universidad nacional de ingenieria - …cybertesis.uni.edu.pe/bitstream/uni/11478/1/horna_cj.pdf ·...
TRANSCRIPT

UNIVERSIDAD NACIONAL DE INGENIERIA
FACULTAD DE INGENIERIA GEOLOGICA
MINERA Y METALURGICA
PROYECTO DE IMPLEMENTACION DE CELDAS
OK-160 EN FLOTACION ROUGHER ARENAS
PLANTA CONCENTRADORA CUAJONE
INFORME DE INGENIERIA
PARA OPTAR EL TITULO PROFESIONAL DE
INGENIERO METALURGISTA
PRESENTADO POR:
JORGE LUIS HORNA CUSTODIO
LIMA - PERU
2006

Pág. 1
Dedicatoria
A Dios por ser quien guía nuestras vidas.
A mi esposa Dora Gómez Cuadros, por su
paciencia y apoyo en momentos difíciles.
A mis padres y hermanos
A mi Universidad como alma mater
Pág. 2
AGRADECIMIENTO
Expreso mi mayor agradecimiento a la Empresa Mínera Southern Peru
Copper Corporatión por permitirme laborar como profesional al aplicar los
conocimientos adquiridos en mi formación profesional y personal adquiridos
en la Universidad Nacional de Ingeniería, Escuela Profesional de Ingeniería
Metalúrgica.
Así mismo, mi agradecimiento al Ing. René Llerena – Gerente de la
Concentradora Cuajone, por su apoyo durante el tiempo que me encuentro
trabajando, así como por permitirme tratar el tema.
Al Ing. Aurelio Gonzáles – Jefe de Guardia y a la memoria del Ing. Walter
Beltrán, de quienes guardo sus sugerencias profesionales y personales.
A mis colegas con quienes se comparte reuniones técnicas de índole
Metalúrgico, en forma muy especial a los integrantes de los Departamentos
de Metalurgia Concentradora y Control de Procesos Cuajone

Pág. 3
RESUMEN
Este trabajo presenta en forma explicativa a cerca de cómo se supero la
deficiencia de capacidad de tratamiento de la flotación Rougher arenas, al
incrementar el tiempo de residencia de flotación y por ende optimizar la
cinética de gruesos con la incorporación de cuatro celdas OK-160 .
Para recuperar el capital invertido en el proyecto, además del incremento de
la recuperación ayudo notablemente el aumento del precio promedio de libra
de cobre de US$0.75 a US$ 1.29. Por ello se recupero la inversión en la
mitad del tiempo previsto.
En el capitulo I se detalla las generalidades de Southern Peru Copper
Corporatión y su Unidad productiva Cuajone, así como la descripción de
operaciones de la Planta Concentradora
En el capitulo II parte teórica de la flotación de sulfuros de cobre en
Concentradora Cuajone se orienta al proyecto de instalación de cuatro
celdas OK – 160, las bases teóricas de flotación.

Pág. 4
INDICE
DEDICATORIA
AGRADECIMIENTO
RESUMEN
CAPITULO I : GENERALIDADES
1. Introducción
2. Southern Peru Copper Corporatión
3. Unidad productiva Cuajone
3.1 Ubicación y acceso
3.2 Breve reseña histórica
3.3 Mineralización del yacimiento de Cuajone
CAPITULO I I : FLOTACIÓN DE SULFUROS DE COBRE EN
CONCENTRADORA CUAJONE
1. Introducción
1.1 Bases teóricas
1.1.1 Tipos de flotación
1.1.2 Clasificación de los colectores
1.1.3 Variables del proceso de flotación por espumas
1.1.4 Espumas de flotación

Pág. 5
1.1.5 Estructura de las espumas de flotación
1.1.6 Modelo cinético usado
1.1.7 Teoría didáctica de flotación
1.2 Flotación rougher arenas antes del proyecto
1.3 Flotación rougher arenas propuesto por Outokumpu
1.4 Flotación rougher arenas puesta en marcha operacional
1.5 Inversión económica del proyecto
1.6 Recuperación económica del proyecto
1.7 Tiempo de flotación arenas
2. Máquinas de flotación
2.1 Máquinas de flotación mecánicas o convencionales
2.2 Maquinas de flotación convencionales usados en Perú
2.3 Celdas de gran volumen
CAPITULO III : CONCENTRADORA CUAJONE
1. Introducción
2. Descripción de operaciones
3. Control de supervisión en molienda y flotación

Pág. 6
CAPITULO IV : CONCLUSIONES
CAPITULO V : ANEXOS
1 Resumen de Recuperación de cobre
2 Flow sheet de Planta Concentradora
BIBLIOGRAFÍA
Pág. 7
CAPITULO I
GENERALIDAES
1. Introducción
Dentro de la Unidad Productiva Cuajone, la Concentradora actualmente
es una de las más modernas del mundo debido a su elevado nivel de
automatización lo que le hace una de las más eficientes por su bajo costo
de producción; cuenta con instrumentación de campo de última
generación, sistemas automáticos modernizados en los últimos años y
nuevos sistemas de almacenamiento y manejo de la información
operacional que nos permite monitorear los procesos de planta desde
modernas salas de control. Sin embargo , los sistemas de control
operacional de una planta industrial por solos no son suficientemente
eficientes para evitar pérdidas de tiempo que pueda llevar a la toma de
decisiones incorrectas en la solución de los problemas ; por eso se
plantea la necesaria implementación de nuevas herramientas para
optimizar el trabajo de supervisión de campo, introduciendo los nuevos
conceptos de Gestión Operacional de planta empleados en otras minas
del mundo así como lo avanzado de la informática.
2. Southern Peru Copper Corporatión
Es el productor más grande del país ubicándose en el 10º lugar dentro de
las cupríferas en importancia a nivel mundial. Opera en el sur del Perú

Pág. 8
desde 1956, iniciándose en el departamento de Tacna en su unidad de
Toquepala.
Su producción tiene una vida probada de 40 años y cuenta con su
departamento de exploraciones para encontrar nuevos yacimientos
mineros dentro de nuestro país.
La producción de cobre es las 2/3 partes de la producción nacional de Cu
aportando el 10 % de las divisas que ingresan al estado peruano bajo el
concepto de exportaciones. Aportando el pago de 450 millones de
dolares al estado por concepto de impuesto a la renta del año 2005, lo
que aporto recursos significativos a los gobiernos locales y regionales de
Tacna y Moquegua a través del Canon y la Regalía Minera, generando
polo de desarrollo en el sur del país.
Es una empresa que forma parte del grupo México como principal
accionista y desde Abril/2005 amplio sus actividades a través de la
adquisición de Minera México, compañía de similar dimensión a SPCC,
con esto duplico su tamaño e influencia al operar en Perú y México.
Siendo el principal capital de la empresa los recursos humanos y las
unidades operacionales de: Mina Cuajone, Mina Toquepala, refinería de
Ilo y fundición de Ilo.
La modernización de la fundición es uno de los proyectos ambientales
más importantes del sector minero en el país, y que terminaría a fines del
Pág. 9
presente año permitiendo optimizar el procesamiento de la refinación de
cobre con una nueva y avanzada tecnología que incrementará la captura
de las emisiones de dióxido de azufre al 95.0% cifra superior al 92.0%
que exige la legislación ambiental.
3. Unidad de Productividad Cuajone
3.1 Ubicación y acceso
El asentamiento minero Cuajone perteneciente a Southern Peru
Corporatión se encuentra en el departamento de Moquegua, provincia
de Mariscal Nieto, distrito de Torata, con una altitud de 3150 y 3850
msnm y a 30 Km de carretera asfaltada al noreste de la ciudad de
Moquegua.
El tajo de la mina esta a 41 Km de Moquegua en el flanco occidental
de la cordillera de los andes ( región cuprífera ). La mina Cuajone esta
a 3600 msnm y la planta concentradora a 3400 msnm.
Las vías de acceso a los campamentos de 2700 y 3200 msnm son
terrestres (carreteras y ferroviarias), así como también tiene una pista
de aterrizaje para avionetas que se encuentra cerca de la
concentradora.

Pág. 10
3.2 Breve reseña histórica
El conocimiento de la existencia de yacimientos de cobre en la ladera sur
de la quebrada de Torata data desde finales del siglo XIX, la minería
informal tomo interés en 1929.
Cerro de Pasco Copper Corporatión inicia en 1937 las exploraciones y lo
reconoce como potencial porfirítico y en 1943 adquiere el denuncio para
la continuación de las exploraciones.
El 12/diciembre/1952 se formo la empresa minera Southern Peru Copper
Corporatión conformado por cuatro compañías: Asarco, Newmont,
Phelps Dodge y Cerro de Pasco.
Entre 1969 / 1970, con el acuerdo del gobierno de turno se da la
aprobación para el inició de la etapa de construcción y desbroce del
material para preparar la mina, junto a esto se inició las obras civiles del
futuro asiento minero de Cuajone.
El 25/Noviembre/1976 el yacimiento minero de Cuajone inició sus
operaciones con la operatibilidad de su planta concentradora, estando
cerca de cumplir los 30 años.
El tajo de la mina tiene forma elipsoidal y mide 2.0 Km de diámetro con
una profundidad de 750 mts, siendo el diámetro proyectado de 3.4 x 2.5
Km con una profundidad de 1170 mts.

Pág. 11
Los estudios exploratorios realizados por mina y geología a partir del año
1982 y con verificación del plan de desarrollo que se la fase I que
comenzó en Agosto/2000, estiman una reserva de 1153 millones de TM
con una ley promedio de 0.64%Cu y 0.030% MoS2, con un Cut – Off de
0.40%Cu, otorgándole una vida de 40 años a un ritmo de 280000 TC de
material por día.
3.3 Mineralización del yacimiento de Cuajone
La mina Cuajone es un depósito de cobre porfirítico diseminado
uniformemente sobre una gran área. El tajo es de sección transversal
teniendo la forma de un cono invertido con paredes empinadas. El cuerpo
mineralizado aflora parcialmente al sur de la quebrada de Torata,
encontrándose a 4 Km aguas debajo de Torata.
Las rocas de Cuajone son de origen volcánico, distribuidos en tres
grupos:
Primer grupo.- abarca las rocas pre-mineralizadas conformados por
dos tipos de rocas : Andesita Basáltica o roca del sub- suelo y Riolita
porfirítica de 370 mts de espesor.
Segundo grupo.- abarca las rocas intrusivas, es de importancia
porque aquí ocurrió la mineralización. Estas rocas son: Latita porfirítica y
Andesita intrusiva, ambas situadas en la parte central del cuerpo
mineralizante.

Pág. 12
Tercer Grupo.- se tiene a las rocas post – mineralización, son una
secuencia de traquitas, trufas, aglomerados y conglomerados; estos se
ubican en zonas superiores de la mina.
Existen cuatro zonas de mineralización que abarca desde la cima hasta
la profundidad, y son:
Zona Oxidada.- en la actualidad quedan pocos afloramientos de
óxidos y están al NO y SE de la mina. Entre los principales minerales de
óxidos tenemos: crisocolas, malaquitas y muy poco cobre nativo.
Zona Enriquecida.- es en promedio 20 mts de espesor, siendo los
principales minerales: calcopirita, bornita, calcosita y covelita.
Zona Transicional .- es en promedio 150 mts de espesor, siendo el
mineral primario la calcopirita que se encuentra junto a los minerales
secundarios.
Zona Primaria .- esta en el nivel más bajo de la mina, los minerales
que se encuentran principalmente son: calcopirita, pirita y muy pocas
veces esfarelita, tetraedrita y galena.

Pág. 13
En las cuatro zonas se tiene la presencia de MoS2, que esta bajo la
forma de venillas, a su vez el concentrado de MoS2 se vende con una ley
de 55.0%, siendo el principal sub – producto.
Pág. 14
CAPITULO II
FLOTACIÓN DE SULFUROS DE COBRE EN CONCENTRADORA
CUAJONE
1. Introducción
La flotación es un comportamiento químico – cinético en el cual se
involucran múltiples interacciones de variables bien definidas que inciden
directamente sobre el perfil metalúrgico y están diferenciados en tres
grupos:
Primer grupo.- Referido a las propiedades del mineral de alimentación
al proceso, en los que se presenta variaciones por lo que tiene que
reacondicionarse la pulpa de flotación.
Segundo grupo.- Característica respecto a reactivos de flotación, donde
primero son probados a nivel laboratorio para luego llevarlo a nivel
industrial.
Tercer grupo.- Característica y comportamiento relacionados a las
máquinas de flotación, que es materia de evaluación del presente
informe.
Nuestro requerimiento se ajusta al tercer grupo, donde se requiere incidir
en mejorar el comportamiento hidrodinámico de la partícula sólido –
burbuja – fluido dentro de las celdas de flotación.
Pág. 15
Se necesitaba incrementar el tiempo de flotación rougher arenas, por ser
esta la de mayor incidencia en la recuperación final del concentrado bulk
Cu-MoS2.
Con las filas arenas antes del proyecto se tuvo bajas importantes en
recuperación cuando se tenía un mantenimiento programado y no
programado para una celda(s) o fila de celdas, esto se realizaba bajando
el tonelaje del mineral fresco a molinos primarios.
Con el incremento del volumen de flotación a través de una tercera fila en
22600 pie3 nominales ( 19210 pie3 efectivos ), implicó lo siguiente:
• Mayor tiempo de residencia de aproximadamente 2.0 minutos,
incrementando así la recuperación en flotación arenas en +/-3.8%.
• Disminuir la densidad de pulpa para mejorar la viscosidad y poder
trabajar con 35% de sólidos, y así mejorar la aireación de la pulpa
dentro de la celda.
• Descongestión del circuito arenas, con una mejor distribución de
partículas gruesas, reduciendo notoriamente la pérdida de volumen
efectivo por arenamiento que existían.
1.1 Bases teóricas de flotación
El proceso de flotación es quizás el más importante de los desarrollados
para el procesamiento de minerales y hacen posible la recuperación de
valores de baja ley.
Pág. 16
Siempre se pensó que era un arte el lograr que una partícula se vuelva
hidrofóbica, se junte a una burbuja de aire ( formando un conjunto de
menor densidad que el agua ) flote hacia la superficie.
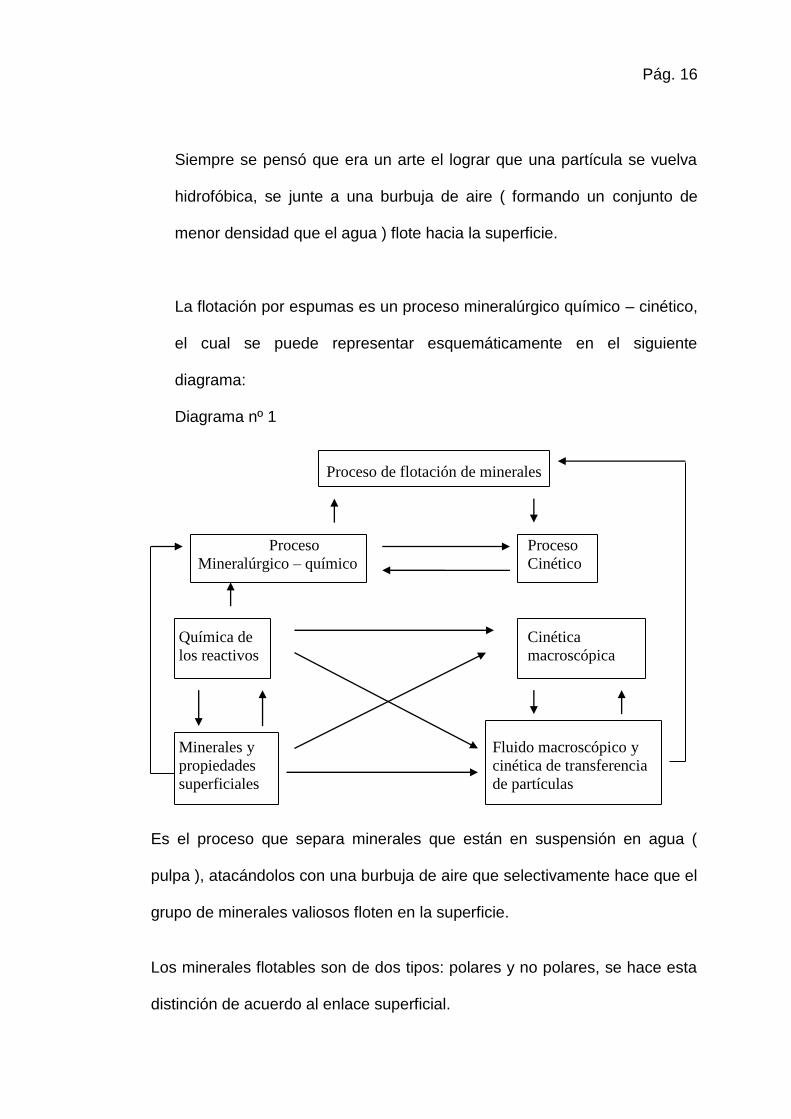
La flotación por espumas es un proceso mineralúrgico químico – cinético,
el cual se puede representar esquemáticamente en el siguiente
diagrama:
Diagrama nº 1
Proceso de flotación de minerales
Proceso Proceso
Mineralúrgico – químico Cinético
Química de Cinética
los reactivos macroscópica
Minerales y Fluido macroscópico y
propiedades cinética de transferencia
superficiales de partículas
Es el proceso que separa minerales que están en suspensión en agua (
pulpa ), atacándolos con una burbuja de aire que selectivamente hace que el
grupo de minerales valiosos floten en la superficie.
Los minerales flotables son de dos tipos: polares y no polares, se hace esta
distinción de acuerdo al enlace superficial.

