the japanese manufacturing industries - its capabilities and...
TRANSCRIPT

The Japanese Manufacturing Industries
- Its Capabilities and Challenges -
June, 2011 FAIM
Takahiro Fujimoto
Professor, Faculty of Economics, Tokyo University
Executive Director, Manufacturing Management Research Center
Senior Research Associate, Harvard Business School

Evolutionary Analysis of Capability and Architecture
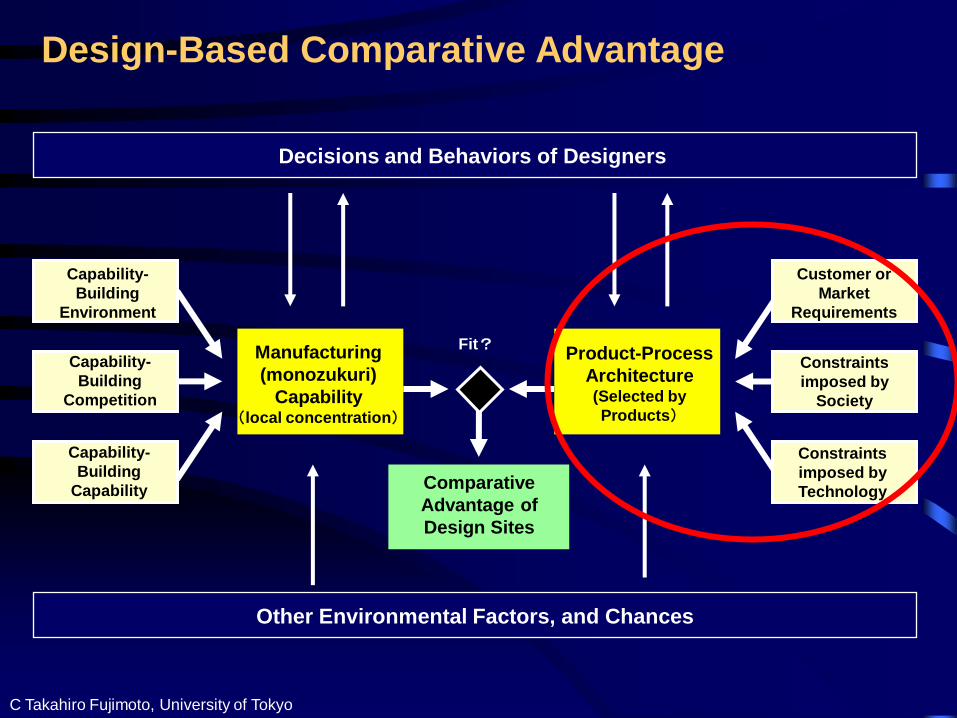
Manufacturing
(monozukuri)
Capability(local concentration)
Product-Process
Architecture(Different by
Products)
Comparative
Advantage of
Design Sites
Fit?
Capability-
Building
Environment
Customer or
Market
Requirements
Constraints
imposed by
Society
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
Constraints
imposed by
Technology
C Takahiro Fujimoto, University of Tokyo

The Architecture - Capability Framework
1 Design-Information View of Manufacturing (Monozukuri)
2 Organizational Capability – Controlling Design Flows
3 Performance Measurement -- A Multi-Layer Approach
4 Product-Process Architecture
5 Capability-Architecture Fit --- Explaining Competitiveness
C Takahiro Fujimoto, University of Tokyo

Design-Information View of Open Manufacturing (Monozukuri)
Key Concept: Design Information = Value
A firm’s products and processes are artifacts that has been designed.
Manufacturing is essentially creation and transmission of design
information to customers.
A firm’s manufacturing (monozukuri) capability is its distinctive ability
to handle flow of design information toward customers.
Product-process architecture is designers’ basic way of thinking
when creating design information for the product and processes.
“Design” is the common denominator for these analyses.
C Takahiro Fujimoto, University of Tokyo

Open Manufacturing (Monozukuri) Means Creating
Design Information Flows to the Customers
We focus on design (as opposed to material) side of manufacturing
artifact = design information + medium
c.f., Aristotle: object = form + material
where form is more essential
Products (goods and services) are the artificial (= something designed)
manufacturing, if service if
medium is tangible medium is intangible
Primary source of customer value is design information
medium
design
information
material
form
intangible medium
design information
tangible medium
design information
C Takahiro Fujimoto, University of Tokyo

Product Development
Purchasing
Production
Body Exterior
Design
Embedded in
Press Dies
0.8 mm thick
steel sheetMedia
(Material)
Design
Information
C Takahiro Fujimoto, University of Tokyo

Product = Design Information + Media
Production = Marriage of Design Information Media
Body Exterior
Design
Embedded in
Press Dies
0.8 mm thick
steel sheet
C Takahiro Fujimoto, University of Tokyo

What is Going on at the Press Shop
Body exterior design information, embedded in press dies (steel block), is transmitted to 0.8 mm thick sheet steel (media)
Information transmission time = value-adding time
Information non-transmission time = MUDA
C Takahiro Fujimoto, University of Tokyo
body
design
cast
iron
body
design
steel sheet
tran
smissio
n
press dies
body panel

Sheet Steel (Media) Absorbs Design Information
through the Press Operation
Design information, embedded in press dies, is transmitted to sheet steel
C Takahiro Fujimoto, University of Tokyo
body
design
cast
iron
press die
body
design
cast
iron
press die
body
design
cast
iron
press die
body
design
cast
iron
press die

Open Manufacturing (Monozukuri) as a System of
Design Information between Productive Resources
Manufacturing activity is design information flows between
productive resources
productive productive product
resource resource
medium
design
information
medium
design
information
Design
Information
flow
medium
design
information
design
Information
flow
material
(media)
flow
development production sales
customersfirms
C Takahiro Fujimoto, University of Tokyo

Goods and service as flows of design information
physical goods ・・・ 2 stage transmission: ① to tangible medium② to customers
service・・・ intangible medium; direct transmission to customers
design
info
medium
(tangible)medium
(tangible)
design
info
medium
(tangible)
design
info
design
infoproduction
design
info
medium
(intangible)
design
info
Design
info
sales
consum-
ption
satis-
faction
unsatisfied
customers
development
satisfied
customers
unsatisfied
customers
satisfied
customers
developmentproduction
sales consum-
ptionmedium
(intangible)
①
②
C Takahiro Fujimoto, University of Tokyo

Function,
Service,
Value
What is Genba (Manufacturing Site) ?
Feedback Info.
Environments
Noises and Changes
Structure of
Artifacts
(Controller)
People
Automatic
Control
Manual
Control of
Artifacts
Info. on
Functions
Info. on Structures and
Environments
Energy and Material Inputs
Work together
A Place Where People on the Spot Work Together, Control Artifacts,
and Thereby Create a Good Flow of Value (Function) to the Society
Energy and Material Outputs
Structure of
Artifacts
(Controlled)
Receiving and Enjoying
Value (Community)
Service to Themselves – Community, Family
Service to Customers – Service Site
Service to Materials – Production Site

