universidad central del ecuador facultad de … · 2.4.4 análisis de la situación actual usando...
TRANSCRIPT

UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE INGENIERÍA, CIENCIAS FÍSICAS Y MATEMÁTICA
CARRERA DE INGENIERÍA EN DISEÑO INDUSTRIAL
OPTIMIZACIÓN DE LOS PROCESOS DE FABRICACIÓN DE PLACAS
VEHICULARES DE LA AGENCIA NACIONAL DE TRÁNSITO
TRABAJO DE GRADUACIÓN PREVIO A LA OBTENCIÓN DEL TÍTULO
DE INGENIERO EN DISEÑO INDUSTRIAL
AUTOR: PILCA RECALDE CRISTINA NATHALY
TUTOR: ING. FLAVIO ROBERTO ARROYO MOROCHO, M. Sc.
QUITO - 10 AGOSTO
2016

ii
DEDICATORIA
A Dios por ser el inspirador en cada proyecto de mi vida, a mis padres por
sus consejos, su paciencia y por haberme siempre motivado a seguir
adelante sin rendirme, a mis hermanas y mi cuñado por ser grandes
ejemplos en mi vida, a mis familiares por su aprecio y ayuda en tiempos
difíciles, a ti Santiago por quererme, cuidarme y ayudarme y a mis
maestros por entregarme sus conocimientos y su experiencia que me
impulso a culminar mis estudios y a cumplir con mi trabajo de titulación.

iii
AGRADECIMIENTO
Agradezco a mis maestros de la carrera de Ingeniería en Diseño Industrial
por su guía y preparación para poder elaborar y culminar este proyecto.
Agradezco al personal de la fábrica de placas de la Agencia Nacional de
Tránsito pues fue gracias a su colaboración y experiencia que se pudo
desarrollar e implementar gran parte del proyecto en beneficio de todos.
Agradezco a mi familia por estar presentes en cada etapa de mi vida y por
ayudarme a crecer y a vencer todos los obstáculos que se presentaron en
mi vida académica siempre con entusiasmo y sabiduría.

iv
AUTORIZACIÓN DE LA AUTORÍA INTELECTUAL
Yo, Pilca Recalde Cristina Nataly en calidad de autor del trabajo de titulación,
modalidad proyecto integrado “OPTIMIZACIÓN DE LOS PROCESOS DE
FABRICACIÓN DE PLACAS VEHICULARES DE LA AGENCIA NACIONAL DE
TRÁNSITO”, por la presente autorizo a la Universidad Central del Ecuador, hacer
uso de todos los contenidos que me pertenecen o parte de los que contiene esta
obra, con fines estrictamente académicos o de investigación.
Los derechos que como autor me corresponden, con excepción de la presente
autorización, seguirán vigentes a mi favor, de conformidad con lo establecido en
los artículos 5, 6, 8, 19 y demás pertinentes de la Ley de Propiedad Intelectual y
su Reglamento.
Asimismo, autorizo a la Universidad Central del Ecuador para que realice la
digitalización y publicación de este trabajo de investigación en el repositorio
virtual, de conformidad a lo dispuesto en el Art. 144 de la Ley Orgánica de
Educación Superior.
En la ciudad de Quito, a los 18 días del mes de Julio de 2016
Pilca Recalde Cristina Nataly
C.I. 1721038972
Teléfono: 3450185
Celular: 0998286725
e-mail: [email protected]

v
CERTIFICACIÓN DEL TUTOR
Yo, FLAVIO ROBERTO ARROYO MOROCHO, en calidad de tutor del trabajo de
titulación “OPTIMIZACIÓN DE LOS PROCESOS DE FABRICACIÓN DE
PLACAS VEHICULARES DE LA AGENCIA NACIONAL DE TRÁNSITO”,
elaborado por el/la estudiante Cristina Nataly Pilca Recalde, de la Carrera de
Ingeniería en Diseño Industrial, Facultad de Ingeniería, Ciencias Físicas y
Matemática, considero que el mismo reúne los requisitos y méritos necesarios en
el campo metodológico y en el campo epistemológico, para ser sometido a la
evaluación por parte del jurado examinador que se designe, por lo que
APRUEBO, a fin de que el proyecto investigador sea habilitado para continuar
con el proceso de titulación determinado por la Universidad Central del Ecuador.
En la ciudad de Quito, a los 20 días del mes de Julio de 2016.
Ing. Flavio Roberto Arroyo Morocho
CC: 1712019288
Teléfono: 0984606586
Correo: [email protected]

vi
RESULTADO DEL TRABAJO DE GRADUACIÓN

vii
RESULTADO DEL PROMEDIO

viii
CONTENIDO
PORTADA…………………………………………………………………………i
DEDICATORIA ........................................................................................... ii
AGRADECIMIENTO .................................................................................. iii
AUTORIZACIÓN DE AUDITORÍA INTELECTUAL .................................... iv
CERTIFICACIÓN DEL TUTOR .................................................................. v
RESULTADO DEL TRABAJO DE GRADUACIÓN .................................... vi
RESULTADO DEL PROMEDIO ................................................................ vii
CONTENIDO ........................................................................................... viii
LISTA DE CUADROS ............................................................................... xii
LISTA DE GRÁFICOS ............................................................................. xiv
RESUMEN .............................................................................................. xvii
ABSTRACT ............................................................................................ xviii
INTRODUCCIÓN ....................................................................................... 1
CAPÍTULO I ............................................................................................... 3
I.DEFINICIÓN DEL PROBLEMA ............................................................... 3
1.1 Antecedentes del problema .............................................................. 3
1.2 Planteamiento del Problema ............................................................. 5
1.3 Formulación del Problema ................................................................ 6
1.4 Objetivo General ............................................................................... 6
1.5 Objetivos Específicos ....................................................................... 7
1.6 Justificación ...................................................................................... 7
CAPÍTULO II .............................................................................................. 9

ix
II. MARGO GENERAL ............................................................................... 9
2.1 Marco Teórico ................................................................................... 9
2.2 Descripción General de la Fábrica.................................................. 22
2.2.1 Reseña Histórica ..................................................................... 22
2.2.2 Descripción del Producto ............................................................. 25
2.2.3 Normas Técnicas ..................................................................... 26
2.2.4 Herramientas Informáticas ....................................................... 29
2.2.5 Clientes .................................................................................... 30
2.2.6 Personal ................................................................................... 31
2.2.7 Recursos Físicos ..................................................................... 33
2.2.8 Maquinarias ............................................................................. 35
2.2.9 Rutas de Distribución ............................................................... 36
2.2.10 Producción ............................................................................. 37
2.3 METODOLOGÍA ............................................................................. 39
2.4 DIAGNÓSTICO DE LA LÍNEA DE PRODUCCIÓN DE PLACAS ... 43
2.4.1 Estudio de Tiempos ................................................................. 43
2.4.2 Gestión de los Procesos de la Fábrica .................................... 50
2.4.3 Condiciones Necesarias para Implementar un sistema Lean
Manufacturing ................................................................................... 71
2.4.4 Análisis de la Situación Actual usando las Herramientas Lean
Manufacturing ................................................................................... 81
CAPÍTULO III ......................................................................................... 100
III. DISCUSIÓN ...................................................................................... 100
3.1 PROPUESTAS DE MEJORA ....................................................... 100
3.1.1 Implementación de la herramienta 5’s en la bodega de producto
terminado ........................................................................................ 100

x
3.1.2 Implementación de la herramienta 5’s en el área de inventario
san carlos ....................................................................................... 112
1.1.3 Implementación de la herramienta 5’s en la bodega de
materia prima .................................................................................. 118
3.1.4 Propuesta de implementación de la herramienta 5’s en el área
de chatarrización ............................................................................ 126
3.1.5 Propuesta de implementación de la herramienta 5´s en el área
de producción ................................................................................. 130
3.1.6 Propuesta de implementación de un sistema PULL .............. 133
3.1.7 Propuesta de Mantenimiento Autónomo TPM ....................... 136
3.1.8 Propuesta de balanceo de línea para el área de chatarrización
........................................................................................................ 140
3.1.9 Propuesta de implementación un sistema a prueba de error . 141
3.1.10 Respuesta Rápida ............................................................... 147
3.1.11 Control de Producto no Conforme ....................................... 148
3.1.12 Trabajo Estandarizado ......................................................... 150
3.1.13 Entrenamiento Estandarizado: ............................................. 150
3.1.14 Herramienta KANBAN ......................................................... 152
3.1.15 VSM del futuro ..................................................................... 154
3.2 Resultados de la Aplicación ...................................................... 157
3.3 Análisis e Interpretación de Datos ............................................ 160
3.4 Limitaciones .................................................................................. 162
CONCLUSIONES .................................................................................. 163
RECOMENDACIONES .......................................................................... 164
BIBLIOGRAFÍA ...................................................................................... 165
ANEXOS ................................................................................................ 168
ANEXO A. Encuesta Inicial 5’S .......................................................... 168
xi
ANEXO B. Cálculo del OEE de las máquinas .................................... 169
ANEXO C. Diagrama de recorrido del proceso de producción de placas
........................................................................................................... 170
ANEXO D. Cuadrode observaciones .................................................. 171
ANEXO E. Cálculo de Frecuencias .................................................... 173
ANEXO F. Auditoria 5’S ...................................................................... 174
ANEXO G. Hoja de trabajo estandarizado S.O.S del proceso de
producción de placas .......................................................................... 175
ANEXO H. Hoja de trabajo estandarizado J.E.S ................................ 176
ANEXO I. Diagrama de recorrido futuro del proceso de producción de
placas ................................................................................................. 181
ANEXO J. Plano general de la fábrica ................................................ 182
ANEXO K. Manual de procedimientos de la fábrica ........................... 183

xii
LISTA DE CUADROS
Cuadro 1: Porcentajes de Cumplimiento de Entrega ................................ 5
Cuadro 2: Tipo de servicio y su color correspondiente ............................ 25
Cuadro 3. Tipo de letra de acuerdo a la provincia ................................... 27
Cuadro 4: Descripción del personal de la fábrica..................................... 32
Cuadro 5: Detalle de productos en bodega de materia prima .................. 34
Cuadro 6: Detalle de productos en bodega de producto terminado ......... 35
Cuadro 7: Descripción de las máquinas de la fábrica .............................. 36
Cuadro 8: Producción de placas de vehículos ......................................... 37
Cuadro 9: Producción de motos ............................................................... 38
Cuadro 10: Cálculo del tiempo de ciclo .................................................... 44
Cuadro 11. Factor de actuación de los operarios .................................... 44
Cuadro 12: Placas registradas en el archivo Placas para dar de Baja. ... 68
Cuadro 13. Evaluación de las condiciones necesarias para implementar
Lean Manufacturing. .......................................................................... 72
Cuadro 14: Formato de evaluación de criterios ....................................... 76
Cuadro 15: Resumen de la evaluación de criterios .................................. 77
Cuadro 16: Cronograma de mantenimiento de las máquinas .................. 85
Cuadro 17: Paros de la máquina prensado desde el mes de diciembre .. 86
Cuadro 18: Evaluación del OEE .............................................................. 87
Cuadro 19. Tiempos de ciclos del proceso de chatarrización .................. 88
Cuadro 20: Detalle de las cintas de entintado ......................................... 91
Cuadro 21: Cantidad de cinta desperdiciada ........................................... 91
Cuadro 22: Resultados del cuadro de observaciones .............................. 95
Cuadro 23: Tipos de Desperdicios ........................................................... 96
Cuadro 24 : Resultado de la inspección inicial de las 5’S ...................... 101
Cuadro 25: Lista de elementos del área de bodega .............................. 102
Cuadro 26. Lista de acciones realizadas ............................................... 103
Cuadro 27: Espacio usado en bodega ................................................... 105
Cuadro 28: Distribución del espacio en bodega..................................... 106
Cuadro 29: Evaluación del Cumplimiento de la Herramienta 5’S........... 111

xiii
Cuadro 30. Resultado de la inspección Inicial de las 5’S en el área ...... 112
Cuadro 31. Placas inventariadas del archivo San Carlos ...................... 113
Cuadro 32: Resultado final del inventario .............................................. 115
Cuadro 33: Resultado de la evaluación del área Inventario San Carlos 117
Cuadro 34. Resultados de la inspección de las 5’S en bodega ............. 118
Cuadro 35: Lista de elementos innecesarios ......................................... 118
Cuadro 36: Lista de acciones realizadas en el área. ............................. 120
Cuadro 37. Espacio Utilizado en Bodega .............................................. 121
Cuadro 38. Espacio distribuido en el área de bodega ........................... 121
Cuadro 39. Resultado de la inspección inicial de las 5’S ....................... 126
Cuadro 40: Lista de elementos del área de chatarrización .................... 128
Cuadro 41: Resultados de la auditoría 5’S en producción ..................... 131
Cuadro 42: Clasificación de los elementos en producción ..................... 131
Cuadro 43 Cantidad de materia prima ................................................... 143
Cuadro 44. Resultado de la inspección inicial de las 5´S ...................... 151
Cuadro 45. Tiempos de ciclo de las operaciones .................................. 155

xiv
LISTA DE GRÁFICOS
Gráfica 1: Diagrama de flujo del proceso de fabricación de placas ......... 23
Gráfico 2: Proceso de Fabricación de Placas .......................................... 24
Gráfico 3: Representación gráfica de una placa de motos ...................... 26
Gráfico 4: Representación gráfica de una placa de vehículo ................... 27
Gráfico 5: Placa duplicada de servicio público ......................................... 29
Gráfico 6: Organigrama general de la fábrica .......................................... 33
Gráfico 7: Producción de vehículos ......................................................... 38
Gráfico 8: Producción de placas de motos .............................................. 39
Gráfico 9: Pasos para el desarrollo del proyecto ..................................... 39
Gráfico 10: Proceso de implementación de la metodología 5’S ............... 41
Gráfico 11: Pasos para identificar objetos innecesarios .......................... 41
Gráfico 12: Cursonograma Analitico del Proceso Orden de Producción
SITCON ............................................................................................. 46
Gráfico 13: Cursonograma Anaítico del Proceso Orden de Producción
AXIS .................................................................................................. 47
Gráfico 14: Cursonograma Analítico Preparación de la Materia Prima .... 48
Gráfico 15: Cursonograma analítico del proceso prensado placas
duplicados ......................................................................................... 48
Gráfico 16: Cursonograma analítico del proceso prensado placas nuevas
.......................................................................................................... 49
Gráfico 17: Cursonograma Analítico del Proceso de Entintado ............... 50
Gráfico 18: Cadena de valor de los procesos de la fábrica ...................... 51
Gráfico 19: Interrelación de los procesos de la fábrica ............................ 52
Gráfico 20: Distancia recorrida para entregar las órdenes de producción 57
Gráfico 21: Preparación de materia prima ............................................... 58
Gráfico 22: Proceso de prensado ............................................................ 59
Gráfico 23: Entintado de placas ............................................................... 59
Gráfico 24: Almacenamiento de placas ................................................... 60
Gráfico 25: Movimientos innecesarios ..................................................... 61
Gráfico 26: Verificación de la calidad del producto .................................. 62

xv
Gráfico 27: Deterioro de la fábrica ........................................................... 62
Gráfico 28: Recepción de materia prima .................................................. 63
Gráfico 29: Revisión de producto terminado ............................................ 65
Gráfico 30: Verificación de la calidad del producto .................................. 65
Gráfico 31: Inventario San Carlos ............................................................ 66
Gráfico 32: Área de chatarrización ........................................................... 67
Gráfico 33: Distancia recorrida por el operario........................................ 69
Gráfico 34: Condiciones necesarias para implementar Lean ................... 71
Gráfico 35: Desorden en el área de chatarrización .................................. 83
Gráfico 36: Sustancia tóxicas sin protección ........................................... 83
Gráfico 37: Cajas con documentos obsoletos .......................................... 84
Gráfico 38:Tiempo perdido por paros en la máquina prensadora ............ 86
Gráfico 39: Balanceo de línea en el área de chatarrización ..................... 89
Gráfico 40: Diagrama de Pareto .............................................................. 99
Gráfico 41: Organización del producto terminado .................................. 105
Gráfico 42: Utilitajes de la Policía Nacional ........................................... 106
Gráfico 43: Organización del área ......................................................... 107
Gráfico 44: Colocación de etiquetas ...................................................... 107
Gráfico 45: Minga General ..................................................................... 108
Gráfico 46: Actividades de orden y limpieza. ......................................... 109
Gráfico 47: Recubrimiento del techo de bodega .................................... 110
Gráfico 48: Mejoramiento del área de bodega ....................................... 111
Gráfico 49: Organización del área inventario San Carlos ...................... 114
Gráfico 50: Organización final del área .................................................. 114
Gráfico 51: Limpieza general del área ................................................... 115
Gráfico 52: Deterioro del techo del área San Carlos .............................. 116
Gráfico 53: Cuadro Comparativo del área ............................................. 117
Gráfico 54: Disminución de la altura de la pared ................................... 122
Gráfico 55: Retiro de desechos del lugar ............................................... 122
Gráfico 56: Organización de la Materia prima ........................................ 123
Gráfico 57: Resultado final de la Organización ...................................... 123
Gráfico 58: Proceso de recuperación de placas mal fabricadas ............ 124
xvi
Gráfico 59: Área de almacenamiento de placas .................................... 127
Gráfico 60: Propuesta de Implementación de un sistema PULL ............ 133
Gráfico 61: Diagrama de Recorrido Futuro ............................................ 134
Gráfico 62: Cursonograma analítico del proceso de producción de placas
........................................................................................................ 135
Gráfico 63: Propuesta de Mantenimiento Autónomo ............................. 137
Gráfico 64: Balanceo de línea ................................................................ 141
Gráfico 65: Desperdicio de Material ....................................................... 141
Gráfico 66: Diseñar la posible solución al problema .............................. 142
Gráfico 67: Comprobación de la solución .............................................. 143
Gráfico 68: Diseño final de la propuesta de mejora de la entintadora .... 144
Gráfico 69: Repisa de la máquina prensadora ....................................... 144
Gráfico 70: Propuesta de Diseño de Repisa .......................................... 145
Gráfico 71: Representación de los roces de la prensa .......................... 146
Gráfico 72: Medidas de la matriz actual de la prensa ............................ 146
Gráfico 73: Propuesta de diseño de la matriz de la máquina prensadora.
........................................................................................................ 147
Gráfico 74: Producto no Conforme ........................................................ 148
Gráfico 75: Tarjetas de Colores para control de la calidad del producto 149
Gráfico 76: Ejemplo de un Tablero KANBAN básico ............................. 153
Gráfico 77: Reciclaje de placas .............................................................. 157
Gráfico 78: Traslado de cajas al área de almacenaje ............................ 158
Gráfico 79: Disminución de las paredes ................................................ 159

xvii
RESUMEN
TEMA: “OPTIMIZACIÓN DE LOS PROCESOS DE FABRICACIÓN DE
PLACAS VEHÍCULARES DE LA AGENCIA NACIONAL DE TRÁNSITO”
Autor: Cristina Nataly Pilca Recalde
Tutor: Ing. Flavio Roberto Arroyo Morocho M.Sc.
El siguiente proyecto presenta una propuesta de mejora que permita
optimizar los procesos de la Fábrica de placas de la Agencia Nacional de
Tránsito a través del estudio y la aplicación de las herramientas Lean
Manufacturing. Dichas propuestas tienen como objetivo mejorar los
tiempos de entrega del producto satisfaciendo las necesidades de los
clientes a nivel nacional. Para dar inicio al proyecto de acuerdo a la
metodología se identificó los procesos de fabricación, los tiempos de
producción y su sistema organizacional, pilares importantes a tomar en
cuenta dentro de las condiciones necesarias para implementar las
herramientas Lean en toda empresa manufacturera. A partir de la
descripción de los procesos y sus principales problemas se realizó una
evaluación de la situación actual a fin de diseñar propuestas de mejora
que disminuyan los desperdicios de cada proceso. Las propuestas de
mejora implementadas y las propuestas de mejora diseñadas para ser
implementadas en el futuro se diseñaron por herramienta y por área de
trabajo con datos reales de la fábrica.
PALABRAS CLAVE: PLACA DE IDENTIFICACIÓN VEHICULAR /
PROCESO DE FABRICACIÓN DE PLACAS / LEAN MANUFACTURING /
PRODUCTO TERMINADO DE PLACAS / CALIDAD DEL PRODUCTO
TERMINADO / MEJORA CONTINUA DE LOS PROCESOS.
xviii
ABSTRACT
TOPIC: “OPTIMIZING OF MANUFACTURING PROCESSES OF
AUTOMOTIVE PLATES IN THE NATIONAL TRANSIT AGENCY”
Author: Cristina Nataly Pilca Recalde
Tutor: Ing. Flavio Roberto Arroyo Morocho M.Sc.
The next project presents a proposal for improvement that allows to
optimize processes of the Factory Plates of the National Transit Agency
through the study and application of Lean Manufacturing tools. These
proposals have as objective to improve the times of product delivery to
meet the needs of customers nationwide. To begin the project according to
the methodology it was identified the manufacturing processes, production
times and its organizational system, pillars important to take into account
within the conditions necessary to implement Lean tools in all
manufacturing company. From the description of the processes and their
main problems it was conducted an assessment of the current situation in
order to design proposals for improvements that reduce waste each
process. Implemented proposals for improvement and improvement
proposals designed to be implemented in the future were designed for tool
and work area with real data from the factory.
KEYWORDS: PLATE OF VEHICULAR IDENTIFICATION /
MANUFACTURING PROCESS OF PLATES / LEAN MANUFACTURING /
FINISHED PRODUCT OF PLATES / FINISHED PRODUCT QUALITY /
CONTINUOUS IMPROVEMENT PROCESSES

1
INTRODUCCIÓN
El presente proyecto tiene como finalidad desarrollar una propuesta de
mejora que permita optimizar los procesos de la fábrica de placas de la
Agencia Nacional de Tránsito (A.N.T.) y mejore los tiempos de entrega del
producto.
La fábrica de placas de la A.N.T. ubicada en el sector de Quitumbe es una
institución pública que como su nombre lo indica, es una empresa
manufacturera que se dedica a la producción y distribución de placas
vehiculares a nivel nacional cumpliendo con la normativa legal vigente.
Se considera a la fábrica como la única entidad autónoma de derecho
público autorizada para realizar esta actividad, cuenta con infraestructura
propia, maquinaria, un buen equipo de trabajo y producción diaria, sin
embargo el desorden en los puestos de trabajo, la falta de innovación y la
constante falta de insumos y materiales han deteriorado notablemente los
métodos de trabajo, la infraestructura, el ambiente laboral y la calidad del
producto, incumpliendo con el artículo 52 de la Constitución de la
República del Ecuador que establece que “Las personas tienen derecho a
disponer de bienes y servicios de óptima calidad y a elegirlos con libertad,
así como a una información precisas y no engañosa sobre su contenido y
características (…)”.
Por tales motivos se considera la posibilidad de cambiar el sistema de
producción actual por un nuevo sistema de producción basado en el
enfoque Lean Manufacturing que promueva un ambiente de mejora
continua y elimine de los procesos productivos aquellos desperdicios
como: la sobreproducción, el inventario entre puestos de trabajo, los
movimientos innecesarios y los tiempos de ciclos largos.
De este modo, el proyecto contempla en principio un diagnóstico de la
situación actual de la fábrica partiendo de la descripción de sus productos,
sus clientes, el personal, la maquinaria, la distribución, etc., y sus

2
procesos en base a la creación de la cadena de valor, adquiriendo el
conocimiento esencial sobre el flujo de la información, los materiales y el
producto en cada puesto de trabajo, así como también sus tiempos de
ciclo.
Los problemas encontrados en cada proceso se evalúan usando las
herramientas Lean Manufacturing estudiadas previamente en el marco
teórico. De la evaluación se realiza una identificación de los posibles
cambios que se pueden realizar dentro de la fábrica para que los
procesos que se manejan sean más eficientes y se pueda mejorar la
calidad del producto final.
Finalmente, y en base a los posibles cambios identificados, se diseñan
diferentes propuestas de mejora bajo el enfoque Lean, detallando paso a
paso las acciones necesarias para que la implementación sea exitosa y
dé como resultado las soluciones efectivas esperadas que mejoren los
estándares de calidad y a su vez la imagen y el prestigio de la fábrica
hacia los clientes cumpliendo con los objetivos y propósitos del proyecto.
3
CAPÍTULO I
DEFINICIÓN DEL PROBLEMA
1.1 Antecedentes del problema
En el Ecuador empresas tanto del sector público como del privado, han
logrado llegar a un alto nivel de productividad y calidad gracias a la
aplicación de las herramientas Lean, y a las diferentes normativas
técnicas nacionales e internacionales, un caso de estudio son las “PYMES
Agroalimentarias Ecuatorianas”, grupo conformado por las pequeñas y
medianas empresas agroalimentarias del país, (Bravo, 2011), en este
proyecto y después de realizar un estudio del problema, se logró dar
solución a la ausencia de normas y políticas de calidad, a partir de la
creación de un sistema de Gestión de Calidad y BPM que promueve la
producción de bienes y servicios de calidad en las PYMES aumentando
su productividad.
En las empresas el mejoramiento continuo de los procesos es un factor
importante, pues permite identificar desperdicios que pueden ser
eliminados mejorando la calidad del servicio. Un caso de estudio es “La
Optimización de los procesos de compras públicas a través del Sistema
Nacional de Contratación en que porcentajes generan ahorros”. Es un
ejemplo, pues a partir de un diagnóstico previo se concluyó que la
optimización de los procesos de contratación pública fortaleció las
adquisiciones y simplificó el gasto público, adquiriendo productos de
calidad y al costo más económico posible para el país. (Ponce, 2014).
La metodología Lean está conformada por herramientas de mejora como
las 5’S, herramienta basada en el orden, la limpieza, el mantenimiento
productivo y la estandarización de los procesos, su principal objetivo es
mejorar las condiciones físicas del lugar de trabajo.

4
Sin embargo, muchas empresas intentan alcanzar estándares de calidad
altos en medio del desorden y los reprocesos. Un ejemplo de
implementación de la herramienta es PINTEC, empresa ecuatoriana
dedicada a la elaboración de pinturas (Guachisaca & Salazar, 2009) la
empresa mostró antes de la implementación de la herramienta un alto
nivel de desorden al acumular materiales innecesarios en los puestos de
trabajo prolongando los tiempos de búsqueda de los mismos. Estos
problemas ocasionaron retrasos en la producción y pérdidas en las
ventas. Con la implementación de la herramienta en las áreas más críticas
del proceso productivo, la empresa alcanzó un ambiente laboral eficiente,
seguro y confortable que permitió elaborar los productos con la menor
cantidad de desperdicios y en el tiempo establecido por el cliente.
A nivel internacional el uso de herramientas de mejora continua ha
transformado a empresas multinacionales como Nike, organización
estadounidense que ha centrado su estrategia en conceptos de Lean
Manufacturing y herramientas de calidad con el objetivo de aumentar su
eficiencia. Adicionalmente ha puesto en marcha lo que ha llamado
“Culture of Empowerment Model” que consiste en otorgar a los
trabajadores la oportunidad de mejorar sus habilidades y contribuir a la
mejora continua de los procesos, desarrollando sus capacidades
intelectuales. (Gómez, 2013).
La marca comercial Zara del grupo Inditex es otro buen ejemplo de
aplicación de herramientas Lean. Actualmente es una marca líder en la
generación, producción y distribución de productos gracias a la
implementación de la metodología JIT que le permite a su equipo elaborar
sus productos en un periodo no mayor a 30 días y contar con un alto
índice de rotación de inventarios. Zara adopto el modelo JIT porque le
permitió mejorar la competitividad de la marca al asegurar el suministro
exacto de cada producto acabado adaptándose a los cambios de la
demanda y brindando flexibilidad a sus procesos.

5
El equipo de trabajo desarrolla sus propuestas creativas en base a un
sistema de comunicación implementado en todos los puntos de venta
enviando la información justo a tiempo. (Rodríguez, 2014).
Es importante tener presente que la implementación de un sistema Lean
implica cambiar la cultura tradicional de trabajo y contar con el
compromiso de todo el personal para mejorar los métodos de trabajo
actuales por métodos más rápidos y eficientes que incrementen la
productividad y ayuden a crear una cultura de eficiencia.
1.2 Planteamiento del Problema
La fábrica de placas de la A.N.T. es la única institución autorizada para
fabricar y distribuir placas a nivel nacional, el tiempo límite de entrega de
la placa, desde que se recibe el pedido de fabricación hasta su entrega y
distribución es de 60 días que es el mismo tiempo que tiene de vigencia
una placa provisional entregada al usuario para que pueda continuar
circulando por las vías del país con los permisos señalados en la Ley
Orgánica de Transporte Terrestre Transito y Seguridad Vial (LOTTTSV).
Sin embargo, el tiempo de entrega de las placas en los últimos meses se
ha prolongado hasta 200 días existiendo un déficit que bordea las 40.000
patentes.
En el cuadro 1 se muestra el porcentaje de cumplimiento de entrega de
placas desde el mes de diciembre del 2015 al mes de marzo del 2016.
Los valores que se presentan están basados en el archivo planificación de
la producción y en los registros de las actas de entrega de la fábrica.
Cuadro 1: Porcentajes de Cumplimiento de Entrega
Mes Diciembre Enero Febrero Marzo
Cumplimiento 76% 83% 80% 82%
Días de Retraso 113 71 84 70
Nota: Tomado del archivo planificación de la producción.

6
El incumplimiento en la entrega de placas ha provocado insatisfacción en
los usuarios y ha dificultado el cumplimiento del pico y placa pues la
presencia de cientos de vehículos circulando por las calles sin
identificación vehicular representa un potencial problema para el control
operativo.
En los últimos meses la insatisfacción de los usuarios ha crecido ya que
se han visto expuestos a multas y sanciones por conducir su vehículo sin
placas, la sanción es de 1,5 puntos menos a la licencia de conducir y USD
17 de multa.
La falta de placas de motos también ha provocado el incremento de actos
ilícitos en las ciudades donde el uso de motos para desplazarse ha
crecido. Esto se debe a la facilidad que existe para falsificar una placa
provisional, a su rápido deterioro y a su difícil control.
Por ello, el propósito del proyecto es optimizar los procesos de fabricación
de placas mediante la identificación de actividades que no agregan valor,
el estudio de tiempos y movimientos y la aplicación de las herramientas
Lean Manufacturing logrando cumplir con la entrega de placas en los
tiempos establecidos.
1.3 Formulación del Problema
¿Puede la aplicación de las herramientas Lean Manufacturing mejorar el
sistema actual de producción de la fábrica de placas de la A.N.T. y
disminuir el porcentaje de incumplimiento de entrega?
1.4 Objetivo General
Desarrollar una propuesta de mejora utilizando las herramientas Lean que
ayuden a la fábrica a cubrir la creciente demanda de placas en el ámbito
nacional optimizando los procesos y los tiempos de entrega, manteniendo
un continuo abastecimiento del producto en las diferentes oficinas de
atención al usuario.

7
1.5 Objetivos Específicos
Los objetivos específicos del proyecto están basados en los objetivos del
Plan del Buen Vivir, Objetivo 1, Política 1.2 y Política 1.5 que exigen
garantizar la prestación de servicios públicos de calidad con calidez y
afianzar una gestión pública inclusiva, oportuna, eficiente, eficaz y de
excelencia. Cumpliendo con esto, los objetivos específicos son:
Realizar un diagnóstico profundo de la situación actual de la fábrica
determinando sus principales necesidades y deficiencias.
Identificar el proceso de producción de placas para estandarizar
sus actividades y eliminar las operaciones que no agregan valor al
producto.
Establecer herramientas de mejora continua que mejoren la calidad
del producto final y garanticen la eficiencia de la fábrica.
Mejorar el tiempo de entrega del producto brindado siempre un
excelente servicio a la comunidad.
1.6 Justificación
De acuerdo a la Resolución N° 119 de la A.N.T. 2015, la fábrica es la
única institución autorizada para fabricar y distribuir placas a nivel
nacional y los usuarios tienen la obligación de circular por las vías y
carreteras del país portando dos placas que permitan su identificación.
En la actualidad, la demanda de placas de motos y vehículos ha crecido
de tal manera que la fábrica se ha visto en la necesidad de buscar nuevos
métodos de trabajo consiguiendo cubrir la demanda de placas en menos
tiempo y con los mismos recursos sin dejar de lado la calidad del
producto.
Esta es la razón de ser del proyecto, desarrollar soluciones que mejoren
el sistema de producción actual y a su vez eliminen de las instalaciones
de la fábrica el desorden, los movimientos innecesarios, el alto nivel del
inventario y el deterioro del ambiente laboral, consiguiendo entregar y

8
distribuir el producto en los tiempos establecidos, satisfaciendo las
necesidades de los usuarios.
Para el desarrollo del proyecto es esencial escuchar las sugerencias de
los operarios que desde la creación de la fábrica han sido los principales
espectadores de las necesidades de la fábrica que les ha obligado a
desarrollar soluciones pasajeras, pero no efectivas.
El beneficio que se espera del proyecto es poder contar con un centro de
fabricación que trabaje con altos estándares de calidad dentro del
Estatuto Orgánico de Gestión Organizacional por Procesos de la A.N.T.
cumpliendo con las necesidades y las expectativas de los clientes.

9
CAPÍTULO II
MARGO GENERAL
2.1 Marco Teórico
Los conceptos, definiciones y ecuaciones que sustentan el desarrollo del
proyecto se detallan a continuación.
2.1.1 Gestión de Procesos: La gestión de procesos es una disciplina
de gestión que ayuda a la dirección de la empresa a identificar,
representar, diseñar, formalizar, controlar, mejorar y hacer más
productivos los procesos de la organización logrando la confianza del
cliente. (Carrasco, 2011)
2.1.2 Cadena de Valor: La cadena de valor es un análisis de las
actividades empresariales mediante la cual descomponemos una
empresa en sus partes constitutivas, buscando identificar fuentes de
ventaja competitiva en aquellas actividades generadoras de valor. Las
actividades de valor según (Porter, 2010) se clasifican en actividades
primarias y actividades de apoyo.
2.1.3 Actividades Primarias: Son aquellas que tienen que ver con la
creación física del producto, su venta y transferencia al comprador. Se
clasifican en cinco categorías:
Logística de Entrada: Incluye las actividades relacionadas con la
recepción, almacenamiento y la distribución de los insumos del
producto.
Operaciones: Son actividades mediante las cuales se transforman los
insumos en el producto final.

10
Logística de Salida: Actividades por las que se obtiene, almacena y
distribuye el producto entre los clientes.
Mercadotecnia y Ventas: Actividades mediante las cuales se crean
los medios que permiten al cliente comprar el producto y a la compañía
inducirlo a ello.
Servicio: Incluye las actividades por las que se da un servicio que
mejora o conserva el valor del producto.
2.1.4 Actividades de Apoyo: Las actividades de apoyo son aquellas
que sustentan las actividades primarias y se apoyan entre sí,
proporcionando insumos comprados, tecnología, recursos humanos y
varias funciones de la empresa.
Infraestructura Organizacional: Actividades que prestan apoyo a toda
la empresa tales como la planeación, finanzas y contabilidad.
Gestión de Recursos Humanos: Actividades relacionadas con la
búsqueda, contratación, entrenamiento y desarrollo del personal.
Adquisición: Actividades relacionadas con el proceso de compras.
Desarrollo de la Tecnología: Actividades relacionadas con la
investigación y el desarrollo de la tecnología necesaria para apoyar las
demás actividades. (Porter, 2010)
2.1.5 Proceso: Un proceso es cualquier actividad o grupo de
actividades que emplee un insumo, le agregue valor a este y suministre
un producto a un cliente externo o interno. (Carrasco, 2011)
2.1.6 Mapa de Procesos: De acuerdo a Carrasco (2011) el mapa de
procesos es una representación gráfica de la gestión de la empresa en
el cual se puede colocar todos los procesos de la organización.
2.1.7 Flujograma de Información: Los flujogramas de información son
representaciones gráficas de los procesos de una empresa, cada paso
del proceso está representado por un símbolo diferente que contiene
una breve descripción de la etapa de proceso. (Carrasco, 2011)

11
2.1.8 Mejoramiento de Procesos: De acuerdo a Harrington (1998) los
procesos empleados en una empresa deben ser identificados,
diagramados y mejorados aumentando su competitividad, efectividad y
eficiencia satisfaciendo las necesidades y expectativas de los clientes.
El mejoramiento de los procesos es una metodología enfocada a
aumentar la productividad, reducir el tiempo de ciclos de los procesos
e incrementar la velocidad y la optimización del proceso.
2.1.9 Lean Manufacturing o Manufactura Esbelta: Es el conjunto de
herramientas orientadas a retirar de los procesos productivos todo
aquello que no añade valor al producto, proceso o servicio. El sistema
de Manufactura Esbelta es definido como una filosofía de excelencia,
basada en:
La eliminación de todo tipo de desperdicio: (Sobreproducción, Tiempo
de espera, Transporte, Exceso de Procesamiento, Inventario,
Movimientos, Defectos y Talento Humano). El respeto por el trabajador:
Kaizen. La mejora consistente de Productividad y Calidad.
Confiabilidad de los equipos. Flujo de producción continúa. (Magariaga,
2013)
Dentro de la teoría Lean se identifican ocho tipos de desperdicios.
Sobreproducción: Procesar artículos más temprano o en mayor
cantidad que la requerida por el cliente.
Transporte: Mover trabajo en proceso de un lado a otro.
Tiempo de espera: Operarios esperando por información o materiales
para la producción.
Sobre-procesamiento: Realizar procedimientos innecesarios para
procesar artículos, utilizar las herramientas o equipos inapropiados o
proveer niveles de calidad más altos que los requeridos por el cliente.
Exceso de inventario: Excesivo almacenamiento de materia prima,
producto en proceso y producto terminado.

12
Defectos: Repetición o corrección de procesos, también incluye re-
trabajo en productos no conformes o devueltos por el cliente.
Movimientos innecesarios: Cualquier movimiento que el operario
realice aparte de generar valor agregado al producto o servicio.
Talento Humano: Este es el octavo desperdicio y se refiere a no
utilizar la creatividad e inteligencia de la fuerza de trabajo para eliminar
desperdicios. (Magariaga, 2013)
2.1.10 Condiciones Necesarias para Implementar un sistema Lean
Manufacturing: Esta es una herramienta de diagnóstico que consiste
en evaluar las condiciones necesarias con las que debe contar una
empresa para la implementación de un sistema Lean a la luz de los
tres pilares fundamentales bajo los cuales trabaja cualquier
organización: Gerencia, Organización y Producción. Para cada pilar se
definen diferentes condiciones que se fundamentan en criterios de
evaluación que permitirán obtener un diagnóstico previo del sistema
organizacional y técnico de la empresa. (Gacharna & González, 2013).
1. Compromiso y participación de los miembros de la
organización: Este criterio consiste en calificar el liderazgo y el
compromiso de la gerencia, la posición frente al cambio, el
involucramiento de los empleados en las decisiones de los
administrativos, así como también y el trabajo en equipo.
2. Gestión estratégica orientada a la mejora continua: Consiste en
revisar las ventajas competitivas de la organización y la disposición
para invertir en recursos y mejoras para el futuro.
3. Cultura organizacional orientada a la mejora continua:
Comprende la comunicación efectiva y cordial entre los diferentes
departamentos de una empresa y la capacitación continua.
4. Gestión del Sistema de Producción: Estudia si existe planeación
de la producción, estudio de tiempos y movimientos y si se realiza o no
el mantenimiento a los recursos de la organización.

