.
La mayor desventaja es que el metal limpio comienza a oxidarse de inmediato, lo
que no ocurre en la limpieza con chorro seco. Se pueden utilizar inhibidores de
corrosión en el agua, pero se deben escoger con mucho cuidado porque algunos
pueden afectar las propiedades de las pinturas aplicadas.
Los grados de limpieza de contaminantes visibles y no visibles con chorro abrasivo
húmedo, se describen en las Tablas 1.4 y 1.7.
Tabla 1.4 Grados de limpieza de contaminantes visible que se logran con chorro abrasivo húmedo en
superficies de acero sin pintar y con corrosión
Condición “C” 100% corrosión con
picaduras visibles y no visibles.
Condición “D” 100% corrosión con
picaduras muy visibles.
Equivalente o comparable con:
ISO 8501 -1-1988
SSPC/NACE
CWAB-6 DWAB-6 Sa 2 SP6/NACE 3 METAL COMERCIAL
CWAB-10
DWAB-10
Sa 2½
SP10/NACE 2 CERCANO A METAL
BLANCO CWAB-10L DWAB-6L Sa 2 SP-6/ NACE 3 METAL
COMERCIAL CWAB-10M DWAB-6M Sa 1 SP-7/NACE 4 METAL O
RÁFAGA CWAB-10H DWAB-6H ----- SP-14/NACE 8
En la tabla anterior se describieron los Grados de limpieza de contaminantes
visible que se logran de acuerdo a este método en superficies de acero sin pintar y

Aplicación de sistemas a base de recubrimientos anticorrosivos…
52
con corrosión, mediante la Referencia pictórica SSPC VIS 5/NACE VIS 9 ó
equivalente.
Este método se debe aplicar como lo establece la tabla 1.10. El agua utilizada
para esta técnica debe ser tratada, con una calidad tal que la superficie preparada
no rebase los límites de contaminantes de acuerdo a los valores mencionados en
la Tabla 1.7. Las técnicas del procedimiento y equipos de este método se
describen en el reporte técnico SSPC-TR2/NACE6G198 ó equivalente, y las
condiciones visuales en la guía fotográfica SSPC-Vis 5/NACE Vis 9 ó equivalente.
f) Limpieza con chorro de agua a alta y ultra alta presión
En este tipo de limpieza no se utilizan abrasivos, el agua hace la limpieza de la
superficie a presión, desde 34 hasta 280 MPa (4 935 a 40 638 lb/pulg²). A
continuación se describen los tipos e intervalos de operación de la limpieza con
este método.
1. Limpieza con agua a baja presión. (Low-Pressure Water Cleaning, LPWC):
Menores a 34 MPa (5000 lb/pulg²).
2. Limpieza con agua a alta presión (High Pressure Water Cleaning, HPWC):
Desde 34 a 70 MPa. (5000 a 10 000 lb/pulg²).
3. Limpieza con agua a chorro de alta presión (High Pressure Water Jetting,
HPWJ): Desde 70 a 170 MPa (10 000 a 25 000 lb/pulg²).
4. Limpieza con agua a chorro a ultra alta presión (Ultrahigh Pressure Water
Jetting, UHP WJ): Arriba de 170 MPa (Arriba de 25 000 lb/pulg²).
Este método se debe aplicar según se indica en la tabla 1.8. El grado de limpieza
de contaminantes visibles que se logran con chorro de agua a alta y ultra alta
presión, se especifica en la siguiente tabla de acuerdo a la Referencia PICTORICA
NACE No. 5 / SSPC-SP 12 ó equivalente. Al seleccionar este método de limpieza,
es muy importante asegurarse que en el área o zona de trabajo existan las
instalaciones de tratamiento de agua para el abastecimiento suficiente y seguro
con la calidad requerida.
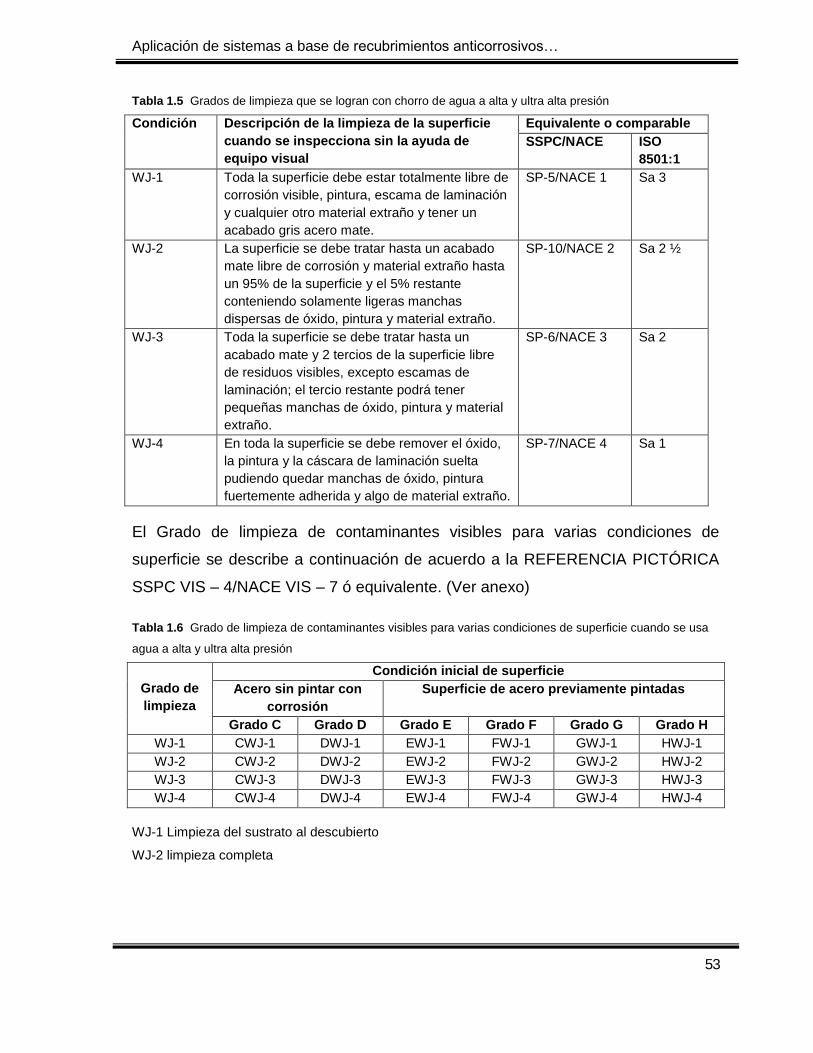
Aplicación de sistemas a base de recubrimientos anticorrosivos…
53
Tabla 1.5 Grados de limpieza que se logran con chorro de agua a alta y ultra alta presión
Condición
Descripción de la limpieza de la superficie cuando se inspecciona sin la ayuda de equipo visual
Equivalente o comparable SSPC/NACE ISO
8501:1 WJ-1
Toda la superficie debe estar totalmente libre de corrosión visible, pintura, escama de laminación y cualquier otro material extraño y tener un acabado gris acero mate.
SP-5/NACE 1 Sa 3
WJ-2
La superficie se debe tratar hasta un acabado mate libre de corrosión y material extraño hasta un 95% de la superficie y el 5% restante conteniendo solamente ligeras manchas dispersas de óxido, pintura y material extraño.
SP-10/NACE 2 Sa 2 ½
WJ-3
Toda la superficie se debe tratar hasta un acabado mate y 2 tercios de la superficie libre de residuos visibles, excepto escamas de laminación; el tercio restante podrá tener pequeñas manchas de óxido, pintura y material extraño.
SP-6/NACE 3 Sa 2
WJ-4
En toda la superficie se debe remover el óxido, la pintura y la cáscara de laminación suelta pudiendo quedar manchas de óxido, pintura fuertemente adherida y algo de material extraño.
SP-7/NACE 4 Sa 1
El Grado de limpieza de contaminantes visibles para varias condiciones de
superficie se describe a continuación de acuerdo a la REFERENCIA PICTÓRICA
SSPC VIS – 4/NACE VIS – 7 ó equivalente. (Ver anexo)
Tabla 1.6 Grado de limpieza de contaminantes visibles para varias condiciones de superficie cuando se usa
agua a alta y ultra alta presión
Grado de limpieza
Condición inicial de superficie Acero sin pintar con
corrosión Superficie de acero previamente pintadas
Grado C Grado D Grado E Grado F Grado G Grado H WJ-1 CWJ-1 DWJ-1 EWJ-1 FWJ-1 GWJ-1 HWJ-1 WJ-2 CWJ-2 DWJ-2 EWJ-2 FWJ-2 GWJ-2 HWJ-2 WJ-3 CWJ-3 DWJ-3 EWJ-3 FWJ-3 GWJ-3 HWJ-3 WJ-4 CWJ-4 DWJ-4 EWJ-4 FWJ-4 GWJ-4 HWJ-4
WJ-1 Limpieza del sustrato al descubierto
WJ-2 limpieza completa
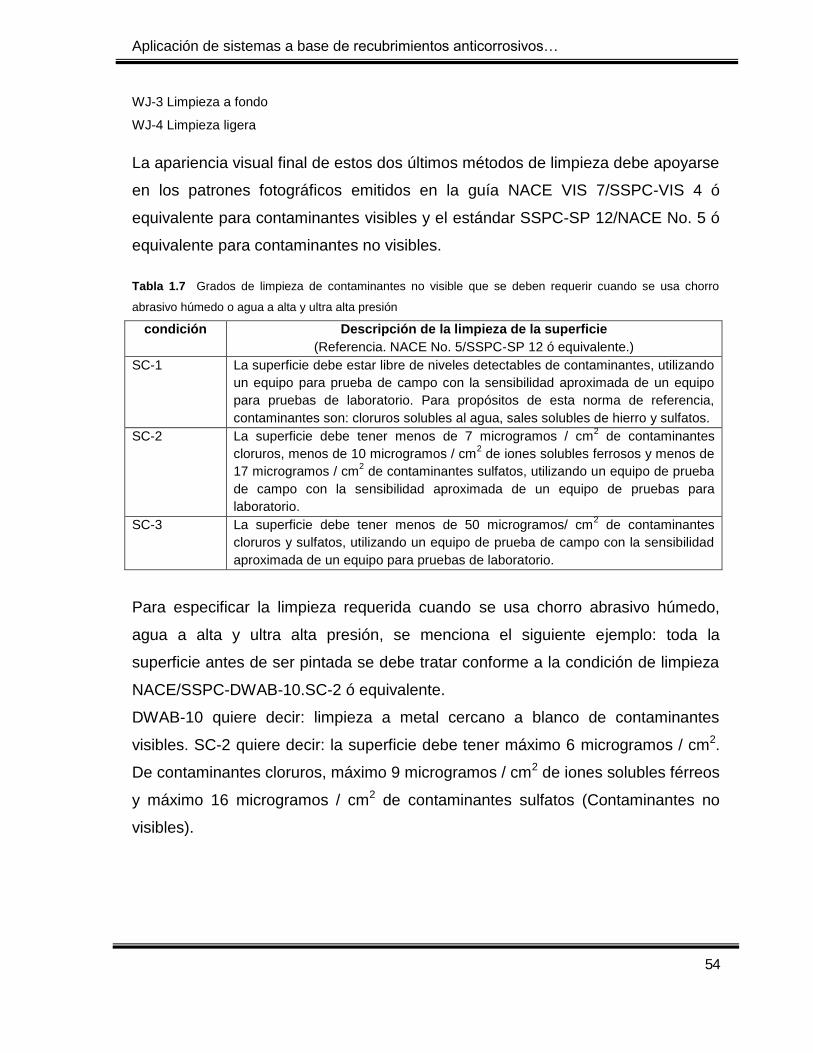
Aplicación de sistemas a base de recubrimientos anticorrosivos…
54
WJ-3 Limpieza a fondo
WJ-4 Limpieza ligera
La apariencia visual final de estos dos últimos métodos de limpieza debe apoyarse
en los patrones fotográficos emitidos en la guía NACE VIS 7/SSPC-VIS 4 ó
equivalente para contaminantes visibles y el estándar SSPC-SP 12/NACE No. 5 ó
equivalente para contaminantes no visibles.
Tabla 1.7 Grados de limpieza de contaminantes no visible que se deben requerir cuando se usa chorro
abrasivo húmedo o agua a alta y ultra alta presión
condición Descripción de la limpieza de la superficie (Referencia. NACE No. 5/SSPC-SP 12 ó equivalente.)
SC-1 La superficie debe estar libre de niveles detectables de contaminantes, utilizando un equipo para prueba de campo con la sensibilidad aproximada de un equipo para pruebas de laboratorio. Para propósitos de esta norma de referencia, contaminantes son: cloruros solubles al agua, sales solubles de hierro y sulfatos.
SC-2 La superficie debe tener menos de 7 microgramos / cm2 de contaminantes cloruros, menos de 10 microgramos / cm2 de iones solubles ferrosos y menos de 17 microgramos / cm2 de contaminantes sulfatos, utilizando un equipo de prueba de campo con la sensibilidad aproximada de un equipo de pruebas para laboratorio.
SC-3 La superficie debe tener menos de 50 microgramos/ cm2 de contaminantes cloruros y sulfatos, utilizando un equipo de prueba de campo con la sensibilidad aproximada de un equipo para pruebas de laboratorio.
Para especificar la limpieza requerida cuando se usa chorro abrasivo húmedo,
agua a alta y ultra alta presión, se menciona el siguiente ejemplo: toda la
superficie antes de ser pintada se debe tratar conforme a la condición de limpieza
NACE/SSPC-DWAB-10.SC-2 ó equivalente.
DWAB-10 quiere decir: limpieza a metal cercano a blanco de contaminantes
visibles. SC-2 quiere decir: la superficie debe tener máximo 6 microgramos / cm2.
De contaminantes cloruros, máximo 9 microgramos / cm2 de iones solubles férreos
y máximo 16 microgramos / cm2 de contaminantes sulfatos (Contaminantes no
visibles).

Aplicación de sistemas a base de recubrimientos anticorrosivos…
55
Restricciones
Todos los métodos de limpieza, con o sin el uso de abrasivo, tienen restricciones,
las cuales se describen en la siguiente tabla.
Tabla 1.8 Aplicación y restricción de los métodos de preparación de superficies
Método Aplicación en Áreas de restricción
1.- Chorro de arena o abrasivo a presión, seco
ISO 8504
Superficies de acero nuevas con corrosión grados A y B, donde se requiere formar perfil de anclaje; no está restringido para grados de corrosión C y D, donde ya existe perfil de anclaje provocado por la corrosión, previo estudio de la condición de superficie.
Dentro de Plataformas, Refinerías, Complejos Petroquímicos, Terminales de Almacenamiento y Distribución, áreas de trabajo con equipo mecánico rotatorio cercano y Zonas urbanizadas.
2.- Chorro de arena o abrasivo a presión, húmedo
2/NACE 6 G198SSPC-TR o equivalente
Superficies de acero nuevas con corrosión grados A y B, donde se requiere formar perfil de anclaje; no esta restringido para grados de corrosión C y D y superficies previamente pintadas, donde ya existe perfil de anclaje.
Ninguna. Evitar proyectar directamente el chorro de agua sobre instalaciones de madera, aislamientos, instrumentos o instalaciones eléctricas; que pueden ser dañadas.
3.- Chorro de agua a alta y ultra alta presión.
NACE No. 5 SSPC/SP 12 ó equivalente
Superficies de acero previamente pintadas, cuando se requiere eliminar toda la pintura, o en superficies de acero con grados de corrosión C y D, donde en ambos casos ya existe perfil de anclaje. En superficies de acero previamente pintadas, cuando solo se requiere preparar la superficie para repintado.
Ninguna. Evitar proyectar directamente el chorro de agua sobre instalaciones de madera, aislamientos, instrumentos o instalaciones eléctricas; que pueden ser dañadas.
Criterios de aceptación.
Es responsabilidad del contratista la inspección de la preparación de la superficie
que fue sujeta a limpieza, antes de ser aplicado el recubrimiento, se debe
inspeccionar visualmente la calidad de la limpieza requerida y garantizar que se
cumpla con las recomendaciones del fabricante.
A Continuación se mencionan las restricciones de los grados de limpieza a utilizar.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
56
Tabla 1.9 Criterios de aceptación para inspección visual
Grado de limpieza
Especificación de referencias SSPC
Es motivo de rechazo:
Química SP - 1 La área mínima en la cual se halle: polvo, aceite, grasa, manchas de pintura u otros contaminantes, así como la mínima presencia de costras de corrosión y pintura mal adherida que no hayan sido removidos al mismo grado indicado en la referencia.
Herramientas manuales
SP - 2
Herramientas mecánicas
SP - 3
Metal Blanco
Sa-3 Patrón fotográfico
Detectar la mínima área en la cual se observe polvo, aceite, grasa, manchas de pintura y otros contaminantes, así como la mínima presencia de costras de corrosión y pintura, Toda el área debe presentar un color gris claro uniforme como se indica en la referencia.
Cercano a metal blanco
Sa-2 1/2 Patrón fotográfico
Detectar más del 5% del área en la cual se observe polvo, aceite, grasa, manchas de pintura y otros contaminantes, así como la mínima presencia de costras de corrosión y pintura; el área debe presentar un color gris claro uniforme como se indica en la referencia.
Grado comercial
Sa-2 Patrón fotográfico
Detectar más del 33% del área en la cual se observe polvo, aceite, grasa, manchas de pintura y otros contaminantes, así como la mínima presencia de costras de corrosión y pintura mal adherida; debe presentar una coloración uniforme.
Grado ráfaga
Sa-1 Patrón fotográfico
Examinada sin aumentos, la superficie debe estar exenta de aceite, grasa, y suciedad visible, así como de cascarilla, óxido y materias extrañas que presentan una escasa adherencia (cascarilla de laminación, de óxido ó pintura poco adherida que pueden desprenderse con una espátula roma).
1.6 Aplicación de Recubrimientos
El contratista o aplicador debe contar con los procedimientos y equipos de
aplicación que cumplan con los requerimientos especificados por el fabricante del
recubrimiento seleccionado. Dicha aplicación en si misma incluye la preparación
de superficie, aplicación e inspección.
El contratista debe presentar al supervisor de obra (cliente) los mismos
procedimientos que integro en su propuesta técnica en la licitación, para aplicar el
Aplicación de sistemas a base de recubrimientos anticorrosivos…
57
sistema de recubrimiento anticorrosivo solicitado se deben especificar lo
siguiente:
Componentes del sistema de recubrimiento.
Equipo de aplicación.
Requerimientos de almacenamiento de los componentes del sistema de
recubrimiento.
Mezcla de componentes.
Condiciones meteorológicas de aplicación del sistema de recubrimiento.
Porcentaje de humedad relativa aceptable para la aplicación.
Mínimo y máximo espesor de película seca.
Tiempos de secado, curado y aplicación entre capas.
Detección de defectos.
Métodos de mantenimiento y/o rehabilitación para el parcheo del sistema.
Limitantes y precauciones para la aplicación del sistema de recubrimiento.
Procedimiento de inspección antes, durante y después de aplicar el sistema
de recubrimiento.
Personal
El personal involucrado, en la preparación de la superficie, aplicación e inspección
del recubrimiento es la siguiente:
Representante del cliente encargado de mantenimiento: Coordina al ingeniero de
campo, ingeniero de control de calidad, al sobrestante general, al cabo de oficio
pintor y al personal involucrado en las actividades de aplicación de protección
anticorrosiva.
Ingeniero de campo: Realiza la inspección de los recubrimientos anticorrosivos ya
aplicados como se indica en este procedimiento a fin de comprobar su calidad.
Cabo de oficio pintor: Dirige, apoya y verifica las actividades del personal bajo su
cargo en las labores a desarrollar.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
58
Sopletero pintor: Efectúa la limpieza, aplicación de recubrimientos primarios,
enlace y/o acabados en las estructuras metálicas, tuberías de proceso y servicio,
así como los accesorios de tuberías como se indica en este procedimiento.
Maniobrista sopletero pintor: Coloca los andamios en las partes requeridas donde
se vaya a aplicar la protección anticorrosiva e instala las lonas.
Ayudante sopletero pintor: Apoya al sopletero pintor en las actividades de
aplicación de la protección anticorrosiva.
Antes de aplicar el sistema de recubrimiento se debe: colocar los andamios en las
partes donde se vaya a aplicar la protección anticorrosiva, así mismo se instalan
lonas en las áreas próximas a equipos delicados y zonas recién pintadas donde se
aplique el sand blast, verificar la humedad relativa de acuerdo a lo descrito para
cada sistema, temperatura ambiente no menor de 10 ºC, así mismo la aplicación
de los recubrimientos debe posponerse cuando se tiene el pronostico de
posibilidades de lluvia antes de que la película este completamente seca, cuando
se anuncian fuertes vientos o cuando la temperatura de sustrato se eleve a las
condiciones indicadas de acuerdo al sistema a utilizar, además de esto se debe
verificar lo siguiente:
Materiales para recubrimientos: Se debe verificar que los materiales para
recubrimientos sean los especificados por el usuario o el diseñador en la
ingeniería del proyecto, que cumplen con las dimensiones, cantidad, identificación
clara, procedimientos de almacenaje, aplicación, y que no hayan caducado para
cuando vayan a ser aplicados. Los componentes deben ser del mismo proveedor,
que la mezcla de componentes (cuando aplique) se realice conforme a las
especificaciones del sistema por aplicar y una vez hecha dicha mezcla, no se debe
exceder el tiempo de vida de mezcla para su aplicación.
Equipos e instalaciones: El supervisor debe verificar que los equipos y
procedimientos del contratista sean los correspondientes a la aplicación para el

Aplicación de sistemas a base de recubrimientos anticorrosivos…
59
tipo de recubrimiento en cuestión y en conformidad con lo especificado por el
procedimiento de aplicación. Las más usadas durante la inspección son las
siguientes:
Medidor de humedad relativa (higrómetro o similar)
Lámpara comparadora de anclaje o similar
Peine de ranuras o navaja
Detector de continuidad
Medidor de espesor de pintura (microtest o similar)
Personal: El supervisor debe verificar que el personal participante en la aplicación
del recubrimiento tenga conocimientos y experiencia sobre el sistema anticorrosivo
a aplicar, que esté capacitado, que haya sido autorizado por el fabricante para
realizar la aplicación; y que disponga de los equipos de seguridad necesarios para
el trabajo.
Procedimientos de aplicación
Independientemente del procedimiento utilizado en la aplicación, debe tenerse
cierto cuidado con el almacenamiento y el acondicionamiento de los materiales de
protección. En general las latas de recubrimiento nunca deben ser expuestas a la
lluvia y a la acción directa de los rayos del sol o cualquier fuente de calor a fin de
evitar la gelación prematura o evaporación de solventes del recubrimiento
acortando excesivamente su vida útil, por lo que siempre deberán almacenarse en
un local cubierto.
Antes de utilizar el recubrimiento ‚ este debe ser homogeneizado y acondicionado
para su uso correcto, esto puede llevarse a cabo destapando y homogeneizando
el recubrimiento con una paleta u otro medio adecuado y pasar una quinta parte a
otro recipiente limpio más grande; Si el recubrimiento es de 2 componentes, estos
deberán mezclarse poco antes de la aplicación hasta obtener una mezcla
homogénea, conservando la proporción indicada en la especificación

Aplicación de sistemas a base de recubrimientos anticorrosivos…
60
correspondiente; además es de gran importancia vigilar el tiempo de vida útil de la
mezcla, dato que también aparece en dicha especificación. Filtrar el recubrimiento
pasándolo a través de manta de cielo o una malla equivalente a fin de eliminar
natas, grumos, pintura seca o cualquier material extraño, procurando que el
filtrado quede en el recipiente grande.
Si la superficie fue preparada con chorro de arena el recubrimiento no deberá
aplicarse después de 3 horas de efectuada la limpieza, debido a los posibles
efectos de corrosión en la superficie. Si las condiciones ambientales son críticas
este tiempo es menor y deber establecerse en la localidad.
En los siguientes incisos se mencionan aspectos de los procedimientos
convencionales utilizados en la aplicación de recubrimientos anticorrosivos.
1. Aplicación con brocha de pelo
La aplicación con brocha es un procedimiento que ha sido utilizado durante
muchos años y no requiere de una discusión muy extensa; no obstante, es
necesario puntualizar algunos aspectos. En comparación con otros métodos
resulta excesivamente lento por lo que debe preferirse para áreas pequeñas o de
conformación difícil, además, presenta cierta dificultad para un control de espesor
de película eficiente. Entre sus ventajas mas sobresalientes se pueden mencionar
las perdidas mínimas de material y la fácil humectación aun en áreas difíciles,
además los costos por equipo son mínimos.
Durante la aplicación del recubrimiento con brocha de pelo es conveniente
observar las siguientes recomendaciones:
Selección de la brocha: El tamaño de la brocha dependerá del área por recubrir,
las de tamaños reducidos se utilizan en áreas pequeñas o intrincadas, las más
anchas se utilizan en áreas extensas preferentemente planas. La máxima
eficiencia de aplicación se obtiene con brochas de pelo de caballo, aun cuando en
ciertos casos se puede utilizar una combinación de esta cerda natural y fibra
sintética, con la consecuente disminución en la eficiencia de aplicación. El numero
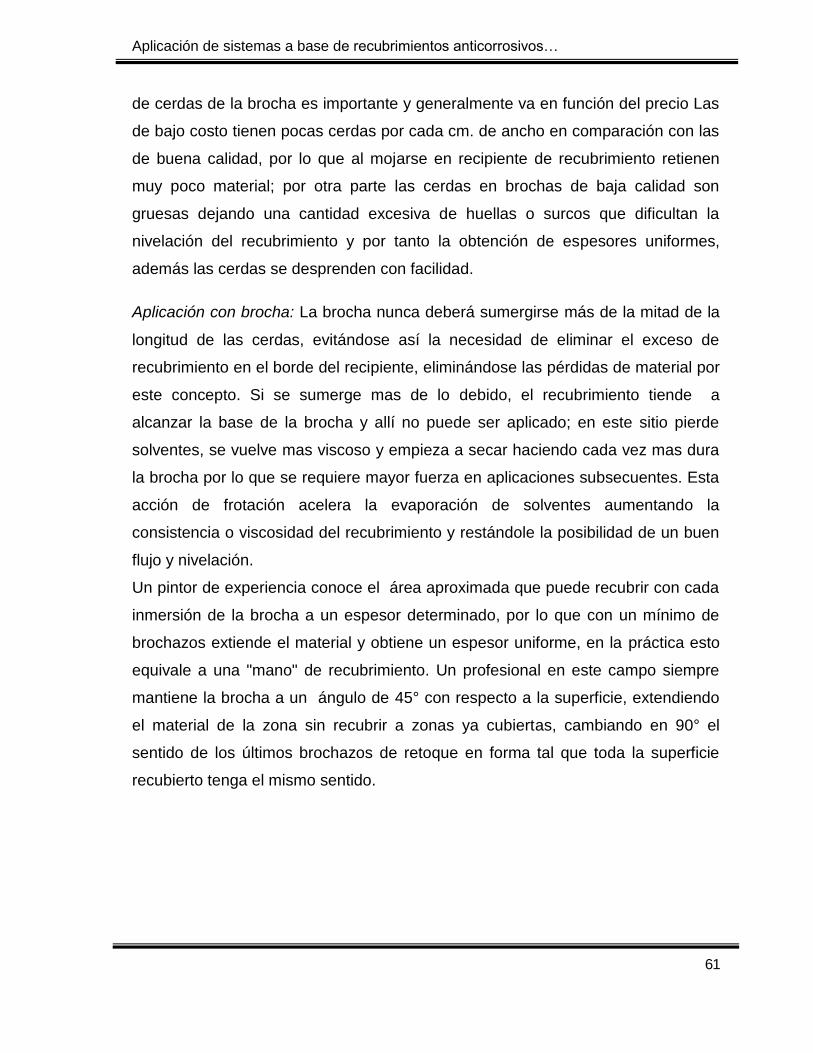
Aplicación de sistemas a base de recubrimientos anticorrosivos…
61
de cerdas de la brocha es importante y generalmente va en función del precio Las
de bajo costo tienen pocas cerdas por cada cm. de ancho en comparación con las
de buena calidad, por lo que al mojarse en recipiente de recubrimiento retienen
muy poco material; por otra parte las cerdas en brochas de baja calidad son
gruesas dejando una cantidad excesiva de huellas o surcos que dificultan la
nivelación del recubrimiento y por tanto la obtención de espesores uniformes,
además las cerdas se desprenden con facilidad.
Aplicación con brocha: La brocha nunca deberá sumergirse más de la mitad de la
longitud de las cerdas, evitándose así la necesidad de eliminar el exceso de
recubrimiento en el borde del recipiente, eliminándose las pérdidas de material por
este concepto. Si se sumerge mas de lo debido, el recubrimiento tiende a
alcanzar la base de la brocha y allí no puede ser aplicado; en este sitio pierde
solventes, se vuelve mas viscoso y empieza a secar haciendo cada vez mas dura
la brocha por lo que se requiere mayor fuerza en aplicaciones subsecuentes. Esta
acción de frotación acelera la evaporación de solventes aumentando la
consistencia o viscosidad del recubrimiento y restándole la posibilidad de un buen
flujo y nivelación.
Un pintor de experiencia conoce el área aproximada que puede recubrir con cada
inmersión de la brocha a un espesor determinado, por lo que con un mínimo de
brochazos extiende el material y obtiene un espesor uniforme, en la práctica esto
equivale a una "mano" de recubrimiento. Un profesional en este campo siempre
mantiene la brocha a un ángulo de 45° con respecto a la superficie, extendiendo
el material de la zona sin recubrir a zonas ya cubiertas, cambiando en 90° el
sentido de los últimos brochazos de retoque en forma tal que toda la superficie
recubierto tenga el mismo sentido.
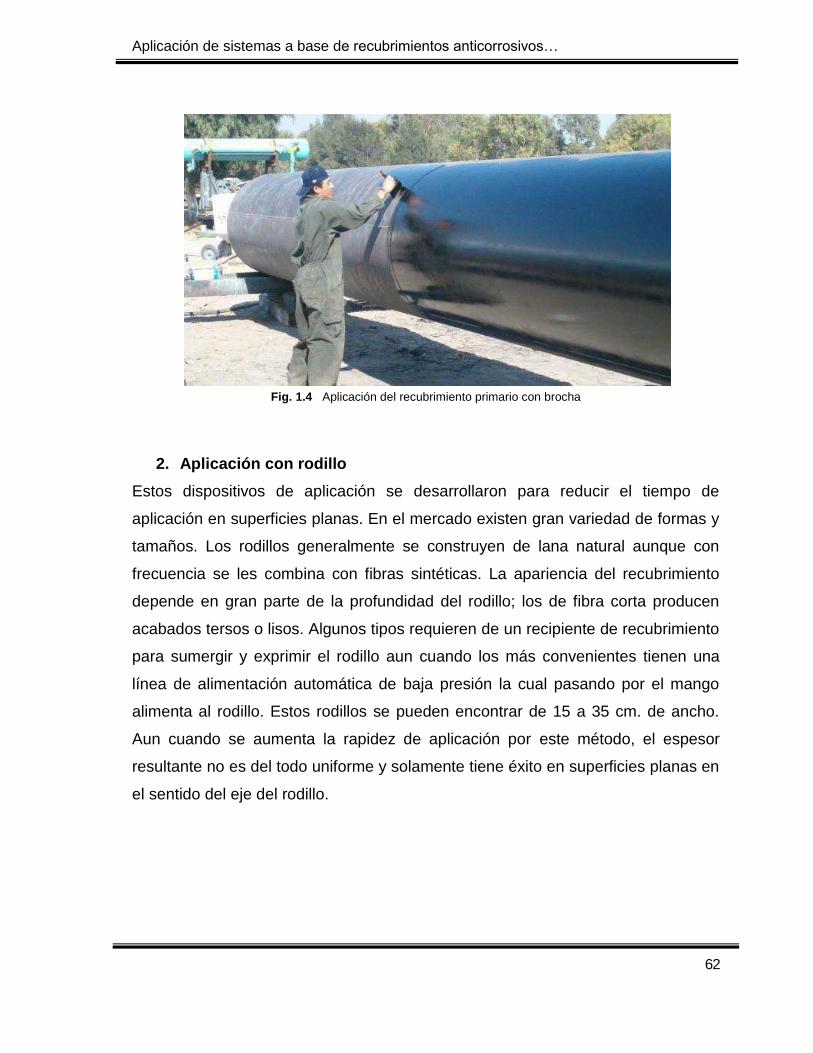
Aplicación de sistemas a base de recubrimientos anticorrosivos…
62
Fig. 1.4 Aplicación del recubrimiento primario con brocha
2. Aplicación con rodillo
Estos dispositivos de aplicación se desarrollaron para reducir el tiempo de
aplicación en superficies planas. En el mercado existen gran variedad de formas y
tamaños. Los rodillos generalmente se construyen de lana natural aunque con
frecuencia se les combina con fibras sintéticas. La apariencia del recubrimiento
depende en gran parte de la profundidad del rodillo; los de fibra corta producen
acabados tersos o lisos. Algunos tipos requieren de un recipiente de recubrimiento
para sumergir y exprimir el rodillo aun cuando los más convenientes tienen una
línea de alimentación automática de baja presión la cual pasando por el mango
alimenta al rodillo. Estos rodillos se pueden encontrar de 15 a 35 cm. de ancho.
Aun cuando se aumenta la rapidez de aplicación por este método, el espesor
resultante no es del todo uniforme y solamente tiene éxito en superficies planas en
el sentido del eje del rodillo.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
63
Fig. 1.5 Aplicación de recubrimiento con rodillo
3. Aplicación por aspersión
Este método de aplicación se desarrollo ante la necesidad de aumentar las
velocidades de aplicación, mejorar el control de espesores, eficiencia en general, a
consecuencia de las grandes áreas por recubrir y por la agresividad de los medios
corrosivos que se presentan en la industria.
El principio fundamental de la aplicación por aspersión esta basado en la fina
atomización del recubrimiento, proyectando la niebla resultante hacia el objeto por
recubrir. Los primeros equipos de aspersión utilizaron aire comprimido como
medio de atomización y no obstante que a la fecha es el procedimiento mas
utilizado, se han desarrollado otros métodos de aspersión tales como aspersión
electrostática, aspersión en caliente, aspersión por vapor y aspersión sin aire, pero
su alto costo y dificultad de manejo han limitado su popularización.
El equipo de aplicación por aspersión por aire considera los siguientes
componentes: pistola de aspersión, recipientes de material, mangueras, filtros de
aire, reguladores de presión de aire, compresores de aire y equipos de seguridad.
Pistola de aspersión: Es un dispositivo cuyo diseño permite mezclar íntimamente,
en la proporción adecuada una corriente de aire comprimido con una cierta