Pág. 17
La superficie de minerales no polares, tienen los enlaces relativamente muy
débiles para hidratar y se mantienen juntas por las fuerzas de Vander Wals,
en consecuencia estos son hidrofóbicos. Los minerales no polares que
incluyen ( grafito, azufre, molibdenita, carbón , talco ), son todos
naturalmente flotables al estado puro. Los minerales de estas menas
requieren normalmente la adición de algunos colectores tipo: aceites,
petróleo, kerosene y/o destilados del carbón. Estos reactivos ayudarán a
incrementar la hidrofobicidad de la fracción flotable.
Los minerales polares tienen superficialmente fuertes enlaces covalentes o
iónicos con alta energía libre. La hidratación de la superficie es muy rápida
debido a la fuerte reacción de las moléculas de agua, formando rápidamente
capas sobre la superficie mineral. Así se hacen hidrofílicas o mojables
1.1.1 Tipos de flotación
Flotación de espumas, flotación por películas y flotación por aceites. Siendo
de mayor aplicación en la actualidad en nuestro país a la mineral urgía o
procesamiento de minerales, la flotación por espumas, que a su vez se
puede clasificar en :
• Flotación directa.- cuando en la espuma se tiene el mineral valioso
concentrado y en la pulpa el mineral de ganga como relave.
• Flotación inversa o reversa.- cuando en las espumas se capta a la
ganga y en la pulpa queda el mineral considerado de valor como su
relave que es recuperado posteriormente.
Pág. 18
También se puede clasificar en :
• Flotación bulk o colectiva.- el cual se obtiene en un concentrado todos
los minerales valiosos contenidos en la mena, y un relave con
material sin valor o ganga.
• Flotación selectiva o diferencial.- la cual por acción selectiva de
reactivos permite obtener en un concentrado un solo mineral valioso,
es decir, en mayor concentración.
Entiéndase por selectividad a la fijación preferencial del colector o reactivo
heteropolar en la superficie de un determinado mineral valioso.
La parte no polar de la molécula es un radical hidrocarburo, el cual
difícilmente reacciona con los dipolos de agua, por ende tiene propiedades
fuertes para repeler el agua, en consecuencia proporciona las propiedades
hidrofóbicas al mineral, por estar este extremo funcional orientado al agua.
La parte polar o iónica es la que puede absorberse selectivamente a la
superficie del mineral ya sea por reacción química con iones de la superficie
del mineral ( quimisorción ) o por atracción electrostática a la superficie
mineral ( adsorción física ), tal como se muestra:

Pág. 19
Figura nº 1
1.1.2 Clasificación de los colectores
Los colectores se clasifican de acuerdo a su habilidad para disociarse en
una solución acuosa y considerando el tipo de ión que produce el efecto
repelente al agua. Por tanto se pueden clasificar en dos grandes grupos a
saber:
• Colectores ionógenos, se disocian en iones
• Colectores no ionógenos, que actúan en forma molecular
Una clasificación general se da a continuación ( ver diagrama ), teniendo en
cuenta lo siguiente :
• Su disociación iónica
• La actividad del anión y/o catión en relación a la superficie del
mineral, y
• La estructura del grupo solidofílico

Pág. 20
Diagrama nº 2
COLECTORES
NO IONOGENOS IONOGENOS
Hidrocarburos líqui- ANIÓNICOS CATIONICOS
dos no polares que
no se disocian al
agua SULFHIDRILO OXIDRILO Catión es repelente
Basado en S Basado en grupos al agua, basado en
bivalente orgánicos y N pentavalente
Sulfoácidos
Xantato Ditiofosfato Carboxílico Sulfatos Sulfonatos
Colectores Aniónicos
Son los que más se usan en la flotación de minerales por espuma por su
notable selectividad y su fuerte adherencia a la superficie mineral. Ellas se
pueden clasificar en dos tipos y de acuerdo a su estructura de su grupo polar
o solifílico, estos son :
• Colectores aniónicos sulfhídricos o sulfhídricos
• Colectores aniónicos oxhidrilos
Los colectores sulfhídricos son los reactivos que más se usan en la industria
del procesamiento de minerales, por ser más efectivos para la flotación de
minerales de metales pesados no ferrosos, principalmente los sulfuros.

Pág. 21
Los más ampliamente usados de estos colectores aniónicos son
Xantogenatos , técnicamente conocidos como Xantatos y los ditiofosfatos
conocidos también como Aerofloats.
Los Xantogenatos o Xantatos son derivados del ácido carbónico H2CO3, el
cual dos oxígenos son reemplazados por el azufre y un hidrógeno es
reemplazado por un grupo alquil o aril. Estos fueron descubiertos en 1822
por Zeise e introducidos en la flotación en 1923.
El xantato tendrá la fórmula química general:
Donde : R = grupo o radical hidrocarburo ( hasta 6 átomos ).
Los xantatos que más ampliamente se usan son :
• Xantato etílico de potasio C2H5OCS2K Z3
• Xantato etílico de sodio C2H5OCS2Na
• Xantato amílico de potasio C5H11OCS2K Z6
• Xantato iso propílico de potasio C3H7OCS2K
• Xantato iso propílico de sodio C3H7OCS2Na Z11
• Xantato hexílico de potasio C6H13OCS2K
• Xantato butílico sec de sodio C4H9OCS2Na Z12
• Xantato iso butílico de sodio C4H9OCS2Na Z14

Pág. 22
1.1.3 Variables del proceso de flotación de espumas
Algunos metalurgistas han señalado que en el proceso de flotación de
espumas hay más de 32 variables. Southerland y Wark las han clasificado
meridianamente en tres grupos importantes de variables y son :
Grupo 1.- Variables que dependen de los componentes químicos tales
como:
• Dosificación y potencia de los reactivos :
Colectores, espumantes y modificadores
• pH ( Eh ) de mejor selectividad
Es decir todo lo que concierne al comportamiento físico – químico para
lograr la hidrofobización del mineral valioso dentro del ambiente de la celda.
Grupo 2.- Variables que dependen de los componentes de equipamiento,
tales como :
• Diseño de la celda convencional o columnar
• Agitación de la pulpa ( RPM )
• Configuración del banco de celdas
• Remoción de espumas
Es decir, todo lo que concierne al comportamiento hidrodinámico que
involucra al movimiento partícula / burbuja /fluido dentro del ambiente de la
celda.
Grupo 3.- Variables que dependen de componentes de operación, tales
como:

Pág. 23
• Velocidad de alimentación m3/h ó GPM
• Mineralogía de la mena
• Tamaño de partículas (densidad y forma ).
• Grado de liberación ( grado de sedimentación ).
• Grado de oxidación ( degradación)
• pH natural del mineral
• Densidad de pulpa ( % de sólidos )
• Flujo de aire ( psi , Pa )
• Remoción de la espuma ( natural o mecánico )
• Ley del mineral de cabeza
Colectores
Son compuestos orgánicos de molécula compleja con estructura asimétrica
y heteropolares, cuya función principal es de absorberse en la superficie del
mineral valioso hidrofobizándola selectivamente dentro de la pulpa, para
crear condiciones de reducción de energía libre superficial del mineral
hidratado a un punto donde sea posible la formación de un perímetro de
contacto de fases ( mineral – agua – aire ), favoreciendo la adherencia de la
partícula mineral a la burbuja . La mayoría de colectores tiene dos partes :
Figura nº 2
• Una parte polar
• Una no parte polar
Ambas con propiedades diferentes
parte polar
parte no polar

Pág. 24
Espumantes
Los espumantes son sustancias orgánicas tenso activas (superficies
activas). Su función principal es proporcionar una adecuada resistencia
mecánica de las burbujas de aire manteniéndolas dispersas y previniendo su
coalescencia o unión de modo que puedan presentar superficies de
adherencia adecuada de las partículas de mineral flotante, y por
consiguiente logra la estabilidad de la espuma de flotación, la cual ha
reducido su energía libre superficial y la tensión superficial del agua. De este
modo la estructura polar de la molécula del espumante se absorbe en la
superficie de interfase agua / aire con su grupo no polar orientado hacia el
aire y los grupos polares hacia el agua, debido a que estos grupos liofílicos
tienen gran afinidad por el agua.
La eficiencia del empleo de espumantes depende en gran medida del pH de
la pulpa, donde su capacidad para la formación de la espuma es máxima
cuando el reactivo se halla en forma molecular.
Figura nº 3
Parte no polar
Parte no polar
Burbuja de
aire
Mineral sólido
Pág. 25
Modificadores o reguladores
Los reactivos modificadores son usados en la flotación para controlar la
acción del colector, ya sea intensificando o reduciendo el efecto repelente al
agua sobre la superficie mineral, haciendo de este modo más selectiva la
acción del colector hacia ciertos minerales, asegurando una mejor precisión
en la separación eficiente, razonable y económica de ellos.
La función del modificador implica tanto reacción con el mineral, así como
los iones presentes en la pulpa, siendo en muchos casos esta reacción
química de naturaleza química.
Los modificadores o reguladores según su acción y uso en flotación, es
variada, reciben este nombre porque no tienen tareas específicas de
colección o espumación. Estos se clasifican como siguen: activadores,
modificadores de pH y depresores.
• Los activadores.- son sales solubles cuyos iones alteran la naturaleza
química de las superficies de los minerales valiosos, de tal modo que
mejoran o ayudan a la adsorción de un colector, haciéndolos hidrofóbicos
y flotables, es decir, hacen la acción del colector más selectiva.
• Los modificadores de pH .- la efectividad de todos los reactivos o agentes
de flotación dependen grandemente del grado de alcalinidad ( OH- ) o
acidez ( H+ ) de la pulpa. Por tanto un objetivo primario de una prueba de
flotación es encontrar el valor óptimo del pH para una combinación dada
Pág. 26
de reactivos en mena. El pH es uno de los pocos factores que se pueden
medir fácilmente en una pulpa de flotación.
• Depresores.- son reactivos que inhiben o evitan la adsorción de un
colector por un mineral volviéndolo hidrofílico, por tanto no flotable. Esto
permite una flotación diferencial o selectiva. Una forma de depresión
natural es por las lamas presentes en la pulpa que recubren a los
minerales haciéndolos hidrofílicos.
1.1.4 Espumas de flotación
Las espumas de flotación deben contar con las siguientes condiciones:
• Las partículas de mineral a flotarse deben adherirse fuertemente a las
espumas
• La separación suplementaria máxima posible, debido a la separación
selectiva de las partículas de ganga, deben predecirse en las espumas.
• Las espumas no deben ser excesivamente estables y deben romperse
rápidamente después de la celda de flotación, de no ser así, causarán
dificultades en las canaletas de recepción, el espesamiento y el filtrado.
Los factores físicos que determinan las propiedades de las espumas son :
• El espesor del lecho ( colchón ) de espumas
• La velocidad y método de la eliminación de las espumas
• La cantidad de burbujas y partículas minerales presentes
• La dispersión de las espumas

Pág. 27
• La intensidad de movimiento de la pulpa en la capa inmediata inferior de
la espuma.
1.1.5 Estructura de las espumas de flotación
Las estructuras de las espumas de flotación consisten de burbujas de aire
separadas por lechos de agua, que pueden dividirse en tres tipos básicos, a
saber: estructura columnar, agregados de espuma y películas de espuma.
Las espumas de tipo de estructura columnar, son muy frecuentes en
flotación de minerales, generalmente en la concentración de partículas con
tamaños normales, sus características son:
• Las burbujas de aire de la capa superior son más grandes que los de las
capas inferiores.
• Los lechos de agua que separan a las burbujas de aire en las espumas
disminuyen en espesor conforme se aproximan a la superficie superior de
las espumas.
• El colchón de espumas es relativamente grueso y varía de 5 a 20 cm.
• Las burbujas más grandes generalmente son deformados.
Las espumas de este tipo contienen relativamente más agua que las
espumas de los otros tipos, particularmente en las capas más inferiores, su
estabilidad varía en rango muy amplio y son extremadamente móviles.

Pág. 28
Los agregados de espumas, consisten en espumas relativamente grandes
que se adhieren entre ellas por las numerosas burbujas de aire. Son más
pequeñas que las anteriores aunque la distribución de las burbujas de
diversos tamaños a diferentes niveles en las espumas es similar. Entre las
principales características de este tipo de espumas son:
• Contienes relativamente poco agua
• Son completamente estables
• Se rompen rápidamente al salir de la celda
Las espumas peliculares, son muy similares a los agregados de espumas
pero son más delgadas. Las partículas minerales que suben en las espumas
de este tipo son muy grandes, tienen una baja gravedad específica y
generalmente son fuertemente repelentes al agua.
Estos tres tipos de espumas se muestran esquemáticamente en la siguiente
figura:
Figura nº 4 Figura nº 5 Figura nº 6

Pág. 29
La buena espuma normalmente consiste relativamente de pequeñas
burbujas de aire mineralizadas, aunque se rompen en la superficie
espumosa sin formar burbujas grandes ( 5 cm ) y sin una excesiva
viscosidad. Si se forma una espuma seca durante la flotación, es decir,
burbujas de aire pequeñas y pesadas, indica que la espumas es demasiado
estables, ocasionando dificultad para retirar las espumas y el concentrado es
de mala calidad.
Si se observa una lluvia fina sobre la superficie de las espumas que indican
su excesiva fragilidad (inestables) y llevan poco mineral, indica que la
alimentación de reactivos no se ha seleccionado correctamente.
El signo o señal de una flotación eficiente es el aspecto de las espumas con
las burbujas de 1 a 3 cm de tamaño, las cuales están cubiertas casi
completamente de una película de partículas minerales, de tal modo que las
áreas libres permanecen sobre el tope de las burbujas. Precisamente la
medida y eficiencia de flotación de control puede juzgarse por el especto de
las espumas, es decir su estructura, su tamaño, contenido de mineral, color,
fluidez, viscosidad, etc.
1.1.6 Modelo Cinético usado
Se procede a usar el modelo cinético de R. R . KLIMPEL para simular una
flotación con un mayor tiempo de residencia. Para esto se simula en las
celdas OK – 100.

