trabalho de causas da deterioração de equipamentos
DESCRIPTION
TRABALHO DE CAUSAS DA DETERIORAÇÃO DE EQUIPAMENTOSTRANSCRIPT
TRABALHO DE CAUSAS DA
DETERIORAÇÃO DE
EQUIPAMENTOS
1

Curso: Inspetor de Equipamentos
Disciplina: Trabalho De Causas Da Deterioração De Equipamentos
Insp. Mário Sérgio de Oliveira Mello
Estudante - Usuário: 201411005

Referências Bibliográficas
Sites Pesquisados:
http://www.ead.cetepisbrasil.com.br/mod/resource/view.php?id=1127
http://www.abnt.org.br/
http://www.inmetro.gov.br/
http://www.ebah.com.br/content/ABAAAe_PsAE/apostila-petrobras-corosao
http://www.iope.com.br/3i_corrosao.htm
http://www.iecengenharia.com/noticias/livros
3

O PAPEL DA INSPEÇÃO DE EQUIPAMENTOS
É senso comum que os equipamentos industriais têm um período limitado de funcionamento,
conhecido como vida útil. Essa vida é limitada basicamente por dois processos: a obsolescência e a
deterioração. Esta última é o principal objeto de estudo da atividade denominada Inspeção de
Equipamentos.
Originalmente, se pensava apenas na manutenção, aplicada de uma forma c o r r e t i v a . Depois,
introduziu-se a modalidade preventiva, tentando antecipar as intervenções de modo a minimizar as
falhas durante a operação. O desenvolvimento industrial, todavia, aumentou tanto a frequência
quanto a intensidade dos danos produzidos pelas falhas dos equipamentos. Perda de vidas humanas,
prejuízos financeiros e, mais recentemente te, danos ambientais e de imagem forçaram as empresas a
novas atitudes. O conceito atual de manutenção a con s id era pelas óticas da confiabilidade,
segurança, proteção ambiental e economia. Gradualmente foi ficando claro que, além das equipes
responsáveis pelos projetos, reparos, operação e segurança industrial das instalações, “era fundamental
reunir pessoal e tecnologia dedicados a prevenir, monitorar, controlar e analisar os danos sofridos pelos
equipamentos durante sua existência. Esse é o papel da Inspeção de Equipamentos”.
EROSÃO & ABRASÃO
Estes são os principais processos de deterioração de equipamentos em razão do escoamento. Consistem no
desgaste de uma superfície decorrente do impacto de partículas sobre a mesma. A distinção conceituai
entre erosão e abrasão está associada ao ângulo de incidência. Quando ele é mais próximo de 90º, temos
erosão. A 180º, temos abrasão. Este termo usualmente é reservado para processos de atrito entre
superfícies, como num mancai sem lubrificação. A contribuição da erosão é o motivo da maior perda de
espessura em tubulações nas regiões de mudança de direção, como curvas e pontos de in jeção.
LAUDOS EQUIVOCADOS PODEM ACARRETAR GRANDES PREJUÍZOS
O estudo dos processos de deterioração dos equipamentos é a essência do campo de análise de
falhas, a parte mais nobre da atividade de inspeção. Para efetuá-lo, o inspetor deve ter bom
conhecimento do processo da planta, dos materiais empregados e do histórico do equipamento, incluindo