Aplicación de sistemas a base de recubrimientos anticorrosivos…
64
cantidad de recubrimiento, provocando su atomización, con la facultad de dirigir la
niebla de forma o patrón determinado hacia una superficie por recubrir. El aire y el
material entran a la pistola por conductos diferentes.
Considerando el lugar donde se produce la mezcla aire-recubrimiento las pistolas
se clasifican en pistolas de mezcla exterior y pistolas de mezcla interior; en la
primera de ellas la mezcla tiene lugar inmediatamente después de la salida de
materiales del frente o casquillo de la pistola; este tipo es adecuado para aplicar
casi cualquier tipo de material fluido e incluso el único que puede aplicar
materiales de secado rápido. En el segundo tipo la mezcla se realiza en el
casquillo, un poco antes de que los materiales abandonen la pistola; su uso esta
relegado a situaciones donde solo se cuenta con el aire de baja presión.
Fig. 1.6 Aplicación de recubrimiento con pistola de aspersión
Aplicación del recubrimiento primario
El sopletero pintor aplica el recubrimiento primario en la superficie limpia, por
medio de aspersión o de brocha de acuerdo a la especificación que marque la
orden del trabajo correspondiente y recomendación del fabricante del producto
anticorrosivo.
El cabo de oficio pintor verifica los datos pertinentes al proceso de aplicación de
primario y los registra en un reporte de soporte.
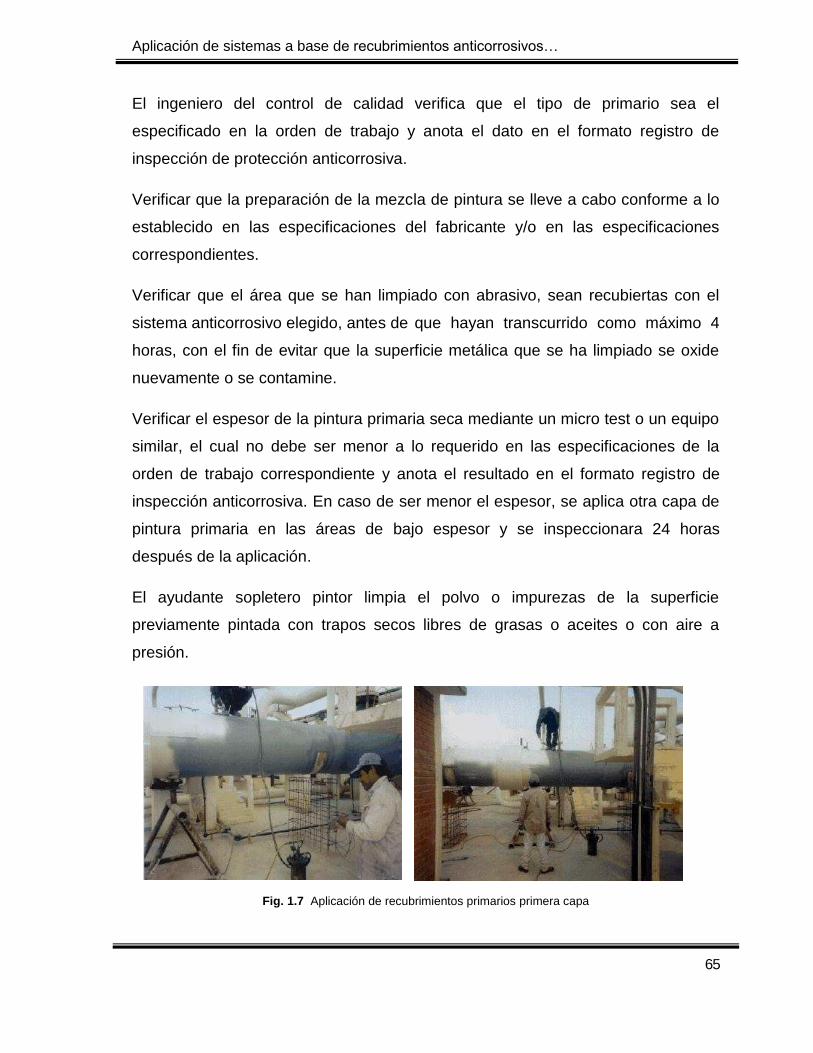
Aplicación de sistemas a base de recubrimientos anticorrosivos…
65
El ingeniero del control de calidad verifica que el tipo de primario sea el
especificado en la orden de trabajo y anota el dato en el formato registro de
inspección de protección anticorrosiva.
Verificar que la preparación de la mezcla de pintura se lleve a cabo conforme a lo
establecido en las especificaciones del fabricante y/o en las especificaciones
correspondientes.
Verificar que el área que se han limpiado con abrasivo, sean recubiertas con el
sistema anticorrosivo elegido, antes de que hayan transcurrido como máximo 4
horas, con el fin de evitar que la superficie metálica que se ha limpiado se oxide
nuevamente o se contamine.
Verificar el espesor de la pintura primaria seca mediante un micro test o un equipo
similar, el cual no debe ser menor a lo requerido en las especificaciones de la
orden de trabajo correspondiente y anota el resultado en el formato registro de
inspección anticorrosiva. En caso de ser menor el espesor, se aplica otra capa de
pintura primaria en las áreas de bajo espesor y se inspeccionara 24 horas
después de la aplicación.
El ayudante sopletero pintor limpia el polvo o impurezas de la superficie
previamente pintada con trapos secos libres de grasas o aceites o con aire a
presión.
Fig. 1.7 Aplicación de recubrimientos primarios primera capa
Aplicación de sistemas a base de recubrimientos anticorrosivos…
66
Aplicación de recubrimientos tipo enlace y acabado
El sopletero pintor aplica las capas de enlace, acabado, con el espesor y color
indicado en la orden de trabajo y norma correspondiente. El tiempo transcurrido
entre cada aplicación de las capas debe ser mayor de 24 horas.
El cabo de oficio pintor verifica los datos pertinentes al proceso de aplicación de
enlace y acabado y los registra en un reporte de soporte.
El ingeniero de control de calidad verifica que el tiempo transcurrido entre la
aplicación del primario, la capa de enlace y el acabado sea por lo menos el tiempo
de secado que se marque en las especificaciones del fabricante, anotando los
datos en el formato registro de inspección de protección anticorrosiva.
Verificar que la superficie donde se aplicara la capa de enlace y de acabado se
encuentre limpia de grasa, aceite, polvo y otros contaminantes.
Verificar que la pintura y el solvente (adelgazador) que van a ser utilizados como
enlace y acabado no estén caducados y anota los datos en formato de registro de
protección anticorrosiva.
Verificar que la preparación de la mezcla sea de acuerdo con las especificaciones
del fabricante anotando los datos en el formato de registro de inspección
anticorrosiva.
El ingeniero de control de calidad verifica el espesor total de pintura seca, el cual
no debe ser menor a lo requerido en las especificaciones de la orden de trabajo y
las especificaciones correspondientes, considerando el sistema que se utiliza.
Anota el resultado promedio obtenido durante las mediciones en el formato
registro de inspección.
En caso de ser menor el espesor, se aplica otra capa de pintura en las áreas
detectadas y se inspeccionara nuevamente.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
67
El ingeniero de control de calidad verifica la adherencia de la pintura en caso de
ser necesario.
En caso de que los resultados de la prueba de adherencia sean negativos, se
procederá a efectuar la reparación del área, para lo cual se reiniciara el proceso
de aplicación de sand blast y aplicación de protección anticorrosiva de acuerdo a
este procedimiento, hasta que los resultados sean satisfactorios.
El cabo de oficio pintor verifica que se cumpla las variables críticas que se
generen en el desarrollo del presente procedimiento y que se levanten los
registros correspondientes de las actividades donde aplique.
Fig. 1.8 Tuberías con aplicación de recubrimiento tipo enlace
Defectos típicos durante la aplicación
A continuación se describen los defectos típicos que ocurren durante la aplicación
del recubrimiento las causas y como repararlas:
Tabla 1.10 Defectos típicos durante la aplicación
Defecto Causas Reparación
1.- Escurrido. También
llamado acortinado, flujo
excesivo de recubrimiento
Pistola muy cerca del sustrato,
demasiado adelgazador,
demasiado recubrimiento o
superficie muy lisa o brillante.
Antes del curado, eliminar el
exceso de recubrimiento y
modificar las condiciones de
aplicación. Después del

Aplicación de sistemas a base de recubrimientos anticorrosivos…
68
2.- Cáscara de naranja,
picos y valles en la
superficie, parecidos a una
cáscara de naranja.
Recubrimiento demasiado
viscoso, pistola muy cerca de la
superficie, evaporación rápida de
solvente, baja presión de aire,
inapropiada atomización.
lijado se debe de aplicar otra
capa.
3.- Ojo de pescado.
Separación o restirado de
la película de
recubrimiento húmeda, que
deja descubierta la película
inferior o el sustrato.
Aplicación sobre aceite, polvo,
silicón o recubrimiento
incompatible.
Remover todo el
recubrimiento del área
afectada, limpiar
perfectamente y aplicar otra
capa de recubrimiento.
4.- Poros (Pinholes).
Agujeros pequeños y
profundos exponiendo el
substrato.
Insuficiente e inadecuada
atomización del recubrimiento,
pigmento mal incorporado o
contaminación del recubrimiento.
Antes del curado, cepillar o
lijar y aplicar nueva capa; ya
curado, aplicar una capa
adicional.
5.- Sobre aspersión
Partículas de recubrimiento medio
secas depositadas en la
superficie.
Antes de curar, remover con
cepillo y solvente; después
de curado, lijar y aplicar otra
capa.
Tipos de defectos no aceptables.
Los defectos comunes no aceptables que se detectan por inspección visual, se
encuentran listados en la tabla siguiente.
Tabla 1.11 Defectos típicos en recubrimientos anticorrosivos
Defecto Descripción Causas Acocodrilamiento
La pintura ya aplicada presenta cuarteaduras que asemejan a la piel de cocodrilo.
Es el efecto de un secado deficiente de la película previo a la aplicación de capas subsecuentes, curado a alta, temperatura, espesor arriba de los límites permisibles, impacto físico o incompatibilidad entre capas.
Agrietamiento imperceptible
Fracturas irregulares y angostas en la última capa, que por lo regular no llega al substrato.
Agrietamiento
Fracturas irregulares profundas directas de la película de pintura hasta el substrato.
Ampollas
Pequeñas áreas deformadas semejantes a ampollas.
La presencia de herrumbre, aceite, grasa por debajo de la película aplicada; la

Aplicación de sistemas a base de recubrimientos anticorrosivos…
69
existencia de humedad en la línea del rociador o el recubrimiento fue aplicado en una superficie caliente.
Decoloración
El acabado presenta falta de color en la superficie.
Por la presencia de condensación de humedad del medio ambiente, solvente evaporado en un ambiente húmedo o condensación en una superficie fría (servicio a bajas temperaturas).
Caléo
Pérdida de brillo y superficie con polvo.
La última capa expuesta fue preparada de forma inconveniente; fueron utilizados solventes y adelgazadores en proporción inadecuada; se presentan problemas en la resina.
Burbuja
Pequeñas marcas uniformes en la película.
Aire atrapado durante la aplicación de la pintura.
De laminación
Falta de adhesión entre capas de pintura o entre la pintura y el substrato.
Mala preparación de la superficie, aplicación fuera del tiempo especificado.
Atomización seca
Superficie de textura granulosa con una rugosidad parecida a la de la lija; se presenta principalmente con recubrimientos de inorgánicos de zinc.
La pistola se encuentra a una distancia mayor a la recomendada para la aplicación de pintura; las partículas del recubrimiento llegan parcialmente secas a la superficie.
Incrustaciones de contaminantes
Secciones con contaminantes incrustados en la película.
La aplicación fue llevada a cabo sobre estratos de polvo y contaminantes.
Ojo de pescado
Se forman cavidades entre las películas que se asemejan a hoyos o depresiones profundas de pintura.
La aplicación se hizo sobre una superficie contaminada con aceite, humedad, suciedad, silicones y otros contaminantes, así como recubrimientos incompatibles.
Grieta de desecación
Es un agrietamiento que ocurre durante el secado del recubrimiento semejante al lodo seco agrietado; por lo regular se presenta en inorgánicos de zinc.
Espesor de película por arriba de límite permisible o contaminación de la superficie por aceite o agua.
Cáscara de naranja
Cavidades en la superficie, apariencia similar a la cáscara de naranja.
Aplicación incorrecta debido a que la atomización se hace con poca presión; evaporación rápida del solvente.
Sobre atomización
Se presentan depósitos de humedad o partículas del recubrimiento secas.
Las partículas del recubrimiento se aglomeran en la superficie
Poros
Cavidades de tamaño suficiente para atravesar una o varias capas y se localizan en
Sobre aplicación del recubrimiento, solvente atrapado o el recubrimiento es aplicado en superficies calientes
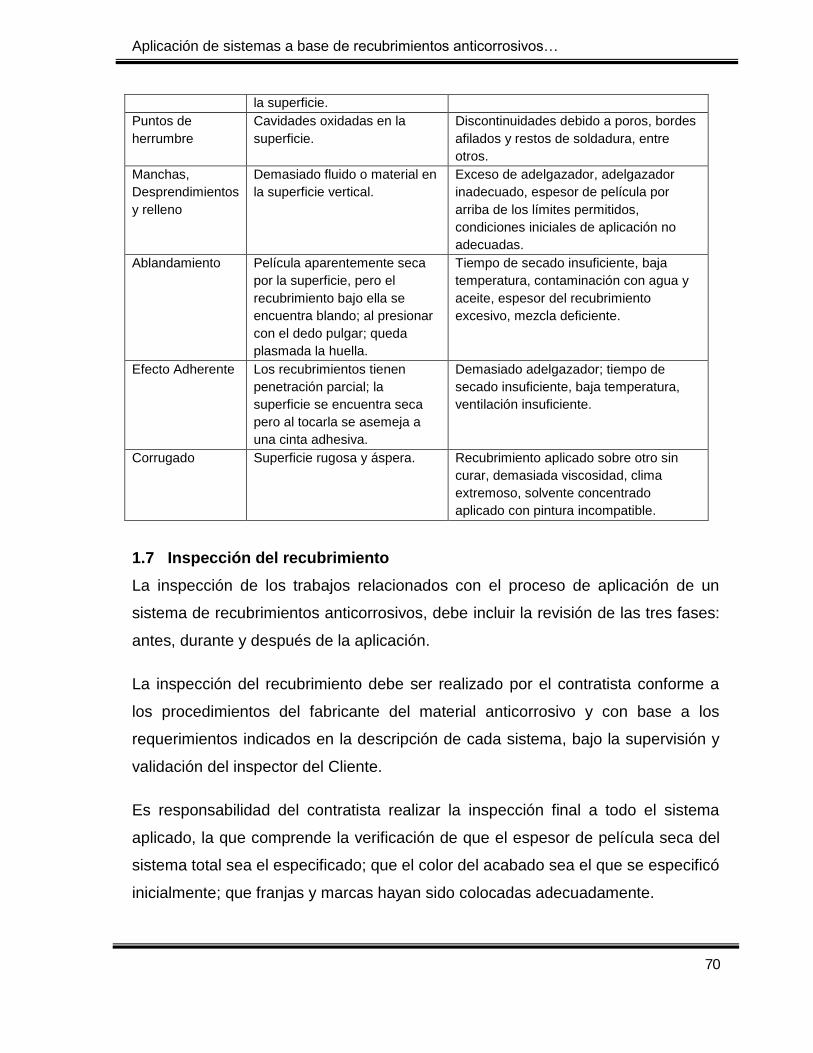
Aplicación de sistemas a base de recubrimientos anticorrosivos…
70
la superficie. Puntos de herrumbre
Cavidades oxidadas en la superficie.
Discontinuidades debido a poros, bordes afilados y restos de soldadura, entre otros.
Manchas, Desprendimientos y relleno
Demasiado fluido o material en la superficie vertical.
Exceso de adelgazador, adelgazador inadecuado, espesor de película por arriba de los límites permitidos, condiciones iniciales de aplicación no adecuadas.
Ablandamiento
Película aparentemente seca por la superficie, pero el recubrimiento bajo ella se encuentra blando; al presionar con el dedo pulgar; queda plasmada la huella.
Tiempo de secado insuficiente, baja temperatura, contaminación con agua y aceite, espesor del recubrimiento excesivo, mezcla deficiente.
Efecto Adherente
Los recubrimientos tienen penetración parcial; la superficie se encuentra seca pero al tocarla se asemeja a una cinta adhesiva.
Demasiado adelgazador; tiempo de secado insuficiente, baja temperatura, ventilación insuficiente.
Corrugado
Superficie rugosa y áspera.
Recubrimiento aplicado sobre otro sin curar, demasiada viscosidad, clima extremoso, solvente concentrado aplicado con pintura incompatible.
1.7 Inspección del recubrimiento
La inspección de los trabajos relacionados con el proceso de aplicación de un
sistema de recubrimientos anticorrosivos, debe incluir la revisión de las tres fases:
antes, durante y después de la aplicación.
La inspección del recubrimiento debe ser realizado por el contratista conforme a
los procedimientos del fabricante del material anticorrosivo y con base a los
requerimientos indicados en la descripción de cada sistema, bajo la supervisión y
validación del inspector del Cliente.
Es responsabilidad del contratista realizar la inspección final a todo el sistema
aplicado, la que comprende la verificación de que el espesor de película seca del
sistema total sea el especificado; que el color del acabado sea el que se especificó
inicialmente; que franjas y marcas hayan sido colocadas adecuadamente.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
71
Al terminar la aplicación del sistema anticorrosivo y finalizado el período de tiempo
especificado para el secado y curado del sistema, se deben efectuar las siguientes
pruebas:
Inspección visual. IV
Medición de espesores. ME
Adherencia. AD
Conductividad eléctrica. CE
Informe de resultados
El informe de resultados debe de proporcionar por lo menos los siguientes datos:
Identificación completa del elemento a inspeccionar.
Área inspeccionada.
Recubrimiento aplicado.
Espesor especificado del recubrimiento por sistema o por capa.
Patrones de referencia empleados.
Identificación, descripción y localización de las áreas donde se detecten
problemas.
Fecha de la inspección.
Equipo utilizado en la inspección (marca, modelo, número de serie y fecha
de calibración).
Nombre y firma del inspector.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
72
CAPITULO II
SISTEMA DE PROTECCION ANTICORROSIVA
A BASE DE RECUBRIMIENTO PARA
INSTALACIONES SUPERFICIALES
Aplicación de sistemas a base de recubrimientos anticorrosivos…
73
SISTEMA DE PROTECCION ANTICORROSIVA A BASE DE
RECUBRIMIENTO PARA INSTALACIONES SUPERFICIALES
En este capitulo se describirán los sistemas de recubrimientos a utilizar para
instalaciones superficiales, de acuerdo a los ambientes y servicios que deberán
resistir, así como su preparación, aplicación e inspección de acuerdo a los
sistemas descritos.
2.1 Selección de sistemas de recubrimientos anticorrosivos
Un sistema de protección anticorrosiva es la unión integral de dos o más
recubrimientos anticorrosivos para formar una barrera protectora de un substrato
metálico.
2.1.1 Clasificación de recubrimientos
La clasificación de los recubrimientos anticorrosivos nuevos y modificados para
esta sección son:
Primarios
Son recubrimientos cuya formulación esta encaminada fundamentalmente hacia
la obtención de una buena adherencia con el substrato metálico, así como la de
inhibir la corrosión, por lo que normalmente los contenidos de los pigmentos
inhibidos son elevados (PVC inferior a 35%). Otros requisitos adicionales, en un
primario consideran al presentar una superficie lo suficientemente áspera y
compatible para que las siguientes capas de enlace o acabado logren una buena
adherencia, además deben ser resistentes a productos de la corrosión y poseer
una buena humectación.
RP-4 B modificado: Primario Inorgánico rico en zinc, autocurante base
solvente.
RP-6 modificado: Primario epóxico-poliamida de dos componentes.
RP-10 modificado: Epóxico aducto-amina de dos componentes.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
74
RP-13: Recubrimiento epóxico o poliuretano anticorrosivo 100% sólidos
RP-15: Primario epóxico catalizado de altos sólidos de dos componentes.
RP-21: Recubrimiento Epóxico 100% sólidos de dos componentes
RP-22, RP-23: Primario epóxico rico en zinc de dos o tres componentes.
Intermedios
Para ciertos casos particulares no es posible tener el mismo tipo de resina en el
primario y en el acabado, presentándose problemas de incompatibilidad o de
adherencia, por lo que se requiere de una capa intermedia denominada enlace
capaz de adherirse tanto al primario como al acabado. Normalmente, los enlaces
contienen una mezcla de resinas, parte de las cuales promueven la adherencia
con el primario y el resto con el acabado. Generalmente los pigmentos inhibidores
están ausentes. Con fines de identificación y control de espesores, es conveniente
que el primario, enlace y acabado en un sistema sean de diferente color, la suma
total de los espesores de estos componentes debe ser superior a las 6 mils.", a fin
de que sea efectivo en su protección contra la corrosión.
RI-35: Enlace epóxico catalizado cicloalifático con pigmento aluminio,
autoimprimante.
RI-41 modificado: Enlace epóxico autoimprimante de dos componentes.
RI-43: Enlace de poliuretano o epóxico elastomérico altos sólidos de dos
componentes.
Acabados
Los acabados representan la capa exterior en contacto con el medio ambiente y
se formulan para promover la impermeabilidad del sistema, por lo que
normalmente su contenido de pigmento en volumen (PVC) es inferior al 25%. En
este tipo de recubrimientos es frecuente el uso de entonadores y el contenido de
pigmentos inhibidores es inferior al de un primario. Su grado de molienda es tal
que su superficie ofrece un aspecto terso y/o brillante. En la elección del tipo de
acabado es de capital importancia para la adherencia su compatibilidad con el tipo

Aplicación de sistemas a base de recubrimientos anticorrosivos…
75
primario utilizado; en términos generales el uso del mismo tipo de resina en estos
dos componentes del sistema asegura una buena adherencia, aun cuando hay
casos como los epóxicos capaces de lograr una adherencia excelente cuando
menos aceptable sobre otro tipo de recubrimientos.
RA-26 modificado: Acabado epóxico catalizado poliamida de dos
componentes altos sólidos.
RA-28 modificado: Acabado poliuretano acrílico alifático de dos
componentes.
RA-29 modificado: Acabado epóxico catalizado aducto-amina de dos
componentes altos sólidos.
RA-35: Acabado epóxico o acrílico polisiloxano de dos componentes altos
sólidos de alta resistencia.
Especiales
Estos recubrimientos son llamados especiales ya que tienen propiedades
específicas para tratar problemas específicos, como altas temperaturas,
ambientes extremos, etc.
RE-30 A modificado: Recubrimiento Especial a base de resina acrílica
siliconizada con pigmento de aluminio, que resiste temperaturas de 353 K
hasta 563 K. (de 80 °C a 260 °C).
RE-30 B modificado: Recubrimiento Especial a base de resina de silicón
con pigmento de aluminio, para temperaturas de 533 K hasta 833 K. (de
260 °C a 560 °C).
RE-36 modificado: Recubrimiento epóxico 100 % sólidos de dos o tres
componentes para zona de mareas y oleajes.
RE-37: Epóxico Fenólico de dos componentes.
RE-38: Acabado poliuretano o epóxico elastomérico antiderrapante de dos
componentes.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
76
RE-39: Acabado polisiloxano de dos componentes para temperaturas
desde 673 K hasta 873 K (400 hasta 600°C).
RE-41: Acabado polisiloxano de dos componentes para altas temperaturas
desde 353 K hasta 673 K (80°C hasta 400°C).
2.1.2 Condiciones mínimas para determinación del sistema de
protección anticorrosivo
La Tabla 2.1 describe los sistemas de protección para superficies metálicas
expuestas a diferentes ambientes.
En la sección 2.1.3 se describen cada uno de los sistemas con sus requisitos de
preparación de superficie, tipo de primario, acabado, número de manos, espesor
por capa seca en micras y el por ciento de sólidos en volumen.
Tabla 2.1 Sistemas de protección anticorrosiva que pueden ser utilizados para superficies metálica expuestas
a diferentes ambientes
Ambiente
Condición de superficie
(Ver sección 1.1 (grado de corrosión))
Sistemas de recubrimien
tos (Ver sección
2.1.3 Opciones)
Preparación de superficie Observaciones
(Ver Tabla 1.3)
Método (Ver Tabla
1.8)
Grado de limpieza
(Ver Tabla 1.4, 1.5, 1.6,
1.7, 1.8)
1.- seco
Grado A, B, C y D Aceros
nuevos y con corrosión sin
pintar
1, 2, 4 y 13 2 ó 1 CWAB-10 DWAB-10
SP 10/NACE 2
ISO Sa 2/1/2
Limpieza a metal
cercano a blanco
Grado E, F, G y H Aceros
previamente pintados o con
corrosión
1, 2, 4, 10 y 13
3 ó 2 CWJ-2 DWJ-2
Limpieza a pintura vieja
para repintado
grados C y D CWAB-10 M DWAB-10 M SP6/NACE 3
Limpieza a metal
comercial o

Aplicación de sistemas a base de recubrimientos anticorrosivos…
77
ráfaga si se elimina toda la pintura suelta
2.- Húmedo
Grados A, B, C y D Aceros
nuevos y con corrosión sin
pintar
1, 3, 4, 12 y 13
2 ó 1 CWAB-6 DWAB-6
SP 5/NACE 1 ISO Sa 3
Limpieza a metal blanco
Grados E, F, G y H Aceros
previamente pintados o con
corrosión grados C y D.
1, 2, 3, 4, 10, 12 y 13
3 ó 2 CWJ-2 DWJ-2
Limpieza de pintura vieja
para repintado CWAB-10 DWAB-10
SP6/NACE 3
Limpieza a metal
comercial si se elimina
toda la pintura
3.- Húmedo con
salinidad y gases
derivados del
azufre
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar
2, 3, 4 y 12 2 ó 1 CWAB-6 DWAB-6
SP 5/NACE 1ISO Sa 3
Limpieza a metal blanco
Grados E. F, G y H Aceros
previamente pintados o con
corrosión grados C y D.
1, 2, 3, 4 y 12
3 ó 2 CWAB-10 L DWAB-10 L SP6/NACE 3
Limpieza a metal
comercial si se elimina
toda la pintura.
4.- Marino
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar.
2, 3, 4 y 12 2 ó 1
CWAB-6 DWAB-6
SP 5/NACE 1 ISO Sa 3
Limpieza a metal blanco
Grados E, F, G y H Aceros
previamente pintados o con
corrosión grados C y D.
2, 3, 4 y 12
3 ó 2
CWAB-10 L DWAB-10 L SP6/NACE 3
Limpieza a metal
comercial si se elimina
toda la pintura
5.- interior
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar
6, 7, 14 y 18 2 ó 1
CWAB-6 DWAB-6
Limpieza a

Aplicación de sistemas a base de recubrimientos anticorrosivos…
78
de tanques Grados E, F, G y H Aceros
previamente pintados o con
corrosión grados C y D.
6, 7, 14 y 18 2 ó 1 SP 5/NACE 1 ISO Sa 3
metal blanco
6.-
Temperatura moderada
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar.
8 y 15 533 K (260°)
2 ó 3
CWAB-10 L DWAB-10 L SP6/NACE 3
Limpieza a metal
comercial
7.- Alta
Temperatura
Grados E, F, G y H Aceros
previamente pintados o con
corrosión grados C y D.
9 y 16 833 K (560°)
2 ó 1
CWAB-6 DWAB-6
SP 5/NACE 1 ISO Sa3
Limpieza a metal blanco.
8.- Zona de mareas y oleajes y ductos
ascendentes
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar.
5
1 ó 2
SP6/NACE 3
Limpieza a metal
comercial
9.- Zona de pisos de
helipuertos
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar.
11
2 ó 1
CWAB6 DWAB6
SP5/NACE 1
Limpieza a metal blanco
10.- Recubrimien
to bajo aislamiento hasta 205ºC
Grados A, B, C y D Aceros
nuevos o con corrosión sin
pintar.
17
2 ó 1
CWAB6 DWAB6
SP5/NACE 1
Limpieza a metal blanco
2.1.3 Descripción de los sistemas de protección anticorrosiva
Los sólidos en volumen indicados en esta sección sirven como referencia para
estimar el volumen teórico del recubrimiento, así como para determinar los
espesores húmedos requeridos para alcanzar los espesores secos especificados
para cada sistema, estos se especifican en la tabla 2.2. El volumen real de
recubrimiento está en función de las mermas propias de cada obra; las variables
que más afectan al rendimiento teórico son: velocidad de viento, geometría de la
Aplicación de sistemas a base de recubrimientos anticorrosivos…
79
superficie, condición del sustrato (rugosidad, porosidad, perfil de anclaje), técnicas
de aplicación, etc.
Sistema no. 1
Primario epóxico poliamida de dos componentes RP-6 Modificado + Acabado
epóxico catalizado poliamida de dos componentes altos sólidos RA-26 Modificado
+ Acabado poliuretano acrílico-alifático de dos componentes RA-28 Modificado.
Este sistema Proporciona muy buena resistencia a ambientes secos y húmedos
salinos, químicos, ácidos y álcalis; el primario contiene inhibidores de corrosión, el
intermedio proporciona mayor resistencia y el acabado le da excelente apariencia.
Adecuado para instalaciones superficiales en refinerías, complejos petroquímicos,
equipos y tuberías de proceso.
Sistema no. 2
Primario epóxico poliamida de dos componentes RP-6 Modificado + Acabado
poliuretano acrílico alifático de dos componentes RA-28 Modificado.
Proporciona la misma protección que el sistema No. 1, con la ventaja de que
disminuye costos de operación, ya que el auto imprimante solo requiere de
limpieza a metal comercial y son solo dos componentes del sistema. Además de
usarse como sistema inicial es propio para uso en reparaciones en las mismas
condiciones del sistema no. 1.
Adecuado para área de presa de lodos, cuarto de químicos, paquete de líquidos,
parte interior de cuartos, patio de tuberías, talleres, barandales y cantiliver´s.
Sistema no. 3
Primario inorgánico rico en zinc autocurante base solvente RP-4B Modificado o
Primario epóxico rico en zinc de dos a tres componentes RP-22 + Acabado
epóxico catalizado poliamida de dos componentes altos sólidos RA-26 Modificado
+ Acabado poliuretano acrílico alifático de dos componentes RA- 28 Modificado.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
80
Excelente protección anticorrosiva a los ambientes más severos; el primario actúa
como ánodo de sacrificio y el intermedio y acabado proporcionan mayor
resistencia adecuado para ambientes húmedos, con o sin salinidad y gases
derivados del azufre y ambiente marino.
Adecuado para tuberías operando hasta 93 °C continua, interior de instalaciones
con aire acondicionado, cubiertas y caseteria de embarcaciones, bajo helipuerto,
paquete habitacional, cuartos de lodos, cuarto de silos, área de presa de lodos,
cuarto de químicos, paquete de líquidos y parte interior de cuartos.
Sistema no. 4
Primario inorgánico rico en zinc, autocurante base solvente RP-4B Modificado o
Primario epóxico rico en zinc de dos a tres componentes RP-22 + Acabado
polisiloxano epóxico o Acrílico de dos componentes altos sólidos de alta
resistencia RA-35
Resistente a los ambientes severos, equipos y estructuras; el primario de zinc se
adhiere electrolíticamente y actúa como ánodo de sacrificio, el acabado es
producto de nueva tecnología de gran resistencia a los químicos ácidos, bases,
área de presa de lodos, cuarto de químicos.
Sistema no. 5
Recubrimiento epóxico 100% sólidos de dos o tres componentes RE-36.
Producto especial para inmersión en zonas de mareas y oleajes en áreas de
plataformas marinas y ductos ascendentes (para mantenimiento emplee la versión
de aplicación manual).
Sistema no. 6
Primario epóxico aducto-amina de dos componentes RP-10 Modificado +
Acabado epóxico catalizado aducto-amina de dos componentes altos sólidos RA-
29 Modificado.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
81
Presenta excelente resistencia al crudo, gasolina amarga, agua cruda, salada y
tratada, destilados sin tratar, metanol y aromáticos. Se usa en interiores de
tanques y en ambientes húmedos, con o sin salinidad y gases derivados del
azufre.
Sistema no. 7
Primario epóxico poliamida de dos componentes RP-6 Modificado + Acabado
epóxico catalizado poliamida de dos componentes altos sólidos RA-26 Modificado
o Acabado poliuretano o epóxico elastomérico antiderrapante de dos
componentes RE-38.
Resistente a los ambientes húmedos con o sin salinidad, gases derivados del
azufre y a los destilados sin tratar, gasolina amarga, combustóleo.
Adecuados para interior de tanques de embarcaciones y tuberías que operan a
bajas temperaturas, pero su resistencia a los aromáticos es pobre. El RE-38 es
recomendable para pasillos, rutas de escape, escaleras, pasamanos, y pisos de
alto tráfico, patio de tuberías, talleres.
Sistema no. 8
Recubrimiento especial a base de resina acrílica siliconizada con pigmento de
aluminio RE-30 A Modificado.
Recomendable para temperaturas de hasta 533 K (260 °C).
Sistema no. 9
Recubrimiento de resina de silicón con pigmento de aluminio RE-30 B Modificado.
Recomendable para temperaturas de 563 K hasta 833 K (de 290 a 560 °C). Puede
incluir una capa de primario inorgánico de zinc para evitar la corrosión bajo
película.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
82
Sistema no. 10
Enlace epóxico catalizado ciclo alifático con pigmento de aluminio, autoimprimante
RI-35 + Acabado polisiloxano epóxico ó acrílico de dos componentes altos sólidos
de alta resistencia RA- 35.
Sistema recomendable para reparación de superficies previamente pintadas,
sobre pinturas intemperizadas y superficies oxidadas, para ambientes secos o
húmedos con o sin salinidad y gases derivados del azufre y ambiente marino.
Recomendado también como recubrimiento inicial, cuarto de silos, patio de
maniobras, cuartos de bombas de lodos, parte interior de cuartos, patio de
tuberías, talleres y barandales, cantiléver.
Sistema no. 11
Epóxico catalizado de dos componentes RP- 15 + Enlace de poliuretano o epóxico
elastomerico de dos componentes RI-43 + Acabado elastomerico de A.S. de dos
componentes RE-38
Adecuado para cubiertas de acero para helipuertos en plataformas marinas.
Sistema no. 12
Primario orgánico rico en zinc de dos componentes RP-23 + Enlace Epóxico
Modificado autoimprimante de dos componentes RI- 41 + Acabado epóxico o
acrílico polisiloxano de dos componentes altos sólidos de alta resistencia. RA-35.
Este sistema aplica a todas las superficies de las tuberías de acero sobre la
cubierta en plataforma que estén expuestas a un medio ambiente húmedo marino
e industrial, salinidad y gases derivados del petróleo. Recipientes, Acero
Estructural y Tuberías sobre cubierta, por encima de la zona de mareas.
Recomendado para obra nueva. Para el caso de módulos habitacionales se
aplicará solamente el RP-23 y RI-41.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
83
Sistema no. 13
Primario epóxico rico en zinc de dos o tres componentes RP-22 + Acabado
poliuretano acrílico alifático de dos componentes RA-28 Modificado.
Recomendado para protección anticorrosiva en ambientes secos, resistente a
gases derivados del azufre, ácidos y álcalis, propio para instalaciones exteriores
en refinerías, complejos petroquímicos y estructuras exteriores
Sistema no. 14
Recubrimiento Epóxico 100% sólidos de dos componentes RP-21.
Para interiores de tanques de agua potable. Debe cumplir con certificación para
agua potable.
Sistema no. 15
Acabado polisiloxano de dos componentes RE-41 Especial
Recomendado para temperaturas desde (80 hasta 400° C). En el caso de obra
nueva y zona seca en ducto ascendente, incluir una capa de primario inorgánico
de zinc.
Sistema no. 16
Acabado polisiloxano de dos componentes RE-39 Especial
Recomendado para temperaturas desde (400hasta 600° C), en el caso de obra
nueva, incluir una capa de primario inorgánico de zinc.
Sistema no. 17
Especial Epóxico Fenólico de dos componentes RE-37.
Este sistema se aplica a la pintura exterior para todo el equipo de proceso aislado
y tuberías, con temperatura de superficie hasta 205° C como máximo

Aplicación de sistemas a base de recubrimientos anticorrosivos…
84
Sistema no. 18
Recubrimiento Epóxico o Poliuretano anticorrosivo 100% sólidos de dos
componentes. RP-13.
Este sistema se aplica a los interiores del equipo de proceso a temperaturas
elevadas de hasta 95° C para servicios de crudo y agua en los recipientes de
proceso o separadores. Este sistema se aplica para pintar el interior de los
tanques de almacenamiento para químicos y para el interior de los pedestales de
la grúa que se usan para el almacenamiento de diesel, de glicol, etc.
Tabla 2.2 Espesores mínimos de los sistemas especificados
sistema % Sólidos en volumen (mínimo)
Perfil de Anclaje (micras)
Capas (micras)
Espesor por capa seca (micras)
Espesor total
Método de Aplicación
1
RP-6 70 37.5-62.5 1 100-150 275-400
Aspersión Convencional
o sin aire RA-26 70 No aplica 1 100-150 RA-28 65 No aplica 1 75-100
2
RP-6 70 37.5-62.5 2 100-150 275-400 Aspersión Convencional
o sin aire RA-28 65 No aplica 1 75-100
3
RP-4B O 22
65 37.5-62.5 1 75-100 275-350
Aspersión Convencional
o sin aire RA-26 70 No aplica 1 125-150 RA-28 65 No aplica 1 75-100
4
RP-4B O RP-22
65 37.5-62.5 1 75-100 150-200
Aspersión Convencional
o sin aire RA-35 70 No aplica 1 75-100
5
RE-36
100
75
1
2500-3125
2500-3125
Aspersión, espátula, llana
ó aplicación
manual
6
RP-10 60 75-100 1 125-175 250-350
Aspersión Convencional
o sin aire RA-29 60 No aplica 1 125-175
7 RP-6 70 37.5-62.5 1 100-125 375 Aspersión Convencional
o sin aire RA-26 O RE-38
70 No aplica 2 100-125
8
RE-30A 40 12.5-25 1 25-37.5 25-37.5
Aspersión convencional
ó sin aire