Pág. 30
El modelo cinético es:
( )tR = R x ( )
−− −
kt
11 kte, Donde:
R(t) = Recuperación en un tiempo “ t “
R∞ = Recuperación máxima
k = constante de velocidad
1.1.7 Teoría didáctica de la flotación
MOLIENDA
Para una apropiada liberación Figura nº 7
Principios de flotación
• Dispersión de las partículas
Molienda , acondicionamiento
• Dispersión de gas
Dispersores

Pág. 31
• Adherencia selectiva
Reactivos ( colector )
• Recuperación adicional
Flotación de partícula / burbuja
Reactivos
Humectabilidad de la superficie
Ejemplo --- Xantato amílico de potasio ( Z-6 ) empleado en Cuajone
El terminal “ K “ atraído al mineral
El terminal “ X “ ceroso atraído al gas
Figura nº 8
Adsorción
Revestimiento del Xantato
Para la colección de la partícula se requiere solamente de revestir la
superficie de esta, en un 15. 0%
Pág. 32
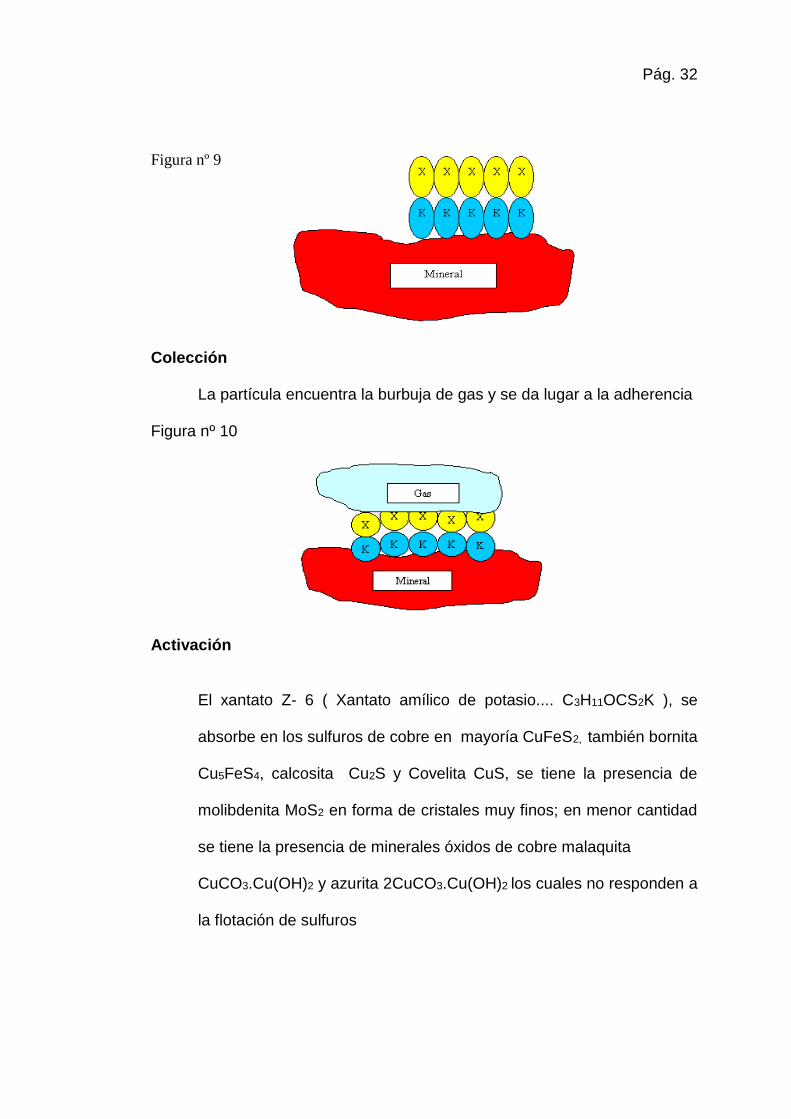
Figura nº 9
Colección
La partícula encuentra la burbuja de gas y se da lugar a la adherencia
Figura nº 10
Activación
El xantato Z- 6 ( Xantato amílico de potasio.... C3H11OCS2K ), se
absorbe en los sulfuros de cobre en mayoría CuFeS2, también bornita
Cu5FeS4, calcosita Cu2S y Covelita CuS, se tiene la presencia de
molibdenita MoS2 en forma de cristales muy finos; en menor cantidad
se tiene la presencia de minerales óxidos de cobre malaquita
CuCO3.Cu(OH)2 y azurita 2CuCO3.Cu(OH)2 los cuales no responden a
la flotación de sulfuros

Pág. 33
Figura nº 11
Colección
P = Pc x Pa x ( 1 – Pd)
P = probabilidad de colección, Pc = probabilidad de colisión
Pa = probabilidad de adherencia, Pd = probabilidad de desprendimiento
Camino de barrido
Figura nº 12

Pág. 34
Contacto Móvil
Figura nº 13
Desprendimiento
Figura nº 14

Pág. 35
Mecanismo de recuperación
Figura nº 15
Efectos hidrodinámicos
Flotación mecánica o convencionales, es el caso del informe
Agua en el Concentrado
Figura nº 16

Pág. 36
1.2 Flotación rougher arenas antes del proyecto :
Diagrama n º 3 1016 39.0 2.7 0.7 887 42 2.6 0.16
1016 6999 1325 6856 5377 1353
Fila 1
2032 39 2.7 0.7 129.4 26.0 3.2 4.4
17312 13998 1325 1800 1622 1218 80.1 887 42 2.6 0.16
6856 5377 1353
Fila 2 1016 39.0 2.7 0.7
8656 6999 1325 129.4 26.0 3.2 4.4
1800 1622 1218 80.1
Leyenda
TM/h % Sp S.G % Cu
GPM pulpa GPM agua Dp gr/lt % Rec Cu

Pág. 37
1.3 Flotación rougher arenas propuesto por Outokumpo :
Diagrama nº 4 677.4 38 2.7 0.7 587.5 42.0 2.7 0.133
5972 4867 1315 4537 3556 1358
Fila 1
2032 38.0 2.7 0.7 90 23.2 3.2 4.4
17916 14601 1315 1435 1311 1190 83.48 587.5 42.0 2.7 0.133
4537 3556 1358
Fila 2
677.4 38.0 2.7 0.7
5972 4867 1315 90 23.2 3.2 4.4
1435 1311 1190 83.48
677.4 38.0 2.7 0.7
Fila 3 5972 4867 1315 587.5 42.0 2.7 0.133
4537 3556 1358
Leyenda
TM/h % Sp S.G % Cu 90 23.2 3.2 4.4
GPM pulpa GPM agua Dp gr/lt % Rec Cu 1435 1311 1190 83.48
Pág. 38
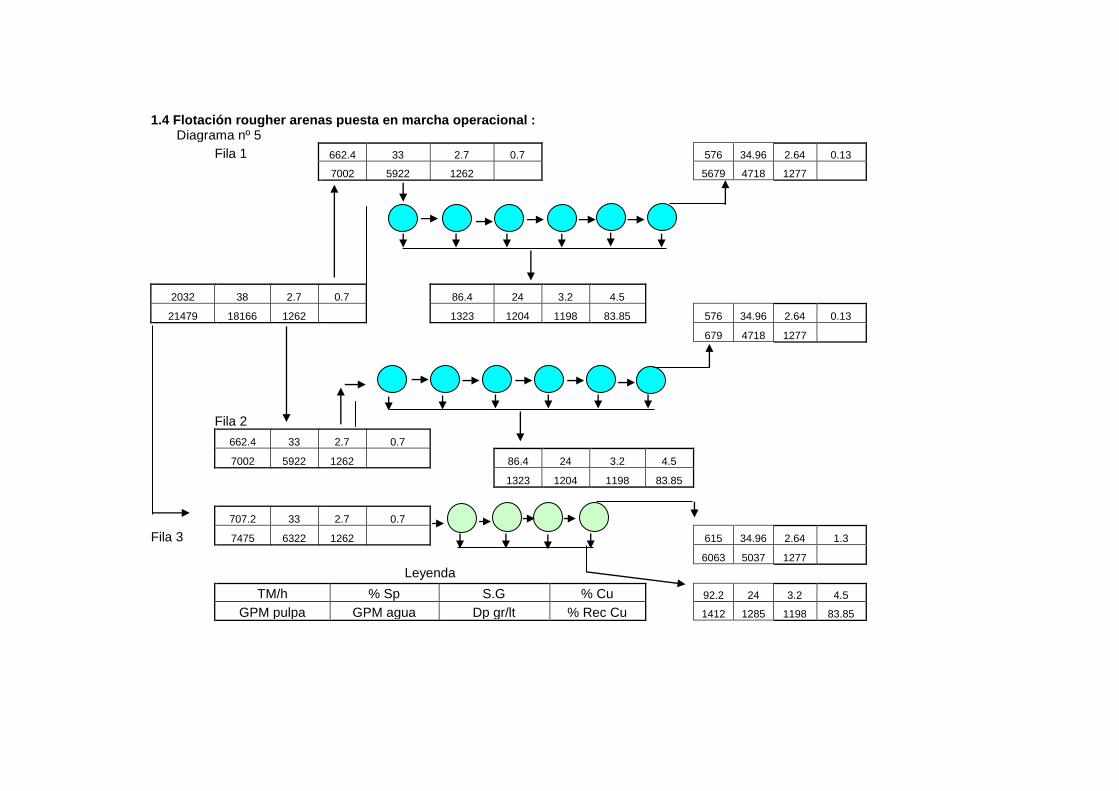
1.4 Flotación rougher arenas puesta en marcha operacional : Diagrama nº 5
Fila 1 662.4 33 2.7 0.7 576 34.96 2.64 0.13
7002 5922 1262 5679 4718 1277
2032 38 2.7 0.7 86.4 24 3.2 4.5
21479 18166 1262 1323 1204 1198 83.85 576 34.96 2.64 0.13
679 4718 1277
Fila 2
662.4 33 2.7 0.7
7002 5922 1262 86.4 24 3.2 4.5
1323 1204 1198 83.85
707.2 33 2.7 0.7
Fila 3 7475 6322 1262 615 34.96 2.64 1.3
6063 5037 1277
Leyenda
TM/h % Sp S.G % Cu 92.2 24 3.2 4.5
GPM pulpa GPM agua Dp gr/lt % Rec Cu 1412 1285 1198 83.85
Pág. 39
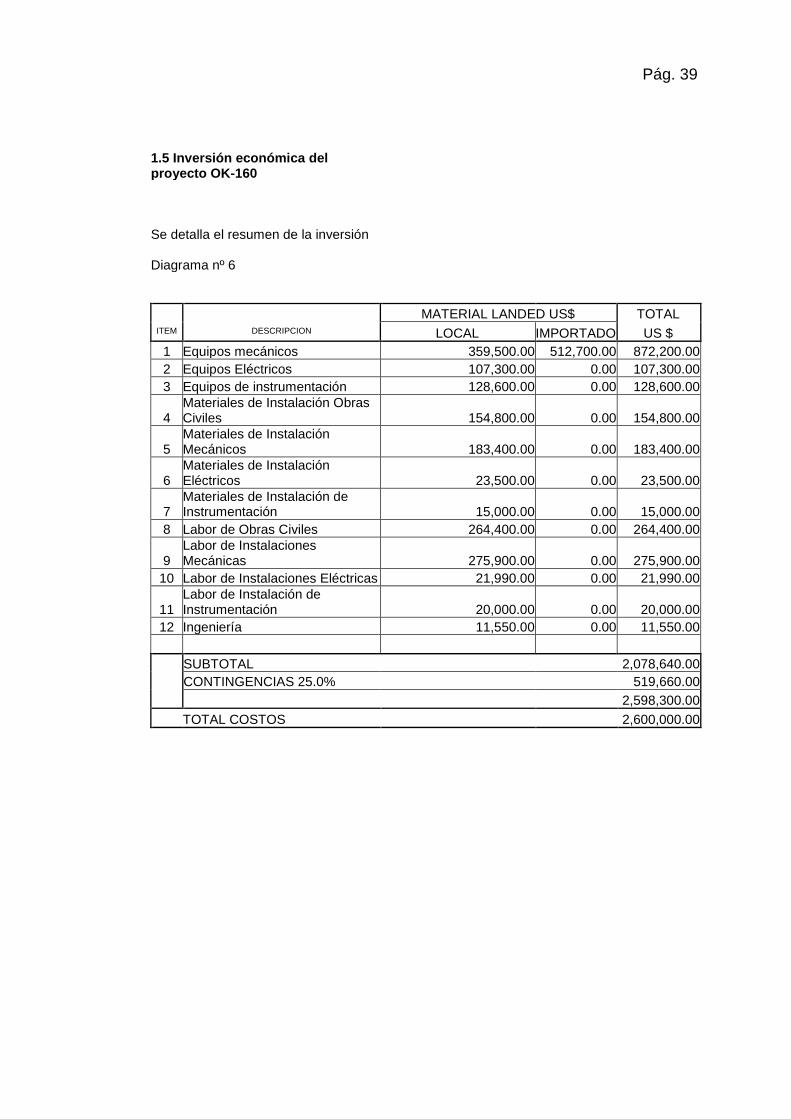
1.5 Inversión económica del proyecto OK-160 Se detalla el resumen de la inversión Diagrama nº 6
ITEM DESCRIPCION
MATERIAL LANDED US$ TOTAL
LOCAL IMPORTADO US $
1 Equipos mecánicos 359,500.00 512,700.00 872,200.00
2 Equipos Eléctricos 107,300.00 0.00 107,300.00
3 Equipos de instrumentación 128,600.00 0.00 128,600.00
4 Materiales de Instalación Obras Civiles 154,800.00 0.00 154,800.00
5 Materiales de Instalación Mecánicos 183,400.00 0.00 183,400.00
6 Materiales de Instalación Eléctricos 23,500.00 0.00 23,500.00
7 Materiales de Instalación de Instrumentación 15,000.00 0.00 15,000.00
8 Labor de Obras Civiles 264,400.00 0.00 264,400.00
9 Labor de Instalaciones Mecánicas 275,900.00 0.00 275,900.00
10 Labor de Instalaciones Eléctricas 21,990.00 0.00 21,990.00
11 Labor de Instalación de Instrumentación 20,000.00 0.00 20,000.00
12 Ingeniería 11,550.00 0.00 11,550.00
SUBTOTAL 2,078,640.00
CONTINGENCIAS 25.0% 519,660.00
2,598,300.00
TOTAL COSTOS 2,600,000.00

