the use of anaerobic digestion for the treatment and recycling of organic wastes
TRANSCRIPT

Conrcrwtion & Recyclln& Vol. 2. No. 2. pp. ISI- 195. Pergamon Press Ltd., 1978. Printed in Great Britain.
THE USE OF ANAEROBIC DIGESTION FOR THE TREATMENT AND RECYCLING OF ORGANIC WASTES*
D. HAWKES, R. HORTON Department of Mechanical and Production Engineering, The Polytechnic of Wales, Pontypridd, Clamorgan. U.K.
D. A. STAFFORD Lkpartment of Microbiology, University College, P.O. Box 97. Cardiff, CFI IXP. U.K.
Abstract - The re-cycling of natural organic wastes by means of anaerobic digestion produces methane, a premium fuel, as well as a protein rich residue, whilst at the same time reducing the pollution normally associated with such waste.
The microbial process requirements impose engineering design constraints which are discussed in some detail. Figures from a simulation study are used to illustrate the effects of varying certain parameters.
The paper concludes by looking at ways in which the process may be made more economic and gives typical results obtained from pilot plants operating at the Polytechnic of Wales site.
INTRODUCTION
The world economic recession, brought about partly by a large increase in the cost of fuel, has focussed attention on the need for recycling and also on the search for alternative sources of energy. At the same time, government legislation has required action on the control of waste treatment and waste disposal.
One method of recycling which helps to overcome some of the current problems is anaerobic digestion.
In the field of energy the production of methane from waste organic materials by anaerobic digestion has become not only economically more attractive since the dramatic rise in the cost of fossil fuels, but is a valuable energy conservation measure.
Although the process of anaerobic digestion is not new, much of the basic microbiology and biochemistry remains unknown and there is still a great need for the application of sound engineering principles to digester design. Similarly, many waste sources have not been in- vestigated for their ability to produce methane commercially or for their treatability by anaerobic digestion.
The following is a brief outline of the microbiology and biochemistry of the process and the application of engineering parameters to digester design is then discussed.
THE MICROBIOLOGY AND BIOCHEMISTRY OF ANAEROBIC DIGESTION
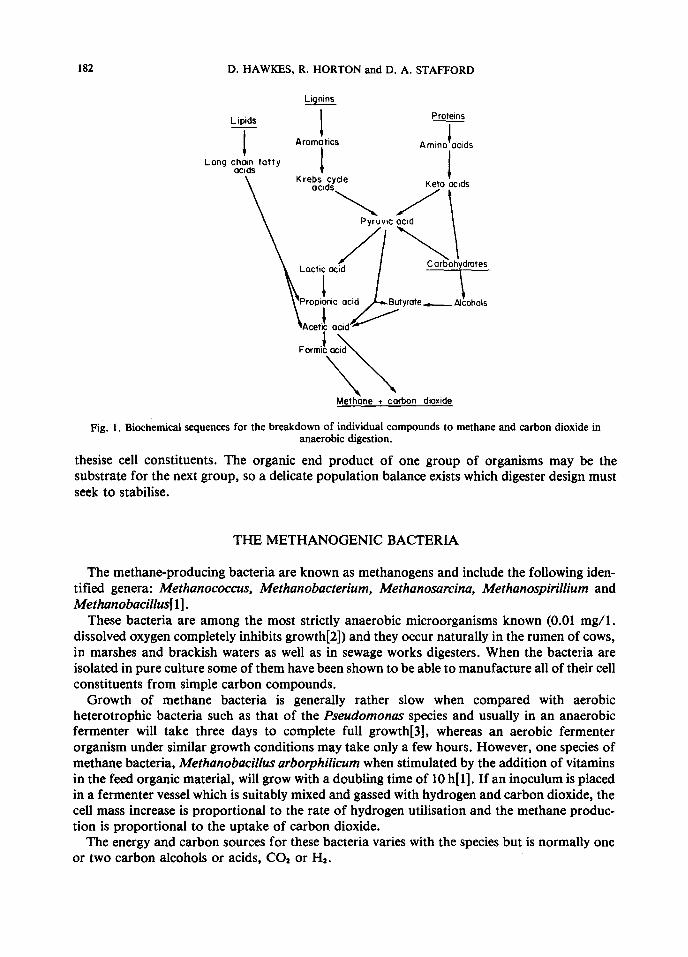
During the digestion process, large organic molecules, e.g. polysaccharides, lignins, proteins and lipids, are broken down to smaller molecules, including the gaseous end products methane and carbon dioxide. Figure 1 summarises some of the reactions brought about by the mixed population of bacteria in a digester, each population catalysing only a certain number of these reactions. The majority of microorganisms in the digester oxidise certain of these organic com- pounds to obtain energy for growth and utilise selected carbon-containing compounds to syn-
*This paper was presented at the First World Recycling Congress, Basle, Switzerland, 6 - 9 March 1978.
181
182 D. HAWKES, R. HORTON and D. A. STAFFORD
Methane + carbon dioxide
Fig. 1. Biochemical sequences for the breakdown of individual compounds to methane and carbon dioxide in anaerobic digestion.
thesise cell constituents. The organic end product of one group of organisms may be the substrate for the next group, so a delicate population balance exists which digester design must seek to stabilise.
THE METHANOGENIC BACTERIA
The methane-producing bacteria are known as methanogens and include the following iden- tified genera: Methanococcus, Methanobacterium, Methanosarcina, Methanospirillium and Methanobacillus[ 11.
These bacteria are among the most strictly anaerobic microorganisms known (0.01 mg/l. dissolved oxygen completely inhibits growth[2]) and they occur naturally in the rumen of cows, in marshes and brackish waters as well as in sewage works digesters. When the bacteria are isolated in pure culture some of them have been shown to be able to manufacture all of their cell constituents from simple carbon compounds.
Growth of methane bacteria is generally rather slow when compared with aerobic heterotrophic bacteria such as that of the Pseudomonas species and usually in an anaerobic fermenter will take three days to complete full growth[3], whereas an aerobic fermenter organism under similar growth conditions may take only a few hours. However, one species of methane bacteria, Methanobacillus arborphilicum when stimulated by the addition of vitamins in the feed organic material, will grow with a doubling time of 10 h[ 11. If an inoculum is placed in a fermenter vessel which is suitably mixed and gassed with hydrogen and carbon dioxide, the cell mass increase is proportional to the rate of hydrogen utilisation and the methane produc- tion is proportional to the uptake of carbon dioxide.
The energy and carbon sources for these bacteria varies with the species but is normally one or two carbon alcohols or acids, COz or H,.
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 183
Methane bacteria are also known to require growth factors as essential additions for growth or as growth accelerators. Such additions are well known in the treatment of waste materials us- ing aerobic bacteria[4], and studies on the nutrition of specific anaerobic bacteria have also been carried out[5]. Although many strains of methanogenic bacteria are capable of growth on simple sources of carbon, nitrogen and sulphur, the presence of complex organic molecules ap- pears to stimulate growth and some of them probably depend on these organic sources for growth in anaerobic digesters. The complex ecosystem provides a ready supply of essential as well as stimulatory compounds which enable the methane bacteria to grow well.
