universidad de guayaquil facultad de ingenierÍa...
TRANSCRIPT

UNIVERSIDAD DE GUAYAQUIL FACULTAD DE INGENIERÍA INDUSTRIAL DEPARTAMENTO ACADÉMICO DE GRADUACIÓN
TESIS DE GRADO
PREVIO A LA OBTENCIÓN DEL TÍTULO DE INGENIERO INDUSTRIAL
ÁREA
SISTEMAS INTEGRADOS DE GESTIÓN SEGURIDAD INDUSTRIAL
TEMA
IMPLEMENTACIÓN DE UN PLAN INTEGRAL DE SEGURIDAD E HIGIENE INDUSTRIAL EN LA EMPRESA
“METÁLICAS ANCHUNDIA”
AUTOR
ANCHUNDIA ANCHUNDIA DARWIN JESUS
DIRECTOR DE TESIS ING.IND. NARVAEZ OCHOA JORGE MARIANO
2013 GUAYAQUIL- ECUADOR

ii
“La responsabilidad de los hechos, ideas y doctrinas expuestos en esta tesis corresponden exclusivamente al autor”
DARWIN JESUS ANCHUNDIA ANCHUNDIA
C.C 0924326515

iii
DEDICATORIA
El trabajo realizado se lo dedico principalmente a una de las personas más
importantes en mi vida, por todo lo que hizo por mí, y aunque ya no este entre
nosotros, siempre la recordare y la llevare presente en mi mente y en mi
corazón.
A mi Padre y a mi hermano han sido el mejor apoyo que Dios me ha dado,
ellos que con amor y dedicación formaron y crearon en mí el don de la
responsabilidad y el respeto. Del mismo modo han sabido brindarme su apoyo
moral y espiritual.

iv
ÍNDICE GENERAL
Descripción Pág. Prólogo 1
CAPITULO I
INTRODUCCIÓN
N°- Descripción Pág.
1.1 Antecedentes 2
1.2. Datos generales de la Empresa 3
1.2.1 Filosofía Estratégica 3
1.2.1.1 Visión 3
1.2.1.2 Misión 3
1.2.2 Posicionamiento en el mercado 4
1.2.3 Quienes son sus clientes 4
1.2.4 Estructura administrativa de la Empresa 5
1.2.5 Localización 5
1.2.6 Identificación según el Código internacional Industrial 5
Uniforme (CIIU)
1.2.7 Productos 6
1.3 Descripción del problema 12
1.4 Objetivos 12
1.4.1 Objetivo general 12
1.4.2 Objetivos específicos 12
1.5 Justificativos 13
1.6 Delimitación De La Investigación 14
1.7 Marco Teórico 14
1.7.1 Panorama De Factores De Riesgo 14
1.7.1.1 Característica 15
1.7.2 Método fine 15

v
N°- Descripción Pág.
1.7.3 Diagrama Causa Efecto Ishikawa 21
1.7.3.1 Método Para Construir Un Diagrama Causa – Efecto 22
1.7.4 Fundamentos teóricos 22
1.7.4.1 Higiene Industrial 22
1.7.4.2 Seguridad Industrial 23
1.7.4.3 Ergonomía 23
1.7.5 Marco Legal 24
1.8 Metodología 28
CAPITULO II
SITUACIÓN ACTUAL
N°- Descripción Pág.
2.1 Recursos productivos 30
2.1.1 Recursos Humanos 30
2.1.2 Recursos Materiales 33
2.2 Proceso de Producción 34
2.2.1 Proceso de comprar materia prima 34
2.2.2 Proceso de admisión y almacenamiento de 35
materia prima
2.2.3 Proceso de fabricación 36
2.2.4 Proceso de ventas 37
2.2.5 Proceso de despacho 37
2.3 Evaluación de los factores de Riesgo 39
2.3.1 Condiciones De Trabajo 49
2.3.1.1 Condiciones del sistema de seguridad actual, utilizad 49
para la defensa contra incendios (DCI).
2.3.2 Datos estadísticos e indicadores 50
2.3.2.1 Determinación de los datos estadísticos de 52
seguridad en la empresa
2.4. Registro de problemas 58

vi
CAPITULO III
ANÁLISIS Y DIAGNOSTICO
N°- Descripción Pág.
3.1 Análisis de datos e identificación de problemas 66
3.1.1 Descripción de las causas de los problemas 69
3.1.2 Cálculo de días perdidos por accidentes en la empresa 71
3.2 Impacto económicos de problemas 72
3.3 Diagnóstico 77
CAPITULO IV
PROPUESTA
N°- Descripción Pág.
4.1 Planteamiento de alternativas de solución a problemas 78
4.1.1 Objetivo de la propuesta 78
4.1.2 Aplicación de las normas de Seguridad 79
4.1.3 La Seguridad y la Higiene Industrial en la Empresa 80
4.1.4 Propuestas Referentes al Sistema y Condiciones 81
de Defensa Contra Incendios
4.1.5 Propuesta de Señalización de Seguridad de los 82
Extintores
4.1.6 Propuesta para disminuir el ruido 84
4.1.7 Propuesta de Señalización de Seguridad 86
4.1.7.1 Propuesta de Señalización en Áreas de Trabajo 87
4.1.7.2 Señales Reglamentarias 88
4.1.7.3 Ubicación de las señaléticas según el estudio realizado 90
4.1.8 Propuesta de Orden y Limpieza 93
4.1.8.1 Aplicación del Método de las Cinco S -“5 S” 93
4.1.9 Propuesta de utilizar recipientes para clasificar desechos 96
4.1.10 Propuestas relacionada con las Enfermedades 97
Profesionales
4.1.11 Propuestas Referentes a los Equipos de Protección P 98

vii
N°- Descripción Pág.
4.1.11.1 Equipos de Protección Personal 98
4.1.12 Propuesta General de Capacitación 100
4.1.12.1 Objetivos del Programa de Capacitación 100
4.1.12.2 Propósitos de la capacitación que se llevaran a 102
cabo en la propuesta
4.1.13 Conformación del comité de Seguridad e Higiene 102
del Trabajo
4.1.13.1 Funciones del Comité 103
4.2 Costos de alternativas y soluciones 103
CAPITULO V
EVALUACION ECONÓMICA Y FINANCIERA
N°- Descripción Pág.
5.1 Plan de inversión y financiamiento 107
5.2 Análisis costo beneficio 108
CAPITULO VI
PROGRAMA PARA PUESTA EN MARCHA
N°- Descripción Pág.
6.1 Planificación y cronograma de implementación 109
6.2 Cronograma de implementación 109
CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
N°- Descripción Pág.
7.1 Conclusiones 111
7.2 Recomendaciones 112
GLOSARIO DE TÉRMINOS 114

viii
ANEXOS 118
BIBLIOGRAFÍA 144

ix
ÍNDICE DE CUADROS
N°- Descripción Pág.
1 Valoración de los Factores de riesgos Laborales 18
2 Porcentaje del factor de ponderación 20
3 Materia prima utilizada en Metálicas Anchundia 33
4 Maquinaria existente en Metálicas Anchundia 34
5 Niveles de luxes existentes en las áreas de Metálicas 41
Anchundia
6 Niveles sonoros existentes en la empresa 43
7 Niveles sonoros permisibles 43
8 Riesgos mecánicos en el área de producción 46
9 Riesgos eléctricos en el área de producción 47
10 Extintores existentes en Metálicas Anchundia 49
11 Accidentes de la empresa en el años 2011 53
12 Días perdidos por accidentes en el año 2011 54
13 Reporte de índices de Metálicas Anchundia 58
en el año 2011
14 Panorama de factores de riesgo 60
15 Panorama de factores de riesgo 61
16 Panorama de factores de riesgo 62
17 Panorama de factores de riesgo 63
18 Panorama de factores de riesgo 64
19 Panorama de factores de riesgo 65
20 Análisis corte del material 66
21 Análisis armado del producto 67

x
N°- Descripción Pág.
22 Análisis soldado del producto 67
23 Análisis limpieza del producto 68
24 Análisis pintada del producto 68
25 Análisis almacenamiento del producto 69
26 Días perdidos por accidentes en el año 2011 74
27 Cálculo de valores perdidos por accidentes en el año 2011 75
28 Cálculo de valores perdidos por accidentes en el año 2011 76
29 Costo total por accidentes en el año 2011 76
30 Ruido en Metálicas Anchundia 85
31 Dimensiones generales para las señaléticas 88
32 Señales de advertencia presentadas en la propuesta 90
33 Señales de obligación presentadas en la propuesta 91
34 Señales de prohibición presentadas en la propuesta 92
35 Equipos de protección propuestos para la empresa 99
36 Equipos de protección propuestos para la empresa 100
37 Plan de capacitación 101
38 Costo de la capacitación 103
39 Costo anual de los EPP 104
40 Costo de recipientes para la propuesta de Orden y L. 104
41 Costos de equipos de señalética general 105
42 Costos de la mano de obra 106
43 Costos de equipos de protección contra incendio 106
44 Ayudante de seguridad e higiene industrial 106
45 Costos totales de la propuesta 107
46 Interpretación costo-beneficio 108

xi
ÍNDICE DE GRÁFICOS
N.- Descripción Pág.
1 Clientes de la empresa 4
2 Escritorio unipersonal 6
3 Silla clásica Avanty 6
4 Silla gema 7
5 Divisiones de ambiente 7
6 División de ambiente 8
7 Counter recepción 8
8 Counter recepción 9
9 Mesa para comedor 9
10 Juego de comedor 10
11 Camilla cuerina azul 10
12 Camilla cuerina negra 10
13 Pupitre madera 11
14 Pupitre plástico 11
15 Organigrama estructural de la empresa 32
16 Flujograma del proceso de producción de la empresa 36
17 Plano del área de producción donde puede haber riesgo 48
eléctricos
18 Diagrama causa-efecto de accidentes de trabajo 70
19 Tipos de fuego 83
20 Señales de prohibición 88
21 Señales de obligación 89
22 Señales de Advertencia 89
23 Recipientes para la basura 96

xii
ÍNDICE DE ANEXOS
N°- Descripción Pág.
1 Estructura administrativa de Metálicas Anchundia 119
2 Localización de Metálicas Anchundia 120
3 Niveles de luxes en las áreas de trabajo de Metálicas 121
Anchundia
4 Norma NFPA 10 Extintores Portátiles Contra Incendios 122
5 Método Iceberg para el Costo de accidente 127
6 Formación de brigadas contra incendio 129
7 Señalética general propuesta en Metálicas Anchundia 131
8 ART.11.Obligaciones de los empleadores 132
9 Norma Técnica Ecuatoriana INEN 439:1984 133
10 Norma INEN 878 136
11 Cotizacion de Implementos de Seguridad Industrial 141
12 Programación de actividades a efectuar en el proyecto: 143
Diagrama de Gantt

xiii
RESUMEN
TEMA: IMPLEMENTACIÓN DE UN PLAN INTEGRAL DE SEGURIDAD E HIGIENE INDUSTRIAL EN LA EMPRESA “METÁLICAS ANCHUNDIA”
AUTOR: Anchundia Anchundia Darwin Jesús
Con el afán de tener un mejoramiento continúo en seguridad industrial en la Empresa “METALICAS ANCHUNDIA”. Se ha requerido un sistema de acción para preservar su maquinaria y salvaguardar al personal. La empresa no contaba con un plan de Seguridad e Higiene Industrial, el mismo que a través de este trabajo se ha buscado implantar para poder obtener menos pérdidas por falta de mantenimiento y gastos médicos por accidentes. En primer lugar se hizo una descripción sobre los principales procesos que se manejan en la empresa y el listado del tipo de seguridad que debe tener el operador para hacer funcionar la maquinaria o equipo, además de tener en cuenta el tipo de riesgos laborales que se tiene dentro de la empresa, controlándolos así de una mejor manera. A partir de una apreciación general se determinó realizar una evaluación en las áreas de trabajo, una vez determinados los riesgos químicos, físicos, biológicos y ergonómicos así como las condiciones de orden y limpieza y los posibles peligros que pueden presentarse por fallas operativas de equipos. Se realizó una lista de observaciones según su nivel de riesgo para determinar las recomendaciones de seguridad necesarias para la eliminación o control de esos riesgos, cerrando así con las conclusiones arrojadas por el estudio. Darwin Jesús Anchundia Anchundia Ing.Ind. Jorge Mariano Narváez Ochoa AUTOR DIRECTOR DE TESIS

xiv
ABSTRACT
THEME: IMPLEMENTATION OF A INTEGRAL SAFETY PLAN INDUSTRIAL HYGIENE IN THE COMPANY “METÁLICAS ANCHUNDIA
AUTHOR: Anchundia Anchundia Darwin Jesús
In an effort to have a continuous improvement in industrial safety in Business "METÁLICAS ANCHUNDIA". It has taken a set of action to preserve and safeguard its personnel machinery. The company did not have a plan of safety and industrial hygiene, the same that through this work we try to implement in order to obtain lower losses due to lack of maintenance and medical expenses for accidents. First we made a description of the main processes that are used in the company and the listing of the type of security you should have the operator to operate the machinery or equipment, while taking into account the type of occupational hazards that have within the company, and controlling. Them in a better way. From a general assessment determined an assessment in the areas of work, after establishing the chemical, physical, biological and ergonomic as well as housekeeping conditions and potential hazards involved equipment operational failures. He made a list of observations according to their level of risk to determine the necessary safety recommendations to eliminate or control those risks, closing with the conclusions drawn by the study.
Darwin Jesús Anchundia Anchundia Ing.Ind. Jorge Mariano Narváez Ochoa AUTOR DIRECTOR DE TESIS

PROLOGO
Toda organización que agrupe a un número de personas para
alcanzar un fin común tiene responsabilidad y obligación legal de ocuparse
en la salud de todos sus miembros lo cual incluye la protección de estos
contra accidentes para lo cual se requiere el establecimiento de una cultura
de Higiene y Seguridad Industrial donde todos, empleados y directivos se
sientan comprometidos en participar activamente en la reducción de
riesgos y la prevención de sucesos no deseados en su medio ambiente de
trabajo.
Bajo estos antecedentes, esta propuesta busca evaluar la situación
actual de la empresa “Metálicas Anchundia”, a fin de determinar la gestión
necesaria que debe poner en práctica esta organización para establecer la
Higiene y Seguridad Industrial como un principio incluido entre las políticas
de la organización que garantice a sus miembros un medio ambiente de
trabajo adecuado.
El objetivo de la Seguridad e Higiene Industrial es prevenir accidentes
laborales y enfermedades profesionales que pueden producirse como
consecuencia de las actividades de producción
Por lo anteriormente expuesto la presente investigación persigue
identificar oportunidades de mejora a través de las herramientas de
ingeniería que permitan a la organización enfocarse hacia la ejecución de
los correctivos necesarios a fin de llevar a su mínima expresión o eliminar
los posibles riesgos potenciales que impiden el normal desenvolvimiento
de las actividades laborales.
CAPITULO I
INTRODUCCIÓN
1.1 Antecedentes
La industria ecuatoriana presenta el desafío de ser cada día más
competitiva, no sólo a nivel nacional, es por ello que están en la continua
búsqueda de ahorros a través de la eficiencia y la reducción de costos.
Muchas compañías cuando se trata de reducción de costos la primera
estrategia que utilizan es la reducción de personal, sin embargo en la
mayoría de los casos esta no es la solución apropiada para el problema.
Toda actividad representa cierto peligro para el hombre, solamente
con la prevención podemos disminuir estos riesgos. Es por ello que
existen reglamentos y leyes que tienen la intención de prevenir y protegen
al hombre de los riesgos en su ambiente de trabajo, señalando las
obligaciones del empleador.
Las pérdidas económicas que representan los accidentes laborales,
para las empresas y las condiciones de vida desfavorables para los
colaboradores es muy seria, ya que inciden directamente en los costos de
producción lo cual encarece el producto final y la empresa pierde
competitividad en los mercados, consiguientemente el cierre de
operaciones, lo cual genera desempleo y frena el desarrollo del país, por lo
tanto es el lugar y el momento propicio para aplicar los conocimientos del
Ingeniero Industrial. El profesional está encaminado a la solución de los
problemas que a diario se presentan en la vida laboral de las empresas y
así de esta manera mejorar la economía de las industrias, la calidad de

Introducción 3
vida de los colaboradores y la conservación de nuestros recursos naturales
para el bienestar de las generaciones venideras de nuestra ciudad,
provincia y país.
1.2 Datos generales de la Empresa
“Metálicas Anchundia”, es una Empresa Metal-Mecánica dedicada a
la construcción de estructuras metálicas de toda clase de inmobiliario. Esta
empresa también se dedica a trabajos de mantenimiento preventivo y
correctivo de todo tipo de inmobiliario con un buen equipo de trabajo
altamente calificado.
1.2.1 Filosofía Estratégica
1.2.1.1 Visión
Ser una empresa líder en proporcionar un servicio confiable y eficaz,
posicionarnos en el mercado como una de las empresas más importantes
en producción y comercialización de todo tipo de muebles para oficinas y
llegar a varios sectores que requieran de un excelente servicio y precio.
1.2.1.2 Misión
Nuestra misión es ofrecer al cliente una amplia variedad de muebles
para oficina, instituciones y el hogar.
Brindar profesionalmente de la manera más honesta, sabiendo
satisfacer sus requerimientos y necesidades con la mayor exactitud y
perfección dentro del tiempo y compromisos establecidos, para así dejar en
sus manos el producto terminado superando la exigencia de su imagen.

Introducción 4
1.2.2 Posicionamiento en el mercado
A nivel nacional “METÁLICAS ANCHUNDIA” se ha asentado debido
a su experiencia en cuanto a calidad y precio lo que ha hecho que el
producto se posicione en los diferentes mercados del país.
Para que la empresa se encuentre posicionada en el mercado se
debe a que produce, y comercializa rentablemente productos completos e
innovadores y de clase nacional operando en un marco de ética, eficiencia
y responsabilidad social.
1.2.3 Quienes son sus clientes
La empresa Metálicas Anchundia tiene una gama de clientes entre
los cuales tenemos:
GRAFICO Nº 1
CLIENTES DE LA EMPRESA
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
Casa de la vida .- Es una fundación dedicada a reparar los daños
que causan en las personas y en las familias los abusos en la sexualidad y
los descarríos afectivos de pareja, abordando cada caso con amor y
comprensión, y usando como herramientas la Palabra de Dios.

Introducción 5
Nestlé.- Es una empresa dedicada a la producción de una gama de
bebidas y alimentos.
La Universal.- Es una industria dedicada a producción de confitería
en general.
ATTEAAR.- Es una empresa dedicada a la capacitación y formación
general en sistemas de ventilación y aire acondicionado.
1.2.4 Estructura administrativa de la Empresa
La estructura administrativa organizacional de la empresa se muestra
en el anexo Nº 1, aquí se ven los niveles jerárquicos de la empresa.
1.2.5 Localización
Metálicas Anchundia, está ubicada en el norte de la Ciudad de
Guayaquil, en la Florida Norte Mz. 620 Sl 17. A una cuadra del Cuartel de
la Policía Nacional de la Florida Norte. (Ver anexo Nº 2).
1.2.6 Identificación según el Código Internacional Industrial Uniforme
(CIIU).
Según el Código Internacional Industrial Uniforme (CIIU) la
empresa “METÁLICAS ANCHUNDIA”, pertenece al grupo:
3812 Fabricación de muebles y accesorios principalmente metálicos,
que estipula lo siguiente: La fabricación, reforma y reparación de muebles y
accesorios hechos principalmente de metal para el hogar, oficinas, edificios
públicos uso profesional y restaurantes.

Introducción 6
1.2.7 Productos
La empresa realiza como su principal actividad la fabricación y
comercialización de muebles metálicos para oficinas y como complemento
atiende sus pedidos en su página web, www.matalicasanchundia.com,
donde se puede visualizar una amplia gama de diseños con sus
respectivas características y el asesoramiento a las dudas que presenten
los clientes que se encuentren registrados para su seguridad y comodidad
tener acceso a revisar sus estados de cuenta por las transacciones
realizadas.
Algunos de los productos:
Muebles para oficinas: escritorios, sillas, sillones, sofá,
mesas.
GRAFICO Nº 2
ESCRITORIO UNIPERSONAL
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
GRAFICO Nº 3
SILLAS CLASICAS AVANTI
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia

Introducción 7
GRAFICO Nº 4
SILLA GEMA
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
En el grafico 2, se puede observar uno de los productos de la
empresa, un escritorio unipersonal.
En el grafico 3, se aprecia una silla ergonómica modelo Avanti y en
el grafico 4 una silla modelo Gema, fabricadas por la empresa.
En el grafico 5 y 6, se muestran dos modelos de divisiones de
ambiente fabricados por Metálicas Anchundia.
GRAFICO Nº 5
DIVISIÓN DE AMBIENTE
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia

Introducción 8
GRAFICO Nº 6
DIVISIÓN DE AMBIENTE
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
GRAFICO Nº 7
COUNTER RECEPCIÓN
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia

Introducción 9
GRAFICO Nº 8
COUNTER RECEPCIÓN
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
En los gráficos 7 y 8 se muestran dos modelos de Counters tipo
recepción.
• Muebles para comedor: mesas pequeñas, cuadradas, redonda,
alargadas, extensibles con sus sillas de distintos diseños y colores.
GRAFICO Nº 9
MESA PARA COMEDOR
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia

Introducción 10
GRAFICO Nº 10
JUEGO DE COMEDOR
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
En la gráfica 9 se muestra una mesa de comedor sencilla y en la
gráfica 10 se observa un juego completo de comedor fabricadas en la
empresa.
Camillas para hospitales: camillas
GRAFICO Nº 11
CAMILLA CUERINA AZUL
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
GRAFICO Nº 12
CAMILLA CUERINA NEGRA
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia

Introducción 11
En las gráficas 11 y 12 se ilustran las camillas producidas en la
empresa para los hospitales.
Muebles para colegios: pupitres, butacas, etc.
GRAFICO Nº 13
PUPITRE MADERA
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
GRAFICO Nº 14
PUPITRE PLASTICO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
En el grafico 13 se aprecia un pupitre para escuela, colegio con
canastilla, con asiento y respaldo de madera.
En el grafico 14 se observa un pupitre para escuela, colegio con
asiento y espaldar de plástico.