Pág. 40
1.6 Recuperación económica del proyecto
Diagrama nº 7
Resumen de arreglo metalúrgico antes del proyecto
2032 TM/h Míneral 1774 TM/h Míneral Cu
0.7 % Cu Feed 0.16 % Cu Cola
R1 = 80.054%
258.793 TM/h Concentrado T1
4.4 % Cu
11.386 TM/h Cu Cobre total
Resumen de arreglo metalúrgico propuesto por Outokumpo
2032 TM/h Míneral 1762.5 TM/h Míneral
0.7 % Cu Feed 0.133 % Cu Cola
R2 = 83.52%
269.997 TM/h Concentrado = T2
4.4 % Cu
11.879 TM/h Cu Cobre total
Resumen metalúrgico puesta en marcha operacional
2032 TM/h Míneral 1766.968 TM/h Cu
0.7 % Cu 0.130 % Cu
R3 = 83.85%
265.041 TM/h Concentrado = T3
Pág. 41
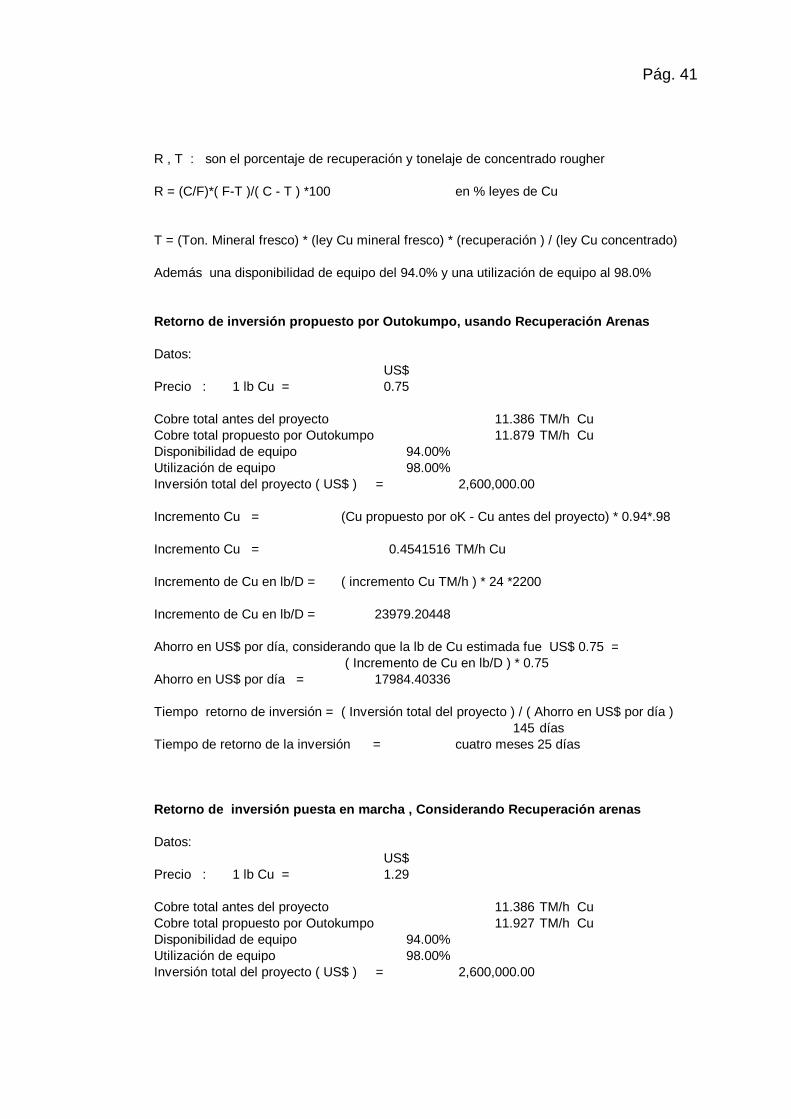
R , T : son el porcentaje de recuperación y tonelaje de concentrado rougher
R = (C/F)*( F-T )/( C - T ) *100 en % leyes de Cu
T = (Ton. Mineral fresco) * (ley Cu mineral fresco) * (recuperación ) / (ley Cu concentrado)
Además una disponibilidad de equipo del 94.0% y una utilización de equipo al 98.0%
Retorno de inversión propuesto por Outokumpo, usando Recuperación Arenas
Datos:
US$
Precio : 1 lb Cu = 0.75
Cobre total antes del proyecto 11.386 TM/h Cu
Cobre total propuesto por Outokumpo 11.879 TM/h Cu
Disponibilidad de equipo 94.00%
Utilización de equipo 98.00%
Inversión total del proyecto ( US$ ) = 2,600,000.00
Incremento Cu = (Cu propuesto por oK - Cu antes del proyecto) * 0.94*.98
Incremento Cu = 0.4541516 TM/h Cu
Incremento de Cu en lb/D = ( incremento Cu TM/h ) * 24 *2200
Incremento de Cu en lb/D = 23979.20448
Ahorro en US$ por día, considerando que la lb de Cu estimada fue US$ 0.75 =
( Incremento de Cu en lb/D ) * 0.75
Ahorro en US$ por día = 17984.40336
Tiempo retorno de inversión = ( Inversión total del proyecto ) / ( Ahorro en US$ por día )
145 días
Tiempo de retorno de la inversión = cuatro meses 25 días
Retorno de inversión puesta en marcha , Considerando Recuperación arenas
Datos:
US$
Precio : 1 lb Cu = 1.29
Cobre total antes del proyecto 11.386 TM/h Cu
Cobre total propuesto por Outokumpo 11.927 TM/h Cu
Disponibilidad de equipo 94.00%
Utilización de equipo 98.00%
Inversión total del proyecto ( US$ ) = 2,600,000.00

Pág. 42
Incremento Cu = (Cu propuesto por oK - Cu antes del proyecto) * 0.94*.98
Incremento Cu = 0.541 TM/h Cu
Incremento de Cu en lb/D = ( incremento Cu TM/h ) * 24 *2200
Incremento de Cu en lb/D = 28564.8
Ahorro en US$ por día, considerando que la lb de Cu estimada fue US$ 1.29 =
( Incremento de Cu en lb/D ) * 1.29
Ahorro en US$ por día = 36848.592
Tiempo retorno de inversión = ( Inversión total del proyecto ) / ( Ahorro en US$ por día )
71 días
Tiempo de retorno de la inversión = dos meses 11 días
Retorno de la inversión , considerando Recuperación total de planta
Datos :
TMS/H TMS/D
% Distribución de carga : Arenas 56 2032.00 48768.00
Lamas 44 1596.57 38317.68
3628.57 87085.68
Ley de concentrado de Cu 26.8 %
Ley de mineral feed a flotación 0.7 %
Inversión del proyecto US$ 2,600,000.00
Además una disponibilidad de planta del 94.0% y una utilización de planta al 98.0%
Condiciones previas al proyecto de las celdas tenemos :
TMS concentrado producido por día
% Recuperación
Flotación arenas 80.1 87085.68*0.07*0.828*0.94*0.98/0.268
Flotación lamas 90.9
Flotación Rougher 84.8 1735.0
Total en Planta de cobre 82.8
En las condiciones propuesta por Outokumpo
% Recuperación
Flotación arenas 83.52 87085.68*0.007*0.8435*0.94*0.98/0.268
Flotación lamas 90.9
Flotación Rougher 86.75 1767.46
Total en Planta de cobre 84.35
Pág. 43
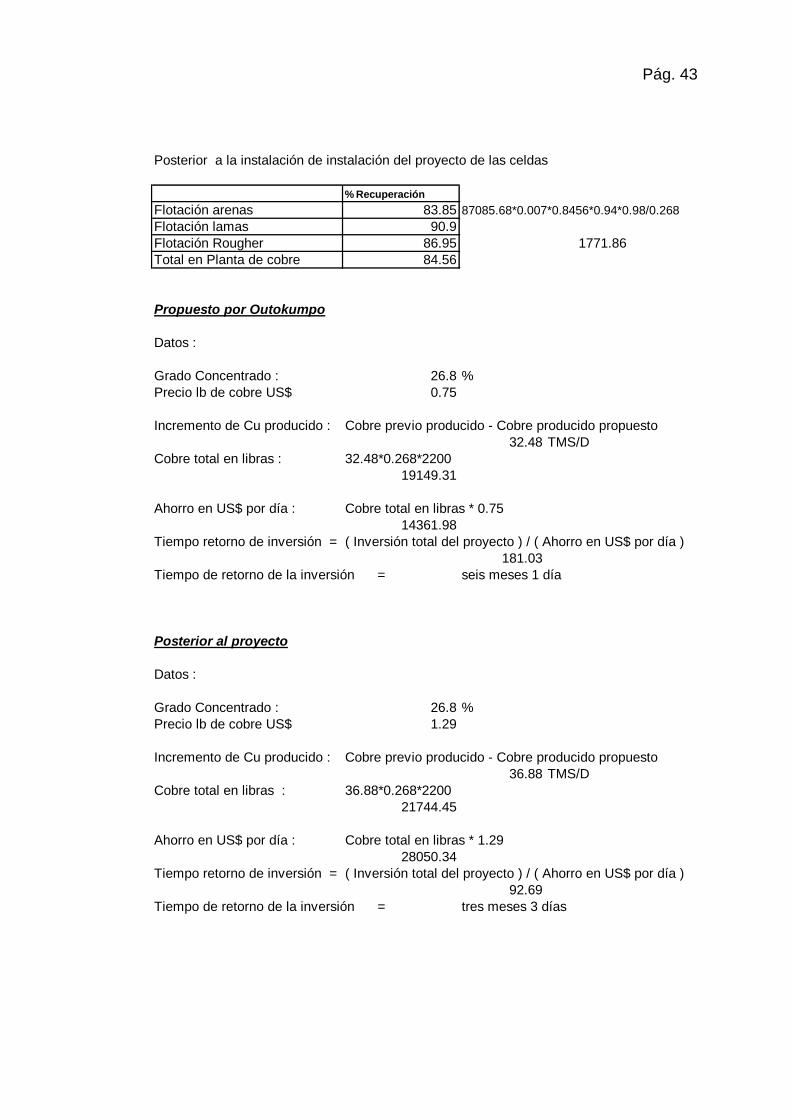
Posterior a la instalación de instalación del proyecto de las celdas
% Recuperación
Flotación arenas 83.85 87085.68*0.007*0.8456*0.94*0.98/0.268
Flotación lamas 90.9
Flotación Rougher 86.95 1771.86
Total en Planta de cobre 84.56
Propuesto por Outokumpo
Datos :
Grado Concentrado : 26.8 %
Precio lb de cobre US$ 0.75
Incremento de Cu producido : Cobre previo producido - Cobre producido propuesto
32.48 TMS/D
Cobre total en libras : 32.48*0.268*2200
19149.31
Ahorro en US$ por día : Cobre total en libras * 0.75
14361.98
Tiempo retorno de inversión = ( Inversión total del proyecto ) / ( Ahorro en US$ por día )
181.03
Tiempo de retorno de la inversión = seis meses 1 día
Posterior al proyecto
Datos :
Grado Concentrado : 26.8 %
Precio lb de cobre US$ 1.29
Incremento de Cu producido : Cobre previo producido - Cobre producido propuesto
36.88 TMS/D
Cobre total en libras : 36.88*0.268*2200
21744.45
Ahorro en US$ por día : Cobre total en libras * 1.29
28050.34
Tiempo retorno de inversión = ( Inversión total del proyecto ) / ( Ahorro en US$ por día )
92.69
Tiempo de retorno de la inversión = tres meses 3 días
Pág. 44
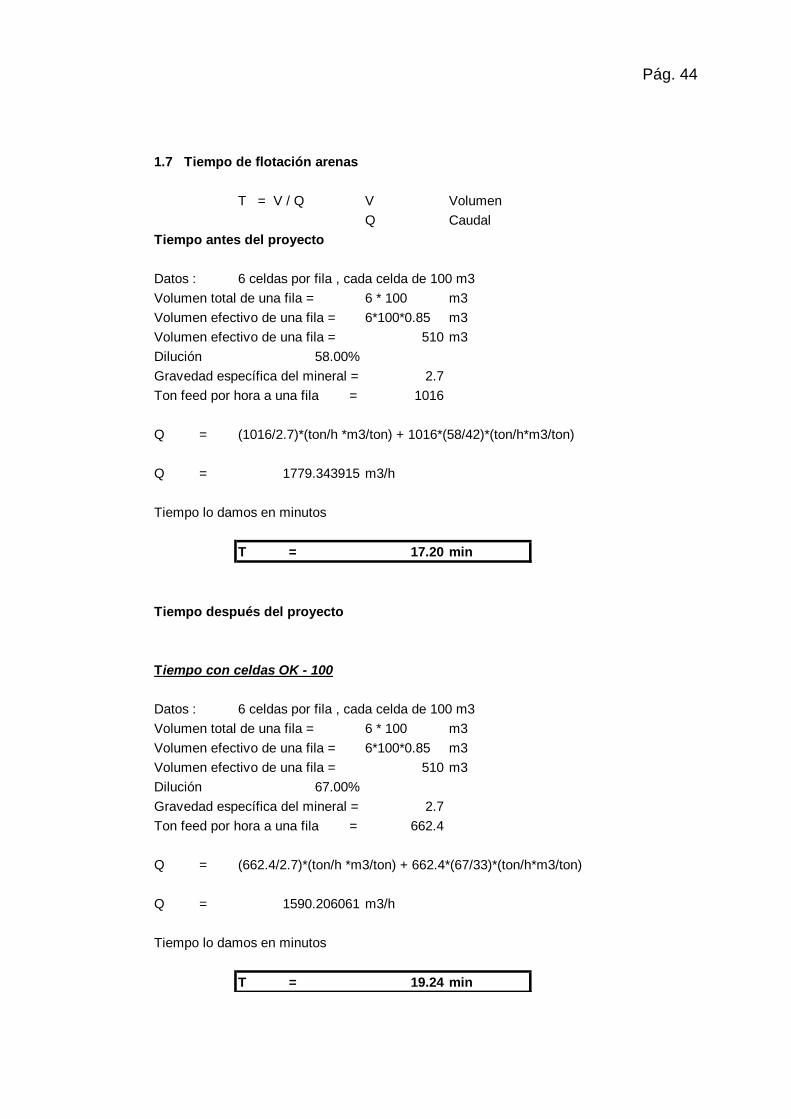
1.7 Tiempo de flotación arenas
T = V / Q V Volumen
Q Caudal
Tiempo antes del proyecto
Datos : 6 celdas por fila , cada celda de 100 m3
Volumen total de una fila = 6 * 100 m3
Volumen efectivo de una fila = 6*100*0.85 m3
Volumen efectivo de una fila = 510 m3
Dilución 58.00%
Gravedad específica del mineral = 2.7
Ton feed por hora a una fila = 1016
Q = (1016/2.7)*(ton/h *m3/ton) + 1016*(58/42)*(ton/h*m3/ton)
Q = 1779.343915 m3/h
Tiempo lo damos en minutos
T = 17.20 min
Tiempo después del proyecto
Tiempo con celdas OK - 100
Datos : 6 celdas por fila , cada celda de 100 m3
Volumen total de una fila = 6 * 100 m3
Volumen efectivo de una fila = 6*100*0.85 m3
Volumen efectivo de una fila = 510 m3
Dilución 67.00%
Gravedad específica del mineral = 2.7
Ton feed por hora a una fila = 662.4
Q = (662.4/2.7)*(ton/h *m3/ton) + 662.4*(67/33)*(ton/h*m3/ton)
Q = 1590.206061 m3/h
Tiempo lo damos en minutos
T = 19.24 min

Pág. 45
Tiempo con celdas OK - 160
Datos : 4 celdas en fila , cada celda de 160 m3
Volumen total de la fila = 4*160 m3
Volumen totalefectivo de la fila = 4*160*0.85 m3
Volumen total efectivo de la fila = 544 m3
Ton feed por hora a una fila = 707.14
Q = (707.14/2.7)*(ton/h *m3/ton) + 707.14*(67/33)*(ton/h*m3/ton)
Q = 1697.612189 m3/h
Tiempo lo damos en minutos
T = 19.23 min
Pág. 46
2. Máquinas de flotación
Se descubrió la flotación 500 AC, donde se realizaba la separación de
granos de oro de las arenas usando plumas de ganso engrasadas. En el
año 1952, Tveter descubre el espumante soluble Dow – froth.
El proceso de flotación de espumas de origen relativamente reciente, se
considera a la fecha como un proceso moderno. En 1978, R. Klimpel
introduce los modelos matemáticos en la cinética de flotación, esta teoría
y otras se aplican en el diseño de celdas convencionales y no
convencionales de flotación.
Las celdas de flotación consisten en tanques de sección rectangular o
cilíndrica, dispuestos en bancos de un cierto número de celdas.
Teniendo como objetivo que el flujo de pulpa sea homogéneo a través de
ellas y que las partículas estén sometidas a un tiempo de tratamiento.
Todas ellas pueden clasificarse en dos categorías:
• Máquinas de flotación mecánicas o convencionales
• Máquinas de flotación neumáticas o celdas columnas
3.1 Máquinas de flotación mecánicas o convencionales
Son las de mayor uso en plantas concentradoras del mundo y del país.
Se caracterizan por tener un agitador mecánico formado por un eje

