the journal of american live the ideals of fellowship, inspiration, and education which prompted the...
TRANSCRIPT
AmericAnBAking
Preview:Building a LEED BakeryWaste to ProfitClean Label StrategiesOven TechnologyOSHA and Combustible DustProject ManagementSanitary Design
Also in the issue:2011 Baking Hall of Fame InducteesFood Service TrendsIndustry UpdatesUpdated Dietary Guidelines
The JournAl of
2011volumE 87
ProcEEdings of thE 87th AnnuAl tEchnicAl confErEncE
The JournAl of AmericAn BAking 2011

www.asbe.orgPAGE 1
March 6-9, 2011, provided a week crammed with knowledge and networking for members of the American Society of Baking and their industry colleagues and peers.
BakingTech 2011 saw gains in attendance, exhibitor participation and learning opportunities for baker and allied industry participant alike. Held once more at the Chicago Marriott Downtown Magnificent Mile hotel, ASB’s 87th annual technical conference attracted 1,030 attendees and 201 exhibitors. They had the opportunity to hear 20 technical presentations as well as reports from the American Bakers Association, the Grain Foods Foundation and many of the ASB advisory and technical committees.
Program Chairman Paul Lattan challenged attendees to get more out of the con-ference this year, noting that “you get out what you put in.” With that in mind, he urged ASB members and conference attendees to get involved, work the mar-ketplace, attend the technical sessions and engage the fullest at the networking events that make the annual meeting “The Best Week in Baking.”
ASB Chairman Rowdy Brixey chose a theme with special personal and professional meaning to him — Nourishing for Generations. The son of a long-time bakery engineer, Mr. Brixey has devoted his career to baking and bakery engineering. To introduce the theme to the 2011 audience, he interviewed Morton Sosland, a member of the Baking Hall of Fame’s 2006 inaugural class and a writer, editor and publisher who has covered the milling and baking industries throughout his long professional career. The video interview touched on the contributions that those in grain-based foods industry have made to the health and financial strength of this field.
Technical sessions opened with keynote speakers. On Monday, March 7, Ed Viesturs described his adventures climbing the world’s 8,000-meter peaks, all 14 of them. He related how risk management, team work, overcoming obstacles, preparation and execution enabled him to reach the ranks of the world’s foremost high-altitude mountaineers. On Tuesday, Dr. Lowell Catlett returned to the ASB stage. The noted futurist employed plenty of humor to help conference attendees better understand current business trends and the economy.
ASB announced future meeting dates for its annual technical conference: March 4-7, 2012; March 3-6, 2013; and March 2-5, 2014.
With appreciation,American Society of Baking
March 2011Journal of American BakingA publicAtion by the AmericAn Society of bAking
Paul LattanProgram Chairman
Rowdy BrixeyChairman
VOLUME 87

www.asbe.orgJournal of American Baking PAGE 3PAGE 2
AS A MEMBER OF THE AMERICAN SOCIETY OF BAKING IT IS MY DESIRE AND PRIVILEGE . . .
-To live the ideals of Fellowship, Inspiration, and Education which prompted the forming of this organization.
-To further the interest and progress of the baking industry in whatever way a greater service may thereby be rendered to society.
-To be broad and free with the exchange of ideas and information among fellow Engineers.
-To promote and practice cleanliness in its highest principles; not alone cleanliness of person, shop and equipment, but also of mind and habit.
-To foster study and knowledge among those engaged with me in the manufacture of bakery foods, realizing always that in the enhancement of our profession in the public esteem each individual contributes an important part.
-To be ever alert to the advancement of the science of baking.
-To assist a fellow Engineer at any time in his problems, upholding in word and deed the substance of the Engineers’ Creed and Golden Rule “All Things What-soever Ye Would That Men Should Do Unto You, Do Ye Even Unto Them.”
-To follow this simple Creed in heart and mind, being ever aware of the responsibility that falls upon me as a producer of one of, if not the most important of all foods, and to do honor to the ancient and honor-able profession of Baking.
MISSION STATEMENT The American Society Baking is a professional organization that brings together individuals in the grain-based food industry for personal development, recognition, education and leadership.
INTRODuCTIONIntroduction .................................................................................................................................................1Mission and Vision Statements ....................................................................................................................2Creed ...........................................................................................................................................................22010-2011 ASB Officers ...............................................................................................................................52011 MarketPlace Exhibitors .......................................................................................................................6BakingTech 2011 Highlights ........................................................................................................................8
MONDAY, MARCH 7, 2011Opening Session - Rowdy Brixey ...............................................................................................................14Chairman’s Address - Rowdy Brixey ..........................................................................................................14Morton Sosland Interview ..........................................................................................................................15Annual Business Meeting ............................................................................................................................18Kent Van Amburg Presentation .................................................................................................................18Baking Hall of Fame Induction Ceremony .................................................................................................20Robert A. Fischer Award - Theresa Cogswell ............................................................................................26No Shortcuts to the Top - Ed Viesturs ......................................................................................................27ENERGY STAR for Industry - Walt Tunnesson .........................................................................................51ENERGY STAR for Baking - David Van Laar ............................................................................................58LEED & Green - Lois Vitt Sale ...................................................................................................................64Building a LEED Bakery - Autumn Bayles ..................................................................................................72Sustainability Q&A Session ........................................................................................................................78
We will educate, communicate and share all year long, to a diversified membership that leads to the Best Week in Baking.VISION STATEMENT
Table of Contents
CREED OF THE BAKERY ENGINEER
1924

www.asbe.orgJournal of American Baking PAGE 5PAGE 4
TuESDAY, MARCH 8, 2011Dream Space - Dr. Lowell Catlett ..............................................................................................................82Turning Your Waste Streams Into Profit - Mike Salazar ...............................................................................83Building a Market Perspective to Determine Value - Robert Bresnahan.......................................................90The Evolution of Mixing and the Benefits of Vertical Mixers - Davide Drocco ......................................105Freezer to Oven Technologies - Bernard Bruinsma ..................................................................................108Flatbreads: More Than “Thin” and “Flat” - Eric Riggle .............................................................................110Clean Label Strategies: The Importance of Being Relevant & Looking Forward - Kanthe Shelke ..........114Opportunities With Dietary Fiber & Resistant Starch - Rhonda Witwer .................................................125Sodium Reduction in Baking - Brian Strouts ............................................................................................136The Latest Advances in Oven Technology - Dan Malovany and Shane Whitaker ................................148Project Management - Doug Taschner ....................................................................................................157Predictive Maintenance: Reducing Cost, Increasing Productivity - Ted Clayton ...................................165OSHA and Combustible Dust - Glenn Campbell ...................................................................................170Sanitary Design - Joe Stout ......................................................................................................................179Food Safety & Quality Systems - Christina Kelley and Dominic Deblasio .............................................189
WEDNESDAY, MARCH 9, 2011Welcome - Rowdy Brixey ......................................................................................................................... 197
Trends in the Food Service Industry - Kevin Higar .................................................................................198Grupo Bimbo: Past-Present-Future - Ramon Rivera .................................................................................213Industry Updates - Robb Mackie .............................................................................................................2202010 Dietary Guidelines for Americans: Implications for the Grain Industry .............................................224Closing Session - Rowdy Brixey and Jeff Dearduff ..................................................................................231
INDExSubject Index ............................................................................................................................................236List of Papers 1980-2011 ..........................................................................................................................246Conference Notes ....................................................................................................................................256
2010 - 2011 ASB OfficersTABLE OF CONTENTS
Rowdy BrixeyBimbo Bakeries USA
Chairman
Mike ElenzSchwebel Baking Company
3rd Vice Chairman
Terry BartschShaffer Manufacturing
2nd Vice Chairman
Jeff DearduffEast Balt
1st Vice Chairman
Larry MarcucciAlpha Baking Company
Secretary/Treasurer
Kent Van AmburgAmerican Society of Baking
Executive Director
Paul LattanSosland Publishing Company
Program Chair
Jeff DearduffEast Balt
Session Chair
Steve BerneSosland Publishing Company
Session Chair
Darren JacksonThe Henry Group
Session Chair
Eric RiggleRademaker USA Inc.
Session Chair
Wendy EbbingBundy Baking Solutions
Session Chair
Ed BrackmanThe Fred D. Pfening Company
Session Chair
Brian FatulaDanisco
Session Chair
Mark RiceClabber Girl Corporation
Session Chair
BAKINGTECH 2011 PROGRAM PLANNING COMMITTEE

www.asbe.orgJournal of American Baking PAGE 7PAGE 6
2011 MARKETPLACE ExHIBITORS 2011 MARKETPLACE ExHIBITORSgreAt WeStern mfg
hAnSAloy corporAtionhArpAk-ulmA packaging llc
holmeS eQuipment co.horiZon SyStemS
hoSokAWA confectionery & bAkeryi.J. White corporAtion
inDuStriAl bAkery eQuipmentinDuStriAl netWork SyStemS
internAtionAl fiberintrAloX llc
J & k ingreDientSJ rettenmAier uSA
Jm SWAnk cokAnSAS StAte uniVerSity
kerry ingreDientS & flAVourSkmc
koenig technologykornfeil bAking SyStemS
kWik lok corporAtionlAllemAnD bAking SolutionS
lemAtic inc.lighthouSe plASticS
lime energymAc eQuipment
machine Specialties inc.mAllet & compAny
mAlt proDuctSmAnilDrA corporAtion
mecAtherm SAmeelunie AmericA inc
mhS cASter & mAnufActuring co.michAel holm & ASSociAteS
miD AmericA fooD SAleS ltD.miWe AmericA
moline mAchinerymonoflo internAtionAl
mother murphy’S lAbSmultiVAc incnAegele inc.nAegele inc.
nAtionAl StArchneWSmith StAinleSS ltD.
neXcor technologieS incnorthern pulSe groWerS ASSociAtion
orbiS corporAtionpAlSgAArD incorporAteDpAr-WAy trySon compAny
pcDAtApenton meDiA
petrochem inc.
A m king conStructionAb mAuri fleiSchmAnn’SAb mAuri fleiSchmAnn’S
ADm/mAtSutAni llcAib internAtionAl
Air mAnAgement technologieSAir proceSS SyStemS & conVeyorS co.
Alberici conStructorSAll thingS bAking 2011
AllieD bAkery eQuipment coAmericAn bAkerS ASSociAtionAmericAn bAkerS ASSociAtion
AmericAn pie councilAmeriVAp SyStemS inc.
Amf bAkery SyStemSArlA fooDS ingreDientS
AromAtic inc.AShWorth broS. inc.
AZo inc.b c WilliAmS bAkery SerVice
bAker pArtS inc.bAke-rite internAtionAl
bAkerS courteSy clubbAkerS elementS
bAker’S eXchAngebAkery SyStemS inc.
bAketechbAkeWAre coAting SyStemS
bAlchem corporAtionbAnner-DAybAnner-DAy
bArry cAllebAutbAtory fooDS
beDforD inDuStrieS inc.bel- rAy compAny inc
belShAW ADAmAtic bAkery groupbemA
benDA mAnufActuring inc.bettenDorf StAnforD
biSScbreAD pArtnerS inc.
brolite proDuctS inc.buhler inc
bunDy bAking SolutionSbunDy bAking SolutionS
burforD corp.cAin fooDS
cAinco pAnScAliforniA nAturAl proDuctS
cAliforniA rAiSin mArketing boArDcAmbriDge internAtionAl inc.
cAmp DreSSer mckee inccAmpbell SyStemS inc.cApWAy SyStemS inc.cArAVAn ingreDientScAremoli uSAcArmi flAVor & frAgrAncecereAl ingreDientS inc.ch bAbb co. inc.chihon biotechnologycinch bAkery eQuipmentclAbber girl corporAtionclock ASSociAteScmc AmericAcolborne fooDboticS llccolloiDeS nAturelS inc.contemAr Silo SyStemS inc.corn proDuctScorn refinerS ASSociAtioncSm bAkery proDuctS nAcSm WorlDWiDe inc.DAkotA SpeciAlty millingDAniScoDAWn fooD proDuctS inc.De lA bAllinA inDuStryDorAn ScAleSDrADer bAkery logiSticSDSm fooD SpeciAltieSDunbAr SyStemS/Auto-bAkeecS engineeringeDme ltDenreco inc.enSign ribbon burnerS llcenZyme DeVelopment corporAtioneSi group uSAeSterle molD & mAchine compAny inc.eye pro SyStemSfArmer Direct fooDS inc.flAVorchemflynn burner corpfocuS WorkS inc.fooDtoolS inc.formoSt fuJi corporAtionfrAnZ hAAS mAchinery of AmericAfuchS lubritechgemini bAkery eQuipmentgenerAl millSgeneStAglAnbiA nutritionAlSgolD coASt ingreDientSgrAin fooDS founDAtion/WheAt fooDS councilgrAin proceSSing corporAtion
poWDer-SolutionS inc.prAter-SterlingproblenD ingreDientS inc.purAtoS corporAtionrADemAker uSA inc.reADing bAkery SyStemSreD StAr yeASt compAnyrehrig pAcific compAnyreiSerreVent inc.rheon uSAronDo inc.roQuette AmericA inc.SASA-DemArleSg SyStemSShArpSeArch ltD.Shick uSASiemenS inDuStry inc.SightlineSnAck fooD & WholeSAle bAkery mAgAZineSoSlAnD publiShing co.Spooner inDuStrieS limiteDSteWArt SyStemSSunoptA ingreDientS groupSWeetener Supply compAnyt&t conSultingthe AuStin compAnythe freD D pfening compAnythe henry groupthe long compAnythe peerleSS groupthe perfect Scorethe Wright groupthymly proDuctStomric SyStemStoolboX SoftWAre nAtopoS monDiAlturkington uSAunifiller SyStemSuniteD bAkery eQuipmentVinAS-robotrAyVmiWAtSon incWebber/Smith ASSociAteSWelDon SolutionSWorkhorSe AutomAtionWp kemper bAkery SyStemSZeppelin SyStemS uSA inc

www.asbe.orgJournal of American Baking PAGE 9PAGE 8
2011 BAKINGTECH HIGHLIGHTS 2011 BAKINGTECH HIGHLIGHTS
1. Dave hipenbecker (left), kroger co., and ray Anater, lematic, contribute to the discussion about improving the biSSc/AnSi standard at bemA’s Safety and Sanitation committee meeting.2. Don osborne, intralox, bemA’s membership committee chair, greets more than 15 firsttime attendees to Winter Summit during the committee meeting.3. phil Domenicucci, Amf bakery Systems, asks a question a bout the biSSc code updates of gale prince, Sage food Safety, who presented at bemA’s educational session.4. the supermarket bakery panel highlighted bemA’s educational session. (from left) bemA board member Damian morabito, topos mondial corp.; guest panelist thierry reunbrouck, h-e-b; and bemA board member matt Zielsdorf, the peerless group.
1
2 3
4
5. (from left) representing clabber girl corp. are pat Jobe, lou fahey and mark rice.6. theresa cogswell (left), SbW president, and lee Sanders (right), a founding member of SbW, present the group’s 2011 scholarship to caroline bacon (center).7. (from left) troy henry and Darren Jackson of the henry group catch up with ivo kornfeil, kornfeil baking Systems, and Dave groff, bed-ford industries. 8. (from left) Dave Watson, pepperidge farm, networks with kevin knott, franz haas ma-chinery of America, and marc braun, pc Data. 9. chris thomas prepares to share national Starch food innovation’s sample cookies at its ASb tabletop.
5
6 7
8 9
www.asbe.orgJournal of American Baking PAGE 11PAGE 10
2011 BAKINGTECH HIGHLIGHTS 2011 BAKINGTECH HIGHLIGHTS
1. rowdy brixley (left), bimbo bakeries uSA, catches up with mario Diaz, grupo bimbo.2. representing the peerless group are patrice painchaud (left) and matt Zielsdorf.3. (from left) John Del campo, brandywine ingredient technol-ogy; rich berger, Sara lee; and James Apple, Sara lee/butter krust baking co., enjoy the welcome reception for the 2011 baking hall of fame inductees.4. (from left) len kilby, mac holt and Joakim nordell gather at the Stewart Systems tabletop.5. theresa cogswell (left), bakercogs, inc. and Baking & Snack columnist, talks with george Deese, flowers foods, at the baking hall of fame welcome reception.
1
5
2
3 4
6. Dr. lowell catlett, economist, futurist and comedian, entertains the crowd for the second year in a row with animated real-world explanations of the economy as it stands today and what it will become when baby boomers retire. 7. russell t. bundy, bundy baking Solutions; his wife, liz bundy; and george Deese, flowers foods; wake up with coffee and treats at the baking hall of fame reception.8. (left) ASb chairman rowdy brixey, bimbo bakeries uSA; and his wife, tracy (second from left), listen intently to the opening general session.9. (from left) Jason Stricker, Jeana ray, Scott fischer and mike Abare from Shick uSA mingle at the mar-ketplace.
6
7
8
9

www.asbe.orgJournal of American Baking PAGE 13PAGE 12
2011 BAKINGTECH HIGHLIGHTS 2011 BAKINGTECH HIGHLIGHTS
1. (from left) kent Van Amburg, ASb; bill mccurry, grain foods foundation; and brad burris, D. thomas & Associates. 2. monday’s keynote speaker, ed Viesturs (left), and paul lattan, Baking & Snack magazine.3. (from left) larry marcucci, Alpha baking company; mike elenz, Schwebel baking com-pany; terry bartsch, Shaffer manufacturing; Jeff Dearduff, east balt; and rowdy brixey, bimbo bakeries uSA. 4. Joe Sweeney (left) and ed brackman rep-resent the fred D. pfening company.5. (from left) Dan malovany, Baking & Snack magazine; bill mccurry, grain foods founda-tion; Judi Adams, grain foods foundation/Wheat foods council; theresa cogswell, bakercogs, inc.; brian Strouts, Aib interna-tional; and genaro gonzales, california raisin marketing board. 6. greg brown (left) and troy henry represent the henry group.
2
3
5
4
6
9. representing lime energy at its table top are laureen miranda (left) and Dan parke.10. Baking & Snack associate publisher Steve berne (far right) presents plaques of appreciation to the participants of the sustainability technical session: (from left) Autumn bayles, tasty baking co; Dave Van laar, oak State products; Walt tunnessen, environmental protection Agency; and lois Vitt Sale, Wight & co.11. Jeff Dearduff (left), 2012 ASb chair-man, and 2012 program chairman tom mccurry, unveil the theme for next year’s meeting, rise up.
7. (from left) Baking & Snack associate publisher bruce Webster talks with barry callebaut representatives laura bergan and chadwick larsen. 8. eric riggle prepares literature for visi-tors to rademaker’s tabletop.
7
8
9 10
11
1

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 15PAGE 14
OPENING SESSION
INTRODUCTION: Ladies and gentlemen, welcome to the 87th Annual Conference for the American Society of Baking. We thank you for being here today and hope you enjoy the Best Week in Baking. Please be courteous and silence your cell phones. At this time would you please rise for the invocation presented by John Phillips.
JOHN PHILLIPS: Good morning. Almighty Father, please give us Your blessing as we gather together for our 87th Annual Conference to celebrate our baking society and our friendships. Be with us, Father, as we share, teach and learn from the hard work that our preparers and presenters will provide us with this week. We pray that their work and dedication will help us nourish the generations to come as it has nourished past generations.
We miss our members who are no longer with us, Father, but we are happy knowing that their smiling ways and pleasant faces are beloved now by You. Watch over our friends and families whose job it is to defend our freedom and way of life each and every day of their existence. Give them the strength they need to succeed.
As always, Father, we are thankful for what we have, but are reminded that we are also committed to the future of food for the world. We pray for your guidance to help us learn new skills and to give us the insight today that we need to be successful tomorrow. Amen.
Opening SeSSiOn
ROWDY BRIXEY: Good morning. Before I begin, I want to say that last year’s attendance was about 1,005, and we never adjourned last year’s meeting. So could I get a motion to adjourn last year’s meeting? (SO MOVED.) Mike. A second? (I SECOND IT.) All in favor? (AYE.) Aye. Coming off of IBIE we normally expect a 10%-20% downturn. I am proud to say we’re at 1,020 and counting, so thank you very much.
invocation
Rowdy Brixey – Chairman
opportunity to be one of the healthiest industries in the entire world.”
ROWDY BRIXEY: How would that prognosis possibly differ from one that you would have written say 10, 20 or 30 years ago?
MORTON SOSLAND: The baking industry really has had an environment which has been affected from time to time by two separate forces. Thirty years ago, the baking industry was coming out of the period in the wake of World War II when it faced huge competition from all sorts of foods that had not been available to the American public prior to the war. I think the industry really reeled in response of the proliferation in various foods, but 30 years ago, in the early 1970s, the industry benefited from two wonderful developments. One was the introduction of variety bread as such, having relied almost solely on sliced white bread for the period during and after the war. Variety bread came along, which had the dual benefit of appealing to consumers, appealing to grocers and also giving the industry the opportunity to be much more flexible in how it priced its products.
Ten years ago...I am going to skip from 30 years ago to ten years ago...10 years ago we were facing what was the biggest negative the industry had ever faced and that was Dr. Robert Atkins and a diet that was solely based on anti-carbohydrates. Bread was presented as a main source of carbohydrates, and the industry then had an enemy. It was almost like what happened in the world when the Berlin Wall went up and then came down. The Atkins diet had the first few years of the 21st century, but it ended. We have regained our foothold in reaction by convincing people that the Atkins diet was really not good for people, did not allow them to have the long-term weight loss they were striving for. They were able to do lots of other things, and we regained our foothold.
for me personally and professionally. The Society expanded its position to nourish a new generation of bakers. The new members in the Middle East African Chapter of ASB will soon learn of our long history and commitment to educating bakers of tomorrow. Our Executive Board grew into the body that governs our Society and educates future generations. Our new staff is well on its way to establishing professional management practices for ASB and implementing growth strategies for a healthy tomorrow.
Finally, my personal growth has come from the challenges this year has presented for me, my family and our Board. When I decided upon my theme for 2010-2011, Nourishing for Generations, I was alluding to the impact ASB has had on the baking industry for well over 87 years and how its products have nourished those who have made grain-based foods a part of their diets. I drew upon what it meant to me as a five-year-old boy sitting in a Tasty Bread bakery in Springfield, MO, watching my dad work on an oven. I thought about what it meant to me as I gave the commencement speech to my son’s graduating AIB class.
Thirty years in the business could scarcely provide me with enough background to fully understand what nourishing for generations has truly meant to this industry and this Society for well over 87 years. So I set out to learn more about how others observed our industry, which could only lead me to one key resource: a leader of legendary proportions, Mr. Morton Sosland. Morton is the third generation of a five-generation publishing company. I had the opportunity to sit down with Morton and ask him to reflect on our industry and this year’s theme. Here are his thoughts.
ROWDY BRIXEY: Morton, if you were a doctor and the baking industry was a patient in for a checkup, what would your prognosis say?
MORTON SOSLAND: I would look at the patient and say, “I am disappointed you are not stronger than you are.” It seems to me that the current environment - a difficult environment for lots of people with high unemployment and people worried about their incomes and people worried about their jobs - many years ago would have been the perfect environment for baking because bread and other baked foods are so nutritious and so economical that people focused on buying them rather than other things. That has not happened this time, or perhaps not to the extent that we anticipated. Per capita consumption, which is a figure that we look at rather constantly, is barely holding its own this year. Flour consumption probably held steady but our population increased, which in effect means that per capita consumption is down. That should not have happened during times like this, so I would say to the baking industry, “You have the
John, thank you for your invocation. I am glad we always start it out and pay tribute to our soldiers, our country and our Father.
Good morning ladies and gentlemen, students, and distinguished guests. On behalf of the American Society of Baking, I welcome you to Chicago and the Best Week in Baking: BakingTech 2011. This week, we will once again be entertained and educated by the very popular Dr. Lowell Catlett. We will also be inspired by high-altitude mountaineer, Ed Viesturs, whose stories will provide new forms of decision-making. In addition, some of the baking industry’s brightest stars will speak on a variety of practices. BakingTech will once again prove to be the Best Week in Baking. The next three days will allow us to fulfill our mission to bring together individuals in the grain-based food industry for personal development, recognition, education, and leadership.
I have been blessed with many opportunities to stand before you in the past, but never before has it meant more to me than today. This past year yielded lots of opportunities for growth: growth of our Society, our Board, our new staff, and
Rowdy Brixey

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 17PAGE 16
OPENING SESSION
ROWDY BRIXEY: How have you viewed the consolidation that has taken place in the baking industry over the past 20 years and what do you see going forward?
MORTON SOSLAND: If you look at the baking industry itself and the position of the leading companies within the industry, it is not a degree of consolidation, or I guess I could even use the word concentration, that is anywhere near like in other parts of the food industry. Look at the coffee industry, look at the soft drinks industry, look at the meat industry now. The degree of concentration is much, much, much higher than it is in baking. So I would assume we have seen this forever. This consolidation has gone on and I cannot say there is any reason it is going to stop. Certainly there is no economic reason. It is fascinating to me that the major consolidations in baking - yes, we all know what they are - but really there has been as much consolidation among the suppliers of baking, as much growth there as anywhere else. I am fascinated by the way that the consolidation within baking and within the international and the supplier parts of the industry has really become an international consolidation. We look on baking as being the most local of businesses, but if you really sit back and look at it, people would say it is the most international business, really.
ROWDY BRIXEY: And with that said, what would you say are the major challenges facing the baking industry going forward?
MORTON SOSLAND: Well, the main challenge in baking is the relationship between the industry and how it sells its products. If there has been a revolution in baking, the revolution has been in the retail marketing of bread from the time when grocery stores were all we used to think of. Today we have the large box stores, and they have introduced an element into the retail marketing of food that we have never had before. They know what they want. They know what their consumers want. They know that consumers want value, which means low prices. They know consumers want quality; they know consumers want innovation. Unlike the past when bakers largely told grocers what they were going to supply, you now have major food retailers telling bakers what they want, which is totally different, and it is a huge challenge.
Perhaps the biggest challenge baking faces, and it is one that really disturbs me and has always been an issue that I faced, is the inadequacy of bakers in responding to cost increases in bread prices. One can say that it makes no sense that bread prices - the national average bread prices during 2010 - were not lower than they were at the start of the prior year. But that was after a modest increase, a little less than 2% in 2009 and a very big increase in double-digits
that occurred in 2008. But in 2010, we had a big increase in ingredient prices including wheat, shortenings and oils. We had big increases - huge increases - in packaging costs, which cannot be absorbed. The only thing that really was less than in the past was the cost of money, and that was certainly not enough to offset that.
The baking industry during 2010, for whatever reason, perhaps in response to the retailers and the huge pressures we are facing in that market, did not raise prices in line with what their costs were. That is disastrous. McKenzie has done some wonderful studies which show that package goods companies, which include food companies as well as non-food companies, were all in that same boat: Make the most of their margin improvements by boosting prices in response to cost increases and then don’t reduce them in years when those costs go down.
ROWDY BRIXEY: Given all the editorials you have written over the many years about the baking industry, what was the best piece of advice you ever offered and did they listen?
MORTON SOSLAND: As I look back on my editorials and things I have said to the industry, I can have a lot of satisfaction that in the early 1970s we killed the Wheat Certificate, which was a tax on the industry, but that is nothing compared to having some satisfaction that I have really persuaded bakers about the importance of being strong on their pricing.
ROWDY BRIXEY: And given that, what piece of advice would you give the baking industry for 2011 and beyond?
MORTON SOSLAND: We have to realize that we are facing a new kind of retail food marketplace. I am sure there
are companies that have accommodated to what is going on, but it is very apparent to me from things that companies like Walmart have said, such as they intend to tell bakers what kind of product they want, how they want it delivered, what they want it to cost and everything else. The only answer to that kind of thing is for the bakers to be innovative in the products they come up with, in their pricing, and in their marketing in ways that will drive consumer demand so they regain some of the forcefulness that the industry once had in determining its own fate.
As I see food retailing, probably because of Walmart’s success in doing it and Target’s follow-on to Walmart, and now we have Walgreen’s and CVS introducing food departments, there are going to be many different people trying to sell bread. This is a wonderful opportunity for the industry, but I think the industry has to be sure of the individual companies, not the industry. The individual companies have to be sure they have an understanding of that market, know how best to sell into that market, and realize the great opportunity it presents if it is done well. If it is made into a mistake, it is awful.
ROWDY BRIXEY: Throughout the decades, what have been some of the top trends, innovations, products and events that have helped alter and shape the baking industry as we know it today?
MORTON SOSLAND: The introduction and acceptance of variety bread. I cannot tell you, Rowdy, how resistant numerous bakers were - many of whom are no longer about - to the idea of selling something other than sliced white bread. They thought that was where their chances were. Why should they go into variety bread? Thankfully, one or two of the large companies saw in variety bread not just an opportunity to capture consumers, but also an opportunity to introduce a product that gave them the kind of flexibility and pricing that we have talked about already.
ROWDY BRIXEY: Morton, from your perspective, what has been the one constant and key to success in the baking industry?
MORTON SOSLAND: It has to be the baker who knows his customers, and I mean the people who eat the bread and who buy the bread in the grocery store. The person who understands what the customer really wants, deliver new products, or old products with new advantages, and new tastes and packaging is going to make it. You have to know your customers. Too many bakers think they can, or at one time thought they could, just make anything.
ROWDY BRIXEY: Morton, can you share with us what this year’s ASB theme Nourishing for Generations means to you?
MORTON SOSLAND: The baking industry does not recognize to the degree it should its absolute importance to American health and prosperity and good lives. The industry has to find a way to reassert itself as having that kind of position. We have done a remarkable job. The commercial baking industry is really relatively young in age, but it also is one of the great industries in America. It is a great industry that I think has an international role to play that we can never forget. We can bring to the rest of the world the nutrition and the good health we brought to Americans.
The history of the world can often be written as a history of bread. In reality, it is the history of baking, the industry’s response to the growth, and its ability to satisfy and feed the world that has made the world as good a place as it is today through organizations like the American Society of Baking, the Institute of Baking, the American Baker’s Association and everyone associated with the baking industry. Not only should they be aware that they are essential to the health and well being of the world, but that they can contribute to the advancement of the world to be a lot better place than it ever was.
ROWDY BRIXEY: Morton sends his best to us all and wishes he could have joined us this week. His wisdom, observations and contributions cannot justly be portrayed in just ten minutes. Unless you are new to our industry, you understand what Morton Sosland and Sosland Publishing has meant to us all. Thanks to Morton and the Sosland team.
I would like to take this opportunity to recognize and thank a few people and groups. First, Bimbo Bakeries USA for allowing me the extensive amount of time it has taken to participate and give back to the industry I love so much. Second, I would like to thank the KSU students and faculty for being here and representing our industry through continuing education. They broke a record: they are at 31 students this year, one up from last year. Third, thanks to the Bakers Courtesy Club for its endless commitment in time and support since the very beginning. I would also like to thank Russ and Liz Bundy and the whole R.T. Bundy family for its overwhelming contributions to our industry. These timeless treasures are priceless.
I also extend my thanks to the ASB Board for the strength of its leadership during a most challenging year and to the ASB Leadership Committee for its tireless efforts when reviewing countless resumes and for its dedication to securing our future. I want to recognize ASB Secretary/Treasurer Larry Marcucci for his friendship and strength of leadership. Thanks to our Hall of Fame inductees and their contributions to our industry. Thanks to Kerwin Brown for his friendship, leadership and the support of the whole BEMA Association.
Morton Sosland

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 19PAGE 18
OPENING SESSION
We went through a lot together this year. Thanks to my Program Chair, Paul Lattan, for his friendship, creativity and dedication to our Society. We both went through some challenges this past year, and I am sure glad he hung in there with me. A special thanks to my dearly departed friend, Bob Bischoff, who taught me to face life’s challenges head-on.
Most importantly, thanks to my wife, Tracy, for her patience and support during a trying year. I could never begin to thank you enough to all you’ve given me.
Finally, I would like to thank the new ASB staff. The new staff will be formally introduced right after we conduct the annual business meeting which will begin at this time.
AnnUAL BUSineSS MeeTing
ROWDY BRIXEY: It is my pleasure to place the following names in consideration for election by the membership for 2011-2012. For Secretary/Treasurer, Larry Marcucci; for Third Vice Chairman, Dave Hipenbecker; for Second Vice Chairman, Paul Lattan; for First Vice Chairman, Mike Elenz, and for Chairman of 2011-2012, Mr. Jeff Dearduff. Do I have a motion to accept the nominations as read? (SO MOVED.) Second? (SECOND). All in favor please say Aye. (AYE.) Aye. Any opposed? The motion is passed and terms of these officers will begin Wednesday during the general session. This concludes the business part of our annual meeting. Thank you.
Now I would like to recognize the 2011 Program Committee. They met in Kansas City back in May and have worked very hard ever since to assemble this program for you. It is now time to introduce the Session Chairmen for this year’s conference. Monday Morning Engineers Only Session, Jeff Dearduff, East Balt; Monday Afternoon Session Chair, Steve Berne, Sosland Publishing; Tuesday Morning Session Chair, Darren Jackson, The Henry Group; Tuesday Afternoon Breakout Session Chair, Eric Riggle, Rademaker USA; Tuesday Afternoon Breakout Session Chair, Wendi Ebbing, Bundy Baking Solutions; Tuesday Afternoon Breakout Session Chair, Ed Brackman, The Fred D. Pfening Company; Tuesday Afternoon Breakout Session Chair, Brian Fatula, Danisco USA; Wednesday Morning Session Chair, Mark Rice, Clabber Girl Corporation; and your Program Chair for BakingTech 2011, Paul Lattan, Sosland Publishing. Please give the session chairs for 2011 a hand.
Now with great pleasure, I would like to introduce our new Executive Director, Kent Van Amburg. Most recently serving as Executive Director of the Gases & Welding Distributors Association and a Certified Association Executive, he worked with the leadership to significantly increase membership
Kent Van Amburg, Executive Director, American Society of Baking
participation while restoring the group to financial health. He has also served in a variety of senior management positions with the medical professional societies and the American Trucking Association. He is no stranger to the food industry. He is a graduate of Kansas State University with a degree in agricultural economics. He has also worked at the Grains Council and the United Soybean Board. He also holds an M.S. in Agricultural Economics from Purdue University and served with the United States Navy Marine Corps both active duty and reserves. Residing with his wife in Woolwich Township, New Jersey, please join me in welcoming our new Executive Director, Kent Van Amburg.
KENT VAN AMBURG: Thank you, Rowdy. Good morning, ASB. (GOOD MORNING.) You are ASB. ASB is not the dancing officers; ASB is not the staff. ASB is the 1,300 baking industry professionals who paid their dues this year. ASB is the over 1,000 people who are attending BakingTech 2011. ASB is you and as such you have a responsibility to the Society and to the members to make sure that ASB is the best possible association that it can be. It is in your own interest.
I am asking you to do two things for me today. It is only going to take you 20 minutes, but it will have an immediate and lasting impact on ASB and on you as a baking professional. First, I would like you to update your profile. According to our database, one of our members was born in 1901. Now, it is not improbable, but we need to have your contact information if we are going to communicate with you about what is going on in our Society. During this meeting, please take time at the internet café to update your profile. Or, when you are checking e-mails back in your hotel room tonight, if you could log on and update that information. The Society runs on its database, and we need to have accurate information.
Second, we need your help to get new members. Something I have been told numerous times during the last five months is that we need more bakers. To paraphrase Sam Cooke, if we could meet ‘em, we could get ‘em, but as yet we haven’t met ‘em, that’s why we’re in the shape we’re in.
So please fill out one of the Get A Member forms that was in your row and leave those at the registration desk before you leave BakingTech. All I am asking is 20 minutes of your time to ensure when we come back next year for BakingTech 2012, ASB will be a stronger and more vibrant society.
One of the things that I have learned very clearly during the last five months is that ASB is a society with proud traditions. One of those traditions is recognizing our members who have reached the monumental milestone of 50 years as a member of ASB. I doubt there are very many other
professional societies that have that type of proud tradition.
As I read your name, I would ask that you please come forward to receive your 50-year pin and certificate from one of our KSU students who are all starting on their own 50-year journey. Mr. James Apple. Mr. Phil Livingston. Mr. John MacAlpine. Mr. Donald Noot. The other gentlemen who have reached this milestone are not registered and were not able to join us for this meeting, but they are: Richard Berg, Dominick Dinoto, Frank Przybek, Alden Sparman, Robert Wolfe, Arthur Wall and Stanley Winton. Let’s give them a round of applause for reaching this milestone.
As some of you may have noticed, there have been a lot of transitions within ASB during the last year. One of those is that we have moved from the office in Petaluma, California, all the way across the country to Swedesboro, New Jersey. And with that transition comes a new professional staff. Amanda Gonzalez is our new membership manager. If you need to pay your dues, give us names of potential new members, obtain a new password or log-in or anything to do with your membership, please see Amanda Gonzalez or give her a call. Also during the meeting, please stop by the registration desk and welcome her to ASB. Tawnee Shuey is our Director of Meetings and Operations and my right hand. Anything and everything to do with BakingTech is Tawnee’s area of responsibility, and I think that you are already seeing some of her professionalism in pulling together this meeting.
It is now my pleasure to introduce the 2011 Baking Hall of Fame inductees.

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 21PAGE 20
OPENING SESSION
officer in the U.S. Army following graduation in 1958 from Gettysburg College. In 1959, he resumed full-time duties at Butter Krust Baking Company in Sunbury, Pennsylvania, becoming president in 1983.
During this period, he served as president of the Central Pennsylvania Bakers Association, and beginning in 1971 served as president of the Pennsylvania Bakers Association. As president of one of America’s oldest and largest family-owned bakeries, Mr. Apple spearheaded Butter Krust’s dynamic growth and expansion throughout the mid-Atlantic region over three decades. Under his leadership, the bakery rose to national attention, earning recognition as America’s Baker of the Year four times. He was the driving force behind the firm’s investment in education through in-school programs such as Better You A Better World and he launched major environmental campaigns such as Save America’s Streams. In 2006, he directed the company’s entry into the Sara Lee family of premium
GARY BRODSKY: Well, John, here we are again.
JOHN DEL CAMPO: Gary, this is truly an outstanding group, and I am very happy that among the recipients this year are some special long-time friends that I have both admired and continued to admire.
GARY BRODSKY: What a way to honor those who have brought us here today. Good morning, I am Gary Brodsky. John Del Campo and I will act as your Masters of Ceremonies this morning. I would like to begin by thanking the Baking Hall of Fame committee for volunteering to help evaluate the nominees for the Hall of Fame and for lending us its expertise and knowledge of the leading icons of our industry. I would like the committee members to please stand as I announce your names: Bill McCurry, Tony Islani, Ken Peck, Teresa Cogswell, Chuck Roland, Ed Stagler, Russ Bundy and Harold Jaffe. Please let’s give them a hand and thank you.
JOHN DEL CAMPO: James G. Apple served as an
2011 inDUCTeeS
• James G. Apple Sara Lee/Butter Krust Baking Company
• E.E. Kelley ButterKrust Bakery
• Kenneth F. Klosterman Klosterman Baking Company
• Alex Weber Caravan Ingredients
Gary Brodsky and John Del Campo
American food brands as Sara Lee Butter Krust.
Mr. Apple has remained a strategic influence in the baked goods industry, serving on the board of directors of The Long Company for 33 years - 18 years as chairman - and as a member of the American Institute of Baking as well as chairman of the American Bakers Association. Jim is also a 50-year member of the Society. His executive vision has also been instrumental in helping to guide numerous other organizations at the board level and industries ranging from baking and telecommunications to health care and higher education.
Please join me in welcoming Mr. James Apple.
JAMES APPLE: They gave me five minutes. If my brother were here, he would shoot me if I go to six. But he’s not (God bless him) but I know full well I am going to do my very best.
I must say that when I first received the letter on this - I hadn’t opened my mail for several days - I thought one of my illustrious friends was pulling a joke on me because I was absolutely astounded, thrilled in many respects, but more than ever it was something that wasn’t even on my radar screen.
I have learned in my short period of time on earth that some of the nicest awards that you can get - the ones that mean the best to you and the most to you - are the ones you never know about, are the ones that you never even think about. You can strive to do a lot of things in life and those may mean a lot of things to you, but the ones when you’re recognized by your peers are something special.
I am accepting this award as a recognition to, I call it, the previous generations, because I wouldn’t even be here today if it were not for the people I have surrounded myself with
and who even went before me. And I would just like to talk a minute about it.
My grandfather, Benjamin Apple, was already a successful businessman. He was a math teacher and an English teacher, a superintendent of schools, a publisher and editor and owner of a local newspaper, Postmaster General, at Sunbury. At the age of 50, when he was in bad health, he said one way or the other he must have recognized the fact that the baking industry was something that was going to be around a long time, so he formed a very good friendship with a very good friend of his and they formed a partnership, which became Butter Krust Baking Company. Fortunately, he talked the individual into getting out of the house-to-house bakery part of it and moving into what I call the wholesale baking industry. He was an inspiration, there’s no question about it. It would not have happened if it had not happened with him.
My father came along. At this stage of the game, my father did a lot of things along the line. He accepted the fact that he was an only child, and so he ran an operation as an only child. My brother and I would often quip when we started to work together that my father just held another board meeting. He went in the bathroom, faced the mirror, asked everyone to say, “Aye.” There were no opposing votes, and so we knew full well that we were in good hands. But my brother and I knew that at that stage of the game we had to change some things, and we did.
We knew that we had to build an organization that, No. 1, had a great feel for people all the way down the line. There’s no question about it. There had to be an understanding that you wanted to see people succeed. Not that things had not happened before, because they had. They were very successful and I was very fortunate, my brother and I both, to inherit and come into a successful business.
But I am going to relate another story to you. I used to do a lot of goose and duck hunting in the Chesapeake and, after one of our successful hunts, we went into a local watering hole in St. Michael’s. As I was sitting there, I looked up and I saw a sign. I have never forgotten it because it has been sort of a rule of thumb with us in our thinking and progression. It simply said, “Just because we’ve always done it that way, doesn’t mean we always will.” Simply put, nothing is forever, nothing. And the fact is that change comes, good, bad or indifferent. It is something of a fact of life, and you have got to learn to adapt to it.
I accept this award because of the recognition to, No. 1, my grandfather and my father and to all of the thousands of employees that we’ve had throughout all the years and so forth because everyone in this room knows no one can
James Apple

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 23PAGE 22
OPENING SESSION
do it alone. No one ever can do it alone. You build a team.
And the last and most important thing that I think that is important here is that I could have never achieved any of this or done all the things that they say I have done because it has just been an earnest love of doing business. I never even thought about it. But the fact remains is that if you do not have strong support, ample support from your family and your wife, if you’re married, and I was and I had tremendous support not only from my wife, Patricia, but from my whole family. The thing is that in all of these things that you do, you need that constant support to do it.
We live by a simple dream all the way down the line. I am fortunate today. I had to laugh. Five years ago today...maybe five years ago and two weeks today, my brother and I sold out to Sara Lee. We did it for a reason. We have never regretted it. We have known full well what was going to happen all the way down the line, but we were rock solid all the way and I have never changed my opinion nor has my brother in all the time we have done it. We did it.
They found out, as you do with these legacies, as you learn from your grandfather, your father, your brother and all the other associates, you learn from Sara Lee. I think they learned this: They can teach an old dog new tricks, and they taught me along the way. I just refused to accept Blackberries, that is all and I have reasons to do that.
But be that as it may, as we have grown on this thing, I think more than anything else, we have adhered to the policies of simply what do you do, how do you do things in business. There are some criteria that I have worked on over the years. I just want to say to you in closing on this thing is that, I was taught, No. 1, no matter what business you are in, start with buying the best ingredients, so in the baking business it is flour. Flour, water, yeast, whatever it is. Whatever you are buying, whatever you are doing all the way down the line, buy the best. Simply, when you buy the best, then buy the best equipment you can, everything you can afford. Above all else, treat people honestly as you would want to be treated. Never let personalities interfere with the decision you are making in the business world one way or the other. All of these things. You talk about supporting your employees, supporting everything. We have never done everything right. I said winning in business is, to me, just like winning in sports. You score more points, you do more one way or the other, and you do more right things or wrong things. I hope we have done more right things than wrong things. It has been a great ride for all of us.
I am especially pleased to have worked all these years at this stage of the game not only within the industry but doing
everything we could to help it and nourish it along. This is a great industry, one you should be very proud of. We serve a great product, it is nourishing, and it is one of the best you could make. No matter who makes it, one way or the other, it will continue forever.
And so I simply say without a doubt, I thank all of my people, all of our employees, all of my peers here for selecting me for this award. As I said before, it’s a wonderful attribute to everything and acknowledging all of the people before me that made it possible. I happen to just be a conduit in the whole process.
And with that, I thank you all very, very much. God bless you and continue the success you’ve got.
GARY BRODSKY: James, on behalf of a grateful industry, we honor you as a 2011 inductee into the Bakery Hall of Fame. Congratulations!
Throughout his life, E. E. Kelley was committed to the growth of the baking industry, whether that was providing quality baked goods from ButterKrust in Lakeland, serving the needs of independent bakers through the Quality Bakers of America (QBA) or promoting the nutritional benefits of bread during the ten years tenure as president of the American Bakers Association (ABA).
In 1924, E. E. Kelley and his wife moved to St. Petersburg, Florida, where they purchased St. Petersburg Steam Bakery. In 1928, Mr. Kelley sold the bakery to Liberty Baking Company and purchased ButterKrust Baking in Lakeland, Florida. In 1950, Mr. Kelley turned over ownership and management of ButterKrust to his sons, Mike and Dennis.
Mr. Kelley joined the Quality Bakers of America in 1926, when there were only 11 members. In 1938, he became chairman of QBA, a position he held until 1945. He also served as general manager from 1945 until 1951. When he left in 1951, QBA had grown to 120 bakeries and provided its members with collective purchasing and manufacturing surface to help them compete and grow. In 1962, after completing his commitment to ABA, he joined Silvercup Bakeries as chairman.
Outside the bakery industry, Mr. Kelley served as mayor and city manager of Lakeland and the president of the Chamber of Commerce and the Rotary Club.
Accepting for E. E. Kelley is his daughter, Denise Crenshaw.
DENISE CRENSHAW: I am happy to say I am not his daughter, I am his granddaughter. I am not that old. And I’d
like to introduce my sister who came with me, Tracy Gaines, from Gainesville, Georgia.
I believe it is safe to say that nobody in the history of mankind has received a more appropriate and more appreciated birthday present than the recognition that my grandfather is receiving today. He was born this very day at about this time 110 years ago, March 7, 1901.
I didn’t realize how strongly he felt about the lack of appreciation the general public had in the nutritional benefits of bread until I came home on my first Christmas vacation from the University of Georgia. I told him that my classmates up there were opposed to all white foods: white bread, white milk and white rice. The very next day he went to see my father and said, “Mike, I think you should consider transferring Denise to a decent college. The University of Georgia is full of stupid hippies, and I hate to see her contaminated with those weirdoes.” My father told him that Georgia was one of the most conservative schools in the country. He replied, “If what you say is true, the nation is doomed.”
Outside of his family, his No. 1 love was the baking industry. Next to that was the City of Lakeland. During World War II, he moved to New York to oversee the development and launch of a 10-year-old dream he had, a common brand name, packaging and advertising for all QBA members. After the Sunbeam brand had been successfully launched by over 50 members, he and my grandmother moved back to Lakeland, built their dream house and happily settled down.
Now long after they were settled, a group of bakers for whom he had a lot of respect paid him a visit. They asked him to move to Chicago and oversee a PR campaign aimed at newspaper food editors and school lunchroom operators on the nutritional benefits of bread. Being the man he was, it took about five seconds to ponder this offer and he asked, “When can we get started?” He stayed ten years.
When my great-grandfather died, my grandfather, with tears running down his cheeks, read Louis Bromfield’s Bread Is Life at the funeral. I won’t read the whole thing, but as a salute to my grandfather, I will read the last three lines of it.
Bread is the staff of man’s existence.Bread is still king and always will be.
Bread is life.
Happy Birthday, Granddaddy, and congratulations!
I want to say one more thing. The Kelleys put a new twist on dealer relations. My grandfather married the daughter of
the largest grocer in Mason City, Iowa. My father married the daughter of the largest independent grocer in Plant City, Florida, but I trumped both of them. I married the grandson of the largest grocer in the southeastern United States.
GARY BRODSKY: Denise, on behalf of a grateful industry we honor your grandfather, E. E. Kelley, as a 2011 inductee into the Bakery Hall of Fame. Congratulations!
JOHN DEL CAMPO: Mr. Kenneth F. Klosterman is a third generation baker from a family that has a rich baking heritage dating back to 1848 in Germany. Ken grew up in the baking industry and held various sales and operational roles prior to succeeding his father as chairman and ceo of Klosterman Baking Company in 1972. Under Ken’s leadership, sales increased more than 400%, and the number of employees doubled between 1973 and 1983.
Klosterman Baking Company claims title to many bakery firsts for the Cincinnati area. It was the first bakery to produce a square sandwich loaf, hamburger and hot dog buns, brown ‘n serve rolls and to use plastic bags for its sliced bread and rolls.
In 1984, the company entered the retail grocery store market with the purchase of Shaffer’s Bakery and franchise rights for Pennington Bread and Holsum Bread. Today, Klosterman Baking Company is one of the largest family-owned bakeries in the Midwest and produces bread and buns for restaurants, institutions and grocery stores.
Ken’s other lifetime passion is magic. Introduced by his uncle to magic at the age of nine, Ken became a professional magician and performed along with his wife, Judy, until his obligations to Klosterman Baking Company became too great. Ken is an accomplished magician and has accumulated the largest collection of historical magic paraphernalia in
Denise Crenshaw

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 25PAGE 24
OPENING SESSION
the United States. He has also served as the president of the Variety Bakers of America, the Ohio Bakers Association and the International Brotherhood of Magicians as well as on the boards of the American Bakers Association, The Long Company, Cincinnati Restaurant Association and the Cincinnati Convention Bureau.
Accepting for Mr. Klosterman is his son Chip Klosterman.
CHIP KLOSTERMAN: First of all, I would just like to say how proud I am of my father and this achievement, especially considering the class he’s inducted with. I’d like to congratulate the fellow inductees, a very successful group of businesspeople, and we’re proud to be included with such a group.
I would also like to thank the American Society of Baking for this honor, and I’d like to credit our associates, our suppliers, fellow bakers and, of course, our customers for all their help.
My father couldn’t be here, he’s got a little bit of an illness, but he’s going to be okay. He asked that I read his speech verbatim, so when you hear this you’re hearing Ken Klosterman.
I felt it was in my best interest to forfeit this fine opportunity to see old friends and thank you all for giving me this honor. I personally would like to thank Russ Bundy who evidently told everybody what a great guy I am. Don’t worry, Russ, I won’t tell everybody what I know about you.
I haven’t got up this early since I retired; nevertheless, I have asked my son, the president of the organization, to say a few words written by me. In fact, read this missive verbatim. Nobody can blame you for what I have said.
If I were standing here before this audience you would notice an enlarged stomach. No, it’s not from beer, a wild life or heavy drinking here at these conventions. They have taken out my bladder, prostate and rectum and given me a 10.5-inch stent in open heart surgery and a couple of bags. It’s really not so bad at 78. It’s only cut my sex life down to once a day. Believe me, who says white bread’s not good for you. Growing old doesn’t bother me either. It doesn’t last that long.
I saw a few of you frown when I mentioned my rectum had been removed. It’s not as bad as it sounds. When I walk into the bakery now nobody can say, “Here comes that asshole.”
As I look on, I learned a lot from these conventions held by bakery engineers. I remember meeting a person by the name of Bill Campbell, vice-president of Rubel Baking Company.
He told me a story I sometimes believe emphasizes the mentality of our industry. It went something like this.
Two southern bakery boys decided they would make a little extra money and took a bakery truck and filled it with melons, which they had purchased in the South. Four melons for one dollar. After stopping at a large intersection outside of Chicago, they put up a sign saying, “Watermelons 25 cents each.” After all the melons were sold one bakery salesman said to the other, “Where is our profit?” The other partner replied, “We need more volume. Next time let’s get a bigger truck.”
I often wondered why we bakers always decide to raise our prices a couple of months after the commodities and markets keep going up and we’re playing catchup. I guess we’re different than most industries.
Well, I kind of rubbed some noses here because I did not really know how to accept such a prestigious honor. I wish I were here. The engineers are a great bunch and have helped us a lot. Oh, by the way, I often wondered if not having the bakery engineers’ convention at the same time as the beauticians helped or lessened attendance. I’ll bet I could guess the answer. Behave guys!
Thanks for this great honor. Ken Klosterman.
GARY BRODSKY: Chip, on behalf of a grateful industry, we honor your father, Ken Klosterman as a 2011 inductee into the Bakery Hall of Fame. Congratulations!
GARY BRODSKY: Alex Weber was born in New York City in 1921 and raised in the Bronx. He attended Dwight Clinton High School, graduated from the City College of New York at the age of 19 with a degree in economics, and married the former Doris Ettelsberg in 1941. He enlisted into
Chip Klosterman
the Army after the bombing of Pearl Harbor and served in the Philippines in communication. Alex joined Caravan after his military service and began steering the company towards meaningful technology. He hired the company’s first cereal chemist. He became interested in fermentation technology and began developing enzyme systems to accelerate bread fermentation. Much of the hard crusty bread manufacturers in the United States benefited from this technology, which enabled bakers to use high-speed equipment and still achieve uniform scaling weights. Mr. Weber was an avid chess player who helped financially with the Marshall Chess Club of Manhattan. He also was a generous contributor to the Friends of the Israeli Oceanographic Society.
Accepting on behalf of Mr. Weber is Ron Savelli.
RON SAVELLI: Thank you. Difficult because first of all, the Weber family, Alex’s sons, Joe and Eric, couldn’t be here so they asked me to do this so it’s very humbling.
It’s hard to talk about a man that started a company or was part of a company that was over 110 years old, but I can just share some of the experiences and what makes him special. I know he would be very honored. He was a very humble man. He didn’t even come to a lot of these shows because he believed in putting people ahead of himself so he would be somewhat shy being part of this, and I know he’d appreciate it, but he’d also be shy.
There are two things I remember about Alex. One, his brilliance in interpreting people. He was the type of individual - and I think this says a lot about our industry - that saw more in people than they saw in themselves. Why else would he hire me in 1988, a kid off the streets who didn’t really realize that potential? I think that says a lot about what Alex brought to this industry.
Alex used to say to me all the time, “The most important ingredient (being in the ingredient business, it was pretty appropriate) is the baker.” So he always put the baker first, and if you’ve ever witnessed or dealt with an employee of Caravan Ingredients, I think those two elements, or those two ingredients, still stand through today.
Again I thank the ASB for recognizing Mr. Weber, and his family thanks you as well.
GARY BRODSKY: Ron, as a grateful industry, we honor Mr. Alex Weber as a 2011 inductee into the Bakery Hall of Fame. Thank you.
GARY BRODSKY: As a quick update on the Baking Hall of Fame, we will be making some changes in the nomination
process for 2012. There will be some new forms, which require more documentation that will give us better insight into those people who are being inducted. All previous nominees need to be re-nominated for consideration in 2012. More information will be mailed directly to all nominators and nominees telling them what to do.
Mr. Chuck Roland will be retiring from the Hall of Fame evaluation committee after many years of dedicated service. Mr. Fred Springer has graciously agreed to take his place.
To all the inductees, on behalf of all of the members of the Society, I would like to congratulate all of you, your families and your co-workers on your induction into the Baking Hall of Fame of 2011. Thank you very much.
Ron Savelli

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 27PAGE 26
KEYNOTE ADDRESS
THERESA COGSWELL: Good morning. First of all, I’d like to thank Kent for being the newbie. When he called and said, “Who gives this award out every year?” and I told him who historically does, he says, “Would you like to do it?” and I said, “I’d be thrilled.” So thank you.
The Robert Fischer Distinguished Service Award is given to the member of the Society that exemplifies the meaning of leadership and service to our Society. For a bit of suspense, the individual has been an ASB member for 38 years. He is a graduate of Kansas State University and the Baking Science and Management Program. He graduated in 1972. He was also a member of the KSU Men’s Pep Club and the KSU Baking Science Club. When the club first got started, he made fruitcake to raise monies to attend ASB back in 1969 and frequently attended Aggieville Bark Circuit. He is a past chairman of the Society, and he continues his involvement today.
Please join me in welcoming up to the stage Mr. John Del Campo.
JOHN DEL CAMPO: First I want to clear something up. I was not the fruitcake that frequented Aggieville.
This is a complete surprise and so I’m going to just stumble around and get through this somehow.
I love the Society. My father introduced me to this Society in 1968. He loved it. It’s where I’ve made a lot of special friends and continue to have special friends. Some of them are not with us anymore and I always regret that, but I continue to see new faces and it’s just been a great ride and I hope I’m here for another 35 years. Thank you so much. Thank you, Theresa.
The Robert Fischer Distinguished Service Award
John Del Campo accepts the Robert Fischer Distinguished Service Award
ED VIESTURS: I would like to thank Paul for elevating the stage here. He knows when I come to Illinois I get a little nervous because it’s so flat. But why don’t we start with the images? First of all, thank you for inviting me into your world, and I’m now going to take you a little bit into my world. To help you kind of feel what I feel at altitude, we’re going to refrigerate the room now as well and suck the oxygen out. I put vomit bags under your seats in case you get nauseous.
(Slide 1) I was trying to think about, while we’re getting the slides going, how does climbing high-altitude mountains relate to the baking industry? There is, in fact, a lot of similarities. There’s planning, there’s preparation, you’ve got to have the right equipment, you’ve got to get up damn early and I think the biggest correlation for high-altitude climbing and baking, the higher you go in altitude the harder it is to achieve success, right? And this is what I do. I climb high-altitude mountains. I’ve been doing it now for over 30 years. For me, it started as a hobby, very passionate about it, and through the years I found out a way to turn it into a business. And so this is what I get to do for my work.
(Slides 2 through 5) Everything I do as a climber relates in my business world to climbing as well. I’ve written some books, I do some speaking and I also get involved in some other kind of off-the-chart products. I got involved in helping design and develop a downloadable adventure game called Hidden Expedition Everest. You go through a series of pages, and you have to find hidden objects, and the idea is you travel the world through all these scenes and you gain points. Eventually, you get to, hopefully, climb to the summit of Mt. Everest. So there’s little objects that are hidden, and it’s kind of fun and they said, “Ed, you’re going to be part of this game as well and we’re going to put you into one of the scenes.” And I thought, “They’re going to have me hanging by one hand off of a cliff of ice by an ice ax, it’s going to be real heroic and then the scene they designed and developed for
no Shortcuts to the Top
Ed Viesturs
Ed Viesturs is a professional mountaineer and works as a design consultant for several prominent outdoor equipment manufacturers such as Eddie Bauer/First Ascent and Gran-doe Gloves. He also represents companies such as Rolex and the Seattle Seahawks. He does corporate motivational speeches as well, touching on subjects such as Risk Man-agement, Team Work, Overcoming Major Obstacles, and Planning & Preparation. Viesturs has successfully reached the summits of all of the world’s fourteen 8000-meter peaks without supplemental oxygen, an 18-year project he chris-tened Endeavor 8000. His goal was completed on May 12, 2005, with his ascent of Annapurna, one of the world’s most treacherous peaks. He is one of only a handful of climb-ers in history (and the only American) to accomplish this. That year, Viesturs was awarded National Geographic’s Adventurer of the Year. He is currently working on his third book, Annapurna, The Crucible of Mountaineer-ing, to be released in October 2011.
eD VieSTURSKeYnOTe ADDReSS

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 29PAGE 28
KEYNOTE ADDRESS
me was something like this. So somehow I ended up in the baking industry and there’s Hispanic pita. You’ve got to find a pita, some crepes and so it’s pretty fun to do what I do as a climber. And as I mentioned, I turned what I do and what I love, what I’m passionate about, into a business.
(Slides 6 and 7) For me, when I go into the mountains, people think that as climbers we seek the danger, we seek the risk. But in fact, for me, I thought that wasn’t a smart way to go about climbing these mountains. It wouldn’t be sustainable if I did that. For me, climbing these mountains was all about managing the risk; to be smart, to be planned; to be prepared; to have the right team, and in that way I could survive this project for a long amount of time. And when I go to work, this is what I wear. This is my business suit. I’m not a preferred customer at the Men’s Warehouse. This is a one-piece down-filled suit,and when we climb to altitudes above 26,000 feet where I spend most of my time, there’s only a third of the amount of oxygen that there is at sea level, it’s 20-degrees below zero so we need to have this equipment and this clothing to protect us when we go up there, and we’re only transient visitors. We can’t live up there for very long. So we climb to the top, we touch the top, and then we go down.
(Slide 8) This is where I go to work. This is the view from my office, and I’d like to have people compare their view at their workplace with what I get at my workplace, but I do have one hell of a commute as you can imagine.
(Slide 9) People wonder how you get into this sport. How do you get into this realm of climbing mountains? Well, for me it happened well over 30 years ago. When I was a kid, I read this book titled, Annapurna. It was written in 1950, and it talks about an expedition that went to this mountain called Annapurna. Annapurna is one of the 14 mountains in the world over 8,000 meters, 26,200 feet roughly. All these mountains are either in Nepal or Pakistan or Tibet. There was an expedition of French climbers that went and, at that date, no one had successfully yet climbed one of these 8,000-meter peaks, and I was very intrigued with the story.
At the time, I was growing up here in the great mountaineering state of Illinois, and the story that intrigued me was this group of climbers, these ten friends went on this adventure, it took them three months of very difficult travel and hard climbing, and in the end, only two people from that expedition got to the summit. But that was a success for the team, and it was very altruistic as you can imagine. Everyone working together for the success of the team and something about that story intrigued me, and it kind of fit in my personality.
I like things that don’t necessarily happen over night. I like
things that take planning and preparation and a thing that you kind of go on a journey for. For me, I thought climbing mountains and going on one of these Himalayan expeditions, that kind of fit the bill. I thought, “That’s something I want to do somewhere down the road.” I knew it wouldn’t happen overnight. I knew I’d have to meet the right people, train and learn the process of climbing mountains, but I made that long-term plan.
The first step I knew I had to take was to get myself out of Illinois. So right out of high school I decided to move to Seattle, Washington. If you’ve gone to the Northwest, if you’ve been to Seattle, you know that an hour or two away right out our back door, literally, we’ve got this playground of mountains. (Slides 10 through 12) That’s where a lot of great American mountaineers started, in this range of mountains called the Cascades, and our iconic peak is Mt. Rainier, 14,400 feet. I spent a lot of my time training and learning on this mountain. I knew it would be a great stepping stone, one of those steps along the way that will launch me into these bigger mountains, and Mt. Rainier has pretty much everything you would want in a training ground. It’s steep, it’s glaciated, it’s cold, the weather sucks. Whatever you learn on Mt. Rainier you can take with you, you can take those lessons into the bigger mountains of the world.
(Slides 13 through 15) After meeting the right people and having great teachers and great mentors, after a few years of climbing on my own, I finally got a summer job working on Mt. Rainier as a guide. Since that day in 1982, I’ve been to the summit of Mt. Rainier 208 times. Through those years, I learned a lot because we’re in charge of taking clients to the summit. I learned a lot about safety, a lot about planning, a lot about preparation, a lot about hoping for the best and planning for the worst. We also understand the idea that we’re stronger as a team than we are as individuals. We hope together to make ourselves stronger as a unit. We’re always evaluating the conditions, every single step of the way, knowing that even though we have the desire and the planning and preparation, ultimately the mountain, the weather, the conditions decide what we get to do and what we don’t get to do and never to be complacent in thinking that we’ve got it all figured out.
We also learn a lot about customer satisfaction, which is I think what’s very important to you as well. You’ve got to provide a good service, you’ve got to provide a good product, but we have to kick it up a notch. We have to keep our customers alive. That’s our No. 1 goal.
So I learned a lot about being safe, being conservative as a guide, and I think that did me very well even as I was climbing the bigger mountains in the world on my own.
And as I was guiding in the ‘80s on Rainier, I started to travel the world a little bit, and I started to dream that maybe one day I might get to go to this mountain. (Slide 16) This is Mt. Everest, the highest point on earth, 29,035 feet high. And whenever I think about taking on a challenge like one of these mountains, I try to learn about the mountain, I try to research it, I try to figure out what people have done right, what they’ve done wrong, the weather conditions, the personality of that mountain, so that when I actually get there, I am quite familiar with it already. I think it’s a safer way to go.
And I did some reading, and to date, a couple of thousand people have now reached the summit of Mt. Everest. Most of those climbers for various, obvious reasons at those altitudes chose to use supplemental oxygen. It keeps you warmer, you think more clearly, you climb faster, and you’re stronger. For a lot of people that go on an expedition to Everest, it takes a lot of time, a lot of planning, and a lot of money. They say to themselves, “I want to do whatever I possibly can to ensure my success to the summit.” (Slides 17 through 19) Supplemental oxygen is a key element. But you’ve got a mask on, you’ve got bottles on your back, you’ve got tubes, you’ve got regulators, you’ve got this kind of mechanical device and, for me personally I don’t have anything against oxygen, but I thought all this stuff, all this apparatus would kind of detract from the experience, and I didn’t want to reduce the mountain to my level. I wanted to climb the mountain for what it was, and so I made a rule years and years ago that I would not use supplemental oxygen for the sake of climbing to the top of one of these mountains. I wanted to challenge myself a little bit more. I thought it would be harder. I knew it would be. I knew I’d have to suffer more. I’d have to train harder; I’d have to focus more. But in the end, I felt that if I did it that way it would be in fairness to the mountain; it would be more interesting. I also thought the more I put into something the more I would get out of it and so, for me, that was this personal agenda, not to use supplemental oxygen on one of those climbs.
So 10 years into my career, I’d met enough people, enough climbers, I’d learned enough, and I’d worked hard enough that I got invited to go on my first Himalayan expedition. In those days it cost a lot of money, and it still does. I didn’t have quite the experience to organize my own expedition so I had to figure out a way to get over to the Himalaya by being invited to join a team.
(Slide 20) What I’ve drawn here is a route up Mt. Everest. We were going to attempt to climb Mt. Everest. This is 1987, and what I’ve diagramed is what’s called the normal route to the top of Everest. This is where Hillary and Norgay first climbed in 1953, and this is where most of the people climb
to the top now. It’s the easy way, or you might call it the sliced bread route way. Everybody does it that way.
(Slides 21) In 1987, we thought, why not be different? Why not be innovative? Let’s draw our own red line up the North Face. This is the variety bread route. It was kind of different; we thought it would be more exciting. We didn’t know the outcome, but we thought, “Let’s be innovative, and let’s do something completely different.”
(Slide 22) When you go to a mountain as big as Mt. Everest, it takes two weeks just to get to the bottom of the mountain. You’ve got all this food and equipment and supplies that you drag with you to the base of the mountain. Then, you spend the next eight weeks or so on the mountain carrying this equipment up the hill. There’s nothing there when you arrive. And we work together as a team. There’s eight of us on this expedition. Day in and day out we’re climbing this mountain through deep snow. The first guy might be out front kicking steps for 20 or 30 minutes literally to exhaustion. Then he pulls aside and the next guy goes and kicks steps for 20 or 30 minutes. So we’re helping each other climb this mountain.
(Slides 23 and 24) Individually, we’re contributing as well. We have to carry all these supplies up the mountain to various camps, so we might be carrying 40 or 50 or 60 pounds day in and day out. Not only are we carrying our own personal gear, we’re carrying group gear as well, meaning tents, sleeping bags, food, fuel stoves, oxygen, whatever we need to supply these camps. From the base of the mountain at about 16,000 feet along the way, we’re going to place four camps at various altitudes. When Camp One might be established, we set up the tents, and we fill them with supplies. (Slides 25 and 26) Once that’s done, we then all go back down and we start shuttling loads to a next and higher camp, and we do that over and over and over for weeks and weeks of time until we finally have the highest camp established, this is Camp 4. It’s now within striking distance of the summit, say 3,000 feet away. It’s all we can do as a team after eight weeks of labor to get just enough supplies at this final camp for maybe two guys to inhabit it and spend one night. From there, they then launch themselves to the summit.
It’s just like the Apollo moon landing: 400,000 people went into that effort to get two guys to walk on the moon. Very similar scenario when we climb these mountains.
(Slides 27 and 28) So you can imagine after eight weeks of going up and down, up and down, up and down - yes, you need to do that to acclimatize to the altitude - you’re slowly building more red blood cells, but there’s a lot of attrition, a lot of people get sick and tired of the drudgery. A lot of people had a huge amount of motivation at the beginning,

