tutorialsiemensplc.nl.pt
TRANSCRIPT
Tutorial
Siemens PLC
Simatic S7-300
STEP7
WinCC Flexible
A Universidade de Haia Academia de TIS / Delft 09 de maio de 2013
J.E.J. na fermentação

Índice analítico
1.
2.
3.
INTRODUÇÃO ........................................................................................................................... 4
O PC ..................................................................................................................................... 6
O PLC .................................................................................................................................. 8
3.1BESCHRIJVING PLC.......................................................................................................... 8 3.1.1Processormodule CPU315F-2 PN / DP ......................................... ........................... 9 3.1.2Voedingsmodule PS307 .............................................. ............................................. 9 3.1.3Digitale I / O módulo SM323 .......................................... ........................................ 10 3.1.4Analoge I / O módulo SM334 .......................................... ........................................ 10 3.1.5Simulatie I / O módulo SM 374 ......................................... ...................................... 11 3.2PROGRAMMEERTALEN ................................................ .................................................. 12 .. 3.3GEBRUIK PLC ................................................................................................................ 13
4. Tutorial e STEP7 LAD .............................................. ............................................... 14
4.1 4.2 4.3 4.4 4,5 4.6 4.7 4.8
5.
5.1 5.2 5.3 5.4 5.5 5.6 5,7 5.8 5.9 05:10 05:11 05:12 05:13 05:14
6.
6.1 6.2 6.3 6.4 6.5
Criando um projeto ...................................................................................................... 14 CONFIGURAÇÃO DA REDE ................................................ ............................................. 16 PLC CONFIGUREREN....................................................................................................... 17 CONFIGURAÇÃO BAIXAR ................................................ ........................................ 22 Definir símbolos ................................................ .................................................. 25 PROGRAMA DE ENTRADA ................................................ ................................................. 26 Carregamento do programa PLC ............................................... ............................................... 31 PROGRAMA DE MONITORAMENTO .............................................. ................................. 32
Criando um projeto ...................................................................................................... 34 CONFIGURAÇÃO E BLOCOS DE PLC HALEN ............................................ ....................... 35 SÍMBOLOS elaboração TABELA ................................................ ........................................... 37 UM BLOCO DE ANTECEDÊNCIA ......................................................................................................... 37 BLOCOS, Passos e transições ............................................. ............................... 38 CREATE FUNCTION BLOCK ............................................... ........................................ 39 INICIAR S7-GRAPH EDITOR ............................................. ............................................. 40 ENTRAR PRIMEIRO PASSO ............................................... .................................................. 41. ENTRAR AS PRÓXIMAS ETAPAS ............................................... ....................................... 42 ENTRANDO OB1 .............................................................................................................. 44 PROGRAMA DE CARGA COM PLC .............................................. ......................................... 45 Tabela de variáveis ........................................................................................................ 45 Acompanhamento do programa e variáveis ............................................ ......... 47 MISSÃO EXTRA .......................................................................................................... 47
Entrada analógica e TEMPERATURA ............................................. .................... 49 Criando um projeto ...................................................................................................... 50 CONFIGURAÇÃO PLC ....................................................................................................... 50 Lista de símbolos ............................................................................................................. 53 SCL Source File CRIANDO ............................................... ..................................... 53
Page 2 Simatic S7-300
TUTORIAL S7-GRAPH..................................................................................................... 34
TUTORIAL SCL................................................................................................................. 49
Tutorial Siemens PLC

6.6 6,7 6.8 6.9 06:10 06:11
7.
7.1 7.2 7.3 7.4 7.5 7.6 7.7 7.8 7.9 07:10 07:11 07:12 07:13 07:14
8.
8.1 8.2 8.3 8.4 8.5
9.
ENTRADA SCL-CODE..................................................................................................... 54 SCL compilar o código .............................................. .................................................. 56 SCL-segunda fonte IMAGEM .............................................. ........................................... 57 PROGRAMA OB1 .......................................................................................................... 58 Carregamento do programa PLC ............................................... ............................................... 59 Monitores de temperatura ................................................ ........................................... 59
Criando um novo projeto ............................................... ........................................... 61 UPLOAD CONFIGURAÇÃO ................................................ ............................................. 62 HMI ESTAÇÃO LOCAL ............................................... ................................................. 64 REDE MPI ............................................................................................................... 65 HMI STATION CONFIGURAÇÃO .............................................. ......................................... 66 Lista de símbolos ............................................................................................................. 70 COMEÇANDO WinCC flexible ............................................... ............................................. 71 CONFIGURAÇÕES DO APARELHO ...........................................................................................................
72 TEMPO DE CICLO TOEVOEGEN................................................................................................ 73 CONEXÃO PARA FAZER PLC .............................................. ......................................... 74 TAGS ADD .......................................................................................................... 74 ASSEMBLEIA DA TELA ....................................................................................................... 76 PARTIDA RUNTIME......................................................................................................... 81 SAIR RUN ...................................................................................................... 82
CRIAÇÃO DE BLOCO DE DADOS ............................................... ............................................... 83 A peça que você CODE SCL ............................................ .................................................. 85 ... SÍMBOLOS, e baixar OB1 ............................................. .................................. 86 MONITORAMENTO .................................................................................................................. 87 INSTÂNCIA DE DADOS DE BLOCO ............................................... .................................................. 88
TUTORIAL WinCC flexible ............................................... ...................................... 61
BLOCO DE DADOS TUTORIAL ............................................... ............................................... 83
Dicas, truques e solucionar ............................................. ................................ 89
9.1PROJECTEN ARQUIVO ............................................... ................................................. 89 9.2PROJECTEN LEITURA ....................................................................................................... 91 9.3PG/PC INTERFACE .......................................................................................................... 93 Interface 9.3.1PC/PG através do adaptador USB ........................................ ............................ 93 Convertendo de interface 9.3.2PC/PG ........................................... .......................................... 95 9.4PLC DIAGNOSTIEK.......................................................................................................... 96 9.5ONLINE blocos no PLC REMOÇÃO ........................................... ........................ 97 9.6CLOCK MEMÓRIA BYTE .............................................. .................................................. 98 ....
10. ANEXOS ...................................................................................................................... 99
ANEXO 1 - LAD SISTEMA PROGRAMA DE TRÁFEGO ........................................... .............. 99 ANEXO 2 - PROGRAMA GRÁFICO ............................................. ............................................... 102 Apêndice 3 - BLOCOS PLC, entrada e saída ENDEREÇOS, ...................................... MEMÓRIA 104 ... ANEXO 4 - Algumas fórmulas DE MEDIÇÃO DE TEMPERATURA ........................................... ......... 105 ANEXO 5 - SCL CÓDIGO DE CONVERSÃO E TEMPERATURA MAX MIN TESTE ................................. 106 ANEXO 6 - Referências ......................................................................................................... 110
Para sugestões e / ou comentários sobre este manual, você pode entrar em contato J. no Brew, sala 411, ou você pode enviar e-mail para: J.E.J.opdenBrouw @ hhs.nl.
Tutorial Siemens PLC Página 3 Simatic S7-300

Introdução 1.
A maioria das pessoas não vai notar, mas muitos de nossos produtos são feitos em fábricas. Pensamos em como telefones móveis, microprocessadores, mas também garrafas de cola (e enchê-lo).
A fabricação de um número desses produtos, pois é necessária a produção em massa, feito por os ditos meios de produção, linha popular. Anteriormente eram grandes aqui grupos de trabalhadores necessário, hoje muitos desses trabalhos feitos por máquinas.
Estas máquinas têm de ser controlados. O controle é feito através de lógica programável Controladores, abreviadamente PLC 1. UM PLC pode ser considerado como um computador com especializado I / O. O computador, que compreende um microprocessador e memória, é também programação. A / S também é usada para acionar as máquinas e para fornecer informações sobre o para se reunir. andamento do processo
A Academia de Tecnologia, Inovação e Sociedade / Delft apresenta um modelo em escala uma produção de Festo e PLCs da Siemens. Esses dois componentes são explicada abaixo. Veja a Figura 1-1.
PLC Produção sistema
PC HMI-station/OP
Figura 1-1
Nota: O PC é usado para várias finalidades.
Nos Estados Unidos, o termo é usado frequentemente Controlador Programável, abreviado para PC. No entanto, isto dá verwarrring porque outro dispositivo comum, o computador pessoal, mesmo abreviado para PC.
1
Tutorial Siemens PLC Página 4 Simatic S7-300

Uma breve introdução dos blocos:
PLC (Controlador Lógico Programável), o controlador de (parte da) produção., Sistema de produção, controle de produção, por exemplo, a empresa Festo, PC, o computador no qual o software está sendo desenvolvido para o PLC, também o monitoramento sistema. Painel HMI-station/Operator, um terminal para que o engenheiro / operador produção pode seguir.
Entre os vários blocos de comunicação:
PLC ↔ produção, sinais de medição e sinais de controle (do PLC). PLC ↔ PC, cabo de programação, por meio de communcation MPI ou Ethernet. Este cabo pode ser usado para mais finalidades, mas principalmente para a programação. PLC ↔ HMI-station/OP, a comunicação por meio de MPI, Profibus e Profinet.
Este manual acompanha o aluno com base em vários tutoriais pela versatilidade do ambiente de programação STEP 7. O primeiro tutorial mostra um programa de escada, ver, por um sistema de semáforo simples. No segundo tutorial, o programa de re- introduzido, mas agora em S7-Graph, é também uma expansão em termos de funcionalidade do programas. O terceiro tutorial envolve algo completamente diferente; por meio de uma resistência NTC, e desenvolveu um termômetro de resistência. O programa correspondente em SCL escrito. A quarta tutorial é sobre WinCC Flexible, pacote SCADA. O termômetro a quarta tutorial serve como uma base. O último tutorial é sobre o uso de blocos de dados. Finalmente estão algumas dicas, truques e solução de problemas.
Como este documento deve ser lido: Nos dois primeiros tutoriais, o leitor é "tomada à luz." Quase tudo leitor deve digitar ou clicar em um Screenshot é exibido. Devido à disposição são postou algumas screenshots do texto real como, por exemplo, o seguinte página. O leitor deve ler um parágrafo de cada vez para obter a imagem de um realizar ações.
Nota para o local onde os arquivos do projeto são armazenadas: Não use um dispositivo USB ao trabalhar com o software Simatic. São muitos arquivos criados e há uma grande quantidade de tráfego entre o disco rígido e software. O Usando o H: unidade pode ser (não é realmente explorado). Use a unidade D: e arquivo de H: drive ou stick USB. O arquivamento é discutida no Capítulo 9.
Tutorial Siemens PLC página 5 Simatic S7-300

2. PC
O PC é um computador compatível com a norma IBM e neste projecto várias funções: é uma estação de desenvolvimento para configurar e programar o PLC, é uma estação de desenvolvedor o software SCADA e é uma estação de monitoramento para SCADA. Isto é mostrado na Figura 2-1 é mostrado esquematicamente.
WinCC Flexible
WinCC Flexible RT
banco de dados
Simatic
WinCC Flexible ES
Motoristas Simatic
Configuração Desenvolvimento
PLC
Profibus / MPI Adaptador USB e PC Placa Ethernet
Figura 2-1
No PC é um PC USB Adapter Siemens anexado. Isso requer drivers instalados. O PC está ligado ao PLC via MPI, um ônibus próprio e protocolo Siemens. Esta interface pode ser comutada para Profibus, um sistema de barramento padronizada que é usado na tecnologia de automação. Ambas estas características fazem o uso do protocolo RS-485. O PC também é equipado com uma placa Ethernet. A comunicação entre o PLC e PC, como a estação de HMI, também através de Placa Ethernet. No PC, o seguinte software está instalado.
Ethernet Industrial / Profinet
Tutorial Siemens PLC página 6 Simatic S7-300

Windows XP SP2 Um dos sistemas operacionais da Microsoft, mais os Service Packs mais recentes.
SIMATIC STEP 7 Professional 2006 5.4 Este é o software que permite que o programa de PLC Siemens é desenvolvido e com a qual ele programa carregado para o PLC. Este carregamento é feito através do barramento MPI. A versão profissional Além da LAD linguagens de programação familiares, FBD e STL e SCL também Graph.
Flexível Estação Engenharia WinCC 2005 Este software da Siemens é usada para o processo de visualização (HMI = Homem-Máquina Interface) e controle de supervisão (SCADA = Controle de Supervisão e Aquisição de Dados). WinCC ES flexível é a parte da embalagem que permite que um total de runtime projetado. Então, aqui você pode ver os botões, S / campos, etc Criar e vincular ações para os botões e I / O campos. É um tempo de execução projetado, será compilado e pode ser executado no WinCC Runtime Flexível (RT).
WinCC Flexible 2005 Runtime WinCC Flexible Runtime é o componente que realmente executa o código compilado, e interação com o PLC displays. Por isso vai recuperar dados a partir do PLC, por exemplo, em um log de banco de dados de tendência. Isso permite que o usuário para coletar informações sobre o tempo e loja a analisar, de modo que o processo de produção pode ser melhorada. exemplo, as tendências históricas O PC pode ser utilizado como estação IHM.
Tutorial Siemens PLC Página 7 Simatic S7-300

3. PLC
O controle dos equipamentos da planta é feito com um controlador lógico programável, abreviadamente PLC. Nós usamos uma da família de Siemens S7-300 séries.
3.1 Descrição PLC
A amostra utilizada neste bloco é a CPU315F-2 PN / DP, combinado com nutrição, o módulo de E / S digital e analógica e um módulo de simulação. Uma imagem da configuração é mostrado na Figura 3-1.
Figura 3-1
Tutorial Siemens PLC Page 8 Simatic S7-300

3.1.1 Módulo Processador CPU315F-2 PN / DP Este é o coração do sistema. Na foto é o módulo localizado no meio. Ele contém um Unidade de CPU e um cartão de memória FLASH. O processador pode ser programado através de software STEP 7. O módulo tem tanto uma conexão MPI / Profibus também uma rede Ethernet conector para Ethernet industrial e Profinet.
Os componentes seguintes (Figura 3-2):
. 1 Bus falha; LEDs de status no ônibus. 2. Vários LEDs de estado, entre outros. Sistema Fail, Run e modo de parada. 3. A MMC. Aqui o MMC cartão inserido. Funciona sem este cartão não o PLC. 4. Funcionamento do interruptor. Coloque o PLC em RUN
ou PARAR. 5. LEDs do link Ethernet. Conexão 6. Ethernet / Profinet. 7. Tensão Terminal (+24 V) 8. Conexão MPI / Profibus
Figura 3-2
3.1.2 Módulo de alimentação PS307 A unidade é alimentada por uma fonte de alimentação separada, à esquerda na foto. A fonte de alimentação pode
fornecer 5A e é poderoso o suficiente para dirigir. CPU e os módulos de E / S
Os componentes seguintes (Figura 3-3):
1. 2. 3. 4. 5.
"24 Volt presente" lâmpada. Conexões para 24V DC. Alívio de tensão. Conexão de alimentação 230V AC e da terra. DC 24 V interruptor on-off.
Figura 3-3
Tutorial Siemens PLC Página 9 Simatic S7-300

3.1.3 Digital I / O módulo SM323 Este módulo, o direito do módulo CPU possui 16 entradas e saídas digitais. O módulo opera em 24V DC. Para ambas as entradas e saídas: a lógica '0 ' corresponde a 0 V, um '1 'lógico corresponde a 24 V. Ele produz até Fornecer 0.5A.
Os componentes são (figura 3-4):
Número 1. Channel. 2. LED de status (verde se lógico '1 '). 3. Backplane
Figura 3-4
A Figura 3-4 é deixado na parte dianteira do módulo mostrado. As ligações são as entradas, o direito saídas localizado.
3.1.4 E / S analógica módulo SM334 Este módulo é o direito do módulo de E / S digital na imagem. Ele tem 4 entradas analógicas e 2 saídas analógicas. As entradas podem ser controlados por meios de tensão ou de corrente. O saídas podem fornecer uma tensão ou uma corrente. A faixa de tensão está entre 0 e 10 V, a actual gama entre 0 e 20 mA. Uma vez que o sistema PLC compreende ainda um conversor digital, deve os valores analógicos a serem convertidos. Utiliza-se da resolução de 8 bits para as entradas e saídas.
Os valores digitais são todos feitos de 16 bits, apesar de apenas 8 bits usados eficazmente. O tensões analógicas são todos positivos, o bit de sinal também é 0. seguido de 8 bits. O bits restantes são todos 0. Veja também Tabela 3-1.
Número Bit Valor
Tabela 3-1
Para tensão e corrente são "gama nominal", a faixa em que trabalho normal vai. Se uma tensão ou corrente acima, em seguida, a "faixa de superação" falado. Em um maior tensão ou corrente é feita de "overflow". Veja também Tabela 3-2.
Tutorial Siemens PLC página 10 Simatic S7-300
15 0
14 v
13 v
12 v
11 v
10 v
9 v
8 v
7 v
6 0
5 0
4 0
3 0
2 0
1 0
0 0