13
5. Gestión de inventarios y proveedores: Comprende la relación con
los proveedores, la administración y el control de los materiales.
6. Gestión de las relaciones con los Clientes: Comprende la
relación con el cliente principal de la organización.
De la evaluación de los criterios se determina que puntos claves se
deben atacar a partir de las condiciones previamente establecidas
para la implementación de las herramientas Lean Manufacturing.
(Gacharna & González, 2013).
Las herramientas que presenta la metodología Lean son:
2.1.11 Mapeo de la Cadena de Valor: Es una técnica usada en los
programas de mejoramiento continuo y contribuye a entender y mejorar
el flujo de material y de información, categorizando las actividades de
los procesos en dos áreas: Los procesos que adicionan valor y las
actividades que no adicionan valor. (Madariaga, 2013)
Existen dos tipos de mapas: El mapa del estado actual y el mapa del
estado futuro.
El mapa del estado actual: Es un documento de referencia para
determinar la situación actual de la cadena de valor. Este mapa
proporciona información sobre los inventarios en proceso, la demanda
del cliente, la información del cliente a la planta y de la planta a los
proveedores, los tiempos de entrega, la planeación de la producción, la
demanda hacia los proveedores, etc.
El mapa del estado futuro: Presenta la mejor solución a corto plazo
para la operación, representa la parte del plan de acción de mejora
usando las herramientas Lean. Es importante que el mapa del estado
futuro presente un sistema jalar que se diferencia de los mapas
actuales que muestran siempre un sistema de empuje.
El procedimiento para realizar un mapa de valor consiste en tres pasos
que son:

14
Establecer familias de productos: Se debe identificar el grupo de
productos que van a ser objetos de estudio. Para ellos se puede
establecer su proceso productivo o a través de la importancia de estos
dentro de la gama total de productos que se fabrican.
Crear el mapa de valor actual: Para ello es necesario obtener los
tiempos de ciclos de cada operación del proceso, los datos de
disponibilidad de cada equipo, el tiempo de cambio de producto, los
inventarios, la demanda del cliente, los pronósticos y la secuencia del
flujo del proceso.
Crear estado futuro: Para dibujar el mapa del estado futuro se debe
considerar:
Desarrollar un flujo continuo: Uniendo todas las operaciones en un
solo flujo procurando mover los materiales de una estación a otra.
Crear supermercados: Se deben colocar supermercados de
productos terminados mediante el uso de tarjetas Kanban que indique
el retiro y la colocación de nuevos productos.
Dibujar el mapa del estado futuro: Se debe crear el estado futuro con
el plan de mejora utilizando la misma información del cliente para
trabajar, pero con un flujo convertido en jalar en lugar de empujar y con
la implementación de un sistema Kanban.
Dibujar el plano de la planta: El dibujo de la distribución del nuevo
esquema del trabajo permitirá ver claramente el flujo continuo y el
espacio liberado.
2.1.12 5’S: Se dice que las 5’s son el punto de partida para cualquier
empresa que quiera implementar el modelo Lean, su objetivo es
mejorar y mantener las condiciones de la organización, el ordenar, y
limpiar el lugar de trabajo, la seguridad, el clima laboral, la motivación
del personal y la eficiencia. (Arrieta, 2011)
Seiri (Separar): El primer pilar consiste en eliminar del lugar de trabajo,
todo aquello que no sea necesario para desarrollar las actividades
diarias dentro de la planta. Su implementación consiste en identificar
los elementos innecesarios del lugar seleccionado para implementar

15
las 5’S, en este paso se puede implementar las siguientes ayudas: lista
de elementos innecesarios, plan de acción para retirar los elementos
innecesarios, control e informe final.
Seiton (Ordenar): Consiste en ordenar o almacenar según su
frecuencia de uso, los artículos necesarios evitando pérdidas de tiempo
en el momento de buscarlos. Para implementar el pilar se requiere de
la aplicación de métodos simples y fáciles de desarrollar por los
operarios tales como: controles visuales.
Seiso (Limpieza e Inspección): El tercer pilar consiste en limpiar e
inspeccionar el entorno para identificar defectos y eliminarlos. Para ello
se debe realizar una campaña o jornada de limpieza, planificar el
mantenimiento, preparar un manual de limpieza y preparar los
elementos para su implementación y estandarización.
Seiketsu (Estandarizar): Significa la estandarización de los procesos
anteriores para tener el mejor lugar de trabajo, el cual sea productivo y
sin despilfarros. Para ello se debe asignar trabajos y responsabilidades
e integrar las tres primeras acciones.
Shitsuke (Autodisciplina): Consiste en trabajar permanentemente con
los procedimientos previamente establecidos, asumiendo el
compromiso de todos los empleados para mantener y mejorar el orden
y la limpieza en las actividades diarias.
2.1. 13 SMED (Single Minute Exchange of Die): Significa el cambio
de herramientas en un solo digito de un minuto, es decir que esté por
debajo de los 10 minutos, siendo el tiempo de cambio el que transcurre
desde que sale la última pieza buena de un lote anterior hasta que sale
la primera pieza del siguiente lote después del cambio. Esta técnica
busca eliminar o disminuir el tiempo de paro de las máquinas, reducir el
tamaño de inventario y producir varios modelos el mismo día en la
misma máquina o línea de producción. (Arrieta, 2011).
2.1.14 Poka Yoke: Es una técnica de calidad que significa a prueba de
errores; (Arrieta, 2011). Es un mecanismo que ayuda a prevenir errores
antes de que sucedan. El objetivo es crear un proceso que imposibilite

16
el error humano y resalte el error cometido de tal manera que sea obvio
para el operario.
Técnicas Poka Yoke: Las técnicas de Poka Yoke pretende eliminar los
defectos en dos posibles situaciones: Antes de que ocurran y una vez
ya ocurridos. Antes de que ocurran (Predicción): Consiste en diseñar
mecanismos que avisen al operario cuando se va a cometer el error
para que lo evite. Una vez ocurridos (Detección): Se trata de diseñar
mecanismos que avisen cuando se ha fabricado un producto
defectuoso evitando que el producto pase al siguiente proceso.
La técnica Poka Yoke hace posible la inspección incorporando
mecanismos económicos y evitan los errores en dos ámbitos de
trabajo: en las actividades de producción y en las actividades de
supervisión de la producción. (Shingo, 1986).
Tipos de Sistemas de Poka Yoke: Existen dos funciones reguladoras
para desarrollar sistemas Poka-Yoke: Métodos de Control y Métodos
de advertencia.
Los Métodos de Control: Los métodos de control cuando ocurren
anormalidades apagan las máquinas o bloquean los sistemas de
operación previniendo que siga ocurriendo el mismo defecto.
Los Métodos de Advertencia: Como su nombre lo indica advierten al
trabajador las anormalidades ocurridas llamando su atención mediante
la activación de una luz o sonido.
Clasificación de los Métodos Poka Yoke: Los métodos Poka Yoke se
clasifican en:
Métodos de Contacto: Son métodos donde un dispositivo sensitivo
detecta las anormalidades en el acabado o las dimensiones de la
pieza.
Método de Valor Fijo: Son métodos que detectan las anormalidades
por medio de la inspección de un número específico de movimientos,
en casos donde las operaciones deben de repetirse varias veces.
Método del Paso-Movimiento: Con este método las anormalidades se
detectan inspeccionando los errores en movimientos estándares donde

17
las operaciones son realizadas con movimientos predeterminados.
(Shingo, 1986)
2.1.15 Sistemas Kanban: Es un sistema innovador de tarjetas y en
ciertos casos de señales electrónicas, que controla el sistema de
producción justo a tiempo. En un sistema Kanban se dan instrucciones
de trabajo a través de tarjetas a las distintas zonas de producción. Las
instrucciones van de un proceso a otro precedente a éste y están en
función de los requerimientos del cliente; es decir, se produce sólo para
el cliente y no para un inventario. (Correa, 2014).
2.1.16 Celdas de Manufactura: Las celdas de trabajo consisten en
organizar la maquinaria de tal manera que se encuentren cerca y
distribuidas en línea o en forma de U disminuyendo las distancias
recorridas. (Correa, 2014).
2.1.17 Balanceo de Línea: El balanceo de línea consiste en repartir las
tareas de modo que los recursos productivos estén utilizados de la
forma más ajustable posible a lo largo de todo el proceso. Para aplicar
la herramienta es necesario conocer los tiempos de ciclos de las
operaciones y aplicar la fórmula del cálculo del número de operarios.
(Torrents, 2004).
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑂𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜
𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒 (1)
2.1.18 Trabajo Estandarizado: Es una metodología que busca la
mejor manera para que los trabajadores ejecuten sus tareas en sus
puestos de trabajo, con el fin de asegurar: la seguridad, repetitividad,
calidad, y cero desperdicios, en base a descripciones específicas de
cómo deben ser realizados los procesos, de una manera consistente,
oportuna, segura, repetible y con un mínimo de residuos. (Meyers,
2000)

18
El trabajo estandarizado tiene en cuenta los siguientes elementos: Takt
Time, secuencia estándar de las operaciones, tiempos de elementos
del proceso.
Hojas de Trabajo Estandarizado: Las hojas de trabajo estandarizado
sirven como base para el cumplimiento y el mejoramiento de las
operaciones, facilitar la capacitación y ser fuentes de consulta durante
la realización de las operaciones. Las ventajas son: Aseguran la
repetición de los procesos de los operadores, mejoran el control visual
y sirven como base para una mejora.
Las Hojas de Trabajo Estándar (S.O.S): Standard Operation Sheet.
Las hojas de trabajo estándar S.O.S es una herramienta que sirve para
que los operarios estén entrenados sobre la secuencia que sigue un
determinado proceso.
Las Hojas de Elemento de Trabajo (J.E.S): Job Element Sheet. Las
hojas de elemento de trabajo J.E.S indican de forma visual como
realizar cada elemento de la S.O.S, muestra gráficos de la ejecución de
la tarea, sirviendo como una guía para realizar determinada actividad.
(Jiménez, 2015)
El trabajo estandarizado de las S.O.S está compuesto por tres
elementos que son:
2.1.19 Takt Time: Es el ritmo al cual debe trabajar un sistema para
cubrir la demanda y cumplir con las expectativas del cliente. Se calcula
en base a la demanda del cliente y el tiempo disponible. (Meyers,
2000).
𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒
𝐷𝑒𝑚𝑎𝑛𝑑𝑎 (2)
2.1.20 Medición del Trabajo: Aplicación de técnicas para determinar
el tiempo que invierte un trabajador calificado en llevar a cabo una
tarea definida efectuándola según un método de ejecución
preestablecido. (Meyers, 2000).

19
2.1.21 Estudio de Tiempos: Establece los tiempos permisibles para
realizar una tarea determinada, para esto se utilizan varias técnicas
como: Estudio cronométrico, datos estándares y muestreo de trabajo.
Dentro del estudio de tiempo están:
Tiempo Observado (TO): Tiempo promedio del ciclo de operación
medido con un cronómetro centesimal en el puesto de trabajo.
Tiempo Normal: Es el tiempo que se concede al trabajador con el
objeto de compensar los retrasos, las demoras y los elementos
contingentes que se presentan en cada tarea.
𝑇𝑁 = 𝑇𝑂 𝑥 𝑉𝑎𝑙𝑜𝑟𝑎𝑐𝑖ó𝑛 (3)
Tiempo estándar: Es el tiempo normal más el tiempo normal
multiplicado por el porcentaje de pérdidas. El tiempo estándar, es el
tiempo que un operario normal y capacitado ocupa para lleva a cabo
una operación a un ritmo normal.
𝑇𝑆 = 𝑇𝑁 𝑥 (1 + 𝑆𝑢𝑝𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠) (4)
𝑆𝑢𝑝𝑙𝑒𝑚𝑒𝑛𝑡𝑜𝑠 =𝑃𝑎𝑟𝑎𝑠 𝑃𝑙𝑎𝑛𝑒𝑎𝑑𝑎𝑠
𝐽𝑜𝑟𝑛𝑎𝑑𝑎+𝑃𝑎𝑟𝑎𝑠 𝑃𝑙𝑎𝑛𝑒𝑎𝑑𝑎𝑠 (5)
2.1.22 OEE: Overall Equipment Effectiveness (Eficacia Global Del
Equipo). Es una razón porcentual que sirve para medir la eficiencia
productiva de cualquier proceso. El OEE resulta de multiplicar otras
tres ratios porcentuales: la Disponibilidad, la Velocidad y la calidad.
OEE = Disponibilidad * Rendimiento * Calidad
Este indicador a su vez se descompone en el producto de los tres
factores relacionados a su vez como tres grandes grupos de pérdidas.
𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑖𝑙𝑖𝑑𝑎𝑑 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑃𝑙𝑎𝑛𝑖𝑓𝑖𝑐𝑎𝑑𝑜 (6)

20
𝑅𝑒𝑛𝑑𝑖𝑚𝑖𝑒𝑛𝑡𝑜 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐹𝑢𝑛𝑐𝑖𝑜𝑛𝑎𝑚𝑖𝑒𝑛𝑡𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑣𝑜 (7)
𝐶𝑎𝑙𝑖𝑑𝑎𝑑 =𝑇𝑖𝑒𝑚𝑝𝑜 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑣𝑜
𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐹𝑢𝑛𝑐𝑖𝑜𝑛𝑎𝑚𝑖𝑒𝑛𝑡𝑜 (8)
2.1.23 Mantenimiento Productivo Total: El TPM (por las siglas en
inglés de Total Productive Maintenance) es una filosofía de
mantenimiento que busca aumentar la confiabilidad y disponibilidad de
los equipos, para así reducir las paradas imprevistas que puedan
detener el flujo dentro del proceso. (Arrieta, 2011)
Los ocho pilares que conforman la herramienta TPM son:
Mejoras Enfocadas: Grupos de trabajo interdisciplinares formados en
técnicas para la mejora continua y la resolución de problemas.
Mantenimiento Planificado: Son actividades de mantenimiento
preventivo, predictivo y correctivo orientadas a la prevención y
eliminación de averías.
Mantenimiento Autónomo: Actividades basadas en operaciones de
inspección y pequeñas actuaciones sencillas, realizadas por los
operarios de las máquinas.
Mantenimiento de Calidad: Mantenimiento basado en actuaciones
preventivas sobre las piezas de las máquinas que tienen una alta
influencia en la calidad del producto.
Prevención de Mantenimiento: Es la gestión temprana de las
condiciones que deben reunir los equipos o las instalaciones, para
facilitar su mantenibilidad en su etapa de uso.
Mantenimiento de Áreas de Soporte: Busca el apoyo necesario para
que las actividades del TPM, aseguren la eficiencia y la implicación
global.

21
Mejora de la Polivalencia y Habilidades de Operación: Formación
del personal de producción y mantenimiento para mejorar sus
habilidades y aumentar su especialización.
Seguridad y Entorno: La seguridad y prevención de efectos adversos
sobre el entorno son temas importantes en las industrias responsables.
La seguridad se promueve sistemáticamente en las actividades de
TPM. (Nakajima, 1991).
Indicadores de Mantenimiento: Los indicadores de mantenimiento
permiten evaluar el comportamiento operacional de las instalaciones,
sistemas, equipos y componentes utilizados en el desarrollo del
ejercicio industrial.
1. Tiempo medio entre fallas (TMEF): Relación entre las horas
empleadas para la producción y los paros del equipo por averías.
𝑇𝑀𝐸𝐹 =𝑇𝑝𝑒𝑟í𝑜𝑑𝑜
𝑁𝑜.𝑑𝑒 𝑓𝑎𝑙𝑙𝑎𝑠 (9)
2. Tiempo medio para la reparación (TMPR): Relación entre el tiempo
total de intervención correctiva y el número de fallas detectadas.
3. Tiempo medio para la falla (TMBF): Es el promedio de tiempo
transcurrido entre una falla y la siguiente.
4. Costo de mantenimiento por facturación (CMFT): Relación entre el
costo total de mantenimiento y la facturación de la empresa en el
tiempo considerado.
5. Costo de mantenimiento por valor de reposición (CMRP): Relación
entre el costo total de mantenimiento acumulado de un equipo y el
valor de un nuevo. (Tavares, 2008).
2.1.24 Kaizen: Se define como el mejoramiento progresivo que se
enfoca en la gente y en la estandarización de los procesos, para lo cual
requiere establecer equipos de trabajo interdisciplinarios, con el
objetivo de incrementar la productividad, controlando los procesos, los
criterios de calidad y los métodos de trabajo por operación. (Meyers,
2000).

22
De estas definiciones se concluye que para mejorar la productividad y
la calidad de cualquier organización no es necesario invertir en
tecnología, simplemente se requiere de una buena estrategia de
cambio que convierta a cualquier empresa en líder.
2.2 Descripción General de la Fábrica
Presentación de la información referente al panorama actual de la fábrica
como es su historia, productos, clientes, etc.
2.2.1 Reseña Histórica
La fábrica de placas dio inicio a su funcionamiento en el año de 1974 en
el sector del Batán en donde actualmente funciona el Comisariato de la
Policía Nacional, luego se trasladó a la avenida Occidental donde
funcionaba la Jefatura Provincial de Tránsito de Pichincha, y finalmente en
el año 1999 fue trasladada a las actuales instalaciones en el sector de
Quitumbe, a la entrada de la Ecuatoriana donde funcionaba la primera
cárcel de choferes de la ciudad Quito. (Moya, 2008).
En sus inicios la fábrica estuvo administrada por la Dirección Nacional de
Control de Tránsito y Seguridad Vial de la Policía Nacional, razón por la
que aún comparte instalaciones con el departamento de señalética.
Desde el año 2009 y con la llegada del gobierno del economista Rafael
Correa, la fábrica, en un proceso de transferencia de competencia paso a
ser parte de la Agencia Nacional de Tránsito (A.N.T.) y está regulada por
la Ley de Tránsito vigente.
El proceso de fabricación de placas antes del proceso de transferencia de
competencias, iniciaba con la compra y recepción de planchas de tol, se
cortaban las planchas en láminas y se daba forma mediante el uso de una
máquina troqueladora, luego se prensaba la lámina usando la máquina
prensadora actual y se entintaba usando una máquina entintadora que
funcionaba con tinta de serigrafía y un horno secador que secaba la tinta
de las láminas evitando que se derrame. Trabajaban en total 34 operarios
y operaban siete máquinas.

23
En la actualidad el proceso es diferente, inicia con la recepción de placas
semielaboradas enviadas por un proveedor externo eliminando la difícil
tarea de cortar las planchas de tol. Luego se procede a prensar las
láminas en la máquina prensadora actual y finalmente se entinta usando
una máquina entintadora que funciona con cintas de termoplástico que
entintan las láminas mediante el uso de calor. Actualmente trabajan en
total 7 operarios y se eliminó el uso de la maquina troqueladora y el
horno.
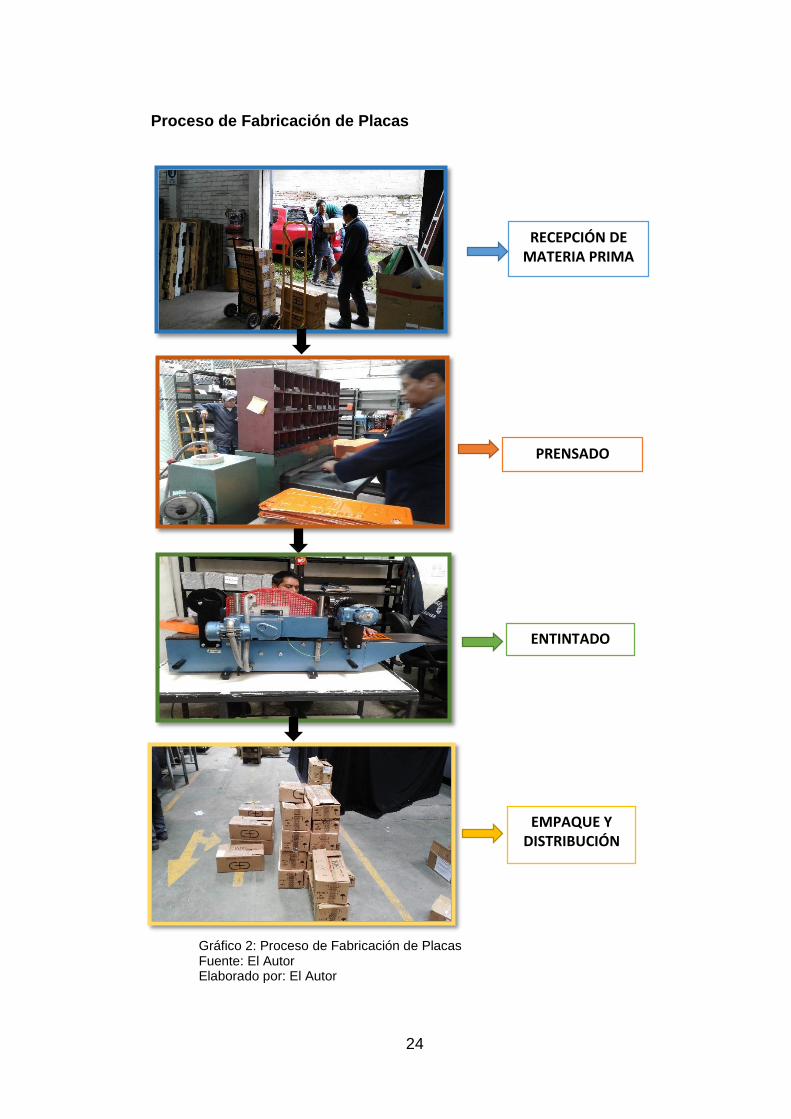
El proceso de fabricación de placas actual se muestra en el gráfico 2 y las
imágenes del mismo se detallan en el anexo A proceso de fabricación de
placas.
Gráfica 1: Diagrama de flujo del proceso de fabricación de placas Fuente: El Autor Elaborado por: El Autor
24
Proceso de Fabricación de Placas
PRENSADO
RECEPCIÓN DE MATERIA PRIMA
ENTINTADO
EMPAQUE Y DISTRIBUCIÓN
Gráfico 2: Proceso de Fabricación de Placas Fuente: El Autor Elaborado por: El Autor

25
La fábrica elabora y distribuye placas bajo pedido de los encargados de
placas a nivel nacional, basados en el Artículo 177 del Reglamento para
la aplicación de la LOTTTSV 2015, que señala: “Todo vehículo para
circular por las vías del país, además de los títulos habilitantes
correspondientes, deberá portar dos placas de identificación vehicular,
que serán reguladas y autorizadas exclusivamente por la Agencia
Nacional de Tránsito, de conformidad con el reglamento que dicte su
Directorio para el efecto”.
Las placas son otorgadas a los usuarios por las Direcciones Provinciales y
los Gobiernos Autónomos Descentralizados (GAD’S) que hayan asumido
competencias de matriculación, las mismas que deberán estar colocadas
en la parte anterior y posterior del vehículo y en la parte posterior para
motocicletas y similares, sitios especialmente destinados por el fabricante
y bajo una luz blanca que facilite su lectura en la oscuridad. (Resolución
N° 119, 2015).
2.2.2 Descripción del Producto
Las placas están identificadas por colores de acuerdo al tipo de servicio
que prestan, contienen veinte sellos de seguridad y el sello de la A.N.T.
en la parte posterior. El tipo de servicio que prestan y los colores que los
identifican se muestran en el cuadro 2.
Cuadro 2: Tipo de servicio y su color correspondiente
No. SERVICIO COLOR
1 Particular Blanco
2 Público o comercial Naranja
3 Organismos del estado Oro
4 GAD´S Regionales, Provinciales y Municipales Amarillo
5 Diplomáticos y organismos internacionales Azul
6 Internación temporal Rojo
7 Unidades de carga Naranja
Nota: Adaptado de la Resolución 119 de la A.N.T.

26
Gráfico 3: Representación gráfica de una placa de motos Fuente: Fabrica de Placas Adaptado de: Informe de viabilidad técnica
2.2.3 Normas Técnicas
Las motos y similares motonetas, bicimotos, tricimotos, cuatrimotos deben
portar una sola placa que debe estar colocada en la parte posterior, sus
dimensiones son de 16 cm por 19 cm, tal como se indica en el gráfico 3.
La identificación de la placa se realiza mediante una serie alfanumérica
compuesta por dos letras en la parte superior y tres números y una letra
en la parte inferior asignada secuencialmente, independientemente de la
provincia que la solicite y del servicio.
Las placas de vehículos tienen una seria alfanumérica que está
compuesta por tres letras mayúsculas cada una de ancho de 20 mm y una
secuencia numérica de cuatro dígitos separados por un guion. Las
dimensiones de las placas son de 40,4 cm de largo por 15,4 cm de alto,
en la esquina superior izquierda llevan impresa a color el logotipo de la
A.N.T. y las letras y los números miden 38 mm de ancho por 75 mm de
alto.

27
Gráfico 4: Representación gráfica de una placa de vehículo Fuente: Fábrica de Placas Adaptado de: Informe de viabilidad técnica
Ambas placas, tanto las de motos como las de vehículo, tienen impreso
en la parte superior en un campo de 146 mm de ancho por 27 mm de
largo la palabra ECUADOR tal y como se indica en el gráfico 4.
A diferencia de las placas de motos, las placas de vehículos tienen
impresa su primera letra de acuerdo a la provincia a la que pertenecen, en
el cuadro 3 se detallan las letras y las provincias a las que pertenecen
cada una de acuerdo a la Resolución No.119 de la A.N.T.
Cuadro 3. Tipo de letra de acuerdo a la provincia
N.- Provincia Letra
1 Azuay A
2 Bolivar B
3 Cañar U
4 Carchi C
5 Cotopaxi X
6 Chimborazo H
7 El Oro O
8 Esmeraldas E
9 Francisco de Orellana Q
10 Galápagos W
Continua

28
Cuadro 3. Tipo de letra de acuerdo a la provincia (Continuación)
N.- Provincia Letra
11 Guayas G
12 Imbabura I
13 Loja L
14 Los ríos R
15 Manabí M
16 Morona Santiago V
17 Napo N
18 Pastaza S
19 Pichincha P
20 Santa Elena Y
21 Santo domingo J
22 Sucumbíos K
23 Tungurahua T
24 Zamora Z
Nota: Tomado de la Resolución N°.119 de la A.N.T.
La segunda letra se asigna de acuerdo al servicio de la placa: Si son
GAD’S regionales, provinciales, municipales y parroquiales se coloca la
letra M; Si son placas de estado se utiliza la letra E y sin son de servicio
particular la segunda letra se asigna aleatoriamente. La tercera letra es
otorgada de manera secuencial y la serie numérica comprende cuatro
dígitos consecutivos desde 0001 hasta 9999.
Una persona independientemente de la provincia a la que pertenece
puede solicitar su placa en los centros de atención del usuario de los
GAD´S o mancomunidades por tres razones: Deterioro, Cambio de
Servicio y Pérdida o Replaqueo.
Deterioro de placas: En el caso del deterioro de una o de las dos placas,
el propietario del vehículo puede solicitar una placa nueva con la misma
serie alfanumérica en las oficinas de atención al usuario presentando toda

29
la documentación correspondiente. Este tipo de placas se le conoce como
placa duplicada y se la diferencia porque llevan una letra D en la parte
superior derecha, como se indica en el gráfico 5.
Gráfico 5: Placa duplicada de servicio público Fuente: Fabrica de placas Elaborado por: El Autor
Replaqueo: En el caso de replaqueo (pérdida, robo o destrucción total de
una o las dos placas) el usuario puede solicitar una nueva entregando la
placa restante (en el caso de pérdida de una sola placa). Esta placa
tendrá una nueva serie y solo conservara su letra inicial y el último digito
de la placa original, las dos letras siguientes dependerán del sistema
informático que maneje el centro de atención al usuario donde se haya
realizado el trámite.
Cambio de Servicio: Cuando el usuario solicita un cambio de servicio de
su placa que puede ser de servicio público a particular y viceversa, deberá
devolver las placas originales para su registro y destrucción. Las nuevas
placas conservaran la misma serie alfanumérica y cambiaran al color de
su nuevo servicio. (Resolución N° 119, 2015).
Para el caso de vehículos nuevos, el propietario puede solicitar su placa
en cada casa comercial al gestor autorizado por la A.N.T. para la
matriculación. En el caso de placas de motos se debe recordar que no
existen placas duplicadas, en el caso de pérdida o deterioro de la misma,
el propietario debe solicitar una placa nueva con una nueva serie.
2.2.4 Herramientas Informáticas
La fábrica para registrar y controlar su producto trabaja con dos sistemas
informáticos dependiendo de la provincia o la mancomunidad.

30
El sistema SITCON es el primer programa informático creado por la
A.N.T. para el manejo y solicitud de placas nuevas y duplicadas por parte
de los GAD´S y las mancomunidades. Este sistema fue instalado en todas
las ciudades y provincias del país para agilizar procesos y brindar
respuestas rápidas.
El sistema AXIS es un nuevo sistema creado para reemplazar al sistema
SITCON debido a sus deficiencias y demoras. Este software fue creado
en el 2013 e implementado en el 2014 en la provincia de Santa Elena,
debido a sus excelentes resultados se ha ido implementando en otras
ciudades. Se espera que, para el año 2017, todas las provincias y
mancomunidades manejen el sistema AXIS. Actualmente las provincias
que continúan trabajando con el sistema SITCON son: Quito, Santo
Domingo, Latacunga, Riobamba, Cuenca, Loja, Rumiñahui y La
Mancomunidad del Norte.
2.2.5 Clientes
Los principales clientes de la fábrica son todos los propietarios de
vehículos a nivel nacional, pero ellos no tienen contacto directo con la
fábrica, son los encargados de placas de los GAD’S y las
mancomunidades los que reciben las solicitudes de placas de parte de los
usuarios y las envían a la fábrica.
Los GAD´S son los municipios de cada cantón, si este cantón cuenta con
todas las competencias de matriculación y revisión técnica vehicular
(R.T.V.) asignadas por la A.N.T., puede receptar y solicitar placas a la
fábrica.
Las mancomunidades son la unión de varios cantones de la misma
provincia o de distinta. En el país existen ocho mancomunidades, cada
una cuenta con uno o varios puntos de matriculación.
Las mancomunidades que existen en el país son: mancomunidad del
Cotopaxi, Pastaza, Sucumbíos, Tungurahua, Zamora Chinchipe, Naranjito

31
y la mancomunidad del Norte que es la unión de los cantones de la
provincia de Imbabura, el Carchi menos el cantón Tulcán, los cantones de
San Lorenzo, Eloy Alfaro y Río Verde de la provincia de Esmeraldas y el
cantón Pedro Moncayo de la provincia de Pichincha. Estas dos
instituciones municipales son los únicos entes encargados de recibir los
pedidos de placas por parte de los usuarios y de solicitar y recibir placas
de parte de la fábrica.
La provincia del Guayas trabaja de diferente manera, ellos elaboran sus
propias placas bajo el control de la fábrica, el jefe de la planta les asigna
series y les proporciona la materia prima, ellos fabrican y entregan al
usurario la placa por medio de la C.T.E. (Comisión de Tránsito del
Ecuador).
2.2.6 Personal
En la fábrica trabajan siete personas distribuidas en las áreas
administrativas, bodegas, chatarrización y producción. En el área
administrativa se encuentra el jefe de la planta, que es el encargado de
receptar los pedidos de placas, elaborar las órdenes de producción y
organizar el trabajo, el personal y los recursos.
En el área de bodega se encuentran dos personas encargadas del
manejo de la materia prima, el producto terminado, los insumos y las
herramientas para la producción, adicionalmente el auxiliar de bodega se
encarga de elaborar las actas de entrega.
En el área de producción trabajan tres personas en el cargo de técnicos
de placas, su trabajo consiste en prensar y entintar las láminas en
diferentes turnos. En el área de chatarrización trabaja una sola persona y
es la encargada de recibir y registrar las placas por deterioro que llegan a
la fábrica para gestionar su proceso de reciclaje. Finalmente se encuentra
la persona encargada del orden y el aseo enviada directamente desde la
agencia A.N.T. La descripción del personal involucrado en la fábrica se
muestra en el cuadro 4.

32
Cuadro 4: Descripción del personal de la fábrica
Departamento Personal Involucrado Actividades
Administrativo
Jefe de planta
Recibe los pedidos de
fabricación y elabora las
órdenes de producción.
Administra el personal y los
recursos. Además brinda
atención y asesoría a los
usuarios.
Producción
Operador Prensa
Se encarga de recibir la
materia prima y prensar las
láminas.
Operador Entintadora Se encarga de entintar las
láminas prensadas.
Auxiliar de Producción
Prepara la maquinaria y
dicta las series que se
deben prensar en las
láminas.
Bodega
Bodeguero
Recibe de parte del
proveedor la materia prima,
prepara y entrega el
material al encargado del
turno de la prensa, maneja
los insumos y el producto
terminado.
Auxiliar de Bodega
Ayuda en las actividades de
bodega y colabora en temas
administrativos.
Chatarrización
Operador de
Chatarrización
Recibe y registra las placas
deterioradas o perdidas
enviadas por los GAD´S y
las mancomunidades a nivel
nacional para su reciclaje.
Nota: Información recopilada de las entrevistas realizadas al personal de la fábrica.

33
Gráfico 6: Organigrama general de la fábrica Fuente: El Autor Elaborado por: El Autor
Todos los trabajadores a excepción del jefe de la planta y el personal de
aseo y limpieza, participan en la distribución de placas en todo el país
mediante viajes programados por turnos y regiones.
Una ventaja con respecto al personal es que cuentan con más de veinte
años de experiencia en su puesto de trabajo, laboran en la fábrica desde
sus inicios. Son personas multifuncionales, realizan todo tipo de actividad
desde mantenimiento hasta asesoramiento a los usuarios que visitan la
fábrica en busca de información sobre el proceso de matriculación y de su
placa.
La fábrica en la actualidad no cuenta con un organigrama establecido
debido a que no consta dentro del Estatuto Orgánico de Gestión
Organizacional por Procesos de la A.N.T. A continuación, en el gráfico 6
se muestra una propuesta de organigrama general diseñado a partir de la
información recolectada y con la asesoría del jefe de planta.
2.2.7 Recursos Físicos
Entre los recursos físicos que se utilizan en la fábrica están las materias
primas que se adquieren a través de concursos y negociaciones con

34
proveedores mediante la SERCOP. Las materias primas que se utilizan
son:
Láminas semielaboradas y elaboradas para vehículos
Láminas semielaboradas y elaboradas para motos
Cintas de termoplástico
Matrices para la máquina prensadora
Los insumos de oficina y las herramientas para la planta como guaipes,
gasolina, tiñer, etc. Son otorgadas por el departamento de bodega y
mantenimiento de la A.N.T.
La fábrica cuenta con los siguientes espacios y recursos físicos:
Área de Producción: Espacio utilizado para la producción de placas,
cuenta con dos máquinas prensadoras y tres máquinas entintadoras, una
máquina entintadora de tinta de serigrafía y un horno para el secado de
placas.
Bodega de Materia Prima: En bodega existe tres tipos de productos:
producto no conforme, producto terminado y láminas semielaboradas. El
total de productos que existen en bodega se detallan en el cuadro 5.
Cuadro 5: Detalle de productos en bodega de materia prima
Producto no
Conforme
Producto
Terminado
Láminas
Semielaboradas
2.954 11.200 100.571
Nota: Cuadro elaborado por el autor. Fecha de Actualización 10/06/2016
Dentro del producto terminado están: Láminas de servicio especial
asignadas a la policía nacional desde el año 2014 y producto terminado
de servicio particular obtenidas mediante un proveedor. Dentro de las
láminas semielaboradas están 41.600 láminas públicas, 5.100 láminas
municipales, 1.800 láminas diplomáticas, 400 láminas de internación
temporal y 58.600 láminas de servicio particular.

35
Área de Chatarrización: Cuenta con un escritorio, un computador y
varias cajas con placas deterioradas registradas y organizadas y otras
cajas por organizar para el proceso de reciclaje. Las series alfanuméricas
de las placas se ingresan en un nuevo archivo en Excel creado desde el
mes de septiembre del 2015, actualmente en el archivo están ingresadas
más de 50.000 placas.
Bodega de Producto Terminado: Espacio utilizado para almacenar
rollos de entintado y producto terminado adquirido desde el año 2014. El
detalle de productos almacenados se presenta en el cuadro 6.
Cuadro 6: Detalle de productos en bodega de producto terminado
Estado Diplomático Internación
Temporal Públicas Municipales
16.510 1.300 747 23.400 12.618
Nota: Cuadro elaborado por el autor. Fecha de Actualización 10/06/2016
Inventario San Carlos: En esta área de la fábrica se tiene un total de
6.610 placas entre series y duplicados desde el año 2014. Este dato es el
valor más reciente luego de haber realizado un nuevo inventario retirando
del archivo aquellas placas que en el sistema SITCON constan como
cambio de servicio o vehículo ingresado no existe.
2.2.8 Maquinarias
La fábrica cuenta con dos máquinas prensadoras, una para placas de
motos y otra para vehículos y tres máquinas entintadoras, un horno
secador de placas, una máquina entintadora de placas que funciona con
tinta de serigrafía, una troqueladora y dos cortadoras una de
funcionamiento manual y otra de funcionamiento mecánico que
actualmente no funcionan. La descripción de las máquinas que
actualmente funcionan y se utilizan en el proceso de producción de placas
se presenta en el cuadro 7.

36
Cuadro 7: Descripción de las máquinas de la fábrica
Nombre Operación Imagen
Prensadora
1
Máquina utilizada para
prensar la serie
alfanumérica en la placa
semielaborada, utiliza una
matriz de letras y
números.
Prensadora
2
Máquina utilizada para
prensar placas de motos,
utiliza una matriz de letras
y números.
Entintadoras
Máquinas usadas para
entintar placas prensadas
mediante la utilización de
cintas de entintado.
Nota: Cuadro elaborado por el autor.
2.2.9 Rutas de Distribución
Para la distribución de placas se definieron estratégicamente siete rutas
con la finalidad de distribuir el producto de manera rápida y efectiva en
todo el país. Las siete rutas definidas son:
Costa Norte: Los Bancos, Esmeraldas, Santo Domingo y la Concordia.
Costa Centro: Babahoyo, Guayaquil, Santa Elena, Manabí.
Sierra Norte: Cayambe, Ibarra, Otavalo, San Gabriel, Tulcán, y la
Mancomunidad del Norte.