BIOCHEMISTRY OF METHANE FORMATION
The basic mechanisms are:
HCOOH - CO, + H, 4H2 + CO* - 2H,O + CH, CH, COOH - CH, + CO?
The organic acids or alcohols are oxidised by way of dehydrogenation[6]:
2CzHsOH + *CO2- 2CH,COOH + *CH,
The reactions producing substrates for these equations are shown in Fig. 1, where a number of organic compounds are oxidised by the removal of hydrogen. Although not shown, CO2 is produced by many of these fermentation reactions. It can be seen that formic and acetic acids are important substrates for methane formation. Acetate is the predominant fatty acid in nor- mally operating systems being responsible for about 70% of the fatty acids present. Car- bohydrate, protein and lipid reduction to fatty acids in anaerobic digesters has been shown to be 13, 36 and 769’0, respectively, indicating the important role that the lipids play in producing the fatty acids for methanogenisis[7].
The process of /I-oxidation is used by bacteria for the breakdown of long chain fatty acids:
RCH2CH2COOH + RCH = CH COOH + 2 (H) RCH = CH COOH + H20 + RCHOHCHKOOH RCHOH CH,COOH -, RCOCHKOOH = 2 (H) RCOCH?COOH = H,O -, RCOOH = CH,COOH.
The fate of the hydrogen generated may include (1) reaction with CO? directly to produce methane, (2) utilisation by microorganisms growing on the more complex substrates such as carbohydrates and proteins which are decomposed simultaneously.
BIOCHEMICAL CONTROL AND METABOLIC INHIBITORS
Any knowledge of reaction mechanisms in a given microbial system leads us to discuss the ap- plication of this knowledge in controlling the metabolic sequences. In anaerobic digestion this has been done academically and experimentally using metabolic inhibitors. From a practical point of view the presence of two or more compounds known to be inhibitory to methanogenesis and the concentrations of each required to inhibit the process, may be con-
184 D. HAWKES, R. HORTON and D. A. STAFFORD
siderably less than if they were acting alone. They would be exhibiting a synergistically in- hibitory effect on the methane forming system. In practice this effect can be minim&d by slow- ly increasing the concentration of the inhibition from sub-inhibitory concentrations in order to allow the bacteria to adapt their enzyme systems to tolerate higher doses. This has been done with pig manures containing high concentrations of copper[8].
Another common source of inhibition is the presence of any fatty acid at high concentrations known to be used directly or indirectly by the methane bacteria. We have established that acetic acid is a major metabolic intermediate in the degredation of longer chain fatty acids and that propionic acid is also sometimes implicated in breakdown. The ready uptake of butyric and acetic acids in sewage sludge digester indicates the relative non-toxic effect of these acids, but propionic acid, although shown to be a possible intermediate, is known to be toxic to methane generation at concentrations exceeding 4000 mg/1.[9]. It has been demonstrated in our laboratories that the presence of acetic acid at concentrations up to 4000 mg/l. will increase the rate of gas production in a normally operating digester. With primary sewage sludge as the usual feed to a laboratory digester, concentrations of magnesium acetate were added on separate occasions at concentrations of 500, 1000, 2000 and 4000 mg/l. acetate.
Work on thermophilic digesters had indicated a control mechanism involved in methane pro- duction being related to the relative concentrations of acetic, butyric and propionic acids[lO]. In this case, propionic acid predominated (67% of the total) with acetic acid lower (23%) and butyric very low (10%). It would appear that the ratio of the acids controlled methane produc- tion. The ratio
Propionic + Butyric
Acetic
showed that as this increased, the rate of methane production also increased. A better understanding of the control factors in fatty acid utilisation is obviously necessary and will throw more light on the mechanism in the build up, under certain conditions, of particular fatty acids.
The engineering application of digestion has to ensure that the process requirements are met. These include strict anaerobic conditions, a constant temperature, which may be different for various wastes, neutral pH, fairly low fatty acid concentration and an adequately mixed reac- tion chamber. For optimum breakdown of wastes the feed to the digester should be fed as con- tinuously as is practical to avoid shock loading. It is desirable also to retain as much of the ac- tive bacterial population in the digester as is possible to maximise digestion activity.
Almost any natural organic waste is potentially suitable as a source material for anaerobic digestion. They include farm wastes, sewage sludges, domestic refuse and many industrial wastes.
DESIGNING AN ANAEROBIC DIGESTER SYSTEM[ 1 l]
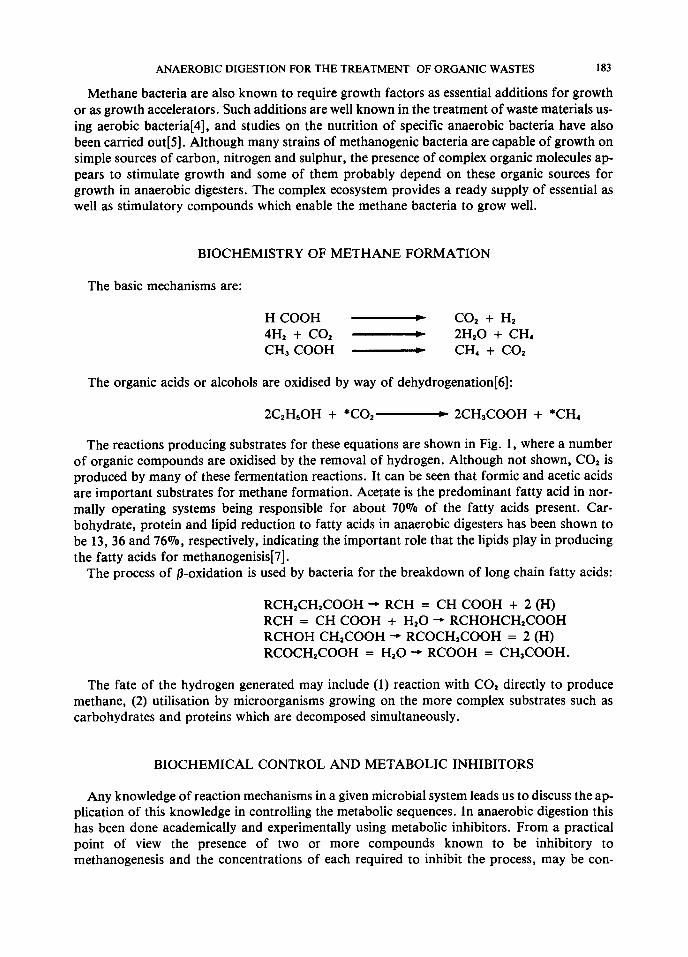
Anaerobic digesters potentially have a number of functions; they may, for example, be re- quired to produce or conserve energy, reduce the pollution load, reduce the volume of solids, kill pathogens or enhance the value of the waste as a fertilizer. For a given application one or more of these functions will be paramount. Figure 2 shows a digester plant used in an energy generation mode. Here there is an emphasis on energy saving and on the equipment necessary for producing and using the gas.
