tribological considerations regarding … type of fitting has a shaft-hub joint that allows high ......
TRANSCRIPT
machine design, Vol.3(2011) No.3, ISSN 1821-1259 pp. 199-204
*Correspondence Author’s Address: PETROLEUM-GAS University of Ploiesti, Faculty of Mechanical and Electrical Engineering, General Mechanics Department, Bucuresti Blvd., no. 39, Ploiesti 100680, Romania, [email protected]
Research paper
TRIBOLOGICAL CONSIDERATIONS REGARDING THE FUNCTIONAL DOMAIN DETERMINATION OF THE CONICAL FIT ASSEMBLY
Adrian CREITARU1, * - Niculae GRIGORE2
1,2 PETROLEUM-GAS University of Ploiesti, Faculty of Mechanical and Electrical Engineering, General Mechanics Department, Ploiesti, Romania
Received (29.03.2011); Revised (15.06.2011); Accepted (26.09.2011) Abstract: The conical fit assemblies have a great utility in mechanical engineering due to certain comparative advantages over other kinds of dismountable assemblies. This type of fitting has a shaft-hub joint that allows high torque transmission without any cross-section reduction and provides for an optimal joint centering condition. At the same time, this kind of joint keeps a good torsion overload protection through the slipping of its parts, when exceeding the torque load limit. The paper analyzes the minimal and maximal taper angle determination – for specific frictional conditions that are usually used – when the joint is insured against the self-locking (self-braking) phenomena and, by consequence, keeps its functional efficiency. The paper also examines the determination of the tribological condition of the tapered area in order to obtain the optimal effects of the tightening and, same time, getting such acceptable torque values in working stage. Key words: conical fit assembly, frictional coefficient, tapering, self-locking, force multiplier factor. 1. GENERAL CONSIDERATIONS The conical fit assembly is a type of mechanical demountable joint where both shaft-hub parts are used for the transmission of the torque moment. This is possible by friction which is developed between the conical surfaces of the shaft and hub components, when axial tightening force is applied [1], [3], [6], [7]. This type of assembly seems similar to keyed or splinted joints from a functional point of view. The large mechanical application is justified by certain advantages, such as:
It provides good centering between shaft and hub and allows for tangential self-adjusting position between parts;
The shaft-hub cross sections are not diminished by shape and implicitly reduce the stress concentrators effect;
The torque bearing capacity of the conical fit assembly is maintained relatively higher;
The torsion overload appearance induces the slipping of its parts, that can be considered as a safety solution against the structure damage;
The conical fit assembly has higher functional safety and reliability.
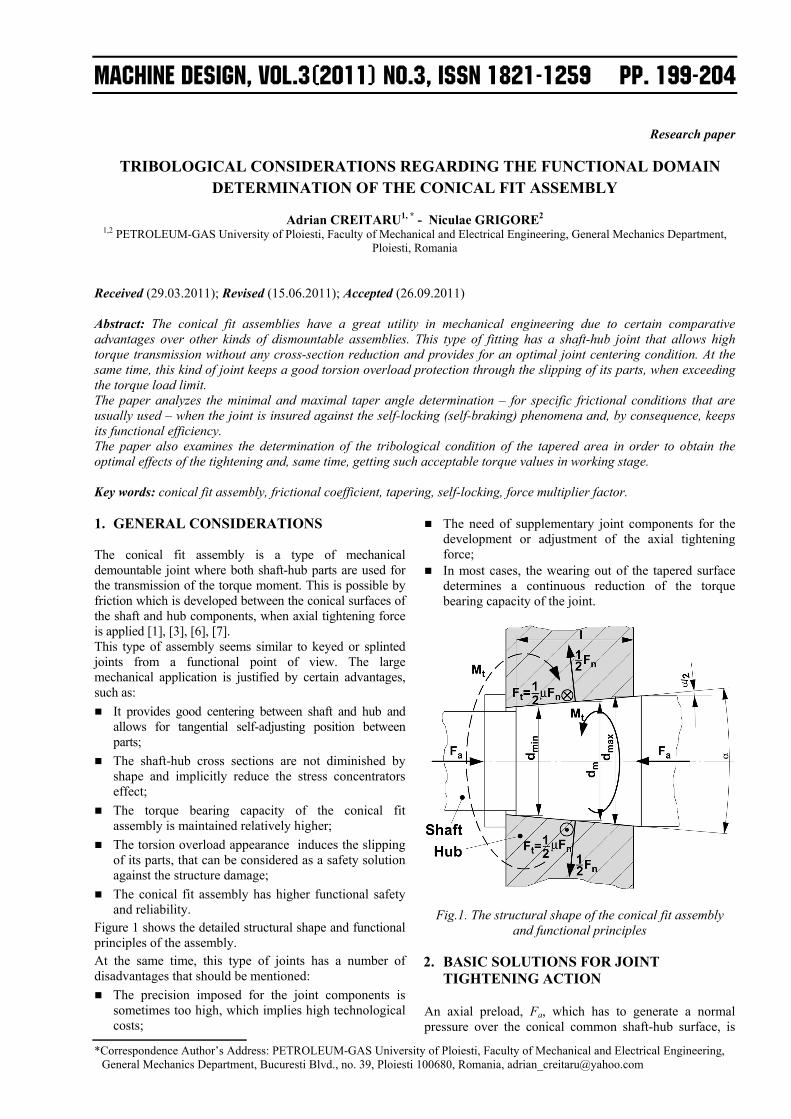