Broader View of Lean Manufacturing
東京大学 藤本隆宏
Production Sites in Manufacturing SectorNarrow View of
Manufacturing
ManufacturingSector
Non-Manufacturing Sector
Production Development/Sales
Shifting attention fromMaterials to Designs
Broad View ofManufacturing
ManufacturingSector
Non-Manufacturing Sector
Production Sites in Manufacturing Sector
Operation Sites in Service Sector
Development Sites in Service Sector
Production Development/Sales
Development and Purchasing Sites in
Manufacturing Sector

The Architecture - Capability Framework
1 Design-Information View of Manufacturing
2 Organizational Capability – Controlling Design Flows
3 Performance Measurement -- A Multi-Layer Approach
4 Product-Process Architecture
5 Capability-Architecture Fit --- Explaining Competitiveness
C Takahiro Fujimoto, University of Tokyo

Manufacturing
(monozukuri)
Capability(local concentration)
Product-Process
Architecture(Selected by
Products)
Comparative
Advantage of
Design Sites
Fit?
Capability-
Building
Environment
Customer or
Market
Requirements
Constraints
imposed by
Society
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
Constraints
imposed by
Technology
Design-Based Comparative Advantage
C Takahiro Fujimoto, University of Tokyo

Organizational Routines and Capability of
Manufacturing
Organizational routine
of manufacturing ------
medium
design
info
medium
design
info
Repeated control of design information
flow between productive resource
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
medium
design
info
Organizational
capability -------
of manufacturing
routine
A system of organizational routines
for fast, efficient and accurate flows
of design information to customers
routine routine routine routine routine
routine
C Takahiro Fujimoto, University of Tokyo

Figure 9 Organizational Capability Regarding Productuvity and Throughput Time (Toyota)
M+A
Product Design
(M+A+B)
product design for manufacturability
A
supplier's Kaizen (impronements)
supplierM
reduction of work-in-processiinventory or piece-by-piece transfer
process step 2 process step 1
B
regular pace of information transmission (levelization, small lot)
Worker and Equipment
Worker and Equipment
customer
Work Design Equipment Design
Parts Design
(M)
parts design for manufacturability
b lack box parts system
A
A
B
B
Work Design Equipment Design
reduction of raw material inventory
reduction of finished goods inventory designing process
flow pror to work & equipment design
M+A+B
low cost automation
in-house design of equipmentrevision of work designs
by supervisors
maximizing value-adding time
flexib le equipment
workers participate in Kaizen (improvements)
quick set-up change
multi-skilled worker
pull system
mixed-model (small lot) assembly
lshort-term levelization of production volume
dealer
visualizing non-value time (JIT, andon, line stop cord)
levelization of product mix (heijunka)
M
M
Msupplier Kanban
JIT delivery
communication
preventive maintenance
flexib le task assignment (shojinka)
incremental impovement of equipment
(1) Higher Productivity and Shorter Throughput Time
C Takahiro Fujimoto, University of Tokyo

(2) Higher Manufacturing Quality
Toyota-style system as an integrative manufacturing capability
M+AM+A+B
yes
no
yes
no
yes
no
M+A+B
Product Design
(M+A+B)
design for manufacturability
M+A
A
prevention from sending error messages (poka-yoke, jidoka, etc.)
maintenance of process information stock (total productive maintenance, worker training, standard operating procedures)
M
supplier's Kaizen (impronements)
supplier
supplier's on the spot inspection
on the spot inspection
scrap or rework
scrap or rework
elimination of inspection of receovomg parts
yes
no
MM?
reduction of inventory or piece-by-piece transfer
M+A?
scrap or rework
process step 2 process step 1
quick feedback of defect information
M+A+B
M+A+B?M+A+B?
scrap or rework
B
final inspection
Kaizen (continuous impronements)
Worker and Equipment
Worker and Equipment
Worker and
Equipment
customer
dramatizing the defect information (andon, jidoka, etc.)
information flow
material flow
A,B,M information content
inspection
productive resource
transformation
Key:
Figure 10 Organizational Capability Regarding Manufacturing Quality (Toyota)
C Takahiro Fujimoto, University of Tokyo

The Lean Principle (Manufacturing)
Design Information is Transmitted to Materials
Creating Good Flows of Good Design (Value) to Customers
Reducing MUDA (Non-Value-Adding Time)
Maximizing Value Adding Time Ratio
Total Process First, Individual Operations Next
Lead Time Reduction First, Cost Cutting Next
Pursue High Quality First – Quantity Follows as a Result
C Takahiro Fujimoto, University of Tokyo
Efficient/Accurate Information Processing at Toyota
Integrative Manufacturing Capability
Production --- Dense and Accurate Transmission of
Design Information from Process to Product
Development --- Early and Integrative Problem Solving Cycles
For Fast Creation of Design Information
Purchasing --- Long-Term Relationship,
Capability-Building Competition, Bundled Outsourcing
for Joint Creation of Design Information with Suppliers
Toyota’s Manufacturing capability -
Smooth, dense and accurate transmission of design information
between flexible (information-redundant) productive resources.
--- Integration-Based Manufacturing Capability
C Takahiro Fujimoto, University of Tokyo

Information Transmission and Reception in Production
productivity (#1station)(person-hour per unit)
cycle time
Worker
material
Work-in-process product
#1 station #2 station
inventory time
Inven-tory
Tansport
cycle time
production lead time
Reception side(process)
Transmission side(working)
cycle time
Worker
Value adding time (transmission)
Value adding time (reception)
Non-value-adding time
Inventory, waiting, transporting, etc.
Productive resource
productivity (#2station)(person-hour per unit)
cycle time
design information flow
material flow
Inven-tory
inventory time
C Takahiro Fujimoto, University of Tokyo