Introducción 12
1.3 Descripción del problema
En la empresa, la evaluación de los riesgos y condiciones del medio
ambiente de trabajo, servirá de gran utilidad para corregir los malos hábitos
en el manejo de la maquinaria y equipo, se permitirá definir la
problemática de este proyecto.
Todos estos aspectos provocan pérdidas tanto en la productividad,
competitividad y el tiempo de ejecución de los proyectos.
Es por esta razón que este proyecto se basará en la recopilación de
información, como inspección y evaluación de maquinaria y equipo, cálculo
de índices de productividad, mantenimiento de los mismos que permitirán
valorar el estado actual, para poder mejorarlos según su factibilidad.
1.4 Objetivos
1.4.1 Objetivo general
Implementar un Plan Integral de Seguridad e Higiene Industrial
Salud Ocupacional en la empresa “METÁLICAS
ANCHUNDIA”.
1.4.2 Objetivos específicos
Reconocer la importancia de Seguridad Industrial y Salud
Ocupacional en la Empresa.
Identificar actividades y condiciones inseguras a través de un
diagnóstico de la situación actual de la empresa.
Elaborar los documentos técnicos, para determinar soluciones

Introducción 13
que permitan disminuir los riesgos detectados y evaluarlos.
Analizar y señalar el costo de las alternativas de solución a los
problemas detectados en el área.
Poner en marcha medidas de prevención que garanticen un
mayor nivel de protección de la seguridad y salud de los
trabajadores.
1.5 Justificativos
Es importante proteger la salud de los colaboradores controlando el
entorno de trabajo, de manera que se puedan reducir los riesgos, mejorar
la eficiencia y la capacidad productiva.
Desde el punto de vista teórico, este estudio es importante ya que se
analizaran las teorías de autores, relacionados con técnicas de ingeniería,
higiene y seguridad industrial a fin de detectar los riesgos que corren los
trabajadores como la empresa.
Por consiguiente desde el punto de vista práctico, la presente
investigación radica en proporcionar a la organización un mecanismo, el
cual les permitirá obtener la información que determinara cual es problema
que existe en el programa a las cuales se enfrentara la organización, para
que de esta forma se pueda ofrecer nuevas normas, que le permitan al
gerente facilitar al trabajador las condiciones adecuadas con respecto a las
necesidades presentadas a la empresa en busca de un mayor desarrollo.
Por tanto, es necesario e imprescindible la elaboración de un
programa de seguridad industrial para evitar los daños o pérdidas que se
puedan dar en la salud, seguridad de los trabajadores, el medio ambiente y
la producción, además, sabiendo que el campo ocupacional del Ingeniero

Introducción 14
Industrial es amplio y está capacitado para aportar sus conocimientos en
beneficio de la industria, el medio ambiente y la sociedad.
1.6 Delimitación de la investigación
La propuesta que se va a realizar para la implementación de un Plan
de Seguridad e Higiene Industrial, se la efectuara específicamente en el
área de producción, ya que es donde se concentra la mayor parte del
personal que en la empresa labora.
1.7 Marco Teórico
La gestión Administrativa de la seguridad en la Empresa, dentro del
Marco de los programas de salud ocupacional o los proyectos de
prevención de riesgos, se constituye hoy en uno de los pilares básicos para
el desarrollo empresarial. Los accidentes ocurridos en las empresas deben
ser investigados, con la finalidad de determinar las verdaderas causas que
les dieron origen, para corregirlas y evitar accidentes similares en el futuro.
El estudio de esta propuesta se enfoca en la aplicación de las normas
de seguridad e higiene industrial y al mismo tiempo en textos,
informaciones, conceptos detallados a continuación:
Panorama de factores de riesgos.
Método FINE.
Diagrama causa- efectos, Ishikawa
1.7.1 Panorama de factores de riesgo
Un panorama de factores de riesgo es el reconocimiento

Introducción 15
pormenorizado de los factores de riesgo a que están expuestos los
distintos grupos de trabajadores en una empresa específica, determinando
los efectos en la salud de los trabajadores y la estructura organizacional y
productiva de la empresa. (Suratep, 2008).
1.7.1.1 Característica
Un panorama de factores de riesgo tiene las siguientes
características:
Partir del tipo de proceso, oficio y operación productiva que se
realiza.
Lograr un análisis global del ambiente de trabajo involucrado
entre otros los aspectos técnicos, organizacionales y de salud.
La información del panorama debe actualizarse
periódicamente, por lo tanto su recolección debe ser
sistemática y permanente.
Permite evaluar las consecuencias y/o defectos probables.
Programas de prevención en función de las prioridades
resultantes en el diagnóstico que se establezca.
Para la valoración de los factores de riesgo se utiliza el método
Fine.
1.7.2 Método fine
Este método fue propuesto por William T. Fine para la evaluación de
riesgos, se fundamenta en el cálculo del grado de peligrosidad, cuya
fórmula es:
Grado de Peligrosidad = Consecuencia x Exposición x Probabilidad

Introducción 16
GP = C x E x P
Mediante la cual se obtiene una evaluación numérica considerando
tres factores:
Consecuencias (C).- Que normalmente se esperan en caso de
producirse el accidente.
Exposición al riesgo (E).- Es el tiempo que el personal se
encuentra expuesto al riesgo de accidente.
Probabilidad (P).- De que el accidente se produzca cuando se está
expuesto al riesgo.
Como se puede observar se obtiene una evaluación numérica
considerando estos tres factores:
Las consecuencias de un posible accidente debido al riesgo, la
exposición a la causa básica y la probabilidad de que ocurra la secuencia
del accidente y las consecuencias del mismo.
La estimación del riesgo se determinara a partir de:
Estimación del Riesgo = Consecuencias x Probabilidad
La valoración puede ser parcial o total.
De tal forma permite establecer prioridades entra las distintas
situaciones de riesgo en función del peligro causado en cada situación y de
este modo llegar a una acción correctora sobre el riesgo. Ejemplo:

Introducción 17
MEDIO ALTO
300 600 1000 1
Si G.P. ≥ 200, se requiere una corrección inmediata, y la actividad
debe ser detenida hasta que el riesgo se haya disminuido.
Si 200 ≥ G.P.≤ 85, se requiere una actuación urgente.
Si 85 < G.P., el riesgo debe ser eliminado sin demora, pero la
situación no es una emergencia.
Una vez que conocemos el grado de peligrosidad tenemos que
proponer las medidas correctoras para eliminar el riesgo analizado.
Para ello, debemos calcular la Justificación de la acción correctora (J)
a partir del Grado de Peligrosidad (G.P.), el Grado de Corrección (G.C.) y
el Factor de Coste (F.C).
De donde:
El Factor de Coste es una medida estimada del coste de la acción
correctora propuesta.
El Grado de Corrección es una estimación del grado de disminución
del riesgo por medio de la acción correctora propuesta.
Para que la medida propuesta fuera aceptada el valor de la
Justificación debe ser mayor de diez. (Factor Seguranca, 2002)
INTERPRETACIÓN DEL GRADO DE PELIGROSIDAD
BAJO
1
BAJO

Introducción 18
P Máxima 10
PROBABILIDAD Alta 7
DEL SUCESO Media 5
Accidente o Baja 2
Enfermedad Mínima 1
E
EXPOSICIÓN AL
FACTOR DE
RIESGO
Desastres Patología irreversible a
Varias muertes largo plazo
Toxicidad categoría I (Cancer, esterilidad,
intoxicación crónica)
Grave Causa sospechosa de
C Traumas o heridas graves patologías irreversibles
Toxiocidad categoría II
CONSECUENCIAS
PARA LA SALUD Y Severa Patología no empeorable
LA INTEGRIDAD Lesiones con perdida de con cese de la exposición
FÍSICA integridad física al riesgo
Toxicologia categoría III (sordera, dermatosis)
Importante Patologías benignas
Lesiones importantes con Ceden con tratamiento
ausentismo médico
Toxicología categoría IV
Notable Molestias
Lesiones que requieren
primeros auxilios
* Molestias 1
* Invalidez
*
Incapacidad
Parcial
*
Incapacidad
Temporal
INDICADOR PARA
ACCIDENTALIDAD
INDICADOR PARA
ENFERMEDAD
4 - 6
2 - 3
7 - 8
Entre 5 horas y < 8
horas/diarias
Entre 1 horas y < 2
horas/diarias
TABLA DE VALORACIÓN SUBJETIVA
DEL GRADO DE PELIGRO EN SEGURIDAD E HIGIENE OCUPACIONAL
* Continua
* Frecuente
* Ocasional
Resultado probable máximo
Resultado probable alto
Resultado probable medio
Resultado probable bajo
Resultado probable mínimo
Entre 2 horas y < 5
horas/diarias
CONDICIÓN VARIABLES VALORACIÓN
Por más de 8 horas/diarias
* Irregular
9 - 10
* Raramente
10
7
5
2
1Por < 1 hora/ día
* Muchas veces al día
* Una vez por día
* Una vez por semana
*Una vez al mes
*Se sabe que ocurre
* Fatal
CUADRO Nº 1
VALORACIÓN DE LOS FACTORES DE RIESGOS LABORALES
Fuente: Manual de Evaluación de Riesgos Laborales Elaborado por: Darwin Anchundia

Introducción 19
Grado de repercusión
Dado que la importancia del riesgo no depende exclusivamente del
grado de peligrosidad, si no también deberá tenerse en cuenta el número
de personas expuestas, resulta de interés determinar a repercusión:
Repercusión = Valoración x Trabajadores expuestos equivalentes
Donde:
Trabajadores expuesto equivalentes =
La repercusión puede ser parcial o total, dependiendo de que se
utilicen los conceptos de valoración parcial o total, respectivamente.
(Ministerio De Trabajo y Asuntos Sociales España)
Se completará la valoración con la determinación de las
denominadas “condiciones peligrosas” o causas materiales más
directamente relacionadas con la existencia del riesgo, clasificadas en:
Productos peligrosos.- Derivado de su forma, volumen, peso o
especiales circunstancias que hacen que su manipulación resulte
peligrosa.
Falta de protección individual.- Inadecuada o defectuosa
Lugar de trabajo peligroso
Lugar de trabajo inadecuado.- Derivado de las condiciones
del entorno (orden, limpieza, iluminación, etc.
100
Trabaj. expuestos X %Expo
sición
Introducción 20
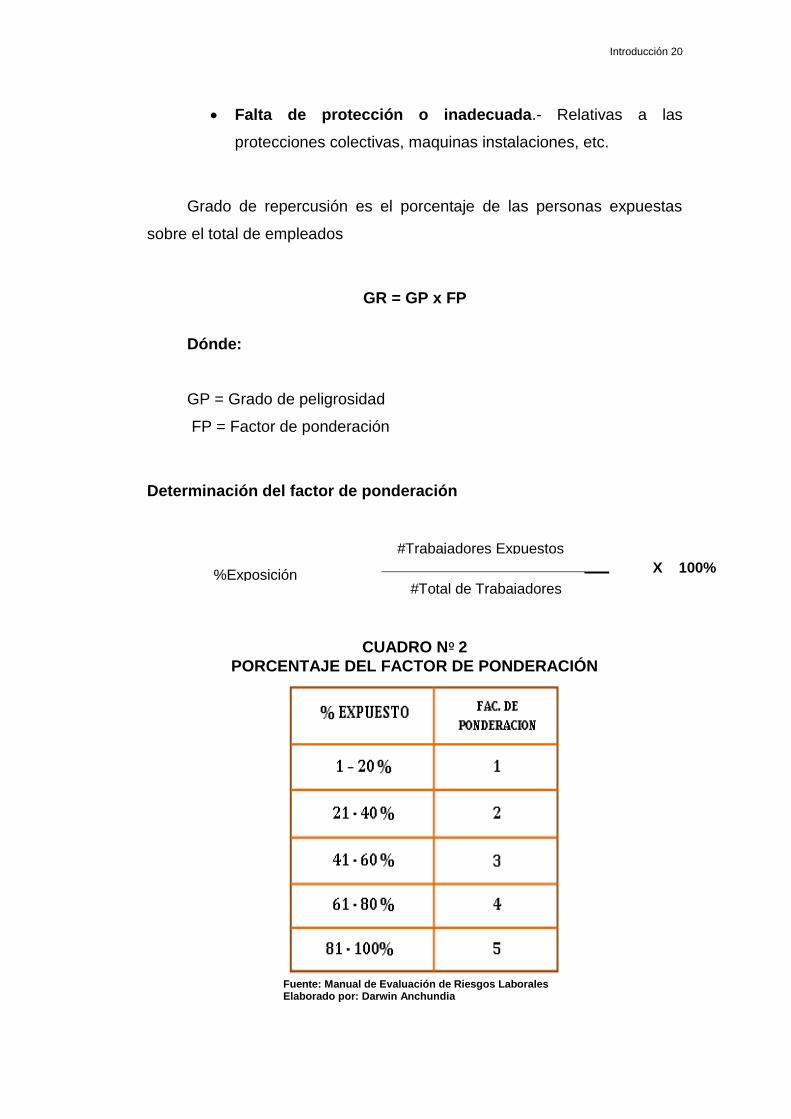
Falta de protección o inadecuada.- Relativas a las
protecciones colectivas, maquinas instalaciones, etc.
Grado de repercusión es el porcentaje de las personas expuestas
sobre el total de empleados
GR = GP x FP
Dónde:
GP = Grado de peligrosidad
FP = Factor de ponderación
Determinación del factor de ponderación
CUADRO Nº 2
PORCENTAJE DEL FACTOR DE PONDERACIÓN
Fuente: Manual de Evaluación de Riesgos Laborales Elaborado por: Darwin Anchundia
%Exposición
#Trabajadores Expuestos
#Total de Trabajadores
X 100%

Introducción 21
G.R BAJO MEDIO ALTO
1500 3000 5000
INTERPRETACIÓN DEL GRADO DE REPERCUSIÓN
Interpretación del grado de repercusión (priorización)
Alto.- Intervención inmediato de terminación o tratamiento del
riesgo.
Medio.- Intervención a corto plazo
Bajo.- Intervención a largo plazo o riesgo tolerable.
1.7.3 Diagrama Causa-Efecto Ishikawa
El 'Diagrama de Ishikawa', también llamado Diagrama de causa-
efecto, es una de las diversas herramientas surgidas a lo largo del siglo XX
en ámbitos de la industria y posteriormente en el de los servicios, para
facilitar el análisis de problemas y sus soluciones en esferas como lo son;
calidad de los procesos, los productos y servicios. Consiste en una
representación gráfica sencilla en la que puede verse de manera relacional
una especie de espina central, que es una línea en el plano horizontal,
representando el problema a analizar, que se escribe a su derecha.
Entonces cuando el objetivo de aprendizaje es que los estudiantes
descubran las causas de un problema o de un suceso, o las relaciones
causales entre dos o más fenómenos, el organizador gráfico ideal es un
Diagrama Causa-Efecto. (REDuteka, 2006)
1 1500 3000
5000

Introducción 22
1.7.3.1 Método para construir un diagrama Causa – Efecto
Para realizar la elaboración de un diagrama causa efecto se deben
tener en cuenta las siguientes recomendaciones:
Definir el problema que se deba analizar y representarlo por
una flecha horizontal.
Juntar a todas las personas involucradas en el problema
definido, obtener sus opiniones sobre las causas principales del
problema y representarlas como flechas convergentes.
Obtener opiniones sobre las causas secundarias del problema
y representarlas como flechas pequeñas convergentes.
Estudiar individualmente el grafico en los propios lugares de
trabajo, tratar de identificar causas adicionales.
1.7.4 Fundamentos teóricos
1.7.4.1 Higiene Industrial
La Higiene Industrial es el conjunto de procedimientos destinados a
controlar los factores ambientales que pueden afectar la salud en el ámbito
de trabajo. Según la Enciclopedia de Salud y Seguridad en el Trabajo, se
entiende por salud al completo bienestar físico, mental y social.
La higiene industrial, por lo tanto, debe identificar, evaluar y, si es
necesario, eliminar los agentes biológicos, físicos y químicos que se
encuentran dentro de una empresa o industria y que pueden ocasionar
enfermedades a los trabajadores.
Esta cuestión es particularmente importante en aquellos sectores

Introducción 23
productivos que implican la manipulación de contaminantes.
Por ejemplo: una empresa dedicada a la tintura de pantalones debe
tomar precauciones especiales con los químicos que utiliza en sus
procesos cotidianos. (Alfonso Hernandez, 2005)
1.7.4.2 Seguridad Industrial
La seguridad industrial es un área multidisciplinaria que se encarga
de minimizar los riesgos en la industria. Parte del supuesto de que toda
actividad industrial tiene peligros inherentes que necesitan de una correcta
gestión.
Los principales riesgos en la industria están vinculados a los
accidentes, que pueden tener un importante impacto ambiental y perjudicar
a regiones enteras, aún más allá de la empresa donde ocurre el siniestro.
La seguridad industrial, por lo tanto, requiere de la protección de los
trabajadores y su monitoreo médico.
Cabe destacar que la seguridad industrial siempre es relativa, ya que
es imposible garantizar que nunca se producirá ningún tipo de accidente,
de todas formas, su misión principal es trabajar para prevenir los siniestros.
(Alfonso Hernandez, 2005)
1.7.4.3 Ergonomía
La Ergonomía, se denominada ciencia del bienestar y del confort, que
no solo persigue la mejora de las mismas, a fin de eliminar o rebajar sus
efectos negativos sobre los tres campos de la salud, físico, psíquico y

Introducción 24
social, sino que tiende a un concepto más amplio de la salud y de las
condiciones de trabajo.
A demás, pretende la mejora de cualquier aspecto que incida en el
equilibrio de la persona, considerada conjuntamente con su entorno.
(Alfonso Hernandez, 2005)
Los principales objetivos de la Ergonomía son:
Seleccionar las técnicas más adecuadas a las personas
disponibles
Controlar el entorno o medio ambiente de trabajo.
Evaluar los riesgos de fatiga física y mental.
Definir los objetivos de formación en relación a las
características de puestos de trabajo y personas.
Optimizar la interrelación entre técnicas utilizadas y personas.
1.7.5 Marco Legal
La Constitución de la República del Ecuador Art. 33, señala: “El
trabajo es un derecho y un deber social, y un derecho económico, fuente
de realización personal y base de la economía. El Estado garantizará a las
personas trabajadoras el pleno respeto a su dignidad, una vida decorosa,
remuneraciones y retribuciones justas y el desempeño de un trabajo
saludable y libremente escogido o aceptado”.
En materia legal el tratamiento de la seguridad y bienestar para el
trabajador ha dado grandes progresos a lo largo de los años, en síntesis a
pesar de que a tecnología ha llevado a simplificar el trabajo en sí, no ha
proporcionado la suficiente certidumbre en la ejecución de trabajos de alto
riesgo generalmente relacionados con la industria.

Introducción 25
En general el país está retrasado en materia de seguridad industrial
en sí, una de las posibles causas de esto puede asociarse tanto a la
inobservancia de los empresarios, y empleadores con respecto a las leyes
y reglamentos de seguridad laboral, como con la forma de ser del obrero
ecuatoriano, y con el desconocimiento de la legislación que lo ampara en el
caso de producirse accidentes. (Constitución de la Republica del Ecuador)
Legislación Laboral del Ecuador. Art. 38.- Los riesgos
provenientes del trabajo son de cargo del empleador y cuando, a
consecuencia de ellos, el trabajador sufre daño personal, estará en la
obligación de indemnizarle de acuerdo con las disposiciones de este
Código, siempre que tal beneficio no le sea concedido por el Instituto
Ecuatoriano de Seguridad Social, lo que ocasiona que el empleador corra a
cargo de los riesgos implícitos a la ejecución del trabajo.
En el mismo código se estipula que el empleador además de ser
responsable de la salud del empleado, corre a cargo de: “Proporcionar
oportunamente a los trabajadores los útiles, instrumentos y materiales
necesarios para la ejecución del trabajo, en condiciones adecuadas para
que éste sea realizado” y de indemnizar a sus trabajadores de la misma
manera en caso de algún accidente.
Desde otro punto de vista en la ley también se especifica un efecto
de causalidad recíproca, es decir que muchas veces el empleador no es el
único responsable de la seguridad del empleado, sino que también éste es
responsable de su propia seguridad y la de terceros como así lo explicita
textualmente el Art. 46 literal a, cuando expresa que es prohibido para el
trabajador: “Poner en peligro su propia seguridad, la de sus compañeros de
trabajo o la de otras personas, así como de la de los establecimientos,
talleres y lugares de trabajo”; E inclusive lo vuelve a especificar más
concretamente en relación con sus condiciones laborales cuando dice:
“Los trabajadores están obligados a acatar las medidas de prevención,

Introducción 26
seguridad e higiene determinadas en los reglamentos y facilitadas por el
empleador. Su omisión constituye justa causa para la terminación del
contrato de trabajo”.
Art. 375.- Muerte por accidente de trabajo.- Si el accidente causa
la muerte del trabajador y ésta se produce dentro de los ciento ochenta
días siguientes al accidente, el empleador está obligado a indemnizar a los
derechohabientes del fallecido con una suma igual al sueldo o salario de
cuatro años.
Si la muerte debida al accidente sobreviene después de los ciento
ochenta días contados desde la fecha del accidente, el empleador abonará
a los derechohabientes del trabajador las dos terceras partes de la suma
indicada en el inciso anterior. Si por consecuencia del accidente el
trabajador falleciere después de los trescientos sesenta y cinco días, pero
antes de dos años de producido el accidente, el empleador deberá pagar la
mitad de la suma indicada en el inciso primero.
En todo caso de muerte del trabajador, producida por accidente, el
empleador quedará obligado a sufragar los gastos del entierro, valor que
será entregado de inmediato a los deudos. Si requerido el empleador por el
Inspector del Trabajo para que cumpla con su obligación, no la cumpliere
dentro de las veinticuatro horas siguientes, deberá hacerlo con el cincuenta
por ciento de recargo. Y si para ello fuere necesario reclamación judicial, el
empleador será condenado a satisfacer el triple de la cantidad fijada.
La legislación inscribe además otro tipo de consideraciones con
respecto a las indemnizaciones que recibiría el empleado en caso de
presentarse, incapacidad temporal, incapacidad permanente, y enfermedad
profesional las cuales son redactadas textualmente del Código del Trabajo
de los artículos 379, 377, 376 382, respectivamente.