similares. Deve se municiar das melhores técnicas de investigação, mesmo que não seja habilitado nestas.
A inspeção é um trabalho de equipe e multidisciplinar. Na etapa de identificação da falha um pequeno
erro pode por todo o trabalho a perder. Recomendados e executados os reparos necessários, é necessário
estabelecer o porquê da falha. Daí se pode partir para medidas que venham a evitá-la. É muito útil a
investigação de casos semelhantes, dos quais se pode sempre extrair informações valiosas. A consequência
dessa investigação pode ser um reparo, substituição de componente, alteração no processo ou a
modificação do projeto Embora o inspetor esteja inserido num contexto empresarial, no qual prazos são
exigidos e deve m ser cumpridos, ele não pode confundir agilidade com pressa. Num paralelo com a
medicina, esse profissional é o principal responsável pelo "diagnóstico", e um erro nesta etapa pode ser
fatal para o "paciente''.
PLANO DE INSPEÇÃO
Cujas principais fontes são os dados técnicos e históricos de cada equipamento:
Esse plano determinará os focos da inspeção. Serão escolhidas as técnicas a utilizar (inspeção visual, ensaios destrutivos ou não-destrutivos, testes) e as locais de inspeção juntas, soldadas, conexões, regiões de incidência de fluxo, pontos baixos, etc.). Maiores recursos serão destinados aos equipamentos e componentes de maior risco, ou seja, onde recursos serão destinados aos equipamentos e componentes de maior risco, ou seja, onde a combinação da probabilidade com a consequência de uma falha for de maior valor. O plano também indicará o tipo de inspeção necessária naquele momento.
5

O componente pode ser visível, mas não impressionável de maneira satisfatória ou segura com o equipamento em operação. Um exemplo disso são as tochas do sistema de despressurização das unidades. Num complexo industrial, como uma refinaria ou plataforma de produção, existem uma ou mais tochas, para as quais são direcionados todos os descartes de gases combustíveis, de modo que não produzam risco de incêndio, explosão ou intoxicação na área industrial ou seu entorno. Na extremidade da tocha fica permanentemente aceso um piloto para promover a combustão do gás. Devido à p o s s i b i l i d a d e de acontecer um descarte durante a inspeção, não é permitido Aproximar-se da tocha com o sistema ativo. Quando o acesso interno não for possível ou viável, como acontece com p e q u e n o s vasos d e p r e s s ã o , devem s e r buscadas técnicas alternativas que compensem a f a l t a do inspetor no i n t e r i o r d o equipamento, c o m o por exemplo, vídeos cópia ou teste hidrostático. A inspeção parcial geralmente acontece quando há oportunidade ou interesse de acesso a apenas uma parte do equipamento. Para efeito de programação, a inspeção parcial não pode substituir as inspeções interna e/ou externa. A partir daí inicia-se a inspeção propriamente dita, que consiste de uma análise das condições físicas do equipamento. Esta produzirá recomendações, para aplicação imediata ou futura. Deve ser calculada, levan d o em conta a taxa de acumulação de dano e, consequentemente, a v i d a ú t i l r e m a n e s c e n t e do e q u i p a m e n t o . Pode s e r n e c e s s á r i o recalcular sua PMTA (Pressão Máxima de Trabalho Admissível. O dispositivo de proteção contra sobre pressão (p.ex.: válvula de segurança) deve ser calibrado em valor igual ou inferior a este). Caso haja, deve-se procede r à a análise de falha, a fim de compreender a natureza dos danos e como mitigá-los. Finalmente, faz-se o registro (relatório) de todo o processo. Esse registro conte rá conclusões q u e orientarão a programação de inspeção, realimentando o fluxo. Na prática, as etapas acima se interpenetram. Por exemplo, o relatório pode ser iniciado já na etapa de planejamento ou, o mais tardar, quando começar a análise das condições físicas. Recomendações podem ser emitidas previamente, com base no histórico. O inspetor deve estar "vacinado" contra algumas "doenças" que atingem muitos profissionais desse segmento. A mais comum consiste em limitar a inspeção à descrição das condições físicas do equipamento, compará-las com as condições "novo" e "corroído" e, a partir dessas observações, recomendar ou não reparos.
CONDIÇÕES F I S I C A S É N EC E S SÁ RI A PO RÉM I N S U F I C I E N T E PA RA UMA INPEÇÃO ADEQUADAO O inspetor deve ser capaz de analisar o quadro observado, identificar os fenômenos envolvidos (conexão entre causa e efeito) e estabelecer sua relação com o tempo, a fim de compreender a cinética do processo. A severidade de um processo de deterioração é função da taxa de acumulação de dano. Não da condição do equipamento no momento da inspeção. A emissão de uma recomendação de inspeção deve considerar