37
Sierra Centro: Mejía, Rumiñahui, Mancomunidad del Cotopaxi, Ambato,
Pelileo, Guaranda, Riobamba.
Sierra Sur: Azogues, Cuenca, Zamora, Loja, El Oro, Huaquillas. Oriente
y Galápagos.
En dos meses se realizan cinco viajes de distribución y se pueden
entregar hasta 2.000 placas en cada viaje. Para la ciudad de Quito por la
alta demanda que existe, el tiempo de elaboración puede durar una
semana.
2.2.10 Producción
La producción de placas es un proceso que se realiza en turnos diarios
debido a la ata demanda del producto. La fábrica cuenta con producción
diaria y sus únicas paradas son por causa de fallas eléctricas, falta de
material y el deterioro de los equipos. Desde el mes de octubre del 2015
al mes de abril del 2016 se fabricaron un total de 62.585 placas de
vehículos. El detalle total de las placas de vehículos fabricadas en cada
mes y por tipo de servicio se muestra en el cuadro 8 y el histograma
elaborado a partir de los datos presentados en el mismo cuadro se
muestra en el gráfico 7.
Cuadro 8: Producción de placas de vehículos
PRODUCCIÓN DE VEHÍCULOS
SERVICIO
MES
OCT 2015
NOV 2015
DIC 2015
ENE 2016
FEB 2016
MAR 2016
ABR 2016
PARTICULAR 11774 12776 3572 5500 11362 5218 12416
PÚBLICO 4540 2072 348 3182 4042 5780 4376
MUNICIPIO 100 172 80 128 386 548 58
ESTADO 66 76 64 36 22 54 26
DIPLOMÁTICO 406 0 0 0 0 0 0
U. CARGA 0 200 50 100 0 0 501
I. TEMPORAL 0 0 0 0 0 0 0 TOTAL 16886 15296 4114 8946 15812 11600 17377
Nota: Tomado del Archivo Planificación de la Producción
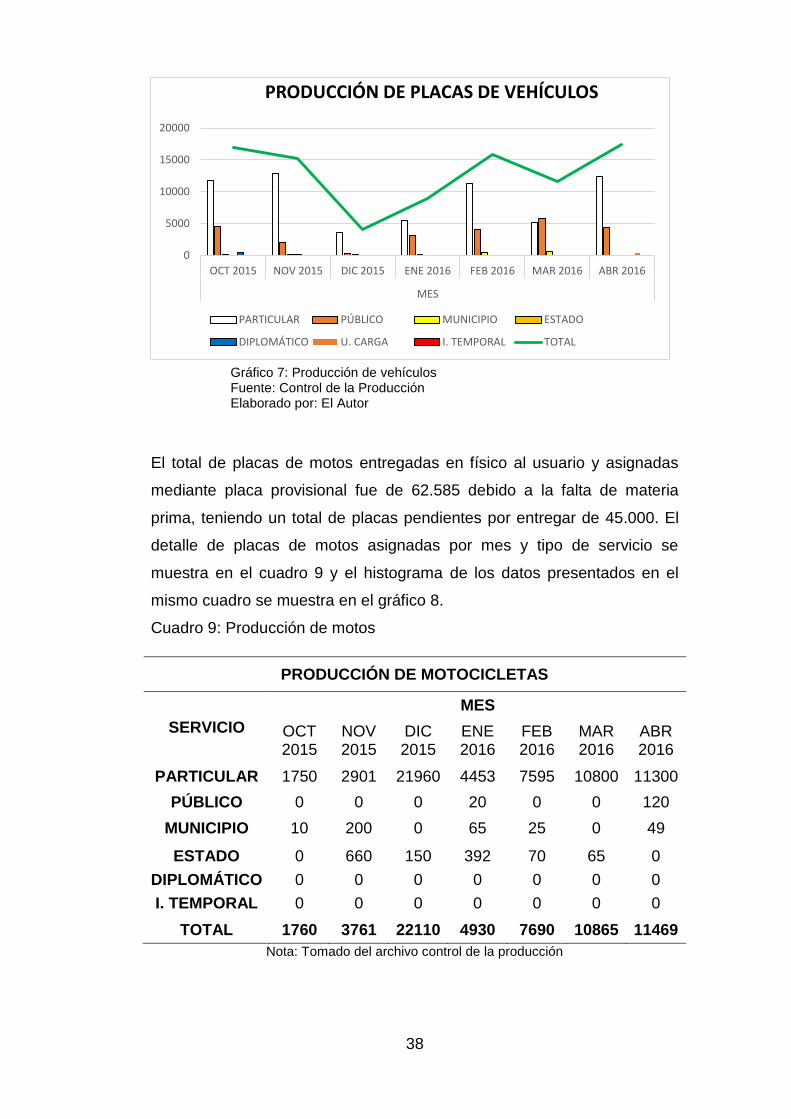
38
El total de placas de motos entregadas en físico al usuario y asignadas
mediante placa provisional fue de 62.585 debido a la falta de materia
prima, teniendo un total de placas pendientes por entregar de 45.000. El
detalle de placas de motos asignadas por mes y tipo de servicio se
muestra en el cuadro 9 y el histograma de los datos presentados en el
mismo cuadro se muestra en el gráfico 8.
Cuadro 9: Producción de motos
PRODUCCIÓN DE MOTOCICLETAS
SERVICIO
MES
OCT 2015
NOV 2015
DIC 2015
ENE 2016
FEB 2016
MAR 2016
ABR 2016
PARTICULAR 1750 2901 21960 4453 7595 10800 11300
PÚBLICO 0 0 0 20 0 0 120
MUNICIPIO 10 200 0 65 25 0 49
ESTADO 0 660 150 392 70 65 0
DIPLOMÁTICO 0 0 0 0 0 0 0
I. TEMPORAL 0 0 0 0 0 0 0
TOTAL 1760 3761 22110 4930 7690 10865 11469
Nota: Tomado del archivo control de la producción
0
5000
10000
15000
20000
OCT 2015 NOV 2015 DIC 2015 ENE 2016 FEB 2016 MAR 2016 ABR 2016
MES
PRODUCCIÓN DE PLACAS DE VEHÍCULOS
PARTICULAR PÚBLICO MUNICIPIO ESTADO
DIPLOMÁTICO U. CARGA I. TEMPORAL TOTAL
Gráfico 7: Producción de vehículos Fuente: Control de la Producción Elaborado por: El Autor

39
0
5000
10000
15000
20000
25000
OCT 2015 NOV 2015 DIC 2015 ENE 2016 FEB 2016 MAR 2016 ABR 2016
MES
PRODUCCIÓN DE PLACAS DE MOTOS
PARTICULAR PÚBLICO MUNICIPIO ESTADO
DIPLOMÁTICO I. TEMPORAL TOTAL
Gráfico 8: Producción de placas de motos Fuente: Archivo Control de la Producción Elaborado por: El Jefe de la Planta
2.3 METODOLOGÍA
Este proyecto se desarrolla en varias etapas de acuerdo a los objetivos
planteados. El gráfico 9 presenta la metodología planeada.
Gráfico 9: Pasos para el desarrollo del proyecto Fuente: El Autor Elaborado por: El Autor
Etapas del proyecto:
2.3.1 Levantamiento de la información general de la empresa: En la
primera etapa del proyecto se debe levantar toda la información acerca de
las características de la fábrica como: la descripción del producto, la
maquinaria, los operarios, etc., dicha información se presenta en el marco
general.

40
2.3.2 Descripción del proceso productivo: Para dar inicio a la etapa de
diagnóstico se debe realizar una descripción del proceso productivo de la
fábrica y un estudio de tiempos y movimientos. Esto permitirá conocer los
factores internos de la fábrica y sus tiempos de ciclo.
2.3.3 Condiciones necesarias para implementar un sistema Lean: En
la tercera etapa del proyecto se evaluará las condiciones necesarias para
implementar un sistema Lean, calificando cada criterio con los valores de
ALTO, MEDIO y BAJO donde:
ALTO: Es considerado como una excelente gestión.
MEDIO: Se considera como la tenencia de aspectos positivos pero que
pueden llegar a mejorar.
BAJO: Se considera como el punto de posibles oportunidades de mejora
que requieren de acción.
La evaluación de los criterios identificará los puntos claves que se deben
solucionar previo a la implementación de las herramientas Lean.
2.3.4 Análisis de la situación actual usando las herramientas Lean:
En esta etapa en base al diagnóstico realizado. Se procederá a evaluar
los problemas encontrados usando las herramientas Lean más
pertinentes para cada situación como: 5’S, mantenimiento productivo total
mediante la aplicación del TMEF (Tiempo Medio Entre Fallas) y la
efectividad global de los equipos (OEE), balanceo de línea, celdas de
manufactura, sistemas a prueba de error y el diagrama VSM actual de la
fábrica que permitirá identificar los elementos que no corresponden a la
cadena de valor mediante la aplicación de un cuadro de observaciones.
2.3.5. Propuestas de mejora: Identificadas las herramientas posibles a
implementar, se procede a realizar el diseño de las propuestas de mejora,
especificando paso a paso su implementación.
Herramienta 5’S: El proceso de implementación de la herramienta 5’S
consiste en reconocer las áreas críticas, recolectar la información en base

41
Lista de Elementos innecesarios
Tarjetas de Color
Plan de Acción para el retiro de elementos
Control e informe final
a la evaluación de la herramienta y finalmente la implementación
siguiendo los cinco pilares de la herramienta como se muestra en el
gráfico 10.
Gráfico 10: Proceso de implementación de la metodología 5’S Fuente: Manual de implementación 5’S (Rodríguez, 2004) Elaborado por: El Autor
Clasificar: En el primer pilar se debe clasificar los elementos innecesarios
y los necesarios empleando el esquema del gráfico 11.
Gráfico 11: Pasos para identificar objetos innecesarios Fuente: Manual de implementación 5’S (Rodríguez, 2004) Elaborado por: El Autor
El plan de acción para retirar los elementos innecesarios debe hacerse en
base a criterios como: defectuoso, conservados sin utilización, obsoletos,
funcionales, mohosos y vencidos.
Organizar: En el segundo pilar se debe organizar los objetos de acuerdo
a su frecuencia de uso y a la cercanía del lugar. Limpiar: En el tercer pilar
se debe limpiar el lugar mediante mingas generales.
Estandarizar: Se debe conservar la implementación de los tres primeros
pilares. Disciplina: Crear en los empleados la disciplina del orden y la
limpieza.
Balanceo de línea: Para diseñar una propuesta de mejora usando esta
herramienta se deben seguir los siguientes pasos:
Reconocimiendo de las Áreas
•Recorridos por las áreas de estudio
para determinar la situación
Recolección de la Información
•Evaluación en base a las herramientas
5'S
Implementación
•Diagrama de Implementación por
etapas de las 5'S

42
1. Definir e identificar las tareas que componen el proceso.
2. Cronometrar los tiempos de ciclo de cada tarea.
3. Obtener el Takt Time.
4. Graficar los resultados.
5. Calcular el Número de Operarios que se requieren para el proceso.
Mantenimiento Productivo Total: Para la herramienta de mantenimiento
en base al cálculo del tiempo medio entre fallas de la etapa del
diagnóstico se propone a diseñar una propuesta de mantenimiento
autónomo.
Sistemas a pruebas de error: Los pasos para diseñar un sistema a
prueba de error consisten en:
1. Detectar el problema
2. Determinar una posible solución
3. Diseñar la posible solución
4. Probar su efectividad
Además, se propone la aplicación de las herramientas Kanban,
Respuesta rápida, Control de producto no conforme, Trabajo
estandarizado y la construcción del diagrama VSM del futuro colocando
en la parte superior los iconos de los clientes y proveedores y en la parte
inferior los tiempos de ciclo, las distancias recorridas y el número de
operarios.

43
2.4 DIAGNÓSTICO DE LA LÍNEA DE PRODUCCIÓN DE PLACAS
Para determinar el estado actual de la línea de producción de placas se
realizó la descripción del proceso productivo y un estudio de tiempos y
movimientos.
1. Descripción del proceso productivo de Placas: Para estudiar los
factores internos de la fábrica se realizó una investigación de campo
en cada área de trabajo definiendo de forma descriptiva las
actividades que se realizan en los procesos productivos de la fábrica.
2. Estudio de Tiempos y Movimientos: El estudio de tiempos y
movimientos se realizó para establecer los tiempos de ciclos de cada
proceso mediante observaciones directas a una distancia considerable
sin interrumpir el trabajo de los operarios. Los tiempos fueron tomados
mediante cronometrajes acumulativos usando materiales como un
cronometro, una hoja de registro de tiempos, un lápiz y una
calculadora. Los resultados del estudio se muestran en
cursonogramas analíticos que señalan la trayectoria de los procesos
mediante símbolos de operación, transporte, inspecciones, demoras y
almacenajes.
2.4.1 Estudio de Tiempos
El estudio de tiempos inicio con la identificación de las actividades de
cada proceso desde su punto de inicio y final.
Número de Ciclos a Estudiar
El proceso de fabricación de 100 láminas, tomando como inicio el proceso
de prensado, entintado y almacenaje, es de 30 a 40 minutos. De acuerdo
a los valores recomendados por General Electric Company (García,
2005), en el cuadro 10 para determinar el número de ciclos, se concluye
que el número de ciclos a estudiar es de 5 pero para efectos del estudio
se tomó una muestra de 10 ciclos.

44
Cuadro 10: Cálculo del tiempo de ciclo
Valores recomendados por general Electric Company para
determinar números de ciclos
Tiempo de ciclo en minutos Número recomendados de ciclos
0.10 200
0.25 100
0.50 60
0.75 40
1.00 30
2.00 20
2.00 - 5.00 15
5.00 - 10.00 10
10.00 - 20.00 8
20.00 - 40.00 5
40.00 a más 3
Nota: Tiempos de ciclo recomendados por General Electric Company (García, 2005)
Factor de Actuación de los Operarios
La valoración de trabajo se hizo teniendo en cuenta cuatro factores
primordiales: habilidad, esfuerzo, condiciones de trabajo y la consistencia.
Siguiendo el método Westinghouse (García, 2005) se obtuvieron los
resultados presentados en el cuadro 11.
Cuadro 11. Factor de actuación de los operarios
Nota: Factor de actuación utilizando el Método Westinghouse (García, 2005)
OPERACIÓN FACTOR DE ACTUACIÓN
Jefe de planta 114%
Operador 1 110%
Operador 2 110%
Ayudante de la Prensa 99%
Bodeguero 100%
Auxiliar de Bodega 110%

45
Determinación de Tolerancias o Suplementos:
Los suplementos son aquellos tiempos que se conceden al trabajador
para compensar retrasos y demoras. Para el cálculo de los suplementos
se utilizó la ecuación 5, donde:
Jornada Laboral: La fábrica opera 8.5 horas = 510 minutos
Paras Planeadas: 30 minutos de descanso + 30 minutos por
mantenimiento + 30 minutos de descanso por incomodidad = 90
minutos
Reemplazando los valores en la ecuación 5 se obtiene:
Suplementos = 90
510−90= 0,21 = 21%
Tiempo Estándar de la línea
El tiempo estándar se calcula considerando los tiempos cronometrados
por el factor de actuación y los suplementos. A modo de ejemplo se
muestra el cálculo del tiempo estándar de las órdenes de producción.
Para los demás procesos los cálculos se fueron realizando en los
formatos de registros de tiempos de acuerdo a la obtención de los
mismos.
Para dar inicio al cálculo primero se procede a promediar los tiempos
cronometrados utilizando la ecuación 9.
Tiempo Promedio = (∑Tiempos Observados)/(Número de Ciclos) (10)
Tiempo Promedio = (24,33 min)/10 = 2,4 min
Para el cálculo del tiempo normal partiendo de los resultados de los
tiempos promedio se utiliza la ecuación 3.
Tiempo Normal = Tiempo Promedio * (Factor de Actuación)
Tiempo Normal = (2,4 * 114/100) = 2,74 min.
Finalmente, para calcular el tiempo estándar se utiliza la ecuación 4 y se
reemplaza el resultado obtenido en el cálculo de la ecuación 5.

46
Tiempo Estándar = Tiempo Normal (1 + Suplementos)
Tiempo Estándar = 2,74 (1+0,21) = 3,32 min.
Los resultados del estudio de tiempos y movimientos y los cursonogramas
analíticos se describen a continuación:
Cursonograma analítico: Proceso de elaboración de la Orden de
Producción del Sistema SITCON.
Gráfico 12: Cursonograma Analitico del Proceso Orden de Producción SITCON Fuente: El Autor Elaborado por: El Autor
Del gráfico 12: cursonograma analítico proceso de elaboración de la
orden de producción del sistema SITCON se concluye que el tiempo de
ciclo para elaborar una orden de producción de 93 placas es de 1 hora
con 27 minutos y 32 segundos. El motivo es que la mayoría de los
pedidos de fabricación vienen desorganizados y contienen errores de
escritura haciéndose necesario verificar los listados en el sistema.

47
Cursonograma analítico: Proceso de Elaboración de la Orden de
Producción del Sistema AXIS.
Gráfico 13: Cursonograma Anaítico del Proceso Orden de Producción AXIS Fuente: El Autor Elaborado por: El Autor
Del gráfico 13 cursonograma analítico del proceso orden de producción
del sistema AXIS se concluye que el tiempo que demora elaborar una
orden de producción de 100 placas del sistema AXIS es de 33 minutos,
siendo este un proceso más rápido y eficiente que el sistema SITCON.
Cursonograma analítico: Proceso de Preparación de la Materia
Prima.
Del gráfico 14 cursonograma analítico del proceso preparación de la
materia prima se concluye que el tiempo de ciclo para preparar 100
láminas semi elaboradas es de 1 hora con 51 minutos y 28 segundos y
una sola lámina se revisa en 57 segundos llegando hacer este un proceso
de retraso para el proceso de producción de placas.

48
Gráfico 14: Cursonograma Analítico Preparación de la Materia Prima Fuente: El Autor Elaborado por: El Autor
Cursonograma analítico: Proceso de Prensado de Placas Duplicadas.
Gráfico 15: Cursonograma analítico del proceso prensado placas duplicados Fuente: El Autor Elaborado por: El Autor

49
Del gráfico 15 cursonograma analítico del proceso prensado de placas
duplicadas se concluye que el tiempo de ciclo para prensar un par de
placas es de 42 segundos debido al tiempo que demora cambiar las
piezas de la matriz.
Cursonograma analítico: Proceso de Prensado de Placas Nuevas.
Gráfico 16: Cursonograma analítico del proceso prensado placas nuevas Fuente: El Autor Elaborado por: El Autor
Del gráfico 16 cursonograma analítico del proceso de prensado de placas
nuevas se concluye que para el proceso se requiere de un solo operario
debido a que se cambia únicamente la matriz de la serie numérica y se
conservan las letras. Su tiempo de ciclo es de 22 segundos.
Cursonograma analítico del proceso de entintado.
Del gráfico 17 cursonograma analítico del proceso de entintado se
concluye que el tiempo de ciclo para entintar 50 placas es de 19
segundos. Este proceso es considerado el más rápido, pero a su vez es el
proceso que más errores presenta.

50
Gráfico 17: Cursonograma Analítico del Proceso de Entintado Fuente: El Autor Elaborado: El Autor
2.4.2 Gestión de los Procesos de la Fábrica
El área de producción de placas desarrolla sus actividades en torno a seis
operaciones fundamentales: 1) La recepción de pedidos de fabricación, 2)
La elaboración de las órdenes de producción, 3) prensado, 4) proceso de
entintado, 5) almacenaje, 6) empaque y distribución del producto
terminado. En cada proceso existen subprocesos que dependen del
sistema de matriculación y del tipo de placa.
Los procesos que maneja la fábrica se muestran en la cadena de valor del
gráfico 18, en donde se determinan como actividades de apoyo la gestión
de chatarrización, la gestión de bienes y servicios, el transporte, el talento
humano y la gestión de la comunicación.
Como actividades primarias se identifican a los procesos de recepción de
pedidos de fabricación, gestión de materia prima, gestión de placas de
motos, distribución de placas, etc.

51
Gráfico 18: Cadena de valor de los procesos de la fábrica Fuente: El Autor Elaborado por: El Autor
Los procesos se organizan en base a la planificación mensual de la
producción, que es un archivo guía que ayuda a determinar:
La cantidad de láminas requeridas en el mes.
La total de pedidos de fabricación recibidos en el mes.
El orden en el que se deben distribuir las placas en las diferentes
rutas de distribución.
El total de placas fabricadas.
Las fechas de entrega y distribución.
La interrelación de las áreas y los procesos de la fábrica se muestran en
el gráfico 19.

52
Gráfico 19: Interrelación de los procesos de la fábrica Fuente: El Autor Elaborado por: El Autor
A.- Gestión Administrativa
A.1 Planificación de la producción:
La planificación de la producción está dentro del proceso gobernante
Gestión Administrativa y comprende la coordinación de fechas de entrega,
la producción diaria, el inventario de materia prima, las rutas de
distribución, la disposición de trasporte y brinda asesoramiento a los
encargados de placas.
Problemas:
La producción diaria no se organiza en base a pronósticos, se trabaja de
acuerdo a los pedidos de fabricación que se reciben y con el material y los
insumos que se tienen en el momento en la fábrica ocasionando demoras
en las entregas.

53
Las fechas de entrega se otorgan asumiendo que el tiempo de fabricación
va a ser de 60 días, pero debido a la disponibilidad de las máquinas y a la
falta de transporte puede llegar hacer de 200 días laborales
No se realiza una planificación previa de la cantidad de material que se
requiere haciéndose necesario asignar placa provisional a los usuarios
hasta que se pueda adquirir material.
Los pedidos de fabricación se imprimen y se organizan por rutas de
distribución con papeles adhesivos generando desorden y exceso de
papeleo debido a que no existe un sistema que ayude a organizar la
información.
B.- Gestión de Pedidos
El proceso Gestión de Pedidos es un proceso operativo realizado por el
jefe de la planta. Consiste en recibir las solicitudes de fabricación de parte
de los encargados de placas a nivel nacional y organizar la elaboración.
Este proceso está compuesto de dos subprocesos: La Recepción de
pedidos de fabricación y la Elaboración de las órdenes de producción.
B.1 Recepción de Pedidos de Fabricación
La recepción de pedidos de fabricación tiene dos partes, la solicitud de
fabricación de placas nuevas (sistema SITCON y AXIS) y las solicitudes
de fabricación de placas duplicadas del sistema SITCON. Ambos
procesos inician con él envió de una solicitud formal al correo institucional
del jefe de planta requiriendo el producto. La solicitud debe contener la
siguiente información:
Proyección de placas para un tiempo máximo de tres meses para
el caso de placas nuevas. Para el caso de duplicados se envía el
detalle de placas a fabricar en un archivo en Excel.
El tipo de servicio de la placa: particular, municipal, público, etc.
Para placas de servicio público se debe adjuntar la documentación
de la compañía de transporte que solicito las placas.

54
Si la información de la solicitud es correcta, se asigna una fecha de
entrega, caso contrario se brinda una solución acorde a la necesidad y se
reprograma la fecha de entrega bajo la condición de que retiren el
producto en la fábrica.
La solución se debe a que no se puede enviar más de dos viajes en una
semana por falta de transporte y por la restricción de la SERCOP acerca
del uso correcto de los bienes del estado.
Las ciudades que manejan sistema AXIS no necesitan enviar una solicitud
de fabricación de placas duplicadas pues en el momento en que el
usuario realiza el trámite en cualquier centro de matriculación la serie de
placa queda grabada automáticamente en el sistema.
Problemas:
Los encargados de placas a nivel nacional desconocen la manera en que
se debe solicitar el producto y la cantidad, debido a que no trabajan con
pronósticos ni datos estadísticos previamente planificados.
La mayoría de los encargados de placas desconocen el nombre de la
persona a cargo de la fábrica. Este problema se debe a la falta de
comunicación que existe entre la A.N.T. y los GAD’S.
No se gestionan programas de capacitación para los GAD’S que asumen
competencias de matriculación, ocasionando errores en el manejo del
sistema y en los trámites de matriculación.
No existen formatos estandarizados que agilicen el proceso de solicitud
de placas y ayuden a conservar un orden en la información.
B.2 Elaboración de la orden de producción
La orden de producción es un documento en Word que detalla la cantidad
de placas a fabricar, el tipo de servicio y la ciudad. Dentro de este proceso
hay cuatro subprocesos:
Elaboración de la orden de producción de placas nuevas.

55
Elaboración de la orden de producción de placas duplicadas
(SITCON).
Elaboración de la orden de producción de placas duplicadas
(AXIS).
Elaboración de la orden de producción de replaqueos.
B.2.1 Elaboración de la Orden de Producción de Placas Nuevas
EL proceso inicia con la revisión de la última serie fabricada. De acuerdo a
este dato se asigna una nueva serie y se envía a fabricar usando el
formato de orden de producción. Este proceso es rápido y no está
expuesto a errores. El tiempo de ciclo es de 15 minutos.
B.2.2 Elaboración de la Orden de Producción de Placas Duplicadas
(SITCON)
La orden de producción se elabora en base a los listados de placas a
fabricar. El proceso inicia revisando que ciudades continúan manejando
sistema SITCON pues de acuerdo a la última disposición emitida por la
A.N.T. hasta el mes de agosto del 2016 todas las provincias deben
manejar sistema AXIS.
Seguido de este paso, se deben revisar los listados en el sistema para
evitar errores de digitación y se debe verificar si las placas ya fueron
fabricadas anteriormente. Finalmente se copia el listado en el formato
estandarizado orden de producción y se entrega al bodeguero y al
operador de la prensa para su producción.
B.2.3 Elaboración de la Orden de Producción de Placas Duplicadas
(AXIS)
El proceso de elaboración de la orden de producción del sistema AXIS es
un proceso fácil de realizar y no requiere de verificaciones pues el sistema
AXIS presenta menos errores que el sistema SITCON. El proceso inicia
descargando del sistema el listado de placas a fabricar en formato en
Excel, se revisa la fecha en la que fue solicitada por última vez la placa,
56
tiempo que no debe ser menor a tres meses y finalmente se copia el
listado en el formato orden de producción.
B.2.4 Elaboración de la Orden de Producción de Replaqueos
El proceso de replaqueos es un proceso único del sistema SITCON en
donde debido a las deficiencias del sistema se hace necesario que un
funcionario de la A.N.T., del departamento de control técnico, descargué
el archivo y envié un impreso a la fábrica.
En la fábrica el auxiliar administrativo se encarga de pasar la información
a un archivo en Excel y envía la información al jefe de planta para que
elabore la orden de producción y revise las placas en el sistema SITCON.
Este proceso se realiza una vez al mes y es únicamente para las ciudades
que continúan manejando este sistema.
Problemas:
Elaborar una orden de producción de 93 placas del sistema SITCON dura
un tiempo de ciclo de 1 hora con 27 minutos y 32 segundos. El motivo es
que la mayoría de los pedidos vienen desorganizados y contienen errores
de escritura haciéndose necesario verificar los listados en el sistema.
El replaqueo de placas es un proceso único del sistema SITCON. Puede
durar un tiempo de ciclo de 7 horas con 34 minutos y 15 segundos, es
decir un día de trabajo, la causa es que los listados llegan a la fábrica en
físico viéndose la necesidad de transcribirlos en un archivo en digital para
poder realizar su revisión en el sistema.
Los encargados de placas desconocen que los listados de placas por
replaqueo llegan a la fábrica en físico, enviando junto a los pedidos de
fabricación dichas placas, viéndose la necesidad de verificar las órdenes
de producción antes de imprimirlas.
Se manejan dos sistemas de matriculación a nivel nacional. Esto provoca
confusiones, desorden, reprocesos, exceso de papeleo, tiempos de ciclos
largos y errores debido a la falta de capacitación.

57
La distancia que recorre el Jefe de planta para entregar las órdenes de
producción al área de bodega y producción es de 27 metros, como se
muestra en el gráfico 20.
Gráfico 20: Distancia recorrida para entregar las órdenes de producción Fuente: El Autor Elaborado por: El Autor
C.- Producción
La producción de placas empieza en la preparación de la materia prima y
termina en el almacenamiento del producto terminado.
C.1 Preparación de la Materia Prima
El proceso consiste en retirar el plástico y el papel que protege las
láminas semielaboradas y entregar al área de producción la cantidad
5m
15m
7m
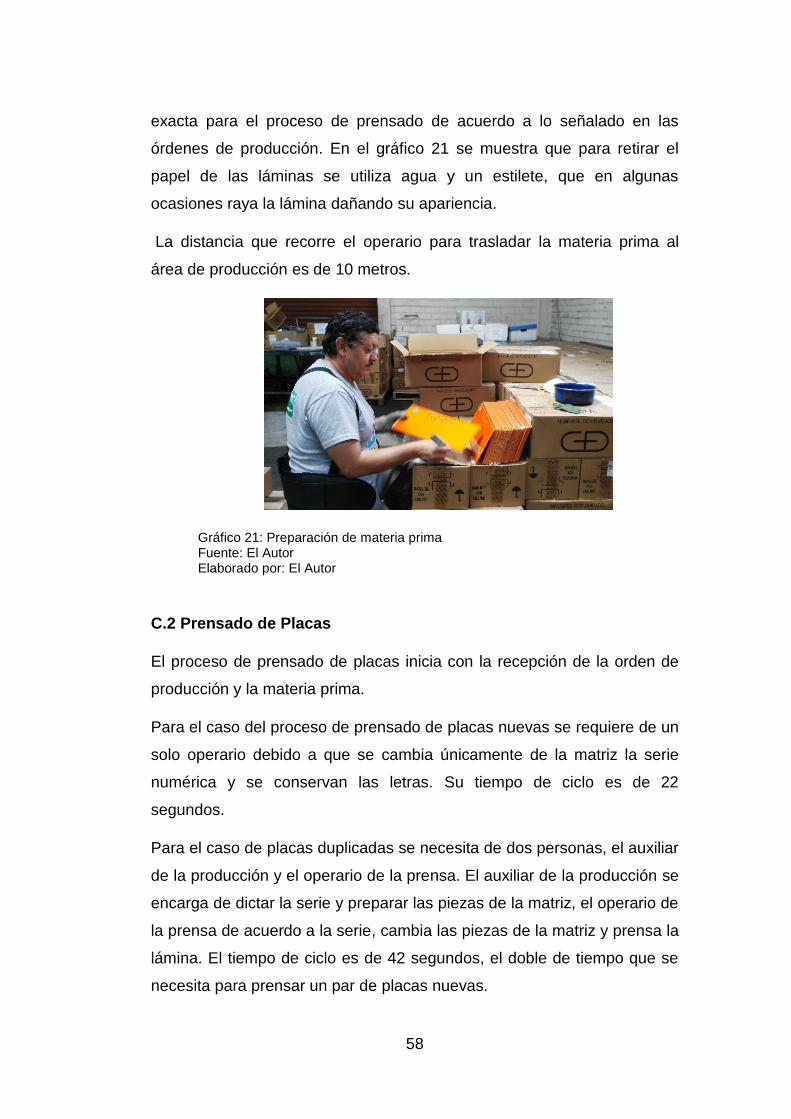
58
exacta para el proceso de prensado de acuerdo a lo señalado en las
órdenes de producción. En el gráfico 21 se muestra que para retirar el
papel de las láminas se utiliza agua y un estilete, que en algunas
ocasiones raya la lámina dañando su apariencia.
La distancia que recorre el operario para trasladar la materia prima al
área de producción es de 10 metros.
Gráfico 21: Preparación de materia prima Fuente: El Autor Elaborado por: El Autor
C.2 Prensado de Placas
El proceso de prensado de placas inicia con la recepción de la orden de
producción y la materia prima.
Para el caso del proceso de prensado de placas nuevas se requiere de un
solo operario debido a que se cambia únicamente de la matriz la serie
numérica y se conservan las letras. Su tiempo de ciclo es de 22
segundos.
Para el caso de placas duplicadas se necesita de dos personas, el auxiliar
de la producción y el operario de la prensa. El auxiliar de la producción se
encarga de dictar la serie y preparar las piezas de la matriz, el operario de
la prensa de acuerdo a la serie, cambia las piezas de la matriz y prensa la
lámina. El tiempo de ciclo es de 42 segundos, el doble de tiempo que se
necesita para prensar un par de placas nuevas.

59
En el gráfico 22 se muestra el proceso de prensado de placas duplicadas
en donde el auxiliar de la producción con ayuda de un marcador va
señalando las series que van siendo prensadas manteniendo un orden de
fabricación.
Gráfico 22: Proceso de prensado Fuente: El Autor Elaborado por: El Autor
C.3 Entintado
En el proceso de entintado trabaja un solo operario, que es el encargado
de retirar las placas del área de prensado y entintar en su puesto de
trabajo como se muestra en el gráfico 23.
Gráfico 23: Entintado de placas Fuente: El Autor Elaborado por: El Autor

60
Si alguna placa presenta algún defecto, el operario con un pincel, tiñer y
tinta negra de serigrafía corrige el error y si fuese el caso lava la placa
para que se enfrié el material y se pueda volver a entintar, al estar
totalmente fría la placa, la tinta de la cinta se adhiere a la lámina con
mayor facilidad.
El tiempo de ciclo para entintar una lámina es de 20 segundos.
C.4 Almacenamiento
Seguido del proceso de entintado, el operario almacena el producto en las
perchas asignadas como se muestra en el gráfico 24, con el nombre de la
ciudad y la fecha de fabricación hasta el día de su entrega y distribución.
Gráfico 24: Almacenamiento de placas Fuente: El Autor Elaborado por: El Autor
Problemas:
En el proceso de producción de placas existen paros debido a:
Falta de Órdenes de Producción. Esto se debe principalmente a la falta
de organización y a la sobrecarga de trabajo que tiene diariamente el jefe
de la planta.
Falta de Materia Prima. El tiempo de ciclo para preparar un total de 100
láminas semielaboradas es de 1 hora con 51 minutos, es decir, que una

61
lámina se revisa en 57 segundos. Dependiendo de la cantidad de placas
este proceso puede demorar más de una hora retrasando el proceso de
producción. Las láminas llegan a la fábrica cubiertas de papel y plástico
por decisión del proveedor que desconoce el problema.
Disponibilidad de las máquinas. Este problema se da a causa de las
fallas eléctricas, la falta de aceite, el sobrecalentamiento y deterioro de las
máquinas, la falta de rollos de entintado y el deterioro de los equipos de
computación.
Movimientos innecesarios. Los operarios recorren una distancia total de
21 metros. 6 metros para retirar las placas prensadas, 10 metros para
retirar el material y 5 metros para almacenar el producto terminado tal
como se muestra en el gráfico 25.
Gráfico 25: Movimientos innecesarios Fuente: El Autor Elaborado por: El Autor
Calidad del producto. El producto no conforme del proceso de prensado
no se puede corregir y pasa directamente al inventario de placas mal
fabricadas.
El producto no conforme del proceso de entintado debido a la calidad del
rollo o a la colocación de la lámina en la máquina entintadora se puede

62
corregir limpiando con tiñer las manchas de la lámina como se muestra en
el gráfico 26, y si fuese el caso se vuelve a prensar y a entintar la lámina
previo a su lavado. De un paquete de 100 láminas, 10 láminas en
promedio pueden presentan errores de entintado y una o dos de
prensado.
Gráfico 26: Verificación de la calidad del producto Fuente: El Autor Elaborado por: El Autor
Deterioro de la Infraestructura. En el área existen baches, grietas,
goteras, cables sueltos, sillas rotas que impiden que los operarios trabajen
con comodidad y en un buen ambiente laboral.
Este problema incrementa con la presencia de excrementos de palomas
en el producto terminado y en las máquinas, debido a las aberturas que
existe tanto en las paredes como en las ventanas de la fábrica. El
deterioro de la infraestructura se muestra en el gráfico 27.
Gráfico 27: Deterioro de la fábrica Fuente: El Autor Elaborado por: El Autor

63
D.- Almacenaje: El proceso de almacenaje comprende los procesos de
Gestión de la materia prima y la Gestión de placas de motos.
D.1 Gestión de la Materia Prima
La gestión de materia prima consiste en recibir las láminas
semielaboradas provenientes del proveedor como se muestra en el
gráfico 28. La entrega del material puede ser de forma total o parcial todo
depende del espacio que exista en bodega y del contrato firmado con el
proveedor elegido por la A.N.T. mediante concurso. El día de la entrega
de las láminas, el bodeguero y los operarios preparan el espacio y los
pallets. La forma en que se supervisa el contenido de las cajas es por
muestreo, abriendo una caja y contando la cantidad de láminas.
Gráfico 28: Recepción de materia prima Fuente: El Autor Elaborador por: El Autor
D.2 Gestión de Placas de Motos
La gestión de placas de motos comprende la asignación de series de
acuerdo al orden y a las series disponibles en el archivo asignación de
placas, hasta la creación del acta de entrega, empaque y distribución de
las mismas siempre que el tipo de servicio sea público, municipal y
diplomático. Para placas de servicio particular debido a la falta de
producto terminado y de materia prima se entrega al usuario una placa
provisional.

64
Esto genera controversia pues las placas de servicio particular tienen más
demanda en el país y no existe material para su fabricación.
Problemas:
La falta de materia prima se debe a la ausencia de planificación, estudios
sobre la demanda de placas y pronósticos que indiquen aproximadamente
la cantidad de láminas que se requieren anualmente en la fábrica de
acuerdo a su tipo de servicio.
La adquisición de placas de motos de servicio público, diplomático, de
internación temporal y de estado que se encuentran almacenadas en la
bodega de producto terminado, se realizó sin un estudio previo acerca de
la necesidad de dichas placas dando como resultado un alto inventario de
producto terminado.
En bodega existe un total de 54.575 placas sin utilizar.
E.- Distribución.
E.1 Empaque y Distribución de Placas
El proceso inicia con la elaboración de las actas de entrega en base a las
órdenes de producción fabricadas, dichas órdenes con enviadas por el
jefe de la planta al auxiliar de bodega mediante correo institucional. Con
las actas impresas se revisa el orden de fabricación de las placas y se
empaca en las mismas cajas en donde vienen almacenadas las láminas
semielaboradas.
El empaque es realizado por la persona a cargo del turno del viaje de
distribución y puede durar de uno a dos días dependiendo de la calidad
del producto. Si la placa se encuentra mal entintada, empolvada,
manchada, mal prensada o no fue fabricada en ese instante se corrige el
error como se indica en los gráficos 29 y 30.

65
Gráfico 29: Revisión de producto terminado Fuente: El Autor Elaborado por: El Autor
Gráfico 30: Verificación de la calidad del producto Fuente: El Autor Elaborado por: El Autor
Problemas:
Es necesario antes de empacar las placas para el viaje de distribución
revisar el orden y la calidad del producto debido a que el producto final se
almacena en las perchas en algunas ocasiones en desorden y sin verificar
previamente la calidad. El proceso dura un día o dos pues lo realiza una
sola persona. En un solo viaje se pueden empacar hasta 4.000 placas,
100 láminas en cada caja, es decir, 40 cajas requiriendo para los viajes un
camión.

66
La fábrica no cuenta con transporte propio, haciéndose necesario
solicitarlo en la A.N.T. El proceso de solicitud de transporte y viáticos es
un proceso que durar tres días laborales y todo depende de la
disponibilidad de vehículos y de conductor.
G.- Procesos de Apoyo
G.1 Gestión de Inventarios
Dentro de la fábrica se manejan dos inventarios: uno de producto
terminado y otro de materia prima. Adicionalmente se maneja el inventario
de placas del área inventario San Carlos.
G.1.1 Inventario San Carlos
El Inventario San Carlos es un proceso que utiliza un archivo en donde se
encuentran registradas todas las placas que no han sido retiradas por los
usuarios desde el año 2012. Dichas placas se encuentran almacenadas
en el área que lleva el mismo nombre y se gestionan recibiendo la
documentación de los usuarios que se acercan a la fábrica preguntado
por su placa, si la documentación es pertinente se entrega caso contrario
se manda a fabricar.
En el gráfico 31 se muestra el área y el desorden que existe en la misma.
Gráfico 31: Inventario San Carlos Fuente: El Autor Elaborado por: El Autor.

67
Gráfico 32: Área de chatarrización Fuente: El Autor Elaborado por: El Autor
El inventario de materia prima se realiza enviando a la bodega de la
A.N.T. las actas de entrega para que mantengan el control del ingreso y
egreso del material.
G.2 Gestión de Chatarrización
El proceso de chatarrización es un proceso de apoyo que consiste en
recibir las placas deterioradas u obsoletas enviadas por los encargados
de placas a nivel nacional. El proceso inicia con la recepción de las placas
por parte del operario a cargo del proceso, el mismo que las clasifica por
unidades y servicios e ingresa la información en un archivo en Excel. La
información que se ingresa en el archivo es:
La serie de la placa.
El tipo de servicio.
La cantidad una placa o las dos.
La ubicación de la placa, es decir, el número de caja donde esta
almacenada y la fecha de ingreso.
La fábrica semanalmente recibe un total de 700 placas diarias y en
algunos casos hasta 1.000 placas semanales. El proceso de clasificar y
registrar las placas es realizado en un espacio de 40 m2 como se indica
en el gráfico 32.

68
El proceso para el reciclaje de placas se realiza una vez al año
contratando los servicios de un gestor ambiental. La última vez en que se
gestionó el proceso fue en el mes de agosto del 2015 eliminando un total
de 70.000 placas.
Desde el mes de septiembre del 2015 al mes de abril del 2016 de acuerdo
a las actas de entrega se receptaron en promedio un total de 60.000
placas. Del total se revisaron físicamente 53.417 y se registraron y
organizaron en 100 cajas 30.118 placas quedando por revisar en
promedio un total de 53.323 placas.
El total de placas registradas por mes se detallan en el cuadro 12.
Cuadro 12: Placas registradas en el archivo Placas para dar de Baja.
Mes Ingresadas al
Archivo
Revisadas en
Físico
Septiembre 3.513 6.569
Octubre 1.810 3.434
Noviembre 5.473 10.554
Diciembre 3.533 6.551
Enero 4.773 8.555
Febrero 1.714 3.170
Marzo 4.044 7.579
Abril 5.328 7.005
TOTAL 30.188 53.417
Nota: Tomado del archivo Placas para Dar de Baja 2016
El operario se demora un día en revisar 500 placas y un día en ingresar
las mismas 500 usando a la semana tres días para revisar placas y dos
para registrar. Al mes se promedia que el operario puede ingresar un total
de 2.550 placas.