Decimal 32767 32512 32511 27649 27648 20736 128 0
* Veja o texto
Hexadecimal 7FFF 7F00 7EFF 6C01 6C00 5100 80 0
Tensão 11 852 V *
11.759 V
10.000 V 7.500 V 46,296 mV 0V
Fluxo 23,70 mA *
23,52 mA
20,00 mA 15,00 mA 92,59 uA 0 mA
Observação
Overflow *
Ultrapassar
Faixa de classificação
Tabela 3-2
Se uma saída é enviada para o intervalo de descarga, a saída fornece uma tensão de 0V ou uma corrente de 0 mA. Se uma entrada é enviada no intervalo de descarga, o que resulta numa valor de 7FFF no.
Os componentes são (figura 3-5):
1. 2. 3. 4. 5. 6. 7. 8.
Alimentação interna. Conversor analógico-digital. Entradas: medição de tensão. Saídas: Conexão de tensão Conversor digital-analógico. Backplane Compensação de potencial. Aterramento funcional.
Figura 3-5
3.1.5 Simulação I / O módulo SM 374 Extrema direita da foto você pode ver que entradas e saídas digitais de um módulo de E / S podem ser simuladas. Agora não simular bem a palavra certa, ele é chamado apenas entradas e saídas. Apenas ser operado por um utilizador, que permite que as entradas pode simular. operação de uma máquina, O módulo pode ser usado como:
16x entrada via switches, 16x saída através de LEDs, Entrada 8x 8x e saída combinada.
No segundo modo, o módulo utilizado nos cursos.
Tutorial Siemens PLC Página 11 Simatic S7-300

Os componentes da Figura 3-6 são como se
segue:
1. 2. 3. 4.
Switches. Seletor de modo. Número do canal. LEDs
Figura 3-6
Durante os cursos, os 8x de entrada / saída 8x modo é utilizado. O seletor deve estar na meio. A porção superior actua como 8x saída; Os switches não têm nenhuma função. O parte de baixo funciona como entradas 8x; LEDs indicam o posição das chaves novamente.
3.2 Linguagens de Programação
O PLC teve origem no poder e tecnologia de automação, e não o "real" canto computador. Não tinha seguido um treinamento programadores de computador. Programadores Esta falta de uma linguagem de programação real. Ao longo dos anos, vários métodos de programação projetada. Nota: esta é apenas uma breve descrição a seguir. Para mais informações, consulte o livro e folhas. A norma IEC 61131-3 internacional 2 descreve uma série de linguagens de programação. Abaixo visão geral. A lista é dada em primeiro lugar para o nome do IEC e do IEC parênteses abreviação e acrônimo usado pela Siemens.
Diagrama Ladder (LD, LAD) Essa linguagem é constituída por um conjunto de instruções simbólicas de forma gráfica apresentada. Há cinco categorias existentes instruções: relais3, temporizador / contador, aritmética, de dados programa de manipulação e controle. Estes símbolos podem ser dispostas de modo que o operação desejada na memória é inserido. Diagramas Ladder são usados para condução (contato) saídas com base nas condições de entrada.
Diagrama de Blocos Funcionais (FBD, FBD) Isto é uma linguagem gráfica em que as funções lógicas são exibidos. Como blocos Além do conhecido como AND e OR são também bloqueia contador, temporizadores, etc É uma alternativa aos diagramas de escada.
Lista de Instruções (IL, STL) Isso é descrito como uma linguagem assembler para PLCs. Melhor Várias instruções como L (carga) e T (saída) de mãos. Aqui, é possível de forma muito precisa a operação de um
Veja http://www.plcopen.org Anteriormente, foram fornecidas as saídas de relé. Hoje em dia Ding, as saídas são também transistores ou tiristores executado. No entanto, ela reteve a terminologia antiga.
3 2
Tutorial Siemens PLC página 12 Simatic S7-300
descrever como a um em uma instrução a ser traduzido para o programa em linguagem de máquina. STL significa Lista de Declaração. STL não está de acordo com a norma IEC.
Texto Estruturado (ST, SCL) Esta linguagem é muito semelhante ao Pascal. Ele pode ser programado como uma linguagem de programação de
verdade, completar com FI, chamadas de função de diferentes tipos de dados, etc SCL significa Structured Linguagem de Controle. SCL é equivalente ao padrão IEC, e tem algumas extensões.
Seqüencial de funções (SFC, Graph) Mais uma vez, esta é uma linguagem gráfica. Ela é semelhante à descrição de um máquina de estado da tecnologia digital; as condições das transições são descritos em por meios LD ou FBD programas. Branches (Filial) e paralelismo (ramificação simultânea) são possível. Siemens tem uma variante chamada S7 Graph, que cumpre a norma IEC 61131-3. Esta deve ser uma opção para ser ativado.
Siemens fornece um aplicativo de software, denominado STEP 7 Professional, em que todos estes linguagens de programação estão incluídos.
3.3 Use PLC
O PLC é um dispositivo robusto. Isso não significa que ele deve ser usado com cuidado acontecer. O PLC pode apenas estar nos tutoriais e trabalhar sob stress. É aconselhável virar quando há alterações na memória do PLC em STOP feito. Isso poderia incluir a configuração, ajuste, o envio de novos blocos.
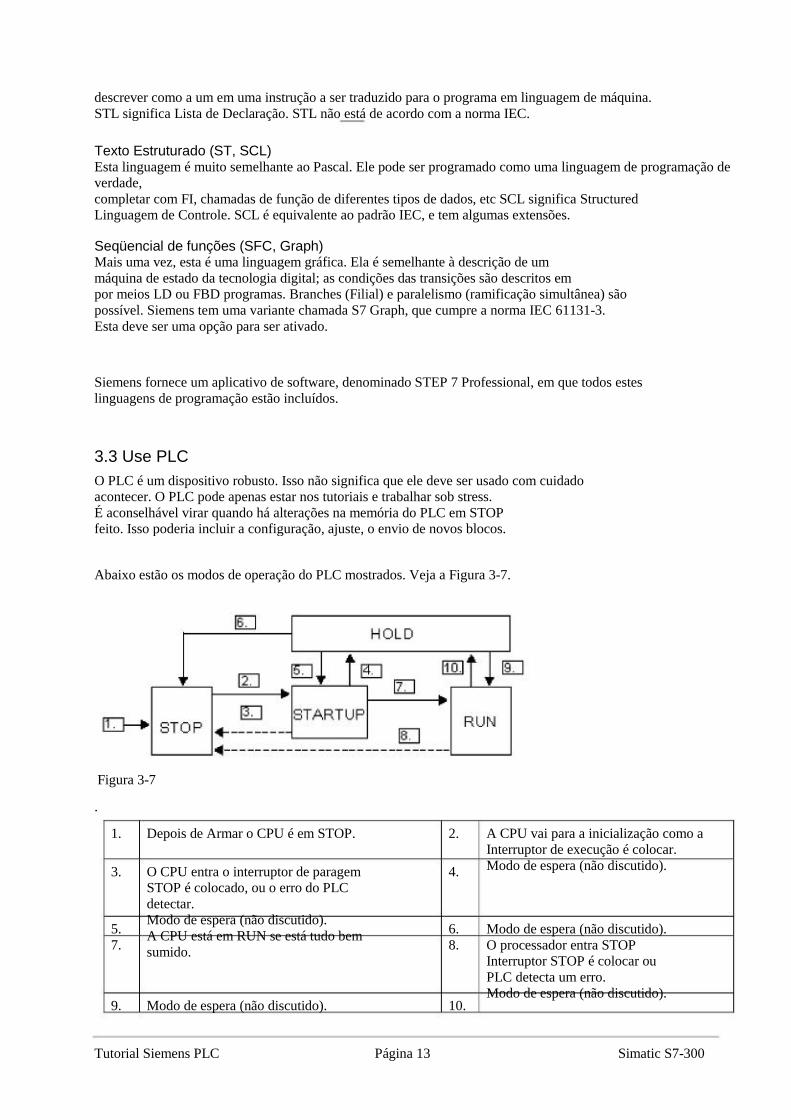
Abaixo estão os modos de operação do PLC mostrados. Veja a Figura 3-7.
Figura 3-7
.
1.
3.
Depois de Armar o CPU é em STOP.
O CPU entra o interruptor de paragem STOP é colocado, ou o erro do PLC detectar. Modo de espera (não discutido). A CPU está em RUN se está tudo bem sumido.
Modo de espera (não discutido).
Página 13
2.
4.
A CPU vai para a inicialização como a Interruptor de execução é colocar. Modo de espera (não discutido).
5. 7.
6. 8.
9. 10.
Modo de espera (não discutido). O processador entra STOP Interruptor STOP é colocar ou PLC detecta um erro. Modo de espera (não discutido).
Simatic S7-300 Tutorial Siemens PLC

4. Tutorial e STEP7 LAD
Este tutorial explica como um projeto deve ser criado. É um simples sistema de semáforos foi introduzido. Primeiro, um novo projeto é criado, a rede e configuração de hardware do PLC preparado. Depois disso, o lista de símbolos criados para que a programação é facilitada. Em seguida, o programa apresentado e, finalmente, o programa é monitorado on-line (monitores).
STEP 7 é um ótimo programa com muito potencial. Neste tutorial, apenas uma mostrado algumas das possibilidades.
4.1 Criar projeto
Clique no ícone Simatic Manager. Veja a Figura 4-1. O gerente é iniciado.
Figura 4-1
Imediatamente após o assistente de projeto pode aparecer, mas não necessariamente. Este não é usado, então clique no Cancelar. Veja a Figura 4-2.
Figura 4-2
Agora, os outros itens Simatic gerente aparecer. Veja a Figura 4-3.
Tutorial Siemens PLC Página 14 Simatic S7-300

Figura 4-3
Agora clique em Arquivo → Novo para iniciar um novo projeto. Ele abre como uma janela Figura 4-4. Digite o nome do projeto tutorial E, opcionalmente, digite o diretório, e certifique-se o resto corresponde à FIG. Clique OK. Nota: Use uma unidade flash USB durante este tutorial, mais tarde, pode, naturalmente, ser usado como
armazenamento.
Figura 4-4
Tutorial Siemens PLC Página 15 Simatic S7-300

Uma janela de projeto quase vazio (Figura 4-5) aparece.
Figura 4-5
4.2 Configurar rede 4
Em primeiro lugar, deve-se agora que o PLC irá ser introduzida na rede. Clique duas vezes no nome MPI (1), ou clique no ícone Configurar Rede (Figura 4-6).
Figura 4-6
O programa NetPro aí é iniciado com uma linha laranja-vermelho que representa o MPI-ônibus. À direita NetPro são os componentes ligados à rede pode são adicionados. Uma vez que o PLC tem também uma ligação Ethernet, deve haver um Ethernet industrial são adicionados. Esta é a linha verde na Figura 4-7. Clique com o botão direito do mouse em → sub-redes Ethernet industrial e arraste-o sob o ônibus MPI.
Além disso, um S7-300 PLC são adicionados. Para NetPro só é importante que o tipo é especificado; A configuração exata do PLC está usando um programa diferente introduzido. Adicionar uma SIMATIC 300 Acessório como é mostrado na Figura 4-7.
Nota: O programa coloca as peças deixadas no ecrã, que pode não ser visível. As barras de rolagem podem ser procurou os componentes instalados.
Embora esta seja uma configuração simples, que este passo pode ser derrotado, ele ainda é a rede configurado. No caso de grandes ambientes, no entanto, este passo é necessário.
4
Tutorial Siemens PLC Página 16 Simatic S7-300

Figura 4-7
4.3 Configuração do PLC
O PLC deve agora ser configurado. É especificado que o PLC consiste em e como o endereçamento das entradas e saídas de obras.
Clique duas vezes no componente SIMATIC 300 (1) a partir da Figura 04-07 maio. seguinte é um diálogo indicando que a rede está armazenada. Clique OK. Veja também Figura 4-8.
Figura 4-8
5 Isso também pode, em primeiro lugar e fechando NetPro através do Gerenciador de Simatic configurar o hardware. PLC
Tutorial Siemens PLC Página 17 Simatic S7-300

O programa de configuração de hardware HWCONFIG é iniciado. Primeiro como um rack são adicionados. Isso é para selecionar a tela para a direita através SIMATIC 300 → RACK- 300 → Rail. O resultado é mostrado na Figura 4-9.
Figura 4-9
Agora a conexão da fonte de alimentação, o módulo CPU, digital I O, analógico módulo de E / E / S ea
simulação são adicionados.
Selecione a partir de SIMATIC 300 → → PS 300 PS 307 5A a fonte de alimentação PS 307 5A e colocá-lo
em Regra 1 (slot 1). Em seguida, selecione a unidade de CPU 315F-2 PN / DP e arraste-o no slot 2. Só Este bloqueio pode impedir a CPU. O número de ordem 6ES7 315-2FH13-0AB0, o número da versão é 2.5.
Anote o número correto ordem Siemens e número da versão!
Antes da CPU no slot 2 é visível, alguns dados devem primeiro ser inserido para o IP endereço eo endereço MPI. Como tal, novos diálogos de entrada começou. Veja a Figura 4-10.
Digite o endereço IP, como mostrado na Figura 4-10. Além disso, selecione Ethernet (1) de modo que o CPU está ligado a essa rede. Em seguida, clique em OK.
Tutorial Siemens PLC Página 18 Simatic S7-300

Figura 4-10
Na Figura 4-11, pode ser visto que o módulo de processador está correctamente inserido, assim como o
Profinet-ligação.
Figura 4-11
Tutorial Siemens PLC Página 19 Simatic S7-300

Agora, a interface IPM deve também ser acoplado ao bus de MPI. Dê um duplo slot 2 na seção X1 em MPI / DP (Veja a Figura 4-10). Agora, uma caixa de diálogo como a da Figura 4-12. Verifique se o tipo MPI Estado. Em seguida, clique em Propriedades.
Figura 4-12
Segue-se uma nova janela com a Figura 4-13. Escolher 2como endereço, e selecione MPI (1) como uma rede.
Figura 4-13
Em seguida, clique em OK. Agora, o diálogo na Figura 4-12 visível novamente. Também clique novamente OK.
Se as últimas três módulos estão a ser adicionado. Selecione a partir do painel direito via SIMATIC 300 → SM-300 estes módulos.
Tutorial Siemens PLC Página 20 Simatic S7-300

Selecione o módulo apropriado! Preste muita atenção ao módulo de simulação! O número para que o módulo de E / S digital 6ES7 323-1BL00-0AA0 (slot 4). O número de ordem para o módulo de E / S analógica 6ES7 334-0CE01-0AA0 (slot 5). O número para que o módulo de simulação 6ES7 323-1BH01-0AA0 (slot 6).
Veja tudo isso na Figura 4-14.
Figura 4-14
A configuração está pronto e pode ser carregado. No PLC Agora, selecione o menu Estação → Salve e compile.
Primeiro, mesmo perguntou como as mensagens de CPU deve ser preparado. Não há usá-los. Escolha a primeira opção e clique em OK. Esta caixa de diálogo aparece uma vez. Veja a Figura 4-15.
Tutorial Siemens PLC Página 21 Simatic S7-300

Figura 4-15
Há uma janela em que o progresso é exibido. Veja a Figura 4-16.
Figura 4-16
4.4 Configuração de Download
Defina o PLC agora primeira parada para continuar. O interruptor do modo de funcionamento de RUN para STOP Agora, a configuração para o PLC pode ser controlado através do menu PLC → Baixar ou via ícone na Figura 4-17.
Figura 4-17
Na janela seguinte, selecione o que módulo de destino deve ser carregado. Há apenas uma, Então, isso é fácil. Clique OK. Veja a Figura 4-18.
Depois segue-se um diálogo em que o endereço MPI do módulo de destino pode ser selecionada. Endereço 2 já está geselecteed. Clique Ok (Figura 4-19).
A Figura 4-20 mostra o que acontece quando o módulo processador está configurado de forma diferente foi programado. O on-line e versão offline diferem. Nesta figura incluem o estação e nome do módulo de forma diferente. Certifique-se de, pelo menos, que o número de ordem e
Tutorial Siemens PLC Página 22 Simatic S7-300

número da versão do CPU está correto. Caso contrário, o processador não pode funcionar. Este valor faz não para aparecer.
Figura 4-18
Figura 4-19
Figura 4-20
Tutorial Siemens PLC Página 23 Simatic S7-300
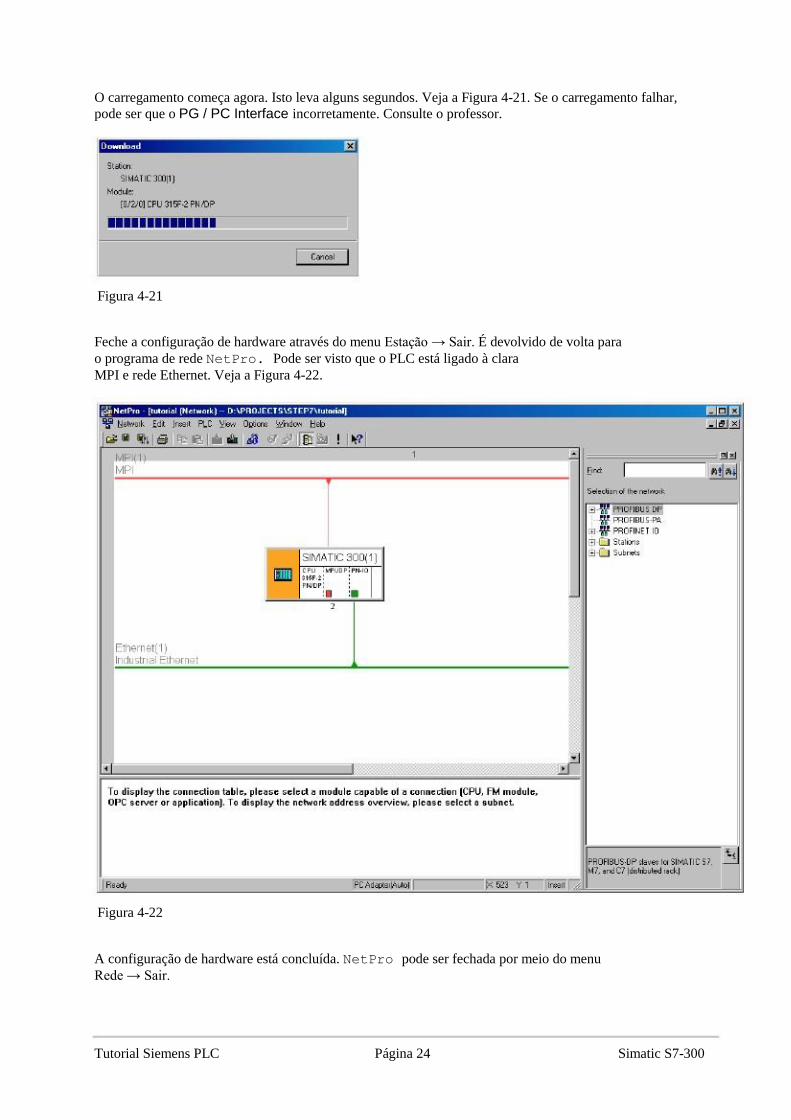
O carregamento começa agora. Isto leva alguns segundos. Veja a Figura 4-21. Se o carregamento falhar, pode ser que o PG / PC Interface incorretamente. Consulte o professor.
Figura 4-21
Feche a configuração de hardware através do menu Estação → Sair. É devolvido de volta para o programa de rede NetPro. Pode ser visto que o PLC está ligado à clara MPI e rede Ethernet. Veja a Figura 4-22.
Figura 4-22
A configuração de hardware está concluída. NetPro pode ser fechada por meio do menu Rede → Sair.
Tutorial Siemens PLC Página 24 Simatic S7-300