Figure 1 shows the detailed structural shape and functional principles of the assembly. At the same time, this type of joints has a number of disadvantages that should be mentioned:
The precision imposed for the joint components is sometimes too high, which implies high technological costs;
The need of supplementary joint components for the development or adjustment of the axial tightening force;
In most cases, the wearing out of the tapered surface determines a continuous reduction of the torque bearing capacity of the joint.
Fig.1. The structural shape of the conical fit assembly and functional principles
2. BASIC SOLUTIONS FOR JOINT
TIGHTENING ACTION An axial preload, Fa, which has to generate a normal pressure over the conical common shaft-hub surface, is

Adrian Creitaru, Niculae Grigore: Tribological Considerations Regarding the Functional Domain Determination of the Conical Fit Assembly; Machine Design, Vol.3(2011) No.3, ISSN 1821-1259; pp. 199-204
200
needed for the assembly mounting. Its resultant force, Fn (fig. 1), allows for the torque moment transmission, Mt, from one piece to the other [2], [5]. The axial load pretension can be applied through various methods, depending on mount necessities. The simplest and most efficient way uses a threaded part; this can be the shaft end, matched by a screwed nut (fig. 2., a), or a bolt and press disk (fig. 2., b) etc. Another simple solution, but less safe in its operation, is using a cotter joint system (fig. 2., c). When the assembly must limit the axial load and also the transmitted torque, the recommended solution is to use an equalizer spring block (fig. 2., d). Another structural variant can use a relief cam, which brings a better velocity in coupling/decoupling work operations fig. 2., e). Choosing one of these mechanical systems depends on functional necessities such as axial preload level, velocity, complexity reduction etc. The systems described above are shown in figure 2.
Fig.2. Solutions for axial force preload 3. THE MINIMAL TAPERING
DETERMINATION FOR THE CONTINOUS FUNCTIONNING OF THE JOINT
Te minimal tapering determination of the conical fit assembly consists in establishing the lower, where the self-locking process of the shaft and hub pair appears. The self-locking (self-braking) process means the continuous remaining contact for the shaft and hub pair of pieces, even if the axial pressing is halted. For this kind of joint, the self-locking process seems an undesirable phenomenon, since it requires the axial unlocking of the active parts when starting again the tightening cycle. In determining this functional condition, two cases have to be considered:
a. When screwing up the nut; b. When screwing off the nut.
a. When screwing up the nut – to apply the (Fa) axial tightening load – the whole force system on the overall part of the joint (hub) is presented in figure 3.