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 31PAGE 30
KEYNOTE ADDRESS
but now it’s gone. When you look around the room and say, “Okay, who wants to go to the summit?” and nobody is raising their hand. I was like, “I’m going to go. I’ll go if I get to.” Apparently, I contributed enough that I was invited along with the leader so that the two of us would then climb to the summit and represent the team.
Once the camps are established, we go down, we rest at base camp, then we climb through the camps and on that fifth day we get up at 1a.m., turn on our headlamps, and we start climbing that final 12-hour push to the top of Everest. That’s how long it takes on that last day, 12 hours just to go to the top and another five or six to get down.
(Slides 29 and 30) For the first eight or nine or 10 hours of that final day, things went very well. They went great, in fact. Here I am taking this photo of the final 300 vertical feet to the summit of Everest and that last 300 feet, the length of a football field would still take us about two hours of climbing to get to the top. At that point things, started to go bad. The weather got worse. The winds increased, it started to snow, the visibility started to disappear and so the risks of going to the top were increasing by the second. (Slide 31) My partner and I stopped here on the ridge, 28,700 feet, and we had a little meeting. We had to decide what we were going to do. Should we continue or should we not? We came to a couple of conclusions and a decision. We thought, “No. 1, we could battle our way to the summit no matter how bad the weather, no matter frostbite or whatever, we could get to the summit, we could plant the flag, we would have a successful climb and that would be good. But on the way down because of the bad and dangerous conditions, we would die and that would not be good.” I’ve always felt that climbing a mountain has to be a round trip, right? It doesn’t count if you just get to the top.
We made the decision right then and there to pull the plug, and that was literally the end of the expedition. Imagine doing that! A year of planning, weeks of climbing, only to be stopped within spitting distance of the summit. In fact, that’s how a lot of climbs to Everest end because of conditions beyond your control. I don’t call that a failure. It wasn’t for lack of trying or motivation or planning or preparation. It was because of conditions beyond our control that I simply called it a non-success, and I could live with that. I knew the mountain would always be there, and it was all about patience. I could always go back. I called it listening to the mountain. Ultimately the mountain decides what you’re allowed to do.
(Slide 32) But imagine the other people out there when they’re faced with a similar decision of going to the top or not going to the top. What do you think the majority of
those people decide to do? They’re willing to risk it all for the sake of success, and that’s why a lot of mountaineers die in the mountains. It’s basically their own decision that causes their demise, and that’s why mountaineering has such a dangerous reputation. I figured if I could eliminate that, eliminate making bad decisions, I could make this is a sustainable thing - a thing that I could survive for many, many years. So I had to be humble,and I had to temper my ambition.
(Slide 33) I went back to Everest for my third attempt in 1990, and everything went well, even the summit day. Here I am looking back on my footsteps as I left my high camp. On this particular summit day in the spring of 1990, I was alone. Just the way the cards played out with our team. I was going alone to the summit on this particular day. So for 12 hours on this final push to the top, I would be completely alone. I didn’t have somebody to help motivate me, I didn’t have anybody to help kick the steps for me, so I really had to dig deep to do this.
As I got higher and higher, approaching 28,000 and 29,0000 feet, I went slower and slower and slower. I would breathe literally 20 times and take a step and then count 20 more breaths and take another step, and that’s all I did then for 12 hours. Here as many times during that day as you can imagine, there’s a lot of suffering involved. We call it paying the currency of toil. Your legs are aching, your lungs are screaming for oxygen, you might feel nauseous, you’ve got a headache, you’ve got snot frozen on your face and you think, yeah, this is great. That’s kind of the attitude you have to have. A lot of difficult things aren’t always fun, but if you’re passionate about them and if you tell yourself, “I’m here because I want to be here, and I love this, and I’m not here to impress anyone except myself,” then, you’re willing to push through those barriers and lo and behold finally then, 12 hours later, I got to the summit of Everest. For me, one of the high points of my life to be there on top of the world. But I was there alone, and I’m thinking, “Wow, there’s no news at 5:00 pm cameraman; there’s no ESPN. Sports Illustrated doesn’t have a cameraman up here, but I need a photo for the office wall, how do I do that?”
(Slide 34) So I have my ice ax and I stick it vertically into the snow, and I make it into a monopod. On top of that, I balance my camera, set the timer, and that’s then how I got my own self portrait of myself on the summit of Everest. Imagine being on the top of the world by yourself. Pretty cool place to be!
(Slide 35) Here I am looking out on a sea of mountains that are surrounding me, and they’re all lower than me. I’m the highest person on the planet. I said to myself, “Ed, memorize
that view because you’ll never be up here again.” Most normal, intelligent people don’t climb Everest more than once. Little did I know I would climb Everest six more times. I do have an excuse for the second time though because I left my wallet up there. I had to go back for my wallet.
After climbing Everest, people think that’s the pinnacle of your career; there’s nothing left to do. They’re all, “Whatever.” I thought, “All these other mountains in the world, they’re all challenging. They all have different personalities.”
(Slide 36) After Everest, I went to climb this mountain, Kanchenjunga, the third highest peak in the world; 28,200 feet. Harder, more technical, rarely climbed. (Slide 37) This is a 3,000-foot ice wall that we had to climb on our way to the summit. Six of us, after eight weeks of effort, got to the summit of this mountain. (Slide 38) Here we are on the top of this thing, a very little tiny summit just sticking out of the clouds. This is about cruising altitude of most jet aircraft. So when you’re flying home in the middle of the week or going on a business trip, at cruising altitude look out the window and imagine a couple of guys out there waving at you. That’s where we get to hang out.
(Slides 39 and 40) From the summit, if the weather’s nice, we get an amazing view. Here we are looking 80 miles off to the west and just left of center that large white triangle is Mt. Everest. A lot of people assume when you get to the top, that’s the end of the climb. That’s when you celebrate, that’s when you do the high fives, that’s when you phone home. In fact, for me that’s premature. Getting to the summit of a mountain is the first half of the climb. The second half going down for me is the most important, and this is where a lot of people make mistakes. They use all of their energy, all of their resources, everything they can just to get to the top, and then there’s nothing left for going down. It’s on the descent where a lot of people have accidents. In fact, a lot of people die as well because they don’t plan, and they don’t budget for the round trip. For me the climb is over when I get to the bottom, and I’m taking my boots off. That is then a successful climb.
(Slide 41) After Everest and Kanchenjunga, which is the third highest, by 1992 I felt I had a wealth of experience, and I wanted to kind of set the bar again a little higher. I wanted to challenge myself by trying to climb K2. This is the second highest mountain in the world: 28,250 feet. Very beautiful mountain. Very, very difficult to climb. It’s in Pakistan. Many people attempt K2 and almost an equal number of people fail on this mountain. The weather is bad, the route is difficult, it’s technically challenging, and it’s extremely steep.
(Slides 42 through 44) In 1992, I went there with a friend
of mine from Seattle, this is Scott Fischer. We scraped the money together, we joined an expedition, and we went to Pakistan in an attempt to try to climb this mountain, which I call the Holy Grail of mountaineering. I felt that this mountain would test my skills completely. We had steep terrain that we had to climb. We had atrocious weather. We had storms, we had avalanches, we had rescues that we were involved with. Everything that could happen did. Everything that could have made a great excuse for us to quit was provided. But in the end, Scott and I persevered. We struggled through all that. (Slide 45) We were very persistent, we were very stubborn and we finally set up our final little camp here at 26,000 feet. It’s a tiny little envelope of nylon that weighs about five pounds, and as you climb higher in these mountains it’s harder to carry any weight so to make things lighter, we make them smaller. These tents are so small, barely enough room for the two of us to climb into to spend the night. (Slide 46) Hopefully, that next morning at 1 am, we’re going to climb out of that tent and climb the final 2,000 feet to the summit.
(Slides 47 and 48) We climb into the tent at the end of the day, and we have to then provide for ourselves. This is our kitchen. This is basically one end of the tent. One guy is cornered in the back, and one guy’s in the front kind of in charge of the meal. We’ve got a little tiny stove, a little propane burner, a little pot, we’ve got some food, some dried fruit, some biscuits, some crackers, some peanuts and that’s kind of all we’re going to live on, but the key element that we have to provide is water. There’s no water there. It’s all in the form of snow and ice, and it takes hours and hours and hours to melt enough snow and ice to fill our water bottles. To rehydrate ourselves - and this is a huge task that we do at the end of the day and also when we get up at midnight or 1 am - we’ve got to start making water to rehydrate ourselves. This is a huge part of the element of what we’ve got to do.
(Slides 49 through 52) We climb out of our tents - it’s about 1 am - knowing that the round trip could take 18 hours. That’s why we start so early. We turn on our headlamps, and off we go to climb that final 2,000 feet to the summit of K2. The higher you go on K2, the steeper and the more difficult it gets, and this mountain is relentless. (Slide 53) But we were relentless as well, and we finally then stood on the summit of K2 where most of the other people that season simply failed. It was difficult, it was challenging and ultimately, I decided that the reason that we succeeded was that it was mind over matter. If you don’t mind, it doesn’t matter. No matter how hard something is, if you love what you do you’re willing to deal with it. You’re willing to go on that journey and process everything you need to do.
K2 was such a difficult, such a challenging, such a dangerous

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 33PAGE 32
KEYNOTE ADDRESS
mountain, it’s one of those climbs where if you succeed and walk away, you don’t ever bother to go back again.
(Slides 54 through 56) I learned a lot, and I became very confident with my abilities after having climbed K2. After that climb, just by happenstance, here in the summer of 1994, I’m climbing to the summit of Lhotse, which is the fourth highest mountain in the world. Just over my shoulder is Mt. Everest, which I had climbed just a week earlier. I was starting to be very economically minded. I was still kind of scraping the money together, and I thought, “As long as I’m over in Nepal (and by the way in the summer of ’94, I was guiding again on Everest) why not use Everest as a warmup? When I’m done, send my clients home and then climb a neighboring peak, and I could just do it in three or four extra days.” I called it a two-fer, you know, two for the price of one. And lo and behold, I had the four highest peaks in the world under my belt. I thought, “Why not now rather than randomly going around and climbing a mountain here and a mountain there, why not make a plan, a long-term goal?”
I decided I wanted to set out to climb the 14 highest mountains in the world, the 8,000 meter peaks without oxygen. I called it Endeavor 8000. I figured I had four done, there’s only ten left. I didn’t know if it would take me ten years, 15 years, 20 years, whatever. I thought this would be an amazing adventure.
(Slide 57) So, I made an announcement, and I made a promise to myself that this is what I would do. I figured I had the skill, the desire, the motivation, the talent, the innate ability to do this. But the one thing I didn’t have was the money. How was I going to pay for all these expeditions? It was going to be rather expensive. I decided I had to turn my passion into a business. So, I went out to a lot of companies, wrote a lot of letters, and asked and begged and, finally, after several years of struggle I put together a portfolio of sponsors, companies that provided me with products and with some cash. In return, I gave them endorsements, I tested their gear, I took photos, and I also looked like Mario Andretti. I’ve got logos, I have hats and flags, but this was then how I was able to support myself in climbing these mountains.
(Slides 58 through 60) When I got to the top of one of these mountains I was still, in fact, having to go to work. I’d get to the top, and I’d start flying all the flags of all the people, of all the sponsors and providing them with photos so they could use it for marketing, promotion and advertising. I was more than willing to do this because this was, in fact, allowing me to live my dream. I needed to give back more than I promised and I was willing to do that.
(Slides 61 through 63) But imagine being on the top of one
of these mountains; it’s cold and windy, and I’ve got five or six or eight or ten of these flags. I’m willing to take the time, but during all of this along comes this product called Photoshop, and I thought, “I could get away with one flag, and then when I came home I could put whatever logo I wanted to on that single flag.” I had fun with this, but I also thought, “I need to be very serious about the business part of this because this now was allowing me to go do what I wanted to do.” So armed with all of this, off I went on these climbs. All total, I went on 29 Himalayan expeditions to do all these ascents, and 20 of them were successful. That’s basically two out of three. We’d go halfway around the world, spend weeks and weeks of climbing, and on two out of three of these trips everything that could go right went right. Everything that could go wrong, didn’t go wrong, and boom, we’d get to the top. I’d come home, no frostbite, no injury, no death, no accidents and the media was kind of going, “Ed, that’s not the way it’s normally done. You’re supposed to get frostbite, somebody usually gets hurt.” And I go, “That’s not the right way. This is, for me, the right way. You’ve got to be safe, you’ve got to be conservative, you’ve got to plan ahead, and you’ve got to manage the risk. This is the way I wanted to do it.”
(Slides 65 through 67) On a third of these expeditions, I’d go halfway around the world again, spend weeks and weeks attempting to climb one of these mountains only to be stopped 30 feet or 40 feet from the actual tip-top of one of these mountains because of conditions beyond my control. I was more than willing and more than patient to walk away, to listen to the mountain, knowing that I could go all the way home if I had to and come back another year when conditions finally allowed me to go to the top of the mountain.
It was all about managing the risk. It was also always about making a set of rules at the base of the mountain and living by those rules all the way to the top; never taking a shortcut. Once you start taking a shortcut, once you start breaking a rule that you made, simply for the sake of speed or success, in the end you’re going to get bitten by that. I never wanted to cross that line. I also wanted to have a level of acceptable risk that I believed in, and I surrounded myself with friends and partners that also had that same level of acceptable risk. I also wanted to be with climbers that I trusted. I wanted to be with climbers that I liked because if I didn’t like them at sea level, I wasn’t going to like them at 26,000 feet. And also people that were there for the journey and for the process. Not just for getting to the top and what that entailed, but for that whole step-by-step process and enjoying those steps along the way.
(Slide 68) Through the years though, as I was on my
Endeavor Project, I went on multiple expeditions to Everest, and in the spring of 1996 I was contemplating my eighth expedition to Mt. Everest. I’d already been to the summit three times, and I was kind of going, “Okay, why do I want to go back to Everest again?” It had to be a very intriguing and interesting project. (Slide 69) I got invited by a friend of mine, this is David Breashears. High-altitude filmmaker, he’d climbed Everest a couple of times. He was now really renowned with the films that he was making in the mountains. In 1996, he had planned on this film project. He would be directing the film. He asked me to come along to be in charge of the logistics of the expedition, to organize, to set the stage, to send the gear up, to be in the film and the whole idea was that we’re going to go to Everest, and we’re going to make this beautiful film of us climbing all the way to the summit of the mountain. (Slides 70 through 74) The whole idea by making these films is that you can go and watch them and you, yourselves, don’t have to go to Everest.
People had done that before: National Geographic, Nova, Discovery. They were making all these Everest films. But what nobody had dared attempt to try to do was to try to take a 40-pound IMAX camera to the summit. This would be literally nearly impossible. When we go to Everest, to save weight we break our toothbrushes in half, and here we’re thinking of shlepping this 40-pound microwave oven size piece of camera gear to the top of Everest. Most people that we told about our project said, “That’s impossible; it can’t be done.” I think when people themselves, when they don’t want to try to do something, they’d simply say it’s impossible. We thought this could barely be possible, and that we at least wanted to make an effort to try to do this. I said, “Sign me up. This is going to be very interesting.” The thought that comes to mind is something like this, “This is now what we’re going to try to attempt to do.”
(Slide 75) David and I knew we’d have to put together a very strong yet selfless group of individuals to work together as a team to get that camera to the top. That was going to be the key to our success. An integral part of the success of our climb of Everest - and most other expeditions to Everest - is when you go over there, you’ve got all this stuff that needs to be carried up the mountain. We typically can’t do it all alone, especially with all this camera gear so we hire the local Shirpa people. They’re born and raised for generation after generation at 12,000 feet to 14,000 feet. They’re adapted to the altitude, they’re very hard workers, and day in and day out, we bring them with us and they help us to carry the equipment up the mountain. They’re kind of the unsung heroes. They rarely get the recognition, but without them we would not succeed. They’re kind of the backbone of our success, and we integrate them into out team. We treat them well, they get bonuses, they’re well paid, they get the best
equipment, and they’re the guys that helped us get all the stuff up the mountain.
(Slide 77) So, off we go to Everest. We’d now been planning for this thing for a whole year, and we get to base camp here. This is now at 18,000 feet. It took us two weeks of walking with six tons of food and equipment behind us just to get here. In Spring 1996, this is kind of when the flood gates of Everest opened. There were 15 other expeditions here, well over 300 people in this international village of climbers. From this base camp now, we’re going to start climbing our way up the normal route on Everest. From the base at 18,000 feet, I’ve then shown the four other camps along the way to the summit of Everest. We picked the easy way up Everest because we got this camera and this filming to do so we need to kind of help ourselves to go up this mountain.
(Slides 78 and 79) The first part of the climb from base camp to Camp 1, which I’ve shown here in red, is probably the most difficult and dangerous part of the whole climb. We’re climbing through an area known as the Khumbu Ice Fall. Glaciers move down at about four feet per day; it’s tumbling and shifting and slowly moving like a big mass of tiddlywinks. We need to negotiate a path through here for weeks and weeks at a time, day in and day out we’re traveling through here. (Slides 76, 80 and 81) Very unique to Everest is we bring these ladder sections with us, and we plop them up and over these ice blocks. We build bridges to span these crevasses. These ladders we just tie together with rope. The bigger the obstacle in the ice fall, the bigger the ladder that we build. (Slide 82) This is nine ladders that we tied together to get up and over this ice fall, and it’s not OSHA approved either.
So, you climb through this. You want to move through here very, very fast. It’s very dynamic, it’s very dangerous, and once you climb out of the ice fall several hours later, you’re only then at 20,000 feet. You’ve got four more camps to establish, six more weeks of climbing, and 9,000 feet still to go to the summit of Everest. (Slides 83 through 86) So we’re now doing what all the other teams are doing: carrying loads, fixing rope, putting in anchors, but we’re also there trying to make a film. We didn’t have a separate camera crew. We didn’t have separate actors. We were the whole ball of wax, and to do everything we needed to do every day on top of the filming, we had to get up earlier, we had to stay up later, multiple times during each day we had to stop and do our filming.
David was amazing. He was a great director; he was a great leader. He inspired us. He got up earlier, he stayed up later, he worked harder than anyone. To me, that’s kind of the definition of a leader. You lead by example, and you lead

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 35PAGE 34
KEYNOTE ADDRESS
from the front. Whatever he asked us to do, we did.
Things went very well for us. We were right on schedule in spite of the challenges that we had not only with the climbing but with the filming. We were right on schedule to go to the summit. And then a tragedy occurred on May 10th. On a day we decided not to go to the summit, three other teams joined forces to go to the summit. It wasn’t a great day, they thought they could make it, they kind of wrote this date on the calendar, and they were very fixated with it. Rather than going individually with a smaller group, which is, in fact, safer, up higher, they decided to join forces. And, yeah, it feels safer with 40 people. If everybody is going in one direction, you think, “Well, why shouldn’t I go in that direction?” We as a team decided for the sake of safety and for the sake of weather not to follow the crowds, and I call it group think. You don’t want to get swept away just because other people are doing something. It doesn’t mean it is right for you.
(Slies 87 through 89) We decided to go down, they went up. They climbed late into the day. Things got strung out, they started to run out of oxygen, daylight faded, and a huge storm occurred. That was basically the straw that broke the camel’s back. In the end, people were struggling for their lives to come down. We dropped what we were doing as a camera team, we climbed back up as fast as we could in the rescue effort. We gave away supplies of oxygen to bring down survivors, but sadly, eight people died in that storm. Two of them were my great friends and former climbing partners, Rob Hall and Scott Fischer. The sad reality of these high-altitude mountains is if someone gets injured or hurt up high, you can’t fly a helicopter that high. You simply have to send somebody up to bring them down, and we couldn’t climb up to them fast enough, and they eventually died of exposure. But we were able to help rescue several people ,and we brought them all down. We evacuated the mountain, and then we had a memorial service at base camp for those that died. After that, a lot of the expeditions packed up and went home. You can imagine why. This was now a scary and dangerous and gloomy place.
But David, our leader, left it up to us, the production company, the film company that had invested several million dollars into this, left it up to us as to what we wanted to do. I had already decided that I wanted to go back up. I wanted to finish this project. I wanted to finish what we set out to do. We hadn’t done anything wrong, why should we throw in the towel? I had so much personally invested that I wanted to complete the task that I was given.
As a team, we decided that we would go back up and make one more final, yet safe attempt on the summit of Everest.
(Slide 90) Here we are May 23rd, 13 days after the storm, climbing on our way to the summit. I think our patience paid off, our contribution to the whole climbing community paid off. I think we were rewarded by this beautiful, beautiful summit day. This is an actual piece of footage from the IMAX film that was released a year later titled, Everest. It became the largest grossing IMAX film in history: $150 million gross at the box office. It was an amazing moment to have dealt with all those difficulties to finally see ourselves going to the top. (Slide 91) I got to the top for the fourth time, which I thought that was great, but the high point of that expedition was to see the damn camera on the summit. That’s what we set out to do, to get that thing up there. In and of itself, that was nearly impossible, and with everything that got thrown into our path, we could have easily given up and gone home, but we persevered. In the end, our team became a family, and that camera was our baby, and we nurtured it all the way to the top.
(Slide 92) I look back on that event. It was the hardest singular project I’d ever been involved with, and I look back and I go, “How did we do that?” It was so all-encompassing, physically, emotionally, and psychologically. The way I figured out that we managed to do it, from the beginning of something that difficult, you can’t look all the way to the end because it can be so overwhelming, you’ll go, “How do I do that?” The way you achieve something that difficult, climbing a mountain or overcoming some difficult challenge is you do it a day at a time and a step at a time. You look forward to that next day, and that’s how I think we accomplished what we did. I felt good not only about what we did, but how we did it as well. We took the time to help others when they needed our help, but we also did what we needed to do.
In the aftermath of that, I came home and my friends and my family were kind of wondering, “Geez, you lost two of your friends on the mountain, two climbing partners, are you still willing to go out there to risk your life for the sake of climbing these mountains?” Again as I said earlier, I didn’t think I was risking my life. Not that I felt that I was immune to the risk. Somehow I felt I might be managing it different, by being more thoughtful, by being more prepared, maybe I trained harder. And yeah, the risk was still there, but I thought it was still something I wanted to do, and so I continued on that journey.
I found a new climbing partner, this is my friend, Veikka Gustafsson from Finland. We continued to climb together as a two-man team for the next 10 years. After 17 years of me being in this project, I discovered I had 13 of these 14 mountains under my belt and the one mountain that finally became what I called my nemesis was Annapurna. The mountain that I read about as a kid was that 14th peak in
my life. Annapurna is, in fact, one of the most dangerous mountains in the world. One hundred people have tried to climb it or reached the summit; 50 people died in the attempt just because of the architecture of the mountain. It creates avalanches that sweep down all the faces so when you go to that thing, it’s kind of like playing Russian roulette when you try to climb it.
I went there twice, and I walked away twice because this thing I felt was too dangerous for me to attempt. I said to myself, “Ed, don’t kill yourself for the sake of that 14th mountain.” I kind of thought 13 out of 14, that was a pretty good resume, and I felt like I could live with that. That’s pretty good. That’s a nice accomplishment.
(Slides 93 through 95) But I tend to be stubborn, and I tend to like to finish what I set out to do and I thought, “You know what? I need to go to Annapurna for the third time and at least get to the bottom of that thing in the middle of Nepal and sit there and look at it and let it tell me what to do.” If conditions were just as bad on the third trip, I’d pack up, and I’d go back home, and I’d be happy with that decision. But if conditions were just phenomenal, then and only then would I make the decision to climb that mountain.
(Slides 96) I don’t make those decisions by myself or take them lightly. Obviously my wife, Paula, who I have now been married to for 15 years, is very integral in my decision-making, but she’s always been a believer, she’s always trusted me, she’s never asked me to stop and she’s that one person emotionally and psychologically that gives me strength when I go out the door to climb these mountains. I think you need that in your life when you’re doing something this difficult and this challenging.
(Slides 97 and 98) So, I go to Nepal. This is now the Spring 2005. We sat at the bottom of this mountain, we watched it, we listened to it, we were already acclimatized, figuring if the weather was good and conditions were good we could race very quickly to the top in just three days, thereby minimizing our exposure. It was phenomenal. The conditions were absolutely perfect. It was like a different mountain.
After a week of that, we decided it was time to climb this thing. It was almost like Annapurna was inviting us. We went directly up the center of the North Face. It wasn’t really the safest way, but we figured it was the fastest way.(Slides 99 and 100) Here we are climbing up the North Face with blocks of ice that were towering above us that in a heartbeat could fall and sweep us down off the face, but it was completely quiet. It was colder than normal. The mountain was totally glued together. With every step that we climbed higher, I kind of felt that somebody or something, or an angel, even,
was kind of watching over our shoulders and safeguarding us, or maybe it had to do with karma. During my career, I’d rescued a number of people and maybe during those rescues I’d put money into the Karma National Bank,and on these days I was kind of slowly pulling out a little bit. After three days of very difficult, long days, we’re now here taking those final few steps. (Slides 101 and 102) On May 12, 2005, I finally sat on the summit of my 14th peak. To me, this was literally that dream come true moment, a day that I had visualized, I had dreamt about, I’d thought about. I thought I might never, ever be able to get there,and I was finally there. It was an overwhelming moment for me. An 18-year project, and I was finally done.
(Slide 103) I look back on Annapurna and I go, “Man, that was one gnarly, difficult, technical, challenging climb.” Why was it at the end? I would have wanted to get it over with earlier in my career, but thankfully, it was at the end. I needed 30 years of experience to accomplish this and to survive it, so I am glad. It was appropriate that it fell into the place where it did. Somehow, poetically, it was appropriate as well. It came full circle. The book that I read as a kid that put me on this path was the end of the path as well.
(Slide 104) As I wrap up now, I’ll leave you with this: If you ever get a chance to read this book, it’s an amazing story and the author, the leader of the expedition, Maurice Herzog, one of the two that got to the summit, he lost his gloves on the summit and because of that he froze all his fingers and he froze his toes as well, so he had all his digits amputated. As he laid in his hospital bed in India with all these digits amputated. he dictated this story in this book. In the last sentence of the book he says, “We all have our own personal Annapurnas.” I think that’s a great metaphor for life. For me it is, I know. I think on the horizon of our lives we’ve got a series of mountains that we’re climbing, challenges at home, obstacles with work, things that we’re confronted with, but I think these Annapurnas are important. They allow us to see what we’re capable of doing. I call them carrots. I want something out there dangling in front of me to challenge me, to test me,and I’m so happy that I did what I did.
(Slides 105 thorugh 108) I went into the mountains, I pushed my limits, I saw the world, I was able to dig deep to see what I was capable of doing. I think that’s an important thing to do in life: To pick something that you’re passionate about. If you love what you do, you’re willing to take the steps, you’re willing to work hard, you’re willing to get up early for the sake of doing what you love to do.
As was mentioned earlier, you can’t always do it alone. You need to have family that supports- you: your wife, your children, your husband, your co-workers, your team. All

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 37PAGE 36
KEYNOTE ADDRESS
Slide #5
Slide #7
Slide #6
Slide #8
Slide #1
Slide #3
Slide #2
Slide #4
these people help me to climb these mountains, and without them I wouldn’t have succeeded, and I thank them for that.
(Slide 109) I can truly look back on my life and say, yes, I lived my dream. I picked something that was completely out of the box. I loved what I was doing, and I think that’s important. Again, you love what you do, you live your life a long time, and you’ll be able to look back on your life and say, “I’m so glad I did what I did,” rather than questioning why you didn’t do what you wanted to do. If you do that, if you love your work, if you’re passionate, you as well will also get to the summit. Thank you very much.
ROWDY BRIXEY: Thank you, great job. I’ve just got to ask Ed one thing before he leaves the stage: Is there anything left on your bucket list?
ED VIESTURS: You know, I have a smaller bucket list now. I just got back from climbing in Antarctica. I’d always wanted to go to Antarctica, and I finally got to do that so now my carrots are a little bit smaller. I still have to have these things out there, but I don’t think I can compare to what I did. I think that’s a big chunk of my life. I was glad when I finished it, but I was also slightly sad because it was part of the fabric of my life for so many years, but I’ll still continue to go climbing.
Slide #9
Slide #11
Slide #10
Slide #12
www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 39PAGE 38
KEYNOTE ADDRESS
Slide #13
Slide #15
Slide #14
Slide #16
Slide #17 Slide #21
Slide #19 Slide #23
Slide #18 Slide #22
Slide #20 Slide #24
Slide #25
Slide #27
Slide #26
Slide #28

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 41PAGE 40
KEYNOTE ADDRESS
Slide #29
Slide #31
Slide #30
Slide #32
Slide #33 Slide #37
Slide #35 Slide #39
Slide #34 Slide #38
Slide #36 Slide #40
Slide #41
Slide #43
Slide #42
Slide #44

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 43PAGE 42
KEYNOTE ADDRESS
Slide #45
Slide #47
Slide #46
Slide #48
Slide #49 Slide #53
Slide #51 Slide #55
Slide #50 Slide #54
Slide #52 Slide #56
Slide #57
Slide #59
Slide #58
Slide #60

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 45PAGE 44
KEYNOTE ADDRESS
Slide #61
Slide #63
Slide #62
Slide #64
Slide #65 Slide #69
Slide #67 Slide #71
Slide #66 Slide #70
Slide #68 Slide #72
Slide #73
Slide #75
Slide #74
Slide #76

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 47PAGE 46
KEYNOTE ADDRESS
Slide #77
Slide #79
Slide #78
Slide #80
Slide #81 Slide #85
Slide #83 Slide #87
Slide #82 Slide #86
Slide #84 Slide #88
Slide #89
Slide #91
Slide #90
Slide #92

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 49PAGE 48
KEYNOTE ADDRESS
Slide #93
Slide #95
Slide #94
Slide #96
Slide #97 Slide #101
Slide #99 Slide #103
Slide #98 Slide #102
Slide #100 Slide #104
Slide #105
Slide #107
Slide #106
Slide #108

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 51PAGE 50
TECHNICAL SESSION: SUSTAINABILITY
Slide #109
WALT TUNNESSEN: I am going to focus on the ENERGY STAR program for industry. We are a piece of sustainability, and we are also an opportunity for your industry to take advantage of if you are beginning to identify the sustainable paths for your industrial sector for baking and for concrete actions that you can take that both protect the environment and also help you improve your bottom line.
(Slide 2) ENERGY STAR. I think most people probably know from ENERGY STAR labeled products and appliances, but the ENERGY STAR program is actually much broader than that. We work with manufacturing sectors, we work with commercial building sectors, and we also work with home builders to design ENERGY STAR labeled homes. What I am going to focus on today, though, is just the work that we do with the industrial side of the ENERGY STAR program. The other thing that most people do not really recognize about the ENERGY STAR program is that we are actually a climate change program. We are the oldest climate change program within the federal government, and we have been exploring voluntary approaches to help reduce CO
2
emissions associated with energies.
(Slide 3) Let’s talk about the ENERGY STAR program for buildings and plants. With ENERGY STAR, what we focus on is trying to help organizations build stronger energy management teams and energy management programs, because if you do not have a good energy management team and a good energy management program, you are not going to save energy. There are a lot of great projects out there. You can do lots of assessments, but if you do not have the right people in place to implement those, if you do not have someone who is a champion to convince your upper management to fund those projects, you are not going to drive change. So what we focus on is providing tools and resources that are designed to support the effectiveness of energy management programs. We do this by offering a partnership, something that you can join as a way to show your commitment to energy management. We provide energy management guidance that explains how you should run an energy management program and what steps and actions you need to take. We offer lots of programmatic resources, posters, communication materials and so forth.
One of the key and unique things that we offer is sector-specific energy benchmarking tools, and that is a lot of what
eneRgY STAR For industry
I am going to be discussing today, as well as recognition programs because recognition is an important aspect for motivating and driving change. Everybody likes to be told they’re doing a good job. If you are a manager, one of the best ways to get people to implement something is by handing out a form of recognition. Whether it is money or whether it is a plaque, it does not necessarily always matter. It is the recognition that you are doing a good job that really helps to ensure that people will implement the types of actions that you want them to.
(Slide 4) For energy efficiency, the ENERGY STAR program in the commercial and industrial space actually offers three different forms of recognition programs. We offer a program called our ENERGY STAR Partner of the Year award that recognizes corporations with really good energy programs.
By Walt TunnessenEnvironmental Protection Agency
Walt Tunnessen is the National Program Manager for the U.S. EPA’s ENERGY STAR Program for Industry, a voluntary government program that works with hundreds of businesses and organizations to reduce greenhouse gas emissions through improved energy efficiency. Through ENERGY STAR, Walt leads initiatives with manufac-turing sectors to identify energy management best practices and develop energy performance scoring systems. He is responsible for the EPA’s ENERGY STAR initiatives with food processing sectors.

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 53PAGE 52
TECHNICAL SESSION: SUSTAINABILITY
A company that you probably are very familiar with in your sector, Pepsico, is actually a company that has won this award because it has a fantastic energy management program. In fact, it mentors other companies on energy management which is part of why we gave it this award. In fact, you will be hearing from one of those companies in just a moment or two.
The ENERGY STAR plant label is actually the same certification mark that EPA awards to things like refrigerators and computers. This is a designation that indicates that a facility, whether it is a hotel, a cement plant or a motor vehicle assembly facility like the Chicago Ford facility that has earned the ENERGY STAR, is best-in-class in terms of energy and efficiency. So in other words, best-in-class in utilizing energy to make the products that are the business of that company.
The last form of recognition that we offer is a new program that we launched this year, called the ENERGY STAR Challenge for Industry. This recognizes sites that are able to reduce their energy intensity by 10%. So we offer a best-in-class type recognition as well as a recognition that shows that sites are taking steps to improve their energy efficiency.
(Slide 5) Let’s talk more about this best-in-class. In order to be best-in-class, you have to have a way to determine that, and we do this by creating what we call an ENERGY STAR score for a specific manufacturing sector. The point of these scores is really twofold. One, the scores simply provide a metric that helps people understand where they are relative to their peers in terms of energy efficiency. When you think about cars, if I said to you, “You’ve got a two-door hatchback that gets 14 miles per gallon,” you would know that that car is pretty poor in terms of fuel efficiency, probably maybe even has some other issues as well.
We asked the motor vehicle industry whether 10 BTUs per vehicle was good in terms of energy efficiency, “Is that a good amount of energy to make a car?” The reality of it was that, about nine years ago when we first did this, people were not quite sure. They had some facilities that were greater than 10 BTUs; they had some that were less. Nobody was really quite sure. So we looked at the energy performance of an entire industry and came up with a way to benchmark that. It provides us with a way to help create a conversation around where you are at in terms of energy efficiency because the reality of it is, in America, most of us do not know where we are in terms of energy efficiency. It is kind of like walking around saying, “Am I overweight and do I have high cholesterol?” If I do not have any kind of standard metric for knowing what my weight should be per my height or what should my cholesterol be? Unfortunately,
that is sort of where we are with energy efficiency in this country. And so part of what we are trying to do with these ENERGY STAR scores is give people the ability to see where they are at relative to their peers, and that information will help to drive change.
(Slide 6) To do this, we have to come up with a scoring system, and we do this by developing a tool called an Energy Performance Indicator. An Energy Performance Indicator is frankly nothing more than a souped up Excel spreadsheet with some statistical algorithms in the background, but it is informed by a lot of data, actual data, about plant performance.
Tool compares a given type of facility to the rest of the industry. It evaluates facilities on a whole-plant basis, so we do not look at just one system. We look at how that entire system works together so you are not just looking at say, an oven or perhaps a refrigeration section, or you are not just looking at electricity when if you work with utility programs you will know that they typically just look at one fuel, not all fuels. We are looking at a whole site, and we are looking at all fuels. We want to know how they work in terms of an annualized basis because of the seasonality in terms of climate factors that affect energy. We normalize for differences because even though within the baking industry you could say, “Well, we are all bakers,” there is a lot of variation in terms of plants. Products, maybe location and climate are factors, maybe there are subtypes of products that have a great impact on energy use so we have to understand these things. We do understand them, and then we normalize within our tools so that we are able to come up with a score.
(Slide 7) The ENERGY STAR energy performance ratings create an energy performance scale on a scale of 1-100 that helps you understand how you compare to your peers. The way we develop these is we actually use data that you have already reported. About every two to four years you get forms sent to your company from the U.S. government, from the U.S. census, requesting information on product shipments, on purchases of electricity, purchases of other fuels, perhaps the number of employees, operating hours and so forth.
This data is highly confidential, but we work with folks at the Duke University School of Economics who have access to this data. They are able to go in and take a look at this and develop statistical models based on the range of performance, and we use those models to create the tool that is the ENERGY STAR energy performance indicator.
(Slides 8 and 9) The other thing that we do when we create these models is we do not do it in a vacuum. We create a
working group, or a committee, with representatives from the industry that provides us feedback and gives us advice on what we need to be looking at when we benchmark the energy performance of a different sector. We are currently working with about 19 different industrial sectors and subsectors. Food processing, as we call it, is a key sector that we are working with and we consider baking to be part of the broader food processing sector. But we work with many energy-intensive industries, like cement manufacturing, glass manufacturing, motor vehicle, pharmaceuticals, pulp and paper, wet corn milling and so on. Petroleum. You can actually get an ENERGY STAR label on a petroleum refinery, in fact. So we form committees. We call this an industrial focus. We needed a name to call it and frankly the name committee kind of worries most people. Usually committees are where good ideas go to die, right? So we had to come up with a different name, and so we called it Industrial Focus. The idea is that we are focusing in on energy efficiency in a given sector.
In addition to creating the energy performance indicator, we also develop energy guides, which are essentially cookbooks so to speak, of energy projects that you can implement in your facilities. We have researchers at Lawrence Berkeley National Lab and at the University of Utrecht in The Netherlands go out and research energy efficiency measures globally. Then we develop these for different sectors, and we have developed one already for food processing as well as these other sectors. We also do a lot of networking and peer-to-peer best practice sharing.
(Slide 10) This year...actually, I guess it was really last year, we had the opportunity to work with the Biscuit and Cracker Manufacturing Association in developing an energy performance indicator for biscuit and cracker bakeries. We had created an EPI, a draft one, based on the data that we had, but what we needed were people to test this and to give us feedback on how well this tool is performing. So we approached BCMA and the timing for us was fortunate because BCMA had created a Sustainability Committee, and I am going to let Dave Van Laar tell that story in greater detail. But to make a long story short, BCMA saw the value in working with ENERGY STAR and creating this tool given various market situations, given that there is a greater interest in energy efficiency and the fact that companies like Walmart are asking, “What are you doing lately on sustainability?” and you need a way to be able to explain what your company and what your sites are doing to differentiate themselves in terms of corporate performance around the environment.
ENERGY STAR is an excellent opportunity to demonstrate what you are doing. The brand is recognized by 95% of the American population. (They do not always know what it
means, but they recognize it.) It is also a brand that is offered by the U.S. government. We have no commercial interest in this. We are not selling you the ENERGY STAR brands. We are awarding you the ENERGY STAR brand based on your performance. So we like to think that it is a very objective criteria for demonstrating the aspect of sustainability.
To make a long story short, we worked with BCMA and their members. We test drove a number of EPIs; we made some changes. In December, we were actually able to finalize and publish the first energy performance indicator for cookie and cracker bakeries. In December, which is when I had to turn in my slides, there were actually two plants and actually as of, I believe, Friday, we know of actually nine other cookie and cracker bakeries that have qualified for the ENERGY STAR and are in the process of applying for recognition. So this is very exciting for us because the cookie and cracker industry is a very visible industry to U.S. consumers, and it is a great way for us to work with manufacturers to help them explain to their customers that they are taking steps to improve their energy efficiency and that American businesses can be leaders in terms of energy efficiency and protecting the environment.
(Slides 11 and 12) This is just a screen shot of what EPI looks like. It is a very basic sort of tool in terms of the inputs, but it is very sophisticated in the back in terms of the statistical models that are used to create these ratings. The way it works is you put in (and it varies by different types of industry), but you put different physical attributes and product attributes into the spreadsheet, you put in your energy data and it gives you results. It ranks your plant on a score of 1-100, 100 being obviously the best, one being not so good. In this case we have two examples of poor performers. Fifty would be average.
If I was a company ceo (and we are going to hear from one in just a minute or two) and I saw that my plant was scoring a 37, that would tell me there is a lot of money left on the table at that plant. There is a lot of opportunity to find savings, and the other thing it would tell me is that my competitors are doing a lot better job at managing energy as well as their greenhouse gas emissions, than my facilities. So I would like to see that score go from a 37 up to a 50, and then eventually a 75, because if you can achieve those kinds of efficiencies, you are going to see direct bottom line savings, and you are also going to see your greenhouse gas emissions go down.
That is what that score tells you. It gives you a comparative measure to how you are with the industry. This curve is basically showing where you stack up on the range of U.S. manufacturing plants that are producing roughly the same types of products that you are and are located in a similar

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 55PAGE 54
TECHNICAL SESSION: SUSTAINABILITY
type of climatic zone. The tool also gives you some other standard energy metrics that you can use as well, but the key thing really here is this score on 1-100.
(Slide 13) If you score a 75 or higher, you become eligible to apply for the ENERGY STAR label. As I mentioned before, this is the same certification mark that we use on appliances, on computers, on televisions and so forth. This is the same mark that 95% of the U.S. population recognizes as having some benefit for the environment. Now, they do not always know what that benefit is, but 95% of them recognize it. The numbers we are seeing right now suggest that 65%-70% know that the ENERGY STAR-labeled products have a direct benefit in terms of energy efficiency and better environmental protection.
You are able to actually get this award or have it awarded to your plants. For those sites that earn the ENERGY STAR, we send you communication information; we send you templates and graphics that you can use to communicate this. You will see plants flying the ENERGY STAR banner in front of their facilities. They get a bronze plaque. There are actually now 82 industrial facilities that have earned the ENERGY STAR and, as I mentioned, we are expecting about nine cookie and cracker bakeries probably by May when we do a little awards ceremony to come in having earned the ENERGY STAR.
Commercial baking is a sector that we are looking at. We have already done some preliminary analysis of the data and the census data that you all report looks fairly robust, but here are some of the key things that we need to really consider when we move forward with evaluating to work with a sector in terms of developing.
(Slide 14) First of all, we need to be working with sectors where most of the facilities have a high degree of comparability. An example would be the variety of specialty products in the defense sector. It is very difficult for us to create a benchmarking tool that captures those types of facilities, whereas I would think it is probably fair to say within the commercial baking industry, there should be sort of a high level of comparability between plants. There may be variability between products, but in terms of the overall sort of range of products, it is a little bit more common than comparing Patriot missiles and submarines.
Data. There has to be sufficient data. As I mentioned before, what we have seen in the Census Bureau looks like there is a good amount of data. We will not know how good that data is until we actually start talking to you all about the types of results that we are seeing from the tool. Then, of course, there are demands.
In order for us to develop one of these, we have to invest tax dollars. We do not like to invest tax dollars into something we do not think is going to get used, so we need to know that there is sufficient demand for us to develop this. That if we create an EPI that it is going to be supported by companies in the industry, that people are going to use it to benchmark their plants whether they decide to pursue recognition or not, whether they just decide to use the EPI as a management tool, we need to know that there is interest in that because if there is not interest, we can go to other sectors. There are a lot of sectors knocking on our doors for these tools, and so we have limited resources. We need to be selective in terms of who we want an outreach to.
This brings us to my last point. If we pursue - and we would like to pursue - developing an EPI for commercial bakeries, we need a commitment from the industry to support this. We need individual companies to be willing to allow their energy managers to participate on our working group, our focus group, to provide feedback on the tool. It does not really require a ton of time. Probably four to six hours a year, but that is four to six hours a year that we need a commitment to participate in.
If we can get all these things together, we may be able to create an EPI for commercial bakeries. Right now, we are looking at trying to pull together some initial scoping meetings with your sector in the fall. Based on the outcome of that, then I think in 2012 we would begin in earnest actually developing an EPI. But again, it depends on the level of interest we receive from your industry in terms of developing this tool.
(Slide 15) The other thing I want to just mention is, in the meantime, if you are interested in getting involved with ENERGY STAR, and you are interested in steps that you can take to either prepare yourself for when this tool becomes available or simply to try to drive change within your own facilities to help them become more energy efficient, I would encourage you to consider participating in our ENERGY STAR Challenge for Industry campaign. This program is an excellent opportunity for you to have your sites sign up and pledge to reduce energy intensity by 10% within a five-year period.
This is a very simple campaign. It is not a legal commitment; it is not a contract with EPA. If you do not achieve the ENERGY STAR Challenge, we will not come after you. We will not come and take your high school-aged children even though you want us to. It is really a tool for you to use to drive change and that is really the point about the whole ENERGY STAR program. It is really about an energy management tool for energy managers to use to strengthen
their energy management programs.I do not know if there is anyone here from Kroger. Kroger has actually already signed up all their commercial bakeries to take the ENERGY STAR Challenge for Industry, and I believe a couple of them have actually already achieved the 10% reduction. When you achieve the 10% reduction, then we send you some communication materials. You get a little logo that you can use that says you achieved the ENERGY STAR Challenge.
(Slide 16) Again, these are useful things for you to use in terms of motivating change, but they are also useful things to use when you are at a place where you have to communicate what you are doing on the environment, because if someone asks you, “What are you doing on the environment?” it would be nice to be able to say, “Well, you can go on the EPA’s ENERGY STAR web site and actually read about what we are doing on the environment because a number of our sites have taken the ENERGY STAR Challenge or a number of our sites have achieved the ENERGY STAR plant certification.” There is a profile of what they did on the EPA’s ENERGY STAR web site, so it is a great story to tell.
I would encourage you to think about what I have said, to think about if you see value in pursuing an ENERGY STAR certification program for your industry, whether you are interested in working with us to develop an EPI. If you are, then please let us know. There will be other opportunities, I am sure, for us to engage and I will provide you with my contact information as well. I think it is a great opportunity, and we would certainly welcome the opportunity to work with your industry. In the meantime, consider taking the challenge.
With that, those are my remarks and this is my contact information. I’ll also be around for a little bit after this session, so thank you very much.
STEVE BERNE: So I stretched the truth just a little bit in my comments when I said that the ENERGY STAR Program was being first introduced here at ASB. As you have heard, the program has been implemented in several sectors of the food industry. However, the baking sector, as Walt just mentioned, is its newest venture. For the cookie and cracker segment, it was really introduced a little over a year ago. You can see from Walt’s comments how popular it has been and how quickly it is been embraced by that sector of our industry.
Slide 1
Slide 2
Slide 3
Slide 4

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 57PAGE 56
TECHNICAL SESSION: SUSTAINABILITY
Slide 5 Slide 9
Slide 6 Slide 10
Slide 7 Slide 11
Slide 8 Slide 12
Slide 13 Slide 17
Slide 14
Slide 15
Slide 16

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 59PAGE 58
TECHNICAL SESSION: SUSTAINABILITY
DAVID VAN LAAR: Good afternoon, everyone. We are a contract manufacturer down south of here. We do about 100 million pounds of product a year in cookies and baked bars, and we have been doing that for 55 years or so.
I am just a little nervous up here. The last time I followed someone from Washington to the mic from a bureau that had three letters in its name, I was handcuffed, and I said this a lot, “I do not recall at this time, Your Honor.”
But think back about your last time with an agency from Washington. Was it helpful to you? Was it beneficial? Was it fearful or was it fun? Well, most people think about regulatory agencies and the hair on the back of their neck comes up. I was in California years ago, and in one week I had to deal with 14 regulatory agencies: state, county and different cities. And I have got to tell you, none of those were fun, none of those were friendly, and none of those were beneficial to our business.
But today this story is a little bit different. I met Walt a year or so ago and the connection with EPA has been a great asset to our business, and to our company, and it has been a great promotion for us.
(Slide 2) The journey to sustainability is a practical one for us. We talk about a lot of theoretical things here. Walt went through what it takes to get the EPI rating and get the ENERGY STAR rating, but what happens on a plant level? What happens in real life out there and how did our journey begin? Well, when people brought up sustainability I thought it was just this major retailer out somewhere in the Midwest that was forcing this new term of sustainability upon everyone. I looked in the books, and I saw that there was intellectual sustainability.
Our mountain climber this morning, do you recall how many times he used the word sustain: to sustain his climbs, to sustain his business? He was into sustainability.
We have sustainability in our business, but we also have environmental sustainability and that is what we will talk about today. Our customers set some expectations for us. As Walt mentioned, we were kind of thrust into this thing. It was demanded of us; it was not requested, it was demanded of us that we get into sustainability. They helped us jump-start
our efforts, and they shared best practices with us. The first step was really to understand it; what is it all about? We did not know energy management. We did not know the real meaning of everything. I personally thought it was just a lot of hype to make people feel better about your company that you are really doing something for the environment or you are making Mr. Gore happy, one or the other, I was not sure. So we had to figure out how this applied to us.
(Slide 3) Well, first of all we looked to see what we were really doing and there were things that we were doing, although we had no formal program to document it. We were taking some cardboard and recycling it. We were taking some paper, and we were recycling it. We picked the low-hanging fruit,
eneRgY STAR for Baking plants
David Van Laar has been the president and ceo of Oak State Products for nine years. He began his career in the baking industry at Pepperidge Farm, Inc., where he held positions as corporate production manager, marketing manager, plant manager and general manager. David then served as general manager for the Martino’s Bakery division in Burbank, CA. Prior to moving to Oak State, David was vice-president, technical services, for the President Baking Company. In this role, he was responsible for overseeing purchasing, logistics, quality and contract manufacturing as well as assisting President Baking Company during its acquisition by Keebler and Kellogg.
By David Van LaarOak State Products
so to speak. Our first steps were baby steps, and we did get some benefit from it. The challenges were huge as we got started into this whole thing.
(Slide 4) There has to be commitment from the top, and we had that. I made sure of that. And we had to have understanding. Well, what was our environmental sustainability program and what should it encompass? Unfortunately, history follows us a long time, and I remember...are there any consultants in the room? My first energy conservation program years ago, an engineer I had hooked up with said, “I can guarantee I am going to save half the light bill.” So they got together, signed a contract, and it was one of those, you pay me half the savings after I do that for you. His final write-up was, “Turn off half the lights,” and for that he sent us a bill every month for half of half the lights in the plant, and that is a true story. That was not last year either. That was a long time ago.
So we had some bad experiences there, but the experiences since have been terrific. We have internal resources that we use to do this today. The biggest thing is to get commitment, get a change of culture in your own organization. The paybacks are there. The paybacks are significant. We did not realize how many areas of payback we would get until we got into it.
(Slide 5) So our customers, what was our customer response to this about two years ago when we started? Well, some did not care. They were at the same place we were years ago in what really is sustainability: Sounds good, but we think it is just hype. Some said it would be nice if you did it, and some said we would like you better if you did that, although we do not know really what it is. We had one that said, “You must do it.” That got my attention, when they said, “You must do it.” They did not tell us how or what or where. Finally, one of our customers came through and said, “You must do it, and here is how you do it.” They shared best practices with us, they shared vendors that had done excellent jobs for them with us, and they really got us going.
(Slide 6) So what are our incentives for sustainability other than sounding good? Well, the last year one of the top four or five categories in which we are judged by a potential customer is sustainability. If you look at our web site, it is one of our four major points about our business. So they are taking it very seriously. Positive public relations locally and around the country, that is good for us. That gets us places where we might not normally get.
This pin, Walt had one and gave this one to me in Washington last fall, I wore this on a sales call a couple of weeks ago to an unnamed major retailer in the country.
When the buyer walked into the room, she took one look at that and said, “Oh, you’re ENERGY STAR.” And I said, “Yes, we are.” And she said, “Enough said about sustainability, let’s talk about the business.” So I left northwest Arkansas, I thought, “That saved me a lot of money and a lot of time trying to get to know this lady and show her that we were in the big time. We were not just a country baker out there.”
Payback is there. The payback takes some time to figure out, and it is in places you may never expect to get it, but the payback is there and bottom line, regardless of all the hype, regardless of everything Al Gore has told us over all the years, it is the right thing to do. I firmly believe that. When it is the right thing to do, you must go out and do it.
(Slide 7) Some of our projects have been cardboard baling. As I said before, we baled some cardboard, and we put it on a truck, and we shipped it down to a recycler. We went through about four recyclers before we found one that was really recycling the cardboard the way it should be. Now, we bale all our cardboard. We bale Kraft paper with it, we bale clear plastic with it that they separate. We used to ship it in open-top trucks with no compaction. Now that it is baled, we have saved 166,000 miles of transportation just in taking the cardboard from our plant down to the local recycler. It is been a huge amount of savings for us, and it takes very little effort in the plant. In fact, we are in a small town, and I have always said this small town of 1,000 people, I have been there nine years and the town is still the same population as it was when I got there. Every time a baby is born, a young man leaves town.
But we started taking cardboard from local businesses because they had no place to recycle it. They had no place to take it; they were burning it out on the edge of town so we started taking theirs also. Community outreach was one of the benefits that we got into. We are in the middle of bean fields and cornfields. A lot of the synergies that you people have in big cities, we do not have. We had to go find people to recycle things for us. It was certainly worth it.
As we replace motors in the plant, we replace them with high-efficiency, high-energy conservation motors. We will not go through every plant. We have over 1,900 electric motors in the plant, but as they go bad, we will put good ones in.
We did a lighting project, and that is one that a lot of people have been burned on over the years, and one that I was particularly the consultant on. Never do that before the consultant, always do it after the consultant. But the lighting project is one where we really started to find out that things do pay off; people are much better at what they are

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 61PAGE 60
TECHNICAL SESSION: SUSTAINABILITY
doing today. They know what they are doing. We replaced every light fixture in the plant, over 200,000 square feet, and had a nine-month payback. That is incredible! I will do that anytime. In fact, we had so much light in one room we had to turn half the lights off because it was too bright in there. I did not charge the savings to anybody either for that brilliant idea.
Air compressors. You need tools on some things to go find problems. I used to walk around the plant on the weekend and listen to the air leaks in the compressors kicking on and off all weekend. Compressed air is the least efficient form of energy we have in the plant. In fact, at last year’s capital meeting engineering people asked for another air compressor; they needed a backup. I said, “You are not going to get another air compressor. In fact, here is the challenge: Take one of the ones we have now out of service. I want you to use less air so we need one less compressor.” And they have done that. Instead of bandaiding things, we are fixing the source of the problem. We are changing from compressed air to fans where we can, and we are using other innovative methods to get down to the next level of savings.
(Slide 8) The culture change involved top down; it was learning opportunities. The people got involved in the plant, the employees. We have a resource conservation team on every shift. They come up with plans; they come up with programs. They come up with posters and tee shirts and awards. As Walt said, people love awards. They will do anything for a tee shirt sometimes.
(Slide 9) We set some goals. By 2015, a 25% reduction in gas usage. We have already hit that. A 23% reduction in electricity usage. We are halfway there. A 24% reduction in water, we are halfway to that one, and zero landfill. Help. That is going to be difficult.
(Slide 10) It becomes a way-of-life difference, and the most practical thing I could think of is we talk about recycling, we talk about energy management, we talk about all these things, but that used to be literally my trash can under my desk. Everything went in that trash can, but it had a plastic liner inside of it also so every night they would come take the plastic liner out with all the paper in it and a few banana peels, they would wrap it up or they would throw it in the garbage. They would put a new plastic bag in there and do the same thing the next day. I looked at that one time and I said, “Am I really practicing recycling here? Am I really sustainable?” So I replaced that with a paper recycling bucket and my shredder. And now what I bring to my desk if it is even a staple, I have to get up and leave my desk and walk to the next office to throw it in a trash can, that is how far away I put it, just to make it difficult for me.
When I go to the vending machine, I try to buy things that I can throw in the paper recycle thing so I do not have to get up and walk to the next office to throw it away. That is when you have made it practical.
(Slide 11) So how do we take it from one industry, from one step, and take it to the whole industry? Well, it is critical to bring companies together as an industry group. I firmly believe that after seeing what we did with the BCMA. Standardized data, as Walt has said, is crucial. You must be in an industry that has somewhat similar processes. And the overall view is important.
I do not know if you have ever experienced this, but the “not invented here” syndrome or the “we are unique” syndrome of the 20 or so bakeries that we first talked about, everyone of them was different, every one was unique. Some made chocolate cookies, some made white cookies, some made chocolate chip. But when we got down to the actual facts, there was not that much difference. The work done by Duke University proved that a cookie is a cookie is a cookie, and it takes about the same amount of energy to make a chocolate chip cookie as it does a lemon cookie.
(Slides 12 and 13) We heard about the ENERGY STAR program, and there was an attempt to get it started but quite frankly, we did not totally understand what was involved and what we had to do. Then we began a sustainability committee with BCMA, and I was fortunate enough to be a part of that, and we learned more about ENERGY STAR. Walt has taken you through the mechanics of that and what it can do for you. What we have used it for is a measuring tool. The program results score each plant individually, and we can make comparisons. We are a one-plant facility, so I have no idea how we are doing compared to the industry. Well, the EPI tool has given us that and our score, thank goodness, was above 75, so we were awarded the ENERGY STAR plaque.
It is also a benchmark within the entire industry, and if you have multiple plants, you can use this to test one plant against the other, to see which one is the most energy efficient. That is where the Biscuit and Cracker Manufacturers Association came into play. It represents the core industry; it represents cookies and crackers. We have similar products, coming off similar production facilities. We were able to work with EPA, and it has been an extremely positive relationship ever since. We offered a cross section of these bakeries to EPA and to Duke University, and they ran the data. They ran it once and it came back and said, “There are a couple of anomalies here, we need to run it again.” So we factored in a couple of different things, ran it again and it looked good, and then it was published for the industry. Once we did that, we
validated that tool with Duke and we were off and running.
(Slide 14) It was an extremely difficult thing to do. As I sit back, the EPI tool, ENERGY STAR, is an extremely easy thing to do, it is an easy tool to manage. You literally put in energy usage and pounds of production. It almost sounds too simple. But getting everybody together to decide on an industry standard is extremely difficult, and that was the hardest part of the whole thing. Everybody was unique, it took forever to get people to talk to each other because they all said, “EPA, what do they want? They have got all that data. They are going to use it against you. They are going to come in and out of you. They are going to do all these things.” Well, none of that is true. We have had nothing but benefits since we have done it. The apprehension is there, but it is always the big question: What’s in it for me?
(Slide 15 and 16) We set up the companies at first representing the industry. We had webinars where we all got together, and we talked about what we were trying to do. They supplied data for validation and relevancy. We then started using the EPI tool; the ENERGY STAR tool. We tried it, and we submitted to EPA and collaborated with the EPA to get it started, which resulted in last fall the announcement that ENERGY STAR was partnering with the Biscuit and Cracker Manufacturers Association to set the first energy performance scoring system for cookie and cracker industry. I would like to say we were the first ones to do that, but you see the slide that Walt had, we were not even on the slide yet. We have received our plaque since then, and it is been well worth it.
(Slides 17 and 18) Looking forward, what are we going to do? Well, we have to set the sights higher every year. I think Walt is going to make it a little tougher every year for us to meet those standards. He is expecting improvements as we do, so we will have a continuous improvement to make sure that we are getting better. We will explore more projects. We need to look deeper, broader and longer term at projects that may not pay back to the tune of nine months. The payback may be longer, but it will be worth it, and we will continue to get customer recognition using the ENERGY STAR program. And I like Walt’s comment about getting on the EPA’s web site and looking up information about our company in a very positive fashion.
(Slide 19) That is what the plaque looks like. We are now an ENERGY STAR plant. We are very proud of that. We are reaching out to the rest of the businesses in our local organization, and I just have to say that something good can come out of Washington, and we are the recipients of that. Thank you, Walt, for setting that up for us.
Slide 1
Slide 2
Slide 3
Slide 4

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 63PAGE 62
TECHNICAL SESSION: SUSTAINABILITY
Slide 5 Slide 13Slide 9 Slide 17
Slide 6 Slide 14Slide 10 Slide 18
Slide 7 Slide 15Slide 11 Slide 19
Slide 8 Slide 16Slide 12

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 65PAGE 64
TECHNICAL SESSION: SUSTAINABILITY
LOIS VITT SALE: I am Lois Vitt Sale. I am actually the chief sustainability officer for an architecture, engineering and construction firm here in Chicago. We have been working in the space of lead projects and sustainability since some of the first lead-certified projects back in the late ‘90s and with the first certification in 2001 by the U.S. Green Building Council. I also am former chair of the Chicago Chapter, now the Illinois Chapter, of U.S. Green Building Council, so I have been in the trenches with U.S. Green Building Council and have been there every step of the way for the evolution of the LEED Green Building Rating System, which is what I am here to talk to you about this afternoon.
(Slide 2) LEED is the Leadership in Energy and Environmental Design, and it took me years to get that straight. It is much easier to say LEED, and it is a third-party voluntary system for measuring how green your building really is. If you look at the graphic here, the whole idea taken from the food industry is to create a benchmark against which you can measure how sustainable a project really is. You heard a whole lot of things that Dave shared with you that he is doing with his company which are really wonderful green building practices and operations practices and LEED just tries to take that and bracket it and measure the success of it so that against a benchmark, you can build a platform for continuous improvement.
(Slide 3) LEED is a voluntary system that was developed by the U.S. Green Building Council. U.S. Green Building Council was formed in the mid-‘90s and is really joined by all different constituents in the building industry. So folks in your facility; engineering operations and maintenance; real estate decisions; state, federal and local governments; architects; engineers; and product manufacturers. We all live in buildings and we all work in buildings, so anybody who has anything to do with buildings as a focus in their career has a place at U.S. Green Building Council.
Now, U.S. Green Building Council has over 13,000 member companies representing over a million people so it is a very large organization with a broad umbrella. I think that, as a practicing architect and also a member of AIA, we have been in a great place in the industry because we broke down the silos. People from all different parts of the building
industry came together to agree on a protocol and the right metrics and best practices to move this idea of green building forward. We have had major success in actually developing a common vocabulary about what we can agree to is green building, and that is what I am here to talk to you about today.
(Slide 4) In order to answer this whole question of sustainability, you have to first recognize that buildings have an impact on the environment and on people in
LeeD and green: A Recipe for Sustainability
Lois Vitt Sale has been a practicing architect for more than 20 years. Her career goes well beyond the domain of project design. She has been a national leader in the application of private and commercial green technologies and sustainable planning to the public and private sectors. She has participated in the development of policies to lessen the negative impacts of the built environment on the health of people and on our natural resources. Her specialty is found in the intersection between applied technology and the development of policy provisions for city, state, and federal entities. In addition, Lois applies these technologies and practices to leading-edge sustainable designs and consulting to design teams and clients to maximize the environmental potential for projects.
By Lois Vitt SaleWight & Company
them. The slides put together and the metrics put together by U.S. Green Building Council through EPA and other organizations started to measure the impacts of buildings. We are not talking process here, so we are not talking about the impacts of industry, but the impacts of buildings on our environmental resources. So 13% of all the water withdrawn from our aquifers is used in buildings and, unfortunately, about 30% of that goes down the toilet. About 39% of all the greenhouse gases created in our country are from our building energy use. About 65% of all of the waste output, and that would be construction and demolition waste in this case, is generated in the building industry, and almost 72% of all of the electricity generated in our country is used to power our buildings.
(Slide 5) Now the good news, and the reason that we are here, is that when you practice this suite of sustainability strategies to create a green building, we can actually take those big circles and we can make them move in the right direction, which in this case is down. So this chart here is a study that was done of, I think, 33 different green buildings across different sectors that showed the positive impacts that can be made by putting into place green building practices. Energy savings on average of 30% in a building that was LEED certified, and 35% of that was carbon impact moving in the right direction. Water use savings, easy to do: 30%-50% against the current benchmark or the previously current benchmark which is EPA 1992. Finally, look at the waste category. Fifty percent to 90% of the cost of waste for C&D can be eliminated by just instituting practices.
You heard Dave talk about his plant downstate where he does not have the robust facilities to manage waste. He had to actually go out and find the folks to accept his materials and his cardboard. Up here in this area, your waste haulers are taking cardboard and they are actually getting paid to take the cardboard back to the manufacturers because there are actually shortages in cardboard right now, so there are a lot of robust opportunities in the waste category.
The purpose of the LEED Green Building Rating System is really to move the market forward. It is not a code; it is not a regulation. It began back in the late ‘90s and the early 2000s as a guideline. It kind of surprised U.S. Green Building Council when everybody started adopting it as the sort of rating system that had to be followed, and I think that is a happy thing. In the early days of LEED, 64% of the early adopters were actually government. They were public of all different stripes. So, federal agencies, states, and municipalities were early adopters of LEED. In fact, in the City of Chicago here, all Chicago public facilities that are over 5,000 square feet require LEED certification. The City of Chicago has over 30 LEED-certified projects that
it owns and operates. The City of Chicago, where we are today, has the most LEED-certified projects of any city in the country. New York is beating us out these days. It has more LEED-registered projects, but Chicago still owns the nameplate for the most LEED-certified projects.
(Slide 6) U.S. Green Building Council is really hoping to move this arrow forward, and the 20% here that you see on the bottom of your screen is really where LEED is. The big orange or yellow square is code-compliant buildings, and as a licensed architect before I ran into Green Building, when we thought about codes we thought, “Well, if we were compliant with codes, then we were doing good.” We were not thinking about codes as minimum thresholds or benchmarks against which to operate our buildings. LEED takes that and really stretches it to the next level. If you can improve your water usage and be more water conserving, if you can improve your energy efficiency, if you can look at minimizing your footprints, all these things that really reduce your impacts and improve your operations, then you are not a code-compliant building, you are actually benchmarking how much better than code you are. So code is really about public safety and health and Green Buildings look at actually taking that to the next level.
The other key and foundational idea about Green Building and embedded in the LEED Green Building Rating System is the idea that if we were going to say we were going to be environmentally friendly, we might say from an environmental perspective, “Well, let’s never build another building. Let’s not take down another tree, let’s not draw anymore from the aquifers, let’s clean every drop of water that goes back into the lakes.” That would be sort of representing the tree hugger platform, which I am one of them, but that is not reality.
On the economic side, we might say, “Let’s make sure that we are putting the least first-cost investment in any investment that we make for our capital improvements, and let’s always make sure that we are looking at safeguarding our investments.” You heard Dave say before me that at first when he did his lighting investment (the most recent one that was not “Turn off the lights”) that he was talking about a nine-month payback. Then you heard him say, “Well, not all paybacks can be as fast as nine months, but it still makes sense,” so looking at how to optimize that investment in your capital programs to pay you back.
(Slide 7) The third leg of the wheel is we have safeguarded our national resources, which you could also look at as a long-term investment because our resources are, for the most part, nonrenewable. Safeguarding those means that we have a future investment portfolio that is going to nourish us for

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 67PAGE 66
TECHNICAL SESSION: SUSTAINABILITY
a long time. Then, you have the economic strategies, and finally, you have the people strategies. There is study after study after study done by lots of different research groups that have shown that people who are in green buildings have higher productivity. In most commercial ventures, the highest capital cost that any business owner has is not the bricks and mortar to power the buildings, but it is the cost of the people in them. Eighty-five cents on every dollar goes to the cost of paying for the people who keep our businesses running and our doors open, build our intellectual capital, run our machines, and keep us perking along. If we can get even modest improvements in productivity, it is going to pay our business owners back day after day after day.
You take these three different elements, and you look at how to optimize those inputs, right? It is not, “Let’s invest the most to get the best energy savings we can, let’s save as much water or let’s look at the smallest amount of money we can put in.” It is, “How do we put the money that we invest, the safeguards for the environmental programs and create the most robust environments for people to work in?” It is the intersection of those three things that strategy after strategy after strategy really provides. That is our recipe for sustainability. Every different situation has a different answer, so there is no one size fits all. It is really balancing of those three measures over and over again.
(Slide 8) In the early days when I used to get up and talk about the LEED Green Building Rating System, I did not have such a legacy behind us. We are not at the first days of U.S. Green Building Council anymore. The first rating system, the first pilot programs, were awarded plaques in 2001, and then the LEED Green Building Rating System put out its first call for buildings in 2000. They have developed the different types of rating systems that are available, but the first rating system was for basically commercial offices, and it really was not calibrated to every kind of building program that you would encounter. For instance, one of the first pilot projects that our company did was a barracks for the Navy. It was a 450,000-square-foot, seven-building campus that was basically dormitories for 19-year-old sailors. It certainly was not going to operate in the same energy fashion as a commercial office building, so we could not have the same energy output based on the same modeling to benchmark offices versus dormitories.
LEED realized, and U.S. Green Building realized, in its first iteration that a one-size-fits-all rating system was not necessarily the right answer. They began to develop all these different types of rating systems that were really trying to be responsive to the building industry. You heard our friend from EPA talk about the fact that energy performance indices were measuring apples to apples, so LEED has evolved to
do about the same thing.
We are currently in our third version, LEED 2009, and as you saw in that chart, the orange box that showed co-compliant buildings and trying to move the benchmark forward for Green Buildings, it is the same premise in the rating systems. The evolution of the rating systems has gotten more and more rigorous as the marketplace has caught up, as technologies have evolved, as new sorts of intelligence in the marketplace and in the design industry have caught up, as manufacturers have developed products that really are responsive to these Green Building inputs. In the early days when we did a LEED project, I tried to get a solar reflectance index off of a roof and basically had to say, “It is white because Lawrence Berkeley National Lab was the institution that was developing emissivity ratings for rooftops, and manufacturers did not have a clue what an SRI was. Now, you can go onto EPA’s web site and look at ENERGY STAR roofs and have all of your inputs listed.
From 2001 to 2011 there has been a major sea-change in the industry. Manufacturer after manufacturer has really aligned himself with a suite of technologies and products that helped make this easier. October 2009 was the first time the State of Illinois actually got its first energy code, and it is IECC 2009, which is pretty rigorous. So LEED, trying to be that market transformer, is benchmarking improvements over something to IECC 2009 which is ASHRAE 90.1 2007. The idea is that as we continue to evolve and create technologies that can meet our current needs, we will continue to raise the bar on LEED projects so that they will continue to motivate designers and engineers and contractors and owners to continue to raise the bar on reducing energy usage, reducing carbon footprint and the like.
In the early days of U.S. Green Building Council, all of the elements, the impacts that you see on the left-hand side, were all embedded in the LEED Green Building Rating System. Efforts to address climate change, improve indoor environmental quality, reduce or recognize human health criteria in products and volatile organic compounds, in looking at water intakes in buildings and on and on and on. But they were all sort of given the same weighting inside the rating system.
(Slide 9) LEED 2009 is the first time the system has looked at shifting the balance towards the chart on the right which shows you that climate change is being given more weight in the current way that buildings are rated. Indoor environmental quality has been elevated to something that is much more important on the list because it recognizes that, while every environmental impact is important, some are more pressing than others.
(Slide 10) If you were going to consider having your building LEED-rated you would basically get a report card that gave you a scale of 100 points, where 40 was your baseline for certification, 50 for silver, 60 for gold and 80 and above for platinum. We like to give ourselves a little margin for error, so there is actually in the raw data 110 points you can earn, but we just have not made it in 100-point rating system.
(Slide 11) Every single rating system is basically organized around the same categories, so if you look at the circle on the left-hand side, shows how buildings address sites, storm water, urban heat island, and transportation because often one of the largest forms of carbon generated in a facility is the energy it takes to get employees to and from various locations, so LEED looks at that. The next category is water efficiency. There are actually three categories for water: water usage from plumbing fixtures, landscaping and processed water. Processed water in your industry would be taking the next step beyond what a normal LEED rating system would be, which would be looking at a large measure cooling tower water, which is the largest user of water in a typical building with a cooling tower. At the first LEED-certified high school in the state of Illinois, we took a condensation drip from an 80-ton chiller and we diverted it to the cooling tower. Our estimates were that we saved 260,000 gallons of water a year in this facility by just taking something as simple as a drip from condensation off a chiller, and it really cost us nothing.
Moving on, we have energy in atmosphere, and the LEED Green Building Rating System does not invent all of the benchmarks that it uses to score a building. In several of the rating systems, ENERGY STAR is actually absorbed into the rating system and used as the performance benchmark for how a building is scored. So there is a suite of practices and standards that are deferred to in the LEED Green Building Rating System for lighting, energy, and water. Currently, for a design tool for energy, we defer to ASHRAE 90.1, the current version 2007. For plumbing we defer to the International Plumbing Code of 2006. These are definable, code measurable, widely accepted standards that we look to use as baselines and to improve upon.
Moving on, the next category is materials and resources, which are really bricks and mortar. Does it contain recycled content? Is it locally available? Is it rapidly renewable? Will it regrow itself in less than ten years? Is it certified wood? Or is it a reused building? Or is it salvage and refurbished from another place?
Indoor environmental quality, which you saw was large on that impact chart that I showed a slide or two ago, really addresses the fact the EPA recognizes that indoor
environments are often two to five times more polluted than outside air. We cannot just look at the energy category and say, “If we seal up our buildings and lock down as much of the energy use in the building as possible, maybe we are going to seal up our insides and put a bunch of materials in the inside that are full of volatile organic compounds and recirculate that air and end up with problems with human health.” Balancing the indoor environmental quality with the energy, materials, and water use, all in a LEED Green Rating System building, LEED really takes all of those elements and puts them together and looks very wholistically at sustainability.
The last category is innovation because we all recognize that we are not, nor are we ever going to be, in the near future.
The categories on the right of this slide are embedded in neighborhood development, which I will tell you about in a second in LEED for homes.
(Slide 12) So in the current LEED2009, I just wanted to give you a sense for the fact that they are weighted differently. The Green category is energy and atmosphere, and 37% of all the points you can earn in a LEED Rating System are ascribed to energy. The next big category is indoor environments, which is 17 points; actually sites are the next big one with 23. You can see that not all categories are worth the same weight in a rating system.
(Slide 13) I told you that in the early days of LEED it was a one-size-fits-all rating system that was really designed for only office buildings, but we tried to widely apply it to hotels, dormitories, and schools. In the interim, as LEED has evolved and U.S. Green Building Council has evolved, there is a whole suite of rating systems that are available that really are there for people to use for the right type of project. Under Green Building Design and Construction you can address new construction and core and shell, which looks at before you move in and equip your space. There is a specific rating system that looks at issues that are pertinent to schools. Coming in the future will be LEED for health care and LEED for retail, both which are in pilot stage.
If you move into a building, and you are really just looking at a tenant fit-out, you could look to Green Interior Design and Construction, which is really a fit-out on interior renovation protocol that looks at commercial interiors. Coming in the future is LEED for retail interiors, which is also in pilot.
Then there is a whole opportunity under this rating system called Green Building Operations and Maintenance. The idea here is that when you walk away from a Green building and you have the plaque on the door, your work is not done because your design and construction team could put a very

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 69PAGE 68
TECHNICAL SESSION: SUSTAINABILITY
efficient building and systems into place for you, but if they are not operated every day in a way that calibrates energy use to the actual design of the building, then you are sending bad money down the drain, or good money down the drain. There is absolutely no reason to do that.
We recognize that 80% of the buildings are existing stock, and we cannot afford to turn our back on that 80% of building stock and just wait for the new construction to take its place. Green Building Operations and Maintenance is probably the big opportunity in the building industry to really transform our marketplace very fast.
Green LEED for Homes is one that is just a totally residential tool for green building for large industrial and even small home design. Finally, the newest tool out there is called Green Neighborhood Development, which is LEED for neighborhood development.
(Slide 14) I am going to make this point and then I am going to show you how all of that can apply to where you are. I showed you the impact chart that showed how, in the evolving LEED Green Building Rating System, the different impacts are not all equal. The other thing that U.S. Green Building Council has done recently is it has allowed every local chapter of U.S. Green Building Council to recognize what the local environmental pressures are. This enables them to give extra credit to a project for addressing those regional impacts. Let me give you an example.
If you are an area of the country that has limited water resources, the U.S. Green Building Council Local Chapter could weight water as more important and could actually give you extra credit so if you meet the base criteria in the rating system, you can earn an extra point because you have aligned your response in your building to the environmental pressures that are locally recognized. I think that future versions of LEED will continue to evolve so that there is even more scalability of calibrating local pressures to responses.
(Slide 15) If you are looking at your facilities, and everybody lives in some place along the spectrum of the building industry, maybe you are in a facility that has been there for 30 years, and everything is perking along and why do you need Green Building at this point? Or maybe you are about to purchase a new site because you are expanding, and you need to build a new location or people are not available. You need to go to a place that is rich in employment, or maybe you are in the middle of or at the beginning of a design and building construction. You can actually take these different rating systems, find the rating system that is right for where you are, and you can apply it. So, if you are at the beginning, where you are looking for a site, you could look at LEED
for Neighborhood Development. It is a planning tool that looks at what the optimal sites are to purchase, how to minimize the transportation impacts to that site, and how to look for sites that are good diverse community bases and on and on and on.
In building design and construction, I really have given you the best flavor of the different categories and strategies in a discrete facility in design and construction. Then, in operations and maintenance, at any time you could decide that you want your building to be LEED-certified which would take all those things that Dave was talking about that he is done at his bakery and put them into a protocol and say, “Okay, I have a policy for how I am looking at my solid waste stream. I have a policy for how I clean my interior, and I have a policy for how I manage water. I have a policy for how I maintain my landscape and hardscape outside. I have integrated pest management. I have a policy for when I turn over my motors to continue to invest in ENERGY STAR motors and more and higher efficiency that gets to the bottom line.” No matter where you are in the spectrum, there is a rating tool that is calibrated for that moment of your life cycle and that can be adapted so that you do not have to wait until later to start aligning yourself for the Green Building tool. You can measure where you are, and you can plan how to move forward.
(Slide 16) The one other sort of embedded issue, and I think that Autumn will have a chance to give you more insight on it, is the fact that green buildings really look at your house, that facility that you are living in, the lights that turn on, the energy that powers your HVAC systems, your plug loads, your storm water, your water use, etc. etc. Yet, there is a whole other animal out there which is really what you probably focus on more than what houses you. That is process loads, and LEED really looks at them as different. I am hoping that Autumn will share with you how process loads are thought of as different than base building loads. The opportunities for you, I think, are big opportunities for streamlining process loads, which will help to payback fast and give you an opportunity really look at your sustainability overall.
(Slide 17) I think that you heard from Dave in his discussion of his customers saying, “You have to do it.” Sustainability from a broad perspective is really bigger than the building you live in and the things you make. It really is! It can be in the heart of your mission. There are actually points in the LEED Green Building Rating System that favor the purchase of organic food or locally-produced food or taking your day-old goods and sharing them with food banks. I think many, many, many of you are doing these things or looking at your materials and thinking about how you close the loop
on your materials. All of these things are practices that are probably common in your industry which really can also tie into sustainability. LEED Green Building Systems really give you a place to recognize those practices and help you be rewarded for them.
(Slide 18) Two more final slides. One is that it is been about a dozen years that I have been focused on Green Building and almost every conversation starts with, “Well, gosh it costs too much; why should I do this?” I wanted to share this chart with you which was published recently in a book by Greg Kats about the cost and benefit of Green Building. It was a study that was done of 170 LEED-certified buildings which showed that the average premium against conventional construction for those Green Buildings was about 1.5% more than conventional construction. The perception in the marketplace is that a Green Building would cost 17% more than a conventional building, so there is a wide gap in the perception of how much it takes to get a LEED building. The statistics are bearing out that it does not matter what your certification level is, if you plan for it correctly and integrate it correctly, it really does not cost more.
(Slide 19) Finally, this is a web site that I love to share with people because I really love for people to find free money. The web site is www.dsireusa.org. It is a wonderful web site which lists incentives and rebates that are available for investments in energy or renewable energy and it is updated often. You can actually click on your state and find out what federal incentives exist, what state incentives are, what utility incentives are. It is really focused on energy investment, but I think most of us spend more money on energy in our buildings’ operations than we do on other systems. So, while there are incentives that are available, I suggest that you get acquainted with this web site and you use them. Thanks.
Slide 1
Slide 2
Slide 3
Slide 4