4,5 Símbolos Definindo
Lembrando os endereços como entradas, saídas e temporizadores, é uma tarefa difícil e desgastante atividade. Felizmente, uma lista de símbolos pode ser elaborado. Ele pode, então, ser referido com o nome simbólico em vez do endereço real. Dê um duplo clique na tela do projeto Símbolos (Figura 4-23). O editor de símbolo é iniciado. Insira os símbolos é como em mostrado na Figura 4-24 (o campo Tipo de dados é completada pelo próprio editor). Conectar Editor, as definições são salvas automaticamente. Às vezes, um diálogo aparece como mostrado na Figura 4-25. Selecione então Sim.
Figura 4-23
Figura 4-24
Tutorial Siemens PLC página 25 Simatic S7-300

Figura 4-25
Digite 4.6 Programa
Como é sabido, um programa de PLC deve sempre incluir Organização Bloco 1 (OB1), apesar de chamar isso de outra coisa senão Funções (FC) e blocos de funções (FB).
FC1 é programado pela primeira vez com o programa de tráfego real, então OB1 programada contendo uma chamada para FC1. Essa sequência é importante.
Desde o Simatic Gerente FC1 deve ser criado. No chem esquerdo Selecione Blocos, e, em seguida, no painel direito (abaixo Dados do Sistema e OB1) no direito mouse. Abre um menu sensível ao contexto e selecione daí Insira Novo → objeto Function. Veja a Figura 4-26.
Figura 4-26
Agora todos os tipos de dados (propriedades) podem ser inseridos. Preencha-o como mostrado na Figura 4-27. Observe que, como o LAD linguagem de programação é selecionada. Clique OK.
Na janela do projecto é agora FC1. Clique duas vezes sobre isso e Editor LAD abre. Ver Figura 4-28.
Tutorial Siemens PLC Página 26 Simatic S7-300

Figura 4-27
Figura 4-28
Figura 4-29
Tutorial Siemens PLC Página 27 Simatic S7-300

Um esquema de comando é constituído por uma ou várias redes. Na rede pode ser um lógico são circuito (degrau) programado com uma ou mais saídas. Uma rede pode são adicionados por meio de o primeiro ícone, mais à esquerda na Figura 4-29. Como entradas podem servir entradas e marcadores PLC. Isto é indicado pelos contactos. O segundo e terceiro ícone são resp. normalmente aberto e contatos normalmente fechados. Como saídas (Bobinas) para saídas de PLC ou marcadores worden6 usado. Estes são adicionados à quarto ícone. A lógica OR é feita usando os dois últimos ícones.
O programa requer apenas rotina. Para adicionar entradas deve exemplo primeiro degrau de uma rede pode ser selecionado para que ele fique verde. Em seguida, os ícones a partir da Figura 4-29 azul e eles podem ser inseridos. Nem todos os recursos pode ser através de Ícones são introduzidos. À esquerda estão todas as possibilidades, tais como SR- elementos, temporizadores, contadores e operações aritméticas.
Ao digitar endereços como M0.0 lista de símbolos aparece. Ele pode facilmente o símbolo correcto escolhido. Veja a Figura 4-30.
Figura 4-30
Se algo pode ser como um endereço de byte de um contacto, não é vermelho importado exibido e o editor de escada não pode ser fechada. Mesmo se os endereços não foram concluídas, como mostrado na Figura 4-30, o editor não pode ser fechada.
!
6
Como exemplo, a primeira rede é mostrado na Figura 4-31. O programa completo está incluído no Apêndice 1. Para o funcionamento correto de todo o programa introduzido ser.
Feche o editor de via Arquivo → Sair quando todo o diagrama de escada foi digitado.
Além disso, Q, L, e DB pode servir como entradas e saídas.
Tutorial Siemens PLC Página 28 Simatic S7-300

Figura 4-31
Agora FC1 é fornecido, OB1 para ser programado. OB1 só deve chamar FC1. Isto é feito em STL. OB1 foi criada; que acontece quando a criação de um novo projeto. Se OB1 não existe, por favor, adicioná-lo via Inserir novo objeto → Organização Block. OB1 agora aparecerá na lista na janela do projeto. Veja a Figura 4-32.
Figura 4-32
Se OB1 já existe, altere as propriedades, selecionando um. OB1 Agora clique no do mouse e selecione Propriedades do objeto. Entre as propriedades para OB1 como é mostrado na Figura 4-33, e clique OK. Clique duas vezes em OB1 para openen7. Editor STL Entre agora a única linha na chamada para FC1. Veja a Figura 4-34. Salve o programa importado através Arquivo → Salvar e sair do editor através do menu Arquivo → Sair.
O leitor atento vai ver que o editor STL eo editor de escada mesmo. Isso é correto. Usando o menu Vista lata ser alternado entre STL, LAD e FBD.
7
Tutorial Siemens PLC Página 29 Simatic S7-300

Figura 4-33
Figura 4-34
Tutorial Siemens PLC Página 30 Simatic S7-300

Programa 4.7 Carregando PLC
Agora, as várias peças a serem carregados para o PLC. Defina o PLC para STOP primeiro. Clique Direito Blocos no Gerenciador de Simatic e selecione PLC → Baixar (Figura 4-35). O carregamento é agora começou. Visto que os blocos, que são para ser carregado em todo o PLC estão presentes, será solicitada a confirmação (Figura 4-36). Clique no botão Todos, de modo que nenhuma questão separada é perguntado. para cada bloco
Figura 4-35
Figura 4-36
Porque todos os blocos são selecionados, os dados do sistema também será carregado. Isto pode ser batido por Não clique. Se Sim é clicado, vai haver alguma diálogos. Veja as Figuras 4-37 através 4-39. Figuras 4-40 e 4-41 só aparecem se o PLC no estado RUN.
Figura 4-37
Tutorial Siemens PLC Página 31 Simatic S7-300
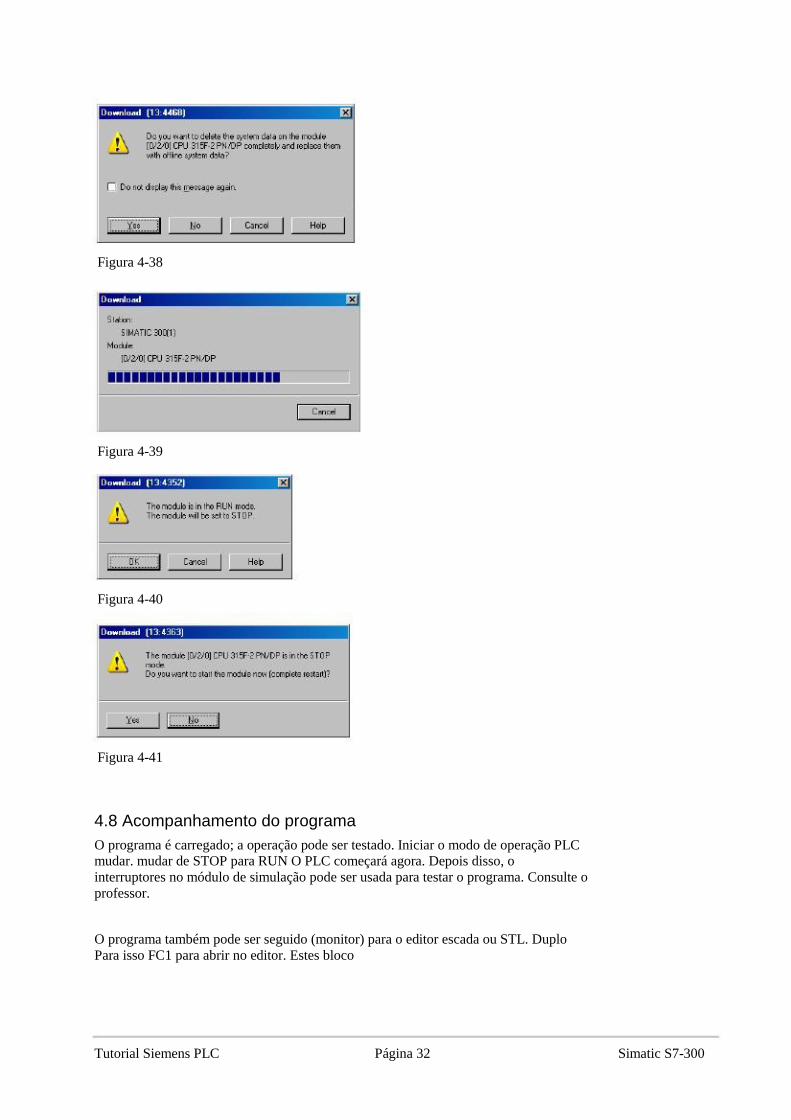
Figura 4-38
Figura 4-39
Figura 4-40
Figura 4-41
4.8 Acompanhamento do programa
O programa é carregado; a operação pode ser testado. Iniciar o modo de operação PLC mudar. mudar de STOP para RUN O PLC começará agora. Depois disso, o interruptores no módulo de simulação pode ser usada para testar o programa. Consulte o professor.
O programa também pode ser seguido (monitor) para o editor escada ou STL. Duplo Para isso FC1 para abrir no editor. Estes bloco
Tutorial Siemens PLC Página 32 Simatic S7-300

Inicie o monitor através do menu → Debug Monitor ou clique nos óculos, como mostrado na Figura 4-42.
Figura 4-42
A cor da barra de título do editor agora é azul claro, indicando que esta é uma linha conexão vai. Na parte inferior do editor é um verde, andando feixe visível. Veja a Figura 4-43.
Figura 4-43
Abaixo estão duas imagens visíveis de uma rede e de rede 2, durante a rotação programa (Figuras 4-44 e 4-45).
Figura 4-44
Figura 4-45
O tutorial é assim terminou. O aluno é desafiado simples pode ser expandido com, por exemplo, sistema de semáforos uma oportunidade de mostrar flashes de amarelo acender quando o sistema não está operacional. Isso exige uma chave adicional é necessária.
Tutorial Siemens PLC Página 33 Simatic S7-300

5. Tutorial S7-Graph
Muitos processos podem ser resolvidos com um resultado. Segue uma (parcial) do produto a número fixo de etapas em que algo aconteceu. Estes passos podem ser distinguidos. Bem junto Tal programa pode ser programado como uma máquina de estado corretamente. S7-Graph é uma língua em que tal máquina de estado pode ser programado.
Este tutorial explica como um programa S7-Graph devem ser introduzidos. Primeiro a configuração do PLC introduzida, em seguida, um pequeno programa de escada condicionamento das entradas, então o programa S7-Graph. Finalmente, este programa e algumas variáveis monitorizada pelo monitor.
5.1 Criar projeto
Inicie um novo projeto, como indicado no capítulo anterior e nomeie o projeto tut_graph. Veja a Figura 5-1.
Figura 5-1
Insira as informações conhecidas e clique OK. O novo projeto é criado.
Primeiro o ônibus MPI MPI (1) são removidas, ele vai ser pego mais tarde no configuração. Se essa etapa for batido, em breve serão dois ônibus MPI visível.
Tutorial Siemens PLC Página 34 Simatic S7-300

5.2 Configuração dos Blocos PLC escolher
No capítulo anterior, a nova configuração do PLC configurar e carregado no PLC. Esta configuração pode ser recuperada a partir do PLC, e, assim, ser utilizado na nova PROJECT8. Para fazer isso, os dados de configuração a ser carregado a partir do PLC para o projeto. Isto deve incluir todos os programas dublados (OB, FC, etc). A lista de símbolos é não é armazenado no PLC, o qual é para ser re-adicionada.
Coloque um upload através do menu PLC → Carregar Station para PG. Veja a Figura 5-2.
Figura 5-2
A tela que mostra todos os PLCs conectados aparece. Centro inferior da tela aparece um botão View. Se não PLCs são visíveis, clique aqui então. Depois de um tempo aparece sob Nodes acessíveis PLC que está ligado. estágio Selecionar Dados PLC e clique OK. Veja a Figura 5-3.
Figura 5-3
8 Claro, a última configuração carregada recuperada.
Tutorial Siemens PLC Página 35 Simatic S7-300

A configuração será carregado a partir do PLC e incluído no projeto. Veja a Figura 5-4.
Figura 5-4
Na janela de projeto é o ônibus PLC, MPI e ônibus ethernet visível. Se existem duas MPI autocarros são visíveis, não deve haver uma removido. Isto pode ser feito através da programa de configuração de rede NetPro. Os programas e de dados blocos também estão no PLC conseguida. Estes devem ser removidos. Veja a Figura 5-5 como exemplo.
Figura 5-5
Agora se perguntar se os blocos devem ser removidos. Clique Sim. Veja a Figura 5-6.
Figura 5-6
Tutorial Siemens PLC Página 36 Simatic S7-300

A configuração está concluída. Ao utilizar os programas NetPro e HWCONFIG pode qualquer mudanças.
5.3 Lista de símbolos de desenho
Claro, também preparou uma lista de símbolos para este tutorial. Na figura 5-7, o símbolos indicado. Preste especial atenção à aantal_gedrukt, este marcador é uma palavra do tipo INT.
Figura 5-7
5.4 Um avanço bloco
Em primeiro lugar, é fornecido que cooperar com o programa S7-Graph programa Ladder. O condições dos insumos, de modo que as importações podem ser facilmente através de botões processado. Faça desta FC2, preencha os dados e entra no programa ladder e clique depois OK. Veja as Figuras 5-8 e 5-9.
Figura 5-8
Tutorial Siemens PLC Página 37 Simatic S7-300

Figura 5-9
5,5 blocos, etapas e transições
Para o usuário deixa o CPU e memória associada retratar-se como um programável blocos. Existem vários tipos, consulte o Apêndice 3. Preliminar suficiente para saber que cada programa do usuário deve começar na Organização Bloco 1 (OB1) e Programas de S7-Gráfico são armazenados em um bloco de função (FB) com associados do bloco de dados (DB). Um programa S7-Graph é composto por uma série de etapas (passos) e transições (transições) entre as etapas. Este conjunto é chamado de um sequenciador, em S7-Graph. Em um passo de várias operações são executadas, tais como ligar a saída ou o início de uma contador. As condições podem ser ligados tal como "continuar como uma entrada para as transições ativo ". O leitor atento vai ver em tudo isto um acordo com máquinas de estado de digital técnica. Na verdade, S7-Graph nada, mas uma frente que entrou rotatividade sequenciador STL. Por isso, é realmente um compilador.
Tutorial Siemens PLC Página 38 Simatic S7-300

5.6 Criar Bloco de funções
Um programa S7-Graph pode ser introduzido apenas no FB (Bloco de Função). Para um Bloco de função é um bloco de dados em anexo. Primeiro um FB deve ser criado em que o programa S7-Graph pode "viver". O clique Ligações Simatic gerente Blocos aberto. Agora clique com o botão direito do mouse uma Função Bloco a ser inserido. Veja a Figura 5-10. Abre uma caixa de diálogo na qual o características do FB podem ser estabelecidas (Figura 5-11).
Preencher Nome FB2 dentro Em Nome simbólico Um nome pode ser inserido. Este nome vem em seguida, voltar para a tabela de símbolo. Comentário entra Comentário Symbol. Escolha continuar como
língua Gráfico (Criado em Língua: gráfico). Clique Ok , a fim de fazer. FB para
Figura 5-10
Figura 5-11
Tutorial Siemens PLC Página 39 Simatic S7-300