69
Problemas:
Desde el año 2012 que llegaron las placas de San Carlos a la fábrica
hasta la fecha actual no se ha implementado un programa que ayude a
disminuir el desorden y el excesivo inventario en el lugar.
En el área de chatarrización existe desorden, basura, polvo, máquinas
deterioradas, pisos desnivelados, etc. debido a la cantidad de placas por
deterioro que llega a la fábrica y a la cantidad de placas que resta por
revisar y organizar.
No se gestiona un programa de reciclaje trimestral que impida la
acumulación del producto, tampoco se trabaja con los recursos
informáticos y las herramientas necesarias tales como guantes, cartones,
estiletes que faciliten el trabajo y generen un buen ambiente laboral.
La distancia que recorre el operario para retirar las placas ingresadas a la
fábrica por deterioro es de 18 m, como se muestra en el gráfico 33.
Gráfico 33: Distancia recorrida por el operario Fuente: El Autor Elaborado por: El Autor

70
Entre los procesos de apoyo o soporte también está la Gestión de las
TICS, Transporte, Talento humano, Bienes y servicios, etc. Que son
manejados directamente en la A.N.T.
Finalmente, de la descripción de los procesos se concluye que el tiempo
de ciclo para fabricar 100 placas duplicadas es de 1 hora con 35
segundos y que una placa duplicada se puede fabricar en 57 segundos.
Para el caso de placas nuevas el tiempo de ciclo es de 1 hora con 15
minutos y una placa nueva se fabrica en 45 segundos. Los resultados
indican que en un día normal de trabajo se pueden fabricar hasta 600
placas independientemente del tipo de servicio y en un mes se pueden
fabricar hasta 18.600 placas.
Para saber si la cantidad de placas que se fabrican al mes satisface la
demanda del producto se realizó un estudio de la demanda actual,
calculando el total de placas promedio solicitadas en un mes, desde el
año 2015 al mes de marzo del 2016. Del cálculo se concluyó que el total
promedio de placas solicitadas en un mes es de 22.832, a esta cantidad
se le debe restar el valor del 5% que corresponde al total de placas
eliminadas de los listados por ser replaqueos, placas ya elaboradas y
entregadas o placas mal ingresadas al sistema, quedando un total de
22.000 placas mensuales, cantidad que se cubre elaborando y
distribuyendo el producto en un lapso de 8 semanas.
En los registros de la fábrica se observó que en algunos casos donde la
demanda alcanzó un total de 50.748 placas mensuales como en el caso
del mes de mayo del 2015, el tiempo de elaboración y distribución llego a
ser de 5 meses debió a que, como se mencionó anteriormente la fábrica
puede producir al mes un total de 18.600 placas que no satisface la
demanda mensual.

71
2.4.3 Condiciones Necesarias para Implementar un sistema Lean
Manufacturing
Las condiciones necesarias que debe tener toda organización basados en
los tres pilares fundamentales: Gerencia, Organización y Producción,
antes de implementar la metodología Lean se muestra en el gráfico 34.
Gráfico 34: Condiciones necesarias para implementar Lean Fuente: (Gacharna & Gonzáles, 2011) Elaborado por: El Autor
Cada condición se fundamenta en diferentes criterios de evaluación como
se mencionó en el marco teórico. Para determinar los valores de cada
criterio se organizaron varias reuniones con el jefe de la planta, en donde
se calificó a cada criterio de acuerdo a la manera en que se gestiona la
administración de la fábrica.
Los resultados de las reuniones se muestran en el cuadro 13.

72
Cuadro 13. Evaluación de las condiciones necesarias para implementar Lean Manufacturing.
CONDICIONES
NECESARIAS CRITERIOS ALTO MEDIO BAJO
1.- Compromiso y
participación de
los miembros de la
organización
1.1 Liderazgo y
compromiso de la
gerencia
Los altos
administrativos
establecen normas.
Se maneja un
liderazgo autocrático.
1.2 Posición
frente al cambio
Existe conciencia de
cambio y mejoras pero no
se realizan las acciones
necesarias para
conseguirlas.
1.3
Involucramiento y
participación de
los empleados
Se aceptan las ideas
y propuestas de
mejora promoviendo
la participación de los
empleados.
1.4 Trabajo en
equipo
Se realizan reuniones
ocasionales e informales
donde cada trabajador da
una opinión del tema.
Continua

73
Cuadro 13. Evaluación de las condiciones necesarias para implementar Lean Manufacturing. (Continuación)
CONDICIONES
NECESARIAS CRITERIOS ALTO MEDIO BAJO
2.- Gestión
estratégica
orientada a la
mejora continua
2.1 Ventajas
Competitivas
Los empleados
desconocen las
ventajas competitivas
que tiene la fábrica a
nivel nacional.
2.2 Administración
Estratégica
No existen objetivos y
metas establecidas que
midan el avance y el
mejoramiento de la
fábrica.
2.3 Disposición para
invertir
Falta de presupuesto
propio. Las inversiones
se realizan cuando es
estrictamente necesario
y mediante gestiones
que pueden durar de 3
a 5 meses.
Continua

74
Cuadro 13. Evaluación de las condiciones necesarias para implementar Lean Manufacturing. (Continuación)
CONDICIONES
NECESARIAS CRITERIOS ALTO MEDIO BAJO
3.- Cultura
organizacional
orientada a la
mejora continua
3.1 Estabilidad
en la
organización
El personal de la fábrica
tiene contratos fijos. Los
cambios de personal
existen en la parte
administrativa.
3.2
Comunicación
efectiva
Dentro de la fábrica
están abiertas las líneas
para el dialogo libre y
constructivo.
3.3 Aprendizaje
y capacitación
continua
No existen programas de
capacitación ni de
inducción para los
operarios nuevos. Los
operarios conservan los
mismos conocimientos.
4.1 Planeación
y control de la
producción
La producción se
planifica en base a los
recursos disponibles en
la fábrica.
Continua
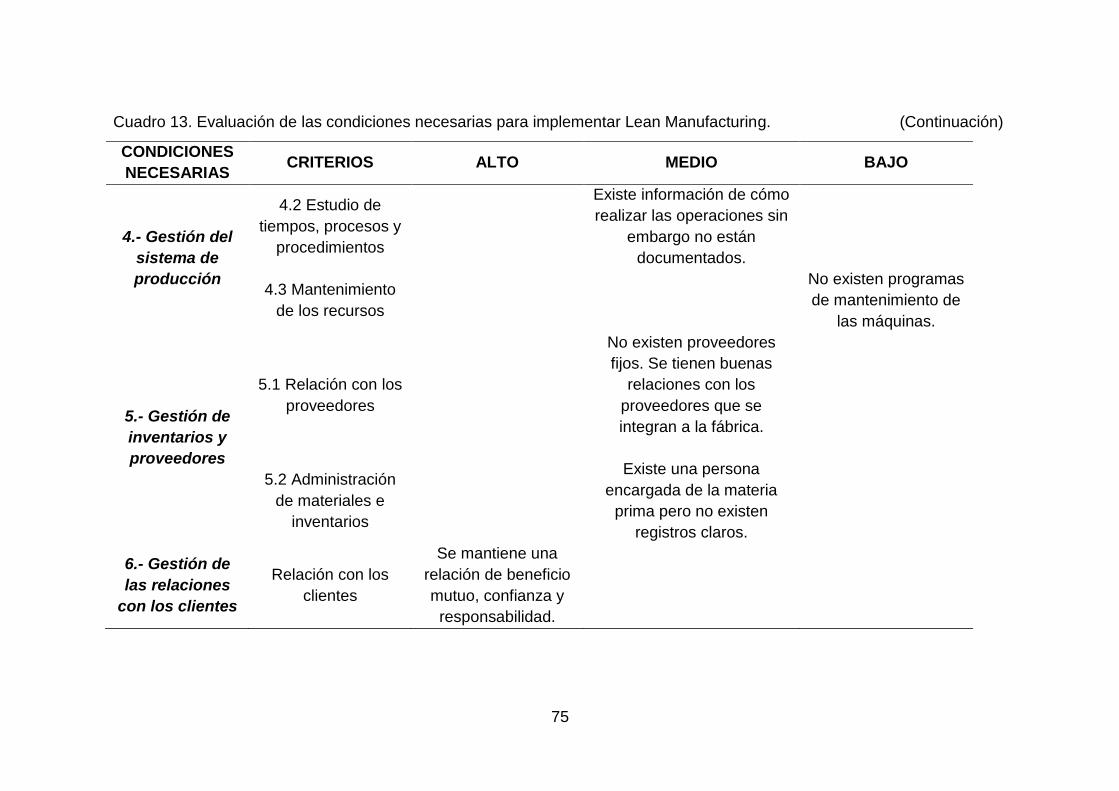
75
Cuadro 13. Evaluación de las condiciones necesarias para implementar Lean Manufacturing. (Continuación)
CONDICIONES
NECESARIAS CRITERIOS ALTO MEDIO BAJO
4.- Gestión del
sistema de
producción
4.2 Estudio de
tiempos, procesos y
procedimientos
Existe información de cómo
realizar las operaciones sin
embargo no están
documentados.
4.3 Mantenimiento
de los recursos
No existen programas
de mantenimiento de
las máquinas.
5.- Gestión de
inventarios y
proveedores
5.1 Relación con los
proveedores
No existen proveedores
fijos. Se tienen buenas
relaciones con los
proveedores que se
integran a la fábrica.
5.2 Administración
de materiales e
inventarios
Existe una persona
encargada de la materia
prima pero no existen
registros claros.
6.- Gestión de
las relaciones
con los clientes
Relación con los
clientes
Se mantiene una
relación de beneficio
mutuo, confianza y
responsabilidad.

76
De la evaluación se realizó una ponderación de los resultados asignando
una calificación a cada valor donde: A (Alto) = 5, B (Medio) = 3 y C (Bajo)
= 1.
En el cuadro 14 se muestra el formato de evaluación que se utiliza para
calificar cada condición. El objetivo de la ponderación es conseguir una
valoración objetiva de cada criterio.
Cuadro 14: Formato de evaluación de criterios
Formato de Calificación A B C Cal. Peso
% Valor Nivel
1. Compromiso y participación de los miembros de la organización
1.1 Liderazgo y compromiso
de la gerencia x 1 40% 0,4
MEDIO
1.2 Posición frente al cambio x 3 15% 0,45
1.3 Participación de los
empleados x 5 25% 1,25
1.4 Trabajo en equipo x 3 20% 0,6
Total 100% 2,7
2. Gestión estratégica orientada a la mejora continua
2.1 Ventajas competitivas x 1 35% 0,35
BAJO 2.2 Administración estratégica x 1 35% 0,35
2.3 Disposición para invertir x 1 30% 0,30
Total 100% 1
3. Cultura organizacional orientada a la mejora continua
3.1 Estabilidad de la
organización x 3 25% 0,75
BAJO 3.2 Comunicación efectiva x 5 25% 1,25
3.3 Aprendizaje y capacitación
continua x 1 40% 0,40
Total 100% 2,4
Continua

77
Cuadro 14. Formato de evaluación de criterios (Continuación)
Formato de Calificación A B C Cal. Peso
% Valor Nivel
4.- Gestión del sistema de producción
4.1 Planeación y control de la
producción x 3 40% 1,2
MEDIO 4.2
Estudio de tiempo,
procesos y procedimientos x 3 35% 1,05
4.3 Mantenimiento de los
recursos x 1 25% 0,25
Total 100% 2,5
5. Gestión estratégica orientada a la mejora continua
5.1 Relación con los
proveedores x 3 50% 1,5
MEDIO 5.2 Administración de los
materiales e inventarios x 3 50% 1,5
Total 100% 3
6. Gestión de las relaciones con el cliente
6.1 Relación con los clientes x 5 100% 5 ALTO
Total 100% 5
Nota: Elaborado por el autor.
Seguido de este paso se muestra en el cuadro 15 un resumen de la
evaluación, ordenando tanto los criterios como las condiciones de mayor a
menor.
Cuadro 15: Resumen de la evaluación de criterios
Condición 6 Nivel Calificación
6.1 Relación con los clientes ALTO 5
Continua

78
Cuadro 15. Resumen de la evaluación de criterios (Continuación)
Condición 5 Nivel Calificación
5.1 Relación con los proveedores
MEDIO
3
5.2 Administración de los materiales e
inventarios 3
Condición 1 Nivel Calificación
1.1 Involucramiento y participación de los
empleados
MEDIO
5
1.2 Posición frente al cambio 3
1.3 Liderazgo y compromiso de la gerencia 1
1.4 Trabajo en equipo 3
Condición 4 Nivel Calificación
4.1 Planeación y control de la producción
MEDIO
3
4.2 Estudio de tiempo, procesos y
procedimientos 3
4.3 Mantenimiento de los recursos 1
Condición 3 Nivel Calificación
3.2 Comunicación efectiva
BAJO
5
3.1 Estabilidad de la organización 3
3.3 Aprendizaje y capacitación continua 1
Condición 2 Nivel Calificación
2.1 Ventajas Competitivas
BAJO
1
2.2 Administración Estratégica 1
2.3 Disposición para invertir 1
Nota: Elaborado por el autor.
De los resultados del cuadro 15 se concluye que:
Condición N°6. Relación con los Clientes
La condición relación con los clientes obtuvo una calificación de 5, que
significa ALTO. Debido a que el personal atiende siempre a los
encargados de placas y a los usuarios que visitan la fábrica, resolviendo

79
sus dudas y problemas acerca del sistema promoviendo una relación
laboral de confianza y compañerismo.
Condición N°5. Gestión de Inventarios y Proveedores
La condición gestión de inventarios y proveedores recibió una calificación
de 3 nivel MEDIO. La causa es que no existe un control adecuado del
inventario que existe en la fábrica y en el departamento de bodega de la
A.N.T. generando confusiones que impide tener una planificación
acertada en la adquisición de materia prima y de los recursos necesarios
para la fábrica.
Condición N°1. Compromiso y Participación de los Miembros de la
Organización.
La condición compromiso y participación de los miembros de la
organización mereció una calificación de 2,7 que se considera MEDIO. La
calificación se debe a que, dentro del departamento administrativo, la
fábrica no recibe la importancia debida. Los operarios están
acostumbrados a escuchar propuestas de mejora de parte del
departamento de mantenimiento y de seguridad industrial de la A.N.T.
mensualmente para arreglar el deterioro de la infraestructura y brindar un
mejor ambiente laboral. Al final dichas propuestas se quedan solo en
palabras y en informes incrementando el problema.
Otra razón es que la fábrica aún no ha sido creada dentro del Estatuto
Orgánico de Gestión Organizacional por procesos de la A.N.T. Lo que ha
ocasionado que los operarios trabajen sin manuales de procesos,
normativas de seguridad ni estándares de calidad.
Condición N°4. Gestión del Sistema de Producción
La condición gestión del sistema de producción recibió un puntaje de 2,5
MEDIO pues no existe un programa de mantenimiento oportuno para los
equipos provocando su deterioro. Otro factor que contribuye a la
calificación son los pedidos de fabricación que llegan a la fábrica de forma

80
desordenada sin formatos estandarizados y el desconocimiento de los
operarios acerca de los tiempos de ciclo que deben cumplir sus procesos.
Condición N°3. Cultura Organizacional Orientada a la Mejora
Continua
La condición cultura organizacional orientada a la mejora continua
presentó un puntaje BAJO de 2,4. La causa se enfoca principalmente a la
falta de capacitación e inducción para los operarios y para los encargados
de placas a nivel nacional que asumen competencias de matriculación.
Condición N°4. Gestión Estratégica Orientada a la Mejora Continua
La fábrica no cuenta con una misión, visión, metas y objetivos propios de
la misma que impulsen a los operarios a trabajar con precisión y calidad
promoviendo el rendimiento de la fábrica. Otro factor es la disposición
para invertir debido a la falta de presupuesto que impide realizar el trabajo
con los recursos necesarios haciéndose inevitable usar herramientas
obsoletas e incluso haciendo que sean los mismos operarios los que
donen herramientas que faciliten su trabajo.
El diagnóstico que se realizó a los tres pilares determinó que:
La participación activa de los empleados en la planeación estratégica de
la fábrica y en las políticas de mejora es baja, pues la fábrica no cuenta
con un departamento que gestione procesos de mejora continua que
involucre al personal, las máquinas, la infraestructura, la calidad del
producto y la adquisición de materia prima y los recursos.
Para ello, es necesario crear la fábrica de placas dentro del Estatuto
Orgánico de Gestión por procesos de la A.N.T. que permita planificar la
producción mediante balanceo de línea y la priorización de las órdenes de
producción, elaborando planes de calidad para el producto, orientando a
la fábrica a trabajar bajo una cultura organizacional orientada a la mejora
continua.

81
2.4.4 Análisis de la Situación Actual usando las Herramientas Lean
Manufacturing
Para finalizar el diagnóstico se procede a evaluar los problemas
enunciados anteriormente usando las herramientas Lean más pertinentes
para cada situación con el objetivo de determinar posibles soluciones.
2.4.4.1 Herramienta 5’S
La metodología 5’S es una herramienta de mejora continua, su aplicación
en la fábrica es fundamental a causa del desorden en los puestos de
trabajo, la acumulación de material innecesario y obsoleto, la presencia de
suciedad en las máquinas, la conservación de máquinas deterioradas,
etc.
EVALUACIÓN INICIAL
Los resultados de la encuesta previa de la herramienta 5’S que se
muestra en el anexo H, arrojo los siguientes resultados:
Aspectos Negativos
1. Se tiene material acumulado en los puestos de trabajo.
2. Existe maquinaria, muebles obsoletos y equipos innecesarios en
todas las áreas de trabajo.
3. Los materiales y las herramientas no están visibles ni disponibles
para su uso.
4. Existen artículos que no corresponden al lugar, que no son suyos y
que no saben de quien son.
5. No hay recipientes de basura adecuados y los envases de
sustancias tóxicas no contienen etiquetas que identifiquen su
contenido y las propiedades del mismo.
6. Ningún trabajador cuenta con un lugar fijo para almacenar sus
pertenencias personales. Esto se debe a que los lockers de la
fábrica pertenecen a la Policía Nacional y pueden ser solicitados en
cualquier momento.

82
Aspectos Positivos
1. Se considera que el área de trabajo esta ordenada y limpia en lo
que cabe, se argumenta que, por falta de espacio, perchas, pallets,
etc. no se ha podido organizar de mejor manera el lugar.
2. La basura se retira con frecuencia del área gracias al personal
encargado del orden y aseo.
3. Los elementos en las áreas no se encuentran almacenados en
lugares determinados.
4. Las líneas de circulación en algunas áreas se encuentran definidas
y libres de obstáculos en otras el espacio es tan insuficiente que
impide la circulación segura de los trabajadores.
De las preguntas 11 y 12 de la encuesta se concluyó que el aspecto más
importante a considerar es el deterioro de la infraestructura el mismo que
requiere de la atención urgente del departamento de mantenimiento de la
A.N.T. antes de que ocurra algún daño irremediable en los trabajadores.
Además, se concluyó que los operarios no tienen conocimiento sobre
herramientas de mejora continua que contribuyan a cambiar sus métodos
tradicionales de trabajo.
Para brindar una solución al problema y con el apoyo y la autorización del
jefe de planta se realizó una capacitación a los trabajadores donde se
impartieron temas como: ¿Qué es la Metodología Lean Manufacturing?
Sus principales beneficios, sus herramientas de mejora, las 5’S, TPM, etc.
La capacitación fue impartida en la fábrica mediante el uso de diapositivas
y videos sencillos que explicaron con claridad el objetivo de cada
herramienta. La encuesta inicial de la evaluación de la herramienta 5’S se
encuentra en el Anexo A.
En el área de chatarrización, como se observa en el gráfico 35, el
desorden impide la circulación por el lugar y se pueden ocasionar
accidentes lamentables, debido a la cercanía de los cartones a las

83
instalaciones eléctricas del piso que se encuentran sin ningún tipo de
protección.
Gráfico 35: Desorden en el área de chatarrización Fuente: El Autor Elaborado por: El Autor
En el área de producción como se observa en el gráfico 36 existen
sustancias toxicas almacenadas en recipientes inadecuados y sin la
identificación correcta, el aceite que se utiliza para las máquinas no se
almacena de la manera correcta existiendo el riesgo de que se derrame y
provoque accidentes graves.
Gráfico 36: Sustancia tóxicas sin protección Fuente: El Autor Elaborado por: El Autor
En el área de bodega de materia prima, como se observa en el gráfico 37,
existen cajas con documentos obsoletos almacenados en un espacio
humedo. Además, existen partes de máquinas obsoletas y elementos

84
conservados innecesariamente como botellas vacías, fierros oxidados,
etc.
Gráfico 37: Cajas con documentos obsoletos Fuente: El Autor Elaborado por: El Autor
En el área inventario San Carlos y en la bodega de producto terminado
existe acumulación de polvo, papeles, desorden y falta de espacio para
caminar.
De la descripción de las áreas se concluye que la mejor solución al
problema de desorden y falta de limpieza y aseo es la herramienta 5’S.
2.4.4.2 MANTENIMIENTO PRODUCTIVO TOTAL
La maquinaria que actualmente se encuentra operando en la fábrica fue
recibida de parte de la Dirección Nacional de Control de Tránsito y
Seguridad Vial de la Policía Nacional, como parte del proceso de
transferencia de competencias realizado en el año 2009.
Las máquinas registran como años de fabricación 1993, 1994 y 2003
superando su vida útil y presentando desperfectos en su funcionamiento
tales como:
Derrame de aceite en la máquina prensadora debido a los años de
servicio de los cilindros.
Deterioro y pérdida de los imanes de las piezas de la matriz.

85
Sobrecalentamiento en la máquina entintadora.
Deterioro del caucho que recubre el rodillo de la entintadora debido
al desgaste por el uso y el calor.
Producto mal elaborado.
Razones por las cuales en el mes de septiembre del 2015 el jefe de
fábrica solicito la repotenciación y calibración mensual de las maquinas
con el fin de evitar paras de producción y desabastecimiento en la entrega
de placas.
Al no contar en la fábrica con el personal técnico capacitado en manejo,
mantenimiento y calibración de la maquinaria, fue necesario contratar los
servicios de un proveedor externo. El mismo que propuso el cronograma
que se presenta en el cuadro 16.
Cuadro 16: Cronograma de mantenimiento de las máquinas
Fechas para el
mantenimiento
ANT
2015 2016
Noviembre Diciembre Enero Febrero
Día 11 y 12 Día 17 Día 21 Día 18
Nota: Información otorgada por el jefe de fábrica.
El mantenimiento consistió en: calibrar y repotenciar las partes metálicas,
mecánicas y eléctricas básicas como: la estructura metálica, pintura,
sujeciones, luces pilotos, calibraciones, conexiones eléctricas básicas,
rectificado, cambio de aceite, revisiones y correcciones de fugas.
En el primer mantenimiento se limpiaron las máquinas retirando los
residuos de grasa y polvo. En el segundo mantenimiento y al no tener
ninguna mejora se procedió a calibrar los cilindros de la prensa
concluyendo que, para solventar la demanda futura se requiere la
adquisición de dos nuevos cilindros que reemplacen los actuales y
mejoren el funcionamiento de la máquina. Mientras se gestiona el proceso
de compra, se buscó la manera de adaptar los cilindros a la máquina para
no parar la producción.
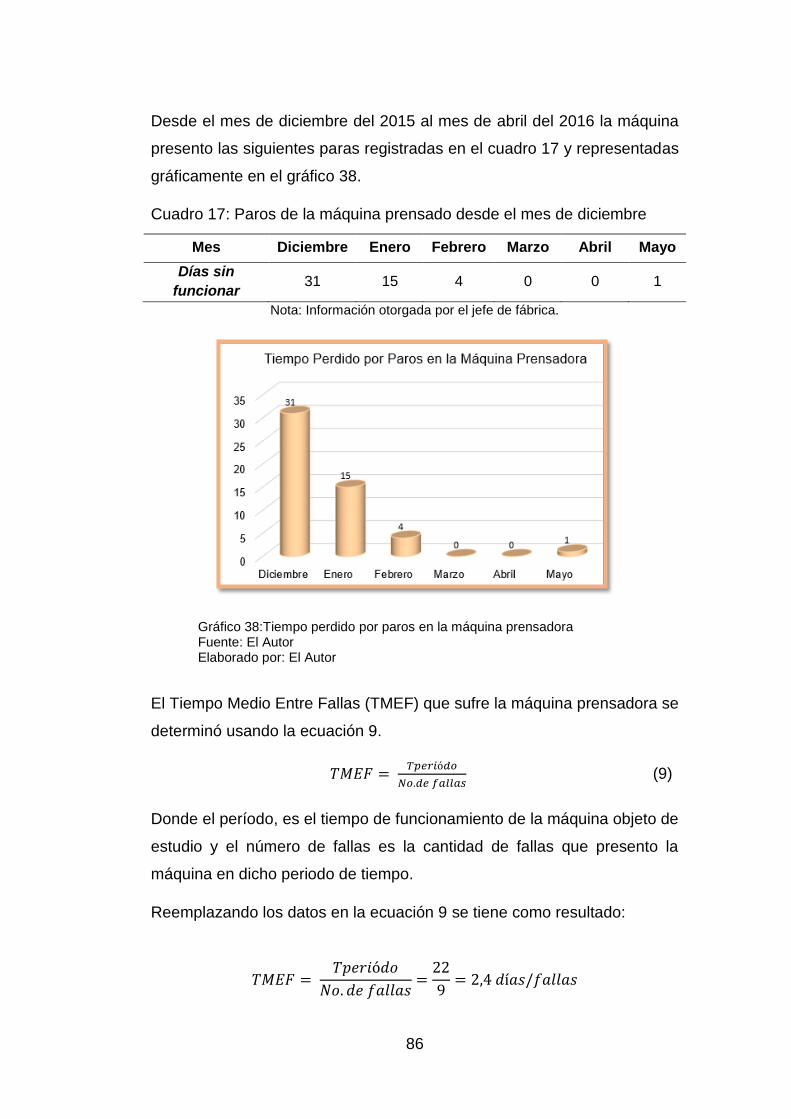
86
Desde el mes de diciembre del 2015 al mes de abril del 2016 la máquina
presento las siguientes paras registradas en el cuadro 17 y representadas
gráficamente en el gráfico 38.
Cuadro 17: Paros de la máquina prensado desde el mes de diciembre
Mes Diciembre Enero Febrero Marzo Abril Mayo
Días sin
funcionar 31 15 4 0 0 1
Nota: Información otorgada por el jefe de fábrica.
Gráfico 38:Tiempo perdido por paros en la máquina prensadora Fuente: El Autor Elaborado por: El Autor
El Tiempo Medio Entre Fallas (TMEF) que sufre la máquina prensadora se
determinó usando la ecuación 9.
𝑇𝑀𝐸𝐹 = 𝑇𝑝𝑒𝑟𝑖ó𝑑𝑜
𝑁𝑜.𝑑𝑒 𝑓𝑎𝑙𝑙𝑎𝑠 (9)
Donde el período, es el tiempo de funcionamiento de la máquina objeto de
estudio y el número de fallas es la cantidad de fallas que presento la
máquina en dicho periodo de tiempo.
Reemplazando los datos en la ecuación 9 se tiene como resultado:
𝑇𝑀𝐸𝐹 = 𝑇𝑝𝑒𝑟𝑖ó𝑑𝑜
𝑁𝑜. 𝑑𝑒 𝑓𝑎𝑙𝑙𝑎𝑠=
22
9= 2,4 𝑑í𝑎𝑠/𝑓𝑎𝑙𝑙𝑎𝑠

87
Del cálculo se concluye que en un período de tiempo de 22 días se dieron
un total de 9 fallas siendo el tiempo medio entre fallas de 2,4 días/fallas.
Razones por las cuales actualmente se está realizando las gestiones
necesarias para adquirir tres nuevos cilindros y un plan de mantenimiento
productivo total que mejore la disponibilidad de las máquinas y aumente
su ciclo de vida.
2.4.4.3 EFECTIVIDAD GLOBAL DE LOS EQUIPOS
El cálculo del OEE de las máquinas de la fábrica se encuentra en el
anexo B. El resultado del cálculo fue del 67% que de acuerdo al cuadro
18 evaluación del OEE de la línea de producción de placas, la eficiencia
del equipo es regular y es aceptable, sólo si se está en proceso de
mejoras, caso contrario existen perdidas económicas y baja
competitividad.
Cuadro 18: Evaluación del OEE de la línea de producción de placas
RESULTADO CALIFICACIÓN OBSERVACIÓN
OEE < 65% Inaceptable Pérdidas económicas
65% <= OEE < 75% Regular Baja competitividad
75% <= OEE < 85% Aceptable Ligeras pérdidas
85% <= OEE < 95% Buena Buena competitividad
OEE >= 95% Excelente Clase mundial
Tomado de: Eficiencia en la producción industrial. (Barcia, 2013)
Del resultado del OEE se puede identificar los diferentes tipos de pérdidas
que se producen en el proceso productivo que son:
Averías en los cilindros que generan derrame de aceite y que
ocasionan pérdidas de tiempo inesperadas.
Esperas debido al tiempo que se requiere para que encienda la
entintadora y alcance el nivel de calor para entintar.
Defectos de calidad y repetición de trabajos que se corrigen
fácilmente como los errores de entintado.

88
2.4.4.4 BALANCEO DE LÍNEA:
En la fábrica existen dos áreas que requieren la intervención de dos o
más personas que agilicen el trabajo: El área de chatarrización y el área
Administrativa.
Área de Chatarrización:
El primer paso para el balanceo de línea es definir las operaciones y sus
tiempos de ciclos, que se muestran en el cuadro 19.
Cuadro 19. Tiempos de ciclos del proceso de chatarrización
Actividades: Clasificar Preparar
la caja Registrar
Almacenar
las placas
Almacenar
la caja
Tiempo de
ciclo: 30s 20s 10s 10s 10s
Nota: Datos cronometrados en el área de chatarrización
Seguido de este paso, se procede a calcular el tiempo disponible, dato
fundamental para el cálculo del tiempo Takt Time.
Tiempo disponible = Jornada laboral – (Almuerzo + Actividades Diarias) =
480 min – (60min + 60min) = 360min x 60 = 21.600 segundos.
Cálculo del Takt Time del proceso de chatarrización
Para el cálculo del Takt Time se calculó la demanda mensual de placas
sumando el total de placas ingresadas al archivo y las revisadas en físico
del cuadro 12 y dividiendo el valor para el número de meses, dando como
resultado una demanda mensual de 10.450 placas.
Con la demanda mensual se calculó la demanda diaria, dividendo el valor
para 20 días laborales, restando los días en los que el operario es
enviado al edificio de la A.N.T. por temas administrativos, dando como
resultado un total de 522 placas diarias.
Reemplazando todos los valores en la ecuación 2 se tiene como
resultado:
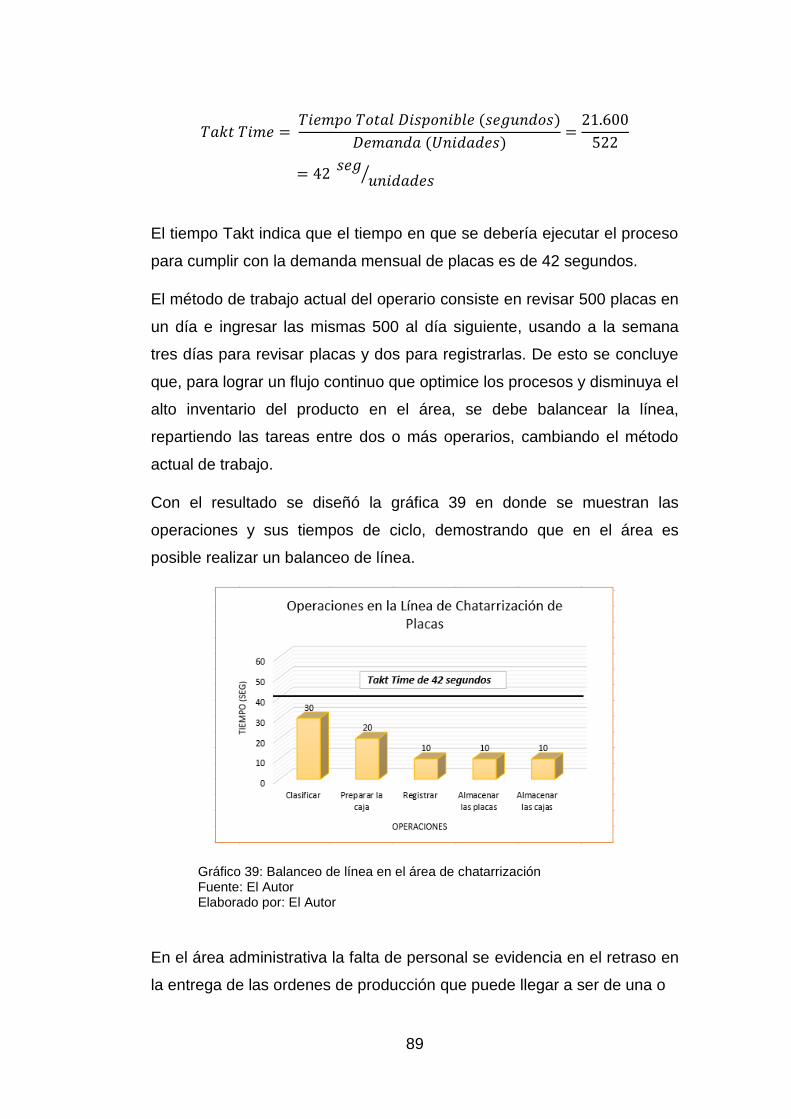
89
𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒 = 𝑇𝑖𝑒𝑚𝑝𝑜 𝑇𝑜𝑡𝑎𝑙 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒 (𝑠𝑒𝑔𝑢𝑛𝑑𝑜𝑠)
𝐷𝑒𝑚𝑎𝑛𝑑𝑎 (𝑈𝑛𝑖𝑑𝑎𝑑𝑒𝑠)=
21.600
522
= 42 𝑠𝑒𝑔
𝑢𝑛𝑖𝑑𝑎𝑑𝑒𝑠⁄
El tiempo Takt indica que el tiempo en que se debería ejecutar el proceso
para cumplir con la demanda mensual de placas es de 42 segundos.
El método de trabajo actual del operario consiste en revisar 500 placas en
un día e ingresar las mismas 500 al día siguiente, usando a la semana
tres días para revisar placas y dos para registrarlas. De esto se concluye
que, para lograr un flujo continuo que optimice los procesos y disminuya el
alto inventario del producto en el área, se debe balancear la línea,
repartiendo las tareas entre dos o más operarios, cambiando el método
actual de trabajo.
Con el resultado se diseñó la gráfica 39 en donde se muestran las
operaciones y sus tiempos de ciclo, demostrando que en el área es
posible realizar un balanceo de línea.
Gráfico 39: Balanceo de línea en el área de chatarrización Fuente: El Autor Elaborado por: El Autor
En el área administrativa la falta de personal se evidencia en el retraso en
la entrega de las ordenes de producción que puede llegar a ser de una o

90
dos horas y en la acumulación de trabajo pendiente haciéndose necesario
contar con una persona que reciba las llamadas de los encargados de
placas y de solución a sus dudas acerca del sistema y de los pedidos de
fabricación.
Una llamada de los encargados de placas a nivel nacional dependiendo
del problema, puede durar 10 minutos y si en un día normal de trabajo se
reciben más de 5 llamadas, puede existir un retraso de 50 minutos en la
entrega de las órdenes de producción.
2.4.4.5 CELDAS DE MANUFACTURA
El proceso de producción de placas presenta tiempos de ciclos largos a
causa de las largas distancias que deben recorrer los operarios para
obtener la materia prima que les permita continuar con la siguiente
operación.
En el diagrama de recorrido del anexo C se puede evidenciar que en la
fábrica no existe un flujo continuo de trabajo que permita reducir los
movimientos innecesarios, provocando cansancio y problemas
musculares en los trabajadores, haciéndose necesario reorganizar el
layout actual diseñando a su vez nuevos puestos de trabajo que brinden
comodidad a los operarios.
2.4.4.6 SISTEMAS A PRUEBA DE ERROR
Un sistema a prueba de error es una técnica de calidad que impide el
error humano mediante el uso de un mecanismo. Los errores humanos
más frecuentes que se presentan en la fábrica se encuentran en los
procesos de prensado, entintado y empaque de placas.
Los errores del proceso de entintado se deben a la calidad del rollo y a la
pronta colocación de la placa en la entintadora que ocasiona que la
segunda placa se superponga en la anterior dando como resultado dos
placas mal entintadas. Este error es muy frecuente en el proceso de

91
producción y afecta a la calidad del producto, generando reprocesos y
desperdicio de material.
Un rollo de termoplástico tiene una longitud de 305 m y un ancho 165
milímetros. Si una placa de vehículo tiene una longitud de 40,4 cm y en el
proceso de entintado se coloca cada placa con una distancia correcta de
2 cm y sin necesidad de repetir el proceso se pueden entintar un total de
700 láminas, como se detalla en el cuadro 20.
Cuadro 20: Detalle de las cintas de entintado
Nota: Información otorgada por el jefe de fábrica.
Caso contrario, si la distancia entre placa y placa es de 4 cm, la cantidad
de láminas entintadas se reduce a un total de 675 láminas y si a este
valor se le reduce el total de láminas mal entintadas por paquete que se
deben volver a entintar da como resultado un total de 500 láminas por
rollo, desperdiciándose un total de 80 m de cinta, valores que se detallan
en el cuadro 21.
Cuadro 21: Cantidad de cinta desperdiciada
Fuente: Jefe de planta
DETALLE LARGO
(m) ANCHO
(mm)
Rollos de Cinta Termoplástica para Estampado de Placas
de Vehículos 305 165
CANTIDAD DE
LÁMINAS POR
ROLLO Distancia:
2cm
CANTIDAD DE
LÁMINAS X ROLLO
Distancia: 4cm (u)
CANTIDAD DE
LÁMINAS CON
ERROR POR DÍA
TOTAL DE LÁMINAS
ENTINTADAS
CANTIDAD DE CINTA
DESPERDICIADA (m)
700
unidades
675
unidades
150
unidades 525 unidades 80

92
En base a los resultados se propone estudiar y diseñar un mecanismo
que muestre al operario el momento exacto en que debe colocar la placa
para evitar errores y disminuir el desperdicio de material.
2.4.4.7 VSM
Para empezar la construcción del diagrama VSM se identificó el flujo del
material y de la información en la descripción de los procesos.
El producto crítico seleccionado para el estudio del diagrama fueron las
placas duplicadas debido a que:
Los pedidos de fabricación contienen demasiados errores debido a
la falta de estandarización en los formatos.
El proceso de producción requiere de dos personas.
Está expuesto a más errores. Debido a que se debe cambiar toda
la serie de la matriz.
Su tiempo de ciclo es más largo en relación al tiempo de ciclo de
las placas nuevas.
Adicionalmente, para la elaboración del diagrama se requirieron de otros
datos relevantes de la fábrica que influyen en el proceso productivo tales
como:
Jornada Laboral
La fábrica de placas opera en un solo turno de ocho horas, desde las 8
am hasta las 4:30 pm con un descanso para almorzar de 30 minutos.
Tiempo Takt del tiempo de producción de placas
Para el cálculo se utilizó la ecuación 2 y se tomó como referencia las
últimas 4 semanas del mes de abril obteniendo los siguientes resultados:
Tiempo total por día:
8 horas = 480𝑚𝑖𝑛
𝑡𝑢𝑟𝑛𝑜𝑥 1 𝑡𝑢𝑟𝑛𝑜 𝑥 60
𝑠𝑒𝑔
𝑚𝑖𝑛= 28.800 𝑠𝑒𝑔 (11)
Tiempo de paras planeadas:

93
30 minutos de descanso + 30 minutos por mantenimiento + 30 minutos de
descanso por incomodidad = 90 min = 5.400 segundos (12)
Tiempo Disponible:
(11)– (12) = 28.800seg. - 5.400seg. = 23.400 segundos. (13)
Demanda Mensual: 22.832 placas.
Demanda Diaria: 22.832 22 días hábiles = 1.038 piezas diarias. (14)
Reemplazando los resultados de la ecuación 11 y 14 en la ecuación 2 se
obtiene el siguiente resultado:
𝑇𝑖𝑚𝑒 𝑇𝑎𝑘𝑡 =𝑇𝑖𝑒𝑚𝑝𝑜 𝐷𝑖𝑠𝑝𝑜𝑛𝑖𝑏𝑙𝑒
𝐷𝑒𝑚𝑎𝑛𝑑𝑎 𝐷𝑖𝑎𝑟𝑖𝑎=
23400
1038= 𝟐𝟑 𝒔𝒆𝒈 /𝒑𝒍𝒂𝒄𝒂
El tiempo Takt indica que el tiempo en que se debería ejecutar el proceso
para completar la producción y cumplir con la demanda de placas
mensualmente es de 23 segundos/placa. Con estos datos se procede a
diagramar el VSM de la fábrica que se presenta a continuación.