a severidade e o tempo de campanha desejado para o equipamento. Pense novamente no pneu e aplique esse raciocínio. Outro vício é o prejulgamento, quando o inspetor, após uma avaliação superficial, emite precipidamente um laudo. CLASSIFICAÇÃO DOS PROCESSOS DE DETERIORAÇÃO
A nível introdutório, podemos traçar uma classificação dos processos de deterioração relacionando-os como
físicos, químicos e transformações de fase. O inspetor deve ter em mente que, em geral, encontrará no
campo uma associação de dois ou mais desses processos. Vejamos o que isso quer dizer.
PROCESSOS FISICOS
São aqueles que não alteram essencialmente o material exceto pela eventual mudança de estado físico
(sólido, líquido ou gasoso), caracterizando-se principalmente pela ação de alguma espécie de atrito ou
tensão. A principal consequência do atrito é o desgaste das superfícies. Quanto às tensões atuantes
no material, podem causar fraturas ou, para materiais dúcteis, deformações. Como exemplos,
podemos citar:
• EROSÃO & ABRASÃO. Desgaste interno de tubulações causado por um fluido contendo sólidos em suspensão; • FADIGA MECÂNICA. Trinca mento de uma conexão em consequência de vibração excessiva;
• TRINCAMENTO. Fratura de um concreto refratário em consequência de um choque térmico;
• COLAPSO. Contração do costado de um tanque de armazenamento pela geração de vácuo em
seu interior.
PROCESSOS MECÂNICOS
Alguns mecanismos de deterioração de natureza mecânica, que são comuns a diversas instalações e processos. FRATURA Nas instalações industriais os equipamentos são normalmente projetados para trabalhar em regime elástico, uma vez que deformações plásticas são permanentes e podem causar transtornos, desde interferências entre equipamentos ou componentes próximos até a perda total. Ao ser submetido a uma tensão, o material responde com deformação ou fratura. As tensões de carregamento podem ser de tração, torção ou compressão (as versões inglesas desses termos são "falsas amigas”: stress = tensão; strain = deformação; tension = tração). De maneira simplificada, podemos dividir as fraturas em dúcteis ou frágeis.
7

As fraturas dúcteis caracterizam-se pela existência de deformação plástica acentuada. Para materiais alta mentes dúcteis, as partes separadas não se encaixam. As fraturas frágeis não apresentam deformação plástica. Assim pode-se "juntar os cacos, e observar o aspecto da peça original.
Na prática, muitos materiais exibem ambos os mecanismos. A fratura se inicia de modo dúctil e, atingindo um certo tamanho crítico, passa ao comportamento frágil. Existem fatores que favorecem um mecanismo ou outro, como pode ser visto na tabela a seguir. O inspetor deve estar atento a eles. É preciso lembrar que a fratura frágil é extremamente perigosa, pois acontece de modo repentino podendo caracterizar uma falha catastrófica.
As baixas temperaturas favorecem o comportamento frágil por um mecanismo chamado transição dúctil-frágil. Abaixo de uma determinada temperatura, a capacidade de absorção transição dúctil-frágil. Abaixo de uma determinada temperatura, a capacidade de absorção de energia de impacto, ou seja, a tenacidade do material diminui. Há casos espetaculares de falhas devido á transição dúctil-frágil. Como os mostrados abaixo.