5.7 Iniciando S7-Graph Editor de
Agora é encontrado. No Simatic Gerente FB2 Clique duas vezes para o editor S7 Gráfico com FB2 para abrir. A abertura de tela é mostrado na Figura 5-12.
Para mais informações sobre a edição, consulte o documento "S7-Graph - Programação Seqüencial Sistemas de Controle ", no Capítulo 6.
Figura 5-12
A tela é dividida em três painéis. Top esquerda é uma visão geral do sequenciador incluindo ver (a guia instrucies permanente Gráfico). Não pode, no entanto, também para o separador Variáveis são selecionados (Figura 5-13). Em cima à direita é o painel de edição. Aqui, o feitos ajustes. Abaixo está o painel do console. Aqui incluem mensagens do sistema encontrar essa saída do compilador, variáveis de dados e endereços utilizados em uma única etapa.
No painel de edição é inserido como o primeiro passo. O anel duplo indica que é a numa primeira fase (inicial etapa) vai. Se o seqüenciador é reiniciado (ver parágrafo 5-13), este é o primeiro passo.
Nota: Não deve ser exactamente um passo inicial estão presentes no programa. Um comum problema é que o passo inicial é removido durante a programação e sem nova é considerado. O sequenciador não será iniciado se o programa PLC começa a processar.
Tutorial Siemens PLC Página 40 Simatic S7-300

Figura 5-13
5.8 Entrando primeiro passo
O uso de o editor requer, como com o editor escada, qualquer rotina. Como uma regra de ouro: se algo mudou, inseridos ou deve ser removido, selecione o item e digite em seguida, a operação. Nomes de variáveis, tais como auto_rood, pode sem aspas são inseridos, o editor coloca-los sozinho. Esta deve ser a opção Ver → Mostrar Com → Lista Símbolo ligado. Figura 5-14 mostra como a ação está inserida. Selecione o actiekop, clique no botão direito do mouse e selecione Inserir novo elemento → Acção.
Figura 5-14
Tutorial Siemens PLC Página 41 Simatic S7-300

A Figura 5-15 mostra como um estado de transição, no presente caso, uma função de comparação, introduzido. Mais uma vez, isto requer alguma rotina.
Figura 5-15
Figura 5-16 é o passo completo para ver. Ações e condições de transição Programar o Numa primeira etapa, assim como nesta figura.
Figura 5-16
5.9 Entrando próximos passos
No primeiro passo, o passo seguinte deve agora ser ligada. Selecione esta transição (Sem condição), clique no botão direito do mouse e selecione Inserir novo elemento → Passo + Transição. Um novo passo é adicionado. Veja a Figura 5-17.
Figura 5-17
Na Figura 5-18, todas as etapas, ações e condições de transição representado. Digite isso para. Atenção o passo final (passo 6). Há um salto feito para o passo 2. Etapa Top 2 é um ver. seta horizontal Isso só pode ser visto após a colocação do salto.
Tutorial Siemens PLC Página 42 Simatic S7-300

Figura 5-18
Tutorial Siemens PLC Página 43 Simatic S7-300

Se tudo tiver sido introduzido, os programas devem ainda ser salvo e compilado. Comece esta ação por meio do menu Arquivo → Salvar. Após isto, o editor pode ser fechada.
Na janela de projeto são agora FB2 e outros blocos de ver (Figura 5-19). DB2 é o bloco de dados associada a FB2. O qual é controlado pelo compilador S7-Graph. O código em FB2 usado assim DB2 como memória. FC72 (Função) é um bloco em que genérico (comum a todos), código está definido para blocos de entrada S7-Gráfico. SFC64 (Função System) por FB2 usado para segurar. o tempo decorrido no
Figura 5-19
05:10 Entre OB1
Agora OB1 ainda tem de ser introduzida, FC2 e FB2 deve chamar. Sem OB1, o PLC executar qualquer programa. OB1 é programado em STL. Veja a Figura 5-20.
Figura 5-20
Tutorial Siemens PLC Página 44 Simatic S7-300

O OB1 programa contém duas chamadas (call), uma a FC2 e FB2 a qual o DB2 utilizado. Preste atenção ao chamado de FB2. Uma vez que este é inserido, o editor STL vai Adicionando dados. Estes são os parâmetros formais de FB2. Só INIT_SQ devem estar ligados ser adicionado ao símbolo restabelecer o resto não é utilizado. A reposição pode então ser utilizado para reinicie o seqüenciador. Veja a Figura 5-21 para o conteúdo do OB1. Salve os dados e fechar o editor.
Figura 5-21
05:11 Carregando programa PLC
Carregando o programa é como descrito no Capítulo 4. Assegurar o PLC PARAR. Selecione os blocos OB1, FC2, FB2, DB2 e FC72 e carrega-os para o PLC. Bloco SFC64 já está presente no PLC.
05:12 Tabela Variável
Com uma tabela variável, é fácil de variáveis (endereços) a serem monitorados. Into the PLC Eles podem ser modificados, mesmo entradas (pensar no Processo Tabela Imagem). Os hóspedes do projeto vai ver uma tabela com Inserir novo objeto → Tabela Variável. Veja a Figura 5-22. Nota: a tabela de variáveis não podem ser carregados para o PLC.
Tutorial Siemens PLC Página 45 Simatic S7-300

Figura 5-22
Na Figura 5-23, as propriedades listadas. Preencha seu exclusivo critério, e clique OK.
Figura 5-23
Uma vez que as propriedades sejam concluídas, as variáveis têm de ser introduzidas. Isto pode ser feito pela símbolos para preencher, ou se dirige diretamente. Depois disso, para a variável aantal_gedrukt o afbeeldformaat em Dezembro ser colocado. Veja a Figura 5-24
Salve a tabela usando o menu Tabela → Sair. Uma caixa de diálogo como mostrado na Figura 5-25 aparece.
Tutorial Siemens PLC Página 46 Simatic S7-300

Figura 5-24
Figura 5-25
05:13 Acompanhamento do programa e variáveis
O programa S7-Graph pode ser monitorizada, por exemplo seguido. O Editor de S7-Graph este inclui um modo especial. Abra o editor clicando duas vezes. FB2 em No cubra com um par de óculos para encontrar um ícone. Clique uma vez sobre. O editor irá agora comunicar com o PLC e exibi-lo no seqüenciador passo está localizado (verde passo colorido). Além disso, o estado de transição é exibida. Veja a Figura 5-26.
As variáveis podem ser monitorizadas de forma semelhante. Abra a tabela de variáveis IVA1 e Clique nos óculos. As variáveis são então continuamente atualizado com a mais atual valores.
Também é possível a actualizar valores em colocação de uma variável, por exemplo, uma bandeira ou um saída. Entradas também pode ser ajustado, porque o ajuste é feito na processo mesa imagem e, claro, os próprios insumos. Por exemplo, uma redefinição do sequenciador são realizadas a partir do PC, se não houver mudança física na entrada é ligado. Preencha a coluna Modificar Valor o número 1ou a palavra verdadeiro e clique no ícone com o raio (além dos óculos).
Figura 5-27 para uma visão geral ver.
05:14 de comandos adicionais
No apêndice 2, o programa expandiu-se com a opção de piscar. Digite essa parte ainda.
Tutorial Siemens PLC Página 47 Simatic S7-300

Figura 5-26
Figura 5-27
Tutorial Siemens PLC Página 48 Simatic S7-300

6. SCL Tutorial
Neste tutorial, o SCL (Structured Command Language) linguagem de programação usada 9. SCL É uma variante da língua ST10 IEC. O idioma é muito similar ao Pascal. É uma linguagem estruturada que apresenta como loops e decisões podem ser inseridos facilmente. O trabalhar com estruturas de dados complexas, como arrays11 structures12 e é muito mais fácil do que em STL ou escada.
Para os programadores de outras linguagens como C trabalho simplesmente descompactar com SCL. Este tutorial mostra apenas uma pequena parte do SCL ver. Ele não discute a sintaxe e possibilidades. Consulte o manual do SCL.
6.1 Medição da temperatura de entrada e analógico
Neste tutorial usa uma entrada analógica. Um termômetro construído por meio de uma resistência NTC. O módulo já ligado a uma fonte de alimentação de 24 V. Além disso, um alarme incorporado, o qual é utilizado no Capítulo 7. Novamente
RS = padrão 47 k RNTC = Beta Therm 10K3A542I
MANA = terra analógico
Figura 6-1
9 http://www.automation.siemens.com/simatic/industriesoftware/html_76/produkte/software-s7-scl.htm http://en.wikipedia.org/wiki/Structured_text 11 http://en.wikipedia.org/wiki/Array 12 http://en.wikipedia.org/wiki/Struct
10
Tutorial Siemens PLC Página 49 Simatic S7-300

Por favor, note que a entrada analógica até 10 V pode ser oferecido! Veja o Apêndice 4 para a derivação da fórmula para a temperatura. Como uma alternativa para a resistência NTC é um potenciómetro pode ser usado.
6.2 Criar projeto
Criar um projeto chamado tut_scl. Veja a Figura 6-2.
Figura 6-2
6.3 Configuração do PLC
A configuração do PLC pode ser re-inseridos ou, como no tutorial anterior, são recuperados do PLC. Este tempo é conhecido como o nome do PLC em mudança SIMATIC_300_THR. Mais tarde, este projeto será estendido com uma estação de HMI (ver Capítulo 7).
Agora digite a primeira configuração ou procurá-lo. Em seguida, iniciar o programa de configuração de rede NetPro (Clique duas vezes no ônibus MPI). Selecione o nome do PLC e clique no botão direito do mouse. Selecione então Propriedades do objeto. Em seguida, digite o nome. Veja a Figura 6-3.
Às vezes, um diálogo, como mostrado na Figura 6-4 aparece. Em seguida, clique
em OK.
Então, a mudança deve ser salvo. Para fazer isso, Rede → Salvar e Compilar. Uma caixa de diálogo irá aparecer (Figura 6-5). Selecionar Salve e verifique tudo.
Figura 6-6 mostra um retrato de como a rede cuida da mudança de nome.
Baixe a configuração para o PLC PLC → Baixar a atual Projeto → estações selecionadas. Uma vez que o nome do PLC é diferente do que no PLC está armazenado, Figura 6-7 aparecerá. É para ver a diferença. Clique OK.
Tutorial Siemens PLC Página 50 Simatic S7-300

Figura 6-3
Figura 6-4
Figura 6-5
Tutorial Siemens PLC Página 51 Simatic S7-300

Figura 6-6
Figura 6-7
Tutorial Siemens PLC Página 52 Simatic S7-300

6.4 Lista de símbolos
A lista de símbolos é muito curto. Na Figura 6-8, o ajuste é para ver. Anote o endereço do símbolo ANALOG_IN. Este não é PIW272 e IW272. Faça a lista de símbolos para o habitual caminho. Além disso, existe um número de bits marcadores são definidos. Usado para o alarme. Note que os nomes de símbolo consiste inteiramente de letras maiúsculas. Isso não é obrigatório.
Figura 6-8
6.5 Criando SCL Source File
SCL código de programação não pode diretamente através do caminho familiar. Ao criar uma OB, FB ou FC é a opção de idioma SCL não disponível. Criação de um arquivo de origem SCL atravessa Sources. No painel direito da janela do projeto, pressione o botão direito do mouse são cliques e selecione Inserir novo objeto → SCL Fonte (Veja a figura 6-9). Lá aparece um objeto chamado SCL fonte (1). Mude este nome ConvADCTempVolt.
Figura 6-9
Tutorial Siemens PLC Página 53 Simatic S7-300

6.6 Introduzir o código SCL
Dê um duplo clique no nome para iniciar. SCL-editor13 Há uma tela em branco. Veja a Figura 6-10.
Figura 6-10
Agora adicione o menu Insira bloco → Template → FC a estrutura de código para uma FC (figura 6-11). Esta estrutura é mostrada na Figura 6-12.
Figura 6-11
13 Com este editor também arquivos STL e Gráfico pode ser criado, este não é mais elaborada.
Tutorial Siemens PLC Página 54 Simatic S7-300

Figura 6-12
O programa entra no FC3 e existe uma real de volta, de modo que deve ser ajustado. Em Figura 6-13 é o código completo. No apêndice 5, o código de voltar a encontrar, mas agora incluindo comentários.
Figura 6-13
A Figura 6-14 representa uma parte do programa pode ser encontrado na SCL-editor.
Tutorial Siemens PLC Página 55 Simatic S7-300
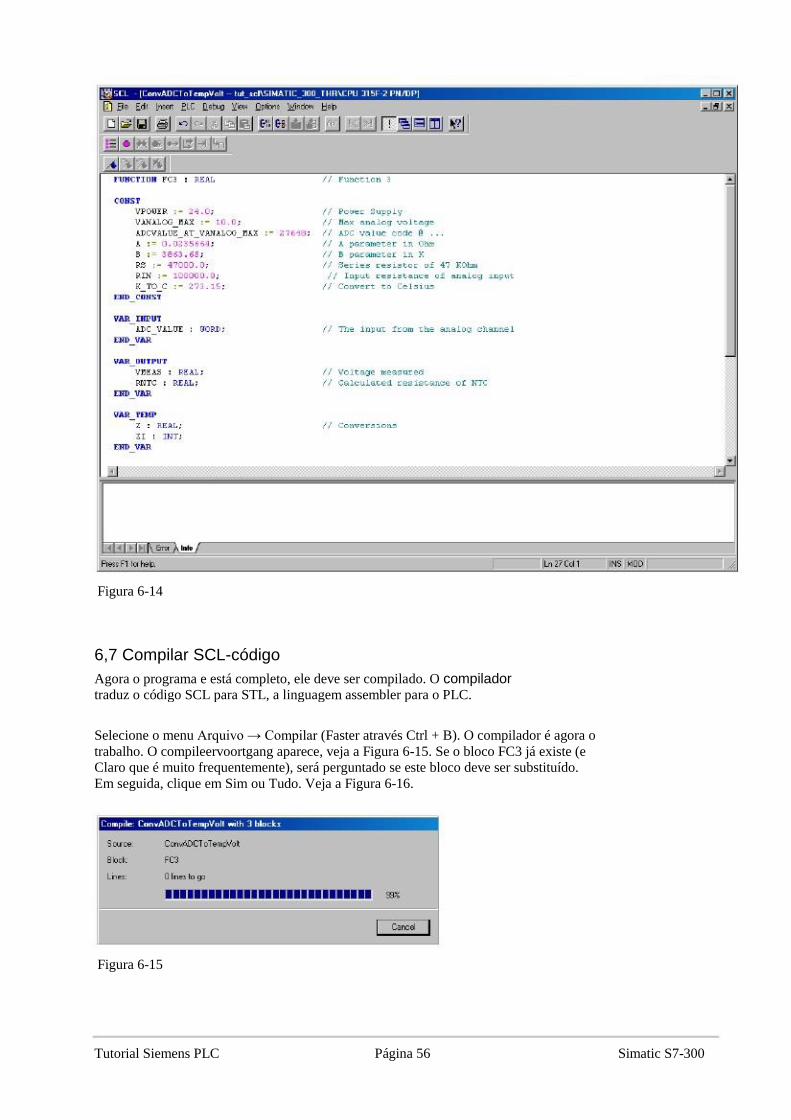
Figura 6-14
6,7 Compilar SCL-código
Agora o programa e está completo, ele deve ser compilado. O compilador traduz o código SCL para STL, a linguagem assembler para o PLC.
Selecione o menu Arquivo → Compilar (Faster através Ctrl + B). O compilador é agora o trabalho. O compileervoortgang aparece, veja a Figura 6-15. Se o bloco FC3 já existe (e Claro que é muito frequentemente), será perguntado se este bloco deve ser substituído. Em seguida, clique em Sim ou Tudo. Veja a Figura 6-16.
Figura 6-15
Tutorial Siemens PLC Página 56 Simatic S7-300

Figura 6-16
Todos os erros são relatados e deve ser melhorado. Para um exemplo, ver uma compilação falhou Figura 6-17.
Figura 6-17
6.8 Segunda-SCL Source File
Não será agora criado. Segundo arquivo SCL O código é colocado em FC4 e colocar dois marcador de bit, se a temperatura é demasiado alta ou demasiado baixa.
Crie um novo arquivo SCL primeiro e chamar isso de CheckMinMax. Veja a Figura 6-18.
Figura 6-18
O código é mostrado na Figura 6-19. Preste atenção especial ao parâmetro de retorno do FC4, é do tipo VOID, ou seja, não há nenhum parâmetro de retorno. O reembolso é controlada por dois Parâmetros VAR_OUTPUT.
Código CheckMinMax é muito simples. Estes são apenas dois simples IF. Isso também é bom para ver que SCL pode ser usado para decisões simples usados. Claro tinha sido capaz de código muito simples e programadores PLC experientes tinha isso em LAD dissolvido.
Anexo 5 é o código mostrado novamente.
Tutorial Siemens PLC Página 57 Simatic S7-300

Figura 6-19
6.9 OB1 programa
Agora a rotina SCL-prontos, eles devem ser chamados com os parâmetros corretos. Usando OB1 Adicione OB1 da maneira usual (através Blocos) e iniciar o editor LAD. Arraste a partir da esquerda quadro ao abrigo FC Blocks FC3 para editar-box. Veja a Figura 6-20.
Figura 6-20
Tutorial Siemens PLC Página 58 Simatic S7-300