Themes in Clark & Fujimoto (1991) Product Development Performance
(1) Early Supplier Involvement in PD (2) Applying JIT-TQM to PD(3) Overlapping Problem Solving (4) Compact and Coherent Team (5) Heavy-Weight PM as Champion
The Key is “Early and Integrated Problem Solving “
New Information Technology is Necessary, but not SufficientOrganizational Capability is Key After All
C Takahiro Fujimoto, University of Tokyo
Basics in Product Development
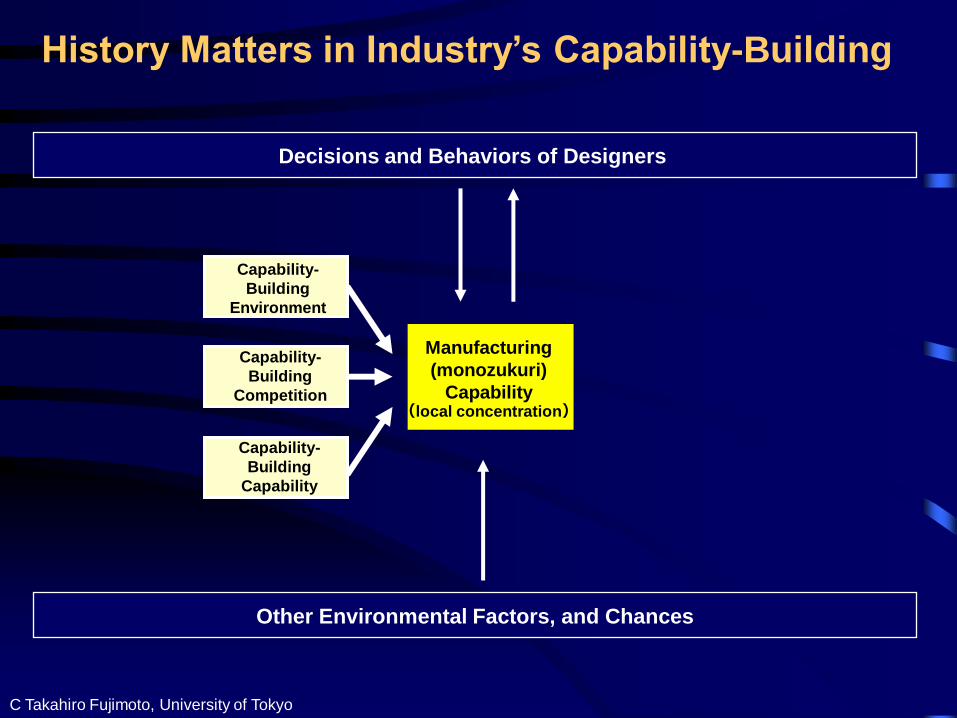
History Matters in Industry’s Capability-Building
Manufacturing
(monozukuri)
Capability(local concentration)
Capability-
Building
Environment
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
C Takahiro Fujimoto, University of Tokyo
Evolutionary Hypothesis
for Integrative Manufacturing Capability
Common Experience during the High-Growth Era May Create A Common Set of Capabilities at Manufacturing Sites of the Same Country
“Economy of Scarcity” ・・ Hungry Organizations Are Forced to Become Lean
Common Experience of “Poverty” (Input-Hungry Situations) When the Organization Was Young, Small and Growing.
→ Limiting Intra-Firm Division of Labor (= Multi-Skilled Workers)Promoting Inter-Firm Division of Labor (= Supplier Systems) 、
Promoting Coordination Inside and Between Firms (= Team Work)
→ Forced Increase of Productivity (High Altitude Trainings of Marathon Runners)
→ Subsequent Increase of Inputs Results in Rapid Expansion of Outputs,
But Expansion of Supplies Also Intensifies Competition Among Firms. Capability-Building Continues in the Sectors of Tradable Goods.
・・ Partly Unintended Results of Industrial Histories in the Late 20th Century.
C Takahiro Fujimoto, University of Tokyo

The Architecture - Capability Framework
1 Design-Information View of Manufacturing
2 Organizational Capability – Controlling Design Flows
3 Performance Measurement -- A Multi-Layer Approach
4 Product-Process Architecture
5 Capability-Architecture Fit --- Explaining Competitiveness
C Takahiro Fujimoto, University of Tokyo

Manufacturing
(monozukuri)
Capability(local concentration)
Product-Process
Architecture(Selected by
Products)
Comparative
Advantage of
Design Sites
Fit?
Capability-
Building
Environment
Customer or
Market
Requirements
Constraints
imposed by
Society
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
Constraints
imposed by
Technology
Design-Based Comparative Advantage
C Takahiro Fujimoto, University of Tokyo

1 Measuring and Analyzing Industrial Performance-- From Competitiveness to Profitability
ProductivePerformance
MarketPerformance
Profit Performance
other factors of environments and strategy
Arena ofCapability-building Competition
productivitylead time
conformance qualityetc.
pricedelivery
perceived qualityetc.
organizationalroutine
Figure 12 Capability, Competitiveness, and Profitability
Organizational Capability
C Takahiro Fujimoto, University of Tokyo

Example: Productive Performance of Japanese Auto Firms-- Development Productivity (Adjusted Person-Hours per Project) --
C Takahiro Fujimoto, University of Tokyo
0
500000
1000000
1500000
2000000
2500000
3000000
3500000
Period 11980-84
Period 21985-89
Period 31990-94
Period 41995-99
USA
Europe
Japan
Adjustment scheme:
(1) # of body types=2, (2) New design ratio=0.7, (3) Supplier’s contribution=0.3, (4)
Product class=compact/sub-compact*Following Graphs Cited from
Nobeoka & Fujimoto(2004)
2000~2010
?
?

Example: Productive Performance of Japanese Auto Firms-- Assembly Productivity (Adjusted Person-Hours per Vehicle) --
C Takahiro Fujimoto, University of Tokyo
16.8
24.9
35.5
41.0
16.5
21.925.3
29.7
12.3
16.820.1
28.0
0
10
20
30
40
50
日/日 米/北米 欧/欧 新興国
1989 1994 2000
US/NAJP/JP EU/EU Developi
ng Cont.
Source: M. Howleg & F.K. Pil, The second century (IMVP Survey)
(Hours*Person)
30 30
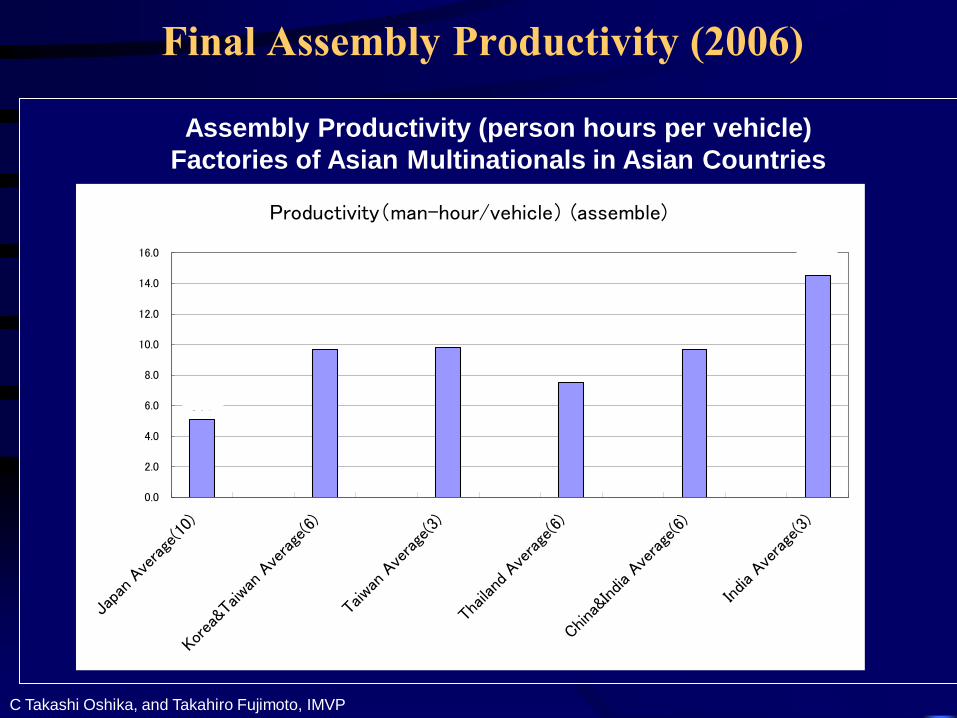
Final Assembly Productivity (2006)
Assembly Productivity (person hours per vehicle)
Factories of Asian Multinationals in Asian Countries
Productivity(man-hour/vehicle) (assemble)
5.1
9.7 9.8
7.5
9.7
14.5
0.0
2.0
4.0
6.0
8.0
10.0
12.0
14.0
16.0
Japa
n Av
erag
e(10
)
Korea&
Taiwan
Ave
rage
(6)
Taiwan
Ave
rage
(3)
Thail
and Av
erag
e(6)
China
&Ind
ia Av
erag
e(6)
India
Ave
rage
(3)
C Takashi Oshika, and Takahiro Fujimoto, IMVP