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 71PAGE 70
TECHNICAL SESSION: SUSTAINABILITY
Slide 5 Slide 13Slide 9 Slide 17
Slide 6 Slide 14Slide 10 Slide 18
Slide 7 Slide 15Slide 11 Slide 19
Slide 8 Slide 16Slide 12 Slide 20

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 73PAGE 72
TECHNICAL SESSION: SUSTAINABILITY
AUTUMN BAYLES: Good afternoon, everybody. I appreciate Lois teeing up the whole LEED thing so that I do not have to spend a lot of time explaining it. I am going to talk about our experience of building a building using the LEED certification process.
(Slide 2) Just a little background. I originally gave this presentation to the EPA in Philadelphia. They were curious about our green building, so I put in some information about Tasty Kake, but a lot of you in the room probably have heard of us. We do make some snack cakes and things. We are public. We are a pretty small company and a historical company in Philadelphia, founded in 1914.
Actually, I guess there was one point on the previous slide, I should mention. Unfortunately, we have been in the news a little bit lately, the kind of news that you do not like to have with financial drama. Basically what happened is that we got a little bit unlucky. We were opening this new facility this past summer, going through a plant startup. At the same time, which I am sure a lot of you have experienced, our commodity costs went through the roof, something we did not anticipate. Having those two things happen at the same time put some financial stress on the company, which as a public company, we had to talk about. But as we announced in January, we have been able to work through an action plan with our bank. We have been able to sort of put that into action and then focus on enjoying our new bakery. So 2011 has been a little bit more fun for us.
(Slide 3) About me, I used to be the company C.I.O. at Tasty Kake, and then I moved into operations because we had put so much of the technology behind the manufacturing process and the heavy demand forecasting pieces of manufacturing. A lot of things that we have done over the past several years have really been rebuilding the company, an older company. We have been trying to position it into a growth platform for the future. So a lot of the things that I have been working on are really getting the operations upgraded both at our Oxford facility and at the new bakery in Philadelphia, which as I said we just opened this past summer.
(Slide 4) Let’s talk about the new bakery which is really the LEED bakery that we are talking about here.
When I first came to Tasting Baking, our Philadelphia flagship
bakery, which had been around since 1922 - gorgeous in its day; 550,000 square feet - this huge monstrosity really produced a lot of the company’s product for so many years and served us very well for decades, but over time had become very expensive to run. It was six stories tall, and it had 15 production lines. As we were rebuilding the company, we started to realize that the cost structure of this old bakery would really impede us from moving forward. So in 2006 we started to look at what could we do with our old bakery, and that is how this all got started.
We looked at the various alternatives that were available to
By Autumn Bayles, Tasty Baking Company
Autumn Bayles is the senior vice-president of strategic operations at Tasty Baking Company, overseeing company operations. Tasty Baking Company is one of the country’s leading bakers of snack cakes, pies, cookies and donuts. The company, headquartered in Philadelphia, PA, was founded in 1914 and is the manufacturer of the popular Tasty Kake brand. Autumn previously served as the company’s CIO from 2003-2006, leading the company’s technology transformation and implementation of completely new platforms for growth. Prior to joining Tasty Baking Company, Autumn was a management consultant for PriceWaterhouse/PWC Consulting. As a consultant, she served numerous clients performing large scale M&A, systems, strategy, and process re-engineering projects.
Building a green Bakery
us. We looked at different locations, we looked at equipment, and thanks to a package that the City of Philadelphia and the State of Pennsylvania put together for us, we were able to obtain some funding to start the project and build a new bakery down in the Philadelphia Naval Shipyard, which is an area that the city has targeted to renew and rebuild. Part of the LEED story is that we reused a Brownfield site.
We did lease the building. It was one of the things that kept the company from changing out of the old bakery in the past. We could not afford both the equipment and to construct a building at the same time, so that is why we went down the lease path. What the new bakery offered to us was this cost structure that we knew we could use to poise the company to grow from a volume perspective. That is where we were when we embarked on this journey, and we announced it back in 2007.
(Slide 5) I already covered from the construction timing that we were looking at this in ’06 and started in ’07. The first thing we did was the site: we chose the old Navy prison site. I used to joke with my boss that if we were not careful we might end up buried underneath the buildings there with some of the other Navy sailors who had misbehaved in the past. They knocked the old brick down, and we actually used some of the materials from that, because none of it was hazardous, it was all just good old-fashioned building. We actually reused that, put it into the soil to serve as a base for the building, and then we put clean soil on top to ensure that we had a nice, sanitary base for the building. This sat there for a couple of months to compact. Then, we started to build the shell of the building, and we then focused on our equipment installation and pieces like that.
(Slide 6) Let’s talk about how the LEED piece came into the story. We actually did not start the project thinking we were going to build a green building, so how did that happen?
(Slide 7) Lois already covered all the LEED stuff so I will not go through that again, but basically there are these levels of certification. We were looking at whether we could build a green building. It was something I had not originally considered, but our developer, Liberty Property Trust, had just finished building the gleaming Comcast Center in downtown Philadelphia, which is now the tallest building in Philadelphia. I do not know how many of you are in regions where Comcast is your cable provider, but if you get their bills, you know they have a little bit more money than we do to spend on things. I explained this to our developer when he first brought this to my attention, and he said, “Hey, would you want to build a green building? We just built this beautiful Comcast Center, this beautiful skyscraper in downtown Philadelphia. It is platinum LEED.
Would you want to try that?” I was like, “We make cupcakes; we do not sell cable. I have seen my cable bill, I do not think we can afford it, but if we could, I certainly would love to try it.” Being somebody who is socially minded and somewhat progressive in my views, it was something that we were interested in, but I just assumed we could not afford it.
I was pleasantly surprised that the work was within our reach. It actually ended up being less a percent of the total project cost for us and, remember, my cost does not include the cost of the building, so I am just looking at my equipment costs. It was actually relatively inexpensive. I knew in the back of my mind it was something that not only was the right thing to do, but would play well with customers and consumers as well. A lot of little kids write us. They will say things like, “I am so happy that you are making our cupcakes in a green bakery.” So I think this is something that is very top-of-mind with the younger generation.
As I say here in this one bullet, the consultant did warn me. He said, “Hey, look, you are a manufacturing facility so do not think you are going to get a platinum rating here, but I think we could get you certified and maybe we could even go gold or silver. We said, “Hey, let’s go for it! Why not?”
(Slide 8) There are a couple of attachments that I wanted to show you here. These are actually the real documents from our project, so as a public company I made sure I did not say anything that was out-of-school, but I just wanted to show you actually how easy this was.
When our developer first brought it to my attention, I said, “I do not think we are going to be able to afford this,” but I entertained the consulting work. It was a couple of thousand bucks, what is the harm? He brings me this matrix. It is only two pages long; that is it. Basically, this lists all the areas of LEED that Lois went through, and the red, yellow and green shows where he thought we could get a point, where there was no way in hell we were getting the point, and sort of the things in the middle.
From this matrix, we saw that we had a good shot of obtaining somewhere between base and gold certification, so that sort of spurred us on to consider to look further. The next document we looked at, which is this document here, was the most important one for me because, of course, I am the project manager. I have to make sure I do not overspend my capital budget for this new plant. This was the document that told me for each of the points there was an associated cost matrix: How much is this going to cost? That was something that I crunched the numbers and I said, “Gee, this is less than one percent of my project budget.” It is something I felt strongly about; it is something I knew the

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 75PAGE 74
TECHNICAL SESSION: SUSTAINABILITY
management of the company would feel strongly about; it is something I knew our customers would feel strongly about. This was the document that sold the deal for me, and we said, “Let’s do it.”
Let’s talk about the points that we got for the new bakery, which are the picture slides. These are the same categories that Lois threw up on the board, and it basically is exactly the way that we walked through it for the new bakery project, and these posters hang today in our tour mezzanine. There is a mezzanine that overlooks the new bakery so you can actually have guests walk through and view production at the same time. Very helpful during startup, by the way, to see where I had issues, and now we are planning to open it up for public tours so that people can come in and sort of embrace the brand. But the first category was water efficiency, and basically, it really had to do with the landscaping. We collect and reuse some rainwater for some purposes. Just reducing our use of water was a relatively easy thing to do with the water-efficient appliances that we put in here.
Lois mentioned that process is kept as sort of a separate category. You can tell that these were originally written for office buildings, so when it comes to manufacturing, there are no specific rules around how that plays, and there are just some customaries that we wrote in where it relates to manufacturing. Most of this is related to the bathrooms, the facilities, HVAC, things that powered the shell of the building, not the process of the building.
Then, there is the energy and atmosphere. This is all about using the right types of refrigerants, making sure we use some green power in our utilities, optimizing our energy performance, and then making sure that we measured and verified our energy performance. I wish I had known about this ENERGY STAR thing earlier, because compared to our old plant this plant has a huge drop in utilities. Now I am going to have to work harder, I think, to find some new stuff, but all right, we will take the challenge.
Materials and Resources. This is all about the construction materials. We recycled more than 80% of our waste from construction either in a recycling site or in the construction process itself. As I said, we took the old building that we turned and actually put it into the soil. We made sure that we used local materials so that we were not incurring transportation carbon dragging things across the country, and we used certain types of wood so our doors are all bamboo, things like that to have recycled materials throughout the building.
Indoor environment was the next category. When we were putting in the HVAC system, we had to treat the ductwork
in a special way to make sure that it stayed clean. We used different types of carpeting and paint so that the VOCs, as they call them, were kept down in the building. The HVAC system is a special type of HVAC system that is very efficient, so that is how we got the credits for the indoor environment.
Sustainable sites was a big one for us. You saw it was a big piece of pie on Lois’ chart, so we got a lot of points here because, as I said, we took this old abandoned site that had not been used in decades, and we redeveloped it and turned it into the new bakery site. We also worked with our local transportation company, SEPTA. We begged them to put a new bus stop at the bakery, and they were happy to comply after we talked to them for awhile. So, we have a bus that comes in and drops off our bakery workers, which is really important for our factory workers. We are in the City of Philadelphia, and a lot of them do take public transportation.
The heat island effect is the white roof that Lois referred to. Our bakery does have a beautiful white roof so it reflects the heat and requires less energy than to heat and cool it inside. We also have a special lighting system around the bakeries that do not reflect a lot of light up into the atmosphere and pollute the surrounding neighborhood which happens to include the Philadelphia airport, so they were happy about that as well.
That was basically it. It was not this huge amount of effort, it was not a huge amount of work, and I was happy to let our energy consultant really do a lot of it for me and bring me the costs. Our contractor managed the things into the building, but it really was a lot easier than I ever anticipated, and it is something we are really proud of. Once we got through the bakery startup, which of course anybody who has ever started a new plant knows it is not a lot of fun, we were able to sit back and say, “Wow, it is really great to have this new beautiful bakery.” It is green, and we are just waiting for our final LEED certification from the Green Building Council to come so we can hang that pretty plaque on the wall. Until somebody builds a bigger one, this will be the world’s largest green bakery, so I hope nobody builds a bigger one any time soon so at least we can say it on our box for just a little bit longer.
(Slides 9 through 14) I do have some pictures here. This was the architect’s rendering of the new bakery, and this is what it actually looks like. That is the only plot of grass that is on the bakery part of the sustainable sites. The rest of it is all wild and natural plant life, but it is controlled so it looks pretty. It is right near the City of Philadelphia so there is a nice view from the white roof, which was what I was trying to show in the shot. It shows the city skyline as well, and then there are some shots of the interior. On our web site, we talk about the
green bakery, and it is something we put on our package as well. We want to bring that tie-in to consumers so that they know we are trying to be a responsible company, and we are trying to make sure that we manufacture our products in an environment that is environmentally responsible. Thank you.
Slide 1
Slide 2
Slide 3
Slide 4

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 77PAGE 76
TECHNICAL SESSION: SUSTAINABILITY
Slide 5 Slide 13Slide 9
Slide 6 Slide 14Slide 10
Slide 7 Slide 11
Slide 8 Slide 12

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 79PAGE 78
TECHNICAL SESSION: SUSTAINABILITY
STEVE BERNE: I have got a couple of questions and certainly would encourage anyone to add to these, but, Walt, let me ask you a question. You were talking about the ENERGY STAR label, and maybe you and Dave can answer this. Are you able to put this label on individual packages that are going out to the retail consumer?
WALT TUNNESSEN: You cannot put the label on a package in a way that would seem to suggest that say, for example, a package of Tasty Kakes was somehow energy efficient. That does not really do anyone any favors because people are used to seeing the ENERGY STAR label on something that uses energy, so it would be actually confusing for your brand - and ours - to put it on something that does not actually use energy.
What you can do is you can put on your packaging that this product was made in an ENERGY STAR-certified plant, and there are ways that you can use the ENERGY STAR logo in that context, but you cannot just put the certification mark on a box of cookies or a loaf of bread, whatever it may be, without any kind of sort of qualification about why it is there.
STEVE BERNE: Dave, because you are a contract manufacturer, have you talked with some of your customers about putting that type of notification on the package? Is that something that you would feel would be beneficial to them for consumers to see that?
DAVE VAN LAAR: Yes, we have discussed that with major retailers in the country and also with some of our contract manufacturing customers. I believe we will be starting to do that before the year is over.
ANNE GIESECKE: Anne Giesecke from Florida. I have a question relating to the web site. If one has the ENERGY STAR award, can one use that on the web site rather than on the package for example?
WALT TUNNESSEN: Yes, you are encouraged to do that. You are encouraged to highlight the fact that your site has ENERGY STAR certification, and actually many companies are doing that already.
STEVER BERNE: And I think the same thing would be true of LEED Certification?
WALT TUNNESSEN: Yes.
STEVE BERNE: I did write a little article on ENERGY STAR that is in Baking and Snack magazine that summarizes a lot of that program, but the biggest question that I have gotten from people is this concern about going public on an EPA site and fear of inspectors and enforcement. You did address that a bit, but could you perhaps provide a little more assurance that that is not your purpose?
WALT TUNNESSSEN: Sure, I am happy to. This question comes up all the time, and honestly, you guys are a lot more welcoming than say the pulp and paper industry that I work with that usually sits there looking very stern. Now actually, we have a great relationship with the pulp and paper industry. There are a couple of ways to answer this question. First of all, EPA is a big place, right? The ENERGY STAR program is not even located in the same physical space as the Office of Enforcement and Compliance Assistance. We maintain sort of a firewall in terms of communication and information between sort of the enforcement side, which frankly is done usually through the state, or in some cases, even at a local level versus us on the voluntary side.
Sustainability: Session Summary Q & A
The sustainability panel, from left: Autumn Bayles, David Van Laar, Walt Tunnessen, Lois Vitt Sale, and
Steve Berne (Sosland Publishing)
The other thing is that when sites earn the ENERGY STAR label, we do a compliance check, and we have found that the majority of the plants that are energy efficient tend to not have major compliance issues. There seems to be a correlation between well-operated plants on your air permits and those that are also saving energy. So from the inspector and enforcement side, I think the feedback that we are getting from that side of the community is that it feels that the plants that earn the ENERGY STAR are generally the ones they do not need to be worrying about.
The last thing is that the kind of information that you provide us is not the kind of information that could be used against you. Putting in your energy information does not reveal anything about whether or not you are exceeding some sort of air permit. It is not anything you can look at to determine whether or not you are out of compliance certainly with any other aspect like a RICRA or water violation. So even if the Office of Compliance and Enforcement was to somehow demand to see your EPI, it really would not tell them anything because it does not really track to the things that you are permitted for.
In our experience over the last nine years of labeling plants, there have not been any incidences of anybody from the enforcement and auditing side coming in and using any kind of information related to the ENERGY STAR program for any kind of enforcement action. You have to remember, we are certifying petroleum refineries. You want to talk about the most complex type of manufacturing facility in America with the largest set of environmental issues, it is petroleum refineries. There are about seven or eight of them that have earned the ENERGY STAR. So if a petroleum refinery can earn the ENERGY STAR, I do not really think a commercial bakery has a whole lot to worry about from a compliance point of view.
It is a fair question, and it is a good question to ask given that most people’s relationship with EPA usually is dealing with, essentially, the environmental cops coming to check on you.
DAVE VAN LAAR: Just to backup what Walt had said. When we were doing this through BCMA, that was one of the biggest issues that we heard. Big brother is going to be watching over us now with those three initials out there, and everybody is aware of the enforcement side, but people were not aware of the ENERGY STAR side of it and what it could do for us in a positive method.
As Walt said, this reporting in the EPI tool is simple. It is almost too simple when you think about it: pounds and energy usage in a couple of areas. By doing the work ahead of time, it is standardized. The information is validated, and
then it makes sense. So that was a big obstacle for us to get over in real practice and once we are there, there is nothing in there that they cannot get somewhere else. In fact, they have more on you than that already.
JEFF DEARDUFF: Jeff Dearduff, Shananhon, IL. First of all, Steve, I have been going to these green talks for about ten years and this is one of the best ones I have sat through and taken some things away from. My question today is kind of a two-piece thing. I am currently engaged in the construction of a new plant, and we are seeking LEED certification for the building. We are probably around a 43 or 45 point mark at this point in time going through the matrix, and we are now learning about the ENERGY STAR. Is the ENERGY STAR something we can add to this situation post-commissioning or do we need to be doing something right away or is this an either/or kind of thing?
LOIS VITT SALE: I will take the first crack at that. I think I alluded to in the design and construction phase that the LEED rating system defers to an energy modeling tool called ASHRAE, but once you adopt your baseline, it is a great tool because now when you file for your LEED certification, your engineer is actually filling out a template that tells you what your anticipated energy use will be so you will sort of know where you are. Then, once you are in operation, and you collect the data on how you are actually using energy, then there is nothing to prohibit you from pursuing ENERGY STAR labeling. As a matter of fact, if you decided to take that certification and apply it for operations and maintenance for LEED, they would require you to benchmark against ENERGY STAR so that is actually integrated into the rating system.
JEFF DEARDUFF: Thank you.
DAVID DIXON: David Dixon, Burns & McDonnell. Two questions, one easy. Tasty Kake is a tenant inside a building owned by the developer?
AUTUMN BAYLES: Right, we are the only tenant. Yes, it is owned by Liberty Property Trust.
DAVID DIXON: And LEED, in a sense, separates out the process inside from the building itself in some of these points credits.
AUTUMN BAYLES: There are a few areas where they cross. We have some custom areas where we said, for example, our ovens use a recycled thermal oil system, and we use that to sort of get credit in one of the areas, but we sort of wrote it in. It was like one of those custom areas. There is no check-the-box kind of standard template that applied to the baking

www.asbe.orgJournal of American Baking
Monday, March 7, 2011
PAGE 81PAGE 80
TECHNICAL SESSION: SUSTAINABILITY
industry, let’s put it that way.
DAVID DIXON: So Tasty earned the LEED certification not the building owner, is that the way it worked?
AUTUMN BAYLES: That is interesting. I think they assume that we share it. I do not think they would say, “It is ours” and I do not think we would say, “It is theirs.” I think we say, “It is ours together.” It hangs on their building, but it is something that we paid for, let’s put it that way.
DAVID DIXON: Perfect. The second question is similar to the previous question and that is the connection between ENERGY STAR and LEED. I am just trying to figure out as you move from V2.2 which is what you got certified under into 2009 or V3, this wall between process energy loads and shell energy loads become less distinct as I understand it. ENERGY STAR, however, captures both process and energy. It looks at a benchmark, at least for the first EPI, crackers and cookies. When you have to do your energy modeling to prove how much more efficient you are, now that you have a tool that gives you a benchmark in the industry, at least for that EPI. So is LEED perhaps looking at using EPI only as the comparison now that you can earn your energy and atmosphere credits under B3? It is a little tricky question.
AUTUMN BAYLES: As I said in my presentation, and I know Lois is going to answer this officially because I am just the cupcake maker here, I am not a LEED expert by any stretch. I wish I had been more familiar with the ENERGY STAR program because I could easily see how we could have obtained both at the same time. I know what our old building used to do, and I know what our new building does, and I think we could have used it as you said as sort of an embedded model, but you guys can now benefit from someone who does that.
LOIS VITT SALE : But there is an important distinction between the new construction tool and existing building and operations tool, so you have to have 12 months of data in order to get ENERGY STAR labeling, which is what is integrated into ENERGY STAR or operations and maintenance for LEED. LEED 2009, in its design and construction tool, is trying to get a little more rigorous with how it looks at energy loads, so there is a default process load of 25% that a facility has to assume. I am assuming that your process loads in industry or baking are much higher than 25%, so there is not a LEED rating system for bakeries right now. Not that there will not be in the future, but certainly modeling how those process loads compare to the base building energy loads and then showing the process loads themselves and how you are making strides toward energy efficiency within those loads is, I believe, the way that
LEED would look at that. For instance, one of the projects I worked on for certification was a quick-serve restaurant. We looked at process and operations for cooking equipment in the kitchen versus the base building, sort of keep the house open and warm-door lighted loads, and we were required to reduce those process loads by a certain amount and the base building loads by a certain amount. It was the average of those two loads that gave us our score, if you will, for design. I believe it will be the same approach for yours, but looking at your specific set of impacts.
DAVID DIXON: It is interesting to watch the connection between the two paths and, hopefully, they will come together.
LOIS VITT SALE: Right. And there are also opportunities between process and building operation where there has got to be all kinds of opportunities for recovering waste and heat and using them to condition the building so there are crossovers that could actually, I think, be beneficial to taking energy from one sector and using it in another.
WALT TUNNESSEN: I cannot speak for how LEEDS or for whether they will use our tools or how they will use our tools. Once we create a benchmarking tool, you can use it to get a sense of targets that you can establish for design purposes. Frankly, in new construction, it is really pretty hard to crack that nut and to figure out and exact model. You have to make all kinds of assumptions and so forth about what you think your expected energy use is going to be so. It is challenging, and for my personal opinion, you need multiple metrics.
If we are able to create an EPI say, for a commercial bakery, you would be able to put in some numbers to get a sense of the size of the facility that we think our future production is going to be, what an efficient plant should be. Actually, one of the scores that the EPI gives you shows you what the efficient plant is operating at from a BTU point of view and so forth. So you could use it that way, but I think it would just be one of probably several different approaches you would need to take if you are modeling for new construction. But for existing constructions, it is a very effective way to check and see if you are still achieving the same level of expected performance.
ANN GIESECKE: I just have one quick comment. I used to work at EPA, and as far as I could tell, they have this evil group of people that designs your web sites. They are really scary, and I would plead, that as you are moving forward with the industrial component, that somehow you work to make the web site easier to use for those innocent bakers going to it without a list of the addresses they really need. It is a very
time-consuming process, so I would plead that perhaps you could go back and look at the organization of that a bit and make it a little more user-friendly so that your search engine comes up with not so much jargon as names of documents and things. Just a comment. If anyone wants them, I can give them a short list of those sites to get started, but as an overall comment please take that back to whomever.
WALT TUNNESSEN: We are aware of that. I wish I had an easy answer. I encourage you to start a letter writing campaign. You can just go to www.energystar.gov/industry to begin your navigation journey through our ENERGY STAR web site, but I will admit it is not easy, but that is a longer story that I do not need to bore you with.
STEVE BERNE: I would like to thank all of our speakers this afternoon and present them with a commemorative plaque in recognition of their efforts and hard work.

Tuesday, March 8, 2011
Journal of American Baking PAGE 82
TECHNICAL SESSION
www.asbe.orgPAGE 83
KEYNOTE ADDRESS
DARREN JACKSON: Our first speaker for this morning’s session is back for a second year of information and laughs. Dr. Lowell Catlett is a futurist, economist, regents professor, dean, and chief administrative officer from New Mexico State University. Dr. Catlett has won a long list of national awards and recognitions for his work as an educator as well a number awards locally at New Mexico State. Dr. Lowell Catlett is a consultant to the United States Departments of Agriculture, Interior, Defense and Labor. He has also been a consultant to many Fortune 500 companies. Economics is not traditionally referred to as an entertaining subject to study. However, this morning I can guarantee you will not only learn something about our economy but you will find that economics can truly be entertaining. I present to you Dr. Catlett.
Dr. Lowell Catlett of New Mexico State University, gave his trademarked presentation, Dream Space, to the ASB audience.
By Dr. Lowell CatlettNew Mexico State University
Dream Space
Dr. Lowell Catlett is a Regent’s Professor/Dean and Chief Administrative Officer at New Mexico State University’s College of Agricultural, Consumer and Environmental Sciences. An exciting futurist, his knowledge of technologies and their implications on the way we live and work is addressed in his varied and upbeat presen-tations. Dr. Catlett works on behalf of corporate and association audiences internationally, presenting his take on trends in healthcare, agriculture, the environment, education and more. His latest talk addresses the current state of the economy and what’s in store for businesses down the road.
MIKE SALAZAR: Thank you. Hello, everyone. What I would like to talk about today is paying the bills. But first, I want to talk to you a little bit about Cloverhill. (Slide 1) The company was founded in 1961. It started out as a small family retail baker and has become one of the lead-ers of innovation in individually-wrapped products. For three generations, it has supported a strong commitment for unconditional customer satisfaction. Today, Cloverhill’s Danish, cinnamon rolls, cake doughnuts, and honey buns are recognized throughout the industry for their delicious taste and quality. Real quick, how many of you guys in the audience had a cinnamon roll, Danish, or honey bun? Pretty good. Job security, thank you guys.
(Slide 2) Cloverhill currently has two manufacturing facili-ties. One is located in Chicago on the West Side, and the other one we just built here in Chicago in the Cicero loca-tion. Cloverhill specializes in individually-wrapped prod-ucts and produces over 700 million individually-wrapped products per year. That is a lot of products. Our products can be found locally, nationwide in clubs, in convenience and grocery stores, and in vending machines.
(Slides 3 and 4) Let’s talk a little bit about turning new ways of profits. Some of the topics I want to talk about are the waste-in-profit concept and starting a waste-to-profit net-work. (Slide 5) The basic concept is to set up a network with other similar manufacturing companies in the area that have similar waste streams. The waste streams then find ways to reuse the product to reduce the amount of waste that ends up in the landfill. Let me talk a little bit more about that.
The concept is about taking somebody’s waste and giving it to somebody to make a profit. Now, let’s sit back a little bit and think about that. How would we feel about that? Let’s take it on a personal level first. What happens when you recycle bottles, plastic, or paper at home? You put the bottles out for the recycling guy to come, but before the recycling guy gets there, somebody else comes up and picks up those bottles and takes them. You go to the grocery store, and you see the person who owns that grocery store selling your bottles. He has his own product in there, whatever it may be. How would you feel? You would say, “Those are the bottles that this gentleman took from our garbage, and now he is selling them for a profit.” Would you stop recycling those bottles, or how would you feel about that? You discarded
something, but yet somebody else takes it, cleans it, and makes a profit off of it.
How would you feel about that on a business level? Let’s just say that same thing happens in your corporation. Would you really care if somebody took your company’s garbage and did the same thing? I do not know. It’s kind of more of a personal thing. People take their waste personally. Not their personal waste, but waste in general, personally. I always got to make sure we get that straight.
When we have this concept, we need to think about: What is the bottom line? What do we want to achieve? Do we want to make money? Do we want to have less waste in landfills? Personal satisfaction? It is good for the community? What do we want to do with this waste concept? The whole
Turning Your Waste Streams Into Profit
Mike Salazar is the Director of Corporate Projects and Procurement for Cloverhill Pastery Vend and a member of the company’s sustainability team. He was born and raised in Chicago, where he still currently resides. Mike has served over eight years in the military. Upon returning from overseas, Mike decided to begin his college career. He attended college part-time while working full time. Mike has over 15 years experience in working in the food industry and has worked for corporations such as M&M Mars, Dove Ice Cream and Cloverhill Bakery.
By Mike SalazarCloverhill Pastery Vend

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 85PAGE 84
concept of turning waste into profit is for everybody to win. Everybody would feel good about that.
(Slide 6) Let me explain about how to put this together. The first thing that you have to do is be honest. Nobody wants to be the big waste guy on the block, but you need to organize and gather information of your waste stream especially the what, where, how much and how often. You have to find ways to pinpoint the process in your corporation. Monitor it, ask why. Perhaps you do not realize it, but the data you collect on a daily or weekly basis will become a valuable tool in determining how much your tonnage is. Data is so important because you need to know how much tonnage you have per week to supply somebody with a constant waste stream. Speak to your neighbors. If you are a corporation, you want to talk to other corporations in your area that might have the same waste streams you do.
Next, familiarize yourself with other corporations that produce similar products to what you have. You want to get employees involved in help organizing your waste. They are the workers, and they are the ones that see that waste happen. Reach out to the city and ask what resources it uses so you have a list of recyclers for glass, food and plastic. Chicago has an interesting list of suppliers that it reaches out to for help. Find out who the city uses and what it does with its waste. Worse-case scenario: Google it to find out.
(Slide 7) Finally, put it altogether. Once you have identi-fied some of your waste streams, you could reach out to the other companies and ask them if they want to be part of your network. If you are able to, find a use for your waste. If you make a list of what you dispose of on a weekly basis, you know if it is safe to give away. You must understand your product, what you give away, and what your waste streams are. You want to be open to other companies’ ideas, and you want to put it all together. The objective is to ask, “What are we going to do with it?”
(Slide 8) I want to talk a little bit more about specific Clo-verhill examples. With the corn price rising, our edible food waste is becoming more valuable. We teamed up with a food hauler that supplies us with trailers and totes. We direct our food waste streams toward them. In turn, they pay us for our edible food waste. This company dries it out and resells it as food pellets for farmers. They pay us, take our food waste, process it, and sell it to farmers. This is what we would consider full-circle waste-to-profit. The program reduced what Cloverhill puts in the landfill by 300%. Because we are so involved in the relationship with the food waste company, we are able to track per department where the waste is coming from so we can better reduce the waste. In the manufacturing process, we have flour, icing, and sugar.
We know on a weekly basis how much waste we are going to have. The waste comes from scrap icing on a belt, from reclaimed dusters that are not working, and from a double shot in the mix that goes bad. We save this, monitor it, and weigh it. This is basically what we get paid for: waste we cannot use.
(Slide 9) We also reached out to a cardboard recycling company. We leased three balers from the company for our plastic, cardboard, and Kraft bags, respectively. The company takes our cardboard on a monthly basis. They take our scrap from us, and we deduct what we are going to get paid for it from the cost of the balers. In about two or three years, Cloverhill owns those balers, and our profit from our waste goes up.
(Slide 10) We want to reduce our carbon footprint by divert-ing as much waste from landfills as possible. Understanding the importance of composting is one of the things that will do this. Finding ways to improve the manufacturing process by reducing overall waste will also help. One of the most important things that we found is that your efforts can be part of your company’s sustainability report for Sam’s Club and Walmart. Basically, you can prove that you are a sustain-able company by recycling that waste.
(Slide 11) At Cloverhill, I went to our office manager and said, “What do we do with our computers?” The office manager said, “We get rid of them. We call somebody up, and they take them away.” I asked, “What do they do with them?” “I do not know; they are gone. We got rid of them.” I found a local college that has a computer repair program. I said, “Would you guys be willing to take some computers that do not work?” Not only were they happy to take them, they took them all. But guess what we just did? We just supplied the college with some computers for people who are in the computer repair program. We were not taking the computers and dumping them in a dumpster. We now know 100% where our computers go: they get repaired and then they get resold. That is one of the things we feel good about as a company.
(Slide 12) At Cloverhill, we also reached out to textile companies. We said, “You guys use rags and wipes in your company, right? What do they do with them?” We set it up to where we can take their scrap rags. We use them, and we do not have to pay for them. We reach out to medical and pharmaceutical companies to find out how they reuse their scrap. Again, reaching out is probably one of the most important things you can do.
I want to talk a little more about polypropylene. We have belt suppliers, and we found a company to recycle our polypro-
pylene. We give the company our used belts. In turn, they have a customer that uses that plastic for the moldings for gardens and the plastic handles on Bic shavers.
At Cloverhill, we take the edible oil that comes from our fry-ers from an underground process system. A company hauler comes, takes our system out, takes the oil out and takes it to a farm. The farm dries it out and uses it for methane gas to supply the engines on farms. So we are full circle with the edible oil. We do not get paid for it, but it feels good and that is what we feel, as a company, we should do.
In Chicago, we have a lot of medical companies. For ex-ample, Baxter Labs. Baxter Labs has IV bags. What happens when an IV bag at Baxter Labs goes bad? Previously, they did not have a use for it, but they linked up with a company that takes that plastic and uses it for notebooks for schools. That just eliminated a waste stream, and it does not go to the landfill. Baxter Labs also has ice packs that they use to keep blood samples cool. What were they going to do with these? Obviously, when the blood was delivered they could not do anything with them. They linked up with high schools and colleges, and now they give the ice packs to football teams and other sports concepts.
Let’s take glass. Right now, there is a glass company that always has a lot of broken glass. Rather than dump the glass in the landfill, they teamed up with a countertop company. The countertop company takes their glass and puts it into their counters. They just eliminated putting, I believe, 500 tons of broken glass into a landfill each year.
Goose Island beer here in Chicago has an initiative for whole bottles. For every non-broken bottle that they receive, they give a discount. In turn, they recycle this. The broken glass, I guess, they could turn into countertops, and we could have beer bottles in countertops.
A lot of us have broken pallets. What do we do with a broken pallet? Maybe we can find a company that would take these pallets and grind them up for use in furniture manufacturing or as mulch for a playground. It is just a matter of finding the companies who are willing to take that on. At Cloverhill, we had a big training curve. We had a lot of employees that had to get onboard and understand it. Once they did, once they understood it and figured it out, they helped us and gave us ideas. One of the difficulties we have is logistics. Nobody wants to take scrap for free. Who is going to come and pick it up? Who is going to deliver it? What are we going to do with it? A lot of times we pay for somebody to come to pick it up. Even if somebody wants the scrap, the link of them coming to pick up the scrap is broken because
of logistics. You have time, gas, and fuel costs. We need to figure out how somebody can pick up scrap and make a milk run or make it profitable for us.
Here at Cloverhill, we are not perfect. We still have scrap. We still are figuring it out, but during our growth, we always figure out different ways of finding a source for every scrap. Every source of scrap we have is something that somebody, somehow, can use it in his process.
(Slide 12) One of the things I am working on right now with OEMs is motor buybacks. We make a deal on every motor that we buy. For every reducer that we buy, we have the OEM take it back for a discount and let them recycle it. You also could have the cardboard supplier buyback its cardboard. You could do this for anything. If you work out a buyback deal with the cardboard supplier, maybe you can get a discount rate on the cardboard because the cardboard companies have the resources to recycle it themselves or put it back into their process.
How many of us really know how much of our garbage goes into the landfill? Once the recycling company takes what it needs out of the garbage, where does it go? Many of us feel good saying, “You know what? I have a recycling company, and they come and take our cardboard, they take our scrap, but we do not know what they do with it.” Okay, fair enough. How many other companies have the same problem we have? How many people can use the edible oil from their manufacturing process as a biodiesel fuel? What if companies could reprocess that oil to fuel their own trucks? What if companies could take a boiler and make it wood-burning so that every single pallet it has fuels the company? There are many plants right now that want to start up biodiesel companies with alternative fuels, but the problem we face here in Chicago is that there is no guaranteed constant sup-ply to keep these companies going.
Right now, there is a lot of chemical waste, and I am just speaking in general about Chicago, that we do not know what to do with. What about the paint companies? What about chemical companies? What do they do with buckets that are contaminated? All of this is just a matter of think-ing out of the box.
Another example. Cloverhill is situated in the middle of a neighborhood, and there are a few manufacturing companies around there. I went knocking on the door, and I asked a roofing company, “What type of waste streams do you have?” A gentleman said, “I do not know. We put our cardboard in the back, and we do not know what we do with it.” I asked, “What do you do with your plastics?” He said, “We do not know. We just put it in the back, and we do not know what

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 87PAGE 86
we do with it.” I said, “If we agree to take your cardboard and your polypropylene, would you give it to us?” He said, “Sure. As a matter of fact, I will do one better. I will load up the dumpsters for you guys. You take it, and you do whatever you want.” So every Monday, we get a load of cardboard and polypropylene. Guess what we do? I have three balers, so guess what? I take their cardboard in our baler, and I take their polypropylene in our baler, and I get paid for it. Why? Because I already worked out a deal with the recycling company to pick up our cardboard and polypropylene. I did that with the free balers that I worked out a deal for. They do not care. He is happy, more than happy. He said, “You know what? I never thought of it.” Exactly.
Here is a perfect example. I went to Cintas and I asked them, “What do you do with your pants that are off-size or errors?” They said, “We put them out back and then a recycling guy comes.” I said, “What does the recycling guy do with them?” “Dumps them.” But what happens if I say, “Cintas, what if I have companies that are willing to take all your rags, all the shirts, all the pants, everything that you throw away and distribute them to manufacturers who buy rags? What if I can give them to maintenance companies who clean oil and manufacturing facilities? They said, “Take them.” Very simple. There was a company who, on average spent $65,000 on wipes and rags per year. Believe it or not, Cintas - for free - eliminated $65,000 immediately because it was more than happy just to get rid of its rags. But now, they also feel good about it. Nobody ever thought that maybe somebody else could use those rags. This is interesting. This is just a matter of a simple waste or a simple off-size or an off-brand or something that does not work that people get rid of that they never ask, “Who else can use it?”
Chicago, as you know, is a big baking town. A lot of the bakers here all share the same waste. It is just a matter of ask-ing the questions. Asking, “Why?” Someone must be willing to go the extra step to think about the waste to the point that when he walks in the plant and sees waste on the floor, flour and sugar on the floor, or dumpsters, he asks, “What can we do with that?”
Those are the kinds of questions that I faced at Cloverhill, and I said, “Here is what we have to do.” I will give you another example. Our horizontal wrappers. We had a lot of opens, a lot of polypropylene on the floor. I asked, “Why do we have all this scrap here on the floor?” Operators did not know, nobody really knew, but obviously when the product did not go through, the wrapper was still going. A $13 photo eye eliminated that whole waste stream. Simple question: Why were we getting this on the floor?
I took a lot of the concepts and walked around thinking of
what to do with the scrap. There are still some questions. I am still amazed that in this day and age, with the technology that we have, that we do not do more. Perhaps somebody in the audience could help us: What do we do with the good old water bottles? I do not know who can use and recycle one of these water bottles. They are in the landfills; they dump them all the time. We have yet to come up with a concept for them. I am currently researching different types of plastics that we have: polystyrene, polypropylene and polyethylene. There are different types of issues that we have (water bottles is one of them) with all those types of scrap.
Here in Chicago, I just find it very amazing that there are many accounts that serve construction. We have the big O’Hare expansion, but yet government and city codes do not require, and do not have the process, to accept scrap. It has to be a certain Grade A specific scrap in order for them to add it into their construction. This is another issue that a lot of us face, and a lot of us have that type of scrap. What about bureaucracy? What about the red tape when it is something so simple?
I will give you an example. There was a company who wanted to buy plastic. They said, “We’ll take all the plastic.” They wanted to replace the cement parking stops, and they wanted to make them plastic, out of rubber. The problem you have is that the architects and the civil engineers would not buy into that because the code requires a specific type of parking thing in a parking lot, so nobody wanted to take on the liability. Here’s an example of somebody who had an idea, but yet had the red tape with the architects and civil engineers, and they could not use the idea.
Think about the rubber that is in the mats for a children’s playground. It would be simple to say, “You know what? We just collect all the tires, recycle all the tires, get the metal out, and use what we have.” Yet, specific city codes and federal codes will not allow that. So again, that is an idea that the red tape will not allow.
The other concept that we have is the workers. Our employ-ees feel good working for us because they know Cloverhill is looking for ways to avoid putting scrap into a landfill. We let them know how much tonnage we avoid. We let them know what we are doing, and we also let them know that we welcome any ideas they have that can help. You would be amazed at how many people take home paper from the office. They say, “I really do not have too much paper to recycle. I can take this home, and I can recycle.”
Full circle is to help another manufacturing company. Most people are afraid to ask; most people do not care. Most people say, “This is work; my home is different.” I went
in the office, and I asked everybody, “Do you recycle at home?” “Yes.” They are very good to recycle at home, but yet at work they do not. At work, they are quick to throw something in the garbage. They do not ask. Or, they print, and they throw it away. I just find it amazing that at home, everybody wants to do good for the economy, mostly good for the earth and everything is good green, but what about at work? Why not?
In Chicago, we have a waste-to-profit group where they gathered companies in the same field. There is a baking division, and I believe, there are some of us here who are in the same network. We get together, and we brainstorm some of the issues that we have. We have a food side, obviously. There is a manufacturing side, and there is a chemical side. But when you think about it, when you sit there and talk and discuss with other food companies, it is funny how they have the same issues. It is also really funny when I say, “Well, guess what? I have somebody that takes polypropylene belting and here is what they do with it.” Many of them get onboard right away. They ask, “Could I have the name? Could I have the card?” This is why we sit together here in Chicago and think about and figure out other synergies.
Smaller companies can say, “You know what? I only have 500 pounds a week, so it is not worth it. I am a small mom-and-pop shop; it is not worth it.” But what happens if you get teamed up with a company like Cloverhill who has tons per week? Again, that is the link of how we are going to get to the small company and to the bigger company. This is where one of the companies has to say, “I will do it for the good of the economy.” You make the link, and you accept their waste. Do not get me wrong. You do not want a line of companies down your block dumping stuff out.
I challenge you guys to think about what you can do. I am sure many of you know the waste, many of you know your issues, many of you know what you have in the company, but what can you as a company or as people think you can do to figure out a full circle? A full circle meaning, again, not in a landfill.
I do not think there is one of us here that can know 100% everything that goes into a landfill, but yet I know my com-pany. I know what we do, how much, and what percentage does not go into a landfill. That is a challenge that a lot of companies face, and this is something that I implemented. I feel good working on eco. Again, it is just basically asking the question, “Why?”
I know I have a couple of minutes left, and I know I kind of mumbled the papers more, but I wanted to get a specific point out in general. It sounds kind of weird, waste-to- profit.
Now somebody is saying, “Maybe this guy works for a recy-cling company.” No, I do not work for a recycling company. There are a lot of other cities that have something similar to this, and I am sure that maybe some of you know about it. It does not cost anything to ask somebody what they do with their garbage. You might be amazed that some of the people do not know. Once it is out the door, it is gone. If they see somebody take it away, they feel good about it. But what they do not think about is what that person does with it when he takes it away. Has anybody really asked that question? It is easy for the person who takes it away to say, “We have a supplier for it.” Really? What supplier? What do they really do with it?
In a perfect world, everybody could find a waste stream and make profit about it, but that is not always the case. Every-body is out to make money. Well, sounds fair enough, but can we honestly sit here and say that we know where every waste stream from our manufacturing facility goes? I do not think we can because we do not know how much of it, once it leaves our site, will end up in a landfill or how much of it will end up in a barge somewhere off the coast of China or maybe at the bottom of the ocean.
That is kind of my general concept of what I do here at Cloverhill and what I implemented at Cloverhill. I have a couple of minutes left. Does anybody have any questions about the concept or concerns about starting it up? Hope-fully, there are some thoughts or ideas going through your mind about this. No questions? I thank you for your time.

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 89PAGE 88
Slide #1 Slide #5
Slide #3 Slide #7
Slide #2 Slide #6
Slide #4 Slide #8
Slide #9 Slide #13
Slide #11
Slide #10
Slide #12

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 91PAGE 90
ROBERT BRESNAHAN: I would like to thank the American Society of Baking and BakingTech for allowing me to present before you today. It is kind of an interesting market. When I put this presentation together, I literally could have taken a presentation from 2008 and presented it without changing too many of the charts. The bottom line is, what we experienced in 2008 we thought was a one-time scenario, but we are witnessing it and experiencing it once again in 2010.
(Slide 2) Since about 2002, we have been living in an environment of uncertainty. Right now, we do not know concretely if we are going to be experiencing deflation because of our budget deficits or inflation because of G2 or possibly G3. Weather, the biggest factor in production, we witnessed another crop shortfall, not necessarily a di-saster, but a crop shortfall in Australia because of the vast amount of rain they had that created a lot of feed weed as opposed to milling weed. And in the United States right now, we have the prospect of experiencing delayed plant-ings because of the fixed snow cover that we are seeing in the north and flooding in the Ohio River Valley, so we have a lot of uncertainty going into this year. We do not know exactly what the farmers will plant. At the end of this month, March 31, we will get the prospective plant-ing report, but we basically need about 10 million acres to create a crop that will basically not fill or make additional supplies but basically keep us at a status quo.
Then finally the USDA. We have had some real gyrations in the market because of the data that they put out where, from the September to the October S&D reports, they have lost and refound 300 million bushels of corn. All of this un-certainty leads to higher prices and risk premiums that are in the market. Bottom line, we are at a new era of pricing commodities in an era of globalization.
(Slide 4) We know where prices have been since all com-modities bottomed sometime between 1998 and 2002. As a result of that, we had a new trader or investment class come into the market called long only index funds. They have drilled the market up to the 2008 high, which is on the chart there. We have since just recently traded above that high, so right now we are in new territory.
Building a Market Perspective to Determine Value
(Slides 5) Price projections - where we think the prices will go - are probably about another 15% to 20% higher than where they are right now. That is the 2008 peak. You can see that we will significantly supersede that.
(Slide 6) Why is this happening? A lot of it has to do with the amount of liquidity that has been put in the situation as a result of the financial meltdown in 2008. You can see that when easy money policies are enacted, commodity prices
Robert Bresnahan is the president and ceo of Trilateral, Inc., which he founded in 1986. Trilateral provides purchasing and risk management training, information, and strategies for businesses dependent on agricultural commodities. Tri-lateral has established industry standards for instructional programs in cash, futures, and options; publishes a variety of technical and fundamental commodities newsletters and reports; and assists businesses with the development, implementation, and maintenance of effective purchasing and risk management strategies. Trilateral, Inc. offers a full portfolio of services from originating grain through futures and option execution. Trilateral is a regular contributor to the Milling & Baking Market Fax along with being the sole market contributor for the American Baking Association (ABA) in Washington D.C.
By Robert BresnahanTrilateral, Inc.
tend to go up because the value of the dollar tends to go down. Until we see some type of restraint from Fed Chair-man Bernacki on the amount of liquidity in the market, we have to assume that commodity prices will continue to be well supported.
(Slides 7 and 8) We think commodity prices are going to go higher. How will they get there? Will we just continue to grind higher like we are doing now? What are the probabili-ties of rallying to new highs given the current circumstances? We think they are very high. What we want to know is: How does a market assign value and what are the critical price and decision levels that we have to respond and react to in the market?”
So, hopefully, what we will do is give you an idea of where we think prices are going to go, but also give you the tools that other traders are using, usually the hedge funds or the speculative, non-commercial type traders are using so that, hopefully, you can be ahead of them, or at least simultane-ously making your decisions with them. The one difference between 2008 and the current rally is that in 2008 that rally started primarily through energy: crude oil, heating oil, gasoline, but primarily crude oil in the energy complex led that rally. This rally since June of last year was primarily led by agricultural commodities. We are now seeing, with the trouble in South Africa, some of the money shift out of agriculture and back into energy, but basically, the only dif-ference between 2008 and now is that they chose to invest directly in agriculture as opposed to the energy sector.
(Slide 9) What we are going to do is, hopefully, show you how the market is going to assign or determine value. The fundamentals are the basis for any analysis; fundamentals always dictate the trend. This is most important piece of information that comes out every month by the U.S. govern-ment. We should have a report this Thursday. All of those reports can be boiled down to one number, and that is the stocks-to-use ratio both globally and in U.S. The other large fundamental factor is weather. Weather is the biggest factor in how much production we can produce.
Because the markets are not segregated - grains, energy, fi-nancial - grains now become part of a financial market, macro influences. We have to look at the grain markets to make our purchasing decisions the same way traders of financial instruments do, so they are watching the dollar, the commod-ity CRB index, which is a group of commodities as a whole, the energy and then precious metals. They are looking at those for trigger mechanisms for making determinations of whether or not the trend will continue or top out. Then, the ramifications or the perception of inflation is the largest factor in the creation of these index funds called long only
index funds. Their whole prospectus at their development was a hedge against inflation. The theory was they would take at least 3% stock and bond portfolios and diversify into hard assets to protect against the risk of inflation that began in 2002. By the time it peaked in 2008, there was about $360 billion invested in commodities. Commodity markets were never really large enough to absorb that. As a result we have had price spikes, so we are still seeing the continuation and the perception and ramification of inflation.
It is important to know from a long-term perspective that commodity prices have a very distinct personality. They only go sideways at the lower end of a trading range. They tend to go sideways 60% to 70% of the time. All surprises in commodity markets are always to the upside, and when they have a crescendo peak, they always fall, usually going back to where the rally started from. We will see in the charts that what we are witnessing are things that we have seen at least two or three or four times before. It is only the magnitude of the rallies or the price spikes have changed somewhat.
Then we will get into a very short-term perspective and some of the things that will come into play right now. Again we can use this to determine whether or not the market is going to continue to go higher or go down. Finally, we will give you a very current up-to-date perspective of what is going to go on. But again, the objective is that everybody should be able to leave here with some tools that will help you make your decisions and stay out of trouble.
(Slide 10) Fundamentals are the component that determines the trend of a market. It is pure economics. Low prices increase demand and restrict supply. High prices decrease demand and increase supply. They determine the market trend. So when I show you the S&D charts, that is stock-to-use ratio, that is the one number that the USDA puts out that will help you determine if the trend will continue up or continue to go down.
(Slide 11) These are the S&D tables for what we think is going to come out on Thursday. The one number that we want to look at is the stocks-to-use ratio level numbers. You can see that going from 2004-2005 all the way up through 2008, stocks-to-use ratios were declining. The critical level for wheat, both in the U.S. and globally, is any stocks-to-use ratio under 20% is a critical factor. That means that you have to aggressively extend your coverage. The trend of the stocks-to-use ratio is always important also. When the stocks continue to trend down and ultimately achieve the critical level of below 20%, which we did achieve in 2007-2008, that is the red flag that you have to respond because prices will go up.
Our current situation is that we are relatively comfortable.

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 93PAGE 92
And remember, in 2008 wheat theoretically peaked about this exact time. March 15, 2008, was when wheat actually peaked. So the situation for wheat is fairly comfortable. We are above 20%, and our levels are basically stable or trend-ing up. However, the situations for corn and soybeans are almost the exact opposite.
( Slide 12) The critical level for corn is anything under 10% is a critical stocks-to-use ratio that indicates that there is a distinct possibility that prices are going to go up, and that they will spike. You can see what we expect, the current estimates is that we are about half of what the critical level is. So if the critical level is 10%, we are roughly somewhere between 5% and 6%. That is why we have corn prices above $7, and that is why corn is going to be well supported.
(Slide 13) The same thing for soybeans. The critical level for soybeans is 7.5% in the stocks-to-use ratio, and we are well below that. You can also see that we are trending down from the February report to what we think will come out on Thursday. So again, soybeans and corn are slightly different. They are actually very bullish below the critical stocks-to-use ratios, and they are trending lower, where wheat is much more comfortable. So wheat will tend to be a follower, and if markets do peak, wheat will be the first market to peak out. So, obviously, this is very bullish.
(Slide 14) Anything below 20% is a critical level, and it is also the direction of the trend of the stocks-to-use ratios. So even though we are above our critical price level of 20%, we have to start paying attention because the stocks-to-use ratios are starting to trend lower. It is not only the absolute level, but also the direction of the trend is important to us.
The reason that this is important, and why we are looking for triggers to where we have to act critical levels, is because of the amount of money flowing into commodities. We do not have the luxury of avoiding it any longer. It is not unusual to see markets trade 30 or 40 or 50 cents in a day, and we do not have the luxury of waiting as we used to in less volatile periods.
This is a relationship of stocks-to-use ratios that we have to pay attention to. High stocks-to-use ratios tend to equal lower prices. Low stocks-to-use ratios equal higher prices. So we have responded, prices have come down, but now the stocks-to-use ratios are starting to trend down still above the critical level of 20%, but because they are trending down, the market is hypersensitive to the lowering of the stocks-to-use ratio and they are going to come in from an investor perspective and support the market.
(Slide 15) Ultimately, the stocks-to-use ratio trending down
is a potentially bullish situation where, with the dryness in the Southwest and the snow pack up in North Dakota, South Dakota, and Minnesota, we could actually lose spring wheat acres because of delayed planting. We could see these stocks-to-use ratios actually decline further.
(Slide 16) Everybody is familiar with the Chinese wheat drought. It has been in the paper. That has been a market for us for the last couple of weeks. They have come out and said they think they will do okay because a large percentage of their crop is irrigated, but they are still going to have less production than they did last year. So we always are going to have to pay very close attention to any imports that China does, particularly if they originate from the United States. So again, this is a potentially bullish situation.
(Slides 17 and 18) It continues to be dry in China, so we are not out of the woods yet. Again, this is a factor. Weather will be the main determinant of what their production will be, but we also have to look at it for their oil seed market. La Nina is leaving the southern hemisphere. That affected Australia and Argentina and is starting to move north. That is another thing that we are going to have to pay attention to for the summer crops for both China and the United States.
(Slide 19) Then we talked about acreage confusion. This will be eliminated at the end of the month when they put out the prospective planting report. But the back of the matchbook way of how a farmer determines if he is going to plant corn or soybeans is he takes November soybeans and divides it by December corn. If it is above 2.2%, he will plant soybeans. If it is below, he will plant corn. So we are very close to the line, and we do not know exactly which way it is going to go, but right now it favors planting corn. Again, for any users of edible oils, it will be a potentially bullish situation.
(Slide 20) One of the best methods of determining how fast you have to react in the market is looking at the relation-ships between the futures months. What we want to look at now - March is theoretically off the board - but we want to look at May and July, the relationship between those two. The relationship is right now in a carry. It is basically neutral in spring wheat, and it is actually somewhat bearish in Chicago and Kansas City wheat, but what we saw last week were those relationships of May starting to gain on July. That is an indication that commercials are becoming somewhat nervous about the dryness in the Southwest. If that continues, and we continue to see May start to gain on July in any of these wheat contracts, that is an indication that you have to extend coverage. It is a very simple tool, but the relationship of the front month to the deferred month is a red flag of what the commercials are trying to do. If it continues to widen, they have a bear perspective. If it starts
to narrow that means commercials are coming for the nearby. They want to own nearby supplies, and that is usually a very strong indication for you to look at extending coverage.
(Slides 21 and 22) Then weather. Right now, worldwide there are not really any major weather issues to speak of. In South America, which is going through its harvest, there is too much rain in Brazil. It is still somewhat dry in Argentina for their corn, but that is well priced into the market.
(Slide 23) Our upcoming crop weather, we theoretically are going to have some issues. Everybody thought that we would have possibly an early planting year, get a lot of work out of the way. It is not turning out to be that way right now. We have flooding in the Ohio River Valley that will look to delay planting, and again, I will show you a slide of a snow pack up in the northern states where, and again remaining as cold as it is right now, that is not going to have much chance to melt. We think that we will lose some spring wheat acres and experience some delayed plantings and flooding both in the northern United States and in Canada.
(Slides 24 through 27) This is kind of what we are talking about. Flooding here, heavy rains. We are still dry in the Southwest and this area up here. We should experience much below normal temperatures so this is the type of stuff that will affect the stocks-to-use ratios that we have to pay attention to. This is kind of like the spring forecast, and you can see that in the Southwest we still are expecting below normal moisture, pretty much normal everywhere else, but again a fairly cool summer in the northern states. These are the temperature impact of what they expect and the precipitation. So again, in western Texas and Oklahoma it looks to remain dry for our winter wheat.
(Slide 28) The macro influences. Of all of the relationships, this is by far the biggest relationship that we have to pay attention to. This is probably the biggest trade that has ever been put on, certainly in my lifetime and probably everybody’s lifetime. It is the relationship between the U.S. dollar and commodities, the CRB index which is a basket of commodities.
(Slide 29) I showed you this chart already, but all com-modities bottomed between 1998 and 2002, simultaneously with the peak of the dollar. As the dollar continues to drop, commodities continue to rally. We had a brief stint in 2008 where the dollar did rally and commodities did experience a sell-off. The inverse relationship is very strong. Of all of the indicators that you want to be focusing on, it is what the value of the U.S. dollar is.
(Slide 30) Here is a daily chart of the dollar. You can see
that we are still in a decline. The trend is lower lows and lower highs. We are theoretically there. A lot of people in the market were very surprised that the dollar did not react to all the trouble in North Africa. Usually, or at least in the recent past, the dollar was always a safe haven, and it did not attract any people looking for safe haven. They moved into gold and the Swiss franc. So a lot of people are thinking that maybe some of the stuff we are hearing about the dol-lar - that it is just going to continue to go down - is going to come true. Certainly the way it is been acting, it is getting a lot more converts to that thought process.
(Slide 31) This is a long-term perspective. Resistance, or rather support once penetrated, becomes resistance. So really as along as the dollar stays below somewhere between 80 and 82 -that is the cash dollar index - chances are that the trend will remain weak dollar and the trend of commodities will remain up. And as a result of the weak dollar, you can see that the commodity prices as depicted by the cash CRB index will continue to go higher. Right now we are probably about 60 to 68 so we are higher than those prices are now.
(Slides 32 and 33) Again outside influences. The stock market and world economy seem to be doing better. We just had a jobless report at the beginning of the month that actually showed our jobless situation improving. Consumer confi-dence is getting back to what we call more normal levels. All of this leads to the thought that the world economies are healing and that we will start to expand. As a result, it is also leading to the inflationary psychology.
(Slide 34) Crude oil. Again, this led the rally in 2008. At a minimum, we expect the market to trade up to somewhere between 108 and 110 and that is on the theory that this is just a correction of the 2008 decline. So you are starting to hear talk of another mega spike taking place in oil where they think it would go back up to $140 or $150 like it did in 2008. I think it is an outlier, but there is that distinct possibility, particularly if all of this unrest spreads to Saudi Arabia, so you will start to hear more thoughts about that. That is the type of uncertainty that will keep commodities well supported.
(Slide 35) Gold, the major beneficiary, is also the major leader in inflationary psychology. It corrected slightly, but it is right back up making all-time highs. So again, weak dollar, strong commodities; weak dollar, strong gold. Weak dollar, strong energy. Weak dollar, strong gains.
(Slides 36 and 37) Let’s look at the ramifications of the inflationary psychology. What this does is basically in-creases volatility for us. Volatility is the enemy of any food manufacturer or any purchasing agent. What we are seeing

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 95PAGE 94
is that about every eight to ten years the level of volatility is doubling. In 1982, a guy right here in the city, Rich Den-nis, I believe, with Dean Witter, started the first commodity fund with the gigantic sum of $50 million. That $50 million right now is over $3.5 billion. That is why we are seeing these increasing levels of volatility. The size of the posi-tions continues to expand so we do not think it is going to go away soon. That is why we have to be proactive in our purchasing decisions. We do not have the luxury of reacting any longer to price.
(Slides 38 and 39) This is an index called the Fear/Greed Index, and it is very simple. Anytime that the black line is below the zero line, people are reacting to fear. So if you look at 2008, we went below the zero line because people pulled their coats in, they were not spending. All they wanted to do was keep what they had. But look at what is going on now. We are seeing the appetite for greed and speculation coming back into the market, and every time that has hap-pened in the past, when we have seen the appetite go from below the line to above the line, we have always seen spikes in equities and commodities so we are witnessing that again. Particularly, we will continue to see it on a well-supported basis of commodities if we see the index eventually achieve above the zero line.
(Slides 40 through 44) We talked about the personality of commodities. All commodities have the exact same personal-ity. Commodities only consolidate or trade sideways at the lower end of a value range. If you see commodities going sideways for an extended period of time: six or eight months; a year and a half or two years, you are never going to see a downside surprise out of that range. If you do, it will be very short-lived. All your surprises are going to be on the upside. So commodities tend to go sideways at the lower end of a trading range. All the surprises are to the upside, and they overshoot their elasticity level, and they tend to have a crescendo top and break. What we have experienced here we have experienced at least three times in the past. It is just that the magnitude of the rally has changed due to the new class of investors along with index funds and the amount of money they put in the market. But it is a very consistent pattern for corn, soybeans, soybean meal and soybean oil.
(Slide 45-48) The other perspective of the market tends to be technical, and this tends to be used for a very short-term perspective of the market. Fundamentals will dictate the long-term trend. Traders use technicals to determine where prices are within that trend. The most important thing for buyers and food manufacturers to understand is the market trending. Is it going up, is it going down or is it going side-ways, non-trending? We know that markets go non-trending only at the end of a value range. So an uptrend is a series
of higher highs and higher lows. So high, low, higher high, higher high, higher low, higher high. The uptrend is over when the previous higher low is taken out. A downtrend is low, high, lower low, lower high. The downtrend is over when you take out the previous lower high. Then, sideways trends are just overlapping price structures.
Sideways markets always transition into uptrends. Uptrends always transition into downtrends. Downtrends always transition into sideways markets. That is what we just saw in those long-term charts. So if you know if the market is trending, we are in uptrends. The most important thing to focus on is when will the trend be over, and we will show you some critical levels of what will happen.
(Slide 49) These are perspectives of where we think the markets are going. Obviously, the trend is up, so high low, higher high, higher low, higher high. As long as we stay above this level, we expect to go higher. So we know exactly where the trend will change.
(Slide 50) This is Kansas City wheat. Very similar pattern. We know the trend is up. We know where the trend will extinguish. This is our critical price level. As long as that remains a high, if this trades higher, the critical price level will not move up to there. So as long as we know where that is, we should always be on the right side of the market.
(Slide 51) And finally Minneapolis wheat. They all have very similar patterns. You are seeing a big premium in Minneapolis now because of the prospects of delayed planting.
(Slide 52) Another tool that traders use is seasonality. This is a normal 30-year seasonal cycle of wheat. Wheat tends to bottom in May/June and rally through mid-December to mid-January. It tends to be at the lowest when supply in the United States hits the market at the height of harvest, and we tend to lose export share when southern hemisphere comes on the market. That is why it tends to peak in mid-January.
This is a tool. The market can have a high correlation to it, it could have a weak correlation to it, or it could have a natural inverse correlation to it. So when prices are supposed to be bottoming, they could actually be rallying. But this is the most important thing to take away from this chart. Again it is just a tool.
A short crop tends to bottom in the first week of May. So if we look at this year, crop ratings are the worst they have been since 1998. There is a chance that they will under plant wheat acres through abandonment, possibly plant cotton. So there is a chance that we could have a smaller crop this year. We will have to wait and see, but if we do, it is going
to bottom probably in the first part of May. A normal crop will bottom mid-June, mid-July. Large crops tend to bottom with corn in October. But the big thing to realize is that if the crop is going to be short, less than expected, be prepared to make your purchasing decisions in May, not waiting for July.
(Slide 53) Another outside influence: large traditional specu-lators. The red line is their net position against the actual wheat chart. All I want you to take away from this chart is that what they do simultaneously causes the market to rally or decline. You can see that they are building a position. Until they start to expand it, prices react higher. Until they start to liquidate for position, prices tend to trade off. What they do on a, not necessarily a day-to-day basis, but on a week-to-week basis will tell you or give you an indication if the market is going to continue to trend higher or go down. Right now, we have to look at this as a fairly bullish scenario because they built a position that they have gone from short to long, and they are back to about a zero position. But they are very eager to add to a position.
(Slides 54 and 55) Getting close to the end. We always have to manage our risk and the tools that we utilize to do it is the fundamental analysis. Again, just looking at the stocks-to-use ratio. It does not have to be any more complicated than that and some of the technical tools. Determine when the trend is going to be over and that will help us make decisions that get into the market. When utilizing risk management, we have to realize that we all come to the table with an inherent position. If you are all bakers, you are inherently short flour and oil. So you have a position, so you have to protect your position. Your margins are squeezed if prices go up.
It is important that you have a market perspective. You have to study the market and have an idea of where you are going to react or where you need to react so that you are being proactive and not reacting to the market. It is always good to have an objective approach. Some of the tools that we briefly showed you here give you an objective approach. If the previous lower high is penetrated, the trend is going from a downtrend to an uptrend. If the previous higher low is penetrated, it is going from an uptrend to a downtrend. You have to react.
Then again we never want to do anything that adds to our overall risk position.
(Slide 56) In closing, the highs we think for 2011 probably will not occur until July or August and that is because of the critical stocks-to-use ratios for both corn and soybeans. So, we are going to need a good period for pollination for corn, which tends to be the first week of July and soybeans, which tends to be the first week of August. If those two things go
well, we think that the market will start to factor in the supply coming on the market, and we will see prices go down. Due to the large amount of speculative fund positions, we are go-ing to see sharp corrective declines in the market, similar to what we saw yesterday. The market opened 10 cents higher in wheat, and it was down 30 cents by the end of the day. We are viewing that as a correction not as a change in trend.
We do think that index funds will continue to support all the grain markets and all commodity markets as long as the dollar remains weak. We still have weather issues that we have to deal with. We will know more about those as time goes by, but if the La Nina occurs in a big way - right now it is very mild - we could wind up with a hotter and drier summer than normal.
Then mandates for biofuel, until they do away with ethanol, a third of our corn crop going to ethanol. It is going to be well supported to corn and soybean prices, meaning soybean for biodiesel. So at a minimum, even though we are at very high levels, you should be looking at taking advantage of this decline and at least get out through the growing season which would be probably through the third quarter right now, our northern hemisphere growing season. Use risk management tools that you can do through your commercial suppliers to cover your fourth quarter needs and possibly into first quarter.
(Slides 57-61) In closing, this is just a very short-term per-spective of where we think prices are going to go. These are inter-day charts. Again we think that what we saw yesterday was corrective, and that prices will continue to go back up. Again, a correction in soybeans and prices will go back up. Same thing for corn, soybean meal and soy bean oil.
(Slide 62) This is the chart I wanted to show you about the snow pack, the thickness of the snow pack up in the northern spring wheat growing area. So it is going to take awhile for that to work off, and when it does work off it probably will cause some flooding. So we are going to see spring wheat continue to gain on both Chicago and Kansas City as a result of that.
(Slide 63) When can a top occur? As long as the dollar con-tinues to go down, we think commodity prices will be well supported. So from a long-term perspective, if the dollar keeps going down, we are going to be looking at extending coverage on any significant deal in the grain markets.
(Slide 64) The one thing that we have to be very careful about though is the dollar; it is very bearish. It is going to be interesting to see if something does change. This is what they call a Daily Sentiment Index, and you can see

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 97PAGE 96
that we are at levels of like 5% and 6%, so that means that 94% to 95% of all traders are negative the dollar with big bets against it. So if something does happen, we could see a short covering rally in the dollar. That is a possibility out there and something that needs to be watched very closely.
(Slides 65 and 66) Anything that I have said is good until I leave the stage. If you ever have any questions, feel free to e-mail me. Thank you very much.
Slide #1
Slide #3
Slide #2
Slide #4
Slide #5 Slide #9
Slide #7 Slide #11
Slide #6 Slide #10
Slide #8 Slide #12

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 99PAGE 98
Slide #13 Slide #17
Slide #15 Slide #19
Slide #14 Slide #18
Slide #16 Slide #20
Slide #21 Slide #25
Slide #23 Slide #27
Slide #22 Slide #26
Slide #24 Slide #28

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 101PAGE 100
Slide #29 Slide #33
Slide #31 Slide #35
Slide #30 Slide #34
Slide #32 Slide #36
Slide #37 Slide #41
Slide #39 Slide #43
Slide #38 Slide #42
Slide #40 Slide #44

Tuesday, March 8, 2011 TECHNICAL SESSION
www.asbe.orgJournal of American Baking PAGE 103PAGE 102
Slide #45 Slide #49
Slide #47 Slide #51
Slide #46 Slide #50
Slide #48 Slide #52
Slide #53 Slide #57
Slide #55 Slide #59
Slide #54 Slide #58
Slide #56 Slide #60

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 105PAGE 104
ARTISAN/ETHNIC BAKING
Slide #61 Slide #65
Slide #63
Slide #62 Slide #66
Slide #64
Davide Drocco is the ceo of Sancassiano, a company specializing in the production of vertical mixers for dough and batters. He holds a university degree in mechani-cal engineering from Tornio University and an Italian certification for doctor of engineering. In addition to his responsibilities as ceo, Davide is also responsible for the North American market and the research and development of his company. He holds numerous patents within the baking industry as well.
The Evolution of Mixing and the Benefits of Vertical Mixers
By Davide DroccoSancassiano, S.p.A.
Slide #2
Slide #1
Slide #3

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 107PAGE 106
ARTISAN/ETHNIC BAKING
Slide #4 Slide #8
Slide #6 Slide #10
Slide #5 Slide #9
Slide #7 Slide #11
Slide #12
Slide #14
Slide #13
Slide #15

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 109PAGE 108
ARTISAN/ETHNIC BAKING
Dr. Bernard Bruinsma is the director of special projects at Caravan Ingredients. He received a Bachelor of Science degree in Chemistry from Calvin College and a Master of Science degree in Agricultural Biochemistry from the University of Idaho. He also holds a doctorate degree in food science from Washington State University. Early in his career, Bernard served as the director of wheat quality at the University of Idaho Branch Exp Station. He was a staff scientist at USDA before becoming the director of research at Universal Foods. He joined the Roman Meal Company as vice-president of research and later served as the American Institute of Baking’s director of research. He worked as the vice-president of research at ICS before assuming his current position.
Freezer to Oven Technologies
By Dr. Bernard Bruinsma Caravan Ingredients
Slide #2
Slide #1
Slide #3
Slide #4
Slide #6
Slide #5
Slide #7

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 111PAGE 110
ARTISAN/ETHNIC BAKING
Eric Riggle has been an ASB member for more than 15 years. He holds a B.A. in Business Administration from Capital University in Columbus, Ohio. His career began with Rykaart, and he has spent his entire career in the dough sheeting, laminating, and specialty product make- up side of the industry. He has held positions in sales and was president of Dunbar Systems. Currently, Eric is vice-president of Rademaker USA.
Flatbreads: More Than “Thin” and “Flat”
By Eric RiggleRademaker, USA, Inc.
Slide #2
Slide #1
Slide #3
Slide #4 Slide #8
Slide #6 Slide #10
Slide #5 Slide #9
Slide #7 Slide #11

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 113PAGE 112
ARTISAN/ETHNIC BAKING
Slide #12
Slide #14
Slide #13
Slide #15
Slide #16
Slide #18
Slide #17
Slide #19
Slide #20
Slide #22
Slide #21