Depois de colocar o bloco FC o editor exibe automaticamente os parâmetros formais com pontos de interrogação vermelhos nos locais onde os parâmetros reais devem ser introduzidas. Na figura 6-21 desses itens. Também FC4 também invocado e há uma peça feita FBD para alarmering14.
Figura 6-21
Guardar OB1 da maneira conhecida.
06:10 Carregando programa PLC
Este é de novo de um modo conhecido. Verifique se o PLC no modo STOP e cargas OB1, FC3 e FC4.
06:11 Monitores de temperatura
O monitoramento pode ser fácil com uma tabela variável. Criar tabela na forma conhecida e ir para o modo monitor (clique sobre os óculos). Note-se que alguns dados em flutuante ponto listados. Veja a Figura 6-22.
14 O leitor é desafiado a estudar. 3 rede
Tutorial Siemens PLC Página 59 Simatic S7-300
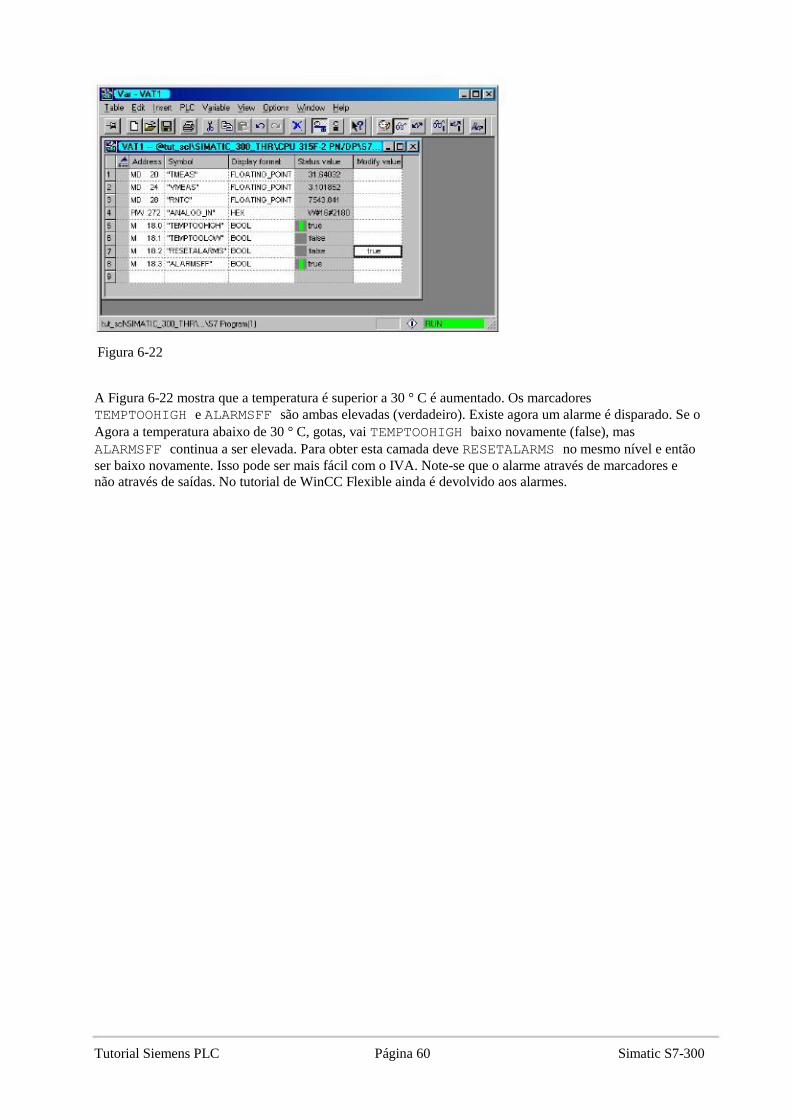
Figura 6-22
A Figura 6-22 mostra que a temperatura é superior a 30 ° C é aumentado. Os marcadores TEMPTOOHIGH e ALARMSFF são ambas elevadas (verdadeiro). Existe agora um alarme é disparado. Se o Agora a temperatura abaixo de 30 ° C, gotas, vai TEMPTOOHIGH baixo novamente (false), mas ALARMSFF continua a ser elevada. Para obter esta camada deve RESETALARMS no mesmo nível e então ser baixo novamente. Isso pode ser mais fácil com o IVA. Note-se que o alarme através de marcadores e não através de saídas. No tutorial de WinCC Flexible ainda é devolvido aos alarmes.
Tutorial Siemens PLC Página 60 Simatic S7-300

7. Tutorial WinCC flexible
Com a ajuda do WinCC informação flexível do PLC pode em um chamado Painel de Operação ser trabalhada, e que é possível trazer. informação de painel no PLC Neste Assim, uma planta pode ser representada esquematicamente. Este visualize, monitorar e controlar Também é referido como SCADA15, Controle de Supervisão e Aquisição de Dados.
No laboratório de PLC, no entanto, não painéis de operação, este é o PC usado. Este tutorial baseia-se na SCL-tutorial.
Neste tutorial, apenas algumas possibilidades de WinCC Flexible ser demonstrada. Primeira adicionada projeto. STEP7 em uma estação de HMI Depois disso, o configurado, tal como um PLC. Em seguida, um par de campos de saída e um botão criado no editor flexível WinCC e, finalmente, o tempo de execução começa.
7.1 Criando um novo projeto 16
Inicie um novo projeto, como indicado no capítulo anterior e nomeie o projeto tut_wincc_flex. Veja a Figura 7-1. Insira os dados conhecidos.
Figura 7-1
http://nl.wikipedia.org/wiki/SCADA Este passo pode ser derrotado se este tutorial segue imediatamente o SCL-tutorial. O nome do projeto permanece tut_scl. Continue com a seção 7.3.
16 15
Tutorial Siemens PLC Página 61 Simatic S7-300

7.2 Upload de Configuração
No capítulo anterior, a nova configuração do PLC configurar e carregado no PLC. Esta configuração pode ser recuperada a partir do PLC, e, assim, ser utilizado na nova projeto. Para fazer isso, os dados de configuração a ser carregado a partir do PLC para o projeto. Isto deve incluir todos os programas dublados (OB, FC, etc).
Coloque um upload através do menu PLC → Carregar Station para PG. Veja a Figura 7-2.
Figura 7-2
A tela que mostra todos os PLCs conectados aparece. Centro inferior da tela aparece um botão View. Se não PLCs são visíveis, clique aqui então. Depois de um tempo aparece sob Nodes acessíveis PLC que está ligado. estágio Selecionar Dados PLC e clique OK. Veja a Figura 7-3.
Por favor, note que apenas os blocos (blocos) são copiados. A tabela de símbolos (Símbolos) e arquivos de origem (fontes) não são copiadas. Isto é porque no PLC código só compilado é armazenado. Caso nenhuma alteração seja feitas ao software de chumbo para os problemas.
É possível copiar de outros blocos, arquivos de origem e símbolo da tabela projeto. Abra esse outro projeto, selecione Blocos, Fontes e Sybols e arrastá-los para o colocar no projeto atual.
Tutorial Siemens PLC Página 62 Simatic S7-300
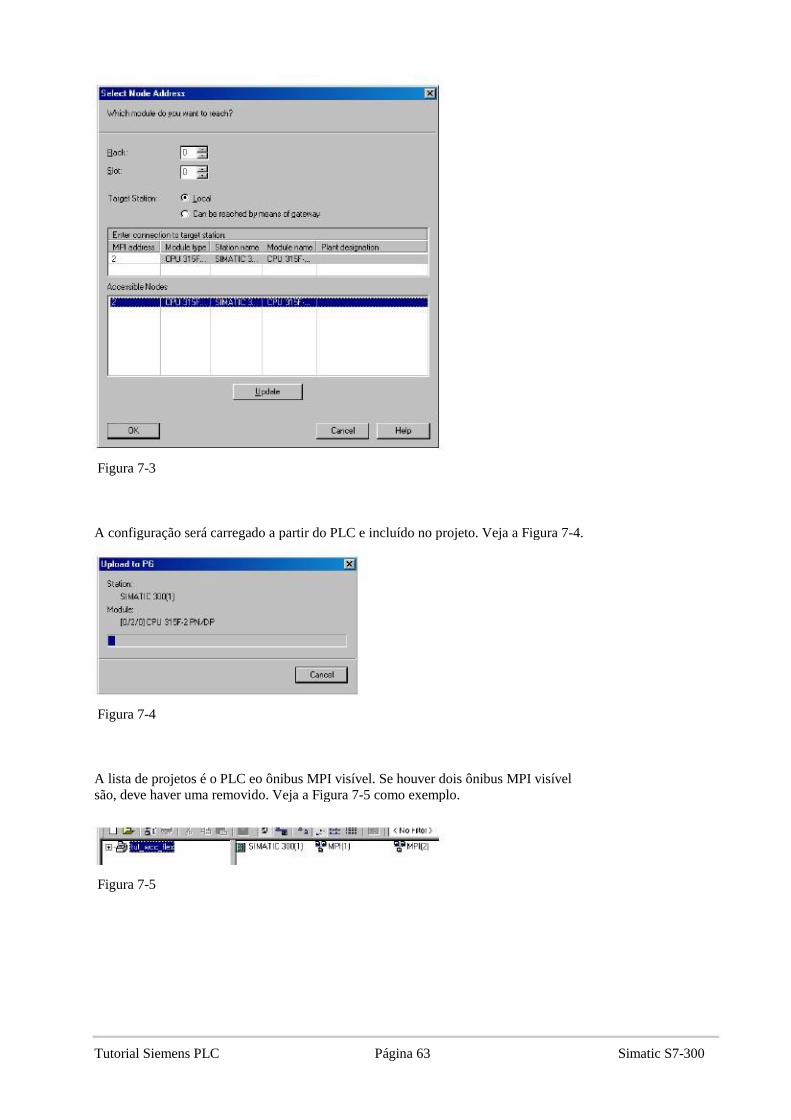
Figura 7-3
A configuração será carregado a partir do PLC e incluído no projeto. Veja a Figura 7-4.
Figura 7-4
A lista de projetos é o PLC eo ônibus MPI visível. Se houver dois ônibus MPI visível são, deve haver uma removido. Veja a Figura 7-5 como exemplo.
Figura 7-5
Tutorial Siemens PLC Página 63 Simatic S7-300

7.3 locais das estações de IHM
Agora adicione o menu Inserir → Estação → Estação HMI SIMATIC uma estação de HMI para para o projeto. Veja a Figura 7-6.
Figura 7-6
Isto irá abrir uma janela na qual o tipo de estação HMI pode ser escolhida. Escolher para PC → WinCC Runtime flexível. Veja a Figura 7-7.
Agora, o software Estação Engenharia flexível WinCC começou, ver Figura 7-8.
Nota: isso leva algum tempo. Tenha paciência! Vá beber um café se necessário!
Figura 7-7
Figura 7-8
Tutorial Siemens PLC Página 64 Simatic S7-300

Depois disso, a estação de HMI adicionado ao projeto (veja a Figura 7-9).
Figura 7-9
7.4 MPI-rede
Agora, o PLC ea estação HMI deve ser ligado através da rede MPI. Isto é feito através do programa NetPro, que faz parte do STEP 7. Dê um duplo clique MPI (1) no janela de projeto (Figura 7-9).
Agora NetPro abre aqui o ônibus MPI, o ônibus Ethernet, PLC e da estação de HMI. Os dois últimos não estão ligados à rede (se for o caso, este passo ser batido).
Para ligar o PLC para o ônibus MPI, o seguinte deve ser feito: clique do mouse o quadrado vermelho e mantenha pressionado o botão do mouse. Agora arraste o ônibus MPI e deixar o Em seguida, botão do mouse. O PLC é então ligada à rede. Veja a Figura 7-10.
Figura 7-10
Tutorial Siemens PLC Página 65 Simatic S7-300
7.5 Configurando estação HMI
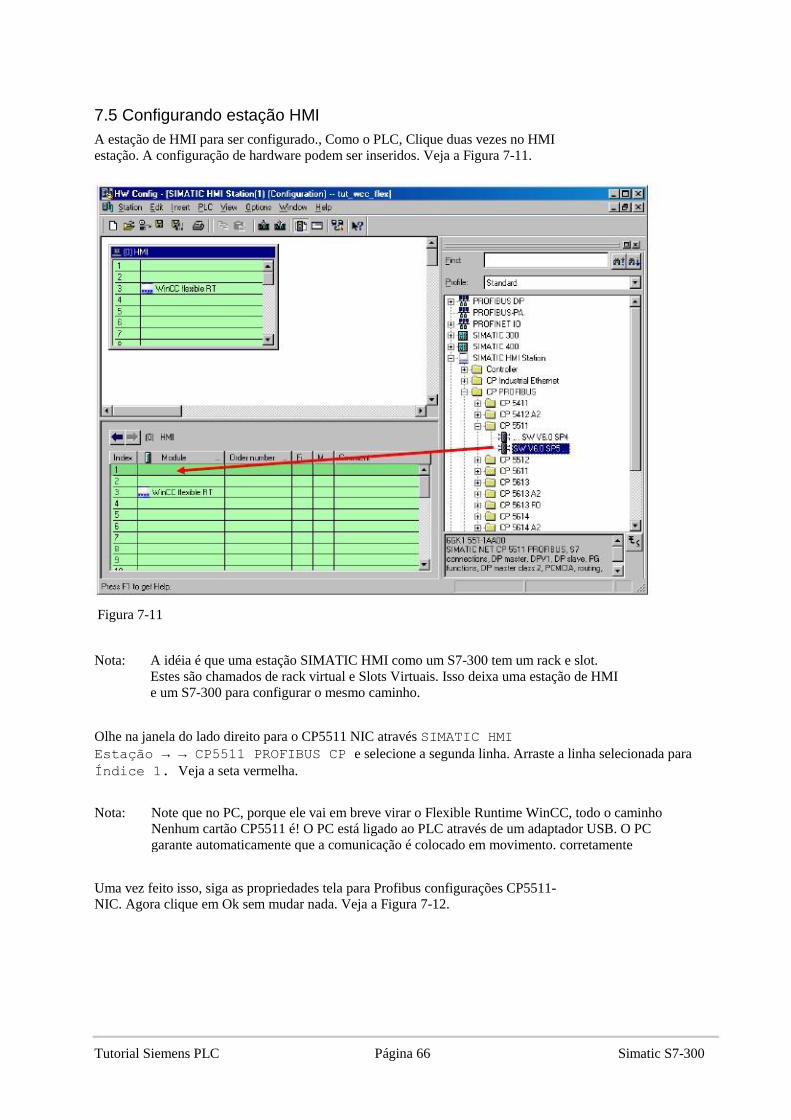
A estação de HMI para ser configurado., Como o PLC, Clique duas vezes no HMI estação. A configuração de hardware podem ser inseridos. Veja a Figura 7-11.
Figura 7-11
Nota: A idéia é que uma estação SIMATIC HMI como um S7-300 tem um rack e slot. Estes são chamados de rack virtual e Slots Virtuais. Isso deixa uma estação de HMI e um S7-300 para configurar o mesmo caminho.
Olhe na janela do lado direito para o CP5511 NIC através SIMATIC HMI Estação → → CP5511 PROFIBUS CP e selecione a segunda linha. Arraste a linha selecionada para Índice 1. Veja a seta vermelha.
Nota: Note que no PC, porque ele vai em breve virar o Flexible Runtime WinCC, todo o caminho Nenhum cartão CP5511 é! O PC está ligado ao PLC através de um adaptador USB. O PC garante automaticamente que a comunicação é colocado em movimento. corretamente
Uma vez feito isso, siga as propriedades tela para Profibus configurações CP5511- NIC. Agora clique em Ok sem mudar nada. Veja a Figura 7-12.
Tutorial Siemens PLC Página 66 Simatic S7-300
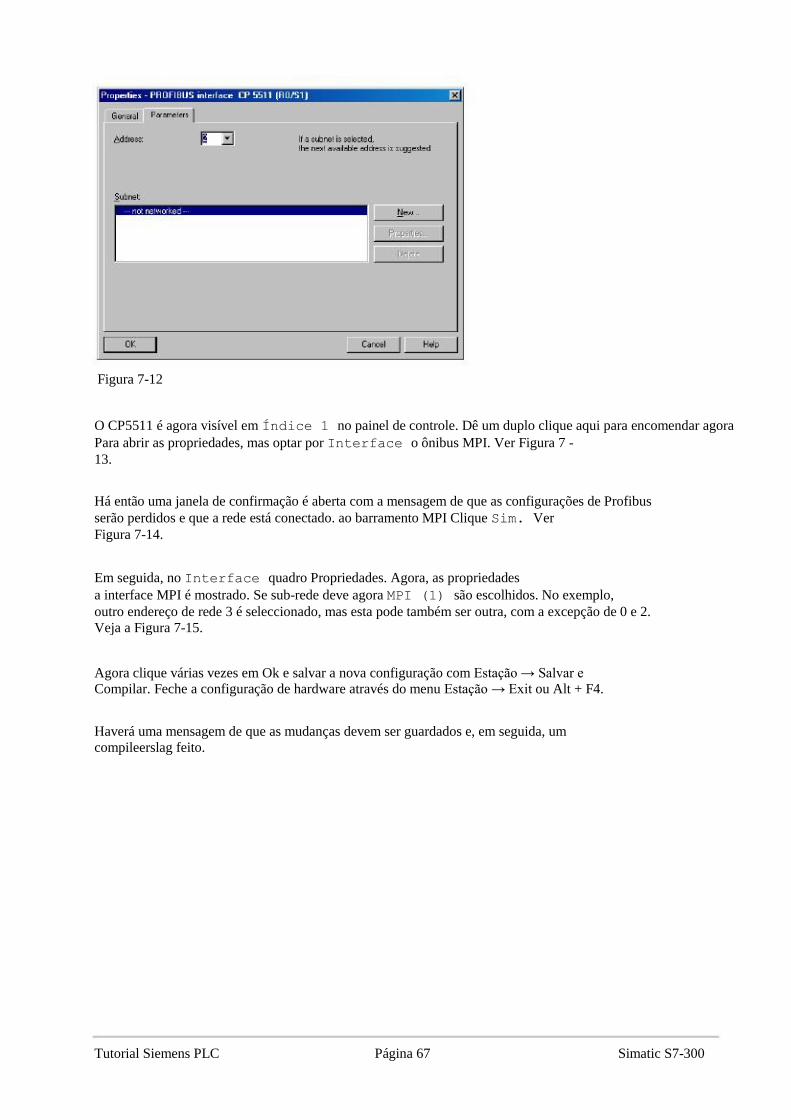
Figura 7-12
O CP5511 é agora visível em Índice 1 no painel de controle. Dê um duplo clique aqui para encomendar agora Para abrir as propriedades, mas optar por Interface o ônibus MPI. Ver Figura 7 - 13.
Há então uma janela de confirmação é aberta com a mensagem de que as configurações de Profibus serão perdidos e que a rede está conectado. ao barramento MPI Clique Sim. Ver Figura 7-14.
Em seguida, no Interface quadro Propriedades. Agora, as propriedades a interface MPI é mostrado. Se sub-rede deve agora MPI (1) são escolhidos. No exemplo, outro endereço de rede 3 é seleccionado, mas esta pode também ser outra, com a excepção de 0 e 2. Veja a Figura 7-15.
Agora clique várias vezes em Ok e salvar a nova configuração com Estação → Salvar e Compilar. Feche a configuração de hardware através do menu Estação → Exit ou Alt + F4.
Haverá uma mensagem de que as mudanças devem ser guardados e, em seguida, um compileerslag feito.
Tutorial Siemens PLC Página 67 Simatic S7-300