94
DIAGRAMA VSM ACTUAL DE LA FÁBRICA
Nota: Elaborado por el autor

95
El diagrama muestra cómo funcionan los procesos, permitiendo identificar
los elementos que no corresponden a la cadena de valor considerados
como desperdicios y oportunidades de mejora.
Identificación de Elementos que no Corresponden a la Cadena de
Valor
Para identificar los elementos que no corresponden a la cadena de valor
se realizó un cuadro de observaciones que se presenta en el anexo D y el
resumen de sus resultados se presentan en el cuadro 22.
Cuadro 22: Resultados del cuadro de observaciones
Tipo de Tarea Tiempo
Min N.- de Tareas
Porcentaje
Tarea que no agrega valor 732.54 16 37 %
Tarea que no agrega valor pero es necesaria
28.55 9 21 %
Tarea que agrega valor al proceso 76.16 18 42 %
Total de Tareas 837.25 43 100%
Nota: Elaborado por el autor.
De donde se concluye que el 42% de las actividades agregan valor al
producto y el 58% restante pueden ser considerados como desperdicios y
oportunidades de mejoras.
Clasificación de los Desperdicios: Las actividades que no agregan
valor al producto se clasificaron por tipos de desperdicios en el cuadro 23

96
Cuadro 23: Tipos de Desperdicios
PROCESO TIPO DE
DESPERDICIO CAUSA HERRAMIENTA DE MEJORA
Elaboración de la
orden de
producción
Sobreprocesamientos
Actividades repetitivas e
innecesarias Flujo Continuo, Kaizen
Falta de capacitación acerca
del manejo del sistema AXIS Manual de Procesos
Movimientos
Innecesarios
Desorden en la organización
de las máquinas.
KANBAN, 5’S, Controles
visuales
Prensado de Placas
Espera
Demoras en la entrega de las
órdenes de producción
Trabajo Estandarizado, 5’S,
Kaizen
Retrasos en la producción de
placas a causa de daños en
las máquinas
Mantenimiento preventivo y
autónomo.
Sobreprocesamientos
Se deben retirar los restos de
papel de las láminas
Mejorar las relaciones con los
proveedores
Productos
Defectuosos
Faltantes de producto o
series mal prensadas
Estaciones de Calidad, Sistema
Pull
Continua

97
Cuadro 23. Tipo de desperdicios (Continuación)
PROCESO TIPO DE
DESPERDICIO CAUSA HERRAMIENTA DE MEJORA
Entintado de
Placas
Espera
El operario espera que se
prensen mínimo 50 placas
para retirar y entintar el
producto.
Flujo continuo, Kanban, Kaizen
Productos
Defectuosos
Placas con errores de
entintado a causa de la
calidad de los rollos.
Estaciones de calidad, Controles
visuales
Sobreprocesamientos
Se corrigen los errores con
pintura y prensando de nuevo
la placa
Estaciones de calidad, Controles
visuales
Transporte
Innecesario
El operario recorre largas
distancias para retirar las
láminas prensadas
Flujo continuo, Kanban, 5´S, Kaizen
Movimientos
Innecesarios
El operario recorre largas
distancias para solicitar rollos
de termoplástico
KANBAN, Controles visuales, kaizen
Almacenaje Inventarios Exceso de producto
terminado.
Flujo continuo, Balanceo de línea,
kaizen
Continua

98
Cuadro 23. Tipo de desperdicios (Continuación)
PROCESO TIPO DE
DESPERDICIO CAUSA OPORTUNIDAD DE MEJORA
Almacenaje Movimientos
Innecesarios
El operario recorre una
distancia considerable para
almacenar el producto
terminado
Flujo continuo, 5’S, Kanban,
Controles Visuales
Empaque y
Distribución
Sobreprocesamientos
El operario antes de empacar
las placas inspecciona la
calidad del producto.
Estaciones de Calidad, Controles
visuales
Productos
Defectuosos
Faltante de producto
terminado o por corregir
Flujo continuo, 5’S, Kanban,
Controles visuales
Inventario Existe un alto nivel de
producto terminado. Flujo continuo, Tack Time
Chatarrización de
placas
Movimientos
Innecesarios
El operario traslada su sitio de
trabajo las placas
deterioradas.
Flujo continuo, 5’S, Kanban,
Controles visuales
Fuente: El Autor

99
Para determinar la frecuencia con que dichos desperdicios aparecen en el
proceso de producción se realizaron varias observaciones al proceso.
Del estudio de la frecuencia se calculó el porcentaje de las frecuencias y
el porcentaje de frecuencias acumuladas representadas en el anexo E y
se realizó un diagrama de Pareto presentado en el gráfico 40, basado la
regla 80/20. “El 80% de los problemas se pueden solucionar, si se
eliminan el 20% de las causas que los originan”.
Gráfico 40: Diagrama de Pareto Fuente: El Autor Elaborado por: El Autor
Del gráfico 40 se concluye que al reducir los 3 primeros problemas que
son: Sobreprocesamientos en la elaboración de las órdenes de
producción, los movimientos innecesarios a causa del layout de la fábrica
y las demoras en los procesos de producción se solucionarán el 20% del
resto de problemas.
100
CAPÍTULO III
DISCUSIÓN
3.1 PROPUESTAS DE MEJORA
A continuación, se describen las mejoras realizadas en la fábrica desde el
mes de diciembre del 2015 al mes de enero del 2016 en base al uso de
las herramientas lean. Además, se plantean propuestas de mejora que se
pueden implementar a futuro con el objetivo de mejorar la productividad
de la planta y continuar con el proceso de mejora continua.
3.1.1 Implementación de la herramienta 5’s en la bodega de
producto terminado
INSPECCIÓN DE LAS 5’S Para la inspección se utilizó un cuestionario de auditoría de las 5´S,
donde se evaluaron los aspectos más importantes de los 5 pilares de la
herramienta, logrando un diagnóstico de la situación actual del lugar. El
cuestionario consta de 5 preguntas para cada pilar y su ponderación se
realizó a una escala del 0 a 4, donde 0 representa muy mal, 1 mal, 2 en
promedio, 3 bueno y 4 muy bueno. El cuestionario de auditoria 5’S se
muestra en el anexo F.
Los resultados tabulados en porcentajes se muestran en el cuadro 24.
Inspección Inicial de las 5S donde:
La columna pilar representa los cinco pilares de la herramienta.
Calificación es el resultado obtenido del cuestionario.
Máximo representa el puntaje máximo que se puede obtener por
cada pilar.
% representa el porcentaje de satisfacción.

101
El objetivo de la encuesta fue conseguir una idea más clara y precisa de
los problemas de desorden y la falta de limpieza que presenta el lugar.
Cuadro 24 : Resultado de la inspección inicial de las 5’S
PILAR CALIFICACIÓN MÁXIMO %
Clasificación 4 20 20
Orden 5 20 25
Limpieza 11 20 55
Estandarización 4 20 20
Disciplina 8 20 40
TOTAL 32 100 32
Nota: Adaptado por el autor.
De la encuesta se concluye que el nivel de las 5’S en el área es del 32%.
El pilar clasificación y estandarización ocupan los niveles más bajos del
puntaje debido a la cantidad de objetos innecesarios y a la falta de orden
y limpieza en el lugar.
PRIMERA S: CLASIFICAR
Lista de elementos innecesarios
El formato de lista de elementos innecesarios se elaboró con el jefe de la
planta y fue entregado a los trabajadores para que realicen un inventario
de los elementos que existen en el lugar e identifiquen cuál de ellos son
necesarios y cuales no para su reubicación.
El listado final de los objetos encontrados en bodega y su situación se
presenta en el cuadro 25.

102
Cuadro 25: Lista de elementos del área de bodega
Primera s Selección y Clasificación de Equipos,
Herramientas y Elementos Innecesarios
N.- DESCRIPCIÓN CAN. CRITERIO ACCIÓN JUSTIFICACIÓN
1 Cajas con placas mal fabricadas
33 Funcional Reubicar Se considera como materia prima. Debe estar en bodega 1
2 Cajas con
placas para chatarrizar
6 Obsoleto Reubicar Debe ser reubicado en
el área de chatarrización
3 Perchas 12 Funcional Mantener Se requiere para
organizar las placas
4 Placas de Motos de Estado
16.130 Funcional Mantener
El producto terminado debe estar cerca al área
de almacenaje
5 Placas de
Motos Diplomáticas
1.300 Funcional Mantener
6 Placas de Motos de I. Temporal
747 Funcional Mantener
7 Placas de
Motos Públicas 23.400 Funcional Mantener
8 Placas de
Motos Municipales
11.140 Funcional Mantener
9 Matrices de Prensado
8 Obsoletas Reubicar Son matrices obsoletas
10 Cajas con mascarillas
1 Funcionales Mantener El equipo de seguridad debe estar cerca al área
de producción
11 Sillas 1 Defectuosos Reparar
Enviar al área de mantenimiento de la
agencia para su reparación
12 Balanza 1 Funcional Mantener Se usa para el
inventario de placas
13 Rollos en buen
estado 190 Funcional Mantener
La materia prima debe estar cerca al área de
producción
14 Rollos en mal
estado 6 Defectuosos Desechar
Obsoleto debe ser desechado
15 Cilindros 3 Defectuosos Reparar
Enviar al área de mantenimiento de la
agencia para su reparación
16 Archivadores 1 Funcional Mantener Contiene información
sobre la fábrica
17 Caja de Tonners
3 Defectuosos Desechar Obsoleto debe ser
desechado
Continua

103
Cuadro 25. Lista de elementos del área de bodega (Continuación)
Primera s Selección y Clasificación de Equipos,
Herramientas y Elementos Innecesarios
18 Baldes de
Aceite 2 Funcional Reubicar
Se usa para la máquina prensadora
19 Extintor 1 Obsoleto Desechar Producto caducado
para desechar
21 Portalibros 4 Conservados sin utilización
Reubicar Ubicar en el área de producción para su
utilización
22 Cajas de placas
fabricadas 12 Obsoleto Desechar
Producto caducado para chatarrización
23 Cajas de
cintas 80 Obsoleto Desechar
Producto caducado para desechar
24 Caja de
Herramientas 1 Funcional Mantener
Contiene herramientas de mantenimiento
Nota: Cuadro realizado por el Encargado de Bodega.
Del inventario se determinó que en el área existe un total de 763 objetos
de los cuáles 546 objetos corresponden al área y 217 deben ser
reubicados en el área de chatarrización, bodega, producción y en otros
casos deben ser desechados.
Clasificados los elementos se determinó una acción para cada uno de
ellos. La ubicación final de cada elemento se muestra en el cuadro 26.
Cuadro 26. Lista de acciones realizadas
N.- DESCRIPCIÓN DEL ARTÍCULO CANTIDAD
1 Cajas con placas mal fabricadas Se reubicaron en bodega
2 Cajas con placas cortadas para
chatarrizar
Se reubicaron en
chatarrización
3 Perchas Se cambió la organización
4 Placas de Motos de Estado Se organizó en las perchas
5 Placas de Motos Diplomáticas Se organizó en las perchas
Continua

104
Cuadro 26. Lista de acciones realizadas (Continuación)
N.- DESCRIPCIÓN DEL
ARTÍCULO CANTIDAD
6 Placas de Motos de Internación
Temporal Se organizó en las perchas
7 Placas de Motos Públicas Se organizó en las perchas
8 Placas de Motos Municipales Se organizó en las perchas
9 Matrices de Prensado Se mantuvo en su lugar
10 Cajas con mascarillas Se mantuvo en su lugar
11 Sillas Se envió a reparar
12 Balanza Se mantuvo en su lugar
13 Rollos de termoplástico en buen
estado Se mantuvo en su lugar
14 Rollos de termoplástico en mal
estado Se mantuvo en su lugar
15 Cilindros Se envió a reparar
16 Archivadores Se mantuvo en su lugar
17 Cajas de Tonners Fue desechado
18 Baldes de Aceite Se reubico en producción
19 Extintor Fue desechado
20 Cajas de láminas de Aluminio Se mantuvo en su lugar
21 Portalibros Se reubicaron
22 Cajas de placas fabricadas Se mantuvo en su lugar
23 Cajas de cintas Se mantuvo en su lugar
24 Cajas de Herramientas Se mantuvo en su lugar
Nota: Acciones determinadas entre el Jefe de planta y el Encargado de Bodega.
SEGUNDA S: ORGANIZAR
Definidos los artículos innecesarios y los necesarios se organizaron en
base a criterios como: la frecuencia de uso y la cercanía del lugar
siguiendo el proceso presentado a continuación.
1. Preparación del área:
Se preparó el área separando aquellos objetos que son necesarios pero
que corresponden a otras áreas liberando espacio para circular en el sitio.
En el cuadro 27 se detalla el total de espacio utilizado y el total de espacio
que se puede liberar al reubicar los objetos en bodega.

105
Cuadro 27: Espacio usado en bodega
Espacio Total (m2)
Espacio Utilizado (m2)
48
47
Utilitajes de la
Policía
Placas mal elaboradas
Producto terminado
Chatarrización, MP y documentación
12 15 10 10
100% 25% 31% 21% 21%
Espacio Disponible (m2) 1 2%
El cuadro 27 muestra que solo el 2% del espacio se encuentra libre, el
25% del espacio está ocupado por artículos obsoletos pertenecientes al
departamento de señalética de la policía nacional que debido a la falta de
autorización y gestión no se pudieron retirar del lugar.
El 31% está ocupado por las cajas de producto no conforme que fue
reubicado al área de la bodega de materia prima para ser reutilizado.
El 21% está ocupado por placas de motos (producto terminado) que se
organizaron en la misma área. Y el otro 21% por placas para chatarrizar
que fueron ubicadas en el lugar correspondiente. Los rollos de entintado y
la documentación se ubicaron en el mismo sitio por la cercanía que tiene
el lugar al área de producción y a la oficina. La reorganización del área se
muestra en el gráfico 41.
Gráfico 41: Organización del producto terminado Fuente: El Autor Elaborado por: El Autor

106
Retirados los objetos innecesarios se reorganizaron las perchas
dividiendo el espacio en dos zonas, la primera con los artículos de la
policía nacional y la segunda con la materia prima y el producto terminado
correspondiente a la fábrica. En el cuadro 28 se detalla el total del espacio
liberado en bodega.
Cuadro 28: Distribución del espacio en bodega
Espacio Total (m2)
Espacio Utilizado (m2)
Espacio Disponible
(m2)
48
20
28 Utilitajes de la
Policía
Producto terminado y
herramientas
8 12
100% 17% 25% 58%
Nota: Elaborado por el autor.
Finalmente, el espacio quedo distribuido de la siguiente manera:
El 17% del espacio está ocupado por los utilitajes de la Policía Nacional
del Departamento de Señalética mientras se gestiona el traspaso final de
los bienes y de la infraestructura a la A.N.T como se muestra en el gráfico
42 y el 25% está ocupado por las placas de motos, la balanza y los rollos
de termoplástico. Liberando un espacio total de 58%.
Gráfico 42: Utilitajes de la Policía Nacional Fuente: El Autor Elaborado por: El Autor

107
2. Señales: Se diseñaron e imprimieron etiquetas para identificar los
objetos almacenados, cada etiqueta contiene el nombre del artículo y
en el caso de las placas de motos se añadió el tipo de servicio y la
serie.
3. Ordenar el área: Se colocó en cada percha un tipo de producto con
su respectiva etiqueta, este proceso duro dos días de trabajo y sus
resultados se muestran en los gráficos 43 y 44.
Gráfico 43: Organización del área Fuente: El Autor Elaborado por: El Autor
Gráfico 44: Colocación de etiquetas Fuente: El Autor Elaborado por: El Autor

108
4. Establecer reglas y seguirlas:
Finalmente se presentó a los operarios la nueva organización y la forma
en que se debe solicitar y almacenar los productos. Adicionalmente se
diseñó un archivo en donde se describen los objetos que se encuentran
almacenados y sus respectivas cantidades.
El archivo es manejado y actualizado por el jefe de la planta y el
encargado del área.
TERCERA S: LIMPIAR
Para el tercer pilar se realizó una minga general de limpieza. La minga fue
realizada durante la jornada laboral con la participación de todos los
trabajadores ocupando el menor tiempo posible y sin interrumpir la
producción como se muestra en el gráfico 45.
Como segundo paso se determinó un programa de limpieza general que
consiste en limpiar el lugar tres veces por semana y actualizar
periódicamente las etiquetas y las cantidades de las cajas de producto no
conforme. El proceso de limpieza es realizado en los días asignados por
el personal de aseo y limpieza y la actualización de las etiquetas es una
tarea a cargo del auxiliar administrativo como se muestra en el gráfico 46.
Gráfico 45: Minga General Fuente: El Autor Elaborado por: El Autor

109
Gráfico 46: Actividades de orden y limpieza. Fuente: El Autor Elaborado por: El Autor
CUARTA S: ESTANDARIZAR
Para la implementación del cuarto pilar se deben mantener las 3 primeras
S con las siguientes estrategias:
Clasificar: Mantener la clasificación de los elementos como se identificó
anteriormente, colocando cada artículo en el área y lugar que
corresponde.
Ordenar: Conservar el orden siguiendo las indicaciones de las etiquetas.
Actualizar la información de las etiquetas de acuerdo a la salida e ingreso
del producto.
Limpieza: Permitir el ingreso del personal de limpieza dos veces por
semana manteniendo limpia el área.
Además, se propone cambiar el recubrimiento del techo del lugar para
evitar la acumulación de polvo. Actualmente el techo está cubierto por un
plástico que no protege del polvo al lugar tal como se muestra en el
gráfico 47.
110
Gráfico 47: Recubrimiento del techo de bodega Fuente: El Autor Elaborado por: El Autor
QUINTA S: DISCIPLINA
Para la implementación del último pilar se propuso mantener las
anteriores cuatro S mediante el entrenamiento y la colaboración de los
operarios. El encargado de mantener el orden y la limpieza es el auxiliar
de bodega bajo la supervisión del jefe de la planta.
Dentro del área se propone además la implementación de señalización
que muestre el calendario de limpieza, las estrategias propuestas
anteriormente y la ubicación de las cosas dentro del área.
Para verificar el cumplimiento de la herramienta se realizaron diferentes
evaluaciones mediante el formato de auditorías con el objetivo de verificar
el cumplimiento de la estandarización y descubrir que nuevas mejoras se
pueden implementar en el área para conservar el nuevo orden y la
imagen actual.
Los resultados de la evaluación se muestran a continuación en el cuadro
29.

111
Cuadro 29: Evaluación del Cumplimiento de la Herramienta 5’S
ÁREA DE BODEGA DE PRODUCTO TERMINADO
Pilares Calificació
n antes
% Ante
s
Calificación después
% Despué
s
Mejora
% Mejor
a Clasificar 4 20 13 65 9 45
Ordenar 5 25 14 70 9 45
Limpiar 11 55 17 85 6 30
Estandariza
r 4 20 14 70 10 50
Disciplina 8 40 16 80 8 40
TOTAL 32 32 74 74 42 42
Nota: Elaborado por el autor.
En el cuadro 29 se observa que el porcentaje de mejora es del 74%
donde los pilares de limpieza y disciplina son los más altos gracias al
excelente manejo de la herramienta. En el gráfico 48 se muestra de
manera gráfica el mejoramiento progresivo del área.
Gráfico 48: Mejoramiento del área de bodega Fuente: El Autor Elaborado por: El Autor
Como recomendaciones para mejorar en un futuro el área se propone:
Realizar auditorías periódicas. Con el objetivo de hacer un seguimiento
del cumplimiento de la estandarización y la disciplina.

112
Cambiar las paredes y el techo de la bodega. Actualmente las paredes
y el techo están construidas con mallas de acero y cubiertas con plástico
que no impiden el paso del polvo.
Colocar instalaciones eléctricas. La bodega no cuenta con
instalaciones eléctricas que permitan colocar focos y enchufes para
iluminar el lugar.
Retirar los Elementos Obsoletos. Gestionar el retiro de los elementos
obsoletos de la Policía Nacional a través del trámite de traspaso de
bienes.
3.1.2 Implementación de la herramienta 5’s en el área de inventario
san carlos
La herramienta se implementó en el área de Inventario San Carlos debido
al desorden, suciedad, exceso de inventario y la falta de interés en la
conservación del lugar.
Cuadro 30. Resultado de la inspección Inicial de las 5’S en el área
PILAR CALIFICACIÓN MÁXIMO %
Clasificación 8 20 40
Orden 6 20 30
Limpieza 9 20 45
Estandarización 3 20 15
Disciplina 4 20 20
TOTAL 30 100 30
Nota: Elaborado por el autor.
El cuadro 30 muestra que el nivel de las 5’S en el área es del 30%. El
porcentaje más bajo corresponde al pilar estandarización debido a que no
se han implementado programas de mejora que reduzcan el inventario

113
además de que se desconoce si las placas registradas en el archivo se
encuentran en físico en el área.
PRIMERA S: CLASIFICAR
Para el primer pilar se revisó el archivo inventario San Carlos 2014 para
conocer el total de placas almacenadas en el lugar. Lo que se descubrió
fue que el archivo se encontraba desactualizado y que la información
estaba en desorden.
Por tales motivos se procedió a realizar un inventario de placas
verificando la existencia de las mismas en el archivo y en el sistema
SITCON separando aquellas placas que constan en el sistema como
cambio de servicio o vehículo ingresado no existe, organizando el archivo
y verificando la existencia de las placas en el físico.
En inventario duró cinco semanas y se revisó un total de 6.670 placas,
6.119 placas de vehículos y 551 placas de motos requiriendo del apoyo
de tres personas. El detalle del total de las placas inventariadas por tipo
de servicios se presenta en el cuadro 31.
Cuadro 31. Placas inventariadas del archivo San Carlos
VEHICULOS MOTOS
Particular Público Estado Duplicados Municipio Sin
Servicio 551
1.879 2.459 2.450 2.165 66 346
Nota: Datos tabulados con la ayuda del auxiliar administrativo
SEGUNDA S: ORGANIZAR
Concluido el inventario se organizó el área para la ejecución del segundo
pilar separando del lugar aquellas placas registradas como cambio de
servicio y vehículo ingresado no existe liberando espacio tal como se
muestra en el gráfico 49.

114
Gráfico 49: Organización del área inventario San Carlos Fuente: El Autor Elaborado por: El Autor
Las placas que se encuentran en vigencia se organizaron en el archivo
por tipo de servicio y por percha. Cada percha fue identificada con
etiquetas usando las letras del alfabeto organizando todo de tal manera
que coincida la ubicación de las placas en las perchas y en el archivo.
Al retirar las placas por cambio de servicio y vehículo no existe del lugar,
se redujo el inventario al 72%. Las placas que no tenían identificado el
servicio fueron reubicadas en el archivo de acuerdo a lo indicado en el
sistema SITCON y las placas que se encontraron perforadas fueron
retiradas del lugar.
La organización final del lugar se presenta en el gráfico 50.
Gráfico 50: Organización final del área Fuente: El Autor Elaborado por: El Autor

115
Finalmente, del inventario y la aplicación del segundo pilar se
consiguieron los resultados presentados en el cuadro 32.
Cuadro 32: Resultado final del inventario
VEHÍCULOS MOTOS
Duplicados Placas
Nuevas Públicas Estado Municipio
144
1.757 1.532 80 1.344 0
PLACAS RETIRADAS
Cambio de
Servicio
Vehículo no
Existe
Perforadas, no están
físicamente Motos
329 377 700 144
Total de placas retiradas: 1.113 placas.
TERCERA S: LIMPIAR
La limpieza se realizó retirando del lugar las perchas que fueron
quedando libres al retirar las placas del sitio. La limpieza fue realizada en
una minga general junto al personal de limpieza como se muestra en el
gráfico 51.
Gráfico 51: Limpieza general del área Fuente: El Autor Elaborado por: El Autor

116
CUARTA S: ESTANDARIZAR
En cuanto al cuarto pilar se expuso a los trabajadores la nueva
organización de las placas en perchas y en el archivo inventario San
Carlos 2016 explicando con detalle la nueva manera de buscar las placas
y la forma en que se debe gestionar la entrega de las mismas.
El archivo se entregó al jefe de planta para que en él se verifique si
algunas placas pertenecientes a las nuevas solicitudes de fabricación se
encuentran en el archivo, ahorrando materia prima y reduciendo el
excesivo inventario. Con este nuevo método de trabajo se logró reducir
desde el mes de febrero al mes de junio del 2016 un total de 250 placas.
Para mantener las 3 primeras S se proponen las siguientes estrategias:
Clasificar: Mantener y actualizar el archivo Inventario San Carlos 2016.
Ordenar: Conservar el orden siguiendo las indicaciones de las etiquetas.
Los materiales de oficina se deben almacenar en una caja adecuada en la
última percha.
Limpieza: Permitir el ingreso del personal de limpieza dos veces por
semana para que mantenga limpio el lugar. Además, se propone cambiar
el deterior del techo para evitar la caída y acumulación de polvo. El techo
presenta una abertura que permite el ingreso de polvo a las placas tal
como se muestra en el gráfico 52.
Gráfico 52: Deterioro del techo del área San Carlos Fuente: El Autor Elaborado por: El Autor

117
QUINTA S: DISCIPLINA
Para verificar el cumplimiento de la disciplina del lugar se asignó como
encargado del área al auxiliar de bodega. Para verificar el cumplimiento
de la herramienta se realizó una evaluación que dio como resultado los
valores presentados en el cuadro 33.
Cuadro 33: Resultado de la evaluación del área Inventario San Carlos
ÁREA DE INVENTARIO SAN CARLOS
Pilares Calificación
antes
%
antes
Calificación
después
%
Después Mejora
%
Mejora
Clasificar 8 40 10 50 2 10
Ordenar 6 30 15 75 9 45
Limpiar 9 45 12 60 3 15
Estandarizar 3 15 14 70 11 55
Disciplina 4 20 15 75 11 55
TOTAL 30 30 66 66 36 42
Nota: Elaborado por el autor.
Del cuadro comparativo se concluye que el cuarto pilar se elevó a un 50%
gracias a la estandarizaron de las 3 primeras S y a la nueva manera de
gestionar el inventario que busca reducir las placas al incluirlas en el
proceso de producción. El porcentaje de mejoramiento se muestra en el
gráfico 53.
Gráfico 53: Cuadro Comparativo del área Fuente: El Autor Elaborado por: El Autor
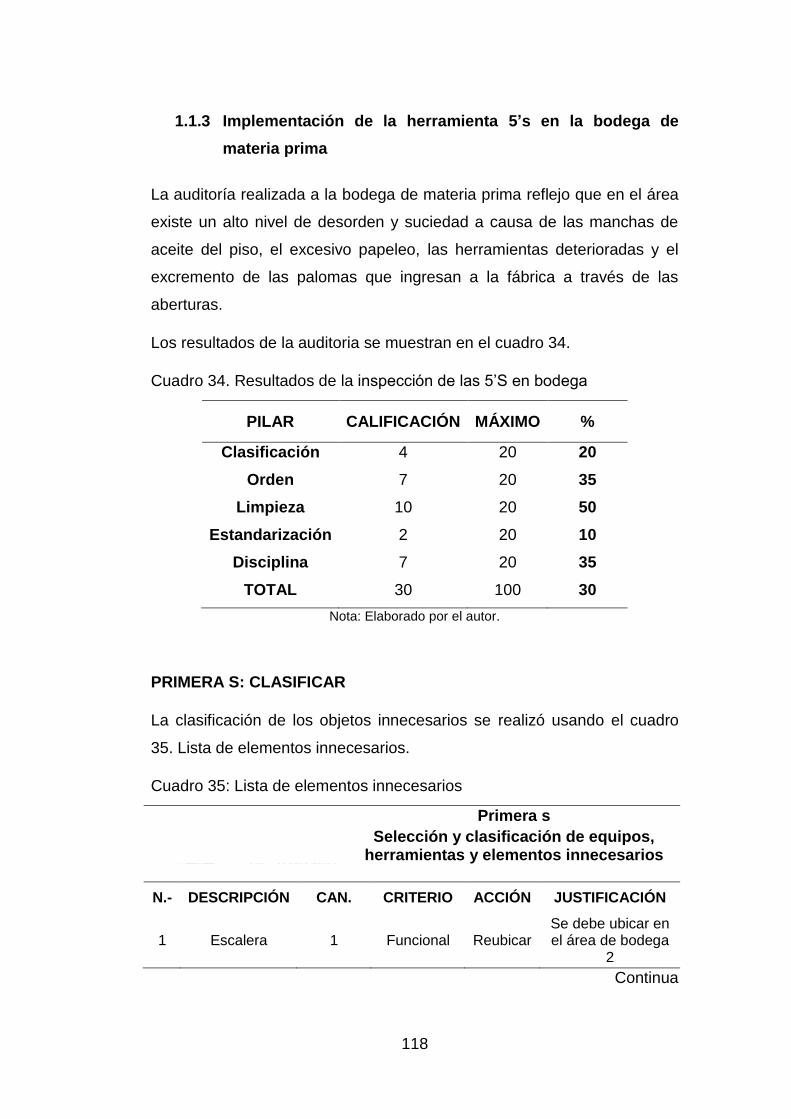
118
1.1.3 Implementación de la herramienta 5’s en la bodega de
materia prima
La auditoría realizada a la bodega de materia prima reflejo que en el área
existe un alto nivel de desorden y suciedad a causa de las manchas de
aceite del piso, el excesivo papeleo, las herramientas deterioradas y el
excremento de las palomas que ingresan a la fábrica a través de las
aberturas.
Los resultados de la auditoria se muestran en el cuadro 34.
Cuadro 34. Resultados de la inspección de las 5’S en bodega
PILAR CALIFICACIÓN MÁXIMO %
Clasificación 4 20 20
Orden 7 20 35
Limpieza 10 20 50
Estandarización 2 20 10
Disciplina 7 20 35
TOTAL 30 100 30
Nota: Elaborado por el autor.
PRIMERA S: CLASIFICAR
La clasificación de los objetos innecesarios se realizó usando el cuadro
35. Lista de elementos innecesarios.
Cuadro 35: Lista de elementos innecesarios
Primera s
Selección y clasificación de equipos, herramientas y elementos innecesarios
N.- DESCRIPCIÓN CAN. CRITERIO ACCIÓN JUSTIFICACIÓN
1 Escalera 1 Funcional Reubicar Se debe ubicar en el área de bodega
2
Continua

119
Cuadro 35: Lista de elementos innecesarios (Continuación)
Primera s
Selección y clasificación de equipos,
herramientas y elementos innecesarios
N.- DESCRIPCIÓN CAN. CRITERIO ACCIÓN JUSTIFICACIÓN
2 Toneles 2 Obsoleto Desechar Debe ser asignado al área de desecho
3 Escritorio 1 Funcional Mantener Se requiere para retirar el plástico de las láminas
4 Sillas 2 Defectuosos Reparar
Se debe enviar al área de
mantenimiento de la agencia
5 Sillones 2 Funcional Reubicar Reubicar al área
del comedor
6 Mesa 1 Funcional Mantener Se utiliza para
retirar el plástico de las láminas
7 Cajas con
trámites de los usuarios
70 Funcional Reubicar Enviar el producto
al archivo de la agencia
8 Partes de máquinas
descompuestas 5 Obsoletos Desechar
Se debe colocar en el área de
desechos
9 Cajas de
Herramientas 3
Conservados sin
utilización Reubicar
Clasificar las herramientas funcionales
10 Pallets 60 Funcional Mantener
Materia prima
11 Láminas de
servicio particular
537 cajas
Funcional Mantener
12 Servicio público 375
cajas Funcional Mantener
13 Servicio
diplomático 19 cajas Funcional Mantener
14 Internación temporal
4 cajas Funcional Mantener
15 Placas Mal Fabricadas
29 cajas Funcional Mantener
16 Placas
Fabricadas 113
cajas Funcional Mantener
Nota: Realizado con ayuda del encargado de Bodega

120
Del inventario se determinó que en el área existe un total de 1.174 objetos
de los cuáles únicamente 30 objetos son innecesarios los demás son
necesarios, pero se encuentran en desorden.
La lista de acciones para cada objeto se detalla en el cuadro 36.
Cuadro 36: Lista de acciones realizadas en el área.
N.- DESCRIPCIÓN DEL ARTÍCULO CANTIDAD
1 Escalera Se reubico en bodega 2
2 Toneles Se conservó en su lugar
3 Escritorio
4 Sillas Se envió a mantenimiento
5 Sillones Se reubicaron
6 Mesa Se conservó en su lugar
7 Cajas con trámites de usuario
8 Partes de máquinas
descompuestas Se reubicaron
9 Cajas de Herramientas
Se conservó en su lugar
10 Pallets
11 Láminas de servicio particular
12 Servicio público
13 Servicio diplomático
14 Internación temporal
15 Placas mal fabricadas
Nota: Determinado por el Jefe de planta y el Bodeguero
SEGUNDA S: ORGANIZAR
La organización de la bodega se realizó de la siguiente manera:
De acuerdo a la resolución N.- 026 de la A.N.T. Manual de Políticas y
Procedimientos de Documentación y Archivo se procedió a conservar la
documentación correspondiente al último año de entrega de placas, la
documentación restante fue enviada a la agencia para su conservación en
el archivo general.
Se gestionó además un programa de reciclaje y desechos retirando las
partes de máquinas obsoletas y los objetos innecesarios de las cajas de

121
herramientas como: botellas de colas, guantes perforados, fierros
oxidados, focos dañados, botellas de colas etc., y se retiró también las
sillas en mal estado. En el cuadro 37 se muestra el espacio total usado en
bodega.
Cuadro 37. Espacio Utilizado en Bodega
Espacio Disponible 96 m2 58%
Espacio Total: 179 m2 100%
Espacio Disponible: 76 m2 42%
Láminas
fabricadas
Láminas
Semielaboradas
Láminas
mal
fabricadas
Papeles Pallets Mobiliario
y utilitajes
9 75 2 11 2 4.4
5% 42% 1% 6% 1% 3%
Nota: Elaborado por el autor.
El cuadro 37 muestra que el 49% del espacio disponible está siendo
ocupado por objetos necesarios y solamente el 9% está siendo utilizado
por cosas innecesarias que generan desorden y un mal ambiente laboral.
Retirados del lugar los objetos innecesarios el espacio quedo distribuido
como se muestra en el cuadro 38.
Cuadro 38. Espacio distribuido en el área de bodega
Espacio Disponible 96 m2 58%
Espacio Total: 179 m2 100%
Espacio Disponible: 83 m2 54%
Láminas
fabricadas
Láminas
Semielaboradas
Láminas
mal
fabricadas
Papeles Pallets Mobiliario
y utilitajes
9 75 2 11 2 4.4
5% 42% 1% 2% 1% 3%
Nota: Elaborado por el autor.
Donde el espacio total disponible aumento al 54%. Previa la organización
del lugar se realizó un programa de mantenimiento a la infraestructura
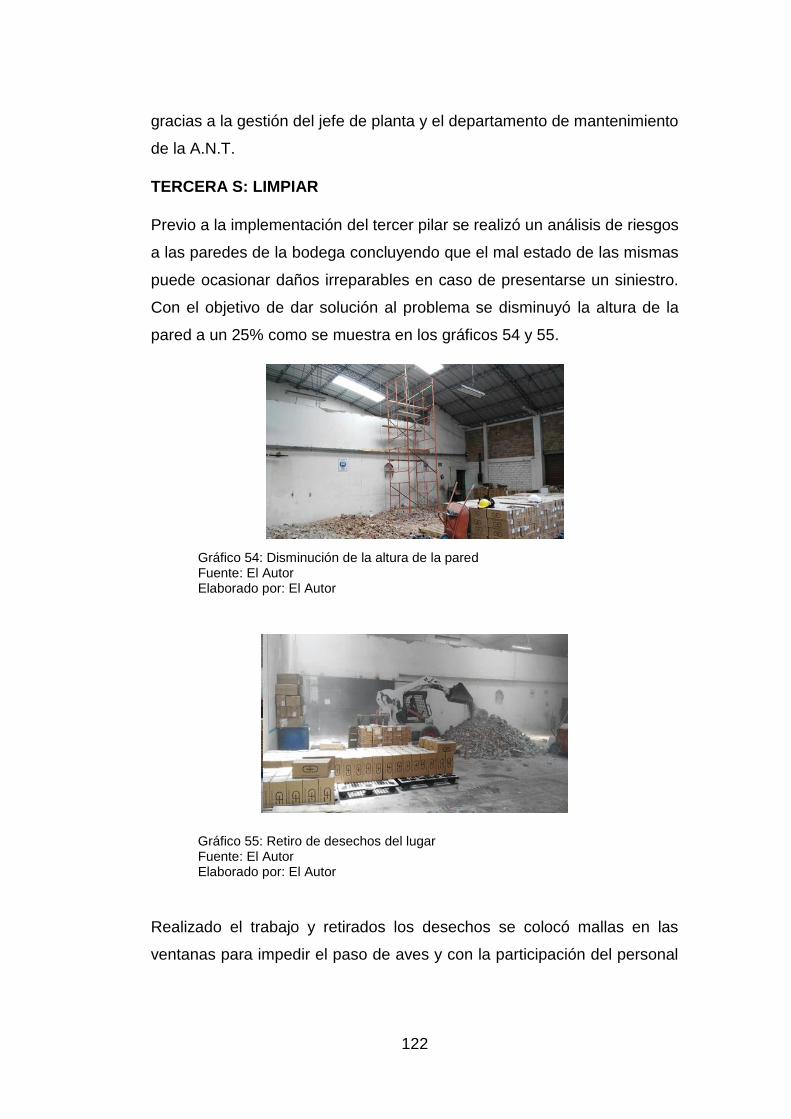
122
gracias a la gestión del jefe de planta y el departamento de mantenimiento
de la A.N.T.
TERCERA S: LIMPIAR
Previo a la implementación del tercer pilar se realizó un análisis de riesgos
a las paredes de la bodega concluyendo que el mal estado de las mismas
puede ocasionar daños irreparables en caso de presentarse un siniestro.
Con el objetivo de dar solución al problema se disminuyó la altura de la
pared a un 25% como se muestra en los gráficos 54 y 55.
Gráfico 54: Disminución de la altura de la pared Fuente: El Autor Elaborado por: El Autor
Gráfico 55: Retiro de desechos del lugar Fuente: El Autor Elaborado por: El Autor
Realizado el trabajo y retirados los desechos se colocó mallas en las
ventanas para impedir el paso de aves y con la participación del personal

123
de mantenimiento de la agencia se organizó las cajas ubicando cada
elemento en un lugar específico.
La nueva organización de la bodega quedo de la siguiente manera:
Se ubicaron las láminas particulares frente a las láminas públicas al final
de la bodega y en el centro se colocó las cajas de placas de motos
entregadas recientemente por el proveedor para reemplazar la placa
provisional entregada a los usuarios desde el año 2015. Los pallets se
ubicaron al final de la organización. El puesto de trabajo para preparar la
materia prima se ubicó al inicio de la bodega debido a la cercanía al área
de producción y a la iluminación tal como se indica en los gráficos 56 y 57.
Gráfico 56: Organización de la Materia prima Fuente: El Autor Elaborado por: El Autor
Gráfico 57: Resultado final de la Organización Fuente: El Autor Elaborado por: El Autor

124
CUARTA S: ESTANDARIZAR
Para el cuarto pilar se estandarizó el proceso de recuperación de
producto no conforme que consiste en:
Verificar si las placas a fabricar de las órdenes de producción se
encuentran en el archivo Inventario de Placas Mal Fabricadas. Inventario
que fue realizado con el objetivo de darle un nuevo uso a dichas placas.
En el caso de que la placa se encuentre en el inventario se debe ubicar la
caja y entregar a producción para su limpieza y restauración.
Este proceso se dio a conocer a todos los operarios con el objetivo de que
en ausencia del bodeguero cualquier operario sepa realizar el proceso. El
diagrama de flujo de proceso recuperación de placas mal fabricadas se
presenta en el gráfico 58.
Gráfico 58: Proceso de recuperación de placas mal fabricadas Fuente: El Autor Elaborado por: El Autor
Para mantener las 3 primeras S se proponen las siguientes estrategias:
Clasificar: Mantener la clasificación actualmente definida.