Example: Productive Performance of Japanese Auto Firms-- Assembly Throughput Time (from Welding to Assembly) --
C Takahiro Fujimoto, University of Tokyo
Throughput Time (Start of Body Assy-Final Line off)
17.120.1
25.5
36.3
20.5
0.0
5.0
10.0
15.0
20.0
25.0
30.0
35.0
40.0
日本 海外日本 北米 欧州 韓国
(hr.)
JP/JP JP/NA NA/NA EU/EU KR/KR
Data: IMVP2000yr. Survey, made by Jeweon Oh, MMRC
(Hours)

The Architecture - Capability Framework
1 Design-Information View of Manufacturing
2 Organizational Capability – Controlling Design Flows
3 Performance Measurement -- A Multi-Layer Approach
4 Product-Process Architecture
5 Capability-Architecture Fit --- Explaining Competitiveness
C Takahiro Fujimoto, University of Tokyo
Manufacturing
(monozukuri)
Capability(local concentration)
Product-Process
Architecture(Selected by
Products)
Comparative
Advantage of
Design Sites
Fit?
Capability-
Building
Environment
Customer or
Market
Requirements
Constraints
imposed by
Society
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
Constraints
imposed by
Technology
Design-Based Comparative Advantage
C Takahiro Fujimoto, University of Tokyo
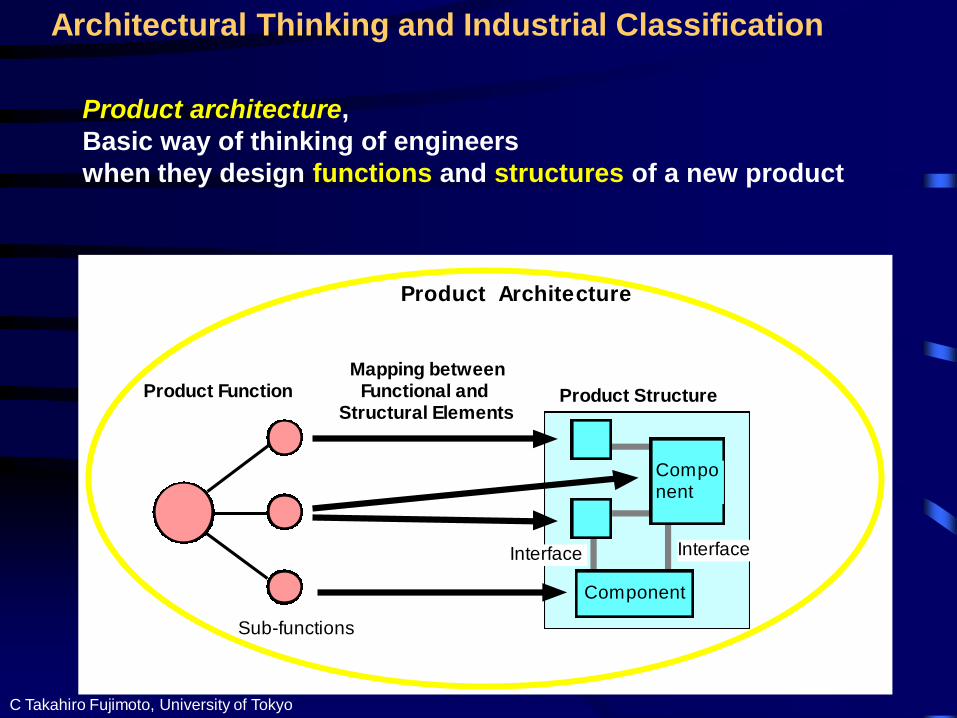
Architectural Thinking and Industrial Classification
Product architecture,
Basic way of thinking of engineers
when they design functions and structures of a new product
Product Function
Sub-functions
Product Structure
InterfaceInterface
Component
Component
Mapping betweenFunctional and
Structural Elements
Figure 4 Product Architecture
C Takahiro Fujimoto, University of Tokyo