Figura 7-13
Figura 7-14
Figura 7-15
Tutorial Siemens PLC Página 68 Simatic S7-300

Agora, a ligação da estação de HMI e o barramento MPI pronto. A figura a seguir é bem (Figura 7-16).
Figura 7-16
Selecione o menu Rede → Salve e compile. Há um diálogo em que elegeu para ser utilizado para Compilar e verificar tudo. Veja a Figura 7-17.
Figura 7-17
Se é um projeto recém-criado ainda está apenas perguntou como as mensagens na CPU deve ser codificado (figura 7-18). Selecione a primeira opção aqui. Este passo é Sobre batido se ele foi perguntado uma vez, por exemplo, em um projeto antigo.
Tutorial Siemens PLC Página 69 Simatic S7-300

Figura 7-18
Se tudo correr bem a figura 7-19 seguinte.
Figura 7-19
7.6 Lista de símbolos
Como no tutorial anterior uma lista de símbolos a ser criado. Ver também a secção 6.4. Em Figura 7-20 os símbolos são exibidos automaticamente.
Figura 7-20
Tutorial Siemens PLC Página 70 Simatic S7-300

7.7 Iniciar WinCC flexible
Procure o gerente para Simatic WinCC flexible RT. Isto é encontrado na tela da direita através tut_wcc_flex → Estação HMI SIMATIC (1) → WinCC flexible RT. Selecionar esta regra e clique no botão direito do mouse (menu de contexto). Selecionar Open Object. Veja também Figura 7-21.
Figura 7-21
WinCC flexível é iniciado. Isto é mostrado na Figura 7-22.
Figura 7-22
Nota: ser paciente, isso pode demorar alguns minutos! Tempo para uma xícara de café!
Figura 7-23 fornece uma visão geral da tela flexível WinCC. Para a esquerda são as partes que podem ocorrer (não todos tem que ser usado) no projeto. Direito são os objetos que podem ser usados no projeto. Superior central é a tela que abriu na imagem (que são selecionados à esquerda), e em um contexto sensível tela que exibe informações (objetos) a tela acima.
Tutorial Siemens PLC Página 71 Simatic S7-300
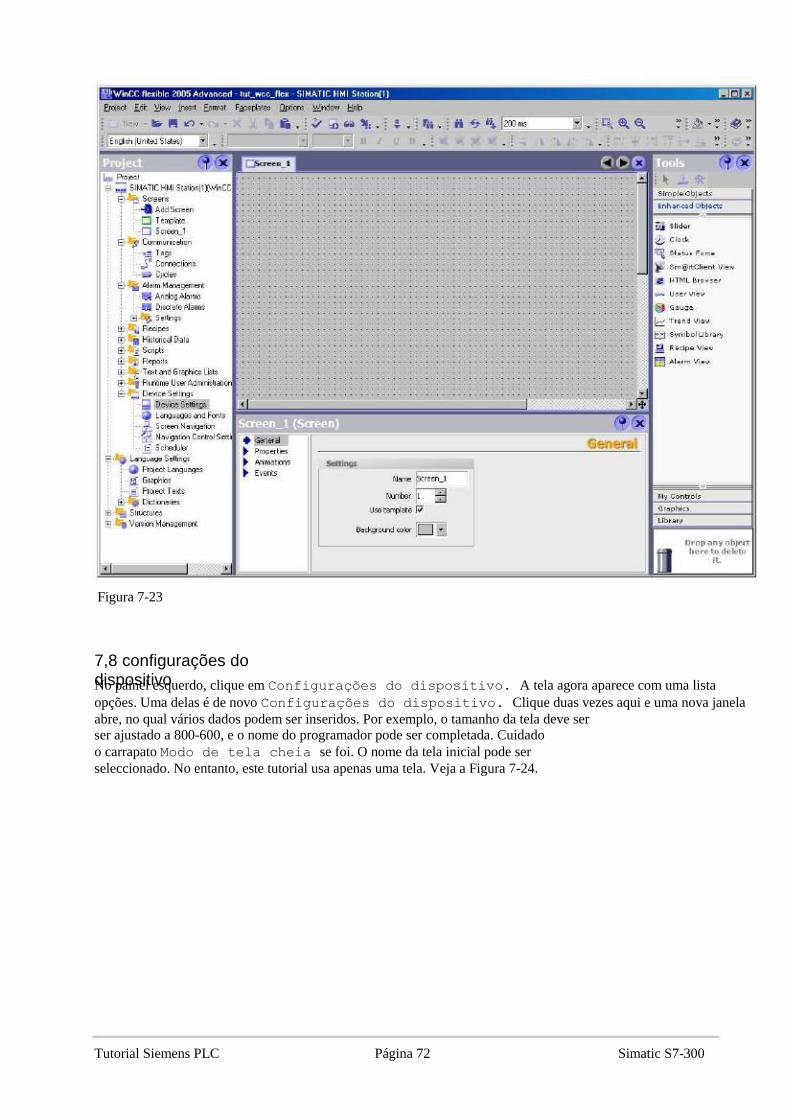
Figura 7-23
7,8 configurações do dispositivo No painel esquerdo, clique em Configurações do dispositivo. A tela agora aparece com uma lista opções. Uma delas é de novo Configurações do dispositivo. Clique duas vezes aqui e uma nova janela abre, no qual vários dados podem ser inseridos. Por exemplo, o tamanho da tela deve ser ser ajustado a 800-600, e o nome do programador pode ser completada. Cuidado o carrapato Modo de tela cheia se foi. O nome da tela inicial pode ser seleccionado. No entanto, este tutorial usa apenas uma tela. Veja a Figura 7-24.
Tutorial Siemens PLC Página 72 Simatic S7-300

Figura 7-24
Adicionar 7,9 Tempo de ciclo
Recuperar os dados a partir do PLC pela estação HMI é executado de forma cíclica. O este ciclo de tempo é ajustável. No entanto, uma segunda é muito lento e 100 ms de modo que rapidamente custa muito a carga no PLC. Um tempo de ciclo próprio de 200 ms é criado.
Na tela da direita Comunicações de modo que a lista está aberta. Dê um duplo clique Ciclos para permitir a entrada. Adicionar um novo ciclo, tanto é dada na fig. 7-25 Este tempo de ciclo vai ser usado mais tarde.
Figura 7-25
Tutorial Siemens PLC Página 73 Simatic S7-300

07:10 Conexão com PLC fazer
A mesma lista também é Conexões. Aqui conexões com CLPs podem ser incluído, até oito. No laboratório, há apenas um ligado ao barramento de MPI.
Dê um duplo clique Conexões , a fim de abrir a tela. Automaticamente o composto em a primeira linha é apresentada sob o nome Connection_1. Certifique-se de que a conexão está ativa deve ser, caso contrário, o conjunto não funciona. Veja seta vermelha na Figura 7-26.
Figura 7-26
Na parte inferior da figura, uma variedade de informações disponíveis, tais como a interface e
endereços.
07:11 adicionar tags
Por etiquetas de informação pode ser extraída a partir do PLC e em ainda mais o sistema flexível WinCC para ser processado. Tags podem ser diretamente como M0.0 ou I125.2, mas alguns podem usar ser feito de a tabela de símbolos.
Na tela da direita Etiquetas. Marcações tela se abre. Abra o menu de contexto (botão direito do mouse) e escolha Adicionar Tag. Veja a Figura 7-27.
Tutorial Siemens PLC Página 74 Simatic S7-300

Figura 7-27
Agora, um especificações padrão no que diz respeito à etiqueta, que tem que ser mudado. Automaticamente No lado direito da caixa na coluna Símbolo no pijljte para uma suspensa menu (veja a seta vermelha). Agora é exibida contendo o projecto STEP 7. Pequeno ecrã Dobre-o completamente até que o item Símbolos ver. À direita é agora o símbolos são escolhidos. Veja a Figura 7-28.
Figura 7-28
O nome da marca e tipo de dados são obtidos automaticamente a tabela de símbolos. Neste demais variáveis blocos de dados estão ligados a uma tag.
Tempos e último ciclo deve ser ajustado; que padrão para 1 segundo. Entre o coluna Aquisição cyle estes podem estar incorretas. Escolha o tempo de ciclo de 200ms. Veja a Figura 7-29.
Tutorial Siemens PLC Página 75 Simatic S7-300

Figura 7-29
Agora adicione todos os tags. Veja a Figura 7-30.
Figura 7-30
Construir 07:12 Tela
O último componente é o visor. Isto são botões, I / O campos, sliders, switches, bares, etc lugares.
Na tela estão três de E / S campos colocados. Subsequentemente, a temperatura (Tmed), o tensão através do NTC (VMEAS), e o valor da resistência do NTC (RNTC) está representado.
Depois há aqueles círculos que vão são como lâmpadas de sinalização (um usado os truques que você pode fazer) com os objetos.
É então colocado um botão que permite que o alarme para ser homenageado (Acknowlegde no jargão chamado kwiteren).
Finalmente é colocado um medidor de "ouderwedse" que a temperatura é mostrada.
Tutorial Siemens PLC Página 76 Simatic S7-300

Agora coloque o primeiro I / O campo na tela. Na janela Propriedades, selecione o fundo Geral. Escolha como Moda agora Saída, e pela Etiqueta a tag Tmed. O formato é Decimal e o padrão é 999.999. Veja as setas vermelhas na Figura 7-31.
Figura 7-31
Isto também é feito para as marcas VMEAS e RNTC. Em RNTC No entanto, o padrão será em 99999,9 Caso contrário, o valor não pode ser representada em breve. Além disso, o texto (Campo de texto) no I / O Fields. Veja a Figura 7-32 já.
Para exibir os alarmes círculos são colocados que serve de lâmpadas de sinalização. O cor do círculo pode ser modificada pelo valor de uma etiqueta. Assim, o círculo pode ser verde quando marcar o valor (binário) de 0 e vermelha para o valor 1. Isto é feito através de um animação.
Arraste a partir da tela da direita um círculo para a área cinzenta. Na parte inferior você pode ver todas as propriedades do círculo. Clique Animações e, em seguida, Aparência. Digite abaixo Etiqueta o nome TEMPTOOLOW aqui será aberto, como mostrado na Figura 7-28 um ecrã. Em seguida, selecione o tipo Bocado (STEP7 chama de Bool).
Tutorial Siemens PLC Página 77 Simatic S7-300

Sob o título Valor Agora temos duas regras são criadas. Isto pode ser melhor feito clicando duas vezes em cada linha. igualmente Há agora aparecem duas linhas 0e 1em Valor, mas ainda não é a cor certa. Ao clicar duas vezes em um pedaço de cor aparece uma tela de seleção. Opte por vermelho e verde. Veja a Figura 7-32.
Figura 7-32
Agora coloque um botão (Button). Na parte inferior das propriedades do botão são exibidos. Por favor, indique-os em como mostrado na Figura 7-33.
Tutorial Siemens PLC Página 78 Simatic S7-300

Figura 7-33
Agora clique em Eventos. Escolha agora parte Press. Entre a lista Lista de funções pode agora uma função predefinida seleccionada. Escolha na lista agora funcionar SetBit. Ver Figura 7-34.
Figura 7-34
Agora haverá uma linha criada pela função SetBit. Isso deve funcionar em uma tag, mas que ainda não está concluído. Na segunda linha atrás Tag (InOut) agora <Nenhum Value>. Clique aqui e digite o nome da marca RESETALARMS dentro Existe uma tela de selecção, como mostrado na figura 7-28. Veja a Figura 7-35.
Tutorial Siemens PLC Página 79 Simatic S7-300

Figura 7-35
A Figura 7-36 mostra o resultado.
Figura 7-36
O mesmo deve ser feito, mas por enquanto Eventos → Lançamento e a função Reiniciar bit. Ver Figura 7-37.
Figura 7-37
Finalmente, um bitola colocado, que se parece com um manômetro ouderwedse. O medidor tem uma gama de 10 ° C a 40 ° C, e três faixas de cor para indicar o estado.
O indicador pode ser encontrado na parte inferior do painel da esquerda Objetos aprimorados. Coloque o
indicador mais botão. Depois de colocar o medidor parece com a Figura 7-38.
Tutorial Siemens PLC Página 80 Simatic S7-300

Figura 7-38
Digite abaixo Geral da tela de propriedades do indicador em como especificado na Figura 7-39. Em seguida, selecione Propriedades e preencha-o como mostrado na Figura 7-40. É também para ser ver como o medidor parece.
Figura 7-39
Figura 7-40
07:13 Iniciar Runtime
Agora que tudo está terminado, uma verificação de consistência ser feito. Isto irá verificar se o projeto é consistente. Inicie a verificação através de Projeto → Compiler → verificação de
consistência. Se o projeto é bom, nada é relatado. Veja a Figura 7-41.
Tutorial Siemens PLC Página 81 Simatic S7-300

Figura 7-41
Comece o tempo de execução via Projeto → Iniciar → Compiler Runtime. O "programa" é agora compilado eo tempo de execução é iniciado. Isso pode levar um longo tempo. Na Figura 7-42, o tempo de execução mostrar. Agora tente entrar. Temperatura acima de 30 ° C Em seguida, tente kwiteren o alarme.
Figura 7-42
07:14 Exit Runtime
O tempo de execução pode ser fechada pressionando a combinação de teclas Alt + F4 pressionando.
Tutorial Siemens PLC Página 82 Simatic S7-300

8. Tutorial bloco de dados
Neste tutorial demonstra brevemente como um bloco de dados é configurar e usar. Em primeiro lugar, um bloco de dados é criado dentro do programa Simatic, em seguida, o preenchido com uma matriz. Um código de SCL dados curto em que o bloco de dados é utilizado.
Como um projeto, o projeto SCL ou projeto WinCC Flexible escolhido.
Nota: Este tutorial é esperado que o aluno já tem algum conhecimento do STEP 7 e tutoriais anteriores. Alguns atos não são explicitamente explicados. Leva isso em junto.
8.1 Criar bloco de dados
Abra um dos projetos acima e criar um novo bloco de dados no Gerenciador de Simatic. Veja a Figura 8-1.
Selecione o nome da DB1. Opcionalmente, um nome sybolische pode ser escolhido. Veja a Figura 8-2.
Figura 8-1
Tutorial Siemens PLC Página 83 Simatic S7-300

Figura 8-2
Confirme com Ok criando o bloco de dados. Isso abre uma janela com uma declaração (este é o visão inicial do bloco de dados). Veja a Figura 8-3.
Figura 8-3
Digite a primeira linha da visão inicial dele. Veja a Figura 8-4.
Figura 8-4
Tutorial Siemens PLC Página 84 Simatic S7-300

Depois de pressionar a tecla de retorno aparece abaixo array [1 .. 10] uma caixa branca vazia. Preencha o palavra REAIS e terminar com a tecla de retorno. O todo é agora o editor adaptado na forma correta, as palavras-chave são escritos em letras maiúsculas e a inicial valor de reais é convertido em notação científica. Veja a Figura 8-5.
Figura 8-5
Adicionar agora um inteiro contendo os nomes índice. Note-se que, se o valor inicial de 1 deve ter. Veja a Figura 8-6.
Figura 8-6
Feche o editor de Arquivo → Salvar.
8.2 Um pedaço de seu código SCL
Agora, algo com que o bloco de dados deve, naturalmente, ser feito. Existe agora um pedaço de seu código SCL que compreende duas partes. A primeira parte assegura que um valor de temperatura medido são armazenadas na matriz, a segunda parte, resume os dez valores armazenados do array e divide por dez. Por exemplo, a média aritmética calculada.
Criar um arquivo de origem chamado SCL RecordAndAvgTemp. Digite o código de SCL como determinado na Figura 8-7. Compilar o código e olhar sob Blocos ou FC8 é criado. Veja o Apêndice 5 para o código completo.
Tutorial Siemens PLC Página 85 Simatic S7-300