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 115PAGE 114
INGREDIENTS: FORMULATION
KANTHA SHELKE: Good afternoon, ladies and gentle-men. Thank you for coming. A special thanks to Paul Lat-tan for inviting me to present and to talk about clean label strategies and also to Brian Fatula and to Tawnee Shuey, for being such great support every step of the way, helping me through, making sure that I got my presentation on time, and for the insights in seeing the value of talking about clean label strategies. So today, I am going to talk about literally being relevant and looking forward. How do we do that?
(Slide 2) But before we start, a story is very, very important. How many of you know about the Black Swan? Someone? Yes? What I am referring to here is very important story. Before the 16th century in London and in the Western Hemisphere, there was no concept of a black swan. All they knew was a white swan. So if you looked at the paintings, the sculptures of that era, it was always a white swan. But it changed. It changed when an explorer discovered down under in Australia, a black swan.
Now that metaphor has a lot to do with our food industry. Nassim Taleb actually wrote a book called The Black Swan, where he took the black swan metaphor to talk about inci-dents, about world events that happen suddenly, that change everything dramatically, that affect the way we do things significantly, that surprise people. Yet when you step back and look at it, there was no reason to be surprised. If there was a white swan, why not a black swan? And examples of this would be the internet, 9/11, and World War I. I bring that metaphor now down to food safety because I strongly believe that food safety is the black swan, making our food production system very vulnerable to some of the changes that can happen and that will change the way we are do-ing our business. In fact, it is already happening. It should come as no surprise because we know what we are doing and what we are talking about it. That is what clean label strategy is all about.
(Slide 3) In interest of proper disclosure, I am not affiliated with any of the companies that I am going to talk about, and I will not be sharing any confidential or proprietary informa-tion. Of course, we shall protect the guilty and the innocent.
(Slide 4) So, very briefly, we will talk about the historical
Clean Label Strategies: The Importance of Being Relevant & Looking Forward
Kantha Shelke is a principal at Corvus Blue LLC, a Chicago-based food science and research firm specializing in industry-competitive intelligence, expert witness services, and new product development and commercialization of foods and food ingredients for health and wellness. She writes and lectures extensively with engagingly candid insights in the health, wellness and business aspects of the food and beverage sector. Kantha works and teaches at the intersection of food science and application for health and wellness. She focuses on the science of food processing, physiology, regulatory clearance, processing trends, commercialization and dynamics shaping acceptance and adherence by consumers and markets. Kantha’s employment history includes Grand Metropolitan Food Sector, Continental Baking Company, Ben & Jerry’s, AC Nielsen and adjunct professorship at the University of Vermont. She has authored various technical chapters and is currently writing a book on The Global History of Pasta.
By Kantha ShelkeCorvus Blue LLC
prospectus. How did this come to be? What triggered it? What is a clean label? My objective here today is to give you some kind of prospective about what a clean label is. When you are given a project to clean your label, what are the things that you should be doing? What are the things you need not be doing? What are the complexities and chal-lenges? I am not going to go into the technical aspects of things because I am going to be followed by two tremendous speakers who do this day in and day out. I am simply here
to talk about the strategies of cleaning a label what matters most in the business of baking today. (Slides 5 and 6) For those of you who plan to sleep or to leave or you know, get a phone call, this is the only slide you need to know about. People, which includes your custom-ers, your clients, your retailers, they do not know or cannot express what they want, and this includes the meaning of the phrase, “clean label.” People can tell you what they want when they see it, touch it, taste it and feel it. What a fantastic job to be in. So let’s look at the historical perspectives. Most importantly, how labels became dirty.
Many years ago when I got my first corporate job, I had a fantastic fellow, Dr. Bill Atwell, as my mentor and my boss. And of course, being earnest in every way that I am, I sat down with him on the very first day and said, “Okay, how do I do the best thing? How do I perform at my very best?” And he said, “Pay attention and go back to the history.” He told me about his first day on the job. You know, when you come into a corporate world, what do they give you? They give you something to try and test your intelligence and your capability. So Bill had gotten the job. He had to go in and look at the pizza formulation at Pillsbury, I think it was Gino’s Pizza, and figure out how to cut costs. So, he went in and looked at every angle. It was a very lean formula. It cost pennies, and he could not figure it out for a few days. He decided to go back and look at the historical logs. When he started looking at the logs, he found something very strange. He found a pizza formulation that had been developed for this particular project or for this particular business. Yet, in a couple of years the wheat quality had become a little differ-ent, so the wheat was very bucky. So the product developer decided to throw some homocystine, I mean cystine, into it. They were going to make it a little slack. They put some processing aid to make the dough slack.
Now the recipe had cystine in it. A few years later, the crop changed, I think you all know the story. The crop changed, and the wheat was very bucky. I mean very slack. So now somebody decided to throw in some sodium chloride. This went on a few years, and every product developer in their infinite wisdom, would either add cystine or salt. Never thought of taking it out.
So when Bill came, he, of course, was the star, because he discovered this pizza was now a two-sodium, three-cystine formula. All he had to do was take some out and just bring it back to basics. Not only did he save money, but the rest of the lab thought he could walk on water.
That essentially is the story of how our labels have become dirty in the food industry. An industry that started out es-
sentially to feed soldiers. That is the history of most food companies. We made food products so that they could last longer and so they could have all the nutrition packed in. They would also be nourishing, somewhat appealing to our soldiers, and they could carry it with them. But we could not stay at war forever. So once the war subsided, some of these fellows said, “Hmm, hey, I need someone to buy this stuff. Let’s change it around.” They changed it around to make food products to give them to emancipate the women. What a perfect day, today being International Women’s Day.
The food industry actually developed and flourished in the wake of women’s emancipation. So more women could go out and work, and serve this food to their families. What should have been an occasional food or a food for a very specific purpose, became the way that you and I eat today. Once we started eating these foods, they had to taste better, so we put things into them to make them taste better and look better. Pretty soon, the labels became dirty. Let’s talk about dirty.
(Slide 7) If you look at the loaf of bread, for example, Bond bread, which was available in the 1920s and1930s, was a very simple loaf. In the 1950s and 60s, you had bread that also had advertisements that talked about dextrose, for example. That could be added to give color, flavor, aroma and lift the general profile of bread to today, where, if you click on Wonder Bread, those are the varieties you get on bread alone. The foods that used to be very simple, that served a very small purpose, also developed many multifaceted capabilities and functions, so much so that they became expensive and as people have said, too convenient.
(Slide 8) The evolution of the baking industry is essentially the evolution of the food industry. We are talking about a time, most of you in this room know, we used to come from an era of interpersonal accountability, where you sold and you bought something that your neighbor made, and if it made you sick, you could go and punch him in the face or whatever you did to get even with that person. Or get the next loaf free.
But there was a connection. You knew where your food came from, and if you made the food, you knew who was buying it. Over time, in the 1800s, things changed. We know about that. We know about the distribution and how things were now made in commissaries. There was a separation between how food was made, where it was made, and where people were buying it.
Of course, with that came Upton Sinclair’s book, The Jungle, and the advent of regulations. Then you got into processed foods, and now there is a new groundswell that is happen-ing. We have gone from being very connected to our foods,

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 117PAGE 116
INGREDIENTS: FORMULATION
all the way back to connecting with our food, but in a very different manner. What is important is to see the red letters on the left hand side.
People used to be in charge when it was a small enterprise. It was the food industry conglomerations, corporations, and enterprises that were in charge when you were automating it. But look what is coming back into vogue. What you are seeing now is a groundswell of conscientiousness. A focus on food safety, and people who do not know how to pronounce simple sodium chloride, are suddenly looking at your food and demanding that you explain why you have sodium chloride in it, or why you have whatever substitute you have put in it.
(Slide 9) And labels, that were as simple and small as on the left hand side, have grown up to be what is on the right. I would like to add a disclaimer. I do not have a judgment of what is clean and what is not. I am here simply to help you understand what clean is, and what clean may not be in the eyes of the decision maker.
(Slide 10) So what drove this change? What made these food labels go this way? First of all, we had automation. It wasn’t enough that we could make our bread a certain way; we automated it. Well if you automate it, you can’t just make one loaf of bread in your factory, so you’ve got to have economies of scale, and then you’ve got to worry about a quick return on investment. Then come regulations, and the regulations that we have today continue to be archaic because they were designed for another time and another place. What is even more important is that the regulations that we are living with today are also based on somewhat limited scientific knowledge. That’s very important.
I know that the collective intelligence and the scientific acu-men of the members in this room are very, very high. Yet, I marvel at the fact that many of us in this room are simply powerless and continue to do things just because that’s what the rule says. Can you detect the irreverence in why I don’t work in industry? Nobody would want me in their labs.
But that’s where we are. I’ve got a few former bosses in the room, I know that. They’ll tell you that. But the most im-portant part was, as all of these changes were happening, the food industry, in order to play this very difficult dance, decided to do what it could do to make a food product that was cheap, that would last longer, taste better, last forever, and look better every step of the way. The result was a food product with a label that became very, very clogged. The important part to remember is that every move that was made was made to benefit the industry. That’s what consumers are picking up on now.
(Slide 11) The fact that this is happening is not new. In 2010, this is from the Enova database. When you look at the top attributes that were important in the baking industry, what’s coming out now? Every baker either has whole grain, no added preservatives, no trans fats, no added color, no added artificial anything. That’s what they’re working on. That’s their focus. This is the stuff that they themselves put into bread, and today they are proud that they have taken it out.
It seems that whole grain and no additives and no preserva-tive claims are the top claims, not only in the baking industry, but in many food sectors. Not only in the U.S. but in many other countries. This phenomenon is continuing everywhere.
(Slides 12 and 13) The problem that we created is that now we’ve created new jobs for us, trying to clean up this very same thing. Marketing trends are also going that way. When you look at the bakery industry, natural claims are going up. Has anyone ever stopped, and I am sure you know this, but has anyone ever stopped to talk to consumers about what natural means? Does natural mean safe? In the minds of many, it does. That’s why they’re going after it. And usually, when my clients ask me for natural, I tell them, “Snake venom is natural. Would you like it?” It’s a matter of perspective. The no additives, no preservatives is also going up at a remarkable pace. The question then becomes, “What is a clean label?”
(Slide 14) The market definition of a clean label appears to be fewer ingredients and more natural ingredients. Notice I did not say, “All natural.” I’ve seen that many times. I’ve always wondered about “all natural” ingredients. It’s like saying all pregnant. It’s either natural or not. How can it be all natural? It must be one or the other, right? But you see products that say all natural, less synthetics, and more eco-friendly. The important part to remember is that there is no definition of the word clean label. Clean is in the eyes of the beholder.
(Slide 15) I used to be in the teaching business, so quizzes are just part of my life. I have to pop one in every time. Question: Read the ingredients. Which food does the fol-lowing describe? Anybody? I can read it out. It’s starches, sugars, cellulose, pectin, malic acid, citric acid. Someone? Melon. Thank you.
Let me ask you differently now. If you had these ingredients on a food label, will your consumers think it’s clean? No. Why? Because we as a food industry did not take a stand. We allowed people like Oprah, to say “Don’t eat foods that you cannot pronounce.” My answer to that is, “No, take some chemistry classes and grow up.” Learn how to pronounce.
(Slide 16) But that’s where we are, and today that is the bane of our existence. This is perfectly natural. Chemicals are a
part of our life, and when we are going after the clean labels, we’ve got to keep that in mind. What is most important is that there are different shades of clean. Even when you’re talking to a company, many large companies, big brands, would be very hesitant to tell you what their definition of clean is. Why? Because they have three different brands. They have a mega brand that’s known to be packed with chemicals, and then they have their artisan brands. They cannot afford to hurt one brand for the sake of the other. So nobody defines it. Yet, we all dance this dance that we shall not name, to a song or a tune that we shall not name. Strange. But if you are in the bakery business, it’s important. It’s what your consumer thinks and what your retailer thinks. But what many companies don’t seem to have figured out is that the solution is actually in your hands. Take a stand, educate your consumers, and be more open and more transparent about why you have a certain ingredient. All of a sudden, they will not care.
(Slide 17) M&Ms, with apologies to anyone who may be from M&M, from Mars. M&Ms come in a lot of colors. None of which are natural. You don’t see consumers giving up their M&Ms. They know it’s there. So what triggered it? What’s triggered it is these unintended consequences and over-consumption of foods, of certain types of foods. But what is also triggering it now, is this democratization of information.
Does it not surprise you that in the food industry today we have very important information that needs to be passed out to consumers? Yet, when you look at the best seller list, whether it’s The New York Times or whatever, the top two or three books almost always have to do with food. What is re-markable is that the diet books are rarely written by anybody with any kind of scientific background, much less nutritional dietetics. The food books are written by journalists, who have never, not much taken, passed a class in chemistry.
Those are the guys who are teaching our consumers what is clean and what is not. As an industry, we are going that way and allowing someone who is relying on sensational-ism to define what we do in our labs and how we run our business. And of course, it doesn’t help that the media, on a slow news day, will speed up the process by making it even more sensational.
(Slides 18 and 19) Let’s go to the real crux of the matter. You’re in the lab or you’re in business, and you’ve been asked to clean your label. How many of you actually ask, “Why?” I used to work at Ben & Jerry’s, and the one thing they taught me was to question authority. I do that all the time. I usually say, “Why?” If they can’t answer it, and even if they ask it, then I have to ask a few more whys to figure out why. What is important about asking why is to figure out when you are
told to clean your label, are you getting rid of something? Are you getting rid of something just because it has a terrible name that consumers don’t understand? Or are you getting rid of it for the right reason? Are you trying to make a claim? Are you going to call it natural or less evil, better for you? Those are the things that we are doing today.
(Slide 20) Are you doing this to make a tasty food appear more healthy? Are you doing it for regulatory compliance? Are you trying to get a new demographic into your busi-ness? Are you responding to a customer demand or filling a consumer need? Ask these questions, and you will find a path suddenly open up because that will tell you what to do next. If you know why you’re doing it, why you’re cleaning up your label, you will know how to identify the offenders.
Chlorinated flour, to most people in the baking industry, is a terrible thing. But if you talk to consumers, you’ll find out that they’re perfectly happy with chlorinated water. So what’s wrong with chlorinated flour? My post-doctorate research was actually based on chlorinated flour, and I thought it was great. I was getting paid to do something and consumers couldn’t give a damn. That was great. So much money going into it. I spent a lot of good time in the lab, and I learned a lot, but did it get us anywhere? We still use it. What is the point? So it’s really important to figure out where you’re going. Very few companies do that.
(Slide 21) Something that every formulator should consider is are you replacing or are you completely eliminating? Those two have very, very different objectives and very, very different ways to go about the actual work. What is very important, by the way, is whenever you’re given a clean label project, the first question is, “Can I start from scratch?” It is always easier to start from scratch than to take somebody else’s formulation, figure out why they did what they did, and then to try and clean it up.
There’s always a cost involvement, which usually is the best thing because if you tell them, “Okay, this is what you want, and this is what it’s going to cost you,” most people are perfectly okay with the previous dirty label. Or, they’ll try and find a different way to do it. The important thing is, are you removing it or are you reducing it? There are solutions. Are you putting all the potential solutions together and then sort of just jumping into one of them or are you actually comparing them? Make sure that it works. Very important. On the next slide, I’ll show you how to figure that part out.
Also look at the secondary implications and write everything down. Excel is the best friend for every formulator here. Look at your product and put all the potential solutions down against every one of these attributes. Attributes that
Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 119PAGE 118
INGREDIENTS: FORMULATION
are important, not to you but to your retailer, your customer. Put them down. Then look at it, and look at the safety aspect of it. Safety does not mean, is this going to be toxic or what-ever? Safety can be something as simple as when they started taking trans fats out of their breads and crackers. Some of the bakers or some of the companies discovered that the shelf life went down, and now they’re selling rancid crackers. So the shelf life had changed. Safety has many different facets, and it’s very important to look at all of them.
Most importantly, every aspect and attribute that you look at is articulated in terms of Q, M, T. If there is one thing that you do differently, this is the one I would do it, and I’ll tell you why. If you’re an ingredient salesman, and you’re talking to a customer, and you talk to them about a particular solu-tion, 9 times out of 10, they’ll tell you it didn’t work or that it wasn’t so good. What does “not good” mean? Did it behave badly? You don’t understand it. But you could describe it in terms of quality: It was not fluffy enough; it was not spongy enough; it wasn’t tasty enough. Or you talk in terms of money: It was too expensive or the product appeared very inexpensive; it costs too much to make; the ingredient cost too much. Or in terms of time: the shelf life was too long or not long enough. You talk in terms of quality, money and time. Now you’re talking about attributes that can be actually quantified. You can put it on your Excel sheet, and you can do a real comparison of which clean label solution might be better for you. There is a reason for doing that. The most important thing, which is why we have our business, is there are no slam dunk solutions.
(Slide 22) The ingredients, whether it’s flour, salt, water, sugar, we chose them for a reason. There is no way to sub-stitute these guys, and they’re going to be around for a long time. If you quantify your material, all of you have done this, if there is a different thing that you can do, you actually take the incumbent material or the proposed new material and you put them on the X axis going from 0 to 10, 0 being poor and 10 being high, and you can now visually look at it and see areas where a particular solution does not work. You can start putting other ingredients into it. You can actually compare it, and doing this on paper will eliminate a lot of the ingredients that you may have otherwise foolishly gone into the lab to try. This is one of the best exercises where you map the advantages and the issues. It gives you immediately a way to look and compare different ingredients and the cost. You can put practically anything into it, if you can quantify it and put in a rating system.
(Slide 23) So if you were looking at emulsifiers, for example, and I am not going to talk about this, because we’ve got speakers after us, after me. But if you’re looking at emulsi-fiers, for example, you can have enzymes, you can have
fats, and you can have starches, what are the implications? If you go back to that spider graph and take the implica-tions, whether it’s the likeability of a label, the name of an enzyme, whether you can list an enzyme, the implications of an enzyme in terms of quality, money and time and put it on a label, suddenly you may see that maybe an enzyme would not work in the system. What is even more important these days is that the earliest systems that they used in our food system for baking were really one size catch all. And they sold many different processes. But the substitutions and replacements are not one size fits all. So what’s good for cakes is not necessarily good for breads or for frostings or for cupcakes.
(Slides 24 through 26) Colors are a major issue, but I just want to mention one thing and that is people are going after natural colors, not understanding that when you bring in something natural, unless you have absolutely baselined it, you are opening up a whole new can of worms, because natural also opens up different materials that you may not know of: allergy issues and more changes and more chemical reactions that you may never even have anticipated. Same thing for preservatives.
(Slide 27) So what is an ideal clean label? For most compa-nies, a clean label is an ingredient that’s usually taken out of the whole food, so it’s a wholesome ingredient, a food derived ingredient, possibly multifunctional. One that has zero or no parentheses. People don’t like it. Especially yoga mommas. These are the women who write about your food and call it nasty. They don’t like anything inside brackets, so the less fabricated ingredients you have the better.
The absence of synthetics. It’s not enough to have something that’s scientifically proven if it doesn’t work in your bakery. Make sure you test it, that it is compliant, and that there is minimal deviation from the original. People don’t like to give up their M&Ms and their Oreos. Unless you can come up with an all natural or natural Oreo and natural M&Ms, they’re going to continue eating it anyway. And that it resonates well with consumers, but not with all of your customers. What resonates with one branch of consumers or customers may not resonate with another. Keep in mind that many of the clean label strategies are largely driven, if not by the authors of books and people who don’t know much about the food industry, also by retailers, because they’re trying to bring certain people into their fold.
Whole Foods is a classic example. Whole Foods has set a standard and because of their cache presence, has also somehow created a line of copycats. They’re coming up with regulations that may not necessarily actually be ac-curate or correct.
(Slide 28) You can’t go up and reason with them and show them to be wrong. But there’s a way to do it, and do your market intelligence. Identify what’s in the pipeline, see what the emerging regulations are, and look at nation trends. Across the pond, elsewhere, because other countries are ahead of us in this game. This might be something that you may not have to reinvent the wheel. You can actually go and pick it up from elsewhere.
(Slide 29) In conclusion, all I can say is that on the clean label horizon, there’s a revolution that’s happening in the food manufacturing sector. Not necessarily started by the food industry. But we are going there kicking and scream-ing. Not realizing that we have the ability to change those rules, if only we could be a little more transparent. To explain to our customers and to our consumers why we use certain ingredients and what would happen if we didn’t use it. What’s emerging as a result of that is new ways to make food. There are new regulations and new policies. There are new value propositions, and all we are doing is responding to it. It is very possible in the coming days that the food value index - what’s in a food, what it contains, what it doesn’t contain - might be taking precedence and become, and actually surpass, brand equity, if we don’t control and educate our audience. Just having a clean label will not be good enough.
(Slide 30) What matters most is that if you can take a consumer-focused change, you probably are going to get a greater acceptance, but a consumer-focused change can only happen if you can educate them. Don’t agitate, don’t advertise. Educate them. Because educated consumers will keep coming back. They know it’s good for them; they come back to it. In the end, only the honestly helpful and relevant will succeed in the marketplace. Thank you.
BRIAN FATULA: We do have a few minutes still available for questions, so are there any questions for Dr. Shelke?
UNIDENTIFIED SPEAKER: I’d like to ask a question. Great job by the way. I enjoyed your presentation. You mentioned Whole Foods. They have a whole list, as you know, of bad ingredients or bad food materials they do not allow in their stores. I am sure that you know that many of those probably shouldn’t be on that list. How would you answer Whole Foods if you had them here in this room to say, “You know what? You should allow these ingredients.” Would you take kind of a crack to help us answer those concerns?
Like for instance, they don’t accept calcium propionate as an important ingredient for bread manufacturers to in-crease mold-free shelf life. But everything I’ve read there is nothing bad for you by consuming that because calcium is biodegradable. Is there anything like that or how would
you recommend to us as an industry, to deal with that kind of misinformation?
KANTHA SHELKE: Thank you for asking that question. Actually, yes. One of the best ways to address anyone who comes up with a new set of rules and new set of obstacles to marketing something that is actually necessary in the food industry, is to put together a position paper. And to have not a business-focused, vested-interest, agenda-ridden posi-tion paper, but one that’s honestly drafted, that shows the scientific basis for why you have a certain ingredient. What many people forget to ask is what would happen if you left it out? The negative consequences. Then show them the value of this particular product in the grand scheme of a consumer diet, a consumer’s food budget, and also the retailers business. I am surprised that many companies have not done that, but on the other hand, I do know that food companies that are challenging enterprises like Whole Foods, with these kind of papers.
UNIDENTIFIED SPEAKER: I am going to switch up my question a little bit based on Kurt’s. I don’t think anybody in the room will argue about education, but when you’re work-ing with your marketing department, and you’re trying to figure how to move forward, the amount of money needed to truly educate the consumer does make it a bit cost prohibitive to be successful. So that being said, let’s look at high fructose corn syrup versus sugar. In your eyes, are they going to be able to take with their current program, and have enough success with their corn/sugar message and their paper to get the message across? That sugar is sugar is sugar?
KANTHA SHELKE: Thank you for a very insightful ques-tion. Ryan, that’s the topic for your next event because you need a lot of time. Changing the name of a sugar is not necessarily going to win people over or bring advocates over to you. I am surprised that the corn refiners industry didn’t figure out something very simple. It has nothing to do with sugar. It has to do with how much you’re consuming. That is really what’s important. Any sugar, when over consumed, is going to be a problem. So it’s a matter of trying to present this in such a way that people can take it, but who amongst us likes to know, or likes to accept, moderation as the answer? I didn’t like it when my mother told me that when I was a kid. Do you think I am going to take it now? No. But is high fructose corn syrup going to go away? Not really.
In the industry, it has a very important role. The key is go-ing to be at some point when somebody is going to wake up and figure out this is good for certain things but by the way, this is all I should be consuming. And I think people are getting that. By the way, educating consumers is no longer that expensive, because there’s a huge distribution with the

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 121PAGE 120
INGREDIENTS: FORMULATION
internet where you can actually get a message across very well. The key is to do it carefully, not dumbing the message down, but to give it in such a way that pretty soon, consumers come to see your site because they believe that you’re doing this the right way. I am going to get thrown out pretty soon, because my time is up.
UNIDENTIFIED SPEAKER: One more. I was going to comment that I don’t agree with Teresa’s comment that you can’t educate the consumer. We don’t actually provide them with data and information, and the internet is certainly good. The IOM, when it came to sodium reduction said, “We need to create a level playing field for the manufacturers.” Do you think that ever we would create a level playing field for manufacturers of food where we say, “You can’t be making these outrageous claims?” You know, the FTC is supposed to rule that now.
KANTHA SHELKE: Right. Can regulators, especially in America, country of mavericks, can you have a regulator come and tell you what you can and cannot do? Not really. But I believe it’s already happening at a different level. I be-lieve there are companies that are taking it upon themselves to be able to identify what matters most in the realm of whether it’s health and wellness, whether it has to do with eliminating certain ingredients or whatever. They’re doing it with a certain amount of transparency, so that consumers understand, both the good and the bad, the implications. There are very few activities in the food industry that are 100% good for you. There’s always going to be a negative component, but if you know about it, you know how it bal-ances out, it is easier. It’s more palatable. That’s what we’ve forgot. We’ve glossed over everything with very cute and funny pictures, and we tend to go to advertisements. It’s time to go back to the very, very basics. It starts, by the way, in kindergartens. That’s where your audience is. Get a kid, educate them, and they will be your customer for life. I am doing that with a lot of companies, and they can tell you, it’s very, very satisfying, very cheap. Thank you.
Slide #1
Slide #3
Slide #2
Slide #4
Slide #5 Slide #9
Slide #7 Slide #11
Slide #6 Slide #10
Slide #8 Slide #12
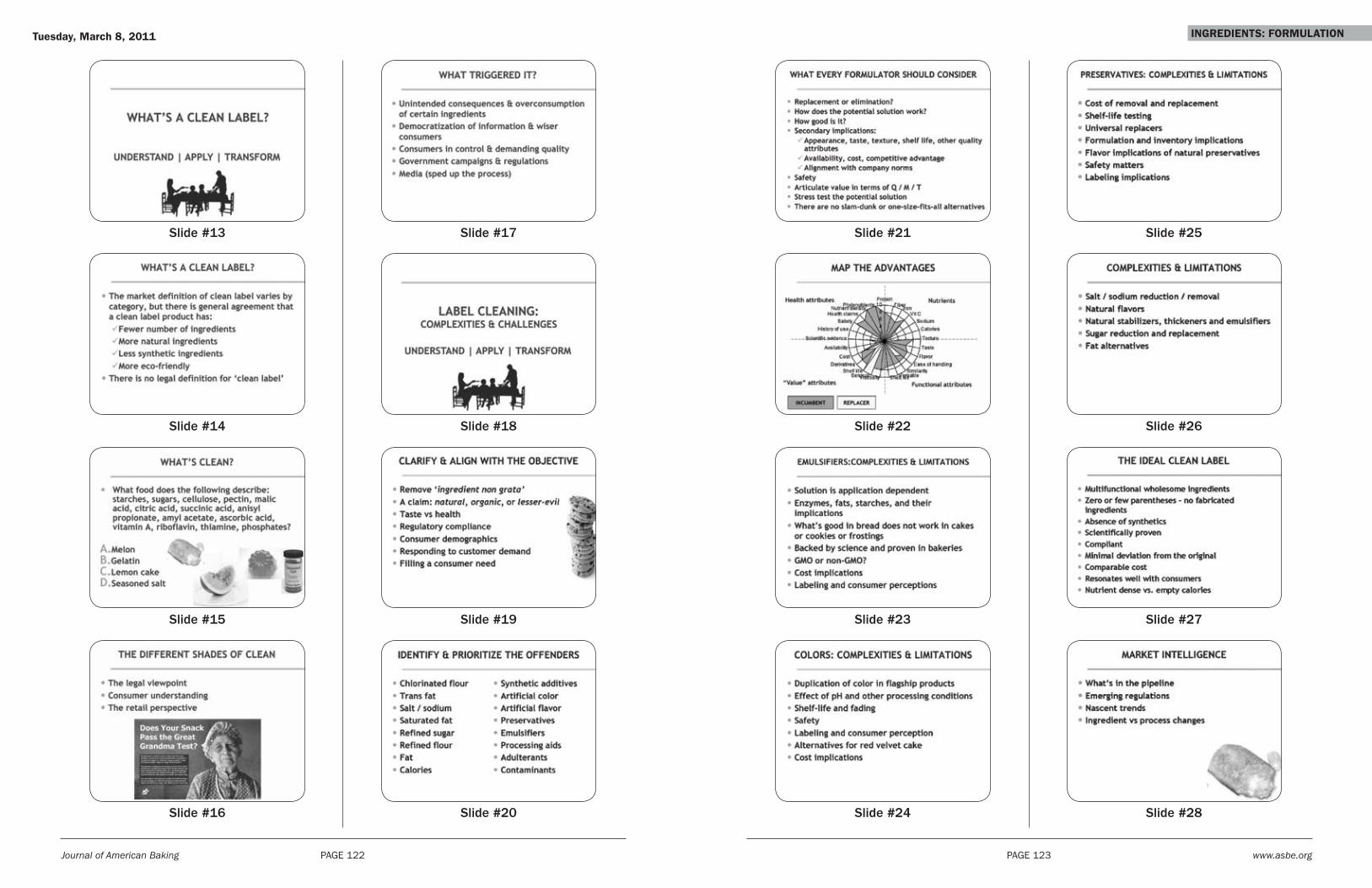
Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 123PAGE 122
INGREDIENTS: FORMULATION
Slide #13
Slide #15
Slide #14
Slide #16
Slide #17
Slide #19
Slide #18
Slide #20
Slide #21 Slide #25
Slide #23 Slide #27
Slide #22 Slide #26
Slide #24 Slide #28

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 125PAGE 124
INGREDIENTS: FORMULATION
Slide #29
Slide #31
Slide #30
Slide #32
RHONDA WITWER: All right, I think my lavaliere is working, so I am going to migrate around as it goes. It’s a pleasure to be here today. I want to also offer thanks to Brian and to Paul for inviting me and giving me the opportunity to share some of the knowledge and some of the insights that we’ve been working on within the food industry. There’s a lot of people very interested in dietary fiber, so let me start talking about what we see within National Starch Food In-novation, happening within dietary fiber.
(Slide 2) As you’ve all followed with quite a bit of dismay, there’s been a lot of political changes in the past 10 years around the view of carbohydrates and they have been de-bated for quite some time. We were all quite happy when the low carb trend went away or became a lot less prominent, but there is still a very strong movement, a very strong group that is following this as well.
We work with Health Focus International. For those of you that are not familiar with that organization, they are the largest consumer research group that probes the consumer perspectives on health and wellness. They do a survey every two years around the world and focus and ask questions in about a 20-page survey. This survey has got font size 10, so it is quite in-depth. We’ve been working with Health Focus to look at and to understand what’s happening with health and wellness issues.
(Slide 3) One of their questions, and one of the things that’s very interesting to see, is that while heart healthy has stayed very strong, and high fiber stays very strong, with 43% say-ing that they’re always or usually maintaining a high fiber diet, we’re also seeing 31% say that they’re maintaining a high protein, low carbohydrate diet. This data is brand new. It’s not been published yet. It was collected in November-December. We received it in January. So we’re still seeing a strong interest at the consumer level for high protein, low carbohydrate diets, which is not good for those of us in the carbohydrates business.
When we look at consumer use, or at least what they’re saying that they’re doing, we’re seeing that whole grains
continue to grow, given the strong emphasis on the health aspects of whole grains, with 59% of Americans saying that they’ve increased their use of whole grains in the past two years. So there’s a strong emphasis, and people are hearing the messages that whole grains are good for you. Fiber is also growing with 48% of the population saying that they have increased their use of dietary fiber in the last two years. But let’s look at the carbohydrate line.
(Slide 4) We’re seeing 25% of consumers are saying that they decreased their use of carbohydrates in the last two years. And it’s comparable now with sugar and high fructose corn syrup. If there’s a way to emphasize the positive aspects of your carbohydrates, as they’re doing with fiber and with whole grains, then those are growing and consumers are
Nourishing the Next Generation:Opportunities with Dietary Fiber
& Resistant Starch
Rhonda S. Witwer is the senior business development man-ager of nutrition for National Starch Food Innovation, based in Bridgewater, New Jersey. Ms. Witwer has more than 20 years of experience in food industry marketing and has written numerous articles and expert market reports on the market opportunities for bioactive ingredients. She has worked within the food industry to develop health-promoting ingredients, as a consultant to the food industry, and also within academia.
By Rhonda WitwerNational Starch Food Innovation

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 127PAGE 126
INGREDIENTS: FORMULATION
very interested in them. But if it’s carbohydrates in general, they’re being perceived by the population as something that they want to minimize or control or not grow for any mean. This is alarming. I want to suggest that we’ve got more opportunities to emphasize the health attributes of what we’re selling and the products that we’re creating for the population.
(Slide 5) I want to switch now to dietary fiber. We all know that we’re supposed to get more dietary fiber, but the numbers really are dramatic. I’ve got in pink the women’s numbers, and, they were supposed to be blue but it looks green to me, the men’s numbers. We’re supposed to be get-ting between 25 grams and 26 grams for women, and we’re currently getting between 12 grams and 15 grams, so we’ve got a significant gap for women. For men, it’s worse. Between 30 and 38 grams is the recommended quantity per day, and the average consumption is between 14 grams to 18 grams. If you look at individual populations, or individual segments, this work was published last year. This is the percent of that segment that is getting their dietary fiber recommendation, the dietary fiber intake.
(Slide 6) Now for you men who are less than 50, none of you are getting the current consumption. The current recommendation of dietary fiber and none. The best one is women over 71 years are getting 15% or women between 51 and 70 are getting 13%. This is the best that we’re doing for the dietary fiber. We know that it’s all healthy, we know we ought to be doing it, and yet the numbers are really low. The dietary guidelines just came out, and they have again placed dietary fiber on the nutrients of concern. We’re going to continue to see a strong emphasis on increasing dietary fiber for proven health benefits.
(Slide 7) When we talk to consumers, we understand and we are very cognizant that 80% of us recognize that dietary fiber has something to do with digestive health. So if you’ve got a product and it lists dietary fiber on the label, your consumers are going to associate that with digestive health. There is, around the 40s, a connection to weight management, cancer prevention and cholesterol reduction, but you’ve got very low percentages that are connecting it to energy, blood sugar, or diabetes. We’ve got a lot of different space to be able to play beyond just a fiber claim because a fiber claim is going to be in the consumer’s mind as digestive health.
(Slide 8) If you look at it again, this comes back to some of the health focus data that’s brand new. There are multiple opportunities to claim or to attract a range of customers with specific health messages. For the nutrient content sec-tion, whole grains continues to hold very strong as a good source of fiber, nearing the 50% mark. We’re seeing low
sugar and low calorie. Low carbohydrates is still 33% on the benefit side. Heart health stays very strong. It’s been in that No. 1 position for some time. It helps to maintain healthy cholesterol levels and that helps to maintain healthy blood sugar levels.
At National Starch, we’ve been investigating healthy blood sugar levels for quite some time and are seeing a very strong consumer demand or interest in that particular claim, and I’ll talk about that. That promotes digestive health at 34%. So you can see a range of claims and a range of benefits that consumers are very interested in.
(Slide 9) This may shock some people, but dietary fiber is not dietary fiber. I hear a lot of questions about, “I’ll take whatever fiber happens to work into my product. I’ll take the cheapest one please, thank you.” But there’s no generic fiber. Each one that you work with works differently in your formulations. It has different impacts, and it has different physiological consequences. Different fibers will deliver different benefits. Even the regulatory authorities are recognizing that different fibers have got different benefits. So there is no generic fiber.
(Slides 10 and 11) I came across this a number of years ago. This was published by Dan Gallaher at the University of Minnesota., and it made so much sense to me that I’ve used it ever since. It’s two classifications of how dietary fibers work. There’s essentially three major mechanisms. Bulking is the one mechanism that we’re the most familiar with. We’ve had more discussion about that over time and then fermentation and viscosity. So you can classify your dietary fibers based upon their effect on bulking, viscosity, and fermentation. If you look at how it categorizes in the 2x2 grid, the bulking ones are generally low fermentable, but we’ve known about them the most. The cholesterol lowering ones became next in profile. And they became popular because their viscosity thickens the contents of the intestinal tract and slows down the absorption of the cholesterol in that food. It’s dependent upon the viscosity of that ingredient as to how that particular mechanism works.
Most recently, we’ve seen an explosion of information com-ing out about fermentation. There was a huge interest in what happens in the fermentation and the health consequences out of that fermentation. So, to put it into the language that we’re most familiar with is for the ingredients. We are familiar with the cellulose and the pectins for the bulking effects and, of course, beta glucan has got the health claim for cholesterol reduction. But oligofructose and inulin really started talking about fermentation effects, and then more recently, resistant starch is coming in. So I’ll talk more about those.
(Slide 12) To give you an idea of the data behind that, here’s
the range of summary for the laxative effects of different kinds of dietary fiber. If you’re looking for bulking effects, you’re going to find the strongest effect with wheat bran and with psyllium, and it goes down from there. So with different fibers you’re going to have different effects and different ranges. Resistant starch has got a moderate amount of bulking effects, but if that’s what you’re after, don’t use those fibers, use the ones at the top of the list. We’re familiar with those kinds of classifications.(Slide 13) On the cholesterol reduction, the FDA has ap-proved the health claim for beta glucan from oats and barley because they have the strongest evidence to be able to sup-port that they deliver those benefits. This was published last October. Different types of beta glucans, one of them that was highly viscous, was shown to lower blood glucose and cholesterol levels. But a beta glucan that was not viscous had no effect. So it’s not the ingredient; it’s the mechanism that delivers it and what physiological impact that it causes. Not even all beta glucans have those kinds of effects for cholesterol reduction.
(Slide 14) I am going to shift a little bit towards fermentation related benefits. There is a lot of evidence that has taught that fermentation contributes benefits to colonic health, so it’s not just the movement of the toxins or movement of everything through the intestinal tract that cause intestinal health. There’s a lot of evidence to say that this fermentation has a lot to do with the health of the contents and the health of that specific system. It also contributes to regularity, bone health, weight management, glycemic management, and insulin sensitivity. I am going to talk a little bit more about the weight management and insulin sensitivity.
(Slide 15) This data was published a couple of years ago. It really goes to the point that the wheat fiber that we’re used to working with and used to seeing as a staple fiber in our diet is not fermented. This was sponsored by Kellogg’s, I think, and they fed people high and low wheat fiber cereals for six months. This was a long-term study, which I am sure was very expensive. It showed that after three months there was no change in fermentation biomarkers. Only between three and six months did they start to see some adaptation of the microflora in the large intestine. That’s a long time to wait for any kind of benefits. Even at six months, it was not statistically significant to see any effects. So my conclusion is there is data to say that the fibers that we’re used to work-ing with in the baking industry aren’t going to deliver the kinds of fermentation related benefits that consumers have become so interested in and that are important to consider at this point.
(Slide 16) I am switching a little bit to resistant starch. Okay, I am going to do a raise of hands. Who’s familiar with
resistant starch, and how far do I need to go in basic of my definitions? Have you heard of resistant starch? Yes! Good job. Thank you very much.
Resistant starch is already in foods. It’s in whole grains that are intact, so that the seed or the shell protects the starch that’s inside. It’s in under-ripe bananas. We commissioned a study at National Starch that was published in 2008 in the Journal of American Dietetic Association that concluded that Americans are getting 4.9 grams of resistant starch in the diet that they are eating already. Bread contributes the highest amount of resistant starch because you’ve got a small amount of retrograded resistant starch in the crust of breads. But we’re also getting an amount from oatmeal and from barley. It’s primarily in beans, lentils and whole grains. My picture comes out of Japan. There was a diet that swung through Japan in 2008, that was the banana diet. An opera singer lost I don’t know how much weight over a period of time, and they couldn’t keep bananas on the shelf. Bananas are a very excellent source of resistant starch. You couldn’t get a banana on the shelf for a period of time in Japan, and we’re still talking about bananas and resistant starch as a way of controlling weight.
(Slide 17) But to go back to the basics. Resistant starch is nothing more than starch that gets to the large intestine. We used to think that all starch was digested in the small intestine, and we became aware that it was not, only in the 1970s, so it’s a physiological definition. There are different ways that you can get to different kinds of starch that gets to the large intestine.
(Slide 18) There are four types of resistant starches that are recognized. The first one is the physically inaccessible. If you’ve got whole grains, nuts, or seeds that are intact, they are protecting the starch within, you’re delivering resistant starch. There’s nothing different about the starch, but it’s protected. The second class is the granules themselves. When plants make starch, they put it in a granule form. In the granules, if those are resistant, you’ve got a Type 2 resistant starch. Raw potatoes, underripe bananas, legumes, and the high amylose corn are excellent examples of Type 2 resistant starch.
If you burst a starch granule open and you allow the glucose chains to crystallize as in bread crusts after baking, you have a retrograded resistant starch. So a lot of cooked and cooled starchy foods, such as pasta salad, would have more resistant starch than a hot pasta dish because it’s been retrograded. It’s been cooled. The fourth type was invented a number of years ago. It’s chemically modified. You can introduce chemical bonds into a starch granule that the body can’t digest; therefore, you get starch into the large intestine. But

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 129PAGE 128
INGREDIENTS: FORMULATION
it’s a physiological definition, and I’ll come back to why it makes a difference.
(Slide 19) It’s relatively easy to work with. A lot of resistant starch replaces flour in foods. It’s a type of dietary fiber, so when you take a high glycemic flour out and you put in a lower glycemic resistant starch, you’ve added fiber. You’ve lowered the glycemic response or impact of that food, and the impact on your water holding is very minimal. So this is showing, in the red line, the amount that you would have to add without additional gluten. So if you were doing a biscuit or a pancake and you weren’t adding gluten as well, versus the green line, you’re taking out flour, adding in a portion of resistant starch, and you’ve added gluten to replace the gluten that was lost in the flour. If you’re doing a bread and the gluten is a critical component, you’re not talking about a large difference in terms of water holding. It goes from 61 to 63 or 65 for water. So it’s very easy to work with. It works really well in your manufacturing processes.
(Slide 20) It’s important because it’s naturally found in food, and there is a large body of scientific evidence that demon-strates immediate and compelling health benefits. I am going to go through and explain part of that. It underlies areas of metabolism that underlie serious health concerns. Resistant starch has got evidence that it delivers benefits that are not found with other types of fibers or other types of ingredients, and we need those benefits. It helps to maintain the process. It takes the taste and texture of the carbohydrate-based foods that we love so dearly, and it positively is redefining carbohydrates in the diet.
(Slide 21) In the last six months, both Health magazine and Prevention magazine have published resistant starch cook-books. Health called theirs the carb lovers diet, and Prevention called theirs the skinny carbs diet. If you listen to the Today Show or for instance, the Rachael Ray Show, they talk about how it’s okay to eat carbohydrates again, forget those low carb diets, you can have carbs in your diet for a responsible weight control as long as you’ve got resistant starch in those foods. The Health magazine editors are focusing on the re-sistant starch that occurs naturally in foods: bananas, whole grains, cooked and cooled pasta. They even are promoting Lays Potato Chips for one gram of resistant starch in a bag of potato chips. It’s kind of interesting.
But they’re doing a very good job of taking the message to consumers that you need resistant starch. It’s fine to have carbohydrates, if you can add resistant starch in them.
(Slide 22) To summarize why they think this is important, we’ve spent six months answering questions from these edi-tors about what is the scientific evidence, what do you know,
where does it come from, how does it work? But there’ are three major categories of benefits. The first one is weight management. When you’re taking flour out and you’re putting resistant starch in, it lowers the caloric content of that food. There’s also data that the Type 2 resistant starch helps you to feel less hungry and eat less food over both the short term, which is two or three hours, i.e. between meals, but also over the longer term. Now who would have ever thought that if you’d had bread at dinner that you’d be less hungry the next day? There is longer term impact on resistant starch, and I’ll show you some of that data. There’s one study that suggests that it shifts your body to burning fat, so we know there’s multiple categories of benefits that help with weight management.
The second category is glycemic management or blood sugar management. When you take flour out and you put in a lower glycemic, the glycemic response of that food will go down. You’ll have a less high spike of blood sugar as a result of eating that food. But the part that I get the most interested in is that there are multiple studies now showing that resistant starch helps make your body, your tissues and your muscles, more sensitive to insulin. So your body has to make less insulin to effectively manage its blood sugar. The term for that is it increases the insulin sensitivity of your body. It helps you manage your blood sugar better. That’s not just how it impacts that particular meal; it impacts how your body handles blood sugar from carbohydrates that you eat the next day. So there’s a longer term impact, and I’ll talk a little bit more about insulin sensitivity and why that’s impor-tant. Like other kinds of fibers, there are literally a hundred studies published showing that resistant starch promotes digestive health and keeps your digestive system working well. You’ve got major categories with data backing it up.
(Slide 23) There are four recent studies that are really talking about satiety or the feeling of how hungry you’re going to get shortly. Two of them most recently have been published on short term and two are published more on long term. The ones that I’ve chosen to talk about today are focused on bakery foods. This one comes out of the University of Min-nesota, and they put the resistant starch and other kinds of fibers into muffins, so you’ve got direct comparisons between different types of dietary fiber.
(Slide 24) The resistant starch had the highest impact on satiety, so after 180 minutes, people were still full or more satisfied and less hungry versus corn bran (120 minutes) and barley and oat beta glucan (120 minutes). Polydextrose was less than the low fiber control. So you’ve got a huge differ-ence in the impact on satiety of different kinds of dietary fibers, but resistant starch had the highest impact compared to the other types of dietary fibers.
(Slide 25) This study came out of Sweden, where they baked resistant starch from high maize, as well as resistant starch from barley kernels into bread and fed it to individuals at dinner. Then they fed them a standardized breakfast the next morning, measured the glucose response of that, and then asked about their satiety and how hungry they felt. For the individuals who had resistant starch, they were less hungry and they had a lower blood glucose response to that standard meal the next morning. So we’re seeing effects 10-14 hours later in those populations. Regardless of whether they got it from an RS2 or whether they got it from a barley kernel, the resistant starch is showing effects beyond where we thought it used to be effective.
(Slide 26) In another recent study, this came out in Novem-ber, a different type of resistant starch was fed to individuals. They were fed 11 grams of fiber at 8:40 a.m. and 11 grams at 10:20 a.m. It had no effect on satiety or how hungry these people were or how much they ate at noon. So the data sug-gests that different types of resistant starches do not deliver the same benefits. You really have to pay attention to, as Kantha said, “What is the scientific evidence supporting it?” Just like different kinds of dietary fibers don’t act the same, different kinds of resistant starches don’t act the same either.
There were four studies published and more studies are on the way. We’re going to be releasing new data next month showing that it had significant improvements in insulin sensitivity in healthy people and Type 2 diabetics as well as in individuals who are insulin resistant and are pre-diabetic. The individuals that are pre-diabetic seem to be the most responsive, and they’re getting the highest benefits after consumption of resistant starch. For instance, we tested individuals in pre-diabetes and found a 54% improvement in hepatic insulin sensitivity. You can’t get those kinds of benefits with drugs at this particular point. You’d have to lose an awful lot of weight. With dietary consumption of a particular kind of dietary fiber, they’re showing a huge improvement in insulin sensitivity.
(Slides 27 and 28) Now I promised I’d come back to this. Insulin resistance means that your cells have become less sensitive to the effects of insulin. Since it’s critical to be able to manage your blood sugar, your body will pump out more insulin to be able to effectively keep your blood sugar levels under control. It’s thought that over time that, as you need more and more insulin, the body becomes less able to adjust or adapt. When you lose the ability to control your blood sugar, you’re now a Type 2 diabetic, and you’ve got a huge health consequence out of developing that diabetes.
So currently, the recommendations are to try to reverse insulin sensitivity or lose weight and exercise. This is a new
dietary approach to be able to help give you another tool to be able to manage your blood sugar.
(Slide 29) The problem is getting worse. This comes out of a national plan of action that the government issued a couple of years ago, and you can see from the curve that they expect cases of diabetes are going up. As Lowell talked about this morning, we’re getting older and time goes on and we’re already experiencing an epidemic and an explosion of diabetic cases, and it’s only going to get worse. As a business opportunity, we should care about it, because you’ve already got 8% of the population that has diabetes. High blood sugar causes more deaths annually than any other dietary factor. It causes more deaths than trans fatty acids, high salt or high cholesterol. It impacts and contributes to heart disease and diabetes as well. With those two factors combined, you’ve got a huge issue with blood sugar.
(Slide 30) The cost is $218 billion dollars. Last week, Dia-betes UK came up with an estimate that 20% of our health-care prescriptions are going to treat metabolic syndrome or pre-diabetes. Twenty percent of our healthcare costs is huge. More than 60 million Americans are pre-diabetic. We’re headed towards where 1 in 3 people in this country is going to be diabetic before very long. You’ve got a huge opportunity to be able to help these 60 million Americans treat this and try to prolong the time before they get this onset of this disease.
Insulin sensitivity can be restored to some degree with exer-cise and weight loss. But you’ve now got a new dietary tool with resistant starch to be able treat it as well.
The biggest opportunity is because you’ve got a big business segment to sell to. As I showed earlier, you’ve got a large population that is saying that they’re on high protein, low carbohydrate diets. Even though it’s not flashing through the news right now, they’re still not eating bread, still not eating cookies, and still not eating your products. If you’ve got a way to attract these segments back to your products, you can expand your business again. The reason you should care about it is that there is a large marketing opportunity to address this particular issue. And consumers are concerned about it.
(Slide 31) On the left, you’ll see cardiovascular heart disease, where we’ve only got 10% of the population that has it, but 61% are extremely or very concerned about it. On the right, diabetes is not very dissimilar. So you’ve got 11% that are personally effected by it, so if they don’t have it, they’re in a household with somebody that does, and 42% of them are extremely or very concerned about it.

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 131PAGE 130
INGREDIENTS: FORMULATION
Why we don’t have products already on the market to ad-dress this, I don’t know because you’ve got an opportunity, and you’ve got a large market segment to sell into. (Slide 32) The bakery industry has a long history of mar-keting successful benefits. We have a number of different ingredients that can address heart health that have been used and that have led to product growth and successes in the past. In the weight management category, the focus has been on calorie reduction. You’re starting to see breads and baked goods look at satiety type claims, but in the glycemic management we’ve seen mostly the reduced sugar content, which only goes so far. I want to suggest that there might be large opportunities using resistant starch to go after glycemic management and glycemic health.
(Slide 33) In conclusion, I want to leave you with the main point that fiber is not fiber. The whole idea that the con-sumer knows fiber, we’ve already done that. I am not doing that again. It’s very much outdated. Consumers need fiber. We’re going to continue to see a strong focus from the public health authorities about increasing fiber in the diet. But not all fibers are the same. Choose your fiber wisely. This blood sugar management, this whole glycemic area, is an area for innovation and for creativity for how you address and get to new products.
It’s always wonderful to be able to ride the wave of somebody else doing your education for you. It’s a wonderful thing to have Health and Prevention writing about resistant starch as the latest carbohydrate to have in the consumer press. You can ride that opportunity as well. The key influencers are promoting to consumers and how you might be able to sell into that as well. Resistant starch can help you attract new customers because the name of the game is making money in the end, keeping your business expanding and healthy. So that’s the end. I thank you very much for your attention, and I think we have time for a couple of questions if you have any. Now surely I didn’t make everything that clear. I am not going to get one question?
JAY FREEDMAN: Jay Freedman, Pepperidge Farm. Does rye flour contain RS starch? Resistant starch?
RHONDA WITWER: I think rye flour has a lower glyce-mic impact, but I don’t know the answer to whether it has resistant starch in it or not.
JAY FREEDMAN: And does tapioca starch (INAUDIBLE QUESTION).
RHONDA WITWER: No, tapioca is high glycemic. The reason that the high amylose corn is because you’ve got these
long linear amylose chains. Most flour is high glycemic. But because the high amylose in the corn starch has got these long linear amylose chains, they can help line up and crystal-lize a little bit, and that gives it 60% dietary fiber content. So what’s unusual is there are no other types of grains that have high amylose content. I am aware of some efforts in Australia to develop a genetically-engineered high amylose wheat, but it’s not on the market yet and it’s not expected to be on the market in the next few years.
If you have less processed grains, a bread that has intact grains in it, that’s chunky, it’s going to have resistant starch. Refined whole grain bread will not because you’ve stripped away the shell protecting that starch. There’s nothing dif-ferent about the starch itself; it’s the protection in the whole grain systems that make it resistant.
JOHN COOPER: John Cooper. Maple Leaf Bakery. Has there been research done with the resistant starches staling? I see a little bit of an issue with the way the starch and the chain breaks down and the amylose and the amylopectin and how it effects staling. And now I am hearing of the resistant starches that you can’t break open. Has there been a study or a test on the staling of breads or...
RHONDA WITWER: It depends on which type of resis-tant starch. I hear a lot of different information that says, “It keeps my bread softer for longer, but yet in a different system, it doesn’t have that effect.” So a lot of it relies upon the combination of ingredients. We have seen that it impacts the texture and the staling, but it very much depends upon what else is in that particular system. Any other questions? Thank you very much.
Slide #5
Slide #7
Slide #6
Slide #8
Slide #1
Slide #3
Slide #2
Slide #4

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 133PAGE 132
INGREDIENTS: FORMULATION
Slide #9 Slide #13
Slide #11 Slide #15
Slide #10 Slide #14
Slide #12 Slide #16
Slide #17 Slide #21
Slide #19 Slide #23
Slide #18 Slide #22
Slide #20 Slide #24

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 135PAGE 134
INGREDIENTS: FORMULATION
Slide #25 Slide #29
Slide #27 Slide #31
Slide #26 Slide #30
Slide #28 Slide #32
Slide #33
Slide #34

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 137PAGE 136
INGREDIENTS: FORMULATION
BRIAN STROUTS: I appreciate the opportunity to be here. Thanks to ASB. What I’m really thankful for is that you didn’t put me on after Dr. Catlett this morning. That was a tough spot, you know? I know there are some other baby boomers in the group out there, but that would be like being on the Ed Sullivan Show and going behind the animal act and the kids, and trying to have to keep a crowd for that one. So I really appreciate that. I think he was a good lead in, though, because he certainly had some very good comments about health and healthcare and the issues that go around that. For those of you that missed it this morning, here’s one thing that I took out: half of healthcare costs are food related. And if something doesn’t touch us, that one certainly does. That’s for sure.
He also said that baby boomers are facing a lot of things: cancer, heart disease, and stroke. That’s a good place to be. This reminds me a little bit about the guy that went to the doctor, and the doctor said, “I got bad news. You got a terminal illness.” And the guy goes, “Well Doc, how long do I have?” And the doctor goes, “You got 10.” And the guy goes, “10 what? 10 weeks? 10 months?” And the doctor goes “10, 9, 8 ….”
So things could be a little bit worse. At least we’re not that guy up here. So I do appreciate the lead in. I think it was a good lead in from Kantha and Rhonda. There were some health things in there. Unlike Kantha, I’m not taking on Oprah, you’re on your own on that one. Especially not in this town. And Rhonda, what I heard from you was, “There’s the perfect diet out there for me, eat more bread at night and potato chips.” I’m looking for that one. So I think those are some good things.
Sodium reduction in bakery products isn’t anything that’s all that new. Quite honestly, once I get into this presentation, I’m going to go back to some data that we did at AIB over 20 years ago and include some of that in with the slides, along with some new data that we’ve got. So it’s not a new thing. Looking at salt as a baking ingredient isn’t really all that new either. People have been looking at it for a long time. I spent a few years in the baking industry, and one of those stints was at a bakery that made private label cookies and crack-ers. The purchasing guy got a hold of the formulations one day and decided that salt was the cheapest ingredient that goes into the dough, so he doubled it up to reduce the cost of the price per pound of dough. It was a pretty good cost
Sodium Reduction in Baking
reduction, but it didn’t do a lot for quality, and it certainly wouldn’t have done much for sodium reduction at this point, other than we could have cut it in half and been right where we needed to be.
So what I want to try to do today is look at sodium reduc-tion. A lot of the focus is going to be on salt, on sodium chloride going in, but remember that that’s not the only thing to address when we start looking at it as an issue. I want to try to hit off several different points. Why is it even important? Why should we be concerned right now? What direction should we be moving? What kind of direction do we have about where the baking industry should be? Where should products be? I want to talk a little bit, very briefly, just about the function of sodium in bakery products because it’s important to at least be able to wrap your head around the technical problems with that. Then, I’ll go into some of the examples that we did at AIB in an historical study and
Brian Strouts is an R&D manager for AIB International. His re-sponsibilities include bench-top experimentation through production scale-up of product improvements and new product introductions. He has also worked in ingredient selection, evaluation of current and required equipment, establishment of product and processing profiles and control points, and consumer and taste panel evaluations. He has also worked in the areas of quality assurance responsibilities and bakery production. He has direct industry experience with cakes, muffins, pies, Danish, sweet dough, cake donuts, hard and soft cookies, and chemically leavened and fermented crackers.
By Brian StroutsAIB
in something more recent we did when I was asked to put this paper together.
(Slide 2) So why are we even concerned? Well, this came out of Food Processing magazine just in January. In the Biggest Consumer Product Trends of 2010, right at the very top, it lists, mixed in with sugar and high fructose reduction, sodium reduction. Almost 30% of the respondents to that survey, showed concern. I think that helps to point the direction of where we are.
(Slide 3) Now, again, as a baby boomer kid of the 60s, Saturday afternoons, reading MAD magazine, there’s Al-fred E. Neuman, and he used to say, “What? Me Worry?” Why do we need to worry?” Well, I think there are a lot of reasons why, and I think some of these statistics point to where that is. Adequate intake of sodium is it 1,500 mg per day; the maximum intake level is higher than that. The daily recommended value is 2,400 mg based off the NLEA from the 1990 legislation on a 2,000 calorie diet. But the key point really is that last bullet point. It’s esti-mated that the average intake in the U.S. is 4,000 mg a day. So that right there points to the problem with why is it an issue. What’s the health concern? And why do we, as an industry, need to be aware of the problem and how can we try to reduce it?
(Slide 4) Unfortunately, we’re also not immune from the targets that get put on our backs for a lot of different is-sues. When you look at cereal products, and of course this doesn’t include just bakery but really anything, they are a pretty significant contributor, accounting for 25%, by some estimates, of the sodium intake in Western diets, in the U.S. diet. So when people talk about the issue, it oftentimes comes around to bakery products, cereal-based products. So again, that’s part of why we really need to worry.
(Slide 5) Now how the consumption gets to that kind of low, that 4,000 mg a day level, is probably really a couple of dif-ferent things. If you look from the 1970s to the present, we can track that increase over time, and it’s generally related to a couple of different areas. Number one is just the higher so-dium content of foods. As people went to more convenience packaging, as there was less scratch cooking, if you want to use that term, at home, people were using prepared sauces, bottled mixes, and all those kind of things. They naturally had higher sodium contents because of the functionality that they delivered, along with some flavor things. So that increased consumption. Just the general increase of food, the increase in calories has led to some of the other issues that we know about with obesity and Type 2 diabetes, and so it kind of gets drug along on that train. Just from the quantity of food that people are eating.
(Slide 6) Now you can further break down that number a little bit and look at where the sodium is coming into the diet. There is about 12% that’s consumed naturally from foods that are out there, that includes dairy products, meat, poultry, and shellfish. So that’s coming into the diet. About 5% comes in as it’s added during cooking, and that’s really cooking in a home sense of cooking. So it’s really a pretty small amount that way. There’s about 6% estimated that gets added right at the table, so for those of you who grab that salt shaker before you even taste a bite, you might want to back off on that a little bit. But that does happen. So that adds to the sodium intake there, but most of it, 77% by this information, is from those processed foods and from the foods that people are being served or are serving in the restaurants.
(Slide 7) So why are all those things a concern? Why are people saying that we need to reduce the sodium content? Well, there are some serious health impacts from that, includ-ing complications with hypertension, high blood pressure, which can lead to heart attack and stroke, so again that goes to Dr. Catlett’s comments this morning. Some populations that have other pre-existing conditions such as hypertension, diabetes, older people, kidney disease, and certain ethnic groups, are more prone to suffer from that as well. It may also impact things that don’t seemingly have a good con-nection, things like bone density because of what it does to calcium intake through a regular diet. So there can be a lot of different health impacts that you’re going to see from it.
(Slide 8) This quote, I think, is one of those things that really grabs people’s attention, especially when a news agency or a TV show grabs something like this. This came from a doctor at an AMA Conference in 2007, so this isn’t really all that new. But he said, “If you were to cut the sodium content of restaurants by 50%, you’d save 150,000 American lives every year. And that would turn into a trillion and a half dollars in healthcare.” So when you talk about where this issue is within the big picture, it literally touches lives and goes right to that bottom line on healthcare dollars.
(Slides 9 and 11) These are the brand new guidelines. I think Rhonda made a mention of these as well. These just came out. I was one of those guys who turned in my slides very late to ASB, but I can say I did it to get the most current data out there. I’ll stick to that excuse. These just came out January 31. The suggestion here is to reduce sodium intake to less than 2,300 mg, reduce intake to 1,500 mg against most of those groups that I talked about that have some predisposi-tion to diabetes, hypertension and other things like that. The 1,500 mg recommendation applies to about half of the U.S. population, including children and the majority of adults. So again, that goes right to where the health concerns are in the United States.

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 139PAGE 138
INGREDIENTS: FORMULATION
(Slide 10) Now, like I said, it’s not a brand new issue, and it’s certainly not an issue that is specific to the baking industry. The entire food industry in the U.S. has been looking at act-ing on it, and there are some really good examples out there of companies that have made some significant reductions already. The Heinz Company looked at some of its pack-aged products, including children’s pasta, and reduced salt by about a third on some of their products. The children pastas went almost to two-thirds, about a 60% reduction there.
Unilever removed sodium, the number that they claim is 3,640 metric tons, from its portfolio in the last year, going with reductions of 10% to 15% across product lines and as high as 25% in some of their soup mixes. So, again, good reductions there.
Campbell Soup. I thought this one was really interesting. It has quadrupled the number of low sodium products in the last five years, so it has been moving on this for quite some time. Who knows the No. 1 soup variety that Campbell’s sells? Tomato, there you go. The No. 1 variety, Tomato, they did a reduction there: 32% less sodium. But here’s the interesting part. To make sure that it was hitting it right for consumers, the company tested it in all 50 states to make sure that it could pass the consumer test across every single market that it’s in. So they put a lot of work into it. Took them two years, according to what I saw.
Arla Foods, another one, significant reductions there. Kel-logg’s, a good example as it relates to the grain industry, has started reduction campaigns to reduce sodium in its cereals like Rice Krispies and Corn Flakes, by about 30%. So again, good examples to help lead us in a direction in the baking industry.
The pressure is going to increase quite a bit, though. This came from a statement from the American Bakers Associa-tion, again, very recently, the first part of February. The F Track committee that operates out of the American Bakers Association looks at technical, regulatory, and health issues as they relate to the baking segment. It issued some state-ments related to the new guidelines as they came out. As a part of that committee, they did a survey across brands, right off the shelf, and we had AIB participate. We’ve got a nutrition database that we can mine for some very broad data, and we mined it just looking at sodium content of breads, with no disclosure of whose was whose. Just give us the range of sodium that was out there. Between those two surveys, it was anywhere between 150 mg per serving and 750 mg per serving across the bread categories. Now that poses a certain problem when you just want to say, “Well how do we reduce it? How much do we reduce? What are the targets?”
The ABA FTRAC (Food Technical Regulatory Affairs Com-mittee) worked up some recommendations to basically say, “To fit within the guidelines, we need to take some limitations on the amount of sodium that’s coming in bread.” Now it’s not just something we can look at. If we look at where the market is going worldwide, there is some direction coming out of the U.K. It has set goals of reducing bread from 500 mg per 100 grams of bread to 400 mg per 100 grams of bread. New York City is also looking at that issue. It’s com-ing up with targets for 2012 of 440 mg per 100 grams, but it wants to step down to 370 by the year 2014. So, just like the trans fat issue pushed people to make those changes, and New York City was right out there in the lead just as it is taking the lead on this particular issue, I think we need to pay attention to what it is setting as particular guidelines and also, what’s coming out of other countries like the U.K.
(Slide 11) There are several different ways, again, this is coming out of the ABA F Track Committee, to approach the problem. When you’re faced with that range of sodium content on different varieties of bread, it’s hard to come up with just one thing across the board that’s going to work as a solution. One idea was to set a target for sodium per 100 grams and incrementally reduce that over a five-year period to achieve the target of 400 mg per 100 grams.
Maybe it would make more sense to look at individual tar-gets for specific categories like sliced bread, variety breads, rye breads, bagels and that sort of thing. Again, look at that incremental reduction over about a five-year plan. Or perhaps set a percent reduction from the current levels to be achieved over that same timing or maybe something that would be a combination of all the above.
(Slide 12) There were a lot of ideas tossed around on what could come as some direction for the U.S. baking industry to really move things forward. The ABA suggested these things: Give credit for past progress; recognize that products have the need for different levels; recognize that bread is not bread in this particular instance; set targets for those specific categories and then reduce levels incrementally over the years until you hit a target. This does, however, raise an issue of how often you might need to revise your packaging. If you’re constantly dialing down your sodium content, that is going to necessitate looking at redoing your packaging every couple of years. So again, there’s no simple solution. One problem leads to another, but those are some recom-mendations that are coming from the industry on where we need to start moving.
(Slide 13) Now, a couple of things about why you don’t want to take out all the sodium. It is important. There are some good things about sodium in a diet. It maintains proper
fluid levels. It regulates movement of those fluids and carries nutrients throughout your body. The kidneys are there to regulate the amount of sodium. So there are some things that are positive health benefits, but we just need to get that total level down.
(Slides 14 through 17) From a functionality standpoint in bakery products, there are several things. Most of the time, people think about seasoning or flavor as the most important thing. Certainly, that is a big part of it. It balances out fla-vors; it can mask off-flavors in foods. It highlights the good flavors, and I’ve got comments in the data on the breads that we made that will hopefully demonstrate that point.
There’s also the preservative aspect of reducing water activ-ity, inhibiting mold growth, wild yeast, and those kinds of things that give a longer shelf life. It also serves to change texture, control fermentation, and be a binder and a stabilizer in baked foods and other foods as well. So, there are a lot of different functional aspects. It is not just sodium chloride we’re talking about here if we’re talking about total sodium reduction in bakery foods. We need to look across the line, and here’s a list of many different things you need to con-sider, but certainly chemical leavening ingredients that are sodium-based, preservatives that are sodium-based, dough conditioners that are sodium-based. All of those are fair game when you have to start looking at where the sodium content is coming from and how to approach it.
(Slide 18) One of the trickier things in bakery products is that when you start to reduce the amount of salt, sodium chloride in this particular instance, there is a direct effect on the proteins in the wheat flour. In this case, it serves much more than just flavor or flavor enhancement. It has a direct benefit on things like cell structure, crumb grain, loaf volume, and appearance because of an interaction that you’ve got with the sodium and the proteins. So you have to look at where those interactions are coming from to give those benefits.
(Slide 19) The other thing that is really going to affect the process is the effect of sodium on the yeast activity and the fermentation rate. If you just start taking out the sodium or reducing it, your process is going to go totally out of control, and the product is going to suffer as well. So there are things that you have to look at there. Here is where it talks about the effects on the proteins and the flour and that strengthening effect. It forms a bond with the proteins when you’ve got the salt present so that you can get that loaf volume. That will affect the crumb grain and the other attributes that you’re looking for.
(Slide 20) From a labeling standpoint, sodium-free, low sodium, these things have been regulated for years on what
the claims are, and these are the claims that are currently allowed. I asked our person in our food labeling depart-ment and she, of course, she gave me a very long explana-tion about what all the regulations are and all the details to it, but this is the net effect here. These are the claims: sodium-free, less than 5 mg per serving; very low, 35 mg or less; low, 140; reduced, reducing the normal level by about 25%; and then unsalted, meaning that there is none added at all. Those are some current goals that you could go after if you were looking to reformulate right now, based on the current regulations or perhaps enhance the labeling claims on your current products.
(Slide 21) From a labeling standpoint, there’s something else that’s on the horizon. Front-of-pack labeling is something that’s gained a lot of traction in just the last year. There are some reports that people may start showing up with this front-of-pack labeling as early as this summer. This was a movement that was undertaken by The Food Marketing Institute and the Grocery Manufacturers Association to re-ally try to get ahead of the regulations and to put a positive spin on what the nutritional aspects are of all food products. Bakery products are going to fall into this. But it does, how-ever, put some things right out there in front of everybody and maybe in a simple enough language that the consumers can actually understand.
That’s certainly been one of the knocks on the Nutritional Labeling and Education Act of 1990 (NLEA). Consumers never really understood it. They don’t really use it all that much, and they think it’s too complicated. But maybe if you go with a box with four numbers right on the front of the package, that could be something that they actually under-stand and use, and sodium is going to be one of those things right out there on the front panel. So it gives good reason to look at the sodium content of your products, because you’re going to have to put it out there front and center if you adopt this kind of labeling.
(Slide 22) So, from a replacement standpoint again, it’s not necessarily all that newer technology. The standard thing that has been used for years is using potassium chloride as a replacement for sodium chloride, and you can largely do it from a functional standpoint on a one-for-one basis. Or, add half of the normal-use level of sodium chloride, and you replace the missing half with potassium chloride. You gain pretty good functionality that way, from the standpoint of effect on fermentation, effect on loaf volume, and the effects that you then see from things like interior structure or crumb cell, softness and all those kinds of things.
(Slide 23) The downside with potassium chloride is that it doesn’t have a very clean flavor. Most people are going to