Aplicación de sistemas a base de recubrimientos anticorrosivos…
85
9
RE-30B 40 12.5-25 1 25-37.5 25-37.5
Aspersión convencional
ó sin aire
10
RI-35 80 37.5-62.5 2 75-100 225-300
Aspersión Convencional
o sin aire RA-35 70 No aplica 1 75-100
11
RP-15 70 37.5-62.5 1 75-100 3600
Aspersión Convencional
o sin aire RI-43 90 No aplica 1 2500-3125 RE-38 65 No aplica 1 800-100
12
RP-23 70 37.5-62.5 1 75-125 250-375
Aspersión Convencional
o sin aire (airless)
RI-41 80 No aplica 1 100-150 RA-35 70 No aplica 1 75-100
13
RP-22 65 37.5-62.5 1 75-100 150-200
Aspersión convención al
o sin aire (airless)
RA-28
65
No aplica
1
75-100
14
RP-21
100
75 – 100
2
150-200
300-400
Aspersión convencional
o sin aire (airless)
15
RE-41
70
37.5-62.5
1
125-175
125-175
Aspersión convencional
o sin aire (airless)
16
RE-39
34
12.5-25
1
37.5-50
37.5-50
Aspersión convencional
o sin aire (airless)
17
RE-37
65
37.5-62.5
1
125-175
125-175
Aspersión convencional
o sin aire (airless)
18
RP-13
100
50-75
2
250-300
500-600
Aspersión convencional
o sin aire (airless)
Aplicación de sistemas a base de recubrimientos anticorrosivos…
86
2.2 Preparación de la superficie
La preparación de la superficie a recubrir debe cumplir con dos criterios: el grado
de limpieza y el perfil de anclaje, los cuales deben ser especificados por el
fabricante, dependiendo de cada sistema de recubrimientos seleccionado.
Una vez identificado el sistema de protección anticorrosiva, la condición de
superficie requerida y las restricciones operacionales del lugar, se procede a
determinar el método de limpieza, (ver sección 1.5. de este trabajo).
Inspección de la preparación de superficie
La inspección de la preparación de la superficie que fue sujeta a limpieza es
responsabilidad del contratista. Antes de ser aplicado el recubrimiento, se debe
medir el perfil de anclaje e inspeccionar visualmente la calidad de la limpieza
requerida y garantizar que se cumpla con las recomendaciones del fabricante.
Los resultados obtenidos se deben evaluar con los criterios de aceptación
especificados en las Tablas 1.3, 1.4, 1.5, 1.7 y 1.9.
El contratista debe entregar un informe conteniendo los resultados de la
inspección, el que debe contener como mínimo los siguientes datos:
Identificación completa del elemento inspeccionado.
Área inspeccionada.
Condición de la superficie previa a la operación.
Grado de limpieza requerido, método de limpieza seleccionado ó solicitado.
Grado de limpieza alcanzado.
Elementos visuales de apoyo.
Identificación, descripción y localización de los defectos encontrados.
Fecha de la inspección.
Nombre y firma del inspector.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
87
Durante todas y cada una de las etapas de inspección y como evidencia del
trabajo realizado, el contratista debe hacer los registros propios de cada prueba.
Se pueden utilizar los formatos tipo sugeridos en los anexos.
Vida útil
Un sistema a base de recubrimiento anticorrosivo se debe evaluar para programar
su mantenimiento mediante criterios que establezcan los parámetros de los
fabricantes para garantizar un periodo mínimo de vida útil en servicio de 5 años.
Reparaciones.
Todas las indicaciones que fueron calificadas como defectos en la sección 1.6,
tablas 1.10, 1.11, de acuerdo con las especificaciones, necesitan ser reparadas de
acuerdo a lo siguiente:
Identificar en forma exacta el área que presenta el problema
Aplicar el mismo sistema con el cual está protegida la superficie
Retirar el recubrimiento del área no conforme
Tomar en cuenta todas las consideraciones técnicas especificadas para el
sistema durante la reparación
El método de preparación de superficie y aplicación, puede ser cualquiera
que cumpla con todos los parámetros que se especifican en la sección 1.5
Una vez efectuada la reparación, se deben de aplicar todas las pruebas
Perfil de anclaje
El perfil de anclaje es la profundidad y la forma de la rugosidad máxima, que se
obtiene cuando la superficie de un material es impactado con un abrasivo a
presión o cuando se le aplica un mordentado con solución química.
El fabricante es responsable de señalar el perfil de anclaje requerido por sus
recubrimientos, por lo que debe considerarse que un perfil menor de 0.0254 mm (1
milésima de pulgada), puede ser insuficiente para un primario con altos sólidos y
uno de más de 0.1016 mm (4 milésimas de pulgada) ser demasiado profundo para

Aplicación de sistemas a base de recubrimientos anticorrosivos…
88
un primario con bajos sólidos; también depende del espesor del primario y sistema
total, por lo que se deben considerar estos dos factores para definir la profundidad.
Así mismo el perfil de anclaje no deberá ser mayor al espesor mínimo de película
seca del primario.
El control de calidad de los abrasivos metálicos para la limpieza de superficies
antes de la aplicación de los recubrimientos anticorrosivos debe realizarse
conforme a norma y especificaciones correspondientes. En la tabla siguiente se
describen los perfiles de anclaje mas utilizados en la industria, obtenida de
acuerdo con el tamaño del abrasivo, no obstante es posible utilizar cualquier otro
que exista en el mercado siempre y cuando cumpla con los requisitos de calidad y
grados de limpieza en la preparación de superficie.
Tabla 2.3 Guía de abrasivos para obtener perfiles de anclaje específicos
material Profundidad en milésimas de milímetro (milésimas de pulgada) 38.1 (1.5) 50.8 (2) 63.4 (2,5) 63.4-101.6 (3-4)
Arena sílica (malla) 16/35 16/35 8/35 8/20 Cascajo de acero G-50 G-40 G-40 G-25 Perdigón de acero S-170 S-230 S-280 S-330
Granate (malla) 36 36 16 16 Cascajo de
aluminio 50 36 24 16
Elastómero de poliuretano con
abrasivo
S-16 S-30 G-40 S-12
El perfil de anclaje determinado debe cumplir con los requisitos establecidos en la
sección 2.1.3, tabla 2.2.
Es obligación del contratista el control de calidad de los trabajos realizados y emitir
los registros necesarios para cada caso en particular, los que deben contar por lo
menos con los siguientes datos:
Identificación completa del elemento a inspeccionar.
Área inspeccionada.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
89
Condición de la superficie a tratar.
Perfil de anclaje requerido.
Perfil de anclaje obtenido.
Método de prueba aplicado.
Identificación, descripción y localización de áreas no aceptadas.
Fecha de la inspección.
Nombre y firma del inspector.
Método de limpieza utilizado.
2.3 Aplicación de los recubrimientos
Para aplicación de recubrimientos consultar la sección 1.6, además verificar las
siguientes condiciones:
Temperatura: Los recubrimientos no se deben aplicar cuando la temperatura del
medio ambiente sea inferior a 277 K (4 °C) o superior a 316 K (43 °C).
Humedad: Se deben aplicar los recubrimientos cuando la humedad relativa
ambiente sea menor al 85%.
Vida de mezcla (tiempo abierto de trabajo): La vida de la mezcla es el tiempo de
vida útil que transcurre después del mezclado y que permite una correcta
aplicación del recubrimiento. Este tiempo debe de estar especificado en la ficha
técnica que otorga el fabricante del recubrimiento.
Tiempo máximo de aplicación: Una vez alcanzado el grado de limpieza y el perfil
de anclaje, la aplicación del recubrimiento no debe exceder más de 4 horas
cuando la superficie se encuentre en ambiente seco; si el ambiente es húmedo, el
recubrimiento se debe aplicar en el tiempo mínimo posible, dado que a mayor
humedad más rápido se oxida la superficie; ante una humedad relativa mayor a
85%, no se debe continuar con los trabajos de limpieza.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
90
No se debe efectuar ningún trabajo de limpieza de superficie con chorro abrasivo
seco y aplicación de recubrimientos, si la temperatura de la misma no se
encuentra por lo menos 276 K (3 °C) arriba del punto de rocío.
2.4. Inspecciones del recubrimiento
Es responsabilidad del contratista realizar la inspección final a todo el sistema
aplicado, verificar que el espesor de película seca del sistema total sea el
especificado; el color del acabado sea el que se especificó inicialmente; que
franjas y marcas hayan sido colocadas adecuadamente.
Para la inspección de recubrimiento ver la sección 1.7.
Para los criterios de aceptación de las pruebas realizadas a los recubrimientos
consultar la norma NRF-053-2006 PEMEX, sección 8.5.2.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
91
CAPITULO III
PROTECCIÓN CON RECUBRIMIENTOS
ANTICORROSIVOS A INSTALACIONES
SUPERFICIALES DE DUCTOS

Aplicación de sistemas a base de recubrimientos anticorrosivos…
92
PROTECCIÓN CON RECUBRIMIENTOS ANTICORROSIVOS A
INSTALACIONES SUPERFICIALES DE DUCTOS
Las instalaciones superficiales de ductos son una porción del ducto no enterrado
utilizado en válvulas troncales, válvulas de seccionamiento entre otros. En ductos
marinos es la porción del ducto que esta por arriba de la superficie del mar.
Las Instalaciones superficiales a proteger de ductos terrestres y costa fuera:
Tuberías de llegada, salida, patines de distribución de estaciones de
compresión y bombeo.
Tuberías de llegada, salida, patines de regulación de estaciones de
medición y regulación.
Válvulas de seccionamiento.
Trampas de envío y recibo de diablos.
Cruces aéreos.
Cabezales e interconexiones.
Tuberías de llegada y salida de instalaciones costa fuera.
Tuberías en la zona de interface.
3.1 Selección del sistema genérico
En la siguiente tabla se mencionan los sistemas genéricos a utilizar para
protección exterior de ductos de acuerdo a la temperatura de operación.
Tabla 3.1 Sistemas genéricos de recubrimientos
Número Sistema genérico Temperatura máxima
de Operación ( °C )
1 Epóxico catalizado de altos sólidos + Epóxico modificado
+ Poliuretano modificado
-5 a 90
2 Inorgánico de zinc base solvente + Epóxico catalizado de
altos sólidos + Poliuretano
3 Inorgánico rico en Zinc, autocurante base solvente +
Polisiloxano Acrílico ó Polisiloxano Epóxico altos sólidos

Aplicación de sistemas a base de recubrimientos anticorrosivos…
93
4 Elastómero de poliuretano -20 a 120
5 Poliuretano (medias cañas) 0 a 120
6 Polietileno-hule butílico -34 a 83
7 Ceras micro cristalinas de petróleo -40 a 60
8 Epóxico líquido 100% sólidos + poliuretano -5 a 135
9 Fibra de vidrio reforzada (medias cañas) 0 a 130
10 Galvanizado en frío -29 a 177
11 Metalizado de aleación de zinc y aluminio (85%Zn,15%Al) -50 a 315
12 Galvanizado de zinc por inmersión en caliente -50 a 200
A continuación se establecen para cada sistema de recubrimiento genérico los
requisitos mínimos de aceptación para el suministro y aplicación.
Sistema no.1
Sistema de recubrimiento de epóxico catalizado de altos sólidos + epóxico
modificado + poliuretano modificado.
Tabla 3.2 Requerimientos de aceptación para el suministro y aplicación del sistema, epóxico catalizado de
altos solidos, epóxico modificado y poliuretano modificado
Propiedad Requerimientos físicos Método de prueba SUMINISTRO
Epóxico catalizado de altos sólidos Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 168 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % Sólidos en volumen de mezcla
83% (mínimo). ISO 3233
Tiempo para recubrir 20 horas a 25 °C ASTM D 1640 ó equivalente Espesor de película seca 139.7 a 165.1 たm (5.5 a 6.5
mils) ISO 2808
Epóxico modificado Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 319.8 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen de mezcla
65 % (mínimo)
ISO 3233
Tiempo para recubrir 20 horas a 25 °C ASTM D 1640 ó equivalente Espesor de película seca 50.8 a 76.2 たm (2.0 a 3.0 mils) ISO 2808
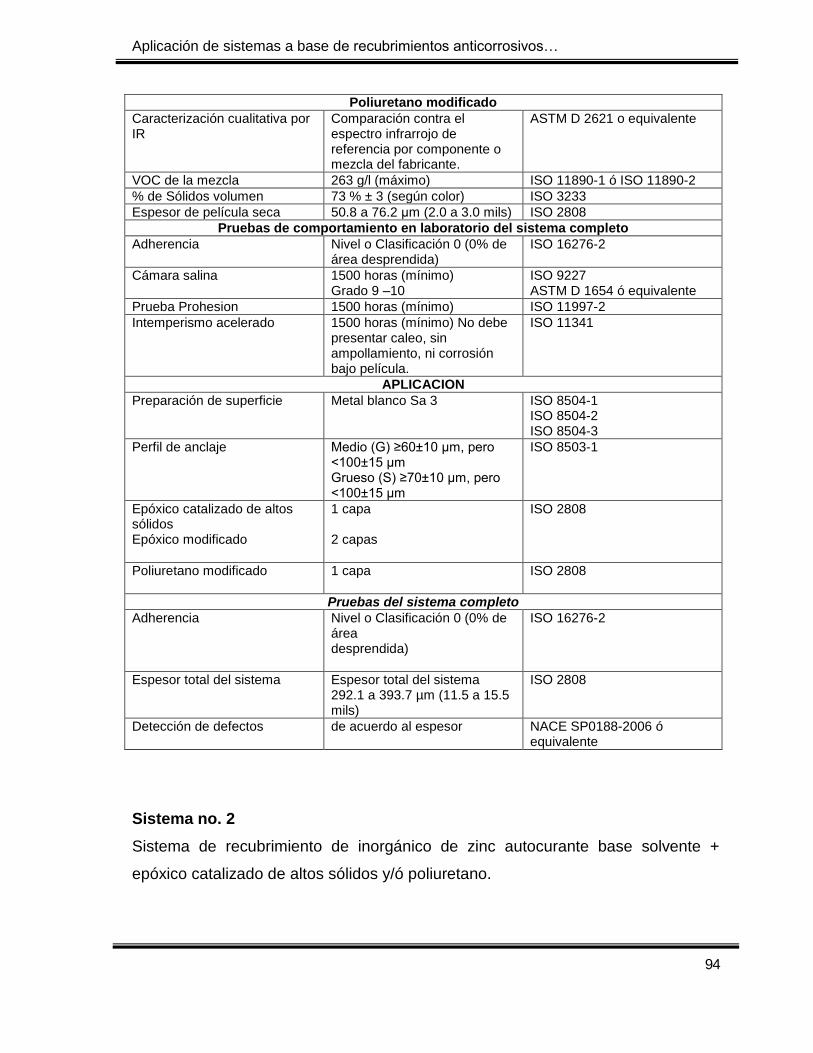
Aplicación de sistemas a base de recubrimientos anticorrosivos…
94
Poliuretano modificado Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 263 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen 73 % ± 3 (según color) ISO 3233 Espesor de película seca 50.8 a 76.2 たm (2.0 a 3.0 mils) ISO 2808
Pruebas de comportamiento en laboratorio del sistema completo Adherencia Nivel o Clasificación 0 (0% de
área desprendida) ISO 16276-2
Cámara salina
1500 horas (mínimo) Grado 9 –10
ISO 9227 ASTM D 1654 ó equivalente
Prueba Prohesion 1500 horas (mínimo) ISO 11997-2 Intemperismo acelerado 1500 horas (mínimo) No debe
presentar caleo, sin ampollamiento, ni corrosión bajo película.
ISO 11341
APLICACION Preparación de superficie Metal blanco Sa 3 ISO 8504-1
ISO 8504-2 ISO 8504-3
Perfil de anclaje
Medio (G) ≥60±10 たm, pero <100±15 たm Grueso (S) ≥70±10 たm, pero <100±15 たm
ISO 8503-1
Epóxico catalizado de altos sólidos Epóxico modificado
1 capa 2 capas
ISO 2808
Poliuretano modificado
1 capa ISO 2808
Pruebas del sistema completo Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Espesor total del sistema Espesor total del sistema 292.1 a 393.7 µm (11.5 a 15.5 mils)
ISO 2808
Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó equivalente
Sistema no. 2
Sistema de recubrimiento de inorgánico de zinc autocurante base solvente +
epóxico catalizado de altos sólidos y/ó poliuretano.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
95
Tabla 3.3 Requerimientos de aceptación para el suministro y aplicación del sistema, inorgánico de zinc
autocurante base solvente + epóxico catalizado de altos sólidos y/ó poliuretano Propiedad Requerimientos físicos Método de prueba
Inorgánico de zinc autocurante con base solvente Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 400 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % Sólidos en volumen 62 ± 3% ISO 3233 Tiempo para recubrir 72 horas a 60- 95% de HR. ASTM D 1640 ó equivalente Espesor de película seca 63.5 a 88.9 µm (2.5 a 3.5 mils) ISO 2808
Epóxico catalizado de altos sólidos Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 319.8 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen 65% mínimo ISO 3233 Tiempo para recubrir 10 horas máximo a 25° C ASTM D 1640 ó equivalente Espesor de película seca 114.3 a 139.7 µm (4.5 a 5.5
mils) ISO 2808
Poliuretano Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 408 g /l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen 49% mínimo (según color) ISO 3233 Tiempo para recubrir 12 horas máximo ASTM D 1640 ó equivalente Espesor de película seca 38.1 a 63.5 µm (1.5 a 2.5 mils) ISO 2808
Pruebas de comportamiento en laboratorio del sistema completo Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Cámara de niebla salina
1500 horas (mínimo) Grado 9-10
ISO 9227 ASTM D 1654 ó equivalente
Prueba Prohesion 1500 horas (mínimo) ISO 11997-2 Intemperismo acelerado
1500 horas (mínimo) No debe presentar caleo, sin ampollamiento, ni corrosión bajo película
ISO 11341
APLICACION Preparación superficial
Metal blanco Sa 3 ISO 8504-1 ISO 8504-2 ISO 8504-3
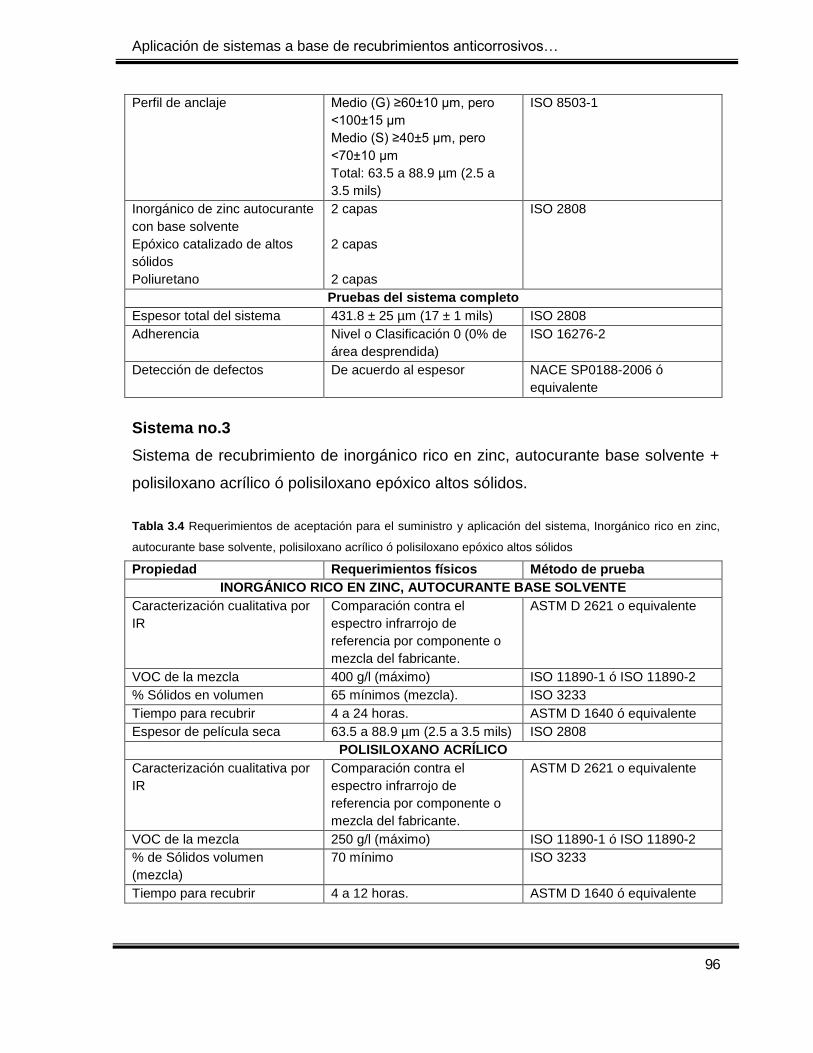
Aplicación de sistemas a base de recubrimientos anticorrosivos…
96
Perfil de anclaje
Medio (G) ≥60±10 たm, pero <100±15 たm Medio (S) ≥40±5 たm, pero <70±10 たm Total: 63.5 a 88.9 µm (2.5 a 3.5 mils)
ISO 8503-1
Inorgánico de zinc autocurante con base solvente Epóxico catalizado de altos sólidos Poliuretano
2 capas 2 capas 2 capas
ISO 2808
Pruebas del sistema completo Espesor total del sistema 431.8 ± 25 µm (17 ± 1 mils) ISO 2808 Adherencia Nivel o Clasificación 0 (0% de
área desprendida) ISO 16276-2
Detección de defectos De acuerdo al espesor NACE SP0188-2006 ó equivalente
Sistema no.3
Sistema de recubrimiento de inorgánico rico en zinc, autocurante base solvente +
polisiloxano acrílico ó polisiloxano epóxico altos sólidos.
Tabla 3.4 Requerimientos de aceptación para el suministro y aplicación del sistema, Inorgánico rico en zinc,
autocurante base solvente, polisiloxano acrílico ó polisiloxano epóxico altos sólidos
Propiedad Requerimientos físicos Método de prueba INORGÁNICO RICO EN ZINC, AUTOCURANTE BASE SOLVENTE
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 400 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % Sólidos en volumen 65 mínimos (mezcla). ISO 3233 Tiempo para recubrir 4 a 24 horas. ASTM D 1640 ó equivalente Espesor de película seca 63.5 a 88.9 µm (2.5 a 3.5 mils) ISO 2808
POLISILOXANO ACRÍLICO Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 250 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen (mezcla)
70 mínimo ISO 3233
Tiempo para recubrir 4 a 12 horas. ASTM D 1640 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
97
Espesor de película seca 76.2 a 101.6 µm (3 a 4 mils) ISO 2808 Ó POLISILOXANO EPÓXICO ALTOS SÓLIDOS.
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 250 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen 70 mínimo ISO 3233 Tiempo para recubrir 4 a 12 horas. ASTM D 1640 ó equivalente Espesor de película seca 76.2 a 101.6 µm (3 a 4 mils) ISO 2808
Pruebas de comportamiento en laboratorio del sistema completo Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Cámara salina
1500 horas (mínimo) Grado 9 –10
ISO 9227 ASTM D 1654 ó equivalente
Prueba Prohesion 1500 horas (mínimo) ISO 11997-2 Intemperismo acelerado 1500 horas (mínimo) No debe
presentar caleo, sin ampollamiento, ni corrosión bajo película.
ISO 11341
APLICACION Preparación superficial
Metal blanco Sa 3 ISO 8504-1 ISO 8504-2 ISO 8504-3
Perfil de anclaje Fino (G) ≥25±3 たm, pero <60±10 たm Medio (S) ≥40±5 たm, pero <70±10 たm
ISO 8503-1
Inorgánico rico en zinc, autocurante base solvente Polisiloxano acrílico Polisiloxano epóxico altos sólidos.
1 capa 1 capa 1 capa
ISO 2808
Pruebas del sistema completo Espesor total del sistema
139.7 a 190.5 µm (5.5 a 7.5 mils)
ISO 2808
Adherencia Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó equivalente
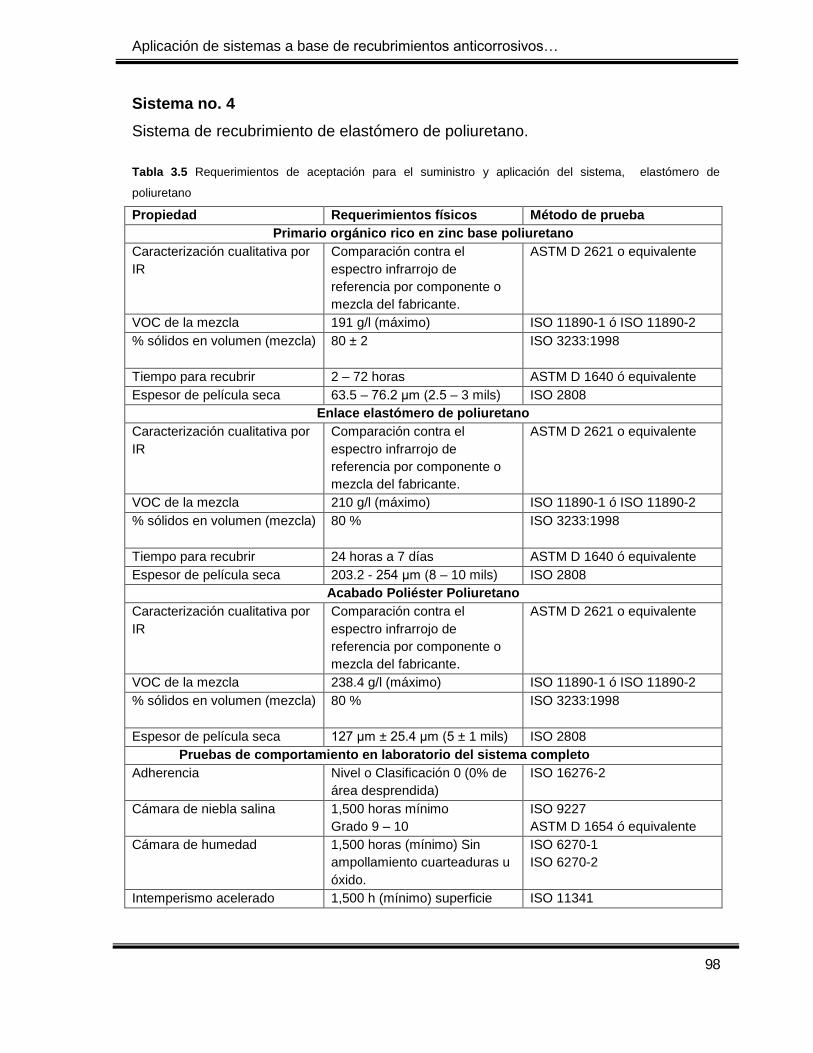
Aplicación de sistemas a base de recubrimientos anticorrosivos…
98
Sistema no. 4
Sistema de recubrimiento de elastómero de poliuretano.
Tabla 3.5 Requerimientos de aceptación para el suministro y aplicación del sistema, elastómero de
poliuretano
Propiedad Requerimientos físicos Método de prueba Primario orgánico rico en zinc base poliuretano
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 191 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen (mezcla) 80 ± 2 ISO 3233:1998
Tiempo para recubrir 2 – 72 horas ASTM D 1640 ó equivalente Espesor de película seca 63.5 – 76.2 たm (2.5 – 3 mils) ISO 2808
Enlace elastómero de poliuretano Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 210 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen (mezcla) 80 %
ISO 3233:1998
Tiempo para recubrir 24 horas a 7 días ASTM D 1640 ó equivalente Espesor de película seca 203.2 - 254 たm (8 – 10 mils) ISO 2808
Acabado Poliéster Poliuretano Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 238.4 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen (mezcla) 80 % ISO 3233:1998
Espesor de película seca 127 たm ± 25.4 たm (5 ± 1 mils) ISO 2808 Pruebas de comportamiento en laboratorio del sistema completo Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Cámara de niebla salina
1,500 horas mínimo Grado 9 – 10
ISO 9227 ASTM D 1654 ó equivalente
Cámara de humedad
1,500 horas (mínimo) Sin ampollamiento cuarteaduras u óxido.
ISO 6270-1 ISO 6270-2
Intemperismo acelerado 1,500 h (mínimo) superficie ISO 11341
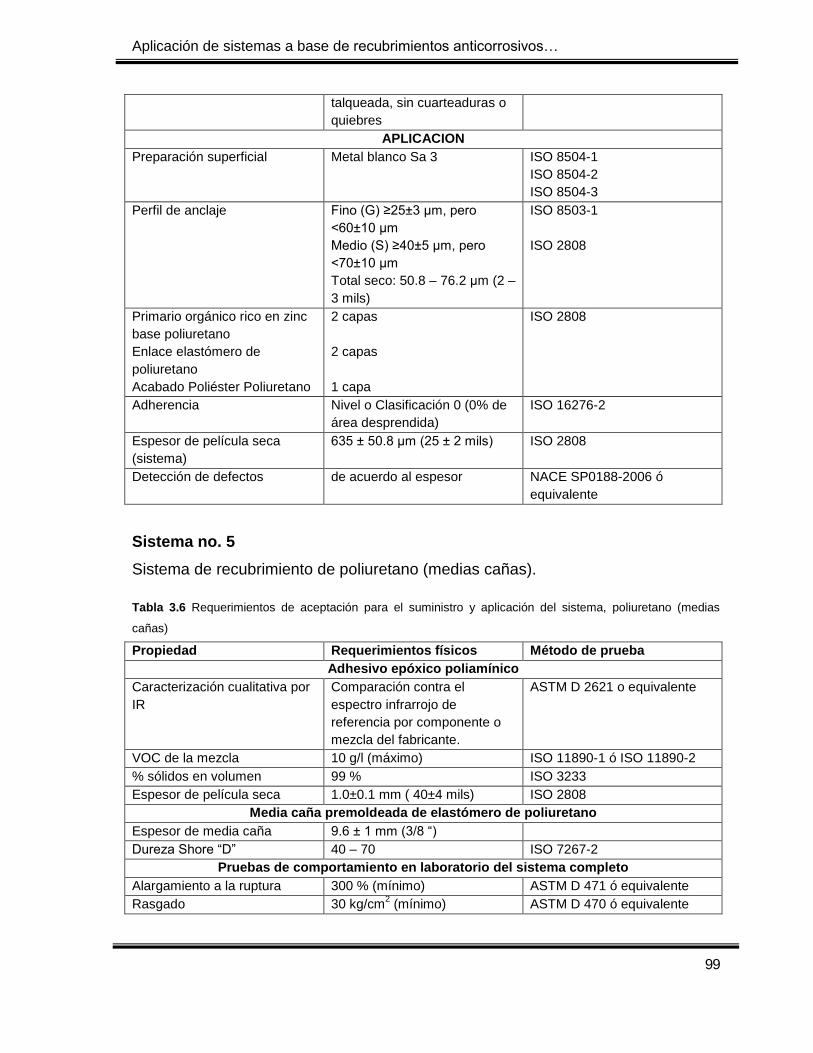
Aplicación de sistemas a base de recubrimientos anticorrosivos…
99
talqueada, sin cuarteaduras o quiebres
APLICACION Preparación superficial
Metal blanco Sa 3 ISO 8504-1 ISO 8504-2 ISO 8504-3
Perfil de anclaje
Fino (G) ≥25±3 たm, pero <60±10 たm Medio (S) ≥40±5 たm, pero <70±10 たm Total seco: 50.8 – 76.2 たm (2 – 3 mils)
ISO 8503-1 ISO 2808
Primario orgánico rico en zinc base poliuretano Enlace elastómero de poliuretano Acabado Poliéster Poliuretano
2 capas 2 capas 1 capa
ISO 2808
Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Espesor de película seca (sistema)
635 ± 50.8 たm (25 ± 2 mils) ISO 2808
Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó equivalente
Sistema no. 5
Sistema de recubrimiento de poliuretano (medias cañas).
Tabla 3.6 Requerimientos de aceptación para el suministro y aplicación del sistema, poliuretano (medias
cañas) Propiedad Requerimientos físicos Método de prueba
Adhesivo epóxico poliamínico Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 10 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen 99 % ISO 3233 Espesor de película seca 1.0±0.1 mm ( 40±4 mils) ISO 2808
Media caña premoldeada de elastómero de poliuretano Espesor de media caña 9.6 ± 1 mm (3/8 “) Dureza Shore “D” 40 – 70 ISO 7267-2
Pruebas de comportamiento en laboratorio del sistema completo Alargamiento a la ruptura 300 % (mínimo) ASTM D 471 ó equivalente Rasgado 30 kg/cm2 (mínimo) ASTM D 470 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
100
Resistencia a la tensión, 300 kg/cm2 (mínimo) ASTM D 471 ó equivalente Cámara de niebla salina
1,500 horas (mínimo) Grado 9 – 10
ISO 9227 ASTM D 610 ó equivalente
Intemperismo acelerado 1,500 horas (mínimo) ISO 11341 APLICACION
Preparación de superficie
Metal blanco Sa 3 ISO 8504-1 ISO 8504-2 ISO 8504-3
Perfil de anclaje
Grueso (G) ≥100±15 たm, pero <150±20 たm Grueso (S) ≥70±10 たm, pero <100±15 たm
ISO 8503-1
Espesor seco de película (adhesivo)
1.0±0.1 mm ( 40±4 mils)
ISO 2808
Espesor de media caña 9.6 ± 1 mm (3/8 “) ASTM D 7091 ó equivalente Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó
equivalente
Sistema no.6
Sistema de recubrimiento de polietileno- hule butílico.
Tabla 3.7 Requerimientos de aceptación para el suministro y aplicación del sistema de polietileno- hule
butílico
Propiedad Requerimientos físicos Método de prueba Primario
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 0 a 420 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen > 20% ISO 3233 Punto de flasheo -12 °C Mínimo ASTM D 1310 ó equivalente
Cinta Espesor de recubrimiento
1524±76.2 たm (60±3 mils) mínimo
ASTM D 1000 ó equivalente
Resistencia a la tensión
52 a 88 N/10-mm-ancho (30 a 50 lb/pulg.- ancho
ASTM D 1000 ó equivalente
Elongación hasta ruptura 100 a 400% ASTM D 1000 ó equivalente Adherencia en acero primado 21.9 N/10-mm-ancho (200
oz/pulg.-ancho) promedio ANSI/AWWA C214-07 ó equivalente
Resistencia dieléctrica
18,000 a 22,000 V/mm (450 a 550 V/mil)
ASTM D 1000 ó equivalente
Resistencia aislante
450,000 a 550,000 Mega ohm ASTM D 257 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
101
Resistencia al impacto Caída de peso
3.4 J (30 pulg. lb) mínimo
ISO 6272-1 ISO 6272-2
Resistividad volumétrica 6.0 x 1015 っ-cm promedio ASTM D 257 ó equivalente Cámara de niebla salina 1,500 horas (mínimo)
Grado 9 – 10 ISO 9227 ASTM D 1654 ó equivalente
Intemperismo acelerado 1500 h (mínimo) sin cuarteaduras o quiebres
ISO 11341
APLICACION Preparación de superficie
Metal blanco Sa 3 ISO 8504-1
ISO 8504-2 ISO 8504-3
Perfil de anclaje
Medio (G) ≥60±10 たm, pero <100±15 たm Grueso (S) ≥70±10 たm, pero <100±15 たm
ISO 8503-1
Espesor de recubrimiento (cinta)
1524±76.2 たm (60±3 mils) ASTM D 1000 ó equivalente
Adherencia Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó equivalente
Sistema no. 7
Sistema de recubrimiento de ceras micro cristalinas de petróleo.
Tabla 3.8 Requerimientos de aceptación para el suministro y aplicación del sistema de ceras microcristalinas
de petróleo
Propiedad Requerimientos físicos Método de prueba Primario
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 3.4% (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen 100 % ISO 3233 Penetración de cono a 25 °C 74 a 224 ISO 2137 Resistencia dieléctrica 4 V/たm (100 V/mil) mínimo ASTM D 149 ó equivalente Espesor de película 254±25.4 たm (10±1 mils) ISO 2808
Cinta Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 1.7 g/l (máximo) ISO 11890-1 ó ISO 11890-2

Aplicación de sistemas a base de recubrimientos anticorrosivos…
102
% sólidos en volumen 95 % ISO 3233 Espesor 1,016±76.2 たm (40±3 mils) ASTM D 1000 ó equivalente Resistencia dieléctrica 6.7 V/たm (170 V/mil) mínimo ASTM D 149 ó equivalente
Pruebas de comportamiento en laboratorio del sistema completo Penetración de cono a 25 °C 160 a 290 ISO 2137
Punto de flasheo 93 °C mínimo ISO 2592 Resistencia dieléctrica 4 V/たm (100 V/mil) ASTM D 149 ó equivalente Absorción de agua 0.2% en 24 h ASTM D 570 ó equivalente Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Resistencia al impacto
0.16 kg-m (mínimo) ISO 6272-1 ISO 6272-2
Intemperismo acelerado
2,000 h a 25 °C sin cuarteaduras o quiebres
ISO 11341
Cámara de niebla salina
1,500 h (mínimo) Grado 9 – 10
ISO 9227 ASTM D 1654 ó equivalente
APLICACION Preparación de superficie
Metal blanco Sa 3 ISO 8504-1
ISO 8504-2 ISO 8504-3
Espesor de película (primario) 317.5 ± 25.4 たm (12.5 ± 2.5 mils)
ISO 2808
Espesor cinta 1,016±76.2 たm (40±3 mils) ASTM D 1000 ó equivalente Espesor total del sistema 1,270 a 1,770 たm (50 a 70
mils) ISO 2808
Adherencia Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó equivalente
Sistema no. 8
Sistema de recubrimiento de epóxico líquido 100% sólidos + acabado de
poliuretano.
Tabla 3.9 Requerimientos de aceptación para el suministro y aplicación del sistema epóxico líquido 100%
sólidos + acabado de poliuretano
Propiedad Requerimientos físicos Método de prueba Epóxico líquido 100% sólidos
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 0 g/l (máximo) ISO 11890-1 ó ISO 11890-2

Aplicación de sistemas a base de recubrimientos anticorrosivos…
103
% sólidos en peso (mezcla) 100 ISO 3233 Tiempo para recubrir 2 a 5 horas ASTM D 1640 ó equivalente Espesor de película seca 203 a 3048 たm (8 –120 mils) ISO 2808
Acabado poliuretano Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 408 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % de Sólidos volumen 49 mínimo ISO 3233 Espesor de película seca 50.8 – 76.2 たm (2 – 3 mils) ISO 2808
Pruebas de comportamiento en laboratorio del sistema completo Dureza Shore “D” 63 (mínimo) ISO 7267-2 Espesor total del sistema
De acuerdo a la aplicación (superficial o interfase)
ISO 2808
Adherencia
70 (1000) kg/cm2 (lb/pulg2) mínimo
ISO 4624
Cámara de niebla salina
1,500 horas (mínimo) Grado 9 – 10
ISO 9227 ASTM D 1654 ó equivalente
Intemperismo acelerado 1,500 horas (mínimo) No debe presentar caleo, sin ampollamiento, ni corrosión bajo película.
ISO 11341
Cámara de humedad 1,500 horas (mínimo) grado 10
ISO 6270-1 ISO 6270-2
APLICACION Preparación de superficie
Metal blanco Sa 3 ISO 8504-1
ISO 8504-2 ISO 8504-3
Perfil de anclaje
Grueso (G) ≥100±15 たm, pero <150±20 たm Grueso (S) ≥70±10 たm, pero <100±15 たm
ISO 8503-1
Espesor total del sistema
De acuerdo a la aplicación (superficial o interfase)
ISO 2808
Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Tiempo de secado al tacto 5 horas ISO 9117-3 Tiempo de secado total 24 horas ISO 9117-1 Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó
equivalente
Sistema no. 9
Sistema de recubrimiento de fibra de vidrio reforzada (medias cañas).