Pág. 47
vertical unido a un impulsor de diseño especial y un difusor, que
mantienen a la pulpa en suspensión y dispersa el aire dentro de ella.
Según el modo de aireación, este grupo de celdas se puede subdividir
en:
• Celdas sub-aireadas o auto-aireadas.- cuentan con una válvula
reguladora de aire, donde su mecanismo de agitación ( dispersor –
difusor ) sirve para aspirar y dispersar aire en la pulpa.
• Celdas de aireación forzada.- las cuales necesitan aire a través de un
equipo adicional soplador ( Blower ), el cual insufla aire a una
atmósfera de presión. Estas celdas poseen válvulas para regular aire.
Las celdas mecánicas tienen tres zonas en su volumen interior y son
bastante bien definidas, estas son:
• Zona de mezcla.- localizado en el entorno del mecanismo de agitación
donde el aire se dispersa en pequeñas burbujas por la alta turbulencia
que existe y toman contacto con las partículas de mineral ya
hidrofobizado.
• Zona de separación.- de movimiento hidrodinámico de poca
turbulencia donde las burbujas se agrupan unas con otras y drenan
partículas indeseables que pudieran haber sido atrapadas o
arrastradas.
• Zona de espuma o concentración .- que es bastante tranquila en
relación a las primeras, donde se forma un colchón o lecho de

Pág. 48
espumas de altura variable y que contienen el mineral valioso con la
ley o grado requerible, según el circuito de flotación, es removida o
rebosa de la celda formando el concentrado respectivo.
Los principales factores que se consideran para la evaluación de la
eficiencia de una máquina de flotación son:
• Capacidad o alimento en m3/h o t/h por unidad de volumen
• Consumo de energía
• Rendimiento metalúrgico representado por la ley o grado y/o la
recuperación
• Flujo específico de aire para controlar el nivel y la calidad de espuma
• Dispersión de las burbujas
• Consumo de reactivos
• Mantenimiento y disponibilidad de repuestos
En la selección y diseño de las celdas de flotación influyen principalmente
las siguientes variables:
• La molienda.- relacionado al tamaño de la partícula y el grado de
liberación así como la superficie específica de la burbuja con mineral.
Cuando el grado de liberación es buena se obtienen buenas
recuperaciones.
• La cantidad y tipo de reactivos.- tener presente que cantidades
mínimas y máximas de consumo de reactivos afectan la metalurgia
del mineral valioso.

Pág. 49
• Tiempo de flotación.- relacionado al comportamiento cinético del
mineral valioso y de la ganga, se denomina también tiempo de
residencia, través del cual se logra la máxima recuperación del
mineral valioso. Siendo propia de cada mineral y varía de una mina a
otra.
• El porcentaje de sólidos.- es el factor en el cual se determina el
volumen de la pulpa que debe manejarse por cada tonelada de
mineral. Existen minerales que flotan a bajo porcentaje de sólidos y
otros a altos porcentajes de sólidos; siendo lo importante el de evitar
arenamientos en las celdas, así como cuando la dilución es muy alta
puede llevar a arrastre mecánico elevado bajando el tiempo de
flotación y se obtiene un mal proceso metalúrgico.
2.2 Máquinas de flotación mecánicas o convencionales usados en Perú
En Perú las celdas mecánicas más usadas son: Agitar – Galigher,
Denver, W-S ( Morococha), Wemco y Outokumpu.
• Celdas Agitair – Galigher.- trabajan con aire a presión de ( 1-2 )psi
insuflado por el mecanismo del impulsor y es regulable de acuerdo a
la necesidad de operación, con una velocidad del impulsor 800 –1200
RPM. Es ideal para desbaste ( rougher ) y recuperación scavenger.
Mina Quiruvilca de Panamerican Silver.
• Celdas Denver.- pueden ser bancos de flujo abierto o dividido por
celdas individuales. De estas últimas las Sub A son ampliamente
usadas por su versatilidad para modificar circuitos. Ideal para etapas

Pág. 50
de limpieza o recuperaciones diferenciales. Mina San Vicente, Mina
Animón, Mina Cuajone.
• Celdas W-S ( Morococha ).- son celdas peruanas del tipo tanque,
cuya característica son:
o Gran volumen y capacidad por cada unidad
o Operación independiente en cada máquina
o Mínima superficie de construcción
o Máquinas cilíndricas con una relación H/D > 1
Tienen un alto consumo de energía, y la regulación del nivel de
espuma es dificultoso. Mina Condestable, Mina Arirahua.
• Celdas Outokumpu.- cuentan con un novedoso diseño de impulsor
basado en principios hidrodinámicos, las ventajas de utilización son:
o Bajo consumo de energía
o Mejor dispersión de aire
o Suspensión completa
o Bajos costos de desgaste y mantenimiento
o Bajo consumo de reactivos
o Bajos costos de instalación
• Celdas Wemco.- el rotor dispersor, están sumergidos a relativa
profundidad para proporcionar una aireación propia eficiente, aún en
máquinas de gran tamaño ( 100 m3). En las Wemcos más grandes el
estator – rotor se prolonga hasta más abajo del dispersor oculto por
un tubo de corriente de aire que sirve para bombear la pulpa desde
más abajo que viene a ser el falso fondo de cada celda, y esta

Pág. 51
diseñado para promover una suspensión uniforme de los sólidos.
Mina Condestable, Mina Cuajone
2.3 Celdas de gran volumen
Los altos costos de operación, la no existencia de minas de alta ley, la
viabilidad de tratamiento de las planta concentradoras, hacen que los
fabricantes diseñen celdas de gran volumen para minimizar el tamaño
acorde a esta necesidad con tres factores siguientes:
• Primer factor.- empleo de un reducido número de celdas con mayor
ventaja en la operación, control y mantenimiento de las mismas.
• Segundo factor.- menor área requerida para la instalación
• Tercer factor.- menor demanda de fuerza requerida
Entre las celdas de gran volumen tenemos:
o Celdas Door Oliver
o Celdas Wemco
o Celdas Smartell Wemco
o Celdas Svedala RCS ( reactor cell systems )
o Celdas Outokumpu

Pág. 52
En el presente informe, haremos mención a las Celdas de gran volumen
Outokumpu.
Celdas de gran volumen Outokumpu
Denominado OK Tank Cell , de 100-120-160 m3 permite el uso de más
variables en la solución del problema de flotación. Esta celda ha sido
diseñada de manera que las variables que puedan usarse para optimizar y
controlar el proceso de flotación son:
• Mecánicas
o Diámetro y diseño del rotor
o Diseño del estator
o Espacios libres inferiores radiales
o Distancia de transporte de la espuma, cortas con canaletas que
aumentan el área de espumación.
• Operativas
o Cantidad o tasa de adición de aire
o Espesor de colchón de espuma
o Velocidad del impulsor, cambio del sentido de agitación del eje,
para un desgaste uniforme de impulsor-dispersor
Bajo estas consideraciones se diseño el mecanismo llamado “Free Flow“
cuya principal característica es el dimensionamiento de los componentes del
flujo. Para que se suspenda las partículas gruesas, el volumen de flujo de
mezcla principal deberá ser grande.

Pág. 53
Los elementos de importancia incluyen:
o Excelente capacidad de mezclado y dispersión de aire
o La selección del mecanismo se basa en el tamaño de la partícula
o El potente arremolinamiento de la espuma y control del área
superficial
o El acercamiento del reactor unitario a la curva cinética
o El control inteligente integrado
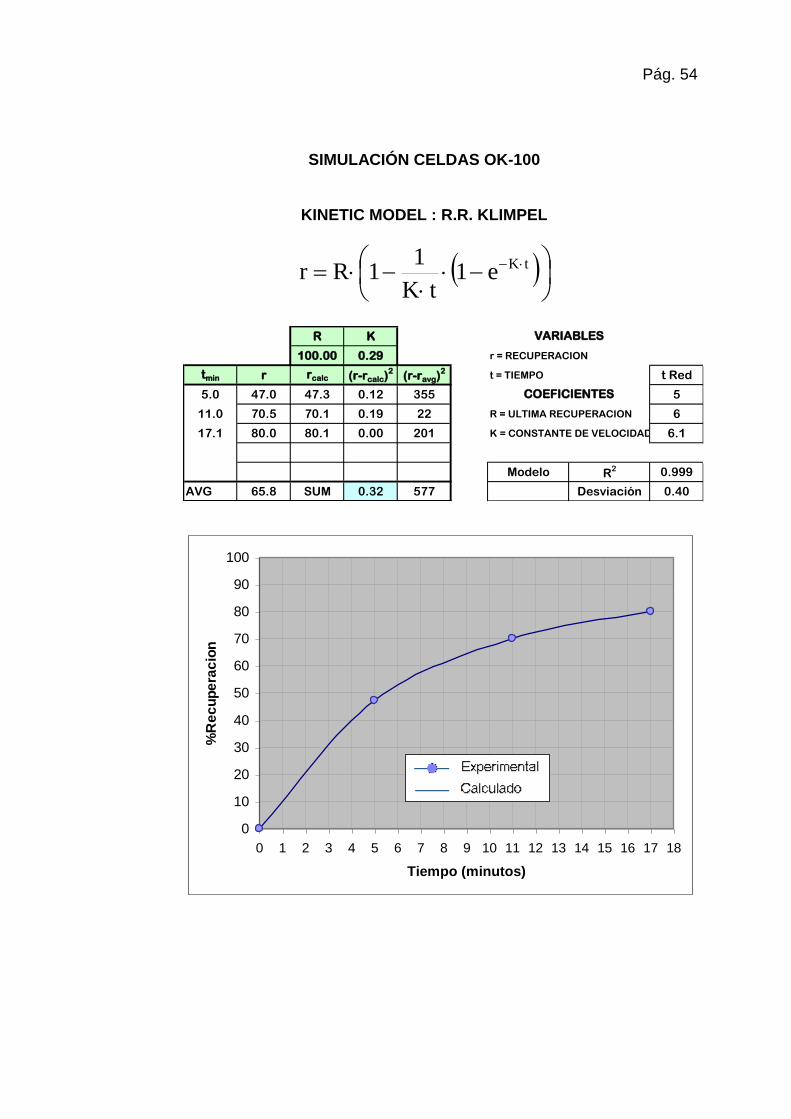
Pág. 54
SIMULACIÓN CELDAS OK-100
KINETIC MODEL : R.R. KLIMPEL
( )
−
−= − tKe1
tK
11Rr
R K
100.00 0.29 r = RECUPERACION
tmin r rcalc (r-rcalc)2
(r-ravg)2
t = TIEMPO t Red
5.0 47.0 47.3 0.12 355 5
11.0 70.5 70.1 0.19 22 R = ULTIMA RECUPERACION 6
17.1 80.0 80.1 0.00 201 K = CONSTANTE DE VELOCIDAD 6.1
Modelo R2 0.999
AVG 65.8 SUM 0.32 577 Desviación 0.40
VARIABLES
COEFICIENTES
0
10
20
30
40
50
60
70
80
90
100
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Tiempo (minutos)
%R
ec
up
era
cio
n

Pág. 55
CAPITULO III
CONCENTRADORA CUAJONE
1. Introducción
La concentradora de Cuajone esta localizada a 40 Km de Moquegua, en la
zona Sur-Este del Perú. Sus operaciones empezaron el 25 de Noviembre
de 1,976, siendo diseñada para tratar 45000 Toneladas cortas por día de
mineral. Desde el inicio de operación hastala fecha se realizarón varios
cambios para aumentar la capacidad de tratamiento, siendo la capacidad
actual de tratamiento 96000 Toneladas cortas por día (87000 tm/d ).
Tal es el caso de la adquisión de 04 celdas OK-160 , celdas para
aumentar la recuperación arenas ; donde se recupero el capital invertido
antes del tiempo previsto, conforme detallare en el informe de tesis.
Siempre se tiene presente de estar con la tecnología de vanguardia,
preparación del recurso humano, seguridad y productividad.
El mineral es tratado en circuitos convencionales unitarios de
concentración ( chancado molienda y flotación ) para obtener un
concentrado Bulk Cu –Mo de 27.0% Cu y 0.80 % de MoS2. El concentrado
bulk después de pasar a la operación unitaria de flotación de MoS2 con
una ley de 55.0% y posterior a la etapa unitaria final del filtrado para
obtener un concentrado final Cu de 28.0%, productos que son
transportados a Ilo vía tren.
Pág. 56
2. Descripción de operaciones
A continuación se muestra una descripción del proceso y equipo de la
Concentradora de Cuajone.
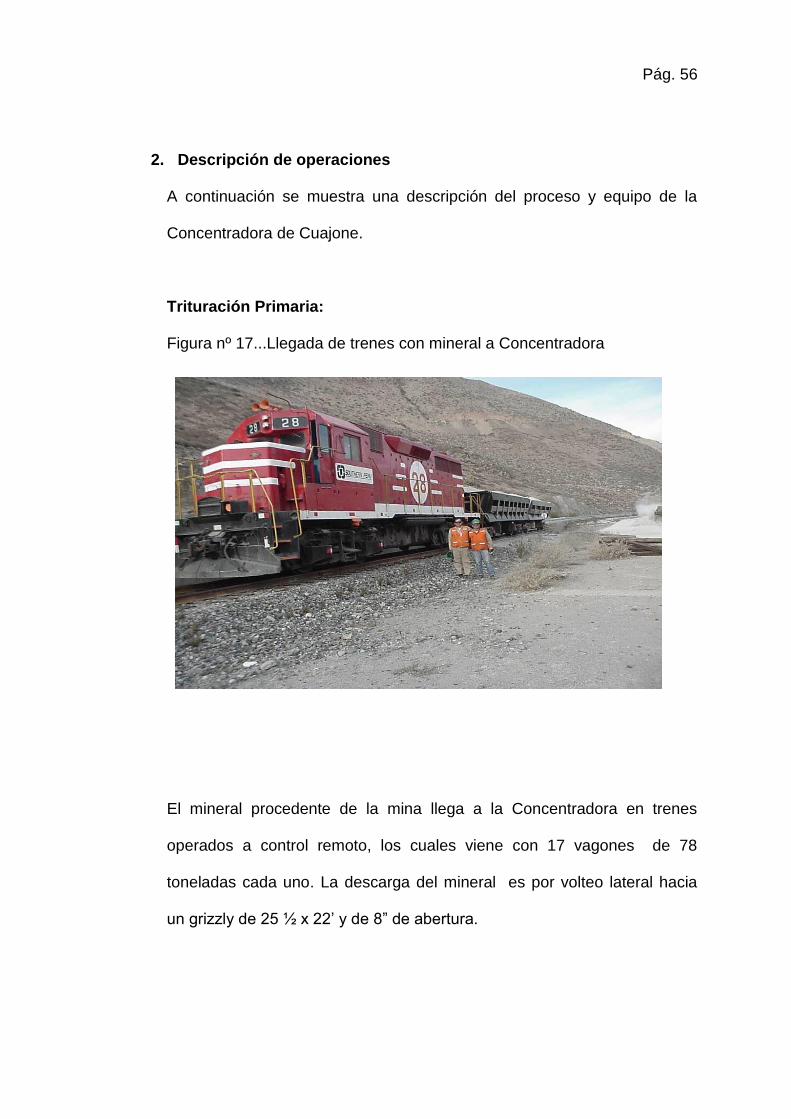
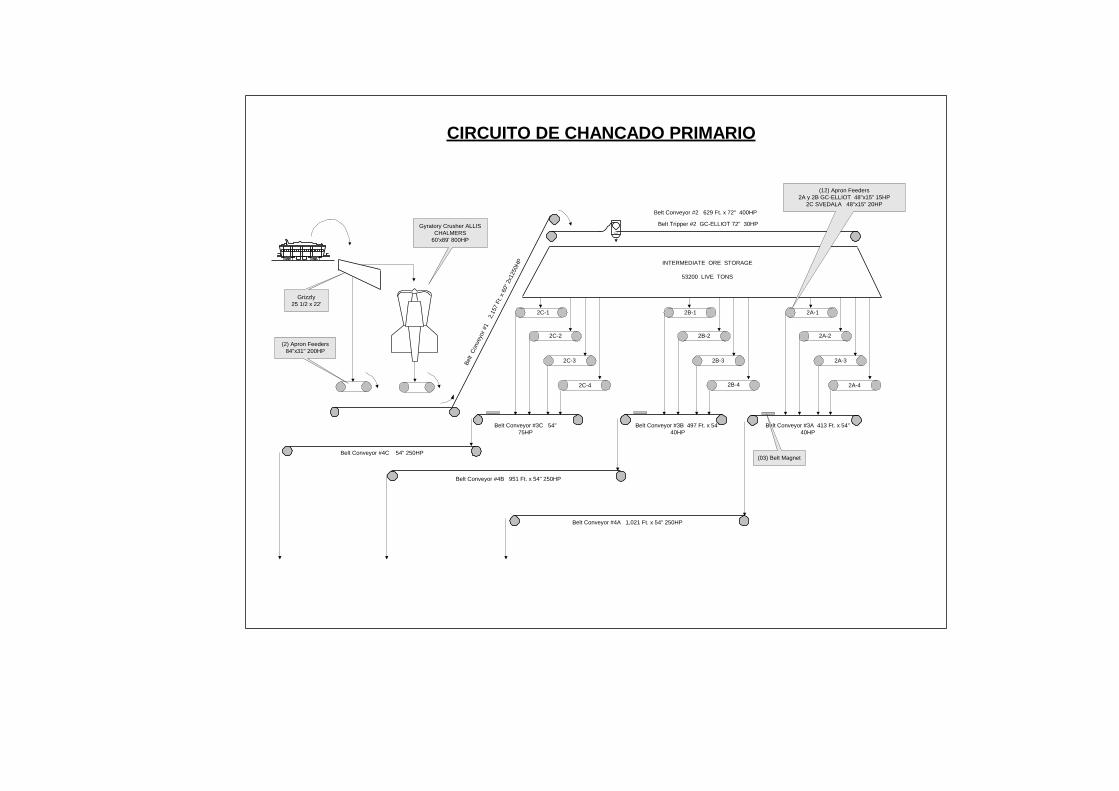
Trituración Primaria:
Figura nº 17...Llegada de trenes con mineral a Concentradora
El mineral procedente de la mina llega a la Concentradora en trenes
operados a control remoto, los cuales viene con 17 vagones de 78
toneladas cada uno. La descarga del mineral es por volteo lateral hacia
un grizzly de 25 ½ x 22’ y de 8” de abertura.