9

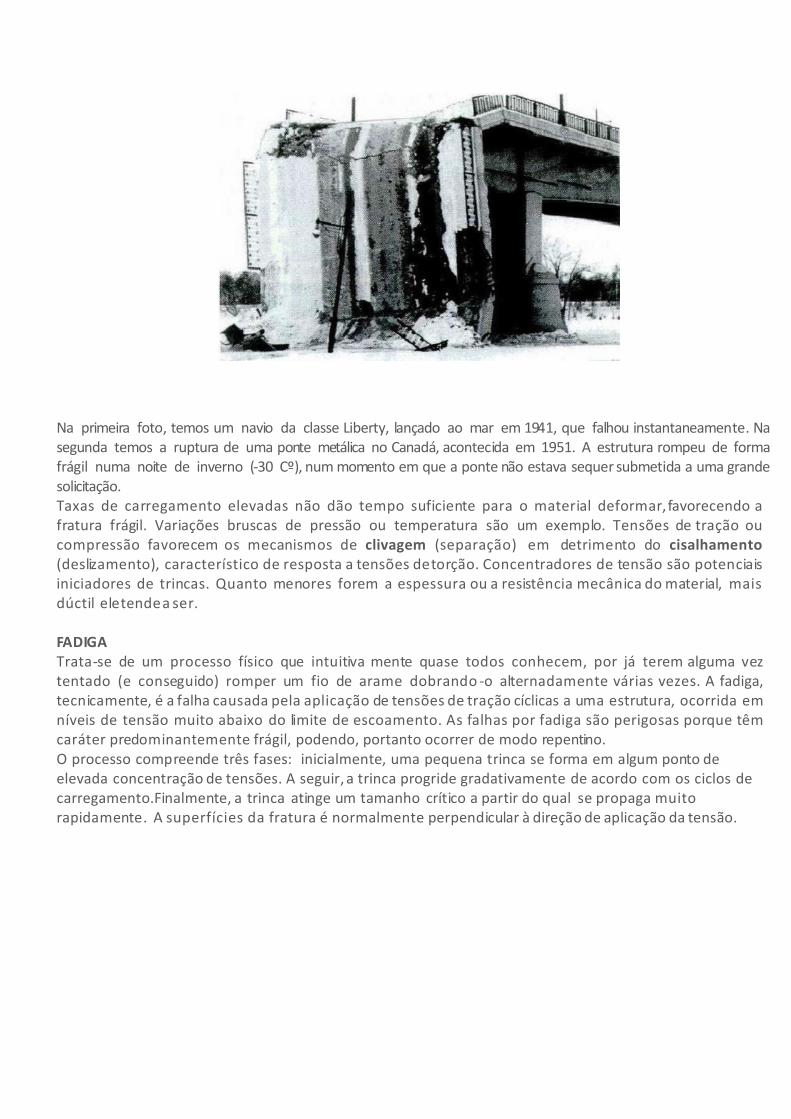
Na primeira foto, temos um navio da classe Liberty, lançado ao mar em 1941, que falhou instantaneamente. Na segunda temos a ruptura de uma ponte metálica no Canadá, acontecida em 1951. A estrutura rompeu de forma frágil numa noite de inverno (-30 Cº), num momento em que a ponte não estava sequer submetida a uma grande solicitação. Taxas de carregamento elevadas não dão tempo suficiente para o material deformar, favorecendo a fratura frágil. Variações bruscas de pressão ou temperatura são um exemplo. Tensões de tração ou compressão favorecem os mecanismos de clivagem (separação) em detrimento do cisalhamento (deslizamento), característico de resposta a tensões de torção. Concentradores de tensão são potenciais iniciadores de trincas. Quanto menores forem a espessura ou a resistência mecânica do material, mais dúctil ele tende a se r. FADIGA Trata-se de um processo físico que intuitiva mente quase todos conhecem, por já terem alguma vez tentado (e conseguido) romper um fio de arame dobrando -o alternadamente várias vezes. A fadiga, tecnicamente, é a falha causada pela aplicação de tensões de tração cíclicas a uma estrutura, ocorrida em níveis de tensão muito abaixo do limite de escoamento. As falhas por fadiga são perigosas porque têm caráter predominantemente frágil, podendo, portanto ocorrer de modo repentino. O processo compreende três fases: inicialmente, uma pequena trinca se forma em algum ponto de elevada concentração de tensões. A seguir, a trinca progride gradativamente de acordo com os ciclos de carregamento. Finalmente, a trinca atinge um tamanho crítico a partir do qual se propaga muito rapidamente. A superfícies da fratura é normalmente perpendicular à direção de aplicação da tensão.