Aplicación de sistemas a base de recubrimientos anticorrosivos…
104
Tabla 3.10 Requerimientos de aceptación para el suministro y aplicación del sistema fibra de vidrio reforzada
(medias cañas)
Propiedad Requerimientos físicos Método de prueba Adhesivo epóxico poliamínico
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
VOC de la mezcla 10 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos en volumen 99 % ISO 3233 Dureza Shore “D” 91 ISO 7267-2 Espesor de película seca 1.0±0.1 mm ( 40±4 mils) ISO 2808
Media caña premoldeada de fibra de vidrio reforzada % sólidos en volumen 100 % ISO 3233 Espesor de media caña 6.35 ± 0.5 mm (1/4 “) Dureza Shore “D” 75 (mínimo) ISO 7267-2 Pruebas de comportamiento en laboratorio del sistema completo Alargamiento a la ruptura 1 % ASTM D 471 ó equivalente Resistencia a la flexión, kg/cm2 74.60
ASTM D 471 ó equivalente
Resistencia a la tensión, kg/cm2
688.28
ASTM D 471 ó equivalente
Cámara de niebla salina
1,500 horas (mínimo) Grado 9 – 10
ISO 9227 ASTM D 610 ó equivalente
Intemperismo acelerado 1,500 horas (mínimo) ISO 11341 APLICACION
Preparación de superficie
Metal blanco Sa 3 ISO 8504-1 ISO 8504-2 ISO 8504-3
Perfil de anclaje
Grueso (G) ≥100±15 たm, pero <150±20 たm Grueso (S) ≥70±10 たm, pero <100±15 たm
ISO 8503-1
Espesor seco de película (adhesivo)
1.0±0.1 mm ( 40±4 mils) ISO 2808
Espesor de media caña
6.35 ± 0.5 mm (250±20 mils) ISO 2808
Tiempo de secado al tacto 120 – 240 minutos a 25 °C ISO 9117-3
Tiempo de secado duro 20 – 24 horas a 25 °C ISO 9117-1 Detección de defectos de acuerdo al espesor NACE SP0188-2006 ó
equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
105
Sistema no. 10
Sistema de recubrimiento para galvanizado en frío.
Tabla 3.11 Requerimientos de aceptación para el suministro y aplicación del sistema para galvanizado en frío
Propiedad Requerimientos físicos Método de prueba Aglutinante orgánico éster epóxico
Caracterización cualitativa por IR
Comparación contra el espectro infrarrojo de referencia por componente o mezcla del fabricante.
ASTM D 2621 o equivalente
Volátiles totales 14.16 % masa ISO 11890-1 ó ISO 11890-2 VOC de la mezcla 385 g/l (máximo) ISO 11890-1 ó ISO 11890-2 % sólidos
86% peso 52% volumen
ISO 3233
Contenido de zinc metálico 95 % en peso en película seca ASTM D 520 ó equivalente Pruebas de comportamiento en laboratorio del sistema completo
Adherencia
Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Cámara de niebla salina 1,500 horas (Tiempo proporcional a espesor) Grado 9 – 10
ISO 9227 ASTM D 1654 ó equivalente
Prueba Prohesion 1,500 horas (Tiempo proporcional a espesor)
ISO 11997-2
APLICACION Preparación de superficie
Metal blanco Sa 3 ISO 8504-1
ISO 8504-2 ISO 8504-3
Perfil de anclaje
Fino (G) ≥25±3 たm, pero <60±10 たm Fino (S) ≥70±10 たm, pero <100±15 たm
ISO 8503-1
Espesor de película Espesor total
Seco: 25.4 a 50.8 µm (1 a 2 mils) por capa 139.7 a 165.1 µm (5.5 a 6.5 mils)
ASTM D 7091 ó equivalente
Adherencia Nivel o Clasificación 0 (0% de área desprendida)
ISO 16276-2
Detección del punto más delgado
76 µm (3 mils) mínimo ASTM A 239 ó equivalente
Sistema no. 11
Sistema de recubrimiento de metalizado de aleación de zinc y aluminio (85% zn,
15% Al).
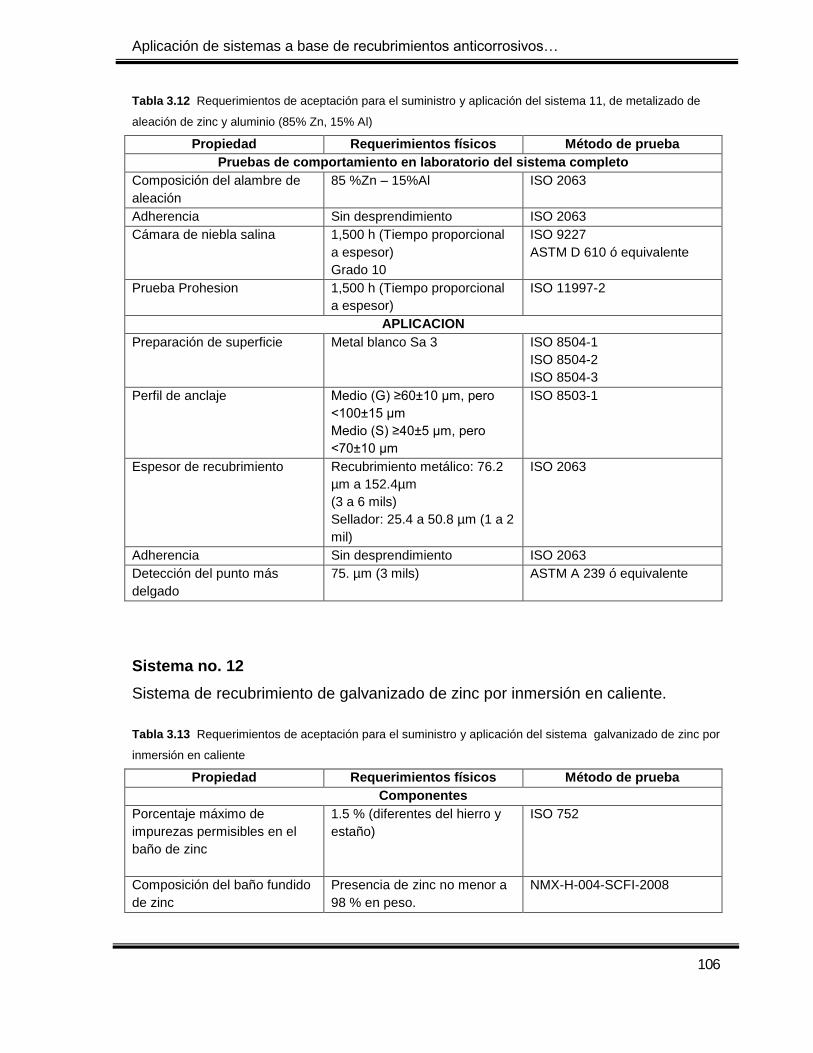
Aplicación de sistemas a base de recubrimientos anticorrosivos…
106
Tabla 3.12 Requerimientos de aceptación para el suministro y aplicación del sistema 11, de metalizado de
aleación de zinc y aluminio (85% Zn, 15% Al) Propiedad Requerimientos físicos Método de prueba
Pruebas de comportamiento en laboratorio del sistema completo Composición del alambre de aleación
85 %Zn – 15%Al ISO 2063
Adherencia Sin desprendimiento ISO 2063 Cámara de niebla salina 1,500 h (Tiempo proporcional
a espesor) Grado 10
ISO 9227 ASTM D 610 ó equivalente
Prueba Prohesion 1,500 h (Tiempo proporcional a espesor)
ISO 11997-2
APLICACION Preparación de superficie
Metal blanco Sa 3 ISO 8504-1
ISO 8504-2 ISO 8504-3
Perfil de anclaje
Medio (G) ≥60±10 たm, pero <100±15 たm Medio (S) ≥40±5 たm, pero <70±10 たm
ISO 8503-1
Espesor de recubrimiento
Recubrimiento metálico: 76.2 µm a 152.4µm (3 a 6 mils) Sellador: 25.4 a 50.8 µm (1 a 2 mil)
ISO 2063
Adherencia Sin desprendimiento ISO 2063 Detección del punto más delgado
75. µm (3 mils) ASTM A 239 ó equivalente
Sistema no. 12
Sistema de recubrimiento de galvanizado de zinc por inmersión en caliente.
Tabla 3.13 Requerimientos de aceptación para el suministro y aplicación del sistema galvanizado de zinc por
inmersión en caliente
Propiedad Requerimientos físicos Método de prueba Componentes
Porcentaje máximo de impurezas permisibles en el baño de zinc
1.5 % (diferentes del hierro y estaño)
ISO 752
Composición del baño fundido de zinc
Presencia de zinc no menor a 98 % en peso.
NMX-H-004-SCFI-2008

Aplicación de sistemas a base de recubrimientos anticorrosivos…
107
presencia de abrillantadores no mayor a 0.02% de la masa del zinc contenido en el baño
Pruebas de comportamiento en laboratorio del sistema completo Espesor de recubrimiento
76.2 a 101.6 たm (3 a 4 mils) mínimo promedio para aceros de espesor 6 mm
ISO 1461 ó equivalente
Cámara de niebla salina 1,500 h (Tiempo proporcional a espesor)
NMX-H-004-SCFI-2008, ISO 9227
Detección de defectos Sin sales de flujo, grumos ó cenizas de zinc
ISO 1461 ó equivalente
APLICACION Preparación de superficie Decapado ácido ISO 1461 ó equivalente Espesor de recubrimiento
76.2 a 101.6 たm (3 a 4 mils) mínimo promedio para aceros de espesor 6 mm
ISO 1461 ó equivalente
Porcentaje máximo de áreas no recubiertas
< 0.5%
ISO 1461 ó equivalente
Área máxima de superficies no recubiertas
< 10 cm2 ISO 1461 ó equivalente
Detección de defectos Sin sales de flujo, grumos ó cenizas de zinc
ISO 1461 ó equivalente
3.2 Preparación de la superficie
Los valores de aceptación para estos criterios dependen del sistema particular de
recubrimiento anticorrosivo, mismos que se agrupan en la sección 3.1.
Cuando se presenten condiciones que imposibiliten lograr el grado de limpieza a
metal blanco, el área usuaria bajo su responsabilidad debe establecer en las
bases de licitación, el grado de limpieza requerido, que cumpla con la limpieza
mínima indicada por el fabricante del sistema de recubrimientos (ver sección 1.5,
tabla 1.4).
Las superficies preparadas previas a la aplicación de los recubrimientos deben ser
evaluadas conforme a los métodos descritos.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
108
La temperatura de la superficie del sustrato debe estar arriba del punto de rocío
del aire circundante, a menos que otra cosa se especifique en la hoja técnica del
fabricante de recubrimiento.
El contratista debe contar con los procedimientos para la preparación de
superficie, deben especificar lo siguiente:
a) Equipo de preparación de superficie requerido.
b) Grado de limpieza requerido ISO 8501-1.
c) Método de limpieza. (ver sección 1.5.)
d) Tipo y tamaño del abrasivo (cuando aplique).
e) Perfil de anclaje. (Ver sección 3.1).
f) Condiciones meteorológicas de preparación (humedad relativa, punto de
rocío, u otros según aplique).
3.3. Aplicación del recubrimiento
Los procedimientos deben cumplir con los requisitos especificados en la sección
1.6, las tablas correspondientes de los sistemas de recubrimientos establecidos en
la sección 3.1 y 3.5.
Verificar lo siguiente durante la aplicación:
Que la temperatura, tiempos de curado y secado sean los especificados en
las hojas técnicas de cada producto.
En el caso de cintas, que la tensión de aplicación y los traslapes se lleven a
cabo con lo especificado para este sistema.
Si durante la aplicación de los recubrimientos anticorrosivos, el supervisor
detecta errores durante la aplicación del recubrimiento, fallas en el
recubrimiento aplicado o deficiencias en el producto, se le debe comunicar
al contratista para su corrección y además asentarlo en la bitácora de la
obra.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
109
El supervisor de obra debe suspender las actividades de aplicación del sistema de
recubrimiento, cuando observe o se le reporten por el inspector de recubrimiento
desviaciones a los procedimientos ó incumplimiento de los requerimientos de
aplicación, así como de especificaciones del fabricante.
Fig. 3.1 Aplicación de recubrimiento en ducto
3.4 Inspección del recubrimiento
En estas actividades se deben considerar las condiciones, criterios de aceptación
con base en las especificaciones y procedimientos indicados en las secciones
1.3, 1.4, 3.1 y 3.5.
El contratista y el supervisor de obra (cliente) de manera conjunta, deben efectuar
las revisiones y pruebas indicadas en la sección 1.4, 3.1 y 3.5, relacionadas con
las etapas antes, durante y después de aplicar el sistema de recubrimiento para
garantizar que el sistema de recubrimientos anticorrosivos cumpla con las
especificaciones correspondientes, mismas que el contratista debe incluir en sus
procedimientos de inspección.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
110
Después de aplicar el sistema de recubrimiento:
a) Se debe realizar, una inspección de discontinuidad eléctrica de todo el
recubrimiento exterior aplicado a la tubería, para localizar fallas como son:
partes sin revestir, picaduras, grietas, discontinuidades e informar al
supervisor. Cualquier falla detectada o no cumplimiento de los
requerimientos, se debe marcar en forma visible y registrar para proceder a
su reparación. Cuando se utilice un recubrimiento primario que sea
conductor de la electricidad, esta prueba de continuidad sólo se debe
realizar después de aplicar los otros recubrimientos complementarios
(enlace y acabado) que sean eléctricamente aislantes.
b) La inspección de los trabajos de los sistemas de recubrimientos
anticorrosivos se debe realizar como se indica en las tablas
correspondientes a cada sistema en la sección 3.1. y 3.5.
c) El supervisor debe efectuar los muestreos, revisiones o pruebas que sean
necesarios para verificar que el sistema de recubrimientos anticorrosivos
aplicado, cumpla con los requisitos de aceptación antes, durante y después
de aplicar el sistema de recubrimiento sobre la tubería metálica:
Profundidad del perfil de anclaje.
Grado de limpieza.
Adherencia.
Curado.
Espesores de película seca.
Condiciones meteorológicas
Apariencia del producto antes y después de aplicado.
Solvente especificado por el fabricante del recubrimiento.
Vigencia del producto.
Tipo, contenido de sales y granulometría del abrasivo.
Continuidad de película.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
111
Detección de defectos (de acuerdo al sistema de protección
utilizado).
3.5 Requerimientos para el proceso de aplicación
En este apartado se describen los requerimientos de inspección para la aplicación
de cada sistema.
Para el sistema 1, 2 y 3 se siguen los procedimientos que se describen a
continuación, para los sistemas del 4-12 se debe tomar en consideración lo
siguiente además de lo descrito en su respectivo apartado.
Antes de la aplicación
Verificar la vigencia, fecha de caducidad, el número de componentes para
cada uno de los recubrimientos genéricos de los sistemas y que concuerde
con la hoja técnica del fabricante.
Deberá presentar el grado de limpieza especificado, con el perfil de anclaje
indicado para el tipo de primario o sistema de recubrimiento por aplicar.
Debe cumplir los requerimientos especificados en la tablas descritas en el
apartado 3.1 de este capitulo para cada sistema a utilizar.
La relación de mezcla en volumen de cada componente se debe hacer
conforme a lo especificado en la hoja técnica y los procedimientos de
aplicación del fabricante.
La aplicación debe realizarse sólo cuando se cumplan las condiciones
ambientales especificadas en la hoja técnica del fabricante.
Se debe contar con un compresor para asegurar el volumen de aire seco y
libre de aceite.
El equipo de aspersión debe ser de tipo industrial o airless.
Los materiales de recubrimiento deben presentarse cerrados, con contenido
claramente identificado y no haber excedido el tiempo de vida útil.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
112
Durante la aplicación
Mantener una continua agitación del recubrimiento para lograr tener en
suspensión los pigmentos.
El modelo de aplicación debe ser traslapado al 50 % en cada pasada para
obtener un espesor uniforme.
Las condiciones ambientales deben encontrarse dentro de los parámetros
normales en lo que se refiere a humedad, temperatura, vientos, vapores
nocivos y contaminación.
Se requiere que los supervisores dispongan de instrumentos de medición
para verificar espesor de capa seca, adherencia y detección de defectos, y
que éstos se encuentren calibrados.
Después de la aplicación
Realizar inspección visual
Determinar el tiempo de secado duro o curado total del recubrimiento o
sistema aplicado, de acuerdo con el boletín técnico del material emitido por
el fabricante.
Inspeccionar la apariencia de cada capa, verificando que no tenga defectos
y que ésta sea uniforme.
Medir los espesores de película seca de cada capa y delimitar las áreas
que no cumplan lo estipulado en las tablas mencionados en la sección 3.1
de este capitulo para realizar las correcciones debidas.
Las reparaciones deber realizarse con el mismo material de recubrimiento,
ó algún otro producto cuya compatibilidad y características protectoras
contra la corrosión soporten su uso.
Realizar prueba de defectos según lo especificado, en las tablas de la
sección 3.1 de este capitulo.
Hacer inspección visual y pruebas de adherencia en el punto más delgado
para asegurarse que toda la superficie ha sido recubierta y con apariencia
uniforme.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
113
Sistema 4. Elastómero de poliuretano.
Antes de la aplicación
La preparación superficial debe ser ISO 8504-2 limpieza con ráfaga
acabado metal blanco. (ver sección 1.5, tabla 1.3)
La superficie del tubo debe estar seca previo a la aplicación del
recubrimiento
No aplicar el sistema de recubrimiento sobre superficies húmedas, heladas
ó contaminadas.
Durante la aplicación
La humedad relativa: máxima de aplicación debe ser 80%
La temperatura de aplicación del metal: debe estar entre 20 y 80 °C
El no de capas deben ser: Primario 1 de 63.5 たm (2.5 mils), Enlace 2 de
254 たm c/u (10 mils c/u), Acabado 1 de 63.5 たm (2.5 mils)
El equipo de aplicación debe ser de acuerdo a: Primario y Acabado –
Equipo convencional ó equipo airless relación 30:1 boquilla 619, Enlace –
Equipo airless relación 30:1 boquilla 535.
Sistema 5. Poliuretano (medias cañas)
Antes de la aplicación
Durante la recepción se debe verificar el número de lotes, cantidad y estado
del sistema genérico ducto-soporte para instalar.
Retirar la abrazadera metálica de sujeción a la tubería, levantamiento de
tubería o demolición de mocheta.
Los defectos de la superficie metálica como astillas, costras ó rebabas,
deben ser removidos.
No aplicar el recubrimiento sobre superficies húmedas, heladas ó
contaminadas.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
114
Durante la aplicación
Aplicar manualmente adhesivo al interior de la media caña, tubería en punto
de apoyo y zona de contacto ducto-abrazadera.
Colocar la media caña en el punto de apoyo y zona de contacto ducto
abrazadera.
Realizar el amarre de las medias cañas mediante un fleje o alambre
recocido.
Retirar el fleje ó amarre 8 horas después del montaje.
Después de la aplicación
Realizar inspección visual y revisión del montaje técnico.
Rehabilitar la mocheta
Regresar la tubería a su posición normal.
Aplicar el recubrimiento de acabado de poliuretano sobre la zona de
contacto soporte en color especificado.
Sistema 6. Polietileno-hule butílico
Antes de la aplicación
Verificar que las especificaciones del material concuerden con las
especificaciones del material solicitado, en lo que se refiere a ancho,
espesor, no. de componentes, tamaño de rollos, tamaño de centro de rollos,
etc.
Almacenar el producto en un lugar cerrado, que la temperatura se
encuentre entre –12 y 66ºC, las condiciones de humedad y ventilación
cumplan con las instrucciones del fabricante; en el caso de las cintas, éstas
deberán almacenarse a no más de 1.7 m de altura, no deberán asentarse
sobre el costado, evitando con ello que se peguen.
Verificar las condiciones de la tubería tales como: Diámetro, longitud,
redondez, espesor de pared, condiciones generales.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
115
Las soldaduras deben ser homogéneas, tersas, bajas y completas.
Durante la aplicación
En caso de limpieza con chorro de arena, esta debe cumplir con los
requerimientos de calidad, granulometría y limpieza que exige la norma.
La temperatura del tubo y de la cinta deben estar de acuerdo con las
recomendaciones del fabricante como mínimo 3ºC por encima del punto de
rocío.
En caso necesario el enfriamiento de la tubería debe realizarse de acuerdo
con las recomendaciones del fabricante en cuanto a tiempos y
temperaturas.
La tensión de aplicación debe ser la necesaria para producir una reducción
en el ancho de la cinta del 1% como mínimo.
Después de la aplicación
Verificar visualmente que el recubrimiento quede terso, liso, sin arrugas ni
ampollas.
El recubrimiento debe quedar homogéneo e igual a lo largo de la línea.
El traslape debe ser de acuerdo con la recomendación del fabricante, o del
usuario, pero en ningún caso inferior a ¾”
Vigilar que las uniones se integren al resto de la tubería.
El manejo de tubería nueva debe realizarse con cuidados extremos para
evitar daños a la tubería recubierta, para ello se deberán utilizar los
elementos necesarios.
El ancho de las eslingas deberá ser de, por lo menos, el diámetro de la
tubería.
Las soldaduras deben hacerse en los recortes que para tal efecto se dejan
en los tubos y protegiendo el recubrimiento con alguna pantalla para evitar
que se queme.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
116
Sistema 7. Ceras micro cristalinas de petróleo
Antes de la aplicación
No estibar más de 20 camas en latas de primario y no más de 10 camas en
cajas de cinta de cera.
El ancho de los rollos de la cinta anticorrosiva debe ser el indicado para el
diámetro de la tubería a recubrir.
Durante su almacenaje, todos los materiales se deben conservar en un
lugar fresco y seco; evitando todo contacto directo con los rayos solares y el
calor excesivo.
Es importante no aplicar ninguno de los sistemas anticorrosivos si no se
cuenta con todos y cada uno de los materiales que los conforman.
Durante la aplicación
Aplicar manualmente una capa fina, transparente (ver tabla 3.8) de
primario en toda la superficie metálica a proteger. El exceso de aplicación
de primario no afecta el rendimiento del recubrimiento en su conjunto.
Efectuar inspección visual para asegurar que no existen superficies sin
aplicación de primario. Si éste fuere el caso, proteger los huecos con
primario adicional. Poner especial énfasis en la “panza” del tubo. El primario
no requiere de tiempo de curado ó secado.
Efectuar inspección visual para asegurar que no existen superficies sin
aplicación de cinta. Si éste fuere el caso, proteger los huecos con “pedazos”
de otro rollo del mismo material. Poner especial énfasis en la “panza” del
tubo. La cinta para protección mecánica no requiere de tiempo de curado o
secado.
Si se considera necesario, aplicar cinta adicional en los sitios en donde la
inspección visual indique falta de cinta. La cinta no requiere de tiempo de
curado o secado.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
117
Aplicar la protección anticorrosiva en forma de cinta alrededor del tubo, en
forma de espiral con un traslape mínimo de 1 pulg. (2.5 cm). En caso de
existir recubrimiento anterior, se deberá efectuar un traslape con éste de al
menos 1 pie; para diámetros de hasta 10”; de 2 pies hasta 20”; de 3 pies,
en diámetros mayores. La cinta anticorrosiva no requiere de tiempo de
curado o secado.
Pasar la palma de la mano en los traslapes para “suavizar” éstos, tratando
de “expulsar” el aire que pudiera quedar atrapado en los mismos. Al
terminar la aplicación de un rollo en su totalidad, traslapar el siguiente con
el inmediato anterior en al menos 4 pulg. (10cm.).
Repetir esta operación hasta proteger la superficie en su totalidad , en caso
necesario, lograr el traslape con el recubrimiento anterior, tal y como se
anotó anteriormente, si éste fuera el caso.
Sistema 8. Epóxico líquido 100% sólidos + poliuretano
Antes de aplicar
Verificar la vigencia, fecha de caducidad: 60 meses almacenados en lugar
oscuro, seco y fresco.
Todos los defectos de la superficie metálica como astillas, costras ó
rebabas, deben ser removidos.
La superficie metálica debe estar seca.
Realizar inspección visual sobre toda la superficie para detectar alguna falla
de preparación.
Durante la aplicación
La humedad relativa máxima de aplicación debe ser 95 %.
La temperatura de la superficie para aplicación debe estar entre -5 °C y 135
°C.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
118
El equipo de aplicación debe ser una bomba AIRLESS 30:1 con presión de
operación mínima de 3500 psi, usando boquilla de 1 mm (0.039”) de
abertura.
Aplicar por aspersión un espesor de acuerdo a la aplicación (superficial o
interface), Durante la aplicación se deben utilizar gogles y mascarilla de
respiración.
En las uniones soldadas de los tubos se debe tener especial cuidado ya
que por su protuberancia el espesor del recubrimiento podría quedar
delgado. Se debe hacer una aplicación adicional al tubo, sobre éstas.
Una vez hecha la mezcla de los componentes del sistema debe considerar
su maniobrabilidad de 35 a 45 minutos a 30 °C.
Debe cuidarse que el sistema de recubrimiento no se contamine con
factores externos al mismo durante la aplicación.
Los traslapes con recubrimientos existentes deben ser de 50.8 mm (2 “) o
mayores.
La aplicación del acabado sobre el cemento epóxico poliamínico se debe
realizar después de 24 horas de curado.
Después de la aplicación
Inspeccionar visualmente una vez curado el recubrimiento de los espesores
secos, prueba de defectos y adherencia de acuerdo a la tabla 3.9
Parchar las zonas que requieran recubrimiento debido a porosidades, estas
deben ser claramente marcadas para su reparación manual.
Preparar la superficie a resanar mediante lijado superficial para matar el
brillo e inmediatamente aplicar el producto nuevo.
Repetir la prueba de detección de defectos con el detector de poros.
Sistema 9. Fibra de vidrio reforzada (medias cañas)
Antes de la aplicación

Aplicación de sistemas a base de recubrimientos anticorrosivos…
119
Retirar la abrazadera metálica de sujeción a la tubería, levantamiento de
tubería o demolición de mocheta.
Los defectos de la superficie metálica como astillas, costras ó rebabas,
deben ser removidos.
No aplicar el recubrimiento sobre superficies húmedas, heladas ó
contaminadas.
Durante la aplicación
Aplicar manualmente adhesivo al interior de la media caña, tubería en punto
de apoyo y zona de contacto ducto-abrazadera.
Colocar la media caña en el punto de apoyo y zona de contacto ducto
abrazadera.
Realizar el amarre de las medias cañas mediante un fleje o alambre
recocido.
Retirar el fleje ó amarre 8 horas después del montaje.
Después de la aplicación
Realizar inspección visual y revisión del montaje técnico.
Inspeccionar los defectos de acuerdo a la tabla 3.10
Rehabilitar la mocheta
Regresar la tubería a su posición normal.
Aplicar el recubrimiento acabado de poliuretano sobre la zona de contacto,
en color especificado.
Sistema 10. Galvanizado en frío
Antes de la aplicación
Número de componentes: 1.
Vigencia y fecha de caducidad: 3 años.
Durante de la aplicación

Aplicación de sistemas a base de recubrimientos anticorrosivos…
120
No aplicar si la humedad relativa excede el 85%.
Antes de aplicar, revolver vigorosamente el contenido de la lata o agitar (en
caso de aerosol) para que el producto se mezcle de manera homogénea.
Aplicar a brocha, pistola convencional, olla de presión o equipo airless en
capas delgadas, dando tiempo (de 5 a 10 minutos) entre capa y capa, a la
evaporación total del solvente.
Después de la aplicación
Medir en seco los espesores de capa, señalar las áreas de espesor bajo
finalizado el curado (al menos 12 horas), aplicar sobre ellas una nueva
capa.
Una vez curado el recubrimiento, comprobar con un probador o multímetro
(en el modo de continuidad) si hay conductividad a lo largo del
recubrimiento. En caso contrario, repetir la aplicación, porque el zinc del
recubrimiento no quedó eléctricamente bien unido entre sí ni logró buen
contacto eléctrico con la superficie. Ambas cosas necesarias para proveer
la protección galvánica.
Para la aplicación de acabado sobre el orgánico, esta se realizará después
de 24 horas de curado, y únicamente se pueden aplicar recubrimientos
como: epóxicos, poliuretanos, acrílicos, hules clorados y vinílicas.
No debe utilizarse pinturas alquidálicas ó lacas como acabado.
Sistema 11. Metalizado de aleación de zinc y aluminio (85%Zn, 15%Al)
Antes de la aplicación
La superficie debe limpiarse completamente con chorro de abrasivo hasta
metal blanco.(ver sección 1.5, tabla 1.3)
El abrasivo a emplear debe ser filoso, estar limpio y seco, y tener un
tamaño de partícula comprendido entre 0.5mm y 1.5 mm.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
121
El rociado de metal fundido tiene que hacerse antes de 4 horas, tras la
limpieza con abrasivo, y la temperatura de la superficie a rociar debe ser
más de 3°C superior al punto de rocío
Durante la aplicación
El alambre de la aleación (85%Zn-15%Al) debe estar integrado por zinc, al
menos 99.99% puro (ISO 752) y aluminio, al menos 99.7% puro (ISO 115).
El espesor de recubrimiento (Ver tabla 3.12) debe alcanzarse mediante
sucesivas pasadas perpendiculares que se traslapen unas a otras.
El espesor de recubrimiento se debe medir tras cada serie de pasadas,
hasta alcanzar el espesor final.
Después de la aplicación
Hacer medición de espesores. Sacar por lo menos el promedio de 5
mediciones, tomadas dentro de un área de 10 cm2, por cada 20 m2 de área
recubierta.
Si el espesor promedio es inferior al deseado, hacer otro rociado y volver a
medir. Repetir en caso necesario.
Inmediatamente después de aplicar la capa metálica, proceder a sellar los
poros del recubrimiento con recubrimientos vinílicos, lacas o pinturas a la
temperatura de trabajo de la pieza. En caso de ser recubrimientos
pigmentados, el tamaño de partícula del pigmento debe ser de una finura
de 5 de acuerdo a ISO 1524.
Una vez sellado, el recubrimiento metalizado debe recibir un sistema de
pinturas compatibles con zinc y aluminio, ya sea para aumentar la duración
del recubrimiento en un ambiente determinado o por simple necesidad de
color.
Sistema 12. Galvanizado de zinc por inmersión en caliente
Antes de la aplicación

Aplicación de sistemas a base de recubrimientos anticorrosivos…
122
Verificar la composición química, forma y dimensiones del material a
galvanizar (de hierro o acero) a fin de determinar si el proceso es aplicable.
Preparar la pieza para inmersión de manera que no flote, no forme cámaras
de aire al sumergirse (salvo cuando así se desee), ni tenga resquicios
donde puedan almacenarse líquidos de la limpieza química.
Hacer limpieza química en baños acuosos, que incluya: despintado,
desengrasado, decapado ó desoxidado y fluxado.
Hacer limpieza con abrasivo a grado comercial. (Ver sección 1.5. tabla
1.3).
La superficie de la pieza de hierro o acero debe estar completamente limpia
antes de entrar en el zinc fundido.
El zinc utilizado para el galvanizado (inmersión en zinc fundido) debe
cumplir con alguno de los grados especificados en NMXH-004-SCFI-2008.
Durante la aplicación.
Monitorear la temperatura del baño.
El volumen de metal fundido del baño no debe contener menos de 98 % de
zinc en promedio.
La temperatura del baño debe mantenerse suficientemente arriba del punto
de fusión del zinc (419°C) como para que no exista riesgo de congelación
del zinc durante el proceso. Normalmente: 450 °C.
La pieza debe mantenerse sumergida (como mínimo) hasta que el zinc
fundido deje de agitarse y extraerse a igual o menor velocidad que la de
escurrimiento del metal líquido.
Después de la aplicación
Hacer inspección visual y prueba de detección de defectos a fin de
determinar si el recubrimiento es continuo, suficientemente liso y uniforme.
Rugosidad menor que no interfiera con el uso, así como variaciones de
brillo, no deben ser causa de rechazo.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
123
Medir espesores de recubrimiento a fin de verificar si se cumple con los
estipulados por la norma NMX-H-004-SCFI-2008 para distintos tipos de
piezas.
Pequeñas fallas del recubrimiento que no superen el 0.5% del total
superficial deben repararse mediante: galvanizado en frío (orgánico de
zinc), aleaciones de zinc de bajo punto de fusión ó metalizado (termo
rociado) de zinc.
Para mayores detalles debe acudirse a la norma NMX-H-004-SCFI-2008.
El Galvanizado por inmersión en caliente puede recibir un sistema de
pinturas compatibles con el Zinc, ya sea para aumentar la duración del
recubrimiento en un ambiente determinado o por simple necesidad de color.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
124
CAPITULO IV
SISTEMAS GENERICOS DE
RECUBRIMIENTOS ANTICORROSIVOS PARA
TUBERÍA ENTERRADA, SUMERGIDAS E
INTERFASES