Many of the methods used for sludge treatment involve the reduction of the volume of waste in order to reduce the cost of transport to final disposal. Incineration is expensive due to high
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 185
WASTE
I ’
Low TOTAL SOLIDS THICKENING E9UlPMENT
I
Fig. 2. Energy generation mode.
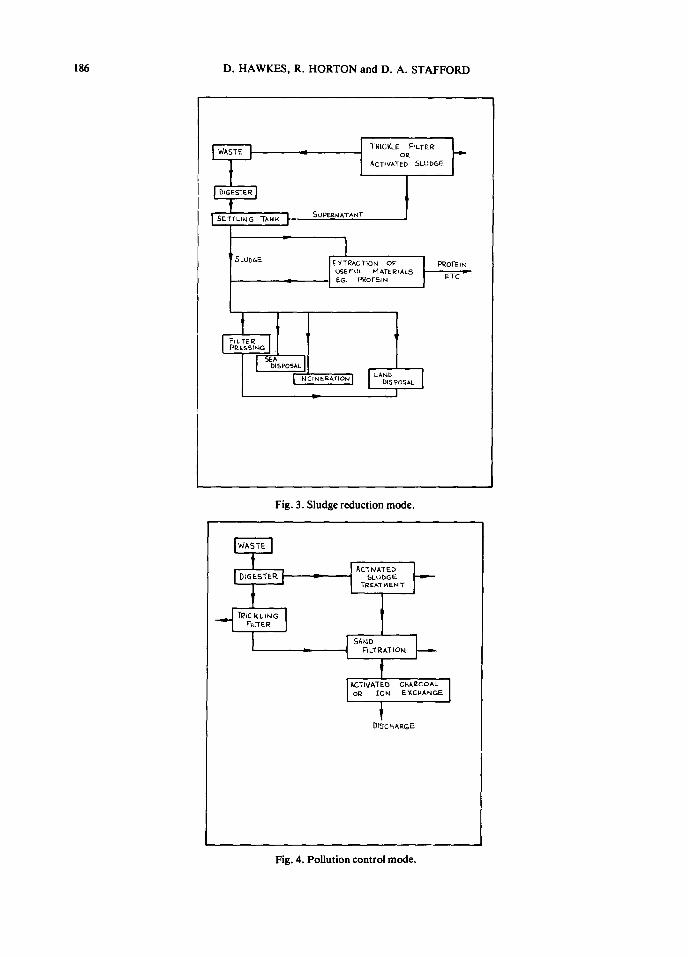
fuel costs and land and sea disposal is becoming less desirable on environmental grounds. Figure 3 shows a system with the accent on equipment for further reducing the volume of the sludge through such devices as trickling filters, the sludge from which is returned to the digester.
For pollution control there will again be ancillary equipment designed to reduce the pollution load more than is possible with digestion alone and here gas generation may be of secondary im- portance (Fig. 4).
The final design will reflect these functions as well as the value the customer places on the fringe benefits and the degree of automation and sophistication he requires.
Once the main digester system requirements have been established, it is necessary to look in detail at individual components. For any design problem it is necessary to specify the precise re- quirements. This is best accomplished by listing all the parameters that concern design and then methodically to supply details and information on these separate aspects. The end result of this simple but deliberate exercise can be surprising by indicating a final design which may be somewhat different from that originally envisaged.
Briefly, the design check list will contain statements on such things as: (A) Type of waste to be recycled: (1) Solids percentage; (2) quantity; (3) amenability to
anaerobic digestion, etc. (B) The digester system: (1) Quantity and methods of manufacture; (2) size; (3) ambient con-
ditions; (4) gas usage requirements; (5) operating labour available; (6) maintenance and safety requirements etc.
The former type of information will be gained from laboratory and pilot plant operation and the latter from the specific requirements and general digester design data.
The next stage will be to study each part of the digester separately and decide on a suitable design for that particular detail; for example, the method of feeding the digester that is to be
186 D. HAWKES, R. HORTON and D. A. STAFFORD
Fig. 3. Sludge reduction mode.
I t
SAND FILTRATION
t KTIVATED CHARCOAL OR ION EYCUANGE
t DISCHARGE
Fig. 4. Pollution control mode.
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 187
adopted. Again the procedure is to write down the specifications that the feeding mechanism has to comply with. This could be as follows:
(1) It must be capable of handling a wide range of input material varying from a watery liquid to a highly abrasive slurry containing large solid particles.
(2) Retention time to be variable from a few hours to many days. (3) Reliable and fail safe. (4) Easy to maintain. (5) Capable of continuous feeding from an open container to the closed anaerobic digester. (6) Must overcome the problem of a changing head of liquid in the feed holding tank.
In order to design a digester which will give efficient digestion and plant performance it is necessary to know accurately the characteristics of the natural organic waste that is to be digested. Organic material such as fats, carbohydrates and proteins are the main source of nutrient for the bacteria involved in at least the first stage of digestion and if the amount of these present in the waste is known, an estimate of the possible gas production can also be made[l2]. Inhibitory organic chemicals such as phenols, common in some industrial wastes, and pesticides sometimes occurring in certain farm wastes, need to be quantified so that if possible, steps can be taken to eradicate them at source if the amounts are large. Failure to do this will result in difficulties with digester stability.
Inorganic chemicals, including chlorides, heavy metals and other toxic compounds that occur particularly in industrial wastes, must be considered, since although certain amounts can be tolerated they are generally inhibitory to the process.
The amount of nitrogen, phosphorus and potash contained in the digester feed is especially important if the residue from the digester is to be used as a fertilizer and in order to supply enough nitrogen for microbial growth and activity, the carbon to nitrogen ratio ideally should be in the region of 20 - 30: I for optimum digestion. Materials with a very high carbon content can have low cost nitrogen additions so that the process can proceed more efficiently.
Another characteristic of the waste that needs to be known is the presence of any pathogens. Although anaerobic digestion destroys a large proportion of some species, including E. coli (see Tables 1 and 2), some are extremely resistant and if present in the influent, may remain after digestion. It may be necessary to treat further the residue before final disposal in some cases, and this will of course add to the complexity and cost of a plant.
LOADING RATES
One of the most important parameters in digester design is the loading rate, which expresses the amount of solid biodegradable material per unit volume that will be introduced into the digester and which in turn can be converted to methane. If the loading rate is too low, the bacteria will exhibit a lower metabolic activity and very small quantities of gas will be produced, although perhaps with an efficient solids breakdown. If the loading rate is too high an overload situation will be produced in which VFA builds up, gas production drops and the proportion of carbon dioxide rises. A high-loading rate design figure for a municipal sewage digester may be 3.5 kg VS/m’ per day, at a retention time of 18 days and a raw sludge concentration of 8% solids.