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 141PAGE 140
INGREDIENTS: FORMULATION
characterize it as a bitter either upfront or lingering flavor, and some people will even call it a metallic taste. Some people are more sensitive than others. I happen to be one that it hits me pretty good. I know I’m in trouble when the people in the lab come in with something and say, “Here taste this. We think it tastes bad” because they know I’m going to pick it up. It does come down to individual taste. But there are a lot of replacement systems out there now that are based, at least partially, on potassium chloride. Most of them rely on something to help cover up that flavor that’s coming along as a negative. So they’re using some other type of flavoring agents - some spices or herbs if they’re going into that kind of system - to kind of help cover up or mask the downside of potassium chloride but still get the benefits of the functionality piece of it.
So not a totally bad system. Other things have been used to replace the salt or enhance the flavor: acidifiers, looking at the whole sweetening profile, using things like yeast extracts to boost that fermentation flavor, whey products, and amino acids. There are a lot of different things out there. If you actually are involved with projects right now, there was an issue of one of the trade magazines not too long ago, that was about a 10-page section that had technical articles on every other page, and advertisements on every other page for ingredients that were touting themselves as sodium replacers that were marketed for the baking industry.
(Slide 24) We looked at one of those, and I’ll have some comments about what some of those things can and can’t do. You might also want to consider all of the options. If we’re just talking about sodium, changing around the form that you’re delivering it in might allow you to take a reduction as well. If you’ve got an application like a cracker, where you’re using salt topically, perhaps just changing the size or the configuration from a crystal to a flake, or maybe even moving some of the sodium from inside the dough to the topical application, will help deliver that salty flavor a little easier or a little quicker, in the total profile. You might be able to reduce the total content by making that kind of a move. So don’t rule out anything; look at all of your options when you start to make those kind of changes.
Again, don’t just focus on sodium chloride. You really need to look at all the ingredients that you’ve got in there that are contributing any sodium, as you would start to go through.
(Slide 25) So here’s some data. This happens to be from the historical study, where we looked at different additions of salt, based on flour bases. Those numbers are a little small across the bottom, but they go from 0 to 1, 1.5, 1.72 and 2.1 flour bases across the bottom. The effect on proof time going up the side in minutes, and then we compared both the
sponge-and-dough process, and a straight-dough process. So as you can kind of figure out, or you know by experience, that as you lower salt levels, you’re going to change the proofing time. (Slide 26) You’re also going to see that effect on specific volume. Again, if you compare the straight dough and the sponge-dough method, as you hit the optimum level, which in this particular study was around 1%, you see the greatest volume, and that translates into specific volume because of that effect on the proteins of strengthening them. You hit that at 1% here in both methods. But then, as you further increase the salt content, it actually starts to have a negative on the fermentation, on the yeast activity, and you start to lose volume. So there’s definitely an optimum that you’re looking for, and it would be specific to your system.
(Slide 27) These pictures were taken from a more recent study that we did a few weeks ago, where we took a pretty simple approach. We just pulled up our standard sponge-dough, white pan bread formulation. Our control low is 2% on the flour bases, and then we just did a reduction, all the way up to 100%, or that far right one is actually zero-added salt. It’s a little hard to tell from the pictures, but you can see it definitely starts to flatten out those loafs. (Slide 28) When we just reduce it down 25%, so that takes it down to 1.5% on the flour bases, the volumes you can see on the grids here, of the slice on the cross section, pretty comparable. We didn’t really lose a tremendous amount of volume, and hopefully, you can see the grain structure from there, really pretty comparable as well. So from just a straight functional-ity standpoint, you could probably go in and knock back a little bit and maybe not lose all that much in the attributes that you’re looking for.
(Slide 29) Once we go to 50%, taking that half from 2% to 1%, we lose a little uniformity there. We didn’t really lose much in volume, as you can see by this picture; however, the interior structure starts to open up a little bit more, gets coarser, a little wild, a little more random, which wouldn’t be a good thing. So we definitely start to lose some quality there. (Slide 30) At 75% reduction, so 0.5% based on flour, we can definitely see that the loaf volume is flattening out at that point. The interior structure, we’ve got larger holes again because we lose that strengthening effect. (Slide 31) And once we take all the salt out, you can definitely see the impact there on the physical dimensions.
(Slide 32) We also did quality scores, and from the control standpoint, we typically give our control about 97%, don’t ask me why we’re not 100%. You know, we’re not perfect there. But you can see, the quality starts to drop off as we start to reduce that down. We looked at the dough quality coming right out of the sponge. (Slide 33) Once we started to reduce it down, certainly at 50% the dough became in-
creasingly sticky and slack. So from a production standpoint, that’s going to be an issue that you’re going to have to deal directly with as you start to make that reduction. As we saw from the pictures, the volume is starting to flatten out as well.
We also started to lose the break and shred. In the cross sections, you can see that even in that first cut, that first reduction. So we lost that very quickly as well. Interior became more open, and once we got 50% and beyond the flavor had a significant impact. I think at 100%, our baking tech said it was inedible. So that really points to the need to do something to recover some flavor there.
(Slide 34) We also took one of the products that’s out there on the market that was marketing itself as a sodium replacer. One-to-one replacer, put this in place of salt, and the claim was that it would cover off both the loss in flavor or change in flavor maybe I should say, and also, keep all the quality attributes that you were looking for. The proof time was a pretty significant drop. We had 56 minutes in our control, which is typical for the system that we use, and it dropped down to 48 minutes. So we saw a much more rapid fermenta-tion. We did see some slight loss in loaf volume. We also saw the crumb grain open up a little bit and we had lower scores. So not everything is quite what it appears to be out there.
(Slide 35) We also looked at the chemical leavening side of sodium reduction in a yellow layer cake formulation. We had our control up there in the top left hand corner, and then we used three commercially available SAPP-28 replacers. We used a one-for-one replacement level, and based on a calcium base to them, and I got to say that all three of them really performed pretty well. You could stack these things up, and you wouldn’t really see much difference in volume or interior structure at that replacement. Those products also offer the benefit of being calcium-based at the replacement level that we were using. You could start to make a calcium claim directly on your label. So that’s an opportunity that you can look for. Something that doesn’t really work for bread all that well, but there are some very good chemical leavening systems out there that can not only reduce the sodium, but also increase the benefit of something like a calcium claim.
(Slide 36) I think my slides got a little out of kilter here. This is just showing that reduction in proofing time that we saw on the bread. We also used that same sodium replacement that we used in the bread and the cake system because it claimed it was good for both. Good for all. (Slide 37) So we used it in that same yellow layer cake, and again, saw a little less than stellar results from a flavor standpoint. It didn’t really affect the performance all that much. Volume was about the same; interior structure was about the same. But it definitely had an impact on the flavor scores that were
at a minimum less sweet, which is a little ironic because we didn’t adjust the sugar at all. More commonly, they had off flavor comments that were associated with it.
(Slides 38 and 39) So there are a lot of opportunities out there that you can look at such as changing the formulation around, whether you just take it right from the sodium stand-point, or look at all the sodium-added ingredients. There are going to be some things that you’re going to need to do. Like we teach all the time, you really need to focus down on the basics of what ingredients are doing for you. Starting with just reducing the sodium out if you got to recover loaf volume, there are some natural ways to do that by adding back some strengtheners, maybe changing around your flour a little bit. You always want to look at absorption and mixing time. There might be some recovery there that you can do. There might be an opportunity to reduce the yeast. If we’re seeing the fermentation going too fast, there might be an opportunity to reduce the yeast content or look at the anti-microbials that you have in there that also affect the fermentation rate. You are probably going to have to look at some flavor alternatives to recover what you’re losing there in total. And also maybe look at some processing adjustments.
Ultimately, I think you want to look at a multi-component solution rather than just looking at one single thing to solve the problem for you. Take a systematic approach to it and realize that it’s probably going to take some ingredient changes. It’s probably going to take some process changes, and you probably want to look at the products that are coming out. As I said, the trade magazines are showing new products every week that are at least claiming sodium replacers. I would strongly suggest that you try them in your system. Our brief experience shows us that some work and some don’t. So you need to test that through in your particular systems.
The other thing I might throw in there just as a closing comment is that it might really be in your best benefits to take a gradual approach to this and hold on because the data suggests that as food manufacturers across the board start to reduce the amount of sodium in their products, it’s going to gradually shift down the consumer preferences. It may be not preferring less salt, but at least recognizing that there’s less sodium there. So you may actually see a change in consumer preferences over time. So definitely take a staged approach to this, and watch what your consumers are telling you. And with that, thank you very much.
BRIAN FATULA: We have time for some questions, so does anyone has any questions for Brian?
TONY OSZLANYIR: Brian, I had a question for you. You

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 143PAGE 142
INGREDIENTS: FORMULATION
talked about the taste and (inaudible), how was the flavor, in other words what impact (inaudible)?
BRIAN STROUTS: Question was on the cakes. How much sodium reduction did we see there, and what was the impact on the flavor profile? To be honest with you, we didn’t cal-culate what that change was, but it was a pretty significant amount because there wasn’t a lot of sodium going into that system. Or maybe better said, the leavening system was using SAPP and was contributing a significant amount of sodium, so taking that out completely at a one-for-one was definitely a big change there. As to the question about the flavor profile, we didn’t see any difference at all on the final flavor in the comparison. So there are some some good products out there.
TONY OSZLANYI: Tony. Morrisville, NC. Brian, did you do any work with sea salt, and is there any worthwhile effort in pursuing that?
BRIAN STROUTS: A good question Tony. We did not. This was kind of an abbreviated look, the initial study. The historic one that I mentioned there, too, didn’t look at sea salt at all. It is certainly a strategy that a lot of other food manufacturers are using to reduce the level of added sodium chloride, using sea salt but getting the flavor profile that they’re looking for. I think if you could translate any of the data that is out there on other products, it would be a good approach in bread or other bakery products to try to at least contribute some good flavor benefit at a lower level. That would reduce the sodium, but still deliver some flavor, I guess, using the sea salt. It would seem to make sense that that might translate through. So I think that would be a good strategy to look at.
TONY OSZLANYI: Just to clarify what you were saying. When you were noticing the reduced proofing times with the breads, now that’s reducing salt, but do you get the same effect replacing sodium chloride with potassium chloride on proof times?
BRIAN STROUTS: We saw, well we didn’t, we didn’t di-rectly do that in our studies, but from what I’ve looked at, it appears that the effect on fermentation is maybe slight when you do that reduction with potassium chloride. So you don’t lose as much as just taking it out or doing a reduction, but there is a little bit of a hit to it, from what I saw looking at the research.
TONY OSZLANYI: So there’s a slight effect but the effect is on flavor?
BRIAN STROUTS: The biggest effect is on flavor, right.
And mostly from the negative standpoint of getting that negative bitter hit to it.
TONY OSZLANYI: Okay, very good. Can you add lysine to formulas?
BRIAN STROUTS: I don’t know. I can’t answer that ques-tion.
DAVID WEBSTER: Hi. David Webster from Wilsonville, OR. Do you have any data that shows the approximate mix time reduction per 25% reduction in salt?
BRIAN STROUTS: For the study that we did, we were trying to control things and only changing one thing at a time. For what we were doing, that was just straight changing down the amount of added sodium chloride. That certainly is something that you want to look at, because as you start to lose that strengthening, you’re going to lose the tolerance to the mixing as well. So if you don’t make some adjustment in there, you’re right. You’re going to hit a point that you’re over mixing at the same mixing time. But we didn’t look at that in our studies, no.
Slide #5
Slide #7
Slide #6
Slide #8
Slide #1
Slide #3
Slide #2
Slide #4

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 145PAGE 144
INGREDIENTS: FORMULATION
Slide #9 Slide #13
Slide #11 Slide #15
Slide #10 Slide #14
Slide #12 Slide #16
Slide #17 Slide #21
Slide #19 Slide #23
Slide #18 Slide #22
Slide #20 Slide #24

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 147PAGE 146
INGREDIENTS: FORMULATION
Slide #25 Slide #29
Slide #27 Slide #31
Slide #26 Slide #30
Slide #28 Slide #32
Slide #33 Slide #37
Slide #35 Slide #39
Slide #34 Slide #38
Slide #36

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 149PAGE 148
OPERATIONS: EQUIPMENT
SHANE WHITAKER: Good afternoon. I’m Shane Whita-ker. Dan Malovany and I are going to be talking about oven technology today, and boy is this a hot subject. Hotter than Charlie Sheen on Twitter. The baking process is not chang-ing radically within the baking industry; however, many new technologies are being introduced to oven systems to improve the baking process and reduce energy costs as well as maintenance. Much of the innovation in ovens is related to energy savings, whether it be through heat recovery, im-proving burner efficiency, or providing greater control of the baking perimeters. Dan and I will share with you a variety of new technologies aimed at this goal; however, we’re not going to be covering all new technologies, but we will be touching on about a dozen or so.
When presented with an opportunity to speak on ovens, we were asked to address a wide variety of technologies within the category. One of the first things that is important to understand is the scope and variety of ovens available to the industry, whether they be deck, rack, conveyorized, tunnel, direct-fired, indirect-fired, thermal, oil, single pass, multi-pass, etc. There are a lot available. Similar products can be baked in different style ovens; however, bakeries need to do their homework and learn what is going to be the best oven for their products, what oven will meet their throughput needs, and how they can be assured their oven is working optimally. Now, I’ll turn it over to Dan, who will talk about the tools to determine oven performance.
DAN MALOVANY: Thanks Shane. First, I’d like to thank the dozen or so people out of everyone in this room for shar-ing their expertise with us. I want to tell you that no good deed goes unrewarded. All right. I’m going to talk about the tools to determine oven performance.
(Slide 2) There are a variety of instruments and other devices that allow bakers to determine an oven’s optimal performance for a specific product. For some companies, supervisory control and data acquisition systems have become standard equipment to resolve oven issues, both on premise and even remotely. Other oven manufacturers rely on a variety of computer software, and even production line cameras, to monitor and provide remote assistance and even fix problems from around the world. Many times, when bakers are look-ing to purchase a new oven, many of them are searching to duplicate some product that has been in existence for fifty years. They may want to upgrade the oven or scale up and
The Latest Advances in Oven Technology
Dan Malovany is the editor of Baking & Snack magazine. Since 1987, Dan has covered all aspects of the wholesale baking industry. He has been fortunate to field around 200 major case histories and has received numerous writing awards. He is a long-time member of American Society of Baking. Previously, he was editor of Snack Food & Wholesale Bakery magazine, and before that, Bakery Production & Marketing magazine. A graduate of Northwestern University with a master’s in journalism, Dan also has worked for newspapers throughout the nation.
Shane Whitaker has worked at Sosland Publishing Co. in Kansas City, Missouir, for the past seven years. He was hired as an associate editor with Baking & Snack in March 2003. In February 2005, he was named managing editor at sister publica-tion, Meat & Poultry, where he served for nearly two years before returning to Baking & Snack as senior editor. Shane has written on a wide range of subjects for the baking industry, but his main focus is on processing technology and visiting and writing about baking and snack plants. Shane completed the Baking for the Allied Trades course at AIB International. He is a graduate of Northwest Missouri State University in Maryville, MO, where he studied journalism. Prior to joining Sosland, he worked for several weekly and daily newspapers in the Greater Kansas City area.
By Dan Malovany and Shane Whitaker Sosland Publishing Company
produce more tonnage.
To replicate oven performance, a bakery needs to deter-mine the exact amount of energy that’s being delivered to the product throughout the baking process. That energy
is measured in BTU’s per square foot, and it is a mixture of radiant and convection energy, with convection coming from air movement and radiant energy coming from objects. Oven designers rely on such tools as a heat flux sensor, a temperature sensor or ray, an air velocity sensor or ray, and a humidity sensor, just to name a few. Today, I will talk briefly about the heat flux and humidity sensors. The information for this section came from an equipment supplier based in Pennsylvania.
(Slides 3 through 5) The heat flux sensor measures the con-vective and radiant heat fluctuations at the product level, and it displays the results, as I mentioned before, in BTU’s per square foot per hour. Convective and radiant heat is absorbed by the oven band, which serves as a convection mechanism to the product. The sensor travels through the oven with a full load of product to essentially map the oven. Technically, the device has two spaces. One space measures convective and radiant heat fluxes; a second space measures only convective heat fluctuations, while a temperature sensor monitors the free stream air temperature associated with the convection. Mathematical models and computer software are used to create a total heat graph.
(Slide 6) By measuring the different proportions of the vari-ous types of heat, one can analyze the precise baking process, and then use that information to control product quality. On the other hand, measuring humidity, specifically moisture in the oven, is critical because every product has a unique moisture profile. A humidity sensor allows you to determine the maximum amount of moisture you want to build in the oven, and then trace the shape of that profile. (Slide 7) In a 300-foot cookie oven for instance, the sensor allows you to indicate where the moisture level hits that peak and when you might want to lower that moisture level to further bake and add color to the product. For cracker production, you may want to hit 2/
10 of a pound of water per pound of dry
air at its peak in the oven. (Slide 8) A moist cookie product might be at 3/
10 of a pound of water at its peak, while pretzels
might be at 4/10
of a pound, and bread at one pound of water.
(Slide 9) Bakers need to determine the absolute amount of water they need to get out of a product, then measure to create the desired shape and humidity curve by using exhaust settings in each zone of the oven. Keep in mind that moni-toring moisture in the oven should be an ongoing process. Moisture often fluctuates month to month and season to season, so a humidity sensor can be a key to a consistently baked final product. Additionally, the amount of product that you put in the oven can impact moisture. Sending too much tonnage into an oven can increase moisture, resulting in a final product that doesn’t match your optimal product char-acteristics. These characteristics may include color, texture,
finished product moisture, and others. Now back to Shane.
SHANE WHITAKER: Thanks Dan. A major bakery equipment manufacturer has introduced a new space age technology for the interior of its ovens that allows bakeries to increase throughput and reduce gas consumption by re-radiating heat. According to its thermal products manager, the company is applying the science to the art of baking by using nanotechnology to broaden infrared emissivity inside the oven. Ninety percent of baking occurs within a range of 0.2 micron to 8 micron infrared and near infrared radiation, and the nano-sized emissive, silica-based particles applied to the steel and ceramics make better use of the energy in ovens. Essentially, by broadening the spectrum of infrared radiation, more energy goes into the products. These nano-emissive particles used in the ovens were originally developed by NASA, and they are used heavily in the aerospace industry.
(Slide 10) The NASA-licensed technology has also been ap-plied to other industries that use high heat, such as the petrol, chemical, steel, and glass industries. According to NASA’s website, in baking, this technology improves the uniformity and wave band width of the radiant heat produced by the gas oven. When walls, pans, and burners feature the nano-emissive particles, radiant heat is absorbed by the metal in the walls and the roof, and re-radiated back into the bread baking in the pans, resulting in a more efficient bake. Or, as the company explained, the nano-emissive particles help shorten the S curve of the baking profile; thus, it increases the throughput. Volume, crust, and crumb quality are all improved for products that are baked in the ovens with this technology, according to the oven manufacturer. It also increases the oven capacity by up to 10% and reduces gas consumption by up to 20%.
(Slide 11) Another advantage of this technology is that the gas combustion is more complete in the presence of the nano-emissive particles. Therefore, fewer emissions and possibly less VOC’s occur. When it has been used, it has greatly reduced harmful emissions, and in some cases, eliminated the need for oxidizers in certain industries, the product manager added. The technology is available in new ovens from the bakery supplier, and eventually the OEM expects that it will be able to retrofit older ovens with this technology. However, the oven manufacturer also wanted to stress that this is not a coating. Because the particles are baked into the metals and ceramics at very high temperatures of more than 1,400 degrees Fahrenheit, there is no coating that can flake or contaminate product. Dan will next address infrared technology.
DAN MALOVANY: Thanks, Shane. I appreciate it. (Slide 12) For cracker and salted snack producers, infrared oven

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 151PAGE 150
OPERATIONS: EQUIPMENT
technology provides a plethora of benefits, including energy savings and a more consistent bake. The technology I’m talk-ing about today was recently installed in a LEED-Platinum snack facility in Massillon, Ohio. The snack producer uses the technology in a three-pass oven that currently cranks out 3,000 pounds of corn tortilla chips per hour. However, the oven has enough capacity to produce up to 5,000 pounds per hour. The oven is outfitted with 24 infrared burners, but only uses 12 of them to bake corn tortillas. That’s because the system’s side-by-side, two-side heat distribution is so even and efficient, according to the company.
(Slide 13) Additionally, the oven features an enclosed cavity to prevent unwanted drafting. In a similar sized, older-style oven, 2,400 cubic feet of air would be exhausted. The new enclosed oven sends only 800 cubic feet of air up the stack, and according to the sustainability manager, “It’s a common flaw in a lot of oven designs to allow air to infiltrate and cause drafting. Because it is so much warmer inside, the oven will draw air like a vacuum heated, and then discharge it without having any impact on the product. You waste a tremendous amount of natural gas and energy in doing so.”
The company also can turn the oven burners on and off to customize the baking process, produce specific product varieties, and to maintain product consistency. As far as quality, the company is always “hitting the gold standard on its product,” the sustainability manager said. Now, I’m going to go back to Shane.
SHANE WHITAKER: Earlier I spoke about an equipment manufacturer that employed space-age technology for re-radiating heat inside the oven. Well, here is another oven technology that also uses product originally developed for the space race. (Slide 14) A Texas-based equipment manu-facturer began testing a new lube-free conveyorized oven in a large bread and bun bakery this past year. One of the things that makes this loop-free chain possible is a solid, graphite lubricant that is internally bonded to the bearing. The solid, graphite lubricant was initially developed for the Russian space program, and it has been approved by the FDA for bakery use.
(Slide 15) The solid, graphite lubricant replaces the con-ventional lubricant or grease used to maintain a boundary between moving parts. Here you can see a cross section of the bearing with the solid, graphite lubricant. Because of elevated temperatures in ovens, lubricants, and even syn-thetic oils, evaporate quickly and carbonize on bearings, which can cause them to seize. These seizures significantly impact track wear, and the metal contact can contaminate product. The lubeless chain never requires external lubrica-tion. The solid, graphite lubricant is bonded to the stainless
steel retainer, which provides greater strength and can run more than 1,000 rpm’s without cracking. Also, the lubricant is environmentally safe and non-toxic. It will not drip or fling even in extreme conditions found in the ovens, and the solid, graphite lubricant seals to the bearings, protecting the ball path from dust, dirt, and other contaminants that could cause premature bearing failure. But it’s not just the solid lubricant that makes the oven chain possible.
The hybrid precision ball bearing that features ceramic balls on steel raises is another change over current designs. The deep grooved, precision bearings offer increased load capac-ity, as much as 50% over comparable non-precision bearings according to the OEM. It uses proprietary steel raises with high temperature heat, stabilization, and hardness. Its stain-less steel shields also protect the bearings, helping to keep the solid lubricants in and the contaminants out.
(Slide 16) The lubeless chain also features several other changes compared to previous oven chain designs. For example, pins and casings are coated with a proprietary, non-toxic, thin film, solid lubricant that undergoes special heat treating. This lasted three times longer than plain zinc plating, according to the company. In addition, vertical bearings are removable, using left and right end cap screws, which are able to handle higher torque than orbital rivets. It also allows single bearings to be replaced as opposed to an entire assembly. As expected, the new lube-free conveyor-ized chain is going to be more expensive than a conventional chain replacement, but even with the increased cost, the manufacturer’s president noted that the chain will have a relatively short payback, with projected annual savings of up to $30,000. A return on investment could easily be achieved in less than two years, he said.
(Slide 17) Now, let’s take a look at the conveyorized chain in action. The lube-free conveyorized chain. There it goes. All right. Now, Dan will talk about some space saving oven technology.
DAN MALOVANY: I’m glad to see the video worked. Yes, I’m going to be talking about space-saving oven technology, which is not technically new, but was a big topic of discus-sion by the supermarket bakers from HEB and Wegman’s at the BEMA meeting earlier this week. (Slide 18) Modular, serpentine, and other oven designs can provide bakers with a number of advantages. Such technologies provide space-saving advantages by utilizing the height of the bakery to minimize its footprint. Modular ovens typically travel up and down in pans, peel boards, or trays in individual oven modules, while serpentine baking systems snake back and forth in a horizontal or vertical manner. With modular sys-tems, bakers can produce a wide variety of products includ-
ing artisan breads that require slow, long, maybe hours of proofing and baking. Steam can be added to various sections to create the proper bake. Also, for production flexibility, par baked and unbaked products can be produced on the line by bypassing modules or the oven chambers entirely. Now, back to Shane.
SHANE WHITAKER: While some companies offer heat exchangers that allow bakers to re-use exhaust heat from their ovens, a new division of a long-time supplier and manufacturer of oven burners is revolutionizing the fuel exchanger concept with its condenser, oxidizer, recupera-tive exchanger system, which can assist bakeries in reduc-ing their fuel consumption by up to 50%, according to the manufacturer. (Slides 19 and 20) The system recaptures the ethanol produced during the baking process, as a byprod-uct from yeast fermentation and re-introduces it into the gas stream to help fuel the oven. The ethanol serves as a complimentary bio fuel.
The newly developed energy recovery system, with the proprietary ethanol recovery block, eliminates the need for stack oxidizers that are traditionally used to burn the volatile, organic compounds or ethanol created during the baking process.
Another key component of this system is the evaporative water recovery unit that recaptures water from the water va-por in the oven stack and provides the bakery with recycled hot water for sanitation, washing, and possibly steam for the proofer. The 50% fuel savings achieved with this system re-sults from a combination of the fuel saved by pre-heating the combustion air, a reduction in the proof for energy consump-tion, the use of the ethanol for the fuel in the oven, and the fuel previously needed for oxidizers and process boilers. So it can dramatically reduce the carbon footprint of a bakery. In fact, the only byproduct of the process is carbon dioxide, which has a temperature of less than 85 degrees Fahrenheit when it is released into the environment. Next, Dan will address vacuum cooling technology.
DAN MALOVANY: Thanks Shane. Now, vacuum cooling may not be a part of oven technology, but it still can be part of the overall baking and cooling process. (Slide 21) Although it has been around since 1934 and remains more popular in Europe than in North America, new vacuum cool-ing systems can provide several potential advantages to the final baked product. According to one Swedish manufacturer, vacuum cooling can reduce the entire baking, cooling, and packaging process by 2/
3 of the time. Specifically, it can
reduce ambient rack cooling time from 45 minutes to an average of 2.5 minutes in the vacuum cooler. The process can lower total energy usage and reduce floor space for cooling
racks. By reducing cooling time, there are several potential product attribute benefits as well.
(Slide 22) First, more moisture is retained in the product. Typically, baked products lose moisture as the product continues to bake from the inside out during the ambient cooling process. Second, shorter cooling times and increased moisture retention maintain the texture and cell structure of the bread that can be lost during ambient cooling. Third, the product shelf life can be doubled by retaining moisture. Also, the potential for molding is decreased by minimizing the product’s exposure to air. According to the manufacturer, vacuum cooling allows par baked products to be shipped without glass freezing, and the additional moisture retention allows for improved re-heating of the product at retail shops and restaurants. Back to Shane.
SHANE WHITAKER: Earlier I talked about a Texas-based oven manufacturer that has developed a loop-free chain for conveyorized ovens. (Slide 23) Another Texas-based oven manufacturer has also made advances in the past several years in regards to its Chevron beds and conveying services inside the tunnel ovens by reducing the drag and metal-to-metal contact on the belts. Reducing drag on belts reduces friction and prolongs the life of the belt, but also reduces the energy required to convey the belt, noted the company’s chief oper-ating officer. He added, “This mechanical improvement has green results. Green as in better for the environment and for bakery’s bottom lines.”
(Slide 24) The company contends that its hybrid tunnel ovens have been a front runner in green oven technology for a while now. Equipped with catalytic oxidizers and indirect first zones followed by the remainder of the oven being direct gas fired, the hybrid tunnel oven can exhaust the direct zone to the catalytic oxidizer, re-burn the ethanol exhaust, and use it to heat the first zone of the oven before exhausting into the air. The results are cleaner-burning exhaust, the use of latent energy, and lower energy consumption. Add heat exchangers to the oven stacks to supply hot water to the proofer, and your energy consumption is dramatically affected. The initial investment in such systems, however, is higher, but the ROI should justify. The oven manufacturer estimates up to 17% energy usage savings. Now, Dan will talk about some CIP oven technology.
DAN MALOVANY: Notice Shane gets all the more com-plicated technology to talk about. (Slide 25) With all the talk about food safety and sanitary design, I would like to spend a minute or two talking about clean-in-place oven technology. Now, this is because bakers are producing a wide variety of pizza, stuffed products, pockets, burritos and other premium products that often must meet requirements for

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 153PAGE 152
OPERATIONS: EQUIPMENT
USDA-inspected operations. That means washing down and cleaning the insides of the oven more thoroughly and more frequently. Such down time to eliminate grime, allergens, and other food safety issues can be a costly proposition. That’s especially true with an integral piece of equipment such as the oven.
Today’s clean-in-place ovens feature stainless steel construc-tion, fully welded interiors, easily acceptable interiors, and sloped floors where baked on spills can be power washed into a drain. The ovens can also be on legs that help avoid hidden sanitation issues from ovens resting directly on a slab or the bakery floor. In many instances, CIP designs reduce sanitation times in half, thus, minimizing downtime and changeovers, as well as enhancing throughput. CIP systems come with a manual or automatic option. Manual options are best for bakers who clean their ovens every 30 days or so. Typically a 120-foot tunnel oven will have upwards of 20 full size metal doors, where sanitarians can manually power wash caked on foods, grease, allergens, and other ingredients from the base or the side of the oven’s walls. Products such as pizzas or fatty foods may force some bakeries to clean their ovens daily. A fully automated CIP system with pre-installed nozzles and drainage systems can eliminate product build-up and improve oven efficiency.
(Slide 26) Now, I’d just like to wrap up a little bit. I would like to talk for a few minutes about the challenges that bakers are facing in the baking process. Many ovens are several de-cades old. Granted, many have been rebuilt, but you have to ask, do they meet OSHA and other safety standards? That’s one of the questions that several of the people we talked to brought up to us. What are some of the other challenges? Here are some good questions from the experts we talked to.
One, is it cheaper or easier to retrofit an oven to add PLC’s and other electronic controls or to purchase a new one? Does your oven have a direct-spark ignition, power interruption protection, recipe control, state-of-the-art temperature and humidity monitoring systems and more? One company displayed a new conveyor oven igniter at ASB’s conference table top exhibits. That igniter reportedly addresses reli-ability issues and other challenges that bakers face.
(Slide 27) Now, another question: How much energy is the older oven using, or is it wasting energy? Many older ovens were not only designed to last forever, but they were built when energy was cheap. Many older ovens were built also when dedicated lines were popular and produced only a limited variety of products. You have to ask yourself, “How long does it take to start up or change the oven temperature to switch from one product to another.”(Slide 28) The irony here is that when we discuss the future
of oven technologies for competitive reasons, many oven companies did not want to share their thoughts on the future of oven technology, but many did mention that heat recovery and energy savings will be key to the future. As one expert said, “Every major baking company is working on ‘the oven of the future’. I don’t know where it’s going, but one thing is for sure, it has to be focused on energy conservation, and I don’t think there is an oven of the future without that.”
I’d like to thank you for this opportunity to discuss this topic. I’d like to open up the floor if we missed any technologies that anybody would like to share at this time. If you have any questions, we’ll be glad to try to answer them.
Slide #5
Slide #7
Slide #6
Slide #8
Slide #1
Slide #3
Slide #2
Slide #4

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 155PAGE 154
OPERATIONS: EQUIPMENT
Slide #9 Slide #13
Slide #11 Slide #15
Slide #10 Slide #14
Slide #12 Slide #16
Slide #17 Slide #21
Slide #19 Slide #23
Slide #18 Slide #22
Slide #20 Slide #24

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 157PAGE 156
OPERATIONS: EQUIPMENT
Slide #25 Slide #29
Slide #27
Slide #26
Slide #28
DOUG TASCHNER: Before I get started, I want to make sure Tracy and Robbie are here. In case I run short of ma-terial, I want to be able to crack some jokes. Okay, good. Thanks, Robbie. I just want to be able to make sure you’ll bail me out there.
(Slide 2) Before any meeting in Bimbo Bakeries, we start with a safety short, so I want to start with a safety short, and this is really a safety challenge for anybody that’s in this room today. In 1980, Mercedes Benz introduced its first vehicle with integrated airbags. Its engineers had figured out how to integrate the seatbelts and airbags into a single unit that would protect drivers in the case of an accident. What the amazing part is, is that instead of their executives saying, “Hey, we now have something that has a competi-tive advantage against any other company,” they said, “We have something that we need to share with every other automobile manufacturer throughout the world, because this is something that we owe to everybody who purchases a car.” So, they made copies of the blueprints and sent a let-ter that said, “Here are the plans and designs behind airbags and seatbelts. You need to incorporate this in the design of your vehicles going forward.”
As you look around this room, we can have that same impact on the baking industry. We have the obligation to provide a safe work environment for every one of our associates. We should strive to provide the most effective safety mea-sures for every single piece of equipment that we install in a bakery, and these safety innovations should not be used as a competitive advantage. We should share these so that every piece of equipment that we put into a bakery is put in there to ensure that our associates cannot get hurt. That’s my challenge to everybody sitting in this room to do that.
(Slides 3 through 7) Let’s talk a little bit about project management. I’m going to start out by first defining what the criteria are that we typically look at to define whether a project is a success or not. I don’t think anybody in here would disagree with these first three, because that’s what we focus on as we put together projects: scope, schedule, and cost. If you talk to anybody, it’s scope, schedule, cost. I’d add one fourth one to that, and I call that deliverables, because it’s not just enough to install pieces of equipment, you have to make sure that they meet the criteria for which you install it. For example, if you’re installing a bread divider,
it’s not enough just to install the divider, you need to make sure that the divider is going to meet the standard deviation for weight that you justify the project off of. You can’t just put it in there, start it up, and run it. If it doesn’t achieve the weight, you haven’t done anything.
(Slide 8) As I look at this, this is what we really judge project success against, and most project engineers, I would say, probably spend 95% of the planning phase looking at this. There are a lot of things that we need to do in addition to this to really insure that our projects are successful. So how do we increase the probability of project success? This is really what I want to talk about today.
(Slide 9) Drivers of project success. During the planning process, we should be looking at all these different things to make sure that the project that we put forward has the greatest chance of being successful from the get go. We’re going to go into detail on all these at this point.
Project Management
Doug Taschner has worked in food manufacturing for 25 years. He was employed for 21 years with Kraft Foods and is currently the engineering director for the northeast and southeast regions at Bimbo Bakeries USA. Doug has a Bachelor of Science degree from Lehigh University in Mechanical Engineering. He has been a member of the American Society of Baking for three years.
By Doug TaschnerBimbo Bakeries USA

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 159PAGE 158
OPERATIONS: EQUIPMENT
(Slide 10) Human relations plan. Again, this is during the planning phase. We should be establishing the resources we need for the life of the project. Who do we need during the planning stage? Who do we need during the installation stage? Who do we need during the start up stage? Take a look at safety resources. Make sure in the planning stage we do ergonomic evaluations. Are we going to be lifting 50-pound bags? How many are we going to be lifting? Do we need some type of lifting device? Do we need some type of safety device such as pallet lifts or turntables?
Equipment safeguarding, that’s a big one right now. It’s what I talked about in the safety short. How do we insure that every piece of new equipment coming in is properly guarded? I’m not just talking to OSHA requirements. I’m talking about really making sure that our employees are safe, so that the day we put that piece of equipment in, there is no way that one of our associates can get hurt.
Technical resources. What we call technical resources we commonly refer to as the dough heads. These are the guys that, if we’re making a formula change, they think about impact that has all the way through the process. If we’re changing a divider and going to a new style divider that we have never used before, what impact is that going to have on grain structure? What impact is that going to have on bread height? What impact is that going to have on shelf life of the product? It’s really making sure that we have somebody that can take a look at this and really understand it for us.
Data analysis and data collection. It’s not enough to make sure that you have somebody set up so that at start up he is going to take this data. You need to have all the data ahead of time, so you know if you’ve had an impact. I’ll give you an example. We did some work in a bakery and put a new divider in. After we had the new piece of equipment in, we started looking and we’re like, “Wow! The height of the product doesn’t look quite good.” We’re looking at the data, and we say, “Let’s go back and check the data beforehand to see if we’re having a problem.” That’s great, except we didn’t have the data we needed. By not having the data up front, we didn’t know if it was the divider that was really causing the issue or whether this was an issue that existed before. We couldn’t determine the root cause was. Make sure you have all the data that you need to really make comparisons as you go forward.
(Slide 11) Quality systems. Food safety. Right behind associ-ate safety is food safety. We have to make sure that the prod-ucts we’re putting out to the customer can in no way harm anybody. So, what are the sanitation requirements on a new piece of equipment? What is it going to take to take these apart? Do you need any type of assistance to pull the piece
of equipment apart so you can clean it properly? Review the HACCP plan. Are we putting something in that we need to alter the critical control point? What is the critical control point on the line? All those things are absolutely critical.
Who is going to be on your team? Who is on your bakery team? Again, these are people that you want to make sure are committed to the project, from the beginning to the end. It’s communicating to people, “Here’s who I need, here’s how much time I need them for, and here’s at what period I need them.” Make that perfectly clear so people understand and so you’re not expecting to have somebody and when you reach out to them they say, “Wow. That just doesn’t fit into my priorities right now. I’m not going to be able to help you on your project.” Then you’re left high and dry trying to find another resource. It’s really about working with the bakery and identifying exactly who you need on your team, who’s going to make up that team, and then, at the end, who is going to be your start up team. If this is a full line start up, who is going to be there? If it’s just a single piece, who is going to be there? Or if we’re starting 24 hours a day, who is going to be there so we can cover that 24 hours? It’s vendor resources to make sure that we have the technical coverage that we need at that point in time as well. It’s about making sure we have this human resources plan put together up front so we know exactly who is going to be on our team the whole time.
(Slide 12) The next piece, and this is probably the piece of project management that I would tell you is the most impor-tant, is communication. I’ve seen some of the best engineers be unsuccessful project managers, and it really comes down to communication. The project manager is really the center of every piece of communication that goes on with a proj-ect. You have internal communication, equipment vendors, and construction contractors, but really everything is going through that project manager. It’s absolutely essential that they’re good communicators to make sure that everybody stays on the same page.
(Slide 13) As you’re looking at communication, you first need to really understand as you start, whether you’re setting up a meeting, sending an email, or organizing a conference call, the purpose of the meeting that you’re setting up. Are you just providing information to the team that you’re planning to meet with? Are you looking for somebody to make a recommendation? Are you looking for somebody to make a decision? It’s really important to have a clear understanding of why people are coming to the meeting. What are they really going to be doing? What is your expectation of them at this meeting?
Who is the audience? This is another critical one, knowing
who your audience is. If you’re presenting to high level executives within an organization, many times, they do not want a detailed review. If you pull out a 40-page or a 40-slide presentation, you are going to lose these guys after slide one or two. It’s really about understanding your audience because if you don’t understand your audience, you’re go-ing to lose them right up front. That’s not to say that there aren’t times you would need to be very detailed. Again, it’s about understanding who your audience is so you can put the proper communication together.
(Slide 15) The last piece is what type of communication to have. Is it a face-to-face meeting, or is it a conference call, electronic meeting, or an e-mail message? We have so many different ways to meet with one another nowadays that you really have a lot of options, but it really depends on, again, the purpose of the meeting. The purpose may dictate the type of meeting that you want to have, because if you’re looking to make a decision, it may be easier to have a face-to-face decision, depending on what type of decision that is. I am not a fan of e-mail. If you can’t communicate it within a couple lines, you’re probably better off picking up the phone and calling somebody. I had a boss one time - e-mail had probably been out for five or ten years - and he said, “You know what? If the telephone was invented after e-mail, people would have thought it was the greatest thing ever. You can actually pick it up and call somebody instead of having to type it all on a keyboard.” So don’t be afraid to pick up the phone and talk to people. You lose a lot of meaning when you’re typing it in an e-mail as opposed to talking on the phone with somebody.
(Slides 16 and 17) Another important piece, and this is something you may want to formalize during the planning phase, is information flow. Who needs what information? How do they want to receive it? At what frequency do they want to get it? Put together an information matrix. This is very short. Typically, on a big project, this is going to be a huge spreadsheet. You’re going to have a lot of players down the left hand side here, and you’re going to have a lot of different reports that you generate across the top. But make sure that your vice-president of manufacturing and your vice-president of engineering is getting the informa-tion that they want.
Review this with people and say, “ How do you want to get these monthly reports?” Send e-mails or whatever, but the people that are on the day-to-day team are going to receive a lot more of those documents. Again, no two projects are the same, so this is going to change for every project that you do. But it’s a very important piece, so somebody can’t say, “Well, I’ve never seen that information.” If you’re putting it out, you might as well make sure that the people who need
it are getting it. It’s a good practice to do that.
(Slide 18) Risk management. How many of you went to Ed Viesturs’ presentation yesterday? How often did you hear this? This is life and death for him. I really took that away when I was listening to his presentation. Everything he does is risk management, and I think for a project manager, this is just as important. As his quote says, “You can handle a lot bigger risks if you’re prepared for them.” It’s being well prepared. I think this is very important.
(Slide 19) As we look at it, what types of risks are there? You have technical risks. If I’m buying a machine serial No. 1, that is a very high risk. I’m going to make sure that I have a lot of plans behind that, testing that before I put that into a bakery that needs to run starting after a 24-hour window is shut down. It’s really understanding what that is and understand-ing all the things that you need to go through to do that.
External risks. When building bakeries, weather is a big risk. Analyze what time of year it is, and think about the contingency plans that go with that. The guys that do a lot of outside work, this could be a big one for them, so that’s a big piece of it.
Suppliers and contractors. Are these suppliers and contrac-tors that you’ve used before? Do you know them and are they reliable? Or, is this somebody that you’re using for the first time? That can be a big risk if this is a supplier that you’re using for the first time. Is this somebody that’s overseas, in which case you have shipping issues and things like that? It’s really analyzing all those individual pieces to make sure you understand what the risk is before you go into it.
Organization. Do you have the resources you need or are they going to be there when you need them? That can be a risk if you don’t have them.
(Slide 20) An easy way to do this is set up a risk matrix. Again, it’s identifying the risk, the probability of the risk, and the worse-case scenario. Then, as you see across here, what is the preventive action that you’re going to put in place, what testing of qualification plans, and what contingency plans? Again, this can be for an entire line or an entire bakery. This can be a huge list, depending on the scope and magnitude of the project. It may be a fairly small list, but it’s really again, like Ed said, it’s understanding your risks. If you understand your risks and you have a good plan against your risks, you really mitigate your risk of failure. So again, this is a very important piece of being successful.
(Slides 21 and 22) Change management. For a project man-ager, there aren’t too many projects that, from the day you

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 161PAGE 160
OPERATIONS: EQUIPMENT
write them to the day you start them up, something doesn’t change. A lot of people smiling in the audience. We’ve all gone through that. The key is keeping control over all those changes, understanding those changes, and managing those changes. So what kind of changes are we looking at? Scope changes. Basically, your capital appropriation, that’s your base line. Anything that changes after that capital appropriation, that’s a change. You need to document that change, and you need to understand what the magnitude of that change is. If it’s a scope item that changes, is it going to have a cost implication? Is it going to have a schedule implication? That can be a very critical piece. Schedules are critical in our business, and so that could have a big impact.
Equipment design changes. Again, I think we’re probably pretty good on these next two, equipment and building infrastructure. I think equipment vendors and building con-tractors have a good program around that, because that’s how they document for changing costs and things like that. But it’s essential that we note those changes and the purpose of those changes. If we need to, get people in the organization to sign off on those changes.
Construction changes. This would be the one I would say is probably one of the greatest risks of controlling construction changes. I have seen way too many projects where you finish the installation, and the construction contractor comes back with a bill that is well above what you anticipated, and then they have a whole laundry list of changes that were made. Those changes don’t have any type of approval on them. (Slide 23) One of the things I would suggest, again, is making sure that either your organization has a change management plan. Or, if you don’t have it within your organization, set it up for your project. What changes need approval? What things can a project manager control and not have to seek approval on? Within Bimbo Bakeries, we have a change management plan, and everybody knows what that is. Project managers know what they can change without having to get approval, and they know what they have to get approved. We have a whole process set up for that.
Who is authorized to approve changes? This one goes to that construction example I gave. The electrician that’s working in the plant, he sees the guy installing the line. He’s like, “Oh, I don’t like that there.” He goes up to the electrician and says, “Hey, I’d like you to move that from here over to there.” The electrician’s like, “Hey, this guy’s a Bimbo Bakery employee, I’ll just move that over there.” The project engineer doesn’t know anything about it, and the project manager doesn’t know anything about it. He gets that bill and says, “What’s this? I didn’t tell you to move it over there.” It’s really instructing your construction companies as to who has the authority to authorize them to make a change.
When they make that change, document that change and document if that change is going to have a cost impact or a schedule impact so that at the end of the project, it should be no surprise to anybody. They come to you with a list of the extras, and you can say, “Absolutely, I agreed to all these different things.” It’s a very important piece.
(Slide 24) The last one I want to talk about is commercializa-tion plan. To me, commercialization is the process of intro-ducing the product into the market. Again, as engineers and project managers, typically we are very good at the equip-ment piece of it and making sure that we’re prepared for the design, preparation, and installation of the equipment. We don’t think about the peripherals a lot of times. What do we need to do to get down time to get the piece of equipment in there? What are the training requirements? What are the bidding requirements for the bakery? Some of the things around the commercialization plan are extremely important.
(Slide 25) If you need to get more time than the normal down time that is provided, then you need to really work with your sales, distribution, and planning people to get inventory billed. You can’t do that in the fresh baked busi-ness, but you can move product coverage to other sources. It’s understanding what those are, making sure they have the packaging materials and the raw materials that they need to run that product that you’re going to move to them. It’s having the sales and distribution people understand that product is going to be coming from somewhere different this week. It’s going to be additional mileage and things like that. Getting that extra down time is not that straight forward; there’s a lot of work that has to go around that. Make sure that you have that engaged.
At the plant level, if you’re adding positions that can have a real impact on plant personnel. It can be a bidding process that has to go on if they have to bring in new employees. This can be something that can take several months, so you really need to be working with the bakery and working with the HR people ahead of time to say, “Let’s make sure we get this process done early. “ When you start your training plan, you want to make sure that the people you’re training are going to be the people that are going to be on that line. If you haven’t given people the chance to bid to those differ-ent positions, you may not have them freed up in time for when you want to train them. They all tie together, but it’s really important.
Cleaning and sanitation. Make sure that you have built into the schedule enough time to clean and sanitize the line after the installation. Many times, again, we think about the physi-cal installation of it, “We’re going to shut it down at 8 p.m. on Sunday evening, and we’re going to have it installed and
back ready to run Monday at noon.” But we need X amount of time for sanitation of the line, because we need to make sure that this line is food safe before we ever put any type of product on it. Again, it’s that piece of it.
The last one is safety review. Pre-start up safety reviews. Again, I can’t stress it enough. Before we ever start running that equipment, it’s walking through every component to make sure that there’s no way that any of our associates can be hurt from this new installation.
(Slide 26) As you look at these things you say, “Wow, it’s going to take a lot of time to do this.” I really loved this quote when I saw it because it’s so true: Success depends on using time wisely and planning it and setting priorities. As I said earlier, we probably spend 95% of the time on scope, schedule, cost, and deliverables. If you shift some of that time to some of these other activities, that can help alleviate some of the issues you may run into that may be unexpected. This gives you a greater chance of success than if you just plan for those initial four. Any questions? UNIDENTIFIED SPEAKER: Inaudible question.
DOUG TASCHNER: Absolutely not. I think that’s the exact way to handle it. I don’t know if you could hear him in the back, but the question was around if you have a phone call and you make a decision on that phone call, how should you handle that to make sure that it’s documented. Following it up with an e-mail, I think, is perfectly acceptable. I think that is the actual, probably the proper, way to do it. Any others? Thank you very much.
Slide #1
Slide #3
Slide #2
Slide #4

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 163PAGE 162
OPERATIONS: EQUIPMENT
Slide #5 Slide #9
Slide #7 Slide #11
Slide #6 Slide #10
Slide #8 Slide #12
Slide #13 Slide #17
Slide #15 Slide #19
Slide #14 Slide #18
Slide #16 Slide #20

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 165PAGE 164
OPERATIONS: EQUIPMENT
Slide #21 Slide #25
Slide #23 Slide #27
Slide #22 Slide #26
Slide #24
Maintenance and Reliability Predictive Maintenance: Reducing Cost,
Increasing Productivitiy
By Ted ClaytonKaman Industrial Technologies Corporation
Ted Clayton has served the original equipment, manufacturing, and industrial distribution industries by improving productivity and profitability with an emphasis on engineered solutions and best practices in plant operations. As the manager of Energy & Power Management Services, Ted heads the resource conservation programs at Kaman Industrial Technologies. In this capacity, he oversees sales and marketing functions, supporting corporate sustainability and resource conservation initiatives in a variety of industries across North America. He holds a Master of Business Administration and Technology Management from the University of Phoenix and a Bachelor of Science in Electrical Engineering from Union College in Schenectady, NY.
Slide #2
Slide #1
Slide #3
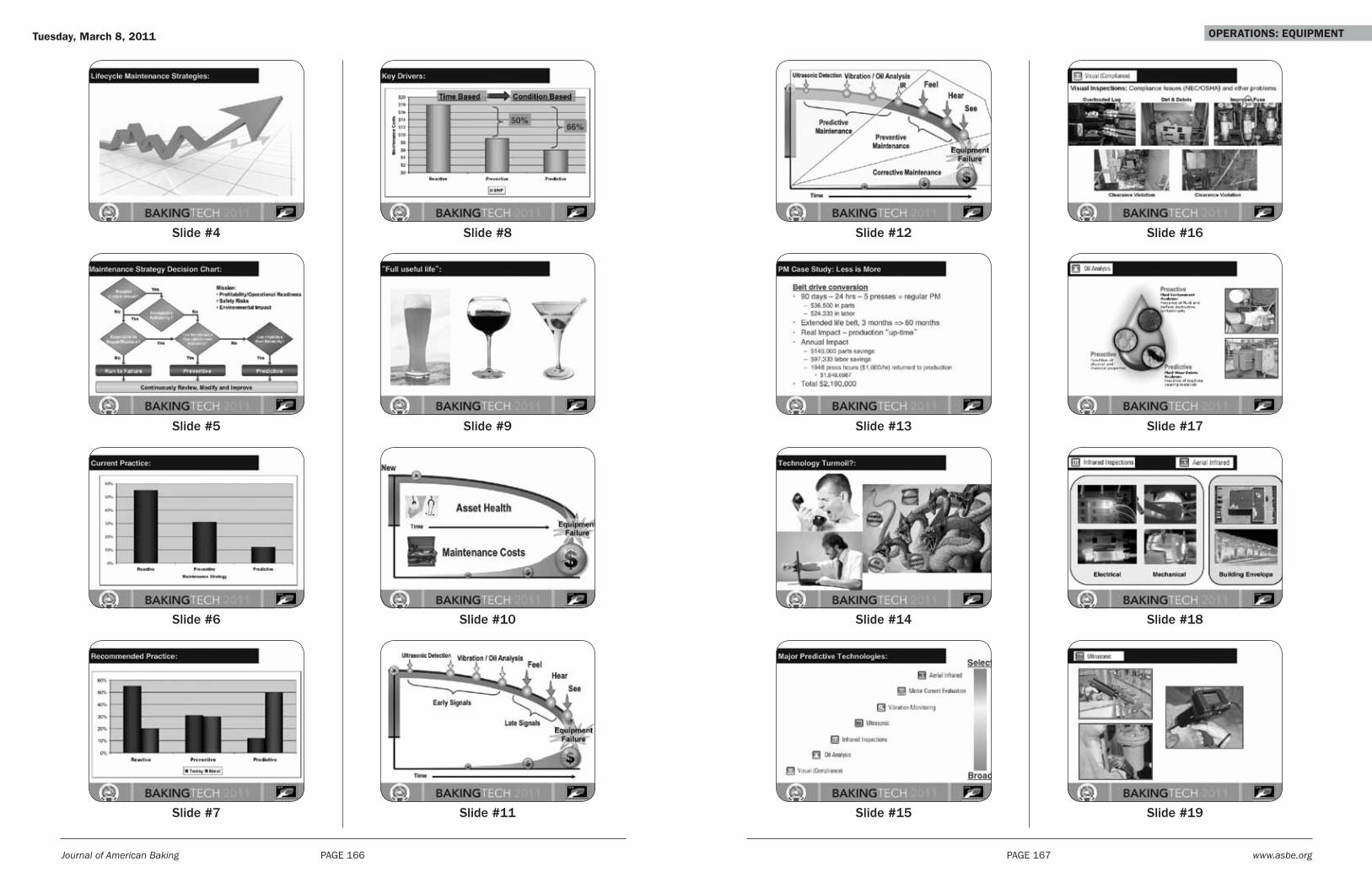
Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 167PAGE 166
OPERATIONS: EQUIPMENT
Slide #4 Slide #8
Slide #6 Slide #10
Slide #5 Slide #9
Slide #7 Slide #11
Slide #12
Slide #14
Slide #13
Slide #15
Slide #16
Slide #18
Slide #17
Slide #19

Tuesday, March 8, 2011
www.asbe.orgJournal of American Baking PAGE 169PAGE 168
OPERATIONS: EQUIPMENT
Slide #20 Slide #24
Slide #22 Slide #26
Slide #21 Slide #25
Slide #23 Slide #27
Slide #28
Slide #30
Slide #29
Slide #31
Slide #32

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 171PAGE 170
GLENN CAMPBELL: Thank you, everybody. Good af-ternoon. Interesting topic here today, at least I like to think so. In looking at the diverse crowd, I sense that that is the feeling: Get things rolling here.
It’s a complex subject. It’s engineering. It’s regulatory. It’s ingredients. It’s all rolled into one so this is a little bit dif-ferent than some things I’ve dealt with. I appreciate you all coming. I’m going to try to cover a little bit of all of the areas of it and not dig into the nuts bolts on any one part of how to deal with it.
There’s been a significant change in the perception of the subject since I’ve been working on it. There’s still some mis-information out there, I think. I’ll try to give you the proper answers, and we’ve got a number of experts in the audience to turn to as well in case anything comes up.
(Slide 2) You may believe that your bakery ingredient dust will never explode, and you’re here simply as a CYA, so allow me the same. I’m not an expert. It’s regulations that cover the topic, contradict themselves, sometimes line to line. I don’t know how anybody would legally want to go be an expert in this subject.
(Slide 3) Here’s what we’re going to cover. Background in-formation. Why has this come up? What’s happened? What are the recent events? I’ll give you some basic buzzwords, definitions and resources that you’ll need to know in order to address it back at your bakery. What, specifically, are the regulations we’re dealing with and what regulations do we think are coming on soon? I’ll offer some suppression and isolation methods to deal with the combustible dust that you may have in your plant. Certainly, if you have flour in your bakery, you have combustible dust. There’s really no doubt about that.
Lastly, I want you to leave with some actions to take, some actual to-dos when you get home. Some are pretty straight-forward so I want to detail those.
(Slide 4) I know this is a lot of copy, so I’m going to read the highlights there. The first paragraph, Department OSHA … the processing facility was not a bakery. I think it was an animal food processor. Alleged violations of the OSHA Act, alleging fire and explosion hazards from combustible
dust, posed penalties of $137,000. There was no accident. It was simply in violation of the regulations. I’ll skip down a little bit.
The facility had three willful and four alleged serious viola-tions. These included the inappropriate location of an air material separator that lacked explosion venting, inadequate housekeeping, and allowing combustible dust to collect at depths greater than 1/8 of an inch.
Lastly, the serious violations stem from the failure to have an adequate number of exit routes, the lack of a written emergency action plan, and improperly maintained indus-trial forklift and preventive maintenance records. I suspect you all have emergency exit routes laid out, but who has maintenance records on all their dust collectors in the fa-cility, and can you find them when the inspector shows up
OSHA and Combustible Dust
Glenn Campbell is a 30-year baking industry veteran. His work experience includes engineering, sales, and/or man-agement roles at Pak-it Mfg, AMF, CAMTECH, PLE, and Gemini. Glenn is president of Campbell Systems, Inc., which he, Jim Watts, and Hall of Fame recipient Sterrett Campbell incorporated in 2009 to manufacturer flour recovery systems, peel board cleaners and stackers among other things. Glenn is a proud War Eagle with a degree in mechanical engineering from Auburn University. He is also a recipient the ASB Professional Supplier Designation..
By Glenn CampbellCampbell Systems, Inc.
tomorrow? With a penalty of $137,000, I hopefully have your attention now.
(Slide 5) So why now? I think we’ve all heard about the Imperial Sugar explosion down in Savannah in 2008. Some dust collected on a conveyor, it exploded, and secondary explosion leveled the building. There were 14 deaths, and I think there were 37 or 40 serious burn injuries. The buildings flattened; it was bad stuff. That really triggered the emphasis.
The CSB, the Chemical Safety Board, looked back at the company’s records. Since 1980, there were 281 dust explo-sions. Four of these were bakeries. That’s when I started in the industry. I believe I did hear about it, or else it was referenced in the OSHA NEP. If we have time, I can explain a track down where three of the four explosions occurred without names. I can share with you what happened so you understand how easy it could happen elsewhere.
(Slide 6) As a result, Congress instructed OSHA to enforce the NFPA guidelines, National Fire Protection Association. Since OSHA didn’t really have its own, it developed its own. That was in 2008. We’re still using the NFPA guidelines.
The National Emphasis Program was the result. That’s how OSHA communicates that there’s a serious situation going on. They had the National Emphasis Program, which in-cluded 30,000 notices being mailed out. Back in the back and at the front table, there are copies of some of the things that have been mailed out. They’re not in color, of course, but you can also get them off of the OSHA web site, so please pick up a copy of those on your way out if you haven’t already.
OSHA has also provided us some resources to deal with this issue. This is the Hazard Communication Guidelines for combustible dust. It’s available online. It’s much easier reading than the NFPA standards, so I suggest you start with pulling that up at the appropriate time. It has a lot of information on it.
(Slide 7) This is the actual National Emphasis Program di-rective, CPL0300-00, and it was issued originally, I believe, just the end of 2007 and reissued in 2008. Nothing formal that I’ve seen since then. It goes into 30-odd pages, I believe, of what they’re going to do about the dust issue. Part of it is directing their field agents to go out to high-risk indus-tries and look specifically for dust. They identify high-risk industries. We’re not high-risk; we’re on the list though. So if you haven’t been inspected yet for dust, it doesn’t mean they won’t.
As a matter of their routine OSHA inspections, they can and should look for dust, but they’re not going to saddle up and
come out to see you unless you’re one of these industries that has the higher ranking. Were they to show up, I want to read to you a couple of the questions they might ask. Their field agents are given this information. Some of the questions are: What types of combustible dust does the facility have? Are dust collectors greater than 8 cubic feet in volume located inside the building? Does the facility have ignition control programs such as grounding and bonding participating in the electrostatic charges? Are electrically-powered cleaning devices such as sweepers or vacuums used in dusty areas? Are ducts designed to maintain sufficient velocity to ensure the transport of both coarse and fine particles? In areas where a hazardous quantity of dust accumulates or is present in suspension of the air, does all the wiring and equipment comply with 1910.307(b) requirements? Does the company use methods to dissipate static electricity?
Here is a similar question to the one earlier, and maybe that’s a trick question to get you to answer it differently: Are em-ployees involved in the operation, maintenance and super-vision of the facilities that handle combustible dust trained in the hazards of combustible dust? And lastly, are MSDs for the chemicals which could become combustible dust available to employees? That’s about half of the questions.
Even if you had the right answers, is the right person going to be present at the right time? Will they be comfortable answering this? You can prepare for a visit and prepare for those questions by reviewing 300-008.
(Slide 8) Let’s get some of the buzzwords. KST, I like to think of as FAST. Much easier. You’ll remember FAST. It’s simply how fast that flame front will propagate through the medium and through the dust. That determines the sever-ity of the explosion. Obviously, things that burn faster can make a bigger boom.
P-Max is the maximum pressure that will occur as a result of the contained explosion. Specifically, the number I saw was about 150 psi for dusting flour. What does 150 psi mean? If you’re a scuba diver, it means you’re 300 feet under water, that’s how much pressure is on you. It’s 10 atmospheres. It’s a significant amount of pressure that would rupture a vessel, the wall of your building, etc.
P-Red gets into the suppression or the venting of your dust collectors, and that would be the reduced amount that we’d be able to vent out to prevent it from increasing higher. So, even if you did have a vent, you still have to make sure your container wouldn’t fail at that lower level. That’s usually quite a bit lower.
MEC is the minimum explosive concentration that’s nec-

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 173PAGE 172
essary to support combustion. I don’t have on here MIE, minimum ignition energy, how hot you have to have some-thing to light it off. Flour is about 400 degrees Fahrenheit, according to my research.
A deflagration is this explosion at less than the speed of sound. You might be more aware of the term detonation, which is used if it’s an explosion great than the speed of sound, that’s the difference. Luckily with flour we deal with deflagrations; it’s a little slower.
The explosion is the bursting or rupture of an enclosure or a container due to the development of an internal pres-sure from deflagration. That’s the explosion. Lastly, an air material separator is their terminology for a dust collector. It’s anything that takes an air stream with dust particles in it, separates the air out of the stream, and exhausts the air. In our case, you might be looking at a cartridge filter-type collector, cyclones or bag houses.
(Slide 9) For the fast value, the KST, there is a web site I found. I believe it’s a German web site. There is a ton of in-formation, and I just tried to summarize a bit of it. You get all kinds of answers. It’s somewhat irrelevant because anything above zero you’ve got a problem, and flour is not zero. Some asked me the other day, “What about wheat flour?” I don’t know. That might be higher; it might be lower. There’s a lab that can analyze your exact exposure and how to deal with it. You do need to have your material analyzed by this lab; that’s the safest bet.
Note that sugar is at the bottom,: less than 63 in one case, 275 in another. Another number I heard on a Webinar the other day was 138, so it’s all over the board. Sugar is what blew up Imperial Sugar, obviously, so in general, sugar is more combustible than dusting flour. I’m not going to deal with sugar too much in this group. I don’t think we have enough of it in our traditional bakeries. Most of my experience and stories I’ve heard all seem to revolve around flour dust, not sugar dust, so that will be the end of the sugar discussion.
(Slides 10 and 11) A little more in terms of definitions here. The cyclone and the bag house. On the left, it’s a little bit larger than what we typically would use in a bakery, but that’s a cyclone. Area enters tangentially to centrifuge out the flour, the dust goes against the wall. It slides down to the bottom, is removed, and escapes out the top. On the right is a bag house. This one is obviously not enclosed so there’s no venting; there’s no suppression equipment on it. It’s not even in a bakery, but it gives you an idea of what a bag house might look like.
I don’t have a picture of a cartridge enclosure, but imagine a
pleated filter such as an oil filter in an enclosure pulling the flour through it. That’s a cartridge enclosure, and they come in all sizes and shapes with different types of filter mediums. A lot of new products belong in that area.
Putting the blower on the dirty or clean side is important. It is referenced in the NFPA guidelines. By the way, this is NFPA 654. This is what you get if you order part of the book. If the blower is in the airstream before the dust is filtered out, then it’s on the dirty side. After filtration, it’s on the clean side. Having the blower on the dirty side is not allowable according to some of the regulations.
A hot work permit. I’m not going to try to explain it because I suspect that Mr. Steele back there could share much bet-ter the details on it, but it involves not having welding and things of that going on in your facility without the proper preparation so that it can’t create a problem.
(Slide 12) Secondary explosion. You have the primary ex-plosion. Maybe there was a bearing that got too hot, and an area wasn’t supervised so you had the initial explosion. It propagates through the ducting or just through the air and stirs up residual dust in your facility. Suddenly, you have a large dust cloud and a much larger explosion. In many cases, the shock wave and the resulting second explosion is far worst than the primary explosion.
Class division and group. You have probably heard those terms; they’ve been around for quite awhile and they’re using the National Electric Code as well. In our case, we’re dealing typically with Class 2, which is a dust; Division 2, which is not normally prevalent in substantial or sufficient concentration to explode; and Group G. Group G is organics with volatiles less than 8% volatile materials.
If you look at the types of enclosures, the electrical enclo-sures that we would need to use for a Class 2, Div 2, and Group G, are typically NEMA 12 dust type or NEMA 4, if its wash down is sufficient.
(Slide 13) Did anybody here see Pirates of the Caribbean?” She said, “What about the pirate code?” when they were leaving Johnny Depp. And he said, “Well, it’s more of a guideline.” Well, it’s not here. It is absolutely the enforceable standard the NPA is and that’s what OSHA enforces. They are the various standards we’re going to have to look at and there’s more. From the NFPA we have 68, which is the venting of the deflagrations within the enclosures that’s in a contained enclosure, like a dust collector. We also have explosion prevention systems, which is the suppression systems. There are 654, which is sort of an overview of the big topic. You have your local and international regulations, which may
vary. Your insurance carrier might well have something to say about all this. Lastly, OSHA standards are in process. The last guess I heard a few months ago was maybe in 2012. I haven’t heard if that’s still realistic.
I want to mention the arc flash subject that was covered Monday morning in engineering, which unfortunately I did not attend, but I talked a little bit to the folks afterwards. That’s Standard 70E, and arc flash is a totally separate issue. Obviously, if you had an arc flash and you had dusting flour, you’d have some serious problems. I think that while you are looking into NFPA, that would be a good start too.
(Slide 14) A couple of notes from NFPA654. Dust evaluation and collection is required, pretty straight forward. Dust may not accumulate more than 1/32 inches deep over more than 5% of the area. Note the slide earlier said 1/8 of an inch, but 1/32 inches is the number I get.
Dust must be vacuumed before it is blown. Separators under 8 cubic feet may be placed inside the building with-out protection. Of course, the very next regulation says it requires protection for all separators. But apparently, if it’s less than 8 cubic feet because the technology to suppress isn’t enough and because the size of the combustion would be less perhaps, it does allow smaller enclosures. Then, of course, electric equipment will also comply with the NEC. There are one or two more I wanted to add here.
The filter efficiency required to exhaust into the building is 99.9% at 10 microns, I think. Combustible particulates may not pass through an air-moving device such as a fan or blower. Post-blower protection is required if they do pass through a device. Air velocity must be high enough to keep the ducts clean. Frequently, if you’ve modified a system since you put it in, for example, added more suction points, you may have well lost velocity, and you’re no longer reclaim-ing the flour efficiently through the system. The collection system starts before the line it serves and keeps running afterwards to make sure it shuts down. Just don’t tie the col-lector in. Turn on the machine; turn on the dust collector. It needs to run afterwards, too.
Just a few more things we’ve seen looking through 654.
When you look at the first item, dust evaluation and collec-tion is required. There are the 4 C’s: contain, capture, convey and collect. Those are the four different areas to consider when you look at a dust problem. It’s fairly complex. You can look at the containment and the capture as two very differ-ent things. You can’t necessarily always suck all the dust in. Maybe you can keep it from wafting around, going up in the rafters, things like that, by enclosing the machine in the
process or preventing it. We’ve seen this before, where the air handling systems are blowing dust across the building.
Another item that’s come up about the inspections under the 654 guidelines involves overzealous inspectors. One company was written up because the inspector went into the office and a switch plate had been removed from around a light switch. It’s exposed wiring, but it’s in the office. That seems a little extreme, and there are some efforts by bakery lobbyists to try to prevent us becoming lumped in with the more prevalent type, more dangerous, if you will, types of dust materials out there. Right now, we’re right there with everybody else.
(Slide 15) Let’s say we do have some air material separators, and we want to try to comply with regulations. You can look at the enclosure outdoors. One is three meters away from the wall. Not three feet, three meters. I don’t think I’ve ever seen any enclosure three meters away from the wall. Maybe outside. Venting the enclosure outdoors is a good solution if you can put your air material separator close enough to a wall, but the ducting isn’t a long run. The further away it is, the larger the duct must be to meet the codes to vent the explosion safety.
Flameless vents are becoming more prevalent. They allow you to vent indoors and prevent the explosion from escaping out into the ambient air. Enclosures less than 8 cubic feet would help you comply. If you do have a situation where you can’t be outdoors, use a flameless vent, then you can use detection, suppression, and isolation systems.
For example, if you locate your enclosure or your air ma-terial separator outdoors, 2,500 cubic feet per minute of conditioned air going outside could be a real problem to maintaining the proper balance and positive air pressure inside the bakery.
(Slide 16) Here’s an explosion isolation system. Basically, there are mechanical and chemical ways to do that, but once the explosion is detected, which is done at the blink of an eye in the container, it also closes valves or injects chemicals here while it’s also doing it there.
(Slide 17) There are some rough costs. A KST test of your material at the official lab in Salt Lake City is around $2,500, I’m told. Air material separators can run, depending on a lot of things, between $2,000 to $40,000, plus your ducting and your hoods. Flameless vents - I hope this number is correct – can cost $25,000, I’ve heard, so they’re not inexpensive solutions. The suppression isolation systems start at $25,000 and run up from there. They also require regular maintenance and inspection, similar to your fire extinguishers themselves,

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 175PAGE 174
but on a quarterly basis. I don’t know what it would cost to get a professional risk analysis. There are just so many variables that it’s impossible to give a number.
(Slide 18) I’m going to skip over the documentation re-quirements for each vented enclosure you might have per NFPA68, but you can see there’s a lot of them. That’s for everyone. You have to have that documentation available when Mr. OSHA comes in the door.
(Slide 19) So what’s the takeaway? What’s our action plan here? Don’t dump this on the poor overworked plant engi-neer. Let’s make sure we form a committee, make this entire group responsible, and assign responsibility. The main thing is making employees aware that it is a combustible dust, and they have to treat it as such. Review your housekeeping. Reduce the flour dust as you can at the points of use. Evalu-ate the budget you have. Put something in the budget for next year. Think about the equipment you have. Can you improve it or tune it up?
Get the documentation ready. They’re coming. Have it in a three-ring binder, or however you’re going to have that available for them when they show up. Some of this involves contacting the manufacturers, the materials providers for the MSTS sheets, for example. The hot work permits again, same thing, and then the professional risk hazard analysis would be a step to take, but it doesn’t have to be the first one. I think you can do a lot of internal work. There’s also a resource for a self-assessment from NSC, the National Safety Committee. I believe you can get that through AIB and that would be a good possibility to tackle with your group.
(Slide 20) The good news is that there is an ROI. You have an opportunity to collect some dust and reuse it, if you currently not. I do see people collect dust and toss it. Save some money. Your sustainability factor in terms of easier cleaning, less energy use and things like that would be good. Of course, you avoid being fined. Your air quality could go up. Frequently, product quality is damaged when you have too much dusting flour.
Operator safety. You see operators with a scoop reaching up high or bending over low. They’re spilling half the flour. Put a machine in that can load the flour across the sifter automatically. It saves some flour, and you have a happy operator. Lastly, obviously you would have some significant implications if you did have an event.
(Slide 21) I want to thank a number of folks here. Anybody like to stand up for helping me? Jason, Janay and there we go, Stuart is here. Appreciate all your help. There are some resources online that I mentioned earlier. The Webinar is
available for purchase by going to AIBonline.org. We have a short video to show, and then we’ll open it to questions. Thank you. [VIDEO]
I think we can all speculate what happened there. The trucker was in a hurry; there was too much pressure. There are ways to keep them from doing it. If someone is doing outside welding, then it would have been, instead of a chuckle on YouTube, it would be a serious problem. Thank you very much. Are there any questions?
BILL KERNS: I’m Bill Kerns. I’m with The Fred D. Pfenning Company in Columbus, Ohio. We do bulk flour system for the bakery business. There are two flour dust explosions I was called upon to investigate, both of which were caused by gross negligence. To give you an example, I won’t men-tion any names, the first one was a customer that had two flour tanks in a concrete block building. It was a fairly new project, but the customer had quite a bit of growth and he added onto the building. He extended the fill lines with plastic pipe, and I think most of you know the use of metal pipe is one of the key things you want to do in flour systems.
Apparently this plastic pipe snapped, crackled, and popped for months. The flour truckers even complained about it, but nothing was done. At some point, an ignition occurred and a burning particle was carried up into one of the tanks. It was an older design with a bag on top, not a dust collector. There was an ignition in the top of the tank and a big duct deflagration. The trucker said he heard a boom. The roof on the building went up about six feet, black smoke and fire came out, and the roof fell back down, but not in its original position, of course. The tank itself, being a quarter inch steel tank, was virtually undamaged. The building was split top to bottom and had to be torn down. The thing that struck me about that building was that there were steel doors like these, and they were pushed through the wrong way. They were opened through the door jamb backwards.
The second one, again I won’t mention the customer, but it had a couple of outdoor tanks and hired an outside contractor to clean them. This vessel also had the filter bag, which was off. The covering on the filter bag was off. The hatch at the bottom was open, but the cleaner was using just ordinary trouble lights. A bulb broke and caused an ignition. I didn’t hear a description of what this looked like, but I suspect it was like when you’re trying to light your grill or light your oven and hear the woof...something like that. But looking at the concrete pavement where the flame had come out of the lower inspection hatch, I was glad I wasn’t standing there. One person was burned. I understood he was partially in the top hatch. I don’t know how badly he was burned. I know he survived, but other than that I don’t know. Both of those were
completely stupid accidents, and of the four that occurred in bakeries that you mentioned, I’d like to hear whether they are involved with sugar milling as opposed to flour.
GLENN CAMPBELL: The three I know of were all flour. One I actually visited, not knowing that it had been the site. The outdoor air material separator was being cleaned; somebody else was welding. Pretty simple. That’s the aware-ness issue. In another one, a pneumatic transfer line blew, and there was open wiring up there. It was more of a flash fire, I think, than an explosion. And there was another one where the puff bag on top popped off, and the machine down below was the heat sealer that was plenty hot. Suddenly a large concentration of flour dust went up, so that also caused the event. It can happen that quick.
Since we’re all going to go home and start a committee and take corrective action, let’s make sure to take the posters and handouts home. That would be a good start. It has the questions and the answers that the OSHA inspectors might ask. Thanks for your time.
Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 175PAGE 174
Slide #1
Slide #3
Slide #2
Slide #4

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 177PAGE 176
Slide #5
Slide #7
Slide #6
Slide #8
Slide #9 Slide #13
Slide #11 Slide #15
Slide #10 Slide #14
Slide #12 Slide #16
Slide #17
Slide #19
Slide #18
Slide #20

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 179PAGE 178
Slide #21
Slide #22
JOE STOUT: Thank you. I always enjoy following safety presentations because there are so many similarities between safety and sanitation, and I found it kind of interesting. I can think of a fifth explosion in a plant I used to work in. It was an indoor silo, probably 25 feet or 40 feet high, and there was a group of people inside cleaning. They were using a hanging lamp that used, unfortunately, an incandescent bulb. This goes back into the late 1970s and early 1980s. Someone forgot to take the bulb out after it was cleaned. They did shut the light off, but it was still energized and they turned the flour on to fill the bin and that thing whipped around and whipped around. You can imagine the dust inside that bin and, subsequently, there was a fairly large explosion. This was on the eighth floor of a building. It took the roof up and half of it off. It blew out the windows. That was a lesson learned and, fortunately, no one was injured because everybody was off of the floor.
I thought about the secondary explosions, and that’s a lot of what we focused on at Kraft. Actually, there were a lot of synergies between sanitation, the need to clean from a sanitation and insect point of view, and an OSHA safety violation and personal safety situation, so we kind of piggy-backed together to drive improvement.
When I think about some of the disasters that have hap-pened in personal safety around OSHA requirements, in terms of dust explosions at sugar mills, and then I think about sanitation and sanitary design, which I’m going to talk about today, it’s a lot of the food safety stuff. I saw the $138,000 for an OSHA fine; it seemed paltry compared to a food safety-related recall in the industry. I can think of some recalls at Kraft that seemed to be fleeting, meaning they were here and gone, and yet they cost the company $20 million. All of a sudden, the focus on sanitation and sanitary design becomes much higher. It’s an “invest now or invest later” scenario, and you’d be better off to invest now just like with OSHA requirements and personal safety dust control programs.
Last year I had the pleasure of serving on the panel, and I didn’t realize that they had captured a good portion of it in this book. It was kind of a refreshing step back to a year ago when I was still at Kraft Foods and review some of the challenges that we faced as a company. I’m sure they still do have challenges in trying to balance how much money
Sanitary Design
Joe Stout is the president of Commercial Food Sani-tation LLC, a consulting company he founded after retiring from Kraft Foods in March 2010. He is well known in the food industry for his work in sanitation and sanitary design. Joe was with Kraft for 29 years, most recently as the director of global product protec-tion, sanitation and hygienic design. His responsibilities included manufacturing plant cleaning controls and processes, including allergen and pathogen control programs and pest control. He was also responsible for hygienic design for facilities and equipment used in Kraft plants to ensure the equipment and facilities were cleanable and effectively cleaned.
By Joe StoutCommercial Food Sanitation LLC
they should spend on a piece of equipment to promote food safety versus saving money now and getting a project done quickly. I think of today and the current budget crisis we have in many states, and I think about spending now where we’re talking about spending our kids’ money in the future. What should be their money in the future pays the bills that we have today. It’s kind of a similar thing here: we need to focus and do the right thing today and pay for it today, not pay for it in the future in incremental recall costs, food safety challenges, or even in productivity that we’re not able to take advantage of because we didn’t have the right design.
Wendy mentioned the GMA Sanitary Design working group, and I just wanted to spend a moment talking about that because there’s a question about how we, as a group in