Aplicación de sistemas a base de recubrimientos anticorrosivos…
125
SISTEMAS GENERICOS DE RECUBRIMIENTOS
ANTICORROSIVOS PARA TUBERÍA ENTERRADA, SUMERGIDAS
E INTERFASES
En este capitulo se establecen los requisitos mínimos que deben cumplir los
sistemas de recubrimientos anticorrosivos utilizados para la protección exterior de
sistemas de tuberías de acero, destinadas a la recolección, transporte y
distribución de fluidos; así como los requisitos de selección, aplicación, inspección,
rehabilitaciones, manejo, almacenamiento y traslado de la tubería recubierta.
4.1 Selección de los recubrimientos anticorrosivos
Se debe considerar la protección anticorrosiva a base de recubrimientos, de la
tubería enterrada o sumergida, así como de sus zonas de interface tierra-aire y
agua-aire para la aplicación en planta ó campo.
Para seleccionar adecuadamente un recubrimiento anticorrosivo para tubería
enterrada, sumergida e interfaces es necesario considerar los siguientes factores:
Antecedentes de funcionalidad: El sistema genérico de recubrimiento seleccionado
debe contar con evidencia documental de haber sido utilizado en ductos e
interfaces a las condiciones ambientales de diseño y operativas similares al ducto
que se pretende proteger. Lo anterior con información nacional o internacional.
Temperatura de operación: El sistema de recubrimiento anticorrosivo debe
conservar sus propiedades protectoras a la temperatura de servicio del ducto.
Tipo de suelo o agua: Para el caso de proyectos nuevos, el diseñador debe contar
con información relacionada al tipo de suelo o agua, entre otros:
Tipo de suelo: arcilloso, rocoso, calcáreo, fangoso, ácido, básico, etc.
Concentración de sales en el suelo o agua
Porosidad y resistividad del suelo

Aplicación de sistemas a base de recubrimientos anticorrosivos…
126
Otros contaminantes en suelo o agua
Condiciones críticas que influyen en el potencial de polarización de la tubería
recubierta, sus efectos sobre los recubrimientos y la funcionalidad del sistema de
protección catódica: En todos los casos, el personal de Supervisión, debe realizar
un reconocimiento en el sitio de las estructuras aledañas (ductos en DDV, líneas
de energía de alta y baja tensión) y presencia de efluentes que se encuentren en
el entorno cercano a las tuberías a proteger, con el propósito de minimizar los
riesgos y daños al sistema de ductos.
a) Ducto nuevo en DDV nuevo
Los sistemas de recubrimiento que se apliquen en esta condición deben conservar
sus propiedades protectoras a un potencial máximo de polarización (en ausencia
de caída óhmica IR) de –1.1 V.
b) Ducto nuevo en DDV compartido con otros ductos
El sistema de recubrimiento que se aplique en esta condición debe soportar un
potencial máximo de polarización lo más cercano posible al de los ductos alojados
en el mismo DDV. A fin de evitar daños en el recubrimiento que soporta un
potencial menor y además, que el ajuste de los sistemas de protección catódica
existentes se afecte lo menos posible.
c) Ducto en DDV compartido con líneas de energía.
En los casos en que exista interferencia de las líneas de energía (alta o baja
tensión) con los ductos a proteger, se debe realizar un estudio para que en la zona
de influencia se aplique un recubrimiento que proporcione protección bajo esas
condiciones particulares.
Accesibilidad al sitio de aplicación: El diseñador debe considerar las condiciones
de espacio en las que se encuentra o localizará la tubería, con la finalidad de
seleccionar el recubrimiento, para asegurar que el sistema propuesto sea factible

