thomas bus sop
TRANSCRIPT

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
1 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
TITLE: 12-127041E Thomas Bus Defroster Assembly instruction CUSTOMER: Thomas Bus APPLICABLE P/N: 12-12XX
Approvals Originator Department Quality Eng. NR Mfg. Other NR Revision Reviser Date Description of Change Department Engineering Production Quality Engineering 0 Julian K. Feb. 27/2012 Initial release Name Julian Kalac Ajit Wason Boris Sukovski Julian Kalac
Signature Date Feb. 27/2012: Feb. 27/2012 Date: Feb. 27/2012 Date: Feb. 27/2012 Date:
Written [Originator] Approval [Dept Head./Designate] Approval [Dept Head./Designate] Approval [Dept Head./Designate]
1.0 Purpose: 2.0 Scope:
To define basic principles of assembly for 12-120XX family of units.
This document provides information about the process assembly for 12-120XX family of units.
3.0 Responsibility/Authority 4.0 Documentation/Training Material
Production/Manufacturing 1. TIP-0063-Leak Test Procedure
2. WI-0241-Torque Specification
STATION 1 Small Part Sub-Assembly (Foam pre-cutting, Motor-Valve-Pre-Assy -MVPA )
STATION 2 (Filter & Heater-Case assembly )
STATION 3 (Blower-Heater Assembly)
STATION 4 (Motor-Valve installation)
STATION 5 (Wire Harness installation)
STATION 6 (Leak/Electrical Testing, Labeling, Final Inspection and Packaging)
12-12701E unit shown
Refer to product drawing for
detailed information.

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
2 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
SMALL PART STATION 1-Foam Pre-Cutting & Motor Valve Assembly
Refer to the Defroster Assembly Drawing 12-12701E
Hose Clamps Item 12 Motor Valve Item 11
Blower Insulation Foam Item 33
Hoses Item 14 & 15
Blower Assy Item 1
**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
3 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
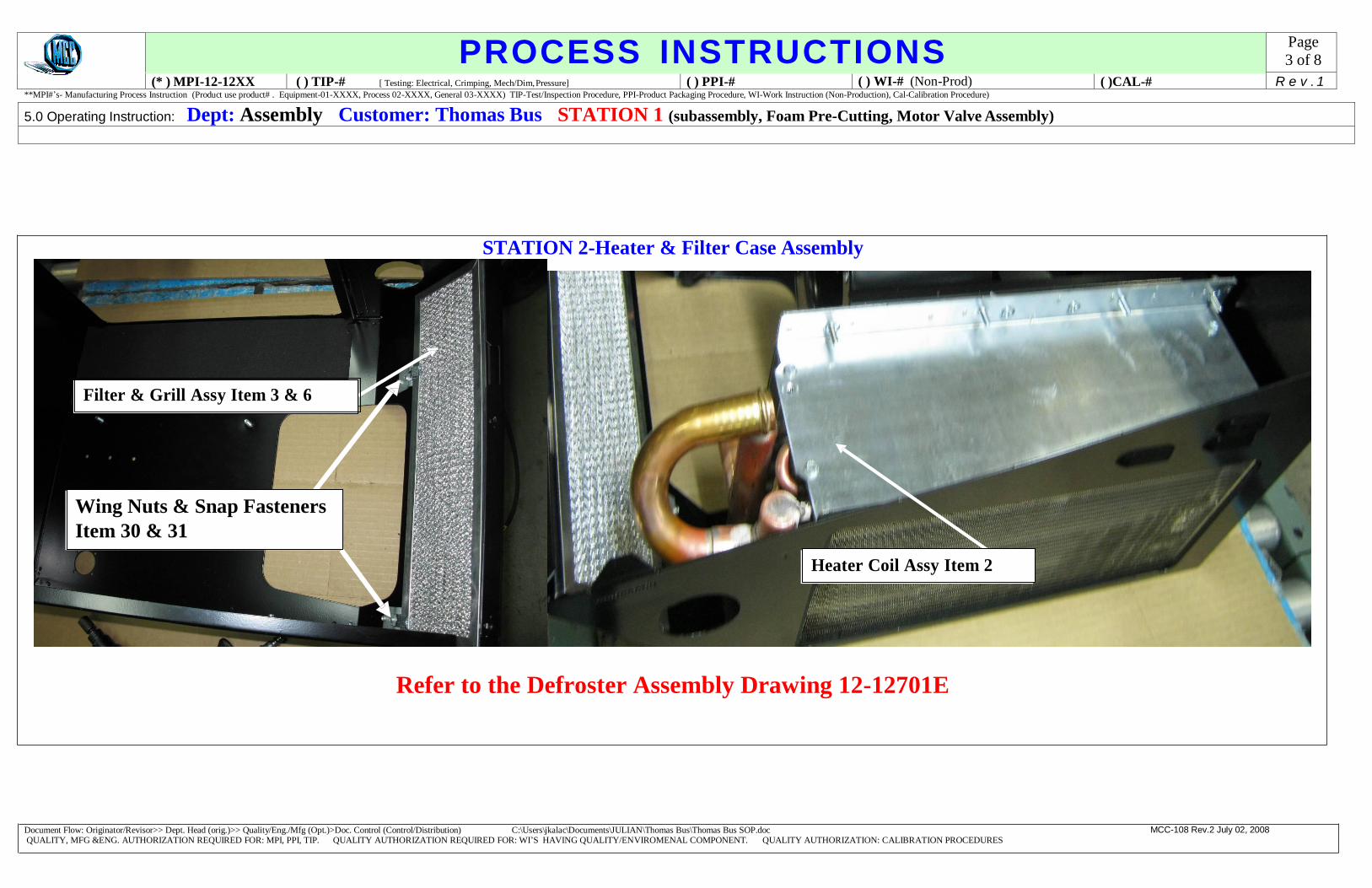
5.0 Operating Instruction: Dept: Assembly Customer: Thomas Bus STATION 1 (subassembly, Foam Pre-Cutting, Motor Valve Assembly)
STATION 2-Heater & Filter Case Assembly
Refer to the Defroster Assembly Drawing 12-12701E
Filter & Grill Assy Item 3 & 6
Wing Nuts & Snap Fasteners
Item 30 & 31
Heater Coil Assy Item 2

