thermodynamic work consumed during manufacturing processes p m v subbarao professor mechanical...
TRANSCRIPT

Thermodynamic Work consumed during Manufacturing Processes
P M V SubbaraoProfessor
Mechanical Engineering Department
I I T Delhi
Estimation of manufacturing works!!!
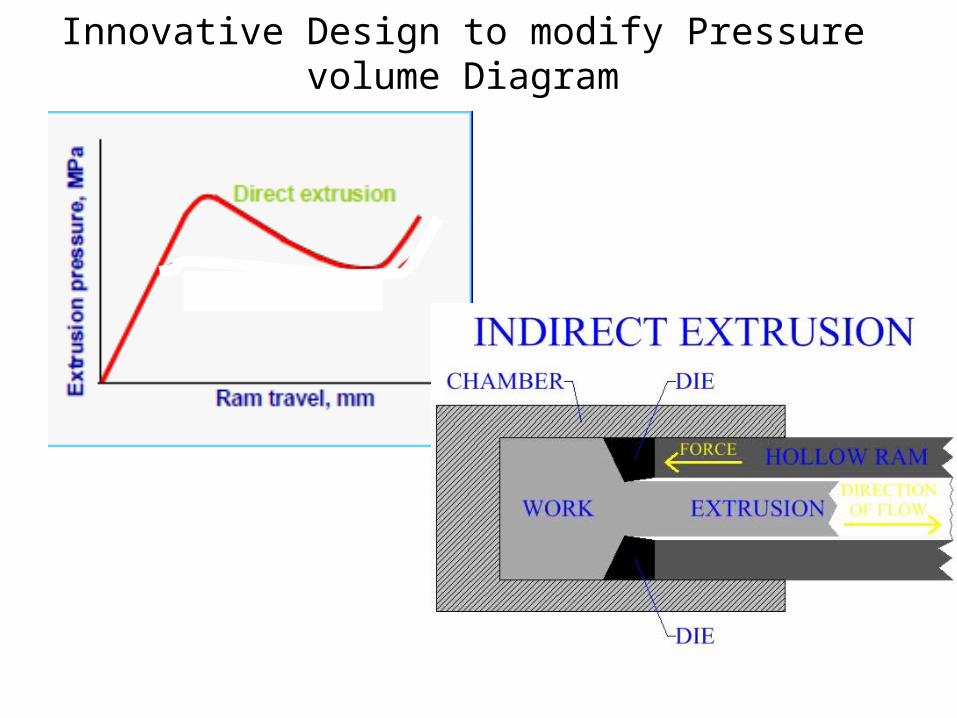
Innovative Design to modify Pressure volume Diagram

Thermodynamic definition of Plastic Deformation Work
lFW
Al
lF
V
W
l
l
A
Fw
dw
sdFW
.Themodynamically simple displacement work :
• A bar of initial length l0 is subjected to a force F acting upon an area A0 and an extrusion dl occurs, the work consumed is:
Work consumed by unit volume of extruded material is:

Most Generic Extrusion Work
• Stress and strain are tensors.
• The generalized work consumed can be represented as:
dw :
i
j
j
iij x
u
x
u
2
1
zxzxyzyzxyxyzzzzyyyyxxxx ddddddw

Effective strain & Stress• Effective stress and strain are defined for each extrusion case as:
zxzxyzyzxyxyzzzzyyyyxxxx ddddddd
• Von Mises proposed an expression for effective stress as:
21
213
232
221
2
1
023 DC iizzyyxxi
xxzzzzyyyyxxzxyzxyC 222
2222 xyzzzxyyyzxxzxyzxyzzyyxxD
i are called as principle stresses and obtained as roots of a cubic equation :

• The simplified form of specific work equation is
21
213
232
2213
2 ddddddd
dw

Specific work done during Extrusion of Axi-symmetric incompressible solids
constantAlV
0l
dl
A
dA
V
dVd
A
dA
l
dl
dw
2
1
2
1
21
dVwVW

Common Models for Extrude Materials
• Ductile aluminum alloys are most preffered material for extrusion.
• For infinitesimally slow extrusion.
mn Tba 1
2
1
121
dTbaVW mn