Pág. 57
El mineral grueso cae a la Chancadora Primaria Allis Chalmers de 60” x
89” (800 HP), donde son reducidos a 6”. El material fino y grueso es
transportado a una tolva de Intermedios por
Figura nº 18...Tolva intermedios, mineral feed a chancado 2º
dos alimentadores de oruga de 84”x31” (200HP), una faja (#1) de 2,157’ x
60” (1250 HP) y otra (#2) de 629’ x 72” (400 HP), con un distribuidor de
carga # 2, GC Eliot de 72” (30 HP). La capacidad de la tolva es de
100,000TM.

Pág. 58
El circuito de trituración cuenta con campanas de succión de polvo en
diferentes punto estratégicos, los cuales son direccionados a los
colectores y trabajan en contra corriente con un spray de agua, formando
la conocida “pulpa de polvo”, utilizada en molinos.
Trituración Secundaria y terciaria :
La trituración secundaria se realiza en tres líneas paralelas mediante tres
trituradoras Nordberg MP-1000 (1000 HP) y la trituración terciaria se
completa con siete trituradores HP-700 (700 HP).
El piso de Tolva de intermedios tiene cuatro “chutes” por línea , los cuales
coinciden con las posiciones del “tripper” que alimentan a igual número de
alimentadores de oruga de 48”x15” (15HP), las líneas A y B son GC Elliot
y Svedala.
El mineral es transportado hasta las zarandas vibratorias TY-Rock de 6’ x
16’ de dos pisos, por tres fajas (#3) de 497’ (2) y 413’ (1) x 54” (75, 2 (40)
HP) equipadas con fajas magnéticas limpiadoras (7.5 HP) y balanzas .
Continúa el mineral por las 3 fajas # 4 de 951’ (2) y 1021’(1) x 54” (250
HP).
El producto –1/2” es transportado en la faja #5 de 175’ x 54” (30 HP) la
cual descarga a la faja # 9 de 2,307 ‘ x 54” ( 2 x 700 HP) , posteriormente
pasa a la Faja # 10 de 1,510’ x 54” (500 HP) y un distribuidor de carga

Pág. 59
(#10) GC Elliot 54” (20HP) , llegando a la tolva de finos cuya capacidad es
de 180,000 TM. El producto grueso +1/2” es alimentado a las 3
trituradoras secundarias cuyo producto es descargado en tres Banana
Screen Nordberg de 10’ x 21’ (50 HP).
El producto grueso + ½” es transportado por la faja #6 de 1,570’ x 54” (500
HP), pasa por el Self Cleaning Magnet de 54” x 60” (7.5 HP) y descarga en
la faja # 7 de 1,635’ x 54” (600 HP) y con ayuda del distribuidor de carga #
7 de 54” (30 HP) el mineral es depositado en la tolva de terciarias Con 7
alimentadores de 68’ x60” (25 HP) el mineral es descargado en 7 siete
terciarias, el producto triturado es descargado en 7 banana screen
Nordberg 8’ x 21’ (40 HP). El producto grueso retorna a la tolva de
terciarias por la faja # 6, completando de esta manera el circuito cerrado.
El producto fino es transportado por la faja # 9 y de allí a la faja # 10,
completando de esta manera el circuito de chancado.

Pág. 60
Figura nº 19...Chancadora Secundaria
Figura nº 20... Chancadora Terciaria

Pág. 61
Sección Molienda:
La molienda se realiza en una sola etapa , el mineral de la tolva de finos
llega a los molinos por intermedio de 24 feeder de 54” x 40’ (7.8 HP) y 6
feeder de 54” x 40’ (25 HP), Diez conveyor # 12, ocho de 36” (20 HP) y 2
de 60 HP (equipadas con balanzas), que descargan en el “scoop feeder”
de cada molino.
Existen 10 molinos de bolas. Ocho son de Allis Chalmers de 16.5’ x 20’,
accionados con motores de 3,000 HP que operan en circuito cerrado
mediante bombas Giw de 16” x 14” LSA 39 (150 HP) y bancos de 4
ciclones D-26B. Dos molinos Svedala de 20’ x33.5’ de 9000 HP c/u,
bombas Warman de 20 x 18 x 55” y motores de 900 HP con 6 ciclones
DS-33.
El producto de la molienda es cicloneado de donde se obtiene un producto
grueso denominado Underflow el cual retorna al molino y un producto fino
denominado overflow el cual es enviado a flotación.
En estos últimos tiempos el Work Index del mineral ha aumentado de 13.4
a 15.2 Kw/h/Tc por lo que se tiene un aumento en la carga circulante en
molinos primarios, se están realizando estudios para que el F 80 del
mineral proveniente de Chancado secundario y terciario sea menor para

Pág. 62
de esta manera no afectar el tonelaje de mineral fresco que se trata en
molinos.
En esta sección se usan tres tipos de agua: de los colectores de polvo ,
fresca y recuperada. Teniendo presente en usar el mayor volumen de
agua recuperada y todo el agua total proveniente de los colectores de
polvos. También se controla el pH del agua recuperada para no afectar al
siguiente proceso de flotación.
Existen también tanques y bombas peristálticas de reactivos , además hay
un sistema de adición de lechada de cal que esta instalado en toda la
zona de molinos y retratamiento es de flujo continuo.
Cada molino tiene un analizador de partículas para controlar el producto
final de la molienda. Los diez Over Flow de los molinos se juntan en una
cajón donde está instalado un muestreador para tomar una muestra de
cabeza antes de la separación de arenas y lamas.
Los ocho molinos Allis Chalmers de 16.5’ x 20’ fueron renovados durante
el transcurso del año 2005 y febrero del 2006, estando en marcha
controlar cada vez mejor el tamaño de partícula en el over flow que va
para la flotación rougher.
Pág. 63
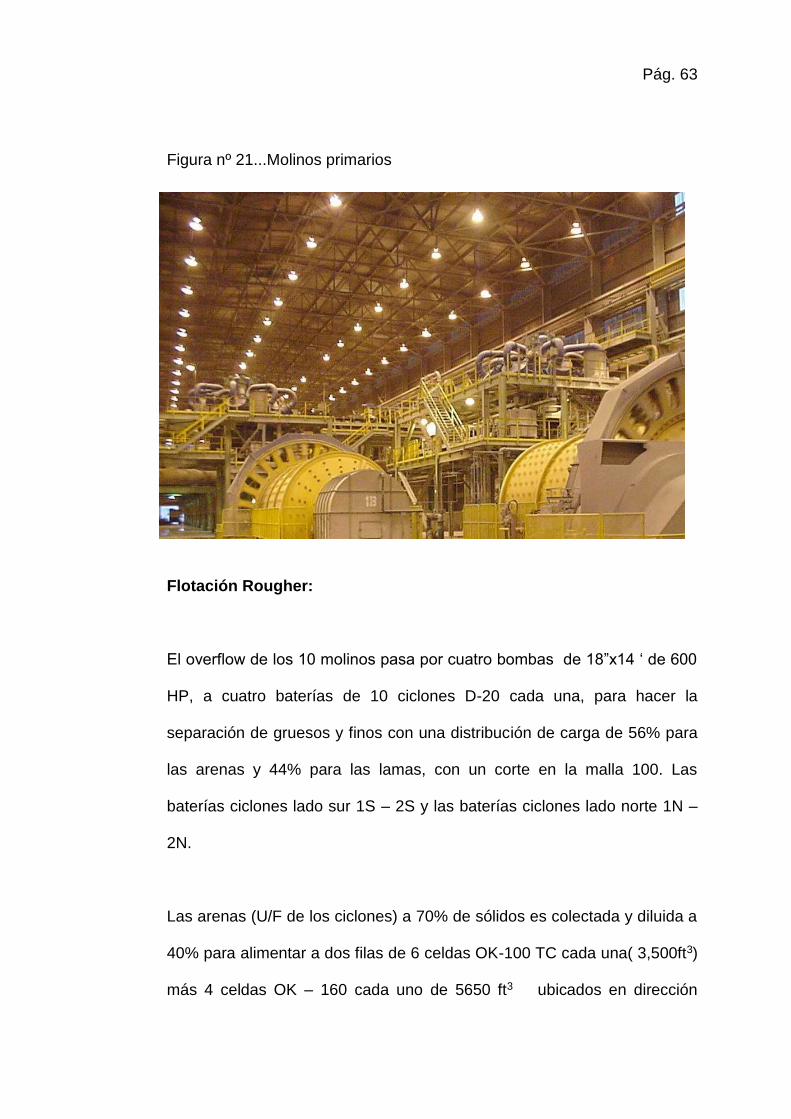
Figura nº 21...Molinos primarios
Flotación Rougher:
El overflow de los 10 molinos pasa por cuatro bombas de 18”x14 ‘ de 600
HP, a cuatro baterías de 10 ciclones D-20 cada una, para hacer la
separación de gruesos y finos con una distribución de carga de 56% para
las arenas y 44% para las lamas, con un corte en la malla 100. Las
baterías ciclones lado sur 1S – 2S y las baterías ciclones lado norte 1N –
2N.
Las arenas (U/F de los ciclones) a 70% de sólidos es colectada y diluida a
40% para alimentar a dos filas de 6 celdas OK-100 TC cada una( 3,500ft3)
más 4 celdas OK – 160 cada uno de 5650 ft3 ubicados en dirección

Pág. 64
paralelo a la fila B y en el lado oeste. A parte el rebose de los ciclones es
colectado en el launder de donde se reparte a las tres filas de celdas OK-
100 (18 celdas) de flotación de lamas con 20% de sólidos. Las cinco filas
de celdas forman el circuito de flotación rougher (de las 30 celdas, 04
tienen motores de 200 Hp y 26 son de 180 HP).
Los concentrados rougher pasan a alimentar a la flotación cleaner y la cola
rougher es parte de la cola final.
Figura nº 22...Celdas flotación rougher arenas
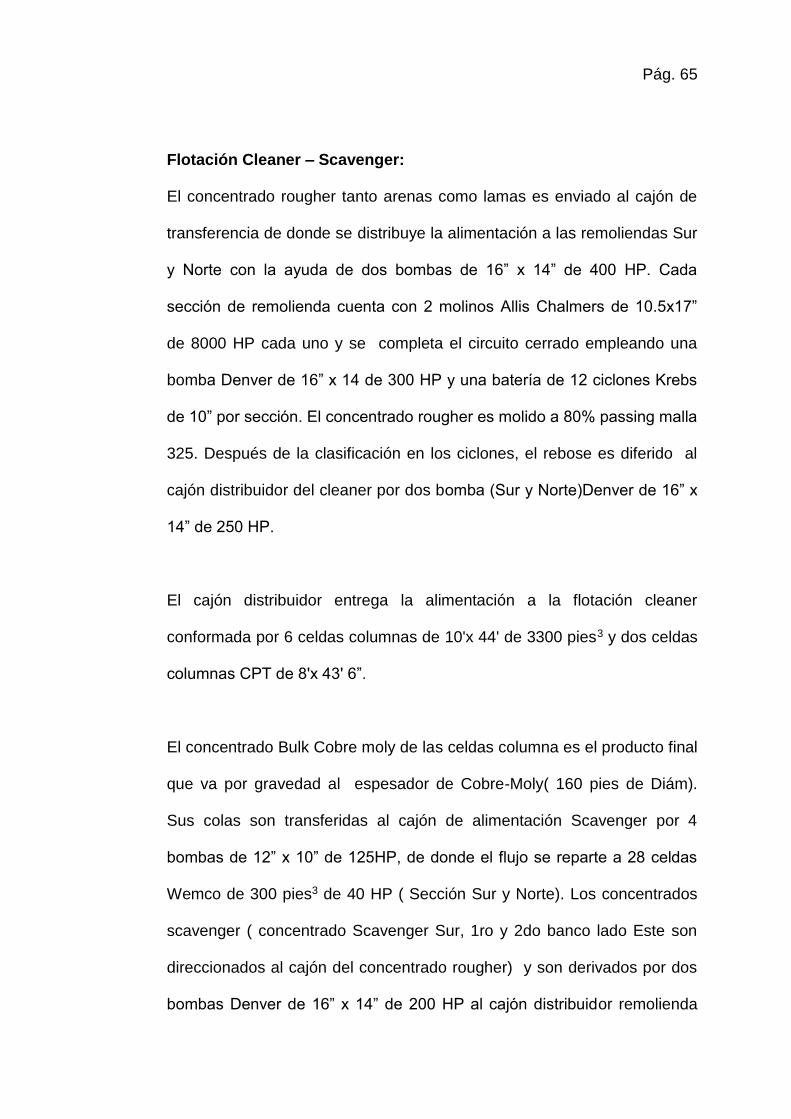
Pág. 65
Flotación Cleaner – Scavenger:
El concentrado rougher tanto arenas como lamas es enviado al cajón de
transferencia de donde se distribuye la alimentación a las remoliendas Sur
y Norte con la ayuda de dos bombas de 16” x 14” de 400 HP. Cada
sección de remolienda cuenta con 2 molinos Allis Chalmers de 10.5x17”
de 8000 HP cada uno y se completa el circuito cerrado empleando una
bomba Denver de 16” x 14 de 300 HP y una batería de 12 ciclones Krebs
de 10” por sección. El concentrado rougher es molido a 80% passing malla
325. Después de la clasificación en los ciclones, el rebose es diferido al
cajón distribuidor del cleaner por dos bomba (Sur y Norte)Denver de 16” x
14” de 250 HP.
El cajón distribuidor entrega la alimentación a la flotación cleaner
conformada por 6 celdas columnas de 10'x 44' de 3300 pies3 y dos celdas
columnas CPT de 8'x 43' 6”.
El concentrado Bulk Cobre moly de las celdas columna es el producto final
que va por gravedad al espesador de Cobre-Moly( 160 pies de Diám).
Sus colas son transferidas al cajón de alimentación Scavenger por 4
bombas de 12” x 10” de 125HP, de donde el flujo se reparte a 28 celdas
Wemco de 300 pies3 de 40 HP ( Sección Sur y Norte). Los concentrados
scavenger ( concentrado Scavenger Sur, 1ro y 2do banco lado Este son
direccionados al cajón del concentrado rougher) y son derivados por dos
bombas Denver de 16” x 14” de 200 HP al cajón distribuidor remolienda