Aplicación de sistemas a base de recubrimientos anticorrosivos…
127
de aplicarse en caso de limitación de espacios y además considerar los efectos
adversos a otras estructuras vecinas.
4.2 Requerimientos mínimos de aceptación para la selección del sistema
genérico de recubrimiento anticorrosivo
En esta sección se mencionan los requerimientos mínimos que deben cumplir el
sistema genérico de recubrimiento indicado, para la selección y aplicación a
tubería enterrada, sumergida e interfaces.
Los sistemas genéricos de recubrimientos que se contemplan son los siguientes:
Brea de Alquitrán de Hulla
Epóxicos en polvo adheridos por fusión
Epóxicos líquidos de altos sólidos
Polietileno extruido tricapa
Polipropileno extruido tricapa
Cintas de poliolefinas
Cintas y mangas termocontraíbles
Ceras microcristalinas del Petróleo
Poliuretanos
Recubrimientos a base de brea de alquitrán de hulla.
Estos recubrimientos a base de brea de alquitrán de hulla tienen propiedades
termoplásticas, adherido al tubo por medio de una película de pintura primaria y
reforzada con fibra de vidrio.
TABLA 4.1 Requerimientos para esmaltes de alquitrán de hulla aplicados en caliente
propiedad requerimientos físicos método de prueba
Gravedad específica a 25 °C 1.4. a 1.6 ASTM D 2320 ó equivalente Penetración a 25 °C 0 a 10 ASTM D5 ó equivalente
Punto de ablandamiento 82 a 130 °C ASTM D36 ó equivalente Cenizas, % en peso 25 a 35 ASTM D2415 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
128
Resistencia dieléctrica 5 V/µm (130 V/mil) mínimo ASTM D149 ó equivalente
TABLA 4.2 Requerimientos para componentes de envolventes
Propiedad Requerimientos físicos Método de prueba Envolvente soportada — Malla de fibra de vidrio aglutinada con resina termofija.
Espesor de la malla 355 a 508 たm (14 a 20 mils) ASTM D 1777 ó equivalente Peso de la malla 48 a 52 g/m2 ARMA 8-82 ó equivalente Resistencia a la tensión Longitudinal: Transversal:
3.57 kg/cm mínimo 2.68 kg/cm mínimo
ASTM D 828 ó equivalente
Resistencia al desgarre Longitudinal: Transversal:
114 g mínimo 150 g mínimo
ASTM D 689 ó equivalente
Resina 22 a 24% en peso GFMT 05 ó equivalente Envolvente soportada — Malla de fibra de vidrio aglutinada con resinas termofijas saturada
con asfalto y un desmoldante mineral Espesor de la malla 508 たm (20 mils) mínimo ASTM D 1777 ó equivalente Peso 300 a 450 g/m2 ARMA 8-82 ó equivalente Resistencia a la tensión 2.95 kg/cm mínimo ASTM D 828 ó equivalente
TABLA 4.3 Requerimientos para primarios de alquitrán de hulla aplicados en frío
Propiedad Requerimientos físicos
Método de prueba
Primario de alquitrán de hulla de secado rápido Viscosidad copa Ford No. 4 a 25 °C 10 a 20 s ASTM D 1200 ó equivalente Gravedad específica a 25 °C 1.15 a 1.19 g/cm3 ASTM D 1475 ó equivalente Secado al tacto minutos 15 máximo ASTM D 1640 ó equivalente Sólidos % peso 43 a 48 ASTM D 1644 ó equivalente
Primario de hule clorado y plastificantes Viscosidad copa Ford No. 4 a 25 °C 10 a 45 s ASTM D 1200 ó equivalente Gravedad específica a 25 °C 0.95 a 1.15 g/cm3 ASTM D 1475 ó equivalente Secado al tacto minutos 5 máximo ASTM D 1640 ó equivalente Secado total minutos 15 máximo ASTM D 1640 ó equivalente Sólidos % peso 28 a 30.5 ASTM D 1644 ó equivalente Fineza Hegman 6 mínimo ASTM D 1210 ó equivalente
TABLA 4.4 Requerimientos de aceptación de brea de alquitrán de hulla
Propiedad Requerimientos físicos Método de prueba Espesor de recubrimiento en tubería
3480 a 5080 mm (137 a 200 mil))
ASTM G12 ó equivalente
Absorción de agua 0.2% ó 0.3 g/30 cm2 ASTM D 95 ó equivalente Adherencia 24.6 kg/cm2 mínimo ASTM D 4541, modificada ó
equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
129
Resistencia al impacto 103.2 cm2 directo promedio 38.7 cm2 indirecto
ASTM G 14 ó equivalente
Desprendimiento catódico Ø 25.4 mm (1”) a 25 °C máximo
ASTM G 8 ó equivalente
Intemperismo Acelerado 500 h a 38 °C ASTM G 23 ó equivalente Detección de defectos 13,700 Volts a 17,700 Volts ASTM G 62 ó equivalente Cámara salina 1000 mínimo ASTM B 117 ó equivalente
Recubrimientos epóxicos en polvo adheridos por fusión.
Estos recubrimientos a base de resinas epóxicas pueden ser aplicado en polvo
que se funden al hacer contacto con el tubo previamente calentado o en forma
líquida. Acabado de alta resistencia a la abrasión, ideal como recubrimiento
protector en perforaciones dirigidas, alto grado de flexibilidad, desempeño
mejorado en aplicaciones húmedas.
TABLA 4.5 Requerimientos para polvo epóxico materia prima
Propiedad Requerimientos físicos Método de prueba Gravedad específica a 25 °C ASTM D 70 ó equivalente Polvo: Película curada Contenido de humedad
1.40 a 1.50 0.03 1.36 0.5 % máximo
CSA Z245.20 o equivalente
Tamaño de partícula
3% máximo de polvo retenido en una malla de 150 m 0.2% máximo de polvo retenido en una malla de250 m
CSA Z245.20 ó equivalente
Resistencia a la tensión
660 kg/cm2 (9400 lb/pulg2) mínimo
ASTM D882 ó equivalente
Elongación a la ruptura 6.1% ASTM D882 ó equivalente Resistencia a la compresión 819 kg/cm2 (11,600 lb/pulg2)
mínimo ASTM D695 ó equivalente
Resistencia dieléctrica 47.2 V/たm (1200 V/mil) mínimo
ASTM D 149 ó equivalente
TABLA 4.6 Requerimientos de aceptación para epóxicos adheridos por fusión
Propiedad Requerimientos físicos Método de prueba Resistencia al Impacto
1.8 kg-m (160 lb-pulg) 1.5J SIN DEFECTOS
CSA 245.20 ó equivalente
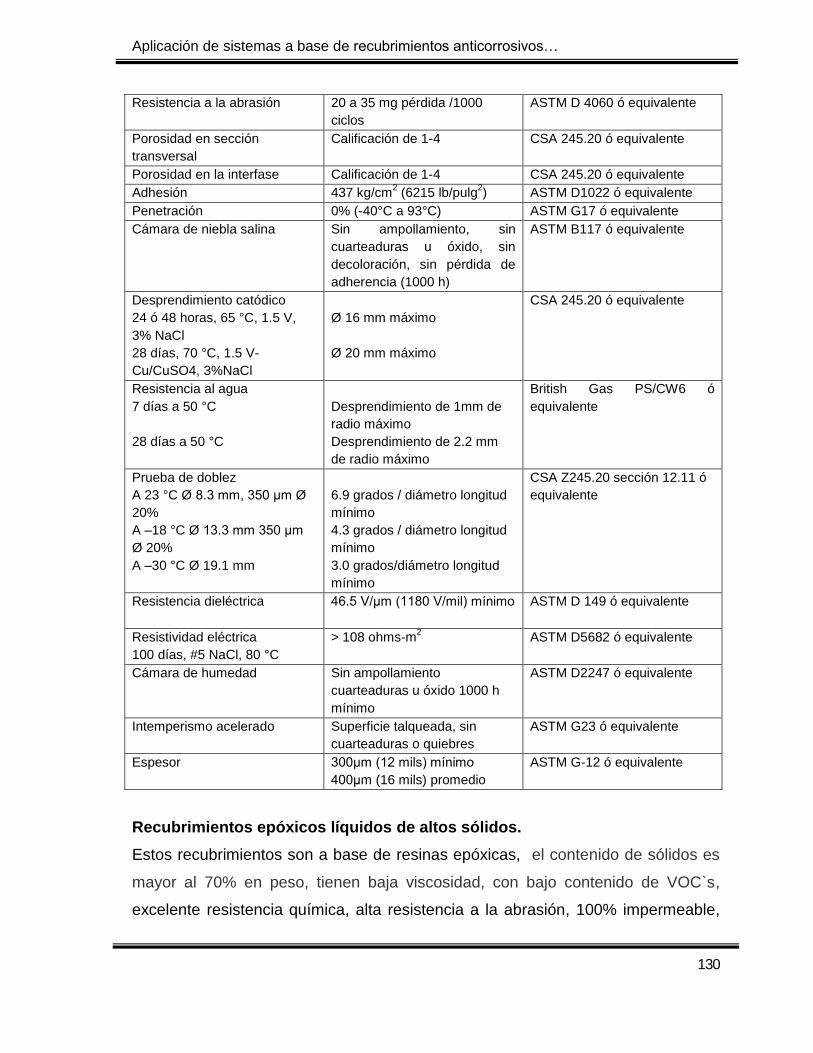
Aplicación de sistemas a base de recubrimientos anticorrosivos…
130
Resistencia a la abrasión
20 a 35 mg pérdida /1000 ciclos
ASTM D 4060 ó equivalente
Porosidad en sección transversal
Calificación de 1-4 CSA 245.20 ó equivalente
Porosidad en la interfase Calificación de 1-4 CSA 245.20 ó equivalente Adhesión 437 kg/cm2 (6215 lb/pulg2) ASTM D1022 ó equivalente Penetración 0% (-40°C a 93°C) ASTM G17 ó equivalente Cámara de niebla salina Sin ampollamiento, sin
cuarteaduras u óxido, sin decoloración, sin pérdida de adherencia (1000 h)
ASTM B117 ó equivalente
Desprendimiento catódico 24 ó 48 horas, 65 °C, 1.5 V, 3% NaCl 28 días, 70 °C, 1.5 V-Cu/CuSO4, 3%NaCl
Ø 16 mm máximo Ø 20 mm máximo
CSA 245.20 ó equivalente
Resistencia al agua 7 días a 50 °C 28 días a 50 °C
Desprendimiento de 1mm de radio máximo Desprendimiento de 2.2 mm de radio máximo
British Gas PS/CW6 ó equivalente
Prueba de doblez A 23 °C Ø 8.3 mm, 350 たm Ø 20% A –18 °C Ø 13.3 mm 350 たm Ø 20% A –30 °C Ø 19.1 mm
6.9 grados / diámetro longitud mínimo 4.3 grados / diámetro longitud mínimo 3.0 grados/diámetro longitud mínimo
CSA Z245.20 sección 12.11 ó equivalente
Resistencia dieléctrica
46.5 V/たm (1180 V/mil) mínimo ASTM D 149 ó equivalente
Resistividad eléctrica 100 días, #5 NaCl, 80 °C
> 108 ohms-m2 ASTM D5682 ó equivalente
Cámara de humedad
Sin ampollamiento cuarteaduras u óxido 1000 h mínimo
ASTM D2247 ó equivalente
Intemperismo acelerado
Superficie talqueada, sin cuarteaduras o quiebres
ASTM G23 ó equivalente
Espesor
300たm (12 mils) mínimo 400たm (16 mils) promedio
ASTM G-12 ó equivalente
Recubrimientos epóxicos líquidos de altos sólidos.
Estos recubrimientos son a base de resinas epóxicas, el contenido de sólidos es
mayor al 70% en peso, tienen baja viscosidad, con bajo contenido de VOC`s,
excelente resistencia química, alta resistencia a la abrasión, 100% impermeable,
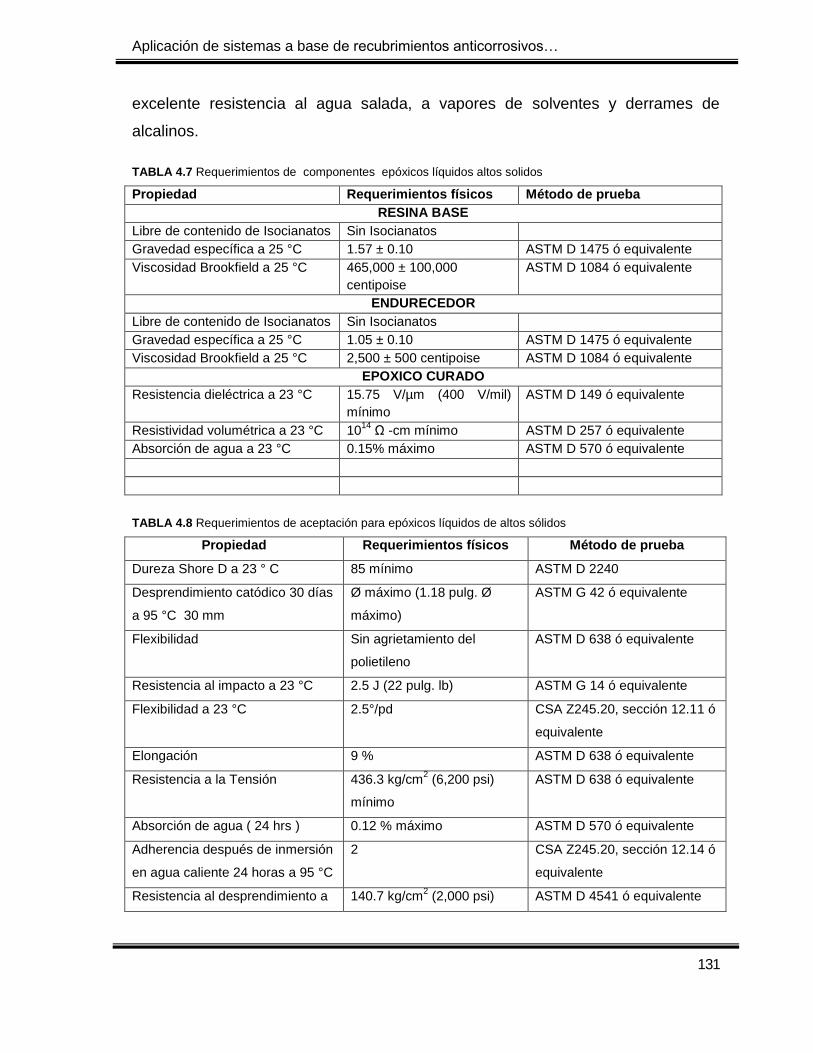
Aplicación de sistemas a base de recubrimientos anticorrosivos…
131
excelente resistencia al agua salada, a vapores de solventes y derrames de
alcalinos.
TABLA 4.7 Requerimientos de componentes epóxicos líquidos altos solidos
Propiedad Requerimientos físicos Método de prueba RESINA BASE
Libre de contenido de Isocianatos Sin Isocianatos Gravedad específica a 25 °C 1.57 ± 0.10 ASTM D 1475 ó equivalente Viscosidad Brookfield a 25 °C 465,000 ± 100,000
centipoise ASTM D 1084 ó equivalente
ENDURECEDOR Libre de contenido de Isocianatos Sin Isocianatos Gravedad específica a 25 °C 1.05 ± 0.10 ASTM D 1475 ó equivalente Viscosidad Brookfield a 25 °C 2,500 ± 500 centipoise ASTM D 1084 ó equivalente
EPOXICO CURADO Resistencia dieléctrica a 23 °C 15.75 V/µm (400 V/mil)
mínimo ASTM D 149 ó equivalente
Resistividad volumétrica a 23 °C 1014 っ -cm mínimo ASTM D 257 ó equivalente Absorción de agua a 23 °C 0.15% máximo ASTM D 570 ó equivalente
TABLA 4.8 Requerimientos de aceptación para epóxicos líquidos de altos sólidos
Propiedad Requerimientos físicos Método de prueba
Dureza Shore D a 23 ° C 85 mínimo ASTM D 2240
Desprendimiento catódico 30 días
a 95 °C 30 mm
Ø máximo (1.18 pulg. Ø
máximo)
ASTM G 42 ó equivalente
Flexibilidad Sin agrietamiento del
polietileno
ASTM D 638 ó equivalente
Resistencia al impacto a 23 °C 2.5 J (22 pulg. lb) ASTM G 14 ó equivalente
Flexibilidad a 23 °C 2.5°/pd CSA Z245.20, sección 12.11 ó
equivalente
Elongación 9 % ASTM D 638 ó equivalente
Resistencia a la Tensión 436.3 kg/cm2 (6,200 psi)
mínimo
ASTM D 638 ó equivalente
Absorción de agua ( 24 hrs ) 0.12 % máximo ASTM D 570 ó equivalente
Adherencia después de inmersión
en agua caliente 24 horas a 95 °C
2 CSA Z245.20, sección 12.14 ó
equivalente
Resistencia al desprendimiento a 140.7 kg/cm2 (2,000 psi) ASTM D 4541 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
132
23 °C mínimo
Espesor total 700 a 1400 mm (27 a 55
mils)
ASTM G-12 ó equivalente
Detección de discontinuidades 2,000 a 6,000 Volts (relativo
al espesor)
NACE RP -0188 ó equivalente
Recubrimientos de polietileno extruído tricapa
Estos sistemas de recubrimientos tricapa son a base de polietileno o polipropileno
extruido, adherido al tubo por medio de una capa de epóxico en polvo y una capa
de adhesivo copolímero, ideal para altas temperaturas.
TABLA 4.9 Requerimientos para primarios epóxicos en polvo
Propiedad Requerimientos físicos Método de prueba
Gravedad específica a 25 °C
Polvo: 1.40 a 1.50 ± 0.03 ASTM D 70 ó equivalente
Película curada 1.36
Contenido de humedad 0.5% máximo CSA Z245.20 ó equivalente
Tamaño de partícula
3% máximo de polvo
retenido en una malla de
150 µm
CSA Z245.20 ó equivalente
0.2% máximo de polvo
retenido en una malla de
250 µm
Resistencia a la tensión 660 kg/cm2 (9400 lb/pulg2)
mínimo
ASTM D882 ó equivalente
Elongación 6.1% ASTM D882 ó equivalente
Resistencia a la compresión 819 kg/cm2 (11,600 lb/pulg2)
mínimo
ASTM D695 ó equivalente
Resistencia dieléctrica 47.2 V/µm (1200 V/mil)
mínimo
ASTM D 149 ó equivalente
Espesor 150 a 254µm (6 a 10 mils) ASTM G-12 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
133
TABLA 4.10 Requerimientos para primarios epóxicos líquidos Propiedad Requerimiento Físico Método de Prueba
Densidad de la Resina
base (g/cm3)
±0.05% del valor nominal
especificado por el fabricante
ASTM D 1475 o Equivalente
Densidad del agente
curante (g/cm3)
±0.05% del valor nominal
especificado por el fabricante
ASTM D 1475 o Equivalente
Viscosidad de la resina
base (MPa-s)
±15% del valor nominal
especificado por el fabricante
ASTM D 2196 o Equivalente
Viscosidad del agente
curante (MPa-s)
±15% del valor nominal
especificado por el fabricante
ASTM D 2196 o Equivalente
Peso equivalente de
epóxicos
±10% del valor nominal
especificado por el fabricante
ASTM D 1652 o Equivalente
Valor total de amina (mg
KOH/g)
±15% del valor nominal
especificado por el fabricante
ASTM D 2083 o Equivalente
Tiempo de gelado
(Componentes
Mezclados)
±20% del valor nominal
especificado por el fabricante
CSA Z245.20, sección 12.2
TABLA 4.11 Requerimientos para adhesivos de polietileno
Propiedad Requerimiento Físico Método de Prueba
SISTEMA A1 Y A2
Viscosidad (MPa-s) ±20% del valor nominal
especificado por el fabricante
(s)
CSA Z245.21, sección 12.1 o
Equivalente
Prueba de Flujo a la
temperatura máxima de
diseño (mm)
≤ 20% del valor nominal
especificado por el fabricante
CSA Z245.21, sección 12.1 o
Equivalente
Punto de ablandamiento
en anillo y bola
20°C mínimo arriba de la
temperatura máxima de
diseño
ASTM E 28 o Equivalente
Absorción de agua (%
peso)
0.1 máximo ASTM D 570 o Equivalente
SISTEMA B
Velocidad de flujo (g/10
min)
±20% del valor nominal
especificado por el fabricante
ASTM D 1238 o Equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
134
(s)
Densidad (g/cm3) ±1% del valor nominal
especificado por el fabricante
(s)
ASTM D 792 o D 1505 o
Equivalente
Punto de ablandamiento
Vicat (°C)
10°C mínimo arriba de la
temperatura máxima de
diseño
ASTM D 1525 o Equivalente
Temperatura de
Fragilización
≤ -50 ºC ASTM D 746 o Equivalente
TABLA 4.12 Requerimientos para resinas base de polietileno
Propiedad Requerimientos físicos Método de prueba Densidad baja
(LD) Densidad Densidad alta Densidad lineal
media (MD) (HD)
baja (LLD) Densidad (g/cm3) < 0.925 0.925 a 0.940 > 0.940 ASTM D 792 ó D
1505 ó equivalentes Elongación hasta ruptura (%)
600 mínimo
600 mínimo
600 mínimo
ASTM D 638 ó equivalente
Velocidad de flujo (g/10 min)
LD: 0.15 a 0.6
0.1 a 1.0 0.15 a 0.80 ASTM D 1238 (190 °C/2.16 kg) ó equivalente
LLD: 0.5 a 2.0
Dureza Shore D 45 mínimo 50 mínimo 60 mínimo ASTM D 2240 ó equivalente
Resistencia a la tensión en el punto de cedencia (Mpa)
9.7 mínimo
12.4 mínimo
18.5 mínimo
ASTM D 638 ó equivalente
Tiempo de inducción oxidativa en oxígeno a 220 °C (minutos)
10 mínimo
10 mínimo
10 mínimo
ASTM D 3895 ó equivalente
Temperatura de fragilización (°C)
≤ -70
≤ -70
≤ -70
ASTM D 746 ó equivalente
Resistencia al agrietamiento ambiental por esfuerzos (horas)
300 mínimo Condición “C”
300 mínimo Condición “C”
300 mínimo Condición “C”
ASTM D 1693 ó equivalente
Punto de 90 mínimo 110 mínimo 120 mínimo ASTM D1525 ó
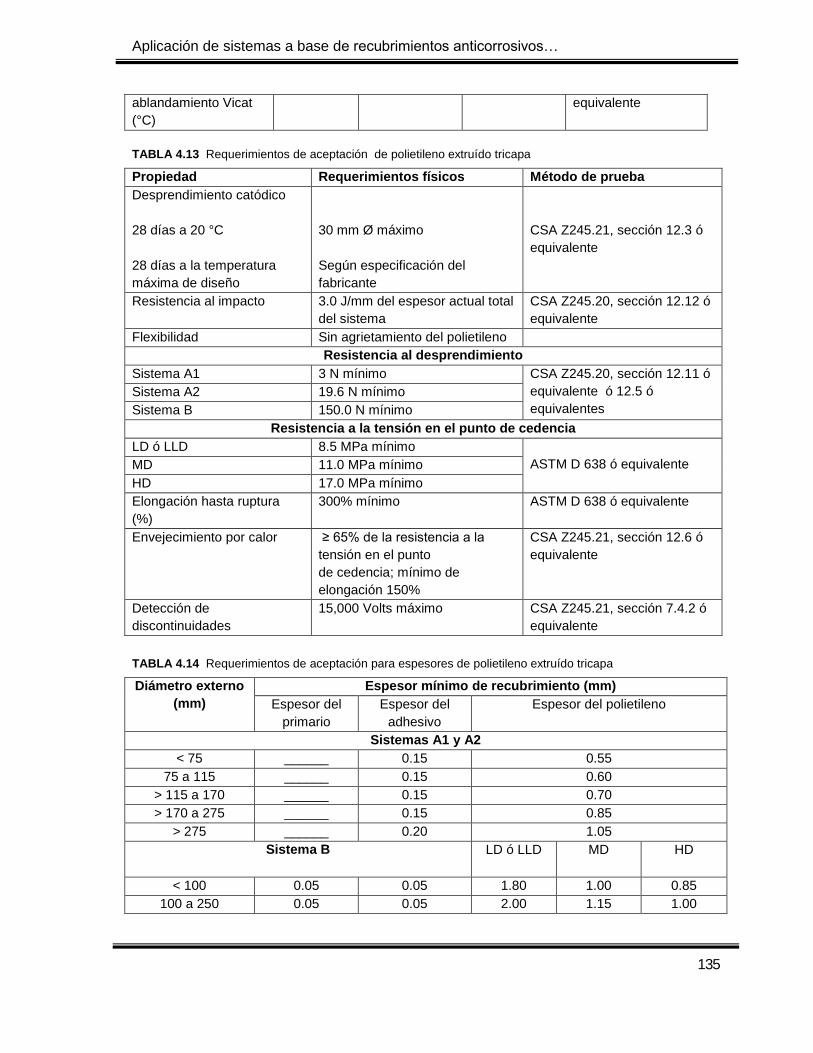
Aplicación de sistemas a base de recubrimientos anticorrosivos…
135
ablandamiento Vicat (°C)
equivalente
TABLA 4.13 Requerimientos de aceptación de polietileno extruído tricapa
Propiedad Requerimientos físicos Método de prueba Desprendimiento catódico 28 días a 20 °C 28 días a la temperatura máxima de diseño
30 mm Ø máximo Según especificación del fabricante
CSA Z245.21, sección 12.3 ó equivalente
Resistencia al impacto 3.0 J/mm del espesor actual total del sistema
CSA Z245.20, sección 12.12 ó equivalente
Flexibilidad Sin agrietamiento del polietileno Resistencia al desprendimiento
Sistema A1 3 N mínimo CSA Z245.20, sección 12.11 ó equivalente ó 12.5 ó equivalentes
Sistema A2 19.6 N mínimo Sistema B 150.0 N mínimo
Resistencia a la tensión en el punto de cedencia LD ó LLD 8.5 MPa mínimo
ASTM D 638 ó equivalente MD 11.0 MPa mínimo HD 17.0 MPa mínimo Elongación hasta ruptura (%)
300% mínimo ASTM D 638 ó equivalente
Envejecimiento por calor
≥ 65% de la resistencia a la tensión en el punto de cedencia; mínimo de elongación 150%
CSA Z245.21, sección 12.6 ó equivalente
Detección de discontinuidades
15,000 Volts máximo CSA Z245.21, sección 7.4.2 ó equivalente
TABLA 4.14 Requerimientos de aceptación para espesores de polietileno extruído tricapa
Diámetro externo (mm)
Espesor mínimo de recubrimiento (mm) Espesor del
primario Espesor del
adhesivo Espesor del polietileno
Sistemas A1 y A2 < 75 ______ 0.15 0.55
75 a 115 ______ 0.15 0.60 > 115 a 170 ______ 0.15 0.70 > 170 a 275 ______ 0.15 0.85
> 275 ______ 0.20 1.05 Sistema B LD ó LLD MD
HD
< 100 0.05 0.05 1.80 1.00 0.85
100 a 250 0.05 0.05 2.00 1.15 1.00
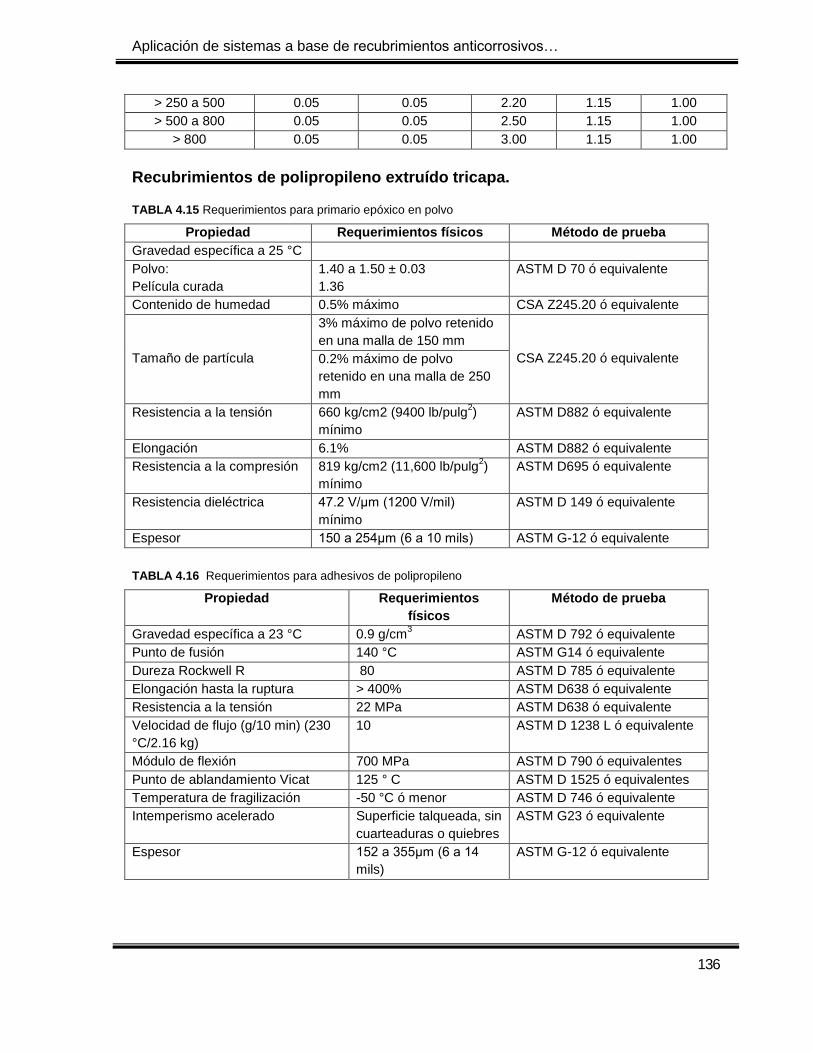
Aplicación de sistemas a base de recubrimientos anticorrosivos…
136
> 250 a 500 0.05 0.05 2.20 1.15 1.00 > 500 a 800 0.05 0.05 2.50 1.15 1.00
> 800 0.05 0.05 3.00 1.15 1.00
Recubrimientos de polipropileno extruído tricapa. TABLA 4.15 Requerimientos para primario epóxico en polvo
Propiedad Requerimientos físicos Método de prueba Gravedad específica a 25 °C Polvo: Película curada
1.40 a 1.50 ± 0.03 1.36
ASTM D 70 ó equivalente
Contenido de humedad 0.5% máximo CSA Z245.20 ó equivalente Tamaño de partícula
3% máximo de polvo retenido en una malla de 150 mm
CSA Z245.20 ó equivalente 0.2% máximo de polvo
retenido en una malla de 250 mm
Resistencia a la tensión 660 kg/cm2 (9400 lb/pulg2) mínimo
ASTM D882 ó equivalente
Elongación 6.1% ASTM D882 ó equivalente Resistencia a la compresión
819 kg/cm2 (11,600 lb/pulg2) mínimo
ASTM D695 ó equivalente
Resistencia dieléctrica 47.2 V/たm (1200 V/mil) mínimo
ASTM D 149 ó equivalente
Espesor 150 a 254たm (6 a 10 mils) ASTM G-12 ó equivalente
TABLA 4.16 Requerimientos para adhesivos de polipropileno
Propiedad Requerimientos físicos
Método de prueba
Gravedad específica a 23 °C 0.9 g/cm3 ASTM D 792 ó equivalente Punto de fusión 140 °C ASTM G14 ó equivalente Dureza Rockwell R 80 ASTM D 785 ó equivalente Elongación hasta la ruptura > 400% ASTM D638 ó equivalente Resistencia a la tensión 22 MPa ASTM D638 ó equivalente Velocidad de flujo (g/10 min) (230 °C/2.16 kg)
10 ASTM D 1238 L ó equivalente
Módulo de flexión 700 MPa ASTM D 790 ó equivalentes Punto de ablandamiento Vicat 125 ° C ASTM D 1525 ó equivalentes Temperatura de fragilización -50 °C ó menor ASTM D 746 ó equivalente Intemperismo acelerado
Superficie talqueada, sin cuarteaduras o quiebres
ASTM G23 ó equivalente
Espesor 152 a 355たm (6 a 14 mils)
ASTM G-12 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
137
TABLA 4.17 Requerimientos para acabado de polipropileno
Propiedad Requerimientos físicos Método de prueba Elongación hasta la ruptura >400 % ASTM D 638 ó equivalente Velocidad de flujo (g/10min)
0.8 ASTM D 1238L (230 °C, 2.16 kg) ó equivalente
Dureza Rockwell R 79 mínimo ASTM D 785 ó equivalente Resistencia a la tensión en el punto de cedencia
23 MPa mínimo
ASTM D 638 modificado ó equivalente
Punto de fusión 160 °C mínimo ASTM D 3418 ó equivalente Módulo de flexión 1000 MPa mínimo ASTM D 790 ó equivalente Resistencia al impacto A 23 °C A –20 °C
500 J/m 50 J/m
ASTM D 256 ó equivalente
Punto de ablandamiento Vicat 145 °C mínimo ASTM D 1525 ó equivalente Resistencia a hongos Sin crecimiento ASTM G 21 ó equivalente Resistencia a bacterias Sin crecimiento ASTM G 22 ó equivalente Espesor Complemento para 1.8 mm
del sistema ASTM G-12 ó equivalente
TABLA 4.18 Requerimientos de aceptación para polipropileno extruído tricapa aplicados
Propiedad Requerimientos físicos Método de prueba Desprendimiento catódico 28 días a 23 °C 2 días a 65 °C 28 días a 95 °C 30 días a 108 °C
< 4 mm Ø < 4 mm Ø < 12 mm Ø < 14 mm Ø
NFA 49-711 ó equivalente
Resistencia al desprendimiento A 23 °C A 120 °C
Sin desprendimiento > 8 N/mm
DIN 30678 ó equivalente
Resistencia al agua (95 °C, 1000 horas)
Sin ampollamiento, sin grietas, sin corrosión bajo película
ASTM D 870 modificado ó equivalente
Resistencia al impacto > 3.0 J/mm DIN 30678 ó equivalente Flexibilidad Sin agrietamiento del
polietileno NFA 49-711 ó equivalente
Resistencia a la identación A 20 °C A 110 °C
< 0.1 mm < 0.4 mm
NFA 49-711 ó equivalente
Resistividad eléctrica 108 ohms-m2 NFA 49-711 ó equivalente Espesor 1.8 mm promedio ASTM G-12 ó equivalente Detección de discontinuidades 25,000 Volts máximo DIN 30678 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
138
TABLA 4.19 Requerimientos de aceptación para espesores de polipropileno extruido tricapa
Diámetro externo (mm) Espesor mínimo de recubrimiento (mm)
114.3 1.2
> 114.3 273 1.5
> 273 508 1.8
> 508 762 2.0
> 762 2.5
Recubrimientos de cintas de poliolefinas.
Estos sistemas consisten en un primario activado por presión o térmicamente,
una capa de adhesivo butílico o elastómero termoplástico y una capa de
polietileno de alta densidad o poliolefina para protección mecánica.
TABLA 4.20 Requerimientos para primarios
Propiedad Requerimientos físicos Método de prueba % sólidos en volumen > 20% ASTM D 5201 ó equivalente Espesor de capa húmeda 50.8 a 101.6 m (2 a 4 mils)
promedio ASTM D 1000 ó equivalente
Contenido de orgánicos volátiles (COV)
0 a 600 g/l ASTM D 3960 ó equivalente
Punto de flasheo -12 °C Mínimo ASTM D 1310 ó equivalente
TABLA 4.21 Requerimientos para cintas sensibles a la presión (capa interna)
Propiedad Requerimientos físicos Método de prueba
Espesor 500 a 635 m (20 a 25 mils) ASTM D 1000 ó equivalente
Resistencia a la tensión
52 a 88 N/10-mm-ancho (30 a
50 lb/pulg.-ancho
ASTM D 1000 ó equivalente
Elongación hasta ruptura 100 a 400% ASTM D 1000 ó equivalente
Adherencia en acero primado 21.9 N/10-mm-ancho (200
oz/pulg.-ancho) promedio
ASTM D 1000 ó AWWA C-214
ó equivalente
Resistencia dieléctrica
18,000 a 22,000 V/mm (450 a
550 V/mil)
ASTM D 1000 ó equivalente
Resistencia aislante 450,000 a 550,000 Megohms ASTM D 1000 ó D 257 ó
equivalentes
Velocidad de transmisión de
vapor de agua
0.025 a 0.035 g/24 h/100 cm2
(0.15 a 0.25 g/24
ASTM E 96 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
139
h/100 pulg2
Resistencia al deslizamiento
por esfuerzo de suelos 24
horas a Temp. máxima de
operación
8.64 mm (0.340 pulg) máximo Alyeska Shear Test No. 206 ó
equivalente
Desprendimiento catódico 30
días
25.4 mm máximo (1 pulg.
máximo)
ASTM G 8 ó equivalente
TABLA 4.22 Requerimientos para cintas laminadas (capa intermedia)
Propiedad Requerimientos físicos Método de prueba
Espesor 500 a 635 µm (20 a 25 mils) ASTM D 1000 ó equivalente
Resistencia a la tensión 18 a 88 N/10-mm-ancho (10 a
50 lb/pulg.-ancho
ASTM D 1000 ó equivalente
Elongación hasta ruptura 60 a 400% ASTM D 1000 ó equivalente
Adherencia al respaldo
2 N/10-mm-ancho (20 oz/pulg.
-ancho
AWWA C-214 ó equivalente
Resistencia dieléctrica
18,000 a 22,000 V/mm (450 a
550 V/mil)
ASTM D 1000 ó equivalente
Resistencia aislante 400,000 a 600,000 Megohms ASTM D 257 ó equivalentes
TABLA 4.23 Requerimientos para protección mecánica
Propiedad Requerimientos físicos Método de prueba Espesor
500 a 750 µm (20 a 30 mils) ASTM D 1000 ó equivalente
Resistencia a la tensión
35 a 114 N/10-mm-ancho (20 a 65 lb/pulg. -ancho
ASTM D 1000 ó equivalente
Elongación hasta ruptura 100 a 500% ASTM D 1000 ó equivalente Resistencia dieléctrica 18,000 V/mm (450 V/mil)
mínimo ASTM D 1000 ó equivalente
Adherencia al respaldo y capa interna
2 N/10-mm-ancho (20 oz/pulg. -ancho mínimo
AWWA C-214 ó equivalentes
TABLA 4.24 Requerimientos de aceptación multicapa de cintas de poliolefinas
Propiedad Requerimientos físicos Método de prueba Espesor total
1,000 a 3000 mm (40 a 125 mils)
ASTM D 1000 ó equivalente
Elongación hasta ruptura 100 a 600% ASTM D 1000 ó equivalente Resistencia dieléctrica
18,000 V/mm mínimo (450 V/mil) mínimo
ASTM D 1000 ó equivalente
Adherencia al acero primado 21.9 N/10 mm ancho (20 ASTM D 1000 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
140
oz/pul ancho) mínimo Resistencia al deslizamiento por esfuerzo de suelos 24 horas a Temperatura máxima operación
8.64 mm (0.340 pulg) máximo Alyeska Shear Test TPO-206 ó equivalente
Desprendimiento catódico 30 días
25.4 mm Ø máximo (1 pulg. Ø máximo)
ASTM G 8 ó equivalente
Resistencia al impacto Caída de peso Caída de roca
3.4 J (30 pulg. lb) mínimo Sin defectos después de 30 caídas 454 kg (1000 lbs)
ASTM G 14 ó equivalente ASTM G 13 ó equivalente
Velocidad de transmisión de vapor de agua
0.025 g/24 h/100 cm2 (0.15 g/24 h/100 pulg2 máximo del sistema completo
ASTM E 96 ó equivalente
Resistividad volumétrica 6.0 x 1015 W-cm promedio ASTM D 257 ó equivalente Detección de discontinuidades 7,000 a 10,600 Volts NACE RP-0174 ó equivalente
Recubrimientos de cintas y mangas termocontraibles.
Son Ligamento cruzado por radiación recubiertas con mastique. Sellador de
formulación especial.
TABLA 4.25 Requerimientos para respaldos
Propiedad Requerimientos físicos Método de prueba
Resistencia a la tensión a 23 °C 154.8 kg/cm2 (2200 psi)
mínimo
ASTM D 638 ó equivalente
Elongación hasta ruptura 400% mínimo ASTM D 638 ó equivalente
Envejecimiento por calor seguido
por elongación
hasta ruptura (21 días a 150 °C)
200% mínimo ASTM D 638 ó equivalente
Tenacidad a 23 °C 2,815 kg/cm2 (40,000 psi)
mínimo
ASTM D 882 ó equivalente
Dureza Shore D 50 ASTM D 2240 ó equivalente
Fuerza de contracción 2.46 kg/cm2 (35 psi) mínimo ASTM D 638 ó equivalente
Resistividad 1015 っ-cm ASTM D 257 ó equivalente
Choque térmico por 4 hrs a 225
°C
Sin fisuras a la vista, sin fluir o
escurrir
ASTM D 2671 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
141
TABLA 4.26 Requerimientos para adhesivos
Propiedad Requerimientos físicos Método de prueba Punto de ablandamiento anillo y bola
100 a 155 15 °C (dependiendo de la temperatura máxima de operación)
ASTM E 28 ó equivalente
Cizalladura por traslape A 23 °C A la temperatura de operación de 60 °C a 120 °C
17.6 a 56.3 kg/cm2 (250 a 800 psi) mínimo dependiendo de la temperatura máxima de operación 1.76 a 3.5 kg/cm2 (25 a 50 psi) mínimo dependiendo de la temperatura máxima de operación
ASTM D 1002 ó equivalente
TABLA 4.27 Requerimientos para protección mecánica
Propiedad Requerimientos físicos Método de prueba Espesor
1,270 a 2,540m (50 a 100 mils)
ASTM D 2671 ó equivalente
Resistencia al impacto 7.9 J (70 pulg. lb) mínimo ASTM G 14 ó equivalente Resistencia a la penetración (24 horas a la temperatura máxima de operación de 60 a 120 °C)
Sin defectos ASTM G 17 ó equivalente
Resistencia al desprendimiento A 23 °C A la temperatura de operación de 60 a 120 °C
17.3 kg-cm (15 lb-pulg) mínimo 3.46 kg-cm (3 lb-pulg) mínimo
ASTM D 1000 ó equivalente
Resistencia al deslizamiento por esfuerzo de suelos 24 horas a la temperatura máxima de operación de 60 a 120 °C
2.54 mm (0.10 pulg) máximo
Alyeska TP-206 ó equivalente
Transmisión de vapor de humedad 90% RH a 38 °C
0.08 g/24 h /645 cm2 máximo ASTM E 398 ó equivalente
Inmersión en agua caliente 120 días a 90 °C
Sin de laminación, sin ampollas o agua bajo la cinta
ASTM D 870 ó equivalente
Desprendimiento catódico 30 días a la temperatura de operación de 60 a 120 °C
25.4 mm máximo ASTM G 42 ó equivalente
Resistencia a formación de hongos, 28 días a 30°C
Rango 1 o menor ASTM G - 21 ó equivalente
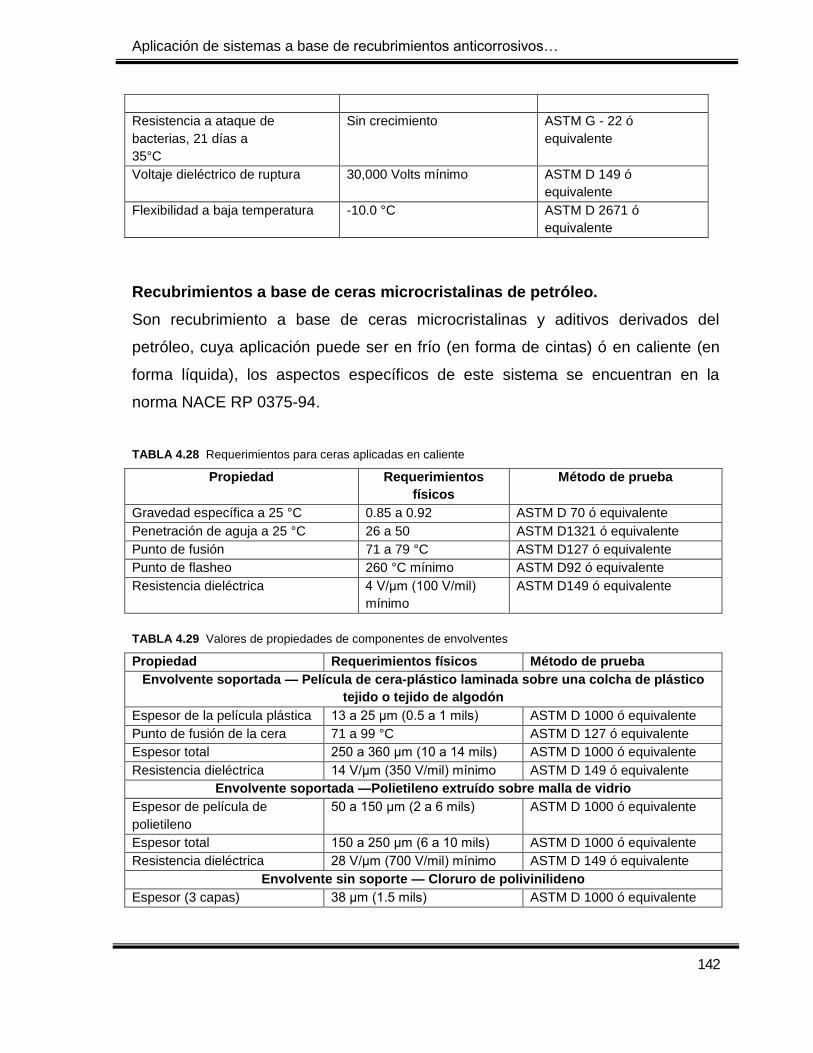
Aplicación de sistemas a base de recubrimientos anticorrosivos…
142
Resistencia a ataque de bacterias, 21 días a 35°C
Sin crecimiento ASTM G - 22 ó equivalente
Voltaje dieléctrico de ruptura 30,000 Volts mínimo ASTM D 149 ó equivalente
Flexibilidad a baja temperatura -10.0 °C ASTM D 2671 ó equivalente
Recubrimientos a base de ceras microcristalinas de petróleo.
Son recubrimiento a base de ceras microcristalinas y aditivos derivados del
petróleo, cuya aplicación puede ser en frío (en forma de cintas) ó en caliente (en
forma líquida), los aspectos específicos de este sistema se encuentran en la
norma NACE RP 0375-94.
TABLA 4.28 Requerimientos para ceras aplicadas en caliente
Propiedad Requerimientos físicos
Método de prueba
Gravedad específica a 25 °C 0.85 a 0.92 ASTM D 70 ó equivalente Penetración de aguja a 25 °C 26 a 50 ASTM D1321 ó equivalente Punto de fusión 71 a 79 °C ASTM D127 ó equivalente Punto de flasheo 260 °C mínimo ASTM D92 ó equivalente Resistencia dieléctrica 4 V/たm (100 V/mil)
mínimo ASTM D149 ó equivalente
TABLA 4.29 Valores de propiedades de componentes de envolventes
Propiedad Requerimientos físicos Método de prueba Envolvente soportada — Película de cera-plástico laminada sobre una colcha de plástico
tejido o tejido de algodón Espesor de la película plástica 13 a 25 たm (0.5 a 1 mils) ASTM D 1000 ó equivalente Punto de fusión de la cera 71 a 99 °C ASTM D 127 ó equivalente Espesor total 250 a 360 たm (10 a 14 mils) ASTM D 1000 ó equivalente Resistencia dieléctrica 14 V/たm (350 V/mil) mínimo ASTM D 149 ó equivalente
Envolvente soportada —Polietileno extruído sobre malla de vidrio Espesor de película de polietileno
50 a 150 たm (2 a 6 mils) ASTM D 1000 ó equivalente
Espesor total 150 a 250 たm (6 a 10 mils) ASTM D 1000 ó equivalente Resistencia dieléctrica 28 V/たm (700 V/mil) mínimo ASTM D 149 ó equivalente
Envolvente sin soporte — Cloruro de polivinilideno Espesor (3 capas) 38 たm (1.5 mils) ASTM D 1000 ó equivalente
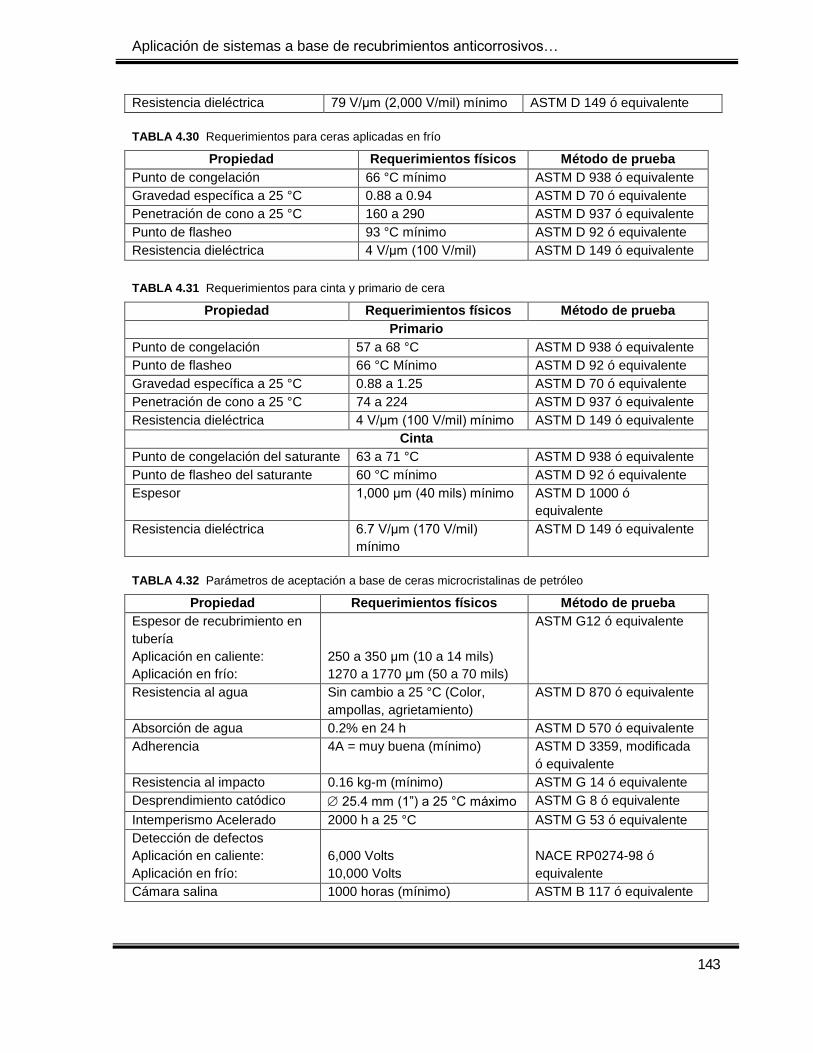
Aplicación de sistemas a base de recubrimientos anticorrosivos…
143
Resistencia dieléctrica 79 V/たm (2,000 V/mil) mínimo ASTM D 149 ó equivalente
TABLA 4.30 Requerimientos para ceras aplicadas en frío
Propiedad Requerimientos físicos Método de prueba Punto de congelación 66 °C mínimo ASTM D 938 ó equivalente Gravedad específica a 25 °C 0.88 a 0.94 ASTM D 70 ó equivalente Penetración de cono a 25 °C 160 a 290 ASTM D 937 ó equivalente Punto de flasheo 93 °C mínimo ASTM D 92 ó equivalente Resistencia dieléctrica 4 V/たm (100 V/mil) ASTM D 149 ó equivalente
TABLA 4.31 Requerimientos para cinta y primario de cera
Propiedad Requerimientos físicos Método de prueba Primario
Punto de congelación 57 a 68 °C ASTM D 938 ó equivalente Punto de flasheo 66 °C Mínimo ASTM D 92 ó equivalente Gravedad específica a 25 °C 0.88 a 1.25 ASTM D 70 ó equivalente Penetración de cono a 25 °C 74 a 224 ASTM D 937 ó equivalente Resistencia dieléctrica 4 V/たm (100 V/mil) mínimo ASTM D 149 ó equivalente
Cinta Punto de congelación del saturante 63 a 71 °C ASTM D 938 ó equivalente Punto de flasheo del saturante 60 °C mínimo ASTM D 92 ó equivalente Espesor 1,000 たm (40 mils) mínimo ASTM D 1000 ó
equivalente Resistencia dieléctrica 6.7 V/たm (170 V/mil)
mínimo ASTM D 149 ó equivalente
TABLA 4.32 Parámetros de aceptación a base de ceras microcristalinas de petróleo
Propiedad Requerimientos físicos Método de prueba Espesor de recubrimiento en tubería Aplicación en caliente: Aplicación en frío:
250 a 350 たm (10 a 14 mils) 1270 a 1770 たm (50 a 70 mils)
ASTM G12 ó equivalente
Resistencia al agua
Sin cambio a 25 °C (Color, ampollas, agrietamiento)
ASTM D 870 ó equivalente
Absorción de agua 0.2% en 24 h ASTM D 570 ó equivalente Adherencia 4A = muy buena (mínimo)
ASTM D 3359, modificada ó equivalente
Resistencia al impacto 0.16 kg-m (mínimo) ASTM G 14 ó equivalente Desprendimiento catódico 25.4 mm (1”) a 25 °C máximo ASTM G 8 ó equivalente
Intemperismo Acelerado 2000 h a 25 °C ASTM G 53 ó equivalente Detección de defectos Aplicación en caliente: Aplicación en frío:
6,000 Volts 10,000 Volts
NACE RP0274-98 ó equivalente
Cámara salina 1000 horas (mínimo) ASTM B 117 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
144
Sistemas de recubrimientos a base de poliuretanos.
Son sistemas de recubrimientos de resinas termofijas con características rígidas o
flexibles.
TABLA 4.33 Requerimientos de componentes Propiedad Requerimientos físicos Método de prueba “A” “B” Gravedad específica a 25 °C 1.073
1.104 ASTM D 1475 ó
equivalente Viscosidad mínimo ASTM D 149 ó equivalente
6,500 a 9000 cps 100,000 cps ASTM D 2196 ó equivalente
Finura 6 Hegman ASTM D 1210 ó equivalente
Secado al tacto 40 10 minutos ASTM D 1640 ó equivalente
Secado duro 7 días ASTM D 1640 ó equivalente
Resistencia a la compresión 819 kg/cm2 (11,600 lb/pulg2) mínimo
ASTM D695 ó equivalente
Resistencia dieléctrica 47.2 V/たm (1200 V/mil) mínimo ASTM D 149 ó equivalente
TABLA 4.34 Requerimientos de aceptación para poliuretanos
Propiedad Requerimientos físicos Método de prueba % Sólidos en volumen 80% 2% ASTM D 1644 ó equivalente
Proporción de mezcla 1:1 ASTM D 4060 ó equivalente Adhesión 100 % ASTM D 2197 ó equivalente
Elongación 300% ASTM D 1642 ó equivalente Desprendimiento catódico 30 días, 70 °C, 1.5 V-Cu/CuSO4, 3%NaCl
< 25.4 mm ASTM G 8 ó equivalente
Resistencia al agua 120 h ASTM D 1735 ó equivalente Cámara de niebla 750 horas mínimo ASTM B 117 ó equivalente Prueba de doblez Pasa 3°/pd ASTM D 522 ó equivalente Resistencia dieléctrica 40 V/たm (1,000 V/mil) mínimo ASTM D 149 ó equivalente Resistividad a 889 たm (35 mils)
1016 -cm ASTM D 257 ó equivalente
Cámara de humedad
Sin ampollamiento cuarteaduras u óxido 1000 h mínimo
ASTM D2247 ó equivalente
Intemperismo acelerado
Superficie talqueada, sin cuarteaduras o quiebres
ASTM G23 ó equivalente
Espesor de película seca
330たm (13 mils) mínimo 400たm (16 mils) promedio
ASTM G-12 ó equivalente
Detección de defectos 2,000 Volts a 2,500 Volts NACE RP0274-98 ó equivalente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
145
Prueba de resistencia a esfuerzo de suelos 30 días
Sin ampollamiento ni pérdida de adherencia del recubrimiento al sustrato metálico
ALYESKA SOIL STRESS TEST 217 ó equivalente
4.3 Preparación de la superficie
La preparación de la superficie es una de las etapas más importantes en la
aplicación de recubrimientos, por lo que se tiene que realizar con mucho cuidado,
tomando en cuenta los siguientes aspectos:
La información técnica requerida deberá efectuarse de acuerdo a la sección
1.2, 1.3.
Verificar que el tipo de limpieza corresponda, para el sistema de
recubrimiento seleccionado, sección 4.7.
El grado de limpieza que especifique el fabricante debe corresponder con
alguno de los grados mencionados en la sección 1.5.
La humedad relativa debe cumplir con los parámetros especificados en la
sección 4.2.
La temperatura debe estar por lo menos 5 °C arriba del punto de rocío.
El perfil de anclaje cumpla las especificaciones del fabricante y avalado por
el inspector.
Criterios de aceptación
a) Grado de limpieza.
Su aceptación es bajo criterio de examen visual según la tabla 1.9. La calificación
del grado de limpieza debe realizarse mediante comparación con patrones de
limpieza reconocidos internacionalmente como por ejemplo: el comparador visual
NACE TM 0175, o fotográficos como el ISO 8501-1:1988 ó el SSPC VIS 1-89.
b) Perfil de anclaje.
Para comprobar que la profundidad del anclaje es la especificada, la superficie
preparada se debe comparar con la del patrón aceptado para cada sistema de
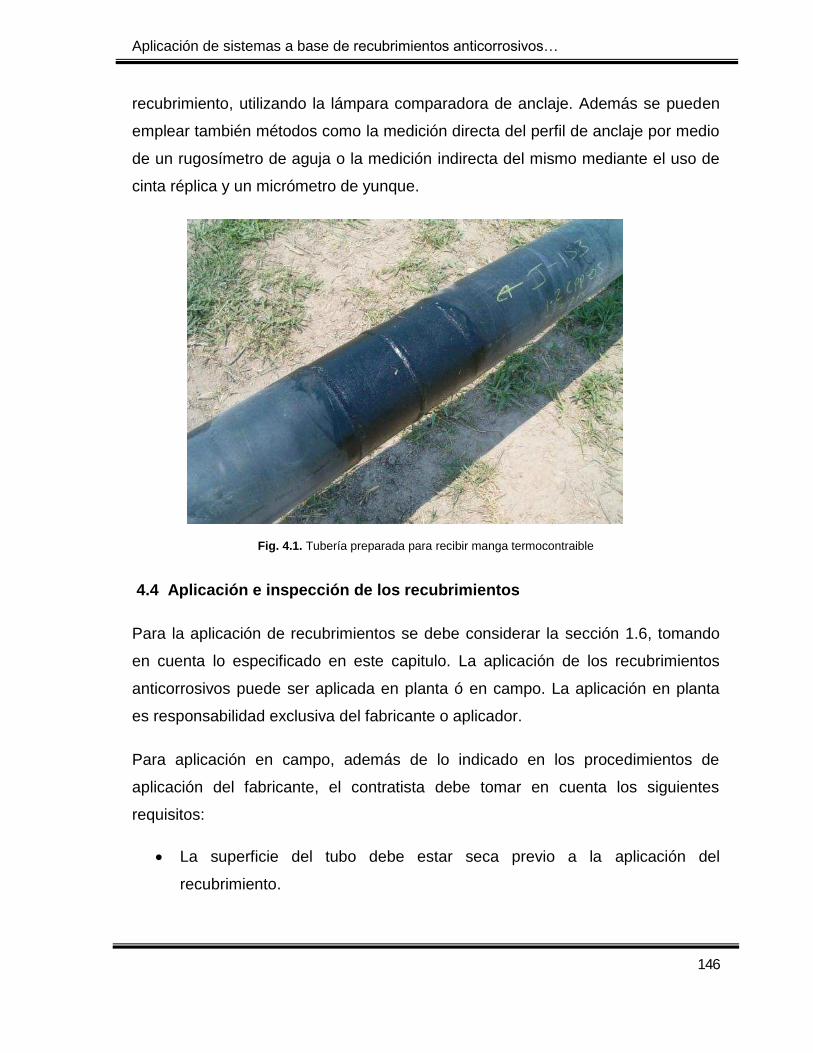
Aplicación de sistemas a base de recubrimientos anticorrosivos…
146
recubrimiento, utilizando la lámpara comparadora de anclaje. Además se pueden
emplear también métodos como la medición directa del perfil de anclaje por medio
de un rugosímetro de aguja o la medición indirecta del mismo mediante el uso de
cinta réplica y un micrómetro de yunque.
Fig. 4.1. Tubería preparada para recibir manga termocontraible
4.4 Aplicación e inspección de los recubrimientos
Para la aplicación de recubrimientos se debe considerar la sección 1.6, tomando
en cuenta lo especificado en este capitulo. La aplicación de los recubrimientos
anticorrosivos puede ser aplicada en planta ó en campo. La aplicación en planta
es responsabilidad exclusiva del fabricante o aplicador.
Para aplicación en campo, además de lo indicado en los procedimientos de
aplicación del fabricante, el contratista debe tomar en cuenta los siguientes
requisitos:
La superficie del tubo debe estar seca previo a la aplicación del
recubrimiento.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
147
Tiempo máximo para recubrir en campo. El tiempo máximo entre la limpieza
y la protección de la superficie metálica depende de las condiciones
climatológicas, pero nunca debe ser mayor de 4 horas.
No se permite el uso del material de recubrimiento que este contaminado
con sustancias extrañas o que no conserven sus propiedades físicas y
químicas originales.
Cada extremo de la tubería debe quedar sin recubrir hasta una distancia de
30.48 cm (1 pie) del extremo, para facilitar las maniobras, alineación y
soldadura de juntas.
En los accesorios, cuando sea posible y las dimensiones lo permitan, cada
extremo debe quedar libre de recubrimiento como mínimo 15.24 cm (6
pulgadas).
El contratista, debe proporcionar al personal de Supervisión (Cliente) las
previsiones, cuidados en el manejo de la tubería y sus accesorios; durante
el proceso de aplicación del recubrimiento, a fin de evitar daños al mismo,
conforme a las instrucciones y especificaciones del fabricante.
El curado se debe llevar a cabo conforme las especificaciones del
fabricante del producto utilizado, es decir, se deben respetar los tiempos de
curado entre capa y capa.
Cuidados posteriores a la aplicación. La tubería recubierta no debe
exponerse a la intemperie por periodos de tiempo que excedan los
especificados por el fabricante, sin que el recubrimiento pierda sus
propiedades protectoras.
La distancia entre soportes o apoyos de la tubería recubierta no debe
exceder la distancia especificada por el fabricante, para evitar pandeo,
deflexión y esfuerzos que provoquen daños al recubrimiento.
El inspector debe suspender las actividades de aplicación del recubrimiento,
cuando observe desviaciones a los procedimientos, no cumplimiento de los
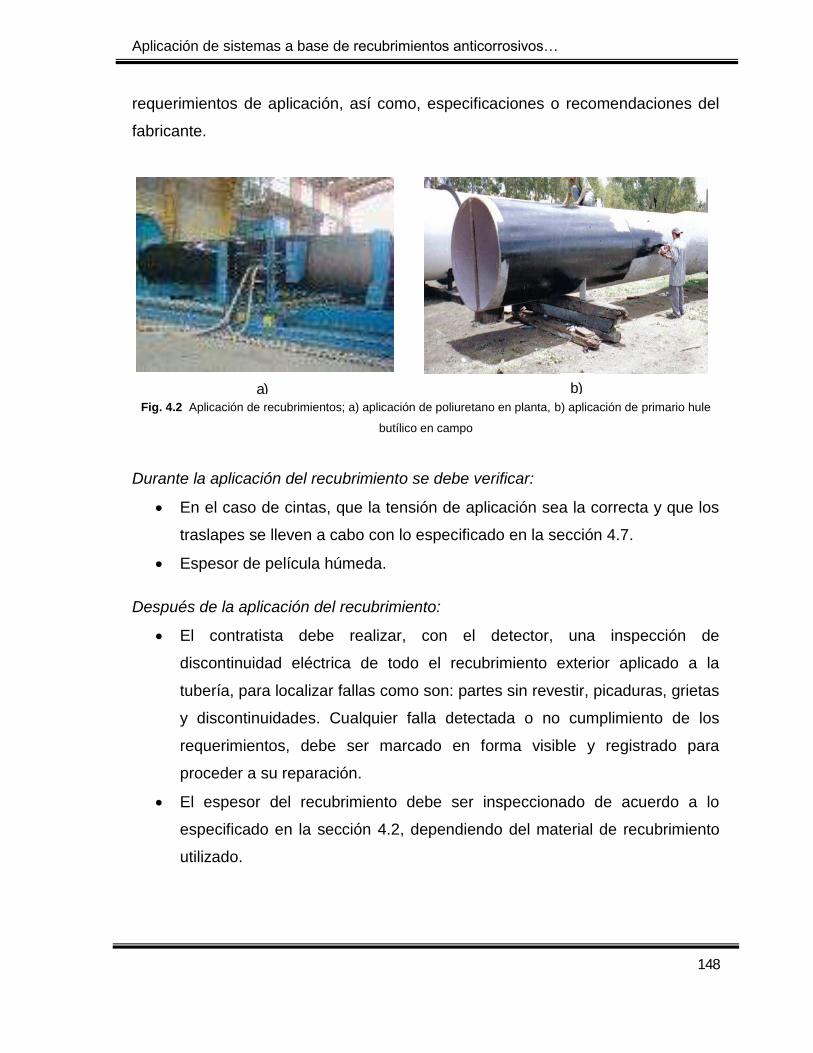
Aplicación de sistemas a base de recubrimientos anticorrosivos…
148
requerimientos de aplicación, así como, especificaciones o recomendaciones del
fabricante.
Fig. 4.2 Aplicación de recubrimientos; a) aplicación de poliuretano en planta, b) aplicación de primario hule
butílico en campo
Durante la aplicación del recubrimiento se debe verificar:
En el caso de cintas, que la tensión de aplicación sea la correcta y que los
traslapes se lleven a cabo con lo especificado en la sección 4.7.
Espesor de película húmeda.
Después de la aplicación del recubrimiento:
El contratista debe realizar, con el detector, una inspección de
discontinuidad eléctrica de todo el recubrimiento exterior aplicado a la
tubería, para localizar fallas como son: partes sin revestir, picaduras, grietas
y discontinuidades. Cualquier falla detectada o no cumplimiento de los
requerimientos, debe ser marcado en forma visible y registrado para
proceder a su reparación.
El espesor del recubrimiento debe ser inspeccionado de acuerdo a lo
especificado en la sección 4.2, dependiendo del material de recubrimiento
utilizado.
a) b)
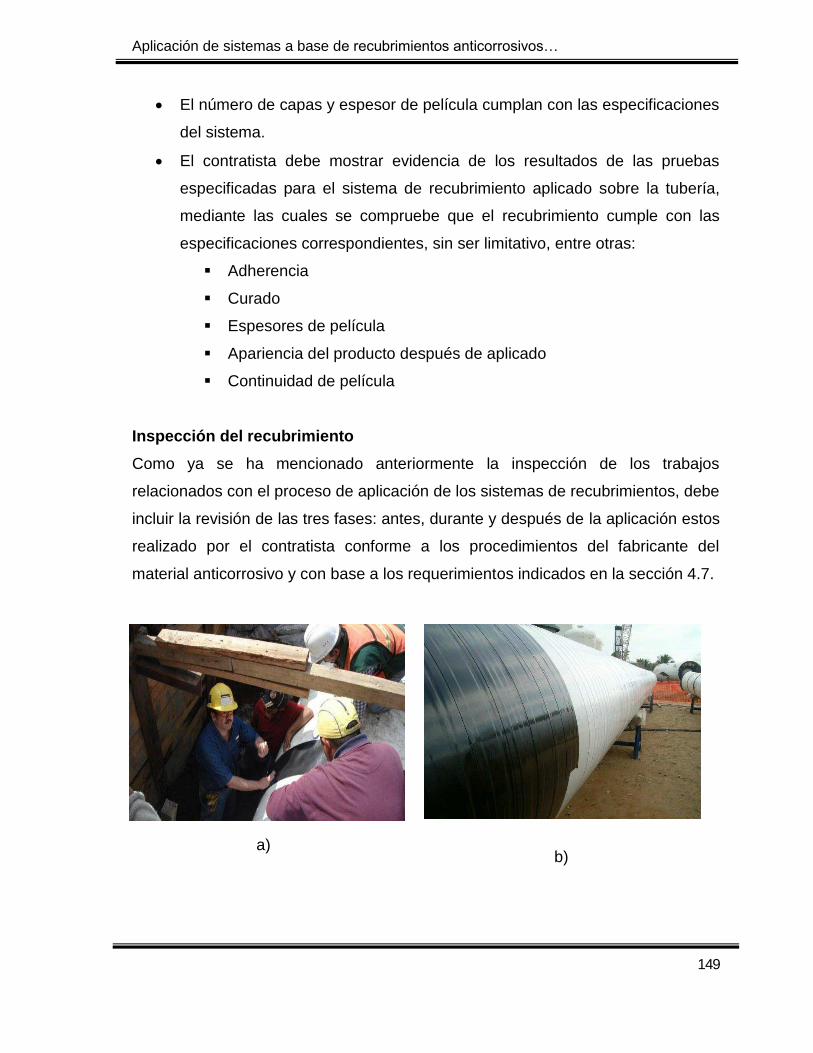
Aplicación de sistemas a base de recubrimientos anticorrosivos…
149
El número de capas y espesor de película cumplan con las especificaciones
del sistema.
El contratista debe mostrar evidencia de los resultados de las pruebas
especificadas para el sistema de recubrimiento aplicado sobre la tubería,
mediante las cuales se compruebe que el recubrimiento cumple con las
especificaciones correspondientes, sin ser limitativo, entre otras:
Adherencia
Curado
Espesores de película
Apariencia del producto después de aplicado
Continuidad de película
Inspección del recubrimiento
Como ya se ha mencionado anteriormente la inspección de los trabajos
relacionados con el proceso de aplicación de los sistemas de recubrimientos, debe
incluir la revisión de las tres fases: antes, durante y después de la aplicación estos
realizado por el contratista conforme a los procedimientos del fabricante del
material anticorrosivo y con base a los requerimientos indicados en la sección 4.7.
b) a)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
150
fig. 4.3 Aplicación de recubrimientos: a) aplicación de mangas, b) recubrimiento anticorrosivo y mecánico c)
aplicación de protección mecánica, sistema de rolado, d) tubería con alquitrán
4.5 Rehabilitaciones del recubrimiento exterior de ductos
El sistema de recubrimiento que se utilice en la rehabilitación debe ser compatible
con el recubrimiento existente, además de soportar un potencial máximo de
polarización lo más cercano posible al del recubrimiento existente; dichas
rehabilitaciones, se deben realizar conforme al procedimiento y equipo propuesto
por el fabricante del material anticorrosivo.
En el caso de tubería en rehabilitación, juntas o parches, se debe de tomar en
cuenta que los residuos o materiales utilizados no dañen el entorno ecológico
(suelo, aire, agua, animales, etc.) para lo cual, el recubrimiento seleccionado y el
tipo de aplicación, se deben apegar a las regulaciones locales, estatales o
federales en materia de protección ambiental. Esta responsabilidad compete al
fabricante, contratista, aplicador e inspector.
d) c)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
151
4.6 Manejo, almacenamiento y traslado de la tubería recubierta
La mayor parte de los daños a los recubrimientos anticorrosivos de las tuberías
son ocasionados durante su manejo, almacenamiento, traslado, colocación en
zanja, izaje y montaje, por lo que la inspección en todas las maniobras debe ser
rigurosa.
a) La zanja debe estar de acuerdo a las especificaciones del cliente.
b) Los equipos para realizar las maniobras deben ser los especificados por el
fabricante.
c) Deben existir los accesorios necesarios para el manejo de tuberías
recubiertas.
d) Las maniobras deben ser realizadas por personal calificado en este trabajo.
e) El material para relleno de la zanja debe cumplir con la normatividad
vigente.
La tubería y accesorios deben ser manejados de tal forma que se prevengan
daños al recubrimiento anticorrosivo y a los biseles. En caso de ocurrir algún daño
al recubrimiento, causado por el manejo inadecuado o por cualquier otra
operación, este debe ser reparado por el contratista, conforme al procedimiento de
reparación autorizado o el indicado por el fabricante.
El almacenamiento en patio, debe estar de acuerdo con las prácticas de
transporte, manipuleo y almacenamiento del contratista. Asimismo, se debe
considerar suficiente espacio, acolchonamiento, cantidad de camas, para prevenir
daños a la tubería y al recubrimiento.
Las actividades para el traslado deben considerar la mano de obra, maquinaria,
equipo y herramientas propuestos por el contratista para su transporte por tracto-
camión, ferrocarril o barcaza, según sea el caso, debiéndose proteger el
recubrimiento anticorrosivo adecuadamente, conforme a las instrucciones y
prácticas recomendadas API-RP-5L1 y API-RP-5LW.
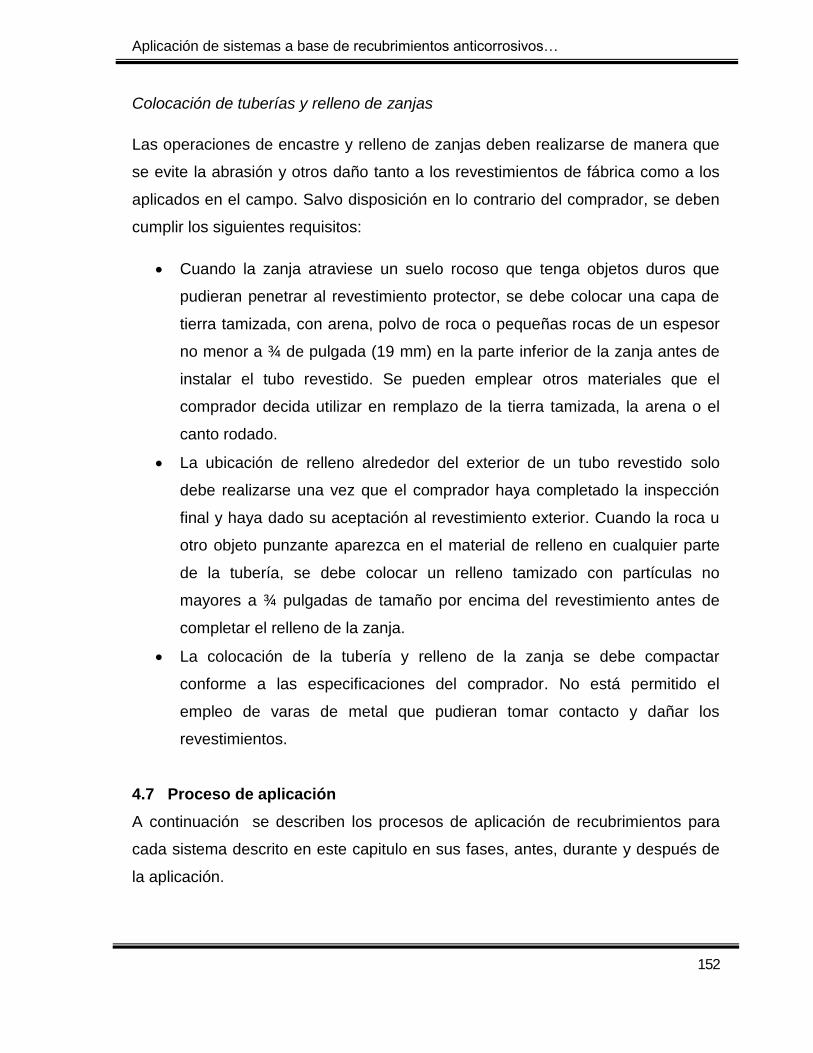
Aplicación de sistemas a base de recubrimientos anticorrosivos…
152
Colocación de tuberías y relleno de zanjas
Las operaciones de encastre y relleno de zanjas deben realizarse de manera que
se evite la abrasión y otros daño tanto a los revestimientos de fábrica como a los
aplicados en el campo. Salvo disposición en lo contrario del comprador, se deben
cumplir los siguientes requisitos:
Cuando la zanja atraviese un suelo rocoso que tenga objetos duros que
pudieran penetrar al revestimiento protector, se debe colocar una capa de
tierra tamizada, con arena, polvo de roca o pequeñas rocas de un espesor
no menor a ¾ de pulgada (19 mm) en la parte inferior de la zanja antes de
instalar el tubo revestido. Se pueden emplear otros materiales que el
comprador decida utilizar en remplazo de la tierra tamizada, la arena o el
canto rodado.
La ubicación de relleno alrededor del exterior de un tubo revestido solo
debe realizarse una vez que el comprador haya completado la inspección
final y haya dado su aceptación al revestimiento exterior. Cuando la roca u
otro objeto punzante aparezca en el material de relleno en cualquier parte
de la tubería, se debe colocar un relleno tamizado con partículas no
mayores a ¾ pulgadas de tamaño por encima del revestimiento antes de
completar el relleno de la zanja.
La colocación de la tubería y relleno de la zanja se debe compactar
conforme a las especificaciones del comprador. No está permitido el
empleo de varas de metal que pudieran tomar contacto y dañar los
revestimientos.
4.7 Proceso de aplicación
A continuación se describen los procesos de aplicación de recubrimientos para
cada sistema descrito en este capitulo en sus fases, antes, durante y después de
la aplicación.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
153
Base de brea de alquitrán de hulla
Antes de la aplicación
La caldera debe tener indicador de temperatura por lo menos de 0 a 350
ºC, sistema de agitación que permita mantener el material homogenizado
cuando ésta se encuentre en operación.
El equipo para aplicar el primario (pistola de aire, brochas o rodillos) debe
estar limpio.
Cuando el primario se aplique por aspersión, se recomienda una presión de
operación de 3.0 a 5.0 kg/cm².
La caldera debe tener un filtro en la salida para retener partículas mayores
a 1.59mm.
El sistema de alimentación de tubos (tren de rodillos) debe estar despejado,
debe girar en la dirección correcta y a la velocidad adecuada de acuerdo al
diámetro de tubería.
Las boquillas distribuidoras de esmalte caliente deben estar libres de
taponamiento.
El equipo detector de discontinuidad (Holiday Detector) debe estar
calibrado y en condiciones de operación.
El material abrasivo (granalla de acero o arena) debe cumplir con lo
especificado por el fabricante del recubrimiento.
Durante la aplicación
Los rollos de fibras de refuerzo deben aplicarse en forma helicoidal sin
arrugas y con traslape según lo especificado por el fabricante.
Las boquillas distribuidoras de esmalte caliente no deben estar taponadas.
El indicador de temperatura debe estar funcionando correctamente.
Los rodillos del tren de alimentación de tubos deben estar girando
correctamente.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
154
El sistema de agitación de la caldera debe mantenerse operando durante la
aplicación del esmalte.
Después de la aplicación
La tubería debe almacenarse apoyada en los extremos por madera o sacos
de arena.
Limpiar el equipo de aplicación del primario después de la jornada de uso.
Se recomienda que la caldera quede sin material al terminar la jornada de
aplicación, en caso contrario se recomienda bajar la temperatura del
esmalte sobrante hasta tener entre 140 y 160 º C agitando 10 minutos cada
2 horas.
No exponer la tubería a la intemperie por más de 30 días sin protección
contra rayos ultravioleta.
La zanja no debe contener agua ni piedras o material que pueda dañar el
recubrimiento al momento de bajar la tubería.
Epóxicos en polvo adheridos por fusión
Antes de la aplicación
Número de componentes: 1
Cumplir los requerimientos especificados: Tablas 4.5
Durante la aplicación
Humedad relativa: máximo 40%
Preparación superficial : SSPC-SP10/NACE2 ó equivalente (tabla 1.3)
Temperatura de aplicación: Metal: 232 a 253 °C
No. de capas: 1
Equipo de aplicación: Pistolas electrostáticas corona, Planta de
recuperación.
Detección eléctrica de defectos, espesor: tabla 4.6.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
155
Epóxicos líquidos de altos sólido
Antes de la aplicación
Número de componentes: 2; ( resina base 3 partes y endurecedor 1 parte ,
por volumen )
Vigencia y fecha de caducidad: 1 año; almacenado entre 15°C y 40°C, en
área cubierta y sin humedad.
Vida útil (Pot life): Una vez mezclados los componentes para aplicar, se
dispone de 7 a 15 minutos.
Preparación de superficie: Limpieza a metal grado Nace 2, SIS SA 2 1/2,
SSPC-SP10 ó equivalente (tabla 1.3); Perfil de anclaje 50-100 micrones (2
– 4 mils )
En el caso de uso para juntas soldadas, adicional a limpieza de superficie
del metal, deberá limpiarse la superficie del recubrimiento adyacente.
Precalentamiento adecuado de la superficie, con medio no contaminante;
puede ser por medio eléctrico o con antorcha a gas.
Debe cumplir los requerimientos especificados: Tablas 4.7 y 4.8
Durante la aplicación
Humedad relativa: máximo 90% y 3°C arriba de punto de condensación de
humedad.
Temperatura en superficie para aplicación : entre 10°C y 100°C
Numero de capas: 2 ó 3; aplicadas a intervalos no mayores a 20 minutos a
100°C ó no mayor a 2 horas cuando se aplica a 23°C.
Equipo de aplicación: Rodillo cojinete cuando se usa la versión de
aplicación manual. Equipo air-less Graco Hydra-Cat para aplicación spray.
Se verifica espesor de película húmeda para garantizar 0.5 mm mínimo.
Espesor máximo de aplicación de una pasada sobre superficie vertical de
1.0 a 1.25 mm.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
156
Después de la aplicación
Inspección visual: Comprobar cobertura adecuada y verificar espesores.
Reposo: 4 horas a 23°C antes de manejar la tubería o tapar con relleno de
zanja.
Detección eléctrica de defectos: Con detector Holiday a máximo 100 volts
por milésima.
Almacenamiento a intemperie de tubería recubierta: Recomendable
cubrirla de los rayos del sol.
Reparación de áreas: limpiar el área y lijar antes de aplicar el material,
versión manual, para áreas menores. Para áreas mayores: se “rafaguea”
con sand-blast, seguido de cepillado para remover polvo, para proceder a
aplicar con equipo airless-spray. En ambos casos, sólo sobre superficie
seca.
Polietileno extruidos tricapa
Número de componentes: 2 ó 3
Tamaño de partícula: Debe cumplir los requerimientos especificados, Tabla
4.9
Preparación superficial: SSPC-SP10/NACE2 ó equivalente. ( tabla 1.3)
No de capas: 2 ó 3
Detección eléctrica de defectos, tabla 4.13.
Espesor ( tabla 4.14)
Polipropileno extruido tricapa
Número de componentes: 2 ó 3
Debe cumplir los requerimientos especificados: Tablas 4.15
Preparación superficial: SSPC-SP10/NACE2 ó equivalente. Tabla 1.3
No de capas: 2 ó 3
Detección eléctrica de defectos: tabla 4.18
espesor tabla 4.19.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
157
Cintas de poliolefinas
Antes de la aplicación
Número de componentes: 3
Debe cumplir los requerimientos especificados: Tablas 4.20. a 4.22.
Preparación superficial: SSPC-SP6 ó equivalente Mínimo, tabla 1.3
Durante la aplicación
Humedad relativa: máximo No afecta
Temperatura de aplicación: Ambiente: 2.8 ºC sobre el Punto de rocío.
No de capas: 2, 3 ó mas
Equipo de aplicación: brocha rodillo o equivalente, máquina aplicadora de
cinta de tensión constante.
Traslape: 25.4 mm (1”) promedio y nunca inferior a (3/4”)
Tensión: Suficiente para producir al menos 1% de estrechamiento.
Después de la aplicación
Detección eléctrica de defectos, tabla 4.23.
Traslape 25.4 mm (1”)
Espesor (tabla 4.24)
Prueba de Pelado: 21.9 N/10-mm-ancho (200 oz/pulg.-ancho
Cintas y mangas termocontraibles
Antes de la aplicación
Número de componentes: Para Cintas : 2 ( Adhesivo y Respaldo ); Para
Mangas : 3 ( Adhesivo, Respaldo y Cierre ); Para Manga Tri-capa : 5 (
Adhesivo, Respaldo, Cierre , Epóxico primario parte “A” y Epóxico primario
parte “B” )
Debe almacenarse cubierto en lugar libre de humedad y a no más de 40 °C.
Cumplir los requerimientos especificados: Tablas 4.25 - 4.27