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 181PAGE 180
the industry, can work with equipment suppliers to drive im-provement in sanitary design. Could I have a show of hands on how many in this room are equipment manufacturers and suppliers? So we have a motherlode of equipment suppliers here, wow! Any processors? Just a handful. So, actually, this is great. I’m glad that the equipment manufacturers came in today to talk about or listen about sanitary design. But it ends up being a really important subject, and the sanitation working group, since early in 2010, have had four training sessions on sanitary design for pathogen and allergen control in the food industry, mainly put on by processors like Kraft, General Mills, Sara Lee, Land O’Frost and Kellogg’s. It really has been beneficial because the industry has responded and equipment manufacturers have done a better job. I think they’re really listening and coming forth with better designs. We will have another meeting, probably in September or October of this year. I certainly encourage everyone to continue to participate if possible.
Why is it so important? I continually am frustrated as a food safety and sanitation professional that we, as the food industry, have so many recalls. You may have seen earlier this week, actually last Friday it was, where Unilever had a recall for salmonella in peanut butter. There’s another high-profile situation that ends up hurting all the other proces-sors, the food industry, and makes the consumers question whether or not the food supply is safe. We are trying to do the best we can to drive improvement and make sure that our designs are better and our food is safer so we don’t have recalls. It continues to be a challenge. The frustrating is that they continue to come up, but it is what it is and we have to continue to fight back and improve wherever possible.
On top of that, there is the recent Food Safety Moderniza-tion Act which is going to put more pressure on processors. Ultimately it is going to ask the equipment suppliers to give us better designs that are more cleanable, more accessible and safer in an effort to drive food safety in our products. That was passed late last year, and those regulations are go-ing to be promulgated here within the next six months. I can guarantee you that the focus is going to be on prevention, better equipment designs, and environmental monitoring when FDA comes in and visits our plants, meaning they’re going to take somewhere between 150 and 300 swabs for either salmonella or listeria. They will be more aggressive, and they will find things if we don’t have them fixed. So let’s work together to get some of these things fixed before we have more and more and more recalls.
What we’re going to talk about today is more of the sanitary design. It’s what we talk about somewhat in our grocery manufacturer sanitary design training session. It’s around two things: allergen control and pathogen control. One of the
things I did mention about the Food Safety Modernization Act is the FDA has been frustrated over the last couple of years with the number of recalls associated with allergens. I looked at the 483 report and the recall report today, and there were another three recalls for allergens in the last week and a half by major companies. That’s going to be an emphasis from the FDA as we look out into 2011 and 2012, because they have been unhappy with the performance in the industry.
(Slide 3) Try to put some context around our discussion. For those in the back, I’ll just read this. Talk about sanitary design as a continuous improvement effort, the principles of design, and then key focus areas. The industry is chang-ing very, very quickly. The technology today is so much farther advanced than it was five, ten years, or 15 years ago. As part of our Grocery Manufacturers Association sanitary design meetings, we invite someone from the FDA to every meeting. Jenny Scott, who is the senior advisor in the FDA, has been joining us for the last two years. I always ask her what’s new and what’s hot. In one of our meetings, I asked her whether or not the FDA is stereotyping the positives that they do find in facilities. What that basically means is they develop a PFGE pattern, which is nothing more than a DNA fingerprint. It’s just like you would have your DNA analyzed if you were convicted of a crime. They’re analyz-ing the salmonella and/or listeria they find in plants. That gives them a little fingerprint that says, “I visited Plant A in Chicago, and I found these three strains of bacteria.”
Unlike people, bacteria typically divide and so the DNA, unless there is an alteration or a modification of the gene structure, they carry that DNA for many, many years. If they find that in a consumer blood sample who has listeriosis or salmonellosi, or if they find that in a product out in the field, or if CDC reports that it’s a strain that’s coming back from hospitals, they’ll dial it up on their computer just like they would a fingerprint in a computer screen and say, “I know where that came from. It’s Plant A in Chicago on Rush Street. Let’s go take a visit.” That’s how the science has changed so dramatically from what it was few years ago.
The other thing is that a lot of times the cells that they nur-ture or incubate may be damaged. Maybe they wouldn’t grow under normal circumstances, but the way they’re cultured now, they will grow and they will turn into positives. There is a lot of different stuff happening out there. Clearly food is safer today than it’s ever been, according to Don Zinc, who is a senior advisor also at the FDA. There are many more ways to identify risks or holes in the system where the food supply is not perfect, and that’s the challenge. (Slide 4) My point with this is, we have to paddle fast and we have to get better faster and faster and faster than we even thought
necessary three, or four or five years ago.
(Slides 5 and 6) I did this before the Packers won the Super Bowl, and I know there are probably some people who are Chicagoans that remember the game when the Packers beat the Bears in the playoffs. Nonetheless, there’s a key point here that equipment design is like the offensive line. If you do your job well, the spotlight will go to others because it will never be an issue. But if you don’t do well, unfortunately, the spotlight is on you, and that’s the people that design the equipment and provide guidance. Those are the engineers, and so it’s really important to be as proactive as we can be upfront during the design phase so we can have a better design and work together with engineering, equipment sup-pliers, quality and operations to get the best design possible for an application.
(Slide 7) Here’s an old piece of equipment. Kraft purchased Danone Biscuit in 2007 or 2008, and this is a gauge roll from a plant we had in Indonesia. It’s probably 50 or 60 years old. It was an old piece of equipment. This shows how we have evolved form 1950 to current state because you would never find a piece of equipment from a current manufacturer today made of mild steel, painted and looking something like that.
(Slide 8) Nowadays, there are better designs made of stain-less steel. They are certainly more cleanable than in the past. Product protection devices are in place, but still there are challenges with the equipment that we see today. I don’t know that I have ever seen a piece of equipment that I would say has no sanitary design clause. Every piece of equip-ment has some challenge that we have to develop or work around or do a better job cleaning on. Our goal, though, is to minimize the number of work arounds and make it as easy to clean and as sanitary as possible. That’s really what this continuous improvement process is.
(Slide 9) Here are just a couple of spots here. There’s a UHMW lip there, difficult to remove for allergen cleaning or pathogen cleaning. Here’s a site area that is a potential for infestation or insect growth. Here’s a catch point for prod-uct and microbes right under this, it’s actually a reach-out cover when you fill dough troughs. But I’ve seen some great designs. I love it when I go out to bakery shows because there’s so much new technology out there and different ways of doing things. It’s really exciting to see what the equipment suppliers have done to improve designs. We need to work towards is get better and better designs that are more and more cleanable.
(Slide 10) Here are just a couple of examples. Good standoff, so you don’t have what I call sandwiches. A sandwich, to me, is two pieces of material that come together, whether
it’s steel or UHMW, without a hermetic seal. Within this sandwich there could be moisture that gets in the product. It just oozes, and when you start a production line, all sorts of vibration happen. When that is in that sandwich, it very likely could come out and enter into the product zone. So we don’t like sandwiches, and this is a way to minimize the number of sandwiches that are there.
Here are some other areas. There are ways you can elevate conveyor belts to facilitate cleaning through easier access. (Slide 11) Here’s another evolution of design: round stock or square stock. It turns at a 45-degree angle, so it doesn’t allow dust to sit at that middle point. It actually drains off, and it’s more easily washable. There are standoffs on the walls to keep pipes and other things away from the wall so you don’t have dust collection. This fits in with the dust explosion minimization of risk, too. He had things too close to the wall. You’re going to get to a point where dust will eventually collect and build up, and that’s when you have a primary and a secondary dust explosion or the potential for that.
(Slides 12 and 13) Here are some more samples, too. Electric lines that are separated and angled. Stand-offs that help eliminate the sandwich effect that I mentioned earlier, and tapered areas so you don’t have dedicated sandwich points on framework. You want to eliminate those collection points. It really is about a continuous improvement process. You come up with an original design, modify it, try it, modify it again, go back to the drawing boards, do it again and again and again. In fact, it’s just like it never ends. Continuous improvement is infinite, and it always gets better and better.
I like to make a comparison to automobiles. If you go back and compare automobiles from the 1980s to what they are today, it’s hard today to buy a car without air conditioning. It’s just standard. It’s hard today to buy a car without power windows; it’s the standard. Go back to 1980 or even 1990 and most cars had roll-up windows. Most cars had an option for air conditioning. The cars today ride so much better, and they last longer. The technology is just way ahead, and that’s because people have been pushed, and they believe in continuous improvement. I saw an article today in the paper about the average car getting 40 miles to a gallon pretty soon. That’s going to be the expectation. Back in 1990, I don’t even think a Ford Pinto got 40 miles to a gallon. It probably got like 25. Even a Volkswagen beetle got 20 miles to a gallon, and that had fairly good fuel economy for its time, so we’re continuing to improve and getting better.
So our principles of design, I’ll just go through them rather quickly. These are the principles of design associated with the grocery manufacturer’s 10 principles of design that we’re asking equipment suppliers to use on a checklist basis

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 183PAGE 182
to improve their equipment designs. As I do this, I’m say-ing, “Understand this. Use this as a tool to get better and to understand and feel the pain that we feel when we work with cleaning equipment and when we work with cleaning facilities as we design facilities.”
(Slide 14) Principle No. 1 is Make It Cleanable. Make it so you can get in there and get access to it and remove the soil. If there is a pathogen, you’re going to want to be able to get to it to remove it.
(Slide 15) Made of Compatible Materials. Anytime we have an incompatible material that corrodes, the likelihood is that we made a niche for a microorganism to live or be caught on. There are actually 10 principles that apply to meat, and they’re a little bit different than these. These principles apply to bakery. They really you set up for dry commodities, dry products, and moisture foods. There is also a complementary set for dairy for wet processing. This would apply to a bakery operation. You have to understand that in some cases, it may not be significant where you don’t have water use in some of the facilities or some of the areas in your facility. Would I’d be concerned about aluminum or some other materials in a dry packaging operation where I don’t use water? Probably not. But in a mixing department where I have a mixer and water that we use for cleaning, and where I may use strong chemicals, then I’m very concerned about compatibility of materials.
(Slide 16) Accessibility for Inspection and Cleaning. This is really important, especially for allergens and pathogens so we can get in there and clean those areas. But you can see here, there are some very difficult areas to clean and to inspect. Actually, I was in a plant yesterday. It was a dryer, and we were talking about doing an allergen clean on the dryer used for dairy components. I said, “How do you get in and do your inspection to make sure that the surfaces are visually clean so you know you don’t have an allergen carried over from a previous run?” They said, “We never thought about that.” They had probably a 12-foot, 12-inch tube that conveyed powder that they wet-cleaned around, but they never had the chance to go in and look at it. That’s the kind of thing that is not accessible for inspection or for cleaning, so how do you work with that? Well, it could be an allergen potential for contamination.
(Slide 17) No Liquid Collection. No stagnant product filled up or liquid collection areas, so you want slope surfaces if possible. This is also applicable to dust control. It’s much easier to clean a surface that is sloped. In a lot of older bakeries, you see that the side rails on the walls are made of I-beams, and they just sit there flat and collect dust. Very, very hard to keep clean.
(Slide 18) Hollow Areas Eliminated or Sealed. This is a real tough one because in wet areas, especially in the mixing department or baking area on the front end, or with the equipment that you take in to a steam room for cleaning, if you have hollow areas that are not properly sealed, you will end up with moisture inside there. With moisture you are likely to get some type of microbial growth.
(Slide 19) No Niches. Niches are bad for salmonella and for listeria. Hidden areas like the sandwiches I mentioned before, you can’t get in and routinely clean or inspect them.
(Slide 20) Sanitary Operation Performance. This is another important one. The idea is that we could run a bakery as long as we could without cleaning, and if you have a piece of equipment that is sanitary from an operational perspective, you can probably run longer. Not too many food companies like to clean, including Kraft. Most companies like to make product and make money. You don’t make money during the sanitation process. It’s more of a cost center rather than a profit center, so we don’t want to clean that often if we don’t have to. We want to make sure it’s safe and sanitary, and if it’s sanitary operational performance then it’s better for everybody.
(Slides 21 and 22) Validated Cleaning Protocols and Proce-dures. It used to be in the bakery world that you never had to worry about this. That was 10 or 15 years ago. Nowadays, it’s a concern from what type of allergen cross-contamination might you have. Flour, they say, is somewhere between 2% and 3% positive for salmonella in its raw state. So how do you separate the tower area or flour silos from the rest of your process?
(Slide 23) Meeting Equipment and Personal Hygiene Stan-dards. When the equipment is delivered to our facility, is it clean and free of pathogens? That’s a question that should be asked, and I would even swab equipment as it comes in from an equipment manufacturer to make sure that it’s safe.
(Slides 24 and 25) Here’s an example of the checklist, and for those of you that have not seen this, this is available on the Grocery Manufacturer’s Association site. You don’t have to be a member to go in and pull this down, but there are two checklists. One is for equipment; the other is for facilities. There are 10 principles for each and I would encourage you, if you have an interest in looking at this, to go in and pull this down and use this to evaluate your equipment designs.
(Slide 26) This is a safe food supply chain about equipment design. The idea is from the concept stage of saying we’re going to build a new line, or we’re building a new plant, to getting all the right people involved, to understanding the
complexities of the products that we’re going to run, to the designs of equipment that would be needed to accommodate the risks of the products.
It’s all a risk-based analysis, and then you look at the regula-tory requirements for those products, pathogen monitor-ing. What type of pathogen monitoring would you need? Review the facilities design and equipment design with the engineering, quality, and sanitation departments. Finally install, operate, and clean it. Validate your procedures, and then you’re all set to make safe food. Missing one of these steps along the way would end up hurting your progress and probably delaying plant startup.
(Slides 27 and 28) This is a slide I use when I do allergen training for FARRP. It looks pretty clean. This looks like a cleanable operation, fairly simple. You clean the oven dry and wipe clean the seasoning chute, where you can wet clean. Seasoning goes in from a hopper on to a conveyor. I think I can clean that, right? Cleanable? When you start looking at the design, maybe in most cases if the equipment is designed properly, it is cleanable. But if you look at some of the challenges here with these roller conveyors, for ex-ample, the cross members there, sandwich joints there, this is a bad situation. You have a roller that is contacting the food contact side of that belt and not the backside. Why not use this design? It’s a fishbone design without the rollers. It’s cleanable. No other difficult-to-clean areas. That’s the kind of stuff we want people to think about as they do that. We want them to make sure that as we go through the design process we have something that’s cleanable.
(Slides 29 and 30) Here’s the tumbler input. I say, “Oh, my God, how would I clean that, run a dry product, and feel safe about pathogenicity and control of allergens and allergenicity of any product I ran through that line?” It’s a real challenge.
(Slide 31) This is something that we want to continue to work with. We want to improve these designs in the facilities to make sure they’re more cleanable. The inside of a tumbler. (Slide 32) Here’s another one. This conveyor, as I shot that picture, was about 8 inches off of the floor, so another too-close-for-comfort Zone 3 to Zone 1 application.
(Slides 33 and 34) Major focus areas. I talked about this first one. Sandwiches. It’s those points that are too close together. The sandwich-up stuff that then vibrates out. Also, access for cleaning. These are two of the things that are really focus areas for sanitary design.
(Slide 35) Here’s a picture of one with stitch welding. This is really a problem. Here’s a trench. I hate trench drains. They
just give me so many headaches, and if you look at them close up, you can see why. We think that we come through and clean drains. This is a brand new one that an engineer showed me. I thought, “Hey, we can use this, this is really good. This is sanitary; it’s smooth.” But look at the construc-tion. There are areas here that you would never be able to get into in 1,000 years to clean, and it can constantly seed with listeria or salmonella or something else. Probably not salmonella, but probably listeria. If you look behind the nice designs there, what looks to be a nice design, you could find some flaws in trench drains. They are really unclean able.
I do have time for a couple of questions if there are any questions. How about a question on dust?

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 185PAGE 184
Slide #5
Slide #7
Slide #6
Slide #8
Slide #1
Slide #3
Slide #2
Slide #4
Slide #9 Slide #13
Slide #11 Slide #15
Slide #10 Slide #14
Slide #12 Slide #16

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 187PAGE 186
Slide #17 Slide #21
Slide #19 Slide #23
Slide #18 Slide #22
Slide #20 Slide #24
Slide #25 Slide #29
Slide #27 Slide #31
Slide #26 Slide #30
Slide #28 Slide #32
Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 189PAGE 188
Slide #33 Slide #37
Slide #35
Slide #34
Slide #36
CHRISTINA KELLEY-ASTORGA: Hello, folks. (Slides 3 and 4) We’ve got several things that we want to cover today, beginning with what GFSI is, where it came from, and how did you all get involved in this process. I’m going to get right to the meat of it.
GFSI began many, many years ago as a result of your custom-ers. Your retailers, food service vendors and restaurant chains, such as Walmart, Ahold, Tesco, Food Lion, Giant, Safeway,
SQF Certification: The Benefits SQF Brings to the Baking Industry
By Christina Kelley-AstorgaFood Safety and Quality Systems
Christina Kelley-Astorga has a long history in the food industry. She joined Tyson Foods as a production supervisor after completing her education at Arkansas State University. She became the quality assurance manager and HACCP coordinator at one of the most diverse meat and poultry Further Processing facilities in Tyson’s family. Later, she joined Kellogg Co., where she served as quality and food safety manger. In this role, she developed and implemented the SQF 2000 Systems Program at one of the first U.S. bakery and snack food manufacturing facilities to become SQF 2000-certified. Upon leaving Kellogg’s, she became the technical director of the SQF Institute. Her responsibilities included chairman of the Panel Review Com-mittee, membership on the Technical Advisory Council, and development of many of the training materials, presentations and work books that are still in use globally today.
Dominic DeBlasio has nearly 30 years of QA/QC experience, primarily in the food industry. He has held quality leadership positions with Unilever, The NutraSweet Company, Nestle and, currently, with East Balt.
By Dominic DeBlasioEast Balt, Inc.
Subway, McDonald’s, and Taco Bell, got together and the discussion centered around third-party audit requirements. Primarily, how does it impact at a supplier level?
Depending on your product mix in the manufacturing envi-ronment, you may be subjected to six, eight, or ten audits a year. This depends on what the customer basis is, specifically if you are producing for private label or for restaurant chains.
(Slide 5) The discussion centered around, “How do we get to one standard?” The reality was that was not going to hap-pen, so instead they formed the Global Food Safety Initia-tive, which created the minimum benchmarking guidelines against which a food company could be audited. A standard could be compared and benchmarked against GFSI, and if it met the minimum GFSI requirements, it would receive endorsement by GFSI. Your customers agreed that once certified, it would be accepted by all, which would eliminate the need to have multiple third party audits in a single facil-

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 191PAGE 190
ity in a given year.
They realized quickly that one of the downfalls to that is that, although each customer may want their own third -party audit scheme in a facility, what was happening in the plants themselves was that suppliers were creating SOPs and programs that were very customer specific. The result was multiple versions of the same policies or procedures, and if you have multiple versions of the same policies, which ones do employees truly follow on a plant floor? The bottom line is they follow their own hybrid version of whatever they believe is correct.
Another downfall to systems where you’re managing third- party audit schemes is that you don’t necessarily have the same requirements for every single customer. SOPs are writ-ten for the way the standard wants it to be written and not necessarily for the way that the practice is being followed on the plant floor. You may have great procedures and records in a book on a shelf, but they many not necessarily be the practices that you have been able to verify and validate as effective for use on the plant floor.
Now, the GFSI guidelines cover prerequisite programs, HACCP systems, and your minimum structural guidelines as defined by the International Code of Practice in this country, by our basic building requirements, under good manufac-turing practices and codes. GFSI requirements stop at food safety. They do not cover the quality aspects.
By the time that GFSI rolled out in the U.S., which was in late 2007, there were 80 retailers onboard with beginning the new GFSI requirements for private label producers and for what they considered to be high-risk suppliers. High-risk meant if you were meat or poultry, dairy operations, canning operations, seafood, catering operations and fresh shell egg processing. This was the initial rollout. Since that time, it has moved backwards in the supply chain, both from a low-risk manufacturing standpoint to include bakery and snack food items and certain types of fruits and vegetables. But it went back even farther to the raw material suppliers: flour suppliers, oil suppliers, and sugar suppliers. Now, it has gone back even farther into secondary packaging material suppliers and processing aids as well, such as soy lecithins and mineral oils and those things that we utilize in our pro-cess to manufacture the foods that are going out to market.
(Slide 6) When GFSI initially rolled out in the U.S., there were only four standards that met the minimum benchmark-ing standards. SQF is one of those four. Out of the four stan-dards, SQF is the only one that has the additional piece that covers quality. So when the initial letters rolled out, many of them stated, “We will accept any GFSI standard, but our
preference would be for SQF because there are additional benefits to SQF that many of the other GFSI standards do not have as well.”
(Slide 7) Consistency in the way that audits are conducted and in comparing the results and the audit outcome is something that SQF prides itself on. In the past, if I was a Walmart or a Kroger, I could have three different bakery operations making buns with my name on them. I could have one operation being third-party audited by AIB, another operation being audited by Silliker, and the third being audited by Cook & Thurber. Those are not apples-to-apples comparisons. I couldn’t put those audit reports side-by-side and determine which facility had better recall requirements and which facility had a better handle on and control over stock rotation, metal detection, or material prevention.When you look at a GFSI system, specifically SQF, the audit reports are standardized. It doesn’t matter which certifica-tion body you use to be audited to SQF because the audit reports are the same, so they can compare those results. Not only can they compare the results from one CB to another, they can also compare them from one facility to another based on geographic region, country, and product type. It doesn’t make any difference. The data is all the same and consistently applied. Access to your supplier details is also another benefit to SQF.
When you had third-party audits in the past, at the end of the day your auditor may or may not leave a copy of the audit report with you. It depended on which standard you were being audited to. Today, you will get a copy of that report in about a week to 10 days. Your customer will e-mail it to you and say, “Here’s a final copy of your report. Please send any corrective actions for nonconformances that were identified in the next 30 days.”
Somebody in the facility, usually the QA manager, will go back to the office and type up a document explaining the nonconformance and what was done to fix it. You may present that information to your customer with supporting documentation such as closed out work orders, purchase orders, or pictures of things that you did that show those corrective actions were taken. Somebody at that customer level then reviews the information. Your nonconformance is your corrective actions, and they either agree or disagree with the actions that were taken. If they disagree, then the communication continues until they’re comfortable with the results of that audit and until they’re comfortable that you are producing a safe product with their name on it.
If you consider how many manufacturers are out there in the world, even if you could just consider one retailer, how many manufacturers do you think produce product for Walmart
that carries a Great Value or Sam’s Choice name on it? Look at it from a global perspective. Thousands. The number is huge, isn’t it?
Now, if you consider the number of people that work at Walmart that review those third-party audit results on an annual basis to make sure that all their manufacturing facili-ties are producing safe food that has their name on it, how many folks do you think that Walmart employs to do that job? Eight.
What is the reality that eight people can sort through thousands of third-party audit results in a given year and determine which suppliers are going to do a great job, which suppliers truly have got the best systems in place, which have got the right corrective actions assigned for the nonconformances? It’s really not realistic is it?
Getting access to your details begins with the SQF database. On the last day of your audit, your auditor sits down with the plant staff. Corrective actions, timelines for completion, and the person responsible for that corrective action are as-signed at that time. It goes into the audit report before the auditor leaves. The auditor reviews the proposed corrective actions at the time of the audit to ensure that those proposed actions will, indeed, ensure that you meet the requirements of your code, customer, regulation or whatever it was that was failed. The auditor is the one that made the nonconformance observation in the first place. So, if you look at things like standing water, improperly cleaned equipment, or records that are not being maintained appropriately, who do you think is the better person to determine whether or not the proposed actions that you are going to take will then correct that problem? Is it the person who made the observation or the person who sits in an office however many miles away reviewing an audit report? It’s really more the person who is on the floor, isn’t it?
All of that information goes into your audit report before the auditor leaves. Once it goes back to the auditing company, there’s another set of checks and balances. It goes through a review counsel that reviews your nonconformances, your corrective actions, and all of that. All that information goes into the SQF database.
Now, your customers can receive an e-mail notice that says this particular plant has become a Level 2-certified facil-ity. Since we’ve already recognized the East Balt plant in Denver, Colorado, I’ll use them as an example. The Denver facility could have sent an e-mail notice to all its customers that said, “Congratulations. This facility has just achieved Level 2-certification.” East Balt in Denver has the option of allowing its customers password permission to get into the
audit details of the report. The customer, however, need not ever actually get the audit report to find out whether or not they’re certified, because the database actually has two levels of access, and the first one is public.
Public access gives you the name of the operation, name of the company, the products that they produce, where they’re located, and what certification level they have achieved. What happens in most cases is that the customers that are requiring this can simply go onto the database and find out whether or not you have achieved an active certification and whether or not it’s still in place. If they want more informa-tion they can simply type in their password, drill down into it, and get access to your nonconformances, your corrective actions, timelines for completion, and your complete audit report, if they choose to. But I will tell you for the most part, the trend has been that they’re not even going into that level of detail.
They also can get information about your trends. They can view your history. If you’re a corporate official for a facility like a Nestle or a Unilever, and you’ve got multiple plants within your own organization that were certified, you can get access to those details and watch how a plant trends over time. You can compare one plant to another. There is lots of data in that database.
With the new Food Safety Modernization Act that was just passed, some of the constraints on FDA and USDA for pro-viding timely and thorough inspections in a facility is getting even tougher to meet. You can set FDA up as a customer to be able to have access to your data, if you choose to. Doing so will put you on a reduced frequency of inspection. These are some of the things that they are trying to do to meet the demand to ensure consumer confidence.
I think our last speaker talked about the fact that confidence is at an all-time low in the United States. The severity of each recall we encountered in the U.S. in the last couple of years has been significant. Coupled with the fact that in some cases, when you look at the produce side of it - the tomato, peppers, and spinach recalls - when those recalls were an-nounced, the FDA came out and said, “Don’t eat any fresh spinach.” It didn’t say, “Don’t eat spinach from this state.” It didn’t say, “Don’t eat spinach from this customer.” It said, “Don’t eat any fresh spinach.” So to the average consumer who knows nothing about the food manufacturing industry, what is the perception of the food safety systems that we have in place? They’re broken.
Shortly after, we had a pet food recall. We had pot pies, peanut butter (the first peanut butter recall), toothpaste, toys, baby bottles, and then another peanut butter recall. Then

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 193PAGE 192
we had tomatoes, but it was, “No, it’s not tomatoes; it’s the peppers.” Then, “No, it is the tomatoes, but only the ones that were imported from Mexico. Then it was, “No, wait, it’s not the tomatoes; we think it’s the cilantro.” Finally, it was, “Don’t eat any of it.” By the time we got that message, the tomatoes were out of shelf life and would have been tossed long ago. But confidence levels are dropping and your customers, the end users, are trying to find a way to bring those confidence levels back.
Part of those benefits come from ensuring that you are producing a safe, quality food. Another benefit to ensure that third-party audits are consistent is the requirement that auditors must register through SQF, which is different than what we’re used to. When you look at the past, third-party auditors became auditors, many times, because they had worked in the food industry for 15 or 20 years. Do you have the necessary experience? Do you have the right education, the right background? And as an auditor, if I had worked as a USDA inspector for 20 years and I was great at my job, I could now become a food safety auditor for the food in-dustry. I could go into a peanut butter plant, marshmallow factory, or baking operation and audit that plant against their HACCP and food safety systems.
Although I may be a very smart USDA inspector, and I may have spent lots of time in the meat industry, what do I know about sanitary design for a bakery? What do I know about gestational cycles of a flour beetle? What do I know about cleaning a silo? I don’t know about those particular aspects because that wasn’t my area of expertise. The auditors that are registered to audit SQF systems go through a significant amount of training for SQF. It includes HACCP training in addition to a number of other things, but they are required to fill out an application and become registered in only those food sector categories in which they can provide documented work experience. They’re required to submit audit logs that they have previously audited so many hours. There’s a minimum requirement for hours of that type of processing in any other type of audit scheme. It may be ISO systems, GMA-SAFE, or a Yum! Brand audit, but they had to have audited that type of processing previously.
All of that information gets submitted to a review committee that reviews and either approves or denies auditor registra-tion for a specific type of food processing. As a buyer, if I’m Walmart or Kroger or Safeway that’s requiring this, what kind of comfort level do you think that gives me knowing that I’m getting a third-party audit result out of your location from somebody that knows the risks associated with your product and your process? It makes you feel a little bit more warm and fuzzy, doesn’t it?
How many suppliers do we have in this room? How many manufacturers? How many manufacturers have ever been in an audit where, at the end of the inspection, after the audi-tor left, you thought, “That was such a waste of my time?” We’ve all had it happen. They didn’t know necessarily what to look for. They missed things that were obvious to those of us who work in the plant. Things they should have caught. They harped on things that really are less of a risk for my particular type of processing. Probably the worst inspections that I ever had to go through was in a bakery operation where I spent half an hour explaining to an auditor why we did not wet wash our cooling conveyor equipment on a bread line on a daily basis. He just didn’t understand that. There’s no need for it; the risk is not the same, is it?
Making sure that we have confidence in the audits that are being conducted at our locations is a benefit to the buyer. For you, it’s a way to manage your food safety and your qual-ity system simultaneously. To put this in perspective with some of the other presentations we had earlier today, let’s talk about the dust collection systems. Two of the explosions that were discussed earlier today were the result of a contract service provider, somebody that you hired to come in to clean a particular piece of equipment. Under the applica-tion, there’s a requirement for contract service providers. It requires that you have a contract that details the service to be provided, but that also lists how they train their personnel to provide that service. You have requirements for contractor safety. How do you perform this particular activity? What chemicals are allowed on the site? Are there any potential food safety risks? What type of utensils and equipment will you be using for this particular aspect or for this particular job? In both cases, the cause turned out to be a glass light bulb, didn’t it? Should a glass light bulb ever have been al-lowed to be in the silo to begin with? Not only from a dust collection standpoint, but also from a food safety aspect, it should have never been allowed in there.
When you look at things like your pest control programs, it automatically requires licensing. We’ve been audited for that for years, haven’t we? Every pest control operator that comes in your facility and applies a pesticide has got to have a commercial applicator’s license that says they have been trained and found knowledgeable to be able to complete that job task, correct? When you look at other contract services you have in your buildings, however, not everything requires licensing. How many folks in here use a uniform or a laun-dry service? What happens if your laundry service picks up your uniforms and then stops down at the local Jiffy Lube? Is that a problem? How much food-grade grease is used on a Honda? Not very much. So there are requirements in there that address those types of activities within your facility.
We talked about sanitary design. One of the items that Joe mentioned was the I-beams within your plants, the flat level horizontal I-beams that tend to be in a lot of the older structures. Previously, all we ever had to do was be able to make sure that we clean those at least on an annual basis.
What kind of food safety standards can you encounter as a result of those horizontal level structures in a bakery opera-tion? What can be found up there on those structures? Stored product, pests, dirt, dust, debris, mold spoil, those things can be up there, correct? By a show of hands, how many people in here would agree that cleaning those things once a year is sufficient to be able to remove those potential food safety risks? In some cases, when you look at closed and sealed warehouse conditions where you have no open product, no open packaging materials and so forth, once a year may be sufficient. But when you look in a processing area where you’ve got tons of flour and dust and so forth in the particular area and in the air itself, it’s not really sufficient, is it?
A key difference between SQF (or just about any GFSI stan-dard that we talk about) and what we’ve gone through in the past is a requirement for verification and validation. This means that it is not enough to have a procedure in place and a record that says, “I do that procedure.” More importantly, it’s the ability to be able to prove that you follow that pro-cedure. Verification confirms that you are doing what you say you’re going to do. So if I have a procedure that says, “In order to clean this blender, I have to remove this clamp, disconnect the hose, add 40 gallons of water and 5 oz of chemical at a particular concentration, and agitate for four minutes,” then you have to be able to prove that this is the way it’s done. That’s verification. Validation is asking, “Did it work?” Can you prove long-term, based on the frequency of the cleaning schedule, that if you follow this procedure step-by-step every time you will get the desired result?
When you begin implementation of SQF, or any GFSI standard for that matter, chances are you have a good 70% to 75% of the pieces to the puzzle that you need to achieve SQF, which are the procedures themselves. What we are generally lacking is the verification and the validation. When you start the process, I can tell you from personal experi-ence, you’re going to find that there are a lot of things that we may not necessarily be doing in the exact way that we are supposed to be doing them.
It will help you improve the efficiency of your operations, and it will help you meet food safety guidelines and respon-sibilities. It will also help you meet your regulation require-ments, whether you are a USDA facility or an FDA facility.
(Slide 8) Benefits to you as the supplier include a way to be
involved in the SQF codes and committees, if you choose to. One of the things that I really like about this system is that the codes and the requirements are created by manufacturers for manufacturers. They’re not created by somebody who sits in an office, somebody who may have never been in a manufacturing environment, and says, “You know what? Bay stations should be no more than 25 feet.” Why 25 feet? Why not 24.5 or 26? What makes 25 the magic number? Bottom line is it all comes down to your risk, doesn’t it?
If I’m a plant that has a landfill as a next-door neighbor or a cornfield 25 feet away from the outside of my building, that is probably not going to be an effective rodent-control program. You have to be able to prove these things, but you can have a voice in what the codes are as well. There are many manufacturers, some of whom may actually be repre-sented in this room, involved on these committees. Kraft is on the committee, ConAgra, Sara Lee, Tyson, Hormel. The list goes on and on, and you can be involved in that process, too, if you choose to be.
Ultimately, the goal is to reduce your duplication of effort and audit costs. Streamline it, and keep it simple. That is probably the best advice I can give you. When you have multiple versions of the same procedure, the likelihood of you failing to follow those procedures on a daily basis becomes higher and higher with every version that you put out there. The simpler you keep it, the more likely you are to have a sustainable system. Having your certification status listed on the SQF web site can also benefit you as well.
(Slide 9) For customers that are requesting or requiring GFSI compliance, they are also determining an X-date. They state, “I’m only going to be purchasing from a GFSI-certified sup-plier.” They are utilizing the SQF database to source for new vendors. When we teach this class to the retailers, we teach it not only to their quality departments, but we teach it to their purchasing and procurement departments as well, so when customers request that a facility becomes GFSI compliant, they know exactly what they’re asking. They know exactly what to expect when they get that information back to them.
Initially, the retailers that rolled this out included some of the ones that were listed here. Today, there are more than 180 retailers on that list, and you can find a complete list on the SQF web site. If you are having third-party audits for multiple customers, my suggestion to you would be, first of all look to see which ones are accepting any GFSI standard. I’m partial to SQF, if you haven’t figured that out yet. If they’re not on the list, give them a call to find out what their long-term intentions are because many of them are still a little skittish on whether this is going to be the magic bullet. I said the same thing when I was the QA manager in a plant.

Tuesday, March 8, 2011 REGULATIONS: SAFETY
www.asbe.orgJournal of American Baking PAGE 195PAGE 194
The best thing that I can tell you folks is that because this is a global standard, it is most likely the answer that we have been seeking for a very long time.
The new Modernization Act is going to require that a facility manufacturing human food for consumption in the United States will have to be audited and certified against a minimum global standard. It is also going to require that any producer intending to import into the United States is going to have to be audited and certified against a minimum global standard. So, it is going to impact your business in one way or another.
Now, I do have to turn the presentation over. Dominic is going to talk to you about his company and some of the things they learned from their implementation of SQF at their facility. I will stick around afterward, if you have more questions.
DOMINIC DEBLASIO: Thanks, Christina. (Slide 10) I have just this one slide to go over with you, and I’ll tell you from more of a practical perspective the approach we took. But before I do that, by a show of hands, can you guys tell me who is pursuing or looking at or actually involved in GFSI certification right now? Okay, so a fair amount of you. So a lot of the things I’m going to say to the folks that raised their hands.
To me, it all boils down to planning and getting prepared. Our site in Denver last year was our trial site, our pilot site so to speak, and we learned from that, of course. For SQF, there is mandatory training, and you have to have a SQF practi-tioner on site. That’s a given. But the way we approached that was to look at who, not only from an execution of SQF perspective, but also from an education and training perspec-tive, really needs to know this stuff. We talked about that, and it was a really quick answer. The leaders in the plant really need to know this stuff. One practitioner is not going to be enough. How do you actually implement this thing if you’ve got multiple people writing procedures? Let’s say as an example, you have sanitation manager who writes his SSOPs. Then you’ve got your quality manager who maybe writes a few procedures on pest control and incoming mate-rial testing. You also have operations people who are writing procedures on how to run equipment, breakdown equipment, start up equipment as well as prep for inspections.
We realized that if we had one practitioner, theoretically, all those procedures should be written by that one person. So again, think about the approach. Our approach cost us a little bit more money and a little bit more time, but from an education and training perspective, all the leaders of each department were trained on SQF and became, in essence,
practitioners. That was our approach.
The other thing that we picked up quickly was pretty funda-mental. You look at HACCP and you look at your HACCP certification. You look at the quality manager, who typically has the certificate or training. If you’re like me, I got trained back in 1986 by my company. So, if somebody asks me to-day to show them my certificate that qualifies me to be the HACCP coordinator of a site, well, I don’t have one. I was trained way back when, and that’s the same for a lot of us. I see a lot of smiles in the room. That’s just how we did it.
One of the approaches we took as we were doing SQF prac-titioner training was we took the option of making sure that our leaders, particularly the HACCP coordinators, received refresher training or advanced HACCP training and got certificates so that we could prove that the coordinators were actually trained and had proof of training. Of course, at that point, you would select your CB and get on with it.
The next step was readiness and readiness assessments, and there are a couple of different ways to approach that. One is to do self-assessments with your practitioner. He or she knows the code, so you do a self-assessment, and you verify and you see where your gaps are. There’ are going to be times when you are probably going to want an expert to come in and really dive into a gap analysis or a gap assessment. We have one going on right now in one of our sites where we did a pre-gap. So we did a self-assessment and got a good feel for where we were. We weren’t totally sure, so we went ahead and did a one-day, top-level, pre-gap. We looked at it in terms of what capital we needed to achieve SQF certifica-tion down the road. It involves a quick cursory look of your procedures and what might be needed beyond just what you know the gaps are.
Most companies jump right to the gap analysis after their self-assessment. To me, this step is the critical step for suc-cess on SQF. Your gap analysis and the time that you allow yourself to do the continuous improvement and corrections are really the keys in the focus of the program. So leave yourself enough time when you’re planning. Depending on the gap and the amount of resources you have, you really have to plan out what time is necessary to get those gaps closed out for your desk audit and your site assessment. So the critical step for me was to build enough time into our timeline to get those corrections done.
Finally, the easiest part I think, is really the event planning. Once you select your CB - with SQF I used the CB, and I found that some of them are six months out so you need to preplan - give him or her some timelines and some ranges on when you expect to be ready. You really want to prob-
ably pencil that in because if you don’t, and you wait until 30 to 60 to 90 days before, chances are there will not be any auditors available for you. With that, that was my piece of it.
Slide #1
Slide #3
Slide #2
Slide #4

Tuesday, March 8, 2011
Journal of American Baking PAGE 196
Slide #5 Slide #9
Slide #7 Slide #11
Slide #6 Slide #10
Slide #8

CLOSING SESSION
www.asbe.orgPAGE 197
ROWDY BRIXEY: Good morning. I can’t tell you how happy I am to be before you this Wednesday morning. Much happier than Monday. First, I’d like to thank Jeff Dearduff. The Breaking Bread song is a Johnny Cash song that Mr. Dearduff spent countless hours rewriting and playing the music. That’s him singing. So if you would, give it up for Mr. Dearduff.
It’s a tradition within my company to always try to open meetings and conference calls with some kind of safety tip or safety short. This is going to be my last one, so I ask you to hold your hands up like this, and I’m going to introduce you to the best piece of PPE, Personal Protection Equipment, that you could have. Turn them this way. Be thankful you have all your digits if you do. Close it down, and you’re pointing at the No. 1 tool responsible for your safety.
It has been a very fulfilling week for me as we continued our heritage of nourishing for generations. The entire program team, led by Paul Lattan, did a fabulous job fulfilling ASB’s mission to bring together individuals in the grain-based food industry for personal development, recognition, education, and leadership. Please give a round of applause to our staff and the entire program team.
Our industry never stands still. It’s always changing, and for those who change with it, there’s an opportunity to thrive. For those who stand still, well, sometimes they’re soon forgotten. Morton Sosland said it best when he referred to the value of knowing and understanding your customers’ needs. In today’s world, meeting your customers’ expecta-tions is a requirement for survival and for those who do it best, there’s growth.
Brand loyalty, just like conference attendance, is easily im-pacted by end user disappointment, and the penalties can be harsh and difficult to overcome. I believe this is the same in my business. My customer can be a bakery, where a project team works to build a new production line. It can be a plant engineer who expects PM’s to exist for new equipment upon installation, or even a preferred supplier agreement that must balance service and price.
This year, ASB invested heavily so that we, too, can un-derstand our industry’s needs, our members’ needs, and your needs. Never again will ASB see the range of 15-year
Morning Session
through 50-year members as high as they are today. The world is changing, and fewer and fewer people stay in the same place or even one industry for their entire career. So we must change. This year, we invested over $30,000 with Cy-press Research in an effort to understand our ever-changing demographics. This survey and study will be available for new growth strategies designed for tomorrow and beyond.
We recognized our opportunities and retooled our leadership team for the future. I take satisfaction in knowing that ASB’s new leadership team, led by Kent Van Amburg, will firmly position ASB for future growth. Our board is strong and our future chairmen are committed to this mission of nourishing for generations, the past, the present, and the future. I would also like to address the students with us today, or even those trying to find their niche within this industry. Find work that you can be passionate about, and you’ll find commitment for improvement. Find commitment for improvement, and you’ll find excellence. Find excellence in what you do, and you’ll have distinction.
This industry has been good to my father, me, and my son. We followed our passions. Thank you.
Rowdy Brixey

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 199PAGE 198
what it was other than the gas prices and the Open Saturday and Servers Needed signs, here’s the inside of it. That was actually being served at a convenience store at a full-service restaurant. Now, I’ll admit when we first walked in and my wife saw it, there were a whole set of combinations of four-letter words, and I thought, “Wow, I didn’t know you could group those together like that.” We sat down, and I said, “Look, the glow of the refrigerated beverages, that would be very romantic. Trust me; you’re going to love this.”
(Slide 4) As it turns out, this is a gentleman who just de-cided, “I’m going to do things differently.” A little bit of background on the Chef Point Café. About five years prior to this, he went to get a loan to open a restaurant. He had a very strong culinary background, and they looked at him and said, “Have you seen the results for what independent restaurant operators do and how hard it is to get a loan? Absolutely, you can’t have any money.” As he was walking out the door, they said, “But you know what, we’ll give you a loan for a gas station.” He thought for a minute, and said, “I can do that.” So he took the loan for the gas station and opened a fine dining restaurant on the other side. You can get the cinder block with the key to the bathroom on one side while you pay for your gas, and you can have that kind of a meal on the other side. I’d encourage you to check that out, the Chef Point Café online. They have their menu online. It really illustrates how the consumer mindset is changing.
We did some research, and we looked at how the consumer mindset was evolving as the recession took place. We found out that all of a sudden they said, “You know, I’m going to sort of open myself up to where I go get my foods, where I do things. I want to be able to consolidate things. I’ve got a lot of things going on.” At the same time, convenient stores in general started saying, “Hey, here’s an opportunity for us, because they’re coming in and they’re getting gas, and if we can get over some of those hurdles about perceptions around food, we have a real opportunity to start scoring some big points with food service.” In the convenience store segment, they make a lot of money off the food service side if they’re successful.
(Slides 5 and 6) With that in mind, these are the trends we’re going to take a look at today. They’re all going to be that same thing where you look at it, but I want you to look at it a little bit differently. We’ll start with the first one, beyond traditional restaurant brick-and-mortar. Take a look at this graphic. This actually sort of ties into that last couple slides we had. This is a frequency of food service-specific visits to convenience stores. Take a look at the ones that are once a week or less. It’s almost 50%. So you have a consumer that says, “I don’t mind doing things a little bit differently.” In fact, half of them, at least once a week or more, are going to go to
a C-store, specifically because they want to get some sort of food or beverage item. When we talked to them about the No. 1 reason why they didn’t go to a C-store, historically 15 years ago it would have been its cleanliness or the qual-ity of the food, things of that nature. Now it’s just because they are not really thinking about it. When you ask, “What do you think about the quality of the food at a convenient store?” about 65% will say, “You know what? It’s pretty good.” I guarantee you 15 years ago that number would have been a whole lot less. So you’re seeing the convenient store segment jumping on top of things trying to grab that customer away from the traditional restaurant brick-and-mortar.
There’s another segment that I really want you to be aware of here, with again that unconventional thinking. I’ve spent about the last three months traveling around the country, eating a ton, and visiting food trucks. For those of you that haven’t even thought about the potential to supply these people who have these food trucks or if you haven’t looked at what they’re putting on their menus and aren’t getting ideas from that, you really need to take a look at this segment. I used to work in warehouses in the mid-1970s to late-1970s, and they used to have what they called the “roach coaches” that would come by. It was probably some dude that was putting sandwiches together in the back bedroom while he was watching TV. They were kind of wrapped up, maybe, and they were lukewarm. Everything was lukewarm. It wasn’t necessarily a good scene, but if you were hungry, you ate it. That’s not the deal today.
You’ve got a couple different groups of people that are just fanatical about these food trucks. The flavor profiles and what they’re putting out is incredible. In fact, when I work with different concepts, in a lot of cases we’ll look at the menus from these different food trucks just to ideate, because they’re phenomenal around small plates. They do a lot of really wonderful things. Take a look at a couple of them here.
(Slide 7) This is a truck. It’s out in Orange County, just south of LA, and it’s called the Shrimp Pimp Truck. In this case, they have a shrimp bruschetta: sautéed shrimp with a Mediterranean tomato sauce served on toasted French bread and topped with feta cheese and basil. It probably runs you about $4.99. It’s just phenomenal. Again, I’ve eaten at about 100 of these different trucks in three months. I’m just like the little blueberry girl in the Willie Wonka movie at this point. I’m just expanding daily.
(Slide 8) Another one, and this is a great example. When you think about these food trucks, they are hitting every day parts. That last one was basically lunch and dinner. This truck is called Buttermilk. It was out in the LA area as well. It is open for breakfast and for late night. Red velvet and
KEVIN HIGER: Hi, everybody. I have to tell you, when I walked in this morning, I was coming over from Toronto. I actually live in Dallas, where Brinker is located, but I flew up to Toronto to do something, and I flew in last night from Toronto. When I booked the hotel for this conference - I’m a Starwood person and there is a Four Points one block down - I thought, “This is no problem. I’ll book it there; I’ve got a 10-second walk. The morning air will be invigorating; this will be great.” I got up this morning, and it was pouring down rain. So I waited and I waited, and finally, I thought, “Okay, I’ve got to make my move.” I’ve got a duffle bag sitting over there. I came over in other clothes; I’ve got a hoodie on and everything. I get upstairs, and Mark is sitting there, and I know he’s going, “Oh great. We’re going to give the podium to this guy for forty minutes, he looks wonderful.” I went into the bathroom, toweled off, and changed clothes, so I am ready to go now.
I had no idea when I heard some of the information here just a couple of minutes ago what that message was going to be, but it just ties in perfectly. One of the things I will tell you now, and you’ll figure this out in about thirty more seconds, is that I am a real food service geek. I’ve been around it for 20 years. I was actually an engineer prior to that, but once I hit food service I found that the people were addicting and the industry is addicting. I’ve wanted to be there ever since.
If you look back to the mid-1990s, somebody at Brinker International would have said, “Look, we need to do some sort of a strategic planning session. Let’s put together who our consumer is, our competitor, those sorts of things.” If you did it that year and a couple years later, you didn’t really notice a whole lot changing from the consumer’s prospective. You had the baby boomer, this great big 500-pound gorilla, and there it went for a while. Now, even though it’s chal-lenging, it’s a very exciting time to be a food service geek, because everything’s changing, and they’re not going back to the way they were. You have this whole group of millen-nials that are coming through. I have a daughter who falls in that category. They’re huge. They’re numbers are massive, and they’ve got a different way of doing things. Take what’s happened with the economy. That’s having lasting changes on the way people react and the way they behave. So you’re going to see a totally different environment moving forward, and that’s really what this presentation is about.
We’re going to take a look, for the next 35 minutes or so, at how everything is changing. You may look at the same scenario, but you’re just reacting to it differently; you’re putting together different types of strategic direction. Hope-fully by the time we’re done, you’ll say, “Yeah, I’ve seen that before, but here’s a totally different, sort of tactical way to approach it.”
(Slide 2) I’m going to set you up with the first item here. Take a look at this. This is some bread pudding. About four months ago I took my wife out to eat, and it’s important that you remember that I took my wife out to eat. Saturday evening, I’m going to be that kind of guy and take her out for a nice dinner, and this is what we had for dessert. It’s got a nice cognac sauce that goes with it. It was just wonderful.
(Slide 3) Now, I want to show you the next picture, and I want to see if anything is interesting to you about this. This is at Chef Point Café. This is where we ate at that night we had the bread pudding. If you have any doubts as to exactly
Kevin Higer is the director of research and consulting services for Technomic, Inc. He is responsible for various consulting and research assignments for food and equipment manufacturers, trade associations, restaurant operators, and other suppliers to the food service industry. Kevin is a frequent speaker at various manufacturer and operator events. Prior to joining Technomic in 2006, Kevin was with Brinker International for 13 years, most recently as corporate external strategist.
By Kevin HigerTechnomic
Trends in the Food Service Industry

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 201PAGE 200
lemon ricotta pancakes. It’s a signature dish for them there.
One more example here, and this time we’re going to profile the cupcake. This comes with a disclaimer on the cupcake. I’m not advocating additional cupcake concepts. I think we’re getting to the point where we’re just about to hit the wall, where there’s going to be a weeding out of sorts. You’re probably getting to where there is about all the cupcake-specific concepts you could possibly have. However, if you do it and you do it well, and you’re recognized for doing it well, then there’s a lot of opportunity around these sorts of things, provided you’re at the right price point.
(Slide 13) Now, this is a place called Retro Bakery. It’s in Las Vegas as well, and the thing that makes them different is that they have this very addictive butter cream. It really is their signature item, and everything revolves around that. So it’s not necessarily just the flavor; it might be the layering or it might be the different textures of the item. They’re putting all these things together here, and what a great concept. It’s just called Milk and Cookies. They’re taking their chocolate chip cake, topping it with a vanilla butter cream, and putting this very addictive chocolate chip cookie on top. It really is a unique look at what they’re doing with the cupcake.
(Slides 14 and 15) From the opportunity prospective, when you think about an opportunity flavor profile such as the salted caramel, you’re seeing that. That’s gaining more and more relevance as you go along. Here you’ve got that, and again, they go with the multiple flavor profiles. It has a chocolate-covered pretzel on top. Again, it’s a different look at how to do that. Finally, we have the ready-for-trial maple bacon cupcake. In this case, bacon is incorporated not only on the top, but actually inside the cupcake as well.
Something that I’m seeing moving forward it that people want to go out and eat. People like restaurants. All the survey data that we do, people say, “I really like to go to restaurants, but you have to give me a reason to go, and you have to be able to provide something that I can’t make at home. And if possible, make it very indulgent where I’m being satisfied in my whole emotional soul.” Bacon does that. Bacon is very savory. People love bacon. When I was in Toronto, one of the biggest items there was the bacon-wrapped hotdog. I was beating the dude’s between 18 and 35 off trying to get as many of the free bacon-wrapped hotdog samples as I possibly could. Moving forward, you’re going to see people incorporating bacon into things. In fact, I’ve actually seen many cases now where people are cooking bacon, full strips into waffles, and it’s pretty darn good.
(Slide 16) Number three, the artisan appeal. This is not me just gratuitously kissing up to the crowd right here, but
you guys have literally become, or are becoming rock stars, amongst the general public. I don’t just say that because I’m hoping for cheap applause at the end of the presentation here. It’s amazing. Five, six, seven years ago, if my daughter, who is in college now, would have uttered the word fondant, I’d have thought, “Okay, you picked up a bad word some-where at school, and there’s going to be problems for that.” She would have had no idea. Now, she watches the Food Channel, and she sees these things on TV. People are really beginning to appreciate all the work that goes into prepar-ing whatever kind of item. So when you talk about artisan appeal, that’s becoming a very powerful draw for people moving forward as far as the different items they purchase.
We asked people how appealing is flavor imparted by - and we have all these different things that we could possibly put flavor in - a variety of different dishes. No. 1, that’s no shocker, you’d expect that: A combination of ingredients, seasoning sauces, and all the things that go into it. But the second most popular thing people said was, “If I just want dynamite flavor in something, it’s the preparation style.” So people are saying, “I know that, depending on how you do it, that could make this thing taste really awesome.” That sort of leads itself to, “Okay, well, what can we do then so that people are aware that we have this skill set?” Again, this is something that they probably can’t do at home, or if they attempt it, they aren’t going to do it very successfully.
Five years ago, if we were doing something on preparation technique, I would have said, “Preparation technique. Be aware of it and move on.” Now it has become much more sophisticated. You can actually break the preparation tech-nique, the artisan appeal, down to what I call the three E’s. You do this if you work for a consulting group, and I mock them because I was on the operator side for years and years. It’s all about just having some new slogan, some new way of saying the same thing. Now we’re all walking away with, “I’m going to introduce the three E’s.” This is huge. This is big news here. This is consulting speak right here.
(Slide 17) The first one is Equipment. In this case it’s An-thony’s Coal Fired Pizza, and they actually have this coal-fired oven, so if you look at the crust on the pizza there, it almost looks burned, but it’s not. It’s crisp, light, and thin, and the ingredients retain a ton of moisture. It’s a really ad-dictive pizza, but again, most folks are not going to have a coal-fired oven in their house. In fact, I will tell you that one of the food trucks I visited actually had a wood-burning oven in the trailer. When you bought the Italian sandwiches, they actually finished them off in their wood-burning oven. That’s the only time I’ve seen a wood-burning oven in a food trailer. It’s very strong from a preparation and appreciation prospective.
chocolate chip pancakes, sort of silver dollar size. I’ve got my favorite pancake place that I go to when I’m home in Dallas, and this gentleman always picks my brain for what I’ve seen for the breakfast day part. He was fascinated by this whole set up. This whole thing here cost about $3.50, and it’s wonderful.
So again, think about where you can look for future business. Historically, the traditional brick-and-mortar businesses have been real resistant to have these trucks park out in front of them because they take business away. But it’s all about dol-lars and cents, and these city councils, these municipalities, they’re finding out people like these. They go to them, and this is sales revenue. These are tax dollars, and so you’re see-ing that things are getting more favorable for allowing these food trucks. It’s certainly something to think about, both for ideation and for potentially moving your business forward.
(Slide 9) Second trend: flavor fascination. If you think about all three of the picture-related slides we looked at prior to this, we had the red velvet pancakes, the shrimp bruschetta, and the banana pudding. The one constant that ran through all of those, and that will run through the rest of the slides, is this idea about flavor. Moving forward, we’re really see-ing the consumer gravitate to three different types of flavor, and depending on your concept and who your customer is, you’ll use some sort of portfolio that includes these three types of flavor.
We asked consumers about their attitudes about flavors, and we then lumped them into three categories. You have the everyday flavors. That’s going to be flavors that have been around forever: barbeque sauce, ketchup, the things that people love. They’ve loved these flavors for years, and they’re going to continue to love them. In a lot of cases, you want to make sure you have those sorts of flavor profiles available, whatever those may be, specific to your particular item.
Then we have the opportunity flavors. In a lot of cases, those are going to be flavors that you’re going to see show up in regional concepts. So when I’m in Toronto, I may have a dish called Poutine, which is French fries with gravy and cheese curds and other assorted goodies on top of it. It doesn’t neces-sarily sound real appealing here, but it’s a favorite up there. You’ll find flavors in North Carolina, Toronto, Chicago or Dallas, and they’re just sort of specific to those areas. But if they catch on, they can go beyond that tipping point and become popular on a national scale.
Then you have ready-for-trial flavors. That’s going to be the independents, the ones who were real creative in saying, “Let’s put these flavors out there as sort of a daily special, and we’ll see how the consumer reacts.” Again, if you’re a
food service geek like me, you’re constantly stalking these guys and watching them and lurking and saying, “Okay, that looks pretty interesting,” and then you start talking to the operators. They may put it on the menu, and then maybe it moves up and finds its way to everyday. So again, think in terms of all three of those levels of flavors and think about what you may want to do as an operator, if you’re an opera-tor, or if you’re a supplier if you’re a supplier. Let me give you some examples here.
(Slide 10) The first one is the pancake. Take a look at that, because that is to scale. It’s no tricky photography. See if there’s anything interesting about that actual pancake. It wasn’t me getting down underneath the table and shooting it up or anything. That’s the actual size of that pancake, and I took it relative to the coffee. I’ll give you an idea: it’s about the size of a hubcap. It’s actually a place in Lewisville, Texas. It’s a favorite amongst the Dallas Cowboys. You will find a lot of them in there eating from time to time, but it gives a great example from just the everyday sort of flavor profile of the pancake. There’s nothing tricky about it, but I have to tell you that with all the ingredients in it it’s solid. It has a very addictive, comfort food sort of profile. Sometimes they say simple is better, and that’s certainly the case with this everyday flavor profile.
(Slide 11) This is a place called Hash House of Go Go in Las Vegas. How many have you been there? It was actually on Man vs. Food at one point in time. They are known for taking traditional comfort foods and giving them a little bit of an edge. When we think about the opportunity flavor profiles, we’ve taken a traditional item and incorporated ingredients that people are probably kind of familiar with, but haven’t necessarily put with this particular item. So in this case this is the traditional flapjack, but it’s made with Snickers inside of it, and it’s really good. If you look at some of the other flavors, you’ll recognize these flavors. You wouldn’t neces-sarily have put them with pancakes, but again, it’s a different way of looking at things. It is very unique. If you’re somebody who enjoys a tricked-up food profile, it’s a great place to go. They have a unique spin on things.
(Slide 12) Then you have the ready-for-trial. This is Hell’s Kitchen in Minneapolis, and I love their slogan, Welcome To Hell. That’s what they tell you when you walk into the res-taurant. Now we’re getting into something that you probably haven’t associated with as the average consumer, with the flavor profile, for a pancake. This is a lemon ricotta pancake. Now we’ve gone to that third level, and you’ve got it with grated lemon zest and whole milk ricotta cheese. The day that I was there, it wasn’t even a busy day. It was a week day. People were lined up to get this item. It was phenomenal, this sort of frenzy around wanting to get a hold of these

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 203PAGE 202
controlling what that flavor profile is. But in a lot of cases, it’s whatever that sauce, that syrup, whatever it is that can really take that waffle from a classic to a contemporary interpretation. People are serving more and more waffle dishes, and I will tell you that waffles, pancakes, and crepes are really gaining in popularity right now. I’m really seeing an upswing on those things. One of the things I’m seeing in conjunction with that is, rather than give you the syrup and let you take control over how intense the flavor is, they’re actually putting that on it before.
How many have you had a chance to get over to Heaven on Seven here in Chicago? A couple of you. I love what they do. In fact, I started to go there last night, and I walked upstairs after I got in town and evidently Mardi Gras was last night? Because there were bodies flying everywhere over there last night, so I ended up going somewhere else. It tells you I’m getting old. I just could not fight through that last night, and I certainly wasn’t going to take my shirt off for a set of beads, because I have matured beyond that.
(Slide 26) This is one of their classic appetizers. It’s just your standard cornbread muffin, or you can get it with bits of jalapeno in it. (Slide 27) They also serve, which is sort of a contemporary interpretation of it, again, thinking about things a little bit differently, these bayou jalapeno corn blasters. They took that traditional corn bread, deep fried it, and added a spicy sauce. Now it has a totally different interpretation.
A few years ago you started seeing the resurgence of the classic drinks, the classic martinis, all those classic bever-ages. All of a sudden the millennials started saying, “You know, it’s kind of hip to have these same drinks that people liked 20, 30, 40, and 50 years ago.” Well, I’m starting to see the same thing from a bakery perspective more and more, whereas four or five years ago, as I traveled around, the sticky bun wasn’t necessarily front and center. You’re seeing more and more interpretations of that, both from a classical and contemporary perspective.
(Slide 28) This place is called A & J King’s Bakery in Salem, Massachusetts, and this is really the classic interpretation. As a matter of fact, I gave you a shot of the inside of the store there. If I had to visualize in my mind what the old style bakery would look like, it’s just like this place.
(Slide 29) This is actually a concept in the CityCenter in Las Vegas. They’re much more contemporary. It’s sleek; you got the classic, metal lines on everything. It’s a much more contemporary version of that same sticky bun, but I would say that for a lot of the different pastries, people are once again gravitating to, from a small-indulgence perspective,
those classic pastries. Again, it’s the things they can’t make at home. In some cases, depending on where you are in the setting, perhaps even a contemporary version of these things.
(Slide 30) Fifth, the ethnic extrapolation. Another way to really impart flavor and deliver that to the consumer is to draw on the inspiration of different ethnic groups and the different types of foods they would eat. We asked folks, “Are you willing to spend more on a meal featuring new and unique flavors?” The one take away I would have from this slide is look at the 45 to 54 and the 55+ group. The stereotype is that as folks get older they get set in their ways, and they don’t want the exciting new flavor profiles. We’re seeing more and more of this. They are saying, “This is a safe adventure for us. Give me a little bit more flavor in some cases; I’m interested in this.” You don’t want to give up on that baby boomer when it comes to some of these new flavor profiles.
(Slide 31) A couple different examples of this from the limited service perspective. Another concept in Chicago, and I try to put a couple of these in there in case you get a chance to pop by. Has anybody here been to Wow Bao while they’ve been in town? It’s a great example of sort of that ethnic interpretation. These are, for lack of a better word, sort of like a dumpling, a bun. It’s a sticky dough, and you can add different types of filling, whether it’s a curry or a barbeque chicken or a pork or something of that manner.
(Slide 32). They also have it in the full service perspective. This is a concept called Fatty Q. It’s in Brooklyn, New York. I’m a huge barbeque freak, so wherever I go, whether it’s St. Louis, Kansas City, North Carolina, Texas, I eat barbeque. In this case I was trying the New York version of barbeque. I just got through trying the Toronto version of barbeque. This is their interpretation of it. They wanted to put sort of an Asian ethnic spin on it. Traditionally, you might have barbeque and the Texas toast, or perhaps a biscuit, a roll, something of that nature. Again, they’re using the bao. They’re using that source. Think in terms of the different types of bread you have and how you can use them to influence the profile of the dish. How can it compliment where you are trying to go with how you are setting up this dish?
(Slide 33) Portion prowess. If you look at this slide, in the 20 years that I’ve been looking at different types of consumer research data, this, to me, was the most fascinating slide I’ve ever seen. I’m setting this up for something big here because it told me something that I really hadn’t observed before. But once I saw it, I thought, “I do this, and I don’t even realize it.”
We asked consumers in 2007 and 2010 how much they were willing to pay for a snack item that was not considered a full
(Slide 18) The second one is Employee. In this case, that would be in sight. I was over in Paris, and I was checking out a bunch of different food profiles and concepts and things like that. They have a number of different independent cre-peries, and I have to tell you, it’s amazing to watch. There’s a gentleman standing outside his little shop there, and inside, I was creeping him out, taking all sorts of photos as he made my crepe for me. But there’s a real strong appreciation for that because I can’t do that at home. What he did in two minutes was something that I’m probably not going to at-tempt on my stove.
(Slide 19) There’s also what the employee does that is out of sight. My wife hates this, but every time we go to a restaurant that serves cannoli, the first question I ask if I’m thinking about getting that as a dessert is, “When are you going to prepare that? Are you stuffing that now, or did you do this three hours ago where it’s going to be kind of soggy, and it has lost the will to live? I’m not interested if you did this four hours ago.” I want you to be putting everything inside of it right now when I order it. There’s that appreciation for what that employee’s doing, but I can’t necessarily see him doing it. But if they bring it out here, I can tell when I eat it if you did it earlier, and if you’re pulling my leg. I’m not eating it, and you’re not my friend any more.
(Slide 20) The third one is the Eye. This is a little bit dark. This is Season’s 52. They’re located in a lot of places. This one was at the Orlando unit. People eat with all of their senses, and so even visually, that’s part of that whole dining experience. I love the way they took a flatbread here, and they basically put it in the cone, and it sort of comes up, it’s 3D, you can see it. There are a lot of places that sell flat bread, but in this particular case, it just sort of comes off the plate, it explodes, and it’s really taking something. You’ll visually remember this. I’ve eaten a lot of flatbread in a lot of places, but this is the one I remember, and it’s because of the way they presented it.
(Slide 21) To me, this is the ultimate end to the thinking man’s visual prep for an appetizer, and it’s called the Three Little Pigs. It’s from a place called Whiskey Cake in Frisco, Texas. Again, there are a lot of places that serve sliders, and there are a lot of places where they’re really trying to showcase the buns for those sliders. In this case, they serve it on a brick. Here’s the thinking part of it. I am not smart enough to have picked this up, but my wife did. If you look at it, think of the story of the three little pigs. There’s the brick on the bottom, there’s sort of the straw, French onion strings, and there’s the wood sticks that are going through it. You have all three of those building elements from the three little pigs. They engaged the whole sense of it. I didn’t pick that up, but she did. I went, “Wow, it’s amazing you’re that
smart and you still married me, especially after the whole C-store trick.”
(Slide 22) The final one here; I love this one. This is a place called Kenny’s Wood Fired Grill. It’s in Addison, Texas. It’s a chocolate cigar. Think of a very high profile hotel or something where smoking would have been allowed 20 years ago. I remember at my grandmother’s house she had those glass receptacles for the ash trays for the cigars, the cigarettes and things. This place has one of those. In this case, they took this chocolate ganache and enclosed it in a shell so it’s in the shape of a cigar. Then, they took cocoa powder and things like that and dusted the end of it. They’ve got a caramel sauce, and they serve it with a vanilla bean ice cream. That’s a dessert. It looks like one of the cigars that you would have seen from 15 or 20 years ago. Again, it has very strong eye appeal. It’s my daughter’s favorite, and she really doesn’t even eat it. She likes to see the way it looks when they bring it out.
(Slide 23) Number four: Back to our roots. I want to use this slide here to kind of show you were I’m going with this. We asked consumers to indicate their agreement or disagree-ment with the following. These are people who agreed or completely agreed with “I’m more interested in trying new flavors than I was a year ago,” and “I’m ordering foods that feature more traditional familiar flavors.” You really see a combination of both. So when you think about comfort foods, think in terms of two different types of audiences. They may even overlap and go from one to the other. They want traditional interpretations of things, and they also would like to have more contemporary interpretations of things, going both ways.
(Slide 24) Let’s give you a classic interpretation. This is my favorite restaurant bar in Toronto. It’s called Fran’s. It’s the classic interpretation of the waffle, and I intentionally use the Toronto concept here because I also want you to keep in mind that when you think about comfort foods, it has a different definition depending on who you are and where you grew up. Keep that in mind, and you can draw a lot of inspiration to what might be classic in Toronto, the whole idea of having a waffle with ice cream on it. It’s very tradi-tional in Canada; a little bit less traditional here. It would be a bit more of a contemporary interpretation here.
(Slide 25) Now, let’s take that waffle and give it sort of a contemporary spin. Hell’s Kitchen in New York. In this case, they have a buttermilk chicken and chive waffle, and the thing that really starts making this contemporary is the black pepper and maple syrup reduction goes with it. That really takes your classic waffle dish to a contemporary level, and that’s already on it before you ever get it. They’re