Basic Classifications of Product-Process Architecture
Modular architecture
one-to-one correspondence
between functional
and structural elements
Integral architecture
many-to-many correspondence
between the functional
and structural elements
Body
Suspension
Engine
Handling
Ride
Fuel Efficiency
PC
PC System
Automobile
Computing
Printer
Projection Projector
Printing
Open architecture: “mix and match” of component
designs across firm
Closed architecture: mix and match only within a firm
C Takahiro Fujimoto, University of Tokyo
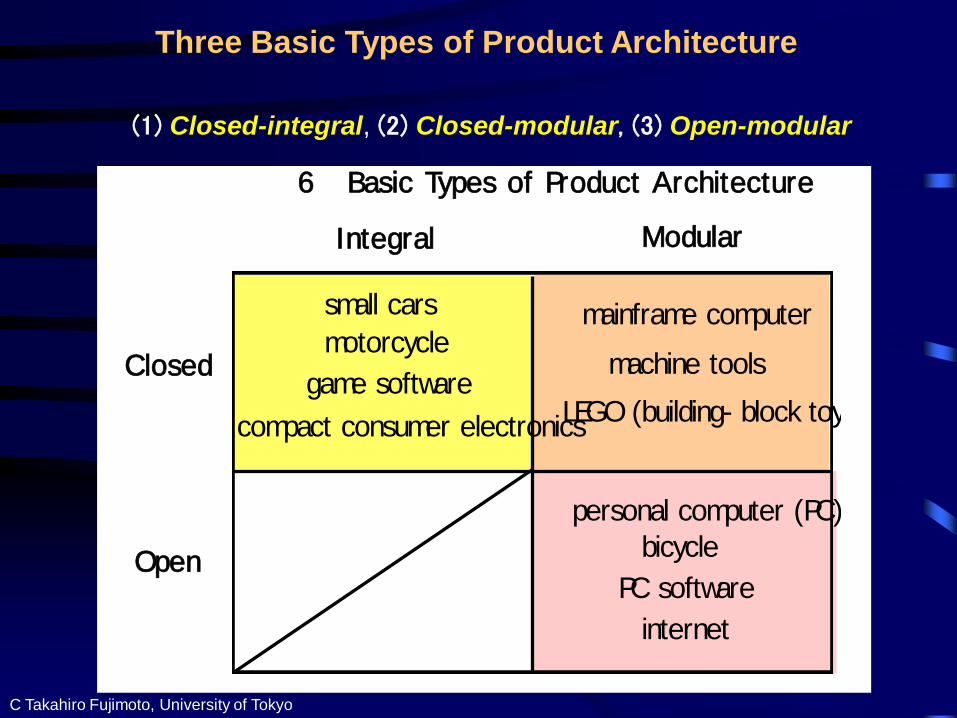
(1) Closed-integral, (2) Closed-modular, (3) Open-modular
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
Three Basic Types of Product Architecture
C Takahiro Fujimoto, University of Tokyo

Closed-Integral Architecture (Car)
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo

Closed-Modular Architecture (Mainframe Computer)
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo

パソコンの写真を貼り付ける
Open-Modular Architecture (PC)
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo

Closed-Integral Architecture (unit-body)
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo

Closed-Modular Architecture (Body-on-Frame, or Truck-type)
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo

Quasi-Open-Modular Architecture? (Chinese local makers)
ModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo

Evolution of Architectures
- a Macro-Micro Loop -
Product-
Process
Architecture
(Selected by
Products)
Customer or
Market
Requirements
Constraints
imposed by
Society
Constraints
imposed by
Technology
C Takahiro Fujimoto, University of Tokyo

Designer
variation
Simplifying
Structures
Improving
Functions
Under-performance
Over-Performance
Constraints
by Society,
Markets,
Physics --
Designers’
Intentions
-- or Chances
Surviving
Architectures
Unintended
Design Changes
Evolution of Architectures
-- by PerformanceMacro-
Architecture
Micro-
Architecture
selection retention
-- by Cost
C Takahiro Fujimoto, University of Tokyo
Macro Architectures ・・ are Selected by Society, Market and Technology
Architecture of the Whole Product = Aggregation of Parts’ Architectures
Macro-Architectures Affect Structures and Cultures of Industries and Firms
Macro-Architectures Affects Micro-Architectures through Structures/Cultures
Micro-Architectures ・・ are Selected by Designers’ Intended/Unintended Behaviors
The Same Product may Have Different Architectures Layer by Layer (Vertically), or Area by Area (Horizontally)
Ex Ante, Designers Intend to Improve Performances or Decrease Costs by Changing Micro-Architectures
Ex Post, Micro-Architectures that Survived in Internal/External Selection Environments are Aggregated into a Macro Architecture of the Whole System
Loops of Macro-Architectures and Micro-Architectures
C Takahiro Fujimoto, University of Tokyo

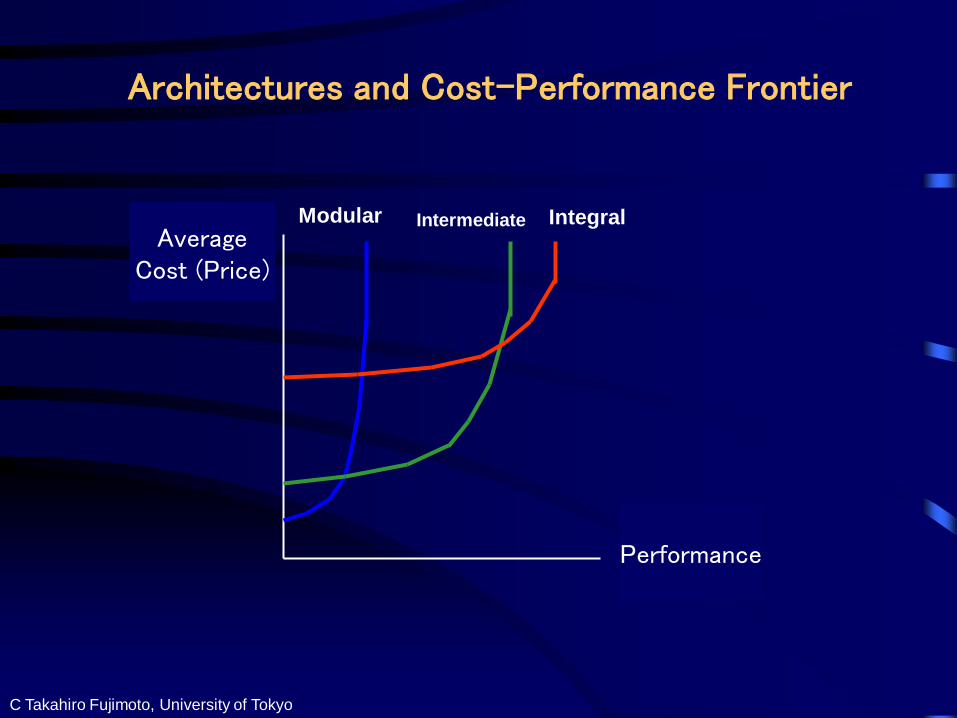
・ Technological Progress Expands Cost-Performance Frontier
・ The Same Kind of Products with Different ArchitecturesMay Have Different Cost-Performance Frontiers
・ Customers of Different Tastes (e.g., Performance-Oriented or Cost-Oriented) May Select Products of Different Architecture
Performance-Oriented Customers May Choose Integral Architecture; Cost-Oriented Customers May Choose Modular Architecture
・ Architectures, Coordination Mechanisms, and Industrial Structures are Selected Simultaneously
Modular Architecture -- Market Coordination -- Dispersed Industrial StructureIntegral Architecture – Organizational Coordination – Concentrated I Structure
・ Organization’s Coordination Capability Building → Shift to Integral ArchitecturesMarket’s Coordination Capability Building → Shift to Modular Architectures
・ Middle Range in the Architecture Spectrum Relational (Long-Term) Contracts and Other Hybrid Coordination Mechanisms.
Selection of Macro Architectures
C Takahiro Fujimoto, University of Tokyo