188 D. HAWKES, R. HORTON and D. A. STAFFORD
RETENTION TIMES
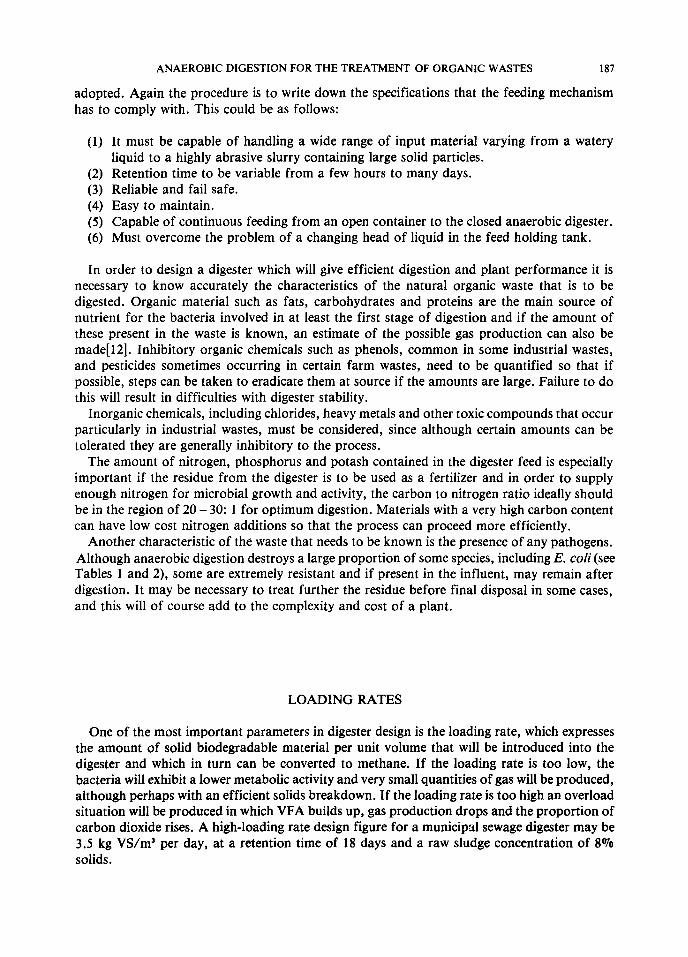
Hydraulic The effect of sludge concentration and hydraulic retention time on the volatile solids loading
rate can be seen in Figs. 5 and 6. This is based on an 80% VS content of the sludge. From Fig. 6,
LOADING RATE VSlkg)lmyday
Fig. 5. Loading rate vs sludge concentration for various retention times.
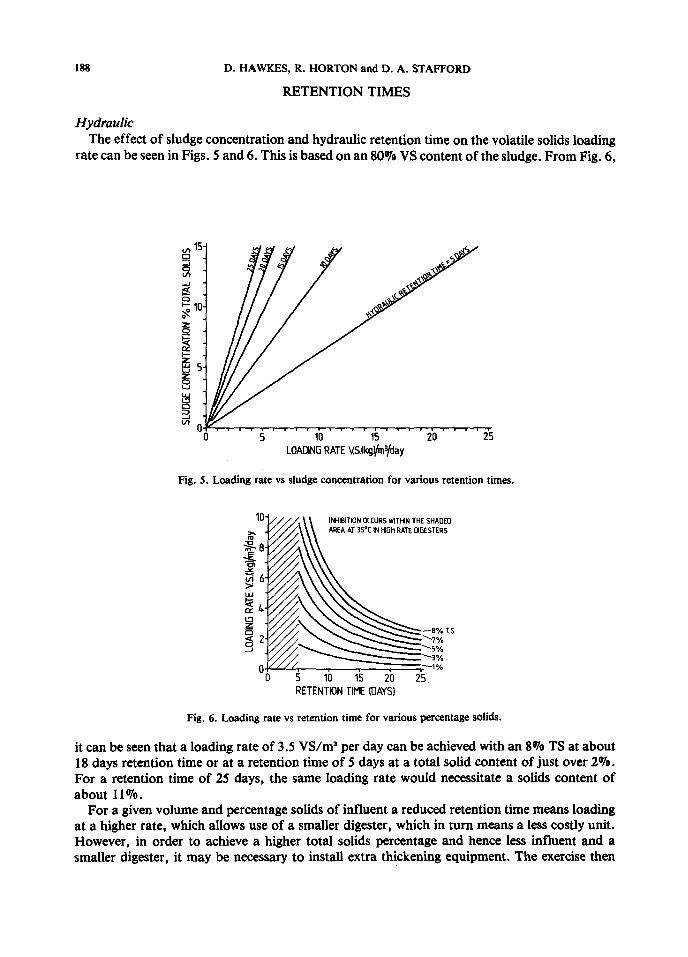
INHIBITION OCCURS WITHIN THE SHAOEO AREA AT 35’C IN HIGH RATE MGESTERS
0 5 10 15 20 25 RETENTION TIME DAYS)
Fi8. 6. Loading rate vs retention time for various percentage solids.
it can be seen that a loading rate of 3.5 VS/m3 per day can be achieved with an 8% TS at about 18 days retention time or at a retention time of 5 days at a total solid content of just over 2%. For a retention time of 25 days, the same loading rate would necessitate a solids content of about 11%.