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
PROCESS INSTRUCTIONS Page
4 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
STATION 3-Blower-Heater Assembly
M5 X 20 Screws Item 28 Blower Assembled onto heater
Blower Cover Item 4
Refer to the Defroster Assembly Drawing 12-12701E
Document Flow: O riginator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
PROCESS INSTRUCTIONS Page
5 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
STATION 4-Motor Valve Installation
Clamp screw tighten 35 inLbs
and validate with torque
Place clamp 1” away from fitting
bead then tighten screw to 35 inLbs
Refer to the Defroster Assembly Drawing 12-12701E
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
Motor Valve Assembly
Use P-80 Lubricant/Sealant when
assembling hoses onto fittings.
Hose # 16 & Clamps
OUT
Tighten all screws to specification
(WI-0241) and put Green Torque
sealant when finished
1” IN

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
6 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
STATION 5- Wire Harness Installation
Mount the wire Harness using 4-40
screws & nuts (4 screws and 4 nuts)
Outside view of Case
Inside view of Case

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
7 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
STATION 6- TEST, FINAL INSPECTION, COVER ASSEMBLY & PACKING
Leak Test as per Test Procedure TIP-0063
Test at 50 Psi for 5 min
Check for any damaged coils and
straighten them with a comb
Pack as Per Packing Procedure MCCWI-005 next page:
Hook up fittings for
test like below using 1”
end fittings
**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
8 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1