Technological Progress Expands
Cost-Performance Frontier
性能
t t+1 t+2平均費用(価格)
技術進歩
AverageCost (Price)
Performance
TechnologicalProgress
C Takahiro Fujimoto, University of Tokyo

Expanding the Frontier (Electric Calculator)
Price
(yen)
Function Index
CasioSharp
C J.Shintaku
Integral
Architectures and Cost-Performance Frontier
Modular Intermediate
Performance
AverageCost (Price)
C Takahiro Fujimoto, University of Tokyo

Integral
Performance
Modular
Overall Cost-Performance Frontier (Envelope)
Average
Cost
(Price)
C Takahiro Fujimoto, University of Tokyo

Integral
Overall Cost-Performance Curve
and Choice of Architectures
Performance
Choice of
Price-Oriented
Customers
Price
Indifference Curve of
Performance-Oriented
Customers
▲
Overall Cost-Performance Curve
▲
Modular Intermediate Integral
Choice of
Performance-
Oriented
Customers
Choice of
Intermediate
Customers
Indifference Curve of
Price-Oriented Customers
Average
Cost
(Price)
Modular
Customer Types and
Overall Reservation Price Curves
C Takahiro Fujimoto, University of Tokyo

The Architecture - Capability Framework
1 Design-Information View of Manufacturing
2 Organizational Capability – Controlling Design Flows
3 Performance Measurement -- A Multi-Layer Approach
4 Product-Process Architecture
5 Capability-Architecture Fit --- Explaining Competitiveness
C Takahiro Fujimoto, University of Tokyo

Manufacturing
(monozukuri)
Capability(local concentration)
Product-Process
Architecture(Selected by
Products)
Comparative
Advantage of
Design Sites
Fit?
Capability-
Building
Environment
Customer or
Market
Requirements
Constraints
imposed by
Society
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
Constraints
imposed by
Technology
Design-Based Comparative Advantage
C Takahiro Fujimoto, University of Tokyo
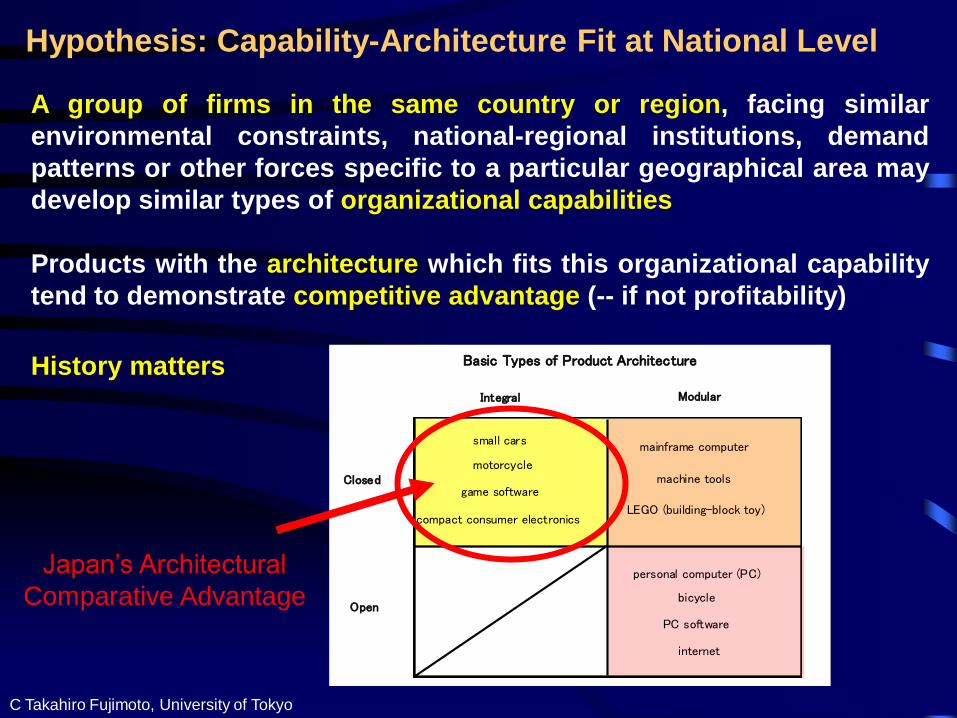
Hypothesis: Capability-Architecture Fit at National Level
A group of firms in the same country or region, facing similar
environmental constraints, national-regional institutions, demand
patterns or other forces specific to a particular geographical area may
develop similar types of organizational capabilities
Products with the architecture which fits this organizational capability
tend to demonstrate competitive advantage (-- if not profitability)
History mattersModularIntegral
Closed
small cars
compact consumer electronics
internet
bicycle
LEGO (building-block toy)
motorcyclemachine tools
Figure 6 Basic Types of Product Architecture
Open
game software
mainframe computer
personal computer (PC)
PC software
C Takahiro Fujimoto, University of Tokyo
Japan’s Architectural
Comparative Advantage

Ratio of Export and Integral Architecture Index Scatter chart(1)
(Regression Equation for Assembly products:52sample)
Ratio of Export and Integral Architecture Index Scatter chart(assembly products:52sample)
0.0%
10.0%
20.0%
30.0%
40.0%
50.0%
60.0%
70.0%
80.0%
90.0%
100.0%
-3.000 -2.500 -2.000 -1.500 -1.000 -0.500 0.000 0.500 1.000 1.500
Week Integral Architecture Index Strong
Rat
io o
f Exp
ort
Ratio of Export
Regression Curve
C Oshika and Fujimoto, MMRC, University of Tokyo

Ratio of Export and Integral Architecture Index Scatter chart(2)
(Regression Equation for Process-Oriented Products:43sample)
Ratio of Export and Integral Architecture Index Scatter chart(Raw Materials products:43sample)
0.0%
10.0%
20.0%
30.0%
40.0%
50.0%
60.0%
70.0%
80.0%
90.0%
100.0%
-2.500 -2.000 -1.500 -1.000 -0.500 0.000 0.500 1.000 1.500 2.000
Week Integral Architecture Index Strong
Rat
io o
f Exp
ort
Ratio of Export
Regression Curve
C Oshika and Fujimoto, MMRC, University of Tokyo

Asian Industrial Performance
History matters
Different history, different capability, different advantages
Complementary nature of Asian trades

Design-Based Comparative Advantage
(1) Products may be Designed
Where Organizational Capability and Product Architecture Fit
(2) Products may be Produced
Where Products are Designed
(Scale Economy and Product Differentiation) or
Where Organizational Capability and Process Architecture Fit or
Where Products are Sold (Production Located in the Market)
Design Matters When Policy Makers Choose Industries to be Promoted
C Takahiro Fujimoto, University of Tokyo