Pág. 66
donde existe un compartimiento aislado para transferirlo al molino Svedala
VTM 800 WB de 800 HP que trabaja en circuito cerrado a una bomba de
16”x14” de 150 HP y una batería de 6 ciclones D-26. El overflow se divide
en tres flujos ( para feed a columnas norte y sur ), el tercer flujo es enviado
a 32 celdas Denver de 100 pies3, distribuidas en dos filas de 16 celdas.
Su concentrado de los dos primeros bancos alimenta a 16 celdas Denver
de 100 pies3 en el lado norte donde se obtiene un concentrado final, cuyo
concentrado es parte del concentrado final norte.
Las colas de las celdas Wemco Sur y las celdas Denver Sur alimentan a 3
celdas Door Oliver de 1350 pies3 y 75 HP. Las colas de las celdas Wemco
Norte y las celdas Denver norte en igual forma son tratadas en 3 Door
Oliver similares al Sur. Las colas de las Door Oliver pasan a formar parte
de la cola final y sus concentrados son parte del concentrado scavenger.
Figura nº 23...Celdas de flotación scavenger
Pág. 67
Figura nº 24...Celdas de flotación Columnar
Planta de Molibdeno:
El concentrado Bulk Cu-Mo proveniente del espesador de Cu Mo (02
bombas Denver 5” x 4”) llega al “splitter box” de 161.p pies3 de donde se
distribuye la carga a tres tanques de envejecimiento de 30’ x30’ y 60HP
c/u. Existen tres bombas de transferencia de 6” x4” de 30 HP. Se tienen 04
maquinas de atricción de 75 Hp y 02 de 125 Hp c/u (actualmente no
trabaja ninguna). El concentrado cu-Mo llega a la flotación rougher por
medio de dos bombas Galigher 6” x 72” de 30 HP.
Pág. 68
El circuito rougher está formado por 6 celdas OK-8 de 300 pies3 de 25 HP.
El concentrado rougher es enviado por dos bombas galigher 6” x 72” a
alimentar a la Primera limpieza conformada por 08 celdas Denver DR-300
de 100 pies3. La cola rougher es enviada al espesador Eimco de Cobre de
160’ de diám. (2 x 10 HP)por medio de dos bombas Denver de 10’ x 8” de
40 HP.
El concentrado de la Primera Limpieza más la cola de la Tercera Limpieza
pasa a la Segunda Limpieza por medio de una bomba de 5” x 4” (15 HP).
Este circuito tiene 16 celdas Galigher de 50 pies3 (15 HP).
El concentrado de la Segunda limpieza más la cola de la Cuarta limpieza
alimentan a la Tercera Limpieza (Bomba de 5” x 4”, 25 HP). La cola de la
segunda es enviada al espesador de Concentrado Co-Mo.
La Tercera limpieza consta de 4 celdas Denver DR-300 de 100 pies3. Su
concentrado junto con la cola de la celda columna pasan como alimento
de la Cuarta Limpieza .
La Cuarta y Quinta Limpieza tienen un total de 12 celdas Denver SP18 de
25pies3, 6 por cada limpieza
El concentrado de la Cuarta pasa como alimento de la Quinta, la cola de la
Quinta es parte de la alimentación de la cuarta.
El concentrado de la Quinta pasa al Tanque de Cocimiento de 7’ x 7’ (7.5
HP y 269.5 pies3), trabaja con dos bombas verticales de 6” x 72”. Si el

Pág. 69
concentrado de la CC es de baja calidad, también es enviado al tanque de
cocimiento. Esta pulpa es enviada a la Sexta limpieza.
La sexta, Séptima, Octava, Novena y Décima Limpiezas cuentan con 12
celdas Denver SP18 de 25 pies3 en una distribución de 4, 2, 2, 2 y 2
respectivamente.
El concentrado de la sexta alimenta a la séptima, el concentrado de esta
alimenta a la octava.
En cuanto a las colas, estas van en contracorriente de la décima, novena,
octava, séptima y sexta.
El concentrado de la octava alimenta a la novena y el concentrado d la
novena alimenta a la décima. El concentrado de la décima es el
concentrado final.
Si la calidad del concentrado de la CC es bueno puede salir como
concentrado final, el cual va al espesador.
El producto del espesador al filtro tambor Door Oliver 6’x 8’ (1HP), el
producto filtrado pasa al secador “Holoflite Drier” de 7.5 HP.

Pág. 70
Figura nº 25... Celdas de flotación Rougher Molibdeno
Planta de Filtrado y Secado:
La planta de filtros recibe el underflow del espesador de 160’ de diám. y
mediante una bomba Denver de 5” x 4” el concentrado es enviado a un
tanque agitador que alimenta a los filtros.
De este tanque se recircula por una tubería con una bomba Denver de 5” x
4” a la alimentación de los cuatro filtros de tambor Eimco de 12’ x18’,
teniendo como equipo auxiliar tres bombas de vació Nash Hytor de 4,300
CFM ( 300 HP) y una compresora de aire para el soplado.

Pág. 71
La torta de los filtros tiene una humedad de 12 a13.5% y mediante las
Fajas 15A y 15 B de 136 pies x 36” de movimiento reversible y un
alimentador en espiral , es alimentado a cualquiera de los dos secadores
rotatorios Head Wrighton de 10” diám x 60’.
De donde sale el concentrado de cobre con una humedad de 7 a 8% y es
transportado a la pila de concentrado ( 2,500 tons) por medio de la faja #
17 de 165 pies x 36” (5 HP) y la faja # 18 de 467 pies x 36” (15 HP).
Adicionalmente se tiene un nuevo Filtro de presión Larox PF 96 (potencia
hidráulica: 100 HP) que trabaja con dos compresores una para el
prensado de 100 HP y otra para el secado de 250 HP. Tiene su propia pila
de concentrado cuya capacidad es de 2,800 Tons.
Aprovechar al máximo las horas de operación del filtro Larox, menor costo
de producción.

Pág. 72
Figura nº 26...Filtro Larox
Espesadores de Relaves:
La cola final proveniente de molinos y flotación llegan a un “box splitter”
donde el flujo se reparte en dos un ramal con el 60% de la carga para el Hi
Rate y el 40% para los espesadores convencionales. Los tres
espesadores antiguos son de 430 pies de diámetro cada uno, dos Eimco
(3 motores de 7.5 HP c/u) son del tipo caisson . Cada espesador en el
fondo del caisson tiene dos bombas Denver SRL-C de 12’ x10” ( 75 HP)
de descarga ( underflow) y un Door Oliver ( 4 motores de 7.5 HP) con tres
bombas de descarga similares a los Eimco. Un nuevo espesador de 140
pies de diámetro tipo Hi – Rate, ha sido instalado para procesar el

Pág. 73
incremento de tonelaje y tiene una capacidad de tratamiento de hasta
45,000 tons/día. Este espesador esta conformado por un tanque de acero,
un sistema automático de preparación y dilución de floculante. Un
mecanismo automático de levante de los rastrillos.
El Under-Flow del espesador fluye por gravedad a un promedio de 60% de
sólidos al canal de relaves actual. El Over Flow fluye también por
gravedad el tanque de agua recuperada, del cual se bombea a los
reservorios actuales y luego por gravedad se alimenta nuevamente a la
planta.
Figura nº 27...Espesador de relaves

Pág. 74
Bombeo de Agua Recuperada:
El sistema de recuperación de agua tiene un nuevo tanque de 70 pies de
diámetro por 29 pies de altura, el cual recibe el agua del nuevo espesador.
Seis bombas nuevas de 1000 hp cada una y con capacidad de bombeo de
10,000 GPM.
Figura nº 28...Espesador de relaves Hi Rate

Pág. 75
3. Control de supervisión en molienda y flotación
Figura nº 29...Control de energía a molinos primarios
Figura nº 30...Control de flotación rougher arenas

Pág. 76
Figura nº 31...Control en base a información del PI
Figura nº 32...Control molienda secundaria
Pág. 77
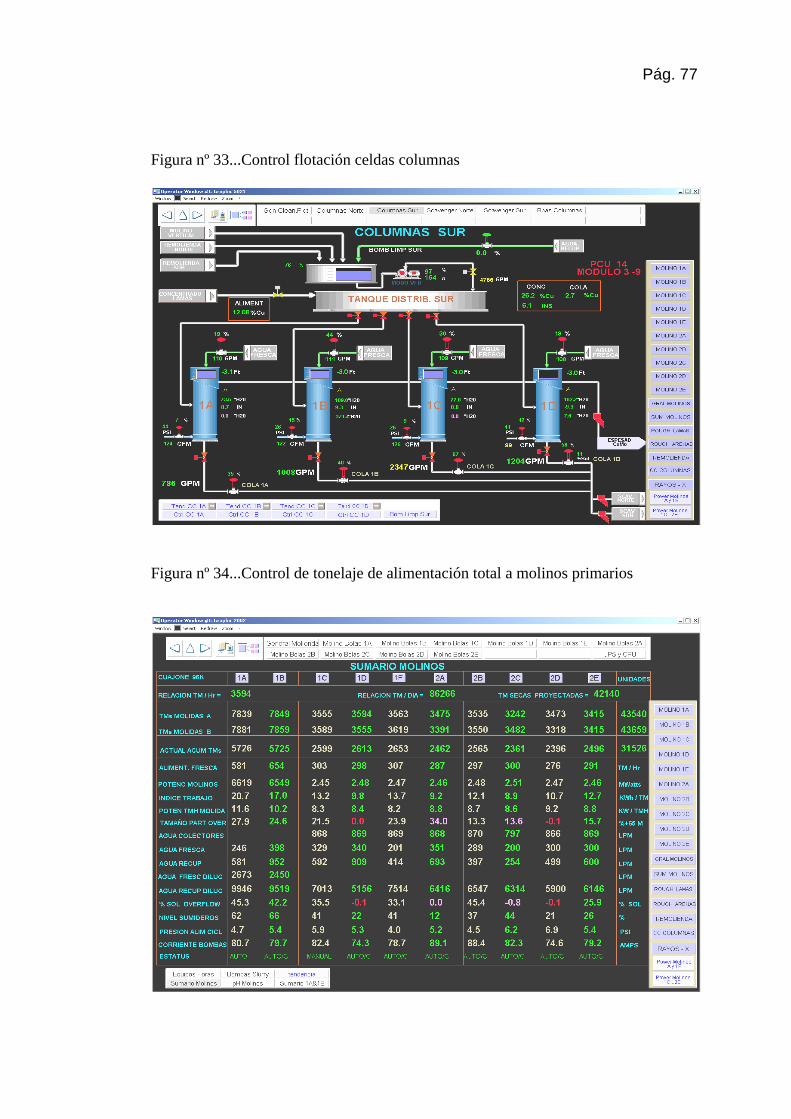
Figura nº 33...Control flotación celdas columnas
Figura nº 34...Control de tonelaje de alimentación total a molinos primarios

Pág. 78
CAPITULO IV
CONCLUSIONES
El principal propósito de este informe fue de demostrar lo factible que fue la
instalación de cuatro celdas OK –160 para aumentar el tiempo de flotación
en rougher arenas, dando el resultado positivo desde su puesta en
operación, por las razones siguientes:
• Se redujo a la mita el tiempo estimado para recuperar la inversión
• Se obtuvo mejor disponibilidad de equipos
• El Alza del precio promedio de cobre ayudo enormemente en la
recuperación económica del proyecto
El tiempo estimado por Outokumpu para recuperar la inversión fue de seis
meses, para un precio promedio de libra de cobre igual a US$ 0.75, el
tiempo real para la recuperación de la inversión , puesta en operación fue de
tres meses, a esto ayudo enormemente al alza del precio promedio de libra
de cobre igual a US$ 1.29.
Es de mencionar que la recuperación de la inversión solo se realizo con
respecto al cobre, aunque se tuvo un incremento en la en la recuperación de
Mo en planta de cobre que fue de 9.49% .
Con el incremento de volumen de flotación de 19050 pies3 efectivos , se
observó:

Pág. 79
• Un mayor tiempo de residencia aproximadamente en 2.0 minutos,
que incremento la recuperación.
• Se disminuye la densidad de pulpa para mejorar la viscosidad y poder
trabajar con 34-36 % de sólidos para mejorar la aireación dentro de la
pulpa de la celda.
• Se descongestiona el circuito arenas , con una mejor distribución de
partícula gruesas , evitándose la pérdida de volumen efectivo por
arenamientos que sucedían antes del proyecto.
• Se mejoran las condiciones fisicoquímicas como hidrodinámicas en la
celdas
• Se logran trabajar con mejores alturas de espumas para mejorar la
selectividad del proceso.
• Se aumenta la disponibilidad de las celdas. Al realizarse un mayor
mantenimiento mecánico para las tres filas arenas
El incremento de la recuperación total de Cu en la planta concentradora de
cobre fue 1.76%.