The Fn orthogonal resultant force of the uniformly distributed load on the tapered surface has to be considered in the middle point of the conical generator. This point corresponds to dm (middle diameter of the cone) and α/2 is its half-angle – the angle sized of cone generatrix and joint axis.
Fig.3. The complete force system on the overall piece when screwing up the nut
Considering the vector equation applied to equilibrium force system on the overall part of joint (projections on system axis):
02
sin212
2cos
212 =⋅⋅⋅−⋅⋅⋅⋅−
ααµ nna FFF (1)
The friction coefficient on the tapered active surface needs to be considered:
ϕµ tg= , (2)
and the implicit sliding angle:
µϕ arctg= (2')
From equation (1) it follows:
ϕ
ϕαα
ϕϕα
αµα
cos2
sin
2cos
cossin
2sin
2cos
2sin
⎟⎠⎞
⎜⎝⎛ +
⋅=⎟⎟⎠
⎞⎜⎜⎝
⎛⋅+⋅
=⎟⎠⎞
⎜⎝⎛ ⋅+⋅=
nn
na
FF
FF
(3)
b. In the second case, when screwing off the nut, the shaft-hub extraction requires the unfixing axial load, Fa’ to be set up in the opposite sense, as illustrated in figure 4. The similar projecting force equation written for this case:
02
sin212
2cos
212' =⋅⋅⋅+⋅⋅⋅⋅−
ααµ nna FFF , (4)
leads to:
ϕ
ϕααϕ
ααϕϕ
ααµ
cos
cos2
sin2
cossin
2sin
2cos
cossin
2sin
2cos'
⋅−⋅⋅
=⎟⎟⎠
⎞⎜⎜⎝
⎛−⋅⋅
=⎟⎠⎞
⎜⎝⎛ −⋅⋅=
n
n
na
F
F
FF
(5)

Adrian Creitaru, Niculae Grigore: Tribological Considerations Regarding the Functional Domain Determination of the Conical Fit Assembly; Machine Design, Vol.3(2011) No.3, ISSN 1821-1259; pp. 199-204
201
Fig.4. The screwing off the nut operation with
the wide force system The final expression is:
⎟⎠⎞
⎜⎝⎛ −⋅=
2sin
cos' αϕ
ϕn
aFF (5')
If analyzing this form of (5') equation, it is easy to observe the disappearance of the axial force 0≤'
aF – meaning that hub piece does not open by oneself when screwing off the nut – getting this way the self-locking stage. This case, the screwing off the nut must be followed by an opposite axial force appliance to the conical sense. The upper mentioned condition 0≤'
aF , applied (5') to equation leads to:
02≤−
αϕ (6)
or:
ϕα 2≥ , (6') that can be considered as the concentrated form of the self-locking pre-condition. This can also be considered as the minimal tapering condition for no self-breaking analyze. 4. THE SELF-LOCKING PRE-CONDITION
ANALYSIS The inference of the self-locking condition must not be treated in an absolute way. For this reason we offer a nuanced answer to the question whether “avoiding the self-locking stage for this kind of joint is compulsory?”. First of all, the self-locking process is quite complex, sensitive and hard to check. The self-locking is not a peremptorily process, appearing when crossing the analytical limit:
ϕα 2< (6'')
Some of the factors that could shift more or less this inferred limit are:
The rough uniformity of both conical surfaces along the tapered contact;
Some errors of shape or position for both conical pieces that can determine the contact pressure modification (such as common conical angle, error of straightness of each piece generatrix, out-of-roundness, parallel misalignment etc.);
The continuous modification of the roughness of both tapered components by the permanent wear process;
The roughness modification caused by the overload slipping stage;
Various environmental factors: accidental lubrication, corrosion, admixture.