Predictions on Architecture-based Comparative Advantage
Japanese firms -- integration capability
More competitive in products with closed-integral architecture
based on integration-based manufacturing capability
Chinese firms – mobilization capability
More competitive in labor-intensive products
with open-modular (or quasi-open) architecture
Korean (large) firms – concentration capability
More competitive in capital-intensive products
with modular architecture (moving toward integral?)
ASEAN firms – labor-retaining capability??
More competitive in labor-intensive products
with closed-integral architecture?
U.S. firms – conceptualization capability
More competitive in knowledge-intensive products
with open-modular architecture
European firms – expression capability
More competitive in closed-integral products
based on brand-design-marketing capability
C Takahiro Fujimoto, University of Tokyo

Architectural Geopolitics:
A Prediction in the Pacific Region
Integral Axis
Modular Axis USChina (south)
Japan
ASEANIndia?
Taiwan
Korea
C Takahiro Fujimoto, University of Tokyo
Application of the Framework
Toyota Recall 2010
EV and Future of the Automobile
3.11 Earthquake and Supply Chain Robustness

Toyota’s Quality Issue 2010
No excuse! – but it is not so simple.
Root Cause: over-complexity, over-speed, over-confidence
The war against the demon of complexity continues.
Toyota stumbled, but is still among the leading runners
The rule of the game changed
– stricter regulations & requirements
Toyota may still have advantages in the long run.
But difficult dual strategy may be needed
– developing both complex and simple vehicles
C Takahiro Fujimoto, University of Tokyo

Toyota Problem as Complexity-Capability Imbalance
Over-Confidence
of
Quality-Handling
Capability
Explosion of
Product
Complexity
Toyota Problem
In Design Quality
Out of
Balance
Capability-
Building
Environment
Customer or
Market
Requirements
Constraints
imposed by
Society
Decisions and Behaviors of Designers
Other Environmental Factors, and Chances
Capability-
Building
Competition
Capability-
Building
Capability
Constraints
imposed by
Technology
C Takahiro Fujimoto, University of Tokyo

Capability, Complexity, Quality and Volume
Acceptable
Toyota Quality
Over-Growth of
Toyota’s Global Production?
Frontier ofToyota’s Quality-Handling
CapabilityUpper Limit of Production Volume
Compatible with Toyota Quality
Capability-Building in Quality
© Takahiro Fujimoto, University of Tokyo
Complexity in Design,
Production and Purchasing
– Can EV Change the Industrial Structure?
Currently – NO, for ordinary household use.
Variable cost is too high. Volume does NOT solve this problem .
Breakthrough battery innovations may solve it, but when??
EVs for developed car markets are still integral architecture.
It may become modular architecture,
but unless battery cost goes down dramatically,
EV use will be limited to the application
with high utilization ratio, short-range, & limited area.
Car is not PC, after all
Diversification of motive power
in the first half of the 21-st century?
C Takahiro Fujimoto, University of Tokyo

volume
Average unit
production cost
Internal Combustion
(steel, plastic, silicon -- )
fixed
cost
variable
cost
Current EV
(Expensive rare metal included)
Mainly cost of batteries.
Can Innovations eliminate this gap??
A Simple Economic Analysis of EVs
fixed
cost
variable
cost
volume
C Takahiro Fujimoto, University of Tokyo
Mitsubishi’s commercialized EVs –Battery pack alone is 200kg, $ 20,000, practical range is 100km.
Vehicle price is over $40,000 ( Less than $30,000 after subsidy)

long
Range per
Charge
Diversified Mix of Motive Power in the 21st Century?
C Takahiro Fujimoto, University of Tokyo
Utilization Ratio
short
low high
このボックスをすべてカバーできる絶対的な駆動形式はない
No technology dominates.
Right vehicle for
Right use
EV?

East Japan Earthquake and Supply Chain Crises
Unprecedented! Compared with Past Disaster
Complete Destruction in Broad Area
→ Restoration of Design Information Flows is Key
Past Example:Nihonzaka Tunnel Fire, Kobe Earthquake,
Aishin Fire, Chuetsu Earthquake, etc.
Difference from the Past Disaster:
Global Operation, Global Competition, and Electronic Control
“A Huge Disaster that Happened in the Era of Global Competition”
C Takahiro Fujimoto, University of Tokyo

The Tohoku Earthquake and Supply Chain Crises
Critical Parts that Afffected Global Supply Chains
① Microcomputer Chip ・・
Design Information is not Substitutive, not Portable
・・ But Restoration is Faster than Expected
② Functional Chemical ・・ Rubber and Paints
Tsunami and Nuclear Plant
③ Piece Parts & Expendable Supplies ・・ Lower-Tiers, -- not Visible
Toyota’s Recovery from the Supply Chain Destruction
by the Earthquake is Faster than Initially Expected.
C Takahiro Fujimoto, University of Tokyo

Supply Chain as Flow of Design Information
Customer
(Market)
WIP Product
製品設計
工程設計
Flow of Design Information
実物工程
Material
Prod.
Design
Proc.
Design
Proc
ess
Info.
Transfer
Flow of Material (Medium)
Takahiro Fujimoto, Univ. of Tokyo
Info.
Transfer
Prod.
Design
Proc.
Design
Proc
ess

Analysis of Supply Chain Robustness/Weakness
• Monozukuri (Manufacturing) Theory
Based on the Concept of Design Information Flow
• Four Attributes of Supply Chain Robustness/Weakness
1 Dependence on Supply to one Supplier/Factory
2 Lack of Visibility of Supply Chain
3 Lack of Substitutability of Design Information
4 Lack of Portability of Design Information
The Tohoku Earthquake and Supply Chain Crises
C Takahiro Fujimoto, University of Tokyo

Some Remedies Under Discussions -- Their Limits
Robustness without Competitiveness is Not Feasible in the Long Run
① Adding Inventories(×)
Don’t Design Inventory Systems Based on Rare and Unpredictable
Events Whose Probabilities Cannot be Calculated
② Switching to Standard/Common Parts(×)
Survivable Product Architectures are Selected by Customers
③ Duplicating Supply Chains and Equipment(×)
Feasible only When Market Growth Absorbs Added Capacity
④ Transfer of Facilities out of Eastern Japan(×)
In the Long, Run, There are Risks Everywhere in the World
The Tohoku Earthquake and Supply Chain Crises
C Takahiro Fujimoto, University of Tokyo

Counter Measures for Robust Supply Chaions Agaist Huge Disasters
Goals: Recovery ofSupply Chains within a Few Weeks after Huge Disaster?
Supply Responsibility
& Competitive-
ness
Is Product Design Information Product-Specific or Substitutable?
Standard Parts
WIPmaterialProductInventory
Takahiro Fujimoto, University of Tokyo
① Reducing Product Inventory
①’ Adding Inventories for Safety
④ Dual Sourcing (Dual Lines or Suppliers) ?
④’ Virtual-Dual Sourcing (Design Portability)?
Destroyed?
②Switching to Standard Parts?
②’ Modifying Standard Parts to Customized/Optimized Parts?
Prod.Design
Proc.Design
Process, Equipment, Tools,
Dies, Recipes
Back-upEquipment, etc.
Is Process Design Information Portable ?
③’ Virtual-Dual Tooling
③ Dual Tooling