Introducción 27
Indemnización por incapacidad temporal.- La indemnización por
incapacidad temporal será del setenta y cinco por ciento de la
remuneración que tuvo el trabajador al momento del accidente y no
excederá del plazo de un año, debiendo ser entregada por semanas o
mensualidades vencidas, según se trate de obrero o de empleado. Si a los
seis meses de iniciada una incapacidad no estuviere el trabajador en
aptitud de volver a sus labores, él o su empleador podrán pedir que, en
vista de los certificados médicos, de los exámenes que se practiquen y de
todas las pruebas conducentes, se resuelva si debe seguir sometido al
mismo tratamiento médico, gozando de igual indemnización, o si procede
declarar su incapacidad permanente con la indemnización a que tenga
derecho. Estos exámenes pueden repetirse cada tres meses.
Indemnización por enfermedad profesional: Cuando un trabajador
falleciere o se Incapacitare absoluta y permanentemente para todo trabajo,
o disminuyere su aptitud para el mismo a causa de una enfermedad
profesional, él o sus herederos tendrán derecho a las mismas
indemnizaciones prescritas en el párrafo anterior, para el caso de muerte,
incapacidad absoluta o disminución de capacidad por el accidente, de
acuerdo con las reglas siguientes:
La enfermedad debe ser de las catalogadas en el artículo 369
para la clase de trabajo realizado por la víctima, o la que
determine la Comisión Calificadora de Riesgos.
No se pagará la indemnización si se prueba que el trabajador
sufría esa enfermedad antes de entrar a la ocupación que tuvo
dispuesto en la regla tercera de este artículo.
La indemnización será pagada por el empleador que ocupó a la
víctima durante el trabajo por el cual se generó la enfermedad;
y, si la enfermedad por su naturaleza, pudo ser contraída
gradualmente, los empleadores que ocuparon a la víctima en el

Introducción 28
trabajo o trabajos a que se debió la enfermedad, estarán
obligados a pagar la indemnización, proporcionalmente al
tiempo durante el que cada cual ocupó al trabajador. La
proporción será regulada por el Juez del Trabajo, si se
suscitare controversia al respecto, previa audiencia de la
Comisión Calificadora de Riesgos.”
En resumen el marco legal en el cual se halla establecida la
seguridad industrial es concreto y al mismo tiempo general, debido a que si
bien las normas contempladas se aplican para el conglomerado laboral,
resultan escasas de minuciosidad en el campo de la construcción, en el
que se presentan otro tipo de regulaciones que serán analizadas a
profundidad a medida que se requiera en el presente trabajo de
investigación. (Constitución de la Republica del Ecuador)
1.8 Metodología
Para realizar el presente trabajo de Seguridad Industrial e Higiene del
Trabajo, se ha revisado y recopilado información proporcionada por la
empresa “Metálicas Anchundia” y sus principales Autoridades que han
brindado toda la información requerida de manera ágil y oportuna.
La metodología de la investigación se identifica como investigación
de campo de tipo evaluativa y bibliográfica como la más indicada para
realizar este trabajo, y se desarrollara aplicando las siguientes actividades
de investigación:
Entrevistas al personal clave de la empresa, con experiencia y
conocimiento de los procesos de producción en cada área y su
respectivo funcionamiento.
Observación directa de las condiciones de trabajo y riesgos

Introducción 29
presentes en la empresa, mediante recorridos de inspección.
Revisión de textos y literatura relacionada con la Seguridad e
Higiene Industrial como referencia.
Analizaremos cada una de las operaciones que se realizan para el
almacenamiento, manipulación y fabricación de productos.
Para estudiar los accidentes en el almacenamiento de los productos
se utilizara el método Fine que ayudará a evaluar los riesgos,
fundamentado en el cálculo del grado de peligrosidad.

CAPITULO II
SITUACIÓN ACTUAL
2.1 Recursos productivos
Toda actividad empresarial presenta constantemente el problema de
cómo hacer el trabajo lo mejor posible, en un tiempo menor, con el mínimo
de esfuerzo y, desde luego, al menor costo. Ni las empresas, ni las
condiciones económicas, permanecen estáticas; por lo tanto las políticas,
el sistema de organización y/o los sistemas y procedimientos que probaron
ser satisfactorios, pueden luego ser obsoletos e ineficientes.
Los recursos o elementos básicos de Metálicas Anchundia, para
cumplir sus objetivos son: Humanos, Materiales, Técnicos y Financieros.
2.1.1 Recursos Humanos
Se refiere a todos los grupos humanos de los demás componentes.
Éste es el más importante, porque es el que utiliza los materiales y sigue
paso a paso los procedimientos y también opera el equipo.
Metálicas Anchundia se conforma como una empresa con una
estructura lineal y las funciones de cada departamento son las siguientes:
Gerente General.- El Gerente General de Metálicas Anchundia es el
responsable absoluto del éxito de la empresa. Define estrategias, políticas
y controles al más alto nivel. Ejerce la representación legal de la empresa

Situación Actual 31
Secretaria.- La secretaria o recepcionista de la empresa tiene por
función atender visitas o clientes, darle la información que requieran, bien
sea personalmente o a través de llamadas telefónicas.
Departamento Financiero.- Este departamento es responsable de
organizar, dirigir y controlar la contabilidad de la organización, así como la
contabilización de los movimientos de fondos. Y también asesora en el
cumplimiento de las normas externas que en materia contable y tributaria
dictaminen las autoridades competentes.
Departamento de Producción.- El Jefe de producción de Metálicas
Anchundia tiene por función gestionar un equipo de personas y sus
funciones, incluyen entre otras:
Organización y gestión completa de la producción:
planificación, control y seguimiento.
Gestión y verificación de inventarios. Lay- out de fábrica,
tiempos y métodos de trabajo.
Mantenimiento de las instalaciones.
Departamento de comercialización.- El personal de la empresa en
esta área está encargado de supervisar y coordinar las distintas áreas para
la correcta evaluación y ejecución del sector comercial, además de crear,
comunicar y entregar valor a los clientes para gestionar las relaciones con
ellos, mediante procedimientos que beneficien a la organización y a todos
los interesados.
A continuación se mostrara el organigrama estructural de los rangos
de la empresa Metálicas Anchundia

Situación Actual 32
GRAFICO Nº 15
ESTRUCTURA ADMINISTRATIVA DE METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Gerente General
Secretaria
Departamento Financiero Departamento de
producción Departamento de
comercialización Crédito y
Cobranza
Operadores
Recaudador
Asistente de
contabilidad
Compras
Ventas
Mantenimiento
Control de
Calidad
Situ
ació
n A
ctu
al 3
2

Situación Actual 33
2.1.2 Recursos Materiales
Se refiere a las cosas que se utilizan para procesar, transformar, o
que se procesan o transforman en el proceso productivo de un bien o
servicio, y están integrados por: Materia prima
Actualmente la empresa utiliza para la fabricación de estructuras y
muebles metálicos en general la siguiente materia prima:
CUADRO Nº 3
MATERIA PRIMA UTILIZADA EN METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
MATERIALES
Tubos redondos negro de 1”, 1 ½”, 2”, 3”
Tubos cuadrados negros de 1”, 1 ½”, 2”
Varilla lisa de 8mm
Planchas negras de 0.8mm, 1mm y 1.2mm
Tubos rectangulares
Plancha negra 1/32 x0.70
Pintura en polvo electroestática al horno
Pintura liquida al horno

Situación Actual 34
Las principales maquinarias que se utilizan para la elaboración de las
estructuras y muebles metálicos para oficina son las siguientes:
CUADRO Nº 4
MAQUINARIA EXISTENTE EN METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
2.2 Proceso de Producción
2.2.1 Proceso de comprar materia prima
La característica principal en este proceso es mantener una estrecha
relación de trabajo con los proveedores, los cuales tienen que detallar un
plan o programa de entregas, cantidades, calidad y comunicación
CANTIDAD
NOMBRE
CARACTERÍSTICAS
7 Maquina soldadora MIG 220 V 25 A-200 A Monofásica
3 Maquina cortadora Dwall 120 V 15 A 4HP
2 Dobladora Manual Niagra
1250mm longitud de plegado
2 Cortadora Manual Niagra 16mm capacidad de corte
2 Soldadora de puntos 220V 10KVA Monofásico
4 Taladro de pedestal 120V 3/4HP Monofásico
2 Troqueladora 220 V 1.5 HP Trifásico
2 Esmeriladora Dwall 120 V 3/4HP 3600rpm
8 Pulidora Dwall 120 V 6500rpm
2 Equipamiento de pintura electroestática GEMMA Optiflex 2
220 V Monofásico
2 Compresores Powermate 220V 5HP 15 Amp. Monofásico

Situación Actual 35
instantánea son ingredientes claves del sistema. Es cuando la compañía
reduce los chequeos de las materias primas, antes de enviarlas a
producción; esta implica que el proveedor si tiene un buen control de
calidad.
En esta etapa se determina la cantidad requerida por el
departamento de compras, donde se revisa el sistema informático de
datos históricos de compras de materiales que refleje el comportamiento
de éstas de los meses anteriores, que le permite programar las compras.
Además se debe considerar un sistema informático en el área de
bodega para que esté en red con el departamento de compras,
permitiéndole la revisión de los inventarios, donde se establezca el nivel
mínimo de ellos donde se podrá iniciar la programación de las compras con
entregas parciales contemplada en la orden de compra.
2.2.2 Proceso de admisión y almacenamiento de materia prima
El personal de Metálicas Anchundia, encargado de la recepción de
materia prima debe de estar informado de la orden de entrega, proveedor y
características que el producto debe tener para ser aceptado. Esta
información es entregada por la secretaria, el personal destinado para esta
labor cuenta con la copia de orden de compra, la hoja de registro de
recepción de materia prima.
Una vez que la materia prima cuente con toda la documentación
necesaria, se procede a la recepción, análisis y almacenamiento del
producto que ingresa a la planta.
Las entregas de materias primas están programadas para que se
realicen de lunes a viernes por la mañana, dependiendo del producto.

Situación Actual 36
2.2.3 Proceso de fabricación
La empresa Metálicas Anchundia consta con las líneas de producción
siguiente: la fabricación de estructuras metálicas para mobiliario de oficina.
Cumpliendo con estándares de calidad y satisfaciendo a las
necesidades de sus clientes en la línea de fabricación industrial Metálicas
Anchundia brinda al mercado una gama de productos como se cita en las
páginas 7, 8, 9 y 10. Satisfaciendo las necesidades de los clientes.
Ofreciendo una gran respuesta de calidad en el producto final,
consta de un equipo calificado de colaboradores en las diferentes áreas de
trabajo.
La empresa actualmente consta con sus áreas establecidas en toda
su distribución de la planta como son:
Área de corte de material
Áreas de armado de estructura.
Áreas de soldadura.
Área de limpieza
Áreas de pintura.
Área de ensamblaje de estructuras
Bodega
La empresa cuenta con maquinarias instaladas en su respectiva
área ya mostradas en una distribución de planta tales como:
Cizallas, dobladoras, máquinas de soldar, troqueladoras, máquinas
de pintura electrostática, etc.

Situación Actual 37
2.2.4 Proceso de ventas
El departamento de ventas es el que se encarga de la distribución y
venta de los productos de la empresa y dar seguimiento día a día de las
diferentes rutas de vendedores para garantizar la cobertura total y
abastecimiento a los clientes. En este departamento se prepara
diariamente el pedido de ventas a manufactura según su requerimiento.
También se encarga de contratar a vendedores y llevar control de
inventarios de cada uno de los productos existentes.
Este es el departamento prioritario de la empresa, ya que a través de
su buena gestión la empresa puede vender. Es el departamento encargado
de vender, distribuir y dar seguimiento de las diferentes rutas.
2.2.5 Proceso de despacho
En este proceso se informa y se despacha en coordinación con el
departamento de ventas los productos solicitados mediante una orden de
compra, determinando así la disposición de la mercadería solicitada por el
cliente.
El pedido de mercadería contiene importante información relacionada
al requerimiento del cliente. A nivel de cabecera identifica al cliente y el
punto de entrega de la mercadería entre otras informaciones, a nivel de
detalle especifica los ítems y las cantidades requeridas por el cliente.
Se emite y se entrega la orden de compra del pedido correspondiente
al bodeguero encargado, este la recibe y procede a realizar el despacho
completo de la mercadería solicitada por el cliente según la orden de
compra.

Situación Actual 38
GRAFICO Nº 16
FLUJOGRAMA DE PROCESO DE PRODUCCIÓN DE METÁLICAS
ANCHUNDIA
Control de
calidad
Tipo de
producto
Fabricación
Preparar el material
correspondiente
Consultar órdenes de
pedido
FIN
Control de materia
prima
Almacenamiento
del producto
Inicio
Recepción de
Materia prima

Situación Actual 39
2.3 Evaluación de los Factores de Riesgo
Situación actual de la empresa en cuanto a la Seguridad,
Higiene y Salud Ocupacional
Existen agentes que intervienen y atentan contra la integridad física
del trabajador por ejemplo: ruido, iluminaciones inadecuadas, ventilación,
climatizaciones inadecuadas, así como trabajos en calor y frio, se ha
tomado en cuenta todos estos factores porque están presentes y afectan
considerablemente en la salud de los colaboradores y por la misma razón
se han tomado en cuenta todas las fichas de evaluación de los factores ya
mencionados y cabe recalcar algunas carencias identificadas en el
recorrido y estudios realizados.
En el medio de trabajo existen una gran cantidad de sustancias y
máquinas herramientas peligrosas con las cuales los colaboradores
desempeñan su trabajo y están en permanente contacto. De igual manera
hay personas que son más delicadas que otras causando así
enfermedades diversas entre las personas.
Código del Trabajo: Decreto 2393, Reglamento de Salud y Seguridad
de los Trabajadores y Mejoramiento del Medio Ambiente de Trabajo en su
artículo 12 establece lo siguiente:
Se consideran factores de riesgos específicos que entrañan el riesgo
de enfermedad profesional u ocupacional y que ocasionan efectos a los
asegurados, los siguientes: mecánico, físico, ergonómico, biológico,
químico y sicosocial.
Existen muchos factores que influyen en el estado de salud de los
colaboradores.

Situación Actual 40
Se analizarán los principales factores de riesgo de Metálicas
Anchundia, los cuales se citan a continuación:
Físico
Iluminación.
Ruido y vibraciones.
Polvos y gases.
Temperatura o calor
Mecánico
Eléctrico
Químico
Ergonómico
Riesgos físicos
Iluminación
No se trata de iluminación general sino de la cantidad de luz en el
punto focal del trabajo. De este modo, los estándares de iluminación se
establecen de acuerdo con el tipo de tarea visual que el empleado debe
ejecutar. Cuanto mayor sea la concentración visual del empleado en
detalles y minucias, más necesaria será la luminosidad. (Itaca, 2006)
Se ha medido el nivel de luxes en la empresa con el uso de un
luxómetro identificando así en las diferentes áreas de trabajo de la planta
que se encuentran en los parámetros de luxes que manda la normativa del

Situación Actual 41
Decreto 2393: Reglamento de Seguridad y Salud de los Trabajadores y
Mejoramiento del Medio Ambiente de Trabajo. En el siguiente cuadro se
presenta el nivel de luxes en la planta de producción.
CUADRO Nº 5
NIVELES DE LUXES EXISTENTES EN LAS ÁREAS DE METÁLICAS
ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Estas mediciones se la realizaron en su respectiva área en la planta.
(Ver anexo Nº 3).
Áreas de trabajo
Fecha y hora
Parámetro luxes
Mínimo
permisible
Área de pintura
02/04/2012;
10:40
205 luxes
200 luxes
Área de ensamble
02/04/2012;
10:45
180 luxes
200 luxes
Área de tapicería
02/04/2012;
10:50
180 luxes
200 luxes
Área de producción
02/04/2012;
10:55
205luxes
200 luxes
Bodega
02/04/2012;
11:10
100luxes
200 luxes

Situación Actual 42
Luxes mayores a 200, que es el parámetro mínimo que establece el
Reglamento de Seguridad y Salud de los Trabajadores y Mejoramiento del
Medio Ambiente de Trabajo.
Ruido
Normalmente donde existe la mayor cantidad de ruido es en el área
de producción esto se debe al contacto y utilización de amoladoras, y
tronzadoras que hacen contacto con el material que se prepara para
realizar el trabajo de soldadura. Si el ruido que se genera sobrepasa los
85 Db, que puede soportar una persona, conllevaría a una enfermedad
profesional como es la hipoacusia o sordera profesional.
También existe ruido en el área de pintura debido al extractor y a los
compresores que cumplen su función en esta respectiva área. Los
colabores de metálicas Anchundia utilizan los respectivos EPP para evitar
sufrir daños severos, la perdida de la audición parcial o total con el tiempo.
(Código del Trabajo: Decreto 2393, Reglamento de Salud y Seguridad de
los Trabajadores y Mejoramiento del Medio Ambiente de Trabajo)
El Reglamento de Seguridad y Salud de los Trabajadores y
Mejoramiento del Medio Ambiente de Trabajo, Articulo 55 Ruido y
Vibraciones, establece los niveles sonoros, medidos en decibeles con el
filtro “A” en posición lenta, que permitirán estar relacionados con el tiempo
de exposición.
Ruido existente en la empresa
Como mencionamos anteriormente, donde se genera el mayor ruido
es en el área de producción. A continuación mostraremos el ruido existente
en dicha área:

Situación Actual 43
CUADRO Nº 6
NIVELES SONOROS EXISTENTES EN LA EMPRESA
Fuente: Metálicas Anchundia Elaborado por: Elicrom Cía. Ltda.
CUADRO Nº 7
NIVELES SONOROS PERMISIBLES
Fuente: Reglamento de Seguridad y Salud de los trabajadores y mejoramiento Elaborado por: Darwin Anchundia
Para realizar la respectiva medición de utilizo un Sonómetro Sper
Scientific modelo 850013.
Lugar de
medición
Posición
del
sonómetro
Fecha Hora
Inicial
Hora
Final
Tiempo
de
Medición
Tipo de
medición
Valor
encontrad
o dB(A)
Valor
máximo
permisible
Evaluación
AREA DE
PRODUCCIO
N
1
02-05-
13
10:2
3
10:2
6
3 min Fluctuante 80,3 85,00 CUMPLE
2
02-05-
13
10:2
7
10:3
0
3 min Fluctuante 81,9 85,00 CUMPLE
3
02-05-
13
10:3
1
10:3
4
3 min
Fluctuante 72,2
85,00
CUMPLE
Nivel sonoro /dB (A-
lento)
Tiempo de exposición por jornada / hora
85 8
90 4
95 2
100 1
110 0,25
115 0,125

Situación Actual 44
La determinación del ruido se realizó según el procedimiento
específico PEE.EL.01 cumpliendo con el método Acústica-Descripción,
medición y evaluación del ruido ambiental ISO 1996-1 Y ISO 1996-2.
Las mediciones realizadas en las instalaciones de Metálicas
Anchundia, nos indican que los puntos analizados se encuentran dentro del
límite permisible establecido por el Código de Trabajo ecuatoriano.
Polvos y gases
El área en la que los trabajadores están expuesto a gases es el área
de soldadura por los tipos de gases que se utilizan tales como: CO2, y
Argón. También se generan humos por el efecto de la soldadura, es decir
cuando se realiza el contacto del material a soldar y el electrodo se
generan estos humos que son de carácter peligroso.
Así mismo en el área de pintura por los diferentes tipos de químicos
que se utilizan para realizar el trabajo.
La Organización Mundial de la Salud ha insistido en que para este
tipo de contaminantes no existe un valor bajo el cual es inofensivo para la
salud humana y más bien la gravedad de los daños está relacionada con
los tiempos de exposición que pueden ir desde un día hasta periodos
mucho mayores.
Hay que conocer los puntos y el origen de la emisión de polvo e
identificar el colectivo de trabajadores expuestos.
La empresa provee de equipo de protección personal (EPP), tales
como: mascarillas de acuerdo a la operación a realizar en el trabajo.

Situación Actual 45
Calor y temperatura
Se considera como un factor de riesgo físico cuando la temperatura
corporal profunda se puede elevar por encima de los 38º Celsius. En tales
circunstancias, el riesgo de muerte es inminente. El organismo humano
produce calor en forma natural, para que no se llegue a un nivel de
temperatura interna riesgoso, existen mecanismos de regulación que
funcionan automáticamente. En algunos trabajos las condiciones de
temperatura que se alcanzan son tales que pueden acabar por superar las
formas naturales de regulación y poner en riesgo a la persona.
Una forma de bajar la temperatura interior es aumentar la
ventilación, el consumo de agua y disminuir la actividad física. Si a los
trabajadores de una fundición se les limitan las pausas necesarias para
esa regulación natural, se los coloca en riesgo de sufrir graves accidentes
por exceso de calor. (Alberto Barreno, 2009)
Las oficinas de la empresa están equipadas con la ventilación de
acondicionadores de aire.
Las instalaciones de Metálicas Anchundia están constituidas por
galpones con aberturas a una altura considerable, la cual conlleva a una
ventilación natural y lo cual permite trabajar con una temperatura
adecuada.
Riesgos mecánicos
Las maquinas dobladoras, cortadoras y demás equipos de la planta
de producción tienen sus respectivas funciones de seguridad, no obstante
el trabajador siempre está expuesto a determinados riesgos de acuerdo a
la actividad que vaya a realizar.

Situación Actual 46
En el siguiente cuadro se presentan los principales riesgos
mecánicos en la planta de producción:
CUADRO Nº 8
RIESGOS MECÁNICOS EN EL ÁREA DE PRODUCCIÓN
Fuente: Empresa: Metálicas Anchundia Elaborado por: Darwin Anchundia
Los principales riesgos mecánicos en las diferentes áreas se
presentan por aplastamiento, cortaduras, lesiones, etc.
Riesgos eléctricos
Para el funcionamiento de la maquinaria en la planta, es importante
contar con energía eléctrica y para ello deben existir puntos de acceso en
perfectas condiciones. El sistema eléctrico de la planta está distribuido de
la siguiente forma:
NOMBRE
RIESGOS MECÁNICOS
Dobladora manual NIAGRA
Aplastamiento de los dedos de las manos
Cortadora manual NIAGRA
Cortadura
Troqueladora Aplastamiento, fractura, lesión
Esmeriladora Cortadura
Pulidora Dwall Cortaduras
Cortadora Dwall Cortaduras

Situación Actual 47
Los puntos de 220 V, para trabajos de equipos como: máquinas de
soldar, etc., y puntos de 110V, es para toma corrientes de equipos
pequeños.
Los riesgos eléctricos de mayor relevancia en la planta se
encuentran en el área de producción.
En el siguiente cuadro de muestra los riesgos más relevantes:
CUADRO Nº 9
RIESGOS ELÉCTRICOS EN EL ÁREA DE PRODUCCIÓN
Fuente: Empresa: Metálicas Anchundia Elaborado por: Darwin Anchundia
NOMBRE RIESGOS ELÉCTRICOS
Cortadora
Bordes de resistencias que están expuestos y pueden hacer contacto
Compresor
Manipulación en la acometida eléctrica.
Troqueladora
Bordes de resistencias que están expuestos y pueden hacer contacto
Soldadora de punto
Manipulación en la acometida eléctrica.
Taladro de pedestal
Bordes de resistencias que están expuestos y pueden hacer contacto

Situación Actual 48
5mt 5mt
GRAFICO Nº 17
PLANO DEL ÁREA DE PRODUCCIÓN DONDE PUEDE HABER
RIESGOS ELÉCTRICOS
Descripción
1. Cortadoras
2. Taladro de pedestal
3. Troqueladora
4. Compresor
5. Soldadora de punto
Riesgos químicos
Riesgo químico es aquel susceptible de ser producido por una
explosión no controlada a agentes químicos. Entenderemos por agente
químico cualquier sustancia que pueda afectarnos directa o indirectamente.
Una sustancia química puede afectarnos a través de tres vías: inhalatoria
(respiración), ingestión (por la boca), dérmica (a través de la piel).
10
mt

Situación Actual 49
El riesgo químico se puede producir en cualquier tarea que implique
manipulación de sustancias químicas (no hace falta que la estemos
desarrollando personalmente): realización de actividades docentes y de
investigación en laboratorios donde se manipulan reactivos químicos,
tareas de soldadura (humos), operaciones de desengrase, operaciones de
fundición, operaciones básicas como, (destilaciones, rectificaciones,
extracciones), limpieza con productos químicos, etc. (blogspot.com, 2009)
2.3.1 Condiciones de trabajo
La atención constante a las condiciones de trabajo para convertirlas
en agradables y confortables en una propuesta que contribuye a conformar
el escenario para que los colaboradores puedan realizar sus actividades.
Por ello la buena gestión acertada de la Seguridad e higiene
ocupacional es importante para mejorar la productividad, calidad y por su
puesto la competitividad.
2.3.1.1 Condiciones del sistema de seguridad actual, utilizado para la
defensa contra incendios (DCI).
El sistema vigente de la empresa se limita básicamente a extintores
portátiles distribuidos alrededor de toda la planta, los cuales se pueden ver
en la tabla que se mostrara a continuación:
CUADRO Nº 10
EXTINTORES EXISTENTES EN METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Número de Extintor
Tipo Capacidad (Lb)
Ubicación
1 CO2 5 En la oficina
2 CO2 5
En la entrada principal