O aspecto de uma superfície danifica por fadiga é bastante característico: uma região brilhante que apresenta estrias paralelas, arredondas e concêntricas, indicado o local de origem da falha. Corresponde aos estágios iniciais de propagação do defeito. Essas marcas são conhecidas c o m o m a r c a s de p r a i a . A o u t r a r e g i ã o é b ast an t e rugosa e irregular, indicando a seção onde a fratura ocorre por um mecanismo frágil (fase final). Nesta, as marcas podem ter aspectos radial ou de “V” (marcas de sargento), indicando em ambos os casos de origem e danos. Uma indicação que surge quando há tesões de torção presentes em marca catraca. Pode ser observado intuitivo que o tempo até falha depende do nível de tensão aplicado e do número de ciclos. Porém, materiais tais como os metais ferrosos e o titânio possui um limite d e fadiga, ou seja, um va lor de abaixo o qual não há propagação de trincas por fadiga mesmo que o número de ciclos tenda a um infinito. Evidente, isso vale para o início do processo. Depois de, iniciada uma trica de fadiga exige tensões mínimas p a r a s e p r o p a g a r . Se houver a p re s en ça de p r o c e s s o s corrosivos Associados, o limite de fadiga não se aplica. DETERIORAÇÃO EM PROCESSOS DE REFINO Serão estudados alguns dos fenômenos de deterioração mais importantes em processos de refinação de
petróleo e petroquímicas. Alguns desses fenômenos são comuns a diversos processos. 4.1 DESTILAÇÃO ATMOSFÉ RICA E A VÁCUO DE PETRÓLEO As unidades de destilação de petróleo (UDAV) começam por uma seção atmosférica, onde o petróleo cru é
fracionado em gasolina não estabilizada (gasolina contendo leves que deverão ser r e t i r a d o s
posteriormente), querosene, óleo d i e s e l e duas correntes residuais, uma gasosa pelo topo e outra de
fundo chamada de resíduo atmosférico (RAT). O RAT não pode ser mais aquecido, pois sofreria
2
craqueamento térmico. Para dele se extrair mais algum derivado, é necessário destilá-lo a vácuo. Os
destilados da torre de vácuo são conhecidos c o m o g a s ó l e o s - em u n i d a d e s d e p r o d u ç ã o d e
l u b r i f i c a n t e s , o s g a s ó l e o s constituem os ó l e o s lubrificantes b á s i c o s ( spindle, n e u t r o leve ,
n e u t r o m é d i o e neutro pesado). E o resíduo de fundo é enviado para unidades de desasfaltação ou
coqueamento retardado. A gasol ina é n o v a m e n t e f ra c io n ad a para s e p a r a ç ã o do G L P , n u m a
t o r r e denominada estabilizadora ou debutanizadora.
SISTEMAS DE TOPO Compreendem os sistemas de topo aquelas regiões por onde saem as frações mais leves da mistura em
separação. Para a destilação atmosférica de petróleo, essa mistura corresponde à faixa da nafta leve para
baixo, acrescida de contaminantes como a água, esta oriunda também das injeções de vapor d'água no
sistema. O principal agente corrosivo presente na maioria dos petróleos é o gás sulfídrico, que em meio
aquoso é um ácido o qual, mesmo em baixas concentrações, ataca rapidamente o ferro contido no aço. O
H2S, também denominado sulfeto de hidrogênio é um gás é inflamável e altamente tóxico, tendo odor
característico de ovo podre. Seu limite de tolerância para 8h de trabalho é de 8 ppm e é considerado letal a
partir de 600 ppm.