So, the determinate condition (6) seems to be quite formal and sensed. The design of the conical fit assembly needs to acknowledge the necessity or lack of necessity of the accomplishment of the self-locking condition. In the affirmative case, a safety margin against self-locking effect can be determined by using a safety coefficient, which is:
ϕα 2⋅≥ sk (6''') In this case, the ks safety coefficient in use can practically get values in common domain of [1.2…3], depending on importance of this limitative restriction (of self-locking) over the functionality of the joint. The second perspective of this self-locking analysis concerns the part of equation at the right, meaning the frictional angle. Which are the minimal (µ) frictional factor values to be considered so that the tapering level surpasses it? However, the answer to this question allows for incertitude; on one hand, the choice of the frictional factor can determine values in the range of µ = 0.1...0.3. The higher values of the domain are recommended for obtaining higher bearing capacities of the working torque. On the other hand, the surface condition is more stable – from the point of view of surface quality depreciation – when finest roughness is usually done (µ=0.06...0.15). This effect is more evident especially in the case of such high (or very high) number of jointing cycles. The related experimental observations of this subject led to few laboratory researches [2]. In the case of tapered joint (and also for other similar kind of tightening assemblies), a reduced contact sensitivity of the joint by reducing the level of surface roughness was observed. The special case of rough shaft-hub surfaces is usually characterized by an evident depreciation of its quality. Sometimes, especially in case of high level of tightening, superficial damages may occur: scratches, exfoliation or gripping. Therefore, when trying to obtain a wide range of results, a large number of frictional coefficients needs to be considered. If the values are in the range of µ = 0.06...0.24, there are involved the main technological cases of machine cutting, usually applied for shaft or hub components. In determining the minimal angular limit (αmin) of the conical part of the assembly, the analytical determination considered

Adrian Creitaru, Niculae Grigore: Tribological Considerations Regarding the Functional Domain Determination of the Conical Fit Assembly; Machine Design, Vol.3(2011) No.3, ISSN 1821-1259; pp. 199-204
202
both the case of anti-self-locking condition (when ks safety coefficient has the value ks =1) and the case of the value ks = 1.2 for the safety coefficient.
Table 1 presents the minimal values of the angular tapering, calculated for different values of the frictional coefficient.
Table 1. Minimal angle determined in self-locking condition
Observing the self-locking condition should not be restrictive. Certain conical fit joints can be designed and carried out beyond this condition. Anyway, condition to maintain the joint refers to the sense of applying the unfixing force ( '
aF ). The gradual appliance of tightening force (no pulse burst) is preferable because the self-breaking effect could damage the active surfaces. In any case, the periodical inspection of the tapered area and, if necessary, it’s renewal, is recommended. 5. THE HIGHER TAPERING ANGLE
DETERMINATION FOR THE JOINT As a rule, conicity or the higher limit of the tapering angle of the joint, (α), must not be restricted by such structural criteria. Functionally, this higher acceptable limit of tapering can be found if operating (3) equation, well-known in Machine elements literature [1], [2], [3], [5], [6], [7]. If it is considered as a characteristic function:
( )an FfF = , (7)
the equation can be expressed in the following restricted form:
aaa
n FkFF ⋅=⋅+
=
2cos
2sin αµα (8)
Table 2. The ka factor determined by calculus
The ka factor – named axial force multiplication factor – expresses the axial force conversion into surface normal force, when tightening the joint. Obviously, the functional efficiency of the conical fit assembly is determined by the axial force multiplication factor. Same time, ka factor is a complex function of α and µ joint parameters. The following step, which is the analysis of the
( )µα ,fka = function, will show the joint tightening efficiency and, implicitly, the maximal conic angle values. The leading hypotheses for this scanning are the following:
Different values of the friction factor need to be considered, each one being characteristic of certain frictional conditions;
The conical angle (α) values are those that observe the self-locking condition (α > 2arctg µ).