Aplicación de sistemas a base de recubrimientos anticorrosivos…
158
Preparación de superficie: Limpieza a metal blanco, grado SIS SA 21/2,
SSPC-SP10 ó equivalente. Tabla 1.3.
En el caso de mangas, adicional a limpieza de superficie del metal, deberá
limpiarse la superficie del recubrimiento adyacente.
La superficie del tubo debe estar seca previo a la aplicación del
recubrimiento
Precalentamiento adecuado de la superficie, con medio no contaminante.
Puede ser por medio eléctrico o con antorcha a gas.
Durante la aplicación
Humedad relativa: No afecta
No debe aplicarse durante lluvia.
Temperatura de aplicación, Precalentamiento de tubería de acero: Para
adhesivos de 60°C, se precalienta a 140°C; adhesivos de 80°C, se
precalienta a 180°C; adhesivos de 120°C, se precalienta a 220°C.
Para mangas termocontráibles : durante instalación, deberá aplicarse dosis
de calor de contracción gradual y uniforme en toda la superficie, para
garantizar adhesión
No de capas: 2 para cintas termocontráctiles, 2 para mangas
termocontráctiles, 3 para mangas tri-capa
Equipo de aplicación: Las cintas y mangas termocontráctiles pueden
aplicarse en planta o en campo con el siguiente equipo :
Limpieza : Sand-blast o Shot –blast
Precalentamiento : Eléctrico o con gas
Encintado: Con control de tensión de cinta.
Después de la aplicación
Inspección visual : Comprobar adhesión correcta en traslapes, verificar no
existencia de aire atrapado
Aplicación de sistemas a base de recubrimientos anticorrosivos…
159
Reposo: La tubería recubierta con cintas y mangas termocontráibles deberá
enfriarse hasta temperatura ambiente, antes de ser manejada o cubierta
con relleno en zanja.
Detección eléctrica de defectos Con detector Holiday a 10,000 volts.
Espesor (tabla 4.27)
Almacenamiento a intemperie de tubería recubierta: Recomendable cubrirla
de los rayos del sol.
Ceras microcristalinas de petróleo
Antes de la aplicación
Aplicación en frío. Verificar que en el interior de las latas de primario no
exista agua ni polvo
Aplicación en caliente. Verificar que el recipiente destinado para precalentar
el material se encuentre completamente limpio y libre de contaminación. El
material que se presenta en bloques o cubos sólidos, se debe mantener a
una temperatura constante de 100 ° C en verano y 170° C en invierno.
Verificar la existencia y cantidad necesaria de primario, así como de cinta
anticorrosiva y protección mecánica.
Verificar que los materiales no se encuentren contaminados con polvo,
arena, agua y cualquier otra sustancia extraña.
No estibar más de 20 camas en latas de primario, no más de 10 camas en
cajas de cinta de cera y no más de 15 camas en cajas de protector
mecánico.
Verificar que el ancho de los rollos tanto en cinta anticorrosiva como en
protector mecánico sea el indicado para el diámetro de la tubería a recubrir.
Seleccionar adecuadamente los materiales que componen el sistema de
ceras microcristalinas de petróleo, de acuerdo con el tipo de tubería, ya que
varían los sistemas para tubería enterrada y otro para tubería expuesta.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
160
Durante su almacenaje todos los materiales se deberá evitar el contacto
directo con los rayos solares, el calor excesivo, así como conservarse en un
lugar fresco y seco.
Durante la aplicación
Limpiar la superficie metálica conforme a lo especificado al procedimiento
de preparación de superficies SSPC-SP 2 ó equivalente. Si la superficie
está mojada, quitar el exceso de agua con un trapo (o similar).
Aplicar manualmente una capa fina y transparente de primario en toda la
superficie metálica a proteger. El exceso de aplicación de primario no afecta
el rendimiento del recubrimiento en su conjunto.
Efectuar inspección visual para asegurar que no existen superficies sin
aplicación de cinta. Si este fuera el caso, proteger los huecos con “pedazos”
de otro rollo del mismo material. Poner especial énfasis en la “panza” del
tubo. La cinta para protección mecánica no requiere de tiempo de curado o
secado.
Si se considera necesario, repetir el punto 2 en los sitios en donde la
inspección visual indique falta de primario. El primario no requiere de
tiempo de curado o secado.
Aplicar la protección anticorrosiva en forma de cinta alrededor del tubo, en
forma de espiral con un traslape mínimo de 1 pulg. (2.5 cm).
En caso de existir recubrimiento anterior, se deberá efectuar un traslape
con este de al menos 1 pie, para diámetros de hasta 10”; de 2 pies hasta
20”; de 3 pies en diámetros mayores. La cinta anticorrosiva no requiere de
tiempo de curado o secado.
Para aplicación en caliente, aplicar el recubrimiento en caliente, vertiendo
manualmente o con máquina aplicadora una capa fina y uniforme de
primario utilizando el método de bandeo.
Pasar la palma de la mano en los traslapes para “suavizar” estos, tratando
de “expulsar” el aire que pudiera quedar atrapado en los mismos. Al
Aplicación de sistemas a base de recubrimientos anticorrosivos…
161
terminar la aplicación de un rollo en su totalidad, traslapar el siguiente con
el inmediato anterior en al menos 4 pulg. (10 cm).
Repetir esta operación hasta proteger la superficie en su totalidad, en caso
necesario, lograr el traslape con el recubrimiento anterior, si este fuera el
caso.
Aplicar la protección mecánica final alrededor del tubo, encima de la cinta
anterior, en forma de espiral con un traslape mínimo de 1 pulg. (2.5 cms.).
Esta cinta deberá cubrir completamente a la protección anticorrosiva
previamente aplicada. La cinta para protección metálica no requiere de
tiempo de curado o secado.
Después de la aplicación
Realizar prueba de detección de defectos de acuerdo a la tabla 4.32.
Mantener cerradas las latas después de ser utilizadas solo si contienen
primario y los rollos sobrantes tanto de cinta anticorrosiva como de
protección mecánica, para evitar contaminación rellenar zanja teniendo
cuidado de no golpear o dañar el recubrimiento con las herramientas, ya
sea manuales o con la pala mecánica.
Los desechos de los materiales antes mencionados podrán desecharse en
un basurero común, ya que no son biodegradables, no causan ningún daño
al medio ambiente y el usuario o aplicador.
Base de poliuretanos
Antes de la aplicación
Número de componentes: 2
Tamaño de partícula: requerimientos especificados, Tablas 4.33.
Preparación superficial: SSPC-SP6 ó equivalente, Tabla 1.3.
No aplicar sobre superficies húmedas o heladas

Aplicación de sistemas a base de recubrimientos anticorrosivos…
162
Durante la aplicación
Humedad relativa: máximo 60%
Temperatura de aplicación: Metal, 20 a 80 °C
No de capas: 2 (20 mils cada una)
Equipo de aplicación: Equipo airless relación 30:1con boquilla 535 mínimo
Detección eléctrica de defectos, espesor. tabla 4.34.
4.8 Evaluación de los sistemas de recubrimientos
En todos los casos, los sistemas de recubrimientos deben ser sometidos a una
evaluación que involucre tres etapas generales: respaldo documental, pruebas de
laboratorio y pruebas de campo. El recubrimiento debe ser rechazado en caso de
no cumplir con este requisito o si los resultados de la evaluación no son
plenamente satisfactorios.
El cliente puede en un momento determinado corroborar la información entregada
por el fabricante o proveedor mediante la obtención de una muestra del material
suministrado la cual enviará con un laboratorio acreditado, y de no cumplir con lo
especificado en los requerimientos mínimos de aceptación para el material
correspondiente este será rechazado, independientemente de que el proveedor
haya entregado la evidencia que soporte el cumplimiento de la especificación.
Respaldo documental
El personal debe revisar, analizar la información técnica de respaldo referente a
las especificaciones, control de calidad y funcionalidad del sistema de
recubrimiento. Esta información y evidencias documentales deben ser
proporcionadas por el fabricante, proveedor o contratista. La información debe
incluir lo siguiente:
Especificaciones:
Tipo genérico de recubrimiento.
Descripción y número de componentes.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
163
Porcentaje de sólidos en volumen.
Durabilidad estimada del sistema.
Espesor de capa seca, número de capas y rendimiento teórico.
Relación de mezcla y tiempo de vida útil de la mezcla.
Tiempo de caducidad.
Contenido de compuestos orgánicos volátiles.
Temperatura de aplicación y servicio.
Preparación de superficie requerida.
Porcentaje de humedad relativa en la aplicación.
Equipos de aplicación.
Apariencia del producto, disponibilidad de colores.
Aspectos de seguridad, salud y protección ambiental.
Aspectos de mantenimiento o rehabilitación.
Aspectos de almacenamiento y manejo.
Control de calidad.
El fabricante debe proporcionar un certificado actualizado (no mayor a 12
meses) en el que garantice que sus productos cumplen con los requerimientos
mínimos de aceptación especificados en la sección 4.2, dependiendo del
sistema.
Funcionalidad del sistema
El fabricante debe proporcionar evidencias de los resultados históricos del
desempeño en campo del sistema de recubrimiento propuesto, indicando entre
otros aspectos los siguientes:
Subsidiarias, dependencias o compañías donde se aplicó el sistema.
Tipo de instalaciones protegidas.
Condiciones de exposición y servicio de las instalaciones protegidas.
Especificaciones del sistema aplicado.
Lugar y fecha de aplicación del sistema.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
164
Reportes de evaluación y seguimiento del sistema.
Mantenimiento y rehabilitación del sistema.
Evaluación en laboratorio
El fabricante o contratista debe contar con la evidencia de las pruebas de control
de calidad del sistema de recubrimiento aplicado a la tubería, indicando
invariablemente, los resultados, parámetros de aceptación así como los métodos
de prueba correspondientes; incluyendo el laboratorio, fecha y lugar en el que se
realizaron. Lo anterior para confirmar la información técnica de respaldo.
Evaluación en campo
El fabricante o contratista debe contar con la evidencia de la funcionalidad del
sistema de recubrimiento, bajo condiciones de exposición similares a las de la
tubería por proteger. La evidencia debe incluir como mínimo lo siguiente:
Datos de la instalación (Ø, longitud, enterrada, interfase, etc.)
Tipo de recubrimiento
Dependencia a cargo de la instalación
Fecha de aplicación
Resultados de desempeño
Registros de seguimiento
Anexos (fotografías, cartas de satisfacción de clientes, pedidos, etc.)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
165
CAPITULO V
PRUEBAS REQUERIDAS PARA INSPECCIÓN
Aplicación de sistemas a base de recubrimientos anticorrosivos…
166
5.1 Pruebas de laboratorio
Los sistemas de recubrimientos indicados en este trabajo deben ser acompañados
de un informe de pruebas que deben ser emitido por un laboratorio externo y
especializado, acreditado ante Ema, el cual debe contener invariablemente los
resultados de todas las pruebas descritas.
Para cada lote de producto que suministre, sea primario, enlace ó acabado, el
fabricante debe emitir y entregar un reporte de los resultados de los análisis
realizados.
Pruebas de adhesión
El ingeniero de control de calidad realiza la inspección con peine de ranuras a los
sistemas aplicados por aspersión, colocando el peine sobre la superficie limpia a
inspeccionar el cual constara de seis cuchillas distantes entre si de un milímetro
para espesores totales hasta de 2.0 milésimas; de dos milímetros para espesores
entre 2.0 a 10.0 milésimas; para espesores superiores debe utilizarse una
separación entre cuchillas de tres milímetros. Se efectuara cortes paralelos a
través del recubrimiento en una dirección y otra serie de cortes transversales para
formar 25 cuadros. El peine de ranuras debe colocarse siempre sobre películas
secas, asegurarse de que todos los cortes lleguen hasta el sustrato sin penetrar
en el mismo, una vez realizado el enrejado se remueve el material sobrante
durante el corte, se coloca una cinta adhesiva sobre el mismo enrejado
procediendo a despegarla rápidamente y de un solo movimiento.
Si no se cuenta con peine de ranuras se podrán realizar los cortes con una navaja
o cutter, conservando siempre el mismo espacio según el espesor del
recubrimiento.
El porcentaje de área desprendida permisible es hasta un 5% del área de los 25
cuadros

Aplicación de sistemas a base de recubrimientos anticorrosivos…
167
La determinación de la adhesión se debe realizar aplicando el procedimiento “A”
del método ASTM D-3359 ó equivalente.
Informe.
El informe de resultados debe contar por lo menos con lo siguientes datos:
a) Identificación completa del elemento a inspeccionar.
b) El área inspeccionada.
c) Recubrimiento aplicado.
d) Espesor del recubrimiento.
e) Modelo, marca tipo, No de serie del equipo utilizado.
f) Identificación completa de las condiciones encontradas.
g) Nombre y firma del inspector.
Criterios de aceptación
Los defectos mencionados en la tabla 1.10 y 1.11 no se aceptan ni un porcentaje
por mínimo que sean y deben repararse lo más pronto posible.
Sólidos en Volumen
En caso de considerarse necesario la determinación de sólidos por volumen, se
debe realizar aplicando el método ASTM D2697 ó equivalente.
Determinación de % de solidos
La determinación del % de sólidos en peso de un recubrimiento nos proporciona el
peso de solventes en la fórmula, con lo cual se determina la cantidad de COVs, en
tanto que la determinación del % de sólidos en volumen, permite calcular el
rendimiento teórico de recubrimiento en m2/l.
El rendimiento teórico de cada producto ó componente del sistema se calculará de
la siguiente forma:

Aplicación de sistemas a base de recubrimientos anticorrosivos…
168
RENDIMIENTO TEÓRICO = Área de recubrimiento X (% sol X Vol.) / Espesor
(milésimas) X 100
El área de recubrimiento se refiere a los metros cuadrados (39.4 m2/litro) que tiene
de rendimiento cada componente conteniendo 100 % de sólidos en volumen,
aplicado a 1 milésima de espesor de película seca.
Resistencia a Niebla Salina
La prueba debe efectuarse siguiendo el procedimiento indicado en el método
ASTM B-117, última revisión ó equivalente.
Resultados: Al término del tiempo de exposición, el espécimen debe ser
inspeccionado conforme a los métodos descritos a continuación, considerando
que la aparición de alguna falla será motivo de rechazo:
Tabla 5.1. Método de prueba de resistencia a niebla salina
Falla Método ASTM ó equivalente
Corrosión bajo película D 610
Ampollamiento D 714
Agrietamiento D 661
Descascaramiento D 772
Resistencia a humedad relativa de 100 %
La prueba debe efectuarse siguiendo el método ASTM D-2247, última revisión ó
equivalente.
Resultados: Al término del tiempo de exposición, el espécimen debe ser
inspeccionado conforme a los métodos abajo designados considerando que la
aparición de cualquier falla será motivo de rechazo.
Tabla 5.2. Método de prueba de resistencia a humedad relativa de 100%
Falla Método ASTM ó equivalente
Corrosión bajo película D 610
Ampollamiento D 714
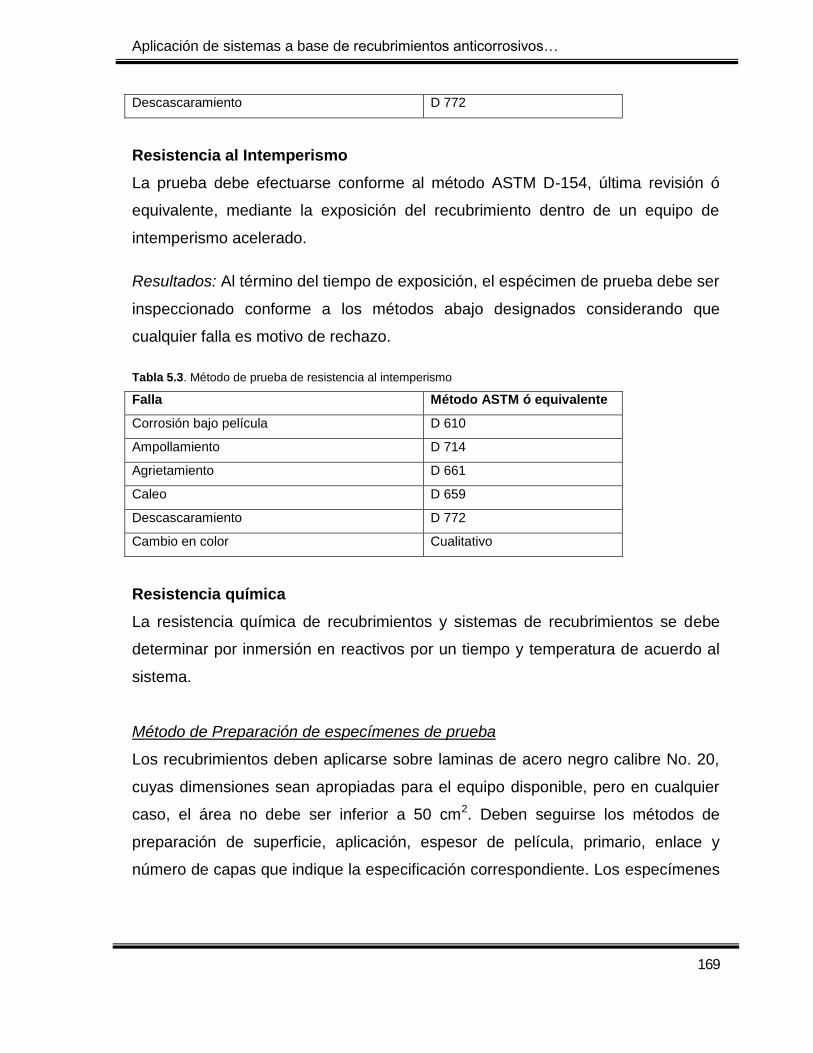
Aplicación de sistemas a base de recubrimientos anticorrosivos…
169
Descascaramiento D 772
Resistencia al Intemperismo
La prueba debe efectuarse conforme al método ASTM D-154, última revisión ó
equivalente, mediante la exposición del recubrimiento dentro de un equipo de
intemperismo acelerado.
Resultados: Al término del tiempo de exposición, el espécimen de prueba debe ser
inspeccionado conforme a los métodos abajo designados considerando que
cualquier falla es motivo de rechazo.
Tabla 5.3. Método de prueba de resistencia al intemperismo
Falla Método ASTM ó equivalente
Corrosión bajo película D 610
Ampollamiento D 714
Agrietamiento D 661
Caleo D 659
Descascaramiento D 772
Cambio en color Cualitativo
Resistencia química
La resistencia química de recubrimientos y sistemas de recubrimientos se debe
determinar por inmersión en reactivos por un tiempo y temperatura de acuerdo al
sistema.
Método de Preparación de especímenes de prueba
Los recubrimientos deben aplicarse sobre laminas de acero negro calibre No. 20,
cuyas dimensiones sean apropiadas para el equipo disponible, pero en cualquier
caso, el área no debe ser inferior a 50 cm2. Deben seguirse los métodos de
preparación de superficie, aplicación, espesor de película, primario, enlace y
número de capas que indique la especificación correspondiente. Los especímenes
Aplicación de sistemas a base de recubrimientos anticorrosivos…
170
de prueba se deben acondicionar por 7 días a 298 ± 275 º K (25 ± 2 ºC), antes de
la prueba.
Resultados:
Al término del tiempo de exposición, el espécimen debe inspeccionarse de
acuerdo a la tabla 5.3 considerando que la aparición de cualquier falla es motivo
de rechazo.
Para criterios de aceptación de cualquier prueba mencionada en este capitulo,
consultar las normas de referencia NRF-053-2006 PEMEX, sección 8.5.2, tabla
16, 17.
5.2 Pruebas de campo
Inspección visual
La inspección visual (IV) es sin duda una de las pruebas más ampliamente
utilizada, ya que gracias a esta, uno puede obtener información rápidamente, de la
condición superficial de los materiales que se estén inspeccionando, con el simple
uso del ojo humano.
Durante la IV en muchas ocasiones, el ojo humano recibe ayuda de algún
dispositivo óptico ya sea para mejorar la percepción de las imágenes recibidas por
el ojo humano (anteojos, lupas, etc.) o bien para proporcionar contacto visual en
áreas de difícil acceso, tal es el caso de la IV del interior de tuberías de diámetro
pequeño, en cuyo caso se pueden utilizar baroscopios, ya sean estos rígidos o
flexibles, pequeñas videocámaras, etc.
Es importante marcar que, el personal que realiza IV debe tener conocimiento
sobre los materiales que esté inspeccionando, así como también, del tipo de
irregularidades o discontinuidades a detectar en los mismos. Con esto, podemos
concluir que el personal que realiza IV debe tener cierto nivel de experiencia en la
ejecución de la IV.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
171
El contratista debe realizar una inspección visual con la finalidad de identificar los
defectos típicos, así como las causas y la forma de reparación que se indican en la
Tabla 1.12.
Inspección Eléctrica para la Continuidad
Luego de aplicar correctamente el revestimiento termocontraíble, el constructor
debe llevar a cabo una inspección eléctrica de todas las superficies envueltas con
un detector eléctrico de partes no cubiertas.
Detector: El equipo eléctrico utilizado para probar el revestimiento termocontraíble
en el punto de venta o fábrica y en el campo debe ser portátil, de bajos amperes,
de voltaje ajustable, con detector de superficies no cubiertas por pulso y que sea
capaz de enviar señales auditivas. El detector debe emplear un electrodo con
bovina o un electrodo en abanico.
La energía de entrada primaria será de acuerdo a las especificaciones del
material, y los pulsos mínimos del alto voltaje.
Debido a las variables, tales como la humedad y la temperatura, el voltaje del
detector debe verificarse no menos de dos veces al día, antes de comenzar a
funcionar en la mañana y antes de retomar su funcionamiento por la tarde. Para
asegurase un voltaje de verificación adecuado, se debe apoyar el equipo en forma
adecuada y ajustar el voltaje conforme a las instrucciones que imparte el
fabricante del producto.
Uso del Detector. Luego de verificar el detector en la forma correcta, el electrodo
debe pasarse por sobre la superficie revestida, solo una vez, a una velocidad de
aproximadamente 30-60 pies/minutos (9-18 m/min). Si el electrodo se detiene
mientras se pasa por la superficie recubierta, se debe interrumpir inmediatamente
la corriente del electrodo para evitar dañar el revestimiento.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
172
Detección Dieléctrica de poros o discontinuidades.
El contratista debe realizar la detección dieléctrica de poros en el recubrimiento
aplicando la norma ASTM G 62-87 ó equivalente.
Todas las discontinuidades se indicarán con una chispa eléctrica entre el electrodo
y la superficie de metal y mediante una señal auditiva. El revestimiento
termocontraíble debe pasar la prueba de inspección eléctrica sin que aparezca
ninguna chispa. Cuando aparezca una chispa eléctrica entre el electrodo y la
superficie de metal, se procederá a marcar la discontinuidad con un indicador
adecuado, como ser una tiza o un lápiz de cera a fin de marcar la zona para su
reparación.
El ingeniero de control de calidad coloca el cable de tierra del equipo detector de
continuidad en una parte desnuda de la superficie metálica así mismo el otro cable
lo conecta en el equipo de inspección el cual esta previsto de una alarma la cual
emite un sonido o enciende una luz cuando localice una discontinuidad de la
película (rebabas, poros o áreas no recubiertas).
Realiza la inspección de la pieza o zona recubierta al azar o de acuerdo a los
requisitos del cliente.
Marca cualquier zona que presente discontinuidades, para que sean reparadas.
Informe.
El informe debe de incluir, como mínimo:
a) Nombres y código del sistema anticorrosivo.
b) Nombre y tipo de instrumento usado, así como el tipo de método utilizado.
Criterio de aceptación.
No se debe admitir la presencia de poros o discontinuidades en el sistema de
recubrimientos. En caso de detectarse fallas en el sistema de recubrimientos se
debe realizar las reparaciones.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
173
Fig.5.1 Prueba holiday detector
Medición de espesores
En película húmeda
El contratista debe realizar las mediciones de espesores de película húmeda,
siguiendo las instrucciones de los métodos ASTM D-4414-95 ó equivalente.
En película seca
El contratista debe realizar la medición de los espesores de película seca
aplicando el método establecido en la norma ISO-2366.
El ingeniero de control de calidad verifica que el sistema anticorrosivo haya
terminado todos los procesos hasta el acabado (aplicación de primarios, enlace,
acabados y secado según aplique el tipo de recubrimiento.
Verifica el espesor del sistema colocando el equipo sobre una superficie limpia
donde se haya aplicado el recubrimiento, el cual reflejara el dato del espesor en la
caratula o pantalla del equipo de inspección.
Compara el espesor obtenido con lo requerido por la norma correspondiente, y/o
especificación de la orden de trabajo y/o fabricante para determinar el
cumplimiento, anotando el promedio de los valores obtenidos en el formato de
inspección de protección anticorrosiva.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
174
En caso de otro sistema de recubrimiento especificado se realizara la verificación
conforme lo marque el fabricante.
Número de lecturas.
A causa de la variabilidad normal de instrumento, es necesario tomar diversas
lecturas en cada área de referencia (tres lecturas) para obtener el espesor local. El
número y la distribución de áreas de referencia necesarias para conseguir el
espesor promedio de una superficie con recubrimiento, se describen a
continuación:
Para determinar el espesor de película seca aplicada, el tipo de muestreo y la
cantidad de lecturas se deben hacer de la manera siguiente:
Para superficies menores o iguales a 10 m², se toman 5 niveles de medición al
azar; para formar un nivel de medición se debe trazar un circulo con un diámetro
igual a 4,0 cm; dentro del área del círculo trazado, se toman 3 lecturas al azar,
siendo el promedio simple de estas lecturas el espesor del nivel.
Para áreas que no excedan los 30 m², el área total se divide entre 3 y se debe
aplicar la distribución en cada área de 10 m², de acuerdo a lo establecido para
áreas de 10 m².
Para áreas que no excedan los 100 m², se toman al azar tres áreas de 10 m² cada
una los cuales se deben medir de acuerdo a lo establecido para áreas de 10 m².
Para superficies que excedan los 100 m², los primeros 100 m² se miden de
acuerdo a lo indicado para áreas que no excedan de 100 m²; adicionalmente se
toman 10 m² al azar, los cuales se deben medir de acuerdo a establecido para
áreas de 10 m².
Si algunos de los espesores de alguna área de 10 m² no cumplen con lo
especificado, se deben tomar lecturas adicionales para delimitar el área que
presenta el problema.
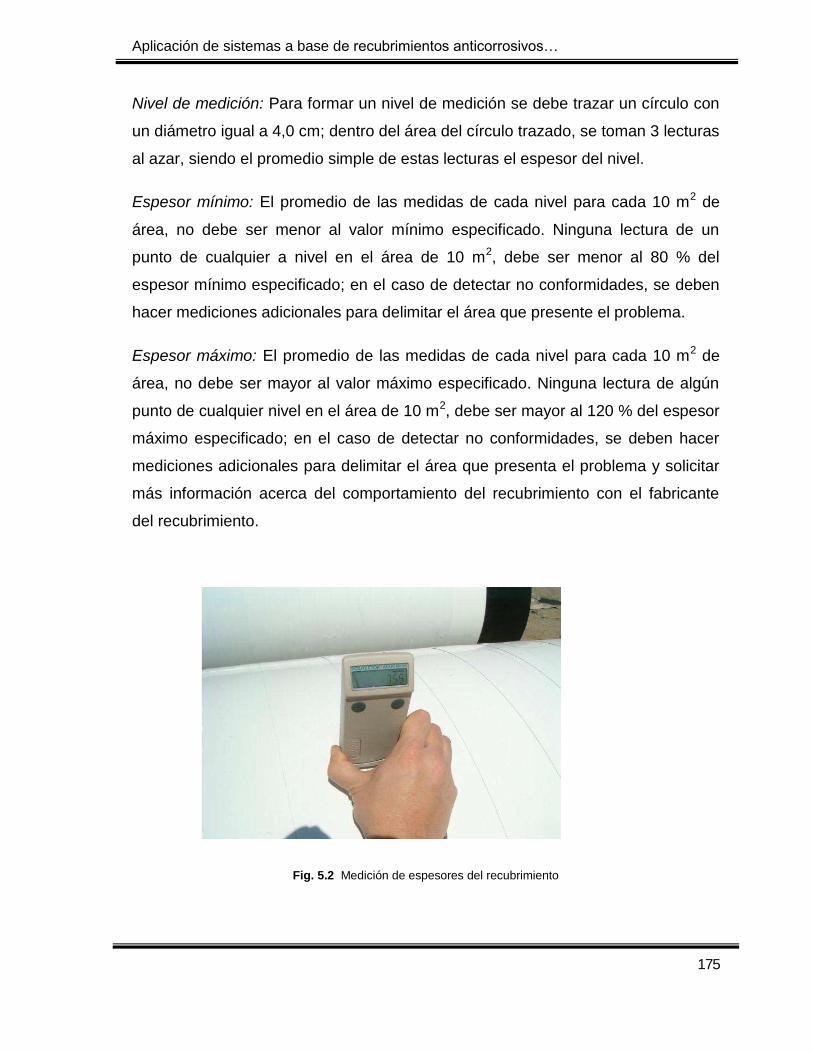
Aplicación de sistemas a base de recubrimientos anticorrosivos…
175
Nivel de medición: Para formar un nivel de medición se debe trazar un círculo con
un diámetro igual a 4,0 cm; dentro del área del círculo trazado, se toman 3 lecturas
al azar, siendo el promedio simple de estas lecturas el espesor del nivel.
Espesor mínimo: El promedio de las medidas de cada nivel para cada 10 m2 de
área, no debe ser menor al valor mínimo especificado. Ninguna lectura de un
punto de cualquier a nivel en el área de 10 m2, debe ser menor al 80 % del
espesor mínimo especificado; en el caso de detectar no conformidades, se deben
hacer mediciones adicionales para delimitar el área que presente el problema.
Espesor máximo: El promedio de las medidas de cada nivel para cada 10 m2 de
área, no debe ser mayor al valor máximo especificado. Ninguna lectura de algún
punto de cualquier nivel en el área de 10 m2, debe ser mayor al 120 % del espesor
máximo especificado; en el caso de detectar no conformidades, se deben hacer
mediciones adicionales para delimitar el área que presenta el problema y solicitar
más información acerca del comportamiento del recubrimiento con el fabricante
del recubrimiento.
Fig. 5.2 Medición de espesores del recubrimiento

Aplicación de sistemas a base de recubrimientos anticorrosivos…
176
Documentación Los registros y documentos deben incluir como mínimo lo siguiente:
a) Los resultados de las pruebas de laboratorio acreditado de acuerdo a la
LFMN.
b) Resultados de las pruebas de campo.
c) Especificaciones de los recubrimientos anticorrosivos utilizados.
d) Contratos de obra pública relacionados con la materia.
e) Planos o croquis de localización de las instalaciones superficiales
intervenidas.
f) Programa de mantenimiento posterior a la aplicación del sistema de
recubrimientos y su seguimiento.
g) Seguimiento de los resultados de la funcionalidad del sistema aplicado.
h) El licitante debe incluir en su propuesta técnica documento legible del
sistema de gestión de calidad NMX-CC-9001-IMNC-2008 en el proceso de
fabricación del sistema de recubrimiento.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
177
CONCLUSIÓN
El presente trabajo presenta Sistemas de recubrimiento a base de primarios,
acabados y enlaces para protección a instalaciones superficiales, ductos, tuberías
enterradas o submarinos, sus usos, ventajas y facilidad de su aplicación.
Durante el desarrollo del trabajo cumplimos con los siguientes objetivos:
Establecer los diferentes sistemas de recubrimientos anticorrosivos para
protección de la tubería, ductos e instalaciones superficiales, así como la
selección del sistema de acuerdo a las necesidades del proyecto, su aplicación y
las pruebas que se deben de realizar para la aceptación de los trabajos, los tipos
de prevención para la corrosión exterior en ductos y sus accesorios
inmediatamente después de su construcción o durante esta.
El mantenimiento o sustitución de algún tramo o accesorio durante el periodo de
servicios del ducto. Se establecen los requisitos técnicos para la adquisición del
producto o contratación del servicio de aplicación de los sistemas de
recubrimientos anticorrosivos utilizados para proteger las instalaciones
superficiales de ductos, que deben cumplir los sistemas de protección, aplicados a
superficies de hierro y acero al carbono a diferentes condiciones ambientales.
El presente trabajo proporciona gran información respecto al tema, Se explica las
características que deben prevalecer los elementos que va a recibir esta
protección anticorrosiva, así como las Normas o Especificaciones que deben de
cumplirse, de acuerdo al Cliente y a los Estándares establecidos. La realización de
esta monografía proporciona un gran conocimiento en cuanto a trabajos de
protección a ductos o instalaciones, desde el tipo de limpieza con el que se debe
de cumplir como el conocimiento de diferentes tipos de Sistemas que ofrece el
mercado según sea la necesidad del trabajo y la temperatura a la que se maneje
el producto que se transportara en los ductos o ambiente en las que estará una
instalación. A pesar de ser un trabajo mecánico, por lo general la supervisión de
este siempre estará a cargo del Ingeniero Civil, desde la protección de limpieza,
hasta la colocación de la última capa.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
178
ANEXO 1
FORMATOS
INSPECCION VISUAL
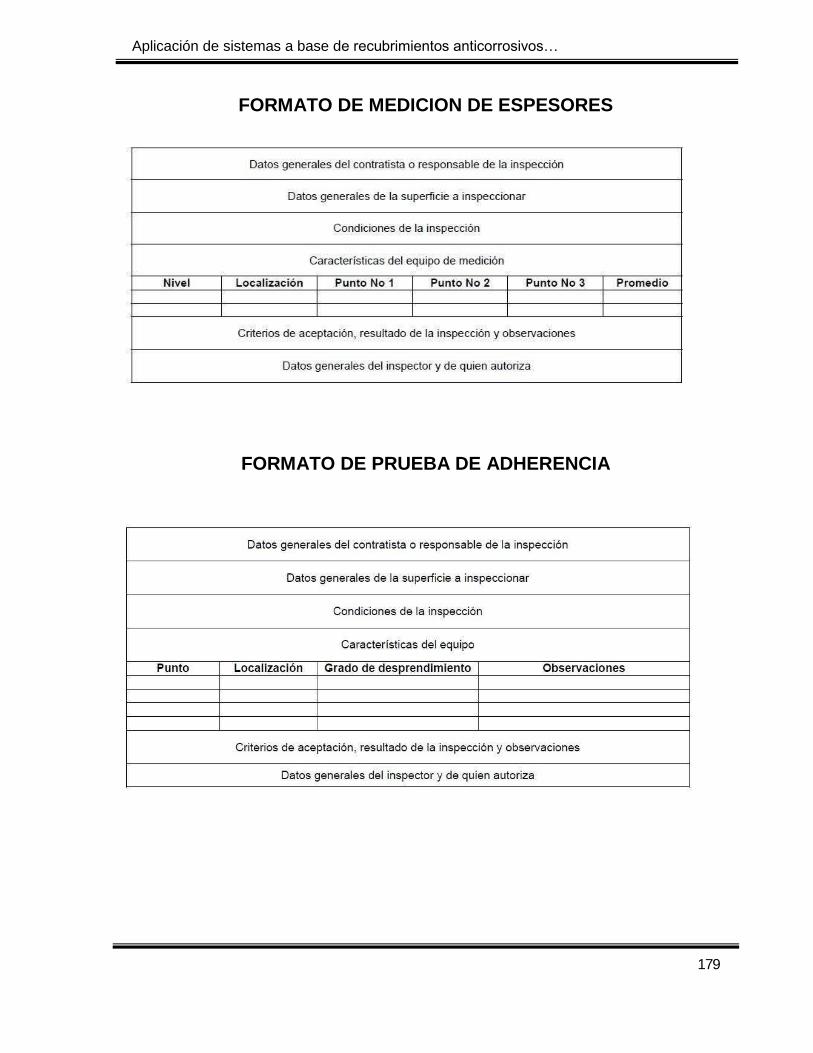
Aplicación de sistemas a base de recubrimientos anticorrosivos…
179
FORMATO DE MEDICION DE ESPESORES
FORMATO DE PRUEBA DE ADHERENCIA

Aplicación de sistemas a base de recubrimientos anticorrosivos…
180
FORMATO P4-U0-CK-TPR-004-F04. REPORTE DE INSPECCIÓN PARA SISTEMAS ANTICORROSIVOS
O.I REPORTE No.JOB No. REPORT No.
CLIENTE: FECHA:CUSTOM ER DATE
PROC. DE LIMPIEZA METAL BASE ACABADOFINISH SPECIFICATION
COLORCOLOR
ESPESORTHICKNESS
COLORCOLOR
ESPESORTHICKNESS
VOLTAJEVOLTAGE
ESPESOR PRIMARIO ESPESOR ACABADOPRIM ER THICKNESS FINISH THICKNESS
ESPESOR FINAL EXAMINACION VISUALFINAL THICKNESS VISUAL EXAM INATION
MEDIDOR DE ESPESORES MARCA PRUEBA DE ADHERENCIATHICKNESS GAGE M ARK ADHERENCE TEST
PRUEBA DIELECTRICA VOLTAJEDIELECTRIC TEST VOLTAGE
5.- RESULTADO DE LA PRUEBATEST RESULT
DE ACUERDO A ESPECIFICACION APROBADO ( )ACCORDING TO SPECIFICATION APPROVED
RECHAZADO ( )REJECTED
PROCEDURE
APPROVAL CUSTOM ER INSPECTOR
SUPERVISOR DE CONTROL DE CALIDADQUALITY CONTROL SUPERVISOR
1.- DATOS GENERALESGENERAL DATA
2.- DESCRIPCIONDESCRIPTION
EQUIPO INSPECCIONADO:EXAM INED EQUIPM ENT
3.- PROCEDIMIENTO
4.- DESARROLLODEVELOPM ENT
APPLICATION PROCESS
PRUEBA DIELECTRICADIELECTRIC TEST
APROBO INSPECTOR CLIENTE
FINISH SPECIFICATION
PROCESO DE APLICACIÓN
PROCEDIMIENTO APLICABLEPROCEDURE
CLEANING PROCESS OF M ETAL BASE
ESPECIFICACION PRIMARIOPRIM ER SPECIFICATION
PROCESO DE APLICACIÓNAPPLICATION PROCESS
ESPECIFICACION DE ACABADO

Aplicación de sistemas a base de recubrimientos anticorrosivos…
181
ANEXO 2
Patrón de referencia fotografía SSPC-VIS 4/NACE VIS 7
Condición C
Fig. A1 grado de preparación de superficie; a) condición inicial C, b) C WJ-4, c) C WJ-3, d) C WJ-2, e) C WJ-1
b)
a)
c)
d) e)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
182
Condición D
Fig. A2 Grado de preparación de superficie; a) condición inicial D, b) D WJ-4, c) D WJ-3, d) D WJ-2, e) D WJ-1
b) c)
a)
d) e)
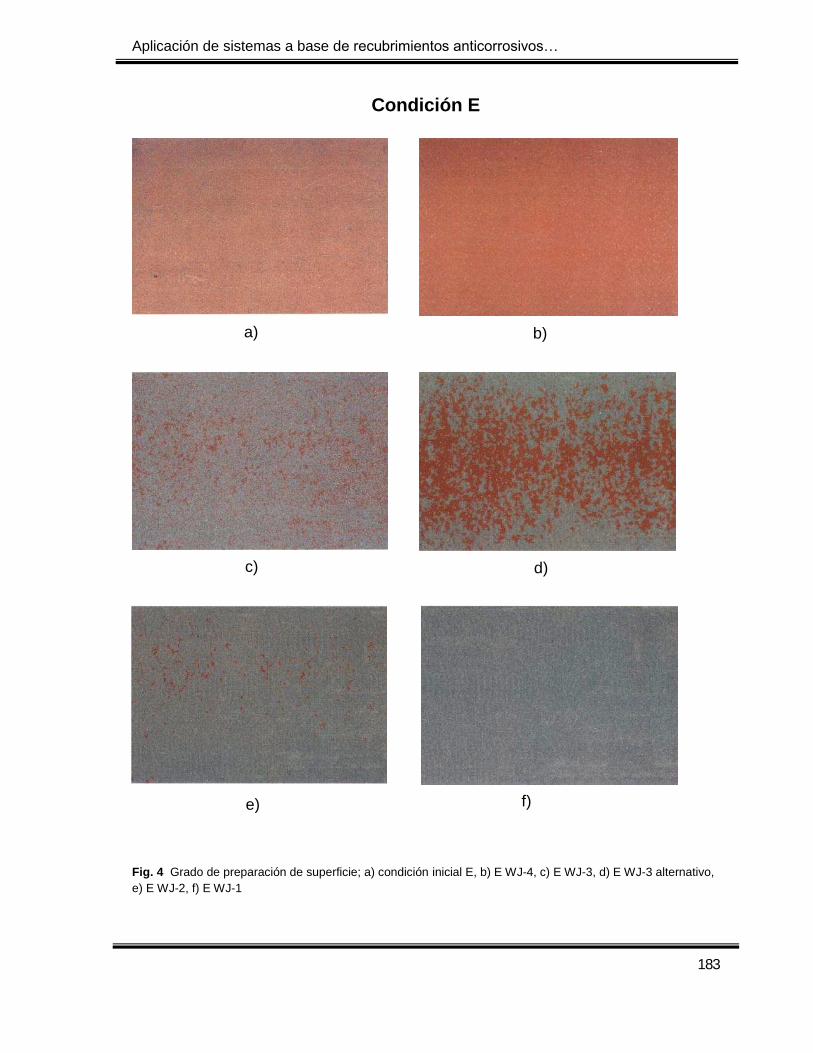
Aplicación de sistemas a base de recubrimientos anticorrosivos…
183
Condición E
Fig. 4 Grado de preparación de superficie; a) condición inicial E, b) E WJ-4, c) E WJ-3, d) E WJ-3 alternativo, e) E WJ-2, f) E WJ-1
a) b)
c) d)
e) f)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
184
Condición F
Fig. A3 Grado de preparación de superficie; a) condición inicial F, b) F WJ-4, c) F WJ-3, d) F WJ-2, e) F WJ-1
a)
b)
e)
c)
d)
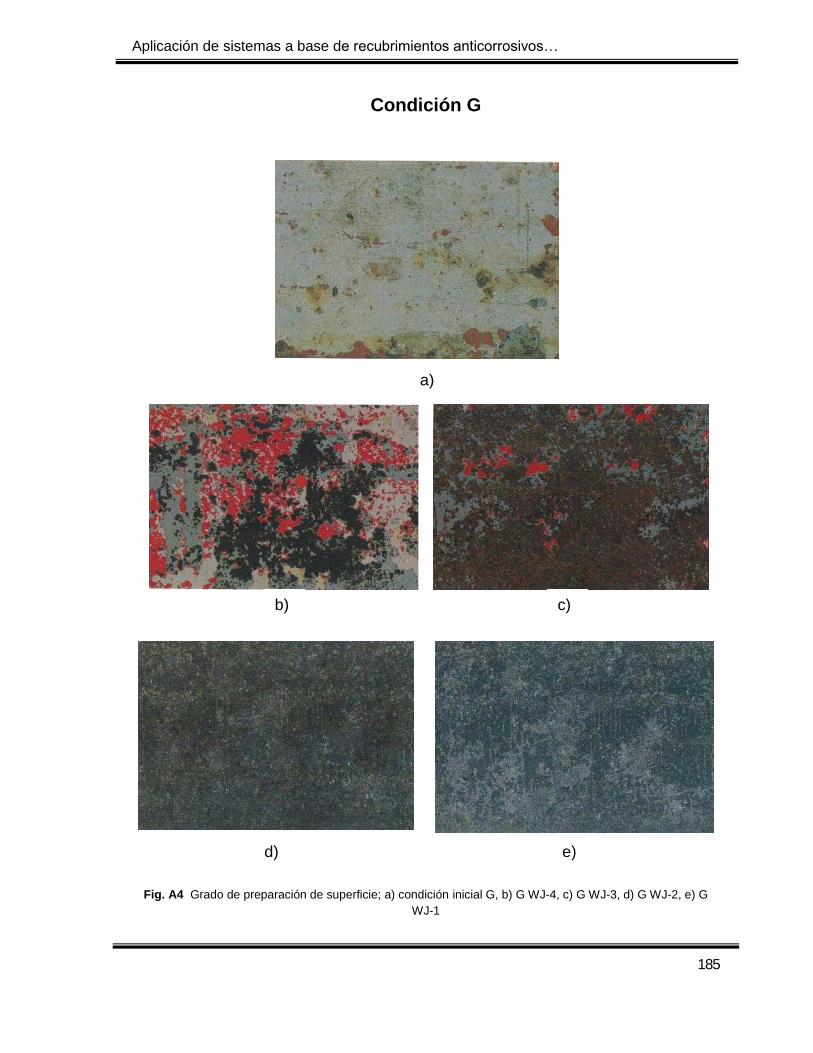
Aplicación de sistemas a base de recubrimientos anticorrosivos…
185
Condición G
Fig. A4 Grado de preparación de superficie; a) condición inicial G, b) G WJ-4, c) G WJ-3, d) G WJ-2, e) G WJ-1
a)
d) e)
c) b)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
186
Condición H
Fig. A5 Grado de preparación de superficie; a) condición inicial H, b) H WJ-4, c) H WJ-3, d) H WJ-2, e) H WJ-1
a)
b) c)
d) e)

Aplicación de sistemas a base de recubrimientos anticorrosivos…
187
GLOSARIO
Acabado: Es la capa exterior o capa final de un sistema de recubrimiento.
Proporciona resistencia adicional, ayudando a proteger al recubrimiento primario e
intermedio del medio ambiente y de la acción de substancias químicas, además se
utiliza para fines estéticos y para cumplir con un particular código de colores.
Aplicación en campo: Operación que se lleva a cabo en el sitio de la instalación
con equipo portátil y a la intemperie.
Aplicación en planta.- Operación que se lleva a cabo en una instalación
especialmente diseñada o acondicionada para este propósito, con equipo fijo y
dentro de una nave protegida de los elementos del ambiente.
Auto imprimante: Recubrimiento con propiedades anticorrosivas que funciona
como primario y como acabado, el cual es tolerante para superficies con baja
preparación.
Calamina. (Del b. lat. calamina, y este del lat. cadmea). Carbonato de zinc,
anhidro, pétreo, blanco o amarillento, o rojizo cuando lo tiñe el hierro. Es la mena
de que generalmente se extrae el zinc.
Compuestos Orgánicos Volátiles (COV´s): Es la cantidad de compuestos
orgánicos y volátiles (solventes) contenidos en una pintura, que cuando se aplica a
un sustrato estos ingresan a la atmósfera y participan en las reacciones
fotoquímicas que con la luz solar y el calor forman ozono.
CWJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran con
el uso de chorro de agua a alta y ultra alta presión, en superficies de acero con
condición de corrosión grado C.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
188
CWAB6-10, 10 L, 10 M y 10 H: Grados de limpieza de contaminantes visibles que
se logran con el uso de chorro abrasivo húmedo, en superficies con condición de
corrosión grado C.
Destello de corrosión: Es una ligera oxidación del acero, la cual ocurre cuando
se prepara la superficie con chorro abrasivo húmedo o agua a presión.
Detección eléctrica de discontinuidades: Operación mediante la cual se
localizan las grietas o poros de un recubrimiento haciendo pasar un electrodo
sobre la superficie recubierta de un tubo conectado a tierra, al encontrarse una
discontinuidad, se produce un arco eléctrico que cierra un circuito con alarma
audible y/o visual.
Discontinuidad: Imperfección, grieta o poro del recubrimiento que llega hasta el
acero.
DWAB6-10, 6 L, 6 M y 6 H: Grado de limpieza de contaminantes visibles que se
logran con el uso de chorro abrasivo húmedo, en superficies con condición de
corrosión grado D.
DWJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran en el
uso de chorro de agua a alta y ultra alta presión, en superficies de acero con
condición de corrosión grado D.
EWJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran con
el uso de chorro de agua a alta y ultra alta presión, sobre superficies de acero
previamente pintadas con condición de superficie E.
FWJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran con
el uso de chorro de agua o a alta y ultra alta presión en superficies de acero
previamente pintadas con condición de superficie.
Galvanizado en caliente. Operación que consiste en sumergir las piezas en un
baño de zinc fundido, a temperaturas entre 440°C y 460°C. Para recubrirlas con

Aplicación de sistemas a base de recubrimientos anticorrosivos…
189
una capa adherente de dicho elemento y protegerlas de los efectos corrosivos del
ambiente.
GWJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran con
el uso de chorro de agua a alta y ultra alta presión, sobre superficies de acero
previamente pintadas con condición de superficie G.
Holiday: imperfección, usualmente en forma de picadura en un recubrimiento que
protege al metal.
HWJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran con
el uso de chorro de agua a alta y ultra alta presión, sobre superficies de acero
previamente pintadas con condición de superficie H.
Interfase agua-aire: Sección de un ducto que cambia de una exposición
sumergida en un manto acuífero (inundación) a una condición de exposición
atmosférica.
Interfase tierra-aire: Sección de un ducto que cambia de una condición de
exposición enterrada a una condición de exposición atmosférica.
Mordentado: Perfil de anclaje generado a partir de un ataque químico con
productos comerciales.
Parcheo de juntas de campo: Operación de recubrir la zona de recorte posterior
a la soldadura.
Pigmento: Partículas en forma de polvo finamente molidas de origen natural y
sintético, insoluble que cuando se dispersan en un vehículo líquido para formar
una película puedan proporcionar, en adición al color muchas de las propiedades
esenciales como: opacidad, grado de brillo, dureza, durabilidad, resistencia al
desgaste y a la corrosión, entre otros.
Polarización: cambio en el potencial de un electrodo como el resultado de un flujo
de corriente

Aplicación de sistemas a base de recubrimientos anticorrosivos…
190
Polisiloxano: Recubrimiento anticorrosivo de nueva tecnología, resultado de la
combinación de ligaduras inorgánicas de silicio con polímeros orgánicos como
epóxicos o acrílicos.
Punto de rocío: Temperatura en la que la humedad o agua satura el aire de
ambiente y se empieza a condensar sobre la superficie del acero.
Recorte: Zona cercana a los extremos de un tubo que se deja desnuda a
propósito para permitir realizar la soldadura en campo sin dañar el recubrimiento.
Sistema genérico: Es el grupo de compuestos químicos que le dan
características particulares a un recubrimiento.
Suelos ácidos: Suelos ricos en cloruros, sulfatos y nitratos, cuyo pH es menor de
7.
Suelos arcillosos: Suelos consolidados con baja aireación.
Suelos básicos: Suelos ricos en calcio y magnesio, cuyo pH es mayor de 7.
Suelos rocosos: Suelos arenosos y gravosos con alta aireación.
Substrato: Es la superficie del material base sobre el que se aplica una capa de
recubrimiento para protegerla de los efectos del ambiente de exposición
permanente ó intermitente.
WJ-1, 2, 3 y 4: Grados de limpieza de contaminantes visibles que se logran con el
uso de chorro de agua a alta y ultra alta presión.
Aplicación de sistemas a base de recubrimientos anticorrosivos…
191
BIBLIOGRAFÍA
1. - Norma NACE RP169. Control of External Corrosion on Underground or
Submerged Metallic Piping Systems.
2. - Norma ISO/EN 12944, Part 1-8, “Paint and Varnishes – Corrosion Protection of
Steel Structures by Protective Paint Systems”.
3. - Norma NORSOK Standard, “Surface preparation and protective coating”.
4. - Norma ISO 8501-1:1988. - Preparation of Steel Substrates before Application
of Paints and Related Products – Visual Assessment of Surface Cleanliness - Part
1: Rust Grades and Preparation Grades of Uncoated Steel Substrates after Overall
Removal of Previous Coatings.
5. - Norma NRF-026-2001 PEMEX. Protección con recubrimientos anticorrosivos
para tuberías enterradas y/o sumergidas
6. - Norma ASME B 31.8-1999. Sistemas de tuberías para transporte y distribución
de gas
7. - Norma NRF-053-2006 PEMEX. Sistema de protección anticorrosiva a base de
recubrimientos para instalaciones superficiales
8. - Norma NRF-004-2011 PEMEX. Protección con recubrimientos anticorrosivos a
instalaciones superficiales de ductos.
9. - Norma SSPC-SP2. - Hand Tool Cleaning.
10. - Norma SSPC-SP1. - Solvent Cleaning.
11. - Norma SSPC-SP5/NACE-1. - White Metal Blast Cleaning.
12. - Norma SSPC-SP6/NACE-3. - Commercial Blast Cleaning.

Aplicación de sistemas a base de recubrimientos anticorrosivos…
192
13. - Norma SSPC-SP7/NACE-4. - Brush-Off Blast Cleaning.
14. - Norma SSPC-SP10/NACE-2.Near-White Blast Cleaning.
15. - Norma SSPC-SP12/NACE-5. - Surface Preparation and Cleaning of Steel
and Other Hard Material bu High- and Ultrahigh- Pressure Water Jetting Prior to
Recoating.
16. - Norma SSPC-VIS 4/NACE VIS 7. - Guide and Reference Photographs for
Steel Surface Prepared by Waterjetting
17. - Norma Oficial Mexicana NOM-008-SCFI-1993: Sistema General de Unidades
de Medida
18. - American Water Works Association ANSI/AWWA C214-95 (Revision de
ANSI/AWWA C214-89). SISTEMAS DE REVESTIMIENTO DE CINTA PARA EL
EXTERIOR DE TUBERÍAS DE ACERO DE TRANSPORTE DE AGUA
19. - American Water Works Association ANSI/AWWA C209-90 (Revision de
ANSI/AWWA C209-84). REVESTIMIENTO EN CINTA APLICADA EN FRÍO PARA
EL EXTERIOR DE SECCIONES ESPECIALES, CONEXIONES Y ACCESORIOS
PARA TUBERÍAS DE ACERO PARA TRANSPORTE DE AGUA.
20. - Boletín técnico industrial, Napko RP-23, RP-13, RP-22, RA-26, RE-30 A
modificado, RE-30 B modificado, RP-4 B modificado, RP-10 modificado, RI-35, RI-
41, RP-6 modificado, RA-29 modificado, RA-28 modificado, RE-37, RE-36
modificado, RA-35 modificado, mayo 2006, ultima revisión agosto 2010.
21. - Fichas técnicas de cintas polyken
22. – Fichas técnicas nervion pinturas
23. - “Tib-chemicals de México”. (Pagina web). 2010. http://www.tib-
chemicals.com. 24 de enero de 2012
Aplicación de sistemas a base de recubrimientos anticorrosivos…
193
24.- “Polyken de Mexico”. (Pagina web). 2010. http://polyken.com.mx/normas.html.
03 de enero del 2012.
25. - “Pinturas y recubrimientos de alto desempeño Nervion”. (Pagina web).
http://www.nervion.com.mx/web/por_sector/pemex. 02 de enero de 2012.
26. - “Sherwin Williams-napko”. (Pagina web). 2008. http://www.napko.com.mx. 10
de diciembre de 2011.
27.- “3M de mexico: productos y servicios”. (Pagina web). 2012
http://solutions.3m.com.mx. 26 de enero del 2012.