Figura 8-7
8.3 Símbolos, OB1 e baixar
O bloco de função deve ser iniciado a partir OB1. Isso é feito por meio de um Alterne para o módulo de simulação. A função retorna um valor real. Isso deve estar em algum lugar são armazenados. Preencha a tabela de símbolos com novas variáveis: dois booleanos chamados RECORDE CHAVE e RECORDE switch de borda e real chamado TEMPAVG. Note-se que o posições de memória não se sobrepõem a outras variáveis!
Em seguida, a chamada de função deve ser programada. Ainda em OB1 Ajuste para que o OB1 função é chamada (por que é o detector de borda precisa?). Veja a Figura 8-8.
Figura 8-8
Tutorial Siemens PLC Página 86 Simatic S7-300

Agora baixe a novos e atualizados blocos OB1, DB1 e FC8. Porque a seqüência de Baixar não é fixo, pode ser que FC8 ser carregado antes DB1. Agora, quando o PLC RUN e FC8 é executado imediatamente após o carregamento (OB1 é apenas carregado), o PLC Parar porque DB1 não estiver carregado, e FC8 faz uma chamada para DB1. Portanto, definir o PLC primeira parada. Vire depois de baixar curso PLC RUN novamente.
8.4 Monitoramento
SCL código pode agora ser testado. Para isso, o bloco de dados tem de ser aberta. Depois de Abra os espetáculos familiares. Há um aviso. Clique Sim. Veja a Figura 8-9.
Figura 8-9
Agora siga a exibição de dados em moda online da DB1. Aqui estão os valores reais dos diferentes variáveis para ver. Note que os pontos de índice a 2 e todos os elementos da matriz um valor (com excepção do o valor inicial 0.0) tem. Parece que há mais de dez vezes um valor armazenado. Aqui é, de fato, usou um buffer17 circular. Veja a Figura 8-10.
Figura 8-10
Naturalmente, a temperatura média também deve ser monitorado. Isto pode ser feito através de um IVA. Veja a Figura 8-11.
17 http://en.wikipedia.org/wiki/Circular_buffer
Tutorial Siemens PLC Página 87 Simatic S7-300

Figuras 8-11
8.5 Instância de bloco de dados
Neste tutorial foi criado usando uma bloco de dados compartilhado. No entanto, o bloco de dados é utilizado pelo FC8; Nenhum outro programa está trabalhando com dados de DB1. Em seguida, ele é mais fácil de usar um bloco de função (FB) com um associado dados de instância bloco. Assim, a declaração da matriz e índice de simplesmente pode ser feito dentro do FB; este deve ser criado. variáveis STAT STAT, essas variáveis do que no Instância DB corretamente. Com referência às variáveis STAT DB qualificador não precisa ser especificada.
Anexo 5 mostra o código de FB8 e DB8 achado. FB8 muito semelhante ao da Figura 8-7 FC8. CEs No entanto, não retornam parâmetro, mas tem a ver com um parâmetro OUTPUT isso. O declaração da matriz eo índice agora é feito dentro da descrição do FB. Os dados DB8 bloco está vazio. Esse é o ponto, porque os parâmetros são automaticamente FB8 DB8 publicado. Deve ser especificado, DB8 pertence FB8. Note-se que o in-e out- parâmetros também estão presentes no bloco de dados. Veja a Figura 8-12.
Figura 8-12
Tutorial Siemens PLC Página 88 Simatic S7-300
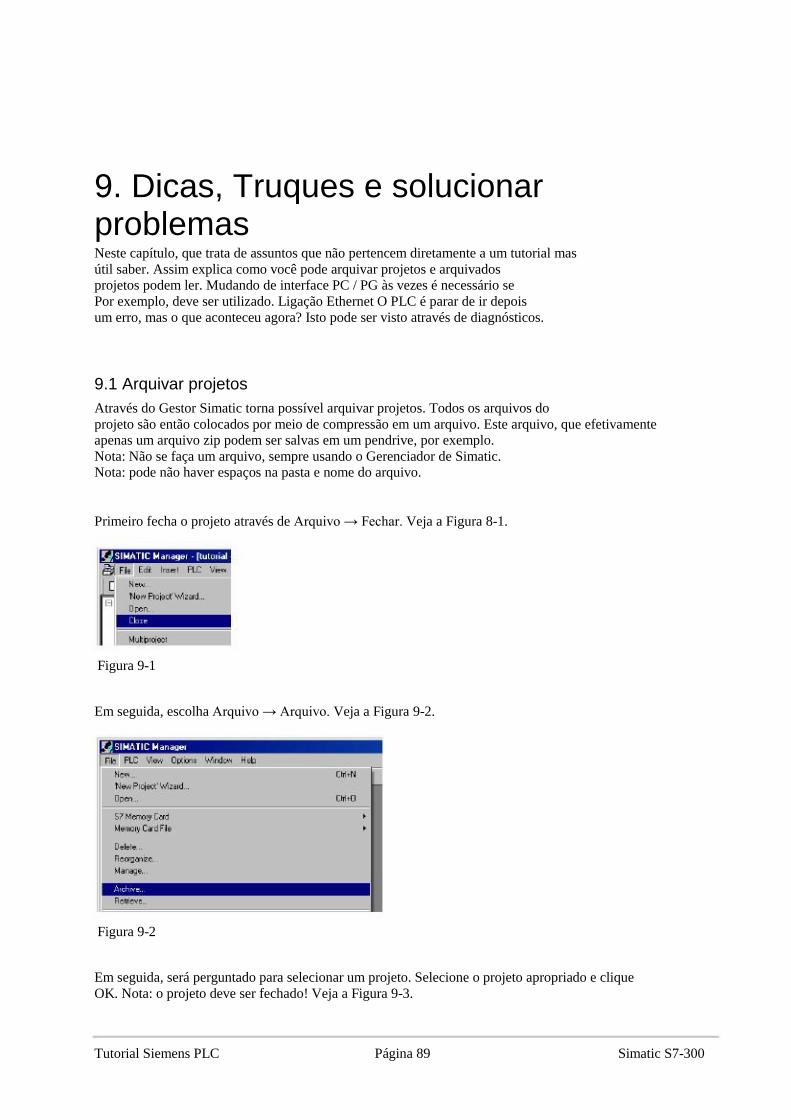
9. Dicas, Truques e solucionar problemas
Neste capítulo, que trata de assuntos que não pertencem diretamente a um tutorial mas útil saber. Assim explica como você pode arquivar projetos e arquivados projetos podem ler. Mudando de interface PC / PG às vezes é necessário se Por exemplo, deve ser utilizado. Ligação Ethernet O PLC é parar de ir depois um erro, mas o que aconteceu agora? Isto pode ser visto através de diagnósticos.
9.1 Arquivar projetos
Através do Gestor Simatic torna possível arquivar projetos. Todos os arquivos do projeto são então colocados por meio de compressão em um arquivo. Este arquivo, que efetivamente apenas um arquivo zip podem ser salvas em um pendrive, por exemplo. Nota: Não se faça um arquivo, sempre usando o Gerenciador de Simatic. Nota: pode não haver espaços na pasta e nome do arquivo.
Primeiro fecha o projeto através de Arquivo → Fechar. Veja a Figura 8-1.
Figura 9-1
Em seguida, escolha Arquivo → Arquivo. Veja a Figura 9-2.
Figura 9-2
Em seguida, será perguntado para selecionar um projeto. Selecione o projeto apropriado e clique OK. Nota: o projeto deve ser fechado! Veja a Figura 9-3.
Tutorial Siemens PLC Página 89 Simatic S7-300

Figura 9-3
Agora você está perguntado o que é o nome do arquivo para criar um novo. Escolha um nome que não é existir, caso contrário o arquivo antigo será substituído sem piedade. Veja a Figura 9-4.
Figura 9-4
Em seguida, você será perguntado se arquivados em disquetes (sim!). Escolher Não.. Veja a Figura 9-4.
Figura 9-5
Depois disso, o projeto armazenado em uma caixa DOS recém-inaugurado. Não há nenhuma figura.
Tutorial Siemens PLC Página 90 Simatic S7-300

9.2 Projetos de Leitura
Projetos arquivados podem ser lidos novamente. Então, eles podem ser acessados através do Simatic Manager.
No Gerenciador de Simatic, clique em Arquivo → Obter. Veja a Figura 9-6.
Figura 9-6
Agora selecione o arquivo apropriado e clique Abrir. Veja a Figura 9-7.
Figura 9-7
Deve ser especificado em que os arquivos a partir do arquivo para ser colocado. Pesquisa diretório e clique apropriado OK. Veja a Figura 9-8.
Tutorial Siemens PLC Página 91 Simatic S7-300
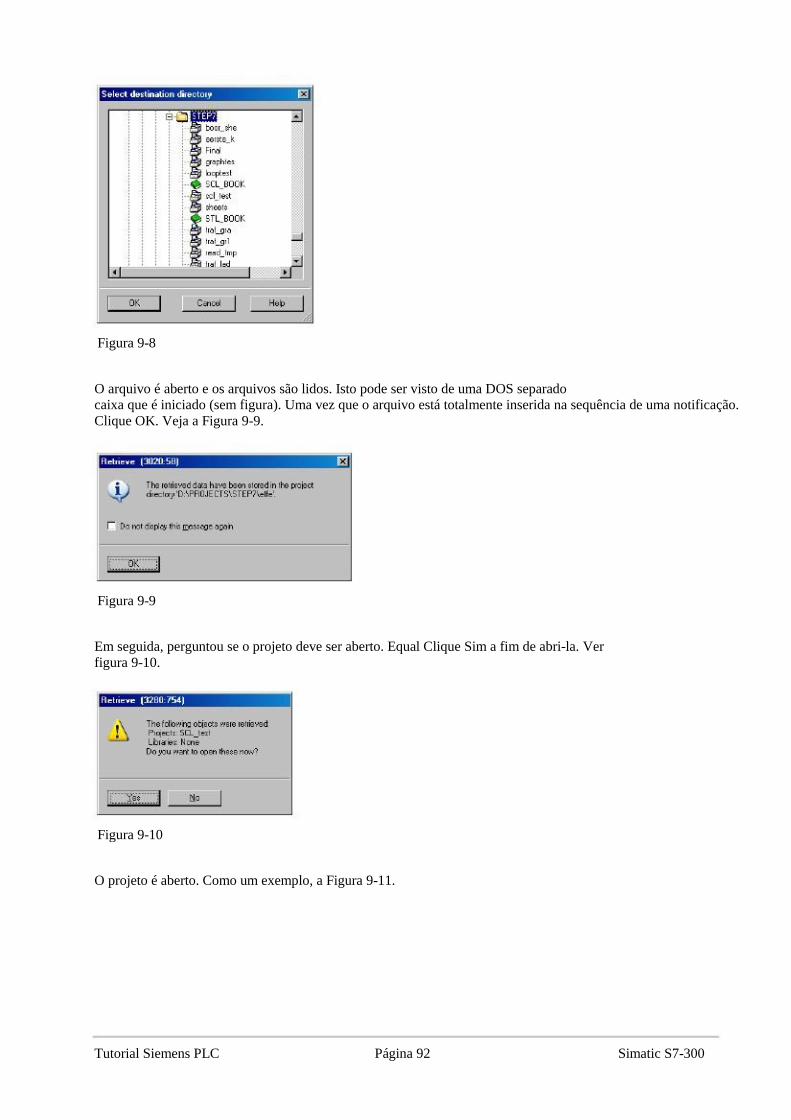
Figura 9-8
O arquivo é aberto e os arquivos são lidos. Isto pode ser visto de uma DOS separado caixa que é iniciado (sem figura). Uma vez que o arquivo está totalmente inserida na sequência de uma notificação. Clique OK. Veja a Figura 9-9.
Figura 9-9
Em seguida, perguntou se o projeto deve ser aberto. Equal Clique Sim a fim de abri-la. Ver figura 9-10.
Figura 9-10
O projeto é aberto. Como um exemplo, a Figura 9-11.
Tutorial Siemens PLC Página 92 Simatic S7-300

Figura 9-11
Interface de 9,3 PG / PC
A interface PG/PC18 é utilizado para vários fins. É um acoplamento lógico entre o PG / PC eo hardware PLC e HMI. O PLC pode ser configurado com ele, e programado, e com ele podem ser rastreadas por meio de um on-line composto. HMI estações pode ser programado com.
Pobre hardware estão nas laterais PG / PC várias opções. Ele pode ser escolhido chamados cartões-PB, placas de comunicação da Siemens. Considere o CP5511 e CP5611. Pode ser uma interface serial ou uma conexão Ethernet. O laboratório também Adaptadores USB disponíveis.
Dependendo da capacidade do PLC e de comunicações, a interface correcta está a ser estabelecida. Abaixo está um breve tutorial sobre como selecionar uma nova interface.
9.3.1 Interface PC / PG através do adaptador USB No Gerenciador de Simatic, escolha Opções → Definir PG / PC Interface. Veja a Figura 9-12.
Figura 9-12
O termo PG representa Programa Ant Gerät. O termo PG é realmente usado para o PC / notebook / computador para indicam que o PLC está configurado e programado.
18
Tutorial Siemens PLC Página 93 Simatic S7-300
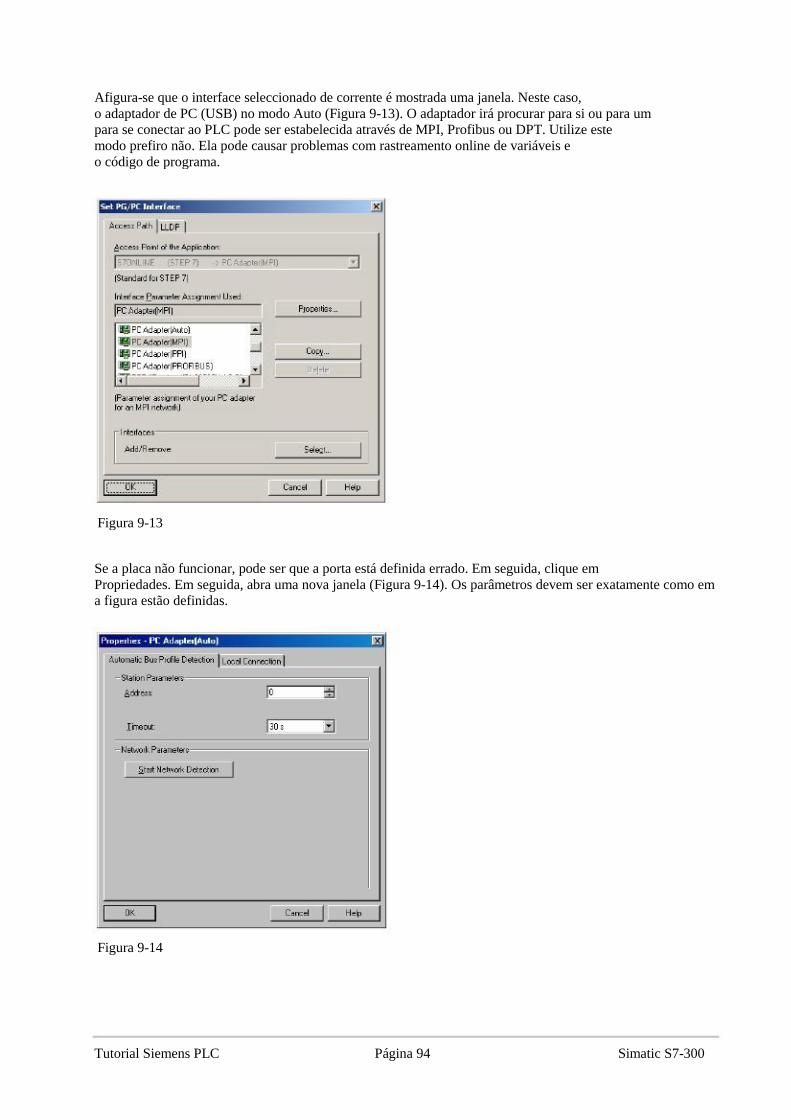
Afigura-se que o interface seleccionado de corrente é mostrada uma janela. Neste caso, o adaptador de PC (USB) no modo Auto (Figura 9-13). O adaptador irá procurar para si ou para um para se conectar ao PLC pode ser estabelecida através de MPI, Profibus ou DPT. Utilize este modo prefiro não. Ela pode causar problemas com rastreamento online de variáveis e o código de programa.
Figura 9-13
Se a placa não funcionar, pode ser que a porta está definida errado. Em seguida, clique em Propriedades. Em seguida, abra uma nova janela (Figura 9-14). Os parâmetros devem ser exatamente como em a figura estão definidas.
Figura 9-14
Tutorial Siemens PLC Página 94 Simatic S7-300