For a given volume and percentage solids of influent a reduced retention time means loading at a higher rate, which allows use of a smaller digester, which in turn means a less costly unit. However, in order to achieve a higher total solids percentage and hence less influent and a smaller digester, it may be necessary to install extra thickening equipment. The exercise then
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 189
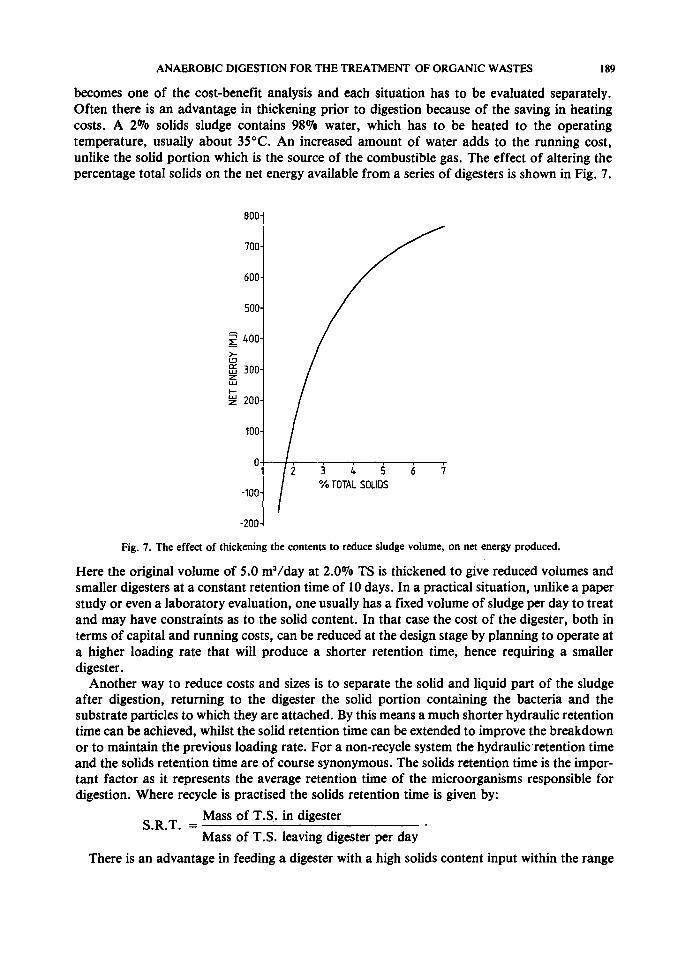
becomes one of the cost-benefit analysis and each situation has to be evaluated separately. Often there is an advantage in thickening prior to digestion because of the saving in heating costs. A 2% solids sludge contains 98% water, which has to be heated to the operating temperature, usually about 35°C. An increased amount of water adds to the running cost, unlike the solid portion which is the source of the combustible gas. The effect of altering the percentage total solids on the net energy available from a series of digesters is shown in Fig. 7.
700-
600-
500-
2 400-
& E 300- cl WC z 200-
IOO-
0 2 3 4 5 6 7
-100 % TOTAL SOLIDS
Fig. 7. The effect of thickening the contents to reduce sludge volume, on net energy produced.
Here the original volume of 5.0 m3/day at 2.0% TS is thickened to give reduced volumes and smaller digesters at a constant retention time of 10 days. In a practical situation, unlike a paper study or even a laboratory evaluation, one usually has a fixed volume of sludge per day to treat and may have constraints as to the solid content. In that case the cost of the digester, both in terms of capital and running costs, can be reduced at the design stage by planning to operate at a higher loading rate that will produce a shorter retention time, hence requiring a smaller digester.
Another way to reduce costs and sizes is to separate the solid and liquid part of the sludge after digestion, returning to the digester the solid portion containing the bacteria and the substrate particles to which they are attached. By this means a much shorter hydraulic retention time can be achieved, whilst the solid retention time can be extended to improve the breakdown or to maintain the previous loading rate. For a non-recycle system the hydraulic,retention time and the solids retention time are of course synonymous. The solids retention time is the impor- tant factor as it represents the average retention time of the microorganisms responsible for digestion. Where recycle is practised the solids retention time is given by:
S.R.T. = Mass of T.S. in digester
Mass of T.S. leaving digester per day
There is an advantage in feeding a digester with a high solids content input within the range
190 D. HAWKES, R. HORTON and D. A. STAFFORD
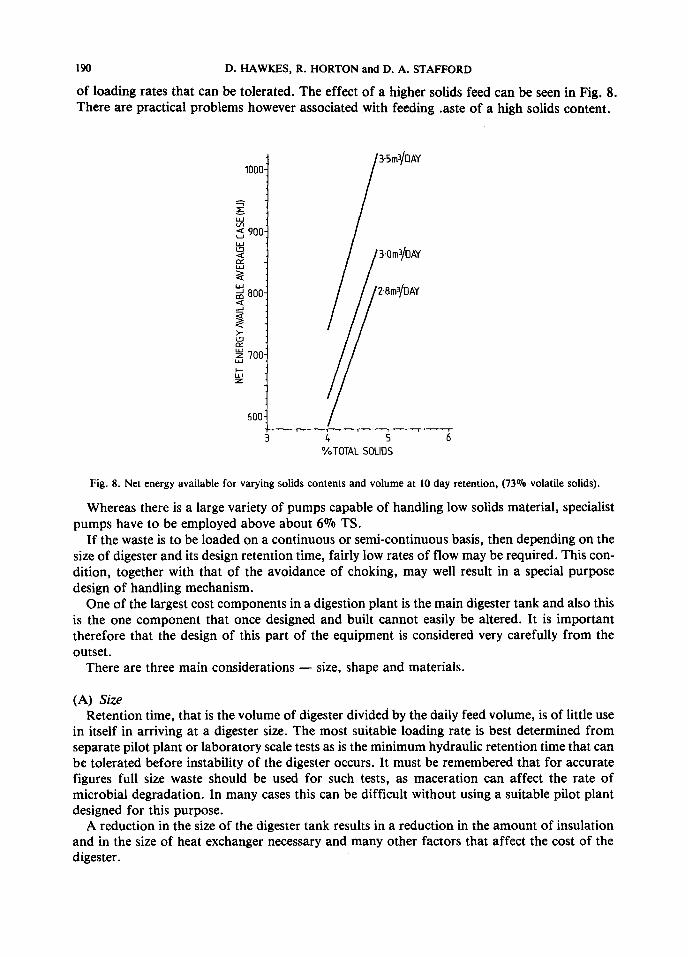
of loading rates that can be tolerated. The effect of a higher solids feed can be seen in Fig. 8. There are practical problems however associated with feeding .aste of a high solids content.
6004 i.........:....n ...I..-.-....?
3 4 5 6 %TOTAL SOLIDS
Fig. 8. Net energy available for varying solids contents and volume at 10 day retention, (73% volatile solids).
Whereas there is a large variety of pumps capable of handling low solids material, specialist pumps have to be employed above about 6% TS.
If the waste is to be loaded on a continuous or semi-continuous basis, then depending on the size of digester and its design retention time, fairly low rates of flow may be required. This con- dition, together with that of the avoidance of choking, may well result in a special purpose design of handling mechanism.
One of the largest cost components in a digestion plant is the main digester tank and also this is the one component that once designed and built cannot easily be altered. It is important therefore that the design of this part of the equipment is considered very carefully from the outset.
There are three main considerations - size, shape and materials.
(A) Size Retention time, that is the volume of digester divided by the daily feed volume, is of little use
in itself in arriving at a digester size. The most suitable loading rate is best determined from separate pilot plant or laboratory scale tests as is the minimum hydraulic retention time that can be tolerated before instability of the digester occurs. It must be remembered that for accurate figures full size waste should be used for such tests, as maceration can affect the rate of microbial degradation. In many cases this can be difficult without using a suitable pilot plant designed for this purpose.
A reduction in the size of the digester tank results in a reduction in the amount of insulation and in the size of heat exchanger necessary and many other factors that affect the cost of the digester.