Situación Actual 50
De acuerdo al análisis realizado se ha podido establecer las
condiciones en las que se encuentra el sistema de defensa contra
incendios en la empresa Metálicas Anchundia, en caso de producirse una
emergencia de este tipo.
Se puede establecer la existencia de dos extintores como lo indica el
cuadro anterior. Ambos extintores portátiles, su carga es de 5 lbs., es decir
que tiene una capacidad y potencia limitada de agente extintor.
Los sistemas de extinción portátiles son aquellos que pueden ser
transportados con facilidad como los extintores, en función a la posibilidad
que pueda ocurrir un incendio en las diferentes áreas de trabajo, la
personal cuenta con extintores de dióxido de carbono (CO2), y dando la
información requerida en forma "instantánea" y "universal", para mayor
seguridad en los desplazamientos y las acciones. (Sepei, 2003)
La norma NFPA 10, de extintores portátiles contra incendios,
establece la correcta manipulación y utilización de extintores. (Ver anexo
Nº 4).
En relación a la señalización, se puede puntualizar que la empresa
Metálicas Anchundia no posee señalización para que las personas acaten
ciertas disposiciones que se deben tener en cada área de la planta y su
interés por convertir a esta como una herramienta de prevención de
accidentes. La señalización en sí no constituye ningún medio de
protección, ni de prevención; si no que actúa directamente en el hombre,
complementando la acción preventiva y evitando accidentes.
2.3.2 Datos estadísticos e indicadores
Los datos estadísticos de seguridad y salud en el trabajo constituyen

Situación Actual 51
IF = Número de Accidentes con incapacidadX200000 Total de horas-hombre trabajando en el mismo periodo
el marco para evaluar hasta qué punto se protege a los trabajadores de los
peligros y riesgos relacionados con el trabajo. Estos indicadores son
utilizados por empresas, gobiernos y otras partes interesadas para formular
políticas y programas destinados a prevenir lesiones, enfermedades y
muertes profesionales, así como para supervisar la aplicación de estos
programas y para indicar áreas particulares de mayor riesgo, tales como
ocupaciones, industrias o lugares específicos. Entre estos indicadores se
incluyen:
Índice de frecuencia de accidentes.- Llamado también Índice de
Frecuencia de lesiones Incapacitantes. Se lo define como el número
de lesionados con incapacidad de cualquier tipo, por cada 200.000
de horas-hombre de exposición al riesgo. (Resolucion 390)
Horas-hombre de exposición al riesgo. Se entiende por horas-
hombre de exposición al riesgo, al número total de hombres
trabajando multiplicado por el número total de horas de trabajo
(incluyendo al personal técnico, administrativo, etc.)
El factor 200000 es una constante para facilitar los cálculos.
Resumiendo se puede sintetizar lo anterior con la siguiente fórmula:
I.F. = (Número de accidentes con incapacidad * 200000) / (Total de
horas-hombre de exposición al riesgo).
Lo que desarrolla en forma más extensa y explicativa se expresa
como.
IF = Número de Accidentes con incapacidadX200000 Total de horas-hombre de exposición al riesgo

Situación Actual 52
Índice de gravedad de accidentes. Se le llama también Índice
de severidad y relaciona la gravedad de las lesiones con el
tiempo de trabajo perdido.
La importancia del Índice de gravedad radica no solo en las
consecuencias de las lesiones sino en el tiempo perdido y el menor o
mayor costo que esto significa, por lo tanto, se llamará Índice de Gravedad
a la relación existente entre el total de días perdidos debidos a los
accidentes y el total de horas-hombre de exposición al riesgo. Se multiplica
por 200000 como constante para facilitar el cálculo.
Índice de gravedad = (Número de días perdidos * 200000) / Total
horas – hombre de trabajo.
2.3.2.1 Determinación de los datos estadísticos de seguridad en la
empresa
El análisis estadístico de los accidentes de trabajo es fundamental, ya
que de la experiencia pasada bien aplicada surgen los datos para
determinar los planes de prevención y reflejar a su vez la efectividad y el
resultado de las normas de seguridad adoptadas.
En el siguiente trabajo se ejecutara una investigación basada en el
análisis estadístico de los accidentes en el periodo de Enero hasta el mes
de Diciembre del año 2011, permitiendo identificar el área donde se
generan mayor cantidad de accidente, sus causas más relevantes, cuya
meta seria la disminución de tales accidentes.
Índice de gravedad = Número de días perdidos X200000 Total de horas-hombre de trabajo

Situación Actual 53
La empresa Metálicas Anchundia no dispone de jefe de seguridad
industrial, por este motivo para la evaluación de la peligrosidad de la
empresa la información requerida fue solicitada al Gerente General.
La información que fue obtenida fue la siguiente:
CUADRO Nº 11
ACCIDENTES DE METÁLICAS ANCHUNDIA EN EL AÑO 2011
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
El cuadro anterior muestra que en el año 2011 la empresa tuvo un
total de 14 accidentes.
ACCIDENTES DE METÁLICAS ANCHUNDIA EN EL AÑO 2011
DESCRIPCIÓN
MESES
E F M A M J J A S O N D
ACCIDENTES
Cortaduras de los dedos de la mano
1 1 1 1 2
Aplastamiento de dedo de la mano
1
Incrustación de material en vista
1 1 1 1
Fracturas
1 1 1

Situación Actual 54
CUADRO Nº 12
DÍAS PERDIDOS POR ACCIDENTES EN EL AÑO 2011
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Cálculo del índice de frecuencia:
N: Número de accidentes que han producido incapacidad
H-H: Total de horas hombre trabajadas en un periodo de un mes.
Total de horas –hombre trabajadas en un mes 28800 horas.
Cálculo del índice de gravedad:
T: Tiempo perdido por los accidentes de trabajo
Numero de
accidentes
Días perdidos por accidentes de trabajo en el año 2011
Total de días perdidos por accidentes
6
Cortaduras de los dedos de la mano
5 Días
30
1 Aplastamiento de dedo de la mano
20 Días 20
4 Incrustación de material en vista
5 Días 20
3 Fracturas 15 Días 45
TOTAL 14 115
IF = NX200000 H-H
IG = TX200000 H-H

Situación Actual 55
H.H: Total de horas hombre trabajadas en un determinado periodo en
un mes.
Índice de frecuencia de enero Índice de gravedad del mes de enero
Índice de frecuencia de febrero Índice de gravedad de febrero
Índice de frecuencia de abril Índice de gravedad de abril
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6.94
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6,94
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6,94
IG = TX200000 H-H
IG = 5X200000 28800
IG = 34,72
IG = TX200000 H-H
IG = 15X200000 28800
IG = 104,16
IG = TX200000 H-H
IG = 20 X200000 28800
IG = 138,88

Situación Actual 56
Índice de frecuencia de mayo Índice de gravedad de mayo
Índice de frecuencia de julio Índice de gravedad de julio
Índice de frecuencia de agosto Índice de gravedad de agosto
IF = NX200000 H-H
IF = 2X200000 28800
IF = 13.88
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6,94
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6,94
IG = TX200000 H-H
IG = 25X200000 28800
IG = 173,61
IG = TX200000 H-H
IG = 5X200000 28800
IG = 34,72
IG = TX200000 H-H
IG = 5X200000 H-H
IG = 34,72

Situación Actual 57
Índice de frecuencia de septiembre Índice de gravedad de septiembre
Índice de frecuencia de octubre Índice de gravedad de octubre
Índice de frecuencia de noviembre Índice de gravedad de noviembre
IF = NX200000 H-H
IF = 2X200000 28800
IF = 13,88
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6,94
IF = NX200000 H-H
IF = 1X200000 28800
IF = 6,94
IG = TX200000 H-H
IG = 10X200000 28800
IG = 69,44
IG = TX1millon H-H
IG = 5X200000 28800
IG = 34,72
IG = TX200000 H-H
IG = 15X200000 28800
IG = 104,16

Situación Actual 58
Índice de frecuencia de diciembre Índice de gravedad de diciembre
CUADRO Nº 13
REPORTE DE ÍNDICES METÁLICAS ANCHUNDIA 2011
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
2.4. Registro de problemas
Aplicaremos el método de evaluación de riesgos FINE para analizar
los factores en peligro presentes dentro de las actividades de la empresa
como:
MESES
ÍNDICE DE
FRECUENCIA
ÍNDICE DE
GRAVEDAD
Enero
Febrero
Marzo
Abril
Mayo
Junio
Julio
Agosto
Septiembre
Octubre
Noviembre
Diciembre
6,94
6,94
-----
6,94
13,88
-----
6,94
6,94
13,88
6,94
6,94
13,88
34,72
104,16
-----
138,88
173,61
-----
34,72
34,72
69,44
34,72
104,16
69,44
IF = NX200000 H-H
IF = 2X200000 28800
IF = 13,88
IG = TX200000 H-H
IG = 10X200000 28800
IG = 69,44

Situación Actual 59
Factores físicos, como: ruido, vibración, iluminación, temperatura,
(alta o baja), radiaciones. Factores químicos, como: polvo, humos, gases,
vapores, aerosoles.
Factores ergonómicos, como: relacionado con la fuerza, posición,
levantamiento manual de carga, frecuencia y repetitividad de tareas.
Factores mecánicos, como: maquinaria, herramienta, instalaciones,
trabajo en altura, espacio confinado.
Factor biológico: virus, bacterias, etc.,
Factores psicosociales: rotación de turnos, jornada nocturna, nivel y
tipo de remuneración repetitividad de las tareas.

Situación Actual 60
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
CUADRO Nº 14 PANORAMA DE FACTORES DE RIESGO DE
METÁLICAS ANCHUNDIA
RU
TIN
AR
IA
NO
RU
TIN
AR
IA
FU
EN
TE
ME
DIO
IND
IVID
UO
CO
NS
EC
UE
NC
IA
EX
PO
SIC
ION
PR
OB
AB
ILID
AD
INT
ER
PR
ET
AC
ION
Físico Calor Ambiente Deshidratación 8 x x 4 8 2 6 5 60 B 3 180 B
Mecánico Cizalla
manualGolpes 8 x X 4 8 3 5 1 15 B 3 45 B
ErgonómicoLevantamient
o de material
Atrofias
musculares 8 x X 4 8 6 5 2 60 B 3 180 B Levantamiento de carga adecuado al operador.
CONTROL OPERACIONAL
Colocar bebederos por cada área de trabajo.
Capacitación de manejo de los equipos y
verificación de los procedimientos de trabajo
seguro.
Corte de
material Producción
Corte de
material
Uso de
Cizalla
GR
AD
O D
E P
EL
IGR
OS
IDA
D
FA
CT
OR
DE
PO
ND
ER
AC
ION
GR
AD
O D
E R
EP
ER
CU
SIO
N
INT
ER
PR
ET
AC
ION
AREA O
SECCION ZONA ACTIVIDAD TIPO DE RIESGO
N D
E P
ER
SO
NA
S E
XP
UE
ST
AS
TO
TA
L P
ER
SO
NA
S
CRITERIO DE
PELIGROSIDAD
FUENTE DE
RIESGO
EFECTOS
POSIBLES,REALES
Y POTENCIALES
ACTIVID
AD
SISTEMA DE
CONTROL
TIE
MP
O D
E E
XP
OS
ICIO
N

Situación Actual 61
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
CUADRO Nº 15
PANORAMA DE FACTORES DE RIESGO DE METÁLICAS ANCHUNDIA
Físico Calor Ambiente Deshidratación 8 x x 4 8 4 5 5 100 B 3 300 B
Mecánico Dobladora
manual
Aplastamiento
de carga,
golpes.
4 x X 4 8 5 5 2 50 B 3 150 B
Mecánico Herramientasgolpes,
lesiones 8 x x 4 8 1 5 2 10 B 3 30 B
Químicos AmbienteSist.
Respiratorio8 x x 4 8 6 5 5 150 B 3 450 B
ErgonómicoLevantamient
o de carga
Atrofias
musculares 4 x X 4 8 6 2 2 24 B 3 72 B Levantamiento de carga adecuado al operador.
Dotar de bebida hidratante y bebederos por
cada área de trabajo.
Capacitación a los operadores de área del
puente grúa de manejo y riesgos, colocación de
alarmas.
Capacitación del manejo de herramientas y de
uso correcto del equipo de protección personal
para la actividad.
Uso de equipo de protección personal para la
actividad.
Armado del
producto
Armado de
estructuras
metálicas
uso de
maquinas
de soldar y
dobladoras.
Producción
RU
TIN
AR
IA
NO
RU
TIN
AR
IA
FU
EN
TE
ME
DIO
IND
IVID
UO
CO
NS
EC
UE
NC
IA
EX
PO
SIC
ION
PR
OB
AB
ILID
AD
INT
ER
PR
ET
AC
ION
CONTROL OPERACIONAL
GR
AD
O D
E P
EL
IGR
OS
IDA
D
FA
CT
OR
DE
PO
ND
ER
AC
ION
GR
AD
O D
E R
EP
ER
CU
SIO
N
INT
ER
PR
ET
AC
ION
AREA O
SECCION ZONA ACTIVIDAD TIPO DE RIESGO
N D
E P
ER
SO
NA
S E
XP
UE
ST
AS
TO
TA
L P
ER
SO
NA
S
CRITERIO DE
PELIGROSIDAD
FUENTE DE
RIESGO
EFECTOS
POSIBLES,REALES
Y POTENCIALES
ACTIVID
AD
SISTEMA DE
CONTROL
TIE
MP
O D
E E
XP
OS
ICIO
N

Situación Actual 62
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
Físico Calor AmbienteDeshidratación
, radiaciones 8 x x 4 8 4 5 2 40 B 3 120 B
Mecánico
RuidoPulidora Sist. Nervioso 4 X x 4 8 5 5 5 125 B 3 375 B
Químicos
HumoSoldar MIG
Gastritis,
Rayos UV,
Quemaduras
8 x x 4 8 6 5 5 150 B 3 450 B
Ergonómico
Postura
inadecuadas
a soldar
Atrofias
musculares 8 x X 4 8 6 2 2 24 B 3 72 B
Dotar de bebida hidratante y bebederos por
cada área de trabajo.
Realizar programas de control de vibración y
capacitación de manejo y riesgos de equipos.
Soldado del
productoProducción
Soldado de
estructuras
metálicas,
uso de
maquinas
de soldar.
Uso de equipo de protección personal para la
actividad y verificación de MSDS de los gases
utilizados en el proceso.
Capacitación acerca de los riesgos
ergonómicos, y mejorar la formas de trabajo en
el área.
CUADRO Nº 16 PANORAMA DE FACTORES DE RIESGO DE
METÁLICAS ANCHUNDIA
RU
TIN
AR
IA
NO
RU
TIN
AR
IA
FU
EN
TE
ME
DIO
IND
IVID
UO
CO
NS
EC
UE
NC
IA
EX
PO
SIC
ION
PR
OB
AB
ILID
AD
INT
ER
PR
ET
AC
ION
CONTROL OPERACIONAL
GR
AD
O D
E P
EL
IGR
OS
IDA
D
FA
CT
OR
DE
PO
ND
ER
AC
ION
GR
AD
O D
E R
EP
ER
CU
SIO
N
INT
ER
PR
ET
AC
ION
AREA O
SECCION ZONA ACTIVIDAD TIPO DE RIESGO
N D
E P
ER
SO
NA
S E
XP
UE
ST
AS
TO
TA
L P
ER
SO
NA
S
CRITERIO DE
PELIGROSIDAD
FUENTE DE
RIESGO
EFECTOS
POSIBLES,REALES
Y POTENCIALES
ACTIVID
AD
SISTEMA DE
CONTROL
TIE
MP
O D
E E
XP
OS
ICIO
N

Situación Actual 63
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
CUADRO Nº 17 PANORAMA DE FACTORES DE RIESGO DE
METÁLICAS ANCHUNDIA
RU
TIN
AR
IA
NO
RU
TIN
AR
IA
FU
EN
TE
ME
DIO
IND
IVID
UO
CO
NS
EC
UE
NC
IA
EX
PO
SIC
ION
PR
OB
AB
ILID
AD
INT
ER
PR
ET
AC
ION
CONTROL OPERACIONAL
GR
AD
O D
E P
EL
IGR
OS
IDA
D
FA
CT
OR
DE
PO
ND
ER
AC
ION
GR
AD
O D
E R
EP
ER
CU
SIO
N
INT
ER
PR
ET
AC
ION
AREA O
SECCION ZONA ACTIVIDAD TIPO DE RIESGO
N D
E P
ER
SO
NA
S E
XP
UE
ST
AS
TO
TA
L P
ER
SO
NA
S
CRITERIO DE
PELIGROSIDAD
FUENTE DE
RIESGO
EFECTOS
POSIBLES,REALES
Y POTENCIALES
ACTIVID
AD
SISTEMA DE
CONTROL
TIE
MP
O D
E E
XP
OS
ICIO
N
Fisico Calor Ambiente Deshidratacion 8 x x 4 10 4 5 1 20 B 2 40 B
Químicos Polvos de
esmerilado
Problemas
respiratorias8 x X 4 10 6 5 5 150 B 2 300 B
ErgonómicoPosturas
inadecuadas
Problemas
lumbares8 x X 4 10 6 2 1 12 B 2 24 B
Limpieza
del productoProduccion
Limpieza de
estructuras,
uso de
desoxidante
liquido.
Uso de equipo de protección personal y revisión
de los procedimientos de trabajo seguro.
Capacitación y uso de equipo de protección
personal.
Capacitación acerca de los riesgos
ergonómicos, y mejorar la formas de trabajo en

Situación Actual 64
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Mecánico
Ruido
Compresor,
Extractor
Ruido ,sist.
Nervioso,
Irritabilidad
4 x x x 2 4 6 7 5 210 B 3 630 B
Químicos Pintura en
polvo
Sist.
Respiratorio,
Dermatitis
4 x x 2 4 6 7 2 84 B 3 252 B
Ergonómico
Postura
inadecuadas
a pintar
Atrofias
musculares 4 x x 2 4 6 2 1 12 B 3 36 B
Pintada del
productoProduccion
Ingreso del
producto al
area de
pintura.
Uso de protección auditiva y realizar programas
de control de ruido.
Uso de equipo de protección personal y
verificación de MSDS de todos los productos
usados en el área de pintura.
Capacitación acerca de los riesgos
ergonómicos, y mejorar la formas de trabajo en
el área.
CUADRO Nº 18
PANORAMA DE FACTORES DE RIESGO DE METÁLICAS ANCHUNDIA
RU
TIN
AR
IA
NO
RU
TIN
AR
IA
FU
EN
TE
ME
DIO
IND
IVID
UO
CO
NS
EC
UE
NC
IA
EX
PO
SIC
ION
PR
OB
AB
ILID
AD
INT
ER
PR
ET
AC
ION
CONTROL OPERACIONAL
GR
AD
O D
E P
EL
IGR
OS
IDA
D
FA
CT
OR
DE
PO
ND
ER
AC
ION
GR
AD
O D
E R
EP
ER
CU
SIO
N
INT
ER
PR
ET
AC
ION
AREA O
SECCION ZONA ACTIVIDAD TIPO DE RIESGO
N D
E P
ER
SO
NA
S E
XP
UE
ST
AS
TO
TA
L P
ER
SO
NA
S
CRITERIO DE
PELIGROSIDAD
FUENTE DE
RIESGO
EFECTOS
POSIBLES,REALES
Y POTENCIALES
ACTIVID
AD
SISTEMA DE
CONTROL
TIE
MP
O D
E E
XP
OS
ICIO
N

Situación Actual 65
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
CUADRO Nº 19
PANORAMA DE FACTORES DE RIESGO DE METÁLICAS ANCHUNDIA
RU
TIN
AR
IA
NO
RU
TIN
AR
IA
FU
EN
TE
ME
DIO
IND
IVID
UO
CO
NS
EC
UE
NC
IA
EX
PO
SIC
ION
PR
OB
AB
ILID
AD
INT
ER
PR
ET
AC
ION
CONTROL OPERACIONAL
GR
AD
O D
E P
EL
IGR
OS
IDA
D
FA
CT
OR
DE
PO
ND
ER
AC
ION
GR
AD
O D
E R
EP
ER
CU
SIO
N
INT
ER
PR
ET
AC
ION
AREA O
SECCION ZONA ACTIVIDAD TIPO DE RIESGO
N D
E P
ER
SO
NA
S E
XP
UE
ST
AS
TO
TA
L P
ER
SO
NA
S
CRITERIO DE
PELIGROSIDAD
FUENTE DE
RIESGO
EFECTOS
POSIBLES,REALES
Y POTENCIALES
ACTIVID
AD
SISTEMA DE
CONTROL
TIE
MP
O D
E E
XP
OS
ICIO
N
ErgonómicoLevantamient
o de carga
Atrofias
musculares 4 x x 3 4 3 5 2 30 B 4 120 B
Psicosociales MonotoníaLesiones
Múltiples 4 x x 3 4 4 5 5 100 B 4 400 B
Almacenami
ento del
producto
terminado.
Producción
Almacenam
iento del
producto a
la bodega.
Capacitación acerca de los riesgos
ergonómicos, y mejorar la formas de trabajo en
el área. Movimiento de carga de acuerdo a lo
estipulado por ley para cada operador.
Capacitación de las diferentes forma de trabajo
en la planta.