125
Ordenar: Conservar el orden en el área siguiendo las indicaciones
previamente definidas.
Señalizar. Colocar etiquetas que indiquen el nombre del producto, el tipo
de servicio y la cantidad. Las etiquetas deben ser actualizadas
periódicamente.
Limpieza: Realizar la limpieza del lugar todos los días debido a la cantidad
de papel que se obtiene de la preparación de la materia prima.
QUINTA S: DISCIPLINA
Para el último pilar se dialogó con el jefe de planta acerca de la
importancia de mantener el orden y la limpieza en el lugar y se dio a
conocer ciertas sugerencias que facilitarán el trabajo del encargado de
bodega tales como:
Reparar las lámparas y las instalaciones eléctricas.
Solicitar pallets nuevos de madera plástica resistentes a la humedad,
plagas, grasa, aceite, etc. Las ventajas de los pallets de madera plástica
es que pueden ser lavados, desinfectados, no almacenan ningún tipo de
bacteria y están hechos para resistir grandes cantidades de cargas bajo
cualquier condición climática.
Diseñar un puesto de trabajo adecuado para revisar las láminas y dotar
de basureros con su respectiva tapa e identificación.
Nivelar los pisos, retirando las manchas de aceite.
Dotar de equipos de seguridad a todo el personal de la fábrica
Realizar auditorías periódicas para verificar el cumplimiento de la
herramienta mediante el formato de auditorías 5’S.

126
3.1.4 Propuesta de implementación de la herramienta 5’s en el
área de chatarrización
La importancia de implementar la metodología 5´S se debe a que en el
área existe:
1.- Alto nivel de desorden y suciedad.
2.- Falta de espacio, exceso de material acumulado, equipos
innecesarios que generan inseguridad e impiden la circulación del
personal.
3.- Mal ambiente laboral y el deterioro de la imagen de la fábrica al
público.
El resultado del cuestionario de auditoria de las 5´S realizado en el lugar
se presenta en el cuadro 39.
Cuadro 39. Resultado de la inspección inicial de las 5’S
PILAR CALIFICACIÓN MÁXIMO %
Clasificación 6 20 30
Orden 4 20 20
Limpieza 6 20 30
Estandarización 5 20 25
Disciplina 8 20 40
TOTAL 29 100 32
Fuente: (Giraldo, Saldarriaga & Moncada, 2013)
Los pilares más bajos son el orden y la estandarización con el 20% y el
25% debido a la forma en que se gestiona el proceso y cómo se
encuentra organizado el material en el lugar.
El espacio en esta área está dividido de la siguiente manera:
1. Área de preparación de Placas.
2. Área de almacenamiento.

127
El área de almacenamiento está siendo ocupada el 100% por las placas
registradas ya en el archivo.
El área de preparación de placas es ocupada el 50% por las placas que
aún no han sido revisadas ni registradas en el archivo, el 25% por placas
registras y el otro 25% por equipos y maquinaria innecesaria y obsoleta.
Para el proceso de implementación de la herramienta 5’S se propone:
1.- Gestionar el Proceso de Reciclaje de Placas
Para dar inicio a la organización y limpieza se propone gestionar el
proceso de reciclaje de placas liberando al 100% el área de
almacenamiento que en la actualidad y como se muestra en el gráfico 59,
se encuentra totalmente lleno.
Gráfico 59: Área de almacenamiento de placas Fuente: El Autor Elaborado por: El Autor
El proceso de reciclaje se debe gestionar de la siguiente manera:
1. Se debe contratar los servicios de una empresa recicladora de
metales. (La realización del contrato es un proceso único realizado
por el departamento administrativo de la agencia).
2. Asignar fecha para el programa.
3. Realizar un muestreo para verificar que las placas y la cantidad
coincida en el registro.
4. Cortar las placas para evitar la extracción o pérdida.
5. Empacar las placas en cajas.
6. Trasladar las cajas a la empresa de reciclaje.

128
2.- Implementar la herramienta 5’S
PRIMERA S: CLASIFICAR
Se deben clasificar los objetos necesarios de los innecesarios realizando
un inventario de los elementos. El detalle de los elementos en el área se
presenta en el cuadro 40.
Cuadro 40: Lista de elementos del área de chatarrización
N.- DESCRIPCIÓN CAN. CRITERIO ACCIÓN
1 Troqueladora 1 Obsoleto Chatarrizar
2 Entintadora 1 Defectuoso Reparar
3 Máquina
semiautomática 1
Conservado
sin utilizar Desechar o reubicar
4 Prensas 2 Defectuoso 1.- Reparar
2.- Chatarrizar
5 Mesas 3 Funcional Conservar en el área
6 Escritorio 1 Funcional Conservar en el área
7 Cortadora 2 Conservado
sin utilizar
1.- Donar
2.- Reparar
8 Horno 1 Funcional Mantener se usa en ciertos
casos
9
Cajas con
placas por
revisar
100 Funcional Organizar y almacenar en el
área de almacenamiento
10
Cajas con
placas
registradas
12 Funcional Trasladar al área de
almacenamiento
11 Sillas 1 Funcional Mantener en el puesto de
trabajo
12 Computador 1 Funcional Mantener en el puesto de
trabajo
Nota: Realizado por el operario de chatarrización
Del listado se determinó que en el área existe un total de 126 objetos de
los cuáles:

129
117 deben ser organizados dentro del área: Mesas, Sillas,
Computador, Escritorio, Horno, Cajas con placas registradas y por
registrar.
4 Son máquinas obsoletas e innecesarias que deben ser
desechadas de la fábrica: Troqueladora, Máquina semi-automática,
Prensa, Guillotina.
3 Son máquinas que deben ser reparadas para ser usadas en el
área de producción: Entintadora, Prensa, Cortadora mecánica.
SEGUNDA S: ORGANIZAR
Preparación del área:
1. Separar del lugar las máquinas innecesarias mediante un proceso
de reciclaje de metales.
2. Trasladar las placas registradas al área de almacenamiento.
3. Gestionar la reparación de la maquinaria cortadora de láminas
pues su utilidad está en el proceso de corte de láminas para su
reciclaje. Para ello se debe desarrollar un informe con la creación
de la necesidad.
Señales: Diseñar etiquetas para las cajas. Cada etiqueta debe contener
el número de la caja y la cantidad de placas que contiene.
Ordenar el área: Colocar el escritorio, la silla y el computador en un área
libre de obstáculos, con iluminación adecuada y cerca de las vías de
acceso a la fábrica.
Asignar una mesa cerca del puesto de trabajo para clasificar las placas.
Reubicar las placas por revisar en las áreas libres de equipos
innecesarios y placas registradas.
Establecer reglas y seguirlas: Trasladar las placas que se vayan
registrando al área de almacenamiento, mantener el puesto de trabajo en
un solo lugar, mantener el diseño de la etiqueta y colocar las placas que
lleguen a la fábrica sobre las mesas en un solo lugar.

130
TERCERA S: LIMPIAR
La limpieza debe ser realizada a diario por el personal a cargo del orden y
el aseo, retirando del lugar la basura, papeles, polvo y cajas rotas que se
van acumulando a diario en el proceso.
CUARTA S: ESTANDARIZAR
Para la estandarización del proceso se propone mantener el orden y la
limpieza mediante normas que indiquen a los operarios en donde se
deben colocar las placas recién llegadas a la fábrica y los días de limpieza
del lugar.
QUINTA S: DISCIPLINA
Para la disciplina en el lugar se deben mantener las anteriores cuatro S
realizando encuestas de auditoria 5’S periódicamente. Esta tarea debe
estar a cargo del encargado del área bajo la supervisión del jefe de la
planta. Adicionalmente se propone:
Colocar lámparas fluorescentes en el puesto de trabajo.
Indicar las salidas, rutas de evacuación y las vías de emergencia.
Reparar los pisos.
Adquirir miniracks para almacenar las cajas.
Adquirir un montacargas.
Realizar trabajos de reparación en las paredes cuarteadas.
3.1.5 Propuesta de implementación de la herramienta 5´s en el
área de producción
La auditoría realizada al área de producción indica que el desorden en el
área se debe a la falta de disciplina de los operarios que conservan
objetos innecesarios en el lugar y almacenan las sustancias toxicas sin el
debido cuidado y protección.

131
El cuadro 41 detalla los resultados de la auditoria 5’S realizada al área de
producción.
Cuadro 41: Resultados de la auditoría 5’S en producción
PILAR CALIFICACIÓN MÁXIMO %
Clasificación 0 20 0
Orden 11 20 55
Limpieza 9 20 45
Estandarización 2 20 10
Disciplina 2 20 10
TOTAL 24 100 32
Nota: Elaborado con la ayuda de los 3 operarios de producción
PRIMERA S: CLASIFICAR
El espacio dispuesto para el área de producción dentro de la planta no se
encuentra organizado a simple vista. Este espacio se mezcla con el área
de chatarrización por tal razón no se deben considerar los elementos
clasificados anteriormente. Los objetos que se deben clasificar se
presentan en el cuadro 42.
Cuadro 42: Clasificación de los elementos en producción
ELEMENTOS ACCIÓN
Cuadernos Conservar un solo cuaderno para el control
de la producción.
Recipientes de
plástico
Desechar. Trabajar con recipientes
fabricados especialmente para almacenar
sustancias tóxicas.
Carpetas Conservar las carpetas que contenga
información referente a la fábrica.
Caja de
Herramientas Reubicar en un área cerca de las máquinas.
Continua
132
Cuadro 42. Clasificación de los elementos en producción (Continuación)
ELEMENTOS ACCIÓN
Cajas de tornillos Reubicar junto a la caja de
herramientas
Sustancias Tóxicas Asignar un lugar adecuado para su
almacenamiento Nota: Elaborado por el autor.
Se sugiere almacenar las sustancias tóxicas en su respectivo recipiente,
sellado y con etiquetas que indiquen el tipo de sustancia y su
identificación de peligro.
SEGUNDA S: ORGANIZAR
Para organizar el área se plantea como primer paso mejorar la
distribución de la planta adoptando un sistema pull que permita producir
una pieza a la vez. Además, se debe mantener un orden establecido
asignando un lugar fijo para cada objeto y colocando etiquetas que
indiquen el nombre de cada objeto y el lugar donde debe estar
almacenado.
TERCERA S: LIMPIAR
La limpieza debe ser realizada a diario no solo en las mesas y en las
perchas del lugar, es necesario realizar una limpieza en las máquinas
evitando así su deterioro. Para ello y de acuerdo a los resultados
obtenidos en el cálculo de fallas se propone implementar en la fábrica un
programa de mantenimiento autónomo.
Se debe retirar del lugar las máquinas obsoletas para evitar la
acumulación de polvo en las mismas.
CUARTA S: ESTANDARIZAR
El cuarto pilar consiste en mantener las 3 primeras S mediante el
compromiso de los operarios, capacitaciones y estrategias que generen
hábitos de orden y limpieza en los operarios.
Para mantener las 3 primeras S se proponen las siguientes estrategias:

133
Ordenar: Conservar el orden en el área asignando un lugar para
almacenar las sustancias tóxicas y las herramientas de trabajo.
Señalizar. Colocar etiquetas que indiquen el nombre del producto y su
peligrosidad. Actualizar periódicamente las etiquetas.
Limpieza: Realizar la limpieza del lugar todos los días debido a la cantidad
de aceite que se riega de la máquina prensadora.
QUINTA S: DISCIPLINA
La disciplina es un factor muy importante y se logra mediante auditorias y
evaluaciones en los puestos de trabajo. Las auditorias 5’S deberán
realizarse cada mes bajo la supervisión del jefe de la fábrica.
Adicionalmente, se propone reparar los problemas de la infraestructura
como las instalaciones eléctricas, el deterioro de las paredes y as grietas
de los pisos.
3.1.6 Propuesta de implementación de un sistema PULL
Para la implementación de un sistema pull se definen las siguientes
etapas que se muestran en el gráfico 60.
Gráfico 60: Propuesta de Implementación de un sistema PULL Fuente: El Autor Elaborado por: El Autor
Identificar el proceso actual: Esta etapa fue revisada en el
levantamiento de los procesos y en el diseño del VSM actual de la fábrica.
Ubicar los equipos y las operaciones en secuencia: Lo que se busca
es organizar las máquinas para que trabajen acorde a la secuencia del
Identificar el proceso actual
Ubicar los equipos y las operaciones en secuencia
Diseño de celdas de
manufactura
Inicio del sistema Kanban

134
proceso. Se propone ubicar primero la máquina prensadora seguida de la
máquina entintadora disminuyendo así los largos recorridos.
Adicionalmente se sugiere colocar perchas frente al puesto de trabajo de
entintado evitando el recorrido hacia el área de almacenamiento y
acercando el producto a la mesa de empaque.
Diseño de celdas de manufactura: Toda el área de producción debe ser
considerada una celda de manufactura y la mejor manera de organizarla
debe ser en U, pero debido al espacio de la fábrica su organización será
de forma lineal con dos turnos de cuatro horas por operario.
De las etapas descritas, se propone el diagrama de recorrido que se
indica en el gráfico 61 que como se observa en la imagen mejora las
distancias recorridas, los tiempos de ciclos, elimina desperdicios y brinda
un mejor ambiente laboral a los operarios.
Gráfico 61: Diagrama de Recorrido Futuro Fuente: El Autor Elaborado por: El Autor
Los resultados esparados del sistema Pull son:
Reducción del tiempo de ciclo. Se espera reducir el tiempo para fabricar
100 placas de 1 hora con 35 minutos a 1 hora con 15 minutos.

135
Distancias Recorridas. Se desea eliminar las distancias recorridas de 20
metros a 15 metros.
Cursonograma analítico: Proceso de prensado, entintado y
almacenaje de placas
Gráfico 62: Cursonograma analítico del proceso de producción de placas Fuente: El Autor Elaborado por: El Autor
Del gráfico 62 cursonograma analítico del proceso de producción de
placas se concluye que el tiempo de ciclo del proceso de prensado,
entintado y almacenaje de un par de láminas duplicadas sin la
implementación del sistema pull es de 1 minutos con 20 segundos.
A partir de la implementación de la propuesta de mejora del sistema pull y
de las celulas de manufactura se espera que este tiempo se reduzca a 1
minuto con 8 segundos.

136
Mejorar el ambiente de trabajo. Se espera con este sistema mejorar la
comodidad de los trabajadores reduciendo los recorridos innecesarios y la
imagen de la planta.
Eliminar desperdicios. Se espera reducir los movimientos innesecarios,
el transporte interno y los tiempos de espera.
Para que la distribución de la planta pueda hacerse efectiva se debe
tomar en cuenta los siguientes factores:
Explicar a los operarios los beneficios de trabajar con un sistema
pull a través de capacitaciones y prácticas que ayuden a cambiar
su método de trabajo actual y su resistencia al cambio.
Los cables de luz que se conectan a las máquinas se encuentran
adheridos al piso. Para la distribución de las máquinas se requiere
cambiar las conexiones electricas y adquirir generadores de luz
para el caso de haber fallas electricas en la fábrica.
Nivelar el piso cubriendo las grietas y los baches.
Cubrir las goteras del techo evitando que el agua dañe las
máquinas entintadoras.
Reparar las paredes cuartedas y los cables electricos sin
protección.
Adquirir sillas ergonómicas acorde al trabajo que se realiza.
3.1.7 Propuesta de Mantenimiento Autónomo TPM
El mantenimiento autónomo es una de las etapas de la implantación del
TPM y consiste en un conjunto de actividades que se deben realizar
diariamente por todos los trabajadores en los equipos que operan
previniendo su deterioro. El mantenimiento autónomo incluye: limpieza
diaria, inspección de fuentes de contaminación, lubricación periódica,
ajustes y capacitación.
La propuesta de mantenimiento autónomo que se presenta a continuación
surge de la necesidad de tener en la fábrica un plan que permita

137
solucionar problemas de mantenimiento industrial y mejore las
condiciones de funcionamiento consiguiendo que cada trabajador sea
capaz de cuidar y mantener el equipo que opera. El objetivo fundamental
del mantenimiento autónomo es mejorar el funcionamiento de los equipos
a través del aporte creativo del operador mejorando su seguridad y su
moral en el trabajo.
Actualmente en la Agencia Nacional de Tránsito y en la fábrica no existe
un departamento de mantenimiento con personal técnico capacitado en
temas de mantenimiento industrial viéndose la necesidad de desarrollar
nuevas habilidades para el análisis y resolución de problemas hasta que
el departamento administrativo gestione el contrato de un proveedor
externo que brinde mantenimiento predictivo a las máquinas.
Además, se considera importante brindar una capacitación introductoria a
los trabajadores en temas de mantenimiento.
La propuesta de mantenimiento autónomo consta de 7 pasos que se
muestran en el gráfico 63.
Gráfico 63: Propuesta de Mantenimiento Autónomo Fuente: El Autor Elaborado por: El Autor
1.-Limpieza Inicial
2.- Eliminar las fuentes de
contaminación
3.- Establecer estándares de
limpieza, inspección y lubricación.
6.-Organizar y mantener el lugar
de trabajo.
5.-Inspección Autónoma
4.-Inspección General del
Equipo
7.-Implementación
del programa.
138
Paso 1.- Limpieza Inicial:
El primer paso consiste en:
Limpiar: Se debe limpiar las máquinas y sus alrededores eliminando los
residuos de aceite derramados a causa de las fisuras que presentan los
cilindros. En el caso de la entintantora se debe limpiar los residuos de
polvo que se acumulan en el rodillo.
Ajustar: Se debe revisar que todas las tuercas y los tornillos estén
debidamente apretados, se debe reemplazar los tornillos que falten y las
arandelas inapropiadas.
Lubricar: Se debe revisar periódicamente la cantidad de aceite en la
máquina prensadora. En el caso de que la cantidad sea insuficiente se
debe volver a llenar hasta la medida que indica el recipiente para evitar
derrames y desperdicios.
En la máquina entintadora se debe revisar periódicamente que el nivel de
temperatura sea el adecuado para el proceso y se debe recordar que
antes de apagar la máquina se debe esperar a que la temperatura baje.
Implementar una Planta Visual: Consiste en implementar controles
visuales con el nombre del equipo, la cantidad de aceite, la temperatura
auxiliar, los botones de emergencia, etc. Para que sean parte del
conocimiento de los operarios.
Paso 2.- Eliminar fuentes de contaminación y áreas de difícil acceso
Consiste en descubrir las fuentes profundas de suciedad que deterioran el
equipo y tomar acciones correctivas. Para eliminar las fuentes de
contaminación de la máquina prensadora la acción correctiva es el cambio
de los cilindros.
Como herramienta de apoyo se propone la construcción de un diagrama
estructural de las máquinas que visualice gráficamente las zonas de difícil
acceso y sus posibles soluciones. Al reducir los problemas por zonas de
difícil acceso también se reducirán los tiempos de limpieza.

139
Paso 3.- Establecer los estándares de limpieza, Inspección y
Lubricación
Para estandarizar los procesos de limpieza se debe plantear tiempos de
mantenimiento que pueden ser de 15 a 20 minutos diarios a partir de un
calendario que involucre a todos los operarios de la fábrica. Esta actividad
es un hábito que se realiza diariamente eliminando las suciedades de la
matriz.
Se recomienda colocar recordatorios prácticos de los estándares de
limpieza y lubricación que indiquen la cantidad de aceite de la máquina
prensadora y la forma correcta de colocar el rollo de entintado.
Paso 4.- Inspección General del Equipo.
Se debe realizar entrenamientos de inspección para los operarios con el
objetivo de mantener los anteriores pasos controlando las condiciones
básicas de los equipos. Además, es necesario que se capacite a los
operarios en temas que vayan de acuerdo al funcionamiento de las
máquinas incrementando su capacidad de inspección e identificación de
problemas menores.
Paso 5.- Realizar la Inspección General del Proceso
Conservar los logros alcanzados en la planta y en los trabajadores
reevaluando los estándares de limpieza e inspección implementados
eliminando cualquier inconsistencia que impida asegurar las actividades
de mantenimiento. Para este paso se sugiere diseñar hojas de control de
mantenimiento autónomo y rutinas de inspección internas.
Paso 6.- Organizar y Mantener el área de trabajo
Se debe organizar el área y estandarizar los requerimientos de orden,
limpieza y seguridad. Se debe evaluar los roles de los operarios y definir
responsabilidades de acuerdo a su área de trabajo.

140
Paso 7.- Implementación Plena del Mantenimiento Autónomo
Cumplidos los pasos del 1 al 6 y de acuerdo a los resultados obtenidos en
este último paso se integra finalmente el proceso de Mantenimiento
Autónomo con el apoyo del Jefe de la Planta y la colaboración de todos
los operarios proponiendo metas y objetos que mejoren la forma actual de
trabajar.
Se sugiere realizar semanalmente o mensualmente auditorias de
inspección que analicen las actividades de los operarios implementando
las mejoras pertinentes.
3.1.8 Propuesta de balanceo de línea para el área de chatarrización
Para balancear la línea se calculó el número de operarios utilizando la
ecuación 1 y los datos obtenidos de la etapa del diagnóstico.
Número de Operarios: El número de operarios es igual al total del tiempo
de ciclo de las operaciones sobre el Takt Time.
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑂𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 = Tiempo de Ciclo
Takt Time=
30𝑠 + 20𝑠 + 10𝑠 + 10𝑠 + 10𝑠
42 𝑠= 1.9
El valor obtenido equivale a 2, es decir que, para balancear la línea en el
área de chatarrización se requiere de dos operarios quedando distribuidas
las operaciones de la siguiente manera.
Las actividades de clasificar las placas y trasladarlas al área de
almacenamiento estarán a cargo del primer operario.
Las actividades de preparación de la caja, registro de las placas y
colocación de las placas registradas en la caja previamente preparada
estarán a cargo del segundo operario, trabajando en conjunto con el
objetivo de reducir el alto nivel de inventario y la acumulación del
producto.

141
El balanceo de la línea se presenta en el gráfico 64.
Gráfico 64: Balanceo de línea Fuente: El Autor Elaborado por: El Autor
3.1.9 Propuesta de implementación un sistema a prueba de error
Para dar solución al problema de desperdicio de materia prima mediante
varias observaciones, se determinó que la distancia correcta entre placa y
placa para eliminar el desperdicio de material es de 1 cm como se
observa en el gráfico 65.
Gráfico 65: Desperdicio de Material Fuente: El Autor Elaborado por: El Autor
Distancia: 1cm

142
Para conseguir que lo operarios adquieran la destreza de colocar las
placas con 1 cm de diferencia entre ellas se observó el proceso y se
consultó a los operarios posibles mejoras concluyendo que:
Dos placas se entintan correctamente si al ingresar la primera placa el
operario espera que esta se aleje del rodillo una distancia promedio de 6
cm para ingresar la siguiente. Para comprobar la efectividad de la
propuesta se procedió a señalar con cinta adhesiva y pintura el punto
exacto dentro de la plancha de la entintadora al que debe llegar la placa
antes de ingresar la siguiente.
Los pasos que se siguieron para desarrollar la propuesta fueron:
1. Detectar el Problema y determinar una posible solución.
La solución al problema consiste en colocar una señal en la
plancha de la máquina entintadora que le indique al operario el
momento exacto en el que debe colocar la siguiente placa.
2. Diseñar la posible solución para probar su efectividad tal como se
muestra en el gráfico 66.
Gráfico 66: Diseñar la posible solución al problema Fuente: El Autor Elaborado por: El Autor

143
3. Probar la efectividad de la solución, como se muestra en el gráfico
67.
Verificada la solución, se presentó la nueva propuesta al resto de
operarios. Con la nueva distancia de separación entre placas se espera
que con un rollo se entinten un total de 725 placas y se eviten los errores
de entintado en un 50%. El detalle de la cantidad total de cinta ahorrada
se muestra en el cuadro 43.
Cuadro 43 Cantidad de materia prima
Fuente: Jefe de planta
Para mantener la mejora se propone entrenar al personal e identificar la
señal con un color específico y que llame la atención del usuario.
Adicionalmente se debe cubrir la señal con cinta adhesiva (cinta de
aluminio) para evitar el deterioro y desgaste de la misma, como se
muestra en el gráfico 68.
CANTIDAD DE
LÁMINAS POR
ROLLO
Distancia: 1cm
CANTIDAD DE
LÁMINAS CON
ERROR POR DÍA
TOTAL DE
LÁMINAS
ENTINTADAS
CANTIDAD DE
CINTA
DESPERDICIADA
725 75 650 30 Metros
Gráfico 67: Comprobación de la solución Fuente: El Autor Elaborado por: El Autor

144
Para evitar errores, mejorar y agilizar el proceso de prensado de placas se
propone:
1. Diseñar una nueva repisa que visualice el número de cada pieza
de la matriz.
Actualmente la repisa que se utiliza para almacenar las piezas
numéricas de la matriz no cuenta con etiquetas o membretes que
indiquen a que celda corresponde cada pieza. El proceso se realiza
mediante la pericia y la experiencia del operario. La imagen actual de
la repisa se presenta en el gráfico 69.
Gráfico 68: Diseño final de la propuesta de mejora de la entintadora Fuente: El Autor Elaborado por: El Autor
Gráfico 69: Repisa de la máquina prensadora Fuente: El Autor Elaborado por: El Autor

145
Para ello se propone el diseño y construcción de la siguiente repisa que
se muestra en el gráfico 70.
Gráfico 70: Propuesta de Diseño de Repisa Fuente: El Autor Elaborado por: El Autor
El objetivo final del diseño es que se identifique las piezas numéricas de
la matriz por celda facilitando el trabajo de los operarios nuevos y antiguos
disminuyendo el espacio y evitando errores.
2. Mejorar el diseño de la matriz proponiendo un modelo más liviano
y práctico para el trabajo.
La matriz que actualmente se usa para el proceso de prensado se
empezó a utilizar desde el año 2013 hasta la actualidad. Es una matriz
funcional hecha de aluminio que mide: 53,5 x 25 cm y pesa 13,52 kilos
presentando los siguientes problemas:
1. Las dimensiones y el diseño de la matriz en comparación a las
dimensiones y al diseño de la estructura de la prensa son
incompatibles. Esto provoca que existan roces en el momento de
prensar las placas.
2. La matriz de la prensa pesa aproximadamente 14 kg. Manipular este
peso varias veces durante la jornada laboral provoca dolores en las

146
manos, brazos y espalda de los operarios disminuyendo su
productividad y provocando lesiones musculares a futuro como se
muestra en el gráfico 71.
Gráfico 71: Representación de los roces de la prensa Fuente: El Autor Elaborado por: El Autor
Para dar solución al problema se propone eliminar parte del peso de la
matriz cortando los bordes y dejando un borde de 2.5 cm suficiente para
el proceso. Como se muestra en el gráfico 72.
Gráfico 72: Medidas de la matriz actual de la prensa Fuente: El Autor Elaborado por: El Autor

147
Para disminuir los bordes de la matriz se debe retirar las bisagras, cortar y
volver a unir las partes de la matriz. Al retirar los bordes el peso de la
matriz disminuirá 3 kg quedando de 11 kg volviéndose más liviana y
eliminando el problema del roce en la estructura de la prensa tal y como
se observa en el gráfico 73.
Gráfico 73: Propuesta de diseño de la matriz de la máquina prensadora. Fuente: El Autor Elaborado por: El Autor
3. Incrementar la presión de la prensa para que permita prensar dos
láminas al mismo tiempo fabricando un total de 1.000 placas al día.
3.1.10 Respuesta Rápida
El sistema de Respuesta Rápida es una herramienta que ayuda a las
organizaciones a resolver problemas de calidad.
En la fábrica este sistema se ha venido aplicando a diario dando
excelentes resultados, ya que en cada reunión todos los operarios dan
sus opiniones acerca de cómo se podrían resolver y gestionar los temas
más relevantes de la fábrica como es la calidad de los rollos de entintado,
el estado actual de las máquinas, la materia prima, la producción de
placas, etc., buscando siempre la solución que más se acerque al
problema.

148
Para continuar con el sistema se sugiere llevar un control de los
problemas tratados en cada reunión y sus posibles soluciones creando un
sistema de lecciones aprendidas y un proceso de Solución de Problemas
que identifique cada problema, su causa raíz y su posible solución
mediante el uso de los formatos de recolección de Lecciones Aprendidas
y Reporte de Solución de Problemas Prácticos.
3.1.11 Control de Producto no Conforme
La propuesta de control de producto no conforme consiste en implementar
el uso de tres etiquetas de color: rojo, amarillo y blanco con el objetivo de
identificar el Producto No Conforme mediante el uso de un sistema visual
eliminando el método actual que consiste en escribir encima de la placa la
fecha de fabricación y el error cometido dañando la placa y provocando
manchas de esfero o marcador difíciles de limpiar como se observa en el
gráfico 74.
Gráfico 74: Producto no Conforme Fuente: El Autor Elaborado por: El Autor
Descripción de las tarjetas:
Etiqueta Roja: Las etiquetas rojas sirven para identificar el producto no
conforme. Estas etiquetas deben presentar la fecha en que se elaboró el
producto y la descripción del error.

149
El producto no conforme originado en proceso de prensado deberá ser
trasladado al área de chatarrización previo registro de la placa.
Etiqueta Amarilla: Las etiquetas amarillas sirven para identificar el
producto sospechoso. La información de la tarjeta dependerá del proceso
en donde ocurrió el problema. Si el producto sospechoso se originó en el
proceso de prensado deberá contener la fecha de elaboración, el error
cometido y el número de la caja en donde será almacenado para su
posible reutilización dentro del inventario de placas mal fabricadas.
Si el error sucedió en el proceso de entintado debe contener la
descripción de la solución que puede ser lavar la placa para volver a
entintar, limpiar con tiñer o volver a prensar. Esta placa debe ser separada
del producto conforme hasta su restauración.
Etiqueta Blanca: las etiquetas blancas sirven para identificar el producto
conforme verificada la calidad de un paquete de 100 láminas se debe
colocar la etiqueta con la fecha de fabricación y el lugar al que
corresponde como se presenta en el gráfico 75. El producto conforme
debe ser trasladado al área de almacenamiento del producto final.
Gráfico 75: Tarjetas de Colores para control de la calidad del producto Fuente: El Autor Elaborado por: El Autor

150
La finalidad de este método es que el auxiliar de producción y el resto de
operarios conozcan que se debe hacer de acuerdo a la etiqueta que
presenten las placas y evitar que el producto no conforme se mezcle con
el producto conforme.
3.1.12 Trabajo Estandarizado
El trabajo estandarizado es una herramienta que ayudará a los operarios
hacer las cosas de la misma manera y obtener un producto de calidad.
Para implementar la herramienta se elaboró las hojas de trabajo
estandarizado S.O.S y J.E.S del proceso de producción de placas desde
la Preparación de la materia prima hasta el almacenaje de producto
terminado que se muestra en el anexo G y en el anexo H.
En las hojas de trabajo estandarizado S.O.S se detallan las secuencias de
las operaciones, los tiempos de elementos de cada proceso y el Takt
Time.
En las hojas de trabajado estandarizado J.E.S se detalla de forma visual
paso a paso como realizar los elementos de la S.O.S convirtiéndose en
una guía para los operarios. Las ventajas de trabajar con hojas de trabajo
estandarizado es que se podrá asegurar la repetición de los procesos por
parte de los operarios volviéndolas más seguras y efectivas.
3.1.13 Entrenamiento Estandarizado:
El entrenamiento estandarizado consiste en asegurar que todos los
operarios reciban el mismo entrenamiento asegurando que todos
conozcan cómo utilizar las hojas de trabajo estandarizado en cada puesto
de trabajo. El objetivo es que en ausencia de un operario a causa de los
viajes de distribución de placas cualquier otro operario pueda manejar la
maquina prensadora y la máquina entintadora con la misma habilidad que
el operario asignado para ese puesto.
Para dar inicio al entrenamiento se proponen los siguientes pasos:

151
1. Preparar a los operarios: Comunicar a los operarios el objetivo del
entrenamiento.
2. Presentar la operación: Escoger una operación y revisar las hojas
de trabajo estandarizado.
3. Probar el funcionamiento: Probar que los operarios realicen las
operaciones en base a la explicación y a las hojas de trabajo
estandarizado.
4. Seguir: Dejar que el operario siga desempeñando el trabajo.
Para verificar que todos los operarios hayan recibido el entrenamiento se
recomienda manejar formatos de seguimiento de entrenamiento por
operario.
Propuestas de mejora para el área administrativa
En el área administrativa de la fábrica se gestionan los pedidos de
fabricación de placas, se elaboran las ordenes de producción, se
resuelven las dudas y quejas de los GAD’S y las Mancomunidades, se
atienden a los usuarios que visitan la fabrica y se manejan y se planifican
todos los recursos de la fábrica.
La inspección de la Herramienta 5’S dio como resultado un porcentaje del
61% puntaje alto que demuestra que en el lugar existe un control
adecuado del orden, la limpieza y la disciplina. El resultado de la
Inspección inicial se muestra en el cuadro 44.
Cuadro 44. Resultado de la inspección inicial de las 5´S
PILAR CALIFICACIÓN MÁXIMO %
Clasificación 16 20 80
Orden 14 20 70
Limpieza 15 20 75
Estandarización 7 20 35
Disciplina 9 20 45
TOTAL 61 100 61
Nota: Elaborado por el autor.

152
La oficina es un lugar pequeño en donde se han implementando ideas de
mejora pero no se ha podido seguir procedimientos claros debido a la
carga laboral.
Para disminuir la carga laboral del Jefe de la Planta se propone realizar un
informe a la Agencia Nacional de Tránsito con la creación de la necesidad
que explique la importancia de crear dentro de la fábrica el puesto de
Atención al Usuario.
Las funciones del cargo son:
Atender las llamadas de los encargados de placas a nivel nacional
resolviendo dudas y quejas sobre los trámites del sistema y los
pedidos de fábricación.
Crear un formato estandarizado para solicitar placas y asesorar a
los usuarios acerca del manejo del mismo.
Atender a los usuarios que se acercan a la fábrica a reclamar su
placa. La mayoría de los usuarios son enviados de las oficinas de
atención al cliente de todo el país.
Al asignar a una persona este trabajo se conseguirá que los operarios no
paren sus actividades por la llegada de los usuarios a la fábrica.
Se eliminaría los retrasos en las entregas de las órdenes de producción
consiguiendo mantener el sistema PULL en la fábrica y se podrá
mantener el control de los recursos de la fábrica. Adicionalmente se
propone la implementación de la herramienta kanban.
3.1.14 Herramienta KANBAN
Para implementar el método kanban en la fábrica y apoyar al flujo
continuo de trabajo se propone colocar pizarras en la oficina, en el área
de producción y en bodega en donde se visualicen los tres estados que
pueden adquirir las tareas del flujo de trabajo.

153
En cada pizarra se debe reflejar diariamente un tablero visual compuesto
por tres columnas con los tres diferentes estados: Por Hacer, En Curso y
Terminado.
En la columna Por Hacer se deben mostrar todas las órdenes de
producción por fabricar mediante el uso de tarjetas de papel adhesivo que
indiquen la fecha, nombre de la provincia o mancomunidad y cantidad a
fabricar. Las tarjetas pueden estar identificadas por colores de acuerdo a
la columna.
En la columna En Curso se debe mostrar las tareas que están en proceso
informando a todo el personal lo que se está fabricando.
En la columna Terminado se debe mostrar las órdenes de producción
fabricadas (área de producción). La cantidad de materia prima entregada
(área de Bodega) y las órdenes de producción entregadas al personal
(oficina). Un ejemplo de cómo debe verse el tablero Kanban se presenta
en el gráfico 76.
Gráfico 76: Ejemplo de un Tablero KANBAN básico Fuente: Scrum Manager Elaborado por: Scrum Manager Body of Knowledge
Los tableros visuales deben ser claros, precisos y deben mantenerse
actualizados. El método Kanban precisa que se capacite y se entrene al
personal proponiendo turnos rotativos que involucren a todos en la
actualización de los tableros visuales.

154
Una estrategia que motive al personal a participar puede ser la entrega de
premios mensuales al tablero visual mejor organizado.
Para adquirir las pizarras se debe enviar un informe al departamento de
bodega de la A.N.T. indicando el objetivo y la necesidad de contar con
tableros visuales que mejoren el control de la producción y mantengan a
las diferentes áreas de la fábrica comunicadas.
Para mantener el control actual del inventario, las cantidades de producto
terminado, la cantidad total de materia prima, la cantidad de rollos, aceite,
placas mal fabricas, inventario San Carlos, etc. Se propone la creación de
un sistema ERP para la fábrica de placas.
3.1.15 VSM del futuro
Un diagrama VSM del futuro presenta un plan de acción para implementar
las herramientas Lean.
Para la fábrica se presenta el siguiente plan de acción a partir de las
propuestas previamente presentadas y de la evaluación de la situación
actual de la fábrica en base a las herramientas Lean.
PASOS PARA LA IMPLEMENTACIÓN DE UN VSM DEL FUTURO
1. Desarrollar el flujo continuo creando en la fábrica una célula de
manufactura desde la oficina hasta la máquina entintadora y las
perchas.
2. Mejorar la efectividad de la máquina prensadora
3. Desarrollar un sistema pull mediante el manejo de tableros Kanban
4. Balancear la línea de trabajo
METAS
1. No fabricar más de lo solicitado por el usuario.
2. No tener inventario entre los puestos de trabajo.
3. Cumplir con la demanda de placas diaria

155
El desarrollo de los tres primeros pasos se mostró anteriormente. Para el
balanceo de la línea de trabajo se debe calcular el número de operarios
necesarios. Para ello se determina el tiempo de ciclo de cada operación y
el total en el cuadro 45.
Cuadro 45. Tiempos de ciclo de las operaciones
Operaciones (seg)
Orden de Producción
Preparación MP
Prensado Entintado y Almacenaje
TOTAL
Tiempo de Ciclo
18 57 42 20 137
Calculo del número de operarios: Para el cálculo del total de operarios
se utilizó la ecuación 1.
𝑁ú𝑚𝑒𝑟𝑜 𝑑𝑒 𝑂𝑝𝑒𝑟𝑎𝑟𝑖𝑜𝑠 =𝑇𝑜𝑡𝑎𝑙 𝑇𝑖𝑒𝑚𝑝𝑜 𝑑𝑒 𝐶𝑖𝑐𝑙𝑜
𝑇𝑎𝑘𝑡 𝑇𝑖𝑚𝑒=
137
27= 5.07
Que equivale a 5 operarios para cumplir con el tiempo Takt. Actualmente
en el proceso de producción trabajan 5 personas: el jefe de planta, el
bodeguero, dos operarios en la máquina prensadora y un operario en la
entintadora. La mejor manera de balancear la línea de trabajo es
mediante la implementación de un flujo continuo fabricando una placa a la
vez.
Se propone solicitar el apoyo del auxiliar de bodega en la preparación de
la materia prima y en la verificación de producto no conforme
estableciendo una estación de verificación de la calidad del producto en el
área de producción y solicitar la incorporación de una persona que apoye
al jefe de planta y maneje los temas de atención al usuario.
Los nuevos tiempos de ciclo, la disminución de las distancias y el flujo
continuo del proceso se muestran en el diagrama VSM del futuro y el
diagrama de recorrido futuro se presenta en el anexo I.