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 191
(B) Shape The shape of the tank is very important because of the necessity for adequate mixing and
clearly the shape of the digester and the method chosen for mixing are related. For batch type and plug flow digesters, mixing is not essential, although some type of agitation is often includ- ed in the former. Mixing by gas recirculation appears to offer most advantages[ 13 - 161. The ex- planation for its improvement to digester performance is not clear as several theories have been put forward[ 171. Arguments proposing that unscrubbed gas recirculation could impair overall gas production are put forward by Graef[l8] who reasoned that carbon dioxide diffusion en- couraged carbonic acid build-up which increased acidity of digester contents and so inhibited methanogenesis. Experiments have also been conducted using only carbon dioxide[ 141 resulting in an increase in gas generation. Konstandt[ 121 states that gas diffusion is the best and most ef- ficient method of mixing. The sludge gas is compressed by a gas pump and released back into the digester. The bubbles ascending with a relatively high velocity incur good mixing patterns in the digester and also displace the little bubbles of gas which adhere to the floes of biomass. It is therefore quite possible that the increase in digester performance, common to many gas recir- culation plants, is not due to any biological phenomena but a straightforward mechanical pro- cess of physically removing minute gas bubbles from methogenic organisms, allowing more rapid contact of bacteria and nutrient substate.
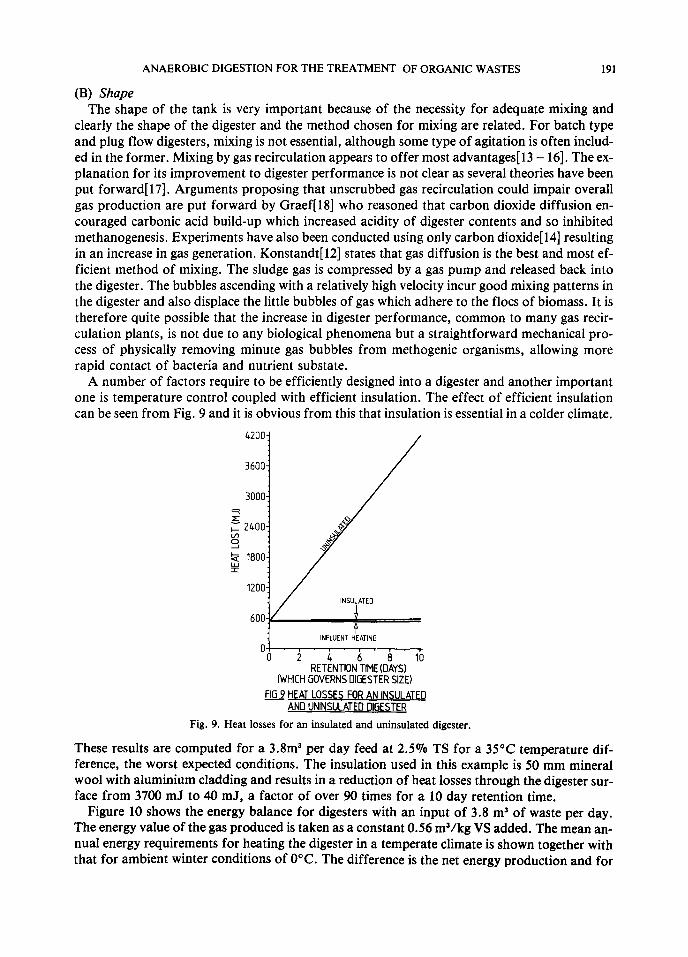
A number of factors require to be efficiently designed into a digester and another important one is temperature control coupled with efficient insulation. The effect of efficient insulation can be seen from Fig. 9 and it is obvious from this that insulation is essential in a colder climate.
3600:
1200: INSULATED
600:
INFLUENT HkATING
0 c 0 2
RET~NTIm&lE & IO
M-~ICH GOVERNS DIGESTER SIZE) &3HEATLOSSES FORANINSULATED
ANDUNINSULATEODIGESTER
Fig. 9. Heat losses for an insulated and uninsulated digester.
These results are computed for a 3.8m3 per day feed at 2.5% TS for a 35°C temperature dif- ference, the worst expected conditions. The insulation used in this example is 50 mm mineral wool with aluminium cladding and results in a reduction of heat losses through the digester sur- face from 3700 mJ to 40 mJ, a factor of over 90 times for a 10 day retention time.
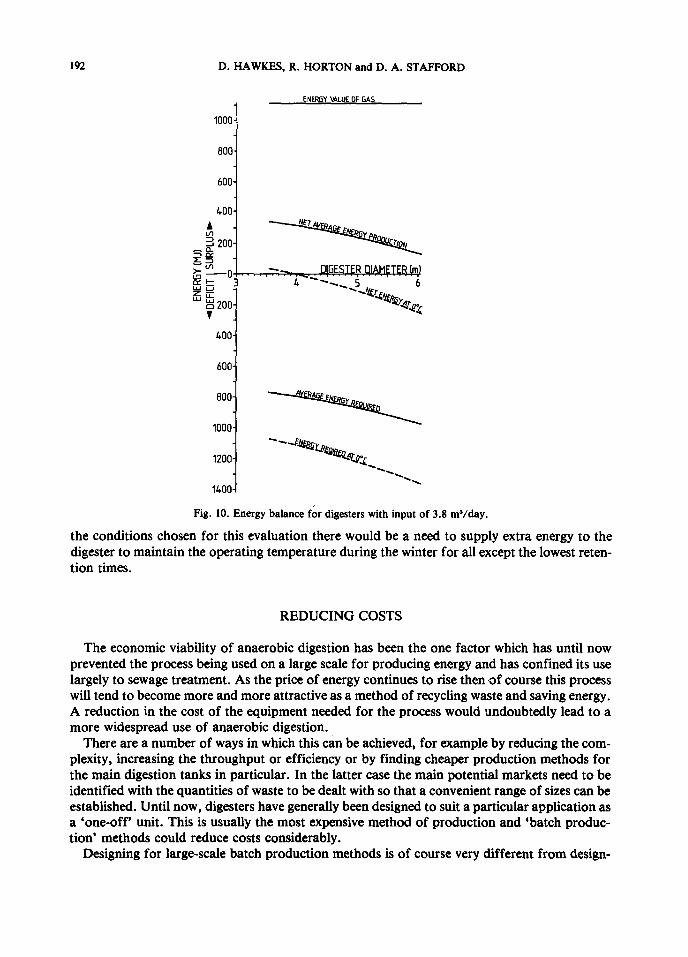
Figure 10 shows the energy balance for digesters with an input of 3.8 m3 of waste per day. The energy value of the gas produced is taken as a constant 0.56 m’/kg VS added. The mean an- nual energy requirements for heating the digester in a temperate climate is shown together with that for ambient winter conditions of 0°C. The difference is the net energy production and for
192 D. HAWKES, R. HORTON and D. A. STAFFORD
ENERGY VALUE OF GAS
600
600
Fig. 10. Energy balance fbr digesters with input of 3.8 ma/day.
the conditions chosen for this evaluation there would be a need to supply extra energy to the digester to maintain the operating temperature during the winter for all except the lowest reten- tion times.