CAPITULO III
ANÁLISIS Y DIAGNOSTICO
3.1 Análisis de datos e identificación de problema
A continuación veremos cada uno de los riesgos encontrados en
cada operación de acuerdo al proceso de producción:
CUADRO Nº 20
ANÁLISIS: CORTE DE MATERIAL
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
ÁREA
ACTIVIDAD
TIPOS DE RIESGO
CONSECUENCIA
EXPOSISCIÓN
PROBABILIDAD
Corte de
material
Corte de
material, uso
de cizalla
Físico Valor 2: Podría causar
una deshidratación
temporalmente
Valor 6: esta actividad
se realiza durante
medio día
Valor 5: es ocasional y se
lo realiza una vez por
semana
Mecánico Valor 3: Podría causar
golpes con ausentismo
en el trabajo
Valor 5: esta actividad
se realiza de dos a tres
horas al día
Valor 1: de posibilidad
mínima que ocurra.
Ergonómico Valor 6: Podría causar
una atrofia muscular
Valor 5: no es muy
probable q ocurra.
Valor 2: es de posibilidad
baja q ocurra.
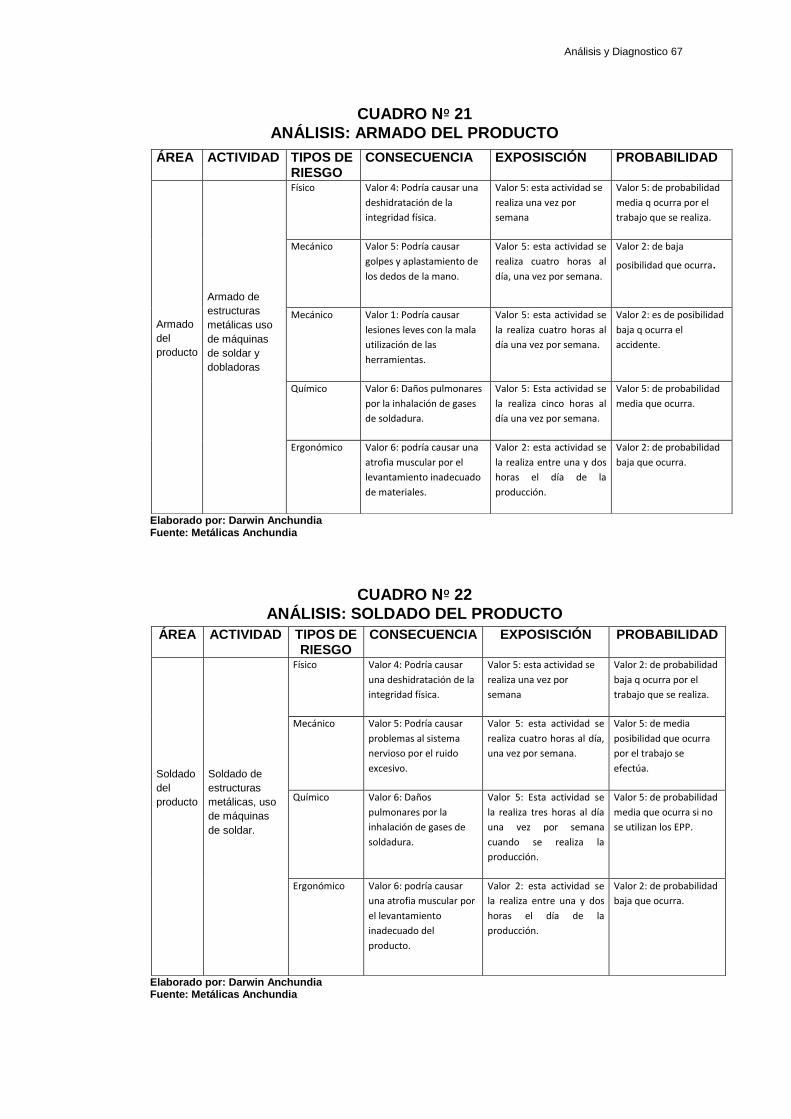
Análisis y Diagnostico 67
CUADRO Nº 21
ANÁLISIS: ARMADO DEL PRODUCTO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
CUADRO Nº 22
ANÁLISIS: SOLDADO DEL PRODUCTO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
ÁREA ACTIVIDAD TIPOS DE RIESGO
CONSECUENCIA EXPOSISCIÓN PROBABILIDAD
Armado
del
producto
Armado de
estructuras
metálicas uso
de máquinas
de soldar y
dobladoras
Físico Valor 4: Podría causar una
deshidratación de la
integridad física.
Valor 5: esta actividad se
realiza una vez por
semana
Valor 5: de probabilidad
media q ocurra por el
trabajo que se realiza.
Mecánico Valor 5: Podría causar
golpes y aplastamiento de
los dedos de la mano.
Valor 5: esta actividad se
realiza cuatro horas al
día, una vez por semana.
Valor 2: de baja
posibilidad que ocurra.
Mecánico Valor 1: Podría causar
lesiones leves con la mala
utilización de las
herramientas.
Valor 5: esta actividad se
la realiza cuatro horas al
día una vez por semana.
Valor 2: es de posibilidad
baja q ocurra el
accidente.
Químico Valor 6: Daños pulmonares
por la inhalación de gases
de soldadura.
Valor 5: Esta actividad se
la realiza cinco horas al
día una vez por semana.
Valor 5: de probabilidad
media que ocurra.
Ergonómico Valor 6: podría causar una
atrofia muscular por el
levantamiento inadecuado
de materiales.
Valor 2: esta actividad se
la realiza entre una y dos
horas el día de la
producción.
Valor 2: de probabilidad
baja que ocurra.
ÁREA ACTIVIDAD TIPOS DE RIESGO
CONSECUENCIA EXPOSISCIÓN PROBABILIDAD
Soldado
del
producto
Soldado de
estructuras
metálicas, uso
de máquinas
de soldar.
Físico Valor 4: Podría causar
una deshidratación de la
integridad física.
Valor 5: esta actividad se
realiza una vez por
semana
Valor 2: de probabilidad
baja q ocurra por el
trabajo que se realiza.
Mecánico Valor 5: Podría causar
problemas al sistema
nervioso por el ruido
excesivo.
Valor 5: esta actividad se
realiza cuatro horas al día,
una vez por semana.
Valor 5: de media
posibilidad que ocurra por el trabajo se
efectúa.
Químico Valor 6: Daños
pulmonares por la
inhalación de gases de
soldadura.
Valor 5: Esta actividad se
la realiza tres horas al día
una vez por semana
cuando se realiza la
producción.
Valor 5: de probabilidad
media que ocurra si no
se utilizan los EPP.
Ergonómico Valor 6: podría causar
una atrofia muscular por
el levantamiento
inadecuado del
producto.
Valor 2: esta actividad se
la realiza entre una y dos
horas el día de la
producción.
Valor 2: de probabilidad
baja que ocurra.

Análisis y Diagnostico 68
CUADRO Nº 23
ANÁLISIS: LIMPIEZA DEL PRODUCTO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
CUADRO Nº 24
ANÁLISIS: PINTADA DEL PRODUCTO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
ÁREA ACTIVIDAD TIPOS DE RIESGO
CONSECUENCIA EXPOSISCIÓN PROBABILIDAD
Limpieza
del
producto
Limpieza de
estructuras,
uso de
desoxidante
líquido.
Físico Valor 4: Podría causar una
deshidratación de la
integridad física.
Valor 5: esta actividad se
realiza una vez por
semana
Valor 1: de probabilidad
mínima que ocurra por el
trabajo que se realiza.
Mecánico Valor 5: Podría causar
problemas al sistema
nervioso por el ruido
excesivo.
Valor 5: esta actividad se
realiza cuatro horas al
día, una vez por semana.
Valor 5: de media
posibilidad que ocurra por el trabajo se efectúa.
Químico Valor 6: Daños
pulmonares por la
inhalación de gases de
soldadura.
Valor 5: Esta actividad se
la realiza antes de pintar
el producto.
Valor 5: de probabilidad
media que ocurra si no se
utilizan los EPP.
Ergonómico Valor 6: podría causar
una atrofia muscular por
las posturas inadecuadas
al realizar esta operación.
Valor 2: esta actividad se
la realiza entre una y dos
horas el día de la
producción.
Valor 1: de probabilidad
mínima que ocurra.
ÁREA ACTIVIDAD TIPOS DE RIESGO
CONSECUENCIA EXPOSISCIÓN PROBABILIDAD
Pintada
del
producto
Ingreso del
producto al área
de pintura.
Físico Valor 6: Podría causar una
sordera a largo plazo por
el ruido del compresor.
Valor 7: esta
actividad se realiza
una vez por día.
Valor 5: de probabilidad
baja q ocurra por el
trabajo que se realiza.
Químico Valor 6: Daños
pulmonares por la
inhalación de la pintura
en polvo.
Valor 7: Esta actividad
se la realiza tres
horas al día una vez
por semana cuando
se realiza la
producción
.
Valor 2: de probabilidad
baja que ocurra si no se
utilizan los EPP.
Ergonómico Valor 6: podría causar una
atrofia muscular por el
levantamiento
inadecuado del producto.
Valor 2: esta
actividad se la realiza
entre una y dos horas
el día de la
producción.
Valor 1: de probabilidad
mínima que suceda.

Análisis y Diagnostico 69
CUADRO Nº 25
ANÁLISIS: ALMACENAMIENTO DEL PRODUCTO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
Para reconocer los problemas con relación a los accidentes laborales
se tomara como observación los factores de riesgos existentes en las
operaciones de los procesos de producción en la empresa.
Para el análisis se desarrollara el diagrama de causa efecto
(Ishikawa), que se refiere a una representación gráfica que organiza de
forma lógica y en orden de mayor importancia las causas potenciales de
los problemas identificados, a fin de conocer las causas por las cuales
ocurren estos.
3.1.1 Descripción de las causas de los problemas
Se ha identificado las principales causas de los problemas con
relación a la temática de accidentes laborales debido a los factores de
riesgo presentes en las operaciones diarias en la empresa.
A continuación se identifican las causas de los problemas en el
diagrama CAUSA-EFECTO que generan accidentes de trabajo:
ÁREA ACTIVIDAD TIPOS DE RIESGO
CONSECUENCIA EXPOSISCIÓN PROBABILIDAD
Almacena
miento del
producto
terminado.
Almacenamien
to del producto
a la bodega
Ergonómico Valor 3: podría causar
una atrofia muscular por
el levantamiento
inadecuado del producto
terminado.
Valor 5: esta
actividad se la realiza
entre una y dos horas
el día de la
producción.
Valor 2: de
probabilidad baja que
suceda.
Psicosociales Valor 6: Es por la
monotonía laboral.
Valor 4: es en ciertas
ocasiones cuando
hay producto
terminado que gustar
en bodega.
Valor 5 : de
probabilidad media que
ocurra este caso.

Análisis y Diagnostico 70
GRAFICA Nº 18
DIAGRAMA DE CAUSA-EFECTO DE ACCIDENTES DE TRABAJO ISHIKAWA
Elaborado por: Darwin Anchundia Fuente: Investigación Directa
MAQUINARIAS ENTORNO DE TRABAJO
SEGURIDAD
INDUSTRIAL HOMBRE
MÉTODO MEDIDA MATERIAL
PRODUCTO
Cortes de los dedos de
la mano, golpes,
lesiones, respiratorias,
lesiones visuales.
ACCIDENTES
Maquinas
Defectuosas
Poco Mantenimiento
Políticas inadecuadas
Sin instructivos
Falta de limpieza
Humedad
Ruido
Toxicidad
Instrucción personal
Capacitación en
S.I
Material defectuoso
Con fallas Técnicas
Sin garantía
No aplicación de permisos de trabajo
No disponibilidad
de EPP
Inexperiencia en el trabajo
Factor humano inadecuado
Fatiga
Maquinaria descalibrada
Posturas
incomodas
Falta de Unidad
de Seg. Ind.
Material de baja calidad

Análisis y Diagnostico 71
Los accidentes de trabajo ocurren porque la gente comete actos
incorrectos o porque los equipos, herramientas, maquinarias o lugares de
trabajo no se encuentran en condiciones adecuadas.
En el trabajo se puede ver afectada la salud de muchas formas y
todas aquellas son importantes. Se pueden generar daños como
consecuencia de la carga de trabajo, ya sea física o mental, y en general,
de los factores psicosociales y organizativos capaces de generar fatiga,
estrés, insatisfacción laboral, etc.
3.1.2 Cálculo de días perdidos por accidentes en la empresa
A continuación se identifican los accidentes y los días perdidos por
mes en el año 2011, información adquirida por la empresa Metálicas
Anchundia.
6 Cortes en las 2 manos y dedos.
3 Fracturas de manos
4 Personas afectadas con incrustación de limalla en la vista
1 Aplastamientos de dedos
Días de descanso o reposo del colaborador por los accidentes
ocurridos en la empresa:
Por cortes en las manos, 5 días laborables
Por fracturas en las 2 manos, 15 días laborables
Por personas con limalla en los ojos, 5 días laborables
Por aplastamiento de dedos, 20 días laborables.

Análisis y Diagnostico 72
3.2 Impacto económicos de problemas
Los días perdidos por accidentes de trabajo han sido 115 en el año
2011. Para determinar el costo de cada día perdido por accidente, se ha
procedido de la siguiente manera:
El costo por hora - hombre, se toma en cuenta el sueldo básico que es
$292 y considerando el total de los días laborables al mes.
Sueldo base= $292
Días de trabajo= 30
Desarrollo:
Sueldo básico= $292
Décimo tercero= 24.33
Décimo cuarto = 24,33
Vacaciones= 12.16
Fondo reserva 11,05% = 24.33
Aporte patronal = 32.56
IEC 0,5% = 1.46
SECAP 0,5% = 1.46
TOTAL= 412,63

Análisis y Diagnostico 73
Se determina la cantidad de horas perdidas en 115 días perdidos por
accidentes de trabajo ocasionados durante el año 2011 y relacionados con
la cantidad de horas laborables al día que son 8 horas.
Iceberg de los costos de accidentes (Ver el método en el anexo Nº 5)
CD: Costos directos o tangibles
Los costos directos son la parte del iceberg que se ve y son:
Asistencia Médica
Hospitalización
Rehabilitación
Indemnización
Prótesis
Salarios Caídos
Costos Indirectos o Intangibles
Los costos indirectos son la parte del iceberg que no se ven y son:
Pérdida de Productividad.
Daño a Máquinas, equipos, herramientas, etc.
Pérdida de materiales
Capacitación y entrenamiento de reemplazos
Pérdida de imagen de la empresa
Aplicamos este método de la siguiente manera:
Costo por accidente:

Análisis y Diagnostico 74
Dias perdidos por accidentes en el año 2011
Mes N.° de accidentes Dias perdidos
ENERO 1 5
FEBRERO 1 15
MARZO 0 0
ABRIL 1 20
MAYO 3 25
JUNIO 0 0
JULIO 1 5
AGOSTO 1 5
SEPTIEMBRE 2 10
OCTUBRE 1 5
NOVIEMBRE 1 15
DICIEMBRE 2 10
TOTAL 14 115
CD= Cm (Costos por accidentes (H.H x horas de labor al días x días
de descanso)) + Gm (Gastos médicos por accidentes $120,00 dólares).
CD= Cm x Gm ($120,00)
CI (costos indirectos)= 4 (CD) (costos directos)
CT (costo total) = CD (costos directos) + CI (costos indirectos)
CUADRO Nº 26
DIAS PERDIDOS POR ACCIDENTES EN EL AÑO 2011
Fuente: Metálicas Anchundia Elaborado por: Anchundia Darwin
Realizamos el cálculo para los accidentes que tuvimos en el año 2011
que es un total de 14.

Análisis y Diagnostico 75
CUADRO Nº 27
CÁLCULO DE VALORES PERDIDOS POR ACCIDENTES EN EL AÑO
2011
Fuente: Investigación directa
Elaborado por: Darwin Anchundia
ACCIDENTES EN EL
MES DE FEBRERO
CD=Cm+Gm
CD=205,2+120=352,20
CI=4(CD)=4(352,20)
CI=1300,80
CT=CD+CI=$1.761
ACCIDENTES EN EL MES
DE ENERO
CD=Cm+Gm
CD=68,40+120=188,40
CI=4(CD)=4(188,40)
CI=753,60
CT=CD+CI=$942
ACCIDENTES EN EL MES
DE ABRIL
CD=Cm+Gm
CD=273,60+120=393,6
0
CI=4(CD)=4(393,60)
CI=1574,40
CT=CD+CI=$1.968
ACCIDENTES EN EL
MES DE MAYO
CD=Cm+Gm
CD=342+120=462
CI=4(CD)=4(462)
CI=1848
CT=CD+CI=$2.310
ACCIDENTES EN EL
MES DE AGOSTO
CD=Cm+Gm
CD=68,40+120=188,4
CI=4(CD)=4(188,40)
CI=753,60
CT=CD+CI=$942
ACCIDENTES EN EL MES
DE JULIO
CD=Cm+Gm
CD=68,40+120=188,40
CI=4(CD)=4(188,40)
CI=753,60
CT=CD+CI=$942

Análisis y Diagnostico 76
CUADRO Nº 28
CÁLCULO DE VALORES PERDIDOS POR ACCIDENTES EN EL AÑO
2011
Fuente: Investigación directa
Elaborado por: Darwin Anchundia
CUADRO Nº 29
COSTOS TOTALES POR ACCIDENTES EN EL AÑO 2011
Fuente: Investigación directa Elaborado por: Darwin Anchundia
ACCIDENTES EN EL
MES DE OCTUBRE
CD=Cm+Gm
CD=68,40+120=188,40
CI=4(CD)=4(188,40)
CI=753,60
CT=CD+CI=$942
ACCIDENTES EN EL
MES DE SEPTIEMBRE
CD=Cm+Gm
CD=136,8+120=256,8
CI=4(CD)=4(256,8)
CI=1027,20
CT=CD+CI=$1284
ACCIDENTES EN EL
MES DE NOVIEMBRE
CD=Cm+Gm
CD=205,2+120=352
,20
CI=4(CD)=4(352,20)
CI=1300,80
CT=CD+CI=$1.761
ACCIDENTES EN EL
MES DE DICIEMBRE
CD=Cm+Gm
CD=136,8+120=256,8
CI=4(CD)=4(256,8)
CI=1027,20
CT=CD+CI=$1284
MES Costo por mes $
ENERO 942
FEBRERO 1761
MARZO
ABRIL 1968
MAYO 2310
JUNIO
JULIO 942
AGOSTO 942
SEPTIEMBRE 1284
OCTUBRE 942
NOVIEMBRE 1761
DICIEMBRE 1284
TOTAL $14136,00

Análisis y Diagnostico 77
Hemos obtenido y determinado el valor perdido por la empresa que
es de $ 14.136,00 dólares americanos, por los 115 días perdidos por los
accidentes de trabajo durante el año 2011.
3.3 Diagnóstico
Es evidente, la inseguridad se manifiesta según análisis realizado a
en la empresa, como también al personal que labora, provienen de
razones como condiciones inseguras, porque los ambientes de trabajo a
los que están presentes son extremos como son los factores ya
mencionados anteriormente, realización de acciones inseguras, falta de
capacitación y concientización en seguridad por parte de la administración
hacia los colaboradores de la empresa.
Se suman a estos factores que se encuentran por encima de los
parámetros permisibles de control, expresados en el Reglamento de
Seguridad y Salud de los Trabajadores y Mejoramiento del Medio Ambiente
de Trabajo, factores mecánicos como cortaduras frecuentes, aplastamiento
de los dedos de las manos e incrustación de limalla en los ojos y las
fracturas por el mal manejo de las máquinas y equipos de la empresa.
Todos estos problemas y accidentes antes mencionados han
generado una gran pérdida a la empresa que hace un total de $ 14,136.00
dólares americanos.

CAPITULO IV
PROPUESTA
4.1 Planteamiento de alternativas de solución a problemas
Actualmente la Seguridad y la Higiene Industrial han pasado a ser
elementos fundamentales en el buen funcionamiento de las empresas. Los
procedimientos de trabajo seguros, la higiene y limpieza en las áreas e
instalaciones, la buena salud de los colaboradores, su ambiente laboral,
forma un paquete importante en la nueva cultura empresarial, como
requisito para lograr ser una organización de excelencia y de alta
competitividad.
El análisis del Panorama de Factores de Riesgos y el Diagrama de
Ishikawa permitieron la identificación de las causas del problema
correspondiente a los riesgos a la salud del trabajador ocasionados por la
inadecuada utilización de la maquinas herramientas y la falta de
capacitación en cuanto a Seguridad y Salud Ocupacional se refiere.
Por todas estas razones se plantea a continuación un Plan Integral
de Seguridad e Higiene Industrial para la fábrica de muebles metálicos
“Metálicas Anchundia” el cual se pretende su implementación en un futuro
para mejorar las condiciones y crear una cultura apta para el
desenvolvimiento correcto y adecuado de los trabajadores.
4.1.1 Objetivo de la propuesta
Implementar un programa de Salud, Seguridad e Higiene

Propuesta 79
Ocupacional como medida de prevención y seguridad de la salud del
trabajador que minimice los riesgos de accidentes y enfermedades
profesionales en la empresa metálicas Anchundia.
4.1.2 Aplicación de normas de seguridad
Entre las normas del Reglamento de Seguridad y Salud de los
Trabajadores y Mejoramiento del Medio Ambiente de Trabajo se
mencionarán las siguientes:
Art. 53. Condiciones Generales Ambientales: Ventilación,
Temperatura y Humedad: 1. En los locales de trabajo y sus anexos se
procurará mantener, por medios naturales o artificiales, condiciones
atmosféricas que aseguren un ambiente cómodo y saludable para los
trabajadores.
Art. 55. Ruidos y Vibraciones: 3. Las máquinas que produzcan
ruidos o vibraciones se ubicarán en recintos aislados si el proceso de
fabricación lo permite, y serán objeto de un programa de mantenimiento
adecuado que reduzca en lo posible la emisión de tales contaminantes
físicos. Los trabajadores sometidos a tales condiciones deben ser
anualmente objeto de estudio y control audio métrico.
Art. 128. Manipulación de Materiales. 1. El transporte o manejo de
materiales en lo posible deberá ser mecanizado, utilizando para el efecto
elementos como carretillas, vagonetas, elevadores, transportadores de
bandas, grúas, montacargas y similares. 2. Los trabajadores encargados
de la manipulación de carga de materiales, deberán ser instruidos sobre la
forma adecuada para efectuar las citadas operaciones con seguridad.
Art. 175. Disposiciones Generales. 4. El empleador estará obligado

Propuesta 80
a: a) Suministrar a sus trabajadores los medios de uso obligatorios para
protegerles de los riesgos profesionales inherentes al trabajo que
desempeñan. d) Instruir a sus trabajadores sobre el correcto uso y
conservación de los medios de protección personal, sometiéndose al
entrenamiento preciso y dándole a conocer sus aplicaciones y limitaciones.
4.1.3 La Seguridad e Higiene Industrial en la Empresa
El control de la seguridad e higiene resulta de vital importancia en las
empresas industriales. El desafío que enfrentan los encargados de
seguridad es crear una profunda conciencia de prevención en lugar de
insistir en la eliminación de accidentes o condiciones de riesgo.
Los productos y servicios industriales son tan comunes en nuestra
sociedad actual que se puede caer en la falsa percepción de que esos
productos y servicios están garantizados de una manera natural.
No es necesaria mayor preocupación para que sigan aportando un
beneficio fiable y cotidiano a la sociedad. Cierto es que la madurez
tecnológica es una garantía magnífica de que dominamos los medios y
métodos para aportar esos productos y servicios. (Código Del Trabajo Y
Leyes Conexas: Decreto 2393: Reglamento De Salud Y Seguridad De Los
Trabajadores Y Mejoramiento Del Medio Ambiente De Trabajo)
Pero cierto es también de que, para hacerlo posible, es necesario
mantener y acrecentar nuestra capacidad tecnológica y sus características
más sobresalientes: seguridad, rentabilidad y calidad.
Como consecuencia de la preocupación por el riesgo, la seguridad
industrial se ha ido cristalizando en una serie de leyes, decretos y
reglamentos que articulan de manera eficaz las exigencias planteadas en

Propuesta 81
dicho terreno. Puede decirse que en la práctica la totalidad de los países
disponen de legislación de seguridad industrial, aunque ésta es realmente
completa sólo en los países más avanzados y con mayor tradición
tecnológica.
Implementación de un Plan de Seguridad, Higiene y Salud
Ocupacional. El Sistema de Seguridad, Higiene y Salud Ocupacional es el
conjunto de acciones de planeación, ejecución y control que permiten la
eficaz prevención de los riesgos en el medio ambiente de trabajo.
4.1.4 Propuestas referentes al sistema y condiciones de defensa
contra incendios
Los riesgos de incendio son evidentes en la planta debido a que los
materiales utilizados en el proceso de fabricación de dichos elementos son
inflamables como pinturas, disolventes, pegamento, ceras, esponjas,
materiales para tapizado, adhesivos, etc.
Determinando los posibles riesgos de incendio que pueden
generarse, se elaboró un sistema de defensa contra incendios, cuyo
objetivo es prevenir que ocurra el daño a las instalaciones.
El cumplimiento de las normas establecidas por la Asociación
Nacional de Protección Contra el Fuego (NFPA) y por el
Código del Trabajo Ecuatoriano.
La ubicación de extintores portátiles cubriendo así las
instalaciones de la planta minimizando las posibilidades de
expansión del fuego en caso de originarse.
El adiestramiento que requiere el personal sobre el uso y
mantenimiento del equipo.