Impact of Thermodynamic Analysis of Extrusion
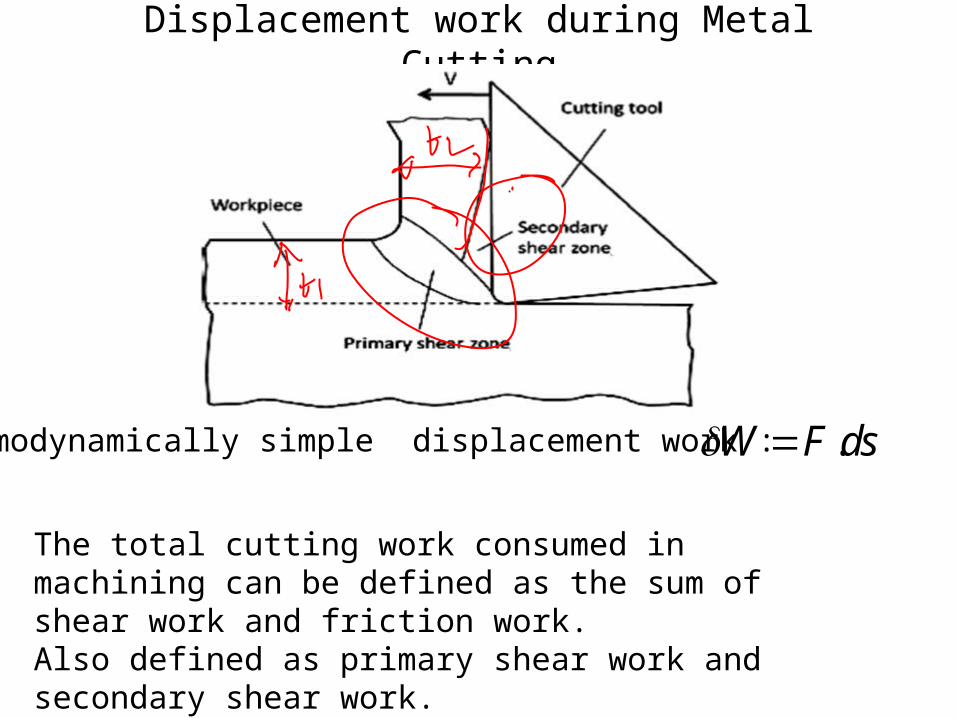
Displacement work during Metal Cutting
sdFW
.Themodynamically simple displacement work :
The total cutting work consumed in machining can be defined as the sum of shear work and friction work.Also defined as primary shear work and secondary shear work.

Simple model for Primary Shear Work
Primary shear work is estimated as:sss sdFW
.
The layer to be removed of thickness t1 transforms into the chip of thickness t2 as a result of shear deformation that takes place along a certain unique plane AO.This plane is inclined to the cutting plane at an angle ϕ. This is called as single shear plane model.
planeshearultimates AF This plane moves with at velocity Vs parallel to Fs relative to Tool
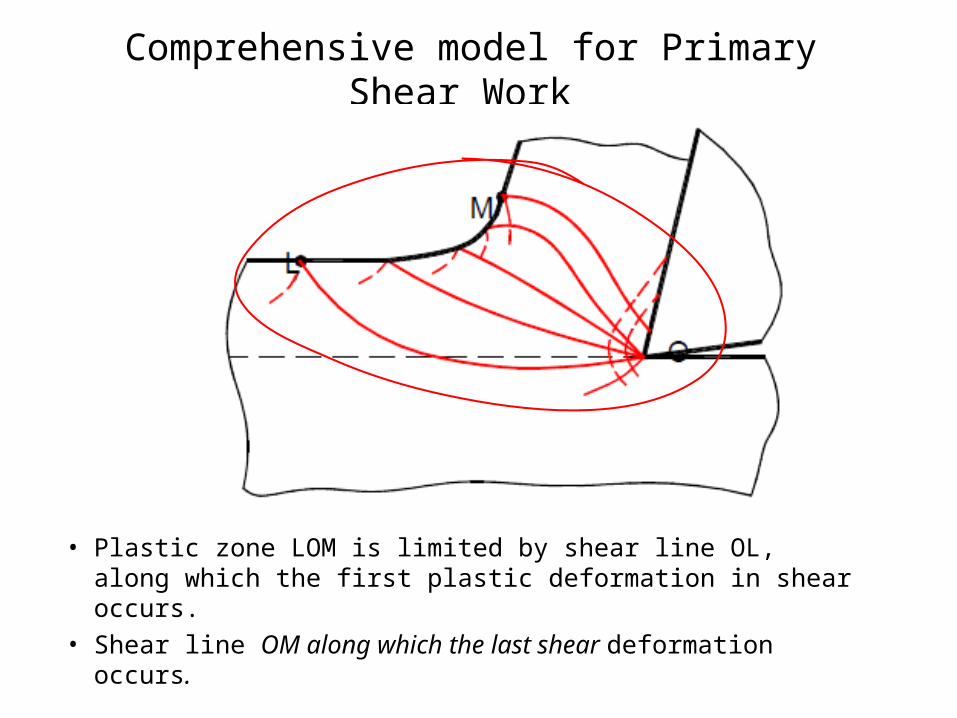
Comprehensive model for Primary Shear Work
• Plastic zone LOM is limited by shear line OL, along which the first plastic deformation in shear occurs.
• Shear line OM along which the last shear deformation occurs.

• Line LM is “the surface of the cut” .
• The plastic zone LOM includes “a family of shear lines along which growing shear deformation are formed successively.”
• This shape of the deformation (plastic) zone is based on the multiple experimental studies and this is more than a very serious statement.
• Based on this model the specific work consumption is:
dwOM
OL
: OM
OL
OMOL dw

Effective Plastic Zone Stress during Metal cutting
m
roommelt
roomn
TT
TTCBA 1ln1
0
OM
OL
m
roommelt
roomnOMOL d
TT
TTCBAw
1ln1
0