Pág. 80
CAPITULO V
ANEXOS
RECUPERACIÓN DE COBRE
Condiciones Previas
Condiciones Propuestas OK
Condiciones Posteriores
%Recuperación
Flotación arenas 80.1
Flotación lamas 90.9
Flotación Rougher 84.8
Total en Planta - Cobre 82.8
%Recuperación
Flotación arenas 83.52
Flotación lamas 90.90
Flotación Rougher 86.75
Total en Planta - Cobre 84.35
%Recuperación
Flotación arenas 83.85
Flotación lamas 90.90
Flotación Rougher 86.95
Total en Planta - Cobre 84.56

Pág. 81
82.8 84.35 84.56
0
10
20
30
40
50
60
70
80
90
100
Previa Propuesta Posterior
Condiciones
% R
ec C
u
COLAS
Condiciones Previas = 0.16 % Cu
Condiciones Propuestas OK = 0.133 % Cu
Condiciones Posteriores = 0.13 % Cu
0.16 0.133 0.13
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
Previa Propuesta Posterior
% Cu
% C
u (
Co
las )
Pág. 82
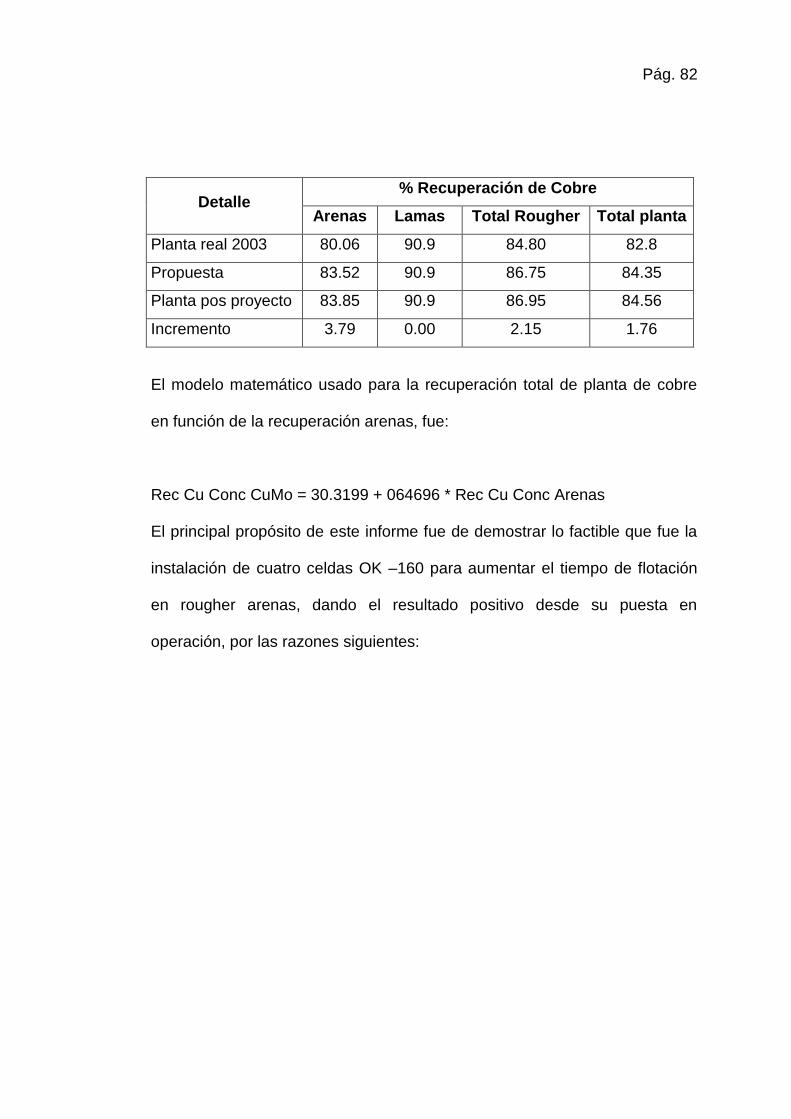
Detalle % Recuperación de Cobre
Arenas Lamas Total Rougher Total planta
Planta real 2003 80.06 90.9 84.80 82.8
Propuesta 83.52 90.9 86.75 84.35
Planta pos proyecto 83.85 90.9 86.95 84.56
Incremento 3.79 0.00 2.15 1.76
El modelo matemático usado para la recuperación total de planta de cobre
en función de la recuperación arenas, fue:
Rec Cu Conc CuMo = 30.3199 + 064696 * Rec Cu Conc Arenas
El principal propósito de este informe fue de demostrar lo factible que fue la
instalación de cuatro celdas OK –160 para aumentar el tiempo de flotación
en rougher arenas, dando el resultado positivo desde su puesta en
operación, por las razones siguientes:
Pág. 83
CIRCUITO DE CHANCADO PRIMARIO
INTERMEDIATE ORE STORAGE
53200 LIVE TONS
Belt Conveyor #3C 54"
75HP
Belt
Conve
yor #1 2,1
57 F
t. x
60"
2x1
250H
P
Belt Conveyor #4C 54" 250HP
Belt Conveyor #2 629 Ft. x 72" 400HP
Belt Tripper #2 GC-ELLIOT 72" 30HP
Belt Conveyor #3B 497 Ft. x 54"
40HP
Belt Conveyor #3A 413 Ft. x 54"
40HP
(12) Apron Feeders
2A y 2B GC-ELLIOT 48"x15" 15HP
2C SVEDALA 48"x15" 20HP
Gyratory Crusher ALLIS
CHALMERS
60'x89' 800HP
(2) Apron Feeders
84"x31" 200HP
2C-1
2C-2
2C-3
2C-4
2B-1
2B-2
2B-3
2B-4
2A-1
2A-2
2A-3
2A-4
Belt Conveyor #4B 951 Ft. x 54" 250HP
Belt Conveyor #4A 1,021 Ft. x 54" 250HP
Grizzly
25 1/2 x 22'
(03) Belt Magnet

Pág. 84
CIRCUITO DE CHANCADO SECUNDARIO Y TERCIARIO
FINE ORE STORAGE
7000 TONS LIVE CAPACITY PER MILL LINE
8B
-3/8 -3/8 -3/8 -3/8 -3/8 -3/8
Belt Conveyor #4C 951 Ft. x 54" 250HP
Belt Conveyor #10 1,510 Ft. x 54" 500HP
Belt Tripper #10 GC-ELLIOT 54" 20HP
Self Cleaning
Magnet 54"x60"
7.5HPBelt Comveyor # 9 2,307 Ft. x 54" 2x700HP
Tripper Conveyor #7 54" wide 30HP
Belt C
onve
yor #
7 1
,635 F
t. x 54" 6
00H
P
+1/2
+1/2+1/2
Surge Bins Terciary Crusher
3 2 1
Belt Conveyor #4B 951 Ft. x 54" 250HP
3A 3B 3C 3D
2 3 4 51
8A 8C 8D 8E
+1/2 +1/2 +1/2 +1/2
3E
6
8F
+1/2
3F
7
8G
+1/2
3G
3 Secondary Crushers
Nordberg MP 1000
(1000 HP)
Belt Conveyor #4A 1,021 Ft. x 54" 250HP
3 Double Deck
Screens 6'x16'
25HP
Belt Conveyor #5
176 Ft 54" 30HP
3 Banana
Screen
Norberg
50HP 10'x21'
07 Terciary Crusher
Belt Feeder
68Ft x 60" 25HP
Belt Conveyor # 6
1,570Ft x 54" 500HP
07 Terciary
Crusher
Nordberg HP700
(700 HP)
#7 Banana Screen
8'X21' 40HP

Pág. 85
(02) Cyclone
Batery D-33
CIRCUITO DE MOLIENDA
(08) Mill Allis Chalmers 16.5'x20'
3000HP c/u
Ball Mill
1B
Ball Mill
1A
Ball Mill
2E
Ball Mill
2D
Ball Mill
2C
Ball Mill
2B
Ball Mill
1D
Ball Mill
1E
Ball Mill
2A
Ball Mill
1C
12
-1C
12
-1D
12
-1E
12
-2A
12
-2B
12
-2C
12
-2D
12
-2E
TO FLOTATION
11-1C-1
11-1C-2
11-1C-3
13
-1B
13
-1A
(08) Cyclone Batery
Cluster D-26
(08) Cyclone Feed Pump
GIW 16"x16" LSA 39 150HP
11-1D-111-1E-111-2A-111-2B-111-2C-111-2D-111-2E-1
11-2E-2
11-2E-3
11-2D-2
11-2D-3
11-2C-2
11-2C-3
11-2B-2
11-2B-3
11-2A-2
11-2A-3
11-1E-2
11-1E-3
11-1D-2
11-1D-3
(02) Cyclone Feed Pump
(Warman 20"x18"x55"
900HP)
(02) Mill SVEDALA
20'x33.5' 9000HP c/u
(08) Cyclone Feed Sump 504 ft3
12-1
B
11-1B-3
11-1B-1
11-1B-2
12-1
A
11-1A-1
11-1A-2
11-1A-3
(02) Cyclone Feed Sump
1136.28 ft3
(24) Fine ore Reclaim
Belt Feeders 54" x 40'
7.5HP
(06) Feeders 54" x 40'
25 HP
(08) Fine Ore Belt
Conveyor # 12
36" 20HP
(02) Fine Ore Reclaim
Conveyor # 12 60HP
Ball Mill Feed
Conveyor # 13
48" 15HP

Pág. 86
2D
2C
2B
14 Celdas Wemco 300 ft3 c/u
1-A2-A 1-A 2-A
1-B 2-B 3-B
3-A 4-A
4-B
5-A 6-A
5-B 6-B
1-B2-B
3-A
3-B
4-A
4-B
5-A
5-B
6-A
6-B
3 C
eld
as D
. O
liver
1350 ft3
c/u
Overflow molinos Overflow molinos
1A1B 2B 2A
1-C2-C3-C4-C5-C6-C
Cola ArenasCola Lamas
Vert
imill
2A
CIRCUITO DE FLOTACION Y REMOLIENDA
Cola Scv.
NorteCola Scv.
Sur
12 celdas OK 100 TC - 3500 ft3 c/u18 celdas OK 100 TC - 3500 ft3 c/u
14 Celdas Wemco 300 ft3 c/u
3 C
eld
as D
. O
liver
1350 ft3
c/u
16 Celdas Denver 100 ft3 c/u
16 Celdas Denver 100 ft3 c/u
16 Celdas Denver 100 ft3 c/u
Nido de 12
ciclones D 10LBNido de 12
ciclones D 10LB
02 Molinos Allis
Chalmers 10.5' x 17'
800 HP c/u
02 Molinos Allis
Chalmers 10.5' x 17'
800 HP c/u
01 Molinos Svedala
VTM 800WB
800HP
Nido de 06
ciclones DS 20B
Distribuidor de
remolienda
06 Celdas
Columna 10' x 44'
3300 ft3 c/u
02 Celdas
Columna CPT
3.05 m x 13.5 m
04 Nidos de ciclones
de 10 ciclones c/u
DS 20LB
02 Distribuidores
de pulpa rotatorios
Conc. Final Norte
1D
1C
1B
1A
Conc. Final Sur
Cajón distribuidor
para flotación lamas
1-C 2-C 3-C 4-C
Cajón distribuidor
para flotación arenas
04 celdas OK 160 TC - 5600 ft3 c/u
Cajón de Cola
Columnas
AE
AQ
Nov.
04

Pág. 87
PLANTA DE FILTROS
Filter Collecting Conveyor 15A 136Ft x 36"
7.5 HP
Filter Collecting Conveyor 15B 136Ft x 36"
7.5 HP
16 A
16 B
Filter Collecting
Conveyor 16A
120Ft x 36"
3HP
Cu Concentrate
Driers 10Ft x 60Ft
200HP
Dried Cu Concentrate Conveyor # 17
165Ft x 36" 5HP
Dried Cu Concentrate Conveyor #
18 467Ft x 36" 15HP
Copper Concentrate
Storage 2500 Tons
Covered
Copper Concentrate
Storage 2800 Tons
Covered
To Cu
Thickener Feed
Splitter
Regring North
Pressing air
Compressor 100HP
Drying air
Compressor
250HP
Pressure Filter Feed Pump
(Warman 8/6 150HP)
Power Hidraulic 100HP
FilterPlant Floor Sump Pump
(Warman 4" 40HP)
Pressing Air Receiver
Cu Concentrate Filter
Drying air Receiver
Cu Concentrate
Storage Tank
Vacuum Filter Feed Tank
Standby Thickener
Eimco 210' Dia.
Cu Conc. Thickener Eimco
160' Dia. (2x10 HP)
LAROX
Cu Conc.To Ilo
Smelter(03) Compressor
300HP c/u
Cu Conc.
Thickener
To Vacuum
Drum Filter
Larox PF 96 Pressure
Filter
Vacuum Drum Filter
(Eimco 12Ft x 18Ft 3HP)
Empty Pump Nash Hitor 300 HP

Pág. 88
PLANTA DE MOLIBDENO
Moly
Espesador de
concentrado MoS2
7068.6 ft3, 3HP
A espesador de
concentrado de
Cobre
A espesador de
concentrado de
Cobre / Moly
Blower American Standard
1
2 3
(03) Bombas de
Transferencia 6"x4"
30HP c/u
(03) Tanques de
envejecimiento
30'x30', 60HP c/u
(04) Máquinas de atricción
75HP c/u Box 236.5 ft3 y
(02) Máquinas de atricción
125 HP c/u
Splitter Box
161.9 ft3
De espesador de
Conc. Cu/Mo (02
Bombas Denver 5"x4")
3
1 2
Concentrado
de Mo seco
Produt Screw
Conveyor 3
HP
Holoflite
Drier
7.5 HP
Filtro de Tambor (Door
Oliver 6' x 8') 1HP
(03) Tanque de lixiviación
MoS2 1357.2 ft3 40HP
(04) Celdas Denver
DR-300, 100 ft3 c/u,
total 400 ft3
(12) Celdas Denver
SP18, 25 ft3 c/u, total
300 ft3
ROUGHER1ra LIMPIEZA
2da LIMPIEZA
3ra LIMPIEZA
4ta Lp
5ta Lp
6ta Lp
7ma -10 ma Lp
4 4 4
4 4 4 5 5 5
5 5 5
6 6 7 8 9 10
Bomba
5"x4"
25 HP
(02) Bombas
Galigher
6"x72" 15HP
(02) Bomba
5"x4"15HP
Bomba
5"x4" 15HPCooking Tank
7'x7', 7.5 HP
269.5 ft3
(02) Bombas
Verticales 6"x72"
(12) Celdas Denver 18
SP, 25 ft3 c/u,
10HP c/2 Cells
(02) Bombas
Galigher 6"x72"
30HP c/u
(16) Celdas Galigher, 50 ft3 c/u,
total 800 ft3
15HP c/2 Cells
(01) Celda Columna
34"x30', 214 ft3
(02)
Bombas
Denver
10"x8", 40
HP c/u
(06) Celdas OK-8,
300 ft3 c/u, total
1800 ft3, 25 HP c/u
(08) Celdas Denver DR-300,
100 ft3 c/u, total 800 ft3
(02) Bombas
verticales 3.5"x72",
7.5 HP
(a)
(b)
(a) Bomba 6"x6" 30 HP
(b) Bomba Vertical Galigher 6"x72"16000 CFM
200 HP
Blower 3000 CFM
50 HP
Bomba Sumidero
Galigher 3.5"
Bomba Sumidero
Galigher 3.5"
6 6 7 8 9 10

Pág. 89
ESPESADORES DE RELAVES
General Mill Tailing From
Flotation
Tailings
Splitter Box
Splitter
Box
Drop
Box
Tailing To
Disposal
Tailings Distributor
3 Compart W/3 hand
operated plugsTailings Thickener Eimco
430 ft Dia. 3x7.5 HP c/u
Tailings Thickener Eimco
430 ft Dia. 3x7.5 HP c/u
Tailings Thickener Dorr
Oliver 4x7.5 HP c/uTailing U'Flow Pump
2 Pump/Thickener 12"x10"
75 HP c/u
Tailing U'Flow Pump
3 Pump/Thickener 12"x10"
75 HP c/u(03) Tailings Thickener
O'Flow Tank
Reclaim Water
Reservoir
(06) Reclaim Water Pump 20" x
14" x 26" 1000 HP c/u
Tailings Thickener #4 140ft
Dia. HI-RATE 25HP
Tailing Feed Pump
2 Pump/Thickener
10''x8" 75 HP c/u
Tailings Thickener 210 ft Dia.

Pág. 90
BIBLIOGRAFÍA
• Ingeniería metalúrgica...... Operaciones Unitarias en el procesamiento de
minerales. Autor: Ing. Iván Quiroz
• Flotación de minerales..... Instituto de investigaciones de la Universidad
de Concepción Chile. Autor : Alexander Sutulov
• Procesamiento de minerales..... Autor : Ing. José Manzaneda Cábala
• Cálculos en plantas concentradoras..... Autor : Ing. Pedro Zea Espinoza
• Flotación de minerales..... Autor : South Service Engineers
• Ingeniería metalúrgica en el procesamiento de minerales..... Autor : Ing.
Benigno Ramos