Propuesta 82
La señalización necesaria para el equipo de defensa contra
incendios.
Se elaboró un Plan de Brigadas contra incendio para prevención de
incendios, con el cual buscaremos dar una respuesta ante posibles
situaciones que en algún momento pudieran llegar a producirse en el
trabajo. (Ver anexo Nº 6)
4.1.5 Propuesta de señalización de seguridad de los extintores
El extintor es el elemento fundamental que se utiliza en los primeros
minutos de iniciación de un fuego, por lo tanto se puede afirmar que de él
depende que la propagación del fuego se evite o no. Para elegir un buen
extintor hay que conocer que agente extintor es el más adecuado para el
tipo de fuego que se ha producido.
Como lo mencionamos anteriormente, para la correcta utilización de
extintores en un determinado fuego debemos de conocer en qué tipos de
incendios utilizarlos. Los mostraremos a continuación de la siguiente
manera:
Extintores aptos para fuegos de clase A (tipo a base de agua).
Matafuegos aptos para fuegos de clases B y C (tipos a dióxido de
carbono o polvo BC).
Matafuegos aptos para fuegos de clases B y C (tipos a dióxido de
carbono o polvo BC).
Matafuegos aptos para fuegos de clase A B y C (tipos a base de
polvos químicos o sustitutos halógenos). (DSpase en Espol)

Propuesta 83
GRAFICO Nº 19
TIPOS DE FUEGO
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
Según la norma NFPA 10, establece que se debe colocar un extintor
cada 15 metros de distancia. El área de Metálicas Anchundia es de 35 m2.
Según los cálculos, se determinó un total de 10 extintores, según las
características, importancia del riesgo, carga de fuego, clases de fuegos
involucrados y distancia a recorrer para alcanzarlos, atendiendo a los
siguientes aspectos:
Se ubicará en un lugar práctico y despejado y a 1,52m del
suelo hasta la válvula del extintor, según la Norma NFPA 10.
Deben ser ubicados donde sea de fácil acceso y se puedan
manipular en forma inmediata en caso de incendio, se situarán
en lugares de tránsito incluyendo salidas.
Se ubicará en una superficie limpia y seca donde la
temperatura no supere los 49ºC (120ºF) pero no inferior a -
54ºC (-65ºF).
Se evitará colocar los extintores en lugares que dificulten su
visualización.
Los extintores instalados en condiciones tales que puedan
estar sujetos a daños físicos, se protegerán convenientemente.

Propuesta 84
De acuerdo al riesgo que involucra el trabajo desempeñado y a los
cálculos realizados se propone la compra de 10 extintores como se tiene a
continuación:
10 extintores de 10 libras de CO2 (ABC)
Se debe tener presente que la empresa dispone de extintores ya
ubicados en la planta, pero la propuesta requiere adquirir los 10 extintores,
que en la lista siguiente se detallan en el respectivo lugar para los cuales
estarán destinados:
En el ingreso de la empresa 1 extintor de 10 lbs. CO2 (ABC).
En oficinas Administrativas 1 extintor de 10 lbs. CO2 (ABC)
En sección pintura 1 extintor de 10 lbs. CO2 (ABC).
En la sección de Corte 1extintor de 10 lbs. CO2 (ABC).
En bodega principal 2 extintor de 10 lbs. CO2 (ABC).
En el comedor 1 extintor de 10 lbs. CO2 (ABC).
En la sección de matricería 1 extintor de 10 lbs. CO2 (ABC).
En sección de soldadores 1extintor de 10 lbs. CO2 (ABC).
En sección ensamble de muebles 1 extintores de 10 lbs. CO2 (ABC)
(Ver plano en el anexo Nº 7)
4.1.6 Propuesta para disminuir el ruido
Los niveles de ruido en los talleres deben cumplir lo establecido en el
Decreto Ejecutivo 2393 Reglamento de Seguridad y Salud de los
Trabajadores y Mejoramiento del Medio Ambiente de Trabajo. (Ver anexo
Nº 8).
Según el numeral siete del artículo 55 en lo que concierne a esta

Propuesta 85
norma establece que para el caso de ruido continuo, los niveles sonoros,
medidos en decibeles con el filtro "A" en posición lenta, que se permitirán,
estarán relacionados con el tiempo de exposición según lo siguiente:
Nivel sonoro Tiempo de exposición
/dB (A-lento) por jornada/hora
85 8 90 4 95 2 100 1 110 0.25 115 0.125
(Decreto Ejecutivo 2393 Reglamento de Seguridad y Salud de los Trabajadores y Mejramiento del Medio Ambiente de Trabajo)
Revisando en el capítulo Nº 2 sobre las mediciones de ruido, como
nos daremos cuenta Metálicas Anchundia cumple con las normas
establecidas por el Código del trabajo.
CUADRO Nº 30
RUIDO EN METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Sin embargo es necesario proteger a los colaboradores de posibles
enfermedades acústicas dotándoles de protecciones adecuadas y seguir
determinados puntos como los mencionaremos a continuación:
Valor encontrado
dB(A)
Valor máximo permisible
Evaluación
80,3 85,00 CUMPLE
81,9 85,00 CUMPLE
72,2 85,00 CUMPLE

Propuesta 86
La elección de equipos de trabajo que generen el menor nivel
de ruido posible.
La información y formación adecuadas, para enseñar a los
trabajadores a utilizar correctamente los equipos de trabajo con
vistas a reducir su exposición al ruido.
Programas apropiados de mantenimiento de los equipos,
lugares y puestos de trabajo.
La organización del trabajo limitando la duración e intensidad
de la exposición y ordenando adecuadamente el trabajo.
4.1.7 Propuesta de señalización de seguridad
La señalización en la empresa de estructuras metálicas es de mucha
importancia, puesto que ayuda para la prevención de posibles accidentes,
además nos permite un ahorro económico para la empresa y no tendría
gastos médicos que le afecten. (Enciclopedia de Salud y Seguridad en el
Trabajo (OIT)., 2001)
El número de señales y la ubicación de cada una de estas se
muestras en el anexo Nº 7.
Las características de la señal.
Los factores de riesgo.
Los elementos o circunstancias que haya de señalizarse.
La extensión de la zona a cubrir.
El número de trabajadores afectados.
Se debe poner mucha atención que la señalización únicamente

Propuesta 87
marca, resalta, previene un riesgo, nunca lo elimina. Se deben señalar los
riesgos en general según la norma técnica Ecuatoriana INEN 439, o la
correspondiente, en función al órgano del sentido que se desea
impresionar como la vista el oído el olfato, etc. utilizando las diferentes
clases de señales como:
Señales Reglamentarias.
Señales de Advertencia.
Señales de información.
4.1.7.1 Propuesta de señalización en áreas de trabajo
Todas las señalizaciones en las diversas áreas de trabajo deberán
reunir unas características generales, a fin de que cumplan su cometido en
la prevención de accidentes de forma satisfactoria. Estas son:
Estarán construidas y colocadas de tal forma, que llamen la
atención de las personas a quienes van dirigidas, procurando
que no puedan pasar inadvertida
Advertirán del riesgo con la suficiente antelación para que se
puedan tomar las medidas necesarias encaminadas a evitar el
accidente.
Serán lo suficientemente claras para que se interprete sin
confusiones.
(Ver el anexo Nº 9 la norma INEN 439; Colores, señales y símbolos
de seguridad.
Analizando la norma INEN 878, (Ver Anexo Nº 10), se estableció
que las medidas estándares para este trabajo serán:

Propuesta 88
CUADRO Nº 31
DIMENCIONES GENERALES PARA LAS SENALETICAS
Fuente: Norma INEN 878 Elaborado por: Darwin Anchundia
Analicemos cada uno de los tipos de señalización existentes a
continuación:
4.1.7.4 Señales Reglamentarias
Prohibición.- Señal que prohíbe un comportamiento
susceptible de provocar un peligro.
Forma redonda, pictograma negro sobre fondo blanco, bordes y
banda (transversal descendente de izquierda a derecha atravesando el
pictograma a 45° respecto a la horizontal), rojos (el rojo deberá cubrir como
mínimo el 35 por 100 de la superficie de la señal).
GRAFICO Nº 20
SEÑALES DE PROHIBICIÓN Fuente: Norma INEN 439 Elaborado por: Darwin Anchundia
Dimensiones
aXb d e1 e2 f g1 g2 r Valoración
permitida
para e2
210X297 3,6 186 273 12 3 4,5 6 0,3

Propuesta 89
Obligatorias.- Estas señales denotan una orden requiriendo
una acción.
Pictograma blanco sobre fondo azul (el azul deberá cubrir como
mínimo el 50 por 100 de la superficie de la señal).
GRAFICO Nº 21
SEÑALES DE OBLIGACIÓN Fuente: Norma INEN 439 Elaborado por: Darwin Anchundia
Advertencia.- Estas señales denotan un riesgo potencial.
GRAFICO Nº 22
SEÑALES DE ADVERTENCIA
Fuente: Norma INEN 439 Elaborado por: Darwin Anchundia

Propuesta 90
(Ver el anexo Nº 9 la norma INEN 439)
La señalética respectiva de la propuesta para la empresa es la
siguiente, que van a ir ubicadas en su respectiva área dentro de la
empresa:
CUADRO Nº 32
SEÑALES DE ADVERTENCIA PRESENTADAS EN LA PROPUESTA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
4.1.7.3 Ubicación de las señalética según el estudio realizado
Ubicación de las señales de advertencia propuesta por el
estudio
Las señaléticas de los riesgos eléctricos irán ubicadas en los
compresores y en el cajetín de energía principal ya que son los lugares
que están más expensas a un riesgo eléctrico. (Ver anexo Nº 7).
Las señales de materiales tóxicos irán en la sección de pintura y en la
sección de cortadoras.
SEÑALES DE ADVERTENCIA
Detalle Cantidad
Riesgo eléctrico 3
Materiales tóxicos 2
Mantenga limpia su área de trabajo 8
Cuide sus manos material cortante 2

Propuesta 91
Todas las áreas de trabajo tendrán su respectiva señalización en
cuanto a limpieza se refiera.
En la sección de cortadoras y troqueladoras irán ubicadas las
señales de material cortante.
CUADRO Nº 33
SEÑALES DE OBLIGACIÓN PRESENTADAS EN LA PROPUESTA Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Ubicación de las señales de obligación propuesta por el estudio
La señal de protección auditiva ira en cada una de las áreas de
trabajo de la empresa, así mismo como la protección visual. (Ver anexo Nº
7)
Las señales de protección respiratoria irán ubicadas en las secciones
de soldaduras, cortadoras, y en el área de pintura respectivamente, así
SEÑALES DE OBLIGACIÓN
Detalle Cantidad
Utilizar protección auditiva 8
Utilizar protección visual 8
Utilizar protección respiratoria 4
Utilizar protección facial 2
Utilizar guantes 8
Utilizar mascara para soldar 4

Propuesta 92
como también se colocaran la señal de protección facial en la sección de
troquelado y esmerilado.
Los guantes se deben utilizar en todas las áreas de trabajo de la
empresa es por eso que cada una contara con su respectiva señalización,
así mismo como las áreas en que se lleva a cabo el proceso de soldadura
se deberá utilizar las mascarillas para soldar.
CUADRO Nº 34
SEÑALES DE PROHIBICIÓN PRESENTADAS EN LA PROPUESTA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Ubicación de las señales de Prohibición propuestas por el
estudio
Solo personal autorizado puede ingresar en la empresa, en las
oficinas y en la bodega de la empresa. Es por eso que en la propuesta se
requieren tres señaléticas respectivas con esa información. (Ver anexo
N°7).
Prohibido fumar, señalética necesaria que ira ubicada en toda el
área de producción, así como en el área de pintura y en el área de
tapizado y ensamble.
SEÑALES DE PROHIBICIÓN
Detalle Cantidad
Solo personal autorizado 3
Prohibido fumar 4
Prohibido arrojar basura 6
Alto identifíquese 1

Propuesta 93
Cada área llevara la respectiva señalización de la prohibición de
botar basura para mantener la pulcritud de la empresa.
En la entrada principal de la empresa ira colocada una señal de,
identificarse antes de ingresar.
4.1.8 Propuesta de orden y limpieza
4.1.8.1 Aplicación del método de las cinco S -“5 S”
Este concepto no debería resultar nada nuevo para ninguna
empresa, pero desafortunadamente si lo es.
El movimiento de las 5´s es una concepción ligada a la orientación
hacia la calidad total que se originó en el Japón bajo la orientación de W.
E. Deming hace más de 40 años y que está incluida dentro de lo que se
conoce como mejoramiento continuo.
Se llama estrategia de las 5S porque representan acciones que son
principios expresados con cinco palabras japonesas que comienza por S.
Cada palabra tiene un significado importante para la creación de un
lugar digno y seguro donde trabajar. Estas cinco palabras son:
Seire (Clasificar)
Seiton (Orden)
Seiso (Limpieza)
Seiketsu (Limpieza estandarizada)
Shitsuke (Disciplina)
Las cinco "S" son el fundamento del modelo de productividad

Propuesta 94
industrial creado en Japón y hoy aplicado en empresas occidentales.
( Metodo de las 5s Tecnica de Gestion)
Seire – Clasificar
Seire o clasificar significa eliminar del área de trabajo todos los
elementos innecesarios y que no se requieren para realizar nuestra labor.
Frecuentemente nos "llenamos" de elementos, herramientas, cajas
con productos, carros, útiles y elementos personales y nos cuesta trabajo
pensar en la posibilidad de realizar el trabajo sin estos elementos.
Seiton – Orden
Seiton consiste en organizar los elementos que hemos clasificado
como necesarios de modo que se puedan encontrar con facilidad.
Una vez hemos eliminado los elementos innecesarios, se define el
lugar donde se deben ubicar aquellos que necesitamos con frecuencia,
identificándolos para eliminar el tiempo de búsqueda y facilitar su retorno al
sitio una vez utilizados (es el caso de las herramientas).
Seiso – Limpiar
Seiso significa eliminar el polvo y suciedad de todos los elementos de
una fábrica. Seiso implica inspeccionar el equipo durante el proceso de
limpieza.
Se identifican problemas de escapes, averías, fallos o cualquier tipo
de FUGUAI. Esta palabra japonesa significa defecto o problema existente.

Propuesta 95
Seiketsu – Limpieza estandarizada
Seiketsu es la metodología que nos permite mantener los logros
alcanzados con la aplicación de las tres primeras "S". Si no existe un
proceso para conservar lo logros, es posible que el lugar de trabajo
nuevamente llegue a tener elementos innecesarios y se pierda la limpieza
alcanzada con nuestras acciones.
Shitsuke - Disiplina
Shitsuke o Disciplina significa convertir en hábito el empleo y
utilización de los métodos establecidos y estandarizados para la limpieza
en el lugar de trabajo, podremos obtener los beneficios alcanzados con las
primeras "S" por largo tiempo si se logra crear un ambiente de respeto a
las normas y estándares establecidos.
La estrategia de las 5S es un concepto sencillo que a menudo las
personas no le dan la suficiente importancia, sin embargo, instalaciones
limpias y seguras nos permiten orientar a la empresa hacia las siguientes
metas:
Dar respuesta a la necesidad de mejorar el ambiente de
trabajo, eliminación de despilfarros producidos por el
desorden, falta de aseo, fugas, contaminación, etc.
Buscar la reducción de pérdidas y mermas por la calidad,
tiempo de respuesta y costes con la intervención del personal
en el cuidado del sitio de trabajo e incremento de la moral por
el trabajo.
Hacer uso de elementos de control visual como tarjetas y
tableros para mantener ordenados todos los elementos y
herramientas que intervienen en el proceso productivo.

Propuesta 96
Conservar del sitio de trabajo mediante controles periódicos
sobre las acciones de mantenimiento de las mejoras
alcanzadas con la aplicación de las 5S.
Poder implantar cualquier tipo de programa de mejora continua
de producción Justo a Tiempo, Control Total de Calidad y
Mantenimiento Productivo Total.
Con el proceso de investigación que se buscara realizar al interior de
la empresa y las sugerencias que se daban se empezara a trabajar el
asunto de las estanterías, áreas y demás lugares que no están en un
ambiente adecuado en cuanto al orden y limpieza se refiere. Aplicando el
respectivo método de las 5S.
Se reubicará las estanterías que ayudaran al ordenamiento de las
cosas para, encontrarlas de una forma oportuna y de esta manera mejorar
el orden y limpieza de los espacios en las diferentes secciones donde se
tiene almacenado material, accesorios, etc.
4.1.9 Propuesta para utilizar recipientes para clasificar desechos
GRAFICO Nº 23
RECIPIENTES PARA BASURA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia

Propuesta 97
Se propondrá a los colaboradores de la empresa clasificar y poner en
su sitio los desechos sean estos de cualquier tipo. Ayudaran a reducir la
contaminación ya que de esta manera se podrá tratar adecuadamente a
cada clase de desecho, a la vez garantiza la limpieza y el orden.
Se evitará mezclar distintos materiales ya que no es bueno
almacenar todos los residuos, sin distinción en los espacios destinados
para ello.
Este proceso facilita el reciclaje de desperdicios y basuras.
Adoptando el código de colores para recipientes de residuos sólidos,
juntamente con la capacitación e incentivos a los trabajadores.
Resultará más fácil para el personal de la empresa utilizar
recipientes adecuados, de fácil manejo atendiendo las siguientes
características:
Color de acuerdo al tipo de residuo a depositar.
Señalización adecuada con letras y símbolos.
Serán de metal resistente a la manipulación.
Equiparlos con una tapa que ajuste perfectamente.
4.1.10 Propuestas relacionada con las enfermedades profesionales
En el numeral tres del Art. 42. Del Código del Trabajo respecto a las
obligaciones del empleador estipula que se debe indemnizar a los
trabajadores por los accidentes que sufrieren en el trabajo y por las
enfermedades profesionales, con la salvedad prevista.
Es por eso que la propuesta a aplicarse en Metálicas Anchundia

Propuesta 98
contará con siguientes puntos:
Realizar los chequeos médicos respectivos a todo el personal
al ingreso a la empresa y la salida de la misma.
Realizar controles periódicos de la salud de los trabajadores en
coordinación con gerencia y el departamento médico
destinado.
Anexar fichas médicas al personal de la empresa en un
departamento o consultorio médico en donde se puedan
atender los colaboradores en alguna circunstancia de mala
salud.
4.1.11 Propuestas referentes a los equipos de protección personal
4.1.11.1 Equipos de protección personal
Metálicas Anchundia cuenta con pocos medios disponibles en
materia de protección personal razón por la cual la propuesta estará
encaminada a los siguientes factores:
Fomentar campañas continuas de concientización, con el
objeto de crear una cultura de seguridad y responsabilidad en
el cuidado de la salud y el uso de los EPP.
Capacitar a los mandos medios sobre la importancia de cuidar
la salud de sus subordinados por medio de la dotación
oportuna y permanente de los respectivos EEP.
Desarrollar metodologías para la entrega de dotaciones y
cambio de las mismas. Dotar al trabajador del EPP necesario
en cada área.
Realizar inspecciones con mayor frecuencia en todas las áreas
sin excepción.

Propuesta 99
La propuesta de dotación de equipos de protección para los
colaboradores, está considerada con la finalidad de protegerlos de riesgos
que se presentan al realizar varias actividades dentro de las instalaciones.
Para realizar un estudio detallado sobre la utilización de los equipos
de protección personal, es importante anotar los tres métodos
fundamentales para eliminar o reducir los riesgos profesionales:
1) Eliminación del riesgo
2) Aislamiento del riesgo.
3) Alejamiento del trabajador (protección colectiva).
Los equipos de protección personal que deberá adquirir la empresa
por medio de la presente propuesta se detallaran a continuación y que
serán utilizados por el personal correspondiente de la empresa Metálicas
Anchundia.
CUADRO Nº 35
EQUIPOS DE PROTECCIÓN PROPUESTOS PARA EL PERSONAL DE METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Detalle Cantidad Trimestral
Cantidad anual
Casco ARSEG + Arnés 60
Mascara de soldar 10 40
Mascara para esmerilar 4 16
Gafas de Seguridad 3M 15 60
Orejera de copa tipo diadema marca LIBUS
15 60
Tapones de silicona en estuche 15 60

Propuesta 100
CUADRO Nº 36
EQUIPOS DE PROTECCIÓN PROPUESTOS PARA EL PERSONAL DE METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
4.1.12 Propuesta general de capacitación
Los administradores deberán considerar a los empleados como el
recurso más valioso del programa e invertir en ellos, proporcionándoles
continuamente oportunidades para mejorar sus habilidades. Esto se
conoce como desarrollo de personal e incluye aquellas actividades
designadas a capacitar y motivar al empleado para ampliar sus
responsabilidades dentro de la organización.
4.1.12.1 Objetivos del Programa de Capacitación
El objetivo del programa de capacitación es instruir al personal para
que pueda ejecutar todas las actividades del plan de Seguridad, Higiene y
Salud Ocupacional y concienciarlos sobre la importancia que reviste este
plan dentro de la empresa.
Todo el personal que labora en Metálicas Anchundia se beneficiara
de las capacitaciones correspondientes.
Detalle
Cantidad trimestral
Cantidad anual
Mascarilla simple 30 120
Mascarilla 8210 10 40
Guantes de soldar rojo 15 60
Guantes cortos 15 60
Guantes de pvc verde 5 20
Mangas para soldar 10 40
Botín CAT 20 80

Propuesta 101
CUADRO Nº 37
PLAN DE CAPACITACIÓN
PLAN DE CAPACITACIÓN METÁLICAS ANCHUNDIA
OBJETIVO NOMBRE DE LA
ACTIVIDAD
FINALIDAD DIRIGIDO
A
FECHA--
PLAZO
Desarrollar las
capacidades de
los
colaboradores
proporcionando
así, beneficios
para éstos
como para la
organización.
Curso básico de
Seguridad e Higiene
Industrial.
Integrar a los
colaboradores y
motivarlos para que
participen en forma activa
y eficaz en la actividad de
seguridad industrial.
Todo el
personal
de la
empresa.
De enero
del 2013 a
diciembre
del 2013.
Curso de prevención y
control de Incendios en
la Industrial
Entrenar al personal
operativo de la empresa,
en técnicas
fundamentalmente
preventivas contra
incendios, informar y
actualizar al personal en
técnicas de equipamientos
contra incendios.
Todo el
personal
de la
empresa
De enero
del 2013 a
diciembre
del 2013
Curso de primeros
auxilios
Adiestrar a los
colaboradores de tal
manera que puedan
actuar oportuna y
eficazmente en
circunstancias en que
algún miembro de la
empresa resulte lesionado.
Todo el
personal
de la
empresa
De enero
del 2013 a
diciembre
del 2013
Fuente: Investigación Directa Elaborado por: Darwin Anchundia

Propuesta 102
4.1.12.2 Propósitos de la capacitación que se llevaran a cabo en la Propuesta
Capacitación para el trabajo.- Capacitación de pre ingreso,
inducción, capacitación promocional.
Capacitación en el trabajo.- Adiestramiento, capacitación
específica y humana.
Capacitación para el desarrollo personal.- Educación formal
para el adulto, integración de la personalidad, actividades
recreativas y culturales, desarrollo del talento humano.
Tomando como referencia el concepto de “La cadena de la
seguridad”, la capacitación se tendrá que realizar en forma permanente y a
todo nivel, abarcando a todo el personal iniciando desde la gerencia hasta
el obrero, tanto para el personal de planta, como para el personal eventual,
durante el tiempo de permanencia dentro de la empresa, teniendo siempre
en cuenta que “La Seguridad es tarea de todos”.
4.1.13 Conformación del comité de Seguridad e Higiene del Trabajo
De conformidad con el Art. 14 del Reglamento de Seguridad y Salud
de los Trabajadores y Mantenimiento del Medio Ambiente, las empresas
que cuenten con más de 15 trabajadores deberán conformar un Comité de
Seguridad que estará integrado por: tres representantes del patrono y tres
de los trabajadores con sus suplentes respectivos La duración de
funciones de este Comité será de un año, pudiendo sus miembros ser
reelectos.
En la propuesta se establecerá la conformación del Comité de
Seguridad y Salud Ocupacional ya que la empresa cuenta con un personal
de 20 colaboradores.