The ka factor values determined are shown in table 2. The graphical representation of this result is shown in figure 5. These diagrams provide a new image of the ka factor variation, depending on conical angular values (α), on the frictional domain to be considered for shaft-and-hub contact. A few observations concerning this graphical representation are needed:
ka For µ, α
The ka factor values, determined for different values of tapering, α, (in meaning of non-self-locking condition, α>2arctg µ)
α =7o α =12o α =17o α =22o α =27o α =32o α =37o α =42o α =47o For µ=0.06 and α ≥6.87 o 8.27 6.09 4.83 4.00 3.43 3.00 2.67 2.41 2.20
- α =11o α =16o α =21o α =26o α =31o α =36o α =41o α =46o For µ=0.09 and α ≥10.29 - 5.39 4.38 3.69 3.20 2.83 2.53 2.30 2.11
- α =14o α =19o α =24o α =29o α =34o α =39o α =44o α =49o For µ=0.12 and α ≥13.69 o - 4.15 3.53 3.07 2.73 2.46 2.24 2.06 1.91
- - α =18o α =23o α =28o α =33o α =38o α =43o α =48o For µ=0.15 and α ≥17.06 o - - 3.28 2.89 2.58 2.38 2.14 1.98 1.84
- - - α =21o α =26o α =31o α =36o α =41o α =46o For µ=0.18 and α ≥20.41o - - - 2.78 2.50 2.19 2.08 1.93 1.80
- - - α =24o α =29o α =34o α =39o α =44o α =49o For µ=0.21 and α ≥23.72o - - - 2.42 2.20 2.03 1.88 1.76 1.65
- - - - α =27o α =32o α =37o α =42o α =47o For µ=0.24 and α ≥26.99o - - - - 2.14 1.97 1.84 1.72 1.62
Frictional coefficient for the tapered surface of shaft-hub pair, µ Frictional conditions
Tapering limit 0.06 0.08 0.10 0.12 0.14 0.16 0.18 0.20 0.22 0.24
For ks =1 6.86 9.15 11.42 13.69 15.94 18.18 20.41 22.62 24.82 26.99 Minimal values of
the tapering angle of the joint, α, [grd]
For ks =1.2 9.61 10.98 13.71 16.42 19.13 21.82 24.49 27.14 29.78 32.39

Adrian Creitaru, Niculae Grigore: Tribological Considerations Regarding the Functional Domain Determination of the Conical Fit Assembly; Machine Design, Vol.3(2011) No.3, ISSN 1821-1259; pp. 199-204
203
First, the ka factor domain seems to be large; the values are ka = 1.6…8.3;
The higher values of axial force multiplication factor (ka) – which are the most efficient functional cases for the connection – are connected with low angular values of the tapering (α < 10o...15o, always in self-locking condition) and also for fine surface roughness (meaning µ = 0.06…0.12);
The ka factor level considerably diminishes through the expansion of the tapering angle; for α > 40-45o values, the ka factor is within the range of [1.68…2.3], meaning a low efficiency of the tightening force transfer.
This means that to obtain the higher recommendable limit of conical angle, the range of friction factors needs to be laid out.
Fig.5. The ka factor diagrams got for different values of tapering (α) and friction factor (µ)
When considering the soft frictional condition, the friction factor µ goes in the 1st level domain (which means µ = 0.06...0.12 values). If considering the hard frictional condition, the 2nd level domain is applicable – meaning higher values for the friction factor µ = 0.15…0.21(0.24). The following recommendations can be made:
For the 1st level domain of friction factor, (µ = 0.06…0.12), maximal values of tapering angle can be recommended at the standard of α = 33o...40o; this limit of conicity allows a convenient level of axial force multiplication factor: ka = 2.5;
For the 2nd level domain of friction factor (µ = 0.15…0.24), maximal values of tapering angle can be recommended at the standard of α = 31o...42o; this case of conicity allow lower level of axial force multiplication factor: ka = 2.0;
For the same 2nd level domain of friction factor – if a higher level of axial force multiplication factor is needed (about ka = 2.5) – the maximal conicity has to be restricted to αmax= 20o...30o.