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 205PAGE 204
(Slide 38) Great example here. This is a place called Janos. It’s in Tucson, Arizona, and we’re going to see a slide in just a second, but in this particular case, a lot of times people aren’t necessarily drawn to a restaurant just because of the free bread they might get before the meal starts. Take a look at this one. This is actually a toasted local pumpkin seed crisp, and it was just amazing. They have local pumpkins that grow there in the Tucson area, and they actually make this crisp. It’s free before the meal, and it really is a draw. It was very addictive to the point where I was actually asking for more as the meal went along, because it was a wonderful dish.
(Slide 39) Number eight. This is my little play on words here, and I was very proud of this. My wife asked me not to use this, but I said, “This is clever; they’ll like this.” The Supporting Roll, and R O L L instead of R O L E. There’s pretty much silence, so she was right, I probably shouldn’t have used that. This is the slide that I was talking about. Least important dinner destination considerations. We asked people what drives them most to a restaurant. Down at the bottom is availability of free bread with meals. I’m think-ing. “That’s wrong, especially if you’re in the industry that you’re in.” The bread’s a toss away. Concepts are saying, “I can really differentiate. If no one’s going to be getting any credit for this, all of a sudden I’m the place to go because that is something awesome.” Talk about a value proposition. The customer is getting it for free, from their perspective, before that meal ever starts, and I want to give you a couple great examples here.
(Slide 40) How many of you have been to Stroud’s in Kansas City? Wonderful pan fried chicken. In fact, sometimes I’ll talk about this concept just for the preparation technique, the pan fried chicken. But there are just as many people who go because they have the most awesome cinnamon rolls that go with the meal, and that’s a great picture of them right there.
(Slide 41) Another place, Barbec’s in Dallas. They are known for their beer biscuits. In fact, I took my dad there. He fancies himself the true aficionado of all things biscuits and gravy. I took him there. They rolled these things out, and they gave him his biscuits and gravy. I asked him what he thought and he said, “Not the best I’ve ever had.” I said, “Okay, dad. Really? Are you going to go there with this?” And he said, “The problem is the biscuits are so good that it overshadows the gravy, and I just can’t have a biscuit that’s that good tasting.” I’m said, “What a cheap answer, Dad. I’m so disappointed in you as a father right now.”
(Slide 42) Finally, the back story. We’ve got a couple different categories here. The first one is celebrity farmers. When you think about the back story, with people watching all these food channels, they love everything that goes along with the
food that they’re eating. It might have started off with the celebrity or the celebrity concept restaurants. Then it was celebrity chefs, and then the celebrity chefs started pulling the celebrity farmers into the picture. We asked people what makes them more willing to purchase and pay more. On one side, you’ve got Slightly More For, up to a 5% increase in what they’ll pay. Above that is Significantly More For, but you’re seeing 30% to 35% if they see that is sustainable, a local source, and fair trade.
(Slide 43) This is a concept called XOCO. It’s here in Chi-cago, and when you walk in, it’s like the old Burma Shave commercials where, if you look, you can see where the food comes from. It talks about all the different sources, locally in most cases, where they’re getting this food. In this case, the Klug Farm, blueberry and cream cheese tart with lime and tequila. As you’re walking through before you order, you can actually see where some of the ingredients for the foods that you’re going to purchase have come from.
(Slide 44) Hannah’s Bretzel is here in Chicago as well. In this case, it’s served on an organic baguette. If you look at the concept when you go in, everything they do is socially responsible, fair trade, organic, and those sorts of things.
(Slide 45) Finally, quality of life. An amazing thing here. We asked people the importance of food factors when selecting a restaurant. They responded to two categories: Menu items can be altered to accommodate allergies and gluten-free items on the menu. There’s that 25% to 50% where quality of life and the ability to accommodate nutritional needs are very important to people. I was working with this concept out in Boston, Burton’s (Slide 46). It’s a wonderful little concept on the East Coast if you get a chance to eat there. Phenomenal food profiles.
It’s amazing with the advent of Yelp. Before I work with a concept, I will go to Yelp just to see what consumers are say-ing about it, both good and bad. Take it with a grain of salt to some degree. You can go out there and Yelp these guys.
(Slide 47) A final thought to wrap up. This is just the moral of the story. We asked people, “If you try and like a new flavor on a menu item in a restaurant, how likely would you be to return to the same restaurant and order the same menu item? Try the new flavors at the restaurant? Return and get something different?” The moral of the story here is people expect flavor if you deliver it. They’re not only going to be happy with it, but more importantly, they’re going to come back again, and you’ll get the repeat business, which ultimately is what it’s all about, the happy repeat customer.
So with that, my time has ended. I have the red flashing light,
meal. So, less than $2 or $2 to $3. Think about 2010 and what was going on. We did this earlier in the year. Folks are saying, “You know what? It’s going down, and that sort of intuitively makes sense. Times are tough, and I’m not will-ing to spend that much. Here’s a snack item; I’m being more frugal.” Then look at the $3 to more than $5 segment. Think about what’s going on economically, and yet you had more people say, “I’m willing to pay more.” I’m thinking, “There’s got to be a problem with it. It makes no sense at all. Times are tough. What’s going on?” Then it just so happened that my wife and I go to Cheesecake Factory to eat a couple years ago. We sit in the bar, and we order off their small-plate bar menu. Instead of each of us getting an entrée for $18 to $22, we each order one of these $4 small plates. We each get a beverage, and for $14 for both of us, we’re out of there.
What people are doing, in some cases, is they’re saying, “These small plates have these wicked flavor profiles, so even though I’m not considering it dinner, I’m willing to pay $5 or $6 for it. I’m going to have this, and in essence, that’s going to be my dinner, even though I’m still going to call it a snack.” At Chili’s years ago, if we would have spotted this kind of consumer behavior, we would have done whatever. You’re screwing up our per person average; you’re screwing up my check average. I have to do something to dissuade this sort of behavior; this is bad behavior if you’re an operator. Dropping check average is a bad thing.
What we’re finding out now is that you really need to em-brace this new mindset of the consumer. If they’re going to use your concept, this is how they’re going to do it. They want to go out and eat, and they want to have those flavor profiles they can’t make at home. But, they’re going to do it on their terms. You can either work with them on their terms or you cannot, and they’ll go somewhere else that does work with them.
(Slide 34) A couple of examples here. True snack. Once again here’s a disclaimer. In all the times I’ve used this slide, and I have used this slide for years and years and years, there’s only been once case where someone in the crowd has been to this little bitty C-store, a hole in the wall place off I-35. Usually it has this fanatical following, so I’ll throw it out there. Who has been to the Czech Stop in West Texas? Anyone? The streak continues. Phenomenal. This is a concept called the Czech Stop. It’s a C-store in the town of West Texas. This is a kolache. It’s less than $2. For those of you that don’t know what a kolache is, it’s this really addictive yeast roll that you can put every type of topping you can imagine on it. They put cream cheese in it, and when you get back on the road and you’re heading on down to Austin from Dallas, it gives you this wonderful sugar rush that will carry you through for the other hour and a half to get you from West Texas. It
falls into the range of about 90 cents. It’s a true snack.
(Slide 35) At the same time, this falls into that second cat-egory where people say, “I’m going to pay $5 or $6, but this is going to be my dinner, and my check averages a lot less.” This is Todd English’s Pub, a public urban bar. In this case, it’s a toasted soft pretzel. It comes with English’s own mustard that he makes. When I was in Las Vegas, the same time I was taking those pictures of those different sticky buns, this was my dinner one night. I didn’t expect it to be my dinner. I got in there, ordered it, and thought, “You know, this is pretty nice. We’ll just keep it with this. I’ll have a beer, and we’ll call it a night.” It’s a great example small portions being used as a snack and also as a dinner.
(Slide 36) One last thing on the portion prowess. That is my daughter. My shtick, if you want to say, much like Carol Bur-nett, is that in every presentation I do, she will show up some-where. Sometimes it may be the back of her foot, it might be a knee, it might be an elbow. She’s not at all happy with this picture because she’s front and center with a really bad look on her face. That is a donut from Round Rock, Texas. They actually take a five-gallon drum, and that’s the outside size of one of those donuts. So when you think in terms of portion prowess - we’ve talked about little things - but also keep in mind that in certain social situations, we’re seeing where it might be one big thing that is set up for 50 people to share. We were doing a wing analysis, and shockingly, a lot of her buddies from the University of Oklahoma were more than willing to come with her geeky dad and check out wings all across College Station, Houston, Austin, and San Antonio. It’s amazing how popular you become when you’re offering lots of free food over a couple days.
(Slide 37) Seventh one, the home town hero. We’re seeing more and more people gravitate towards local. I’m going to make the disclaimer here that while organic is still going to continue to have its place in the world, we’re seeing more and more people gravitate a little bit more towards this idea of local. So not that organic is going away, but if you ask people in this room for their definition of organic, you’re probably going to get a lot of different answers. If you say, “Tell me about local,” people can really get their heads around the whole idea of local a little bit more. So organic will still be there, but there’s a very strong pull towards local, that home town pride, and the idea that it’s probably going to be fresh.
Those sorts of things, that halo effect that goes around it. When we asked different types of colleges and universities, businesses and industries, hotels and lodging restaurants, what they’re going to be using more the next 12 months, you still see very strong for organic, but even more so from a local prospective.
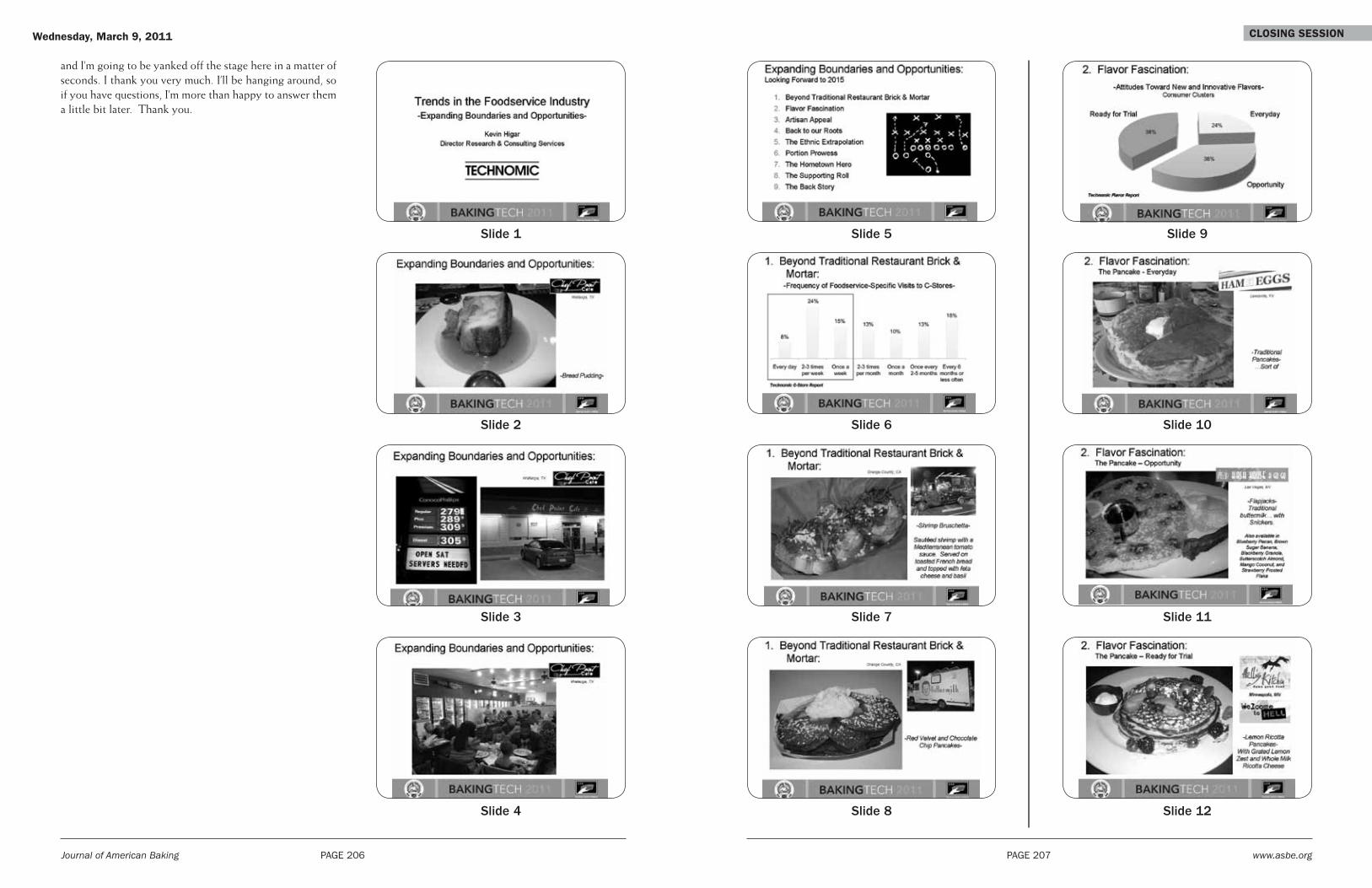
Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 207PAGE 206
Slide 5 Slide 9
Slide 6 Slide 10
Slide 7 Slide 11
Slide 8 Slide 12
and I’m going to be yanked off the stage here in a matter of seconds. I thank you very much. I’ll be hanging around, so if you have questions, I’m more than happy to answer them a little bit later. Thank you.
Slide 1
Slide 2
Slide 3
Slide 4

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 209PAGE 208
Slide 21 Slide 25
Slide 22 Slide 26
Slide 23 Slide 27
Slide 24 Slide 28
Slide 13 Slide 17
Slide 14 Slide 18
Slide 15 Slide 19
Slide 16 Slide 20

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 211PAGE 210
Slide 37 Slide 41
Slide 38 Slide 42
Slide 39 Slide 43
Slide 40 Slide 44
Slide 29 Slide 33
Slide 30 Slide 34
Slide 31 Slide 35
Slide 32 Slide 36

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 213PAGE 212
J. Ramón Rivera-Cota is senior vice-president of operations for Bimbo Bakeries USA. Rivera-Cota started in Grupo Bimbo in 1981 as a manufacturing trainee. Since then, he has been responsible for different positions in manufacturing, engineering and supply chain. Today, Rivera-Cota is responsible for BBU production facilities and cost reduction and simplification initiatives for Grupo Bimbo. He also participates in the executive committee of Grupo Bimbo. Rivera-Cota holds an MBA from ITAM and Arizona State University and graduated in chemical engineering from Mexico’s National University (UNAM).
By Ramon RiveraBimbo Bakeries USA
RAMON RIVERA: Buenos Dias. If I had my presentation in Spanish, it will take about two hours, so I think in English is going to be very good, because everybody has, I think, early flights. I appreciate the opportunity to be here and to be invited by ASB to participate in this reunion. My first at-tendance to this meeting was somewhere in the early 1990s, and while I was watching the presentations, I was thinking, “Someday I will be there and present.” Today, I am really proud to share with you the company, what Bimbo is, and how I spent my last 29 years in the company.
(Slides 2 and 3) I would like to start by sharing with you some of the information from the company. The company started operations in Mexico City in 1945. So, we have been 65 years in the business out of 5,000 years of the bread history of the world. It’s a small amount of time regarding the bread itself, but for our company it has been 65 years of continuous challenges. We started back in 1945 in De-cember with only ten trucks delivering the product. That is the picture of the first plant that started operations out in Mexico City. At that time it was in the outside part of Mexico City. Today it’s located basically in the center of Mexico City, and it still operates.
(Slide 4) From the very beginning, back in 1945, the objec-tive of the company was to produce real good and quality bread. We started producing fresh bread for the Mexican markets, and we really had the objective of producing that with very clean facilities, with the greatest quality, with per-fection, and with the intention to nourish all of the Mexican consumers. That was part of the beginning back in 1945, and it the same today.
(Slides 5 through 7) We have some milestones from the history of the company. I came into the company in 1981. At that time, we had only 11 production facilities. We have been growing. We started to grow outside Mexico back in 1990 with the operations in Guatemala, in the City of Guatemala. We continued growing throughout the world, and today we have operations in 17 different countries. We operate basically in almost all the countries in Latin America, the United States, and we have an operation in China. We have about 108,000 employees that participate in the suc-cess of the company.
(Slide 8) As an organization, we have six different opera-tion units. We have three operation units in Mexico, one for bread, one for salted snacks, and of course, the baking operation. We have also the unit that is responsible for the operations in Central America, with responsibility from Guatemala to Columbia, and another operation unit that is based in Buenos Aires, Argentina, which is responsible for all the operations in the rest of the countries in South America. We have of course, an operation unit in the U.S. It is BBU, Bimbo Bakeries USA, which is responsible for the operations in the U.S., and also a small operation in China. We have two plants in China today, and we have been growing in that market, but we consolidated the results of that in the Mexico operation unit for bread. So that is Grupo Bimbo
Grupo Bimbo:Past, Present, and Future
Slide 45
Slide 46
Slide 47
Slide 48

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 215PAGE 214
We also have to find a balance between being highly produc-tive and a deeply humane company. Those are the general parts of the mission. There are plenty of initiatives that are associated with each one of these different paths.
(Slides 21 and 22) We cannot accomplish the mission if we are not strongly supported in values. So we have structured values. Our values has been in the company for many years. This part of the presentation is not new. We have been working with this for many years, and while everything is important here, we center all the values in the person. We see our assets here as the most important part of the company. We understand and we are committed to having a very good group of co-workers, associates, and members of the technical committee working very closely to produce results and to serve our customers.
We tend to provide an atmosphere that promotes the team-work. Everybody can help with something new to solve a problem or to bring a new innovative idea, so teamwork is the key, and building that network of relationships between all the employees, I think, is what is going to take us to the results. Also trust. We have to trust each other. It’s impos-sible to have teamwork without the trust, so we think and we promote integrity as a part of our life. We also want to have a very passionate group working together to improve the operations and to bring new ideas. Passion is an impor-tant part. We have to have a personal commitment to what we are doing.
I think also we have to deliver quality to our consumers. I shared with you the values that have been part of the com-pany from the very beginning. Of course, if we are going to have hundreds of initiatives, we have to be committed to being effective in our work every day, and of course, we have to deliver results. We are here. We are a company, and we have to deliver results as a part of our strategy.
(Slide 23) One of the things that we have been working with is sustainability. Results are part of the sustainability, but so is the environment. We have a very strong program to save energy, reduce emissions, save water, and reduce all the waste from all the processes and all the parts of the supply chain. We are committed also with a natural environment in all the countries that we work. So that part is one of the initiatives, and Grupo Bimbo is committed to the environment.
(Slide 24) We have around 500 different projects to date, but one of the most important ones is this project in Mexico. We have under construction a wind farm that is going to have around 50 big wind generators to provide 100% of the energy that we are using in our 42 different locations in Mexico, actually 43, including the corporate building.
That is one of the biggest projects. Grupo Bimbo is the first company in the food industry to have something like this. All of the electricity is going to come from that wind farm.
With that, I have shared something from my last 20 years with the company. I came in when we had 11 different facilities, and today we have 103. On April 4, 2010, I came to live in the U.S. and started working with Bimbo Bakeries USA. That has been a personal challenge, and it has been a very nice and very good experience. I will be very happy to have questions from you. Thank you very much.
THERESA COGSWELL: Wonderful presentation. Thank you for sharing your company insights. Theresa Cogswell from Kansas City. Can you share with us, given the investment and sustainability, the type of ROI you look at when you take on a project like the wind farms?
RAMON RIVERA: That depends on the project, but of course, each project for the sustainability initiative has to have a return on investment. It’s different, depending on the type of initiative, but in this particular case, this was a very big project that included a big company specializing in the wind electricity from Europe. They are working with us. The investment has been made by them. Basically, they did the investment, and the agreement is that they are going to provide us energy for the next, I think, 20 years. We have to find a way to make it possible. There are many different ways to address sustainability projects. If that is sustainability, we will have to have a very good return of investment.
UNIDENTFIED SPEAKER: Mr. Rivera, thank you for your presentation and congratulations on your success. Welcome to the United States. My question is simple, but compli-cated for me. How do you invest in your company? What exchange is the stock traded on and what is the symbol?
RAMON RIVERA: We have been in the Mexican stock exchange since, I think, 1985, so we have access to capital, but the basic idea is to re-invest in the future. Our profits are shared with the stock holders. They have been very conservative in that and, fortunate for us, they have been willing to re-invest in the future. That is, I think, the basis for our company.
in terms of operation units. We have today 103 plants, 42 of them in Mexico, 31 in the bread side, and the rest in the salted snacks and confectionary.
(Slide 9) We have very well recognized brands throughout the world including Thomas, Entenmann’s, and some others in the United States, as well as very well recognized brands in some other parts of the world like Nutrella and some others in Brazil. Of course, we have the Bimbo brand in almost all the countries that we operate.
(Slide 10) In terms of numbers, results, you can see our net sales in 2009 were somewhere around 116 million Mexican pesos, and we grew from 2008 to 2009 at 41% of all the sales. You can see, too, that in terms of geography, we have 45% of our sales in Mexico, and the rest of the sales outside Mexico, including 43% for the U.S. market today. The operating in-come of the property in 2009 was in the range of 12 million Mexican pesos, with 58% coming from Mexico, and about 42% from the rest of the world, including 35% from the U.S.
(Slides 11 and 12) In terms of income, in 2009 we had close to 6 million Mexican pesos. The assets are distributed 31% in Mexico and the rest in the other operations, including 55% in the U.S. All this information you can find updated on our website, which is on the right side of this slide. You can find the information from 2010 to date.
(Slide 13) There have been ten basic operation pillars for our company. I can spend maybe a few hours talking about this, but I think some of them have been really the key. We are bakers, and we consider the baking business our backbone for the operations. We all consider ourselves bakers, and all we think in the long term. So re-investing the profits for the company has been a very strong pillar for what we have been doing, and of course, we are going to continue that way. Austerity in our operations, being responsible for what we have, and eliminating or reducing the risk of charging the consumer with expenses that we don’t have to have, being austere and being efficient is, of course, one of the basic pillars of our operations. Hard work, productivity, and a decision to continue growing in the business, I think these are also very important points, but quality and respect for the person that operates with us, respect for our co-workers, for the people who are supporting us in the operations, I think, is a basic and fundamental part of what we’re doing. We think that we have to serve all of our co-workers and that is, of course, a very basic thing, but also it’s a promise from all the top management in Grupo Bimbo.
(Slides 14 through 19) We cannot get to what we are achiev-ing, we cannot go there, we cannot have the results that we have if we don’t have a mission. A few months ago the
executive committee had a reunion to figure out the new mission for Grupo Bimbo. We used to have a two or three page mission statement. It was very long. It was also very complete, having a three-page mission statement. But we thought about a different way of having a mission statement and a very short one, and this is what we ended up.
The mission for this group is that phrase: To nourish, delight and serve the world. Basically, the meaning is that we are in the food business, so if we are in the food business, we have to be the best in providing these three basic points to our final consumer. To nourish is a basic part in the food industry, but at the same time, we have to have very good products, products that have very good appeal, very good flavor, and that are attractive to the consumers. It’s not only complying with all the nutritional aspects of a product, but also with the taste and with the flavor. Delight is a key part of what we are doing, and of course, we cannot get there and we cannot have the results if we are not committed to serv-ing our customer and, of course, the consumer. That is our mission, and it is as simple as that. I think that is something that can get together all of our 108,000 associates and find a way to what we’re doing.
(Slide 20) Of course, that mission will have to have also ad-dition. Where are we going to be in the next five years? We have been continuously working in long-term strategies, so for 2015, our mission is to be the best baking company in the world. We think that we can contribute to this associa-tion and also with the industry by being the best. That is not something that we are not negotiating, so we are doing everything we can do to be the best baking company in the world. Of course, there can be a discussion about the mean-ing of being the best, because being the best can have many different meanings, but in general and simpler words, being the best is being the best in everything we do. We have five different initiatives that are going to take us to be the best.
The first one is to have the best leading brands, to have very trustworthy brands for our consumers. That is an initiative that is going to produce a series of projects and ideas. The second one is to be the preferred supplier for our customers. Our customers are the basis and a very important part of our distribution, for our supply chain, so we have to find a way to be the preferred supplier for all of our customers everywhere in the world. Being a novelty is not an alternative. We have to be a novelty if we want to have trustworthy brands, and if we have to be the preferred supplier. We have to be strong in our results, and we have to produce very good results for the company, the government, and the stakeholders. We have to be a very extraordinary place to work. We have to care about the people, and we have to be the safest company, the safest bakery in the world. We are pursuing that.

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 217PAGE 216
Slide 9 Slide 13
Slide 10 Slide 14
Slide 11 Slide 15
Slide 12 Slide 16
Slide 1 Slide 5
Slide 2 Slide 6
Slide 3 Slide 7
Slide 4 Slide 8

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 219PAGE 218
Slide 25Slide 17 Slide 21
Slide 18 Slide 22
Slide #19 Slide 23
Slide 20 Slide 24

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 221PAGE 220
that they have one mission and one mission only in terms of reducing the size of the federal government. I think that’s going to present some challenges, but I also think it presents us with some opportunities.
The other thing that we have seen is these folks know they’re going to be held accountable. Similar conversation with Speaker Boehner before he became speaker, he admitted, “They don’t love us. They don’t love Republicans, or the tea party or any of that kind of stuff. They’re just fed up with what’s going on, and the system is broken. If we don’t fix it, and if we don’t make progress in the next two to four years, they’ll throw us out and somebody else will get another shot.” So there’s also a strong sense of accountability, which is important, because I think they want to hear from you, they like hearing from us, they really love hearing from you. We’re going to be asking for the industry to do more in terms of reaching out to their members of Congress.
A couple of things have changed in terms of the environ-ment and priorities in Washington. Congressional oversight is huge right now. We’re being asked every week to provide information, data, resources, and probably soon, for folks to testify on various issues in Washington in terms of looking at some of the regulatory items and trying to do some oversight.
We’re also looking at finding ways to leverage the current budgetary environment to move some of our agenda items, particularly in the commodities area. Sugar comes to mind; ethanol is another issue that we’re taking a look at. Can we use the budgetary climate to try and get some relief in some of those areas?
The other thing that we are spending a lot of time on, and I’m going to issue a plea, is reining in overzealous enforce-ment and regulatory efforts on the part of regulators. It seems that every week we get a new call from a member who has a regulator or an enforcer in their facility, and they don’t know what to do. Recently, we’ve seen some situations, such as try-ing to extend the Clean Air Act requirements from ovens into proofers, and so we’ve been able to bring bakers together to try to resolve that issue. If you don’t think that’s important, imagine having to spend anywhere between $500,000 and $1 million dollars per line to fix your proofer. You start to get the sense of the magnitude. Not a macro issue, a micro issue, but incredibly important to this industry.
A couple of our priorities and I’ll run through these very quickly. Somebody asked me the other night at dinner, “What’s on your priority list?” I said, “Well, it’s commodities, and it’s commodities, and by the way, it’s commodities. Are we clear on that?” You experience that every day, and we are working very aggressively with the commodity futures
trading commission, and with the two agriculture commit-tees, to try to get some relief. Now, we’re not going to be able to wave the magic wand and make prices stabilize so that you can manage your businesses better, but we can do some things and we’re working on trying to do that.
First and foremost is to continue our efforts in terms of putting trading limits on some of the speculators, the index funds that are in the market place. We have a chairman at the CFTC who wants to do that. We have a staff, unfortu-nately, that seems to be a little reticent, so we’re trying to change their point of view, and again, hopefully we can get some relief on that. Reducing the ethanol mandates. It just makes no sense to me that we’re continuing to ratchet up. We’re going from E10 to E15, and it just makes no sense to me that we’re going to be continuing to take further food crops and putting it into fuel production. We’re working very aggressively on those issues.
The other thing that we’re working on is trying to open up more acres to planting, to get some of the non-environ-mentally sensitive acres that are in the conservation reserve program put back into productive use. Finally, we’re doing a lot of work on laying the foundation for the 2012 farm bill. This was one of those issues where we might be able to see some significant changes in terms of some of the commodity programs, sugar, some of the other things that we’re working on, research and things like that. So we’re working very hard to start laying the foundation today so that we can have a more successful outcome in the upcoming farm bill.
We talked about regulatory and enforcement excesses. We’re going to see a little bit of relief in terms of the healthcare bill that passed last year. I think this week the House is scheduled to take up, and then the Senate will soon take up, a repeal of the 1099 requirement, which requires you to file all of this paperwork with the IRS for any contract that you have over $250. Well, don’t we have enough paperwork in Washington? It’s absolutely outrageous, and even the president has agreed he would sign it. I don’t think you’re going to see wholesale repeal of healthcare reform as long as the president’s got the veto pen, but these are some of the things that we can work on around the edges that might make your life a little bit easier.
While card check is dead, the National Labor Relations Board, which oversees all of the labor management laws, if you will, has an aggressive agenda to try to get it through the regulatory process as opposed through the legislative process, so we’re working very hard on that.
Another issue that’s popped up in addition to the proofer issue in terms of the enforcement is on flour dust. I’ll share
ROBB MACKIE: Good morning. Well, Ramon set a very high standard. He was done eight minutes early. I only have fifteen minutes, so I’ll try to do the same thing. I don’t know that I’ll be that early, but thank you. I really appre-ciate the opportunity and particularly Rowdy, thank you very much, and Kent, very successful inaugural ASB for you, so you must be very proud. Congratulations to Jeff, the incoming chairman of ASB. We really look forward to continuing to work closely with all of you.
I thought the opening video, which was extremely well done the other day, really highlighted all the changes that have gone on in the world. It seems like every day, every moment, something new is happening in a different part of the world. Clearly in Washington a lot has changed, and I just wanted to take a few minutes today and touch on those changes.
If you remember last year when we were here, we had that great panel, and in some of the break out sessions we talked a lot about things like the macro issues. We talked about the economy and jobs. We talked a lot about healthcare and cap-and-trade with these huge, massive, macro issues that our country was working on and that certainly the president had at the top of his agenda. There were a couple of other issues that we were working on like card check and the financial services, which we weren’t involved in, but they certainly have impacted everybody in this room in terms of access to capital and issues like that. I can’t think of a time when I’ve been in Washington when we have, as a country, tried to tackle that many big picture items.
What’s interesting is that as a result of some of those items, and frankly more importantly, the way they were handled, we certainly saw the American people rise up and want to make sure that their voices were heard like never before in my adult time. Interestingly enough, we saw that manifested in the election, and we have an amazing number. We still haven’t gotten around to visit with all of them, but we had a pretty amazing election result in November, and we have over 100 or almost 100 new members of Congress between the House and the Senate. A couple of folks have come back, like Dan Coats from Indiana, but 100 new members out of 535 members. It’s just mind boggling.
So, we can have a discussion about term limits. I would
argue that term limits are already in place. When folks are mad enough or upset enough or not happy about the direc-tion of the country, they certainly exercise their voices and certainly exercise their right to vote. What’s really changed? The whole mood in Washington is different, and I think it is very much for the positive. It’s not a Republican or Democrat thing. We saw yesterday the new Democratic senator, former governor from West Virginia, chastise the White House for a less than genuine budgetary proposal. I think you’ve seen the middle has really grown, and you’ve got all different kinds of political philosophies in Washington, many of which we haven’t seen for probably 100 years. But it’s all been good, and I’ll tell you why.
Unlike all of those other issues that we worked on and focused on the last two years, there’s two issues in Washing-ton right now. I had the opportunity to visit with Speaker Boehner about a month before he became the speaker, and we were talking about what was going to be on his agenda should he be fortunate enough to be speaker, and he said, “Jobs and spending. Everything else, even the stuff you bak-ers have on your list, that goes to the bottom of the pile.”
I have to tell you I’m pretty pleased with that because clearly what’s gone on, and this goes back beyond the last two years and probably the last ten years, the spending has gotten out of control, and I think we’re seeing the results of that. It’s interesting. You talk to some of these freshman members, again Republicans and Democrats, and they really recognize
Industry Update
By Robb MackieAmerican Bakers Association

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 223PAGE 222
future for the industry. So that is what I have to bring to you, but I’m very interested in just taking a couple of minutes if we could. I’d like to hear from you all. I think in Washington sometimes we like to hear ourselves speak, but I’d just be curious to take a couple of minutes if anybody has any questions. What’s on your mind in terms of what’s going on in Washington or in terms of what’s going on in the industry that we can help you with?
CHERISE KRAMER: Good morning. Charise Kramer from Long Island, New York. Immigration statuses, what is the newest revelations there? Is something going to happen with the existing illegal population in the country, and what is happening with raids on some of our bakeries, etc.?
ROBB MACKIE: That’s a great question. As you know, there are two sides to that. First is the enforcement of the current regulations, and there seems to be a lot going on in terms of getting into the food industry and doing inspections and audits. There has also been some very high profile stories of the impact of that, including some very close to this industry.
In terms of the broader question, in terms of whether im-migration reform happens ... I know the president has made it a priority, but I think he’s got a long list of priorities, and I have to be very honest with you. The system is broken. We all know that. We recognize that, but the challenge is finding a way to get enough people to get to the middle to move something and actually try to do something productive, both to help employers find the skilled employees that they need, but also to have a system that works. I just do not see in this environment that that’s going to move forward in the next couple of years, and I think rightly so. The focus right now is on trying to reign in the federal deficit and spending, and then just try to do some jobs creation, get the economy going again. Other questions? UNIDENTIFIED SPEAKER: Robb, I’d just like to build upon what you talked about with that regulatory enforce-ment issue that we had, and I think you’re being very humble. The reason I say that is once ABA became involved in this issue, it was almost mind boggling to the amount of resources that they were able to muster in a very short period of time, including the office of the governor. They had the manu-facturer’s association, the economic development office, and state representatives and senators at this meeting. So, again Robb, the speed at which you reacted to help the industry is very commendable. I think we all need to hear that and understand the value of what you do and as you say, when you hear something, let ABA know about it because you’ll be surprised at how quick they can get involved and the things that they can help you with. So again, thank you for what you did out there.
with you a story that made me stop and pause. Apparently an OSHA inspector was in a baking facility looking for combustible dust. As all of you in this room know, it is only combustible under very specific conditions, and one of those conditions is not when an employee is going out to have a smoke and they have a little trace amount of flour on their lab coat, but the OSHA inspector thought that that was worth warning that employee, and there’s some ongoing investigation in that area. So you get a sense of some of the things that are cropping up.
My plea to you all today is we need to tamp these things down quickly; otherwise, they tend to spread. I’m reminded of the refrigerant issue that we had a number of years ago. If we know about it, if you call us, if we’re your first call when you have these situations, then we can interact on your behalf. We can marshal the forces like we did in the one state on the proofer issue to bring everybody to the table so that there’s not a divide-and-conquer mentality or success-on-that mentality by the regulators. But we need to know. The one thing that really kind of keeps me up at night is knowing that we’re going to hear about something after the fact, and then it will be too late to actually affect some change on that.
Very quickly, nutrition and labeling. Judy is going to cover this in much greater depth, so I’m going to just go over it very quickly. The new dietary guidelines have come out, and it’s a win. It’s not perfect, but it’s a win. We’ve managed to preserve grains as the base of the Food Guide Pyramid, which we’re very excited about. That was a two-to-three year effort with the entire grain chain, so we should applaud that success. Once again, USDA and FDA have reinforced the benefit of grains, both enriched and whole grains, as a foundation of a healthy lifestyle, and we should celebrate that.
A couple of other things. We will see action on the Food Guide Pyramid. We anticipate that it will still be a pyramid, although there was some discussion about doing something different. We are seeing some action on front-of-pack label-ing. We’re working with our members to make sure what is appropriate. I would ask you to give us your input on this, because you’ve got some customers that are moving forward with their nutrition labels. In addition, you’ve got GMA and FMI who have produced their nutrition keys. We really need your guidance on that to make sure what’s appropriate for the baking industry. Sodium, I think, will continue to be an issue, although we’re not exactly sure where FDA is going to take that.
Keys to success. Why are we able to be successful? It’s what you’re doing in this room. It’s when you get together under ASB or ABA or BEMA or AIB or anything else. It’s participat-
ing in your industry organizations. It’s participating on the committees that help develop our policies, responses, and priorities on this. It’s critically important, and it will be never more important than the next couple of years because again, we’ve gone from the macro level, which affects everybody, to the micro level, which just affects us. We really need your input, guidance, and expertise to help us on these issues.
I talked about grass roots. These members of Congress, these new policy makers, they want to hear from you. We get invited all the time now, which is kind of nice. We’re getting invited to come in and brief them on our issues and things like that. We haven’t had that for the last few years, so it’s a nice change. But they also want to hear from you, so we are facilitating more and more face-to-face meetings, and we’d be happy to do that. We’ll be reaching out to you individually as these opportunities present themselves. We already talked about keeping us informed, but it’s important for you to stay informed. Go to our website, go to some of the Hill websites and certainly the FDA and some of the regulatory agency websites. We need you to stay informed so that you know what’s going on. That will help us all to be more successful.
I want to touch on food safety very briefly. As you know, the food safety bill passed at the very end of the year. It was one of the last things Congress did before it adjourned. Some of you have asked me, “Why are we so supportive of this piece of legislation?” I have to remind you that when this bill was first introduced two years ago, our good friends, Henry Waxman and John Dingell, really wanted to put us out of business. They came up with a regulatory regime that was just completely unworkable. Each large company would have had to pay $225,000 in fines just for the privilege of having the FDA come in and look at your facilities. There was a whole bunch of other things like restrictions on access points of ingredients into the country, country of origin and labeling, on and on and on. We worked extremely hard with the rest of the food industry to get a lot of that knocked out. Most importantly, the registration fees. They dropped down to about $185,000, and we were able to get that knocked out in cooperation with the rest of the food industry.
A couple of other things that we are doing on food safety, because I don’t think we can sit back and rest on our laurels. We’re working very closely with AIB to enhance its food safety audits. Jim will be meeting with our board in a couple of weeks to talk through that. We also partnered with eight other industry associations, including most of the associa-tions here, to put together the sanitation workshops. It is my understanding that these workshops have been incredibly productive and extremely well received. We’re ongoing in terms of enhancing BISSC as a relevant standard for the

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 225PAGE 224
launch. The messages for consumers are going to happen later this spring. We were hoping they would come out during March, which is National Nutrition Month, but they haven’t so far. Later this spring could be as late as June 20, so we’re not really sure when that’s going to happen.
(Slide 6) For the first time, these guidelines were really planned under the under the umbrella of our obesity epi-demic, and so these are the first guidelines that are really targeted to an unhealthy population. In the past it has been to a healthy population over two, but when two-thirds of American adults are either overweight or obese, that’s why they’re really targeting the guidelines toward them. In the guidelines, and I’m not going to talk about this much, but they do talk a lot about physical activity as one way to attack obesity. They also talk about portion control, and I promise you that donut that we saw this morning was probably not the kind of portion control that they were talking about, but the obesity epidemic is real.
(Slide 7) When you look in the 1970s at adolescents, there were only 6% of adolescents that were obese then, and when you look at 2007-2008, which was the last data we have on that, three times more adolescents were obese. In the late 1970s, only 15% of adults were, and now over twice as many adults are. Early in the 1900s, there was not a single state in the nation that had an adult obesity rate over 25%. That’s 40 years ago, and now in 2008, there were 32 states that had obesity rates over 25%. So there really is an obesity epidemic out there that we need to look at.
(Slide 8) Who is to blame for obesity? I thought this cartoon really did illustrate it. Today’s reason obesity happens is either because of fast food or maybe it’s pasta or maybe it’s grandma’s cookies or soda or whatever, but you’ll notice even on this wheel there’s a lot of our carbohydrate grain products on that list. So we do get blamed for obesity sometimes, and I will talk about why we’re not to blame.
(Slide 9) These are some key recommendations that came out, and I’m going to go through them really quick. One key that really does affect our industry is sodium reduction, and the recommendation is that we go to 2,300 mg per day and certain populations should go down to 1,500 mg. That’s everybody over 51. There’s a few of us in the room. Populations include all African Americans and those with hypertension, diabetes, chronic kidney disease. When you add those up, that’s about half of the population they want down to 1,500 mg per day. Less calories from saturated fat, that’s stayed the same since 2005. Three hundred milligrams of cholesterol, that’s the same since 2005. Keep trans fatty acids low, that’s no change. Reduce calories from solid fats and added sugars. When you look at the guidelines, you will see that they talk about that a lot.
This is the one that really affects us. Limit foods that contain refined grains, especially refined grains that contain solid fats, added sugars, and sodium. They really came down hard on refined grains for the first time. Then, alcohol, and I know most of the people in here do adhere to this, no more than one drink a day for women and two drinks a day for men. I think that’s during the social hour. I’m not sure about dinner and thereafter, but anyway it is still the same guideline that we’ve been seeing for a while.
(Slide 10) They did do some selected messages for consumers until they come out with a pyramid and the real messages, but in the meantime, these are the three things that they’re really pushing for consumers to keep in mind: Balancing calories (portion control), Foods to Increase (fruits and vegetables, fat-free or low-fat milk) and Foods to Reduce (sodium in foods like soup, bread, and frozen meals, and choose those with the lower numbers; drink water instead of sugary drinks).
(Slide 11) Back to decreasing refined grains, especially those that are high in sugar, sodium, and fat. Grain-based desserts are a real prime target, so for you that do grain-based des-serts, you were in the line of fire on this. They are the major source of sub-calorie group in the U.S. diet, and they are a large source of what they call SoFAS, which is solid fats and added sugars. Certainly not all of them. We have a lot of low fat grain-based desserts out there, but those are the ones that they’re really picking on.
(Slide 12) When you look at the source of calories in the U.S. diet from grain-based desserts on a single day, we eat an average of about 138 calories. That is the highest one, then yeast breads. But keep it in mind that we are the largest food group, so we should be contributing the largest number of calories. Soda, which you hear so much about, was down at 114 calories per day, but in those cases most of those do not add any nutrients at all.
(Slide 13) Now, added sugars. The good news is that the dietary guidelines said that added sugars are no more obeso-genic than any other source of calories. A calorie is a calorie; it doesn’t matter where it comes from, so you can’t say sugar is evil or poison, those kinds of things that you sometimes hear in the media. However, added sugars do not give us any other nutrients, and they can cause dental problems, so those are reasons why they want to restrict the sugars.
(Slide 14) Sources of added sugars in the diet. Soda is the biggest source, and then grain-based desserts. We still are a little more than half when you consider soda, yeast breads, ready-to-eat cereals, and grain-based desserts, but we’re certainly not the whole diet.
JUDI ADAMS: Thank you and good morning. Thank you, Paul and Kent and Rowdy, for giving me the op-portunity to be on the program, and thanks to all of you who actually stayed. I was counting there might be ten of you here. There’s a few more than that, and I really appreciate being here.
I’d love to talk to you today about the Wheat Foods Coun-cil and the Grain Foods Foundation, and what we’re doing to help protect our industry’s products. My challenge today is to talk to you about the new dietary guidelines, but if you have any questions later, I’ll be glad to talk to you about the other issues.
(Slides 2 and 3) The Dietary Guidelines for Americans, as Robb mentioned, was released on January 31, and I don’t know, does anybody in here really care about the Dietary Guidelines for Americans? Good, I’m glad to hear that. Can anybody name one guideline from the 2005 Dietary Guidelines? You can. Okay, good, because not everybody can. Most consumers have never heard of the guidelines, and they don’t care about them, but they’re very important to our industry because they set federal policy. They set it for school meal programs, for the summer feeding programs, adult programs, SNAP, which used to be called food stamps, and for WIC, (Women, Infants and Children). So they really do affect our industry. Even if we don’t care about them or know what they are, we have to be involved.
(Slide 4) Now, the Dietary Guidelines for Americans, a quick, quick, brief history. They started in 1977 when George McGovern’s senate subcommittee came out with some guidelines for Americans. Well, you can imagine what the nutrition community thought. Why is the senate subcom-mittee, which knows nothing about nutrition, coming out with guidelines? So it stirred up a really big controversy, but what it did was actually instigate the first real official dietary guidelines in 1980, and it was done by nutrition scientists.
(Slide 5) Since then, the new guidelines come out every five years, and so the guidelines that just came out Janu-ary 31, 2011, even though they’re called the 2010 Dietary Guidelines, were the seventh edition of them. The graphic, as Robb mentioned, is currently the pyramid. It’s done just
2010 Dietary Guidelines for Americans: Implications for the Grain Industry
Judi Adams brings more than 35 years of nutrition education experience to her position as president of both the Grain Foods Foundation, a role she has held since 2004, and, more recently, the Wheat Foods Council, an organization she previously led for 13 years. Additionally, Adams has served as director of marketing for the Wyoming Department of Agriculture and held nutrition and marketing positions at the ND Wheat Commission and the National Sunflower Association. She also was an assistant professor at North Dakota State University. Adams is a registered dietician and holds a master’s degree in Foods and Nutrition. She has published several peer-reviewed journal articles on the importance of grains and whole grains in a healthful diet, and has spoken at numerous professional and industry association meetings, both domestically and inter-nationally. Adams also served as president of the ND Dietetics Association and secretary of the National Society for Nutrition Education. Adams is a member of the Colorado and American Dietetic Associations, American Association of Cereal Chemists International (AACC I), Society for Nutritional Education, and the Society for Bakery Women.
By Judi AdamsGrain Foods Foundation/Wheat Foods Council
by USDA, where the guidelines are done by USDA and HHS, and we really don’t know at this point what’s going to happen to that pyramid. The timeline, the committee of thirteen nutrition scientists gave the USDA and HHS their report last June, and then HHS and USDA came out with their report on January 31, and we are hearing the public

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 227PAGE 226
about 80% of what’s in whole grains. Iron is about 120%, and then riboflavin and thiamin are both over 200%, and folic acid is two to three times the amount. So enriched grains really are valuable, and calcium is optional, by the way, but 95% of the refined grains in the U.S. are enriched. So when they keep talking about refined grains, the consumer cannot go to the grocery store shelf and look for refined grains. They’re not going to find them. What they’re going to find is enriched grains, and we want to make that very clear that they are very healthful.
(Slide 23) We really pushed the folic acid and so did the com-mittee. This is right out of the committee report saying that the evidence that enriched grains prevent birth defects is overwhelm-ing. There was some talk about folic acid causing colon cancer because there was a spike at the same time enrichment started in 1998. Well, that had to be an anomaly, because you don’t get colon cancer overnight. I mean those are things that develop over years. So the committee said, “No, it’s worth any risk.” In the U.S. we’ve decreased neural tube birth defects by about a third. Canada has done even done better, so has Chili. There are 60 countries around the world that now put folic acid in their flour, and it’s really important that all white flour be enriched and fortified with folic acid. The Grain Foods Foundation de-veloped this seal down at the bottom with the March of Dimes that can go on our members’ products if they have at least 10% of the daily value of folic acid in their product. They can put it on there and brag about it. Whole grains don’t have enough folate or folic acid to ever use this label, but enriched grains do.
(Slide 24) We often hear that eating white bread - anything white, such as white pasta - makes us fat. It’s our problem we’re eating too many of these carbohydrates. Well, when you look at wheat flour consumption during the Atkins diet on down, we had a little rise. Now I think gluten-free is hurting us again. We know that less than 7% of Americans probably need to worry about gluten, because less than 1% have celiac disease, and I don’t take that lightly. My brother has celiac disease. I’ve lived with that my whole life, but less than 1% of American have celiac disease. We think less than 6% are gluten sensitive, but when you heard Kevin talk this morning, 27% of Americans are looking for gluten-free items in restaurants. It’s that other 20% that are using it for weight loss, a cleansing diet, a fad diet, whatever, and I do think that is hurting our industry, but thank goodness you guys have gotten some great products out there for people that really need it.
When you look at that decrease and then you look at the rise in obesity, it’s not grain products that are causing obesity in this country, and don’t ever think you have to apologize for it. So thank you very much. If you have any questions, I have a minute and fifteen seconds, and with that I’d gladly take questions. Thank you.
(Slide 15) Sodium, I mentioned earlier about keeping those down. Eventually, most of us are going to be advised to eat 1,500 mg per day. We’re eating 3,400 mg per day right now. That’s pretty average. So when you talk about reducing them to 1,500 mg, that’s not real realistic, but I think they’re trying to get people to get to that area. Now, this number hasn’t decreased since 1957, even though we’ve been told for years we need to reduce our sodium, so we’re not making any progress in that area.
You know that in our baking industry we need sodium for taste, functionality, and food safety, and there are ongoing efforts in our industry to reduce sodium. We’ve been very successful in taking about a third out of bread in the last 40 to 50 years, so there is progress there. There could be an unintended consequence when we take out sodium in the form of salt, table salt, and sodium chloride. Most of the sodium chloride in the U.S. is ionized and it is possible that women and infants would not get enough iodine, so that is something that we need to be concerned about.
(Slide 16) Sources of sodium in the U.S. Our industry gets beat up on sodium a lot. But when you look, yeast bread is only about 7% of the sodium, and we are the largest food group. That’s pretty darn good. And the pizza. What do you have with pizza? You have cheese. That brings in sodium. Same with pasta and pasta dishes. They have sauces and the cheese on them. Tortillas, grain-based desserts, ready-to-eat cereals, rice dishes, all other foods. So when you start adding that up, we’re not as bad as they like to tell people we are on the sodium issue. I think we have to blame some of the other food groups for part of that.
(Slide 17) Glycemic index. They did talk about the glycemic index, and they reaffirmed what the 2005 Dietary Guidelines said and that was that the average American consumer should not worry about the glycemic index and should not use it in choosing foods. There may be some applicability for diabetics, but for the average consumer, it’s not a good way to make food choices. There’s too much conflicting evidence around glycemic index and glycemic load.
(Slide 18) For a quick quiz, which has the better glycemic index, and that means lower, a bowl of oatmeal or a Snickers bar? You know what that answer is going to be. A Snickers bar. It has a glycemic index of 57, and oatmeal is 87. Now, which is the more nutritious food that we want to recommend that consumers eat? Of course, we want them to eat more oatmeal than we do Snickers bars, but that’s just one thing that’s confusing about the glycemic index. The glycemic index of a single food can change very easily, and it changes by the individual eating it. We all have different responses. Our blood sugar levels rise. Foods eaten at the same meal or even the meal before could make a difference. The variety of
wheat that you’re eating, the variety of potato, the prepara-tion method, whether you’re eating it raw or cooked, and the temperature of the food all make a difference in the glycemic index. Cold potato salad has a lower glycemic index than hot potato salad. Ripeness of the food. These are only a few of the things that make a difference in glycemic index.
I think this is really important to the grains industry that people are not going to choose their foods based on glycemic index. They’re going to choose their foods based on well, taste, No. 1, but then also the nutrients that contribute to the diet. In almost all of the glycemic index research that’s been done, it really shows that when you have fiber in those foods, fiber in your diet, that mitigates any bad thing that might happen from a high glycemic index. A lot of whole grain cereals are very high in glycemic index, but they’re also high in fiber, and so we need to keep in mind that fiber is really the key that we need to be looking for.
(Slide 19) Refined grains. They’re mentioned 46 times in the Dietary Guidelines. That’s how strong this committee felt about them. They are recommending that on a 2,000-calorie diet, which is what the food label is based on, that we eat at least three whole grains a day out of a total of six. They don’t say 100%. There’s no science that says 100%. There’s not even a lot of great science that says three, but we think that three is probably pretty safe.
(Slide 20) This is a chart that came directly out of the dietary guidelines. I don’t know if you can see on the side screens, but it recommends eating more whole grains. This is where the goal is. We’re eating about 15% of whole grains, so we need to raise that, and down here is fiber. We’re eating not even half of the amount of fiber that we should eat, so they’re really pushing for that, and that’s why they’re saying at least three whole grain servings a day. When you look down to refined grains, they show that we eat 200% more than we should. So they really want to take this back to 100%, and then triple or quadruple the amount of whole grains that we’re eating. That’s really why they’re trying to make those changes and why they’re beating up on refined grains so much.
(Slide 21) Sources of refined grains in the diet, no surprise. Yeast breads, of course, they do about 25%. When you think that a little over half of the bread in the grocery store aisle is white, enriched, bread that makes sense, but this is where most of the refined grains come from, and maybe where we’re going to see the biggest hits, maybe.
(Slide 22) Definitions. As you know, whole grain is the whole kernel: bran, endosperm, and germ. Refined grains is only the endosperm, and enriched grains is the endosperm, plus ribo-flavin, niacin, thiamin and iron. Niacin is enriched back in at
Slide 1
Slide 2
Slide 3
Slide 4

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 229PAGE 228
Slide 9
Slide 10
Slide 11
Slide 12
Slide 13
Slide 14
Slide 15
Slide 16
Slide 5
Slide 6
Slide 7
Slide 8
Slide 17
Slide 18
Slide 19
Slide 20

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 231PAGE 230
Slide 21 Slide 25
Slide 22
Slide 23
Slide 24
JOHN KHOURY: Good morning everyone. Rowdy, in recognition and appreciation for your time and commitment to the Society and its members, we thank you and present you with this plaque and token of our appreciation for your leadership and the good job that you’ve done. You’ve had your challenges this year, and you’ve come through with flying colors. We appreciate everything you’ve done for the Society. Thank you.
ROWDY BRIXEY: Thank you. I have to say that’s the first video that I’ve seen this week that I would truly like to get a copy of and maybe even see on YouTube. The rest of them, I’d like to have the only copy, if you don’t mind.
I would like to introduce Paul Lattan, and I would like to talk about challenges. Normally, we have twelve months to put a program like this together. When I knew that we had some re-tooling that we needed to do and some extraordi-nary challenges coming ahead of us, the one thing I knew would validate our year would be this program. I could not think of a single individual that could pull together a team or provide the resources, the ethics and the commitment to perfection than this man right here. What you’ve seen this week, I think, is completely to his credit and the team that he surrounded himself with. I can’t begin to thank him enough for all of his commitment to our Society and to the friendship we built over our three-day blizzard episode. Again, thanks to Paul and the entire team.
PAUL LATTAN: Thank you Rowdy. It’s certainly good to know that we’re still friends after all the jib jabs, and I can tell you, if you’re willing to stay for a few more minutes for the changing of the guard, there is another jib jab coming at the end, and it’s a doozie.
I would like to thank the Society, and of course, Rowdy, for giving me this opportunity. It was sure a challenge, and it’s sure a happy moment right now to be finished with it. If Rowdy asked me again, despite the challenges, I would have to accept again. Most importantly, I’d like to recognize my session chairs because they were just rock stars to pull off the jib jab video. If they could stand just for a round of applause, I’ll call them by name. The first is Steve Berne. We can clap at the end just to make things quicker. Ed Brackman, Wendy
Ebbing, Brian Fatula, Eric Riggle, and Mark Rice, who is our chairman for today.
A couple of special thank you’s go to Terry Bartsch. He set the bar high last year, and it gave me something to shoot for. He was kind of my advisor and my shrink this year, and I really appreciate all that he did for me, and it was a lot. Jeff Dearduff, he is a very creative guy and you guys are in for a show next year. He handled a lot of the video, and of course, Breaking Bread, that’s a Johnny Cash remix. He did that, just volunteered it. I wasn’t even asking for it, and I’m glad we could use it. Of course, Kent and Tawnee. We obviously got the surprise of a new staff this year, and we weren’t sure where that was going to take us. They did a fabulous amount of work and really jumped in and got this done, and I really appreciate the efforts. Without their fun-damental strengths it wouldn’t have been possible. Finally, thanks to Sosland for giving me the opportunity and to my customers for their patience, particularly the last couple of months. Thanks again for the opportunity. Good luck to the next program chairman. ROWDY BRIXEY: I’d like to take this opportunity to thank a few people. First I’d like to thank all the bakers that at-tended this year. Because of you, we had tremendous support of our wonderful supplier network. The Bakers Courtesy Club is probably the most under appreciated group here, and we can’t thank them enough for their continued support. Thanks to the ASB Executive Board and all the committee chairmen and past chairmen. John, Robert, and George, I couldn’t have done it without you. Thanks, also, to our ses-sion chairs, our speakers, and everyone else that supported me this year. Congratulations to our Hall of Fame inductees and their families. They each helped shape the industry into what it is today.
I’d like to invite Kerwin Brown, Kent Van Amburg, Larry Marcucci and Paul Lattan to take the stage please and be recognized. You four have made this year and this program possible, and I can’t ever begin to thank you enough. I’d like to give you a small token of appreciation. Thank you again. Please give them another round of applause.
Now my dear wife, my best friend, and truly a good sport
Closing Session 87th Annual Technical Conference

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 233PAGE 232
for the last 26 years, who stood by me through some tough times this past year. I have a small token of appreciation for you. Please stand and face them.
MRS. BRIXEY: I really don’t want to be on the stage again.
ROWDY BRIXEY: You can stay for a minute. Now for the moment that I, personally, have been waiting for. No offense, but I’m looking forward to introducing this next guy. I’d like to introduce Mr. Jeff Dearduff, ASB’s 2011-2012 chairman. At this time I’d like to present Mr. Dearduff with the Chair-man’s gavel and officially put my past chairman badge on and wear it with pride. Jeff, I know you’ll do the Society well. Thank you for being my friend and one of my strongest supporters. Good luck and good riddance.
JEFF DEARDUFF: Thank you, Rowdy and Paul. Another great week here. Folks, I got to tell you, I’m truly honored to be representing you next year as your ASB chairman and bringing you the 2012 conference. When I tripped and fell into this industry 32 years ago, I made one commitment to those around me, those I worked with, and those I lived with. I said that I would give my all and that I would commit to do my absolute best. I promise you today that that’s what I’ll give the Society for the next twelve months and beyond.
Since this time is usually reserved for offering thanks to those who have helped one’s career and one’s life, I’m going to go ahead and keep that tradition alive and thank some people here that have helped get me to this place, which is an honorable place to be in with this industry.
The first person that I need to thank is my wife. A lot of you know I wear my heart on my sleeve, so bear with me. A lot of you know Wendy. She came into my life twelve years ago, and we recently celebrated our tenth anniversary. I can tell you that standing here today on this stage, behind this podium, that she has more to do with it than anyone else in my entire life. Every day she encourages me. She gives me strength to leave the house and go do the day’s work. She pushes me to do my very best every day. She has taught me how to love, how to laugh, and how to live every day. She has taught me what loyalty truly means. She has taught me what friendship truly is, and most importantly, she has shown me and taught me and guided me to believe that God truly works in one’s life. Next to Wendy stands God, and I thank God for one, being alive today, and being able to stand here and give me all the blessings. Wendy, you’re my rock, thank you. When I look back on my career and my life, there are other people who have been influential in getting me to where
I am. One of those people is my father. Some of you may even know my father. He was in the industry for a long time as a mechanic, manager, equipment supplier, and service provider. Dad always worked hard every day, and he was always honest every day. That’s where I go back, look at my life, say, “That’s where I got my work ethic and my honesty.” Dad’s living in North Carolina, nicely retired, and still loves this industry.
As for those outside the family, but inside the industry, there are some people that I go back on. Some names you know; some have passed. It starts when I was an 18-year-old kid. A guy named Tony Bailey gave me a second chance. I had worked at the bakery for a little while, went away, and came back. He gave me a second chance. From that point on, it stuck. Tony gave me that chance and got me secured in the business and helped me come a long way.
A gentleman by the name of Rudy Wagner. He was an equipment supplier and service man. At a very young age, again, he took me under his wing in our little tiny world of this industry, and taught me a lot of secrets about proofers and ovens. Many of you can remember Rudy and how he could do that.
A gentleman by the name of Jim Pimpinella. Some of you might remember him from way back. He came to the com-pany, or I came to the company he was managing, and for some reason, when I went to work for him at 24 years old, he said, “I got something for you to do.” That something was, “You’re going on. I’m pushing you to the top.” So that’s another place where I can really look back and see that that really affected my career in this industry.
Then, finally to Frank Kuchuris, the owner of the company I work for today. He’s provided me with 27 years of comfort-
Jeff Dearduff2011-2012 ASB Chairman
able employment, and a very nice life style for my family. Frank is a special person. You’ve seen him on this stage in the past. You saw his father be inducted last year or two years ago in the Hall of Fame, and you know that it’s a strong organization, so I thank Frank as well.
There are a lot of people in the Society that over my twelve years of involvement I’ve gotten pretty close with. We all know a person can have a circle of friends, and then they have a bigger circle of associates and things like that. Well, there are some folks in this industry, in this room, that have entered into that smaller circle of friends in this Society. One of the places I start with is with Paul, Terry and Mark. The last few years, you guys have given me an opportunity to practice a passion that I have when we talk about the videos and the music and things like that. You’ve brought me into your programs and allowed me to grow in that area, so thank you guys.
Then there are just people that help you out every day. People that think about you when they’re not around you. The other person in the room I want to put a special thanks to in this category is Kerwin Brown. Kerwin Brown, presi-dent of BEMA, has embraced my family and allowed me to become part of BEMA. He has taken care of getting us a lot of fun here in the last few years. So, Kerwin, thanks.
To get to the meat of this part, I got to thank former chair-man, Gary Brodsky. Gary had to leave yesterday to get back home and get on to the road. As many of you know he spends as much time on airplanes as he does with his feet on the ground, but until Gary came into the company that I work for back in 1996, no one came to ASB, for the most part. There was no ASB in our thoughts back at the office. He came in with, obviously, a long tradition of ASB, and he opened the door and got a bunch of us to come out here. Another reason I’m standing here today is Gary. I thanked Gary last night, but he really kicked the door open for my involvement here.
Next, I want to thank a good friend of mine. More impor-tantly, he is someone with passion for this Society, for its growth, for its long term affect on people and companies. Kurt Miller. Everybody talks about your change of program back in the day, but it’s more your passion and your care for all of us sitting here today that this Society remains viable and stronger every year. So thanks, Kurt.
Finally, a real good friend of mine, Robert Benton. You take care of so many people in this Society and this industry as well as in your company, and your space. Your space is big. Your opinions, your professional assistance, and your good old southern honesty really build people. You may have
many people in this industry that depend on you, but for some reason, you found enough space to let one more dude jump on, so thank you Robert.
Okay, enough of the thanks. I appreciate everybody in the room. I appreciate everybody sticking around for Wednes-day morning and the changing of the guard. I wanted to spend more time with people this morning than I did with promises, but I’m going to tell you a few things about the year coming up and what we intend to do. First of all, it’s another Wednesday morning where we stand here today, sit here today, and reflect on another great conference. Rowdy and Paul, you did it. You had tough challenges, and you had some diversities, but we got through it and it was great. So Paul and Rowdy, thanks for putting together a great team and getting this conference to come through.
You brought us interesting information and keynote speeches that re-ignited our hearts. You brought us technical content that refreshed our minds and entertainment that nourished our soul. There was a lot of laughing in this room this week and that’s like getting more oxygen. When you can laugh, you can live. Thanks guys for putting on yet another great conference.
I wanted to say a quick thank you to our new administration team. You’ve already heard enough that we had a transition, and we had some challenges. For them to be able to come in and hit the ground running, to let Paul and Rowdy get back to the conference at hand, thank you guys for coming in and doing that.
I guess I wasn’t done with thank you’s. I want to give a huge thank you to the BEMA organization. Chairman Cornelis, past chairman Ungashick and Ken Newsome, you guys rode along with us while we were transitioning from a number of different scenarios. Thank you for letting us get involved with Kerwin Brown and for allowing him to take us to places that eventually got us to where we are today. Thanks to the BEMA organization.
Now on to the rest of what I want to talk about and what’s on the horizon for 2011 as a Society year and then the 2012 conference. We call this job today the Chairman of the 2012 Society, but most of the work is done in the balance of this year. When a person assumes the role of chairman, he has typically been involved in the activities of the Society for several years. As I take the helm today, I can share with you that my experience has been 100% during these transitional times. We went from full time leadership to interim leader-ship to shared leadership with BEMA and then back to full time leadership. Over the last three and a half years, the Society officers, the executive committees, the standing

Wednesday, March 9, 2011 CLOSING SESSION
www.asbe.orgJournal of American Baking PAGE 235PAGE 234
committees, and a host of past chairman, all volunteers, had to work through and deal with the business of the Society.
As I stand here today, and we look back on a place where we can feel stable with our administration, secure in our future, and comfortable that we continue to grow our membership and continue to deliver the conference that is the Best Week of Baking, we can also work this next year to set our sights on some initiatives to further grow the Society. When I say “grow the Society,” I’m not only talking about member-ship numbers and conference attendees. I’m talking about growing our Society’s influence in our communities, in our industry, in our workplaces, and in our hearts and ourselves.
My goal as chairman is to return here next year and tell some stories of how we, the members of the American Society of Baking, went out and improved the spaces that we live in. How we’ve taken our creed and practiced what we preach. We are looking for individuals in this Society to rise up and lead others in all of these areas. We can make a difference every day, everywhere, in every way, and in every one we cross on a given day. So again, thank you for this honor. It’s time to get to the work of the Society. Thank you. At this time, it is my duty and honor to introduce the officers for the 2011/2012 Society year.
For Secretary/Treasurer, Larry Marcucci; for Third Vice Chairman, Dave Hipenbecker; for Second Vice Chairman, Paul Lattan; and for First Vice Chairman, Mike Elenz.
I would also like to introduce the executive committee mem-bers that will continue to serve in the balance of 2011-2012. When I call your name, please rise and remain standing until I get all the names called. Hold your applause until we get everybody called out.
The executive committee will consist of Rowdy Brixey, Terry Bartsch, Mark Hotze, Dermot O’Connor, Lin Carson, Celeste Daughenbaugh, Anthony Turano, Eric Kestenblatt, Scott Fischer and Tim Cook. The new members for the executive committee in 2011-2012 are Wendi Ebbing, John Graul, Jay Hardy and Gary Smymeier.
The retiring members of the executive committee are John Khoury, Mike Reiber, Dave Watson, Kurt Miller, Eddie Per-rou and Tom McCurry. The following individuals are the chairmen of the stand-ing committees for 2011-2012: John MacAlpine, Finance; John Philips, Education; Mark Hotze, Membership; Todd Steward, Z50 Safety and Sanitation; Lee Sanders, Scientific
Advisory; Laurie Gorton, Indexing; I’ll be looking after En-gineering and Environmental, which I’ve done for a number of years; Bill Van Wagner, Property; Gary Brodsky, Hall of Fame. Those of you who were just called out, please rise again. Please stand up. All the people I just called from the begin-ning.
Those of you seated right now, take a look around. These are the volunteers of our industry who will guide us over this next year. If you get a chance, thank them out in the halls. There’s a lot of work to do, as I said, in the work of the Society, not the business of it. We’re going to get out there, and we’re going to look at our missions, our visions, our creed, and we’re going to put that stuff on the streets.
At this time, I would ask Terry Bartsch to come to the stage. Terry didn’t get any music. Terry, thank you for your leadership as the outgoing second vice chairman, for your wonderful year last year with the program, and for your friendship. Thank you, Terry. Now, the good part. It is with extreme pleasure that I intro-duce your 2011-2012 program chairman. This gentleman has a team that is guaranteed to bring us a program that will continue our goal to enlighten, educate and entertain. As Chairman, I am honored to present to you, Mr. Tom McCurry. TOM MCCURRY: Apparently Jeff memorized his entire presentation, because I didn’t see him look down at his notes once. I, on the other hand have not, so bear with me while I read, and I appreciate it Jeff.
I’d like to begin by offering my admiration and congratula-tions to Paul, Rowdy, Tawnee and Kent for putting together a fantastic program this year. It was great. You guys did an awesome job. I know with all the transition during the year, it took an extraordinary effort to put together such a profes-sional event. It seems to be the tradition of raising the bar each year has continued in 2011, and it will be a challenge for Jeff and me to improve upon what you have just enjoyed, but I’m sure we’re up to the challenge. Aren’t we? All right, good. I got the thumbs up, so that’s a good sign.
In addition, I’d like to thank Jeff for choosing me to serve in such an important role as program chair. Jeff has as much passion for this industry as anybody I know, and I’m sure with his guidance and creativity that we will create a very memorable event for 2012.
In putting together what we affectionately call Team 12, I
was trying to put together a team that included a cross sec-tion of knowledge and experience, enthusiasm and creativity, and I think we hit a homerun. The 2012 session chairmen are - and if you all would stand up if you’re here, and hold your applause please - Bradley Cain, Cain Food Industries; Jay Hardy, Bimbo Bakeries; Andrew McGhie, EyePro Sys-tems; Jessica Myers, Balchem; Ken Schwenger, from Bakery Concepts; Mike Steur, Hixson Architects and Engineers; and Brandon Woods, LeMatic.
I know how excited Jeff and I are to work with this outstand-ing group over the next year. Additionally, I’d like to thank all of them in advance for the time and effort that will go into this, because I know how much time and effort it will take.
Finally, this program is for you, the membership, and your input is requested and valued. If you have any thoughts on how we can do a better job with the program, please find any of those people and tell us. We’re open to all ideas and input. Thank you very much. JEFF DEARDUFF: Thanks, Tom. We are excited about our team, and we are excited about the things that we’ll run into in the next number of months that will set our stage for what we’ll present to you next year. Most importantly, we’re going to bring you content that is right on.
At this time, we want to bring up Kerwin Brown, represent-ing BEMA. He’s going to give the iPads away. Take it away, Kerwin.
KERWIN BROWN: Good morning. On behalf of BEMA, we are proud to support ASB through this iPad give-away and congratulate ASB and your staff, and particularly Paul Lattan and his program chair, for putting on an outstanding program. A little off the script, but I will say that I, and really BEMA, was honored to be a much closer part of this organization for the last two and a half years. The one thing I really took out of it was the close friendships that I built with folks like Robert and Rowdy and John and Jeff and all those guys. So, thank you for that privilege to build those friendships. We look forward to many more Best Weeks in Baking. Now let’s give away this iPad.
Last night you went to Market Place in Motion. Hopefully you wrote your name on the back of a drink ticket. We’re going to pull those and give away two iPads. So that this is official, do you want to pick? Maybe two or three. Kelly Bellrope. Sorry I slaughtered your name there, Kelly. Joe Guido, Guedo. That didn’t have a name on it. Brian Strauss. I will say that those will be updated in two days, so if you
want to give those back to me, I will promise to get you the newer one that’s coming out in two days. Again, congratula-tions on the outstanding program. I turn it back over to Jeff Dearduff, and you’re in great hands.
JEFF DEARDUFF: Thank you, Kerwin. At this time I’d like to bring up Kent Van Amberg, our Executive Director. He’s got a few words to say.
KENT VAN AMBERG: As you know, we were having a contest during the last six months trying to get you, our best spokesmen, best representatives, and best recruiters for our industry, to help bring more bakers into ASB. As part of that, we said that the person who was able to recruit and bring to the organization the most new members would receive free registration for BakingTech 2012. Doesn’t need to be here, but is Mr. Ben DeIorio present today? We’ll notify him, and he’ll receive free registration to next year’s meeting. We want to continue that effort, so we’re going to continue that throughout next year and have some other fun prizes and opportunities for you to help grow the organization to maybe get free membership or free admission to next year’s meeting. Thank you very much. JEFF DEARDUFF: Thank you Kent. Now it’s time to adjourn the meeting, but before I do, we start every conference with our good friend, John Phillips, opening up with an invoca-tion. This morning, my wife was able to make it back to Chicago from the suburbs, the far out suburbs. Many of you who asked me where she was all week knew that she had a lot going on. She had children at home that needed to be places. We have a sophomore that is in the high school musical that performs this afternoon, and he had gotten laryngitis, lost his voice. Through a lot of doctoring, and again, my friends the Benton’s helped us out there by con-necting us with people that could help us fix that problem, so thank you guys.
Wendy got back this morning and she handed me a gift, and the gift is this. It’s Proverbs 3:21-26. “My son, preserve sound judgment and discernment. Do not let them out of your sight. They will be life for you, an ornament to adorn your neck. Then you will go on your way in safety, and your foot will not stumble. When you lie down, you will not be afraid. When you lie down, your sleep will be sweet. Have no fear of sudden disaster or of the ruin that overtakes the wicked, for the Lord will be your confidence and will keep your foot from being snared.”
With that ladies and gentlemen, the American Society of Baking, BakingTech 2011 is adjourned.
Meeting adjourned.