Propuesta 103
Para los representantes del patrono se postulara a la, la secretaria,
el Gerente General y un colaborador, para los representantes de los
obreros el Supervisor y dos colaboradores.
4.1.13.1 Funciones del comité
Promover el cumplimiento de las disposiciones sobre
prevención de riesgos profesionales.
Analizar y opinar sobre el Reglamento de Seguridad e Higiene
de la empresa, el cual se presentará en el Ministerio de
Trabajo.
Vigilar el cumplimiento del Reglamento de Seguridad y Salud
de los Trabajadores y Mantenimiento del Medio Ambiente y del
Reglamento Interno de Seguridad e Higiene del Trabajo.
4.2 Costos de alternativas y soluciones
En la evaluación de costos para la propuesta de Implementación de
un Plan de Seguridad e Higiene Industrial en METÁLICAS ANCHUNDIA es
necesario detallar costos aproximados por temas generales de aplicación,
de la siguiente manera:
CUADRO Nº 38
COSTOS DE LA CAPACITACIÓN
Fuente: Investigación Directa Elaborado por: Darwin Anchundia
Descripción Cantidad Costo unitario Costo total
Materiales didácticos
20 $8,00 / persona $160,00
Recurso humano 20 $5 / h – h (20 h) $2000,00
Total
$2160,00

Propuesta 104
CUADRO Nº 39
COSTO ANUAL DE EQUIPOS DE PROTECCIÓN PERSONAL
Fuente: Investigación directa Elaborado por: Darwin Anchundia
CUADRO N° 40 COSTOS DE RECIPIENTES PARA LA PROPUESTA DE ORDEN Y
LIMPIEZA
Fuente: Investigación directa Elaborado por: Darwin Anchundia
EPP propuestos Costo unitario
Cantidad Costo total
Casco ARSEG + Arnés
$13,00 15 unidades $195,00
Mascara de soldar $5,13 40 unidades $205,20
Mascara para esmerilar
$3,88 16 unidades $62,08
Gafas de Seguridad 3M
$3,03 60 unidades $181,80
Orejera de copa tipo diadema marca LIBUS
$12,10 60 unidades $726,00
Tapones de silicona en estuche
$1,83 60 unidades $109,80
Mascarilla simple $0,13 120 unidades $15,60
Mascarilla 8210 $1,00 40 unidades $40,00
Guantes de soldar rojo
$3,40 60 pares $204,00
Guantes cortos $2,45 60pares $147,00
Guantes de pvc verde
$1,75 20pares $35,00
Mangas para soldar $5,85 40 unidades $234,00
Botín CAT $31,00 20 pares $620,00
SUB TOTAL $2775.48
IVA 12% 333.05
TOTAL $3108,53
RECIPIETES PARA EL ORDEN Y LIMPIEZA
DETALLE CANTIDAD VALOR U. ($)
VALOR TOTAL($)
Recipientes metálicos para desechos
10 9.00 90.00
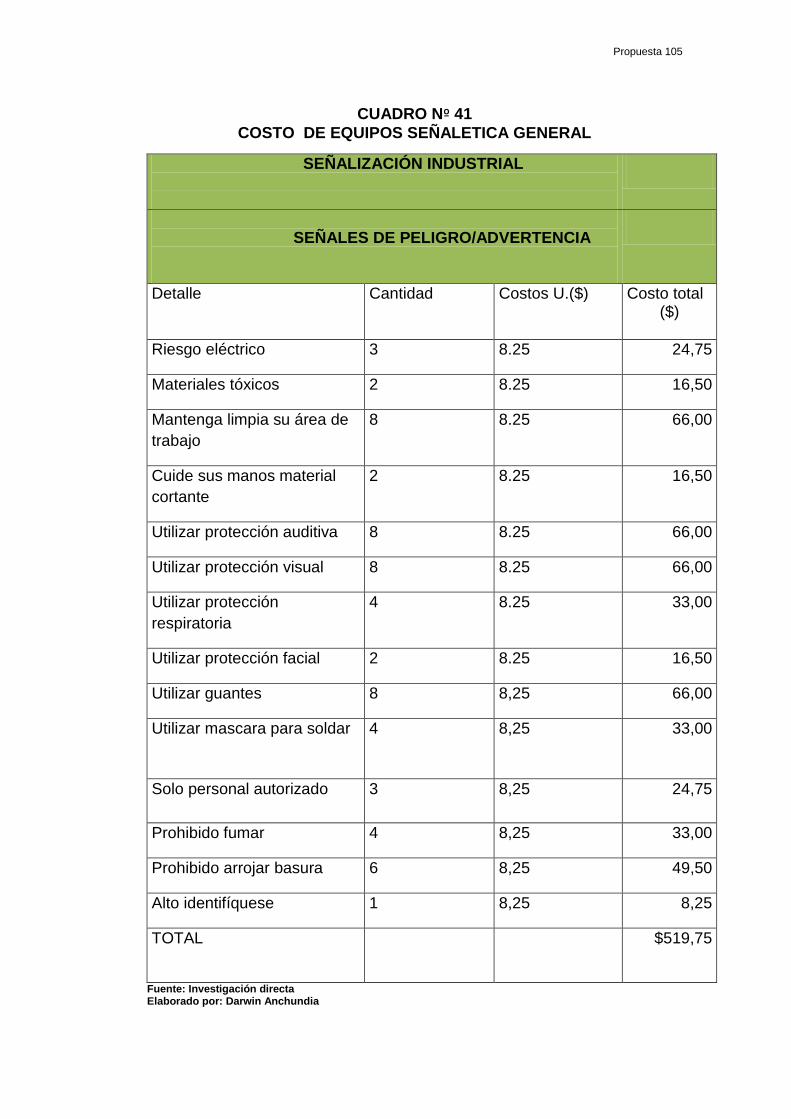
Propuesta 105
CUADRO Nº 41
COSTO DE EQUIPOS SEÑALETICA GENERAL
Fuente: Investigación directa Elaborado por: Darwin Anchundia
SEÑALIZACIÓN INDUSTRIAL
SEÑALES DE PELIGRO/ADVERTENCIA
Detalle Cantidad Costos U.($) Costo total ($)
Riesgo eléctrico 3 8.25 24,75
Materiales tóxicos 2 8.25 16,50
Mantenga limpia su área de
trabajo
8 8.25 66,00
Cuide sus manos material
cortante
2 8.25 16,50
Utilizar protección auditiva 8 8.25 66,00
Utilizar protección visual 8 8.25 66,00
Utilizar protección
respiratoria
4 8.25 33,00
Utilizar protección facial 2 8.25 16,50
Utilizar guantes 8 8,25 66,00
Utilizar mascara para soldar 4 8,25 33,00
Solo personal autorizado 3 8,25 24,75
Prohibido fumar 4 8,25 33,00
Prohibido arrojar basura 6 8,25 49,50
Alto identifíquese 1 8,25 8,25
TOTAL $519,75

Propuesta 106
CUADRO Nº 42
COSTOS DE LA MANO DE OBRA
Fuente: Investigación directa Elaborado por: Darwin Anchundia
CUADRO N° 43 COSTOS DE EQUIPOS DE PROTECCIÓN CONTRA INCENDIOS
Fuente: Investigación directa Elaborado por: Darwin Anchundia
CUADRO Nº 44
AYUDANTE DE SEGURIDAD E HIGIENE INDUSTRIAL
Fuente: Investigación directa Elaborado por: Darwin Anchundia
MANO DE OBRA APROXIMADA
DETALLE CANTIDAD VALOR($)
Costo por la planificación, programación y aplicación de la propuesta.
1 1000.00
EQUIPOS DE PROTECCIÓN CONTRA INCENDIOS
Detalle Cantidad Costo U. ($)
Costo Total ($)
EXTINTORES DE 10 lb. CO2 10 17.85 178,50
AYUDANTE EN SEGURIDAD E HIGIENE INDUSTRIAL
Detalle Costo Mensual.
Costo Anual
Ayudante para la Seguridad e Higiene Industrial
$320,00 $3840,00

CAPITULO V
EVALUACION ECÓNOMICA Y FINANCIERA
5.1 Plan de inversión y financiamiento
La inversión de la siguiente propuesta estará por el valor que se
tenga que pagar en los programas y acciones descritas en el capítulo
anterior, además de contratar a una persona especializada que se
encargue de coordinar y desarrollar el programas y dar la asesoría
general correspondiente.
CUADRO Nº 45
COSTOS TOTALES DEL ESTUDIO PROPUESTO PARA LA EMPRESA
Fuente: Investigación directa Elaborado por: Darwin Anchundia
COSTO TOTAL DE LA PROPUESTA
Detalle Costo($)
Capacitación general $2160,00
Equipos de protección contra incendios $178,50
Equipo de protección personal $3108,53
Señalización industrial $519,75
Recipientes para el orden y limpieza $90,00
Ayudante de Seguridad $3840,00
Mano de obra aproximada de la programación e implementación de la propuesta
$1000,00
TOTAL $10896,78

5.2 Análisis costo beneficio
En el capítulo Nº 3 de la presente propuesta, se determinó que la
empresa “Metálicas Anchundia” tuvo un gasto de $14.136,00 dólares
americanos, por accidentes durante el año 2011.
Para realizar el análisis de costo-beneficio utilizamos la siguiente
ecuación:
BC= Costo por accidente/Costo de la propuesta.
BC= 14.136,00 BC= 1,30 10.896,78
CUADRO Nº 46
INTERPRETACIÓN COEFICIENTE DE RELACIÓN COSTO BENEFICIO Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia
Realizado el respectivo análisis costo beneficio nos da como
resultado mayor a 1, entonces el proyecto si es factible ejecutarlo.

CAPITULO VI
PROGRAMA PARA PUESTA EN MARCHA
6.1 Planificación y cronograma de implementación
El plan de implementación de la propuesta proyectada en la
secuencia de acciones necesarias para lograr los objetivos inmediatos en
un plazo determinado. El plan de implementación define el orden en que
deberá realizarse cada actividad, los recursos que serán necesarios, el
ritmo al que se irán obteniendo los resultados y las responsabilidades que
tendrán cada uno de los miembros del equipo del proyecto. Incluirá
también las tareas y recursos necesarios para el sistema de monitoreo y
evaluación.
Lo normal es que en el momento del diseño el plan de
implementación sea relativamente general y se elabore con un detalle
suficiente para estimar el presupuesto del proyecto y garantizar que el
proyecto es viable con los recursos y plazos disponibles.
6.2 Cronograma de implementación
El presente cronograma de actividades a implantar en este programa
se pondrá en marcha durante un tiempo determinado. Los programas y su
respectiva aplicación de las soluciones planteadas se basan en las
actividades de las cuales tiene su fecha de inicio y fecha de terminación.
Establece cuando debe iniciarse cada actividad, cuál será su

Programa para puesta en marcha 110
duración, y el momento en que debe terminar. El ritmo de ejecución de las
actividades deberá corresponderse con las metas de los productos
establecidas en el plan de desempeño. Para cada período, el cronograma
deberá asegurar que se realizan todas las actividades necesarias para un
determinado avance en la aplicación de la propuesta.
Se presentaran los cuadros de cada una de las actividades
representadas en el Diagrama de Gantt con sus tiempos y su puesta en
marcha con su periodo correspondiente. (Ver anexo Nº 13).

CAPITULO VII
CONCLUSIONES Y RECOMENDACIONES
7.1 Conclusiones
Como conclusión de la presente propuesta se puede indicar que
debido a sus necesidades, la empresa tiene sus falencias en los siguientes
aspectos:
Se realizó un diagnóstico de la situación actual de la empresa,
mediante la aplicación de documentos técnicos, que
permitieron recabar información para luego ser evaluada
tomando en consideración opiniones de los colaboradores
llegando a un porcentaje general muy considerable en la
seguridad en el trabajo.
Las múltiples inspecciones de campo realizadas a los puestos
de trabajo en donde se desarrollan actividades durante el día,
contribuyeron a la identificación de los diferentes tipos de
riesgos presentes en cada una de las instalaciones, los mismos
que se convierten en desencadenantes de accidentes y la
postre causantes de enfermedades profesionales, que en
muchos de los casos impiden el desenvolvimiento normal de la
persona, tanto en el aspecto laboral como en su vida personal.
A los trabajadores no se les ha impartido charlas, así como,
material didáctico en materia de Seguridad Industrial; por lo
tanto no dan importancia a los riesgos y la utilización correcta
utilización de los equipos de protección personal. (EPP).
Ante la ausencia de un registro estadístico de los incidentes/

Conclusiones y recomendaciones 112
accidentes, fichas para seguimiento y reporte de los mismos; y,
de mapas o matrices para su identificación, no se puede mitigar
correctamente los riesgos en la fuente de origen.
La propuesta se realizó en base a normas vigentes en el país,
que sea posible su implementación de manera rápida y eficaz.
Los materiales de señalización, EPP, orden y limpieza y
equipos de protección contra incendios son de buena calidad,
con un costo accesible en el mercado
Las normas establecidas dentro de la planta en cuanto a uso y
mantenimiento de materiales y equipos, garantizarán medidas
de prevención y marcarán la pauta para crear cultura en los
colaboradores durante la aplicación de la propuesta.
La implementación del Plan de Seguridad e Higiene Industrial
dará a Métalicas Anchundia un cambio total de su imagen ante
sus colaboradores, clientes y proveedores.
La inversión que se pretende es rentable, en relación a los
accidentes que ha tenido la empresa, estaríamos reduciendo
riesgos de manera que el empresario no tenga que gastar más
de lo que se propone.
7.2 Recomendaciones
Hacer hincapié sobre la propuesta de capacitación, ya que
solamente con la educación se podrá salir de la ignorancia, la
cual es la causa fundamental para que en su gran mayoría se
produzcan los accidentes y también la causa para que la
implementación de cualquier tipo de propuesta no dé buenos
resultados.
Antes de tomar decisión de cualquier índole que esta fueren se
tendrá que hacerla pensando primeramente en el trabajador
antes que en lo material y económico.
Cuando se realice implementaciones de cualquier tipo hacerlas

Conclusiones y Recomendaciones 113
en función de la antropometría y ergonomía del trabajador.
Hacer énfasis en las propuestas de la aplicación y dotación de
equipos de protección personal y en especial los equipos de
protección colectivos.
El cuidado del medio ambiente es tarea de todos por lo que es
necesario que se tenga muy en cuenta todos los medios
existentes para su cuidado y protección.
Hay ciertos cambios que son muy importantes y ofrecen buenas
garantías, que se han propuesto en este documento, se
recomienda analizar nuevas posibilidades para su aplicación.

GLOSARIO DE TÉRMINOS
Accidente de trabajo.- es un suceso repentino que sobreviene por
causa o con ocasión del trabajo y que produce en el trabajador daños a la
salud (una lesión orgánica, una perturbación funcional, una invalidez o la
muerte). Ejemplo herida, fractura, quemadura.
Análisis de riesgos.- estudio de los activos, su vulnerabilidad y las
probabilidades de materialización de amenazas, con el propósito de
determinar la exposición al riesgo década activo ante cada amenaza
Eficiencia.- El estado o cualidad de ser eficiente, de tener la
capacidad de producir cierto resultado o efecto; Capacidad de hacer un
trabajo minimizando el consumo de recursos; Relación entre la cantidad de
trabajo realizado o la energía generada por una máquina y la energía
suministrada.
Empleado.- Un trabajador o trabajadora es una persona que con la
edad legal suficiente, y de forma voluntaria presta sus servicios retribuidos.
Cuando no tiene la edad suficiente, se considera trabajo infantil. Si no
presta los servicios de forma voluntaria, se considera esclavitud o
servidumbre.
Empleador.- En un contrato de trabajo, la parte que provee un
puesto de trabajo a una persona física para que preste un servicio personal
bajo su dependencia, a cambio del pago de una remuneración o salario.
Enfermedad profesional.- Es el daño a la salud que se adquiere por

Glosario de términos 115
exposición a uno o varios factores de riesgo presentes en el trabajo.
Ergonomía.- Consideración del elemento humano en el diseño de
ingeniería. Estudio del diseño de dispositivos (por ejemplo, teclados), con
el objetivo de que las personas los usen de manera saludable, cómoda y
eficiente.
Factor de riesgo.- Es un elemento, fenómeno o acción humana que
puede provocar daño en la salud de los trabajadores, en los equipos o en
las instalaciones. Ejemplo, sobreesfuerzo físico, ruido, monotonía.
Factores de producción.- Se consideran básicos: la tierra, la mano
de obra y el capital.
Higiene industrial.- Ciencia y técnica de reconocer, evaluar y
controlar los agentes ambientales y las tensiones que se originan en el
lugar de trabajo y que pueden causar enfermedades, perjuicios a la salud o
al bienestar, o incomodidades e ineficiencia entre los trabajadores.
Incidente.- es un acontecimiento no deseado, que bajo
circunstancias diferentes, podría haber resultado en lesiones a las
personas o a las instalaciones. Es decir un casi accidente. Ejemplo un
tropiezo o un resbalón.
Mano de obra.- El coste total que representa el montante de
trabajadores que tenga la empresa incluyendo los salarios y todo tipo de
impuestos que van ligados a cada trabajador. La mano de obra es un
elemento muy importante, por lo tanto su correcta administración y control
determinará de forma significativa el costo final del producto o servicio.
Mantenimiento correctivo.- Aquel que está orientado al diagnóstico

Glosario de términos 116
y reparación del equipo cuando se presenta un problema técnico.
Mantenimiento predictivo.- Áreas de seguimiento del estado y
desgaste de una o más piezas o componente de equipos prioritarios a
través de análisis de síntomas, o análisis por evaluación estadística, que
determinen el punto exacto de su sustitución.
Mantenimiento preventivo.- Permite detectar fallos repetitivos,
disminuir los puntos muertos por paradas, aumentar la vida útil de equipos,
disminuir costos de reparaciones, detectar puntos débiles en la instalación
entre una larga lista de ventajas.
Mantenimiento.- Todas las acciones que tienen como objetivo
mantener un artículo o restaurarlo a un estado en el cual pueda llevar a
cabo alguna función requerida. Estas secciones incluyen la combinación de
las acciones técnicas y administrativas correspondientes
Materia prima.- Los materiales extraídos de la naturaleza y que se
transforman para elaborar bienes de consumo.
Organigrama.- gráfico que describe la estructura como está
conformada la organización, ilustrando acerca del modelo de trabajo
(subordinación), los niveles de dependencia y la relación interinstitucional
entre las áreas o departamentos descritos.
Prevención.- El conjunto de actividades o medidas adoptadas o
previstas en todas las fases de actividad de la empresa con el fin de evitar
o disminuir los riesgos derivados del trabajo.
Proceso productivo.- Consiste en transformar entradas (insumos)
en salidas, (bienes o servicios) por medio del uso de recursos físicos,

Glosario de términos 117
tecnológicos, humanos, etc.
Productividad.- Nivel de eficiencia y eficacia que combinada
correctamente ofrecen resultados de mejoras en la producción de la
empresa.
Productos.- Es cualquier cosa que se puede ofrecer a un mercado
para satisfacer un deseo o una necesidad.
Proveedor.- Persona o empresa que abastece de algunos artículos
necesarios.
Riesgo.- Es la probabilidad de ocurrencia de un evento. Ejemplo
Riesgo de una caída, o el riesgo de ahogamiento.
Salud ocupacional.- Se define como la disciplina que busca el
bienestar físico, mental y social de los empleados en sus sitios de trabajo.
Salud.- Es un estado de bienestar físico, mental y social. No solo en
la ausencia de enfermedad.
Seguridad.- Conjunto de normas que desarrollan una serie de
prescripciones técnicas a las instalaciones industriales y energéticas que
tienen como principal objetivo la seguridad de los usuarios, por lo tanto se
rigen por normas de seguridad industrial reglamentos de baja tensión, alta
tensión, calefacción, gas, protección contra incendios, aparatos a presión,
instalaciones petrolíferas, etc., que se instalen tanto en edificios de uso
industria como de uso no industrial.
Trabajo.- Es toda actividad que el hombre realiza de transformación
de la naturaleza con el fin de mejorar la calidad de vida


Anexos 119
ANEXO Nº 1
ESTRUCTURA ADMINISTRATIVA DE METÁLICAS ANCHUNDIA
Fuente: Metálicas Anchundia Elaborado por: Darwin Anchundia
Gerente General
Secretaria
Departamento Financiero Departamento de
producción Departamento de
comercialización Crédito y
Cobranza
Operadores
Recaudador
Asistente de
contabilidad
Compras
Ventas
Mantenimiento
Control de
Calidad

Anexos 120
ANEXO Nº 2
LOCALIZACIÓN DE METÁLICAS ANCHUNDIA
Elaborado por: Darwin Anchundia Fuente: Investigación directa

Anexos 121
ANEXO Nº 3
NIVELES DE LUXES EXISTENTES EN LAS ÁREAS DE METÁLICAS ANCHUNDIA
Elaborado por: Darwin Anchundia Fuente: Investigación directa

Anexos 122
ANEXO Nº 4
NORMA NFPA 10 EXTINTORES POTATILES CONTRA INCENDIOS
1. Capítulo 1 Administración
1.1. Alcance
Las estipulaciones de esta norma se dirigen a la selección,
instalación, inspección, mantenimiento y prueba de equipos de extinción
portátiles. Los requisitos dados aquí son los mínimos. Los extintores
portátiles son una línea primaria de defensa para combatir incendios de
tamaño limitado. Son necesarios aun cuando la propiedad está equipada
con regaderas automáticas, red hidráulica y mangueras u otros equipos
fijos de protección.
1.2. Propósito.
Los requisitos de protección de esta norma son naturaleza general y
no tienen el propósito de abrogar los requisitos específicos de otras
normas de la NFPA para ocupaciones determinadas.
1.3. Clasificación Rango y Desempeño de los Extintores de
Incendio.
1.3.1. Los extintores portátiles de incendio usados para cumplir con esta
norma deben ser listados y rotulados, e igualar o sobrepasar los requisitos
de una de las normas sobre pruebas de incendios y una de las normas de
desempeño que se indican a continuación:

Anexos 123
1.3.1.1. Normas de pruebas de incendio.
1.3.1.1.1. Norma para la clasificación (rango) y prueba de incendio de
extintores portátiles.
1.3.1.1.2. Norma para clasificación (rango) y prueba de incendio y media
extintora de clase D de extintores D.
1.3.1.2. Normas de Desempeño.
1.3.1.2.1. Tipo Gas Carbónico. Norma para extintores de gas carbónico;
norma para extintores manuales y sobre ruedas de gas carbónico.
1.3.1.2.2. Tipo Agua. Norma para extintores de agua de 21/2 galones con
presión almacenada; norma para extintores con agua de presiòn
almacenada de 9 litros.
1.3.1.2.3. Tipo Halon. Norma parra extintores agente almacenado; norma
para extintores halogenados manuales y sobre ruedas.
1.3.1.2.4. Tipo Espuma Formadora de Película. Norma para extintores de
espuma.
1.3.1.2.5. Tipo Halocarbonado. Norma para extintores de agente
halocarbonado.
1.3.2. En cada extintor debe ir marcada claramente la identificación de la
organización que concede el rótulo o lista al equipo, la pruebe de fuego y la
norma de desempeño que el extintor iguala o excede.