156
VSM FUTURO DE LA FÁBRICA
Nota: Elaborado por el Autor

157
3.2 Resultados de la Aplicación
Los resultados obtenidos posteriores a la implementación de la
herramienta 5’S en las áreas de Bodega y en el área de Inventario San
Carlos fueron satisfactorios, los operarios luego de su participación en la
implementación y de verificar los resultados conseguidos se
comprometieron a conservar el orden y la limpieza del lugar con el
objetivo de agilizar la búsqueda de la materia prima y del producto
terminado.
En las demás áreas de la fábrica se logró identificar los factores de riesgo,
los altos niveles de inseguridad, la mala distribución de las máquinas, el
excesivo inventario, el desorden, etc., y en base a la información se
diseñaron propuestas de mejora con las que se consiguieron algunos
cambios tales como:
En el área de chatarrización luego de enviar un informe al departamento
administrativo de la A.N.T. en donde se indicó el alto nivel de desorden, la
cantidad total de placas recicladas y el programa de reciclaje presentado
en el proyecto se procedió a contratar los servicios de una empresa de
reciclaje eliminando del lugar un total de 20.000 placas liberando toda el
área de almacenaje. Tal como se muestra en el gráfico 77.
Gráfico 77: Reciclaje de placas Fuente: El Autor Elaborado por: El Autor
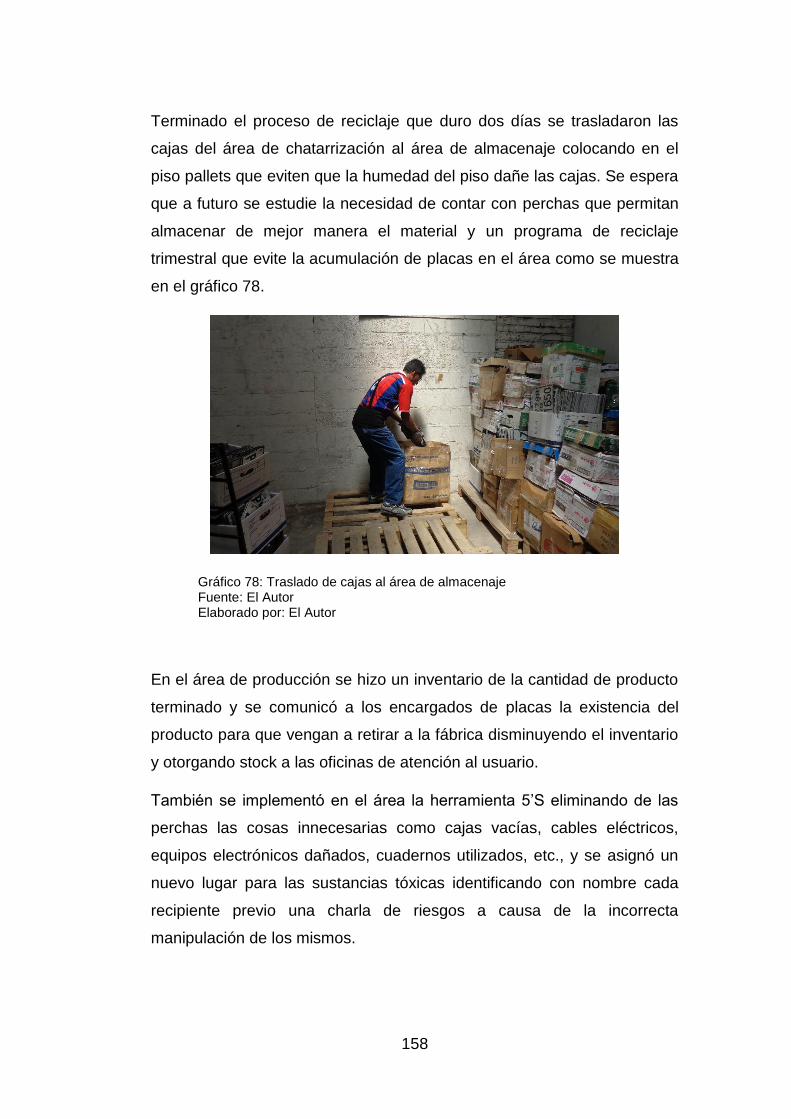
158
Terminado el proceso de reciclaje que duro dos días se trasladaron las
cajas del área de chatarrización al área de almacenaje colocando en el
piso pallets que eviten que la humedad del piso dañe las cajas. Se espera
que a futuro se estudie la necesidad de contar con perchas que permitan
almacenar de mejor manera el material y un programa de reciclaje
trimestral que evite la acumulación de placas en el área como se muestra
en el gráfico 78.
Gráfico 78: Traslado de cajas al área de almacenaje Fuente: El Autor Elaborado por: El Autor
En el área de producción se hizo un inventario de la cantidad de producto
terminado y se comunicó a los encargados de placas la existencia del
producto para que vengan a retirar a la fábrica disminuyendo el inventario
y otorgando stock a las oficinas de atención al usuario.
También se implementó en el área la herramienta 5’S eliminando de las
perchas las cosas innecesarias como cajas vacías, cables eléctricos,
equipos electrónicos dañados, cuadernos utilizados, etc., y se asignó un
nuevo lugar para las sustancias tóxicas identificando con nombre cada
recipiente previo una charla de riesgos a causa de la incorrecta
manipulación de los mismos.

159
Luego de presentar los problemas de infraestructura que presentan las
paredes y los pisos de la fábrica al departamento de mantenimiento se
consiguió la reducción de las paredes de las áreas y el recubrimiento con
cemento de los huecos del piso, eliminando todo tipo de riesgo del
operario y de daño en las sillas, taburetes, etc. También se rellenaron los
huecos en los techos y se colocaron mallas en las ventanas para evitar el
ingreso de palomas que contribuían a la suciedad de la materia prima, del
producto terminado y de las máquinas como se muestra en el gráfico 79.
Gráfico 79: Disminución de las paredes Fuente: El Autor Elaborado por: El Autor
Se espera que con el tiempo mediante el estudio del proyecto se dé por
terminado todos los problemas de la fábrica consiguiendo un sistema de
producción eficiente y de calidad.
Las mejoras realizadas a la infraestructura de la fábrica y el nuevo layout
se presenta en el plano del anexo N donde se muestra la nueva
distribución de las máquinas y la implementación de perchas para
almacenar la materia prima y las placas deterioradas evitando el desorden
actual en la fábrica.
El manual de procedimientos de la fábrica que se presenta en el anexo O
fue elaborado con el objetivo de documentar y estandarizar las
operaciones de los procesos de la fábrica. Se espera que el manual sea

160
una herramienta de apoyo en las capacitaciones al personal y a los
encargados de placas a nivel nacional dándoles a conocer el
funcionamiento de la fábrica y su administración estratégica.
3.3 Análisis e Interpretación de Datos
El desarrollo del proyecto se realizó en base al método tentativo
propuesto en el plan de aprobación del proyecto, la aplicación del método
permitió conseguir la información para sustentar el proyecto.
Del primer paso del método: Descripción de la fábrica, se conoció que los
productos de la fábrica son dos: las placas de vehículos y las placas de
motos, las mismas que se diferencia por su longitud y su tipo de servicio.
Sus clientes, que son todos los GAD’S o Gobiernos Autónomos
Descentralizados del país, el proceso de producción del producto, los
recursos físicos y su principal problema que es el retraso en el plazo de
entrega del producto a causa de factores como la disponibilidad de las
máquinas, transporte, materia prima, etc.
En el diagnóstico de la Situación Actual se estudiaron los procesos de la
fábrica y sus actividades encontrando que debido a la falta de
información, capacitación y formatos estandarizados existen procesos con
actividades confusas y repetitivas que generan desorden y retrasos en la
elaboración de las órdenes de producción que a su vez retrasan el
proceso de producción de placas.
Para determinar las condiciones necesarias para implementar un sistema
Lean se realizaron entrevistas y reuniones con el Jefe de la Planta de
donde se concluyó que en el tiempo que lleva funcionando la fábrica no
se ha desarrollado ningún proyecto de mejora continua que incremente la
productividad, la calidad y la confiabilidad del producto debido a la falta de
interés de los administrativos. Los resultados de las entrevistas arrojaron
que existe una excelente relación con los clientes que visitan la fábrica ya
que, a pesar de los inconvenientes y las limitaciones, los operarios
siempre buscan la forma de generar respuestas que satisfagan sus
necesidades y expectativas y que las necesidades de la fábrica no

161
reciben la atención necesaria ni los recursos suficientes. Una solución al
problema es recibir el compromiso de los administrativos y su
participación en las estrategias orientadas a la mejora continua
brindándole a la fábrica las soluciones necesarias a sus diferentes
problemas.
Al validar la información mediante el uso de las herramientas Lean se
obtuvo como resultado datos acerca de la efectividad global de los
equipos (OEE) que es del 67% que significa que la eficiencia de los
equipos es regular, pero se acepta solo si está en proceso de mejoras
como en el caso de la máquina prensado que requiere un cambio del
sistema de cilindros para su funcionamiento, el tiempo medio entre fallas
que presenta la máquina es de 2,4 días/falla.
La evaluación de la herramienta 5’S se realizó a través de formatos de
auditorías que dieron como resultado los porcentajes de desorden y falta
de limpieza que existen en las diferentes áreas de la fábrica. El porcentaje
más bajo recibió el área de chatarrización a causa del excesivo desorden,
acumulación de material, polvo y basura que existe haciéndose necesario
balancear la línea de trabajó colocando un operario extra.
De los resultados del estudio de tiempos y movimientos se evaluó la
posibilidad de implementar celdas de manufactura reorganizando el orden
actual de las máquinas para que el trabajo sea continuo produciendo una
lámina a la vez y a su vez disminuyan los largos recorridos que a diario
realizan los operarios para obtener materia prima y almacenar el producto
terminado. Los tiempos y las distancias se reflejan en el VSM actual de la
fábrica determinando que a diario mediante el uso del correo institucional
se reciben varios pedidos de fabricación de placas que se gestionan de
acuerdo a la planificación de la producción organizada por el Jefe de la
Planta y que el producto terminado permanece almacenado en perchas
dos o tres semanas mientras se completa los pedidos de fabricación para
el viaje de distribución.

162
Los datos obtenidos del diagnóstico y las evaluaciones fueron la base
para diseñar las propuestas de mejora que arrojaron excelentes
resultados en las áreas en las que pudieron ser aplicadas y que la
creatividad de los operarios es un factor importante dentro de la mejora
pues ellos usando sus propios recursos buscan siempre dar una solución
a los problemas como en el caso del sistema a prueba de error que
mediante una señal en la bandeja de la entintadora ahorro más de 50
metros de cinta de termoplástico.
3.4 Limitaciones
Las limitaciones que podrían a futuro impedir la implementación completa
del proyecto están directamente relacionadas a la falta de apoyo por parte
del área administrativa, la falta de recursos, la falta de comunicación entre
los administrativos, los operarios y el Jefe de la Planta, la inadecuada
planificación y sobre todo la falta de presupuesto que hoy en día ya se
hace presente en la adquisición de materia prima.

163
CONCLUSIONES
Las herramientas Lean Manufacturing utilizadas en el diagnóstico de la
situación actual de la fábrica permitieron identificar muchas oportunidades
de mejora que dieron respuesta a la problemática planteada al inicio del
proyecto.
El diagnóstico de la situación actual de la fábrica, se realizó a partir del
levantamiento de la información y de la descripción de los procesos
productivos, de donde se concluye que la fábrica no cuenta con procesos
definidos, lo que genera un alto nivel de desperdicio del 58%.
Los operarios desconocen su capacidad productiva debido a que en la
fábrica no se realizan estudios de tiempos y movimientos que determinen
el tiempo disponible de la línea de producción para cubrir la demanda del
producto.
Uno de los principales problemas que afecta la línea de producción de
placas es la efectividad de los equipos, que es del 67% debido a los años
de servicio de las máquinas y a la falta de presupuesto para invertir en
tecnología y programas de mantenimiento.
Las propuestas de mejora presentadas en el proyecto fueron diseñadas
para mejorar la imagen de la fábrica eliminando al 100% el desorden y la
falta de limpieza actual, creando disciplina y nuevos procesos de
reutilización del material manejando de manera adecuado el producto no
conforme disminuyendo el porcentaje de desperdicios.
La implementación de las propuestas de mejora continua dependerá de la
posición frente al cambio de los altos administrativos de la A.N.T. que a
pesar de los porcentajes de cumplimiento de entrega continúan
trabajando sin pronósticos ni estudios previos de la demanda.

164
RECOMENDACIONES
Se recomienda para la implementación del proyecto, la participación
del departamento administración de la Agencia Nacional de Tránsito
para que dé seguimiento a las solicitudes de capacitación, recursos y
personal enviados por el Jefe de planta y que son necesarios para la
fábrica.
Motivar a los empleados mediante capacitaciones en temas
relacionados con el mantenimiento de las máquinas, uso de elementos
de protección y el manejo de herramientas informáticas, logrando que
todo el personal participe en todas las actividades de la fábrica.
Se recomienda entrenar al personal para conservar la implementación
de la herramienta 5´S pues todas las herramientas de mejora
constituyen un proceso continuo que debe ser mantenido en el tiempo.
Se sugiere mejorar la infraestructura de la fábrica reparando las
paredes, las instalaciones eléctricas, los baños, los pisos y el techo
motivando a los empleados a trabajar en un ambiente limpio, seguro y
sano.
Para el cumplimiento y la efectividad del proyecto se propone de
manera adicional implementar un plan de seguridad industrial que
mida los riesgos en los puestos de trabajo y dote al personal de todos
los recursos de protección necesarios.

165
BIBLIOGRAFÍA
[1] ARRIETA POSADA, J. (2011). Herramientas de producción: Ayudas
para el mejoramiento de los procesos productivos, Colombia:
Fondo Editorial Universidad Eafit.
[2] BARCIA VILLACRECES, K. (2013). Excelencia Empresarial
Capacitación y Consultoría. Ecuador. Disponible en:
www.excelenciaempresarial.org
[3] BRAVO BRAVO, V. (2011). Metodología Lean en las PyMEs
Agroalimentarias Ecuatorianas. Presentado en Madrid – España
[4] CABRERA, D. y OCAMPO, D. (2011). Mejorar el Sistema Productivo
de una Fábrica de Confecciones en la Ciudad de Cali Aplicando
Herramientas Lean Manufacturing. Ingeniería Industrial, Universidad
ICESI, Santiago de Cali.
[5] CARRASCO BRAVO, J. (2011). Gestión de Procesos. Alineados con
la estrategia. Chile-Santiago de Chile. Editorial Evolución S.A.
[6] Constitución Política de la República del Ecuador, (2008).
[7] CORREA GONZÁLEZ, F. (2014). Manufactura Esbelta (Lean
Manufacturing). Principales Herramientas. Revista Panorama
Internacional, (2), p 2-15.
[8] CUATRECASAS ARBÓS, L. (2011). Volver a empezar. Lean
Management. Una novela que transforma el pensamiento de los
directivos en ideas y actitudes positivas. Barcelona-España. Editorial
Profit
[9] GACHARNÁ, V. y GONZÁLEZ, D. (2013). Propuesta de Mejoramiento
del Sistema Productivo en la Empresa de Confecciones MERCY
Empleando Herramientas Lean Manufacturing. Ingeniería Industrial,
Universidad Javeriana, Bogotá.

166
[10] GARCÍA, J. y VEGA, A. (2009). Desarrollo e implementación de un
software ERP para la empresa remaches Reynoso S.A. Ingeniero
Industrial. Universidad Nacional Autónoma de México, México.
[11] GARCÍA CRIOLLO, R. (2005). Estudio del trabajo: Ingeniería de
métodos y medición del trabajo. México D. F. Editorial McGraw-Hill
Interamericana, S.A.
[12] GUACHISACA, A. y SALAZAR, M. (2009). Implementación de 5S
como una Metodología de Mejora en una Empresa de Elaboración
de Pinturas. Ingeniero Industrial. Presentado en Guayaquil, Ecuador
[13] GÓMEZ GARCÍA, E. (6 de marzo de 2013). Empresas que mejoran a
través del Lean Manufacturing [Mensaje en un blog]. Recuperado de
http: //www .eoi.es/blogs/emiliogomez /2013/03/06/ empresas -que-
mejoran -a-través-del-lean-manufacturing/
[14] HARRINGTON, J. (1993). Mejoramiento de los Procesos de la
Empresa. Santa Fe de Bogotá-Colombia. Editorial McGraw-Hill
Interamericana, S.A.
[15] JIMÉNEZ CALVA, L. (2015). Estandarización y Mejora de Procesos
Productivos del Área de Maquila en la Empresa “LOGINET CIA
LTDA”. Tecnólogo en Producción y Seguridad Industrial. Universidad
de las Américas, Ecuador.
[16] Ley Orgánica de Transporte Terrestre, Tránsito y Seguridad Vial del
Ecuador, Art.16
[17] MADARIAGA NETO, F. (2013). Lean Manufacturing. Exposición
adaptada a la fabricación repetitiva de familias de productos
mediante procesos discretos. Bubok Publishing S.L.
[18] MEYERS, F. (2000). Estudios de tiempos y movimientos. Editorial
Pearson.

167
[19] MOYA, A. (2008). Reestructuración de la Fábrica de Placas de la
Dirección Nacional de Tránsito y Transporte Terrestre. Magister en
Alta Gerencia. Instituto de Altos Estudios Nacionales, Ecuador.
[20] NIEVEL BENJAMI, W. (1991). Ingeniería Industrial. Métodos tiempos
y Movimientos. México D.F. Editorial Limusa S.A.
[21] PONCE PARRA, D. (2014). Optimización de los Procesos de
compras públicas a Través del Sistema Nacional de Contratación en
que porcentajes generan ahorros. Presentado en Quito-Ecuador.
[22] PORTER, E. (2010). Ventaja Competitiva. Creación y Sostenimiento
de un desempeño superior. Madrid-España. Ediciones Pirámide.
[23] RAMÍREZ, L. (2014). La fórmula perfecta: Caso Zara. Columna
Universitaria. Recuperado de:
http://yeux.com.mx/ColumnaUniversitaria/la-formula-perfecta-caso-
zara/
[24] Resolución N° 119. Reglamento para la Elaboración, Entrega y
Control de Placas de Identificación Vehicular. Quito, Ecuador, 24 de
marzo de 2016.
[25] RODRÍGUEZ VARGAS, H. (2004). Manual de Implementación del
Programa 5’S. Recuperado de:
http://www.eumed.net/cursecon/libreria/2004/5s/1.pdf
[26] SÁNCHEZ, G. y SALDARRIAGA, L. (2013). Diseño de una
Metodología de Implementación de Lean Manufacturing en una
PYME. Ingeniería Industrial, Universidad de San Buenaventura,
Medellín.
[27] SENPLADES. (2012). Plan Nacional del Buen Vivir. Recuperado el
11 de marzo de 2015.
[28] SHINGO, S. (1986). Zero Quality Control: Source inspecton and the
Poka Yoke System. USA. Taylor & Francis Group.

168
ANEXOS
ANEXO A. Encuesta Inicial 5’S
FABRICA DE PLACAS DE LA AGENCIA
NACIONAL DE TRÁNSITO PRIMERA S
ENCUESTA INICIAL 5S
NOMBRE:
FECHA:
I.- MARQUE CON UNA X LA RESPUESTA A CADA
PREGUNTA: SI NO
1.- Se tiene material acumulado en las áreas de trabajo
2.- Se han realizado malos trabajos debido a la suciedad
3.- Consideras que las áreas de trabajo están ordenadas
4.- Están los materiales y herramientas accesibles para su
uso
5.- Tiene artículos en el área que no son suyos y no sabe de
quién son
6.- Está a la vista los materiales o las herramientas
necesarias para trabajar
7.- Se cuenta con materiales demás para realizar el trabajo
8.- Retira la basura con frecuencia en su área
9.- Cuenta con un área para guardar sus cosas personales
10.- Considera que su área de trabajo está limpia
II.- RESPONDA BREVEMENTE (Utilice una línea por idea) ¿Qué le disgusta de su área de trabajo?
¿Qué arreglarías de tu área si tuvieras la oportunidad?

169
ANEXO B. Cálculo del OEE de las máquinas
Valores Cód. Semana 1 Semana 2 Semana 3 Semana 4 TOTAL
Tiempo Total (min) A 2.400 2.400 2.400 2.400 9.600
Tiempo de paros planeados (min) B 600 650 620 580 2450
Tiempo Disponible (min) C=A-B 1.800 1.750 1.780 1.820 7.150
Tiempo de paros no planeados (min)
D 145 160 140 70 515
Tiempo de Operación E=C-D 1.655 1.590 1.640 1.750 6.635
INDICE DE DISPONIBILIDAD F=E/C 0,919 0,909 0,921 0,962 0,928
Producción Total (unidades) G 2856 1832 1584 2288 8560
Velocidad Teórica (unidades/min) H 0,56 0,56 0,56 0,56 0,56
Producción Teórica (unidades) I=E/H 2955 2839 2929 3125 11848
INDICE DE RENDIMIENTO J=G/I 0,966 0,645 0,541 0,732 0,722
Producción Rechazada (unidades) K 7 5 6 8 26
INDICE DE CALIDAD L=(G-K)/G 0,998 0,997 0,996 0,997 0,997
OEE F*J*L*100 89 58 50 70 67
Paros no Planeados (min)
Ajuste y Calibración 30
Falta de Personal 150 100
Falta de Orden de Producción 100 60
Falta de Material 15 10 20 10
Fallas Eléctricas 20

170
ANEXO C. Diagrama de recorrido del proceso de producción de
placas
PROCESO DISTANCIA COLOR
Entrega de la orden de producción 20 m Rojo
Entrega de la materia prima 10 m Azul
Retiro de las placas para entintar 6 m Amarillo
Almacenar producto terminado 5 m Naranja
Traslado del producto deteriorado 18 m Negro

171
ANEXO D. Cuadrode observaciones
VSM OBSERVACIONES
Proceso: Producción de Placas Duplicadas Realizado por: Cristina Pilca
Medidas
Tie
mp
os (
min
)
Dis
tancia
s
Ag
reg
a V
alo
r (
AV
)
No
Ag
reg
a V
alo
r
(NA
V)
Ne
cesa
ria p
ero
no
Ag
reg
a V
alo
r
(NN
AV
)
N.- Actividad
1. Elaboración de la orden de
producción (SITCON)
1.1 Eliminar replaqueos 3 - x
1.2 Unificar listados 9 - x
1.3 Eliminar placas fabricadas 22 - x
1.4 Elaborar formato 9 - x
1.5 Revisar las láminas en el sistema 22 - x
1.6 Eliminar las placas mal escritas 0.08 - x
1.7 Imprimir y entregar orden 3 20 x
2 Elaboración de la orden de
producción (AXIS)
2.1 Abrir el sistema 1.13 - x
2.2 Ingresar los datos 1.38 - x
2.3 Descargar el documento 2.4 - x
2.4 Unificar el listado 1.22 - x
2.5 Eliminar las placas fabricadas 14.4 - x
2.6 Elaborar formato 7.95 - x
2.7 Imprimir y entregar orden 2.05 20 x
3 Preparación de la Materia Prima
3.1 Separar las cajas 3 6 x
3.2 Abrir y contar las láminas 1 - x
3.3 Retirar el plástico de las láminas 3 - x
3.4 Sacar los trozos de papel 103 - x
3.5 Empacar las láminas 1 - x
3.6 Archivar la orden de producción 0.28 3 x
4 Prensado de Láminas
4.1 Preparar la maquinaria 39 - x
Continua

172
ANEXO D. Cuadro de observaciones (Continuación)
VSM OBSERVACIONES
Proceso: Producción de Placas Duplicadas Realizado por: Cristina Pilca
Medidas
Tie
mp
os (
min
)
Dis
tancia
s
Ag
reg
a V
alo
r (
AV
)
No
Ag
reg
a V
alo
r
(NA
V)
Ne
cesa
ria p
ero
no
Ag
reg
a V
alo
r
(NN
AV
)
N.- Actividad
4.2 Recibir y revisar la materia prima 1.65 10 x
4.3 Colocar la serie en la matriz 0.33 - x
4.4 Colocar la lámina 0.05 - x
4.5 Cerrar la matriz, prensar y retirar la
placa 0.08 - x
4.6 Colocar la segunda lámina 0.12 - x
4.7 Cerrar la matriz y prensar 0.12 - x
4.8 Retirar la placa y agrupar 0.05 - x
5 Entintado
5.1 Preparar la maquinaria 30 - x
5.2 Retirar las placas prensadas 3.6 6 x
5.3 Colocar la placa en la máquina 0.03 - x
5.4 Retirar y revisar la placa 0.28 - x
5.5 Corregir las fallas del entintado 0.03 10 x
5.6 Almacenar las placas en las perchas 0.18 5 x
6 Empaque y Distribución
6.1 Solicitar transporte y viáticos 10 - x
6.2 Elaborar actas de entrega 30 - x
6.3 Revisar y ordenas las placas 480 10 x
6.4 Elaborar placas faltantes 6.1 - x
6.5 Limpiar y entintar placas 0.5 10 x
6.6 Empacar en cajas 0.24 - x
6.7 Enumerar las cajas 5 - x
6.8 Cargar las cajas al camión 15 15 x
6.9 Revisar la carga y enviar el viaje 5 - x

173
ANEXO E. Cálculo de Frecuencias
COD. Problemas Frec. %
Frec
%
Acumulado
A Actividades Repetitivas 50 18 18
B Demoras en las entregas de las
ordenes de producción 30 11 29
F Espera en el proceso de prensado 30 11 40
G Placas con errores de entintando 25 9 49
L Errores de placas previo al
empaque 25 9 58
K Largas distancias para almacenar el
producto 25 9 67
C Retirar los papeles de las láminas 20 7 74
H Se corrigen errores con pintura 20 7 82
I Largas distancias para retirar el
producto de la prensa 20 7 89
D Faltantes de producto 15 5 94
J Largas distancias por rollos 10 4 98
E Disponibilidad de las máquinas 6 2 100
TOTAL 276

174
ANEXO F. Auditoria 5’S
CUESTIONARIO PARA LAS 5S
FECHA: ELABORADO POR: ÁREA:
5S N.-
PREGUNTAS CAL.
0 1 2 3 4
CLASIFICAR
1 ¿Existen materiales o partes en exceso de inventario?
2 ¿Existe maquinaria o equipos innecesarios alrededor?
3 ¿Existen herramientas o utilitajes innecesarios alrededor?
4 ¿Existencia o no de control visual?
5 ¿Tiene establecido los estándares para 5S?
ORDENAR
6 ¿Existen áreas de almacenaje claramente demarcadas?
7 ¿Están demarcados los artículos y sus lugares de almacenamiento?
8 ¿Están identificados las cantidades máximos y mínimos?
9 ¿Están claramente identificadas las líneas de acceso y áreas de almacenaje?
10 ¿Las herramientas y utilitajes poseen un lugar claramente identificado?
LIMPIAR
11 ¿Están los pisos libres de basura, agua, aceite, etc.?
12 ¿Están las maquinas libres de objetos y aceites?
13 ¿Realiza inspección de equipos junto con mantenimiento?
14 ¿Existe personal responsable de la limpieza?
15 ¿Existen operarios que limpien pisos y maquinas regularmente?
ESTANDARIZAR
16 ¿Genera notas de mejoramiento regularmente?
17 ¿Se han implementado ideas de mejora?
18 ¿Usa procedimientos escritos, claros y actuales?
19 ¿Tiene plan futuro de mejora para el área?
20 ¿Están las primeras 3S mantenidas?
DICIPLINA
21 ¿Son conocidos los procedimientos estándares?
22 ¿Son almacenadas las herramientas y utilitajes correctamente?
23 ¿Ha iniciado un control de stock
24 ¿Los procedimientos están al día y son regularmente revisados?
25 ¿Los cargos están debidamente descritos, están al día y son regularmente revisadas?

175
ANEXO G. Hoja de trabajo estandarizado S.O.S del proceso de producción de placas

176
ANEXO H. Hoja de trabajo estandarizado J.E.S
H-1. Hoja de trabajo estandarizado J.E.S. del proceso preparación de materia prima

177
H-2. Hoja de trabajo estandarizado J.E.S. del proceso prensado de
placas

178
H-3. Hoja de trabajo estandarizado J.E.S del proceso entintado de placas

179
H-4. Hoja de trabajo estandarizado J.E.S del proceso verificación de la calidad

180
H-5. Hoja de trabajo estandarizado J.E.S del proceso almacenaje

181
ANEXO I. Diagrama de recorrido futuro del proceso de producción de
placas
PROCESO DISTANCIA COLOR
Entrega de la orden de producción 20 m Rojo
Entrega de la materia prima 10 m Azul
Flujo Continuo 4 m Naranja
Almacenar producto terminado 5 m Naranja

182
ANEXO J. Plano general de la fábrica

183
ANEXO K. Manual de procedimientos de la fábrica
FÁBRICA DE PLACAS DE LA AGENCIA NACIONAL DE
TRÁNSITO
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE
PLACAS DE IDENTIFICACIÓN VEHÍCULAR
Fecha: Versión: Descripción Autor:
02 Versión Inicial Cristina Pilca

2
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
Índice
Introducción ............................................................................................... 3
Descripción de la fábrica ............................................................................ 4
Objetivo del manual ................................................................................... 8
Alcance del manual .................................................................................... 8
Marco legal específico ............................................................................... 8
Cadena de valor ......................................................................................... 9
Mapa de procesos ................................................................................... 10
Identificación e interacción de procesos .................................................. 11
Catálogo de procesos .............................................................................. 12
Descripción de procedimientos ................................................................ 14
Procesos operativos ................................................................................ 14

3
INTRODUCCIÓN
Con el propósito de actualizar y simplificar las operaciones de la fábrica
de placas se desarrolló el presente Manual de Procedimientos, que es
una herramienta que le ayudará a la fábrica a mejorar sus tiempos de
entrega y fabricación, su calidad y eficiencia para mejorar la satisfacción
del cliente.
El manual pretende servir de apoyo para identificar y analizar los
procedimientos claves de la fábrica, generando información útil, clara y
sencilla que oriente a los trabajadores en sus actividades diarias
indicándoles con precisión cuáles son las funciones que deben
desempeñar.
En el manual se establece el marco estratégico y la filosofía de la fábrica,
además se establecen los objetivos, alcances y responsables de cada
proceso y se realiza una descripción escrita y gráfica usando
herramientas BPMN, logrando que el manual sea claro y entendible.

4
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DESCRIPCIÓN DE LA FÁBRICA
La fábrica de placas de la Agencia Nacional de tránsito ubicada en el
sector de Quitumbe, es la única entidad pública autorizada para fabricar y
distribuir placas de identificación vehicular a nivel nacional, la planta
cuenta con 6 trabajadores y un encargado de la fábrica y su objetivo
principal es fabricar y distribuir placas vehiculares de forma oportuna
satisfaciendo la demanda ciudadana.
PRODUCTOS:
La fábrica produce y distribuye placas de identificación vehicular para
vehículos, motocicletas y similares de acuerdo al tipo de servicio:
No. SERVICIO COLOR
1 Particular BLANCO
2 Público o comercial NARANJA
3 Organismos del estado ORO
4 GAD´S REGIONALES, PROVINCIALES,
MUNICIPALES Y PARROQUIALES AMARILLO
5 Diplomáticos y organismos internacionales AZUL
6 Internación temporal ROJO
7 Unidades de carga NARANJA
Cada servicio está identificado por un color diferente y dependiendo del
tipo de vehículo varía la serie alfanumérica de la placa.

5
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
MISIÓN:
Planificar, producir y distribuir placas de identificación vehicular de calidad
que satisfagan la demanda ciudadana consiguiendo un diferencial único
en el ámbito de su competencia.
VISIÓN:
Ser una fábrica en constante crecimiento, con personal comprometido con
su trabajo y contribuyendo con el desarrollo del país y la preservación del
medio ambiente.
OBJETIVO ESPECÍFICO:
El objetivo de la fábrica de placas ha venido siendo siempre, el ser los
fabricantes de la única placa de identificación vehicular a nivel nacional,
coadyuvando a los usuarios a cumplir con los requisitos básicos para
circular por las vías del país.
VALORES INSTITUCIONALES:
Honestidad: Es la actuación de los servidores públicos en forma
transparente y responsable en el desempeño de nuestras
funciones. Este valor se refiere a las cualidades del recurso
humano que labora en la ANT.
Trabajo en equipo: Es la capacidad de un grupo de servidores
públicos que unimos esfuerzos en una dirección, coordinación y
área para el logro de los objetivos de la ANT.

6
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
Calidad del Servicio: Brindar el servicio por parte de los
servidores públicos de manera que satisfaga los requerimientos y
supere las expectativas de clientes externos e internos.
Proactividad: Capacidad de adelantarnos a los hechos,
incentivando a los servidores a que presenten iniciativas y a
realizar acciones con las cuales contribuyamos al logro de los
objetivos, metas, misión y visión de la Institución.
Apertura: Aceptar nuevas ideas, proyectos, propuestas y
enfoques, que nos permitan enriquecernos y mejorar.
Compromiso: Intencionalidad positiva de cumplir y ejecutar las
competencias asignadas en el trabajo y comprometerse con la
visión y misión institucional.
Responsabilidad Social: Es la acción que nos permite reflexionar,
administrar, orientar y valorar las consecuencias de cada acto, en
pro del mejoramiento laboral, social, cultural y natural, no sólo
cuando los resultados son buenos y gratificantes, sino también
cuando nos son adversos o indeseables.
Eficiencia: Utilizamos de forma adecuada los medios y recursos
con los que cuenta la Institución, a fin de alcanzar los objetivos y
metas programadas con la optimización del uso de los recursos y
tiempo.
PRINCIPIOS INSTITUCIONALES:
Servicio: A nuestros usuarios y a la colectividad.
Respeto: Para el ser humano sin distinción de raza, género y
credo.
Transparencia: En todas las actividades institucionales.
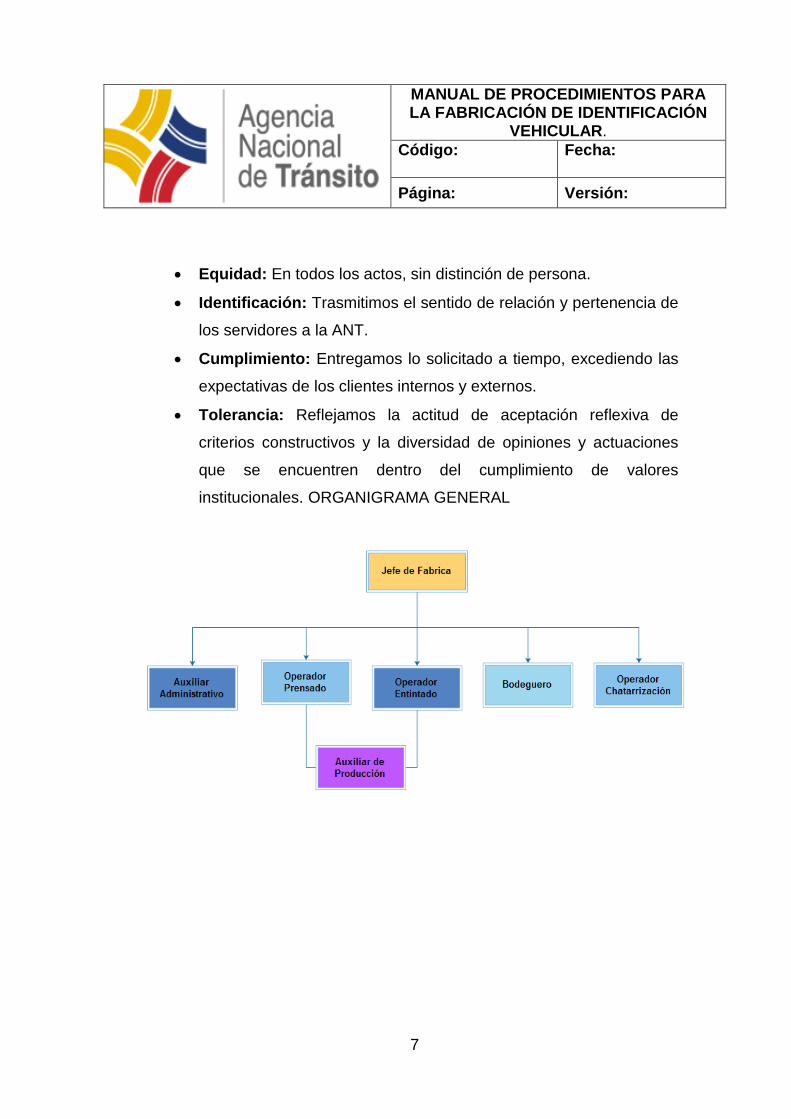
7
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
Equidad: En todos los actos, sin distinción de persona.
Identificación: Trasmitimos el sentido de relación y pertenencia de
los servidores a la ANT.
Cumplimiento: Entregamos lo solicitado a tiempo, excediendo las
expectativas de los clientes internos y externos.
Tolerancia: Reflejamos la actitud de aceptación reflexiva de
criterios constructivos y la diversidad de opiniones y actuaciones
que se encuentren dentro del cumplimiento de valores
institucionales. ORGANIGRAMA GENERAL

8
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
OBJETIVO DEL MANUAL
El manual de Procedimientos tiene como objetivo detallar y documentar
los procesos de fabricación de placas de identificación vehicular de forma
ordenada y secuencial, dotando a los trabajadores de una herramienta
que aumente su desempeño laboral.
ALCANCE DEL MANUAL
La fábrica es la única institución autorizada a nivel nacional para elaborar
y distribuir placas, de tal manera que el alcance del manual abarca desde
los procesos de recepción de pedidos de elaboración hasta su
distribución.
Adicionalmente la fábrica tiene a su cargo los siguientes procesos:
Recepción de Materia Prima.
Inventario de Placas no retiradas.
Bodega.
MARCO LEGAL ESPECÍFICO
El Manual de Procedimientos está elaborado bajo el siguiente marco
legal:
Estatuto orgánico de Gestión Organizacional por procesos de la
ANT. Resolución N° 025.
Norma Técnica de Administración por Procesos. N° 1580
Leyes, Reglamentos y normas aplicables.

9
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CADENA DE VALOR

10
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
MAPA DE PROCESOS

11
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
IDENTIFICACIÓN E INTERACCIÓN DE PROCESOS

12
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CATÁLOGO DE PROCESOS
GÉ
NE
RO
DE
PR
OC
ES
O
PR
OC
ES
O
SU
BP
RO
CE
SO
PROCESOS
PROCESOS OPERATIVOS
B GESTIÓN DE PEDIDOS
B B.1 Recepción de Pedidos
B B.1 B.1.1 Recepción de Pedidos de Placas Nuevas
B B.1 B.1.2 Recepción de Pedidos de Placas Duplicadas
(SITCON)
B B.2 Orden de Producción
B B.2 B.2.1 Orden de Producción de Placas Nuevas
B B.2 B.2.2 Orden de Producción de Placas Duplicadas
(SITCON)
B B.2 B.2.3 Orden de Producción de Placas Duplicadas
(AXIS)
B B.2 B.2.4 Orden de Producción de replaqueos
C PRODUCCIÓN
C C.1 Preparación de la Materia Prima
C C.2 Prensado de Placas Nuevas y Duplicadas
C C.3 Entintado
C C.4 Almacenamiento
D ALMACENAJE
D D.1 Gestión de Materia Prima
D D.2 Gestión de Placas de Motos

13
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
E DISTRIBUCIÓN
E E.1 Empaque y Distribución de Placas
PROCESOS GUBERNAMENTALES
A GESTIÓN ADMINISTRATIVA
A A.1 Planificación de la Producción
F PROCESOS DE APOYO
F F.1 Gestión de Inventarios
F F.1 F.1.1 Inventario San Carlos
F F.2 Gestión de Chatarrización

14
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DESCRIPCIÓN DE PROCEDIMIENTOS
PROCESOS OPERATIVOS
B.1 RECEPCIÓN DE PEDIDOS
B.1.1 Recepción de Pedidos de Fabricación de Placas Nuevas
Objetivo: Gestionar el proceso de recepción de pedidos de fabricación de
placas nuevas cumpliendo con la resolución 119 de la Agencia Nacional
de Tránsito
Alcance: El proceso de Recepción de Pedidos de Fabricación de Placas
Nuevas comprende él envió de la solicitud de placas hasta la archivación
de las mismas.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1
Enviar la solicitud de
Placas nuevas mediante oficio
Los Encargados de Placas envían un oficio solicitando
placas nuevas al correo institucional del Jefe de
Planta
Encargado de Placas
Oficio, correo institucional
2 Descargar el
Oficio del correo institucional
Revisa el correo institucional, descargar el oficio y la documentación
pertinente
Jefe de Planta Oficio, correo electrónico
3 Verificar el
detalle del oficio
Revisar que el informe contenga la siguiente
información: Proyección de placas para máximo tres
meses y el tipo de servicio.
Jefe de Planta Oficio

15
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
4 Indicar el error al
encargado de placas
Indicar el error que puede ser: falta de
información o cantidad inadecuada de placas requeridas.
Jefe de Planta
Historiales de entrega de
placas, proyecciones.
5 Desarrollar Soluciones El jefe de planta
propone una solución al error
Jefe de Planta
Historiales de entrega de
placas, proyecciones.
6 Corregir los errores del
informe
Corregir el informen y volver a enviar al jefe
de planta para su aprobación
Encargado de Placas
Oficio
7 Asignar fecha de entrega al oficio
Asignar fecha de entrega al pedido de
acuerdo a la planificación de la
producción.
Jefe de Planta Planificación
Mensual
8 Desarrollo de Soluciones
Si el encargado de placas no está de
acuerdo con la fecha se recomienda venir a retirar las placas a
la fábrica.
Jefe de Planta Planificación
Mensual
9
Impresión y Almacenamiento del oficio de acuerdo a la
planificación de la producción
Si el pedido está dentro de la
planificación semanal se imprime la orden de producción caso contrario se archiva
el pedido.
Jefe de Planta Planificación
Mensual
10 FIN DEL PROCESO

16
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMA
B.1.2 Recepción de Pedidos de Fabricación de Placas Duplicadas
Objetivo: Gestionar el proceso de recepción de pedidos de fabricación de
placas duplicadas satisfaciendo la necesidad de los usuarios de contar
con una placa igual a su placa actual, pero con diferente servicio.