Journal of American Baking www.asbe.orgPage 237Page 236
www.asbe.org Journal of American Baking
INDEX INDEX
Subject Index87th Annual Technical Conference
* (p) indicates a photo, (s) indicates slides. ** Slides only, no written presentation offered.
“2010 Dietary Guidelines for Americans: Implications for the Grain Industry,” Judi Adams .............................224-227, 227-230 (s)*
2010 Dietary Guidelines for Americans ....... 222, 224-23050-year member recognition ......................................... 19
AABA (see American Bakers Association below)Abare, Mike, ..........................................................11 (p)*Accessibility, and sanitary design, ...............................182Adams, Judi, “2010 Dietary Guidelines for
Americans: Implications for the Grain Industry,” ......... ................................................... 224-227, 227-230 (p)
.............................................................. 12 (p), 224 (p)AIB (see American Institute of Baking below)Air compressors, as part of sustainability, .....................60Air material separator, OSHA definition, ....................172Allergen cleaning, and equipment design, ..................181American Bakers Association (ABA), sodium
reduction statement,................................................138 update, ............................................................. 220-223American health and the baking industry ......................17American Institute of Baking (AIB),
sodium reduction research, ............................136, 138American Society of Baking (ASB),
Get a Member drive, ................................................18 mission and vision statements .....................................2 new staff introductions ..............................................19 office transfer from Petaluma, CA,
to Swedesboro, NJ, ..............................................19 officers, 2010-11, .................................................. 5 (p)Anater, Ray ................................................................. 8 (p)Apple, James, 2011 Baking Hall of Fame
inductee, comments ............................................ 20-22 50-year member honored in 2011 .............................19 ................................................................ 10 (p), 22 (p)ASB (see American Society of Baking above)Atkins Diet, ...................................................................15Atmosphere, in LEED design, of bakery ........................74Auditors, background ...................................................192
Audits, preparing for ....................................................194 Reports, use of .........................................................191 third party, food safety .................................... 189-196Authorization of changes, in project management ......160Automation, effect on formulations .............................116
BBack to basics, trend in food service industry ..............202Bacon, Caroline .......................................................... 9 (p)Bacon, trend in food service industry ...........................201Bag house, in dust control ............................................172Bailey, Tony, recognition ..............................................232Bakers Courtesy Club, recognition ..............................231Bakery waste stream reduction ................................. 83-89Bakery, green ............................................................ 72-77Baking Hall of Fame, 2011 inductees ....................... 20-25Baking industry, conditions .................................... 90-104 current status .............................................................15 role in American health .............................................17 update .............................................................. 220-223BakingTech highlights ...........................................8-13 (p)Ball bearings, for oven chains .......................................150Bartsch, Terry, recognition as 2010
program chairman ...................................................231 .................................................................. 5 (p), 16 (p)Bayles, Autumn, “Building a Green
Bakery,” ................................................ 72-75, 75-77 (s) .....................................................13 (p), 72 (p), 78 (p)Beans, lentils, resistant starch content ..........................127Belts, drag reduced, in ovens ........................................151Benchmarking tools, energy usage .................................51Benton, Robert, recognition as past
chairman ..........................................................231, 233Berg, Richard, 50-year member honored
in 2011 ......................................................................19Bergan, Laura ............................................................ 13 (p)Berger, Rich .............................................................. 10 (p)Berne, Steve, recognition as session
chairman ..................................................................231 .......................................................5 (p), 13 (p), 78 (p)
Best sellers, influence on consumer opinion, about food ingredients ..............................117
Bimbo Bakeries USA, project management practices .......................................................... 157-164
Bimbo, Grupo, history and growth ...................... 213-219Biofuel, influence on commodity markets ......................95Biscuit & Cracker Manufacturers’ Association,
involvement in EPA Energy Star program ........53, 60, 79Blood sugar, effects of resistant starch ..........................128Brackman, Ed, recognition as session chairman ...........231 .................................................................. 5 (p), 12 (p)Braun, Marc ................................................................ 9 (p)Bread, resistant starch content .....................................127Bresnahan, Robert, “Building a Market Perspective
to Determine Value,” ........................ 90-96, 96-104 (s) ............................................................................ 90 (p)Brixey, Rowdy, Interview of Morton Sosland ........... 15-18 recognition as outgoing chairman................... 231-232 ..........1 (p), 5 (p), 10 (p), 11 (p), 12 (p), 14 (p), 15 (p)Brixey, Tracey, recognition ...........................................232 .........................................................................p.11 (p)Brodsky, Gary, 2011 Baking Hall of Fame
inductees ............................................................. 20-25 recognition ..............................................................233 ............................................................................ 20 (p)Brown, Greg ............................................................. 12 (p)Brown, Kerwin, recognition ................................. 231-233Bruinsma, Bernard, “Freezer to Oven
Technologies,” ........................................ 108-109 (s)** .......................................................................... 108 (p)“Building a Green Bakery,” Autumn Bayles .........................
............................................................ 72-75, 75-77 (s)“Building a Market Perspective to Determine
Value,” Robert Bresnahan, ................ 90-96, 96-104 (s)Building design, and construction ............................ 64-69Buildings, impact on environment ........................... 64-65Bundy, Liz ................................................................. 11 (p)Bundy, Russell ........................................................... 11 (p)Burris, Brad ............................................................... 12 (p)Business meeting, 2010 ...............................................p.14 2011, ........................................................ 18, 234-235
CCakes, effects of sodium replacement .................. 141-142Calcium claim, in sodium replacement ........................141Calories, sources in diet ...............................................225Campbell, Glenn, “OSHA and Combustible
Dust,” .......................................... 170-175, 175-178 (s) .......................................................................... 170 (p)
Carbohydrate consumption, consumer data ........ 125-126Carbon footprint reduction, by waste
stream recycling ........................................................84Cardboard, reduction, by waste stream recycling ..........85Catlett, Lowell, “Dream Space,” .....................................82 ................................................................ 11 (p), 82 (p)Celebrity, trend in food service industry ......................205Central America, and Grupo Bimbo .............................213Certification, customer mandates .................................189 food safety ......................................................... 89-196 Safe Quality Food (SQF) ................................ 189-196Change, in formulations, over time ...................... 115-117 managing ......................................................... 159-160Chemical leavening, as source of sodium .....................139 effects of sodium replacement .................................141Chemical names, of ingredients ........................... 116-117Chemical Safety Board (CSB) ......................................171Chemical wastes, reduction, by waste
stream recycling ........................................................85Chicago, City of, waste-to-profit group .................. 83-89China, and Grupo Bimbo .............................................213Chlorinated flour, and labeling ....................................117Cholesterol reduction, effect of dietary fiber ...............127CIP (clean-in-place) technology for ovens .......... 151-152Clayton, Ted, “Maintenance and Reliability
Predictive Maintenance: Reducing Cost, Increasing Productivity,” ........................ 165-169 (s)**
.......................................................................... 165 (p)“Clean Label Strategies: The Importance of
Being Relevant & Looking Forward,” Kantha Shelke .................................. 114-120, 120-124
Clean label, history .............................................. 114-115 strategies ......................................................... 114-124Cleanable equipment ...................................................183Cleaning, allergen and pathogen, and
equipment design ....................................................181 and sanitation, in project management ........... 160-161 protocols, validated .................................................182Clean-in-place (CIP) technology, for ovens ........ 151-152Climate change ..............................................................51Closing session ..................................................... 231-235Cloverhill Pastry Vend, experience with
waste stream reduction ........................................ 83-89Cogswell, Theresa ...............................9 (p), 10 (p), 12 (p)Combustible dust ......................................... 170-178, 222Commercialization plan, in project management ........160Commodity markets, situation ................................. 90-92 update ......................................................................221Communications, in project management ...................158

Journal of American Baking www.asbe.orgPage 239Page 238
www.asbe.org Journal of American Baking
INDEX
Compatible materials, and sanitary design...................182Compressors, air, as part of sustainability ......................60Conditions, baking industry ................................... 90-104Construction changes, in project management ............160Consumers, challenges ...................................................16 concerns, sodium reduction ....................................137 data, on high-fiber diets ..........................................125 opinion, about food ingredients, influences ............117 trends, in food service industry ....................... 198-212 understanding, of fiber requirements ......................126Consumption, of baked foods ........................................15Contents ....................................................................... 3-4Contractors and suppliers, role in project
management, ..........................................................159Controls, added to ovens .............................................152Convenience stores, as food service locations ..... 198-199Conveyor belts, and cleaning .......................................181Cookie plants, Energy Star program .................. 53, 58-61Cookies, moisture addition to oven air ........................149Cooling, by vacuum vs. ambient ..................................151Corn, stocks-to-use ratios ..............................................92Cost increases .................................................................16Cost, in project management .......................................157 LEED vs. conventional construction .........................69 of violations of OSHA combustible
dust regulations ....................................................170 of dust control systems ............................................173CPL0300-00, dust control regulations .........................171Cracker plants, Energy Star program ................. 53, 58-61Crackers, moisture addition to oven air .......................149Creed of the Bakery Engineer, 1924 ................................2Crenshaw, Denise, speaking for 2011 Baking
Hall of Fame inductee E.E. Kelley, comments .... 22-23 ............................................................................ 23 (p)Crops, corn, soy, wheat, stocks-to-use ratios .................92Crumb grain, effect of salt............................................139CSB (Chemical Safety Board) ......................................171Cupcakes, trend in food service industry .....................201Customer insight ............................................................17Customer-mandated audits ...........................................191Cyclone, in dust control ..............................................172
DDaily Sentiment indexq ........................................... 95-96Data, acquisition systems, for ovens ............................148 collection and analysis, in project management .....158Dates, future meetings ......................................................1Dearduff, Jeff, introduction as incoming chairman ......232 recognition as 2012 chairman .................................231
.........................................5 (p), 12 (p), 13 (p), 232 (p)Dearduff, Wendy, recognition .....................................232DeBlasio, Dominic, and Christina Kelley-Astorga,
“SQF Certification: The Benefits SQF Brings to the Baking Industry,” ............... 189-195, 195-196 (s)
.......................................................................... 189 (p)Deese, George .............................................. 10 (p), 11 (p)Deflagration, in dust explosions ...................................172DeIorio, Ben, recognized for new member
recruitment ..............................................................235Del Campo, John, introducing 2011 Baking
Hall of Fame inductees ........................................ 20-25 recipient of the Robert Fischer Distinguished
Service Award ............................................................26 .....................................................10 (p), 20 (p), 26 (p)Deliverables, in project management ...........................157Design, sanitary .................................................... 179-188Diabetes, effects of resistant starch ..............................129Diaz, Mario .............................................................. 10 (p)Dietary fiber, daily consumption recommendations, p.126 in formulations ................................................ 125-135Dietary guidelines ................................................ 224-230Digestive health, and dietary fiber ...............................126Dinoto, Dominick, 50-year member honored
in 2011 ......................................................................19Documenting verbal changes, in project
management ............................................................161Dollar, influence on commodity markets .......................93Domenicucci, Phil ...................................................... 8 (p)Doughmaking method, effect of salt ............................140“Dream Space,” Lowell Catlett .......................................82Drocco, Davide, “The Evolution of Mixing
and the Benefits of Vertical Mixers,” ...... 105-107 (s)** .......................................................................... 105 (p)Duke University School of Economics, involvement in
EPA Energy Star program ....................................52, 60Dust accumulations, limits permitted ...........................173Dust collection, ROI ....................................................174Dust collector, OSHA definition .................................172Dust explosions ............................................................170 actual examples ....................................... 174-175, 179Dust, combustible ................................................ 170-178
EEconomy, influence on commodity markets ..................93Education, influence on consumer opinion,
about food ingredients ............................................119Ebbing, Wendy, recognition as session chairman ........231 .............................................................................. 5 (p)
Electric lines, and cleaning ...........................................181Elenz, Mike ................................................. 5 (p), p.12 (p)Emissions, and improved heating methods ..................149“Energy Star for Baking Plants,” David Van Laar...... 58-61
....................................................................... 61-63 (s)Energy Star for Industry, voluntary program,
U.S. Environmental Protection Agency .............. 51-57Energy challenge for industry ........................................52Energy management, in plants ................... 51-57, p.58-61Energy Performance Indicator (EPI) ............... 52, p.79-80Energy performance scale ..............................................52Energy recovery systems, for ovens .............................151Energy savings, in oven technology .............................148Energy savings, LEED certification ................................65Energy Star, and LEED ............................................. 67-68 label ......................................................... 53-54, 78, 80 voluntary program ............................................... 78-79Energy use models ..........................................................52Energy, in LEED design, of bakery ................................74 types in ovens ..........................................................149 usage by older ovens, ..............................................152Enforceable codes, relating to dust control ..................172Environment, impact of buildings ............................ 64-65EPA, Energy Star for Industry, voluntary program ... 51-57EPI (Energy Performance Indicator) .................. 52, 79-80Equipment design changes, in project management ....160Equipment design, and food safety ..............................181 and principals of sanitary design .............................182Equipment, safeguarding ..............................................158 seals, and cleaning ...................................................181 trends in food service industry ................................201Ethanol recovery systems, for ovens ............................151Ethnic foods, trend in food service industry ................203Evaporative water recovery systems, for ovens ............151“Evolution of Mixing and the Benefits of
Vertical Mixers,” Davide Drocco ............ 105-107 (s)**Evolution, of baking industry ............................... 115-117Exhibitors list, marketplace .......................................... 6-7Explosion isolation system ...........................................173Explosions, and food safety ..........................................192 caused by dust ................................................. 170-171External risks, in project management .........................159
FFahey, Lou .................................................................. 9 (p)Farm policy, update ......................................................221Fats, and dietary guidelines ..........................................225Fatula, Brian, recognition as session chairman .............231 .............................................................................. 5 (p)
Fear/Greed index ............................................................94Fermentation rate, effect of salt ....................................139Fermentation, of dietary fiber, in the gut ............. 126-127Fiber, dietary, daily consumption recommendations ....126 in formulations ................................................ 125-135Filter efficiency, in dust control ....................................173Filters, in dust control ..................................................172Fischer, Robert, Distinguished Service Award ................26Fischer, Scott ............................................................ 11 (p)Flame front propagation, involved in
dust explosions, ......................................................171Flameless vents, in dust control ....................................173“Flatbreads: More Than ‘Thin’ and ‘Flat,’” .... 110-113 (s)**Flatbreads ..................................................... 110-113 (s)**Flavor trends, in food service industry .........................200Flavor, aspects of salt replacement ....................... 139-140Flooding, influence on commodity markets ...................93Flour replacement, by resistant starch ..........................128Flour, as combustible dust ............................................170Folic acid, and dietary guidelines .................................227Food Guide Pyramid ....................................................224Food labeling ................................................................222Food recalls ............................................... 180, p.191-192Food safety audits, third party ............................. 189-196Food Safety Modernization Act (FSMA) ...........................
................................................................180, 191, 194Food safety, in project management.............................158Food safety ...........................................................114, 222Food service, trends .............................................. 198-212Food styles, trends in food service industry .................200Food trucks, trend in food service industry ......... 199-200Formulations, how they change over time ........... 115-117“Freezer to Oven Technologies,” Bernard Bruinsma ...........
................................................................ 108-109 (s)**Front-of-pack labeling, sodium ....................................139Fryer oil, reduction, by waste stream recycling .............85FSMA (Food Safety Modernization Act) ...........................
.................................................................180, 191,194Funds, hedge and index ..................................................91Future meeting dates ........................................................1Future, of Grupo Bimbo ....................................... 213-219Futures markets ......................................................... 92-93
GGet a Member drive, ASB ..............................................18GFF (Grain Foods Foundation) ....................................224GFSI (see Global Food Safety Initiative below)Glass, reduction, by waste stream recycling ..................85Global Food Safety Initiative (GFSI) ................... 189-196
INDEX

Journal of American Baking www.asbe.orgPage 241Page 240
www.asbe.org Journal of American Baking
INDEX
Gluten, addition to formulations ..................................128Glycemic index, and dietary guidelines .......................226Gonzales, Genaro ..................................................... 12 (p)Gonzalez, Amanda, ASB membership manager,
introduction ..............................................................19 recognition ..............................................................231Government update ............................................. 220-223Grain Foods Foundation (GFF) ....................................224Grains, refined and whole, and dietary guidelines .......225Graphite lubricants, for ovens ......................................150Green bakery ............................................................ 72-77Green Building Council, U.S. ........................................64Green building, operations and maintenance ................67 rating system ................................................. 65-67, 79Grocery Manufacturers Association (GMA)
Sanitary Design working group ...................... 179-180Groff, Dave ................................................................ 9 (p)“Grupo Bimbo: Past, Present, and Future,”
Ramon Rivera .............................. 213-215, 216-219 (s)Guidelines, dietary ............................................... 224-230 food safety inspection .............................................190
HHazard Analysis Critical Control Points (HACCP),
training and certification ...................................192, 94Healthy blood sugar levels ...........................................126Heat exchangers, for ovens ..........................................151Heat flux sensors, in ovens ...........................................149Hedge funds, commodity speculation ...........................91Henry, Troy .................................................... 9 (p), 12 (p)Higer, Kevin, “Trends in the Food Service
Industry,” .................................... 198-206, 206-212 (s) .......................................................................... 198 (p)High-fiber diets, consumer data ...................................125Highlights, BakingTech .........................................8-13 (p)Hipenbecker, Dave..................................................... 8 (p)History, of food industry and formulation ........... 115-117 of Grupo Bimbo .............................................. 213-219Hollow areas, and sanitary design ................................182Holt, Mac ................................................................. 10 (p)Hot-work permit ..........................................................172Human relations plan, in project management ............158Humidity curve, of ovens .............................................149Humidity sensors, in ovens ..........................................149HVAC systems, in LEED design, of bakery ...................74Hybrid tunnel ovens ....................................................151Hygiene, personal ........................................................182
I
Ice crystal formation, in freezer-to-oven methods ................................................... 108-109 (s)**
Immigration issues ........................................................223Index funds, in commodity markets ...............................91Industry challenge, energy .............................................52Industry conditions .......................................... 15, 90-104Industry consolidation ....................................................16Industry update .................................................... 220-223Information flow, in project management ....................159Infrared technology, for ovens ............................. 149-150Ingredients, and clean labeling ............................. 118-119Insulin sensitivity, effects of exercise and
weight control, .......................................................129Introduction .....................................................................1“Invocation,” John Phillips ..............................................14Jackson, Darren ................................................ 5 (p), 9 (p)Jobe, Pat ..................................................................... 9 (p)Kelley, E.E., 2011 Baking Hall of Fame
inductee ............................................................... 22-23Kelley-Astorga, Christina, and Dominic DeBlasio,
“SQF Certification: The Benefits SQF Brings to the Baking Industry,” ................. 89-195, 195-196 (s)
.......................................................................p.189 (p)Keynote address, Ed Viesturs, “No Shortcuts
to the Top,” ......................................... 27-36, 36-50 (s)Khoury, John, recognition as past chairman ................231Kilby, Len ................................................................. 10 (p)Klosterman, Chip, speaking for 2011 Baking
Hall of Fame inductee Kenneth F. Klosterman, comments ..................................................................24
........................................................................ p.24 (p)Klosterman, Kenneth F., 2011 Baking Hall of
Fame inductee ..................................................... 23-24Knott, Kevin .............................................................. 9 (p)Kornfeil, Ivo ............................................................... 9 (p)Kuchuris, Frank, recognition ................................ 232-233
LLabel, Energy Star .................................................... 53-54Labeling, claims, sodium ..............................................139 Energy Star ................................................................80 food .........................................................................222Labels, clean ......................................................... 114-124 — on packages, Energy Star .....................................78Landfill, reduction, by waste stream recycling ...............84Larsen, Chadwick ..................................................... 13 (p)“Latest Advances in Oven Technology,” Dan
Malovany and Shane Whitaker ... 148-152, 153-156 (s)Latin America, and Grupo Bimbo ................................213
Lattan, Paul, recognition as 2011 program chairman .......................................................... 231-232
1 (p), 5 (p), 12 (p)Lawrence Berkeley National Lab, involvement
in EPA Energy Star program .....................................53Leadership in Energy and Environmental
Design (LEED) .................................................... 64-69Leavening, chemical, effects of sodium
replacement .............................................................141“LEED and Green: A Recipe for Sustainability,” Lois Vitt Sale ............................................ 64-69, 69-71 (s)LEED (Leadership in Energy and Environmental
Design) ................................................................ 64-69 and Energy Star ................................................... 67-68 early adopters ............................................................65 for homes ..................................................................68 history ................................................................. 66-67 in bakery design ........................................................73 working with developer ............................................73Level 2 certification, p.191Lighting, as part of sustainability, 59Liquid collection, and sanitary design, 182List, marketplace exhibitors, 6-7Livingston, Phil, 50-year member honored in 2011, p.19Local influence, trends in food service industry, 204-205Lube-free oven technology, 150
MMacAlpine, John, 50-year member honored in 2011, 19MacKie, Robb, “Industry Update,” 220-223 — p.220 (p)“Maintenance and Reliability Predictive
Maintenance: Reducing Cost, Increasing Productivity,” Ted Clayton ...................... 165-169 (s)**
Malovany, Dan, and Shane Whitaker, “The Latest Advances in Oven Technology,” .............................. 148-152, 153-156 (s)
.............................................................. 12 (p), 148 (p)Management, of energy in plants ............... 51-57, p.58-61Marcucci, Larry, recognition ................................ 231-232 .................................................................. 5 (p), 12 (p)Marketplace exhibitors list ........................................... 6-7Markets, commodity ................................................ 90-92Materials, in LEED design, of bakery .............................74McCurry, Bill ............................................................ 12 (p)McCurry, Tom, introduction as 2012 program chairman,
................................................................................234 ............................................................................ 13 (p)MEC (minimum explosive concentration),
in dust explosionS ........................................... 171-172Media, influence on consumer opinion, about
food ingredients ......................................................117Meeting dates, future .......................................................1Mexico, and Grupo Bimbo ...........................................213MIE (minimum ignition energy), in dust
explosions ................................................................172Miller, Kurt, recognition ..............................................233Minimum explosive concentration (MEC),
in dust explosions ............................................ 171-172Minimum ignition energy (MIE), in dust
explosions ................................................................172Miranda, Laureen ..................................................... 13 (p)Mission statement, ASB ....................................................2 — Grupo Bimbo ......................................................214Mixing, evolution of technology, p.105-107 (s)**Modular ovens ..............................................................150Moisture addition to oven air .......................................149Morabito, Damian ...................................................... 8 (p)
NNano-emissive technology, for ovens ..........................149Nanotechnology, and oven heat control .....................149National Electrical Code, Class 2, Division 2,
Group G, ................................................................172National Fire Protection Association (NFPA)
guidelines, dust explosions ......................................171Natural claims ..............................................................116NEMA 4, wash-down standard ....................................172NEMA 12, dust standard ..............................................172NEP (National Emphasis Program), OHSA .................171NFPA (National Fire Protection Association),
guidelines, dust explosions ......................................171 Standard 654 ................................................... 172-173Niches, and sanitary design..........................................182NLEA (Nutrition Labeling and Education
Act of 1990) ............................................................139Noot, Donald, 50-year member honored in 2011 .........19Nordell, Joakim ........................................................ 10 (p)Nutrition Labeling and Education Act of
1990 (NLEA) ...........................................................139
OOak State Products, experience with Energy Star ... 58-63Obesity epidemic, and dietary guidelines ....................225Occupational Safety and Health
Administration (OSHA) ................................. 170-178Officers, ASB, election for 2011-12 period ..................234Oil, fryer, reduction, by waste stream recycling ............85
INDEX

Journal of American Baking www.asbe.orgPage 243Page 242
www.asbe.org Journal of American Baking
INDEX
Opening session ....................................................... 14-26Operational pillars, of Grupo Bimbo ...........................214Organizational support, in project management .........159Osborne, Don ............................................................ 8 (p)“OSHA and Combustible Dust,”
Glenn Campbell .......................... 170-175, 175-178 (s)OSHA (Occupational Safety and Health
Administration) ............................................... 170-178 Hazard Communication Guidelines .......................171 National Emphasis Program (NEP) .........................171 Standard 70E, arc flash ............................................173Outdoor dust collectors ...............................................173Oven belts, drag reduced .............................................151Oven capacity, and improved heating methods ...........149Oven chains, effects of lubricants ................................150Oven heat control, by nanotechnology .......................149Oven technology, advances ................................. 148-156Ovens, age of ...............................................................152
P, QPackaging scrap, reduction, by waste stream
recycling ....................................................................84Painchaud, Patrice .................................................... 10 (p)Parke, Dan, ............................................................... 13 (p)Particle sizes, in dust control ........................................173Pathogen cleaning, and equipment design ...................181Payback, and sustainability ............................................59Pepsico, energy management program ..........................52Per capita consumption, of baked foods ........................15Personal hygiene ..........................................................182Pest control programs, and food safety ........................192Phillips, John, “Invocation,” ...........................................14Pimpinella, Jim, recognition .........................................232P-Max, maximum pressure involved in dust
explosions, ..............................................................171Politics, as affecting U.S. baking industry ............ 220-223Portion size, trends in food service industry, ....... 203-204Potassium chloride, as salt replacement ............... 139-140Poulos, George, recognition as past chairman, ............231P-Red, suppression or venting, in dust collectors ........171Predictive maintenance ................................ 165-169 (s)**Preparing, for audits .....................................................194Pressures, involved in dust explosions ..........................171Pretzels, moisture addition to oven air .........................149Price pressure .................................................................16Prince, Gale ................................................................ 8 (p)Principals of sanitary design, and equipment design ...182Productivity, in maintenance ........................ 165-169 (s)**Profits, from bakery waste streams ........................... 83-89
“Project Management,” Doug Taschner ............................. ..................................................... 157-161,161-164 (s)
Project success, drivers, in project management ..........157Proof time, effect of salt reduction .......................140, 142Protocols, validated for cleaning ..................................182Przybek, Frank, 50-year member honored in 2011 ........19Psychology, influence on commodity markets ......... 93-94Psyllium, its effects as dietary fiber ..............................127Public access, to food plant audits ...............................191Pyramid, food guide .....................................................224Quality systems, in project management .....................158
RRadiation range, of baking ...........................................149Rating system, green buildings ........................... 65-67, 79Ray, Jeana ................................................................. 11 (p)Readiness, for audits .....................................................194Recalls, food ................................................. 180, 191-192Recognition programs, Energy Star ...............................51Recycling, in baking operations ............................... 58-59Reduction, of bakery waste streams ......................... 83-89 — of sodium, in baking ................................... 136-147Refined grains, and dietary guidelines .................. 225-226Regulations, effect on formulations ..............................116Regulatory update ................................................ 220-223Remediation, of building site .........................................73Resistant starch, consumer consumption .....................127 effect on satiety ............................................... 128-129 four types ................................................................127 in foods ...................................................................127 in formulations ................................................ 125-135 replacement of flour ................................................128 scientific findings ............................................. 128-129Resources, in LEED design, of bakery ............................74Retail customers, requesting audits ..............................191Retail food marketplace ..................................................17Retailers, influence on consumer opinion,
about food ingredients ............................................118Reunbrouck, Thierry .................................................. 8 (p)Rice, Mark, recognition as session chairman ...............231 .................................................................... 5 (p), 9 (p)Riggle, Eric, “Flatbreads: More Than ‘Thin’
and ‘Flat,’” ............................................... 110-113 (s)** recognition as session chairman ..............................231 .....................................................5 (p), 13 (p), 110 (p)Risk management, in project management ..................159Risk matrix, for project management ...........................159Rivera, Ramon, “Grupo Bimbo: Past, Present,
and Future,” ................................ 213-215, 216-219 (s)
Rivera, Ramon ........................................................ 213 (p)Rye flour, and resistant starch .......................................130
SSafe Quality Food (SQF) certification ................. 189-196Safe work environment ................................................157Safeguarding, of equipment .........................................158Safety, and sanitation synergies....................................179 measures, in bakeries ...............................................157 review, in project management ...............................161 short ........................................................................157Salazar, Mike, “Turning Your Waste Streams
Into Profit,” ......................................... 83-87, 88-89 (s) ............................................................................ 83 (p)Sale, Lois Vitt, “LEED and Green: A Recipe
for Sustainability,” .............................. 64-69, 69-71 (s) .....................................................13 (p), 64 (p), 78 (p)Salt, as ingredient .........................................................136 effect on flour proteins ............................................139 effect on yeast activity and fermentation rate .........139 function in bakery products ....................................139Sanders, Lee ............................................................... 9 (p)“Sanitary Design,” Joe Stout ............. 179-183, 184-188 (s)Sanitary design, of bakeries,
special conditions ....................................................192Sanitary operation, of equipment .................................182Sanitation and safety synergies ....................................179Satiety, effects of resistant starch ......................... 128-129Savelli, Ron, speaking for 2011 Baking Hall of
Fame inductee Alex Weber, comments .....................25 ............................................................................ 25 (p)Schedule, in project management ................................157Scope, in project management .....................................157Sea salt, in sodium replacement ...................................142Seals, equipment, and cleaning ....................................181Seasonality, influence on commodity markets ...............94Secondary explosions ...................................................172Self-assessment, for audits ............................................194Sensors, in ovens ..........................................................149Serpentine ovens ..........................................................150Session, closing .................................................... 231-235Sheeting, in production of flatbreads, p.110-113 (s)**Shelke, Kantha, “Clean Label Strategies:
The Importance of Being Relevant & Looking Forward,” .......................................... 114-120, 120-124
.......................................................................... 114 (p)Shuey, Tawnee, ASB director of meetings and operations,
introduction ..............................................................19 recognition ..............................................................231
Sideways markets ...........................................................94Sinclair, Upton, “The Jungle,” .....................................115Site remediation .............................................................73Situation, commodity markets ................................. 90-92Snack processing, using infrared technology ...............150Snacks, trends in food service industry ........................204Sodium chloride, replacement .....................................139“Sodium Reduction in Baking,” Brian
Strouts ......................................... 136-142, 143-147 (s)Sodium reduction, and dietary guidelines ............ 225-226Sodium reduction, as a consumer concern ...................137 history .....................................................................137 in baking ......................................................... 136-147 in U.K. and New York City ....................................138Sodium replacement, gradual method ..........................141Sodium, actual and recommended daily intakes ..........137 contributed by processed foods ..............................137 front-of-pack labeling .............................................139 function in bakery products ....................................139 function in the body ....................................... 138-139 guidelines ................................................................137 health risks ..............................................................137 intake in Western diets ............................................137 labeling claims .........................................................139 reduction by various companies ..............................138 sources in the diet ...................................................137 statement by American Bakers Association .............138SoFAS (solid fats and added sugars), and dietary
guidelines ................................................................225SOPs (standard operating procedures), food safety .....190Sosland, Morton, Interview by Rowdy Brixey ......... 15-18 ............................................................................ 16 (p)South America, and Grupo Bimbo ...............................213Soy, stocks-to-use ratios .................................................92Sparman, Alden, 50-year member honored in 2011 ......19Speculation, hedge funds, index funds ...........................91Speculators, influence on commodity markets ...............95“SQF Certification: The Benefits SQF Brings to
the Baking Industry,” Christina Kelley-Astorga and Dominic DeBlassi ..............189-195, p.195-196 (s)
SQF (Safe Quality Food) certification ................. 189-196Standard operating procedures (SPOs), food safety ....190Starch, resistant, in formulations .......................... 125-135Statements, mission and vision, ASB ................................2Steam, in ovens ............................................................151Stitch welding ..............................................................183Stocks-to-use ratio, commodities ............................. 91-92Stout, Joe, “Sanitary Design,” ........179-183, p.184-188 (s) .......................................................................... 179 (p)
INDEX

Journal of American Baking www.asbe.orgPage 245Page 244
www.asbe.org Journal of American Baking
INDEX
Stricker, Jason ........................................................... 11 (p)Strouts, Brian, “Sodium Reduction in Baking,” .................. .................................................... 136-142, 143-147 (s) ........................................................... 12 (p), p.136 (p)Sugar, and clean labeling ..............................................119 as combustible dust ................................................172Sugars, added, and dietary guidelines ..........................225Supervisory systems, for ovens .....................................148Suppliers and contractors, role in project
management ............................................................159Supression, in dust collectors .......................................171Sustainability, and payback ............................................59 at Grupo Bimbo .......................................................215 in bakery design ........................................................74 in baking operations ..................................................58 question-and-answer session ............................... 78-81 technical session .................................................. 51-81Sweeney, Joe............................................................. 12 (p)
TTable of contents .......................................................... 3-4Tapioca, and resistant starch ........................................130Taschner, Doug, “Project Management,” ............................
..................................................... 157-161,161-164 (s) .......................................................................... 157 (p)Tasty Baking Co., experience with LEED ................ 72-77Teams, project management .........................................158Technical issues, in freezer-to-oven
methods ................................................... 108-109 (s)**Technical resources, in project management ...............158Technical risks, in project management .......................159Thin breads .................................................. 110-113 (s)**Third-party audits, food safety ............................ 189-196Thomas, Chris ............................................................ 9 (p)Topping salt, and sodium reduction .............................140Tortilla oven, using infrared technology ......................150Track wear, of oven chains ...........................................150“Trends in the Food Service Industry,”
Kevin Higer ................................ 198-206, 206-212 (s)Tunnel ovens, hybrid ....................................................151Tunnessen, Walt, “Energy Star for Industry,” ....................
............................................................ 51-55, 55-57 (s) .....................................................13 (p), 51 (p), 78 (p)“Turning Your Waste Streams Into Profit,”
Mike Salazar, ...................................83-87, p.88-89 (s)Type 2 diabetes, effects of resistant starch ...................129
UU.S. Environmental Protection Agency, Energy
Star for Industry, voluntary program ................... 51-57U.S. Green Building Council .........................................64U.S., and Grupo Bimbo ................................................213University of Utrecht, The Netherlands,
involvement in EPA Energy Star program .................53Update, of baking industry .................................. 220-223USDA inspection, as it affects oven technology .........152
VVacuum cooling ............................................................151Validated cleaning protocols ........................................182Validation, of audits via SQF .......................................193Van Amburg, Kent, recognition ........................... 231-232 .......................................................5 (p), 12 (p), 19 (p)Van Laar, David, “Energy Star for Baking
Plants,” ................................................ 58-61, 61-63 (s) .....................................................13 (p), 58 (p), 78 (p)Variety bread, innovation ...............................................17Venting, in dust collectors ...........................................171Verification, of audits via SQF .....................................193Vertical mixers .............................................. 105-107 (s)**Viesturs, Ed, Keynote Address, “No Shortcuts
to the Top,” ........................................ 27-36, 36-50 (s) ................................................................ 12 (p), 27 (p)Violations, of OSHA combustible dust regulations, p.170VOC (volatile organic compound) emissions, and
improved heating methods .....................................149Volatile organic compound (VOC) emissions, and
improved heating methods .....................................149Volume, effect of salt ....................................................139Voluntary program, Energy Star for Industry .......... 51-57
W, X, Y, Z Wagner, Rudy, recognition ..........................................232Wall, Arthur, 50-year member honored in 2011 ............19Washington, D.C., update ................................... 220-223Waste stream reduction, bakery ............................... 83-89Water activity, and salt .................................................139Water holding, by resistant starch ...............................128Watson, Dave ............................................................. 9 (p)Weather, influence on commodity markets ....................93Weber, Alex, 2011 Baking Hall of Fame inductee .... 24-25Webster, Bruce .......................................................... 13 (p)Weight management, effects of resistant starch ...........129Weight reduction, marketing opportunities
for bakers .................................................................130Wheat bran, its effects as dietary fiber .........................127Wheat Foods Council (WFC) ......................................224Wheat, stocks-to-use ratios ............................................92
Whitaker, Shane, and Dan Malovany, “The Latest Advances in Oven Technology,” ......148-152, 153-156 (s)
.......................................................................... 148 (p)Whole grains, and dietary guidelines ................... 225-227 consumer data .........................................................125 resistant starch content ...........................................127Winton, Stanley, 50-year member honored in 2011 ......19Witwer, Rhonda, “Nourishing the Next Generation:
Opportunities with Dietary Fiber & Resistant Starch,” ........................ 125-130, 131-135 (s)
.......................................................................... 125 (p)Wolfe, Robert, 50-year member honored in 2011 .........19Worker involvement, in waste stream reduction ...... 86-87Yeast activity, effect of salt ...........................................139Zielsdorf, Matt ............................................... 8 (p), 10 (p)
INDEX

Journal of American Baking www.asbe.orgPage 247Page 246
www.asbe.org Journal of American Baking
For the benefit and convenience of our members we have assembled, on this and the following pages, the titles of papers which have been presented at the Annual Conference since 1980 and which are reproduced in full in the PROCEEDINGS for those years. A complete list of papers from 1975 are available through the American Society of Baking Web site at www.asbe.org.
For each listing we have included the name of the author and the year in which the paper was presented. Specific references can be found in the Subject Index included in each issue of the PROCEEDINGS for the papers presented that particular year.
Members who are seeking information which is not in this listing or specific references in earlier issues can contact the Society’s office for assistance.
2011-No Shortcuts to the Top - Ed Viesturs-ENERGY Star for Industry - Walt Tunnesson-ENERGY Star for Baking - David Van Laar-LEED & Green: A Recipe for Sustainability -
Lois Vitt Sale-Building a Green Bakery - Autumn Bayles-Dream Space - Dr. Lowell Catlett-Turning Your Waste Streams To Profit - Mike Salazar-Building a Market Perspective to Determine Value -
Robert Bresnahan-The Evolution of Mixing and the Benefits of Vertical
Mixers - Davide Drocco-Freezer to Oven - Bernard Bruinsma-Flatbreads: More than “Thin” and “Flat” - Eric W. Riggle-Clean Label Strategies: The Importance of Being Rel-
evant & Looking Forward - Dr. Kantha Shelke-Nourishing the Next Generation: Opportunities with
Dietary Fiber and Resistant Starch - Rhonda Witwer-Sodium Reduction in Bakery Products - Brian Strouts-The Latest Advances in Oven Technology -
Dan Malovany & Shane Whitaker-Project Management - Doug Taschner-Predictive Maintenance: Reducing Cost, Increasing
Productivity - Ted Clayton-OSHA and Combustible Dust - Glenn Campbell-Sanitary Design - Joe Stout-GFSI: What Benefits SQF Provides to the Baking
Industry - Christina Kelley & Dominic DeBlasio-Trends in the Foodservice Industry: Expanding
Boundaries and Opportunities - Kevin Higar- Grupo Bimbo: Past, Present, and Future - Ramon Rivera
- Industry Updates - Robb Mackie- 2010 Dietary Guidelines for Americans Implications for
the Grains Industry - Judi Adams
2010-The ‘How’ of High Performance - J. Foley-Educate and Develop New Talent - Richard Junge-A Case Study on HFCS - Brian Strouts-Consumer Research on HFCS - Marjorie Troxel Hellmer-Economic Recovery & Outlook - Dr. Lowell Catlett-Research and Development - Dave Buskens-The Hidden Traps and Benefits of Expansion - Stu Rosen-Engineering Ramp Up & Project Implementation -
Glenn Wright-Bottleneck Analysis - Brian Summ-Waste Heat Recovery - Scott Houtz-Spare Parts Study - Dave Hipenbecker-Kansas State University Update - Dr. Dirk Maier-IBIE Update - Mike Cornelis-Engineering: Thermo Technology-Engineering: Sheeting Systems for Brerad Products -
Jim Bruce-Engineering: Robotics in the Bakery - Dick Motley-Going Green: Plastic Packaging Solutions &
Sustainability - Ashley Carlson-Going Green: Energy Reduction in the Bakery -
Dan Parke & Rich Vaillencourt-Going Green: Solar Energy in the Bakery - Matt Lugar-Ingredients: Enzyme Technology - Roel Orsel-Ingredients: Fiber Technology - Ody Maningat-Ingredients: All Natural Mold Inhibitors - Jerry Erdmann
1980 - 2011List of Papers Presented
-Human Resources: Managing Lawfully - Tonja Taylor-Human Resources: Developing Your Strategy -
Christine Schoeff-Human Resources: Reinventing Leaders -
Christine Schoeff
2009- What’s Love got to do with it? - Col. Arthur Athens-Workforce of the Future - Donald A. Thriffiley-Creative Leadership - Rowdy Brixey-Ingredient Sourcing - Jon Anderson-Alternative Energy Sources - Joel K. Bourne-Flexible Equipment - What’s New? - John McIsaac-Artisan Techniques for the Industrial Baker - Tim Foley-Dividing Technology - Bruce Campbell-Online Training for In-Demand Topics - Wendi Ebbing-Vision Systems - Ray Anater-Energy Audit - Gary Floyd & Jim Earley-Oven Technology - Jerry Barnes, Peter Grogan, Mike
Scouten-Greening up your Label - Ingredient Trends Celeste Daughenbaugh-Washington Outlook- What’s Ahead on the Legislative
and Regulatory Agenda - Lee Sanders & Rasma Zvaners-What Enzymes Can Do For You - Steve Mallory-Update on Purchasing STrategies - David Brown-The Relationship Between Buyer & Seller - Pete Frederick-Determining “Value” for Exchange Traded Ingredients -
Bob BresnahanConsumer Trends in Baking - Allen Shiver, Timothy Harris, James Nolan
2008-The Basics & Theory Behind Lean Manufacturing
Practices - Roger Barata-World Class Management, Practical Results From
Lean Manufacturing - Kevin Phillips-Leadership Development, The Annapolis Way -
Dr. W. Brad Johnson-Rising Trends in Functional Foods - Claudia O’Donnell-Bread, Dough Mixing: New Science and Advancements
- Ed Fay-Food Security, An Internatiional Question - Jim Munyon-Managing Human Capital, Surviving The Brain Drain -
Dane Belden-Improvements in Oven Technologies, Burner Manage-
ment - Joseph P. Day-PLC’s, The Future and How to Stay In Touch -
Victoria Polak-Robotics in Baking - Ben Sagan-Estimating Your Carbon Footprint - Jeff Dearduff
-Energy Efficient Lighting of the Future - Doug Jorgensen and Sara George
-Alternative Fuels - Bob cGuire, Tim Waite and Ralph Stockmayer
-Partnering With Suppliers For Innovatiion - Theresa Cogswell-Making The Transition To Natural and Organic -
Ada Lacayo-R&D’s Role in Tailoring Products To Customer Demands
- Darryl Minch-US Trends in the Specialty Bread Market - Werner Simon-Decision Making and Demographics - Marilyn Stephens-Leadership Through Ethics - Dr. John Affleck-Graves-Leading A Values Based Business - George Deese-Positioning for A Dynamic Decade - Reynaldo Reyna-Anticipating The Future - Gary Jensen
2007-American Bakers Association Update - Robb MacKie-Is Bromate Back? - Anne Giesecke-Cleaning Up Your Label - Caroline van Benschop-Grains as Food or Fuel? - An Emerging Dilemma, Scott
Richman, Daniel Servitje, Hayden Wands, Bob Breshnahan, Mark Sabo
-Exploring Vitamin D - Dennis T. Gordon-Packaging for High Speed Vertical Production -
Toby Steward-Sanitary Equipment Design - Clay Miller-Engineer Maintenance - Cost vs. Investment,
Dermot O’Connor-Measure the Value of Relationships - Thomas Kuk-New Developments in Co-Generation - Alex Peele-Cost Effective Robotics - Jim Hendrix-Practical Solutions for Blast Freezing Bakery Products -
Guy Irwin-Starch Replacing Fats - Tom Luallen-Emulsifiers Replacing Fats - Susan Kay-Reconstitution Strategies for Whole Grains - Michael Beaven-Whole Grain Flour Strategies - Jay Freedman-Identifying Front Line Supervisors - Don Ashton-Exploring Communication Technology - Robert Burgh-Cross Contamination for Practical Food Safety -
Jason Price-Verification of Allergen Control Plans using Rapid Test
Kits - Tim Hendra-Process Control Systems - Paul Edmonds-Bakery Start-Ups, Analyzing Performance -
Bill Zimmerman, Sr. and Dr. Bernie Bruinsma-Workforce Sustainability - Donald A. Thriffiley, Jr.-Ingredient Sourcing - Barry Solomon
PAPERS 1980-2011

Journal of American Baking www.asbe.orgPage 249Page 248
www.asbe.org Journal of American Baking
-Raw Materials Influence on Equipment and Maintenance - Darren Jackson
-Energy Futures - Tim Statts-Ensuring Profitability - Mark Kucharis
2006-American Bakers Association Update - Robb MacKie-Building Strategies for Sweetener Replacements - Doris
Dougherty-Managing The Trans Fat Transition - Lynne Morehart-Grain Foods Foundation Retail Merchandising Report -
Judi Adams-Consumer Research Panel - Jennifer Caughlin-The Changing Role of the Plant Engineer - Fred Robin-Process Design for Natural/Organic Production - Jim
Kline-Radio Frequency Identification Implications For Baking -
Scott Clemons-European Health Trends - Noel Haegens-Water Management For Sanitation and Saving - Jim
KcKeown-Saving Energy Through Thermal Oil Application - Jim
Diver-What If - Visions for Plant Floor Innvoations - Ken
Mentch-Achieving Zero Trans Fats in Sweet Goods and Fried
Items - Harold Kazier-Formulating Whole Grains For Taste - Charlie Moon-Defining Organic and Natural Products - Steve Berne-Die Cut or Pressed Production for Tortillas, Pizza & Pita -
Charles Kraut-Managing Whole Grain Production - Jeff Rootring-Understanding Tortilla Manufacturing - Ron Meade-Formulation for Hispanic Sweet Goods - Tim Sieloff-What’s Hot . . . - George W. Clements-Ten Ways to Lose Business . . . - Theresa Cogswell-Promises Made - Promises Kept - Building Relationships
and the Ingredient Supplier - Barry Clayton-Partnering with Your Equipment Supplier - Len Kilby-Building Brands through Partnerships - J.C. Gonzalez-
Mendez-Maximizing Retail Relations - John Butler
2005-Z50 Safety and Sanitation Update - Toby Steward-American Bakers Association Update - Paul Abenante-Food Safety and Applied Nutrition - Virginia Wiiilkening-What Makes a Baked Product Healthy - Valerie Gorsuch-Ten Steps in Formulating a Healthy Product - Jennifer
Berry
-New Technology and Food Safety/Food Protection - Dr. Richard Dempster
-What’s the Buzz with High Fructose Corn Syrup - Dirk Reif
-Manging for Whole Grain Production - Robert Meyer-Carbon Dioxide & the Future of Leaveing Technology -
Normell Jhoe de Mesa-Hybrid Ovens - Joe Eijsink-Technology of Flavors and Colors - Patricia Butler-Hispanic Product Production - Luis Navarro-Adaptive Vision Systems - Andrew Scott-Empowering Employees through SPC - Larry Keller-Process Controls and Enzyme Technology - Mark Weid-
kamp-Driving Production Costs Down Through Energy Ef-
ficiency - Dave Marquardt-What’s America Eating - Heather Faust-Health and the Mass Market Consumer - Bruce Peterson-Innovation Meets Demand - Two Perspectives, Janice Anderson-Innovation Meets Demand - Two Perspectives, John Rader-The Future of Grains, Don Brown-Delivering Health in Unconvention Ways - Using Probi-
otics and Enhanced Yeast, James Kopp
2004-Z50 Safety and Sanitation Update - Toby Steward-Legislative Update - Dr. Anne Giesecke-Regulatory Update - Lee Sanders-Industry Under Seige - Mark Sabo-Health, Fitness & the American Consumer - Melissa Johnson-The Great Carbohydrate Debate - Dr. Julie Jones-The Great Carbohydrate Debate - Dr. Walter Willett-The Great Carbohydrate Debate - Dr. Glenn Gaesser-The Great Carbohydrate Debate - Panel Discussion-Formulation & Production of Hispanic Breads - Ron
Savelli-168 Hours-Managing Changeover in A Continuous
Bakery - Bill Davis-DSI-Keeper of The Flame - Joseph Day-Mobile Asset Tracking - Rob Raley-Automation-More Than Just PLCs - Steve Berne-Looking Inside Out- Image Systems for Bread Making -
Stanley Cauvain-Eliminating Trans-fats in Cake - John Del Campo-Super Premium Bread and Bun Productions - Mark Hotze-Affordable Ingredient Lot Tracking - Robert White-Predicting Consumer Behavior - Bob Goldin-Alternative Channels and the Super-Centers - Gary Kyle-Leadership in Uncertain Times - Paul Abenante
-Leadership in Uncertain Times - Gary Prince-Leadership in Uncertain Times - Mike Marcucci-Leadership in Uncertain Times - Pat Callaghan-Leadership in Uncertain Times - Panel Discussion
2003-A Perfect Storm - Judi Adams -Legislative Update - Dr. Anne Giesecke-EPA Refrigerant Partnership Update - James McKeown-Alternative Refrigerants - James Lavelle-What’s with Wheat - Dr. Allan Fritz-The Function of Functional Foods - Neil Widlak-The Snack Track - Brian Strouts-Encapsulation - Leslie Rask-Saving $ with MSI - Robert White-Bioremediation - Dr. Hugh Russell-Audits - Donald Gai-Transportation Security - Paul Eiden-Ethics of Food Security - Lance Reeve-Acrylamide Update - Maureen Olewnik-The Overview - Bernie Bruinsma-Engineering Technology to Enhance ESL - Gary Swymel-
er-Where Chemistry Meets Manufacturing - Todd Forman-Why ESL - Jan Crum-Social Implications - Dan Malovany
2002-Legislative Update - Dr. Anne Giesecke-US EPA Bakery Partnership Agreement - Jerry Hancock,
JimMcKeown-Forecasting the Future - David Marquardt-Co-Generation Systems - Roy Protich -Self-Generation - Jag Tandon-Practical Conservation Techniques - Roger Baker-Designing for Food Safety & Sanitation - Mark Redmond-Fluid Conditioning Technologies - Wouter Debeckelaur -Next Generation of Continuous Mix Technology - Jim
Warren -Fiber as a Functional Ingredient - Cristina E. Lang -Refrigeration Planning - Glenn Whaley-Small Scale Waste Water Treatment Systems - Thomas
Bachman-Controlling Compressed Air Costs Through Good Man-
agement Practices - Bill Scales-New Threats and Real Solutions for Plant Security - Lee
Sanders-Managing the R&D Function - Chris Colston-Start-up Made Simple-New Business/New Products - Jim
White-Achieving Continuous Quality - John M. Lawrence
-Post Oven Toppings - Keith Sammons-Chemistry of Pan Coatings - W.Doug Obal-Update on Dough Transfer Systems - Harold Schmidt-Robotics in Baking - Charles Gales-I.T. Systems for Bakeries - Jim Hilton-Shakedown - Jeff Dearduff-Exploring Web-Based Training Systems for Baking -
Linda Young-Practical Solutions for Employee Retention - Duane
Giannini-Competitive Advantage with On-line Learning - Kirk
O’Donnell-E-Purchasing - Dan Engdahl-Coping with Allergens - Sam Coffman-From the Floor to the Door - Bob McGuire -From the Door to the Store - Randy Taylor -Trehalose - Dr. Alex Patist
2001-Das Brot - iba 2000 - Laurie Gorton-Industry Update - Dr. Anne G. Giesecke-Panel Dicussion on Mixing Technologies - Jay Freedman-Conventional Mixing - Terry Bartsch-Modified Atmosphere - Stanley P. Cauvain -Understanding Continuous Mixing - Jim Warren -Exploring Environmental Friendly Bread Recycling Sys-
tem - Dr. Stephan Reimelt & Siegfried Schraps -New Ingredient Technology - Didier Biebaut & Christo-
pher Surdiacourt-Cake Emulsifiers - Roy F. Silva-The Magic of Enzymes - Roger W. Poehlman-Post Packaging Automation - Ken McNeely-Production & Engineering Partnering - Jay Lunstrum-Preventing Meltdown - John Trimble-Attitude - Rowdy L. Brixey-Validating Skills & Competency - Kirk O’Donnell-Managing Corporate Communications - Allen J.
Baiamonte -To Market ... To Market! - Deborah L. McDaniel -The Rise and Fall of Dough - Edward B. Perrou-Modified Atmospheric Packaging - Michael P. Gorlich -Serpentine Baking Systems in Action - Paul J. Trate-Environment Mapping for Oven & Proof Box Heat Distri-
bution - Paul Thogersen-Automatic Ignition Systems - Joseph P. Day -Simulation Planning for Central Distribution - Randy C.
Taylor-English as a Second Language - Marti Rizman-Disaster Recovery - Facilities - Mike Bays -Disaster Recovery - Personnel - Jimmy C. Weatherly Jr -GMO’S in the Food Chain - Adrianne Massey
PAPERS 1980-2011 PAPERS 1980-2011

Journal of American Baking www.asbe.orgPage 251Page 250
www.asbe.org Journal of American Baking
-Applications of Ultrasonic Technologies in Food Production - Lambert Champagne
-Alternative Bread Dividing - Sterret P. Cambell-Understanding Dough Formation - Kathy Tilley -Packaging - Evolution to Innovations - Tim Carrigan
2000 -Industry Update - Anne Giesecke, Ph. D. -Biotrickling Filter for Ethanol Emissions - Daniel L. Davis-Consumer - Daniel Malovany-Customer Baked Foods Requirements for a New Millen-
nium - Moderators: Dan Malovany & Laurie Gorton -Bring Control To Chaos - John Haglund -Bakery Process Controls - Todd A. Bruinsma-Formulation Balance for Sweet Goods - Linda S. Young-Liquid Ferments vs. Sponge and Dough -
Edward B. Perrou-Project Management - George A. Shaffer-Use of Simulation in Bakery Planning? - John K. Kurtz-Predictive Maintenance for the Future - Robert G. White-Managing Your Bakery for Organic, Product Production -
Stephan J. Moss-PM on the Run - Les Ames-Paying for Skills - James L. Ervin -Implementing a Team Management Structure - Sylvester Burtin-Holes in Bread - Stanley P. Cauvain-Adjusting Dough to Run with Extrusion Dividers - James Robinson -Affordable Artisan Bread Products - Thomas C. Boge-Your Mix Room and the 21st Century - Stephen P. Bloom-PLC’s - Robert G. Varkonyi-Partnering with Your Equipment Supplier -
Gary C. Brodsky-Staffing for the Future - Thomas J. Kuk-Utilizing Community Resources for Hiring and Training
- John J. Conrath-Thinking Outside the Box - Bob H. Hans-Developing SSOPís & Zero Tolerance - Michael P. Keeffe-Emergence of Whole White Wheat - Kent Symns -Par-Bake for Recapturing Market Shares -
George A. Poulos -Decision Time for Pan Coatings - Moderator:
Robert I. Mallet, Mallet & Company Panelists: Gilbert L. Bundy, American Pan Co., Michael J. Cornelis, Chicago Metallic, Graeme Crerar, DuraShield - Divi-sion of American Pan Company Kris Mohan, Dupont
1999 -Industry Keynote - Morton Sosland, Charles Sullivan,
Barry Beracha, Amos McMullian -High-Powered Work Team - Neil A. Bailey-Ergonomics - Jon Anderson-Coping With Technology - Thomas J. Kuk -From Bagger to Truck - The Lost Frontier, Bill E. Davis-Improvement of Oven Heat Use - Joseph S. Zaleski, Jr. -HACCP’s Perspective - Clifford J. Pappas-Dough Transfer Systems - Terry W. Bartsch -Maintenance Skill Gaps - Daniel P. Babin -Regulatory Update - Lee Sanders-Introduction to Biotechnology - Ann E. Blechl, Ph. D.-Legislative Update - Anne G. Giesecke, Ph. D.-When is Clean, Clean - Kevin Farnum -Is Your Company at Risk - Patrick D. Anderson -Crop Report - Donald W. Shields-New Wheat Varieties & Quality Impacts -
Rollie Sears, Ph. D. -Cream Yeast - William C. Zimmerman-Enzyme Panel - R. Carl Hoseney, Ph. D., Richie Piggott,
Dana Boll, Todd Forman Panel Discussion
1998-Hiring for the Future - Tom Boyd-Training in the Information Age - Kirk M. O’Donnell-Bakery Management - Managing People in Automation -
Tom Shannon-The Future of the Micro Bakery - Gerry Watson-Problem Solving on the Internet - James W. Stitley-Dough Conditioners - Types and Functionality -
Kathleen N. Feicht, Ph. D-Dough Conditioner Systems - Applied Formulation -
Richard B. Jackson-Bagels - Formulation and Processes for Regional
Demands - John Eberts-Icing Stabilizers - Neal Drabbe-Long Shelf Life for Cakes - Ron Zelch-New Bun Makeup Systems - Rowdy Brixey-Advances in Bread and Bun Makeup - Donald Osborne-What’s New in Bakery Systems: (Process Controls) -
Robert A. (Rob) Manion-Serpentine Systems from Australia - Mike Marino-Vision Systems - Kurt Miller-The Crop Report - Current Market Conditions -
Sherman L. Levin-New Developments in Food Labeling -Legislative and Regulatory Update -
Anne G. Giesecke, Ph. D.-Automation in Bread Pan Oiling - Robert O. Wilhelm Jr.-Food Allergens in the Baking Industry -
Susan L. Hefle, Ph.D.
1997-Breadmaking in Russia - Dr. Raisa D. Polandova-Information Management Systems for Environmental
Tracking - Theresa Lanctot-Baking on the Internet - Buck Sommerkamp-Building Design for Ease of Sanitation - Cliff Abbott-What’s New in Transportation - Ralph K. F. Stockmayer-The Milton Keynes Process - David Roberts-Functionality of Flour - Dr. R. Carl Hoseney-Oxidants in the Baking Process - Theresa S. Cogswell-Rapid QC Checks at the Product Line - Michael J. Elenz-Mixing Room Automation for Sponge and Dough -
Kenneth C. Meyer-Temperature and Time Control in Baking -
James A. Robinson-Quality Product Development - Linda S. Young-Biscotti - Tom Lewis-What Makes Bread Fresh - Stanley Cauvain-Cost-Effective Waste Treatment of Bakery Effluents -
Ed Valentine-Safety Training for Bakery Employees - Jon R. Anderson-The Crop Report - John A. Schnittker-FDA and Labeling - M. Rella Dwyer-Industry Nutrition Education - Judi Adams-Legislative and Environmental Update -
Anne G. Giesecke, Ph. D.-Dealing with OSHA - Elizabeth Marcucci
1996-Accident Prevention for Your Plant -
Mary-Louise Hoagland-Special Variety Breads - Patrick M. Shannon-Equipment Installation - David W. Kling -San Fransisco-Style Sour Dough Bread -
Gary P. Hoerner -Ovens: New Technology in Mass Air Handling -
Kevin G. Knott-Vacuum Cooling - Desmond Newbery-Industrial Computer Applications - Rodney K. Little-Bagel Production Lines - Peter Genau -Improved Bakery Air Handling - Ralph J. McDonough-Regulatory Update: Environmental Issues -
Dr. Anne G. Giesecke-Wastewater Treatment - Grady R. Harmon-Solid Waste Disposal - Cliff Abbott-Catalytic Oxidizers - Jeff A. Kudronowicz-Water Wash - Mark Coffin-Bio-Digesters - Dr. H. Peter Hombach-The Crop Report - Donald W. Shields-Soft and Chewy Pretzels - E. Terry Groff
-Order Sorting Methods for the Shipping Dock - W. Russell Hyman
-Low Fat/No Fat Bakery Products - Larry R. Soter-The Manager’s Role as “Teacher” - John C. Phillips
1995-New Refrigerants for Bakery Refrigeration -
Dr. Wilbert F. Stoecker-Workplace Safety and Health - Nina G. Stillman-Frozen Par-Baked Products - Richard C. Stoecklein-Icings in Bakery Foods - Jacques P. Gravelle-Environmental Concerns - Dr. Anne Giesecke-Non-Stick Coatings for Baking Pans -
Henry L. Schneeman-Scones - Philip C. Hall-Return on Investment Analysis - Ibrahim Oner-Vital Wheat Gluten - Dr. Michael K. Weibel-Engineered Plastic Packaging -Mexican Bakery Products - Fernando Boullosa-Production Process Controls - Robert G. White-Guided Vehicles in the Baking Industry -
W. Russell Hyman-The Crop Report - Eugene H. Rasschaert-ISO 9000 - Leonard L. Steed-Continuous Level Measurement - Fred D. Turek-Water - The Most Valuable Ingredient -
Kirk M. O’Donnell-Product Liability - Charles D. Steward
1994-Trends in the Tortilla Industry - Irwin I. Steinberg-Ingredient Handling Systems - Dennis L. Whitt-Building on the Pyramid - Judi Adams-Continuous Mixing - A Second Look -
Ole Toftegaard Madsen-Retrofitting PLC’s to Existing Equipment - Michael D. Berryman-Improved Dough Oxidation - Stanley P. Cauvain-The Latest on Enzymes in Baking -
Dr. Gerald Jungscaffer-Computerized Predictive Maintenance - Donald P. Fisher-Employee Education - Marc S. Schulman-Using Expert Systems in the Baking Industry -
Linda S. Young-Plant Equipment Noise Level - James D. Dykes-Energy Management Systems for Today’s Bakery -
Brent S. Bernardi-HACCP’s Program Development - Ron G. Vain-Hearth-Baked Products - John P. Del Campo-Cream Yeast - Thomas C. Boge
PAPERS 1980-2011 PAPERS 1980-2011

Journal of American Baking www.asbe.orgPage 253Page 252
www.asbe.org Journal of American Baking
-High Turbulence Ovens - Kevin G. Knott-Efficient Oven Usage - William E. Lanham, Jr.-Slicing and Packaging 1000 Buns-Per-Minute -
Dale J. LeCrone-Par-Baked Pizza - Frank Valentino
1993-Developing Ingredient Specifications - Jeffrey S. Duus-Labeling - Elizabeth J. Campbell-OSHA Update - James D. Dykes-Americans With Disabilities Act (ADA) -
William R. Cooper-Stress Management in the Bakery -
Evan H. Bergwall, Jr., Ph.D.-In-Store Bakery Trends - Edward M. Lee-Fiber - Richard B. Koch-Product Color Measurement - John D. Anderson-WasteManagement by Microbial Enhancement -
Dr. Willard T. Blevins-Storm Water Management - Christopher C. Rants-Storage Tank Regulations - Thomas A. Tuncil-Recycling in the Bakery - Melvin G. Cox-The Clean Air Act - Kevin M. Burke-Bread Makeup - Dale M. Stimpson-Contaminant Detection Technologies -
Stephen T. Gidman-Hard Roll Makeup - J. William Long-New Plant Design and Startup - Wayne W. Palmer
1992-Labeling - Dr. Anne Giesecke-Controlling Bakery Oven Emissions - Keith P. Lescure
Training Workforce 2000 -Management 2000 - Authoritative - Daniel J. Pannozzo-Management 2000 - Participatory - Gary I. Bergel-Sexual Harassment - Gwen Carroll-Developing a Suitable Quality Assurance Program -
Mr. Marvin Willyard-Alternative Sweeteners - Kathleen J. Nelson-Flour - Robert F. Pudden-Bromate - One Year Later - James H. Barnard-Refrigeration Systems - Bill Richards-Compressed Air - William Scales-In-Store Bakeries - Reinhard W. Beel-Cake Muffin Production - Jerome J. Gorchow-Automatic Storage and Retrieval Systems -
Mark F. Livesay-Bakery Equipment - Purchasing and Installation - Part I -
Ralph J. McDonough-Bakery Equipment - Purchasing and Installation - Part II -
Bill E. Davis
-Equipment Layout and Production Simulation - Juan Carlos Lacal
-A State-of-the-Art Bakery - Ronald B. Atkinson
1991-Baking in the 90’s - Raymond J. Lahvic-Fat-Free Products - James P. Zallie-Pre-Proofed Frozen Dough Technology - Mr. Makoto
Nakagawa-Microwave Baking - Kevin Neufeld-Hazard Communication Standard - Rick L. Wison-Ergonomics - Paul Brueggemeier-Environmental Issues in the 90’s - Ira Dorfman-Bio-Degradable Packaging - John R. Burke-OSHA Regulations - James D. Dykes-1000 - Per-Minute Bun Line - Ernie Stevens-Sanitation Update - William E. Pursley-Corn Tortillas, Corn Chips and Tortilla Chips -
Joe P. Riley-Automation in Shipping and Packaging - Jeff D.Higham-Modified Atmosphere Packaging - Hap Pool-High Flour Liquid Ferments - F. H. (Ted) Watkins-Bromate - What Does It Do? - Dr. R. Carl Hoseney-Bromate - Do We Need It or Not? -
William C. Zimmerman-Bromate - What Will Replace It? - Ralph Tenney-Labeling - John M. Tisler
1990-Trends in the Baking Industry - Mark A. Sabo-Quality as an Ever-Improving Process - Maurice R. Smith-Basics of Water Activity - Wulf T. A. Doerry-Choosing Shortenings and Oils - Frank R. Kincs-Fat Substitutes for Baking - Kathleen J. Nelson-Cracker Production - George J. Krubert-The Latest in Bun Dividers - Charles D. Steward-Tortilla Manufacturing - Jerry J. Janson-The Wholesale Baker as a Supplier to the In-Store Bakery
- Rodger A. Slater-Controlling Absenteeism - Michael W. Moore-Total Quality Control in the Fast Food Bakery Industry -
Eugene J. Minicucci-Considering Food Safety in Plant Design - Donald J. Graham-Wastewater Treatment - Earl M. Misfeldt-More on CIM - Gary R. Arnold-Fiber - What’s Hot, What’s Not - Bernard L. Bruinsma-Fiber Breads - W. Roy Sutherland-Non-Starch Carbohydrate Enzymes -
Technical Aspects - M. Margaret Mullin-Non-Starch Carbohydrate Enzymes - Bakery Applica-
tions - Scott W. Sanders-Labeling of Fiber Bakery Foods - Kelly L. Park
1989-Retail Gourmet Cookies - Jana D. Taylor-Computer Integrated Manufacturing - Gary R. Arnold-Employee Relations - Thomas S. Boyd-Accident Liability - John A. Dersch-Expo ’89 - Robert V. Loeb-Oven Stack Emissions - John V. Stier-Wastewater Treatment - Dr. H. Gerard Schwartz, Jr.-The Selection of Spices and Seeds for Bakery Use -
Dr. John Nelson-Waterjet Cutting of Bakery Foods - David F. Wightman-Use of Low Calorie Sweetners in Baking - Ronald C. Deis-New Shelf Life Extenders for Bakery Products -
Allan Himmelstein-Stable Yeast for Frozen Dough - A. G. Oszlanyi-Cream Yeast, Donald R. Van Horn-Ingredient Feed Systems - George B. Slater-Make-Up Systems - Sterrett P. Campbell-Ovens/Proofing/Cooling - A. Don Lummus-Slicing - Frank J. Bastasch-Bagging - George J. Kiefer-Palletizing and Handling Systems - R. Brian Benson -Benefits for Exhibitors and Attendees of Trade Shows -
Robert Moomey-New Advances in Route Vehicles - William B. Furlong-New High Heat Materials for Bakery Use -
Sherri O. Stumpf-No-Time Dough Products Update - Edward L. Reedich-Capitol Budgeting - William D. Weaver
1988-Consumer Relations - Linda L. Smithson-Summer Internship Program - Intern’s Perspective -
Carey E. Avery-Summer Internship Program - Employer’s Perspective -
Ira M. Walman-Accident Liability and Prevention - Edward T. Perry-Drugs and Alcohol in the Work Place - Brian W. Bulger-Roofs - Francis E. Kethcart-Maintenance - William G. Bump-Use of Plastics in the Bakery - W. R. Dahlke-Flour: Handling Your Most Important Ingredient -
Robert E. Moore-Muffins - Ronald C. Benson-Cheese in Bakery Foods - Lyle E. Willey -Flour Protein Quality - Charles L. Hawks-The Role of Yeast in Fermentation - Ronald H. Zelch-Bread Production Without Intermediate Proofing -
Glenn P. Campbell-Vision Inspection Advances Baking - Thomas M. Egan, Jr.-In-Store Bakery Production by a Captive Baker -
K. Wayne Engel-Baking for the Vending Industry - William D. Moll-Process Control in Baking - R. Scott Charlton
1987-Role of Dietary Fiber in Cancer Risk Reduction -
Mr. Lawrence Garfinkel-New Fiber Technology - Peter C. Stewart-Calcium Fortification - Dr. Simon S. Jackel-Cookies for Profit - Richard Crow-Package Power - Ernest L. Kale-Whey Proteins for the Baking Industry -
Carlos R.S. Sanchez-Gluten Products for the Baking Industry - David N. Pfefer-New Developments in Frozen Dough Technology -
Dr. Mary Evenson-Freezing and Thawing of Unbaked Products -
Paul J. Sideleau-Cake Mixing Technology - Gordon Wilkinson-Automated Sweet Goods Production -
Allegra Shaw Cannon-Water Migration - Robert G. Morely-Automated High Volume Dough Mixing -
Michael D. Booth-Automation of Specialty Roll Products -
Raymond P. Cummings-Energy Resources - Michael P. Polsky-Transportation Routing by Computer -
Kenneth S. Thompson-Computer Uses for Plant Maintenance - Terry M. Schultz-Company Right-to-Know Programs - David W. Dolan
1986-In-Store Bakeries - James L. Borck-Multi-Grain Bakery Foods - Charlie Becker-Oxidizing Agents, Reducing Agents, and Yeast Nutrients
- Gary Cain-Flour Quality - Donald W. Pitts-Protein in Flour - George K. Minor-Cake, Pastry and Cookie Flour - Khalil Mansour-Bread Flour - Arthur A. Juers-Testing Methods - Charles L. Hawks-Container Designs to Reduce Distribution Costs -
John J. Stritch-Where’s the Tray? - Ralph K. E Stockmayer-Energy Developments - Ira H. Dorfman-Effective Bakery Sanitation - William E. Pursley-Danish - John E. Vey
PAPERS 1980-2011 PAPERS 1980-2011

Journal of American Baking www.asbe.orgPage 255Page 254
www.asbe.org Journal of American Baking
-Doughnuts - John H. Moyer-Cakes - A.Bernard Ruckh-Controlled Atmosphere Packaging - Andrew R. Benson-Bagels - Robert Petrofsky-Pita/Pocket Bread - Irwin Cooper-Encrusted Products - Ray Thelen-Pizza Crust - Thomas A. Lehmann-Quality Circles - Thomas S. Boyd-Advances in Bakery Design - Leonard F. Bednarski-Automation in Route Distribution - Robert P. Cornella-The “One-Man” Bakery Objective -
Joseph Lawrence McCaffery
1985-Control of Bakery Waste Water - Perry Fisher-Preventive Maintenance - Parker Ward-Degassing and Texturizing Doughs - Cliff Harris-Straight/No Time Dough Process -
Albert A. Geigenberger-Sponge and Dough Process - Charles B. Clark-Continuous Mixing Process - F. H. Watkins, Jr.-Flour Pre-Ferments - Edgar T. Fields-Water Pre-Ferments - Daniel M. Stakley-New Wheat Varieties - Thomas C. Roberts-Fats and Oils - Robert J. Baeuerlen-Sweeteners - James A. Boge-Anti-Staling Systems - Dr. Morton S. Cole-Tortilla Production - Charles O. Schmidt-Biscuits - Roger W. Poehlman-New Trends in Small Cake Production -
Wayne D. Freihofer-Frozen Dough Manufacturing - The Production Process -
Stuart Rozenholtz-Frozen Dough Manufacturing - Ingredients And
Formulation - Donald F. Fuhrmann-Croissants - Charles S. Rowe-Robotics - Thomas F. Spooner-Introduction to Programmable Controllers -
George Y. Jones-Programmable Controllers and Energy - Stan Walulek-Programmable Controllers and Existing Equipment -
Neil Bailey-Maximizing Productivity - Dr. Darrell D. Brensing
1984-High Enrichment Bread - Charles C. Lynn-New Fermentation Technology - Charles C. Lynn-Oat Products in Variety Breads and Rolls -
Robert W. McKechnie-Flavors - Terry O. Barsness-Shelf Life Improvement of Bakery Products - David J. Ash
-Automated Packaged Product Systems, John J. Rader-Distribution of Cakes and Sweet Goods -
Richard T. Richter-Minor Ingredient Systems - J. William Long-Computers for the Baking Industry - Merle R. Cooper-Quality Control Today and Tomorrow -
William E. Dibble-Troubleshooting in the Bakery - Norman F. Hirt-Cake Doughnut Production - Gary R. Goodsell-Setting Up and Maintaining an Effective Sanitation
Program - Thomas J. RolfesCroissant Production - Cees Rijkaart-The Supermarket In-Store Bakery - Joseph C. Gregory-Product Release Agents - Elizabeth Ann Scott-Changes in Government Regulations Affecting the
Bakery Industry - M. Rella Dwyer-A Profitable Bakery Operation - Chris H. Christodoulou
1983-Manufacturing Productivity - John DeConcini-Manufacturing Productivity - William C. Metz-Route Distribution Productivity - Part I - Robert T. Flynn-Route Distribution Productivity - Part II -
William C. Metz-Vehicles for Distribution - Paul F.Spangler-Foreign Material Detectors - Frank J. McGinn-Bakery Floors - Byron C. Robertson-Oven Energy Efficiency - Albert Koch-Dough Temperature Control Systems - David L. Baron-Dough Dividing - Glenn Campbell-Automated Checkweighing - Byron C. Robertson-Proofing and Baking Systems - Robert A. Wells-Economics of Purchasing New Equipment - Winfred V. Horn-Water - The Forgotten Ingredient - Fred Weaver-Retaining Product Freshness in Bakery Foods -
Tom McMillan-Characterizing Ingredients - Frank R. Light-Salt - Marvin E. Adams
1982-English Muffins - Arthur A. Juers-Sesame Seeds - J. Bowman Williams, Jr.-Malts Used in Baking - Richard J. Gill -Milk Replacers - Nancy G. Stahel-Total Cost of Flour in Bread and Buns -
Donald W. Shields-Manufacture of Yeast - Dr. Gerald Reed-Distribution of Yeast - Armand Cicciu-Trends and the Future of Yeast - Herman Saussele, Jr.-Vanilla, Vanillin and Vanilla Derivatives -
Donald R. Goodenough-Powdered Cake Emulsifiers - James Lawrence Suggs-100 Percent Corn Sweeteners in Small Cake Items -
Dr. Kenneth E. Beery-High Speed Dough Development - Anthony R. Fish-Plant Expansion - Michael W. McCown-Conveyors - James J. Diver-In-Plant Analyzers - C. Peter Smith-Baking in China - Donald K. Dubois-Plant Security - Donald H. Klein-Employing the Handicapped - Part I -
Raymond O. Burger-Employing the Handicapped - Part II - Norman F. Hirt-Computerized Production Procedures - Paul R. Naslund
1981-Variety Breads, Part I - William L. Gorman-Variety Breads, Part II - Robert J. Murphy-Flour Quality - Virgil L. Adkins-Shortening Systems - Lawrence E. Werner-Quality Water for the Baking Industry - Robert McFaul-Spices In Bakery Foods - Richard L. Brown-Chemical Leavening - Herbert M. Reiman-Frozen Doughnuts - Thomas A. Shannon-Icings and Glazes - Trouble Shooting -
Dr. Robert G. Morley-High Fructose Corn Syrup in Cakes - Aubrey J. Strickler-BISSC - A Sign of Our Times, Audio of Presentation with
Selected Slides-Introduction to the Maintenance Panel -Baker’s Viewpoint of Equipment Design - Bill E. Davis-Personnel Training - Evert Kindstrand-Preventive Maintenance Programs - Wendell F. Thress-In-Plant Innovations - Edward A. Mader-Coordination with Sanitation - Perry Fisher-English Muffins - Jerome B. Thompson-Aluminum Foil Packaging - Patricia Antoni-Instant Dry Yeast - Thomas A. Lehmann-Dried Eggs - Dr. Dwight H. Bergquist-Pizza Crust Production - Richard Z. Graham-Computers in the Bakery - Anthony N. Inzerillo -Expanded Cereal Grain Fortification - John J. Watson -Labeling - Rella Dwyer-Fleet Distribution - William B. Furlong
1980-Manufacture and Processing of Frozen Dough -
William E. Boyd-Sweeteners in Bun Production - B.Alvin Morgan-Dispersible Powdered Softeners - James L. Suggs-Handling Pans on Air - Russell D. Crall
-Proper Use of Preservatives - Christopher S. Hickey-Systematic In - Bakery Research Using EV - OP Methods
- Simon S. Jackel-Use of Soy Products in Bakery Foods Methods -
Franklin D. French-Honey Buns - Wayne G. Hildebrand-Icing Stabilizers - Lawrence W. Levine-Variety Doughnuts - John H. Treadwell-Conveyorized Proofing and Baking Systems -
Peter E. Grogan-Vacuum Cooling - Anthony R. Fish-Automated Roll Slicing and Handling into Packaging -
Dale S. Lecrone-Oxidizing and Reducing Agents - Paul W. Kamman-Staling - Bert D’Appolonia-Commodities - Morton I. Sosland-Energy - Sam G. Van Sickle-Production, Labor, Equipment - Frank R. Goley-Marketing/Distribution - Richard Z. Graham-Regulatory - Robert J. Wager-Oven Efficiency and Alternate Fuels - Lynn S. McManus-Liquid Pre-Ferments - Joe E. Turner Sr.-Training the Trainer - Dr. Darrell D. Brensing-Selling Bakery Products to Benefit Nutrition -
Dr. Paul A. Lachance
PAPERS 1980-2011 PAPERS 1980-2011

Journal of American Baking www.asbe.orgPage 256
Conference Notes