Anexos 124
1.3.3. Extintores listados para la clase C no deben contener un agente
conductor de la electricidad.
1.4. Clasificación de los Riesgos
1.4.1. Riesgo Leve (bajo). Lugares donde el total de material combustible
de clase A que incluyen muebles, decoración y contenidos, es de menor
cantidad. Estos pueden incluir edificios o cuartos ocupados como oficinas,
salones de clase, Iglesias, salones de asambleas, etc. Están incluidas
también pequeñas cantidades de inflamables de la clase B utilizado para
máquinas copiadoras, departamentos de arte., etc., siempre que se
mantengan en envases sellados y estén seguramente almacenados.
1.4.2. Riesgo Ordinario (moderado).
Lugares donde la cantidad total de combustible de clase A e
inflamables de clase B están presentes en una proporción mayor que la
esperada en lugares con riesgo leve (bajo). Estas localidades podrían
consistir en comedores, tiendas de mercancía y el almacenamiento
correspondiente, manufactura ligera, operaciones de investigación, salones
de exhibición de autos, parqueaderos, taller o mantenimiento de áreas de
servicio de lugares de riesgo menor.
1.4.3. Riesgos Extra (alto).
Lugares donde la cantidad total de combustible de clase A e
inflamables de clase B están presentes, en almacenamiento, en producción
y/o como productos terminados, en cantidades sobre y por encima de
aquellos esperados y clasificados como riesgos ordinarios (moderados).
Estos podrían consistir en talleres de carpintería, reparación de vehículos,
reparación de aeroplanos y buques, salones de exhibición de productos

Anexos 125
individuales, centro de convenciones, exhibiciones de productos, depósitos
y procesos de fabricación tales como: pintura, inmersión, revestimiento,
incluyendo manipulación de líquidos inflamables.
1.5. Requisitos Generales.
1.5.1. La clasificación de extintores consistirá en una LETRA que indica la
clase de incendio para lo cual un extintor ha sido encontrado efectivo,
precedido de un número de clasificación (de clase A y B solamente) que
indica la efectividad relativa de extinción.
1.5.2. Los extintores portátiles deber ser totalmente cargados y en
condiciones operables y ubicadas en todo momento en sus lugares
designados aun cuando no estén siendo utilizados.
1.5.3. Los extintores deben estar localizados donde sean accesibles con
presteza y disponibles inmediatamente en el momento del incendio. Deben
estar localizados preferiblemente a lo largo de las trayectorias normales de
transito incluyendo la salida del área.
1.5.4. Los siguientes tipos de extintores son considerados obsoletos y
deben sacarse de servicio:
1.5.4.1. Tipo soda-ácido
1.5.4.2. Espuma química (excepto los AFFF).
1.5.4.3. Líquido vaporizante (Ej: tetracloruro de carbono).
1.5.4.4. De agua operados por cartucho o cápsula.

Anexos 126
1.5.4.5. Agua con anticongelante operado por cartucho o cápsula.
1.5.4.6. De cobre o bronce (se excluyen los de bomba manual) formados
con remaches o soldadura blanda
1.5.4.7. Extintores con corneta metálica.
1.5.4.8. Tipo AFFF. Carga sólida (cartuchos de papel).
1.5.5. Los gabinetes de los extintores no deben estar cerrados con llave,
excepto cuando puedan ser objeto de uso malintencionado, pueden usarse
gabinetes asegurados, proporcionando medios de acceso a la salida de
emergencia.
1.5.6. Los extintores no deben obstruirse u ocultarse a la vista. En
habitaciones grandes y en ciertos lugares donde no puede evitarse
completamente la obstrucción visual, se deberá proporcionar los medios
para señalar la localización.
1.5.7. Los extintores deben estar sobre los ganchos, o en los sujetadores
suministrados, montados, etc.

Anexos 127
ANEXO Nº 5
MÉTODO ICEBERG PARA EL COSTO DE ACCIDENTE Elaborado por: Darwin Anchundia Fuente: Investigación directa
Los costos de los accidentes semejan un “iceberg”, la mayor parte se
encuentran ocultos
Cobertura de seguros de accidentes de trabajo
Pensar que todos los costos de los accidentes están cubiertos por la
ART, es un error, hay muchos costos indirectos e invisibles derivados de
un accidente que la Aseguradora no puede cubrirlo.

Anexos 128
Costos directos visibles
Salario del trabajador por los días perdidos y no trabajados (a partir
del día 10 a cargo de la ART)
Gastos médicos (hospitalización, cirugía, medicamentos,
rehabilitación, etc)
Programas de recalificación
Servicio funerario
Costos indirectos
Daños a edificio, maquinarias, equipos y herramientas
Perdida de producción del trabajador lesionado
Perdida de producción de quienes la interrumpieron para ayudar al
trabajador lesionado
Menor nivel de producción del trabajador reemplazante
Perdida de producción por maquina dañada
Salario de supervisores para el entrenamiento del reemplazante
Costo de contratación del reemplazante
Salario por menor rendimiento de los compañeros de equipo del
accidentado

FORMACION DE BRIGADAS CONTRA INCENDIO.
REV #: 000
PAGINA: 129/2
CODIGO: P- EMR-004 VIGENCIA
1 .- OBJETIVO.
Dar entrenamiento al personal que va integrar las Brigadas Contra Incendio en el
manejo de equipos de Extinción contra incendios como es: Tipo de extintores y manejo
de hidrantes, cajetines.
2.- ALCANCE.
Concierne a todos los colaboradores de “Malticas Anchundia”.
3.- DESARROLLO.
Las Empresas Industriales cuentan con una organización interna para el control de
incendios cuyos miembros son empleados voluntarios en calidad de bomberos
especialmente entrenados para cubrir las necesidades de protección y extinción.
Formación de Brigadas contra incendio.
Esta cuadrilla deberá tener una formación teórica acerca de los conocimientos del fuego
y sus clases, de los agentes de extintores y equipos y clase de extinción. Deberán tener
conocimientos prácticos sobre el mantenimiento de extintores y de sistemas fijos así
como la utilización de escaleras, cuerdas, hachas, picos, de penetración de locales,
practicas de salvamento, de evacuación, de primeros auxilios y utilización de trajes y
mascarillas. Dicha cuadrilla pueda estar constituida por aproximadamente 4 personas
liderada por un jefe de brigada.
División de Brigadas Contra Incendio.
Brigada de Evacuación: Su obligación será la de evacuar a todos los trabajadores del
área de emergencia lo mas ordenadamente posible. Sus miembros deberán revisar las
áreas cerradas, para asegurarse que todos han sido evacuados.
Brigada de Control de instalaciones: Los miembros de este grupo deberán ser
personal de la planta. Por lo tanto se encargaran de controlar estas instalaciones para
evitar la propagación del flagelo.
ANEXO Nº 6
Anexos 129

Anexos 130
Brigada de Uso de Extintores: Los miembros de este grupo han recibido la
capacitación y entrenamiento en el uso de extintores y su clasificación.
Inspeccionar regularmente y asegurar un buen mantenimiento de todos los equipos y
sistemas de protección contra incendios. Cualquier defecto observado deberá subsanarse
lo antes posible.
Brigada de Uso de Mangueras: Los miembros de este grupo deberán estar entrenados
para operar los hidrantes y las mangueras colocadas tanto en el interior como el exterior.
Brigada de Rescate: La función principal de este grupo especialmente para rescatar a
los accidentados. Par dicho fin deberán estar entrenados en el uso de sogas, cadenas,
aparejos, poleas, escaleras, sierras, hachas y gatas hidráulicas.
Habilitaran las salidas de emergencias.
Simulacros de Incendios. El objetivo principal, es de adiestrar al personal de la Brigada y al resto del personal de
la planta a través de la realización mínima 2 simulacros anuales. Estos van a ser
convocados con previo aviso y el otro simulacro sin aviso correspondiente para evaluar
su efectividad. En caso de suscitarse una emergencia se debe reaccionar aplicando las
siguientes prácticas:
El procedimiento como accionar la alarma
Utilizar equipos para apagar los inicios del incendio.
Al sonar la alarma, conocer los puntos de reunión, las salidas de emergencia,
formas de comportarse, colaboración con los bomberos.
4.- REGISTROS.
Anexos 130

Anexos 131
ANEXO Nº 7
SEÑALETICA GENERAL PROPUESTA EN METÁLICAS ANCHUNDIA
Elaborado por: Darwin Anchundia Fuente: Metálicas Anchundia

Anexos 132
ANEXO Nº 8
ART.11. OBLIGACIONES DE LOS EMPLEADORES
Decreto 2393: Reglamento de seguridad y salud de los trabajadores y
mejoramiento del medio ambiente de trabajo.
Son obligaciones generales de los personeros de las entidades y
empresas públicas y privadas, las siguientes:
1. Adoptar las medidas necesarias para la prevención de los
riesgos que puedan afectar a la salud y el bienestar de los
trabajadores en los lugares de trabajo de su responsabilidad.
2. Mantener en buen estado de servicio las instalaciones,
maquinas, herramientas y materiales para un trabajo seguro.
3. Organizar y facilitar los servicios médicos, comités y
departamentos de seguridad, con sujeción a las normas
legales vigentes.
4. Entregar gratuitamente a sus trabajadores vestido adecuado
para el trabajo y los medios de protección personal y colectiva
necesario

Anexos 133
ANEXO Nº 9
NORMA TÉCNICA ECUATORIANA INEN 439:1984
Colores, Señales Y Símbolos De Seguridad. NTE INEN 439:1984
Objetivo.- Esta norma establece los colores, señales y símbolos de
seguridad, con el propósito de prevenir accidentes y peligros para la
integridad física y la salud, así como para hacer frente a ciertas
emergencias.
Terminología
Color de seguridad. Es un color de propiedades calorimétricas y/o
foto métricas especificadas, al cual se asigna un significado de seguridad.
Símbolo de seguridad. Es cualquiera de los símbolos o imágenes
gráficas usadas en la señal de seguridad.
Señal de seguridad. Es aquella que transmite un mensaje de
seguridad en un caso particular, obtenida a base de la combinación de una
forma geométrica, un color y un símbolo de seguridad. La señal de
seguridad puede también incluir un texto (palabras, letras o números).
Disposiciones Generales
Colores de seguridad.- La Tabla 1 establece los tres colores de
seguridad, el color auxiliar, sus respectivos significados y da ejemplos del
uso correcto de los mismos.

Anexos 134
TABLA 1. Colores de seguridad y significado
Elaborado por: Darwin Anchundia Fuente: Norma INEN 439

Anexos 135
Señales de seguridad.
Elaborado por: Darwin Anchundia Fuente: Norma INEN 439

Anexos 136
ANEXO Nº 10
NORMA INEN 878
Objetivo.- Esta norma establece las dimensiones de los rótulos
cuadrados y rectángulos.
Alcance.- Esta norma se aplica a los rótulos utilizados con fines
generales y en especial a los empleados con fines de seguridad industrial.
Simbología.- En esta norma se utilizan los siguientes símbolos:
a – ancho del rótulo,
b – largo del rótulo,
c – diámetro de la perforación
Otros símbolos están aclarados en las figuras 1 a 4.
Elaborado por: Darwin Anchundia Fuente: Norma INEN 878

Anexos 137
DISPOSICIONES GENERALES
Dimensiones.- La Tabla 1 establece las dimensiones para rótulos
cuadrados desde 6,5 x 6,5 mm hasta 1 000 x 1000 mm y para rótulos
rectangulares desde 6,5 x 13 mm hasta 1 250 x 2 500 mm.
Las esquinas de los rótulos podrán ser vivas o redondeadas (ver Fig.
1).
Las dimensiones de los rótulos se aplican para uso en posición
vertical u horizontal.
Los rótulos se montarán por medio de clavos, tornillos, remaches,
etc. Los que se apliquen por medios adhesivos no requerirán de
perforaciones.
Si se requiere mayor número de perforaciones para la sujeción de los
rótulos, los espacios e1 y e2 deberán subdividirse en partes iguales y se
podrá además reducir el diámetro de las perforaciones.
Para rótulos adhesivos se recomienda redondear las esquinas con un
Radio
La variación permisible para e1 y e2 se aplica también en caso de
perforaciones previas.
Para placas de metal con bordes doblados, las longitudes de los
lados se aumentarán en 10 mm.

Anexos 138
Dimensiones para rotulos cuadrador y rectangulares
Elaborado por: Darwin Anchundia Fuente: Norma INEN 878

Anexos 139
Continuación de la tabla
Elaborado por: Darwin Anchundia Fuente: Norma INEN 878

Anexos 140
Continuación de la tabla
Elaborado por: Darwin Anchundia Fuente: Norma INEN 878

Anexos 141
ANEXO Nº 11
COTIZACIÓN DE IMPLEMENTOS DE SEGURIDAD INDUSTRIAL
Elaborado por: Darwin Anchundia Fuente: BRUMHASA

Anexos 142
COTIZACIÓN DE IMPLEMENTOS DE SEGURIDAD INDUSTRIAL
Elaborado por: Darwin Anchundia Fuente: BRUMHASA

Anexos 143
Nombre de tarea Duración Comienzo Fin Costo
Implementación de un Plan Integral de Seguridad e Higiene Industrial y Salud Ocupacional en la empresa “METALICAS ANCHUNDIA”
118 días Mar 01/01/13 Jue 13/06/13 $10,839.41
Inicio del Programa de Organización de la Seguridad Industrial 27 días Mar 01/01/13 Mie 06/02/13 $1,000.00
Presentación del Plan de Prevención de Riesgos 5 días Mar 01/01/13 Lun 07/01/13 $0.00
Estructuración Servicio Médico (Fichas Medicas) 5 días Mar 08/01/13 Lun 14/01/13 $0.00
Estructuración y postulación del Comité de Seguridad e Higiene Industrial 5 días Mar 15/01/13 Lun 21/01/13 $0.00
Análisis del costo del programa 7 días Mar 22/01/13 Mie 30/01/13 $0.00
Aplicación del Plan 5 días Jue 31/01/13 Mie 06/02/13 $0.00
Programa de Organización contra Incendio 25 días Jue 07/02/13 Mie 13/03/13 $170.85
Verificación de riesgos de incendio 7 días Jue 07/02/13 Vie 15/02/13 $0.00
Organización de un sistema de incendio 6 días Lun 18/02/13 Lun 25/02/13 $0.00
Organización de equipos contra incendio 6 días Mie 27/02/13 Mie 06/03/13 $0.00
Plan de evacuación contra incendio 5 días Jue 07/03/13 Mie 13/03/13 $0.00
Programa de utilización de equipos de protección personal 25 días Jue 14/03/13 Mie 17/04/13 $3,108.31
Determinación de acciones de peligro 8 días Jue 14/03/13 Lun 25/03/13 $0.00
Indicaciones sobre el uso de equipos de protección personal 5 días Jue 26/03/13 Lun 01/04/13 $0.00
control de la vida útil de equipos 5 días Jue 02/04/13 Lun 08/04/13 $0.00
Acciones de prevención 7 días Mar 09/04/13 Mie 17/04/13 $0.00
Organización de higiene del trabajo 22 días Jue 18/04/13 Vie 17/05/13 $560.25
Prevención de acciones de riesgo 5 días Jue 18/04/13 Mie 24/04/13 $0.00
evaluación y análisis de riesgos 5 días Jue 25/04/13 Mie 01/05/13 $0.00
implantación de soluciones en el ámbito de la higiene industrial 7 días Jue 02/05/13 Vie 10/05/13 $0.00
evaluación del programa 5 días Lun 13/05/13 Vie 17/05/13 $0.00
Programa General de Capacitación 13 días Lun 20/05/13 Mie 05/06/13 $2,160.00
Elección de temas principales e importantes para la capacitación 4 días Lun 20/05/13 Jue 23/05/13 $0.00
Cotización de diversos centros de capacitación 3 días Vie 24/05/13 Mar 28/05/13 $0.00
Elección del centro de capacitación 3 días Lun 27/05/13 Mie 29/05/13 $0.00
Inicio del estudio y aprendizaje del personal correspondiente 5 días Jue 30/05/13 Mie 05/06/13 $0.00
Programa de Mantenimiento de Equipos e Instalaciones 6 días Jue 06/06/13 Jue 13/06/13 $3,840.00
Incorporar un ayudante para el Programa de Seguridad e Higiene Ocupacional 4 días Jue 06/06/13 Mar 11/06/13 $0.00
Puesta en Marcha del programa 2 días Mie 12/06/13 Jue 13/06/13 $0.00
ANEXO Nº 12
PROGRAMACIÓN DE ACTIVIDADES A EFECTUAR EN EL PROYECTO DIAGRAMA DE GANTT

Bibliografía 144
Bibliografía
Alberto Barreno. 2009. Exposicion laboral a agentes fiiscos . Madrid : Ambarpack, 2009.
Alfonso Hernandez. 2005. Seguridad e Higiene industrial. México : Noriega Editores,
2005.
blogspot.com. 2009. blogspot.com. [En línea] 31 de 07 de 2009. [Citado el: 15 de 01 de
2013.] http://factorderiesgoquimico.blogspot.com/2009/07/factor-de-riesgo-
quimico.html.
Código Del Trabajo Y Leyes Conexas: Decreto 2393: Reglamento De Salud Y Seguridad
De Los Trabajadores Y Mejoramiento Del Medio Ambiente De Trabajo. Código Del
Trabajo Y Leyes Conexas: Decreto 2393: Reglamento De Salud Y Seguridad De Los
Trabajadores Y Mejoramiento Del Medio Ambiente De Trabajo. [En línea] [Citado el: 14 de
12 de 2012.]
Código del Trabajo: Decreto 2393, Reglamento de Salud y Seguridad de los Trabajadores
y Mejoramiento del Medio Ambiente de Trabajo. Decreto 2393. decreto 2393. [En línea]
[Citado el: 25 de 10 de 2012.] http://www.prosigma.com.ec/pdf/nlegal/Decreto-
Ejecutivo2393.pdf.
Constitución de la Republica del Ecuador. Constitución de la Republica del Ecuador. [En
línea] [Citado el: 15 de 01 de 2013.]
http://www.asambleanacional.gov.ec/documentos/constitucion_de_bolsillo.pdf. 23.
Decreto Ejecutivo 2393 Reglamento de Seguridad y Salud de los Trabajadores y
Mejramiento del Medio Ambiente de Trabajo. Decreto Ejecutivo 2393 Reglamento de
Seguridad y Salud de los Trabajadores y Mejramiento del Medio Ambiente de Trabajo. [En
línea] [Citado el: 15 de 12 de 2012.]
DSpase en Espol. DSpace en Espol. [En línea] [Citado el: 20 de 01 de 2013.]
http://www.dspace.espol.edu.ec/bitstream/123456789/6228/1/extintores.
Enciclopedia de Salud y Seguridad en el Trabajo (OIT). 2001. Enciclopedia de Salud y
Seguridad en el Trabajo (OIT). [En línea] 01 de 01 de 2001. [Citado el: 10 de 02 de 2013.]
http://www.insht.es/portal/site/Insht/menuitem.1f1a3bc79ab34c578c2e8884060961ca/
?vgnextoid=1b47ceffc39a5110VgnVCM100000dc0ca8c0RCRD&vgnextchannel=9f164a7f8
a651110VgnVCM100000dc0ca8c0RCRD.
Factor Seguranca. 2002. Fact
. 17.
Itaca. 2006. Riesgos Fisicos Ambientales. Barcelona-España : Marcombo S.A, 2006.

Bibliografía 145
Metodo de las 5s Tecnica de Gestion. [En línea] [Citado el: 15 de 01 de 2013.]
http://www.5s.com.es/seiton-orden.php.
Ministerio De Trabajo y Asuntos Sociales España. Instituto Nacional De Seguridad e
Higiene En El Trabajo-ESPAÑA. [En línea] [Citado el: 10 de 12 de 2012.]
http://www.insht.es/InshtWeb/Contenidos/Documentacion/TextosOnline/GuiasMonitor/
Seguridad/V/Ficheros/ejst5a.pdf. 19.
REDuteka. 2006. Docentes y Recursos Educativos . [En línea] 21 de 01 de 2006. [Citado el:
15 de 01 de 2013.] http://www.eduteka.org/DiagramaCausaEfecto.php. 20.
Resolucion 390. resolucion 390. Resolucion 390 del Consejo Directivo del Instituto
Ecuatoriano de Seguridad Social. [En línea] [Citado el: 25 de 10 de 2012.]
http://es.slideshare.net/omarsuarezoquendo/resolucion-cd-390-reglamento-del-seguro-
general-de-riesgos-del-trabajo.
Sepei. 2003. SEPEI de bomberos. s.l. : Antonio Peinado Moreno, 2003.
Suratep. 2008. Panorama de Factores de Riesgo. [En línea] 15 de 05 de 2008. [Citado el:
15 de 02 de 2011.]
http://colegios.minutodedios.org/saludocupacionalcemid/imagenes/pfrcemid.pdf. 14.