• Huge Disaster Someday – But Global Competition Everyday
• The Goal is Recovering Design Information Flows (In A Few Weeks)
• Improving Supply Chain’s Visibility (Getting Info in a Few Days?)
• Improving Design Information’s Portability (Transferability)
• Making the Supply Chains Virtual-Dual
by Nominating Back-up Production Lines/Suppliers
• Adding Article on “Back-up Lines” in the Supply Contract?
Periodical Drills for Smooth Back-up in Case of Disasters ?
Increasing Supply Chain Robustness
Without Sacrificing Competitiveness
C Takahiro Fujimoto, University of Tokyo

Industrial Marathon Continues in Asian Industries
What is Going On in the Early 21th Century?
Globalization – as Realization of International Division of Labor
Microscopic Intra-industrial Trade based on Comparative Advantage
The Keys Are:
Architecture-Capability Fit -- Comparative Advantage of Design
Capability-Building Competition
Evolutionary Learning Capability
Strong Strategies and Strong Operations
C Takahiro Fujimoto, University of Tokyo
Across the Manufacturing-Service Boundary
Open-manufacturing (monozukuri) principles are applicable to
both manufacturing and service sectors
Inter-sectoral learning and knowledge-sharing is key!

Learning Across Industries
C Takahiro Fujimoto, University of
Tokyo
Front Runners Can Learn Each Other
Toyota → Canon
Toyota → A Fashion Company (World)
Toyota → A Super Market Chain (Ito Yokado)
Toyota → Japan Post Office
Toyota → Toyota Dealers
Ritz Carlton → Toyota
Lean Knowledge Transfer across Industries is Key

Service and Manufacturing -- Difference in Media
The Medium is Intangible and Ephemeral in Typical Service Proceses
Service Products are Produced and Consumed at the Same Place and Time
Software
Financial Products
Face-toFace Service
Broadcasting
Tangible
Intangible
EphemeralDurable
Cars
Semiconductors
Other Durable Goods
Perishable Foods
Non-Durable Goods
tangible medium
design information
medium
C Takahiro Fujimoto, University of
Tokyo

Transfer of Toyota System to Service Sectors
Hospital(5S, streamlining client flows),
Insurance Firms (Customer Oriented Product Development)
Government (Project Management)、
Police (Preventive Maintenance?)
・・・ Different Aspects in Different Industries
Post Office: Living with Input Volume Fluctuation
Creating Standard Units of Flows (15 min) at the Entrance
Ito-Yokado Super Market
Backyard 2S、JIT Tempura、JIT Meet Cutting、
Piece-By-Piece Cabbage Flow ・・
Toyota Automobile Dealer: Showroom Sales(Home Game by Team)
“Home Doctor” System (Sales Personnel)
45 Minute Inspection (work standardization)
Broad Definition of Customers’ Flow of Total Customer Experience is Key!
C Takahiro Fujimoto, University of Tokyo
The Lean Principle Applied to Service
Design Information is Transmitted to Customers, Not Materials.
Creating Good Flows of Total Customer Experience
Total Customer Experience is a Part of Customer’s Life
Custoner’s Life is a Flow -- Imagination on Their Lives is Key
What is Customers’ Muda/Value Experience ? -- Not So Clear
Optimizing (Not Maximizing?) Value Adding Time Ratio
Customer Experience First, Service Operations Next
Lead Time Optimizing (e.g. Waiting Time) First, Cost Cutting Next
Pursue High Quality – Quantity Follows as a Result
C Takahiro Fujimoto, University of
Tokyo

Creating a Good Flow of Customer Experience: A Super Market
Entrance –
Unsatisfied
Customers
Exit –
Satisfied
Customers
Lead Time = Information-Receiving Time
ReceptionFloor
Design
Talks to
CustomersProduct &
Price DesignCashier
Timely and Accurate Information
Transmission to Customers
Productivity =
Information-Sending
Efficiency
Quality =
Information
Sending
Accuracy
設計情報
Tangible
Medium
Design
Info
設計情報
Tangible
Medium
Design
Info設計情報
Intangible
Medium
Design
Info
設計情報
Intangible
Medium
Design
Info
Intangible
Medium
Design
Info
C Takahiro Fujimoto, University of Tokyo

Good Flow of Customer Experiences
(Harley Davidson Japan)
Design
InfoDesign
Info
Design
Info
SatisfactionProduction
Consumption
Sales Floor
Design
Potential
Customer①
Existing
Customer①
設計情報
Tangible
Medium
Tangible
Medium
設計情報
設計情報Production Sales
ConsumptionProductDesign
設計情報
Intangible
Medium
設計情報
SatisfactionProduction
Consumption
PromotionDesign
Potential
Customer②
Existing
Customer②
Tangible
Medium
Flow of Customer Experience
Design
Info
Design
Info
Design
Info
Design
Info
Design
Info
Design
Info
C Takahiro Fujimoto, University of
Tokyo
Intangible
Medium
Intangible
Medium
Intangible
Medium

Manufacturing Instructor School
for
Diffusing Momozukuri Knowledge to SMEs
Transforming Manufacturing Veterans
to Manufacturing Instructors
Teaching across industries
Helping the regions and SMEs share manufacturing knowledge

Tokyo University Manufacturing Instructors’ School
Educating Instructors Who Can Teach Lean Manufacturing Across Industries

Over 50 people are now active as lean manufacturing instructors
Tokyo University Manufacturing Instructors’ School

Reference
• Asanuma, B. (1989). “Manufacturer-supplier relationships in Japan and the concept of relation-specific skill,” Journal of the Japanese and International Economies, Vol. 3, pp.1-30.
• Baldwin, C. and Clark, K.B. (2000). Design Rules, MIT Press
• Clark, K.B. and Fujimoto, T. (1991). Product Development performance, Harvard Business School Press, Boston.
• Fujimoto, T. (1999). The Evolution of a Manufacturing System at Toyota (OUP)
• Fujimoto, T. (2007). Competing to be Really, Really Good, I-House Press, Tokyo.
• Fujimoto, T. (2007) “Architecture-Based Comparative Advantage – A Design Information View of Manufacturing.” Evol. Inst. Econ. Rev. 4(1): 55-112.
• Ohno, K., and Fujimoto, T., ed. (2006) Industrialization of Developing Countries: Analyses by Japanese Economists, National Graduate Institute for Policy Studies
• Ulrich, K. (1995). “The role of product architecture in the manufacturing firm,” Research Policy, Vol. 24, pp. 419-440.
• Womack, J., et al., The Machine That Changed the World (Rawson)