**MPI#’s- Manufacturing Process Instruction (Product use product# . Equipment-01-XXXX, Process 02-XXXX, General 03-XXXX) TIP-Test/Inspection Procedure, PPI-Product Packaging Procedure, WI-Work Instruction (Non-Production), Cal-Calibration Procedure)
Document Flow: Originator/Revisor>> Dept. Head (orig.)>> Quality/Eng./Mfg (Opt.)>Doc. Control (Control/Distribution) C:\Users\jkalac\Documents\JULIAN\Thomas Bus\Thomas Bus SOP.doc MCC-108 Rev.2 July 02, 2008 QUALITY, MFG &ENG. AUTHORIZATION REQUIRED FOR: MPI, PPI, TIP. QUALITY AUTHORIZATION REQUIRED FOR: WI’S HAVING QUALITY/ENVIROMENAL COMPONENT. QUALITY AUTHORIZATION: CALIBRATION PROCEDURES
PROCESS INSTRUCTIONS Page
9 of 8
(* ) MPI-12-12XX ( ) TIP-# [ Testing: Electrical, Crimping, Mech/Dim, Pressure] ( ) PPI-# ( ) WI-# (Non-Prod) ( )CAL-# R e v . 1
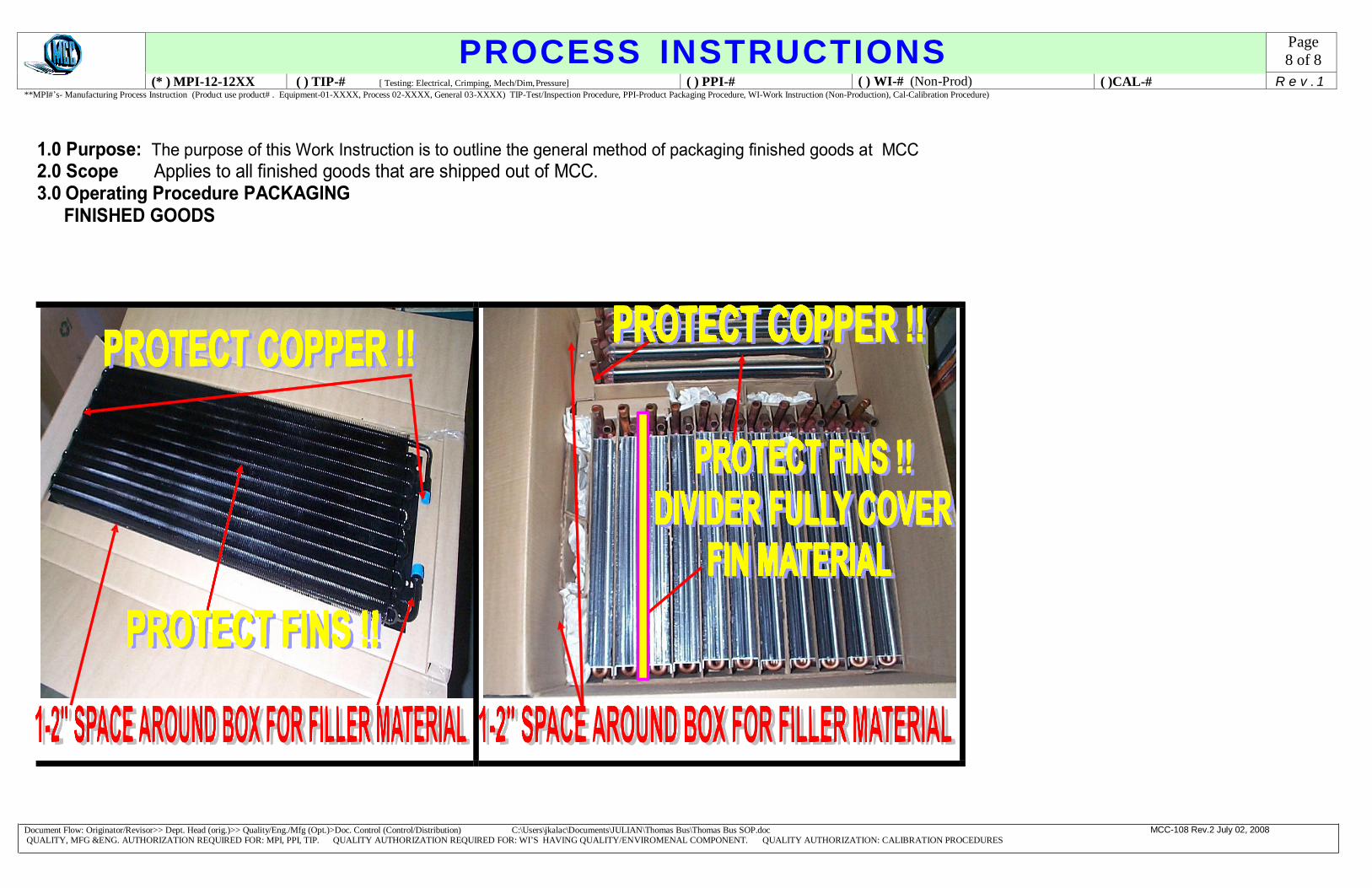
PACKAGING COILS USE BOX 1-2” BIGGER THEN COIL(S)
USE COMPRESSED PAPER TO PROTECT COPPER MATERIAL
FULLY COVER FIN MATERIAL WITH CONTINUOUS CARBOARD
PACKAGING HVAC UNITS USE BOX AT LEAST 1-2” BIGGER THEN
UNIT
USE COMPRESSED PAPER TO PROTECT COPPER MATERIAL/ BLOCK/HEATER VALVES
USE CARBOARD AROUND UNIT
EXTRA PROTECTION IS NEEDED WHEN COVER EXTENDS BEYOND CASING
**UNIT IN BOX SHOULD NOT MOVE AFTER GOOD PACKAGING** !!
Extra cardboards
3.1 HAZARDOUS GOODS SHIPPING: Identified by markings or labels as per Hazardous shipping protocol. 3.2 GENERAL PACKAGING: Large assemblies (i.e bus/rail) will require a wood crate for shipment. Blowers,
small assemblies and purchased parts should use a combination of cardboard and paper to protect as above. 3.3 COMPLETE THE PACKAGING: Ensure labels are on boxes to show I.D.
4.0 HEALTH & SAFETY REQUIRMENTS : N/A
5.0 QUALITY REQUIREMENT Q.A will perform In-process audits of packaging to ensure material is packaged to prevent transit damage.
Q.A will check for labels, identification and any customer requirements as part of its inspections. Production Lead Hands will check all shipments 100% to ensure compliance to shipping protocol Shipping will ensure all labels and markings are placed on the boxes as per customer request. Q.A will perform a pre-shipment drop test as per ISTA standard when required.
6.0 RESPONSIBILITIES 6.1 Production Lead Hand/Assemblers must ensure packaging provides enough protection to
prevent movement and damage. If they have any concerns, they should notify the Production Supervisor or Quality Assurance. QA is responsible for auditing the packaging function. Shipping personal must ensure material packaged from their location provides enough protection to prevent damage. All markings required are defined on the label and via any
other special shipping instructions. Packaging shall be stamped to identify shipper and/or initialed.
7.0 REFERENCE DOCUMENTS 7.1 WI-0701Shipping procedure for MCC product 7.3 ISTA-International Safe Transit Association Document QOP-07 Inspection and Test Status