Sob a guia LocalConnection , A atual porta ser mudado. Deve ser e USB estão definidos. Veja a Figura 9-15.
Figura 9-15
9.3.2 PC / PG interface de conversão O PLC no laboratório estão adaptados para comunicar via Ethernet. Isto tem a vantagem de que o componentes de rede que já estão disponíveis, tais como podem ser. roteadores e switches usados O PLC é a configuração, programação e monitoramento via Ethernet.
No Gerenciador de Simatic, escolha Opções → Definir PG / PC Interface. Veja a Figura 9-12. Selecionar Agora, a interface TCP / IP do cartão Ethernet com que o PLC pode ser (figura 9-16). Alcançado
Figura 9-16
Tutorial Siemens PLC Página 95 Simatic S7-300

Observação: Como existem existem muitas placas Ethernet diferentes, Figura 9-16 será um pouco diferente a partir de realidade.
Agora clique em OK. Há um diálogo, consulte a Figura 9-17. Clique Ok para a interface Ethernet usar.
Figura 9-17
9.4 PLC diagnósticos
Se o PLC está em STOP inesperadamente, geralmente é muito errado. Mas porque é que o PLC PARAR foi? Existem muitos problemas diferentes são possíveis. A conversão pode ser BCD falhar, uma I / O escravo pode ter ido desligada, pode ser feita. erro de programação
O PLC registra todos esses eventos. Eles podem ser acessados por meio do diagnóstico janela. No Gerenciador de Simatic Primeiro selecione o PLC. Agora clique em PLC → Diagnóstico / Setting → Módulo de Informação. A janela de diagnósticos aba aberta Geral. Selecione a guia Diagnostic Buffer. Na Fig. 9-18 é para que o PLC em STOP foi porque um módulo Profinet foi removido.
Figura 9-18
Tutorial Siemens PLC Página 96 Simatic S7-300

Remoção Online 9,5 blocos no PLC
É possível remover os blocos. Já foi enviado para o PLC (download) Estes blocos são a saber não é realmente no PLC mas o cartão MMC. Se o PLC está em RUN será exigido blocos carregados na memória do PLC. Agora pode ser que há tantos blocos no cartão MMC, novos blocos não podem ser enviados ser. Ao utilizar o Vista bloco on-line blocos podem (não obrigatório) são removidos.
Nos blocos de pasta SIMATIC Manager. Selecione Em seguida, clique em Ver → online ou clique no Ícone em linha (Figura 9-19).
Figura 9-19
Ele abre uma janela na qual os blocos de linha de show. Selecione todos os blocos, exceto Dados do Sistema, da SFC e da SDB e apagá-los. Veja a Figura 9-20 e 9-21.
Figura 9-20
Figura 9-21
Tutorial Siemens PLC Página 97 Simatic S7-300

Byte de memória 9,6 Relógio
No PLC, é possível reservar um byte clock da memória. O PLC gera, em cada um sinal de relógio pouco de freqüências diferentes. Todos os sinais de relógio com um ciclo de trabalho de 50%. A utilização do relógio de memória é determinado durante a configuração.
Decolagem HWCONFIG e selecione o módulo CPU. Dê um duplo clique na janela Propriedades aberto. Em seguida, selecione a guia Cycle / Clock da memória. Marque a opção Relógio Memória e ajuste como o endereço de cultivo. Por padrão MB0 usado. Veja a Figura 9-22.
Figura 9-22
Abaixo está uma tabela com todas as freqüências e período de tempo. Por exemplo, um fazer piscar luz de alarme com uma frequência de 1 Hz deve usar bit M0.5 são tão MB0 o byte de memória do relógio.
Bocado Frequência (Hz) Período (s)
Tabela 9-1
7 0,5 2.0
6 0625 1.6
5 1.0 1.0
4 1,25 0,8
3 2.0 0,5
2 2,5 0,4
1 5 0,2
0 10.0 0,1
Tutorial Siemens PLC Página 98 Simatic S7-300

10. Anexos
Anexo 1 - LAD sistema de semáforos programa
Tutorial Siemens PLC Página 99 Simatic S7-300

Tutorial Siemens PLC página 100 Simatic S7-300

Tutorial Siemens PLC página 101 Simatic S7-300

Apêndice 2 - programa Graph
Tutorial Siemens PLC página 102 Simatic S7-300

Tutorial Siemens PLC página 103 Simatic S7-300

3 Apêndice - Endereços de Blocos PLC, de entrada e saída, memória
O PLC tem um certo número de blocos, em que os programas e os dados podem ser estruturados.
Blocos de organização (OB) OB são as interfaces entre o sistema operacional eo programa do usuário. A chave é OB OB1: bloco operação cíclica, Digite o "sempre" para fora. Além disso, existem numerosas outras OBs.
Assim, para obter uma OB1 programa em execução deve ser sempre utilizado, apesar de não isso não é nada mais do que corpos estranhos ou CFs chamada
Blocos de Função (FB) Estes são blocos com capacidade de transferência de parâmetros e sua própria memória. Esta memória para de armazenamento de dados está localizado numa DB, e é chamado persistente, que é para dizer que um FB seus
próprios dados pode economizar em chamada de volta. Para programadores C ele se compara com estática variáveis.
Funções (FC) Estes blocos também têm capacidade de transferência de parâmetros, mas sem memória própria. Uma vez que o trabalho é concluído, todos os dados serão apagados. Exemplos típicos são o cálculo de a raiz de um número, maior divisor comum. Funções podem retornar valores.
Blocos de dados (DB) Estes são os blocos, onde os dados são armazenados. Eles podem ser de até 16.420 bytes ser.
Blocos de Função Função Sistema de Sistema (SFC) (SFB) Estes são como FC e FB, mas agora com funções pré-programadas, por exemplo, a comunicação no ônibus.
Endereços de entrada e saída As entradas digitais I0.0 caminhada t / m I1.7. Aqui são 0 e 1 entrada de endereço byte e 0,0 e 0,7 número de bits em um endereço. Há um total de 16 entradas. As saídas digitais Q0.0 caminhada t / m Q1.7. Aqui são 0 e 1, e o byte de endereço de saída e 0,7 0,0 o número de bits em um endereço. Há um total de 16 saídas. As entradas analógicas são PIW272 t / m PIW278. Os resultados podem ser encontrados no PQW272 e PQIW274. Note-se que ele vai PI e PQ (fora do quadro da imagem do processo, a fim), e que o palavras são. Por exemplo. PIW278 consiste de bytes 278 e 279. As entradas do módulo de simulação subir I8.0 / I8.7 m, mas isto pode ser alterado. O saídas Q8.0 caminhada t / m Q8.7
Memória A memória vai de M0.0 a M2047.7. A memória é byte, palavra e palavra longa endereçável. É uma memória comum compartilhado com outros OBs, FBs e FCs.
Tutorial Siemens PLC página 104 Simatic S7-300

Anexo 4 - Algumas fórmulas para medição de temperatura
Uma resistência NTC tem um valor de resistência que é muito bem aproximada pela fórmula:
R NTC Ae B T
(1)
Nisto A e B são parâmetros do CNT.
A transferência do divisor de tensão mostrado na Figura 6-1 pode ser calculado como se segue
Z VNTCR NTC / / IN R Vpower R S NTC R / / IN R
(2)
É Vpower a voltagem da fonte de alimentação, a tensão através VNTC o CNT, o RNTC resistência do NTC, a impedância de entrada RIN da entrada analógica ea resistência série RS.
Encher feito, a função
Z R IN Ae
B T
B T
B T
(3)
R S R IN R S AeR IN
Ae
Isto é para reduzir a T:
T B ZR S R IN
lnA- R ZRZR INSIN
(T em K) (4)
No entanto VNTC é igual a:
VNTC ADC VALUE VANALOG _ MAX ADC VALOR _ MAX
(5)
ADCVALUE aqui é o valor actual do ADC, o valor de ADC ADCVALUE_MAX obtido a partir do máxima tensão de entrada analógica e VANALOG_MAX a tensão de entrada analógica máximo. Z é em seguida, é fácil de determinar, a partir da primeira porção de (2) e adicionar este ao (4).
Os seguintes valores para diversos parâmetros são os seguintes:
A = 0.0235664 Ω B = 3863,65 K RS = 47.000 Ω(Nominal) RIN = 100000 Ω(Nominal)
Vpower = 24,0 V VANALOG_MAX = 10,0 V ADCVALUE_MAX = 27648 K = ° C - 273,15
Tutorial Siemens PLC página 105 Simatic S7-300

Anexo 5 - SCL conversão de código e temperatura de ensaio min-max
FUNÇÃO FC3: Real
Title = 'Converter em ADC Temp' VERSÃO: '1 .0 ' AUTOR: THR NOME: Tconv FAMÍLIA: CONV
/ / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / / /
/ / Função 3
Esta rotina converte os dados de temperatura brutos do auto Feito sensor de temperatura NTC à temperatura em graus C.
+24 V | | + - + | | Rs | | | | + - + | ------ + ----- Vout | | + - + + - + | | | | Rin | | | | RNTC | | | | + - + + - + | | + + ----- | ===
A função de transferência para Vout é:
Vout = Z * 24 V
onde RNTCP Z = ---------- Rs + RNTCP
onde
RNTCP = {A * exp (B / T)} / / Rin
com A e B sendo parâmetros ou RNTC, e Rin sendo a resistência de entrada de a entrada analógica.
A função tranfer tem que ser reescrito para uma função com T explícito. Note-se que t é em Kelvin. A ADC bruto tem um valor máximo de C600 hex em 10,0 V e um mínimo de 0000 hex em 0,0 V. Observe que, com uma alta tensão de alimentação, o auto efeito de aquecimento da NTC considerar é inicializável.
CONST Vpower: = 24.0; VANALOG_MAX: = 10.0; ADCVALUE_AT_VANALOG_MAX: = 27648; R: = 0.0235664; B: = 3863,65; RS: = 47.000,0; RIN: = 100000.0; K_TO_C: = 273,15; END_CONST
VAR_INPUT ADC_VALUE: WORD; END_VAR
VAR_OUTPUT VMEAS: Real;
/ / / / / / / / / / / / / / / /
Fonte de alimentação Max tensão analógica Código de valor ADC @ ... Um parâmetro em ohms Parâmetro B em K Resistor série de 47 Ohms Resistência de entrada da entrada
analógica Converter para Celsius
/ / A entrada do canal analógico
/ / Tensão medida
Tutorial Siemens PLC página 106 Simatic S7-300

RNTC: Real; END_VAR
VAR_TEMP Z: real; ZI: INT; END_VAR
Resistência / / Calculado de NTC
/ / Conversões
BEGIN / / Valor ADC para inteiro ZI: = WORD_TO_INT (ADC_VALUE); / / Tensão medida VMEAS: = (1.0 * ZI) / * ADCVALUE_AT_VANALOG_MAX VANALOG_MAX; / / Calcular a função do eixo Z ou ... Z: = VMEAS / Vpower;
/ / RNTC em Ohms. Função encontrado com a ajuda de bordo 10. RNTC: = - (VMEAS * RS * RIN / (Vpower * RIN RIN * + + VMEAS VMEAS *
RS)); / / Temperatura em graus C. Função encontrado com a ajuda de bordo 10. / / Este é o valor de retorno da função. FC3: = B / LN (-1,0 * S * RS * RIN / (A * (-RS + RIN + Z * Z * RIN))) - K_TO_C;
END_FUNCTION
FUNÇÃO FC4: VOID
Title = 'Verifique Mínimo e Máximo Temps' VERSÃO: '1 .0 ' AUTOR: BRW NOME: CMM FAMÍLIA: CHK
CONST C_TEMPTOOHIGH: = 30.0; C_TEMPTOOLOW: = 15.0; END_CONST
VAR_INPUT TEMPERATURA: real; END_VAR
VAR_OUTPUT TEMPTOOHIGH: BOOL; TEMPTOOLOW: BOOL; END_VAR
BEGIN Se a temperatura> = C_TEMPTOOHIGH ENTÃO TEMPTOOHIGH: = true; MAIS TEMPTOOHIGH: = false; END_IF; Se a temperatura <= C_TEMPTOOLOW ENTÃO TEMPTOOLOW: = true; MAIS TEMPTOOLOW: = false; END_IF; END_FUNCTION
/ / Temperatura Superior obrigado Temperatura / / Limite inferior
/ / A temperatura actual
temperatura demasiado elevada / / Sinais temperatura demasiado elevada / / Sinais
/ / Se temperatura corrente muito alta
... / / Sinal-lo.
/ / Se temperatura atual muito baixo
... / / Sinal-lo.
Tutorial Siemens PLC página 107 Simatic S7-300

FUNÇÃO FC8: Real
Title = 'temperatura Record e calcular média' VERSÃO: '1 .0 ' AUTOR: BRW NOME: RECCALC FAMÍLIA: TEMP
VAR_INPUT record_temp: BOOL; current_temp: Real; END_VAR
VAR_TEMP loop_index: INT; cumu_temp: Real; END_VAR
/ / Devemos gravar? / / A temperatura actual
/ / Utilizado como índice de loop / / Temp cumulativa medida
BEGIN / / Se temos de gravar um novo temperatura SE ENTÃO record_temp / / Não gravar DB1.temperatuur [DB1.index]: = current_temp; / / Adiantamento do índice DB1.index: DB1.index = + 1; / / Mas se for além do fim, lançá-lo para o início IF DB1.index> 10 ENTÃO DB1.index: = 1; END_IF; END_IF;
/ / Certifique-se de que começamos a
0,0 cumu_temp: = 0,0; / / Visite todos os itens da matriz e somá-los PARA loop_index: = 1 TO 10 BY 1 DO cumu_temp: = + cumu_temp DB1.temperatuur [loop_index]; END_FOR;
/ / Calcular média FC8: = cumu_temp / 10,0; END_FUNCTION
Tutorial Siemens PLC página 108 Simatic S7-300

FUNCTION_BLOCK FB8
Title = 'temperatura Record e calcular média' VERSÃO: '1 .0 ' AUTOR: BRW NOME: RECCALC FAMÍLIA: TEMP
VAR_INPUT record_temp: BOOL; current_temp: Real; END_VAR
VAR_OUTPUT avg_temp: Real; END_VAR
VAR temperatura: ARRAY [1 .. 10] OF REAL: = 10 (0,0); / / Tratamento Especial: 10 itens ou temperatura inicializado para 0,0 Índice: INT: = 1 ;/ / índice para a matriz, o init. a 1
END_VAR
VAR_TEMP loop_index: INT; cumu_temp: Real; END_VAR
/ / Utilizado como índice de loop / / Temp cumulativa medida
/ / Devemos gravar? / / A temperatura actual
/ / Os temporários retornos médios
BEGIN / / Se temos de gravar um novo temperatura SE ENTÃO record_temp / / Não gravar temperatura [índice] = current_temp; / / Adiantamento do índice index = index + 1; / / Mas se for além do fim, lançá-lo para o início Se o índice> 10 ENTÃO index: = 1; END_IF; END_IF;
/ / Certifique-se de que começamos a
0,0 cumu_temp: = 0,0; / / Visite todos os itens da matriz e somá-los PARA loop_index: = 1 TO 10 BY 1 DO cumu_temp: = + temperatura cumu_temp [loop_index]; END_FOR;
/ / Calcular média avg_temp: = cumu_temp / 10,0; END_FUNCTION_BLOCK
DATA_BLOCK DB8 FB8 / / Bloco de dados vazio BEGIN
END_DATA_BLOCK
Tutorial Siemens PLC página 109 Simatic S7-300

Apêndice 6 - Referências
Na elaboração deste tutorial usa a seguinte documentação:
Manuais SIMATIC
Programação com STEP 7, Edição 03/2006, número de ordem A5E00706944-01 V5.3 S7-GRAPH para S7-300/400: Programação Seqüencial Control Systems, Edição 02/2004, número de ordem A5E00290656-01 V5.3 S7-GRAPH para S7-300/400: Programação Seqüencial de Sistemas de Controle Introdução, Edição 02/2004, número de ordem A5E00290666-01 S7-SCL V5.3 para S7-300/400, Edição 01/2005, número de ordem A5E00324650-01 Declaração List (STL) para S7-300 e S7-400 Programação, Edição 03/2003, o número de ordem A5E00706960-01 S7-300 Sistema de Automação de Dados Módulo, Edição 02/2007, número de ordem A5E00105505-05 S7-300 CPU 31xC e CPU 31x, Especificações Técnicas, Edição 12/2006, o número de ordem A5E00105475-07 Lógica Ladder (LAD) para S7-300 e S7-400 Programação, Edição 03/2006, o número de ordem A5E00706949-01 Configurando conexões de comunicação de hardware e STEP 7, Edição 03/2006, número de ordem A5E00706939-01
Livro
Berger, Hans Automatizando com STEP 7 em STL e SCL, 3 ª edição, ISBN 3-89578-243-2, número de ordem A19100-L531-B893-X-7600. Há agora uma quarta edição. Berger, Hans Automatizando com SIMATIC, 3 ª edição, ISBN 3895782769, número de ordem A19100-L531-B927-X-7600
Websites
PLC aberto - http://www.plcopen.org/ Siemens Automation Website - http://support.automation.siemens.com/WW/livelink.exe?func=cslib.csinfo&lang=en&siteid = cseus & aktprim = 0 & extranet = standard & VIEWREG = WW & objid = 10805055 árvore & lang = pt
Componentes
Beta Therm NTC - http://nl.farnell.com/betatherm/10k3a542i/thermistor-ntc/dp/9707271 - Nota : Esta é uma substituição para o CNT original, com um pouco diferentes parâmetros.
Tutorial Siemens PLC página 110 Simatic S7-300