REDUCING COSTS
The economic viability of anaerobic digestion has been the one factor which has until now prevented the process being used on a large scale for producing energy and has confined its use largely to sewage treatment. As the price of energy continues to rise then of course this process will tend to become more and more attractive as a method of recycling waste and saving energy. A reduction in the cost of the equipment needed for the process would undoubtedly lead to a more widespread use of anaerobic digestion.
There are a number of ways in which this can be achieved, for example by reducing the com- plexity, increasing the throughput or efficiency or by finding cheaper production methods for the main digestion tanks in particular. In the latter case the main potential markets need to be identified with the quantities of waste to be dealt with so that a convenient range of sixes can be established. Until now, digesters have generally been designed to suit a particular application as a ‘one-off’ unit. This is usually the most expensive method of production and ‘batch produc- tion’ methods could reduce costs considerably.
Designing for large-scale batch production methods is of course very different from design-
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 193
ing for a one-off situation and a thorough knowledge of engineering production methods and practical limitations is essential. The Anaerobic Digester Research and Development Unit, bas- ed on the Department of Microbiology, University College Cardiff, and the Department of Mechanical and production Engineering, the Polytechnic of Wales, is attempting to solve many of the problems that have prevented the full exploitation of anaerobic digestion as an economic recycling process.
As a result of earlier research[ 191 new pilot plants were designed and constructed for evalua- tion. These have been operating automatically and continuously for the past 12 months on sewage sludge. Laboratory digesters have also been operating on a variety of wastes, including domestic refuse, industrial effluents, food processing wastes as well as sewage sludge.
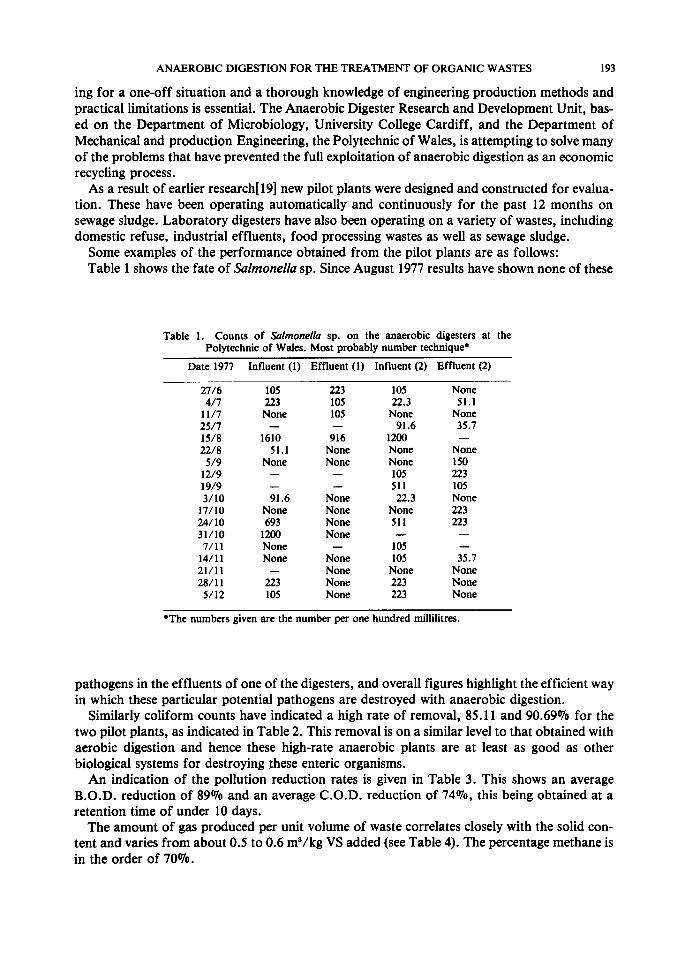
Some examples of the performance obtained from the pilot plants are as follows: Table 1 shows the fate of Salmonella sp. Since August 1977 results have shown none of these
Table 1. Counts of Salmonella sp. on the anaerobic digesters at the Polytechnic of Wales. Most probably number technique*
Date 1977 Influent (1) Effluent (1) Influent (2) Effluent (2)
21/6 105 223 105 None 4/l 223 105 22.3 51.1
11/7 None 105 None None 25/7 - - 91.6 35.1 1518 1610 916 1200 - 22/8 51.1 None None None
s/9 None None None 150 12/9 - - 105 223 19/9
91.6 - 511 105
3/10 None 22.3 None 17/10 None None None 223 24/10 693 None 511 223 31110 1200 None - -
7/11 None - 105 - 14/11 None None 105 35.7 21/11 - None None None 28/l 1 223 None 223 None
5/12 105 None 223 None
*The numbers given are the number per one hundred millilitres.
pathogens in the effluents of one of the digesters, and overall figures highlight the efficient way in which these particular potential pathogens are destroyed with anaerobic digestion.
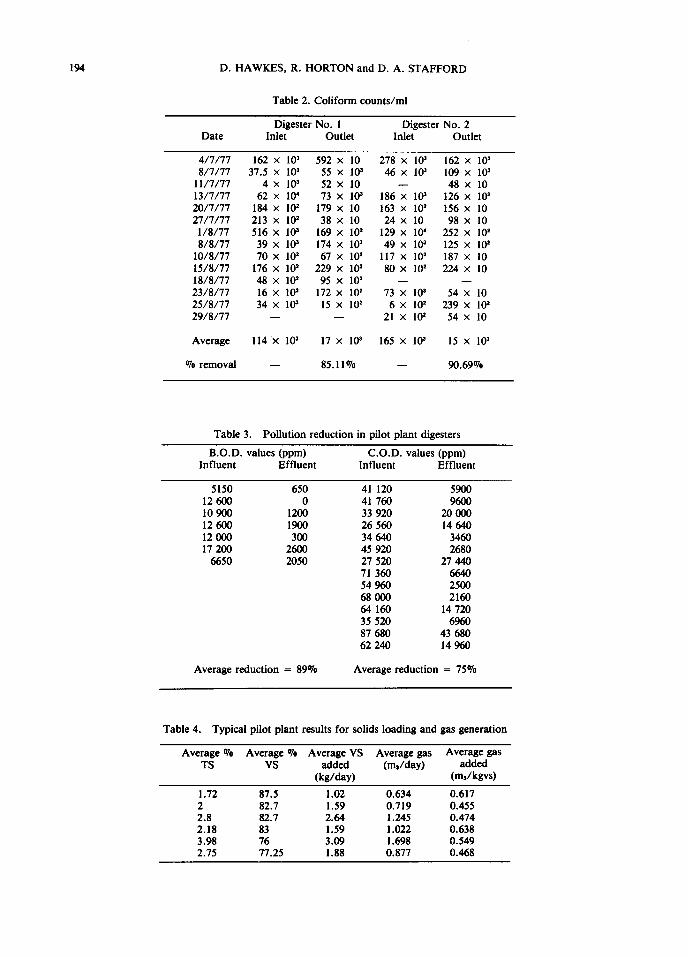
Similarly coliform counts have indicated a high rate of removal, 85.11 and 90.69% for the two pilot plants, as indicated in Table 2. This removal is on a similar level to that obtained with aerobic digestion and hence these high-rate anaerobic plants are at least as good as other biological systems for destroying these enteric organisms.