6. THE DETERMINATION OF THE TORQUE MOMENT OF THE ASSEMBLY
The working torque of the conical fit assembly can be due to the frictional contact of the shaft-and-hub pair of pieces, when axial force preload is added for joint (fig. 1). When the axial preload is accomplished, it determines a distributed load over the whole common tapered area. The resultant force here to consider, Fn, is which is normal to the cone generator of shaft-and-hub, on its middle point (Fig. 1). This force component determines the tangential force result. The following equation can be used to express the torque moment [2], [5]:
tsm
nf McdFM ·2
·· == µ (9)
dm is the average diameter of the conical surface, depending on the dimensions dmin, dmax and l;
cs is the safety factor against the slipping torque transmission;
Mt is the level of torque moment to be transmitted by the conical fit connection.
In common practice, if considering (8) equation, the torque bearing capacity for the conical fit assembly can be limited to the value of:
aas
mtc Fk
cdM ⋅⋅⋅≤2
µ (9')
7. CONCLUSION Based on the axial tightening force, the special analysis of the conical fit assembly allows for the following conclusions:
The conical fit assembly has certain advantages and can be used in many applications for axial load or torque transmission, for joints such as shaft-and hub couple;
The axial load application systems can be varied depending on the imposed structural and functional characteristics; the preload application using the thread is the simplest and most effective option;
If the self-locking condition becomes a theoretical target to determine, we must get the taper limitation, as the lower threshold; several specifications are needed: - the self-locking condition is not a restrictive
functional condition if the joint has its own unlock system;
- if avoiding the self-locking of the assembly is an imposed restriction, the use of safety factors is recommended; depending on the importance of the compliance with this condition, the values of the safety coefficient can be selected from the ks=1.2...3 interval;
- the minimal conic angle determination as a limit of self-locking occurrence depends on the friction factor of the shaft-and-hub coupling; as an example, it acquires αmin= 6.86o value (if µ = 0.06 and ks = 1), or αmin= 9.61o (if µ = 0.06 and ks =1.2);

Adrian Creitaru, Niculae Grigore: Tribological Considerations Regarding the Functional Domain Determination of the Conical Fit Assembly; Machine Design, Vol.3(2011) No.3, ISSN 1821-1259; pp. 199-204
204
When the upper limit of the conical angle has to be determined, the values for the axial force multiplication factor, ka must be first established these values were found for different tapering of the joint, and different friction coefficient levels: - for the case of soft frictional conditions (µ =
0.06…0.12), keeping the axial force multiplication factor, ka, at the level of ka = 2.5 always needs an appropriate tapering angle below αmax= 33o...40o;
- for the case of hard frictional conditions (µ=0.15…0.24), keeping the axial force multiplication factor, ka, at the level of ka=2.0 always needs an appropriate tapering angle below αmax=31o...42o;
- for the same frictional conditions, raising the multiplication factor to value ka=2.5 is getting if tapering angle keeps below αmax=20o...30o.
REFERENCES [1] GAFITANU, M. et al. – Organe de masini, vol. I,
Editura Tehnica, Bucuresti, 1981, pp. 209-216 [2] GRIGORE, N., MINOIU, St., ISPAS, D., CREITARU, A.
– Organe de Masini, Indrumar de lucrari de laborator, Editura UPG, Ploiesti, 2000, pp. 26-30
[3] GRIGORE, N. – Organe de masini, Asamblari, Editura Tehnica, Bucuresti, 2000, pp. 192-206
[4] GRIGORE, N., CREITARU, A. – Some Considerations over Determining the Torque Bearing Capacity of a Conical Yielding Squeeze Ring Assembly, Buletinul UPG, Seria Tehnica, vol. LIX, No. 3/2007, Ploiesti, 2007, pp
[5] GRIGORE, N., CREITARU, A. – Determining the bearing capacity of taper tightened assembly, The Monograph of Faculty of Technical Sciences “MACHINE DESIGN”, Serbia, 2008, Novi Sad, pp. 91-94
[6] MANEA, Gh. et al. – Organe de Masini, vol. I, Editura Tehnica, Bucuresti, 1970, pp. 375-391
[7] PAVELESCU D. et. al. – Organe de masini, vol. I, Editura didactica şi pedagogica, Bucuresti, 1985, pp. 209-216