17
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
Alcance: El proceso de Recepción de Pedidos de Fabricación de Placas
Duplicadas comprende el proceso de envió de la solicitud hasta la
asignación de fecha de entrega.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Enviar la solicitud de
fabricación de placas duplicadas.
Enviar un oficio solicitando la fabricación
de placas al correo institucional del Jefe de
Planta
Encargado de Placas
Oficio, correo institucional
2 Descargar el Oficio
del correo institucional
Revisar el correo institucional, descargar el oficio y la documentación
pertinente
Jefe de Planta Oficio, correo electrónico
3 Verificar el detalle
del oficio
Revisar que el informe contenga la siguiente
información: Listado de Placas fabricar, tipo de
servicio y archivo en Excel.
Jefe de Planta Oficio
4 Indicar el error al
encargado de placas
Indicarle el error que puede ser: falta de
información o formato en Excel incorrecto.
Jefe de Planta Archivo en
Excel
5 Asignar fecha de entrega al oficio
Asignar fecha de entrega al pedido de acuerdo a la
planificación de la producción.
Jefe de Planta Planificación
Mensual
6 Desarrollar Soluciones
Si el encargado de placas no está de
acuerdo con la fecha se recomienda venir a
retirar las placas a la fábrica.
Jefe de Planta Planificación
Mensual

18
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
7
Impresión y Almacenamiento del oficio de acuerdo a
la planificación de la producción
Si el pedido está dentro de la planificación
semanal se imprime la orden de producción
caso contrario se archiva.
Jefe de Planta Planificación
Mensual
8 FIN DEL PROCESO
DIAGRAMA

19
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
B.2 ELABORACIÓN DE LA ORDEN DE PRODUCCIÓN
B.2.1 Elaboración de la Orden de Producción de Placas Nuevas
Objetivo: Elaborar las ordenes de producción de Placas Nuevas para dar
inicio al proceso de producción de la fábrica.
Alcance: El proceso de Recepción de Pedidos de Fabricación de Placas
Nuevas comprende la revisión de la solicitud hasta la impresión de la
orden de producción.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Revisar el pedido de
fabricación Revisar que ciudades
requieren placas nuevas Jefe de Planta
Planificación de la
Producción
2
Revisar la cantidad y el tipo de servicio
de las placas solicitadas
Revisar que la cantidad de placas solicitadas no sea un valor excesivo y
el tipo de servicio
Jefe de Planta Pedido de
Fabricación
3
Revisar la última serie asignada en el
archivo asignaciones
vehículos
Asignar una nueva serie revisando la última serie asignada en el archivo.
Jefe de Planta Asignaciones
Vehículos
4 Elaborar la orden de
producción
Elaborar la orden de producción indicando la
serie, la cantidad de placas, la ciudad y el tipo
de servicio.
Jefe de Planta Acta de Entrega
5 Imprimir y Entregar
la orden de producción
El Jefe de planta imprime dos copias del
documento y lo entrega al bodeguero y de
producción
Jefe de Planta Acta de Entrega
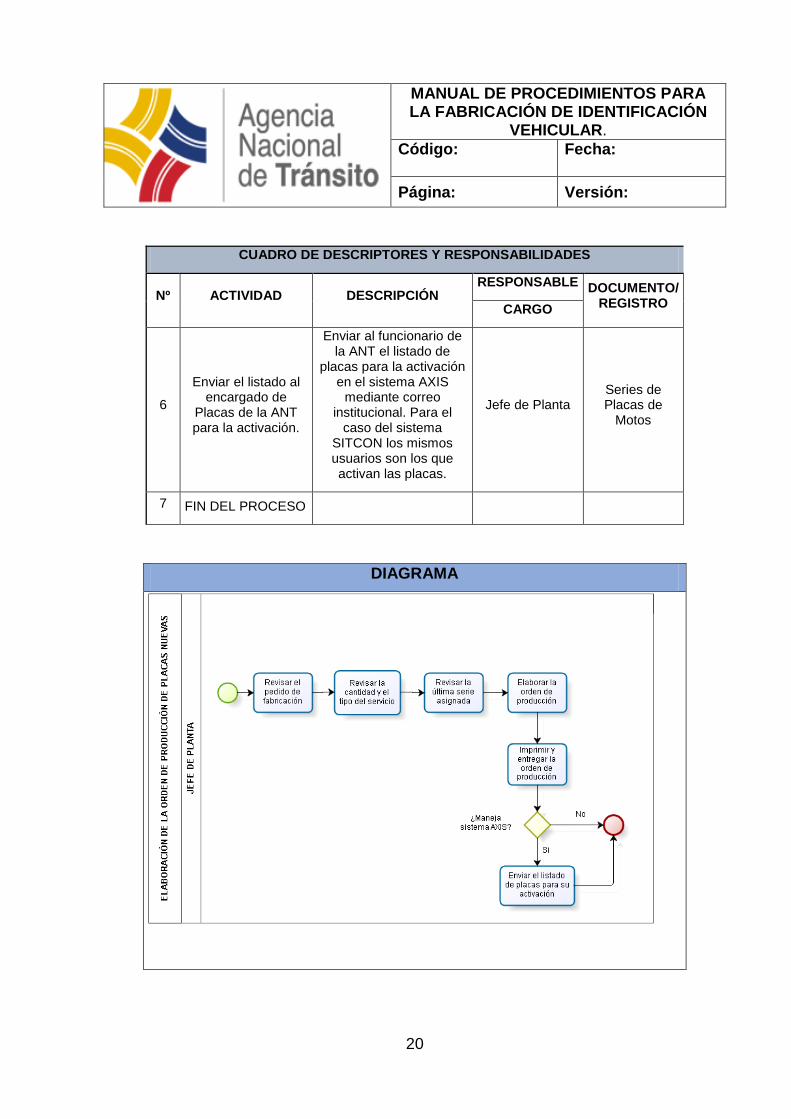
20
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
6
Enviar el listado al encargado de
Placas de la ANT para la activación.
Enviar al funcionario de la ANT el listado de
placas para la activación en el sistema AXIS
mediante correo institucional. Para el
caso del sistema SITCON los mismos usuarios son los que activan las placas.
Jefe de Planta Series de Placas de
Motos
7 FIN DEL PROCESO
DIAGRAMA

21
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
B.2.2 Elaboración de la Orden de Producción de Placas Duplicadas
(SITCON)
Objetivo: Elaborar las ordenes de producción de Placas Duplicadas
cumpliendo con las solicitudes de fabricación.
Alcance: El proceso comprende la revisión de las ciudades que manejan
SITCON hasta la entrega de la orden de producción a los operarios.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Revisar que
ciudades manejan sistema SITCON
Revisar el reporte de competencias
Jefe de Planta Transferencias
de Competencias
2
Buscar los listados de placas a fabricar
en el archivo pedidos de fabricación
El archivo pedidos de fabricación está dividido por meses y cada mes
por ciudades, las ciudades que consten con letras minúsculas
significa que ese pedido aún no se ha fabricado.
Jefe de Planta Planificación
de la producción
3 Abrir el documento y
eliminar los replaqueos.
Eliminar las placas solicitadas por
replaqueo Jefe de Planta
Listado de Placas a Fabricar
4
Abrir el documento consolidado
SITCON y unificar el listado de placas
revisado.
Se debe copiar y pegar el listado de placas en el
consolidado SITCON. Jefe de Planta
Listado de Placas a Fabricar

22
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
5 Revisar las placas
que cambien de color en el archivo
El documento en Excel está diseñado para
evitar errores, si alguna placa esta repetida o ya fue fabricada su
celda cambia de color
Jefe de Planta Consolidado
SITCON
6 Eliminar las Placas
repetidas
Si las placas están repetidas se debe
eliminar una placa y dejar otra para su
fabricación
Jefe de Planta Consolidado
SITCON
7
Revisar y Eliminar las Placas que ya fueron
fabricadas anteriormente.
Revisar en que tiempo fue fabricada la placa si
el tiempo es mayor a seis meses enviar a
fabricar caso contrario mantener la misma
Jefe de Planta Consolidado
SITCON
8 Elaborar la orden de
producción
Revisadas las placas se debe copiar el
listado en el formato de orden de producción.
Jefe de Planta
Consolidado SITCON, Formato
orden de producción
9 Revisar las placas en el sistema SITCON
Copiadas las placas en el formato, se deben
revisar las placas en el sistema para confirmar el tipo de servicio y la
activación.
Jefe de Planta Orden de
Producción
10
Eliminar de la lista las placas que tengan
equivocado el servicio o la serie.
Separar del listado las placas que tengan
equivocada la serie y el servicio.
Jefe de Planta Orden de
Producción

23
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE
DOCUMENTO/ REGISTRO
CARGO
11
Eliminar de la lista las placas de
vehículos que no existen
Se debe separar del listado las placas que en
el sistema SITCON constan como vehículo
no existe.
Jefe de Planta Orden de
Producción
12 Revisar la
información de la orden de producción
Verificar la orden tenga la cantidad total de
placas a fabricar y el tipo de servicio
Jefe de Planta Orden de
Producción
13 Imprimir y Entregar
la orden de producción
Revisadas las placas de imprimen dos órdenes de producción y se entrega
al bodeguero y al encargado del turno de
la prensa.
Jefe de Planta Orden de
Producción
14 FIN DEL PROCESO

24
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMA

25
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
B.2.3 Elaboración de la Orden de Producción de Placas Duplicadas
(AXIS)
Objetivo: El objetivo de este proceso es elaborar las órdenes de
producción del sistema AXIS descargando del sistema los listados de
placas.
Alcance: El proceso comprende la revisión de competencias de los
GAD´S y las Mancomunidades hasta la impresión y entrega de la orden
de producción.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1
Revisar que ciudades manejan
sistema AXIS y elegir una
Se debe revisar que ciudades continúan
asumieron competencias y ya manejan sistema AXIS.
Jefe de Planta Transferencias
de Competencias
2 Abrir sistema
AXIS
Con el usuario y contraseña asignados por
el departamento tecnológico se debe ingresar al sistema.
Jefe de Planta Usuario y
Contraseña
3
Escoger en la opción oficina el nombre del GAD o Mancomunidad
Elegir en el sistema la opción Gestión de Placas,
seguido por la opción Remp_Dup_Placa CS y
escoger el nombre del GAD o Mancomunidad al que se
le va a fabricar placas.
Jefe de Planta Reporte de ciudades
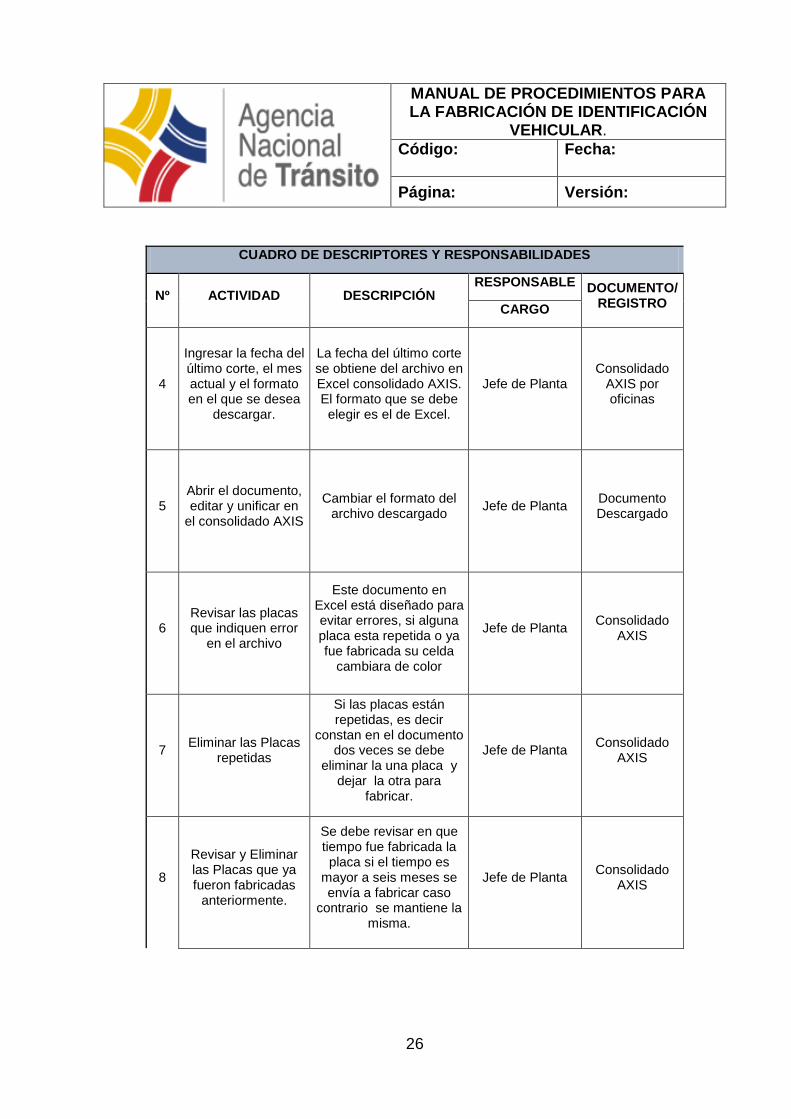
26
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
4
Ingresar la fecha del último corte, el mes actual y el formato en el que se desea
descargar.
La fecha del último corte se obtiene del archivo en Excel consolidado AXIS. El formato que se debe elegir es el de Excel.
Jefe de Planta Consolidado
AXIS por oficinas
5 Abrir el documento, editar y unificar en
el consolidado AXIS
Cambiar el formato del archivo descargado
Jefe de Planta Documento Descargado
6 Revisar las placas que indiquen error
en el archivo
Este documento en Excel está diseñado para evitar errores, si alguna placa esta repetida o ya fue fabricada su celda
cambiara de color
Jefe de Planta Consolidado
AXIS
7 Eliminar las Placas
repetidas
Si las placas están repetidas, es decir
constan en el documento dos veces se debe
eliminar la una placa y dejar la otra para
fabricar.
Jefe de Planta Consolidado
AXIS
8
Revisar y Eliminar las Placas que ya fueron fabricadas
anteriormente.
Se debe revisar en que tiempo fue fabricada la placa si el tiempo es
mayor a seis meses se envía a fabricar caso
contrario se mantiene la misma.
Jefe de Planta Consolidado
AXIS

27
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN
RESPONSABLE
DOCUMENTO/ REGISTRO CARGO
9
Verificar que las placas enviadas por replaqueo cumplan con lo dispuesto en
el reglamento.
Se debe verificar que la placas pedidas por
reemplazo conserven la primera letra y el último digito, en caso de no se
debe corregir manualmente el error.
Jefe de Planta Consolidado
AXIS
10 Elaborar la orden de
producción
Revisadas las placas se debe copiar el listado y el servicio en el formato de orden de producción.
Jefe de Planta
Consolidado AXIS, Formato
hoja de producción
11 Revisar la
información de la orden de producción
Antes de imprimir la orden de producción se
debe verificar que la orden tenga la cantidad total de placas a fabricar
y el tipo de servicio
Jefe de Planta Orden de
Producción
12 Imprimir y Entregar
la orden de producción
Se imprimen dos órdenes de producción
y se entrega al bodeguero 1 y al
encargado del turno de la prensa.
Jefe de Planta Orden de
Producción
13
Unificar el listado de placas en el
consolidad AXIS por oficina.
Abrir el consolidado AXIS por oficinas y unificar el listado de
placas a fabricar en el mismo con la finalidad de conservar un orden
por ciudades.
Jefe de Planta Consolidados
AXIS por Oficina
14 FIN DEL PROCESO

28
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMA

29
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
B.2.3 Elaboración de la Orden de Producción de Replaqueos
Objetivo: Cumplir con el proceso de fabricación de placas por Replaqueo
de las ciudades que continúan manejando sistema SITCON.
Alcance: El proceso comprende la recepción del listado de placas en
físico hasta la entrega de la orden de fabricación.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Recibir el listado de placas solicitadas
por replaqueo.
Recibir el listado de placas a fabricar por
replaqueo enviado por un funcionario de la ANT.
Jefe de Planta Reporte de
Placas Nuevas SITCON
2 Revisar el listado y entregar al Auxiliar
Administrativo
Entregar al auxiliar administrativo el listado
en físico para que lo transcriba en formato en
digital.
Jefe de Planta Reporte de
Placas Nuevas SITCON
3
Transcribir el documento físico a un archivo digital en
Excel
Transcribir el archivo en un formato en Excel donde se registra la
serie, el tipo de servicio y la ciudad.
Auxiliar Administrativo
Duplicado de placas por
pérdida
4 Revisar las placas
en el sistema SITCON
Revisar las placas en el sistema SITCON para
verificar el tipo de servicio y el registro de la
placa en el sistema.
Auxiliar Administrativo
Duplicado de placas por
pérdida
5
Indicar con colores aquellas placas que no coinciden el tipo
de servicio o constan como
vehículo no existe.
Todas aquellas placas cuyo servicio no coincida con los datos arrojados por el sistema se deben
identificar con
Auxiliar Administrativo
Duplicado de placas por
pérdida

30
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
6 Entregar el archivo
digital al Jefe de Planta
Enviar mediante el correo institucional el
listado de placas digital al Jefe de Planta.
Auxiliar Administrativo
Duplicado de placas por
pérdida
7 Eliminar las placas señaladas con error
El Jefe de Planta registra las placas con error y
envía reportes Jefe de Planta
Duplicado de placas por
pérdida
8 Elaborar la orden de
producción
El Jefe de Planta elabora la orden de
producción en el formato predeterminado.
Jefe de Planta Orden de
Producción
9 Revisar la
información de la orden de producción
Se debe revisar que la orden contenga la
cantidad total de placas, el nombre de la ciudad y
el servicio
Jefe de Planta Orden de
Producción
10 Imprimir y Entregar
la orden de producción
Se imprime y se entrega al operario de la prensa y
al bodeguero para que procedan a fabricar
Jefe de Planta Orden de
Producción
11 FIN DEL PROCESO

31
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMA
C. PRODUCCIÓN
C.1 Preparación de la Materia Prima
Objetivo: Preparar la materia prima para el proceso de producción de
placas.
Alcance: El proceso inicia con la revisión de la orden de producción hasta
él envió de la materia prima al área de producción.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Revisar la orden de Producción.
El bodeguero revisa la cantidad total de placas de la
orden de producción para preparar el material.
Bodeguero Orden de
Producción

32
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
2 Separar las cajas.
Separar las cajas que se van a utilizar de acuerdo al tipo de
servicio.
Bodeguero Orden de
Producción
3 Abrir las cajas y
contar las láminas.
Abrir las cajas y contar los 50 pares, es decir 100 láminas
Bodeguero
4 Retirar el plástico de
las láminas.
Abrir las cajas y se retira el plástico que
cubre las láminas. Bodeguero
5 Sacar los trozos de papel de las láminas
Retirar los trozos de papel que vienen adheridos a las
láminas.
Bodeguero
6 Entregar las láminas a
producción
Entregar a producción verificando la
cantidad de láminas de la orden de
producción
Bodeguero, Encargado del
turno de la prensa
Orden de Producción
7 Archivar la orden de
Producción
El bodeguero archiva las ordenes de
producción como respaldos
Bodeguero Orden de
Producción
8 FIN DEL PROCESO

33
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMAS
C.2 Prensado de Placas
Objetivo: Prensar la serie alfanumérica en la placa semielaborada con
precisión y calidad.
Alcance: El proceso de prensado comprende desde la llegada de la
materia prima hasta la entrega de las placas para el proceso de tinturado.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Revisar la orden de
Producción
El operador de la prensa revisa la orden de
producción para preparar la maquinaria y solicitar
material.
Operador de la Prensa
Orden de Producción
2 Preparar la Maquinaria
El operador de la prensa con el ayudante de la prensa encienden la
máquina prensadora y limpian la matriz y sus
piezas
Operador de la Prensa y Ayudante
de Producción

34
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
3
Preparar y Ordenar las piezas de la
Matriz
Se coloca las letras en la mesa al costado derecho
de la prensa y los números en la repisa
sobre la prensa.
Operador de la Prensa y Ayudante
de Producción
4 Solicitar Materia
Prima
El ayudante de producción recibe las
láminas semielaboradas verificando la cantidad de
acuerdo a la orden de producción.
Ayudante de Producción
Orden de Producción
5
Revisar si las placas a fabricar
son nuevas o duplicadas
Si la orden de producción es para fabricar series de placas nuevas, se coloca
fijas las tres primeras letras en la matriz y se va cambiando la numeración
caso contrario se debe cambiar toda la serie.
Operador de la Prensa y Ayudante
de Producción
Orden de Producción
6 Colocar la serie
en la matriz
Si son placas duplicadas el ayudante de
producción dicta la serie caso contrario el operador
cambia únicamente la numeración.
Operador de la Prensa y Ayudante
de Producción
Orden de Producción
7 Colocar la lámina
semielaborada
Colocar la lámina semielaborada dentro de la posición indicada en la
matriz.
Operador de la Prensa
8 Cerrar la matriz y
Prensar
Colocada la placa se cierra la matriz y se
empuja hacia el interior de la prensa
Operador de la Prensa

35
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN
RESPONSABLE
DOCUMENTO/ REGISTRO CARGO
9 Sacar la matriz del
interior de la prensa y retirar la placa
La máquina demora 3 segundos en prensar
emitiendo un sonido que indica que la máquina
está prensando terminado el sonido se
saca la matriz del interior de la prensa, se abre y se retira la placa.
Operador de la Prensa
10 Colocar la segunda lámina en la matriz
Colocar la segunda lámina en la matriz
Operador de la Prensa
10
11 Cerrar la matriz y
Prensar
Colocada la Placa se cierra la matriz y se procede a prensar
Operador de la Prensa
11
12 Sacar la matriz del
interior de la prensa y retirar la placa
La máquina al igual que el proceso anterior
prensa la placa en 3 segundos.
Operador de la Prensa
12
13 Cambiar la serie de
la matriz
La placa se coloca en la mesa ubicada al lado
izquierdo de la prensa, y se procede a cambiar las piezas de la matriz como se indicó en el
paso 6
Operador de la Prensa y
Ayudante de Producción
Orden de Producción

36
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
14 Marcar las series de
placas fabricadas
Conforme se va prensando las placas, se va marcando en la orden de producción las series
ya fabricadas.
Ayudante de Producción
Orden de Producción
15
Colocar las placas en grupos de 50
pares para el proceso de entintado.
El operador de la entintadora retira las placas prensadas en
grupo de 50 pares para entintar.
Operador de la Entintadora
16 Archivar la orden de
Producción
Terminado el proceso de prensado se procede a
archivar la orden de producción como
respaldo de producción
Operador de la Prensa
Orden de Producción
17 FIN DEL
PROCESO

37
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMA
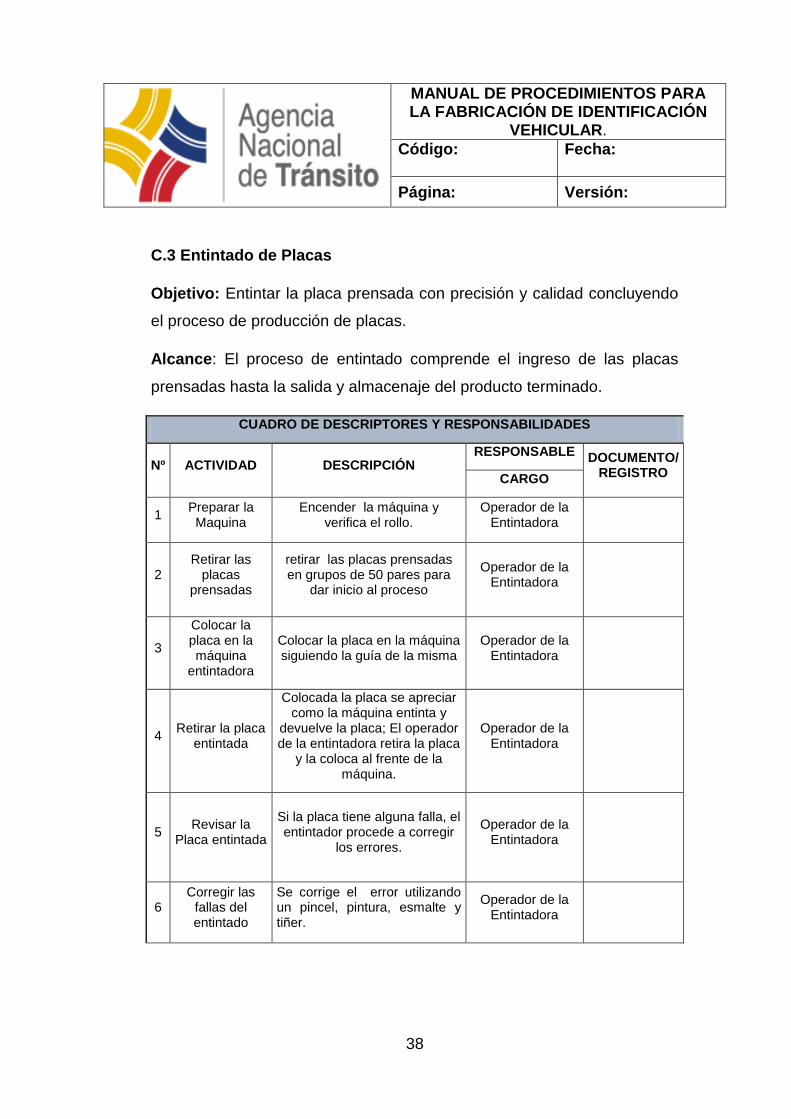
38
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
C.3 Entintado de Placas
Objetivo: Entintar la placa prensada con precisión y calidad concluyendo
el proceso de producción de placas.
Alcance: El proceso de entintado comprende el ingreso de las placas
prensadas hasta la salida y almacenaje del producto terminado.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Preparar la Maquina
Encender la máquina y verifica el rollo.
Operador de la Entintadora
2 Retirar las
placas prensadas
retirar las placas prensadas en grupos de 50 pares para
dar inicio al proceso
Operador de la Entintadora
3
Colocar la placa en la máquina
entintadora
Colocar la placa en la máquina siguiendo la guía de la misma
Operador de la Entintadora
4 Retirar la placa
entintada
Colocada la placa se apreciar como la máquina entinta y
devuelve la placa; El operador de la entintadora retira la placa
y la coloca al frente de la máquina.
Operador de la Entintadora
5 Revisar la
Placa entintada
Si la placa tiene alguna falla, el entintador procede a corregir
los errores.
Operador de la Entintadora
6 Corregir las
fallas del entintado
Se corrige el error utilizando un pincel, pintura, esmalte y tiñer.
Operador de la Entintadora

39
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE
DOCUMENTO/ REGISTRO CARGO
7 Almacenar las placas
terminadas en las perchas
Finalmente se debe almacenar las placas
en las perchas hasta el momento de su
distribución y empaque
Operador de la Entintadora
8 FIN DEL PROCESO
DIAGRAMA
D.- ALMACENAJE
D.1 Gestión de la Materia Prima
Objetivo: Recibir, organizar y almacenar la materia prima en bodega para
cumplir con el proceso de producción.

40
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
Alcance: El proceso comprende desde la asignación de fecha de entrega
hasta el ingreso de la materia prima por bodega a la fábrica.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1
Crear el oficio de Entrega de Láminas
Semielaboradas
El proveedor junto al jefe de planta coordinan
fecha y hora para realizar la entrega de
láminas
Proveedor, Jefe de Planta
Correo Electrónico
2 Entregar el oficio
de Láminas Semielaboradas
El proveedor envía el oficio al jefe de planta
mediante correo electrónico o en físico
Proveedor Correo
Electrónico u oficio
3 Revisar el Oficio Se verifica el oficio para evitar errores de fecha y
hora de entrega Jefe de Planta
Oficio de entrega de Láminas
Semielaboradas
4
Adecuar el Espacio en Bodega para la
recepción de Láminas
Organiza el espacio para almacenar la
materia prima existente y la nueva.
Bodeguero Control de Placas
existentes
5 Entrega de láminas de forma Parcial o
Total
El proveedor puede entregar el pedido
completo o por cantidades específicas,
de acuerdo a la disponibilidad en
producción y espacio
Proveedor Acta de Entrega
6 Identificación por
muestreo
Abrir una caja aleatoriamente para
verificar que el pedido este acorde a la
cantidad especificada en el acta de entrega
Bodeguero Acta de Entrega

41
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
7 Firmar el Acta de entrega Parcial o
Total
Finalizada y verificada la entrega el jefe de planta firma el acta de
entrega dando garantía de que el proveedor cumplió con el contrato.
Jefe de Planta
Acta de Entrega
8 Fijar Fecha para
la próxima entrega
Si la entrega se realizó de forma parcial se debe acordar una fecha
para la siguiente entrega.
Proveedor, Jefe de Planta
Cronograma
9 FIN DEL PROCESO
DIAGRAMA

42
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
D.2 Gestión de Placas de Motos
Objetivo: El proceso de Placas de Motos tiene como objetivo gestionar la
asignación, entrega y distribución de placas a nivel nacional.
Alcance: El proceso comprende desde la asignación de series hasta la
creación de actas de entrega y distribución.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Revisar el pedido de fabricación de placas de motos
Siguiendo el orden de la planificación de la
producción se revisa que ciudades requieren placas
de motos
Jefe de Planta Planificación de la Producción
2
Revisar la cantidad y el tipo de servicio de las
placas solicitadas
Revisa que la cantidad de placas solicitadas no sea un valor excesivo y el tipo de
servicio
Jefe de Planta Pedido de
Fabricación
3
Para Placas Particulares:
Revisar la última serie asignada en el archivo asignación de
placas de motos y asignar una nueva serie
Para asignar una nueva serie primero se revisa la última en el archivo y la
ciudad a la que fue entregada
Jefe de Planta Asignación de
Placas de Motos
4
Enviar la serie asignada y la
placa provisional al encargado de
placas
En el caso de no haber materia prima se debe
comunicar al encargado de placas y enviar la serie con
la placa provisional
Jefe de Planta Formato de
Placa Provisional

43
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
5
Revisar qué el sistema de matriculación maneja la ciudad
a la que se le va a entregar placas
Si maneja sistema SITCON cada usuario
de la ANT puede activar las placas caso
contrario lo hará un funcionario capacitado
Jefe de Planta
Competencias de
Matriculación
6 Enviar el listado al encargado de Placas de la ANT para la
activación.
Enviar al funcionario de la ANT el listado de
placas para la activación en el
sistema AXIS mediante correo institucional
Jefe de Planta
Series de Placas de
Motos
7
Revisar que series están disponibles en el archivo
asignación de placas de motos y asignar una serie disponible
Para placas de servicio público o municipal se revisa que series están
disponibles en el archivo asignación de
placas de motos.
Jefe de Planta
Asignación de Placas de
Motos
8 Elaborar el acta de Entrega
Elabora un acta de entrega de las placas con el nombre de la ciudad y el tipo de
servicio.
Jefe de Planta
Acta de Entrega
9 Imprimir y Entregar el acta de
Entrega
Imprimir dos copias del documento y lo entrega
al bodeguero y al encargado del turno del
viaje para distribuir placas
Jefe de Planta
Acta de Entrega
10 Revisar las Placas y
Empacarlas
Entregar las placas al encargado del turno del viaje para que revise y empaque las placas para la distribución
Bodeguero Acta de Entrega

44
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
DIAGRAMA
PROCESOS DE APOYO
F.1 Gestión de Inventarios
F.1.1 Inventario San Carlos
Objetivo: El inventario San Carlos es un proceso que controla el
inventario de placas fabricadas desde el año 2012 y gestiona su entrega a
los usuarios.
Alcance: El proceso comprende desde la localización de las placas en el
archivo Inventario San Carlos hasta la entrega de las placas al usuario.

45
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1 Revisar la Ubicación de la
Placa Solicitada.
El Jefe de Planta revisa en los archivos la
ubicación de la placa solicitada
Jefe de la Planta Placa
Provisional
2
Si la placa está en inventario San Carlos
solicitar la documentación.
El Jefe de Planta solicita la matricula, la placa provisional y una copia de la cedula al usuario.
Jefe de la Planta Archivo
Inventario San Carlos
3 Buscar la localización de
la Placa
Revisada la documentación se
busca la placa en el archivo
determinando su ubicación.
Jefe de la Planta Archivo
Inventario San Carlos
4 Informar al bodeguero la
ubicación de la placa
Se informa al bodeguero la
ubicación de la placa para que
verifique su existencia y la
entregue al usuario.
Jefe de la Planta Archivo
Inventario San Carlos
5 Entregar la placa al
usuario
El bodeguero revisa, limpia y
entrega la placa al usuario.
Bodeguero Archivo
Inventario San Carlos
6
Caso contrario buscar la placa en los archivos
consolidado SITCON y AXIS.
Si la placa no está en el Inventario San Carlos se busca en
los archivos consolidados para saber si la placa ya fue entregada o aún
no ha sido fabricada.
Jefe de la Planta Archivos
Consolidado SITCON y AXIS
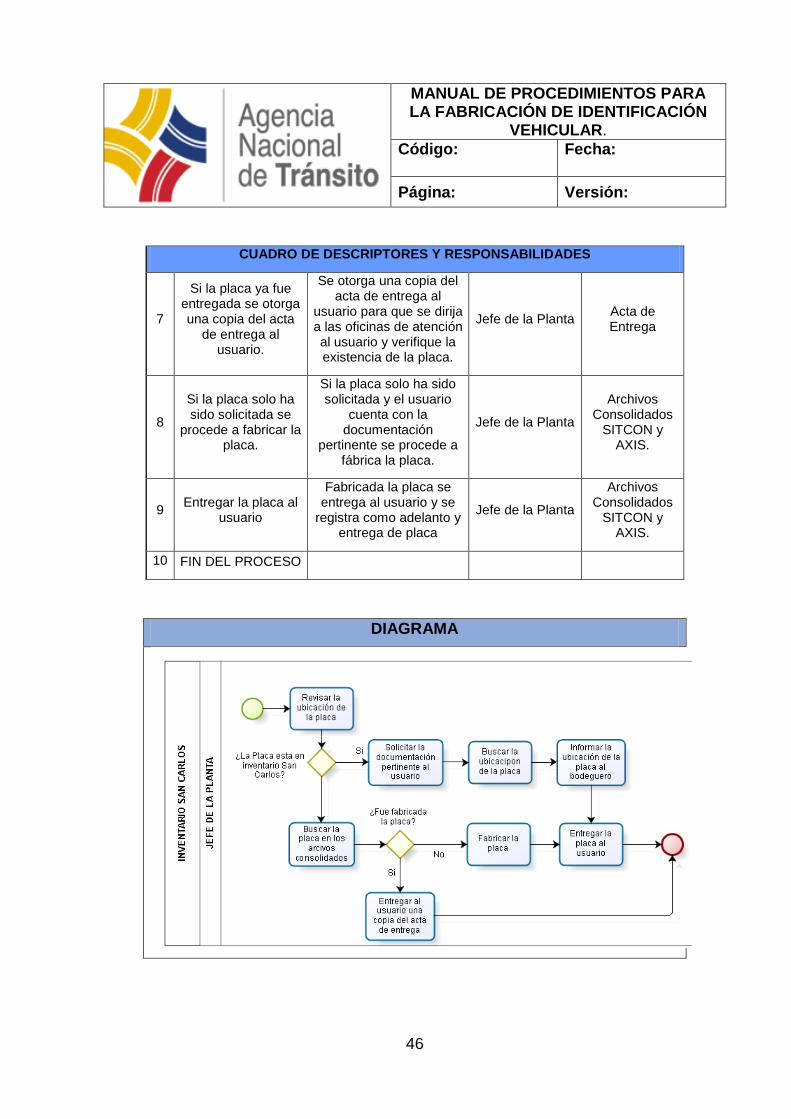
46
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
7
Si la placa ya fue entregada se otorga una copia del acta
de entrega al usuario.
Se otorga una copia del acta de entrega al
usuario para que se dirija a las oficinas de atención al usuario y verifique la existencia de la placa.
Jefe de la Planta Acta de Entrega
8
Si la placa solo ha sido solicitada se
procede a fabricar la placa.
Si la placa solo ha sido solicitada y el usuario
cuenta con la documentación
pertinente se procede a fábrica la placa.
Jefe de la Planta
Archivos Consolidados
SITCON y AXIS.
9 Entregar la placa al
usuario
Fabricada la placa se entrega al usuario y se
registra como adelanto y entrega de placa
Jefe de la Planta
Archivos Consolidados
SITCON y AXIS.
10 FIN DEL PROCESO
DIAGRAMA

47
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
F.2 Gestión de Chatarrización
Objetivo: Registrar las placas deterioradas que llegan a la fábrica con la
finalidad de gestionar un programa de reciclaje de placas.
Alcance: El proceso comprende desde la recepción de placas
deterioradas en la fábrica hasta el registro de las mismas para reciclar.
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
Nº ACTIVIDAD DESCRIPCIÓN RESPONSABLE DOCUMENTO/
REGISTRO CARGO
1
Recibir las placas deterioradas
enviadas en cajas con fecha y nombre
de la ciudad
Los encargados de placas a nivel nacional
envían las placas deterioradas en cajas
con fecha y nombre del lugar para su registro.
Responsable de Chatarrización
Guías de Remisión
2 Colocar las cajas en
el grupo de cajas por revisar.
El responsable de Chatarrización lleva las cajas al lugar asignado
por el jefe de planta para revisar y organizar
Responsable de Chatarrización
2
3 Clasificar las placas por tipo de servicio
y unidad.
El responsable de Chatarrización abre las
cajas y clasifica las placas colocándolas en
mesas y escritorios.
Responsable de Chatarrización
3
4
Registrar las placas con el número de
serie, tipo de servicio, cantidad, número de caja y fecha de registro.
El responsable de Chatarrización registra
los datos en un documento en Excel
especificando cada dato.
Responsable de Chatarrización
Registro de Placas para Chatarrizar

48
MANUAL DE PROCEDIMIENTOS PARA LA FABRICACIÓN DE IDENTIFICACIÓN
VEHICULAR.
Código:
Fecha:
Página: Versión:
CUADRO DE DESCRIPTORES Y RESPONSABILIDADES
5
Almacenar las placas en cajas de acuerdo al número de caja registrado.
Las placas registradas se almacenan en las mismas cajas que se usaron para
enviar las placas con número y serie de caja.
Responsable de Chatarrización
Registro de Placas para Chatarrizar
6 Colocar la caja en el lugar de cajas listas
para chatarrizar.
Almacenadas las cajas se las coloca en el espacio asignado de acuerdo al
número de cajas.
Responsable de Chatarrización
Registro de Placas para Chatarrizar
7 FIN DEL PROCESO
DIAGRAMA