An indication of the pollution reduction rates is given in Table 3. This shows an average B.O.D. reduction of 89% and an average C.O.D. reduction of 74070, this being obtained at a retention time of under 10 days.
The amount of gas produced per unit volume of waste correlates closely with the solid con- tent and varies from about 0.5 to 0.6 m3/kg VS added (see Table 4). The percentage methane is in the order of 70%.
194 D. HAWKES, R. HORTON and D. A. STAFFORD
Table 2. Coliform counts/ml
Date Digester No. 1 Digester No. 2
Inlet Outlet Inlet Outlet
4/7/11 8/l/11
11/l/71 13/l/77 20/l/11 21/l/71
l/8/11 8/8/77
10/8/77 15/8/11 18/8/11 23/8/11 25/8/71 29/8/11
Average
% removal
162 x 1oJ 592 x 10 218 x lo3 162 x 10’ 37.5 x 10’ 55 x 103 46 x lOa 109 x 105
4 x 1oJ 52 x 10 - 48 x 10 62 x 10 13 x 103 186 x 101 126 x 10’
184 x 10’ 119 x 10 163 x 10’ 156 x 10 213 x lp 38 x 10 24 x 10 98 x 10 516 x 105 169 x 10’ 129 x 10’ 252 x 10’ 39 x lo) 174 x 10’ 49 x l@ 125 x 10’ 10 x 1w 67 x 10’ 117 x 10’ 187 x 10
176 x lp 229 x 10’ 80 x lp 224 x 10 48 x 10’ 95xw - - 16 x 10’ 112 x 10’ 73 x 10’ 54 x 10 34 x 101 15 x 102 6 x 10’ 239 x 102
- - 21 x 10’ 54 x 10
114 x 10’ 11 x 105 165 x 10’ 15 x 105
- 85.11% - 90.69%
Table 3. Pollution reduction in pilot plant digesters
B.O.D. values (ppm) C.O.D. values (ppm) Influent Effluent Influent Effluent
5150 650 12 600 0 10 900 1200 12 600 1900 12ooo 300 11200 2600
6650 2050
Average reduction = 89% Average reduction = 75%
41 120 41 160 33 920 26 560 34 640 45 920 27 520 11 360 54 960 68 000 64 160 35 520 81680 62 240
5900
20 000 14 640
3460 2680
21440 6640 2500 2160
14 120
Table 4. Typical pilot plant results for solids loading and gas generation
Average % Average % Average VS Average gas Average gas TS vs added (mhiay) added
(kg/day) (m&gvs)
1.12 81.5 1.02 0.634 0.611 2 82.1 1.59 0.719 0.455 2.8 82.7 2.64 1.245 0.414 2.18 83 1.59 1.022 0.638 3.98 16 3.09 1.698 0.549 2.75 77.25 1.88 0.817 0.468
ANAEROBIC DIGESTION FOR THE TREATMENT OF ORGANIC WASTES 195
These results have largely substantiated the earlier predictions regarding performance and ef- ficiency of this particular design of digester. A large engineering company is now building a full-sized prototype, for final evaluation, with the intention of mass producing the equipment for commercial exploitation.
1. 2. 3. 4.
5.
6. 7. 8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
18.
19.
REFERENCES
J. G. Zeikus, The biology of methane bacteria, Bat. Rev. 41, 514 (1977). R. S. Wolfe, Microbial formation of methane, A&. Microbial. Physiol. 6, 107 (1971). T. C. Stadtman, Methane fermentation, A. Rev. Microbial. 21, 121 (1967). A. J. Woodard, D. A. Stafford and A. G. Calley, Biochemical studies onaccelerated treatment of thiocyanate by activated sludge using growth factos such as pyruvate, J. uppl. Butt. 37, 277 (1974). M. P. Bryant, S. F. Tzeng, I. M. Robinson and A. E. Joyner, Nutrient requirements of methanogenic bacteria, A&. Chem. Ser. 105, 23 (1971). M. J. Pine, The methane fermentations, A&. C/rem. Ser. 105, 1 (1971). D. P. Chynoweth and R. A. Mah, Volatile acid formation in sludge digestion, A&. C/rem. Ser. 105,41 (1971). P. N. Hobson, S. Bousefield and R. Summers, Anaerobic digestion of organic matter, CRC Crit. Rev. Environ. Control 4, 131 (1974). I. J. Kugelman and K. K. Chin, Toxicity, synergism and antagonism in anaerobic waste treatment processes, A&. Chem. Ser. 105, 55 (1971). C. L. Cooney and R. A. Ackerman, Thermophilic anaerobic digestion of cellulosic waste, Eur. J. uppl. Microbial. 2, 65 (1975). D. A. Stafford, H. R. Horton and D. L. Hawkes, Designing a digester, Methune Productionfrom Waste Organic Mutter, Chap. 5. CRC Press (in preparation). H. Cl. Konstandt and H. Roediger, Engineering operation and economics of methane gas production, Microbial. Energy Conversion. (Edited by H. G. Schlegel and J. Barnuea). Pergamon Press, Oxford, (1977). P. F. Morgan and P. J. Neuspiel, Environmental control of anaerobic digestion with gas diffusion, Biological 7ieut. of Sew. and Ind. Waste, Edited by J. McCabe, W. W. Eckenfelder and N. T. Reinhold (1957). B. P. Sen, T. R. Bhaskaran, Anaerobic digestion of liquid molasses distillery wastes, Wat. Pollut. Cont. Fed. 34, (10) 1014- 1025 (Ott, 1962). C. H. Sawyer and H. K. Roy, A laboratory evaluation of high rate sludge digestion, Sewage Ind. Wustes 27, (12) 1356- 1363 (Dec. 1955). A. A. Estrada, Design and cost considerations in high rate sludge digestion, J. Sunit. Engng. Div. Am. Sot. civ. Engrs. SA3, 111 - 127 (May 1960). C. D. Finney and R. S. Evans, Anaerobic digestion. The rate limiting process and the nature of inhibition, Science 190 - 219, 1088 - 1089 (Sept 1975). S. P. Graef, Dynamics and control strategy for the anaerobic digester Ph.D thesis. Dept. of Env. System Engr, Clemson Univ. (May 1972). D. L. Hawkes, H. R. Horton and D. A. Stafford, The application of anaerobic digestion to producing methane gas and fertilizer from farm wastes, Process B&hem. 12, (2) 32 - 35 (March 1976).